Порядок бурения
- Перед началом операции хонингования или реборинга измерьте все новые поршни микрометром, контактирующим в точках, находящихся точно под углом 90 градусов от осевой линии поршневого пальца.
- Припилите верхнюю часть блока цилиндров, чтобы удалить грязь или заусенцы перед использованием любого типа борштанги.
- Следуйте инструкциям производителя по использованию бурильного оборудования.
- При переборке цилиндров убедитесь, что все крышки подшипников коленчатого вала установлены в исходном положении и направлении.
- Затяните крышки подшипников коленчатого вала до соответствующих характеристик крутящего момента, чтобы избежать искажения отверстий цилиндров при окончательной сборке.
- При выполнении окончательного реза с помощью борштанги оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования. Это придает требуемое положение спецификациям зазора цилиндров. Тщательно выполните операцию хонингования и расточки, чтобы сохранить заданные зазоры между поршнями, поршневыми кольцами и расточками цилиндров.
Измерение зазоров подшипников коленчатого вала
- Подшипники коленчатого вала относятся к типу прецизионных вкладышей и не используют прокладки для регулировки. Если зазоры чрезмерны, то потребуются новые верхние и нижние подшипники коленчатого вала.
Сервисные подшипники коленчатого вала доступны в стандартном размере и подрешетке.
Схема №403
- Выборочная подгонка подшипников коленчатого вала необходима на производстве для получения близких допусков. По этой причине в одном отверстии цапфы вы можете использовать половину стандартного подшипника коленчатого вала с половиной подшипника коленчатого вала меньшего размера.
- Для определения правильного размера сменного подшипника необходимо точно измерить зазор подшипника. При проверке основных зазоров подшипников может использоваться либо микрометрический, либо пластмассовый метод измерения; однако микрометрический метод дает более надежные результаты и является предпочтительным. При проверке зазоров шатунных подшипников метод пластического калибра приведет к недостоверным измерениям. Использование J 43690 является предпочтительным.
- Обычно шейки подшипников коленчатого вала изнашиваются равномерно и не являются некруглыми. Однако, если подшипник коленчатого вала устанавливается на некруглую шейку подшипника коленчатого вала, обязательно установите максимальный диаметр шейки подшипника коленчатого вала. Если подшипник коленчатого вала подогнан по минимальному диаметру, а шейка подшипника коленчатого вала чрезмерно некруглая, то натяг между подшипником коленчатого вала и шейкой подшипника коленчатого вала приведет к быстрому выходу из строя подшипника коленчатого вала.
- Если зазор между подшипниками коленчатого вала соответствует техническим требованиям, то подшипник коленчатого вала считается удовлетворительным. Если зазор не соответствует техническим условиям, замените подшипник коленчатого вала. Всегда заменяйте как верхний, так и нижний подшипники коленчатого вала в комплекте.
- Комбинация стандартного или меньшего размера подшипника коленчатого вала может привести к надлежащему зазору. Если надлежащий зазор подшипника коленчатого вала не может быть достигнут с использованием стандартных или подразмерных подшипников коленчатого вала, может потребоваться ремонт или замена коленчатого вала.
Схема №404
Схема №405
- Измерьте диаметр шейки коленчатого вала микрометром в нескольких местах, примерно под 90 градусов друг от друга. Усреднить измерения.
- Определите конусность и некруглость цапфы согласно " Механическим характеристикам двигателя ".
- Установите подшипники в блок двигателя или узел шатуна.
- Установите болты крышки подшипника и затяните их в соответствии с техническими условиями (см. " Технические условия на затяжку крепежа ").
- Измерьте внутренний диаметр подшипника (ID) в двух точках на расстоянии 90 градусов друг от друга. Усреднить измерения.
- Чтобы определить зазор подшипника, вычесть средний диаметр цапфы из среднего внутреннего диаметра подшипника.
- Сравните показания с техническими условиями, приведенными в разделе " Механические характеристики двигателя ".
- Замените половины подшипника в соответствии с требованиями для получения надлежащих зазоров подшипника.
Схема №406
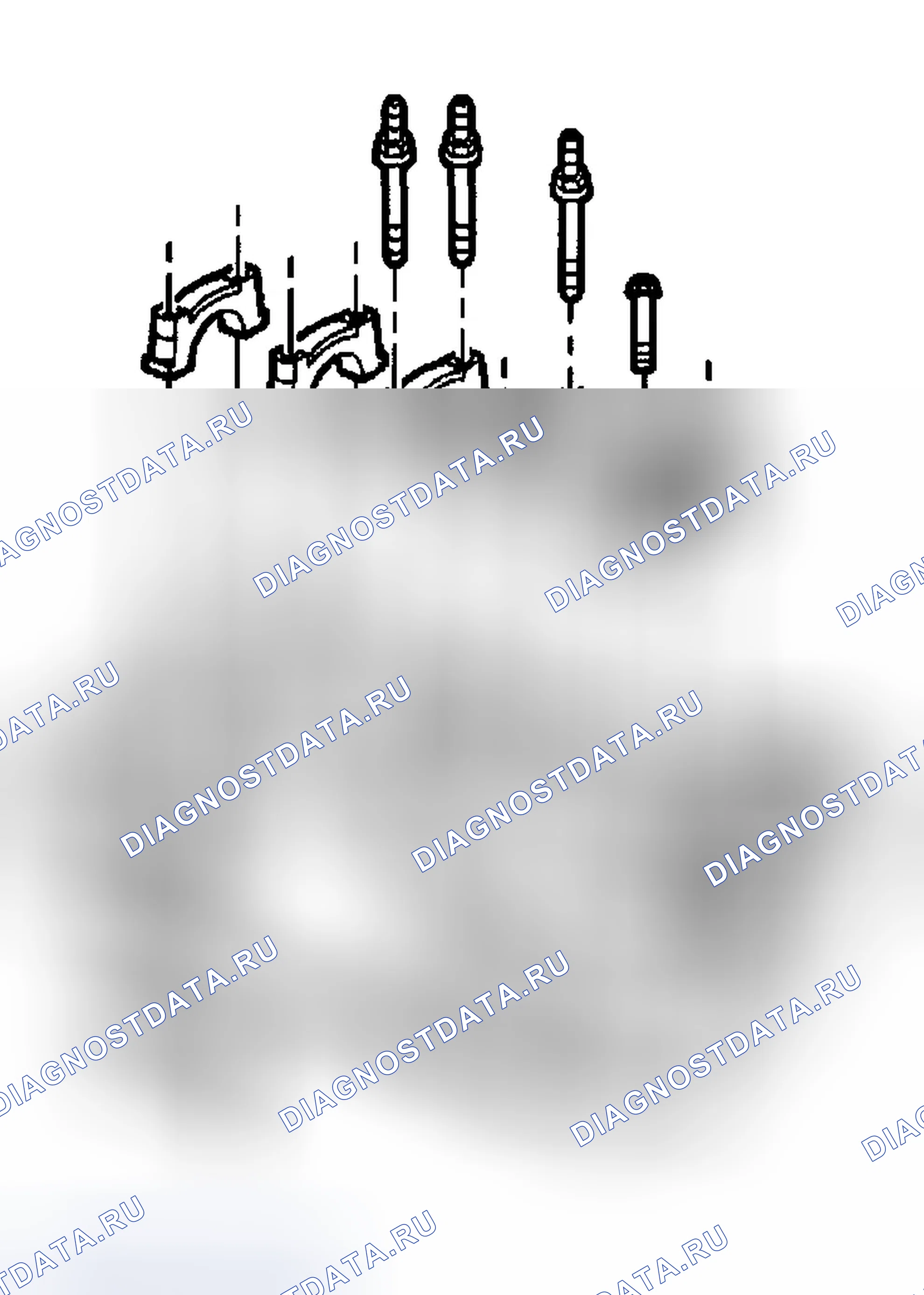
Схема №407
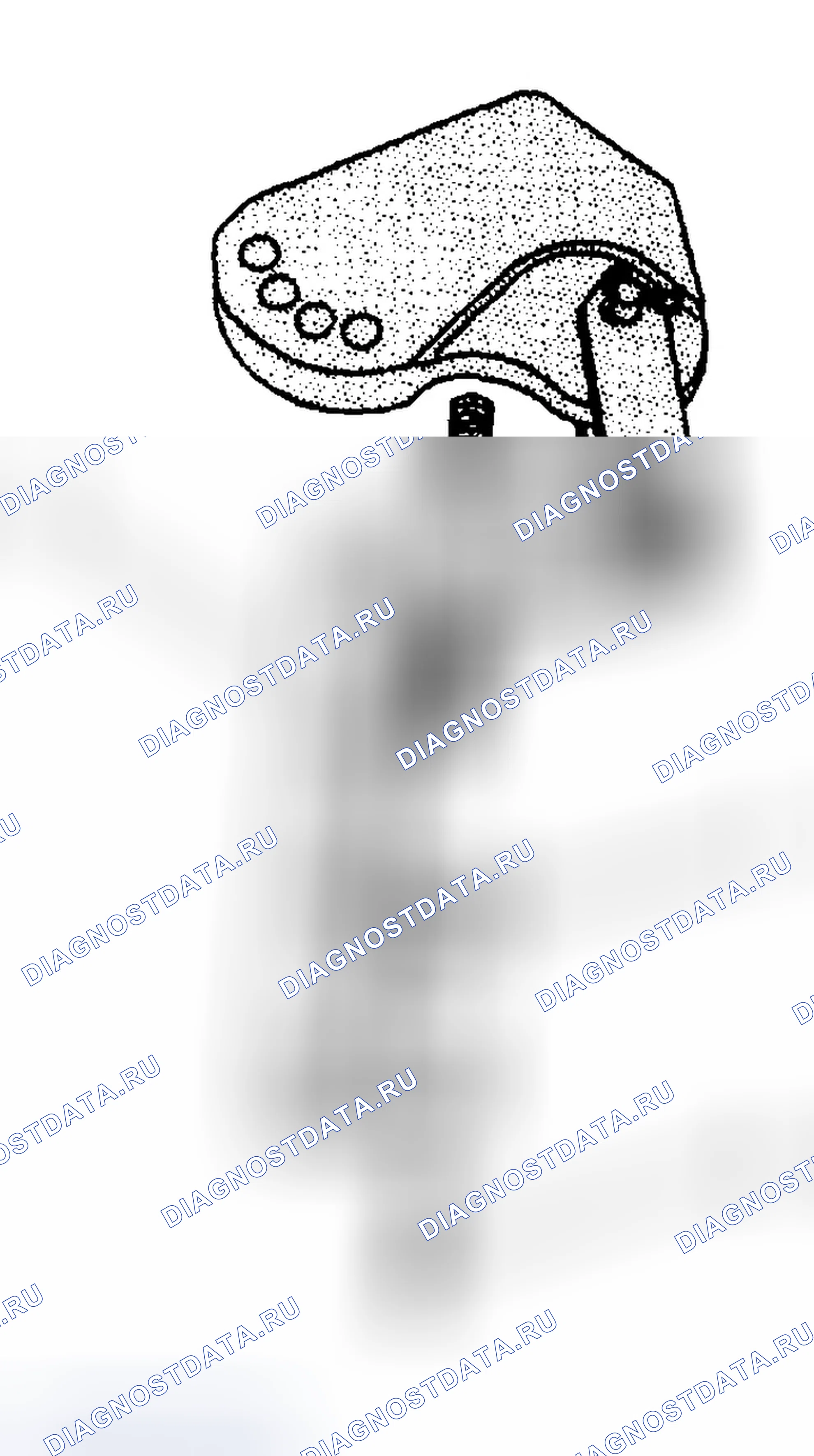
Схема №408
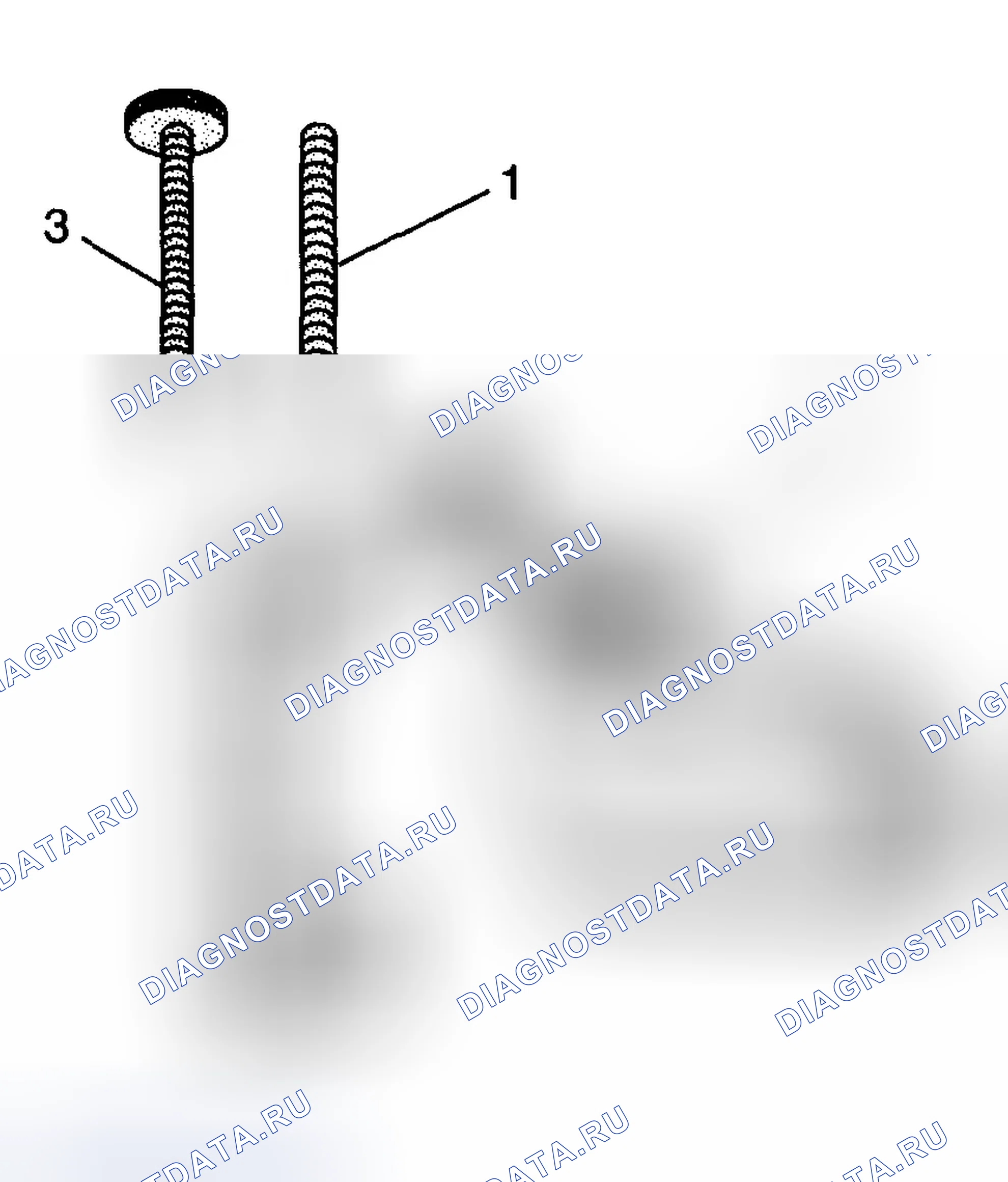
Схема №409
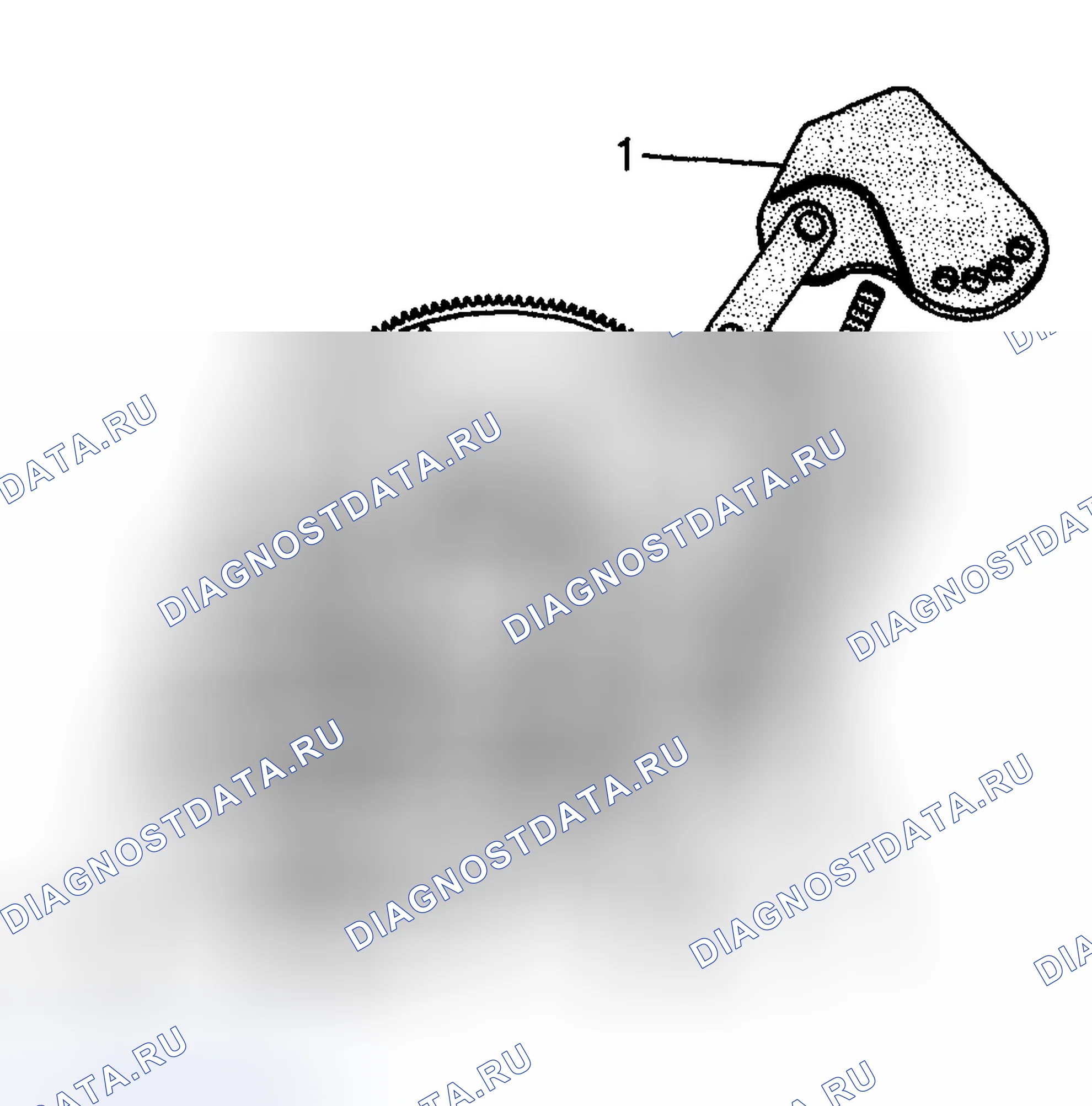
Схема №410

Схема №411
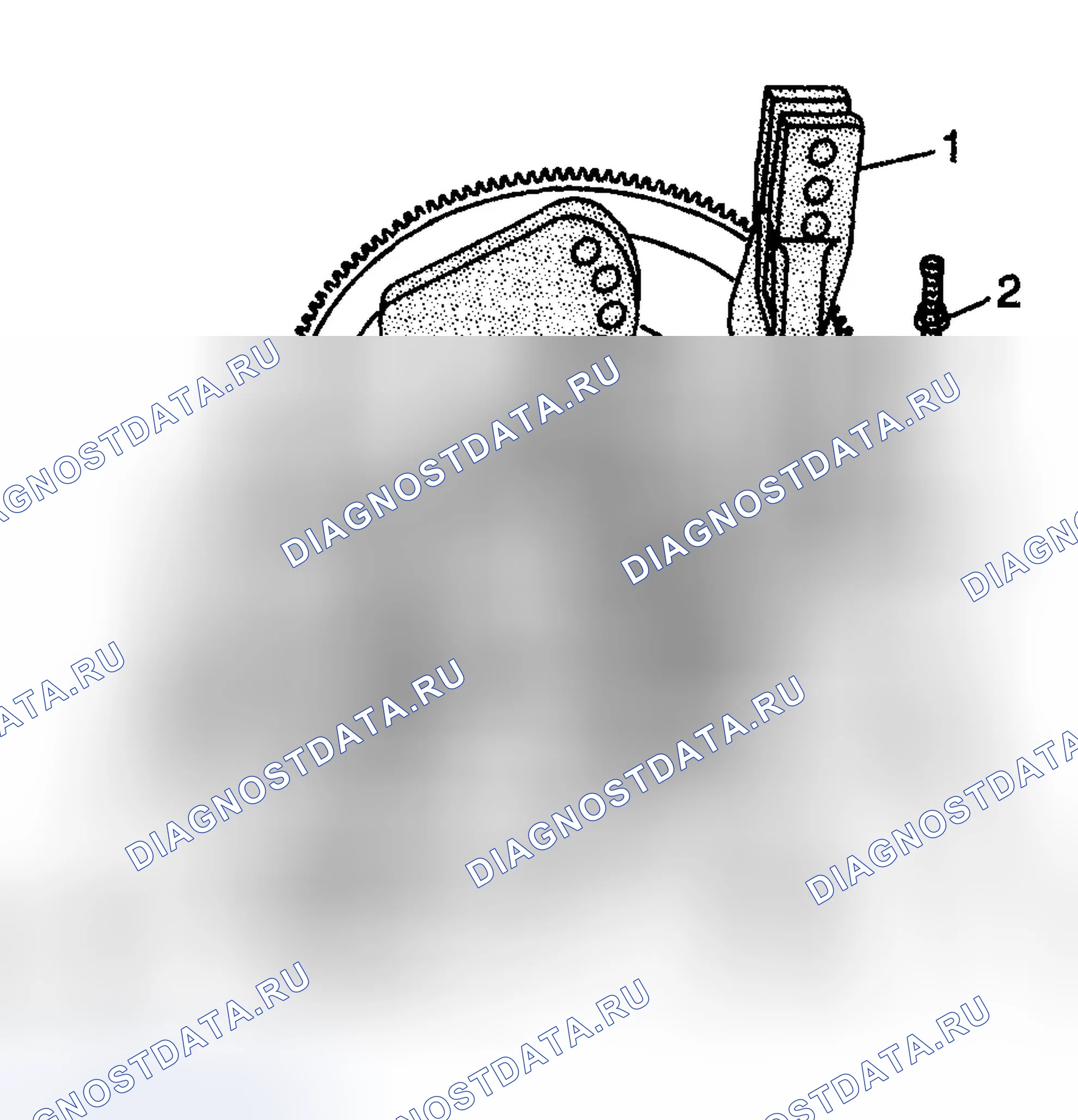
Схема №412
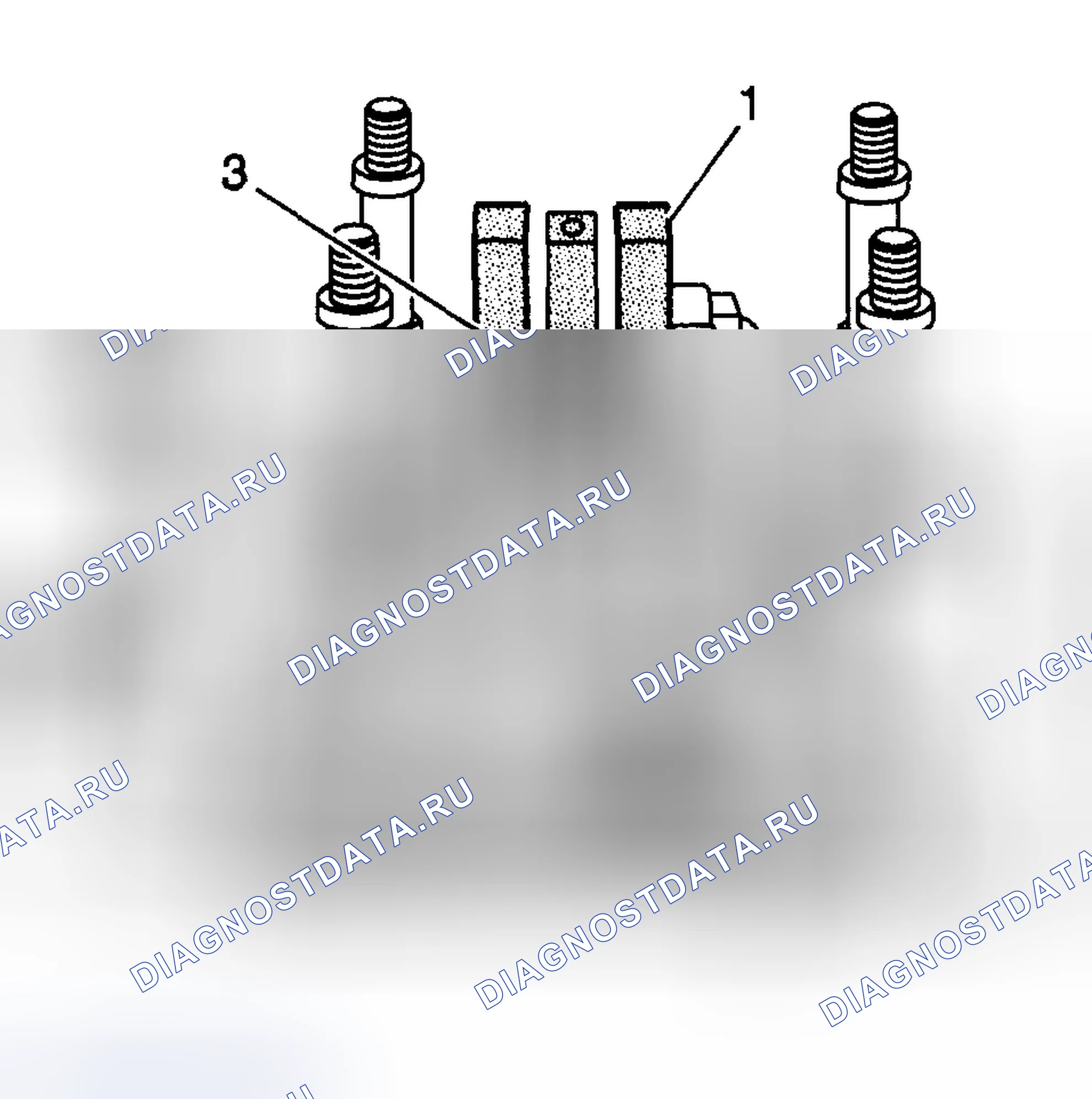
Схема №413
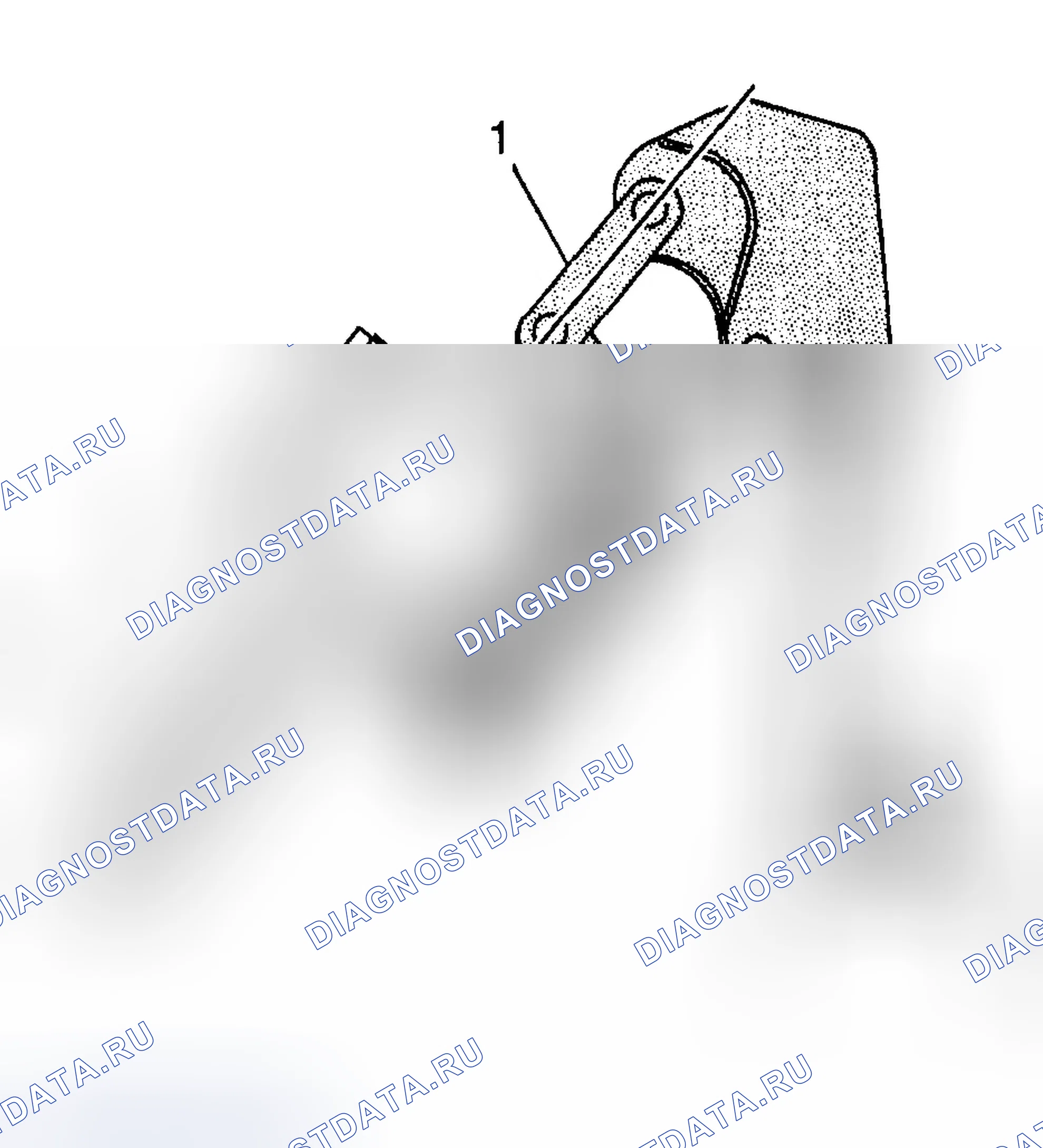
Схема №414
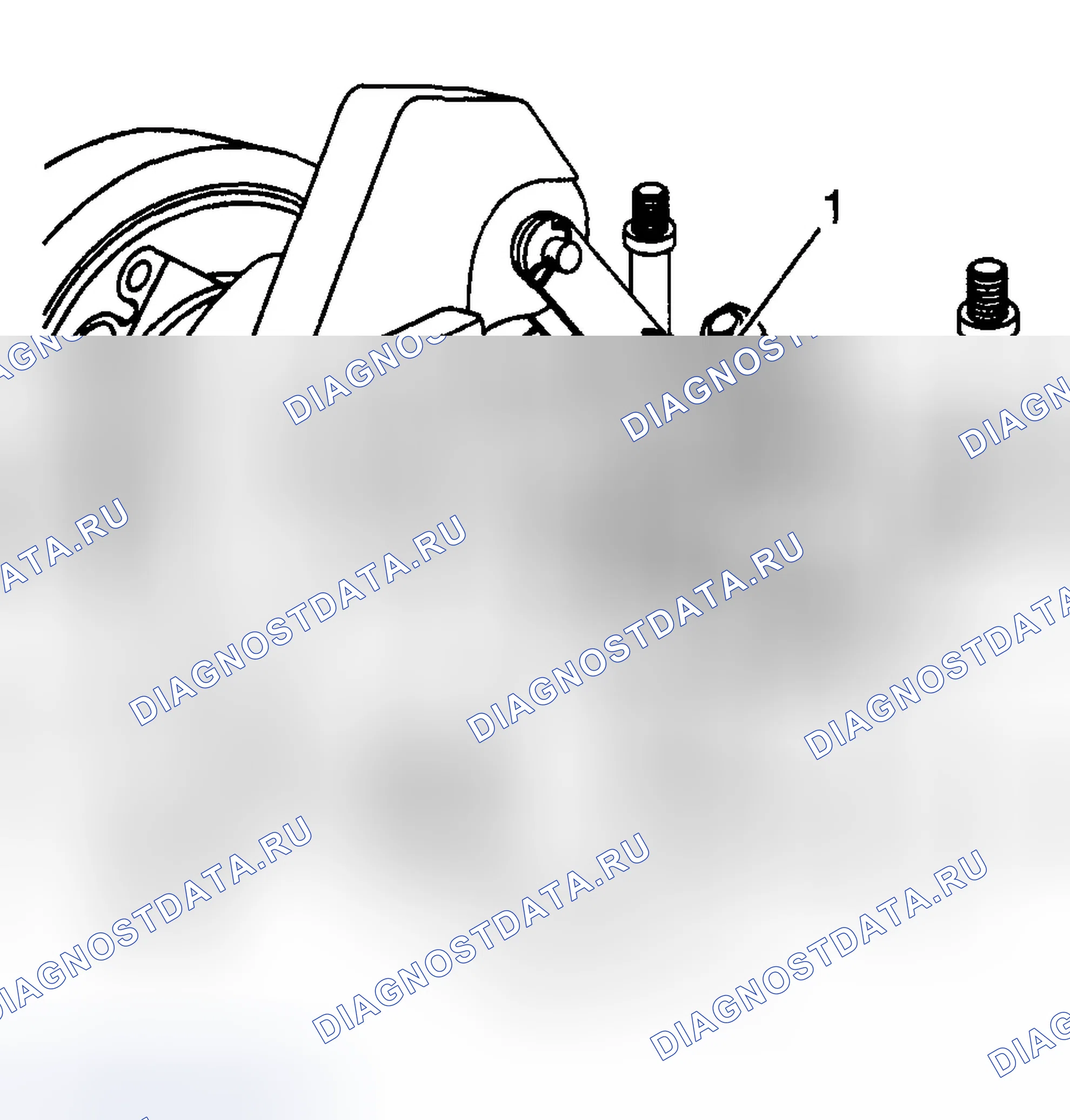
Схема №415
Схема №416
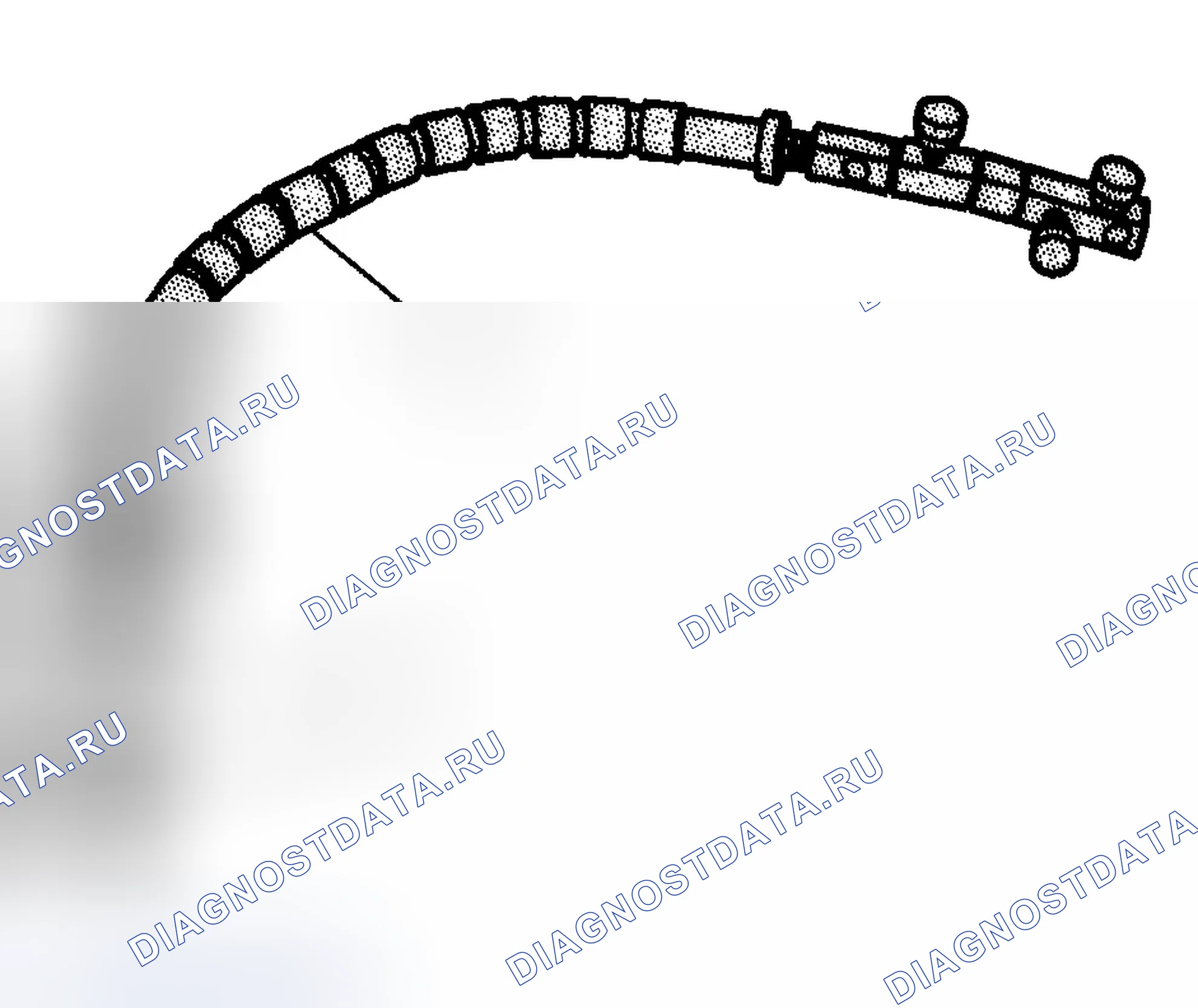
Схема №417
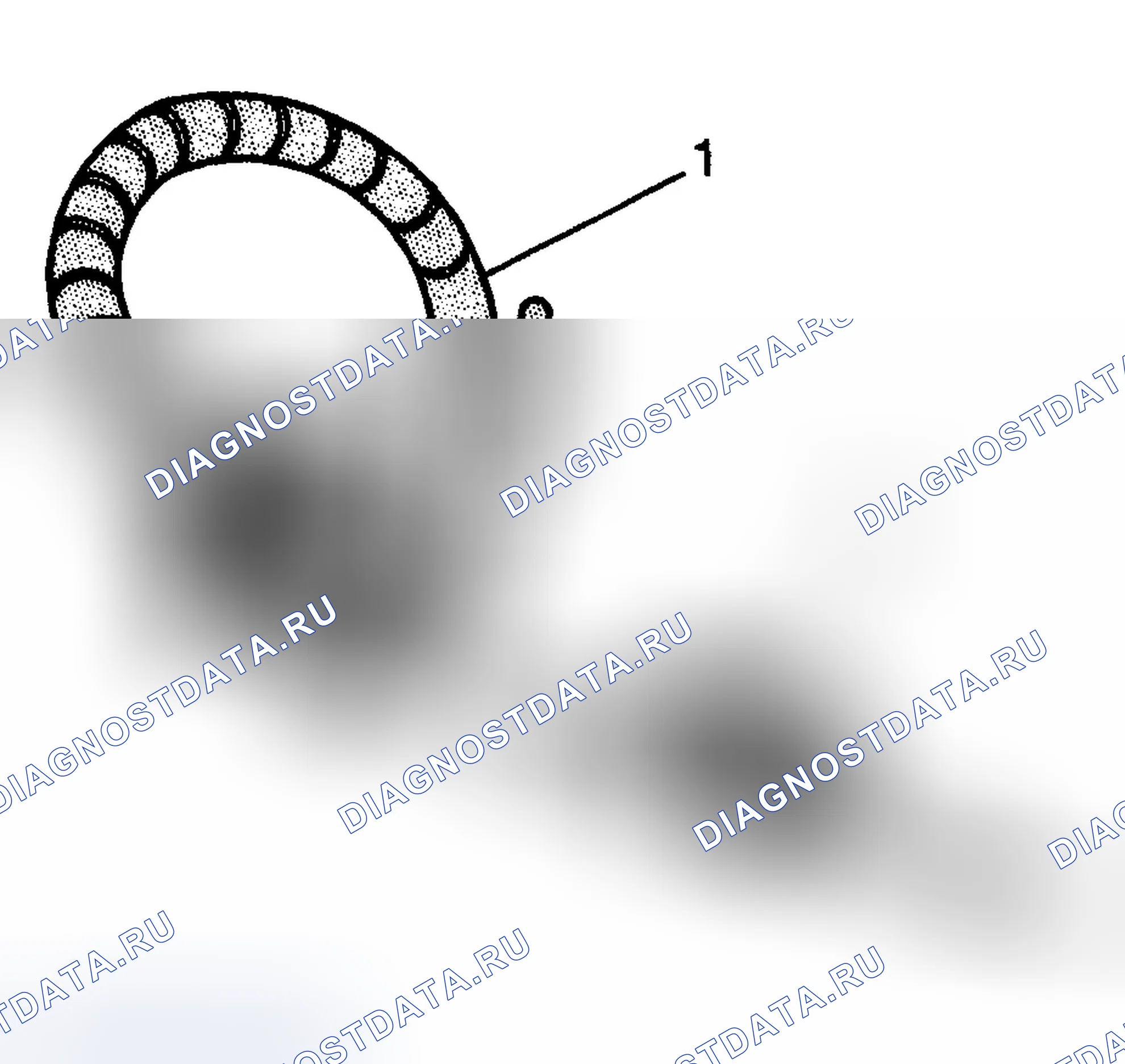
Схема №418
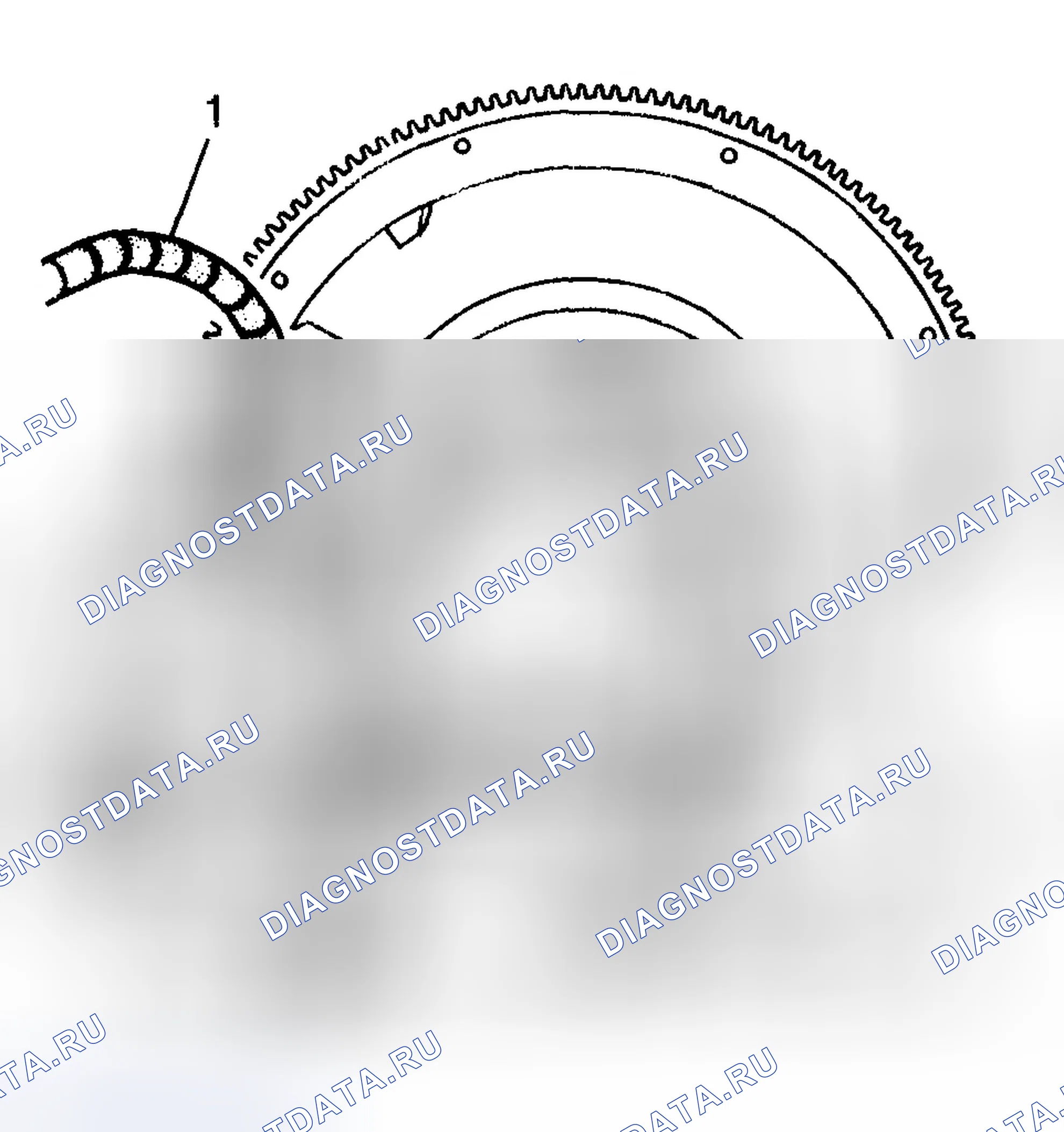
Схема №419
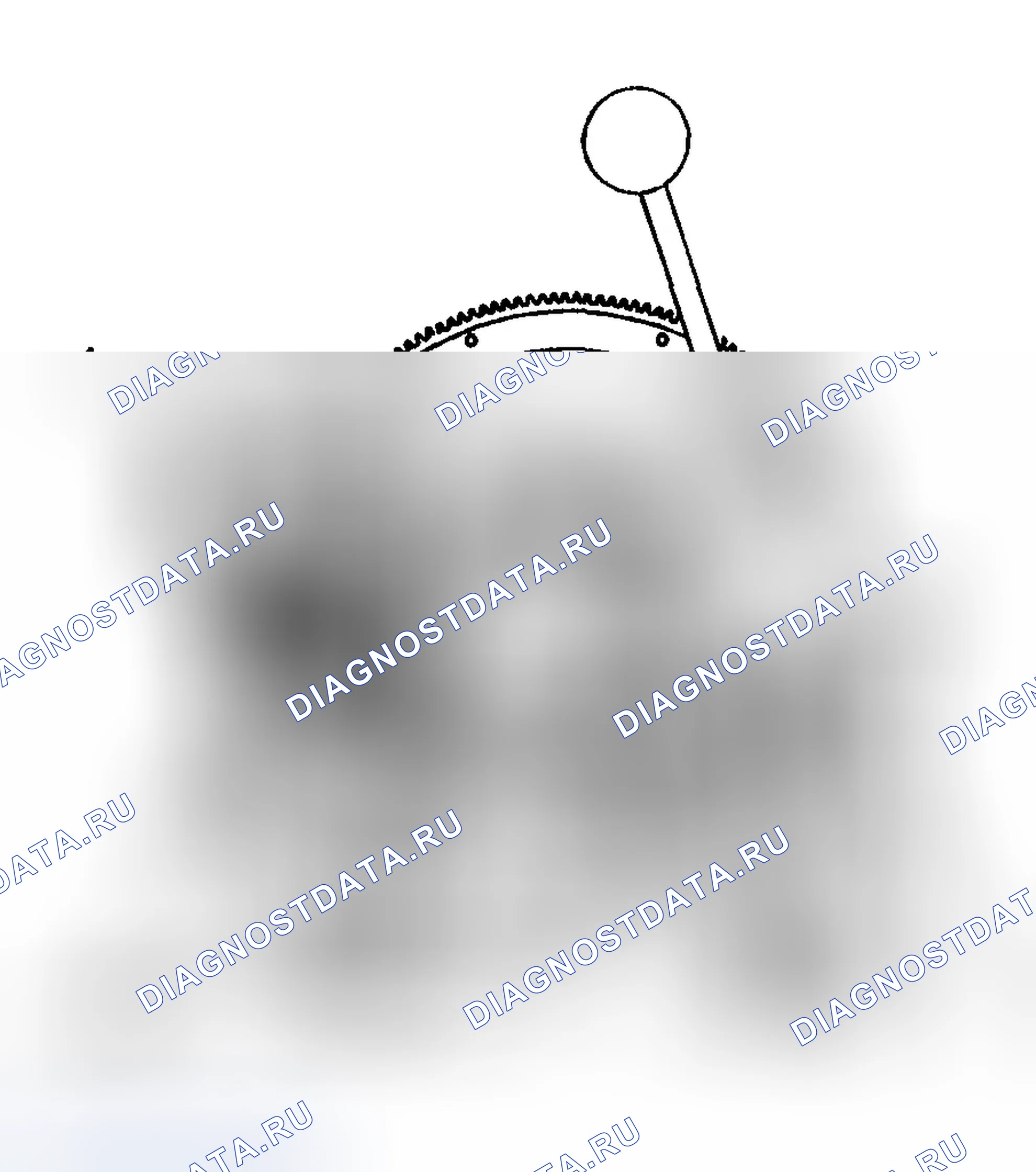
Схема №420
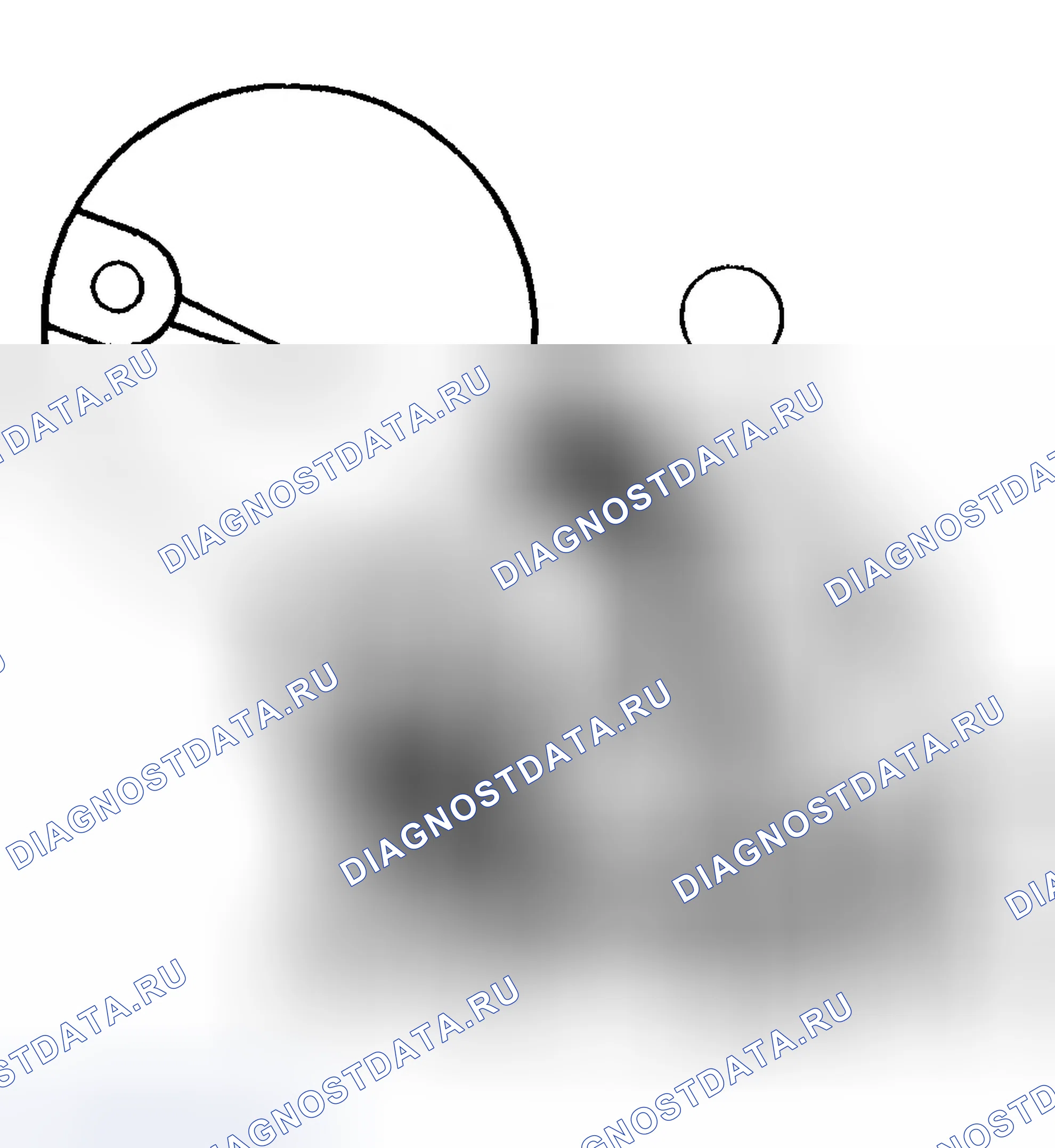
Схема №421
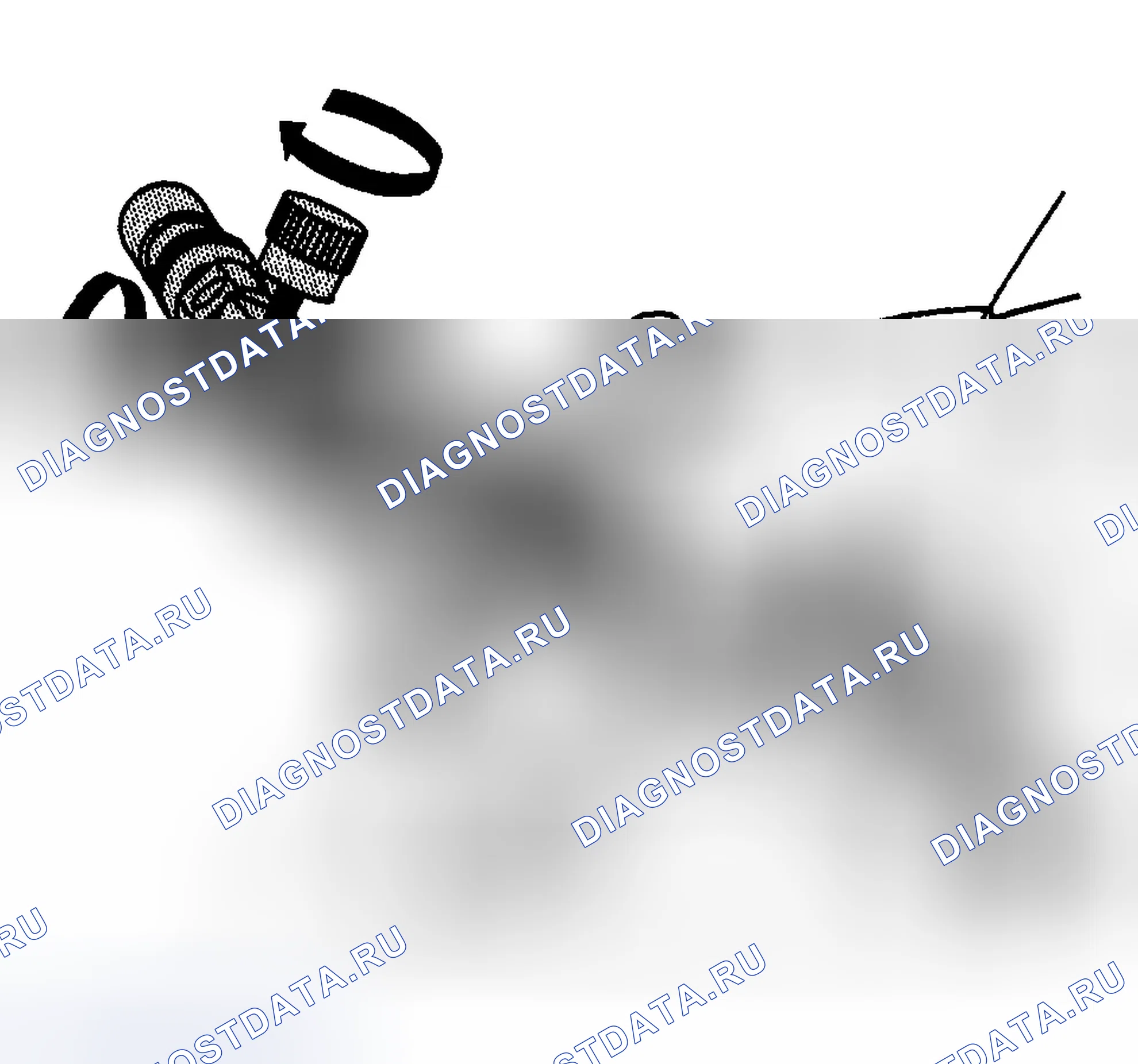
Схема №422
- Снимите масляный поддон и другие необходимые компоненты, чтобы получить доступ к шатунам. Снимите масляный насос, экран и дефлектор, если применимо.
- Вращайте коленчатый вал до тех пор, пока измеряемая шейка коленчатого вала / шатун не будет находиться в положении 10 o ' часов. Важно: Коленчатый вал должен быть надежно закреплен без движения или вращения, чтобы получить точное показание. Снимите крышку промежуточного подшипника, как требуется, чтобы закрепить коленчатый вал и разрешить измерение зазоров подшипников шатуна.
- Снимите болты крышки подшипника, крышку и половину подшипника.
- Вставьте в шейку коленчатого вала кусок бумажного картона. Установите половину подшипника, крышку подшипника и болты. См. " Спецификации затяжки крепежа ".
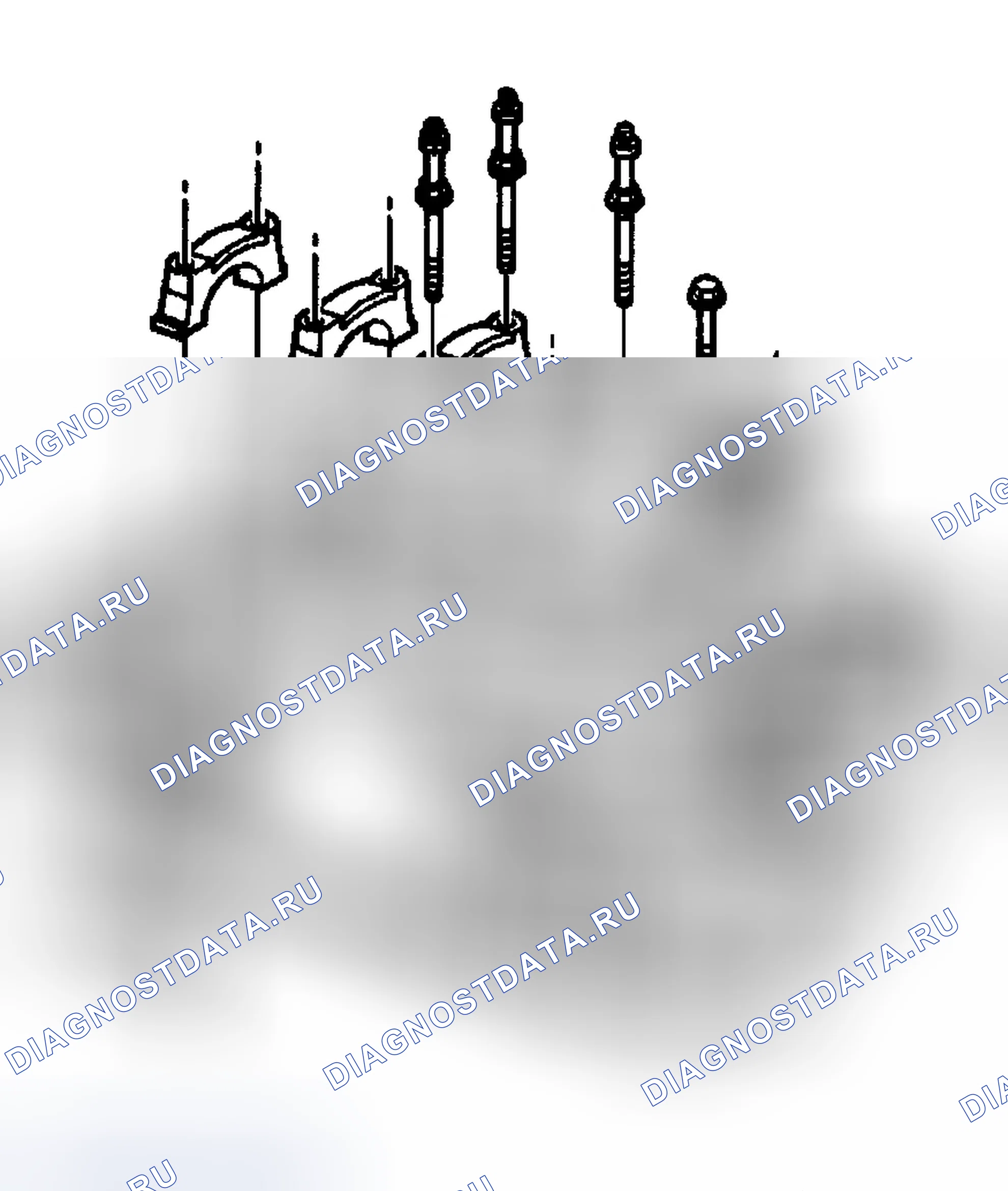
- Установите подножку (1) и болт (2) в поворотный кронштейн (3). Затяните болт до плотного прилегания.
- Установите винт (1 или 3) на поворотный кронштейн (2).
- Установите поворотный рычаг в сборе (1) на шатун.
- Поместите основание поворотного рычага в сборе на большой конец болта шатуна.
- Установите винт (1) на маленький конец болта шатуна и надежно затяните.
- Установите основание (1) и болт (2) на рейку масляного поддона.
- Установите основание (1) и болт (2) на рейку масляного поддона и затяните болт (2) до плотного прилегания.
- Совместите поводок (1) поворотного рычага в сборе с плоскостью (3), равной плоскости балки шатуна (2).
- Совместив звено поворотного рычага в сборе с балкой шатуна, установите поворотный рычаг на основание и вставьте штифт (1).
- Вставьте ручку (1) в поворотный кронштейн в сборе.
- Выберите адаптер (2), как требуется, и установите на поворотное основание (1). Затяните до плотного прилегания. Важно: Зажим поворотного основания и вал индикатора должны быть свободны от масла или другого мусора. Ослабленный или неправильно зажатый индикатор может указывать на неправильные показания.
- Установите индикатор 2 на поворотное основание 1. Затяните зажим основания до плотного прилегания.
- Установите поворотное основание 1 на рейку поддона картера блока двигателя. Затянуть до плотного прилегания.
- При необходимости отрегулируйте поворотное основание и расположите наконечник индикатора немного выше крышки шатуна. Зафиксируйте поворотное основание на месте вращением блокирующего рычага (1). Не допускайте в это время соприкосновения наконечника индикатора с шатуном.
- Наконечник индикатора должен располагаться выше и НЕ соприкасаться с колпачковым концом шатуна.
- Вращая ручки точной регулировки на конце циферблатного индикатора поворотного основания, расположите кончик индикатора в контакте с шатуном.
- Слегка воздействуйте на ручку поворотного рычага в сборе несколько раз в обоих направлениях, чтобы убедиться, что масляная пленка удалена из цапфы.
- Загрузите ручку в переднем положении и обнулите циферблатный индикатор. Загрузите ручку несколько раз в обоих направлениях и запишите показания. Важно: Во время этой процедуры запас карт может попасть в масляные галереи шейки коленчатого вала. Обязательно удалите весь запас карт из шейки подшипника и масляных полостей перед повторной сборкой.
- Снимите болты крышки подшипника, крышку и запас бумаги.
- Замените половины подшипника в соответствии с требованиями для получения надлежащих зазоров подшипника.
- Установить подшипники, колпачок и болты согласно " Техническим условиям на затяжку крепежа ".
Схема №423
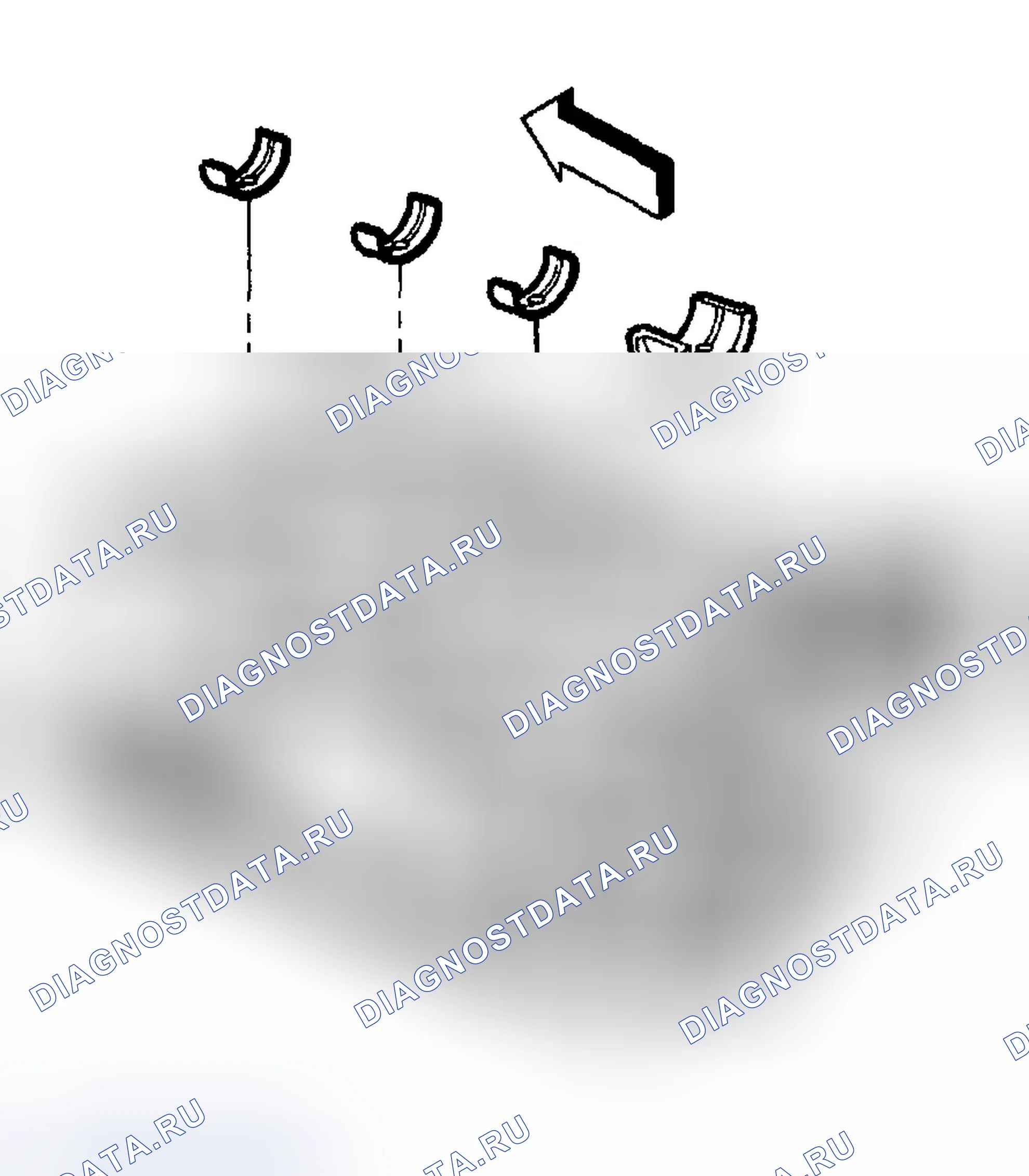
Схема №424
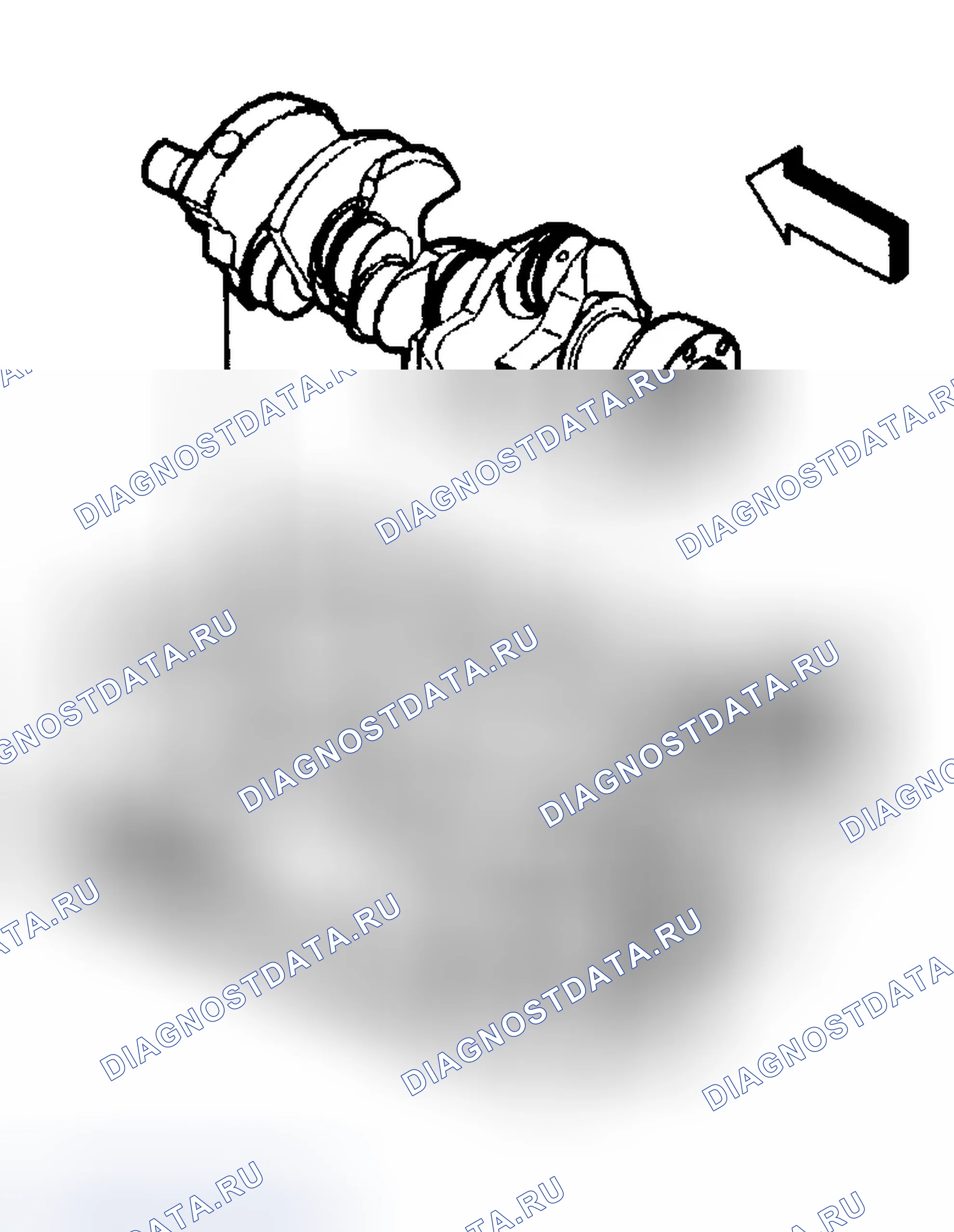
Схема №425
Схема №426
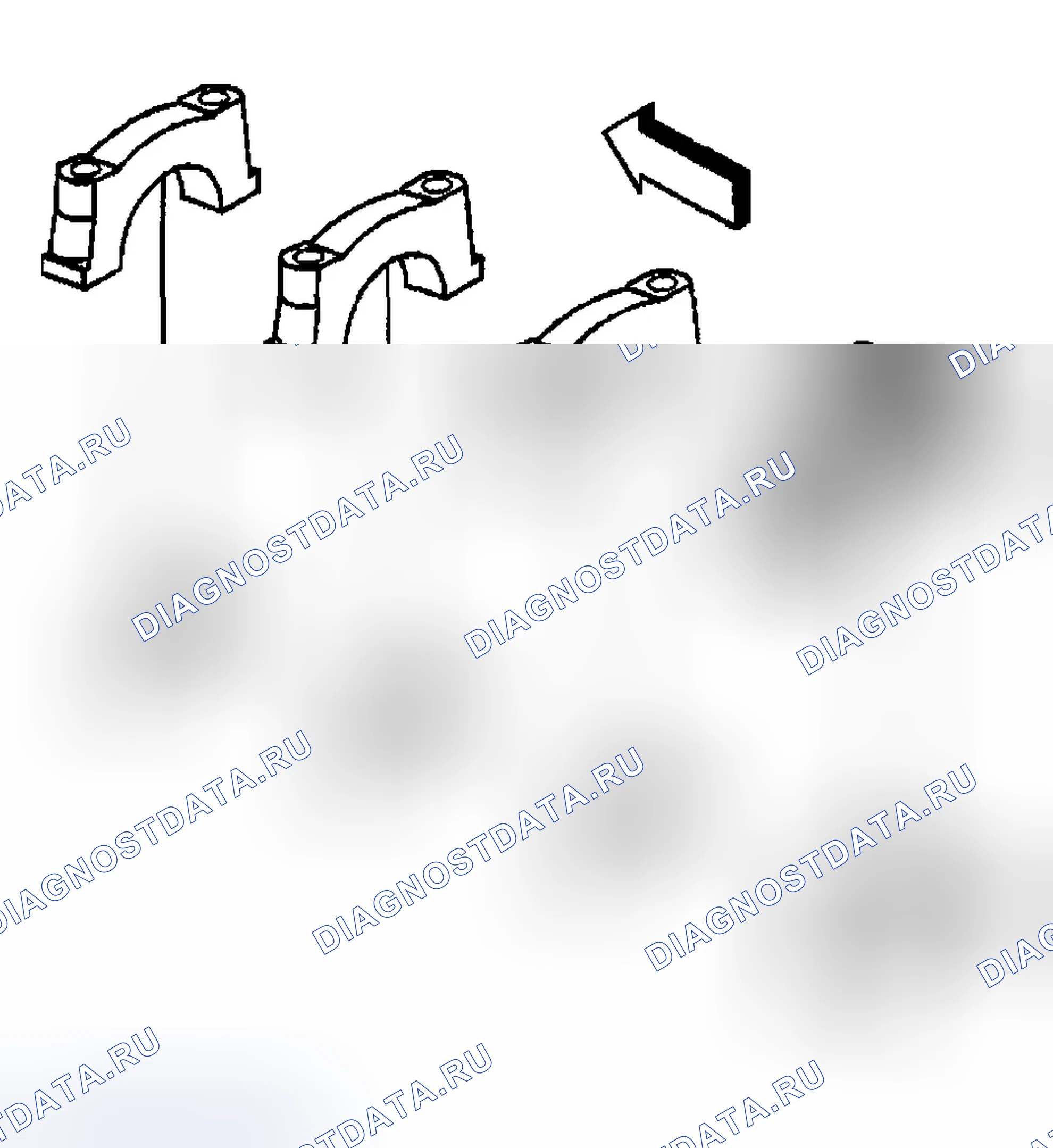
Схема №427
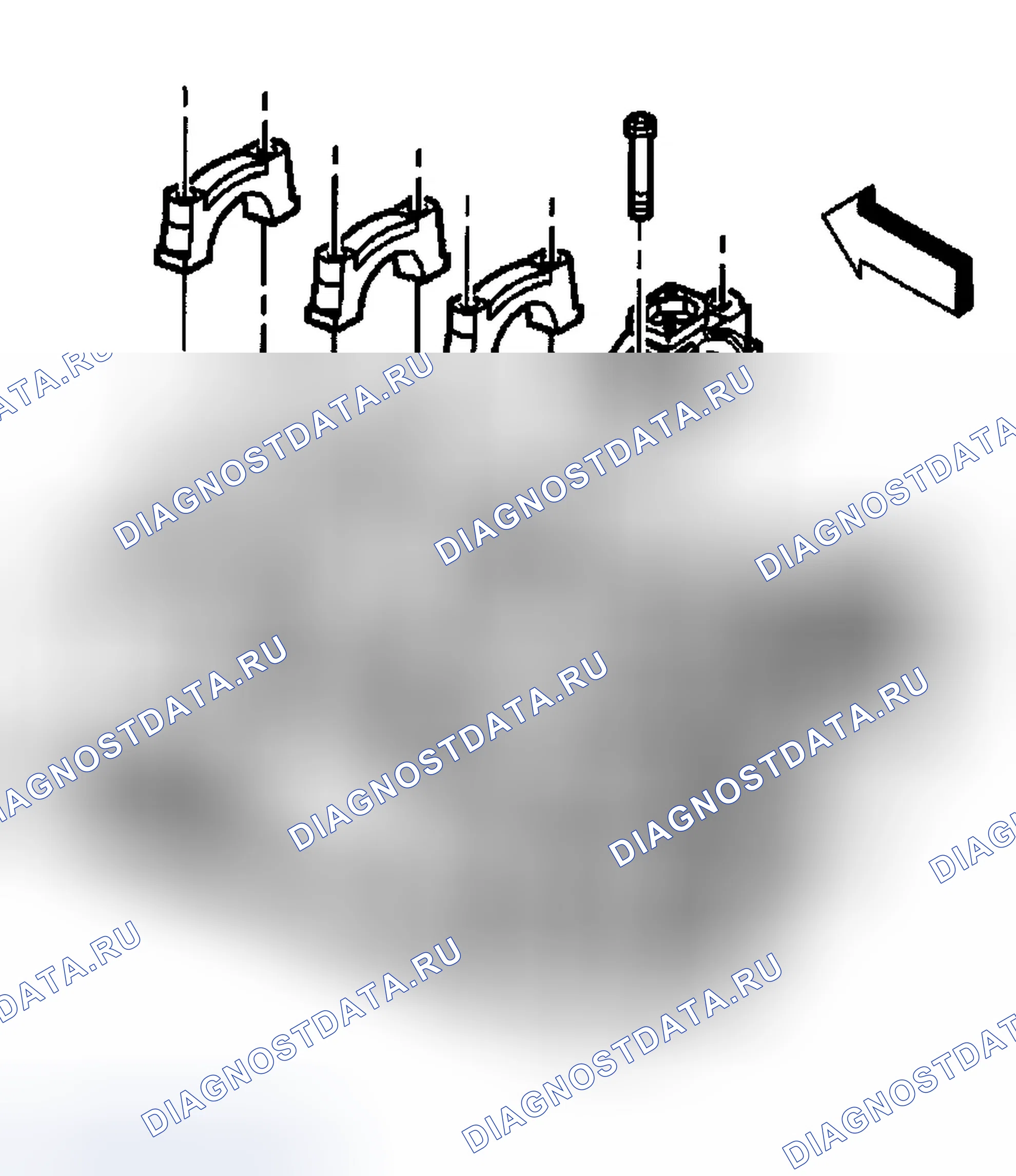
Схема №428
- Установите подшипники коленчатого вала в блок двигателя.
- Установите коленчатый вал.
- Установить калибрующий пластик на всю ширину цапфы.
- Установите подшипники коленчатого вала в крышки подшипников коленчатого вала.
- Установите крышки подшипников коленчатого вала в исходные положения и стрелкой на крышки подшипников коленчатого вала в направлении передней части блока двигателя.
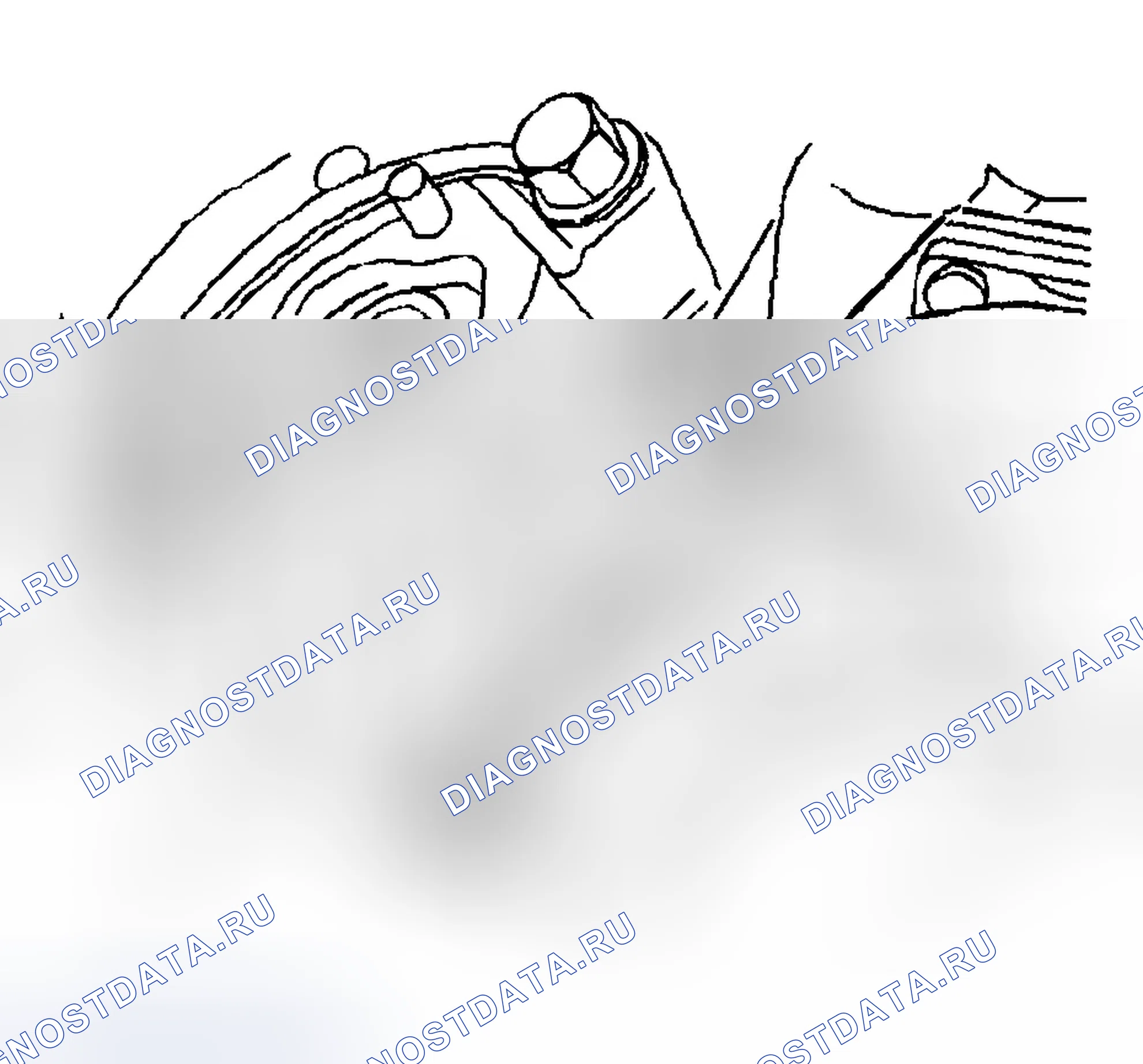
- Установите болты крышки подшипника коленчатого вала. Затяните крышки подшипника коленчатого вала до 105 Н · м (77 футов фунтов).
- Отверните болты крышки подшипника коленчатого вала.
- Снимите крышки подшипников коленчатого вала. Калибровочная пластмасса может прилипать либо к шейке подшипника коленчатого вала, либо к поверхности подшипника коленчатого вала.
- Не удаляя мерную пластмассу, измерьте ширину в сжатом состоянии в самой широкой точке с помощью градуированной шкалы на краю мерной пластмассовой оболочки. Если уплощенная калибровочная пластмасса сужается к середине или концам, может быть разница в зазоре, указывающая на конусность, низкое пятно или другую неровность подшипника коленчатого вала или шейки подшипника коленчатого вала.
- Удалите расплющенный калибрующий пластик.
- Измерить остальные шейки подшипников коленчатого вала.
Схема №429
- Вставьте щуп между колпачками шатунов и замерьте боковой зазор шатуна. Правильная спецификация бокового зазора шатуна составляет 0,15-0,44 мм (0 006-0 017 дюйма).
- Боковые зазоры шатуна также могут быть измерены с помощью набора циферблатного индикатора.
Схема №430
- Очистите балансир коленчатого вала в чистящем растворителе.
- Просушите балансир коленчатого вала сжатым воздухом.
- Проверьте балансировочный механизм коленчатого вала на предмет следующего: Поврежденная или неправильно установленная резьба переднего паза балансировочного механизма коленчатого вала (3). Правильно установленный палец переднего паза должен быть установлен до тех пор, пока не будет изношен заподлицо или ниже с поверхностью балансировочного механизма коленчатого вала. Важно: Передняя поверхность уплотнения коленчатого вала с чрезмерным задиранием, канавками, ржавчиной или другими повреждениями должна быть заменена. Изношенная, рифленая или поврежденная передняя поверхность уплотнения коленчатого вала (2).
Схема №431
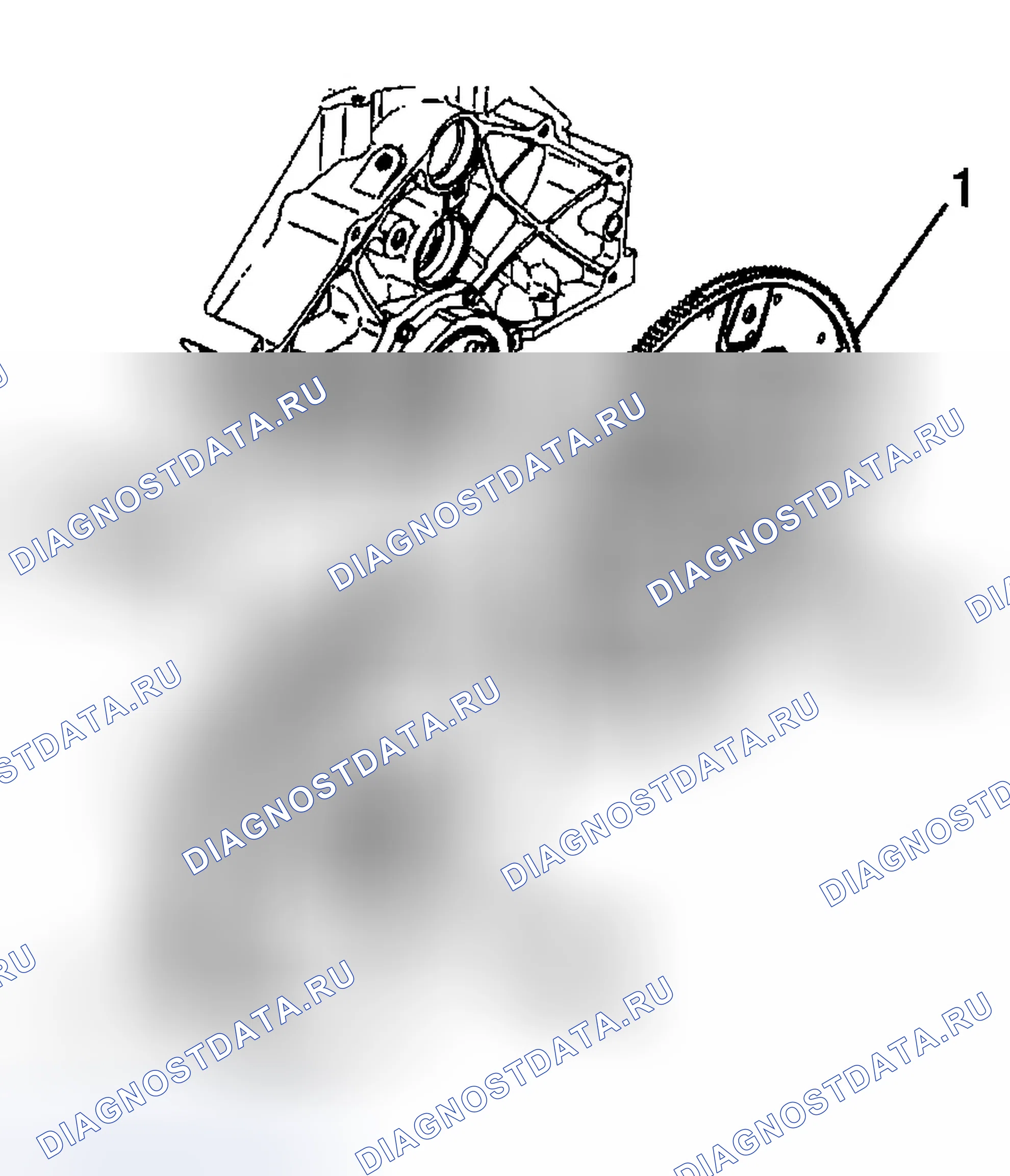
Схема №432
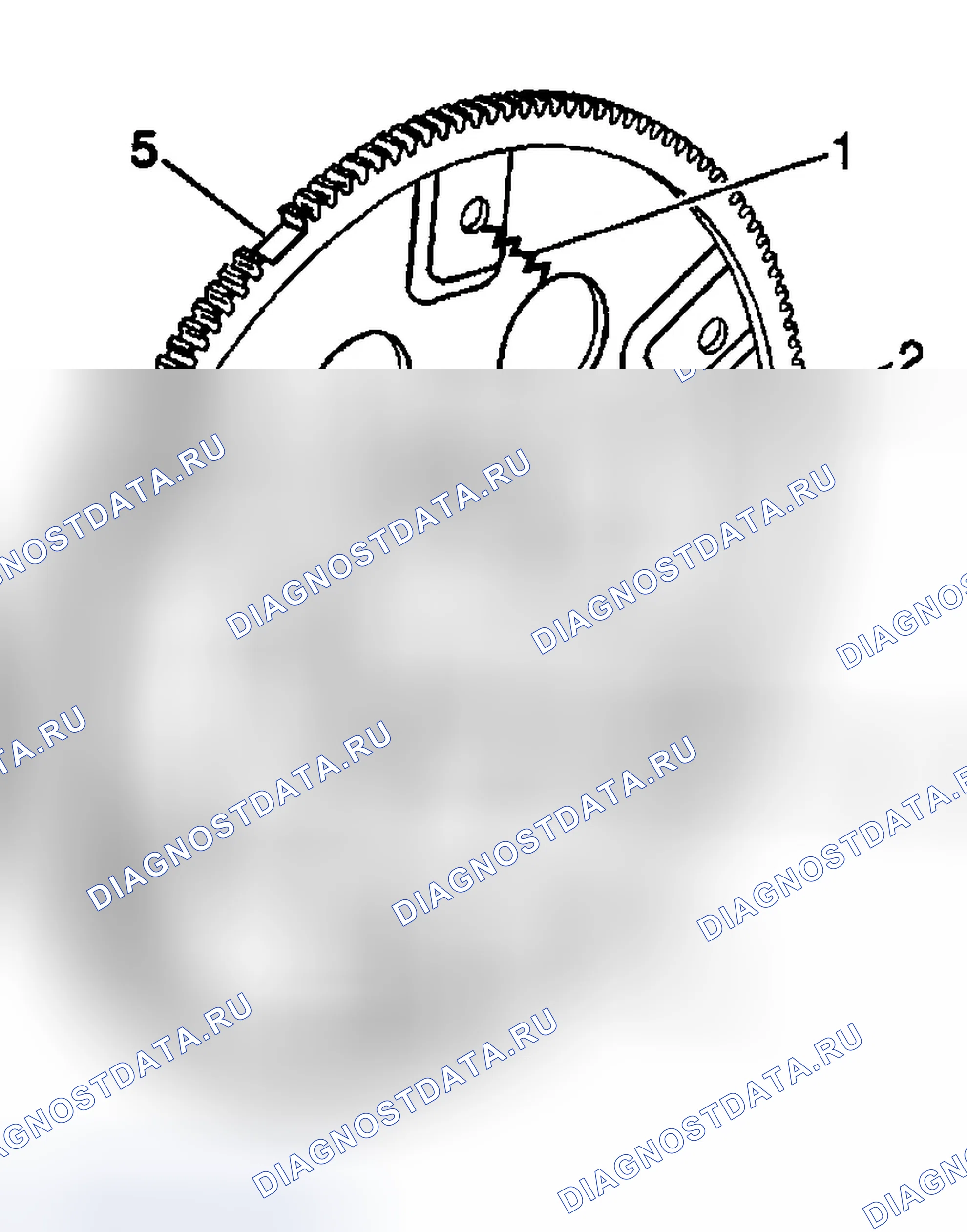
Схема №433
- Очистите маховик двигателя (1 или 2) в чистящем растворителе.
- Просушите маховик двигателя сжатым воздухом. Важно: Не пытайтесь отремонтировать сварные места, если таковые имеются, которые удерживают зубчатый венец на пластине маховика двигателя. Всегда устанавливайте НОВЫЙ маховик двигателя.
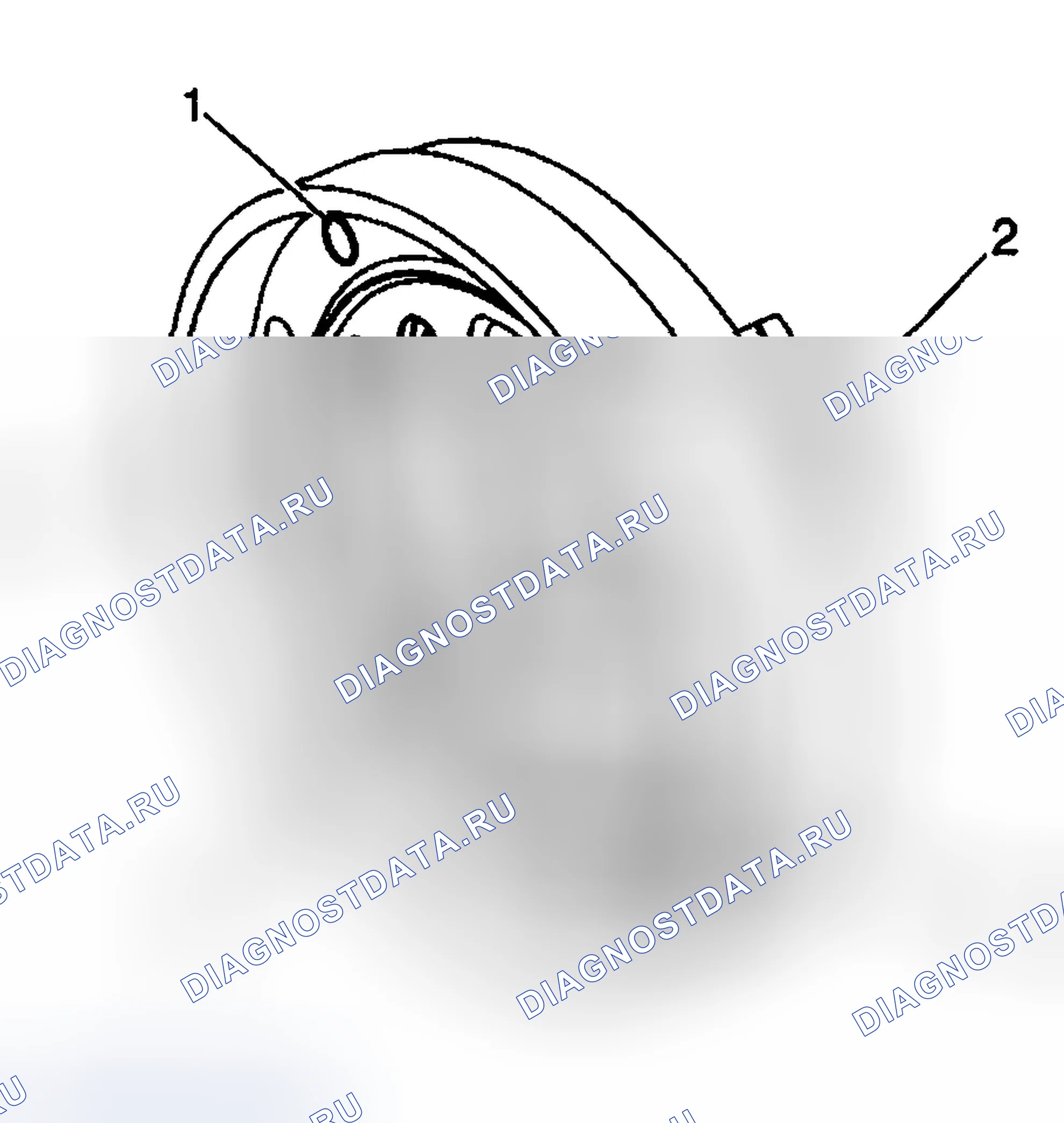
- Осмотрите маховик двигателя, автоматическую коробку передач, если она оборудована, на предмет следующего: Трещины напряжения вокруг мест расположения болтовых отверстий маховика двигателя в гидротрансформатор (1) Отсутствующие балансировочные грузы Трещины напряжения вокруг мест расположения болтовых отверстий маховика двигателя в коленчатый вал (2 или 3) Приваренные участки, которые удерживают кольцевую шестерню на маховике двигателя для образования трещин (4), если они имеются Поврежденная кольцевая шестерня зубьев 5.
- Проверить маховик двигателя, механическую коробку передач, если она оборудована, на предмет ослабления или неправильной установки маховых грузов, если это применимо. Правильно установленный вес маховика следует устанавливать до тех пор, пока он не будет заподлицо или ниже заподлицо с лицевой поверхностью маховика двигателя.
- Проверить маховик двигателя, механическую коробку передач, если таковая имеется, на предмет следующего: Поверхность трения с точечной коррозией (1) Задиры или канавки (2) Ржавчина или другие повреждения поверхности (3) Поврежденные зубья зубчатого венца (4) Ослабленный или неправильно расположенный зубчатый венец Зубчатый венец имеет посадку с натягом на маховик двигателя, и зубчатый венец должен быть расположен полностью плоско относительно фланца маховика двигателя.
Расширение направляющей клапана / шлифование клапана и седла
Необходимые инструменты
J 5830-02 Комплект расширителя с направляющими клапанами
Схема №434
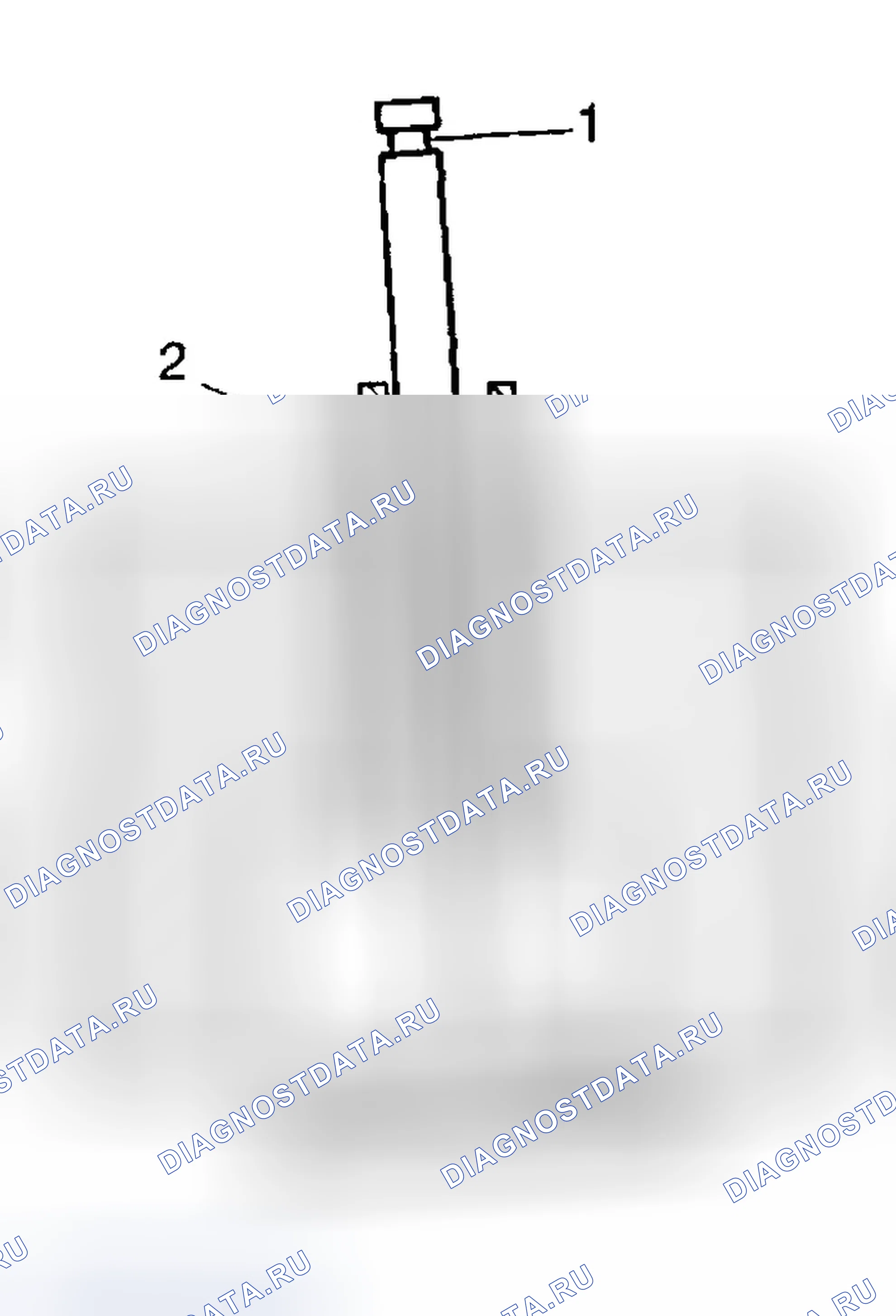
Схема №435
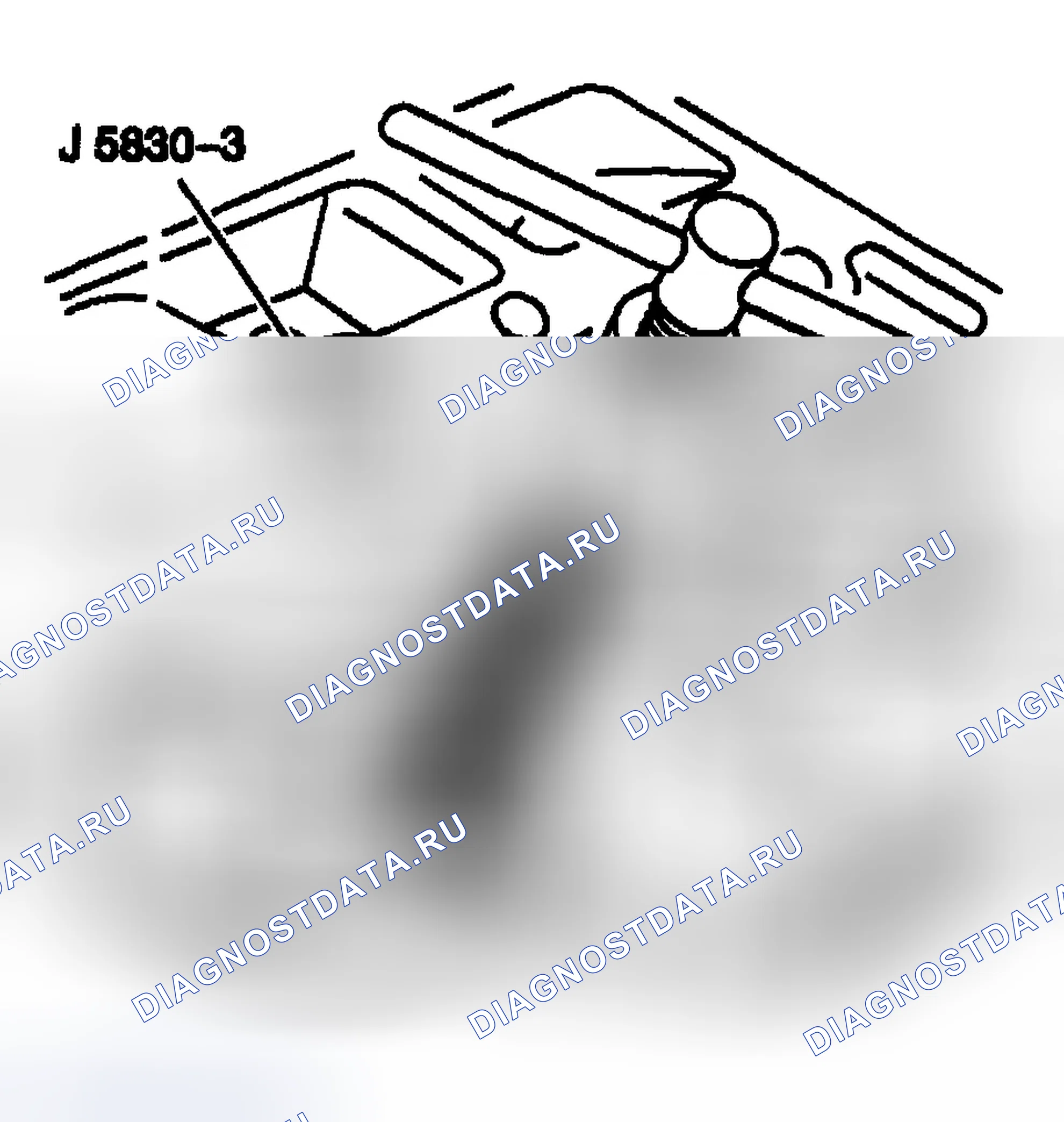
Схема №436
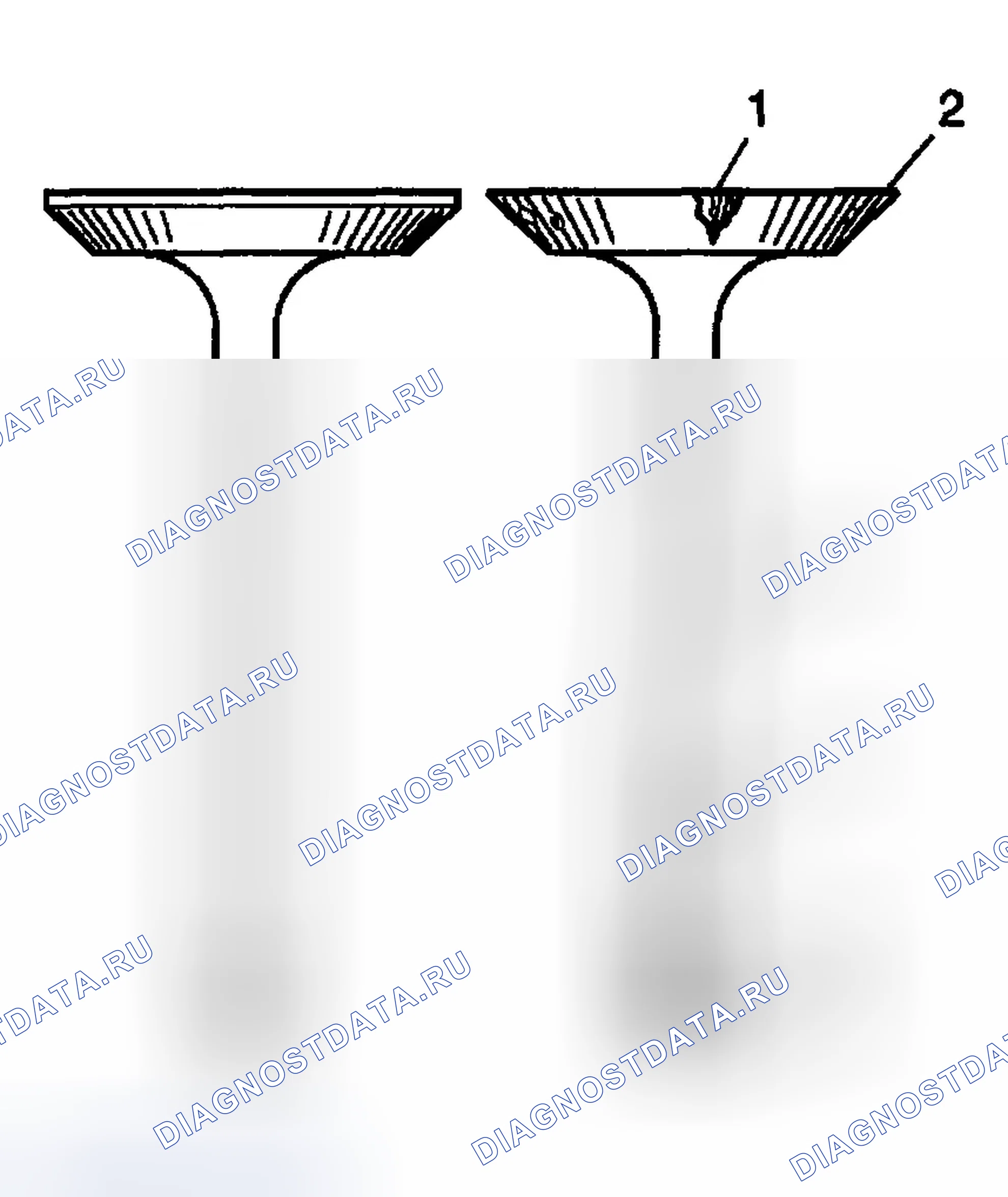
Схема №437
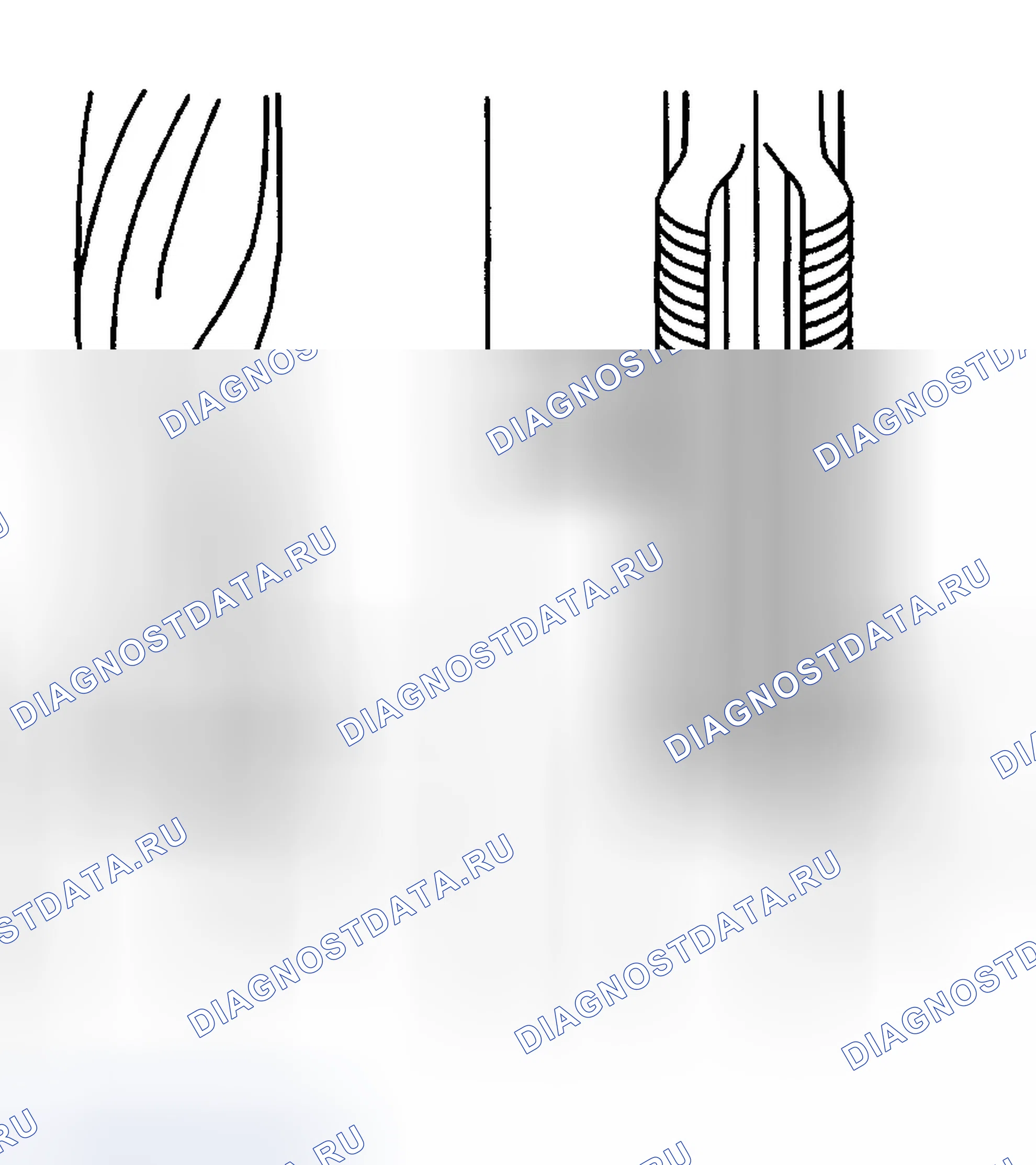
- Измерьте зазор между штоком клапана и направляющей. См. раздел " Очистка и проверка головки цилиндров ".
- Неправильный зазор между штоком клапана (1) и направляющей клапана (2) может привести к чрезмерному расходу масла. Важно: Выпускные клапаны с избыточным зазором между штоком клапана и направляющей необходимо заменить имеющимся сервисным клапаном, который имеет увеличенный шток клапана 0 774 мм (0,0305 дюйма). Впускные клапаны НЕ доступны с увеличенными штоками клапана. Замените головку цилиндра, если после использования НОВОГО впускного клапана для измерения зазора между штоком клапана и направляющей, зазор между штоком клапана и направляющей не соответствует спецификациям.
- Используйте J 5830-3 для расширения направляющей выпускного клапана, чтобы обеспечить правильный зазор между штоком клапана и направляющей.
- Всегда восстанавливайте седло выпускного клапана после расширения направляющих отверстий выпускного клапана и установки новых выпускных клапанов.
- Проверьте клапаны на наличие следующего: Обгоревших или поврежденных участков (1) Негабаритный запас (2) Изогнутый шток (3) Задиры или другие повреждения штока (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверьте контактную поверхность клапана на наличие следующих признаков: Недостаточный предел (1) Точечная поверхность (2) Обгоревшие или эродированные участки (3) Допустимый краевой предел (4). Клапаны с чрезмерным повреждением должны быть заменены. Незначительные дефекты клапана или седла клапана могут быть отремонтированы.
- Восстановление клапанов и седел клапанов: Клапаны должны идеально садиться на двигатель, чтобы обеспечить оптимальную мощность и производительность. Охлаждение головок клапанов является еще одним важным фактором. Хороший контакт между каждым клапаном и седлом клапана в головке цилиндра необходим для обеспечения правильного отвода тепла в головке клапана.
- Независимо от того, какой тип оборудования используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащую центровку пилота в направляющей клапана. Седла клапанов должны быть концентричны в пределах 0,05 мм (0 002 дюйма) от общего показания индикатора.
- Замените клапаны с точечной коррозией на машине для замены клапанов, чтобы обеспечить правильное соотношение между головкой клапана и штоком клапана. Замените клапан, если шток клапана чрезмерно изношен или деформирован. Замените клапан, если кромка (4) головки клапана имеет толщину менее 0,79 мм (0 031 дюйма) после шлифовки.
- Для восстановления клапанов и седел клапанов доступно несколько различных типов оборудования. Следуйте рекомендациям производителя оборудования по использованию оборудования для достижения надлежащих результатов.
Как отремонтировать резьбу
В продаже имеются комплекты для ремонта резьбы общего назначения.
Важно: Обратитесь к инструкции производителя комплекта для ремонта резьбы относительно размера сверла и того, какой метчик использовать.
Всегда избегайте скапливания стружки. Выводите кран через каждые несколько оборотов и извлекайте стружку.
Схема №438
- Определите размер, шаг и глубину поврежденной резьбы.
- При необходимости отрегулируйте упорные буртики на режущем инструменте. Постучите по стопорным манжетам на необходимую глубину.
- Просверлите поврежденную резьбу.
- Удалите стружку.
- Смажьте верхнюю резьбу чистым моторным маслом.
- Используйте кран для того, чтобы нарезать новую резьбу.
- Прочистите резьбу.
- Навинтите резьбовую вставку на оправку установщика резьбовой вставки. Зацепите хвостовик резьбовой вставки за конец оправки. Важно: Резьбовая вставка должна быть заподлицо на 1 оборот ниже поверхности.
- Смазать резьбовую вставку чистым моторным маслом - кроме случаев установки в алюминий - и установить резьбовую вставку.
- Если хвостовик резьбовой вставки не отламывается при демонтаже установщика резьбовой вставки, отламывайте хвостовик с помощью пробойника.
Подбор поршня
Важно: Измерения всех компонентов следует проводить вместе с компонентами при нормальной комнатной температуре.
Для правильной посадки поршня отверстия цилиндров блока двигателя не должны иметь чрезмерного износа или конусности.
Использованный комплект из поршня и поршневого пальца может быть установлен на место, если после очистки и осмотра поршень и поршневой палец соответствуют техническим требованиям.
Схема №439
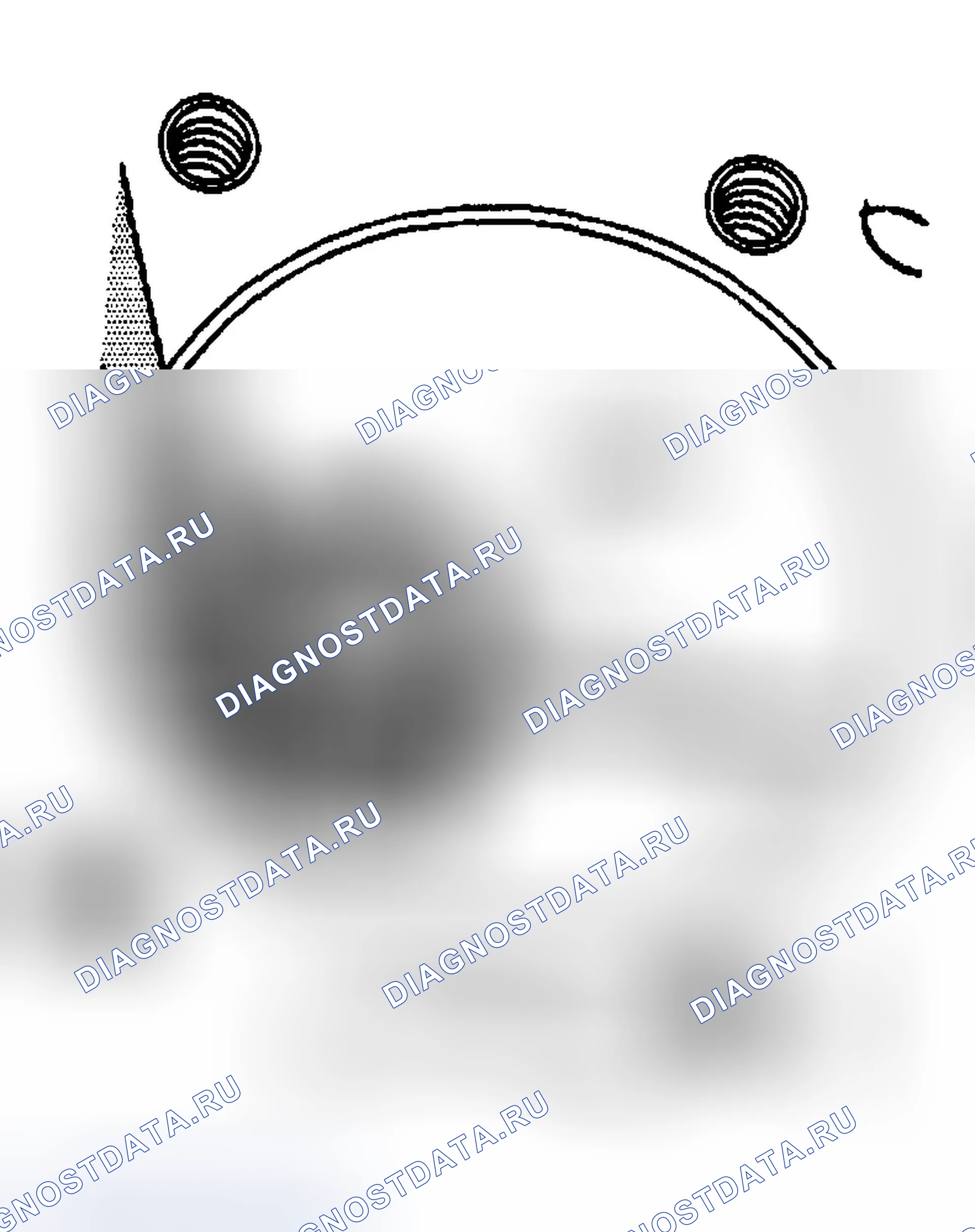
Схема №440
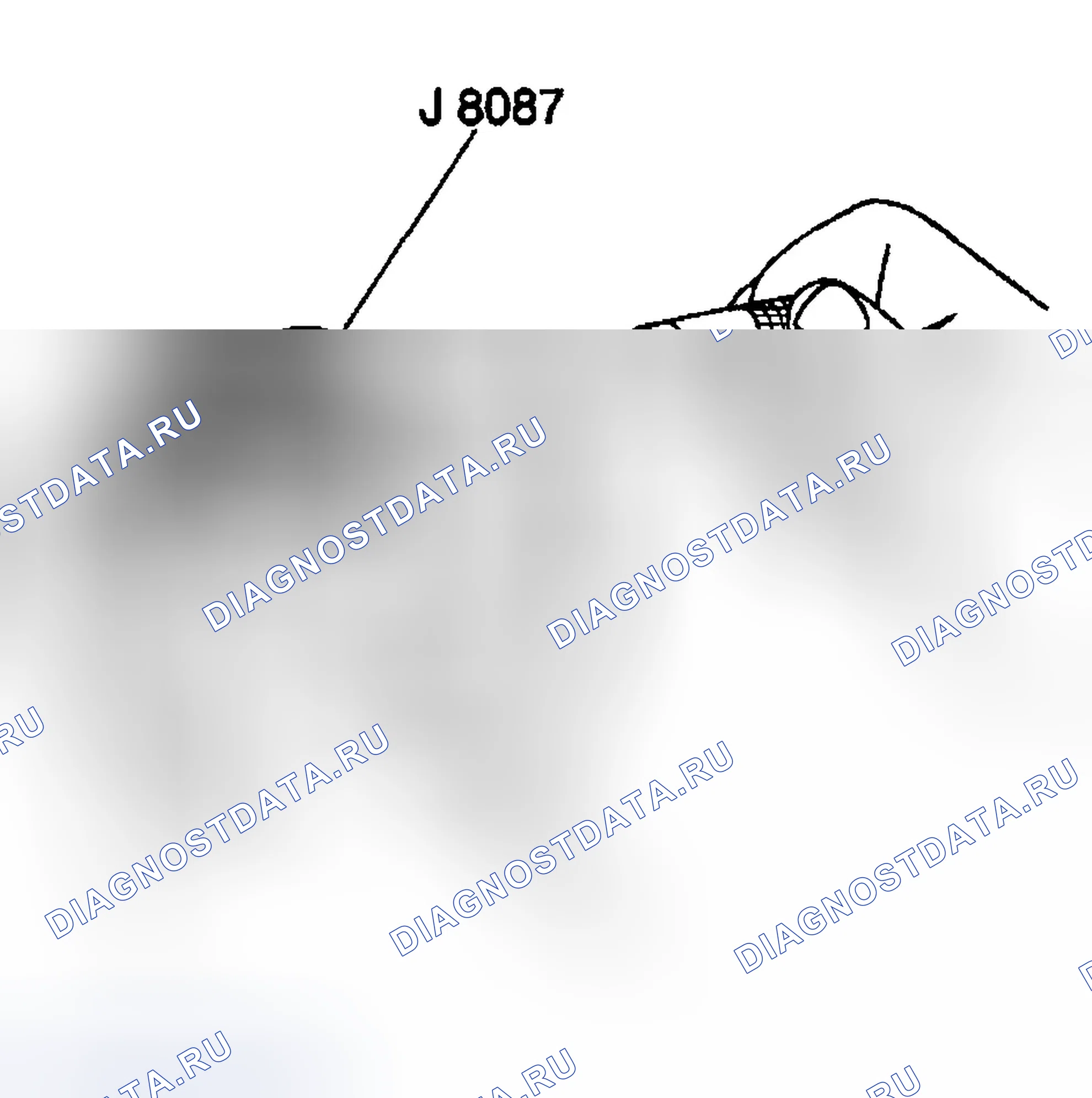
- Используйте J 8087 для измерения диаметра отверстия цилиндра. Измерьте в точке на расстоянии 64 мм (2,5 дюйма) от верхней части отверстия цилиндра и под углом 90 градусов к осевой линии коленчатого вала.
- Измерьте J 8087 микрометром и запишите показания.
- С помощью микрометра или суппорта под прямым углом к отверстию поршневого пальца измерьте поршень на расстоянии 11 мм (0 433 дюйма) от дна юбки.
- Вычесть диаметр поршня из диаметра отверстия цилиндра, чтобы определить зазор между поршнем и отверстием. См. " Механические характеристики двигателя ".
- Если нужный зазор получить не удается, то следует выбрать другой поршень и замерить зазоры. Если надлежащая посадка не может быть получена, отверстие цилиндра может потребовать хонингования или расточки.
- Когда зазор между поршнем и цилиндром будет соответствовать техническим требованиям, нанесите постоянную маркировку на верхнюю часть поршня для установки в соответствующий цилиндр.
Схема №441
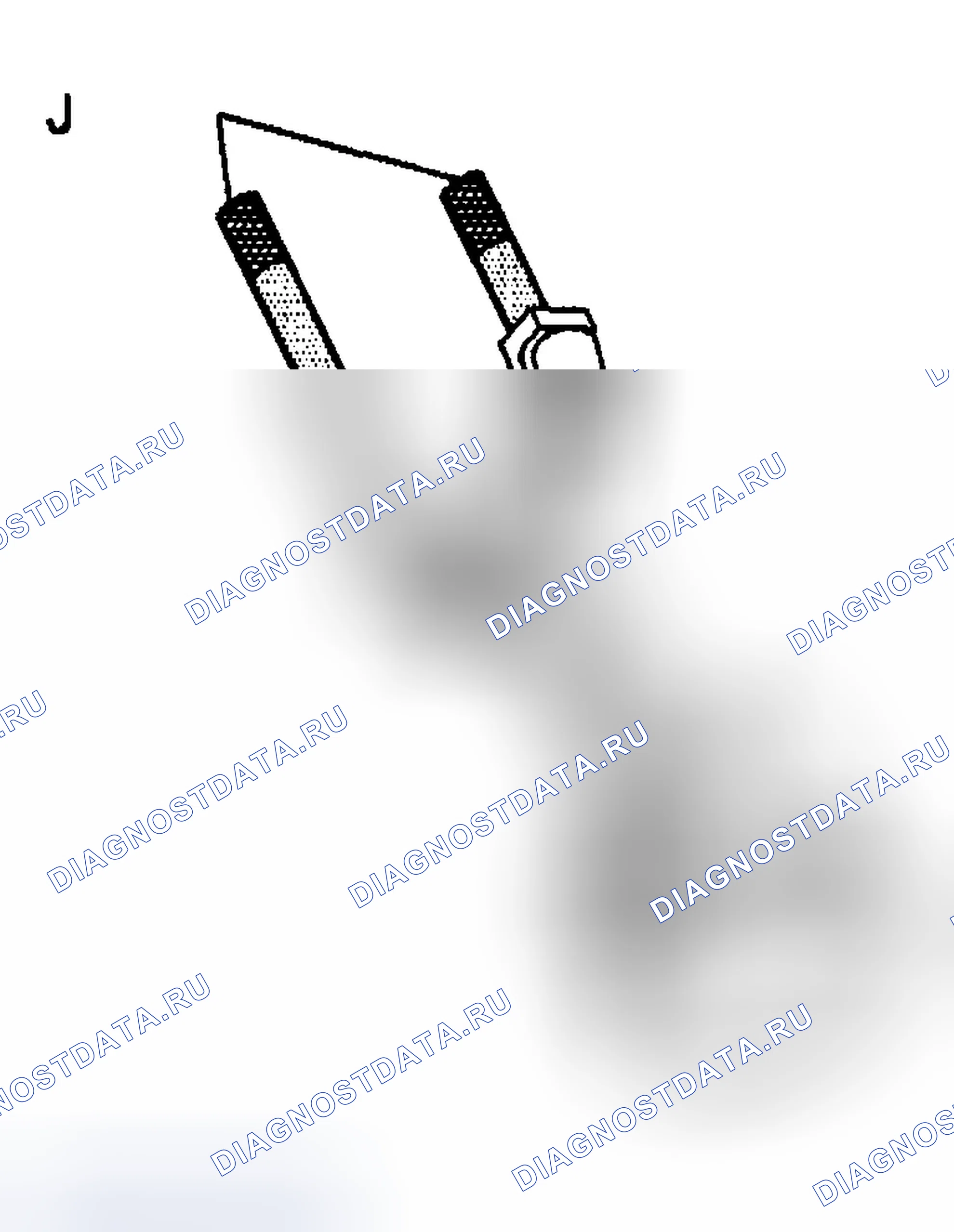
Схема №442
- Смажьте чистым моторным маслом следующие компоненты: Поршень Поршневые кольца Расточка цилиндра Опорные поверхности
- Установите J 5239 на болты шатуна.
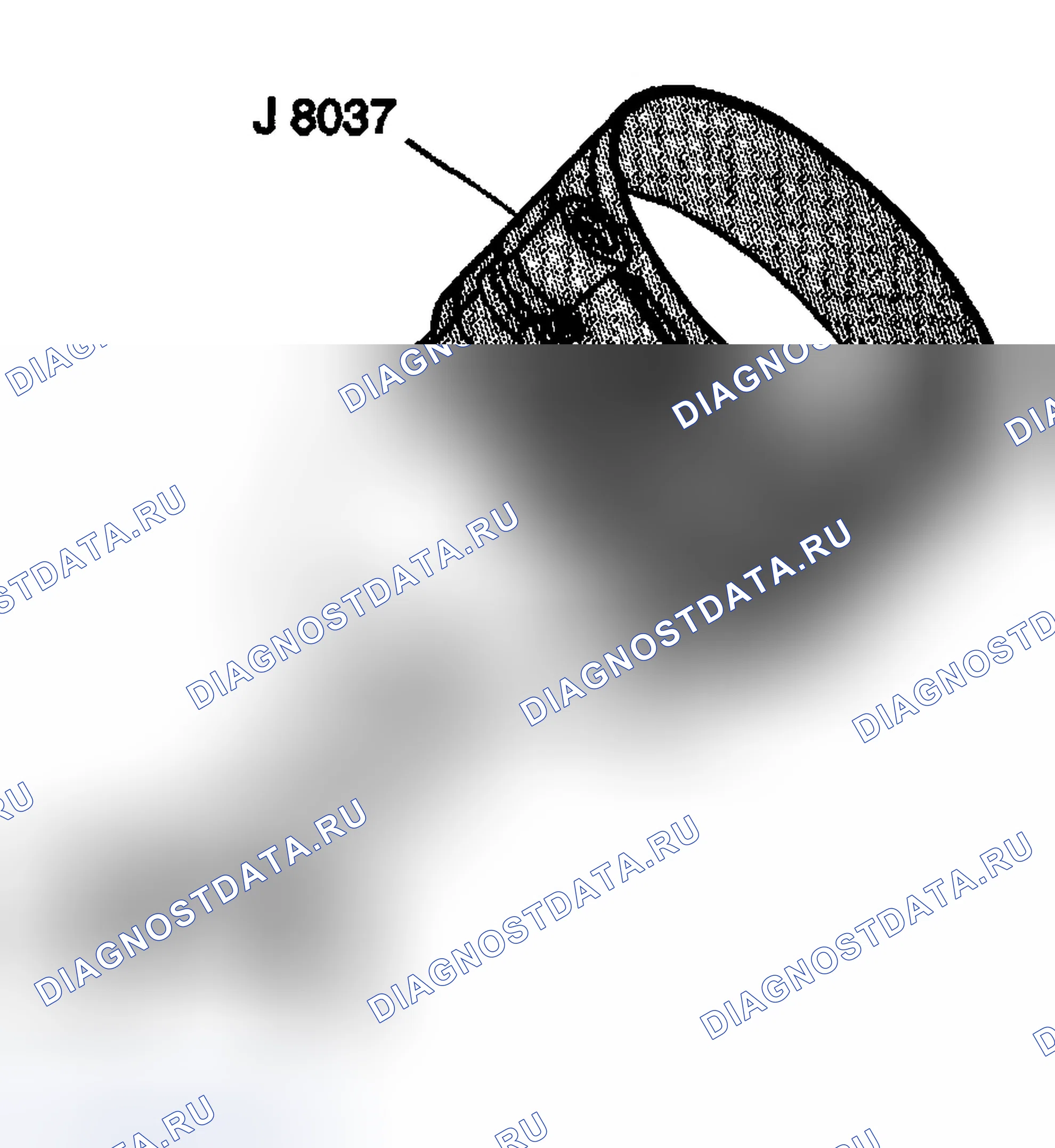
- Установите J 8037 на поршень и сожмите поршневые кольца. Важно: Метка на верхней части поршня должна быть обращена к передней части блока двигателя. При сборке фланцы на шатуне и крышке шатуна должны быть обращены к передней части блока двигателя на левом берегу, и к задней части блока двигателя на правом берегу.
- Установите поршень и шатун в сборе и J 8037 в соответствующее отверстие цилиндра.
- Используйте J 8037 и J 5239 и слегка постучите по верхней части поршня деревянной рукояткой молотка. 5.1 Держите J 8037 плотно к блоку двигателя до тех пор, пока все поршневые кольца не вошли в отверстие цилиндра. 5.2.используйте J 5239 для того, чтобы направить шатун на шейку коленчатого вала.
- Снимите J 5239.
- Установите крышки шатунов, подшипники и гайки. 7.1. Затяните гайки равномерно на первом проходе до 27 Н.м (20 фут-фунтов). 7.2. Используйте J 36660-A, чтобы затянуть гайки на последнем проходе еще на 70 градусов.
- После установки узлов поршня и шатуна слегка постучите по каждому узлу шатуна, параллельно шатунной шейке, чтобы убедиться, что шатуны имеют боковой зазор.
- Измерьте щупом или циферблатным индикатором боковой зазор шатуна между его колпачками. Боковой зазор шатуна должен быть 0,15-0,44 мм (0 006-0 017 дюйма).
Схема №443
Схема №444
- Нанесите чистое моторное масло GM P/N 12345610 (Canadian P/N 993193) или эквивалентное, или дополнение к моторному маслу GM P/N 1052367 (Canadian P/N 992367) или эквивалентное, на следующие компоненты:
- Установите три болта 5 / 16-18 x 4,0 дюйма в отверстия для передних болтов распределительного вала двигателя. ПРИМЕЧАНИЕ: Все шейки распределительного вала имеют одинаковый диаметр, поэтому необходимо соблюдать осторожность при снятии или установке распределительного вала, чтобы избежать повреждения подшипников распределительного вала.
- Используйте болты в качестве ручки для того, чтобы установить распределительный вал двигателя.
- Снимите 3 болта с передней части распределительного вала двигателя.
- При повторном использовании крепежных деталей на резьбу болтов фиксатора распределительного вала нанести резьбовой замок GM P/N 12345382 (Canadian P/N 10953489) или аналогичный.
- Установите фиксатор распределительного вала и болты. Затяните болты фиксатора распределительного вала до 12 Н.м (106 фунтов).
Балансировочный вал
Чугунный балансирный вал смонтирован в картере выше и соосно с распределительным валом. Шестерня распределительного вала приводит в движение шестерню, прикрепленную к балансирному валу. Передний конец балансирного вала опирается на подшипник шарикового типа. На заднем конце балансирного вала используется подшипник втулочного типа.
Распределительный вал
Стальной распределительный вал поддерживается четырьмя подшипниками, запрессованными в блок двигателя. Звездочка цепи газораспределения распределительного вала, установленная спереди распределительного вала, приводится в движение звездочкой коленчатого вала через цепь газораспределения распределительного вала.
Коленчатый вал
Коленчатый вал из чугуна с шаровидным графитом поддерживается четырьмя подшипниками коленчатого вала. Подшипник коленчатого вала номер четыре в задней части двигателя является концевым упорным подшипником. Подшипники коленчатого вала удерживаются крышками подшипников, которые обработаны с блоком двигателя для правильного выравнивания и зазоров. Реактивное кольцо датчика положения коленчатого вала имеет три выступа, используемых для синхронизации коленчатого вала, и выполнено из порошкового металла. Реактивное кольцо датчика положения коленчатого вала имеет небольшую посадку с натягом на коленчатый вал и внутреннюю шпоночную канавку для правильного позиционирования.
Головки цилиндров
Чугунные головки цилиндров имеют по одному впускному и одному выпускному клапану на каждый цилиндр. Между клапанами в боковой части головки цилиндров расположена свеча зажигания. Направляющие и седла клапанов выполнены за одно целое с головкой цилиндров. В 4.3L случаях применения в тяжелых условиях запрессовываются седла выпускных клапанов. Коромысла клапанов расположены на опорах коромысел клапанов и удерживаются болтом.
Блок двигателя
Чугунный блок двигателя имеет шесть цилиндров, расположенных V-образно с тремя цилиндрами в каждом блоке. Начиная с передней стороны блока двигателя, цилиндры в левом банке нумеруются 1-3-5, а цилиндры в правом банке нумеруются 2-4-6 (если смотреть сзади). порядок работы цилиндров цилиндрами - 1-6-5-4-3-2. Цилиндры окружены рубашками охлаждающей жидкости.
Выпускные коллекторы
Чугунные выпускные коллекторы направляют выхлопные газы из камер сгорания в выхлопную систему. Левый выпускной коллектор имеет порт для впускной трубы клапана рециркуляция отработавших газов.
Впускной коллектор
Впускной коллектор состоит из двух частей. Верхняя часть выполнена из композитного материала, а нижняя часть - из литого алюминия. Корпус дроссельной заслонки независимо крепится к верхнему коллектору. Нижний коллектор имеет отверстие для рециркуляции отработавших газов (рециркуляция отработавших газов), отлитое в коллектор для смеси. (рециркуляция отработавших газов) клапанные болты в нижнем впускном коллекторе. Центральная последовательная многопортовая система впрыска топлива использует несколько топливных инжекторов для измерения и распределения топлива в каждом цилиндре. Центральный (последовательный впрыск топлива)
Система клапанов
Движение передается от распределительного вала через гидравлические роликовые толкатели клапанов и трубчатые толкатели клапанов на коромысла клапанов роликового типа. Коромысло клапана роликового типа поворачивается на игольчатом подшипнике, чтобы открыть клапан. Коромысла клапанов для каждой группы цилиндров смонтированы на цельной опоре коромысла клапана. Каждое коромысло клапана удерживается на опоре коромысла клапана и головке цилиндра болтом. Гидравлические подъемники клапанов поддерживают постоянный контакт со всеми частями последовательности клапанов. Каждый гидравлический подъемник клапана действует как автоматический регулятор и поддерживает нулевое напряжение в системе клапанов. Это исключает необходимость периодической регулировки клапанов.
Информация о новой продукции
Цель новой информации о продукте - выделить или указать важные изменения продукта по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько из следующих элементов
- Сравнение компонентов предыдущего года
- Изменения крепежа
- Значения крутящего момента и/или стратегии затяжки крепежа
- Изменены технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются новые специальные инструменты
Сравнение компонентов
- Пересмотрено уплотнение водяного насоса
- Пересмотрен термостат охлаждающей жидкости двигателя
- Новые узлы клапанного коромысла роликового шарнирного типа, использующие цельную опору клапанного коромысла для замены системы шарового шарнирного клапанного коромысла
- Пересмотрены головки цилиндров с использованием сухих отверстий для болтов коромысла клапана
Новые герметики и/или клеи
Никаких новых герметиков или клея не добавлено.
Чистота и уход
- На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения является частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если это специально не оговорено.
- При обслуживании любых внутренних деталей двигателя важен уход и чистота.
- Когда компоненты удаляются для обслуживания, компоненты должны быть промаркированы, организованы или сохранены в определенном порядке для повторной сборки.
- В момент установки компоненты следует устанавливать в том же месте и с той же сопрягаемой поверхностью, что и при демонтаже.
- Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в миллиметрах или тысячных долях дюйма. Поверхности должны быть защищены во избежание повреждения компонентов.
- Нанесите свободное количество чистого моторного масла на зоны трения во время сборки.
- Правильная смазка защитит и смазает зоны трения во время начальной эксплуатации.
Повторное использование прокладки и нанесение герметика
- Не используйте повторно прокладки, если не указано иное.
- Прокладки, которые могут быть использованы повторно, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не указано в процедуре обслуживания.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Соударение компонента следует выполнять на изгибах или усиленных участках компонента для предотвращения деформации компонентов.
Как очистить поверхности прокладок
- Соблюдайте осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Используйте пластиковый или деревянный скребок для того, чтобы удалить весь герметик с компонентов.
Не используйте никакой другой способ или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкую крупку, которую масляный фильтр не может удалить из моторного масла. Это мелкое зерно является абразивом и может вызвать внутренние повреждения двигателя.
Типы герметиков
Важно: Правильный герметик и количество герметика должны быть использованы в правильном месте, чтобы предотвратить утечки масла, утечки охлаждающей жидкости или ослабление крепежа. НЕ меняйте герметики. Используйте только герметик или эквивалент, как указано в процедуре обслуживания.
Следующие 2 основных типа герметика обычно используются в двигателях
- Аэробный герметик комнатной температуры вулканизация (RTV)
- Анаэробный герметик, который включает в себя следующее: Прокладка элиминатор Труба Резьбовой замок
Аэробный тип комнатная температура вулканизации (RTV) герметик
Аэробный тип герметика для вулканизации при комнатной температуре (RTV) отверждается при воздействии воздуха. Этот тип герметика используется там, где 2 компонента, такие как впускной коллектор и блок двигателя, собраны вместе.
Используйте следующую информацию при использовании герметика RTV
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают
- Выпускной коллектор
- Прокладка головки
- Любые другие поверхности, где другой тип герметика указан в процедуре обслуживания
- Всегда следуйте всем рекомендациям по безопасности и указаниям, которые есть на контейнере с герметиком RTV.
- Используйте пластиковый или деревянный скребок, чтобы удалить весь герметик RTV с компонентов.
ПримечаниеНе допускайте попадания герметика RTV в глухое резьбовое отверстие. Герметик RTV, который допускается в глухое резьбовое отверстие, может вызвать гидравлическую блокировку крепежа при затягивании крепежа. Гидравлический замок крепежного элемента может привести к повреждению крепежного элемента и/или компонентов. Гидравлический замок крепежной детали также может препятствовать получению надлежащих зажимных нагрузок при затягивании крепежной детали. Неправильные зажимные нагрузки могут помешать надлежащей герметизации компонентов, что может привести к утечке. Предотвращение надлежащего затягивания крепежа может позволить компонентам ослабнуть или отделиться, что приведет к обширному повреждению двигателя.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте размер шарика герметика RTV, как указано в процедуре обслуживания.
- Нанесите уплотнительный валик RTV на внутреннюю поверхность болтовых отверстий.
Важно: Не ждите, пока герметик RTV к коже над.
- Соберите компоненты, пока герметик RTV еще влажный на ощупь, в течение 3 минут.
Важно: Не затягивайте крепежные элементы.
- Затяните крепежные детали последовательно, если указано, и в соответствии с надлежащими спецификациями крутящего момента.
Анаэробный тип Прокладки Элиминатора Герметика
Герметик-разделитель прокладок анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется там, где собраны вместе 2 жесткие детали, например, отливки. Когда 2 жесткие детали разобраны, и герметик или прокладка не заметны, то 2 детали, вероятно, были собраны с использованием герметика-разделителя прокладок анаэробного типа.
Используйте следующую информацию при использовании прокладочного герметика
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере с уплотнителем для прокладки.
- На один фланец нанести непрерывный валик герметика прокладочного элиминатора. Уплотняемые поверхности должны быть чистыми и сухими.
ПримечаниеНе допускайте попадания герметика в глухое отверстие. Герметик может помешать крепежной детали достичь надлежащей нагрузки зажима, вызвать повреждение компонента при затягивании крепежной детали или привести к отказу компонента.
Важно
- Частично затянутые крепежные детали уплотнителя прокладки, а также затвердевание уплотнителя уплотнителя прокладки более пяти минут могут привести к неправильной прокладке и уплотнению соединения.
- Не допускайте чрезмерного затягивания крепежных деталей. Равномерно нанесите герметик-разделитель прокладок для получения равномерной толщины герметика-разделителя прокладок на уплотнительной поверхности. Затягивайте крепежные детали последовательно, если это указано, и с соблюдением соответствующих технических требований к крутящему моменту. После правильной затяжки крепежных деталей удалите излишки герметика-разделителя прокладок с внешней стороны соединения.
Анаэробный тип Threadlock герметик
Герметик резьбовой анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется для блокировки резьбы и уплотнения болтов, фитингов, гаек и шпилек. Этот тип герметика отверждается только тогда, когда заключен между 2 плотно прилегающими металлическими поверхностями.
Используйте следующую информацию при использовании герметика threadlock
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере для герметика резьбового замка.
- Уплотняемые резьбовые поверхности должны быть чистыми и сухими.
- Нанесите герметик threadlock, как указано на контейнере для герметика threadlock.
Важно
- Частично затянутые крепежные детали, а затем затвердевание герметика резьбового замка в течение более пяти минут может привести к неправильной нагрузке зажима собранных компонентов.
- Не затягивайте крепежные детали.
- Затяните крепежные детали последовательно, если указано, и в соответствии с надлежащими спецификациями крутящего момента.
Герметик для труб анаэробного типа
Герметик для труб анаэробного типа отверждается в отсутствие воздуха и остается податливым при отверждении. Этот тип герметика используется там, где 2 детали собраны вместе и требуют герметичного соединения.
Используйте следующую информацию при использовании герметика для труб
- Не используйте герметик для труб в местах, где ожидаются экстремальные температуры. Эти области включают
- Выпускной коллектор
- Прокладка головки
- Поверхности, для которых указан другой герметик
- Всегда следуйте всем рекомендациям по технике безопасности и указаниям, которые есть на контейнере с герметиком для труб.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте валик герметика для труб такого размера или количества, как указано в процедуре обслуживания.
ПримечаниеНе допускайте попадания герметика в глухое отверстие. Герметик может помешать крепежной детали достичь надлежащей нагрузки зажима, вызвать повреждение компонента при затягивании крепежной детали или привести к отказу компонента.
- Нанесите валик герметика трубы на внутреннюю сторону любых участков отверстий под болты.
- Нанести непрерывный валик герметика трубы на 1 уплотнительную поверхность.
Важно: Не затягивайте крепежные элементы.
- Затяните крепежные детали последовательно, если указано, и в соответствии с надлежащими спецификациями крутящего момента.
Разделение деталей
Важно: Многие внутренние компоненты двигателя будут развивать специфические схемы износа на своих трущихся поверхностях.
При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы и организованы таким образом, чтобы обеспечить повторную установку в исходное место и положение.
Отметьте или определите следующие компоненты
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца для конкретного отверстия цилиндра
- Шатун к шейке коленчатого вала
- Шатун к крышке шатуна
- Подшипники коленчатого вала и шатунные подшипники
- Кулачковый вал двигателя и толкатели клапанов
- Подъемники клапанов, коромысла клапанов и опоры коромысел клапанов
- Клапан к направляющей клапана
- Пружина клапана в положение головки цилиндров
- Расположение и направление крышки подшипника блока цилиндров двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Инструменты и оборудование
Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Инструменты (или их эквиваленты) специально разработаны для быстрого и безопасного выполнения операций, для которых предназначены инструменты. Использование специальных инструментов также позволит минимизировать возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие элементы
- Одобренные защитные очки и защитные перчатки
- Чистая, хорошо освещенная рабочая зона
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Поддоны или контейнеры для хранения для хранения деталей и крепежных элементов
- Соответствующий набор ручного инструмента
- Утвержденный стенд для ремонта двигателя
- Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов