Специальный инструмент
GE 7872: Магнитный базовый циферблатный индикатор
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Используя подходящее приспособление, поддержите коленчатый вал.
- Установите GE 7872: индикатор.
- Измерьте биение коленчатого вала с помощью индикатора GE 7872. См. " Механические характеристики двигателя (Llt) ".
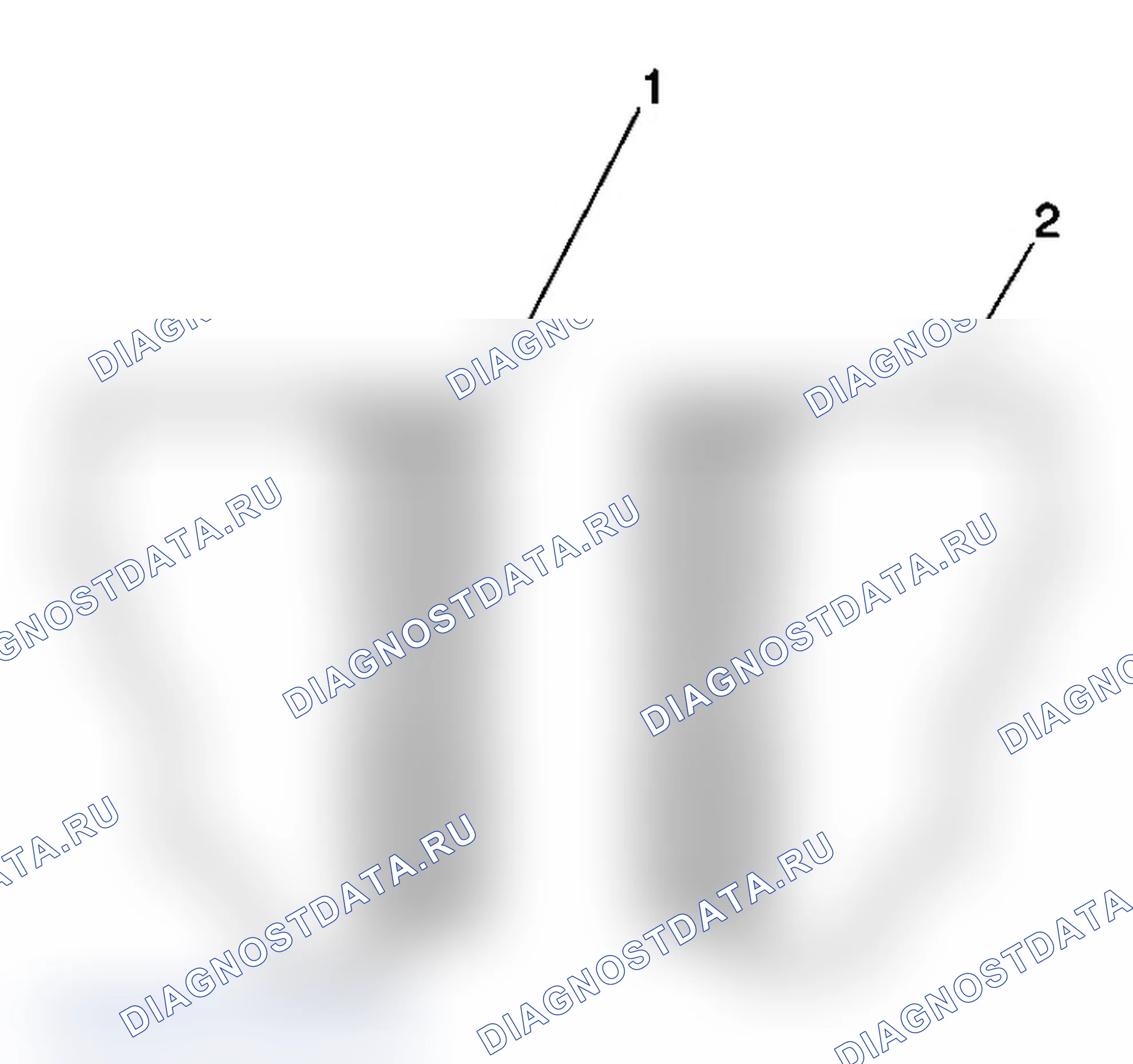
- Измерьте ширину упорной стенки коленчатого вала (1) на износ с помощью внутреннего микрометра. См. " Механические характеристики двигателя (Llt) ".
- Измерьте поверхность упорной стенки коленчатого вала (2) на биение с помощью индикатора GE 7872. См. " Механические характеристики двигателя (Llt) ".
- Если шейки коленчатого вала повреждены или изношены сверх спецификаций, то коленчатый вал может быть отшлифован на 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных коренных подшипников.
- Осмотрите коренные шейки коленчатого вала на предмет размера, используя внешний микрометр.
- Осмотрите шатунные шейки на наличие заниженных размеров с помощью внешнего микрометра.
- Сравните свои измерения с теми, которые перечислены в " Механических спецификациях двигателя (Llt) ". Если шейки шатунной шейки изношены сверх спецификаций, коленчатый вал может быть отшлифован на 0,25 мм (0 010 дюйма). Существует только 1 размер негабаритных шатунных подшипников, доступных для обслуживания.
- Измерьте цапфы коренного подшипника и шатунной шейки на отсутствие скругления, используя следующую процедуру: Используя внешний микрометр, измерьте цапфу в крайних переднем и заднем местах на цапфе. Назовите эти точки А и В. Измерьте журнал в 2 новых местах ровно под 90 градусов от первых точек. Назовите эти точки C и D. Вычтите A из C и B из D. Различия укажут журнал вне цикла. Овальность не должна превышать максимум 0 004 мм (0,00016 дюйма). При износе шеек сверх технических условий допускается шлифовка коленчатого вала 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных подшипников коленчатого вала и шатуна.
- Измерьте шейки коренного подшипника и шатунной шейки на конусность, используя следующую процедуру: Используя внешний микрометр, измерьте шейку на крайнем переднем (А) и заднем (В) концах шейки параллельно осевой линии коленчатого вала. Вычесть наименьшее из наибольшего измерения. Результатом будет конусность цапфы. Если конусность шейки коренного подшипника превышает 0 004 мм (0,00016 дюйма), замените коленчатый вал. При износе шеек сверх технических условий допускается шлифовка коленчатого вала 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных подшипников коленчатого вала и шатуна.
EN-46745: Съемник/установщик зажима поршневого пальца
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
- Снимите поршневые кольца с помощью расширителя поршневых колец. Поместите каждое кольцо в чистое торговое полотенце для хранения.
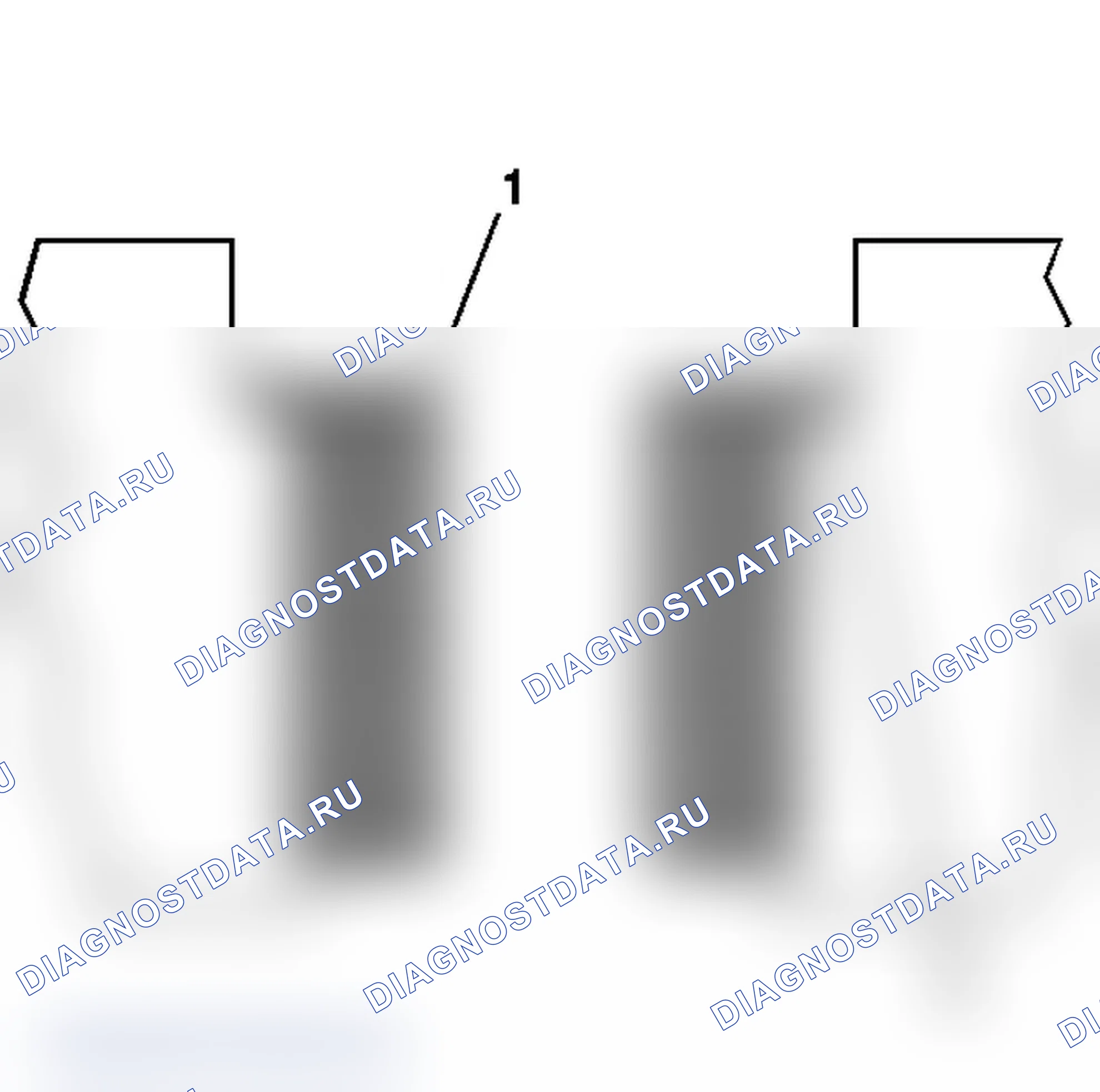
- Используя EN-46745: съемник/установщик, снимите фиксаторы поршневого пальца, используя выемку для доступа для извлечения (1) на боковой стороне поршня. Стопоры поршневых пальцев утилизировать.
- Выдвиньте поршневой палец из поршня. Поршень отсоединится от шатуна.
EN-46745: Съемник/установщик зажима поршневого пальца
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
- GE 8001: Набор индикаторов набора номера
- GE 8358: Щетка для удаления углерода
- EN 28410: Съемник прокладок
- EN 42096: Направляющий расширитель клапана
- EN 47909: Комплект для очистки отверстия инжектора и втулки
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
EN 22738-B: Тестер пружины клапана
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
GE 7872: Магнитный базовый циферблатный индикатор
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
J 28410: Съемник прокладок
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
EN 45000: Съемник уплотнений
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Снимите переднее масляное уплотнение коленчатого вала с передней крышки двигателя с помощью съемника EN 45000:.
- Снимите масляные уплотнения клапана привода положения распределительного вала с передней крышки двигателя.
- Снимите уплотнение водяного насоса с передней крышки двигателя.
- Уплотнение водяного насоса утилизировать.
EN 28410: Съемник прокладок
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
- Dt 5590: Привод подшипника и уплотнения
- EN 24254-A: Монтажник масляного уплотнения
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
- EN 42385-700: Комплект для ремонта резьбы с высокой характеристикой
- EN 42385-2000: Комплект резьбовой вставки
- EN 43965: Комплект расширения для ремонта резьбы
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа. В процессе установки вкладыша инструмент установочного драйвера производит холодную накатку нижней внутренней резьбы и расширение нижней наружной резьбы вкладыша в основной материал. Это действие механически фиксирует вставку на месте.
Схема №125
Сверло и инструмент для зенковки из набора инструментов EN 42385-700: комплект и EN 42385-2000: комплект вкладыша предназначен для использования либо с подходящим воротком, либо с двигателем сверла. Ограниченный доступ и ремонт большего отверстия могут быть лучше обработаны с помощью воротка. Расширение из набора EN 43965: набор расширения может также потребоваться для привода инструмента для ремонта резьбы в зависимости от доступа к ремонтируемому отверстию. Используйте только вороток при нарезании отверстия и во время установки вкладыша.
