Порядок бурения
Важно: Покрытие на поршне обеспечивает посадку с натягом между цилиндром и отверстием. Диаметр поршня НЕ может быть измерен точно, потому что покрытие поршня не является постоянной толщиной. НЕ измеряйте диаметр поршня.
Чтобы выбрать правильный поршень для установки, отверстие цилиндра должно быть измерено. Если диаметр отверстия цилиндра соответствует техническим условиям, установите оригинальный поршень / шатун в сборе или новый, стандартного размера поршень / шатун в сборе. Использованный поршень / шатун в сборе может быть переустановлен, если после очистки и проверки поршень не поврежден. Если отверстие цилиндра НЕ соответствует техническим условиям, цилиндр должен быть изменен, чтобы принять новый, негабаритный поршень.
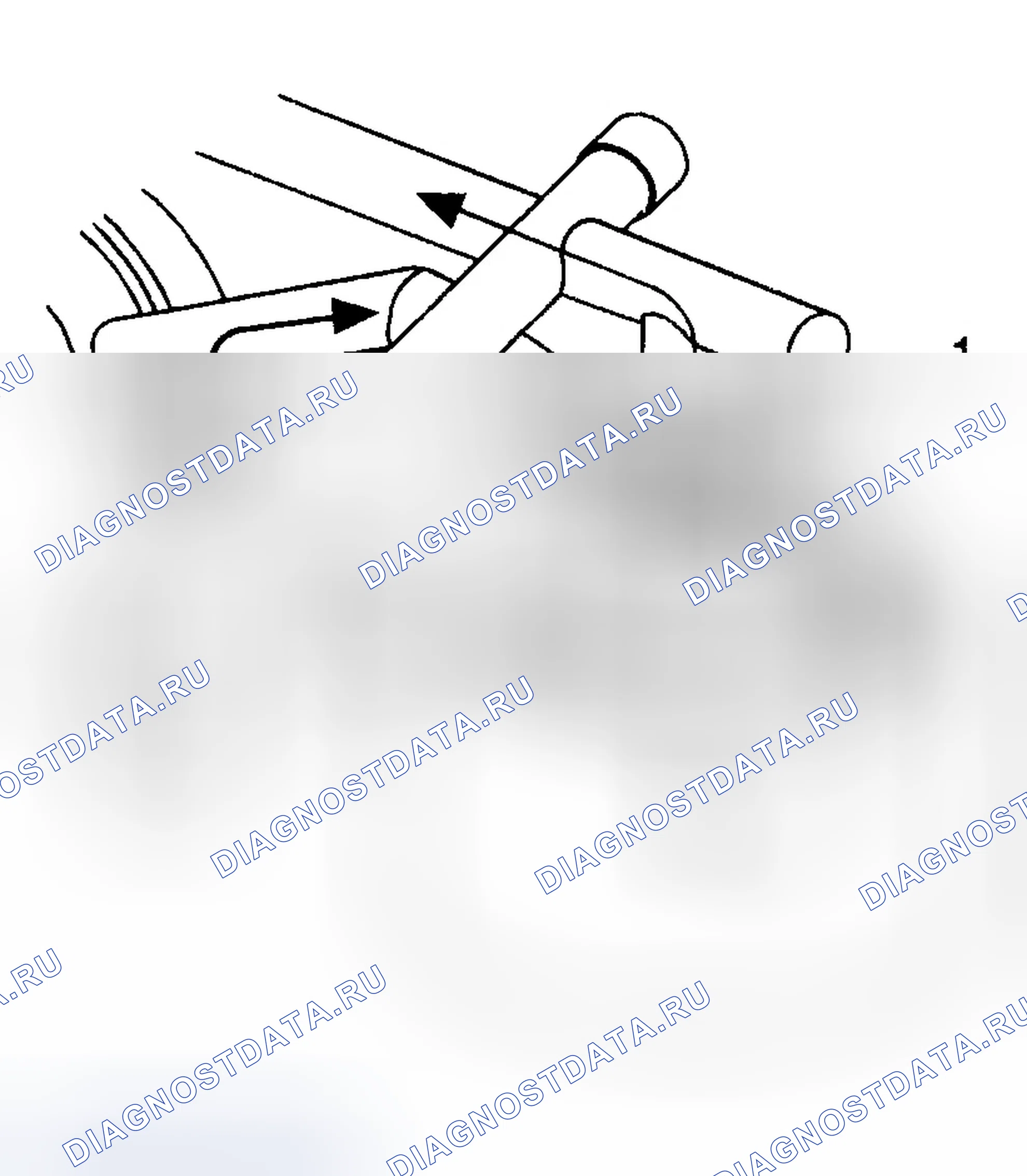
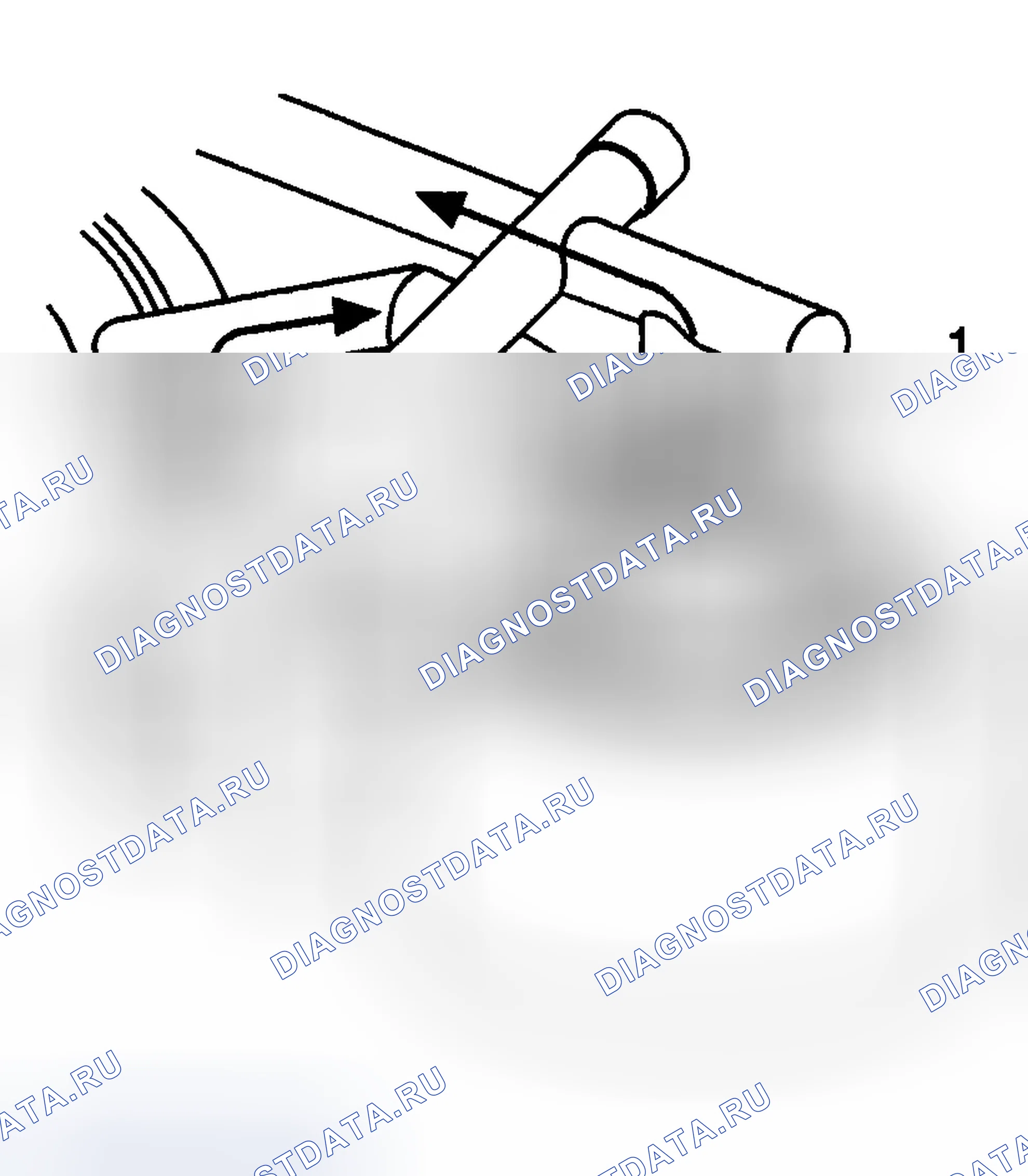
Важно: Если вы не проверяете блок цилиндров, борштанга может быть наклонена, это может привести к неправильной переборке стенки цилиндра в угол коленчатого вала.
- Перед использованием любого типа борштанги очистите верхнюю часть блока цилиндров, чтобы удалить грязь или заусенцы.
- Тщательно следуйте инструкциям производителя по использованию оборудования.
- При восстановлении цилиндров убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников до нужного момента, чтобы избежать деформации отверстий в окончательной сборке. Перед расточкой цилиндров необходимо снять коленчатый вал.
- Когда вы берете окончательный вырез с борштангой, оставьте 0,03 мм (0 001 дюйма) на диаметре для финишного хонингования. Это придает требуемое положение спецификациям зазора цилиндров. (Осторожно выполняйте операцию хонингования и расточки для поддержания заданных зазоров между поршнями, кольцами и расточками цилиндров).
Процедура хонингования
Важно: Всегда снимайте все подшипники и компоненты с блока двигателя перед чисткой, расточкой или хонингованием блока двигателя.
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечной степени крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкими сортовыми камнями. Повторно отточенная отделка поверхности должна быть 0,25-0,50 микрометра (10-20 микродюймов). Выполните окончательное хонингование с мелким камнем и отточите цилиндр в поперечном шаблоне штриховки под углом от 20 до 30 градусов, чтобы получить надлежащий зазор.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно проверить отверстие цилиндра на посадку с выбранным негабаритным поршнем. Все измерения отверстия цилиндра следует производить с компонентами при нормальной комнатной температуре.
- Для устранения конусности в цилиндре при хонинговании сделайте полные ходы хона в цилиндре. Повторно проверьте измерение в верхней, средней и нижней части отверстия. Финишные отметки должны быть чистыми, но не острыми. Отделочные метки должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- После завершения восстановленные отверстия цилиндров должны иметь меньше или соответствовать указанным требованиям к некруглости или конусности.
- После окончательного хонингования и перед тем, как поршень будет проверен на соответствие, очистите отверстия горячей водой и моющим средством. 5.1 Промойте отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте, чтобы какой-либо абразивный материал оставался в отверстиях цилиндра. Абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндра. Абразивный материал будет загрязнять моторное масло и может вызвать преждевременный износ подшипников. 5.2. После промывки отверстия цилиндра просушите чистым полотенцем.
- Выполните окончательные измерения отверстия цилиндра.
- Постоянно маркировать поршень для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Измерение зазора между коленчатым валом и шатунным подшипником
Подшипники коленчатого вала и шатуна относятся к типу прецизионных вкладышей и не используют для регулировки регулировочные прокладки.
Коленчатые валы с шейками, размер которых меньше минимального значения, должны быть заменены.
Микрометрический метод для подшипников коленчатого вала
Важно: При снятии подшипников при повторной сборке должны быть установлены НОВЫЕ подшипники.
Схема №1436
Схема №1437
- Измерьте диаметр коренной шейки коленчатого вала микрометром в нескольких местах по длине на расстоянии примерно 90 градусов друг от друга, минимум в 4 местах, и усредните измерения.
- Определите конусность и некруглость (см. раздел " Механические характеристики двигателя ").
- Установите НОВЫЕ подшипники коленчатого вала в крышки подшипников коленчатого вала и блок двигателя. Важно: Затяните болты крышки внутреннего подшипника коленчатого вала, прежде чем затягивать шпильки крышки внешнего подшипника коленчатого вала.
- Установить крышки подшипников коленчатого вала и болты и шпильки крышек подшипников коленчатого вала. 4.1. затянуть внутренние болты крышек подшипников коленчатого вала до 30 Н.м. 4.2. затянуть наружные шпильки крышек подшипников коленчатого вала до 30 Н.м. 4.3. с помощью J 36660-A затянуть внутренние болты крышек подшипников коленчатого вала и дополнительно 90 град. 4.4. С помощью J 36660-a затянуть внешние шпильки подшипников коленчатого вала.
- Измерьте внутренний диаметр подшипника коленчатого вала с помощью внутреннего микрометра. Измерьте минимум в четырех местах и усредните измерения.
- Для определения зазора подшипника коленчатого вала вычесть диаметр шейки коленчатого вала из внутреннего диаметра подшипника коленчатого вала.
- Сравните зазор в подшипниках коленчатого вала с техническими условиями. См. раздел " Механические характеристики двигателя ".
- Если зазоры подшипников коленчатого вала превышают технические характеристики, установите подразмерные подшипники коленчатого вала для достижения правильного зазора.
- Измерьте внутренний диаметр (ID) нового подшипника коленчатого вала с помощью внутреннего микрометра.
- Замените коленчатый вал, если при помощи подшипников стандартного размера невозможно получить надлежащие зазоры.
Микрометрический метод для шатунных подшипников
Важно: При снятии подшипников при повторной сборке должны быть установлены НОВЫЕ подшипники.
Схема №1438
- Измерьте диаметр шатунной шейки микрометром в нескольких местах по длине, на расстоянии примерно 90 градусов друг от друга, минимум в 4 местах, и усредните измерения.
- Определите конусность и некруглость (см. раздел " Механические характеристики двигателя ").
- Установите НОВЫЕ шатунные подшипники в крышку шатуна и шатун. Важно: Используйте оригинальные шатунные гайки для измерения зазора. При окончательной сборке необходимо использовать новые шатунные гайки для получения правильной затяжки крепежа.
