Выбор подшипника коленчатого вала
Существует два метода выбора подшипников коленчатого вала надлежащего размера. Первый - выбрать марку подшипника (цветовой код) на основе марки блока цилиндров и марки шейки коленчатого вала из диаграммы «Марка подшипника коленчатого вала». Второй - метод пластиковой колеи.
Схема №1148
- Марка блока цилиндров указана на правой нижней части блока цилиндров.
- Марка шейки коленчатого вала указана на противовесе коленчатого вала под номером 1.
- Совместите марку блока цилиндров и марку шейки коленчатого вала, см. " Спецификации по выбору подшипников коленчатого вала ".
- Из таблицы «Марка подшипника коленчатого вала» определите, какая марка подшипника (цветовой код) требуется.
- Проверьте зазор между подшипниками коленчатого вала с помощью пластикового датчика.
Выбор подшипника коленчатого вала Пластиковый метод измерения
Необходимые инструменты
J 36660-A Измеритель крутящего момента/угла
Схема №1149
Схема №1150
Схема №1151
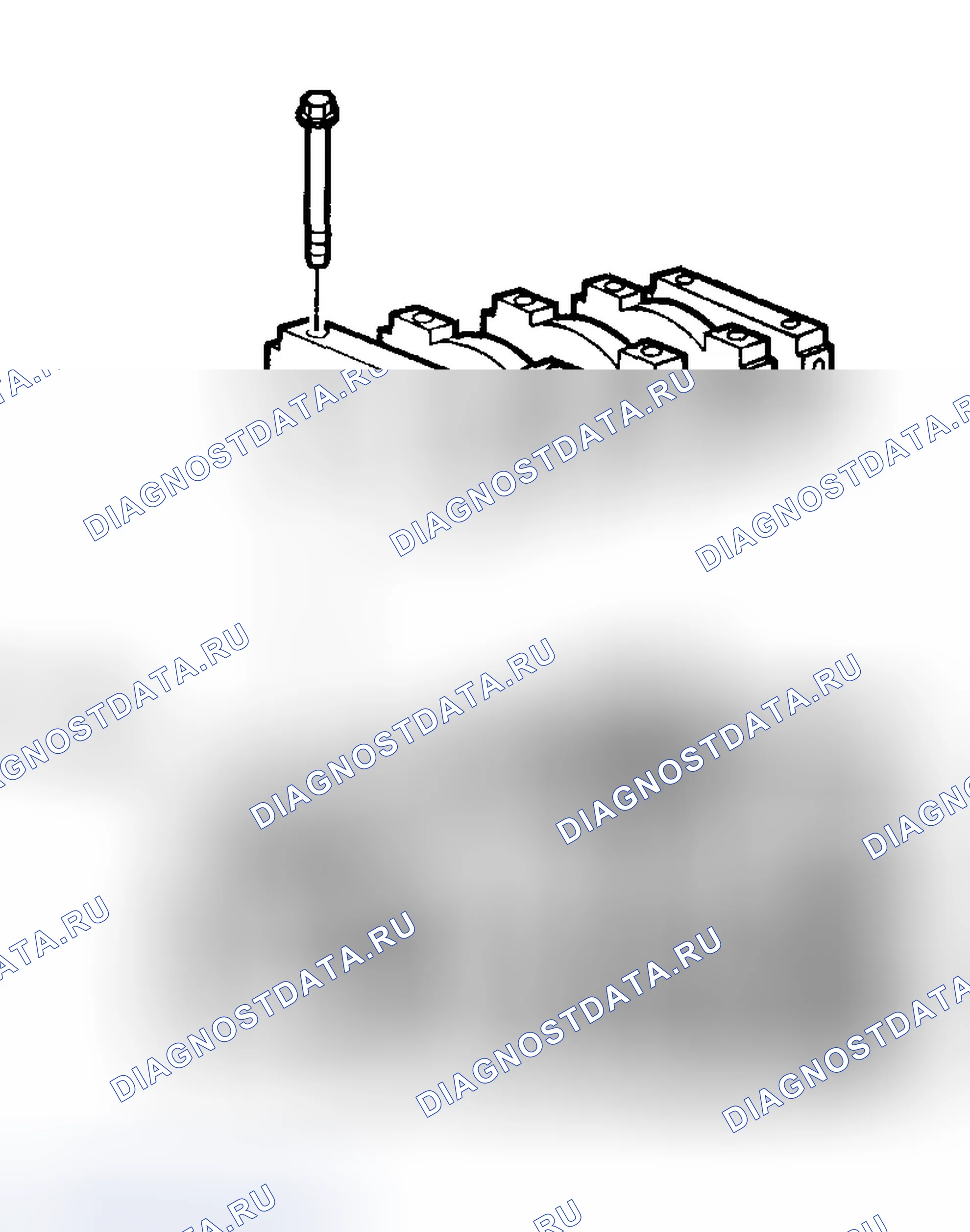
Схема №1152
- Очистите посадочные поверхности подшипников блока цилиндров.