Схема №126
Очень важно, чтобы сверление, зенкование и нарезание резьбы в ремонтируемом отверстии осуществлялось по той же осевой линии, что и в исходном отверстии.
Схема №127
Во время сверления и постукивания по ремонтируемому отверстию обеспечьте последовательную обработку инструмента перпендикулярно поверхности основного материала.
Схема №128
Если резьбовое отверстие, подлежащее ремонту, имеет базовую поверхность, перпендикулярную осевой линии отверстия, имеются направляющие для нарезания резьбы, которые способствуют нарезанию резьбы в отверстии.
| Размер отвода | Направляющая касания | Размер отвода | Направляющая касания | Размер отвода | Направляющая касания |
|---|---|---|---|---|---|
| EN 42385 | EN 42385 | EN 42385 | |||
| 6 x 1.0 | 729 | 10 x 1.5 | 731 | 14 x 1.5 | 736 |
| 8 x 1.25 | 730 | 12 x 1.5 | 732 | 20 x 1.5 | 737 |
Схема №129
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеПри выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ". При установке на соответствующую глубину фланец (1) вставки будет посажен на зенковку просверленного / нарезанного отверстия и чуть ниже поверхности (2) основного материала.
- Просверлите резьбу поврежденного отверстия. Технические характеристики: Вставки M6 требуют минимальной глубины сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить просверленное отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой. Технические характеристики: Вставки M6 требуют минимальной глубины врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вкладыша (2). См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку (2) в резьбовое отверстие только вручную.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Схема №130
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеПри выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Wd 40 ® или эквивалентную. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ". НЕ снимайте оригинальную стопорную манжету с сверла с зенковкой.
При установке на соответствующую глубину фланец вставки (1) будет упираться в расточку (2) просверленного/резьбового отверстия.
- При необходимости установите стопорную манжету (2) на сверло с цековкой (1).
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вкладыша (2). См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку (2) в резьбовое отверстие только вручную.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
- GE 6125-1b: Адаптер гидромолота
- EN 45059: Угломер
- EN 49102: Съемник крышки подшипника коленчатого вала
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
- EN 8037: Кольцевой компрессор
- EN 43690-A: Инструмент для контроля зазора между стержневыми подшипниками
- EN 45059: Угломер
- EN 46121: Набор направляющих штифтов шатуна
- EN 48589: Гнездо вращения коленчатого вала
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
EN 46109: Набор направляющих штифтов
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Установите направляющие 8 мм (0 315 дюйма) из стандарта EN 46109: установите в центральное отверстие для болта направляющей поддона картера с каждой стороны блока цилиндров.
- Поместите 3 мм (0 118 дюйма) валик герметика RTV, GM P/N 12378521 (Canadian P/N 88901148) или его эквивалент, на направляющую поддона блока и задний корпус масляного уплотнения коленчатого вала (1).
- Установите масляный поддон (1) на блок.
- Снимите направляющие EN 46109: установите направляющие 8 мм (0 315 дюйма) с блока двигателя.
- Свободно установите болты масляного поддона (1), (2) и (3).
- Затяните болты масляного поддона в указанной последовательности. Затяните болты 8 мм (1-11) до 23 Н.м (17 фунтов фут). Затяните болты 6 мм (12, 13) до 10 Н.м (89 фунтов дюйм).
J 45059: Угломер
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Установите нижний шумозащитный экран 1 топливной рейки.
- Убедитесь, что установочные штифты головки цилиндров надежно установлены на поверхности палубы блока цилиндров.
- Установите НОВУЮ прокладку правой головки цилиндров, используя для фиксации установочные штифты поверхности палубы.
- Совместите правую головку цилиндров с установочными штифтами поверхности палубы.
- Установите правую головку цилиндров на место на поверхности палубы.
- Установите НОВЫЕ болты головки цилиндров M11 (1). Затяните болты головки цилиндров M11 в первом проходе последовательно до 30 Н.м (22 фунта фута). Затяните болты головки цилиндров M11 во втором проходе последовательно еще на 150 градусов, используя J 45059: метр.
- Установите НОВЫЙ болт головки цилиндров M8 (2). Затяните болт головки цилиндров M8 в первом проходе до 15 Н.м (11 фунтов футов). Затяните болт головки цилиндров M8 во втором проходе еще на 75 градусов с помощью J 45059: метр.