- Установите колпачок шатуна и оригинальные, бывшие в употреблении, гайки. Затяните гайки шатуна на 30 Н.м (22 фунта фута). Затяните гайки шатуна дополнительно на 90 градусов.
- Измерьте внутренний диаметр (ID) шатунного подшипника с помощью внутреннего микрометра.
- Сравните технические характеристики зазора шатунного подшипника, смотри " Механические характеристики двигателя ".
- Если зазоры шатунных подшипников превышают технические характеристики, замените компоненты в соответствии с требованиями.
Метод пластического измерения для подшипников коленчатого вала
Важно: При снятии подшипников при повторной сборке должны быть установлены НОВЫЕ подшипники.
Схема №1439
- Установите коленчатый вал и новые подшипники коленчатого вала в блок, следя за тем, чтобы не повредить реактивные кольца коленчатого вала.
- Установите калибровочный пластик на всю ширину шейки коленчатого вала. Важно: Затяните болты крышки внутреннего подшипника коленчатого вала, прежде чем затягивать шпильки крышки внешнего подшипника коленчатого вала. Шейка коленчатого вала и поверхность подшипника коленчатого вала должны быть свободны от масла для получения правильного измерения. Не позволяйте коленчатому валу вращаться во время выполнения измерения, иначе будет получено неправильное измерение.
- Установите крышки подшипников коленчатого вала и болты и шпильки крышек подшипников коленчатого вала. 3.1. Затяните внутренние болты крышек подшипников коленчатого вала до 30 Н.м. 3.2. Затяните внешние шпильки крышек подшипников коленчатого вала до 30 Н.м. 3.3. Используя J 36660-A, затяните внутренние болты крышек подшипников коленчатого вала на дополнительные 90 градусов. 3.4. Используя J 36660-A, затяните внешние шпильки подшипников коленчатого вала.
- Снимите болты крышек подшипников коленчатого вала и крышки подшипников коленчатого вала. Калибровочная пластмасса может прилипать либо к шейке коленчатого вала, либо к опорным поверхностям коленчатого вала.
- На краю калибрующей пластиковой оболочки нанесена градуированная шкала. Не снимая мерную пластмассу, измерьте ширину в сжатом состоянии в самой широкой точке.
- Если уплощенная калибровочная пластмасса сужается к середине или концам, может быть разница в зазоре, указывающая на конусность, низкое пятно или другую неровность подшипника коленчатого вала или шейки коленчатого вала. Обычно шейки коленчатого вала изнашиваются равномерно и не являются некруглыми. Однако, если подшипник коленчатого вала устанавливается на некруглую шейку коленчатого вала диаметром 0,0254 мм (максимум 0 001 дюйма), убедитесь, что он соответствует максимальному диаметру шейки коленчатого вала. Если подшипник коленчатого вала подогнан по минимальному диаметру, а шейка коленчатого вала чрезмерно некруглая, то натяг между подшипником коленчатого вала и шейкой коленчатого вала приведет к быстрому выходу из строя подшипника коленчатого вала.
- Сравните зазор в подшипниках коленчатого вала с техническими условиями. См. раздел " Механические характеристики двигателя ".
- Если зазоры подшипников коленчатого вала превышают технические характеристики, замените компоненты в соответствии с требованиями.
- Таким же способом измерьте внутренний диаметр (ID) нового подшипника коленчатого вала.
- Замените коленчатый вал, если при помощи подшипников стандартного размера невозможно получить надлежащие зазоры.
- Удалите расплющенный калибрующий пластик.
- Замерьте оставшиеся шейки коленчатого вала.
Пластиковый метод измерения для шатунных подшипников
Важно: При снятии подшипников при повторной сборке должны быть установлены НОВЫЕ подшипники.
Схема №1440

- Установите шатунные подшипники 4 в шатун 3 и крышку шатуна 5.
- С помощью резинового топливопровода поверх шатунных болтов установите поршень и шатунный узел на шейку шатунной шейки.
- Установите калибровочный пластик на всю ширину шейки шатунной шейки. Важно: Используйте оригинальные шатунные гайки для измерения зазора. При окончательной сборке необходимо использовать новые шатунные гайки для получения правильной затяжки крепежа.
- Установите колпачок шатуна и оригинальные, бывшие в употреблении, гайки. Затяните гайки шатуна на 30 Н.м (22 фунта фута). Затяните гайки шатуна дополнительно на 90 градусов.
- Отвернуть гайки шатуна и колпачок. Калибровочная пластмасса может прилипать либо к шейке шатунной шейки, либо к опорной поверхности шатуна.
- На краю калибрующей пластиковой оболочки нанесена градуированная шкала. Не снимая мерную пластмассу, измерьте ширину в сжатом состоянии в самой широкой точке. Если уплощенная калибровочная пластмасса сужается к середине или концам, может быть разница в зазоре, указывающая на конусность, низкое пятно или другую неровность подшипника коленчатого вала или шейки шатунной шейки.
- Обычно шейки шатунных шеек изнашиваются равномерно и не являются некруглыми. Однако, если шатунный подшипник устанавливается на некруглую шейку шатунной шейки диаметром 0,0254 мм (максимум 0 001 дюйма), убедитесь, что он соответствует максимальному диаметру шейки шатунной шейки. Если подшипник шатуна подогнан по минимальному диаметру и шейка шатунной шейки чрезмерно некруглая, то натяг между подшипником шатуна и шейкой шатунной шейки приведет к быстрому выходу из строя подшипника шатуна.
- Сравните зазор шатунного подшипника с техническими условиями, приведенными в разделе " Механические характеристики двигателя ".
- Если зазоры шатунных подшипников превышают технические характеристики, замените компоненты в соответствии с требованиями.
- Удалите расплющенный калибрующий пластик.
- Замерьте оставшиеся шейки шатунной шейки.
Измерение торцевого люфта коленчатого вала
Важно: Для правильного измерения торцевого люфта коленчатого вала, коленчатый вал, подшипники, крышки подшипников и крепежные детали должны быть установлены в блок двигателя и болты затянуты в соответствии с техническими условиями. См. " Установка коленчатого вала и подшипников ".
Схема №1441
- Установить J 7872 или аналог на блок цилиндров, при этом плунжер циферблатного индикатора против одного из противовесов коленчатого вала.
- Прочно упереть конец коленчатого вала сначала назад, затем вперед. Это позволит выровнять задний подшипник коленчатого вала и упорные поверхности коленчатого вала.
- Когда коленчатый вал выдвинут вперед, обнулите циферблатный индикатор. Переместите коленчатый вал назад и прочитайте измерение торцевого люфта на циферблатном индикаторе. Дополнительный метод - вставить щуп между коленчатым валом и опорной поверхностью и измерить зазор. См. " Механические характеристики двигателя ".
- Если не удается получить правильный торцевой люфт, осмотрите поверхность или поверхности упорной стенки коленчатого вала на предмет износа и/или чрезмерного биения.
- Осмотрите коленчатый вал на наличие обвязки. Проверните коленчатый вал, чтобы проверить наличие обвязки. Если коленчатый вал не проворачивается свободно, ослабьте болты и шпильки подшипника коленчатого вала, по одному колпачку, до тех пор, пока герметичный подшипник не будет расположен. Следующее условие или условия могут вызвать отсутствие зазора на подшипнике: Заусенцы на крышке подшипника коленчатого вала Постороннее вещество между подшипником коленчатого вала и блоком или крышкой подшипника коленчатого вала Неисправный подшипник коленчатого вала
Измерение бокового зазора шатуна
Важно: Для правильного измерения бокового зазора шатуна поршень / шатун в сборе и подшипники должны быть установлены в блок двигателя, а гайки шатуна затянуты в соответствии с техническими условиями. См. " Установка поршня, шатуна и подшипника ".
Схема №1442
- Установите J 7872 или эквивалент на блок цилиндров с плунжером циферблатного индикатора напротив стороны пары шатунов.
- Когда шатуны выдвинуты вперед, обнулите циферблатный индикатор. Прочно переместите пару шатунов из стороны в сторону и прочитайте измерение на циферблатном индикаторе. Дополнительный метод - вставить щуп между крышками шатунов и измерить боковой зазор шатуна. См. " Механические характеристики двигателя ".
Схема №1443
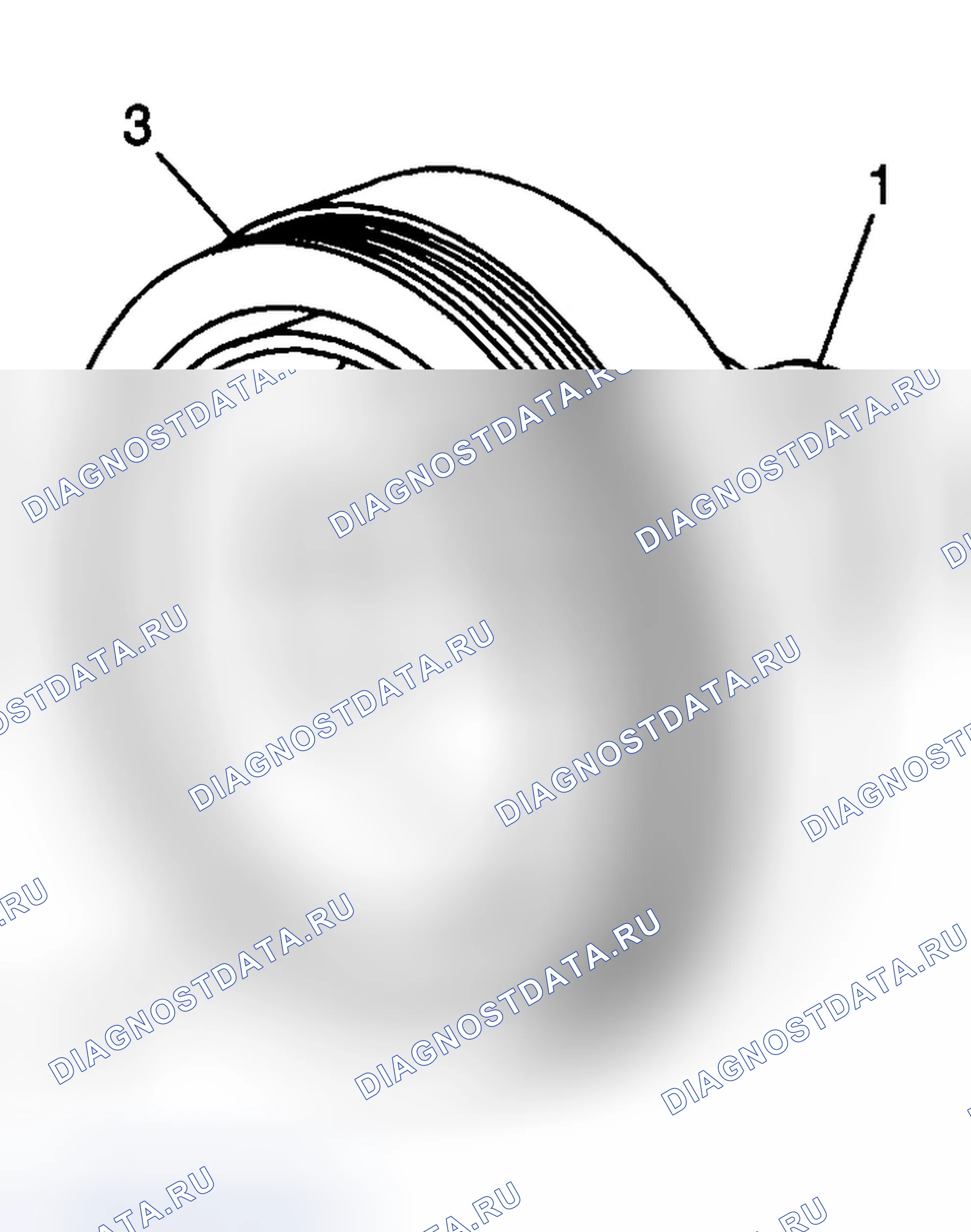
- Очистите балансир коленчатого вала в растворителе.
- Просушите балансир коленчатого вала сжатым воздухом.
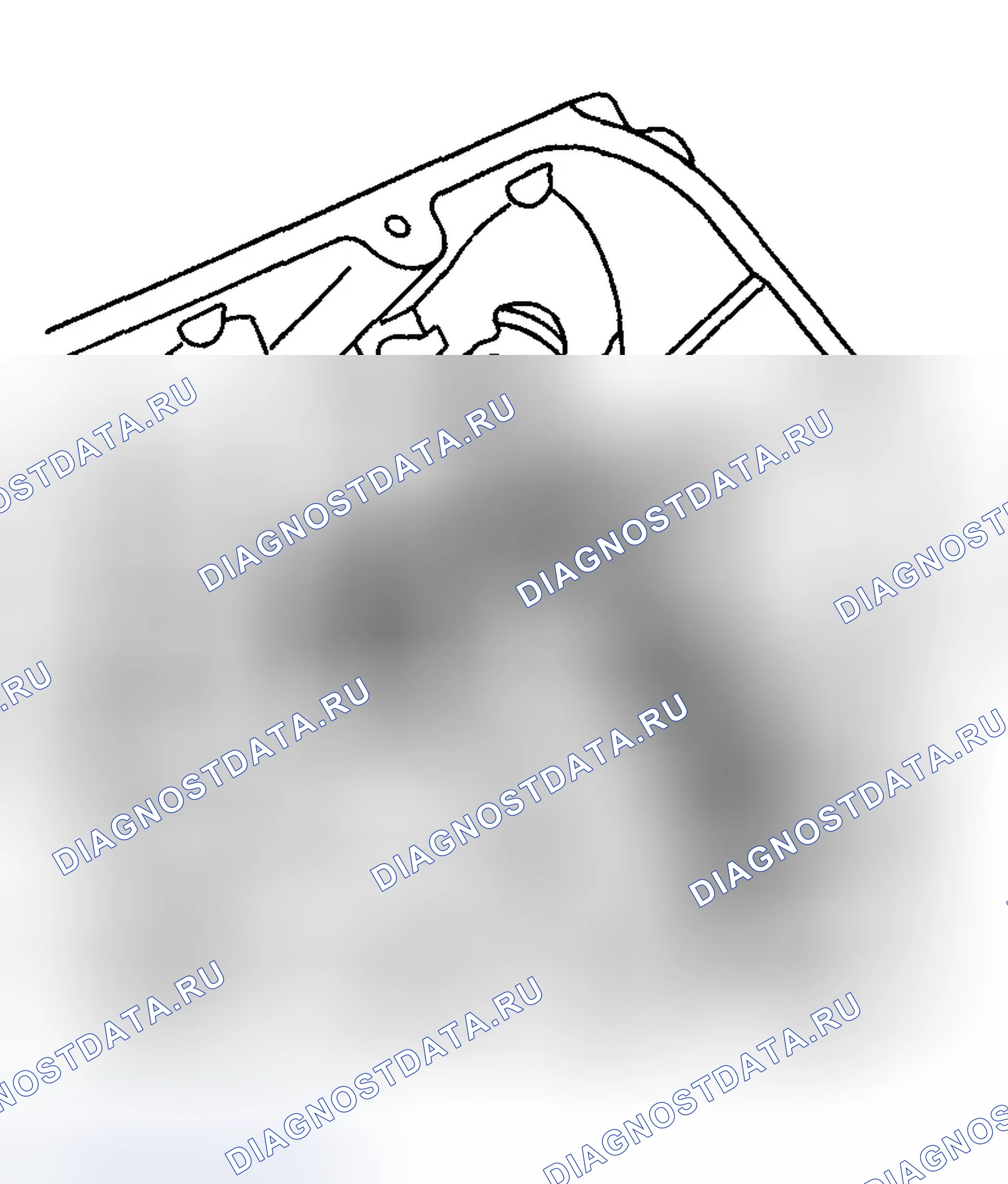
- Осмотрите балансир коленчатого вала на наличие следующего: Поврежденные канавки ремня (3) Мусор в канавках ремня (3) Изношенная, рифленая или поврежденная поверхность уплотнения ступицы (1) Незначительные дефекты на поверхности уплотнения ступицы могут быть удалены с помощью полировочного состава или мелкого сорта наждачной ткани. Поверхность уплотнения ступицы балансира коленчатого вала с чрезмерными задирами, канавками, ржавчиной или другими повреждениями должна быть заменена. Изношенная, изношенная или поврежденная резина между ступицей и шкивом (2)
- При необходимости отремонтируйте или замените балансир коленчатого вала.
Схема №1444
- Очистите маховик двигателя в растворителе.
- Просушите маховик двигателя сжатым воздухом.
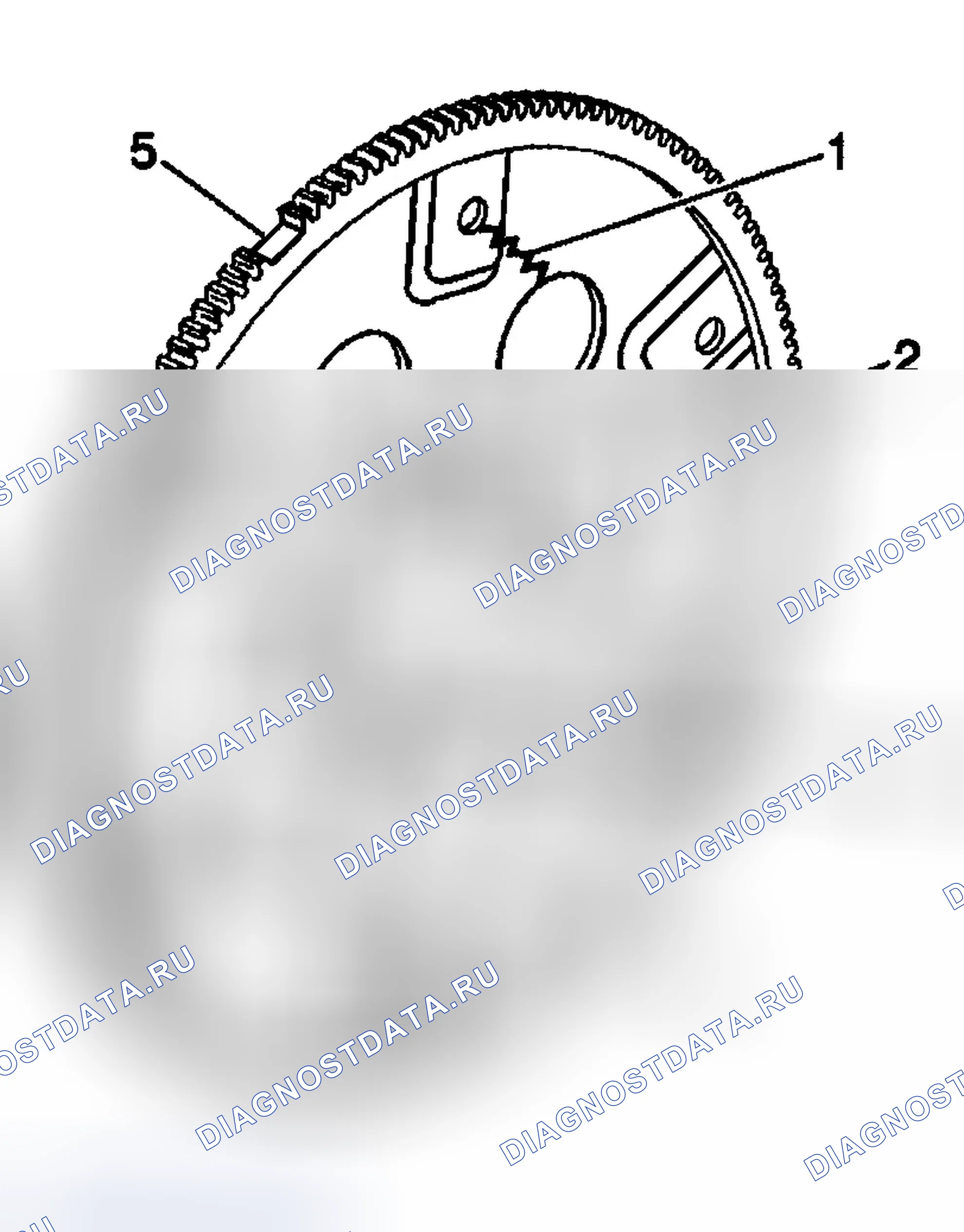
- Осмотрите маховик двигателя на наличие следующих условий: Трещины под напряжением вокруг мест расположения болтовых отверстий крепления маховика двигателя к гидротрансформатору (1) и / или маховика двигателя к коленчатому валу (2, 3) Важно: Не пытайтесь отремонтировать сварные участки, которые удерживают коронную шестерню к пластине маховика двигателя. Установите новый маховик двигателя. Трещины на сварных участках, которые удерживают коронную шестерню на маховике двигателя (4) Поврежденные или отсутствующие зубья шестерни (5)
Схема №1445
- Очистите маховик двигателя в растворителе.
- Просушите маховик двигателя сжатым воздухом.
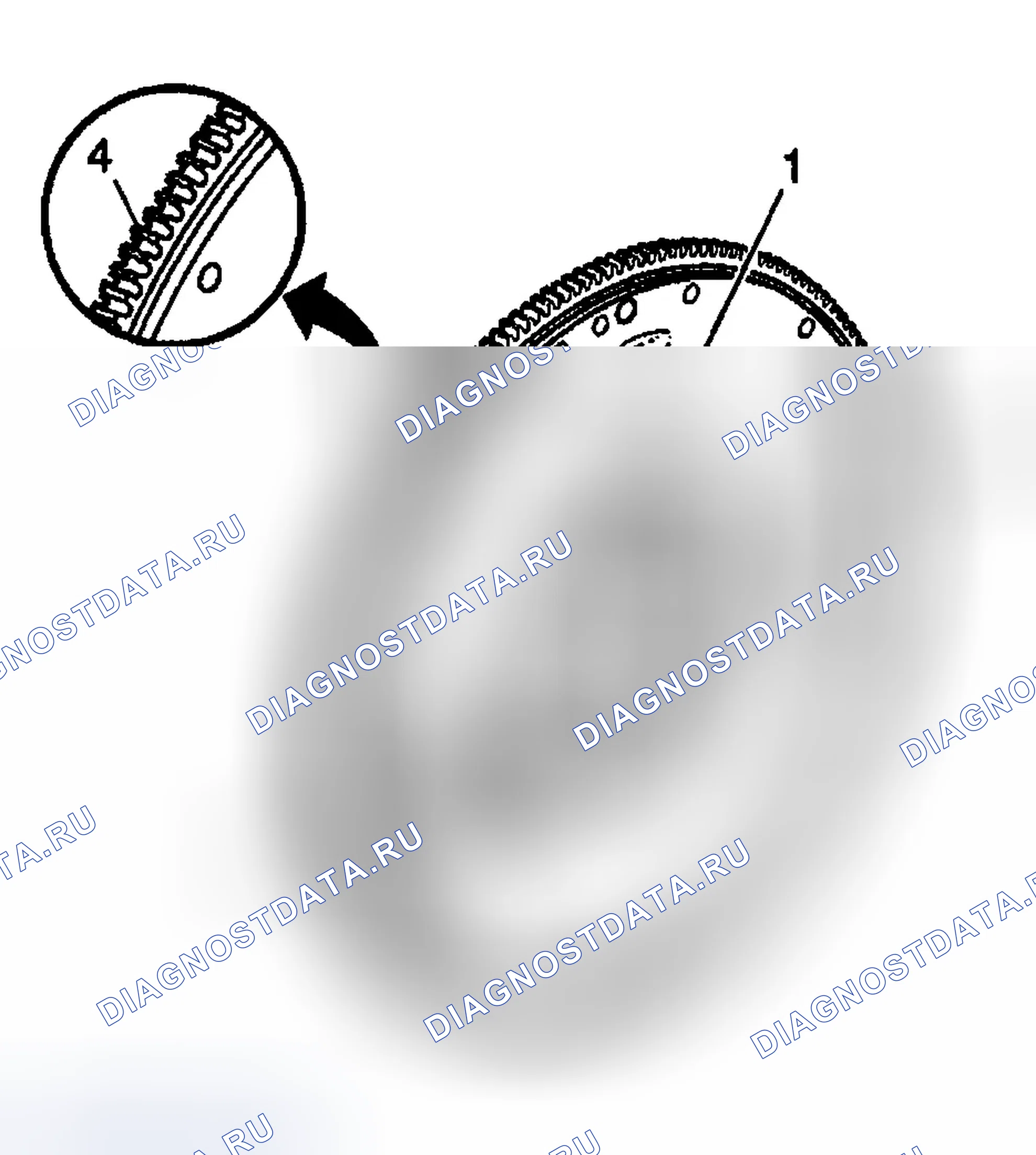
- Проверьте маховик двигателя с механической коробкой передач на наличие следующих условий: Точечная поверхность (1) Задиры или канавки (2) Ржавчина или другие повреждения поверхности (3) Поврежденные зубья зубчатого венца (4) Ослабленный или неправильно расположенный зубчатый венец Зубчатый венец имеет посадку с натягом на маховик двигателя и должен быть расположен полностью против фланца маховика двигателя.
Процедура очистки
Важно: Пометить, отсортировать или организовать компоненты для возврата на исходные места.
Схема №1446

Схема №1447
- Очистите штоки и головки клапанов на шлифовальном круге.
- Очистить в растворителе следующие компоненты: Шпонки штока клапана (1) Колпачок пружины клапана (2) Пружина клапана (3) Вращатели клапана (5) Клапан (6) Головка цилиндра
- Просушите компоненты сжатым воздухом. Важно: Будьте осторожны, чтобы не повредить камеру или седло клапана.
- Используйте J 8089 для того, чтобы очистить углерод из камер сгорания.
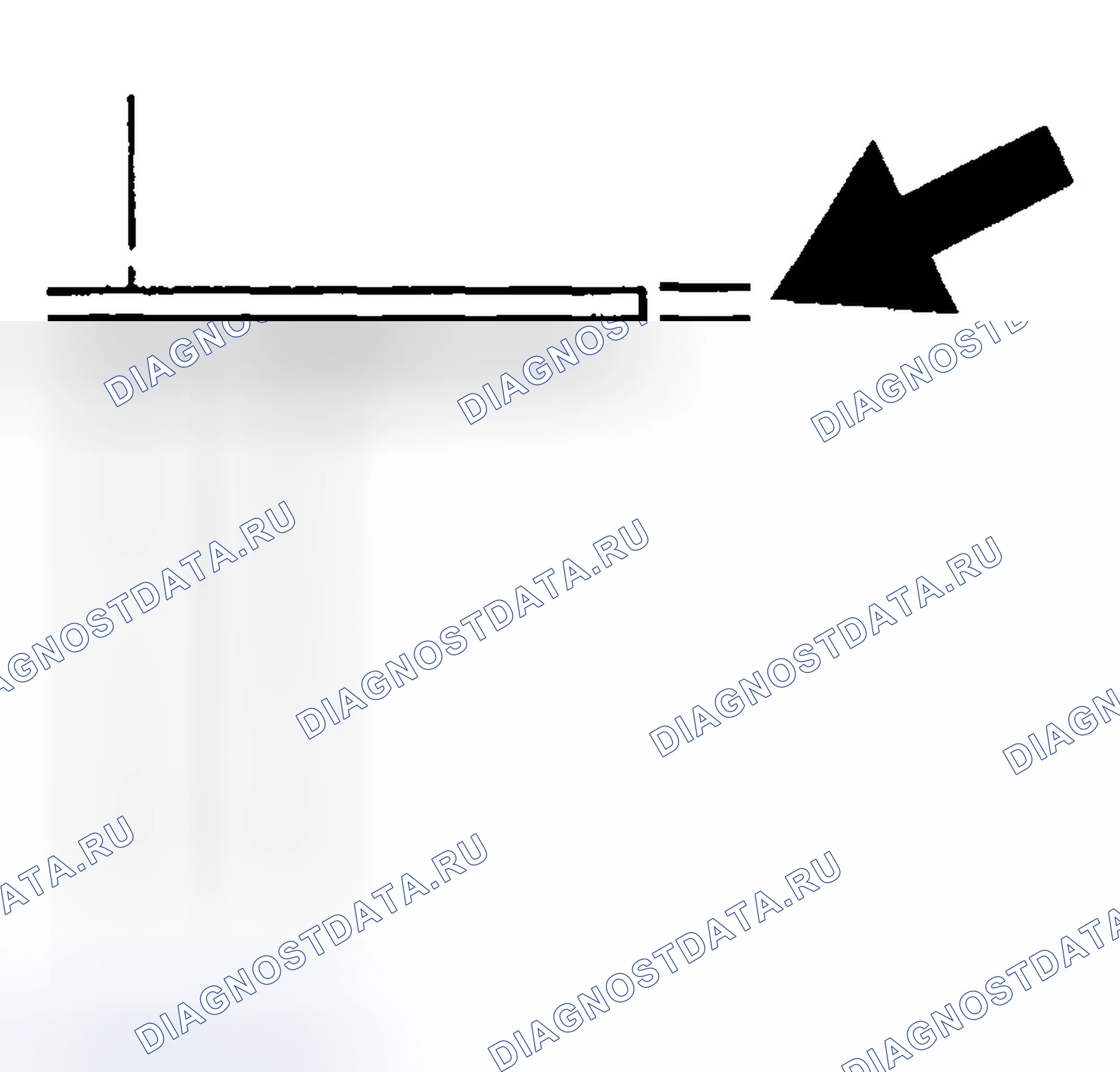
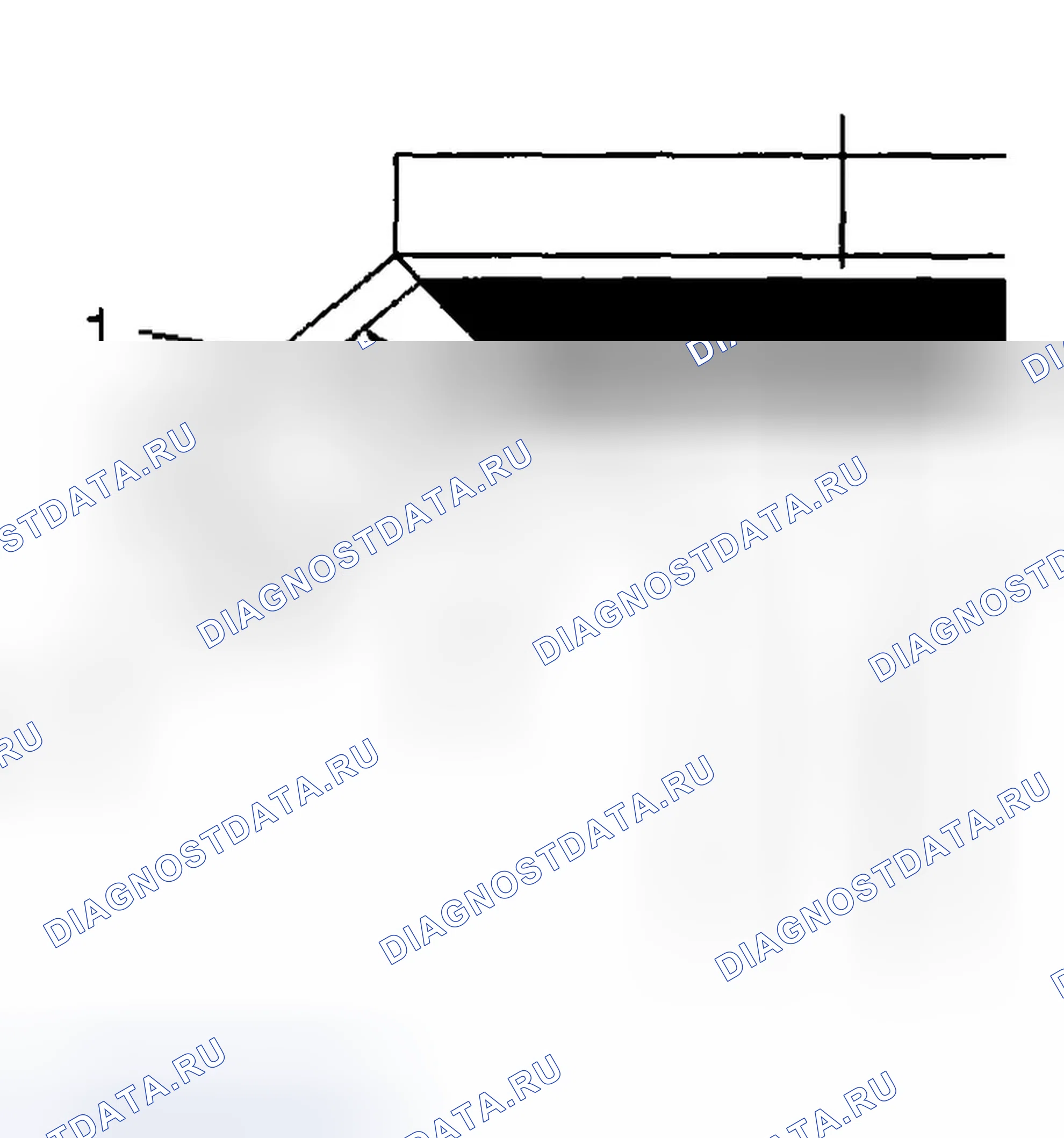
Процедура измерения плоскостности
- Измерить головку цилиндров на коробление прямым краем и щупом. Дека блока головки цилиндров с короблением более 0 050 мм (0 002 дюйма) в пределах зоны 150,0 мм (6,0 дюйма) должна быть отремонтирована или заменена. Дека выпускного коллектора головки цилиндров с общим короблением более 0 102 мм (0 004 дюйма) должна быть отремонтирована или заменена. Дека впускного коллектора головки цилиндров с короблением более 0 080 мм (0 003 дюйма) должна быть отремонтирована или заменена.
- Дека блока головки цилиндров может быть повторно облицована до максимального удаления 0 305 мм (0 012 дюйма). Важно: Чрезмерная шлифовка головки цилиндров повлияет на степень сжатия и контроль выбросов.
- Головка цилиндров, требующая чрезмерного восстановления поверхности, должна быть заменена.
Схема №1448
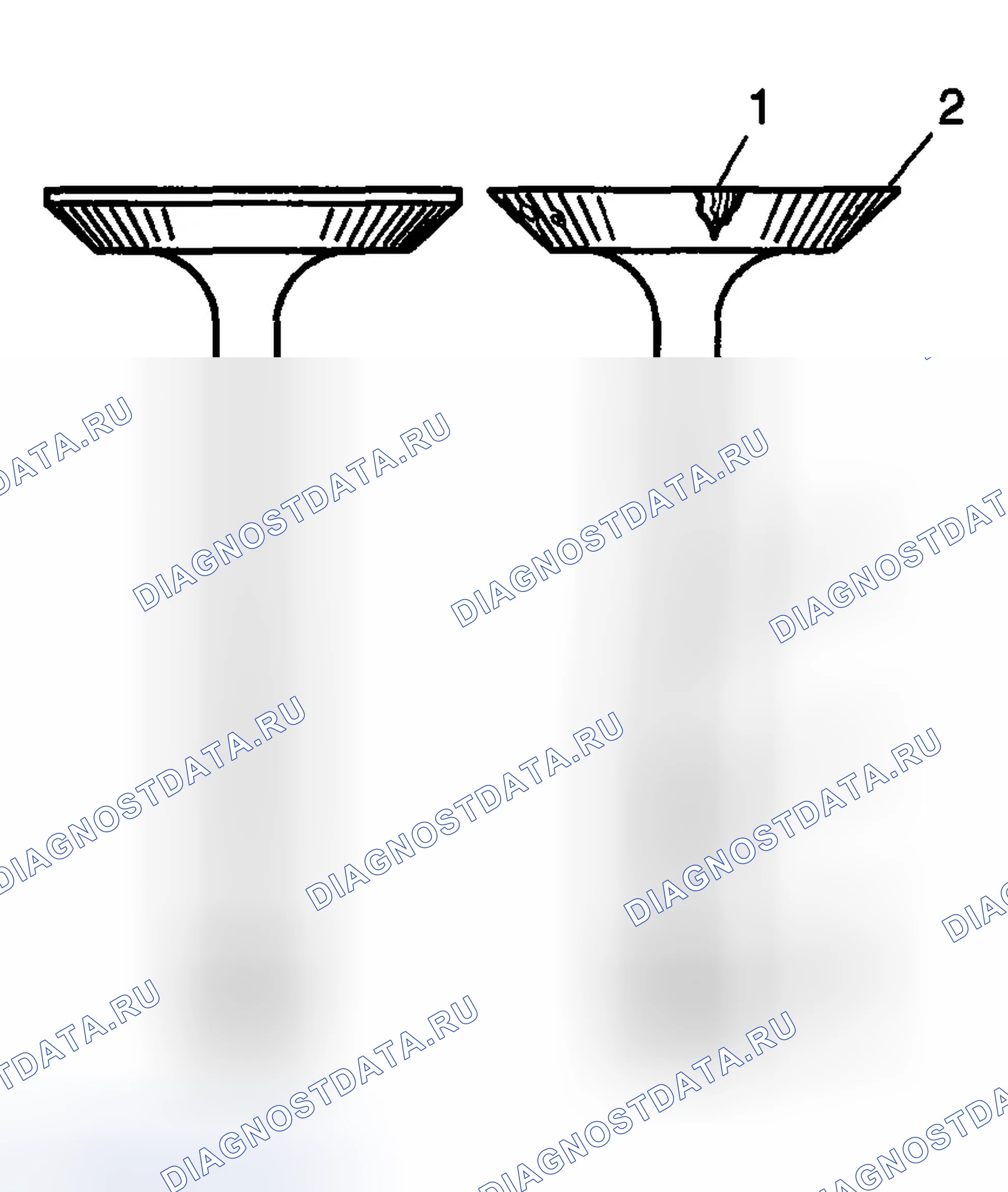
- Проверьте клапаны на наличие следующих условий: Наличие ожогов или повреждений (1) Недостаточный запас клапана (2) Изогнутый шток (3) Задиры или другие повреждения штока (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверьте контактную поверхность клапана на наличие следующих условий: Недостаточный запас (1) Точечная поверхность (2) Выгоревшие или эродированные участки (3) Приемлемый край, запас (4) Важно: Незначительные дефекты клапана могут быть исправлены во время восстановления.
- Клапаны с чрезмерными повреждениями должны быть заменены.
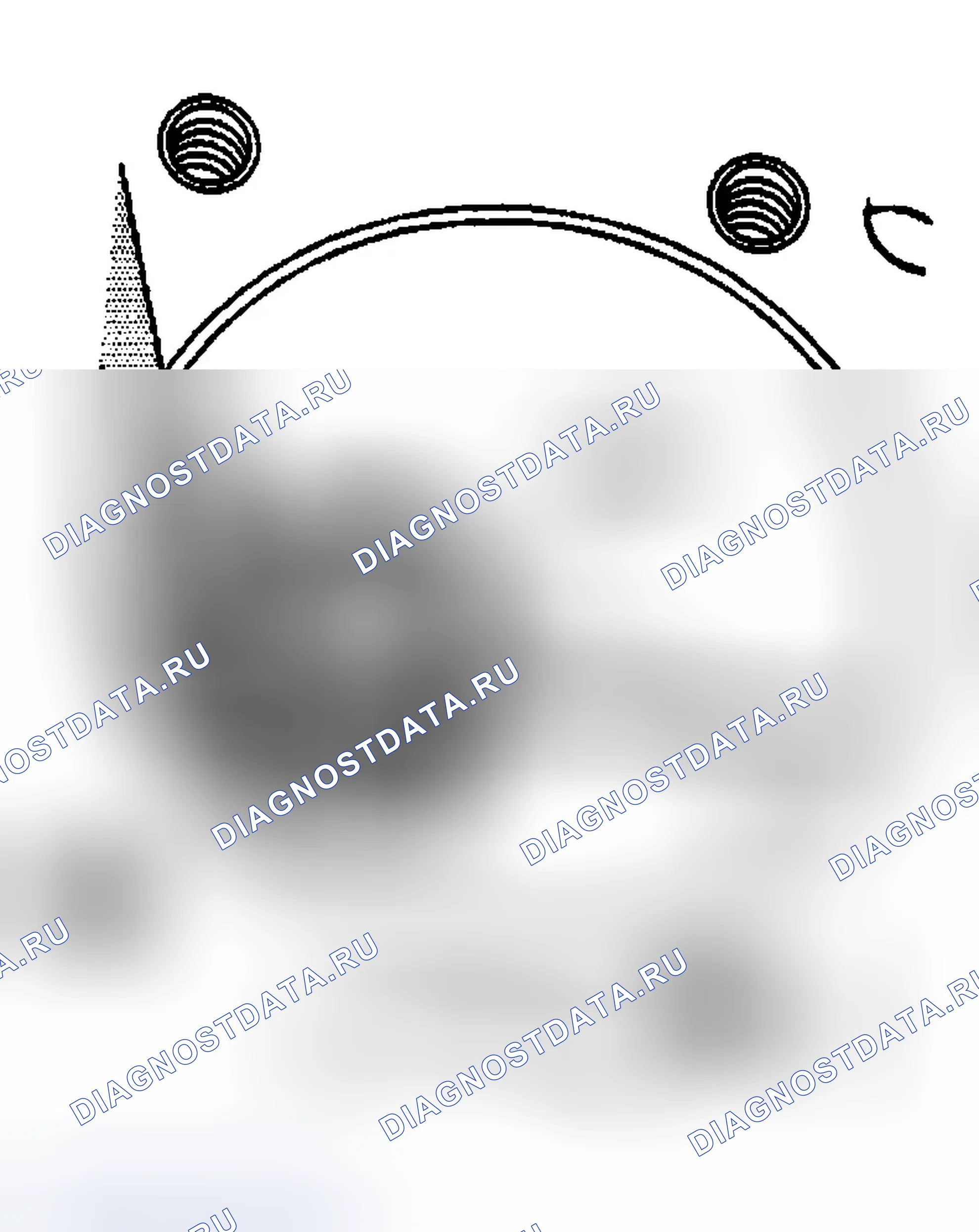
Схема №1449
- Осмотрите пружины клапана на наличие сломанных витков или концов витков.
- Используйте J 9666 для измерения усилия пружины клапана. См. " Механические характеристики двигателя ". Важно: Добавьте максимум одну прокладку толщиной до 0 726 мм (0 030 дюйма), чтобы увеличить натяжение.
- Если натяжение пружины клапана низкое, используйте регулировочную прокладку для увеличения натяжения.
- Перепроверьте натяжение пружины клапана, необходимо заменить пружину клапана, которая не соответствует спецификации.
Процедура измерения направляющей клапана
Важно: Чрезмерный зазор между штоком клапана и направляющей может привести к чрезмерному расходу масла, а также может привести к поломке клапана. Недостаточный зазор приведет к шумному и липкому функционированию клапана и нарушит плавность сборки двигателя.
Схема №1450
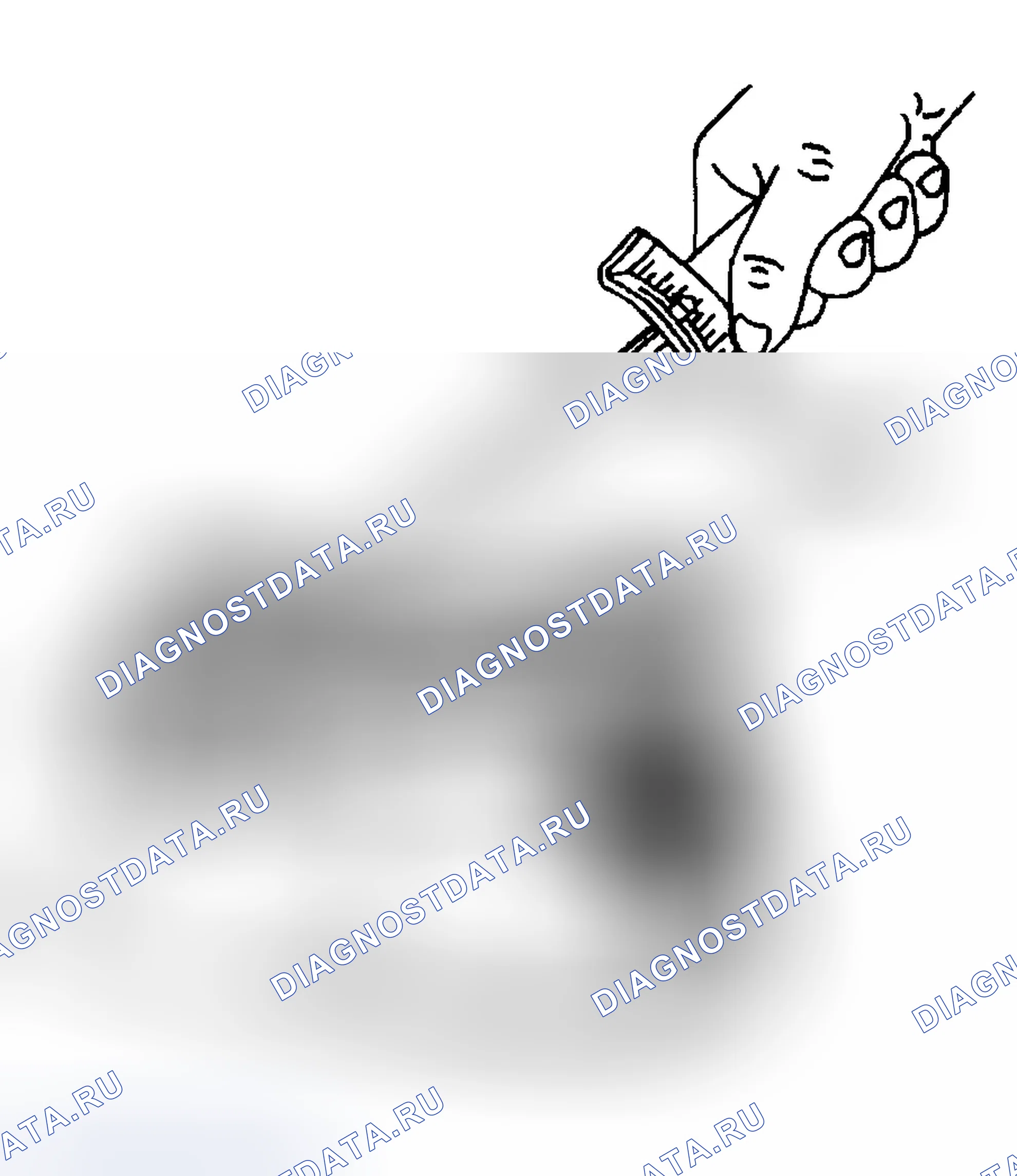
- Измерьте зазор между штоком клапана и направляющей. 1.1. Зажмите J 8001 на стороне выпускного окна головки цилиндров. Важно: Шток индикатора должен сжиматься со стороны штока клапана непосредственно над направляющей клапана. 1.2. Установите индикатор таким образом, чтобы перемещение штока клапана из стороны в сторону, поперечно головке цилиндра, вызывало прямое перемещение штока индикатора. 1.3. Сбросьте головку клапана примерно на 1,6 мм (0 064 дюйма) от седла клапана. 1.4. Используйте механическое давление при перемещении штока клапана в направлении от стороны штока клапана к седлу цилиндра.
- Направляющая клапана (2) с избыточным зазором должна быть отремонтирована. См. " Расширение направляющей клапана / шлифование клапана и седла ".
- Замените головку цилиндра, если направляющая клапана не может быть отремонтирована или развернута, чтобы принять шток клапана большего размера.
Процедура расширения направляющих клапанов для негабаритных штоков клапанов
ПримечаниеНаправляющие выпускного клапана являются сменными компонентами и должны обслуживаться должным образом. Направляющая выпускного клапана должна быть выпрессована и вставлена в головку цилиндра в надлежащих направлениях. Старая направляющая выпускного клапана должна быть удалена путем выпрессовки в сторону камеры сгорания головки цилиндра. Новая направляющая выпускного клапана должна быть установлена путем запрессовки со стороны камеры сгорания головки цилиндра. Неспособность отжать направляющую выпускного клапана наружу и в головку цилиндра в надлежащих направлениях приведет к повреждению головки цилиндра.
Схема №1451
- При необходимости выполнить проработку направляющей клапана для обеспечения надлежащего зазора между штоком клапана и направляющей с новыми штоками клапана увеличенного размера.
- Всегда восстанавливайте седло клапана после расширения направляющих отверстий клапана или установки новых клапанов.
- Замените головку цилиндра, если направляющая клапана не может быть отремонтирована или развернута, чтобы принять шток клапана большего размера.
Схема №1452
- Замените клапан, если шток клапана показывает чрезмерный износ или деформацию. Важно: Для восстановления клапанов доступно несколько различных типов оборудования. Используйте рекомендации производителей оборудования для достижения надлежащих результатов.
- Установите клапаны с точечной коррозией на машину для замены клапанов, чтобы обеспечить правильное соотношение между головкой и штоком.
- Замените клапан, если после шлифовки край головки имеет толщину менее 0,79 мм (0 031 дюйма).
Процедура восстановления седла клапана
Важно: Для восстановления седел клапанов доступно несколько различных типов оборудования. Используйте рекомендации производителей оборудования для достижения надлежащих результатов.
Схема №1453
- Восстановите седла клапанов.
- Клапаны должны идеально подходить для двигателя, чтобы обеспечить оптимальную мощность и производительность.
- Убедитесь, что седло клапана и клапан не закрыты кожухом после восстановления седла клапана. Адекватный поток через седло клапана и клапан необходим для охлаждения головки клапана и области седла клапана.
- Правильный контакт (1) между каждым клапаном и его седлом в головке цилиндра также необходим для обеспечения правильного уноса тепла в головке клапана. Важно: Независимо от того, какое оборудование используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить правильное центрирование пилота в направляющей.
- Седла клапанов должны быть концентрическими, чтобы общее биение индикатора не превышало 0 050 мм (0 002 дюйма).
Как проверить высоту установки пружины клапана
- Установите в головку цилиндров вращатель клапана (3), клапан (4), колпачок пружины клапана (1) и шпонки штока клапана (5).
- С помощью защелкивающегося датчика или внутреннего микрометра измерьте расстояние от верхней части вращателя клапана до нижней части колпачка пружины клапана. Обратитесь к " Механическим характеристикам двигателя " для получения надлежащих характеристик высоты установленной пружины клапана. Важно: Никогда не прокладывайте пружину, чтобы получить установленную высоту под указанную величину. Установите прокладки седла пружины клапана под вращателем, между вращателем и седлом пружины головки цилиндра. Добавьте максимум одну комбинацию прокладок седла пружины клапана, до высоты установленной 0 726 мм (толщина 0 030).
- Установить прокладку седла пружины клапана, если измерение высоты установленной пружины клапана превышает технические требования.
- Перепроверьте высоту установленной пружины клапана, замените головку цилиндров, если не удается получить высоту установленной пружины клапана.
Как отремонтировать резьбу
Необходимые инструменты
J 39345 Комплект для ремонта резьбы
Следующая процедура используется для выполнения правильного и долговечного ремонта резьбы в головке цилиндров и блоке цилиндров с использованием J 39345.
Важно: Примите соответствующие меры предосторожности, чтобы убедиться, что стружка от механической обработки не останется внутри двигателя. Например, заблокируйте все впускные каналы, отверстия для слива масла и выпускные каналы полотенцем или лентой перед выполнением ремонта резьбы.
- Выберите сверло нужного размера, как показано на схематических диаграммах в разделе «Технические характеристики ремонта резьбы» для ремонтируемого отверстия.
- Просверлите поврежденную резьбу на исходную глубину или полностью через сквозные отверстия.
- Подайте сжатый воздух с помощью магазинного полотенца, обернутого вокруг воздушного носика, чтобы удержать стружку, выдавливаемую из отверстия.
- Выберите метчик нужного размера, используя соответствующую таблицу для ремонтируемого отверстия.
- Покройте кран и отверстие маслом для механической обработки распылением.
- Коснитесь отверстия на исходную глубину. Для того, чтобы очистить резьбу, периодически меняйте вращение крана на обратное.
- Используйте растворитель для очистки всех стружек.
- Подайте сжатый воздух с помощью магазинного полотенца, обернутого вокруг воздушного носика, чтобы удержать стружку, выдавливаемую из отверстия.
- Снова постучите по отверстию, чтобы очистить резьбу. Метчик должен быть резьбовым с небольшим сопротивлением. Важно: Убедитесь, что все стружки очищены от отверстия.
- Используйте растворитель для очистки всех стружек.
- Подайте сжатый воздух с помощью магазинного полотенца, обернутого вокруг воздушного носика, чтобы удержать стружку, выдавливаемую из отверстия.
- Используйте фонарик, чтобы подтвердить, что все чипы удалены из отверстия.
- Продолжайте чистить отверстие до тех пор, пока все стружки не будут очищены.
- Установите винтообразную вставку следующим образом: 14.1. Для того, чтобы определить правильный размер установочного инструмента и длину вставки, вывинтите резьбовую вставку. 14.2. Отвинтите вставку на оправке установочного инструмента до тех пор, пока приводная вставка полностью не войдет в зацепление с приводным контуром. 14.3. Нанесите на вставку масло для обработки распылением. 14.4. Установите вставку следующим образом: 14.4.1. Надвиньте предварительно навинчиваемую вставку на оправку и вставку. 14.4.2. Вращайте оправку по часовой стрелке по часовой стрелке, кроме резьбы 1 или 2.
- Прочистите отверстие с помощью сжатого воздуха. Примите соответствующие меры, чтобы предотвратить попадание стружки в двигатель.
Подбор поршня
Важно: Покрытие на поршне обеспечивает посадку с натягом между цилиндром и отверстием. Диаметр поршня НЕ может быть измерен точно, потому что покрытие поршня не является постоянной толщиной. НЕ измеряйте диаметр поршня.
Чтобы выбрать правильный поршень для установки, отверстие цилиндра должно быть измерено. Если диаметр отверстия цилиндра соответствует техническим условиям, установите оригинальный поршень / шатун в сборе или новый, стандартного размера поршень / шатун в сборе. Использованный поршень / шатун в сборе может быть переустановлен, если после очистки и проверки поршень не поврежден. Если отверстие цилиндра НЕ соответствует техническим условиям, цилиндр должен быть изменен, чтобы принять новый, негабаритный поршень.
Схема №1454
Для правильной посадки поршня отверстия цилиндров блока двигателя не должны иметь чрезмерного износа или конусности.
- Осмотрите отверстие цилиндра блока цилиндров двигателя (см. раздел " Очистка и осмотр блока цилиндров двигателя ").
- Проверьте поршень / шатун в сборе на наличие повреждений. См. " Чистка и проверка поршня, шатуна и подшипников ".
- Используйте J 8087 и измерьте диаметр отверстия цилиндра. См. " Очистка и проверка блока двигателя ".
- Измерьте J 8087 микрометром и запишите показания.
- Сравните измерение отверстия цилиндра со спецификациями. См. " Механические характеристики двигателя ". 5.1. Если отверстие цилиндра соответствует спецификациям, выберите оригинальный поршень или новый поршень оригинального размера. 5.2. Если отверстие цилиндра не соответствует спецификациям, выберите следующий поршень / шатун увеличенного размера в сборе, затем расточьте и отточите отверстие цилиндра, чтобы соответствовать поршню увеличенного размера.
Схема №1455

Схема №1456
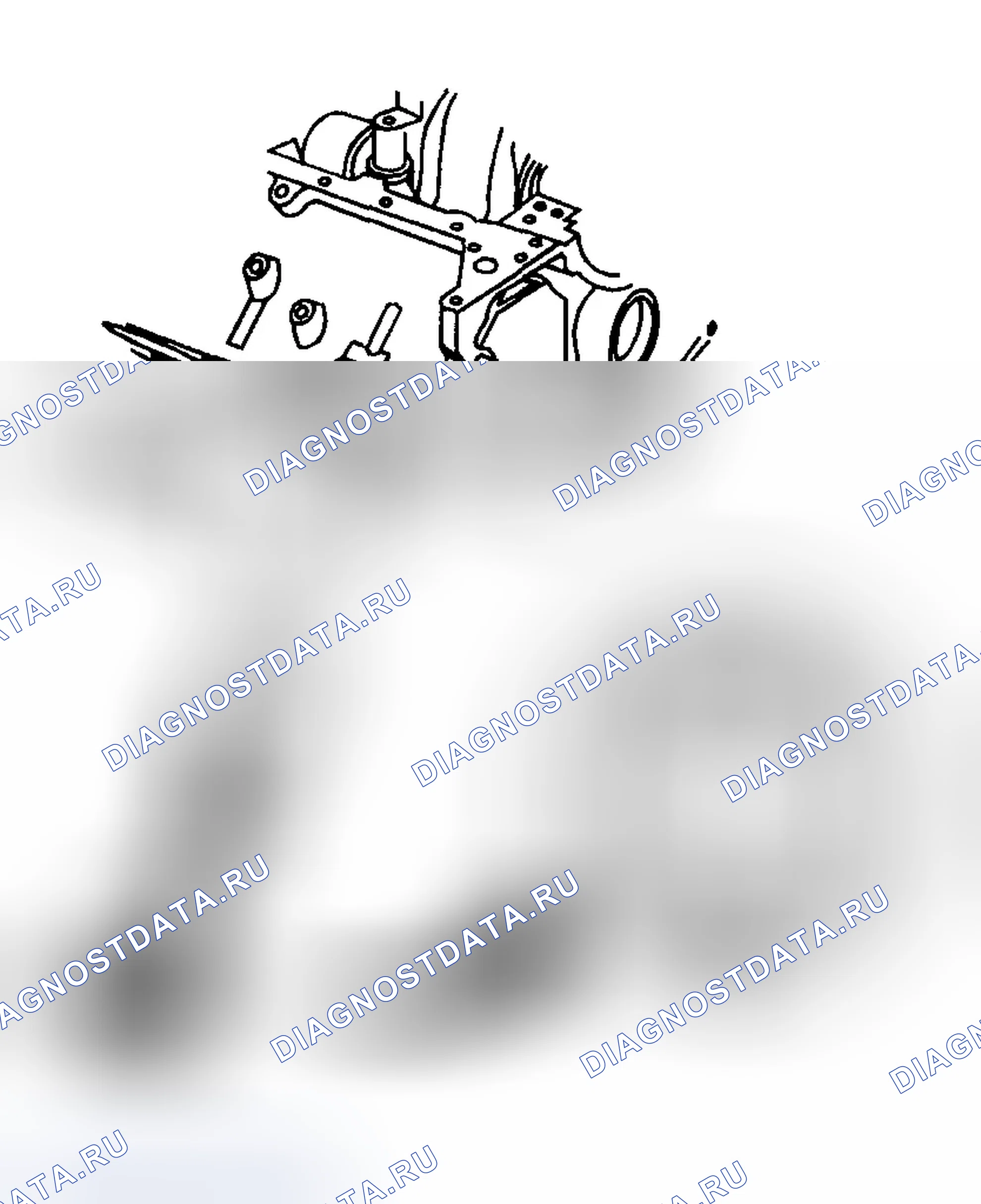
Схема №1457

Схема №1458
- Покройте следующие компоненты чистым моторным маслом: Поршень Поршневые кольца Отверстие цилиндра Поверхности подшипников
- Установите на шатунные болты резиновый топливопровод. Важно: Метка на верхней части поршня должна быть обращена к передней части блока двигателя. В собранном виде фланцы на шатуне и колпачке должны быть обращены к передней части блока на левом берегу и к задней части блока на правом берегу.
- Установите поршень, шатун и верхний шатунный подшипник через верх блока двигателя.
- Установите J 8037 на поршень и сожмите поршневые кольца.
- Используйте J 8037 и слегка постучите по верхней части поршня деревянной ручкой молотка.
- Прочно прижмите J 8037 к блоку двигателя, пока все поршневые кольца не войдут в отверстие цилиндра.
- Используйте резиновую топливную магистраль для того, чтобы направить шатун на шейку коленчатого вала.
- Снимите резиновый топливопровод.
- Установите крышку шатуна и нижний подшипник шатуна Важно: При установке поршня / шатуна в сборе необходимо установить НОВЫЕ гайки шатуна.
- Установите новые шатунные гайки. Затяните шатунные гайки до 30 Н.м (22 фунта фута) плюс дополнительные 90 градусов.
- После установки узлов поршня и шатуна слегка постучите по каждому узлу шатуна, параллельно шатунной шейке, чтобы убедиться, что они имеют боковой зазор.
- Измерьте с помощью щупа или циферблатного индикатора боковой зазор между крышками шатунов. Боковой зазор штока должен быть 0 384-0 686 мм (0,0151-0,0270 дюйма).
Схема №1459
- Смазать следующие компоненты чистым моторным маслом, дополнить моторным маслом Gm P / N 1052367, (Canadian P / N 992869), или эквивалентным: Лепестки распределительного вала Шейки подшипников распределительного вала ПРИМЕЧАНИЕ: Все шейки распределительного вала одинакового диаметра, поэтому необходимо соблюдать осторожность при снятии или установке распределительного вала во избежание повреждения подшипников распределительного вала.
- Установите три болта 8-1,25 х 100 мм в отверстия для передних болтов распределительного вала.
- Используя болты в качестве ручки, установите распределительный вал.
- Снимите три болта с передней части распределительного вала.
- Установите фиксатор распределительного вала.
- Установите болты фиксатора распределительного вала. Затяните болты фиксатора распределительного вала до 12 Н.м (106 фунтов на дюйм).
Блок цилиндров
Блок двигателя изготовлен из чугуна и имеет восемь цилиндров, расположенных в V-образной форме с четырьмя цилиндрами в каждом блоке. Блок двигателя представляет собой цельную отливку с цилиндрами, окруженными рубашками охлаждающей жидкости.
Головка блока цилиндров
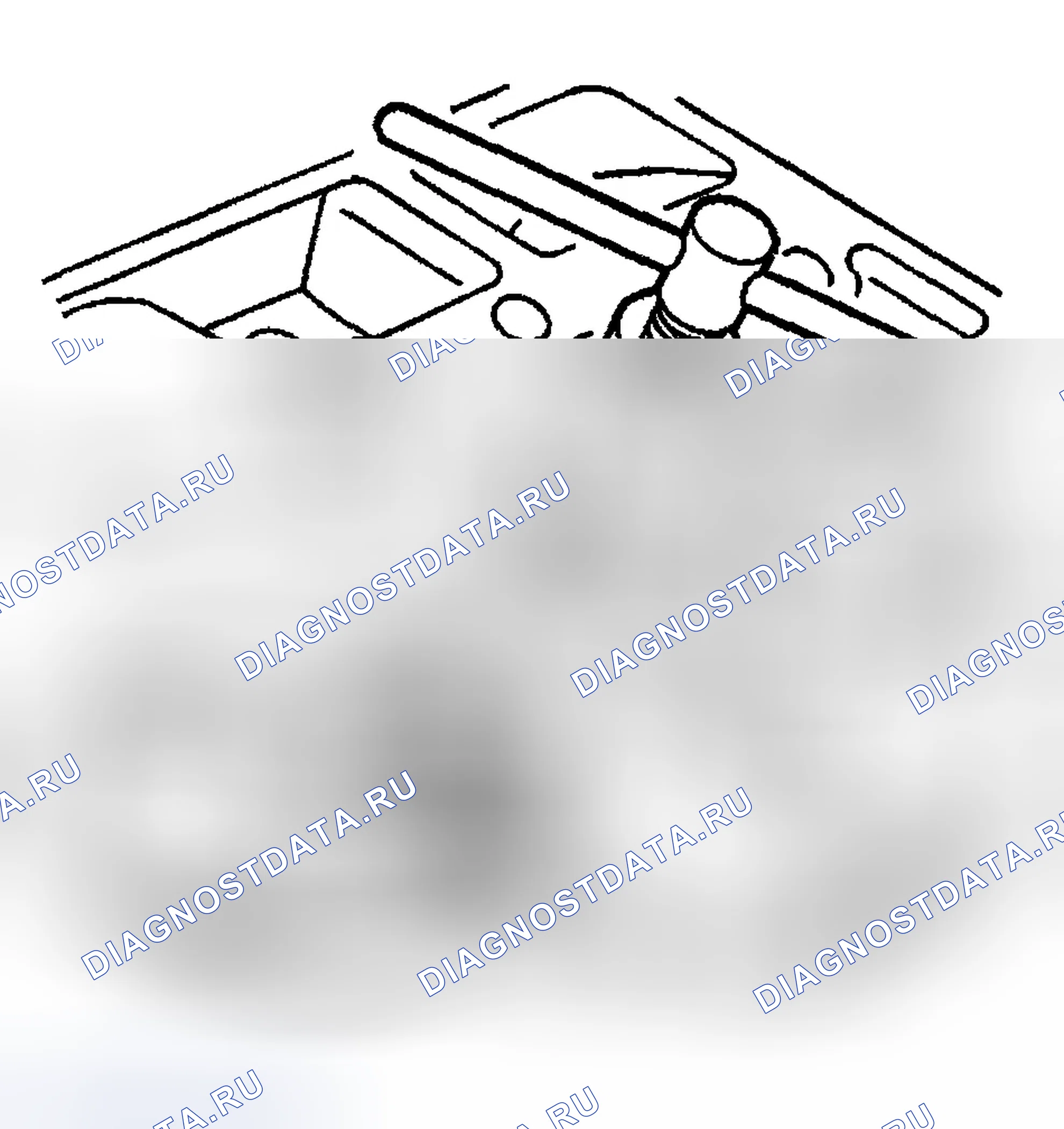
Головки цилиндров изготовлены из чугуна и имеют исходные металлические направляющие впускных клапанов и седла впускных клапанов. Чугунные направляющие выпускных клапанов и седла клапанов из порошкового металла запрессованы в выпускные окна. Между клапанами в боковой части головки цилиндров расположена свеча зажигания. Труба водяного кроссовера крепится к передней части каждой головки цилиндров.
Распределительный вал
Стальной распределительный вал поддерживается пятью подшипниками, запрессованными в блок двигателя. Звездочка распределительного вала установлена спереди распределительного вала и приводится в движение звездочкой коленчатого вала через цепь газораспределения распределительного вала.
Движение от распределительного вала передается клапанам гидравлическими роликовыми толкателями клапанов, толкателями клапанов и коромыслами шарового шарнира. Спиральная шестерня, вмонтированная в распределительный вал около задней цапфы, приводит в движение узел вала, который управляет узлом приводного вала масляного насоса. Синхронизация зажигания с распределительным валом обеспечивается физической особенностью, составляющей единое целое со звездочкой распределительного вала.
Коленчатый вал
Коленчатый вал выполнен из чугунного чугуна с натягом. Коленчатый вал опирается на пять реактивных подшипников коленчатого вала. Подшипники коленчатого вала удерживаются крышками подшипников коленчатого вала. Крышки подшипников коленчатого вала обработаны вместе с блоком двигателя для правильной центровки и зазора. Крышки подшипников коленчатого вала удерживаются двумя болтами и двумя шпильками каждая. Номер пять подшипника коленчатого вала в задней части блока двигателя является концевым упорным подшипником.
Поршни и шатуны
Поршни изготовлены из литого алюминиевого сплава, в котором используются два компрессионных кольца и одно кольцо контроля масла в сборе. Поршневые пальцы находятся в плавающей посадке в поршнях, а поршневые пальцы удерживаются прессовой посадкой в узле шатуна. Поршни имеют покрытие для создания посадки с натягом в цилиндр. Шатуны кованые стальные и имеют прецизионные вкладышные подшипники шатунного типа. Поршень и шатун обслуживаются только как узел.
Система клапанов
Система клапанов представляет собой систему шаровых шарниров. Движение передается от распределительного вала через гидравлические роликовые толкатели клапанов и трубчатые толкатели клапанов на коромысла клапанов. Коромысло клапана поворачивается на шарике, чтобы открыть клапан. Гидравлические роликовые клапанные подъемники поддерживают все части клапанной системы в постоянном контакте. Каждый подъемник клапана действует как автоматический регулятор и поддерживает нулевое напряжение в системе клапанов. Это исключает необходимость периодической регулировки клапанов. Шпилька и гайка коромысла клапана удерживает коромысло клапана и седло шарика. Шпилька коромысла клапана ввинчена в головку цилиндров. Уплотнение штока клапана напрессовано на направляющую клапана головки цилиндров.
Впускной коллектор
Впускной коллектор имеет цельную конструкцию Впускной коллектор выполнен из литого алюминия Корпус дросселя крепится к передней части впускного коллектора. В коллекторе для смеси рециркуляции отработавших газов отлит линейный канал рециркуляции отработавших газов (рециркуляция отработавших газов). В задней части впускного коллектора установлены болты клапана рециркуляция отработавших газов. Топливная рейка в сборе с восемью отдельными топливными форсунками крепится к впускному коллектору четырьмя шпильками. Топливные форсунки установлены в свои индивидуальные отверстия коллектора с уплотнительным кольцом.
Выпускной коллектор
Два выпускных коллектора изготовлены из литой нержавеющей стали. Выпускные коллекторы направляют выхлопные газы из камер сгорания в выхлопную систему. Правый выпускной коллектор имеет фланец для трубы рециркуляция отработавших газов.
Информация о новой продукции
Цель новой информации о продукте - выделить важные технические изменения по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько из следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Изменены технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются новые специальные инструменты
- Сравнение компонентов предыдущего года
Новые герметики и / или клеи
Нет изменений герметика или клея по сравнению с предыдущим годом. См. " Герметики, клеи и смазки ".
Сравнение компонентов за предыдущий год
Система A.i.r. удалена из двигателя. См. раздел " Виды в разобранном виде ".
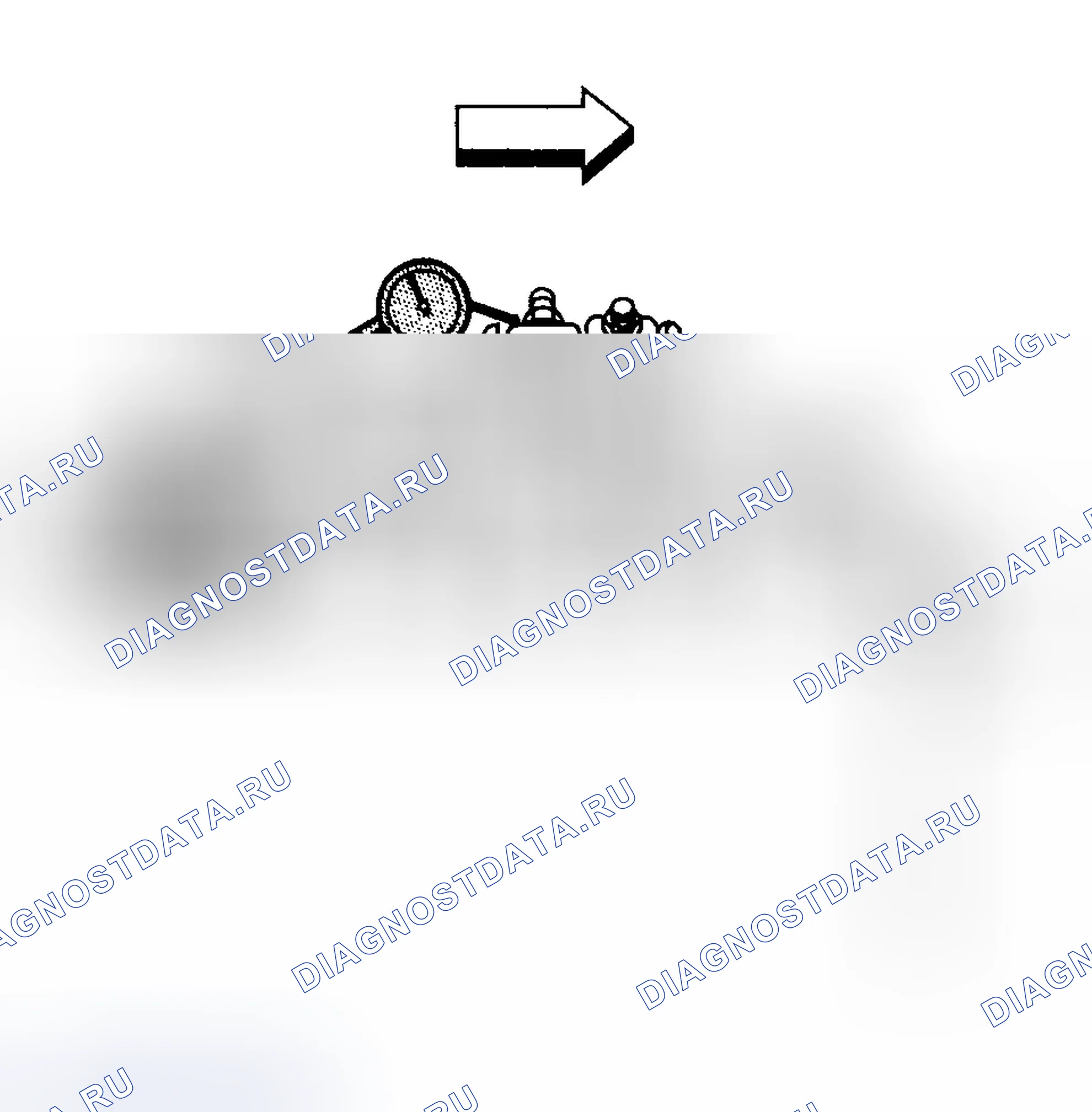
Схема №1460
Масляный насос шестеренного типа приводится в действие через удлиненный карданный вал. Раздвижной карданный вал приводится в движение приводом масляного насоса, шестеренчатый привод которого осуществляется от распределительного вала. Масло всасывается из поддона картера через приемное сито и трубку в масляный насос (7). Масло под давлением проходит через масляный фильтр, в маслоохладитель (5), обратно в двигатель (6), вплоть до порта (2) датчика давления масла и заднего подшипника коленчатого вала, а затем распределяется в верхние масляные галереи. Масло должно течь вокруг привода масляного насоса (1), чтобы правильно достичь подъемников правого клапана. Масло подается через внутренние каналы для смазки подшипников распределительного и коленчатого валов и обеспечения контроля зазора в гидравлических подъемниках клапанов. Масло дозируется из подъемников клапанов через толкатели клапанов, чтобы смазать коромысла клапанов и шаровые шарниры. Масло, возвращающееся в масляный поддон из головок цилиндров и переднего подшипника распределительного вала, смазывает цепь ГРМ распределительного вала и звездочки коленчатого и распределительного валов. Имеются два перепускных клапана, расположенных в блоке двигателя, над масляным фильтром. Перепускной клапан масляного фильтра (4) и перепускной клапан маслоохладителя (3).
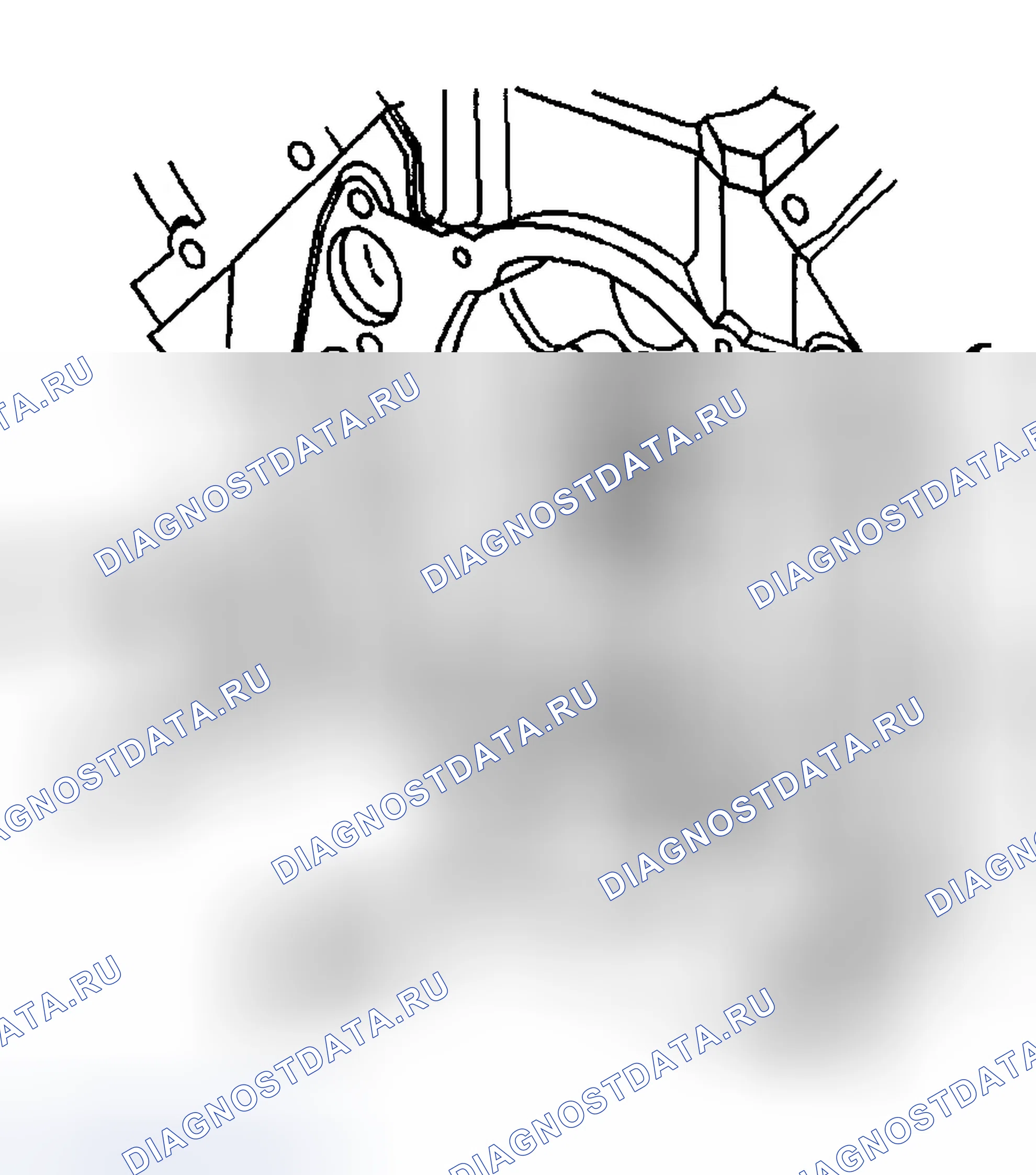
Схема №1461
Если масляный фильтр засоряется, масло под давлением отводится вокруг верхней части масляного фильтра. Перепускной клапан масляного фильтра (1) принудительно открывается, позволяя маслу продолжать поступать в маслоохладитель и маслопроводы двигателя. Фильтрация масла не происходит, так как масло не допускается в масляный фильтр.