- Очистите коленчатый вал и верхние подшипники (1) и нижние подшипники (2).
- Установите подшипники в блок цилиндров и крышки подшипников.
- Установите коленчатый вал в блок цилиндров.
- Поверните коленчатый вал приблизительно на 30 градусов, чтобы посадить подшипники.
- Поместите пластмассовый шаблон на шейку коленчатого вала по всей ширине подшипника. Примечание: Не допускайте вращения коленчатого вала в любое время во время установки и затяжки крышки подшипника, иначе измерение пластикового калибра будет неточным.
- Установите крышки подшипников коленчатого вала.
- Установите болты крышки подшипника коленчатого вала.
- Затяните болты крышки подшипника коленчатого вала в правильной последовательности. 1-й шаг 98 Н.м (72 фута фунтов). 2-й шаг 132 Н.м (97 футов фунтов). 3-й шаг 30 градусов с использованием J 36660-A.
- Установите боковые болты крышки подшипника коленчатого вала. Затяните боковые болты крышки подшипника коленчатого вала в правильной последовательности до 78 Н · м (58 футов фунтов).
- Отверните болты крышки подшипника коленчатого вала.
- Снимите крышки подшипников коленчатого вала.
- Сравните ширину пластикового шаблона со шкалой, напечатанной на пластиковом контейнере шаблона.
- Выберите марку подшипника коленчатого вала, которая обеспечивает надлежащие масляные зазоры. Производственная спецификация для зазора подшипника коленчатого вала составляет 0 037-0 072 мм (0,0015-0,0028 дюйма), а эксплуатационный предел составляет 0 014 мм (0,0055 дюйма).
Шлифование клапанов и седел
- Удалите углерод с направляющей клапана и поверхности седла клапана.
- Снова установите поверхность клапана на 45 градусов. Если после повторной облицовки запас по клапану упадет ниже спецификации, то клапан следует утилизировать.
- Используйте подходящий инструмент, чтобы довести ширину контакта клапана до стандартного значения. Угол наклона седла клапана составляет 45 градусов.
- Нанести состав для притирки клапана на поверхность седла клапана.
- Вставьте клапан в головку цилиндров.
- Поверните клапан вперед и назад в его седле, чтобы притереть торец клапана к седлу клапана.
Как отремонтировать резьбу
В продаже имеются комплекты для ремонта резьбы общего назначения.
Важно: Обратитесь к инструкции производителя комплекта для ремонта резьбы относительно размера сверла и того, какой метчик использовать.
Всегда избегайте скапливания стружки. Выводите кран через каждые несколько оборотов и извлекайте стружку.
- Определите размер, шаг и глубину поврежденной резьбы.
- При необходимости отрегулируйте упорные буртики на режущем инструменте. Постучите по стопорным манжетам на необходимую глубину.
- Просверлите поврежденную резьбу.
- Удалите стружку.
- Смажьте верхнюю резьбу чистым моторным маслом.
- Используйте кран для того, чтобы нарезать новую резьбу.
- Прочистите резьбу.
- Навинтите резьбовую вставку на оправку установщика резьбовой вставки. Зацепите хвостовик резьбовой вставки за конец оправки. Важно: Резьбовая вставка должна быть заподлицо на 1 оборот ниже поверхности.
- Смазать резьбовую вставку чистым моторным маслом - кроме случаев установки в алюминий - и установить резьбовую вставку.
- Если хвостовик резьбовой вставки не отламывается при демонтаже установщика резьбовой вставки, отламывайте хвостовик с помощью пробойника.
Предварительная смазка двигателя
Необходимые инструменты
J 45299 Предлюбер двигателя
Важно: Постоянный / непрерывный поток чистого моторного масла необходим для правильной заправки двигателя. Обязательно используйте одобренное моторное масло, как указано в руководстве для владельцев.
- Снимите масляный фильтр двигателя, заполните чистым моторным маслом и установите на место. Затяните масляный фильтр до 21 Н.м (15 фут-фунтов).
- Снимите датчик давления масла.
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299, чтобы подать минимум 1-2 кварты машинного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите датчик давления масла и затяните его до 30 Н · м (22 фут-фунта).
- Долейте моторное масло до нужного уровня.
Выбор прокладки головок цилиндров
Необходимые инструменты
J 7872 Набор индикаторов набора номера
- Толщина прокладки головки цилиндров определяется выступом головки поршня от поверхности палубы блока цилиндров. Существуют прокладки головки цилиндров трех разных толщин. Следуйте процедуре, приведенной ниже, и обратитесь к " Спецификациям выбора прокладки головки цилиндров ", чтобы определить, какую прокладку использовать для каждой группы цилиндров.
- Убедитесь, что поршень и дека цилиндра не содержат углерода, прокладочного материала или других предметов, которые могут дать вам ошибочное измерение.
- Используйте J 7872 для измерения выступа поршня в двух различных точках на каждом поршне. 3.1. Обнулите циферблатный индикатор до поверхности деки цилиндра. 3.2. Поместите указатель циферблатного индикатора на верхнюю часть поршня. Убедитесь, что указатель находится непосредственно над осевой линией поршневого пальца, чтобы предотвратить неточные показания от качания поршня. 3.3. Вращайте двигатель, чтобы повернуть поршень через верхнюю мертвую точку, отмечая при этом максимальное показание на циферблатном индикаторе. 3.4. Повторите процедуру во второй измерительной точке на поршне поршень.
- Вычислите среднее значение выступания поршня для каждого цилиндра.
- Получить максимальное значение выступания поршня для этой группы цилиндров.
- Определите марку прокладки по максимальной величине выступания поршня с помощью диаграммы.
- Если разница между наибольшим измеренным выступом головки поршня и наименьшим измеренным выступом поршня в пределах одного блока цилиндров превышает 0,1 мм (0,0039 дюйма), то необходимо проверить следующее. Зазор между шатуном и поршневым пальцем Зазор между поршнем и поршневым пальцем Если какой-либо из указанных выше зазоров выходит за пределы спецификаций, то обратитесь к соответствующему разделу для ремонта. Если все указанные выше зазоры находятся в пределах обслуживания, но изменение выступа поршня составляет более 0,1 мм (0,0039 дюйма), то замените шатун и поршень в сборе.
Блок двигателя
Блок двигателя использует конструкцию глубокой юбки для увеличения жесткости. Цилиндры расположены в ориентации 90 градусов " V ". Блок имеет индукционную закалку для повышения долговечности. Крышки подшипников коленчатого вала крепятся перекрестными болтами для повышения жесткости конструкции.
Верхний масляный поддон
Цельный литой алюминиевый верхний масляный поддон способствует жесткости коленчатого вала и блока при одновременном снижении общего веса.
Коленчатый вал
Коленчатый вал представляет собой конструкцию из закаленной нитридом стали с пятью основными подшипниками. Тяга коленчатого вала регулируется подшипником номер 5.
Шатуны
Шатуны представляют собой цельную горячекатаную сталь. Шатуны и крышки имеют разъемную конструкцию с изломом для повышения долговечности и снижения внутреннего трения. Небольшой конец шатуна имеет конический вырез для уменьшения веса и повышения долговечности.
Поршни
Поршни имеют полностью плавающую конструкцию. Поршневые пальцы представляют собой скользящую посадку в бронзовом втулочном шатуне и удерживаются в поршне круглыми проволочными фиксаторами. Поршни имеют канал для охлаждающего масла, отлитый внутри поршня. Эти охлаждающие масляные каналы используют струю масла, расположенную в нижней части канала цилиндра, для направления масла в поршневой канал. Имеется два компрессионных кольца и одно кольцо контроля масла. Между первым и вторым компрессионными кольцами в поршнях выполнена канавка. Эта канавка уменьшает утечку компрессионного кольца, обеспечивая пустое пространство для расширения газов, уменьшая давление газообразных продуктов сгорания на втором компрессионном кольце.
Головки цилиндров
Головки цилиндров изготовлены из алюминия для более легкого веса и быстрого рассеивания тепла. Имеется 4 клапана на цилиндр, и каналы имеют конструкцию с высоким завихрением для улучшения сгорания. Прокладки головки цилиндров состоят из полностью стальной слоистой конструкции.
Система клапанов
Двигатель использует механический роликовый подъемник для работы клапана. Смонтированные на валу коромысла имеют роликовые наконечники для уменьшения трения и износа. Одно коромысло приводит в действие два клапана одновременно через клапанный мост.
Топливная система
Топливная система имеет конструкцию топливопровода с непосредственным впрыском топлива. Насос высокого давления, установленный внутри впадины, имеет зубчатый привод непосредственно от распределительного вала. Этот насос обеспечивает непрерывную и постоянную подачу топлива под высоким давлением в топливные рейки. Топливные инжекторы с электронным управлением получают топливо от этих топливных направляющих. Управление впрыском топлива использует способ пилотного впрыска для уменьшения шума сгорания, который является обычным в традиционных дизельных двигателях. Способ пилотного впрыска уменьшает шум, подавая небольшое количество топлива в цилиндр непосредственно перед нормальным моментом зажигания.
Модуль управления впрыском топлива
Модуль управления впрыском топлива установлен на правой крышке коромысла переднего клапана. Охлаждается топливом.
Турбокомпрессор
Турбокомпрессор охлаждается водой для повышения долговечности.
Маслоохладитель
Маслоохладитель понижает температуру двигателя, охлаждая масло охлаждающей жидкостью двигателя. Охлаждающая жидкость двигателя направляется от водяного насоса к маслоохладителю трубкой охлаждающей жидкости. Масляный фильтр крепится непосредственно к маслоохладителю.
Масляный насос
Масляный насос имеет зубчатый привод непосредственно от коленчатого вала. Шестерня привода масляного насоса представляет собой скользящую посадку на коленчатый вал.
Водяной насоса
Водяной насос имеет зубчатый привод для повышения надежности.
Крышки двигателя
Есть передняя крышка двигателя и корпус маховика, оба выполнены из алюминия. Полный корпус маховика с раструбом крепится крестовым болтом к верхнему поддону картера. Корпус маховика также обеспечивает перепускной проход для охлаждающей жидкости двигателя. Передняя крышка двигателя вмещает зубчатую передачу и обеспечивает монтажную поверхность для узла шкива вентилятора охлаждения.
Схема №1153
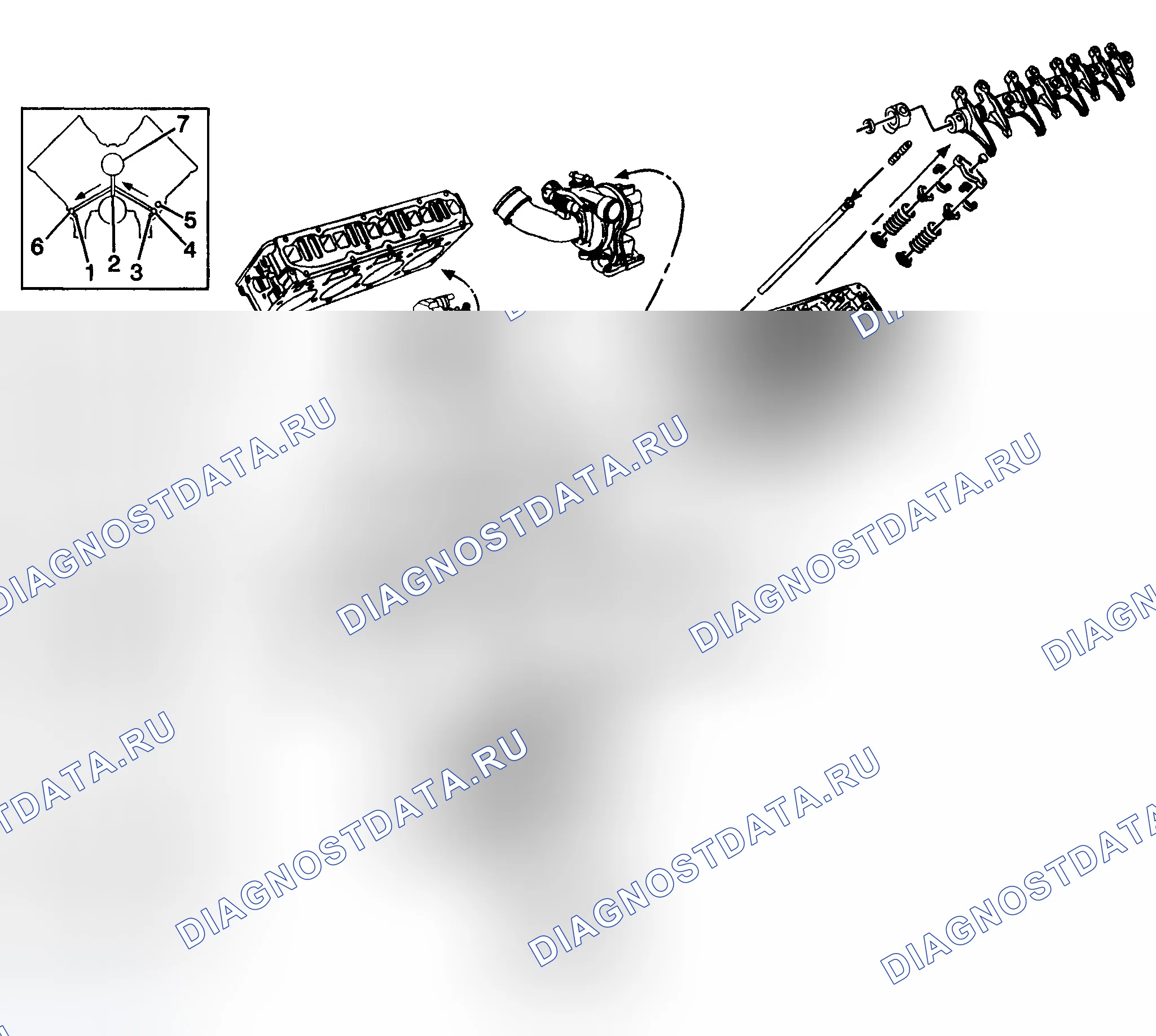
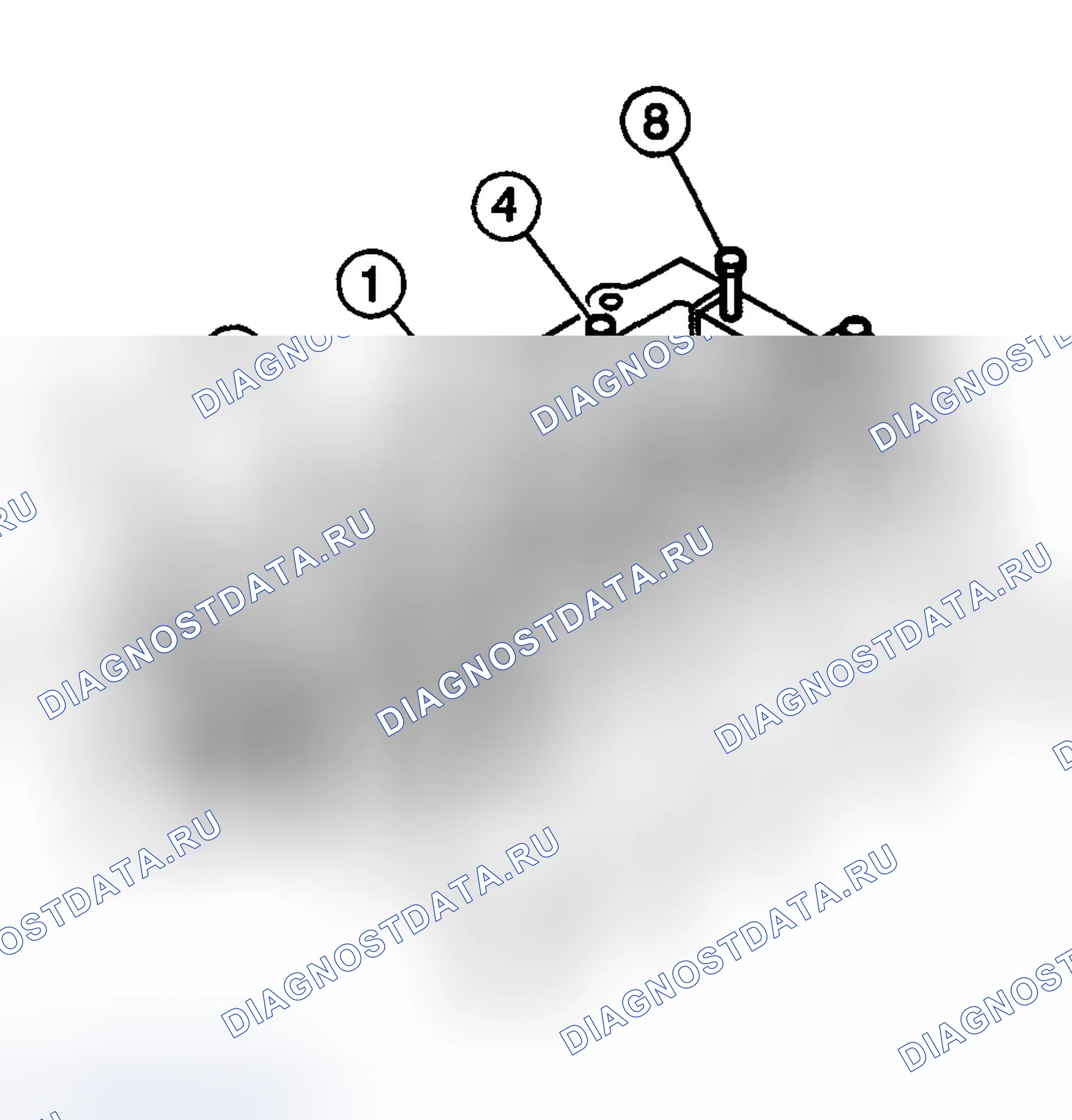
Смазка двигателя поставляется масляным насосом шестеренного типа в сборе. Насос монтируется на передней части блока двигателя и приводится в движение шестерней привода масляного насоса на коленчатом валу. Шестерни насоса вращаются и откачивают масло из поддона картера через приемное сито и трубу. Масло находится под давлением, когда оно проходит через насос и направляется через масляные галереи блока двигателя. Внутри узла масляного насоса находится предохранительный клапан, который устраняет избыточное давление. Масло под давлением направляется через подмасляную галерею (5) к полнопоточному масляному фильтру, где удаляются вредные загрязнения. В блок маслоохладителя встроены два байпасных клапана, которые обеспечивают поток масла в случае ограничения фильтра или маслоохладителя.
Масло направляется в главный масляный канал (4), и из главного масляного канала оно течет к левому берегу (3) канала охлаждения поршня и к нижнему масляному каналу (6) на правом берегу. Подмасляный желоб на правом берегу подает масло в канал охлаждения поршня правого берега (1). В передней крышке под масляным каналом (6) расположен предохранительный клапан, который регулирует давление масла в рабочем диапазоне.
Масло течет из главной галереи (4) в вертикальные галереи (2) коленчатого вала/подшипника распределительного вала. Из полостей (2) подшипников коленчатого вала/распределительного вала масло поступает как в подшипники распределительного вала, так и в коренные подшипники коленчатого вала. Масло течет от коренных подшипников коленчатого вала к большому концу шатуна.
Из полостей (2) подшипников коленчатого вала/распределительного вала масло поступает в подшипник (7) распределительного вала номер 1, где оно разбрызгивает смазку шестерни топливного насоса впрыска.
Из полостей (2) подшипников коленчатого вала/распределительного вала масло поступает в подшипники распределительного вала (8) под номерами 2 и 5.
Из полостей (2) подшипников коленчатого вала/распределительного вала масло поступает в подшипник распределительного вала (9) номер 3, где выходит к обеим головкам цилиндров и поступает в валы полых коромысел. Масло проходит через валы коромысел и коромысла, где оно смазывает верхние компоненты клапанного механизма. Масло также проходит через коромысла, через канал в регулировочном винте клапана и в полые толкатели, где оно направляется к подъемникам клапана.
Из полостей (2) подшипников коленчатого вала/распределительного вала масло поступает на распределительный вал (10) номер 4, где выходит в магистраль подачи масла турбокомпрессора для смазки турбокомпрессора. Масло, выходящее из турбонагнетателя, направляется через трубу возврата масла турбонагнетателя и в корпус маховика.
Разделение деталей
Важно: Многие внутренние компоненты двигателя будут развивать специфические схемы износа на своих трущихся поверхностях.
При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы или организованы таким образом, чтобы обеспечить повторную установку в их первоначальное местоположение и положение.
Разделение, маркировка или организация следующих компонентов
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Шатун к шейке коленчатого вала
- Шатун к крышке подшипника
Рекомендуется использовать карандаш для краски или инструмент типа травления/гравировки. Штамповка шатуна или крышки вблизи отверстия подшипника может повлиять на геометрию компонента.
- Коренные и шатунные подшипники коленчатого вала
- Кулачковый вал и клапанные подъемники
- Подъемники клапанов, направляющие, толкатели, опоры шарниров и коромысла
- Клапан к направляющей клапана
- Пружина клапана и регулировочная прокладка в положение головки цилиндров
- Расположение и направление крышки основного подшипника блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Чистота и уход
Автомобильный двигатель - это комбинация многих из следующих поверхностей
- Машинный
- Заточенный
- Полированный
- Сложенный
Допуски этих поверхностей измеряются в десятитысячных долях дюйма. Когда вы обслуживаете любую внутреннюю часть двигателя, чистота и уход важны. Нанесите свободное покрытие моторного масла на зоны трения во время сборки, чтобы защитить и смазать поверхности при первоначальной эксплуатации.
На протяжении всего этого раздела практикуйте надлежащие процедуры очистки и защиты обработанных поверхностей и зон трения.
ПримечаниеПовреждение двигателя может произойти в результате использования абразивной бумаги, подушки или моторизованной проволочной щетки для очистки любых поверхностей прокладки двигателя.
Всякий раз, когда вы снимаете компоненты клапанного механизма, поддерживайте компоненты в порядке. Следуйте этой процедуре, чтобы установить компоненты в тех же местах и с теми же сопрягаемыми поверхностями, что и при удалении.
Отсоедините отрицательные кабели батареи, прежде чем выполнять какие-либо серьезные работы на двигателе.
Повторное использование прокладки и нанесение герметика
- Не используйте повторно прокладки, если не указано иное.
- Прокладки, которые могут быть использованы повторно, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не указано в процедуре обслуживания.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Соударение компонента следует выполнять на изгибах или усиленных участках компонента для предотвращения деформации компонентов.
Типы герметиков
Важно: Правильный герметик и количество герметика должны быть использованы в правильном месте, чтобы предотвратить утечки масла, утечки охлаждающей жидкости или ослабление крепежа.
НЕ меняйте герметики. Используйте только герметик (или эквивалент), как указано в процедуре обслуживания.
Следующие 2 основных типа герметика обычно используются в двигателях
- Аэробный герметик (вулканизация при комнатной температуре (RTV))
- Анаэробный герметик, который включает в себя следующее: Прокладка элиминатор Труба Резьбовой замок
Аэробный тип комнатная температура вулканизации (RTV) герметик
Аэробный тип Комнатная температура Вулканизация (RTV) герметик отверждается при воздействии воздуха. Этот тип герметика используется там, где 2 компонента (такие как впускной коллектор и блок двигателя) собраны вместе.
Используйте следующую информацию при использовании герметика RTV
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Любые другие поверхности, где другой тип герметика указан в процедуре обслуживания
- Всегда следуйте всем рекомендациям по безопасности и указаниям, которые есть на контейнере с герметиком RTV.
- Используйте пластиковый или деревянный скребок, чтобы удалить весь герметик RTV с компонентов.
Важно: Не допускайте попадания герметика RTV в какие-либо глухие резьбовые отверстия, так как это может помешать правильному зажиму крепежа или вызвать повреждение при затягивании крепежа.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте размер шарика герметика RTV, как указано в процедуре обслуживания.
- Нанесите уплотнительный валик RTV на внутреннюю поверхность болтовых отверстий.
- Соберите компоненты, пока герметик RTV еще влажный на ощупь (в течение 3 минут). Не ждите, пока герметик RTV закончится.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Анаэробный тип Прокладки Элиминатора Герметика
Герметик-разделитель прокладок анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется там, где собраны вместе 2 жесткие детали (например, отливки). Когда 2 жесткие детали разобраны, и герметик или прокладка не заметны, то 2 детали, вероятно, были собраны с использованием герметика-разделителя прокладок анаэробного типа.
Используйте следующую информацию при использовании прокладочного герметика
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере с уплотнителем для прокладки.
- На один фланец нанести непрерывный валик герметика прокладочного элиминатора.
Уплотняемые поверхности должны быть чистыми и сухими.
Важно: Не допускайте попадания уплотнителя разделителя прокладок в какие-либо глухие резьбовые отверстия, так как уплотнитель разделителя прокладок может препятствовать правильному зажиму крепежных деталей, правильной посадке или вызвать повреждение при затягивании крепежа.
- Равномерно нанесите герметик-разделитель прокладок, чтобы получить равномерную толщину герметика-разделителя прокладок на уплотняемой поверхности.
Важно: Частично затянутые крепежные детали уплотнителя прокладок и затвердевание уплотнителя уплотнителя прокладок более пяти минут могут привести к неправильному шиммированию и уплотнению соединения.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
- После правильной затяжки креплений удалите излишки уплотнителя-элиминатора прокладки с наружной стороны стыка.
Анаэробный тип Threadlock герметик
Герметик резьбовой анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется для блокировки резьбы и уплотнения болтов, фитингов, гаек и шпилек. Этот тип герметика отверждается только тогда, когда заключен между 2 плотно прилегающими металлическими поверхностями.
Используйте следующую информацию при использовании герметика threadlock
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере для герметика резьбового замка.
- Уплотняемые резьбовые поверхности должны быть чистыми и сухими.
- Нанесите герметик threadlock, как указано на контейнере для герметика threadlock.
Важно: Крепежные детали, которые частично затянуты, а затем герметику резьбового замка позволяют отвердеть более пяти минут, могут привести к неправильной нагрузке зажима собранных компонентов.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Герметик для труб анаэробного типа
Герметик для труб анаэробного типа отверждается в отсутствие воздуха и остается податливым при отверждении. Этот тип герметика используется там, где 2 детали собраны вместе и требуют герметичного соединения.
Используйте следующую информацию при использовании герметика для труб
- Не используйте герметик для труб в зонах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Поверхности, где указан другой герметик
- Всегда следуйте всем рекомендациям по технике безопасности и указаниям, которые есть на контейнере с герметиком для труб.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте валик герметика для труб такого размера или количества, как указано в процедуре обслуживания.
Важно: Не допускайте попадания герметика трубы в какое-либо из глухих резьбовых отверстий, так как герметик трубы может препятствовать правильному зажиму крепежа, или вызвать повреждение компонента при затягивании крепежа.
- Нанесите валик герметика трубы на внутреннюю сторону любых участков отверстий под болты.
- Нанести непрерывный валик герметика трубы на 1 уплотнительную поверхность.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Инструменты и оборудование
- Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Эти инструменты (или их эквиваленты) специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также позволит свести к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
- Для надлежащего обслуживания двигателя в сборе должны иметься в наличии: Утвержденные защитные очки и защитные перчатки Чистая, хорошо освещенная рабочая зона Соответствующий резервуар для очистки деталей Подача сжатого воздуха Поддоны или контейнеры для хранения, предназначенные для хранения деталей и крепежных деталей Надлежащий набор ручных инструментов Утвержденный стенд для ремонта двигателей Утвержденное подъемное устройство для двигателей, которое будет адекватно выдерживать вес компонентов