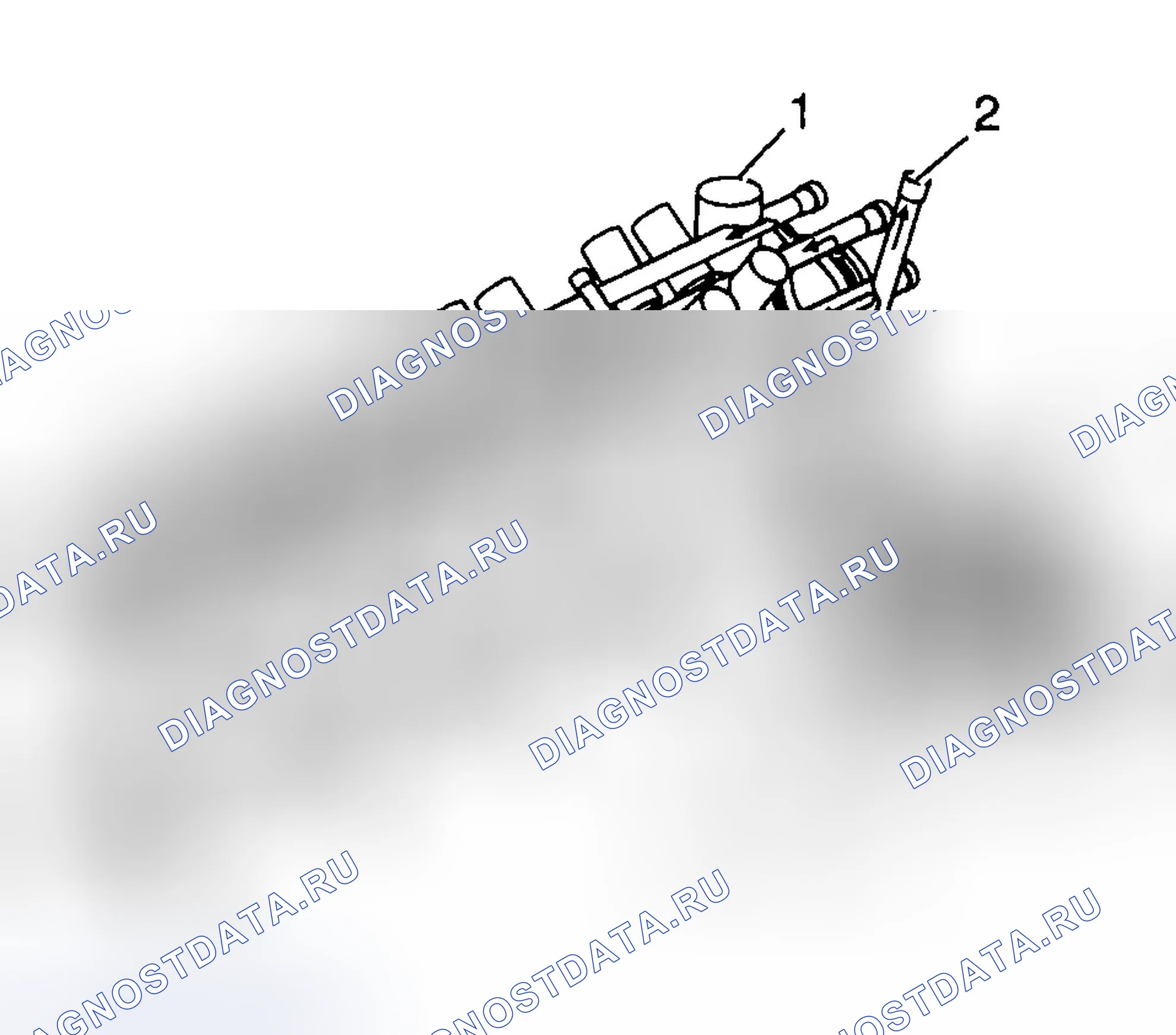
Схема №1462
Если поток охладителя масла блокируется либо из засоренного охладителя масла, либо из заблокированной или перекрученной линии охладителя масла, перепускной клапан (1) охладителя масла принудительно открывается, позволяя маслу течь непосредственно в масляные каналы двигателя. Масло не втекает в маслоохладитель двигателя и не вытекает из него.
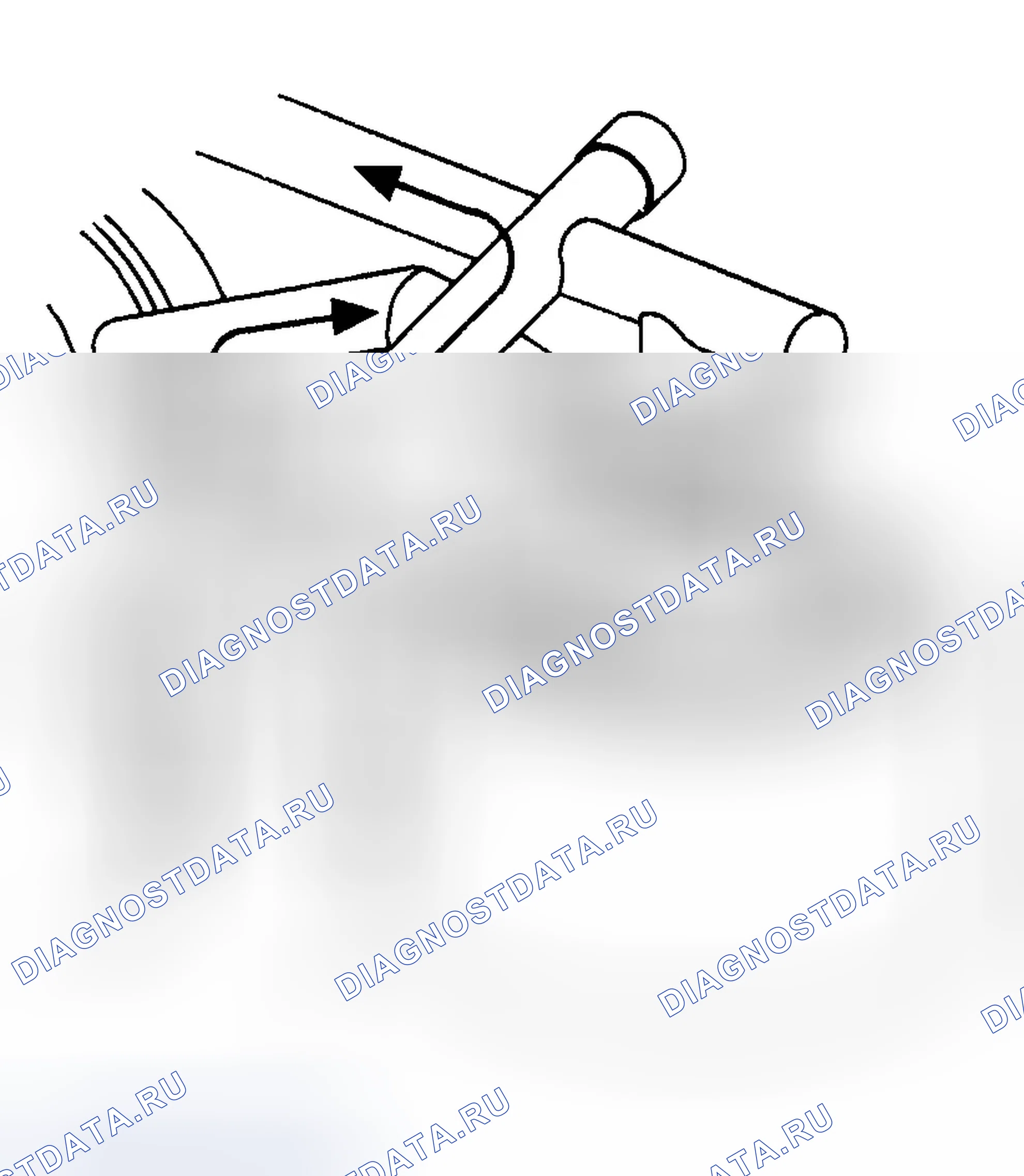
Схема №1463
Если и масляный фильтр, и маслоохладитель заглушены, масло под давлением направляется вокруг верхней части масляного фильтра, через перепускной клапан масляного фильтра (2), через перепускной клапан масляного охладителя (1) и непосредственно в масляные каналы двигателя. Смазка все равно происходит, но масло не фильтруется и не направляется через маслоохладитель.
Разделение деталей
Важно: Многие внутренние компоненты двигателя будут развивать специфические схемы износа на своих трущихся поверхностях.
При разборке двигателя внутренние компоненты ДОЛЖНЫ быть разделены, промаркированы или организованы таким образом, чтобы обеспечить повторную установку в исходное место и положение.
Разделение, маркировка или организация следующих компонентов
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Шатун к шейке коленчатого вала
- Шатун к крышке подшипника
- Коленчатый вал и шатунные подшипники
- Кулачковый вал и клапанные подъемники
- Подъемники клапанов, направляющие, толкатели, опоры шарниров и коромысла
- Клапан к направляющей клапана
- Пружина клапана и регулировочная прокладка в положение головки цилиндров
- Расположение и направление крышки подшипника коленчатого вала блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Чистота и уход
- На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения является частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если это специально не оговорено.
- При обслуживании любых внутренних деталей двигателя важен уход и чистота.
- Когда компоненты удаляются для обслуживания, они должны быть промаркированы, организованы или сохранены в определенном порядке для повторной сборки.
- В момент установки компоненты следует устанавливать в том же месте и с той же сопрягаемой поверхностью, что и при демонтаже.
- Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в миллиметрах или тысячных долях дюйма. Эти поверхности должны быть закрыты или защищены во избежание повреждения компонентов.
- На трущиеся участки при сборке следует наносить либеральное покрытие из чистого моторного масла.
- Правильная смазка защитит и смазает трущиеся поверхности при начальной эксплуатации.
Повторное использование прокладки и нанесение герметика
- Не используйте повторно прокладки, если не указано иное.
- Прокладки, которые могут быть использованы повторно, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не указано в процедуре обслуживания.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Соударение компонента следует выполнять на изгибах или усиленных участках компонента для предотвращения деформации компонентов.
Как очистить поверхности прокладок
- Соблюдайте осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Используйте пластиковый или деревянный скребок для того, чтобы удалить весь герметик с компонентов. Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкую крупку, которую масляный фильтр не может удалить из моторного масла. Это мелкое зерно является абразивом и может вызвать внутренние повреждения двигателя.
Типы герметиков
Важно: Правильный герметик и количество герметика должны использоваться в правильном месте для предотвращения утечек масла, утечек охлаждающей жидкости или ослабления креплений. НЕ заменяйте герметики. Используйте только герметик (или эквивалент), как указано в процедуре обслуживания.
Следующие 2 основных типа герметика обычно используются в двигателях
- Аэробный герметик (вулканизация при комнатной температуре (RTV))
- Анаэробный герметик, который включает в себя следующее: Прокладка элиминатор Труба Резьбовой замок
Аэробный тип комнатная температура вулканизации (RTV) герметик
Аэробный тип Комнатная температура Вулканизация (RTV) герметик отверждается при воздействии воздуха. Этот тип герметика используется там, где 2 компонента (такие как впускной коллектор и блок двигателя) собраны вместе.
Используйте следующую информацию при использовании герметика RTV
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Любые другие поверхности, где другой тип герметика указан в процедуре обслуживания
- Всегда следуйте всем рекомендациям по безопасности и указаниям, которые есть на контейнере с герметиком RTV.
- Используйте пластиковый или деревянный скребок, чтобы удалить весь герметик RTV с пластиковых и алюминиевых компонентов.
Важно: Не допускайте попадания герметика RTV в какие-либо глухие резьбовые отверстия, так как это может помешать правильному зажиму крепежа или вызвать повреждение при затягивании крепежа.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте размер шарика герметика RTV, как указано в процедуре обслуживания.
- Нанесите уплотнительный валик RTV на внутреннюю поверхность болтовых отверстий.
- Соберите компоненты, пока герметик RTV еще влажный на ощупь (в течение 3 минут). Не ждите, пока герметик RTV закончится.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Анаэробный тип Прокладки Элиминатора Герметика
Герметик-разделитель прокладок анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется там, где собраны вместе 2 жесткие детали (например, отливки). Когда 2 жесткие детали разобраны, и герметик или прокладка не заметны, то 2 детали, вероятно, были собраны с использованием герметика-разделителя прокладок анаэробного типа.
Используйте следующую информацию при использовании прокладочного герметика
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере с уплотнителем для прокладки.
- На один фланец нанести непрерывный валик герметика прокладочного элиминатора.
Уплотняемые поверхности должны быть чистыми и сухими.
Важно: Не допускайте попадания уплотнителя разделителя прокладок в какие-либо глухие резьбовые отверстия, так как уплотнитель разделителя прокладок может препятствовать правильному зажиму крепежных деталей, правильной посадке или вызвать повреждение при затягивании крепежа.
- Равномерно нанесите герметик-разделитель прокладок, чтобы получить равномерную толщину герметика-разделителя прокладок на уплотняемой поверхности.
Важно: Частично затянутые крепежные детали уплотнителя прокладок и затвердевание уплотнителя уплотнителя прокладок более пяти минут могут привести к неправильному шиммированию и уплотнению соединения.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
- После правильной затяжки креплений удалите излишки уплотнителя-элиминатора прокладки с наружной стороны стыка.
Анаэробный тип Threadlock герметик
Герметик резьбовой анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется для блокировки резьбы и уплотнения болтов, фитингов, гаек и шпилек. Этот тип герметика отверждается только тогда, когда заключен между 2 плотно прилегающими металлическими поверхностями.
Используйте следующую информацию при использовании герметика threadlock
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере для герметика резьбового замка.
- Уплотняемые резьбовые поверхности должны быть чистыми и сухими.
- Нанесите герметик threadlock, как указано на контейнере для герметика threadlock.
Важно: Крепежные детали, которые частично затянуты, а затем герметику резьбового замка позволяют отвердеть более пяти минут, могут привести к неправильной нагрузке зажима собранных компонентов.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Герметик для труб анаэробного типа
Герметик для труб анаэробного типа отверждается в отсутствие воздуха и остается податливым при отверждении. Этот тип герметика используется там, где 2 детали собраны вместе и требуют герметичного соединения.
Используйте следующую информацию при использовании герметика для труб
- Не используйте герметик для труб в зонах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Поверхности, где указан другой герметик
- Всегда следуйте всем рекомендациям по технике безопасности и указаниям, которые есть на контейнере с герметиком для труб.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте валик герметика для труб такого размера или количества, как указано в процедуре обслуживания.
ПримечаниеНе допускайте попадания герметика в глухое отверстие. Герметик может помешать крепежной детали достичь надлежащей нагрузки зажима, вызвать повреждение компонента при затягивании крепежной детали или привести к отказу компонента.
- Нанесите валик герметика трубы на внутреннюю сторону любых участков отверстий под болты.
- Нанести непрерывный валик герметика трубы на 1 уплотнительную поверхность.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Инструменты и оборудование
- Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Эти инструменты (или их эквиваленты) специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также позволит свести к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
- Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие предметы: Утвержденные средства защиты глаз и защитные перчатки Чистая, хорошо освещенная рабочая зона Подходящий бак для очистки деталей Источник сжатого воздуха Поддоны или контейнеры для хранения, предназначенные для хранения деталей и крепежных элементов Организован адекватный набор ручного инструмента Утвержденный стенд для ремонта двигателя Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов.