Порядок бурения
Важно: Для двигателей объемом 4,8 / 5,3 / 6,0 л доступны рабочий поршень увеличенного размера 0,5 мм (0,02 дюйма) и комплект поршневых колец.
Схема №719
- Измерьте все поршни микрометром, чтобы определить диаметр отверстия цилиндра.
- Прежде чем использовать любой тип борштанги, используйте мелкий напильник и очистите верхнюю часть блока цилиндров, удаляя любую грязь или заусенцы. Если не осмотреть блок цилиндров, возможно, расточная планка неправильно расположена, наклонена, а расточка расточена под неправильным углом.
- Тщательно следуйте инструкциям производителя по эксплуатации оборудования.
- При расточке цилиндров убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников коленчатого вала до надлежащего крутящего момента во избежание искажения расточек цилиндров при окончательной сборке.
- Когда вы возьмете окончательный разрез с помощью борштанги, оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования и посадки поршня.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечного зазора крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкосортными камнями. Выполните окончательную хонингование мелкосортным камнем, хонингование цилиндра до надлежащего зазора.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно осмотрите отверстие цилиндра на предмет посадки с выбранным поршнем. Все измерения поршня или отверстия цилиндра должны производиться с компонентами при нормальной комнатной температуре.
- При хонинговании цилиндра для подгонки к негабаритному поршню сначала выполните предварительное хонингование с помощью 100-гранитного камня.
- Выполните окончательное хонингование цилиндра с помощью камня зернистостью 240 и получите рисунок штриховки крестиком 45 градусов. Для окончательного хонингования предпочтителен камень зернистостью 240. При отсутствии камня с зернистостью 240 в качестве заменителя может быть использован камень с зернистостью 220.
- При хонинговании для устранения конусности в цилиндре делайте полные ходы по всей длине расточки. Многократно наблюдайте за измерением вверху, в середине и внизу расточки.
- Финишные отметки должны быть чистыми, но не острыми. Отделочные метки также должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- Измерив выбранный поршень в точке калибровки и добавив среднее значение спецификации зазора, можно определить требуемый окончательный размер хонингования цилиндра.
- После завершения восстановленные отверстия цилиндров должны иметь меньше или соответствовать указанным требованиям к некруглости и конусности.
- После окончательного хонингования и перед осмотром поршня на предмет посадки отверстия цилиндров очистить горячей водой и моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки расточки цилиндра просушите расточку чистой ветошью.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Процедура дегазации
Используя шаровой тип или самоцентрирующийся хонинговальный инструмент, слегка обезжирьте отверстие цилиндра. Дегазацию следует производить только для удаления любых отложений, которые могли образоваться. Используйте 240-гранитный камень из карбида кремния или эквивалентного материала при предварительной обработке процедуры обезжиривания.
Для окончательного хонингования предпочтителен камень зернистостью 240. При отсутствии камня с зернистостью 240 в качестве заменителя может быть использован камень с зернистостью 220.
Схема №720
Процедура очистки
Важно: соблюдайте осторожность при обращении с коленчатым валом. Избегайте повреждения опорных поверхностей или лепестков реактивного кольца положения коленчатого вала. Повреждение зубьев реактивного кольца положения коленчатого вала может повлиять на производительность системы On-Board Diagnostics (бортовая система диагностики) II.
Схема №721

- Очистите коленчатый вал растворителем.
- Тщательно очистите все масляные каналы и осмотрите на наличие ограничений или заусенцев.
Измерение зазора главного подшипника
Важно: Основные подшипники коленчатого вала являются прецизионными вкладышами. Крышки основных подшипников обрабатываются с блоком двигателя для обеспечения надлежащего зазора и не могут быть отформованы или поданы для посадки подшипника. Если зазоры окажутся чрезмерными, может потребоваться ремонт или замена новых подшипников и / или блока двигателя и крышки.
Не вращайте коленчатый вал, пока калибровочный пластик находится между шейкой коленчатого вала и опорной поверхностью.
Зазоры подшипников коленчатого вала являются критическими. Чрезмерный зазор подшипников может повлиять на сигналы датчиков положения коленчатого вала и может повлиять на работу системы бортовой диагностики (бортовая система диагностики) II.
Важно: Снимите боковые болты крышки подшипника перед снятием крышки.
Схема №722
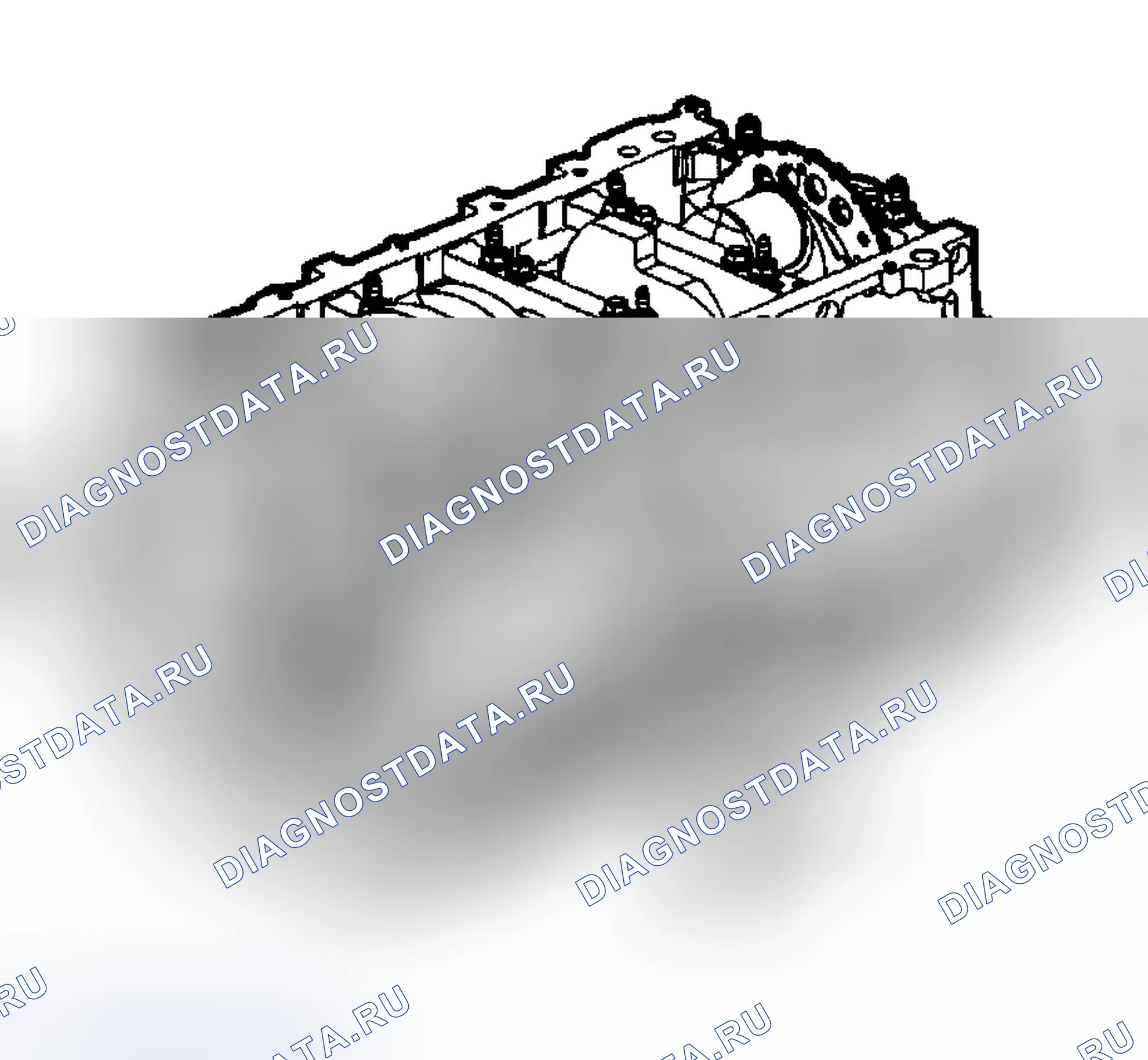
Схема №723
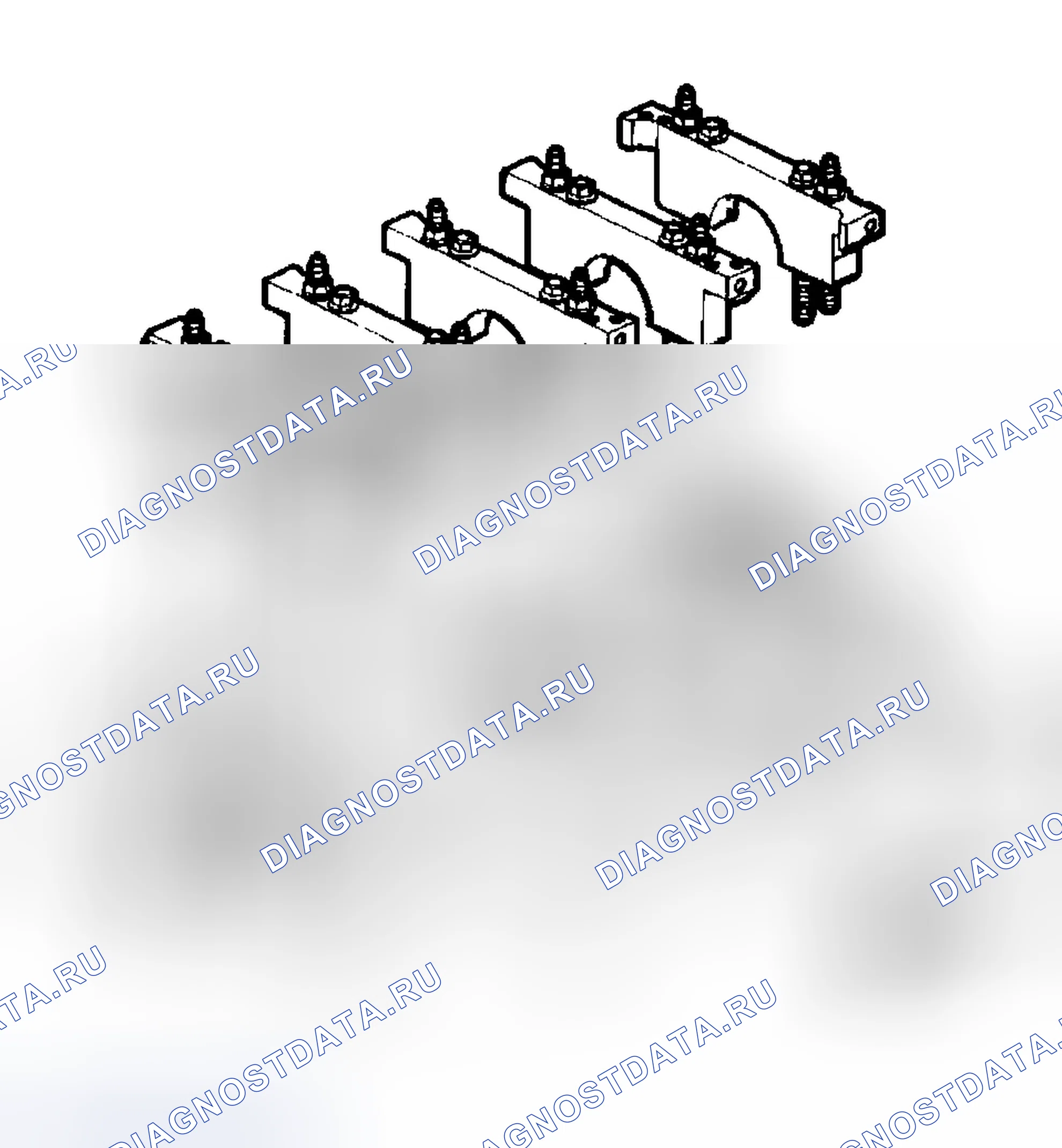
Схема №724
Схема №725
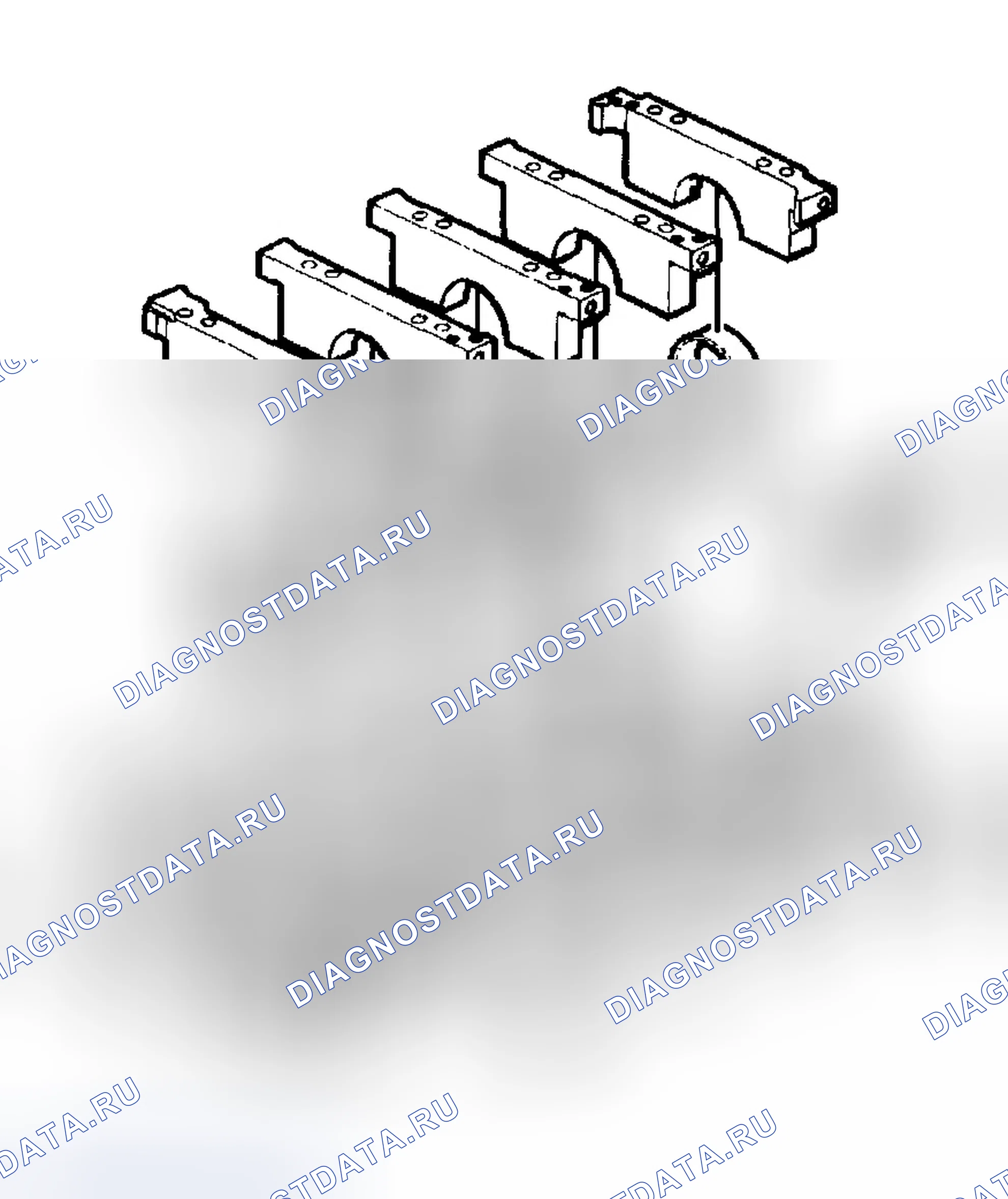
Схема №726

Схема №727
Схема №728
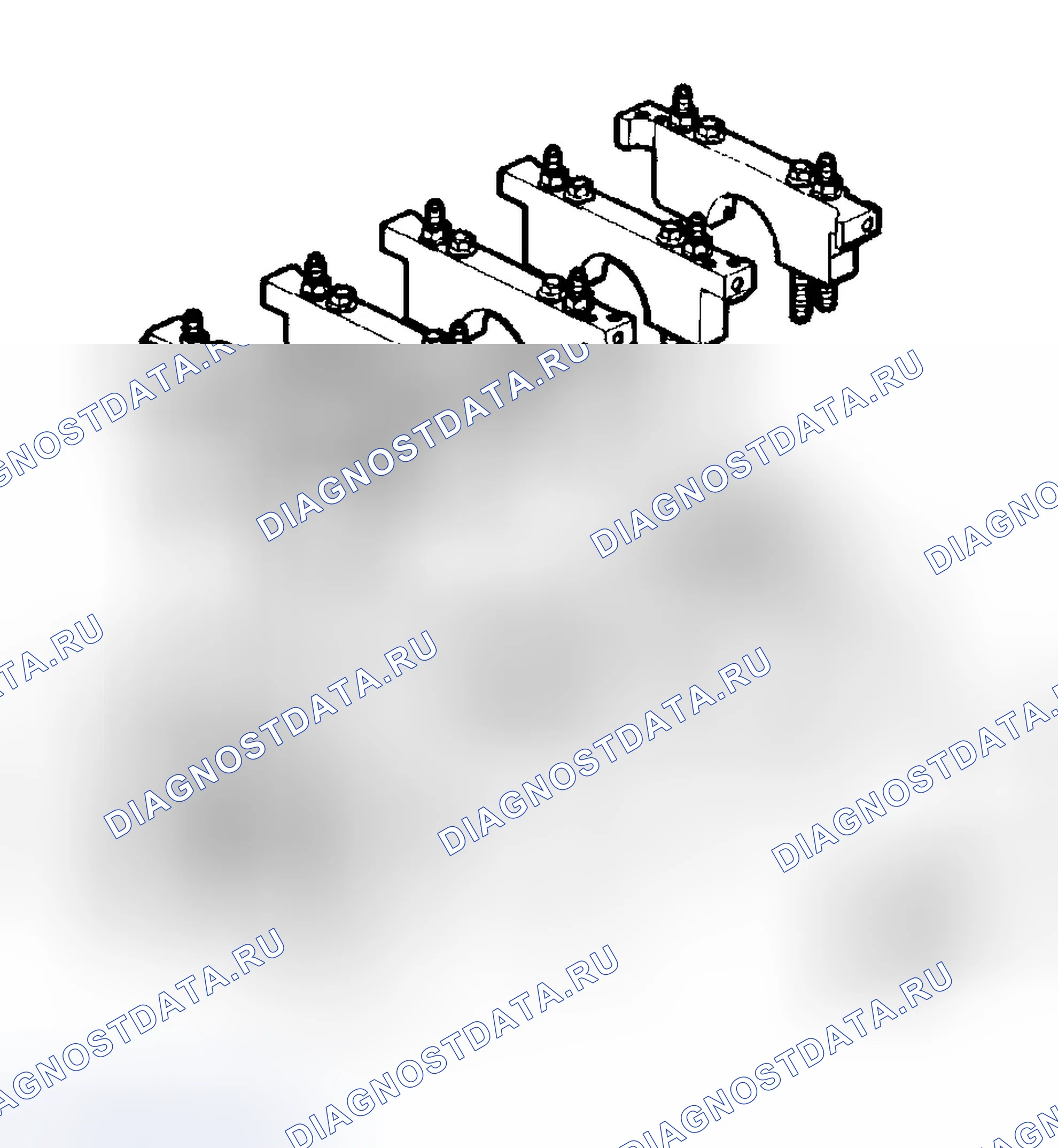
Схема №729
Схема №730
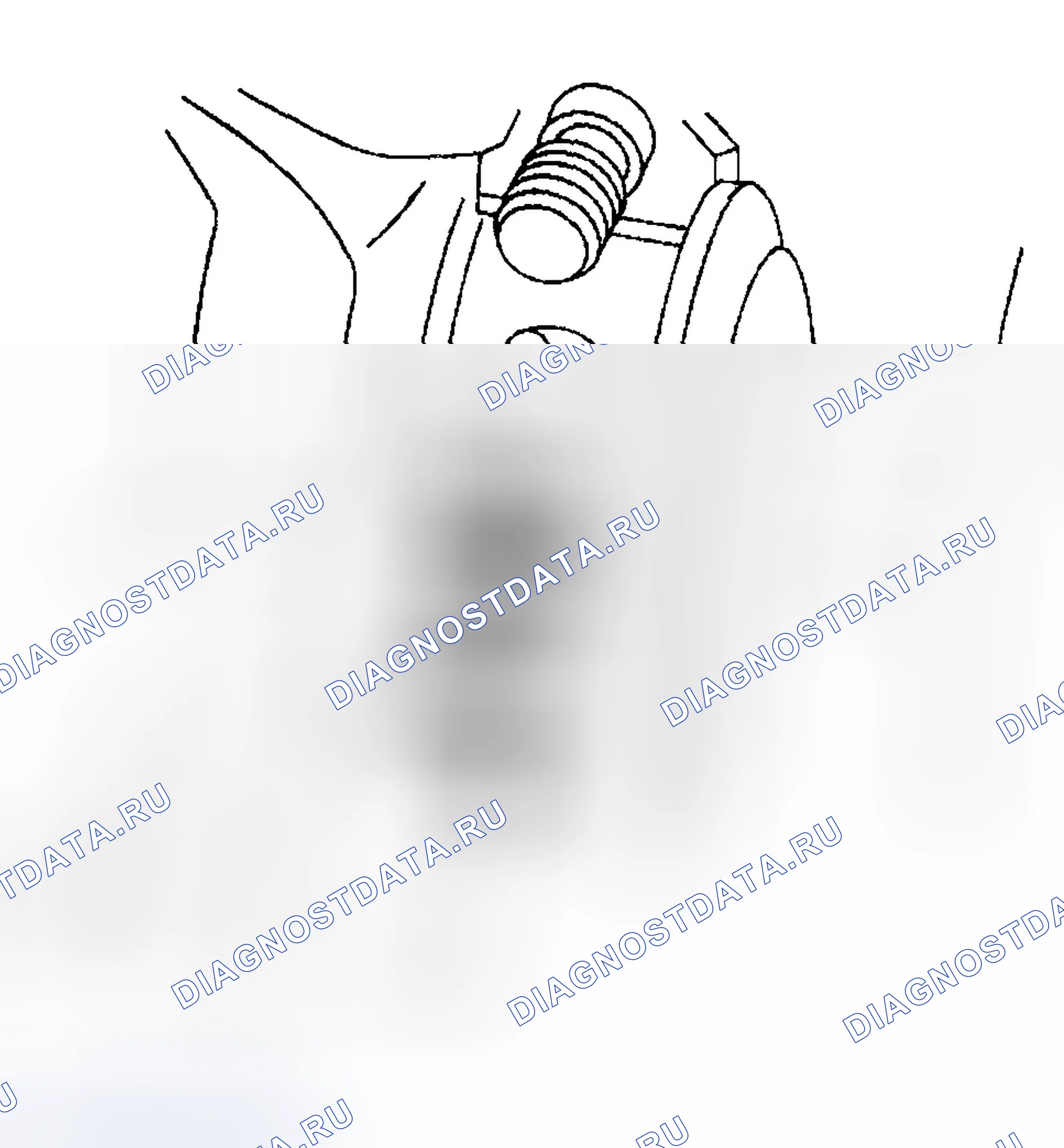
Схема №731
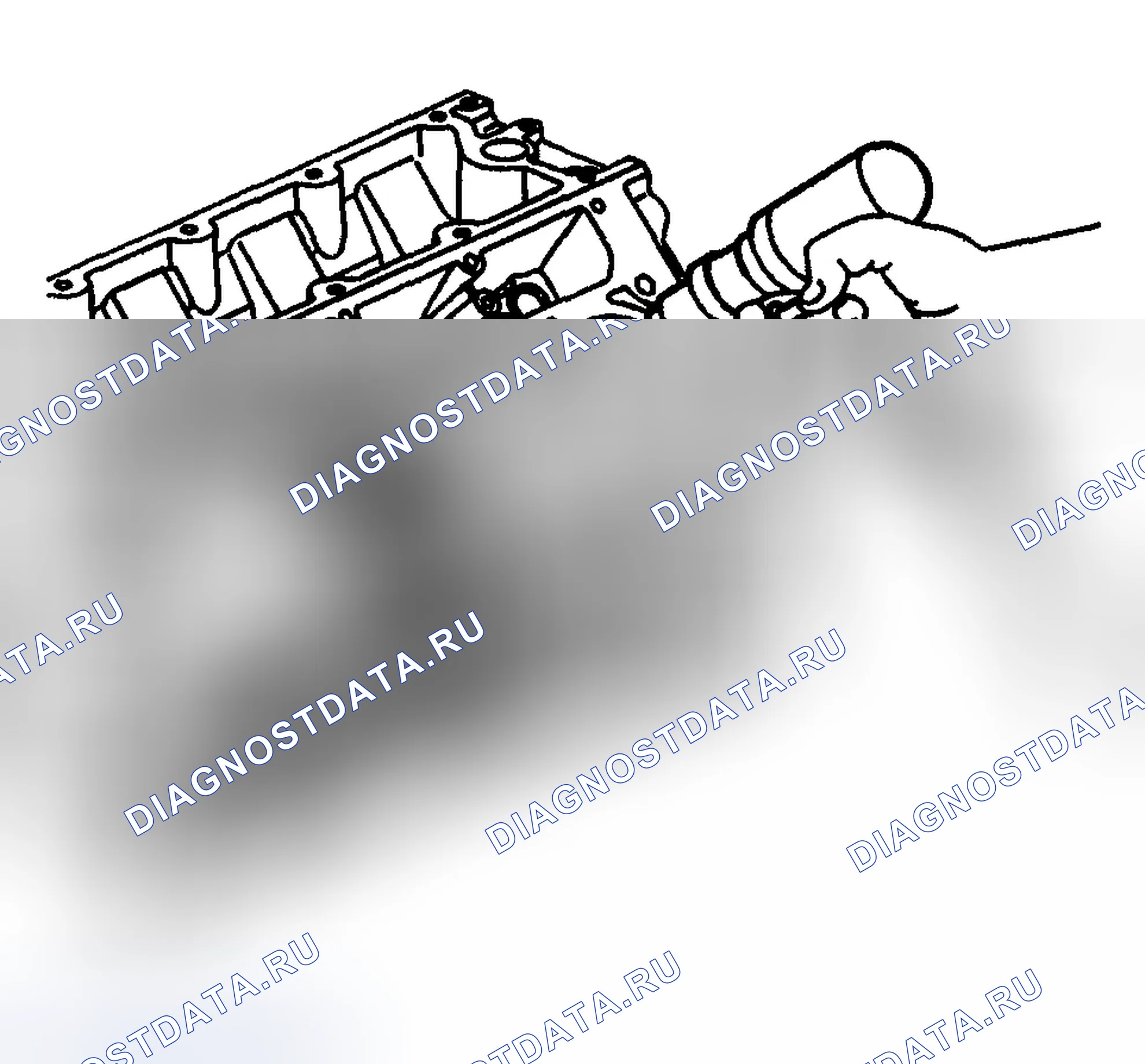
- Снимите боковые болты крышки подшипника M8.
- Снимите болты и шпильки крышки подшипника М10.
- Установите J 41818 на крышку подшипника. Затяните болты J 41818 до 11 Н.м (100 фунтов в дюйм).
- Установите J 6125- 1b на J 41818, чтобы снять крышку подшипника.
- Снимите крышку подшипника и нижний подшипник.
- Установите калибровочный пластик на шейку коленчатого вала. Установить калибрующий пластик на всю ширину шейки подшипника коленчатого вала.
- Установить крышку подшипника, крышку подшипника, болты и болты / шпильки. 7.1 Затянуть внутренние болты (1-10) перед первым болтом до 20 Н.м. 7.2 Затянуть внутренние болты (1-10) перед последним проходом до 80 градусов с помощью J 36660-A. 7.3. Затянуть внешние болты / шпильки (11-20) перед первым проходом до 20 Н.м. 7.4. Затянуть внешние болты / шпильки перед последним проходом (20). J36660
- Снимите боковые болты крышки подшипника M8.
- Снимите болты крышки подшипника и болты / шпильки.
- Снимите крышку подшипника с помощью 6125-1B J 41818 и J.
- Измерьте калибровочный пластик в его самой широкой области, используя шкалу, поставляемую с комплектом пластикового калибровочного материала. Если калибровочный пластик показывает неравномерность в шейке, превышающую 0 025 мм (0 001 дюйма), снимите коленчатый вал и измерьте шейку микрометром. Если зазор подшипника больше 0 052 мм (0,0021 дюйма), выберите и установите набор подшипников меньшего размера, и измерьте зазор с помощью калибровочного пластика. Если зазор не может быть доведен до технических характеристик, замените коленчатый вал или выполните шлифовку коленчатого вала следующим.
- Измерить люфт конца коленчатого вала. 12.1. Произвести тягу коленчатого вала вперед или назад. 12.2. Вставить щуп между центральным подшипником коленчатого вала и опорной поверхностью коленчатого вала и измерить зазор подшипника. Надлежащий зазор люфта конца коленчатого вала составляет 0,04-0,2 мм (0,0015-0,0078 дюйма). 12.3. Если зазор подшипника не соответствует техническим условиям: Проверить поверхности упора на наличие забоин, выбоин или поднятых поверхностей металла можно удалить.
Измерение зазора шатунного подшипника
Важно: Шатунные подшипники являются прецизионным вставным типом. Шатуны имеют порошковую металлическую конструкцию и не могут быть отформованы или подшиты для посадки подшипника. Если зазоры оказываются чрезмерными, требуется новый подшипник и / или шатун.
Не вращайте коленчатый вал, пока калибровочный пластик находится между шейкой коленчатого вала и опорной поверхностью.
Схема №732
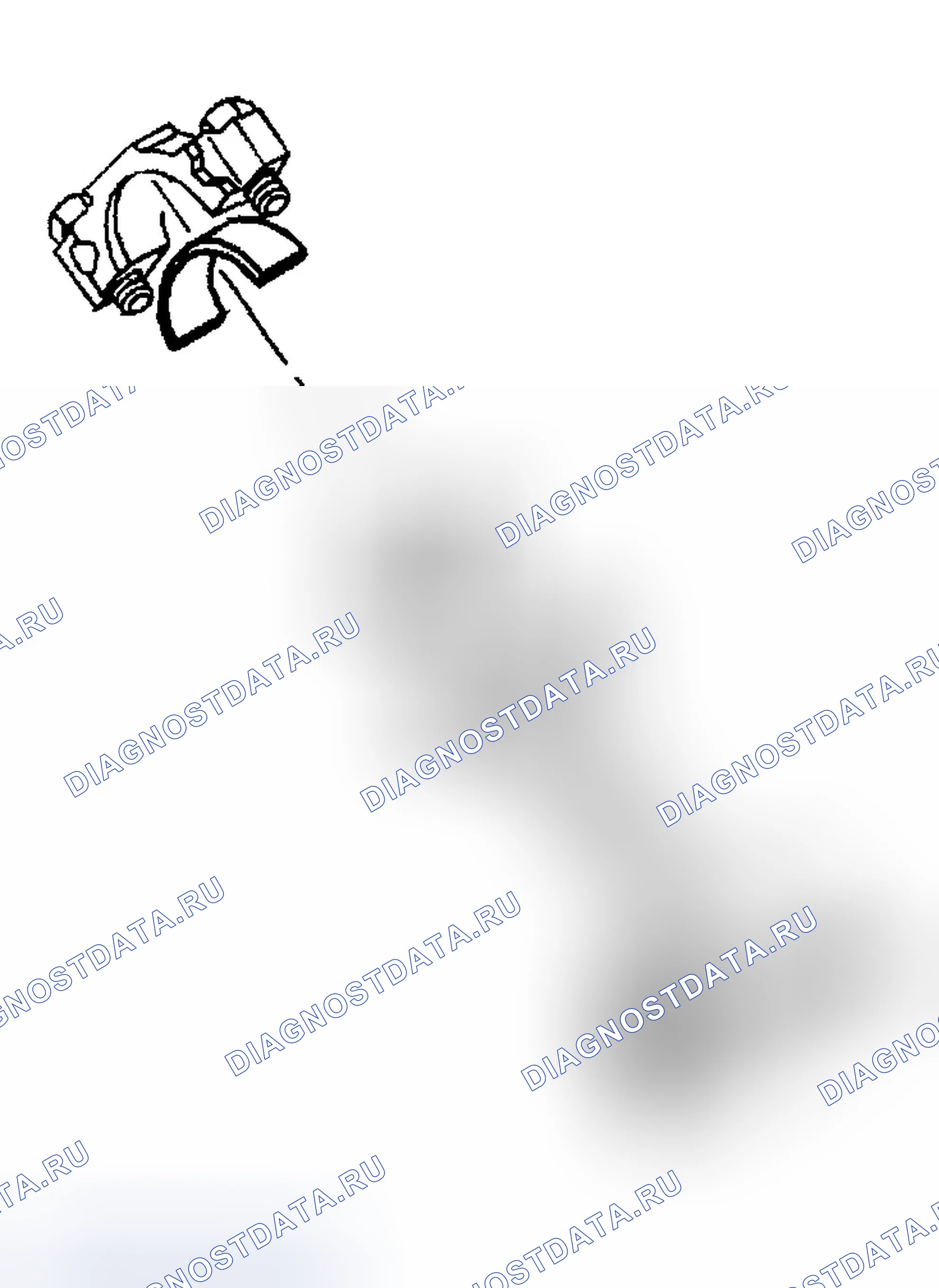
Схема №733

Схема №734
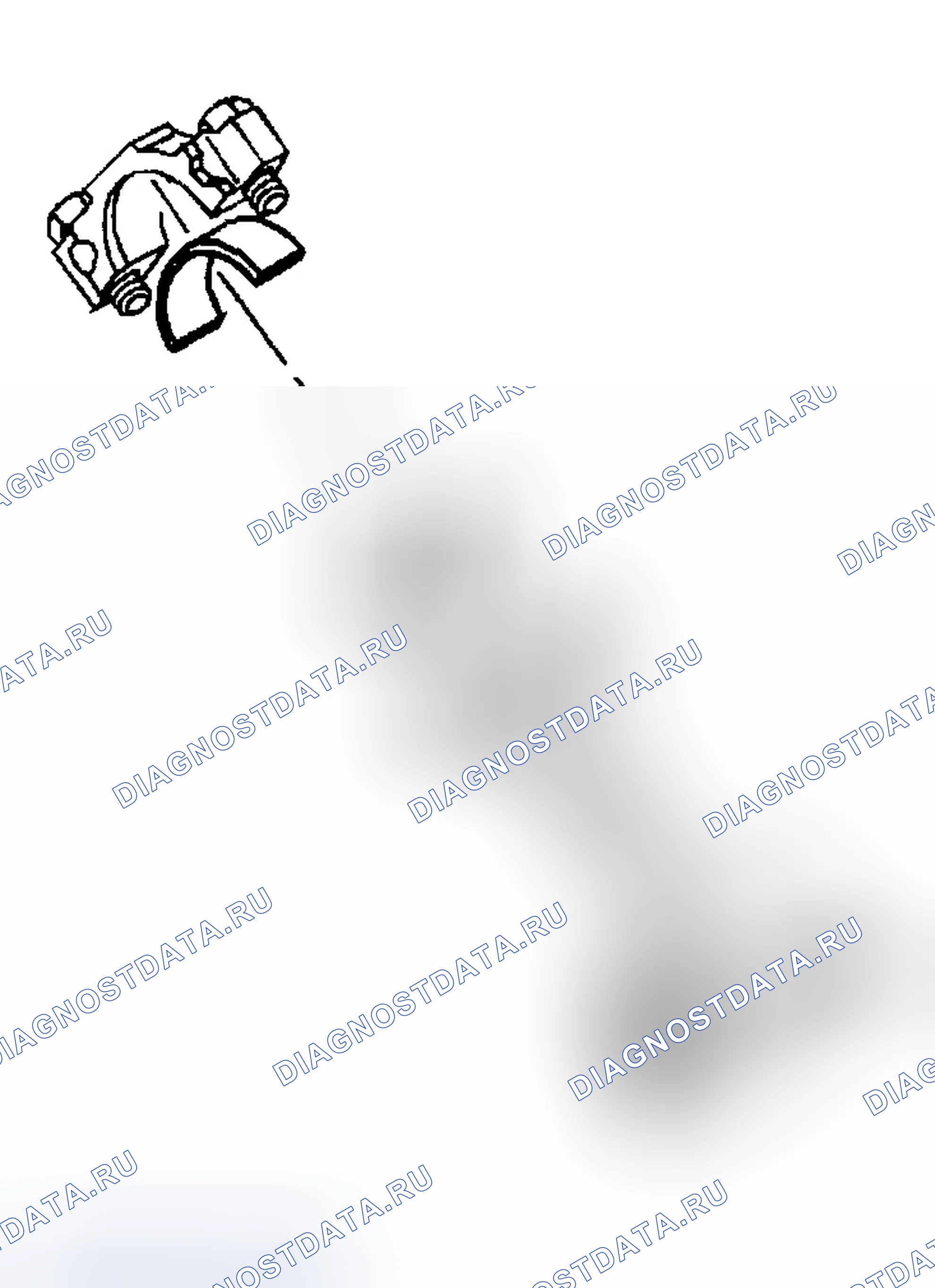
Схема №735
- Снимите крышку подшипника, половину подшипника и болты.
- Установить калибрующую пластмассу на шейку подшипника шатуна. Установить калибрующий пластик на всю ширину цапфы.
- Установить крышку подшипника, подшипник и болты. 3.1. Затянуть болты шатуна в первом проходе до 20 Н.м. 3.2. Затянуть болты шатуна первой конструкции в окончательном проходе до 60 градусов, используя J 36660-A. 3.3. Затянуть болты шатуна второй конструкции в окончательном проходе до 75 градусов, используя J 36660-A. См. " Установка поршня, шатуна и подшипника ".
- Снимите крышку подшипника, подшипник и болты.
- Измерьте калибровочный пластик в его самой широкой области, используя весы, поставляемые с комплектом пластикового датчика. Зазор шатунного подшипника должен быть 0 023-0 076 мм (0,0009-0 003 дюйма).
Схема №736

- Очистите балансир коленчатого вала в растворителе.
- Очистите канавки ремня от всей грязи или мусора проволочной щеткой.
- Просушите балансир коленчатого вала сжатым воздухом.
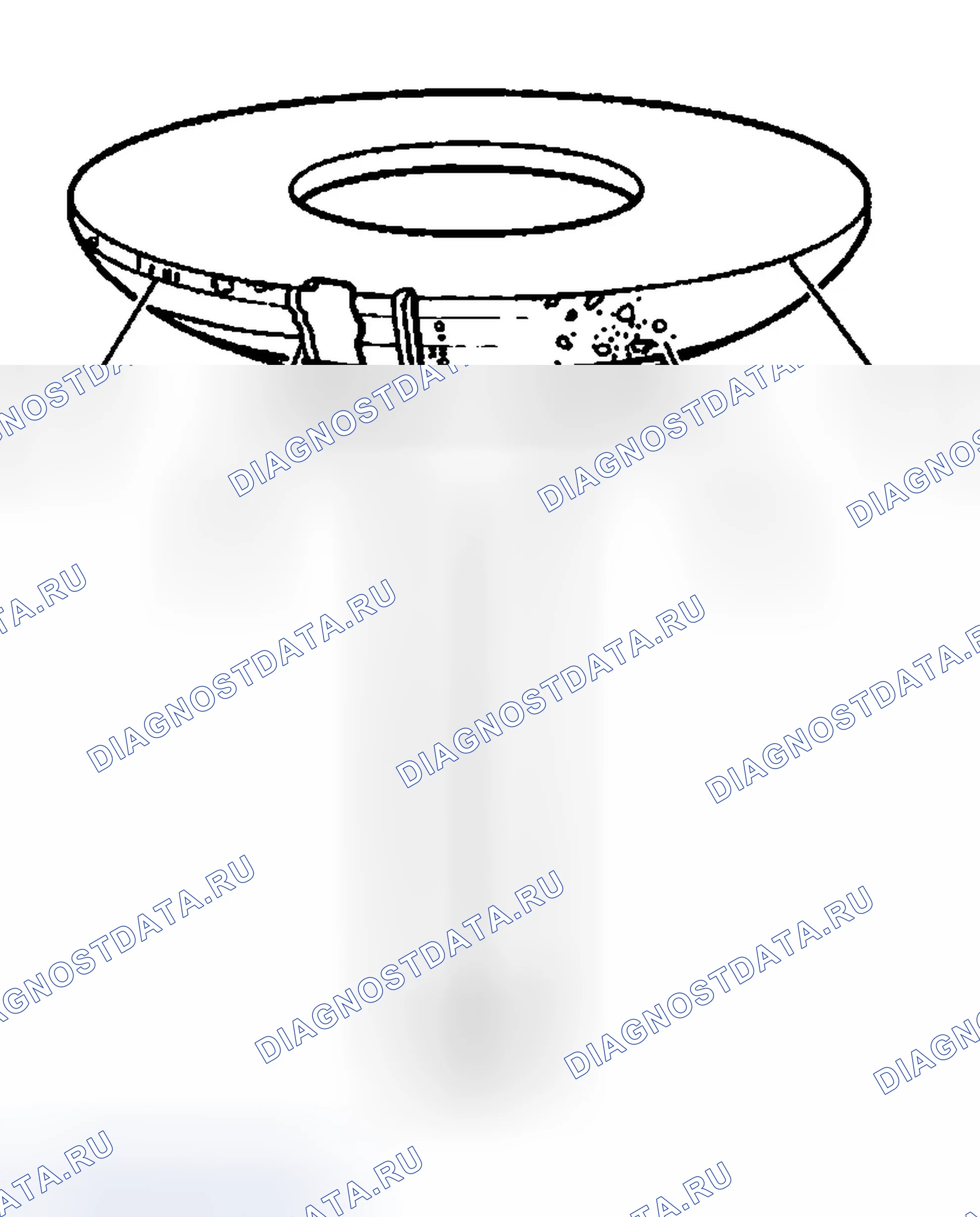
- Проверьте балансир коленчатого вала на предмет следующего: Изношенная, рифленая или поврежденная поверхность уплотнения ступицы. Поверхность уплотнения ступицы балансира коленчатого вала с чрезмерным задиранием, канавками, ржавчиной или другими повреждениями должна быть заменена. Незначительные дефекты на поверхности уплотнения ступицы могут быть удалены с помощью полировочного состава или мелкой шлифовальной шкурки. Важно: Для правильного отслеживания ремня канавки ремня могут быть свободны от всей грязи или мусора. Грязные или поврежденные канавки ремня могут быть удалены.
Прессовая посадка поршневого пальца
Необходимые инструменты
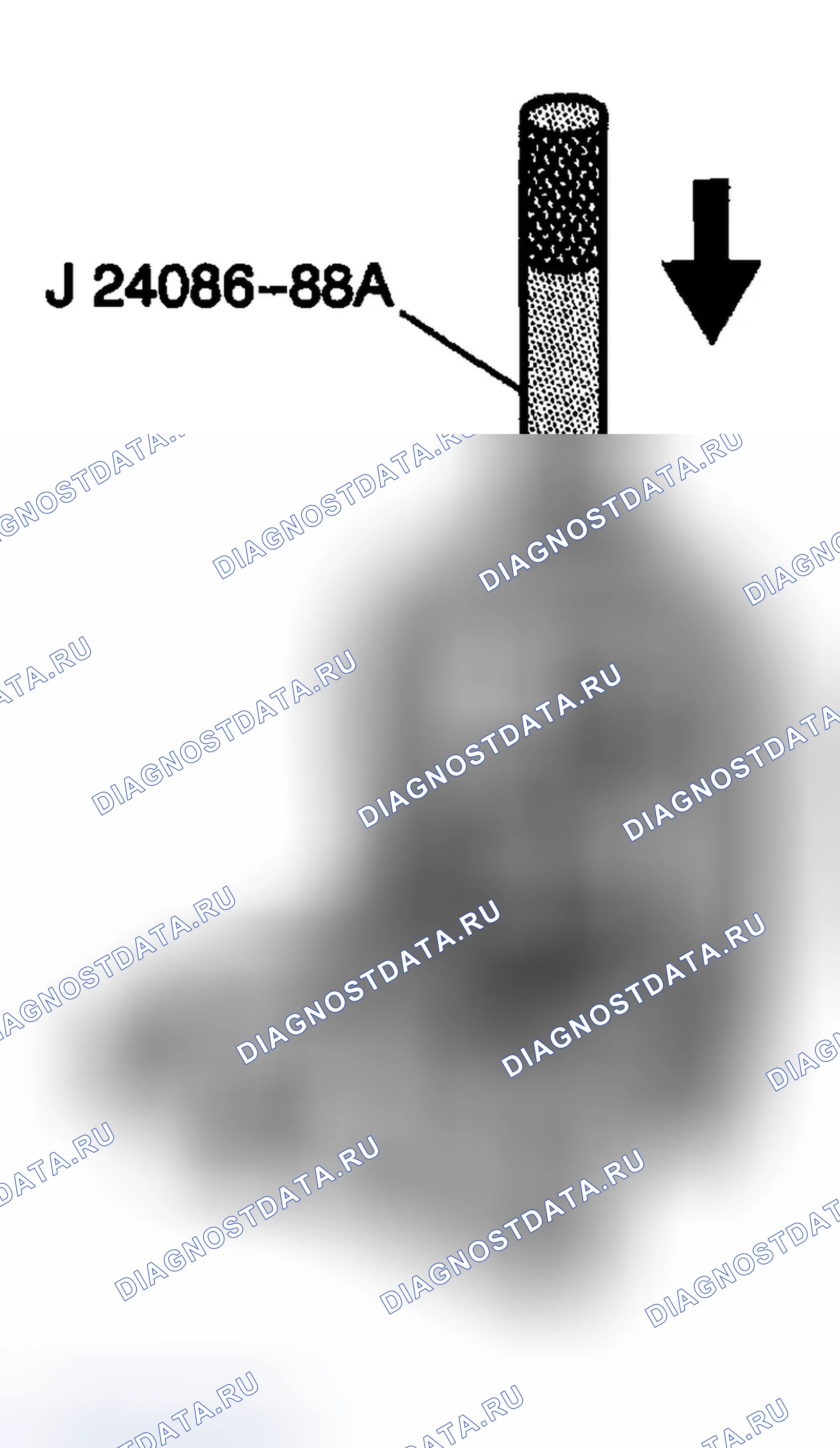
J 24086-C Комплект для извлечения/установки поршневого пальца
Схема №737
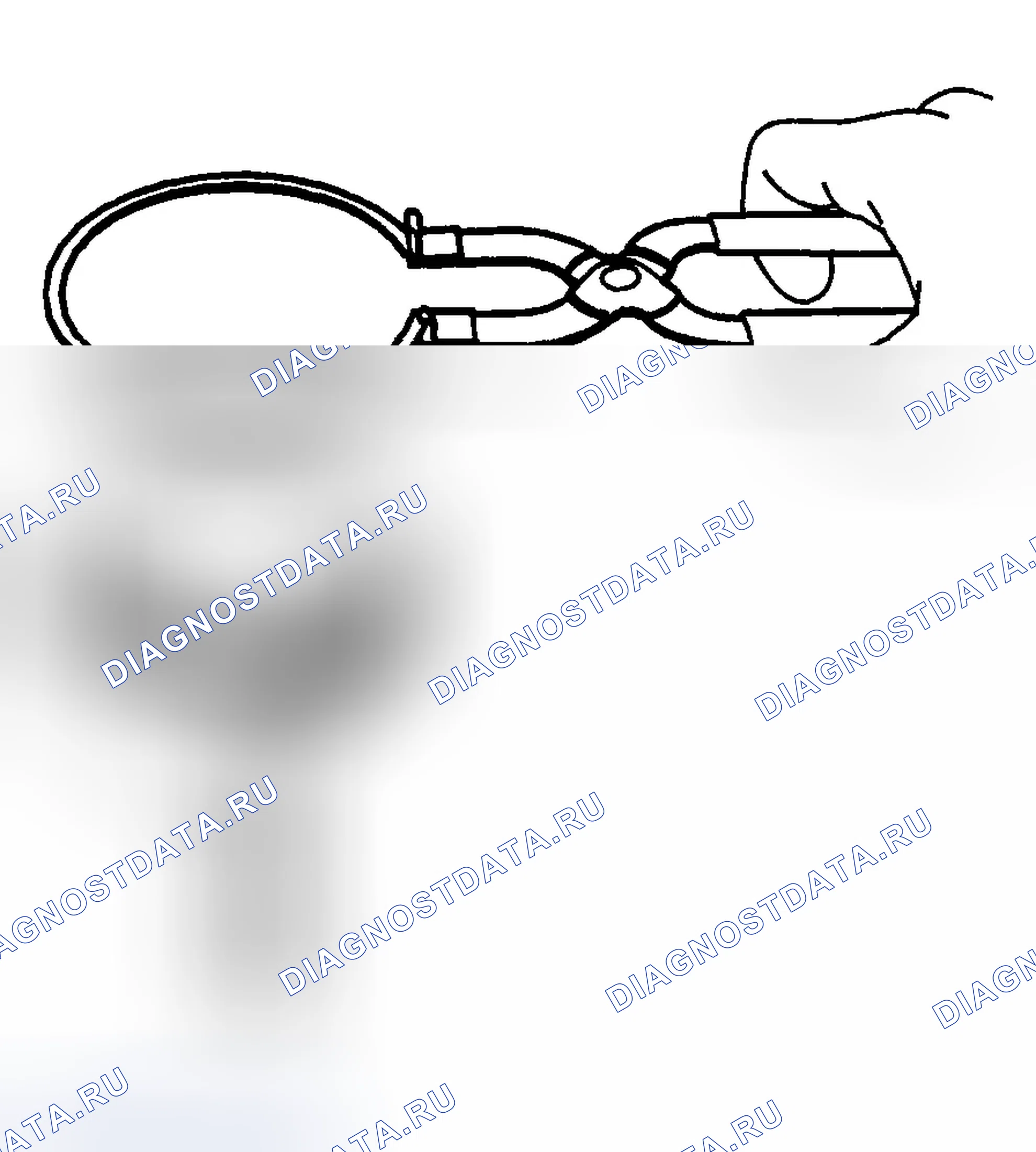
Схема №738
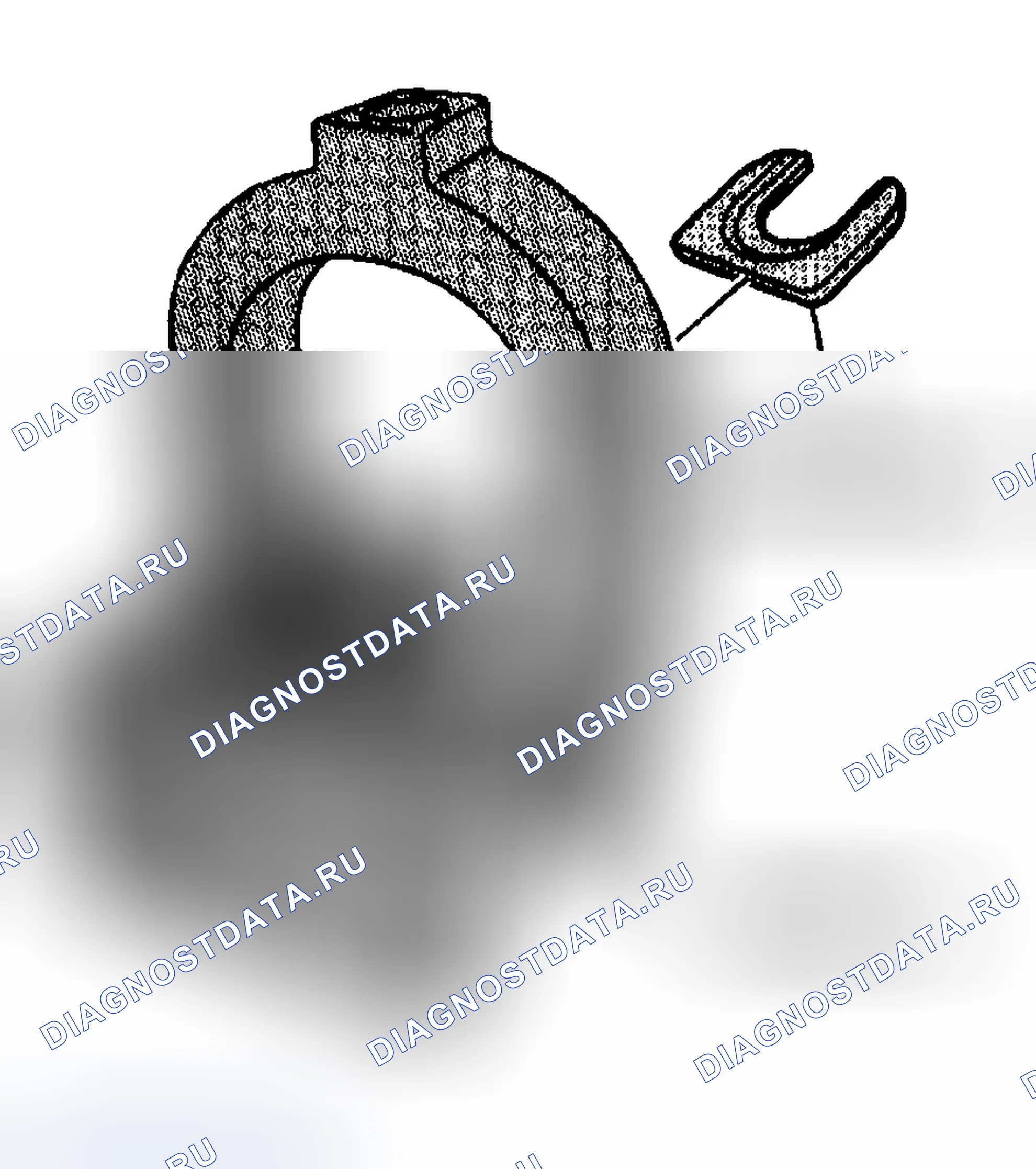
Схема №739
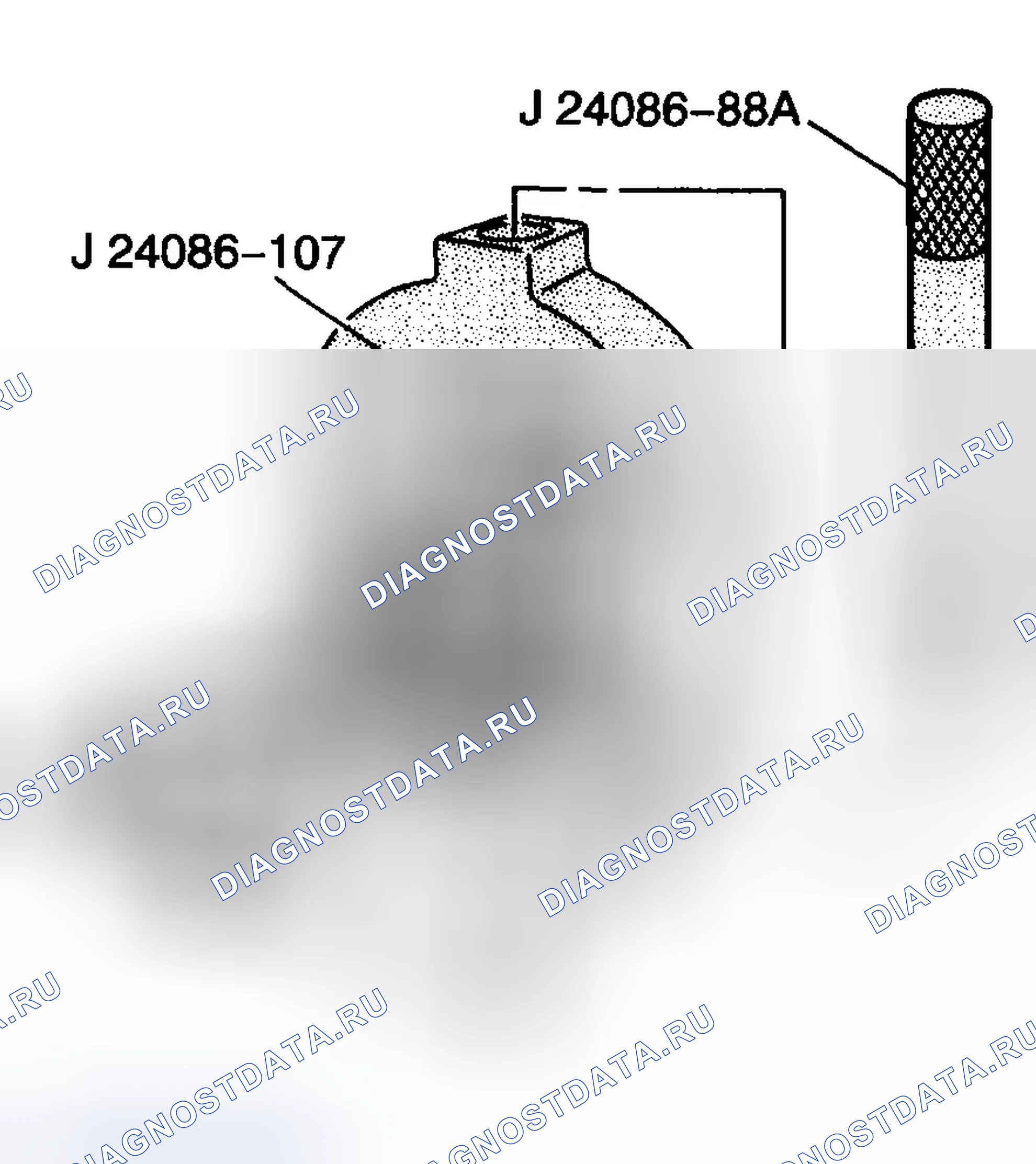
Схема №740
- С помощью плоскогубцев поршневых колец снимите поршневые кольца с поршня.
- Установите вилочную вставку J 24086-920A в приспособление J 24086-10.
- Установить поршень и шатун в сборе на J 24086-10.
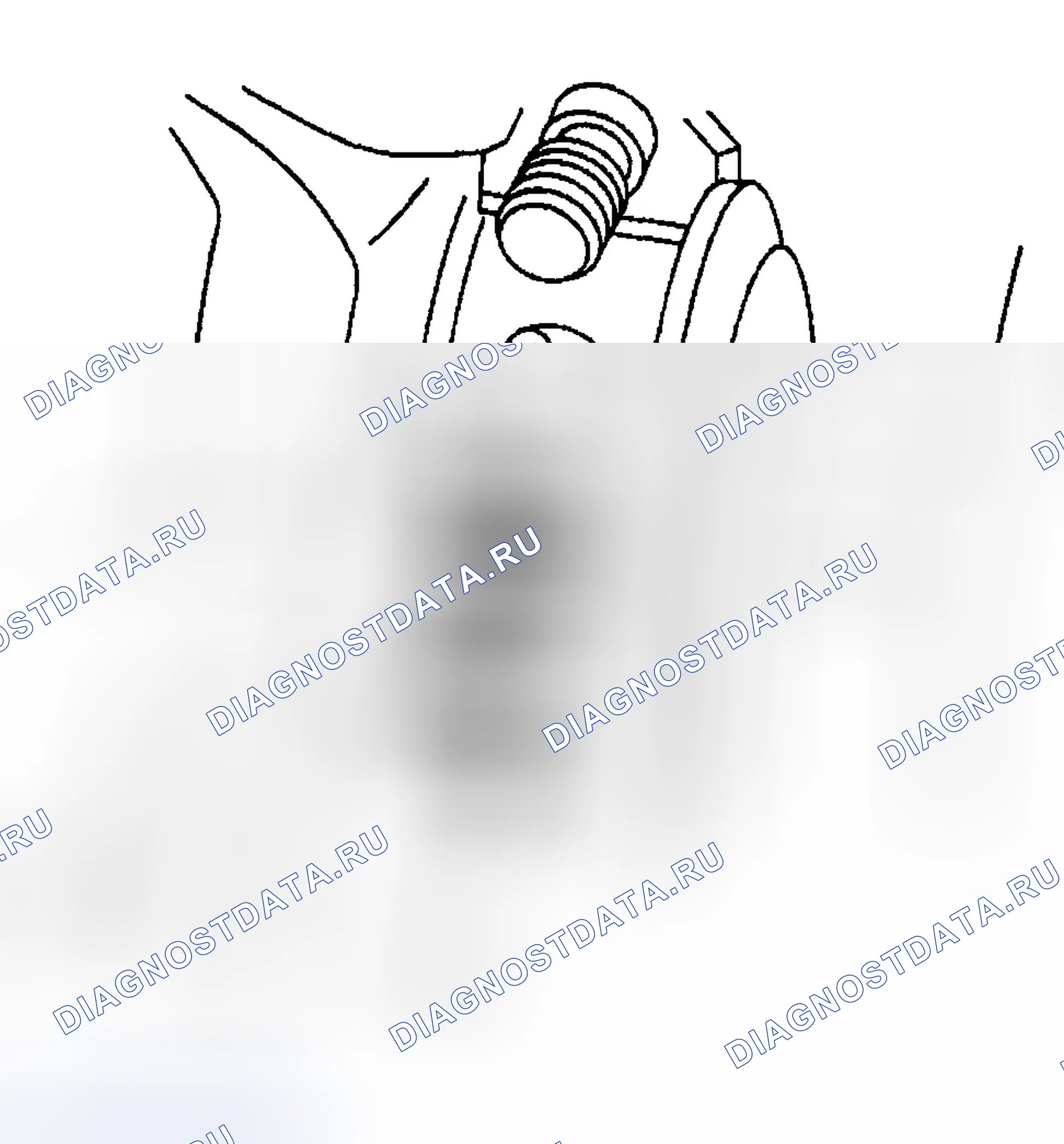
- Установить J 24086-107 в поршневой палец и J 24086-88A через приспособление и в J 24086-107. ПРИМЕЧАНИЕ: После того, как ступица установщика опустится на опорный узел, не превышайте давление 35 000 к Па (5000 фунт / кв. дюйм), это может привести к повреждению инструмента.
- Отжать поршневой палец от поршня и шатуна в сборе.
Схема №741
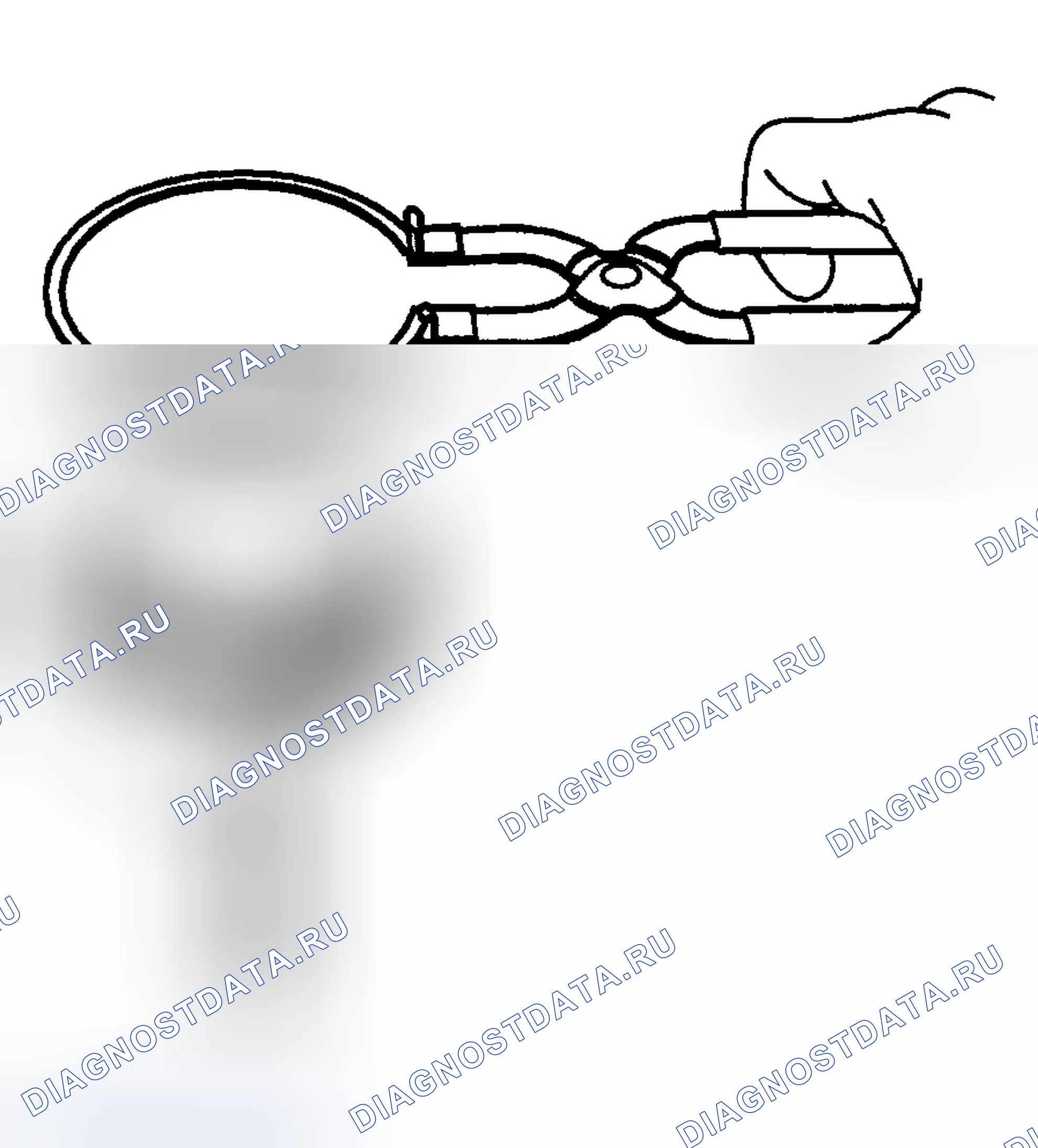
- С помощью плоскогубцев поршневых колец снимите поршневые кольца с поршня.
- Снимите стопорные зажимы поршневого пальца.
- Выньте палец из поршня и шатуна.
- Поршень и палец являются согласованным набором и не должны обслуживаться отдельно. Отметьте, сортируйте или организуйте поршень и соответствующий поршневой палец. См. " Разделительные детали ".
Поршень и палец
Важно: Замените поршни и штифты, которые повреждены или имеют признаки чрезмерного износа.
Поршень и штифт представляют собой согласованный набор. Если требуется сервисное обслуживание, замените поршень и штифт в сборе.
Не используйте проволочную щетку для чистки какой-либо части поршня.
Схема №742
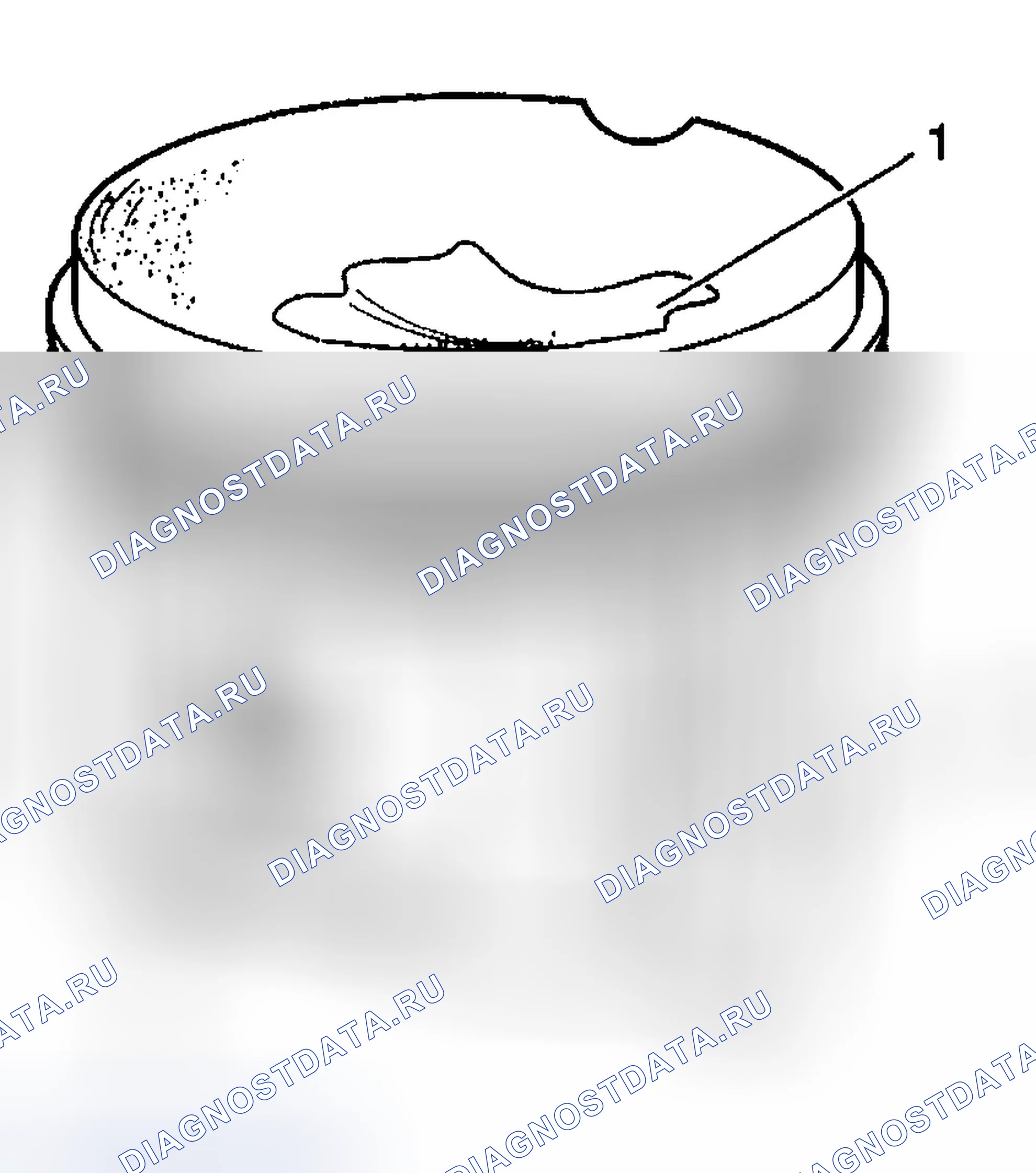
Схема №743
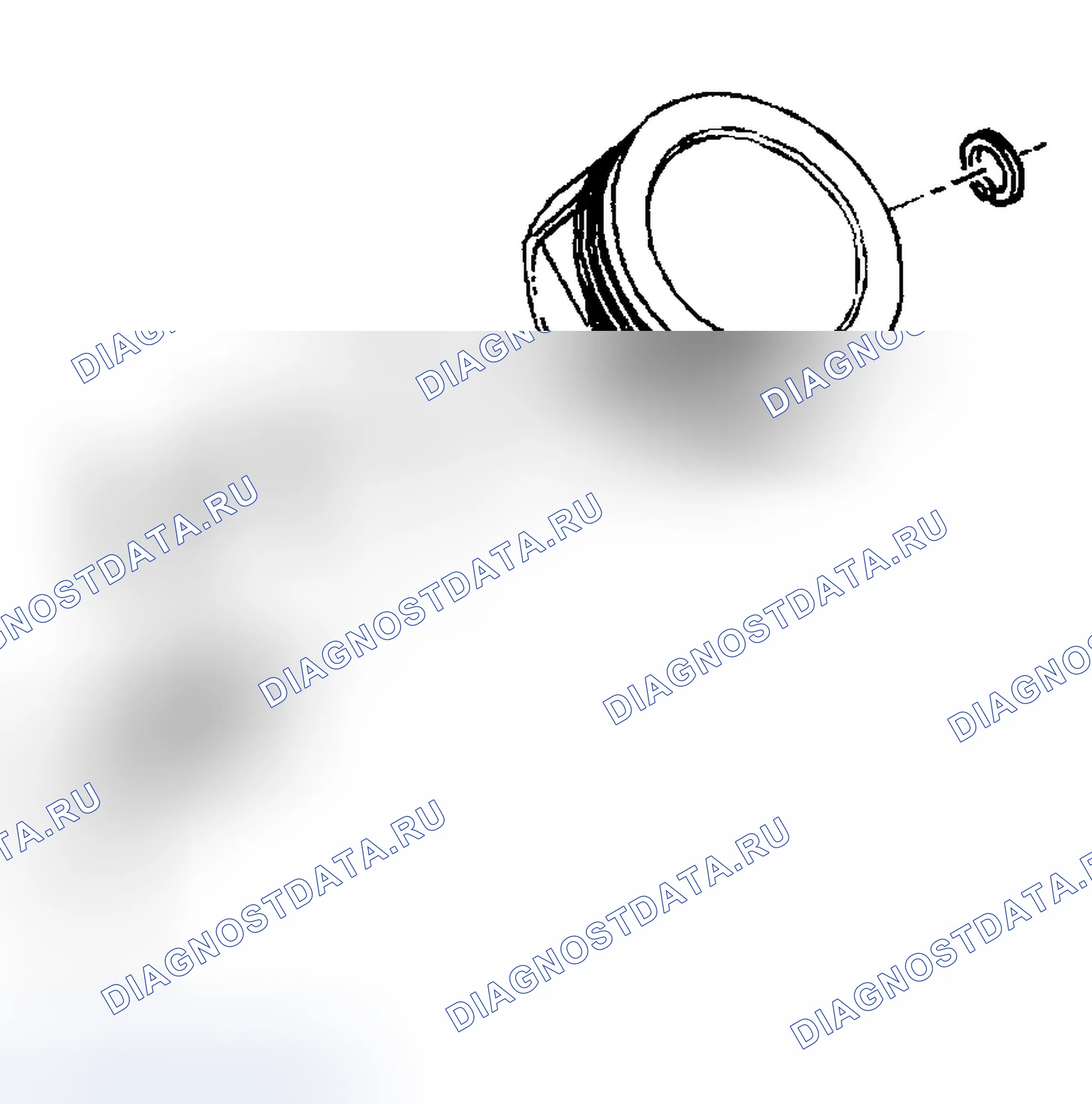
Схема №744
Схема №745

- Очистите лак с поршня и штыря чистящим растворителем.
- Просушите поршень и палец сжатым воздухом.
- Очистите канавки поршневого кольца с помощью подходящего инструмента для очистки кольцевых канавок.
- Прочистите смазочные отверстия и прорези.
- Осмотрите поршень и палец на наличие следующих признаков: Трещины в посадочных местах поршневого кольца, юбке поршня или бобышках пальца Канавки поршневого кольца на наличие забоин, заусенцев или коробления, которые могут привести к связыванию поршневого кольца НЕЗНАЧИТЕЛЬНЫЕ дефекты могут быть удалены с поршня мелким напильником. Потертости или поврежденные юбки (2) Поврежденные участки в верхней части поршня (1) Задиры отверстия поршневого пальца (3) или поршневого пальца
- Для определенных применений 6.0L, осмотрите на согнутый штырь, удерживающий зажимы или повреждение канавки зажима поршня. Важно: Измерения компонентов должны быть сделаны с компонентами при нормальной комнатной температуре.
- Измерьте боковой зазор между поршневым кольцом и канавкой поршневого кольца. 7.1 Вставьте край поршневого кольца в канавку поршневого кольца. 7.2. Полностью обкатайте поршневое кольцо вокруг поршня. Если связывание вызвано искаженной канавкой поршневого кольца, НЕЗНАЧИТЕЛЬНЫЕ дефекты канавки кольца могут быть удалены мелким напильником. Если связывание вызвано искаженным поршневым кольцом, замените поршневое кольцо.
- Измерьте щупом боковой зазор поршневого кольца.
- Если боковой зазор не соответствует спецификациям, попробуйте другой набор поршневых колец. См. " Механические характеристики двигателя (4.3L - LR4 VIN V) ", " Механические характеристики двигателя (5.3L - LM7 VIN T / L59 VIN Z) или " Механические характеристики двигателя (6.0L - LQ4 VIN U / LQ9 VIN N) ".
- Если надлежащий зазор между поршневым кольцом и канавкой поршневого кольца не может быть достигнут, замените поршень и штифт в сборе.
- Чтобы определить зазор между поршневым пальцем и расточкой, используйте микрометр и измерьте поршневой палец.
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте внутренний микрометр и измерьте отверстие поршневого пальца. Важно: Поршень и палец - это согласованный набор. Если зазор не соответствует спецификациям, замените поршень и палец в сборе.
- Чтобы определить правильный зазор между поршневым пальцем и отверстием, вычесть диаметр поршневого пальца из диаметра отверстия поршневого пальца. См. " Механические характеристики двигателя (4.3L - LR4 VIN V) ", " Механические характеристики двигателя (5.3L - LM7 VIN T / L59 VIN Z) " или " Механические характеристики двигателя (6.0L - LQ4 VIN V4) ". LQ9
Шатун и подшипники
Важно: порошковый металлический шатун и колпачок обработаны для обеспечения надлежащих зазоров. Шатун и колпачок должны использоваться как сборка без ремонта или модификаций любой сопрягаемой поверхности.
Не пытайтесь отремонтировать сопрягаемые поверхности шатуна или колпачка. Если требуется обслуживание, то шатун и колпачок необходимо заменить в сборе.
Схема №746
Схема №747

Схема №748
Схема №749
Схема №750
- Очистите шатун и колпачок в растворителе. Важно: Замените шатун, если резьба отверстия под болт повреждена. Не пытайтесь отремонтировать резьбу отверстия под болт шатуна.
- Прочистите резьбовые отверстия болтов шатуна.
- Просушите шатун сжатым воздухом.
- Осмотрите шатун на предмет: Скручивания забоин или выбоин в отверстии подшипника Повреждение посадочных пазов подшипника в отверстии подшипника Правильная посадка шатуна и сопрягаемых поверхностей колпачка
- Измерьте отверстие подшипника шатуна на некруглость. Если измерение превышает 0 008 мм (0,0003 дюйма), замените узел шатуна.
- Осмотрите шатунные подшипники на предмет наличия кратеров или карманов. Сплющенные участки на половинах подшипников также указывают на усталость.
- Осмотрите шатунные подшипники на предмет чрезмерного задирания или обесцвечивания.
- Осмотрите шатунные подшипники на предмет попадания грязи или мусора в материал подшипника.
- Осмотрите шатунные подшипники на предмет неправильной посадки, на которую указывают яркие, полированные участки подшипника.
Измерение торцевого зазора поршневого кольца
Важно: Не пытайтесь припилить конец поршневого кольца для посадки в расточку цилиндра.
Важно: Измерить поршневое кольцо в том цилиндре, в котором будет использоваться поршневое кольцо.
Схема №751
- Поместите поршневое кольцо в расточку цилиндра.
- Вставить поршневое кольцо в отверстие на 6,5 мм (0,25 дюйма) ниже зоны перемещения поршневого кольца.
- Вставьте щуп и измерьте концевой зазор поршневого кольца. См. " Механические характеристики двигателя (4.3L - LR4 VIN V) ", " Механические характеристики двигателя (5.3L - LM7 VIN T / L59 VIN Z) или " " Механические характеристики двигателя (6.0L - LQ4 VIN U / LQ9 VIN N) ".
Необходимые инструменты
- J 24086-C Комплект для извлечения/установки поршневого пальца
- J 24086-9 Регулируемый монтажник
- J 24086-10 Съемник поршневых пальцев / основание установщика
Схема №752
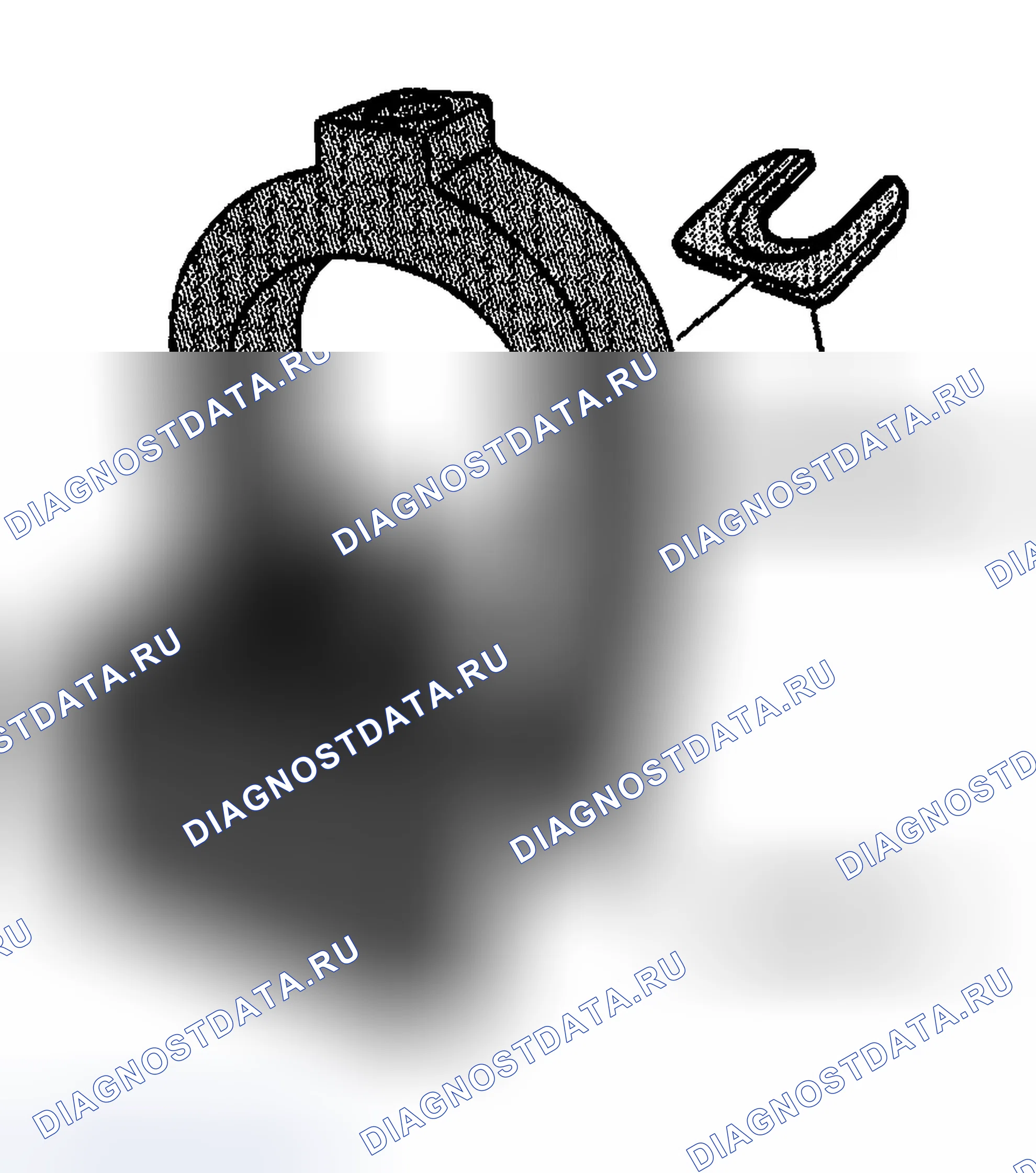
Схема №753
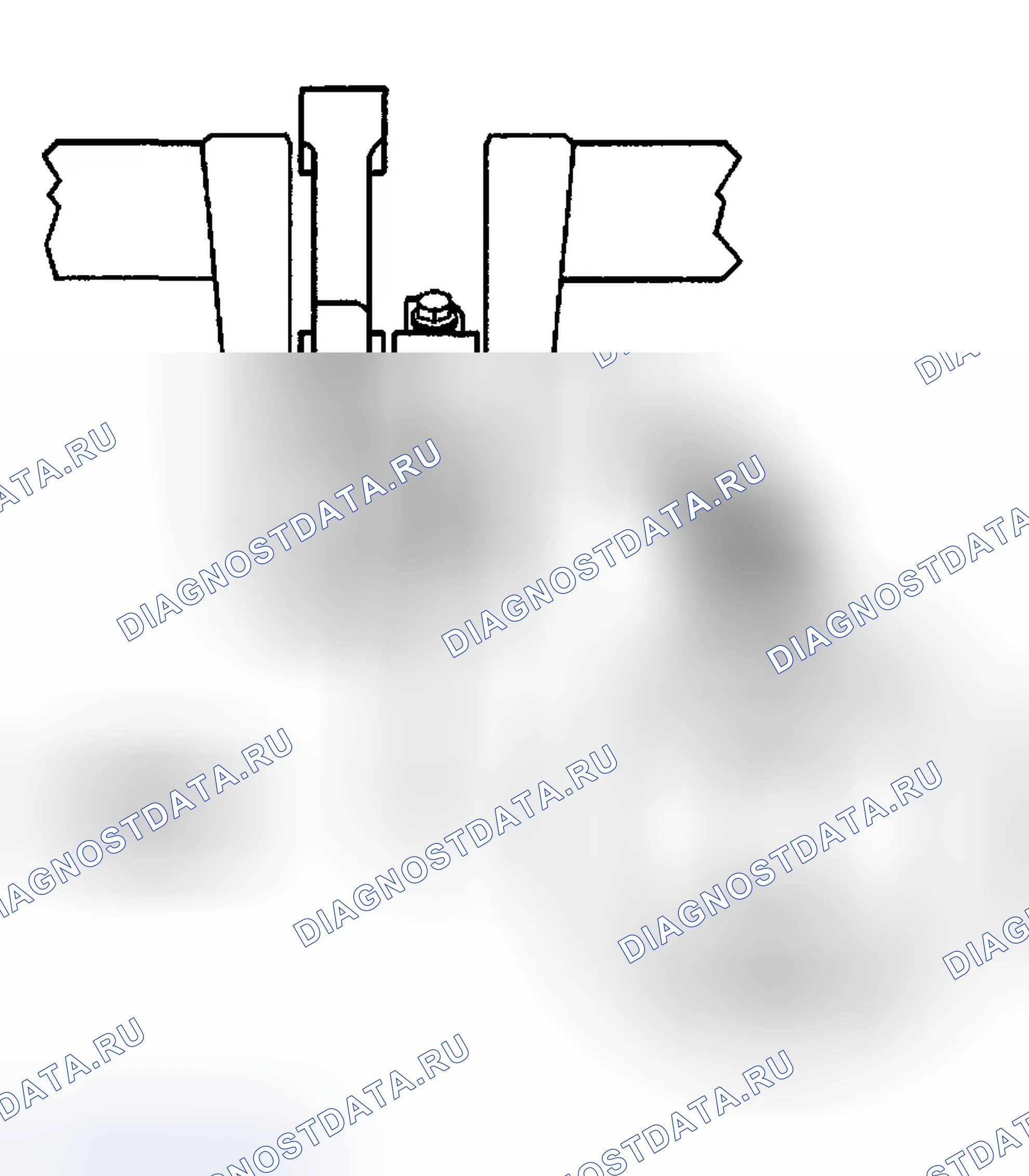
Схема №754
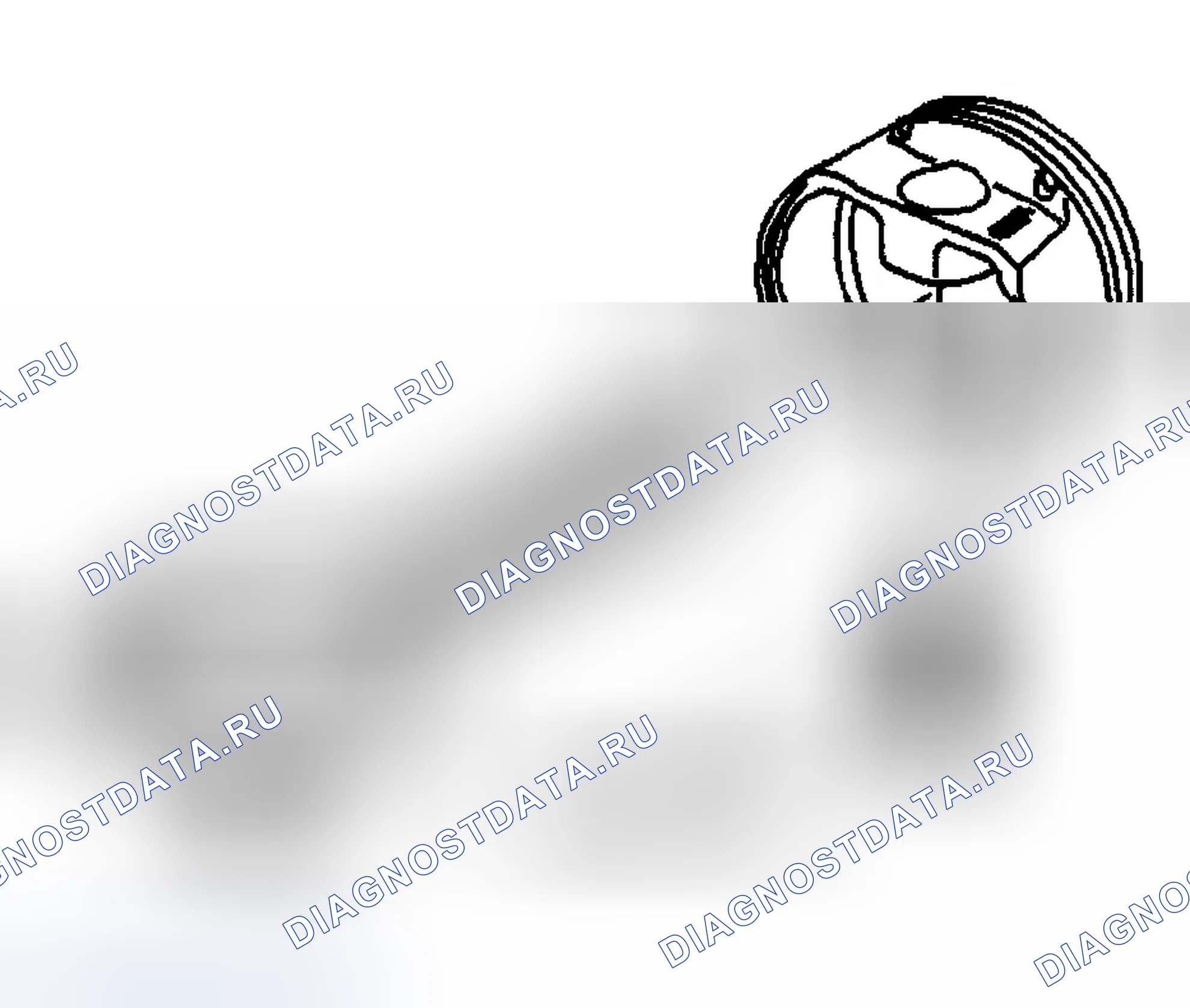
Схема №755
Схема №756

Схема №757
- Установите вилочную вставку J 24086-920A в приспособление J 24086-10 Piston контакт Remover / Installer Base. ВНИМАНИЕ: Избегайте контакта с ГОРЯЧИМИ компонентами. Носите защитные очки и защитные перчатки, чтобы избежать травм. ПРИМЕЧАНИЕ: Приложение чрезмерного тепла к шатуну может повредить или исказить шток. Температура штока НЕ ДОЛЖНА превышать 315°C. При этой температуре конец шатуна при визуальном осмотре повернет соломенный цвет.
- Используйте факел и приложите МЯГКОЕ тепло к концу шатуна. Мягкий нагрев шатуна облегчит в сборе поршень и палец.
- При правильно собранном поршне и шатуне и плоский фланцевый участок шатуна, и метка совмещения на верхней части поршня будут обращены к передней части двигателя.
- Собрать поршень, шатун и переходник J 24086-16A и установить на приспособление J 24086-10.
- Отрегулируйте установочный штифт J 24086-9 на 1-8. ПРИМЕЧАНИЕ: После того, как ступица установщика опустится на опорный узел, не превышайте давление 35 000 к Па (5000 фунт / кв. дюйм), это может привести к повреждению инструмента.
- Вставить палец J 24086-9 через приспособление J 24086-10 и в поршневой палец.
- Нажмите на штифт J 24086-9 до тех пор, пока монтажник не опустится на приспособление J 24086-10.
- Измерьте диаметр поршня (1), пальца (3) и шатуна (2) для правильной сборки. 8.1. Поместите поршень и шатун в сборе на стол или другую плоскую поверхность. Уложите плоскую верхнюю часть поршня (1) на поверхность стола. 8.2. Сдвиньте шатун (2) и палец (3) в одну сторону и прочно прижмите к внутренней части поршня (1). 8.3. Измерьте палец (3) для правильной установки. Правильно установленный поршневой палец должен выступать на 1,27 мм (0,05) с одной стороны поршня.
- С помощью щипцов поршневого кольца установить поршневые кольца на поршень. 9.1. (Установить проставку кольца сжатия масла в канавку. 9.2. Установить нижнее кольцо управления маслом. Кольца управления маслом не имеют углубления или метки ориентации и могут быть установлены в любом направлении. 9.3. Установить верхнее кольцо управления маслом. 9.4. Загнуть три зазора кольца управления маслом минимум на 90 градусов. 9.5. Используя клещи установить нижнее кольцо сжатия.
Полностью плавающий поршневой палец
Важно: При правильно собранном поршне и шатуне и плоский фланцевый участок шатуна, и метка совмещения на верхней части поршня будут обращены к передней части двигателя.
- Установите палец на поршень и шатун.
- Установите удерживающие зажимы. Важно: При установке поршневых колец на поршень используйте инструмент типа кольцевого расширяющегося плоскогубца. Не закатывайте поршневые кольца в канавки поршня. Соблюдайте осторожность и осторожность, чтобы расширить поршневые кольца только немного больше внешнего диаметра (Od) поршня.
- Используя щипцы поршневого кольца, установите поршневые кольца на поршень. 3.1. Установите проставку кольца сжатия масла в канавку. 3.2. Установите нижнее кольцо управления маслом. Кольца управления маслом не имеют углубления или метки ориентации поршня и могут быть установлены в любом направлении. 3.3. Установите верхнее кольцо управления маслом. 3.4. Загните три зазора конца кольца управления маслом минимум на 90 градусов. 3.5. Используя щипцы поршневого кольца, установите нижнее кольцо сжатия с углублением или меткой ориентации поршня. 6.6.
Измерение подъема кулачка распределительного вала
Важно: Измерение подъема кулачка распределительного вала - это процедура, используемая для определения износа кулачков распределительного вала.
Это испытание должно проводиться до разборки двигателя и с компонентами распределительного вала и клапанного механизма, установленными в двигателе.
Схема №758
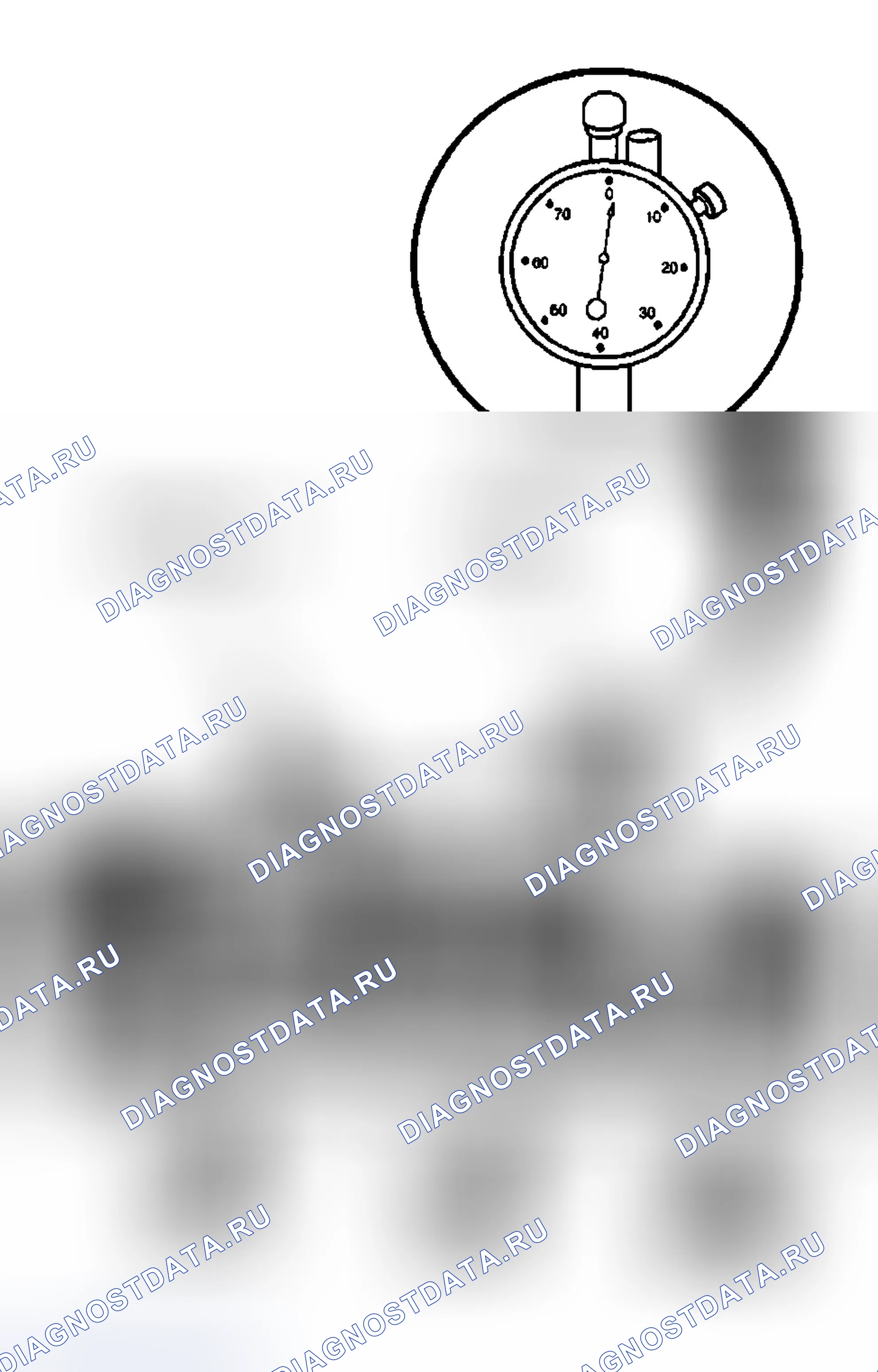
- Измерить подъем кулачка распределительного вала с помощью J 8520.
- Снимите коромысла клапана и болты
- Вставьте установочную шпильку циферблатного индикатора в отверстие болта коромысла клапана.
- Соберите компоненты J 8520 и установите на шпильку.
- Установите вал циферблатного индикатора на конец штанги толкателя.
- Поверните лицевую сторону циферблатного индикатора на ноль.
- Медленно вращайте коленчатый вал по часовой стрелке до тех пор, пока циферблатный индикатор не получит свои самые высокие и самые низкие показания.
- Сравните общую подъемную силу, показанную на рисунке, с техническими характеристиками: Надлежащая подъемная сила для 4.8/5.3L входных лепестков составляет 6,82 мм (0 268 дюйма). Правильный подъем лепестков для 4.8/5.3L выпускных лепестков составляет 6,96 мм (0 274 дюйма). Правильный подъем лепестков для 6.0L входных лепестков составляет 6,96 мм (0 274 дюйма). Надлежащий подъем лепестков для 6.0L выпускных лепестков составляет 7,13 мм (0 281 дюйма).
Расширение направляющей клапана / шлифование клапана и седла
Необходимые инструменты
J 37378-1 Направляющий расширитель клапана
Расширение направляющей части клапана
Важно: Чрезмерный зазор между штоком клапана и направляющей может привести к зашумлению последовательности клапанов, преждевременному износу масляного уплотнения штока клапана, повреждению компонентов и / или чрезмерному расходу моторного масла.
Недостаточный зазор между штоком клапана и направляющей приведет к зашумлению или заеданию клапанов. Слишком жесткие клапаны могут нарушить плавность работы двигателя или привести к повреждению компонентов.
Схема №759
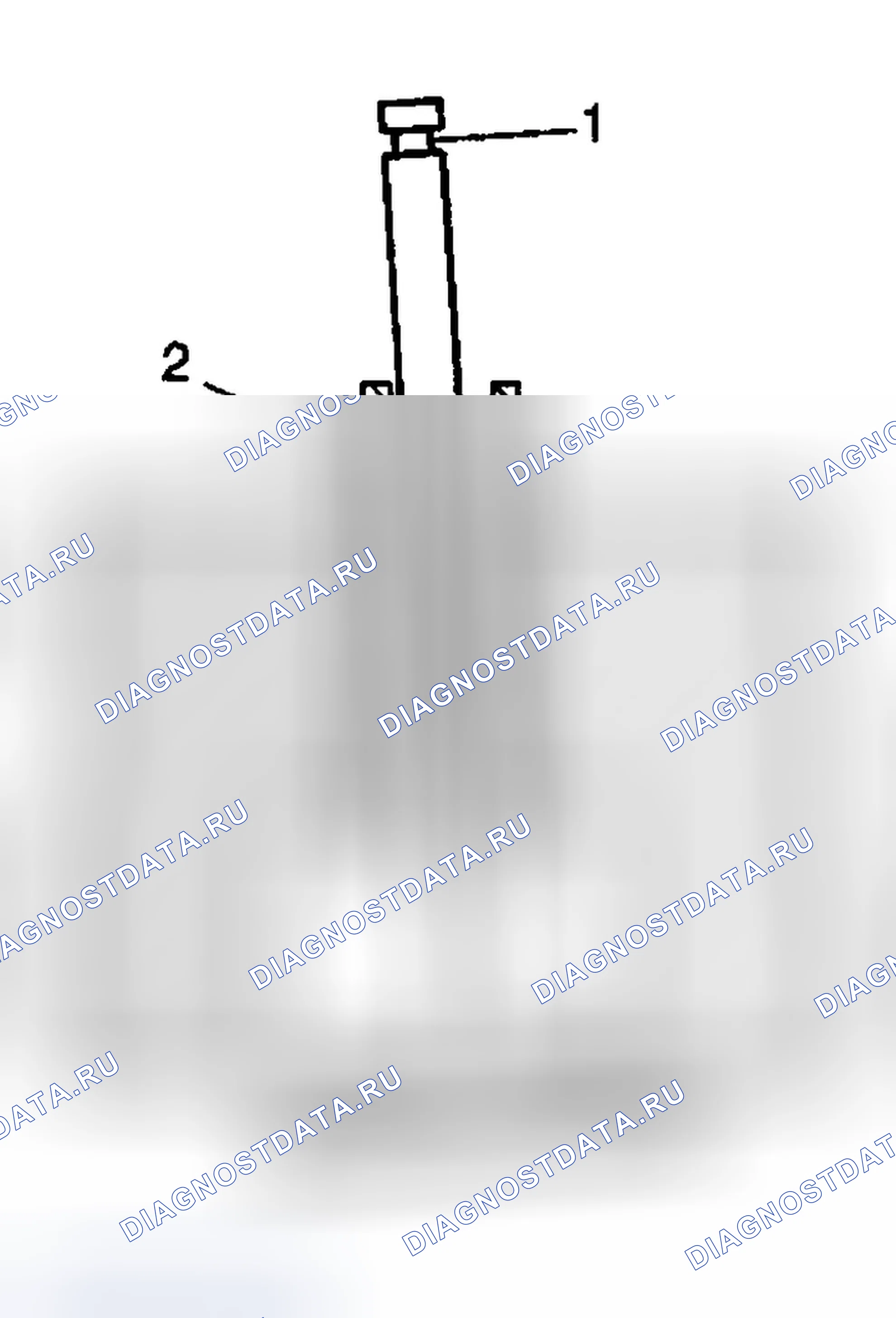
Схема №760
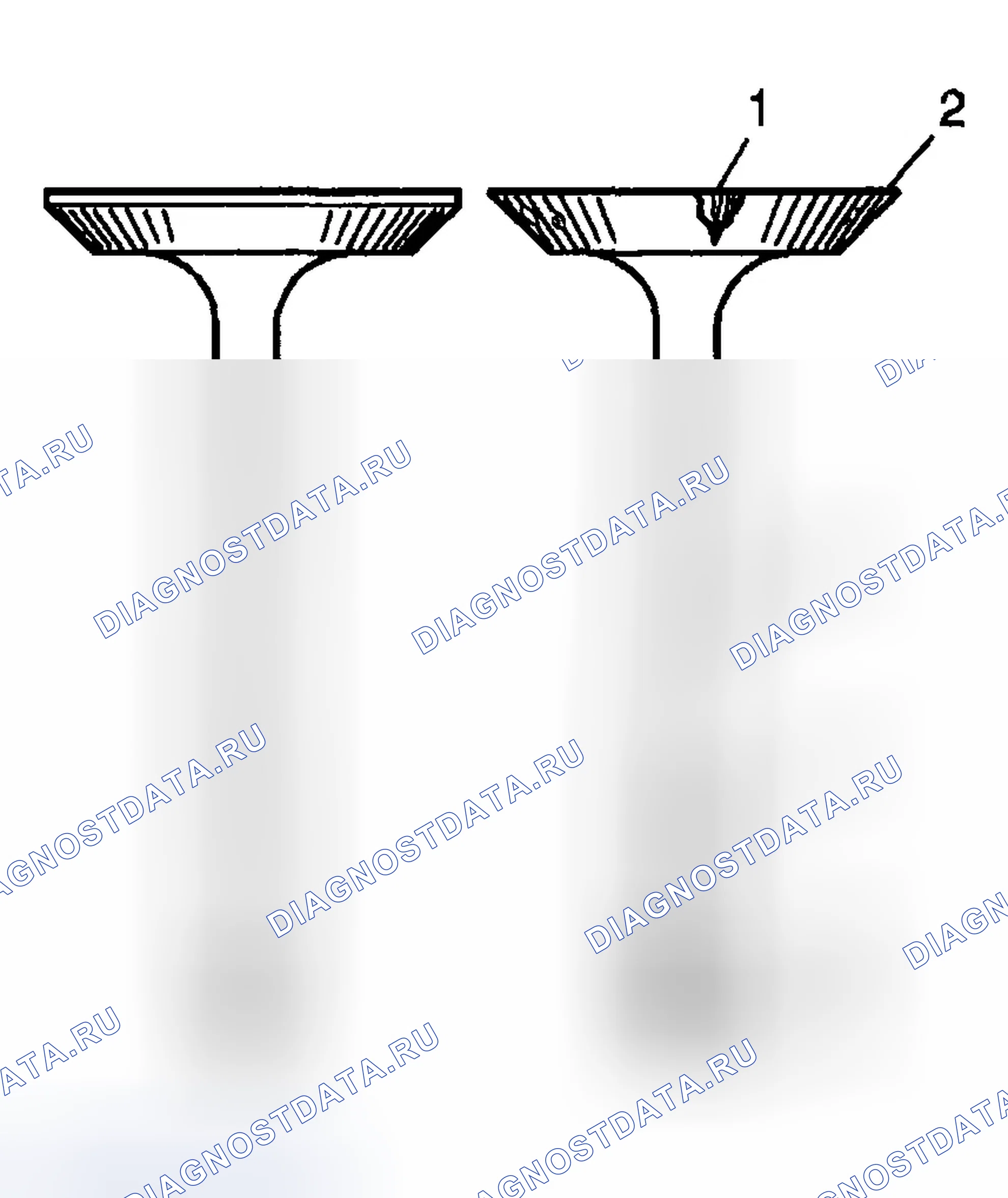
Схема №761
- Измерьте зазор между штоком клапана и направляющей с помощью циферблатного индикатора. Установите наконечник циферблатного индикатора в верхней части направляющей клапана. Зазор между штоком клапана и направляющей также может быть получен с помощью микрометра для измерения диаметра штока клапана и измерительного прибора шарового типа для измерения отверстия направляющей.
- Необходимо заменить шток клапана (1) и направляющую (2) с избыточным зазором или заменить компоненты. См. " Механические характеристики двигателя (4.3L - LR4 VIN V) ", " Механические характеристики двигателя (5.3L - LM7 VIN T / L59 VIN Z) " или " Механические характеристики двигателя (6.0L - LQ4 VIN U / LQ9) ".
- Осмотрите штоки клапанов на предмет чрезмерного задирания, износа или коробления. Шток клапана, имеющий чрезмерные задиры (3 или 4) или износ (4 или 6), подлежит замене. Изношенную направляющую клапана, имеющую избыточный зазор между штоком и направляющей, следует доработать и установить клапаны с негабаритными штоками.
- Измерить диаметр штока клапана. Необходимо заменить шток клапана диаметром менее 7,95 мм (0 313 дюйма). Если диаметр штока клапана соответствует техническим требованиям, а зазор между штоком и направляющей слишком велик, направляющая клапана должна быть расширена до большего размера и установлен клапан с большим размером штока.
- Развернуть направляющую клапана с помощью J 37378-1.
- Очистить направляющую расточку от всей металлической стружки и мусора.
- Установите клапан 2 (со штоком увеличенного размера) в головку цилиндра 1.
- Проверьте правильность посадки клапана. Перемещайте клапан взад и вперед в направляющей. Клапан должен двигаться свободно без сопротивления или сопротивления.
Шлифование клапанов и седел
Важно
- Восстановление седел клапанов очень важно. Посадка клапанов должна быть идеальной для двигателя, чтобы обеспечить оптимальную мощность и производительность. Для шлифования седел клапанов доступно несколько различных типов оборудования.
- Другим важным фактором является охлаждение головки клапана. Хороший контакт между клапаном и седлом обеспечит правильное рассеивание тепла.
- Независимо от того, какой тип оборудования используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование пилота инструмента в направляющей.
- Клапаны с точечной коррозией должны быть установлены под надлежащим углом. Штоки клапанов с чрезмерным износом или чрезмерно искривленные клапаны должны быть заменены. Когда головка клапана, которая чрезмерно искривлена, заменяется, режущая кромка может быть отшлифована на части или на всей головке клапана из-за количества металла, который должен быть удален. Режущие кромки приводят к поломке, горению или предварительному воспламенению из-за тепла, локализующего эту режущую кромку. Если ка головки клапана меньше 1,25 мм (0,05 дюйма) после шлифовки, замените клапан.
- Для замены клапанов доступно несколько различных типов оборудования. Рекомендация производителя оборудования должна тщательно соблюдаться для получения надлежащих результатов.
- ЗАПРЕЩАЕТСЯ заменять впускные клапаны. Впускные клапаны с чрезмерным износом или повреждением ДОЛЖНЫ быть заменены.
Схема №762
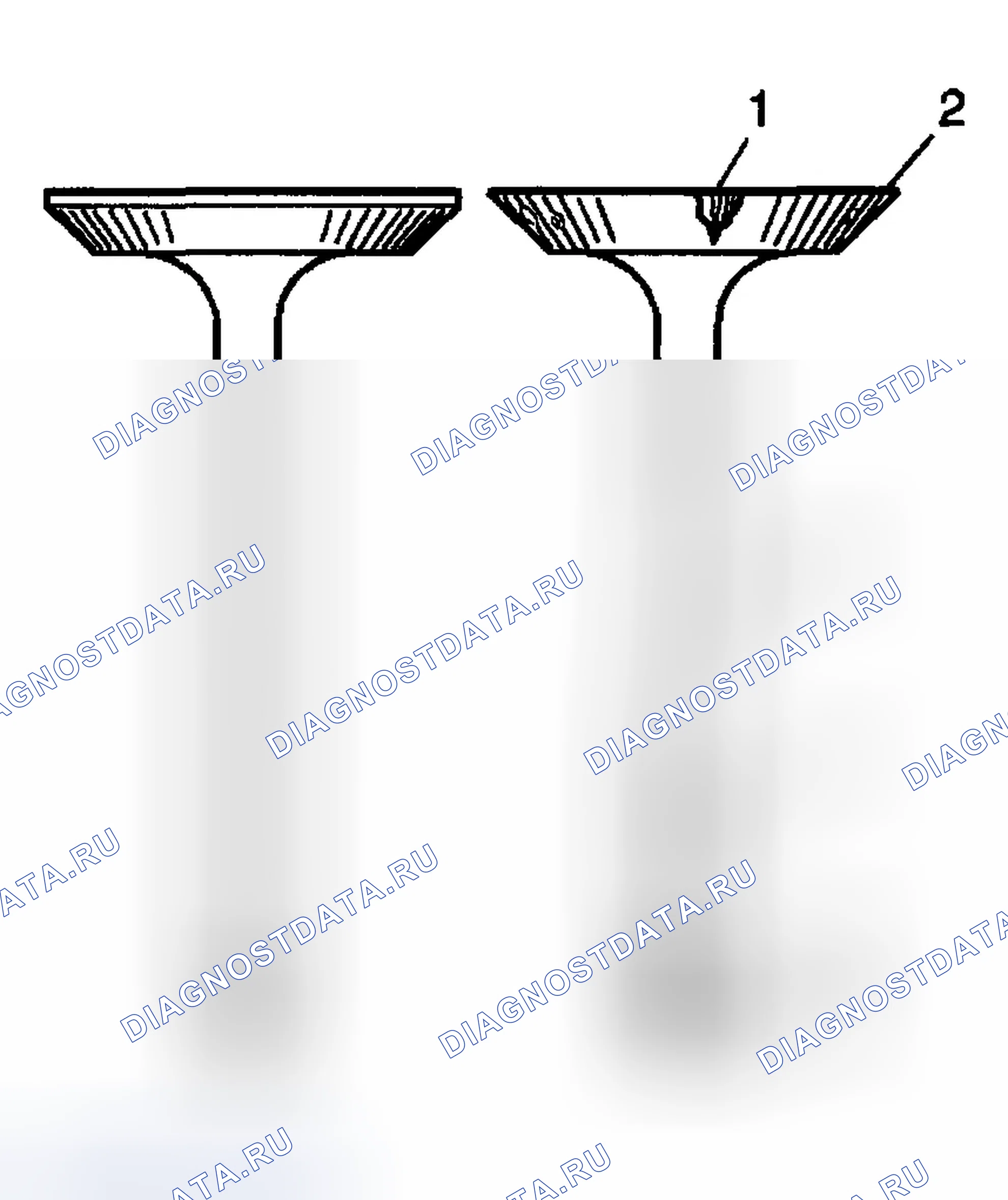
Схема №763
- Осмотрите клапан на наличие следующего: Обгоревшие или эродированные участки (1) Изношенный запас (2) Изогнутый шток (3) Изношенный или забитый шток (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверить торцевую поверхность клапана на наличие следующих признаков: Износ или отсутствие запаса (1 или 4) Точечная поверхность (2) Обгоревшие или эродированные участки (3)
- Осмотрите запас клапана. Выпускной клапан может быть заменен, если перед шлифованием его толщина превышает 1,25 мм (0,05 дюйма).
- Заменить выпускные клапаны с точечной коррозией на соответствующей машине для замены клапанов.
- Замените клапан, если после шлифовки запас толщины составляет менее 1,25 мм (0,05 дюйма).
- Если торец клапана был отшлифован, может потребоваться регулировка пружины клапана для получения надлежащей высоты установки пружины. См. " Разборка головки цилиндра ".
- Осмотрите головку цилиндров (1) на наличие свободного седла клапана (9 или 11), которое плотно прилегает к головке цилиндров.
- Очистите отверстия направляющей клапана (7) с помощью подходящего инструмента. Удалите весь углерод или грязь из отверстий. Направляющая клапана должна быть чистой для шлифовального инструмента седла для получения надлежащих результатов.
- Зачистите седло клапана. Для получения надлежащих результатов следует тщательно следовать рекомендациям производителя оборудования. Независимо от того, какой тип оборудования используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование направляющего инструмента в направляющей.
- Осмотрите седла клапанов. Седла клапанов должны быть концентричны, чтобы общее показание индикатора находилось в пределах 0,05 мм (0,0021 дюйма). Если седло клапана было отшлифовано, может потребоваться регулировка пружины клапана для достижения надлежащей высоты установки пружины. См. " Разборка головки цилиндра ".
Важно: Не используйте повторно уплотнительные прокладки впускного коллектора к головке цилиндров.
Схема №764
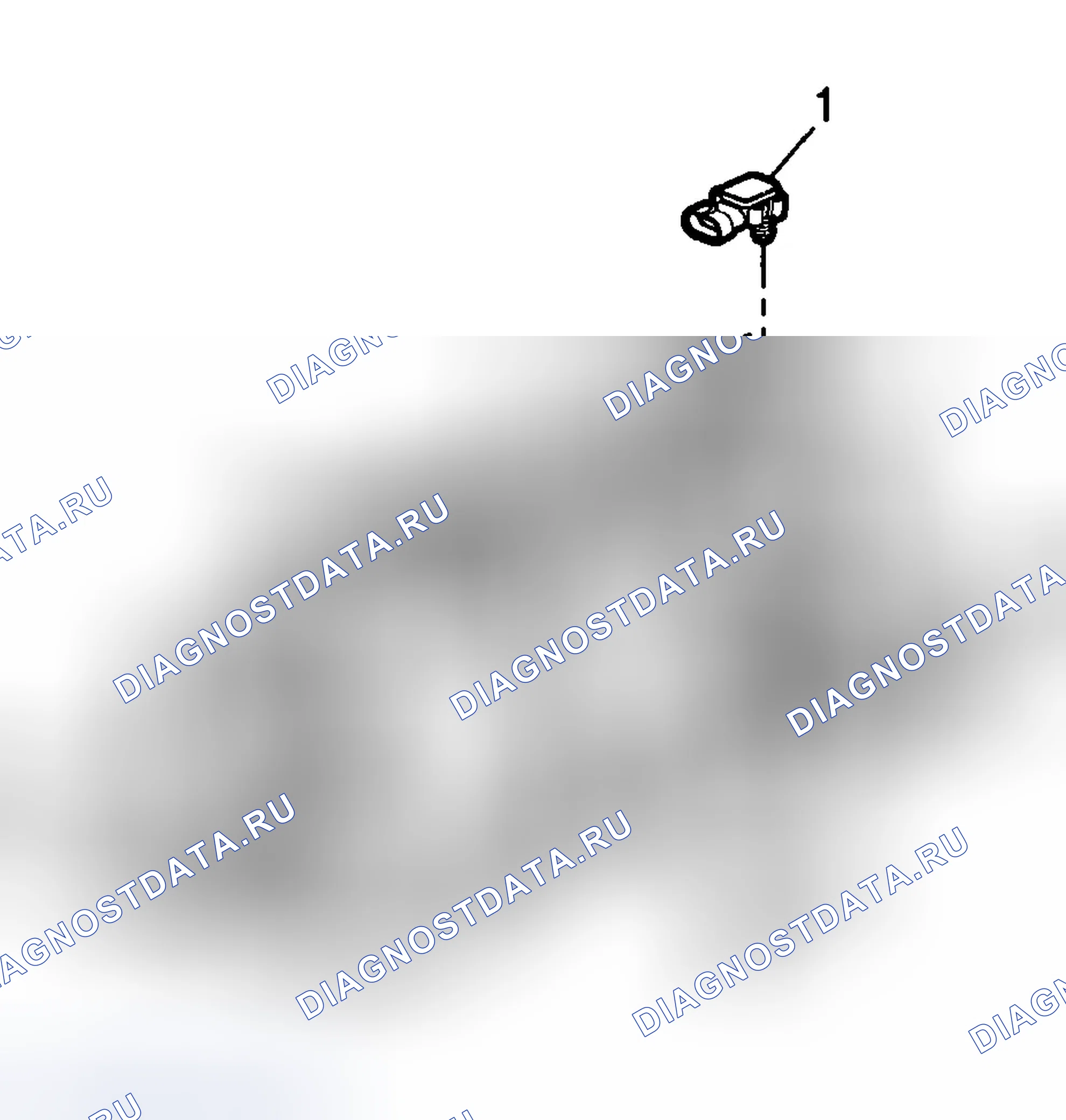
Схема №765
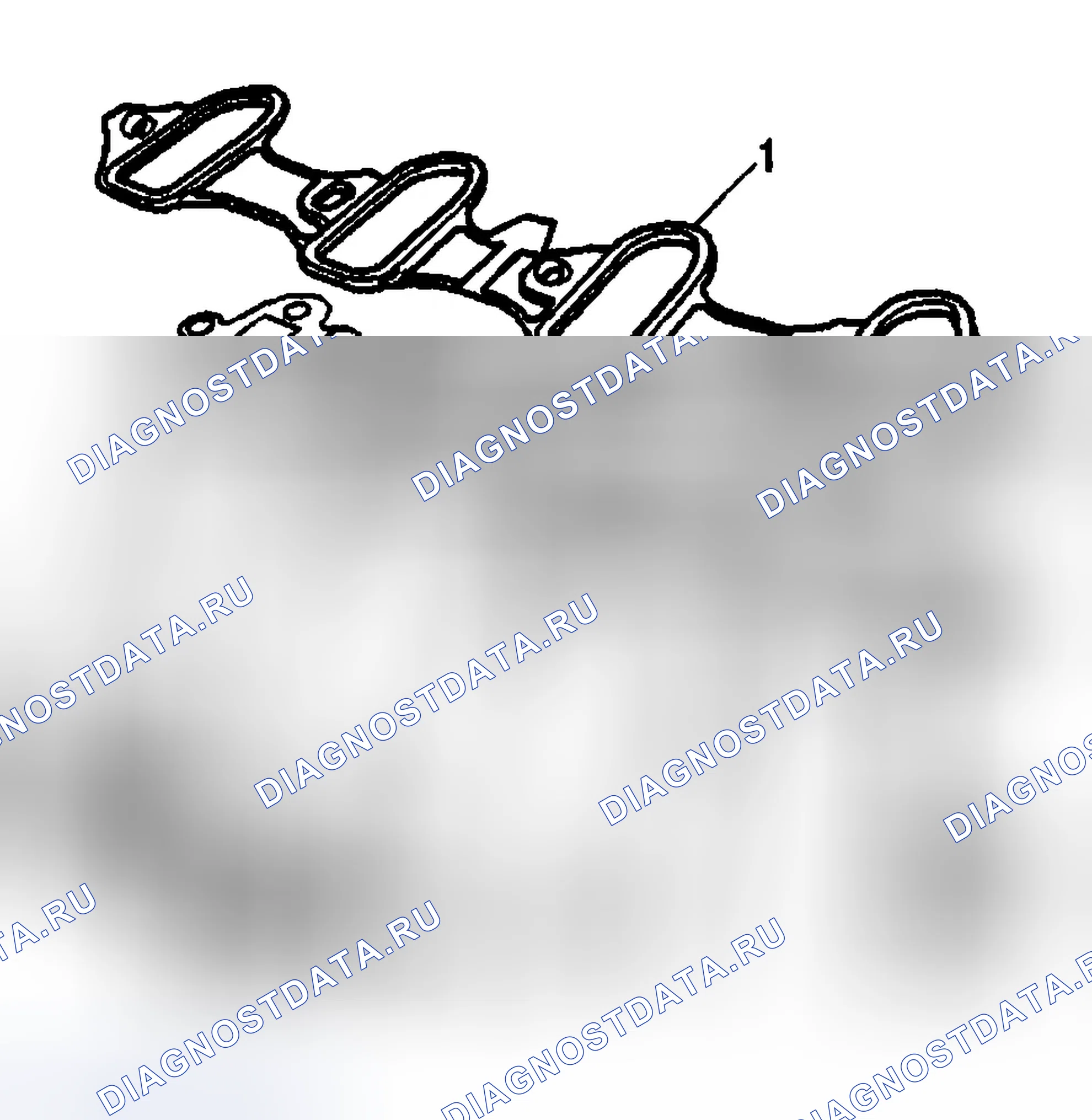
Схема №766
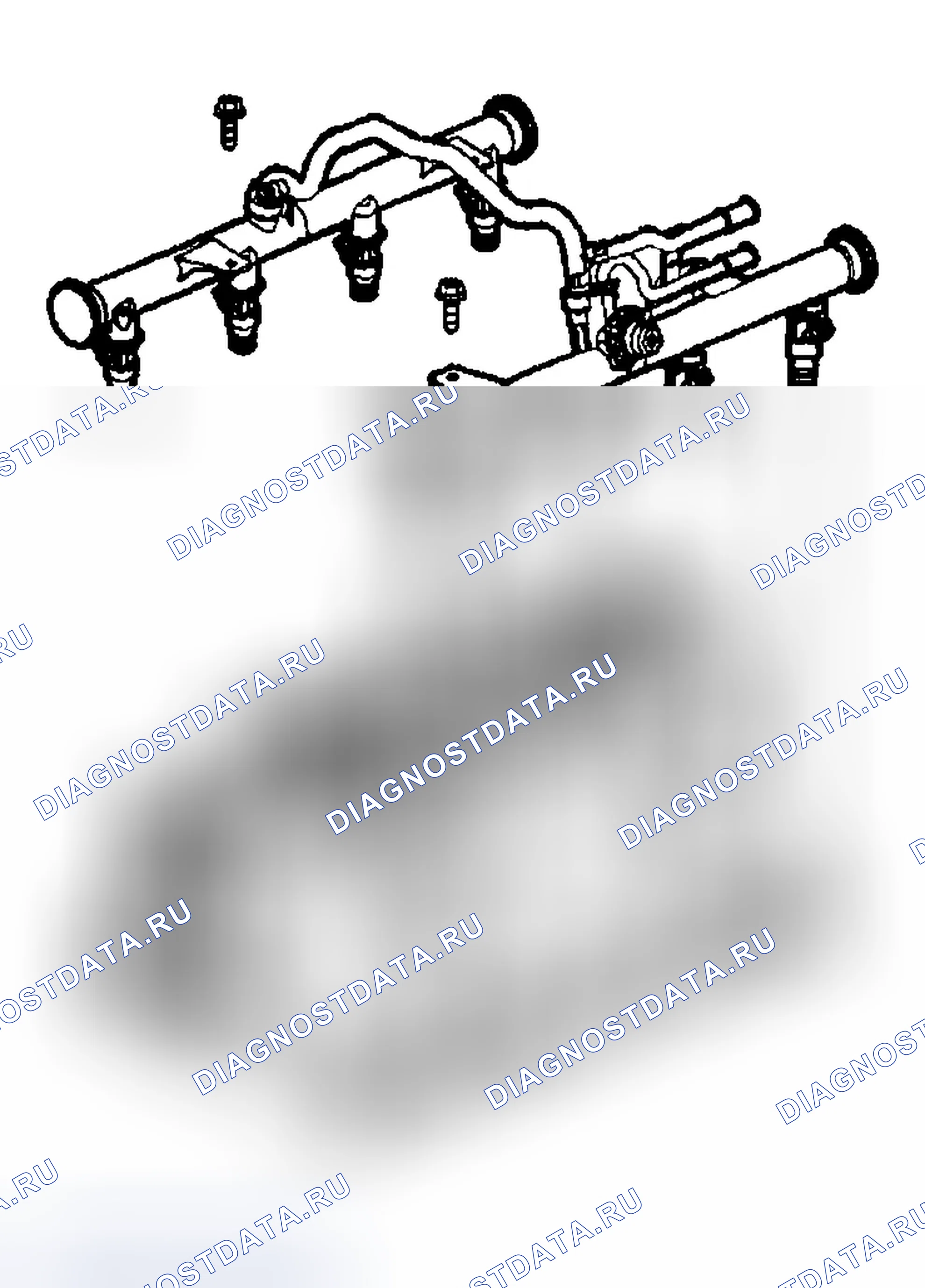
Схема №767
Схема №768
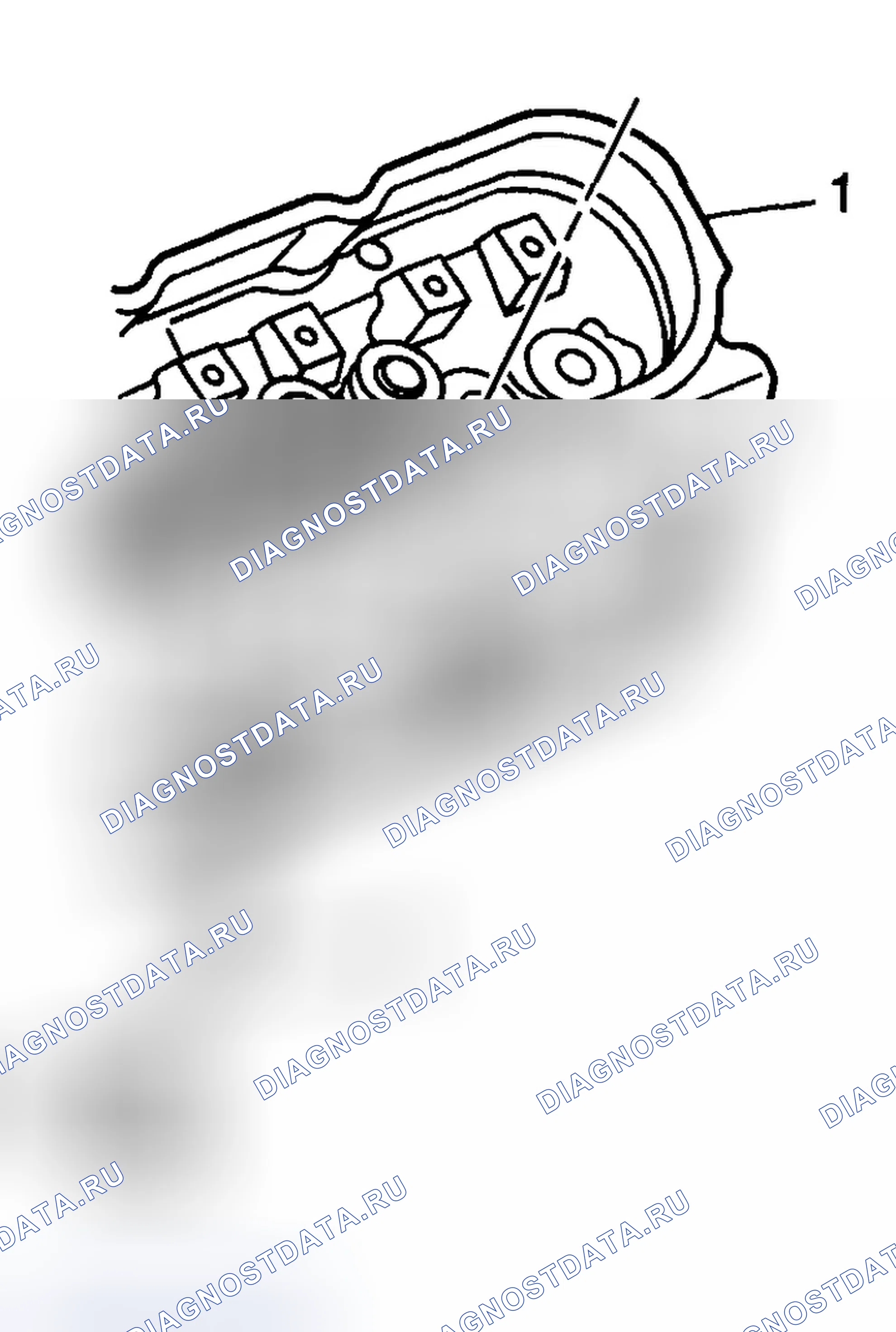
- Снимите датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) (абсолютное давление во впускном коллекторе) (1) с задней части воздухозаборника. Датчик абсолютное давление во впускном коллекторе должен быть переустановлен после завершения процедур очистки и проверки.
- Осмотрите уплотнительную втулку на датчике абсолютное давление во впускном коллекторе. Втулка не должна быть разорвана или повреждена.
- Снять и утилизировать прокладки 1 впускного коллектора к головке цилиндров.
- Снимите топливную рейку с форсунками.
- Снимите корпус дросселя и прокладку.
- Удалите соленоид продувки испарительных выбросов (EVAP) (3), болт (2) и изолятор (1).
- Очистите впускной коллектор в растворителе. Очистите поверхности прокладок впускного коллектора. Очистите внутренние каналы впускного коллектора.
- Просушите впускной коллектор сжатым воздухом.
Схема №769
- Осмотрите шпильки корпуса дросселя и резьбовые вкладыши на предмет ослабления или повреждения резьбы.
- Осмотрите шпильку электрожгута и резьбовую вставку на предмет ослабления или повреждения резьбы.
- Осмотрите вкладыши болтов топливной рейки на предмет ослабления или повреждения резьбы.
- Осмотрите вакуумные проходы впускного коллектора на предмет наличия мусора или ограничений.
- Проверьте, нет ли поврежденных или сломанных вакуумных фитингов, поврежденного монтажного отверстия датчика абсолютное давление во впускном коллекторе (1) или сломанных фиксирующих язычков датчика абсолютное давление во впускном коллекторе.
- Осмотрите составной впускной коллектор в сборе на наличие трещин или других повреждений. Осмотрите места между заборными полозьями.
- Осмотрите все уплотнительные поверхности прокладки на предмет повреждений.
- Осмотрите отверстия топливного инжектора на предмет чрезмерного задирания или повреждения.
- 9.1 Расположите прямую кромку поперек поверхности палубы головки цилиндра впускного коллектора. Расположите прямую кромку поперек как минимум двух отверстий литникового канала. 9.2 Вставьте щуп между впускным коллектором и прямой кромкой. Впускной коллектор с короблением более 3 мм (0 118 дюйма) на площади 200 мм (7,87 дюйма) деформируется и должен быть заменен.
- Установите датчик абсолютное давление во впускном коллекторе (1).
- Установите соленоид EVAP, болт и изолятор. Затяните болт соленоида EVAP до 10 Н · м (89 фунтов на дюйм).
Как отремонтировать резьбу
Необходимые инструменты
- J 42385-100 Головка/Комплект для ремонта резьбы основного болта
- J 42385-200 Общий комплект резьбы
- J 42385-300 Арматура/Комплект оборудования
Общее восстановление резьбы
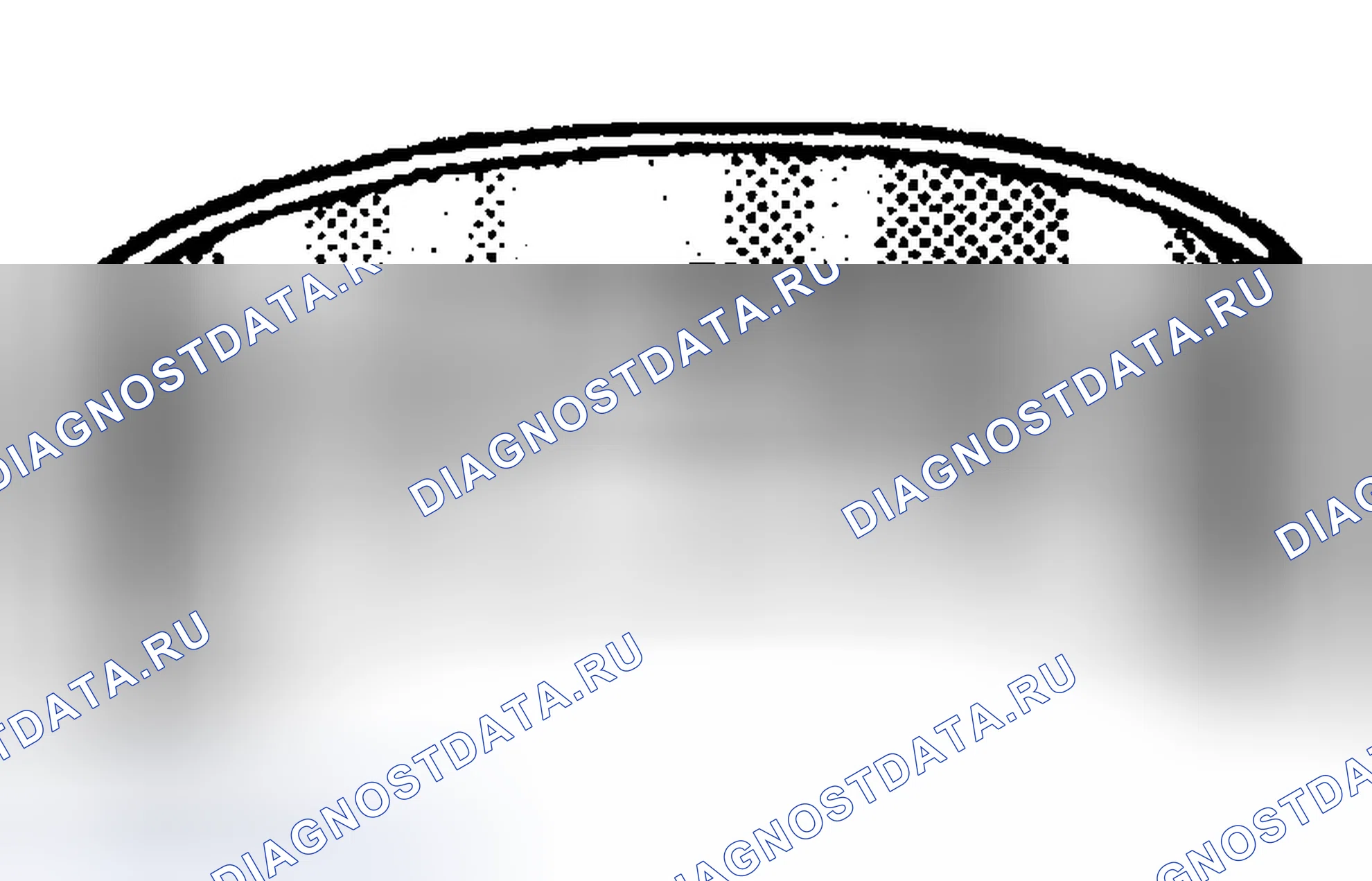
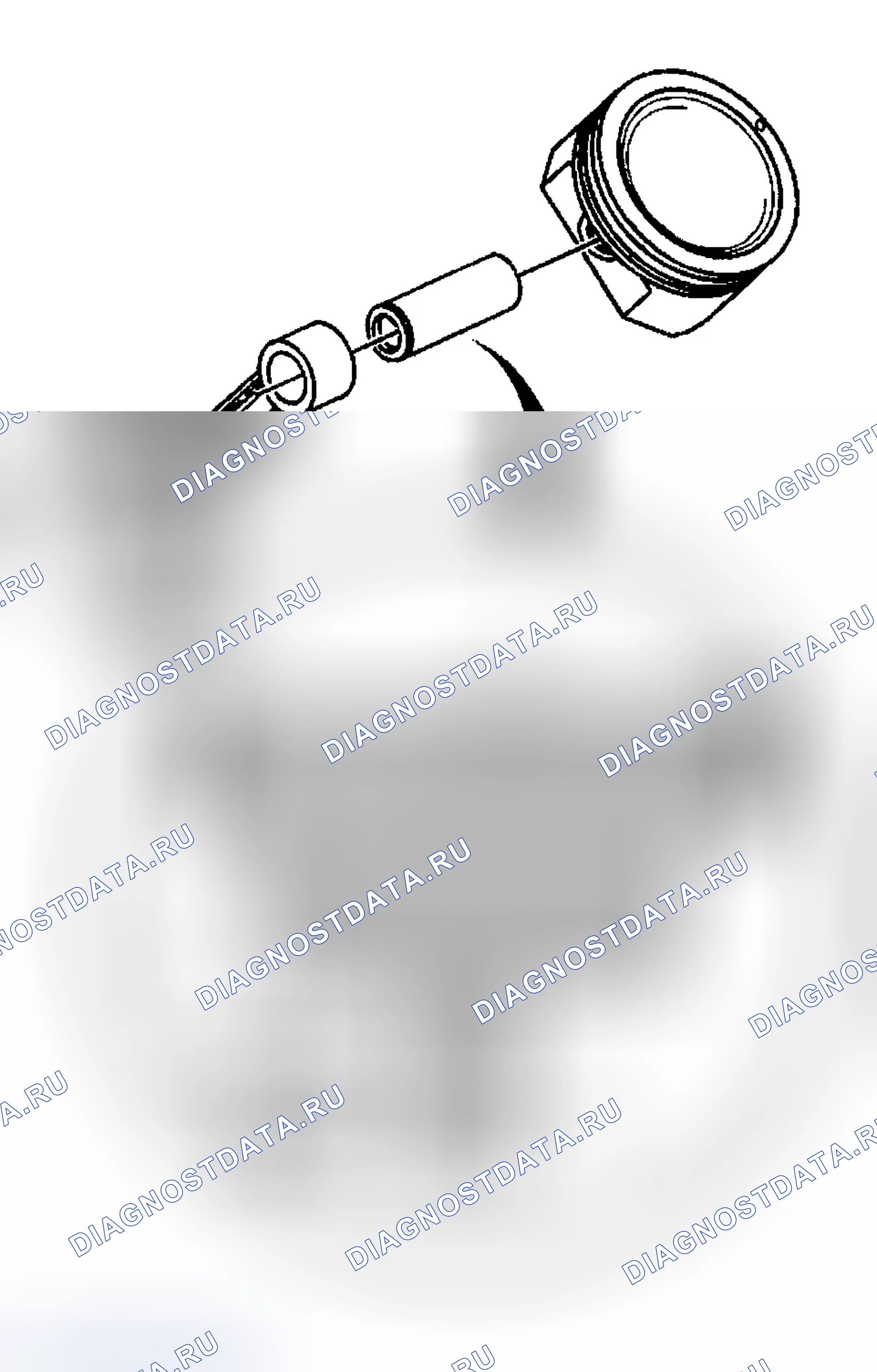
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа (1). В процессе установки втулки приводной инструмент расширяет нижнюю наружную резьбу вставки в основной материал (2). Это действие механически фиксирует вставку на месте. Кроме того, при установке на соответствующую глубину фланец вставки будет упираться в расточку ремонтируемого отверстия.
Схема №770
Важно: При выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Gm P / N 1052864 (канадский P / N 992881), Wd 40 ® или эквивалентную.
На инструменте драйвера установщика НЕОБХОДИМО использовать масло драйвера.
Наборы инструментов предназначены для использования либо с подходящим воротком, либо с двигателем сверла.
Схема №771
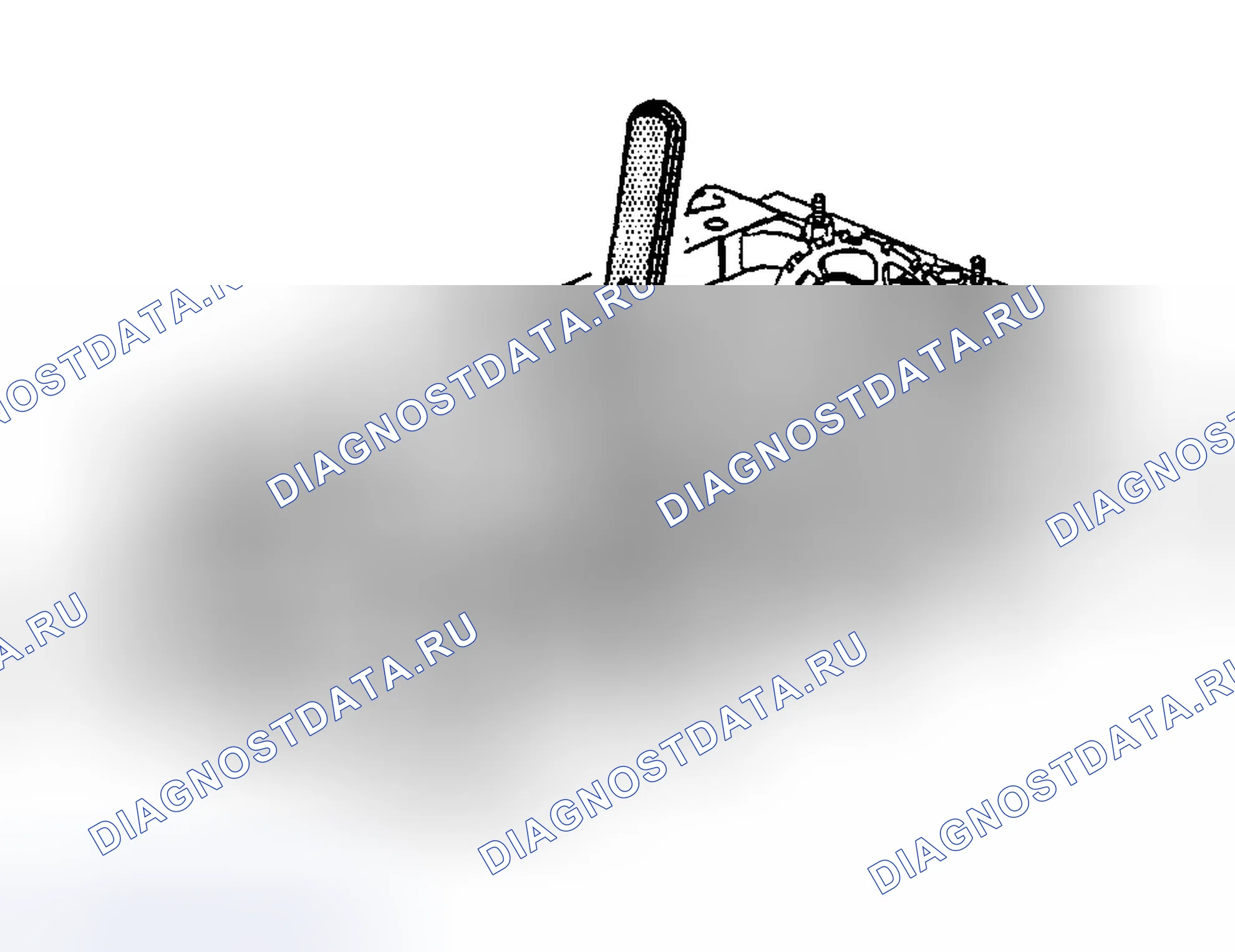
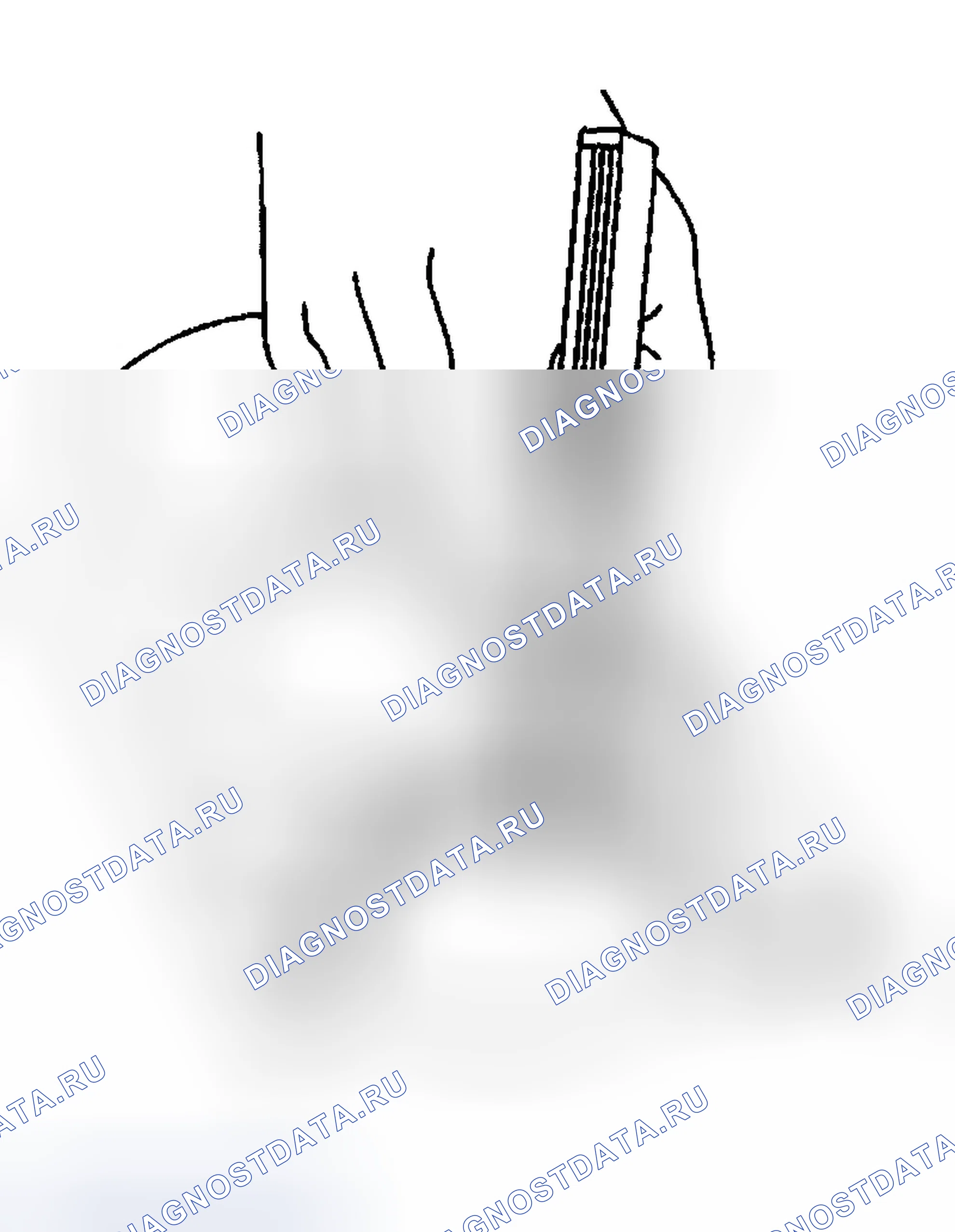
- Просверлите резьбу поврежденного отверстия (1). Для вкладышей M6 требуется минимальная глубина сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка (2) постучите по резьбе просверленного отверстия. Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463), GM P/N 12377981 (канадский P/N 10953463) или аналог в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. Важно: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
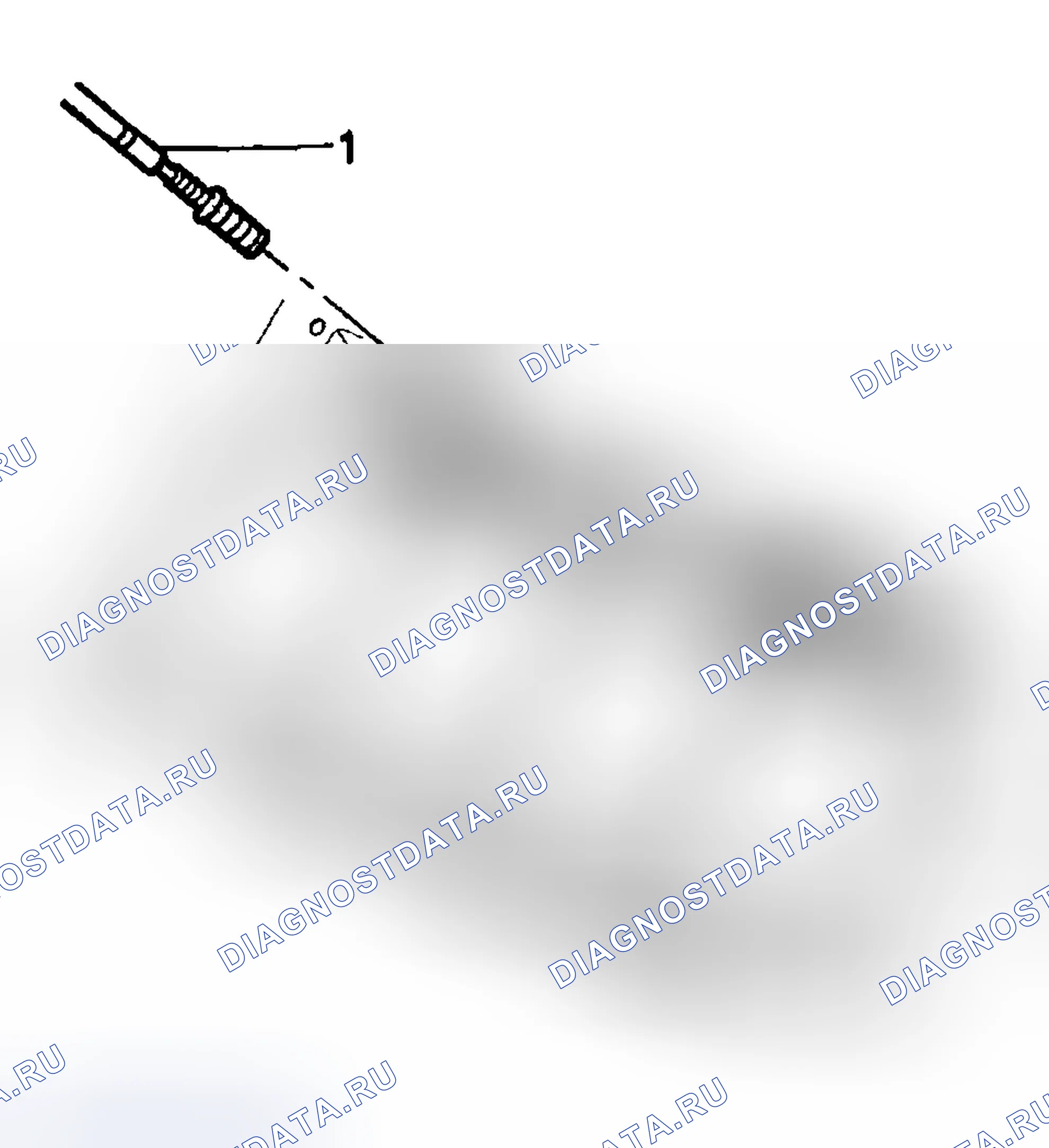
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш 2. Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью. Продолжайте вращать установочное приспособление (1) через вставку. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Осмотрите вставку на правильность установки в отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
Схема №772
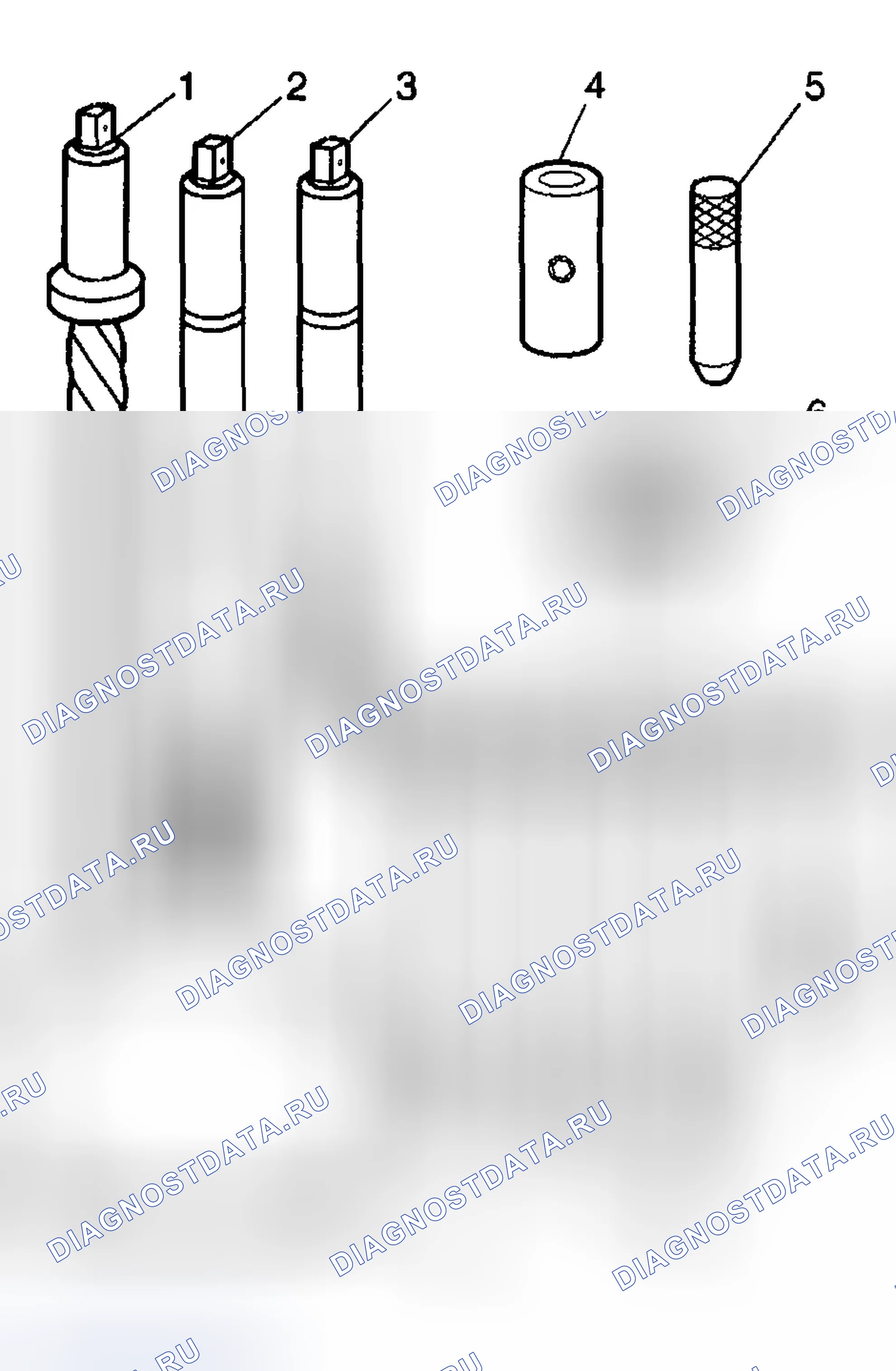
Схема №773
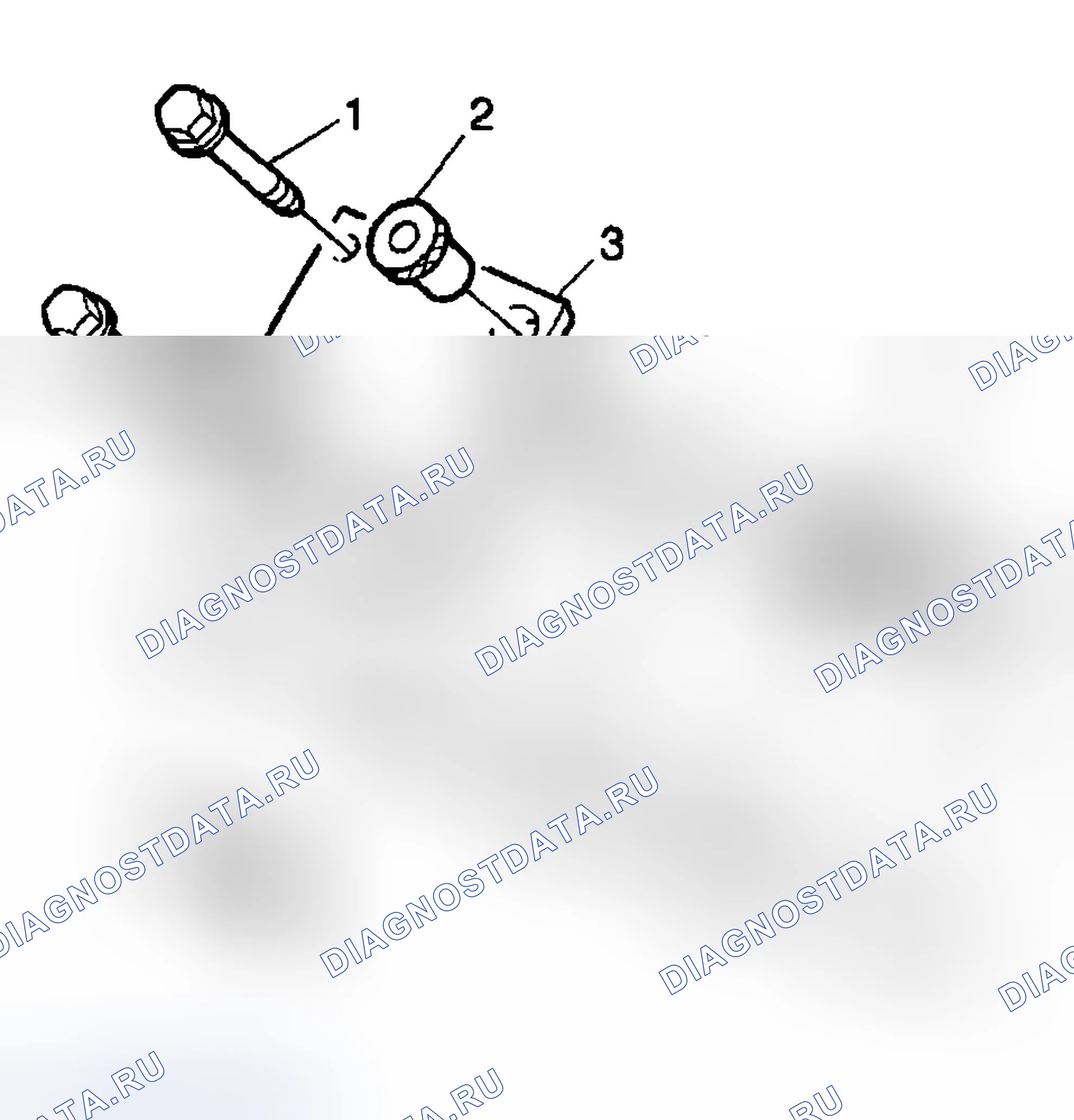
Схема №774
Схема №775
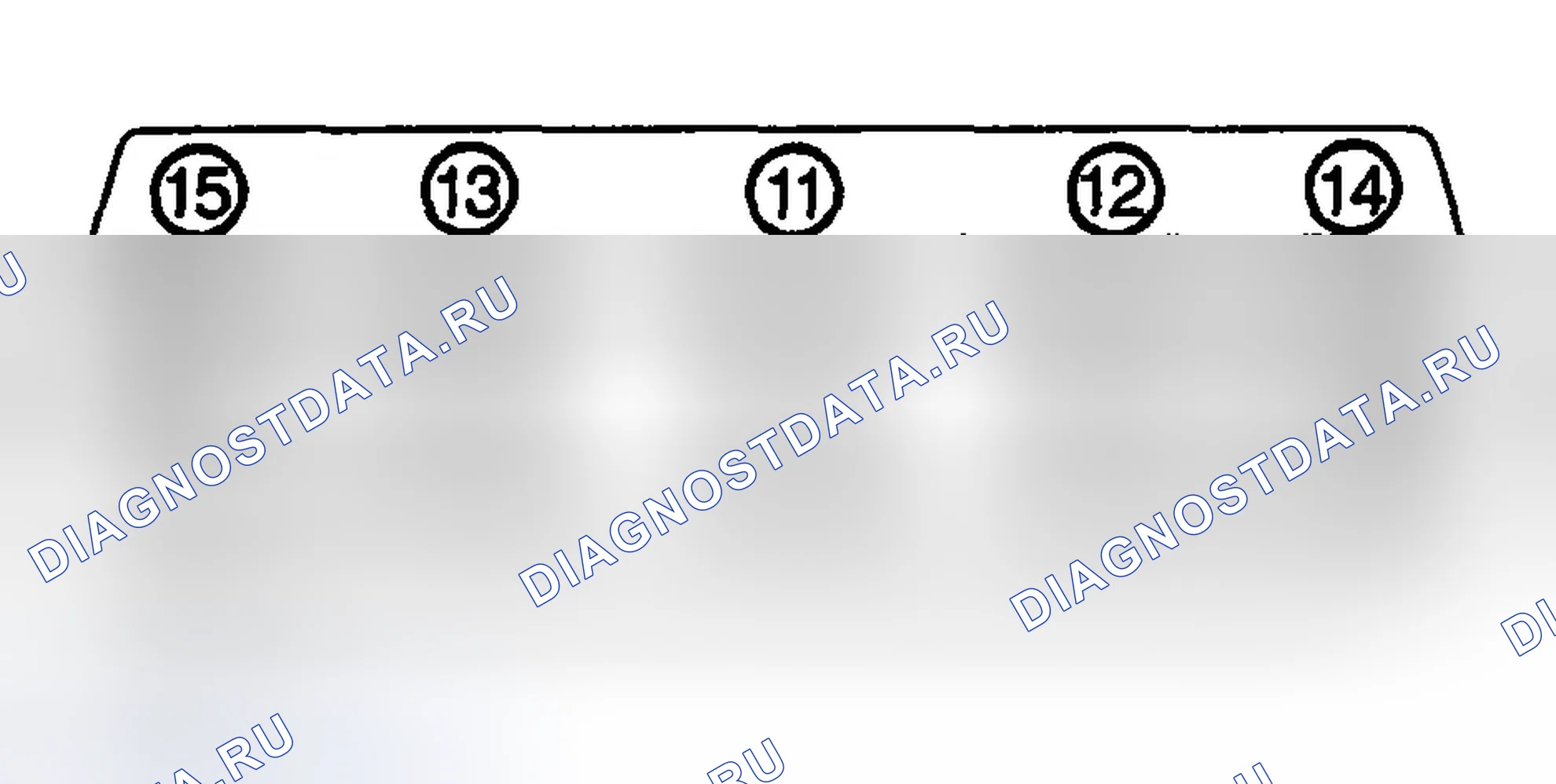
Схема №776
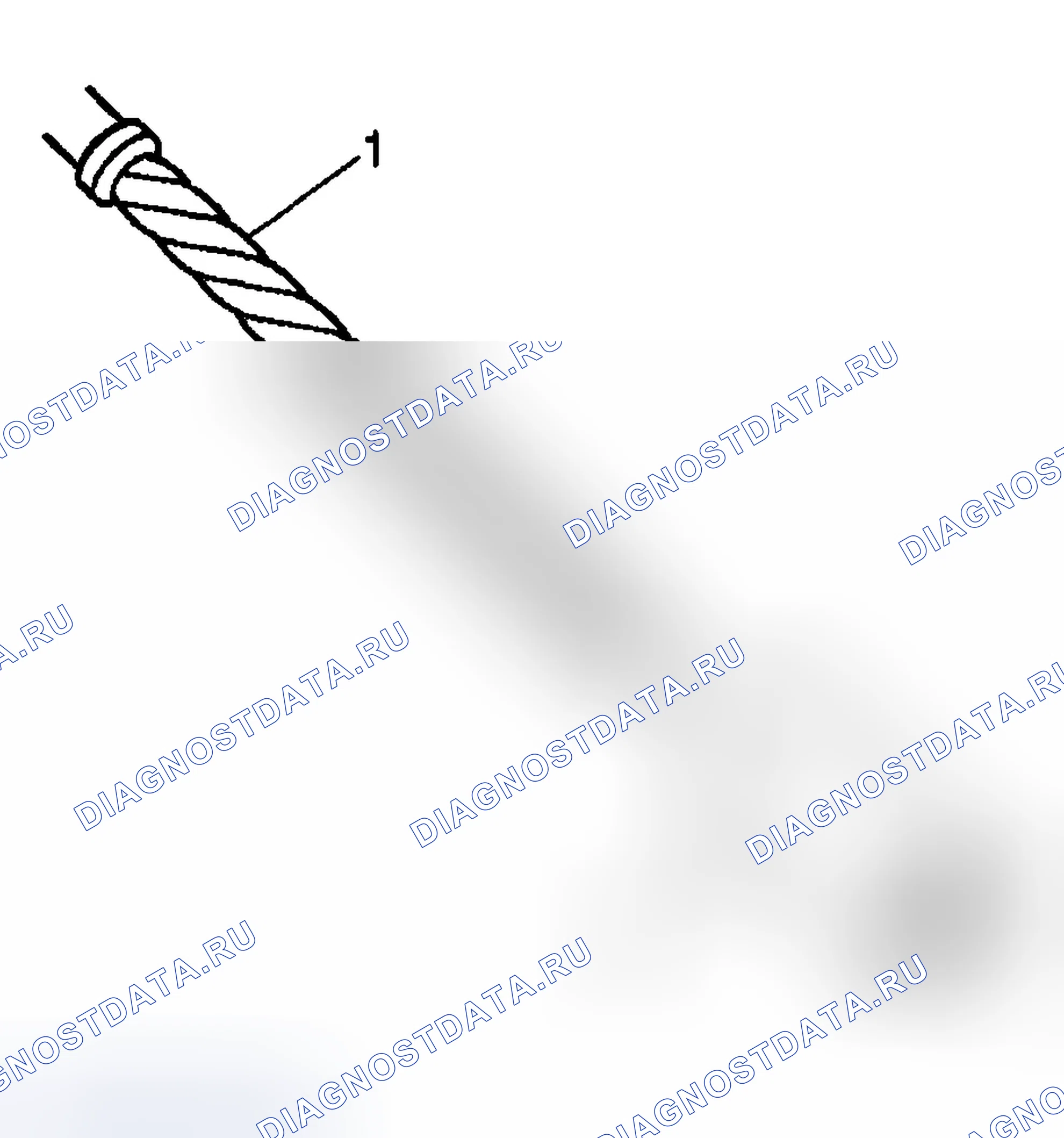
Схема №777
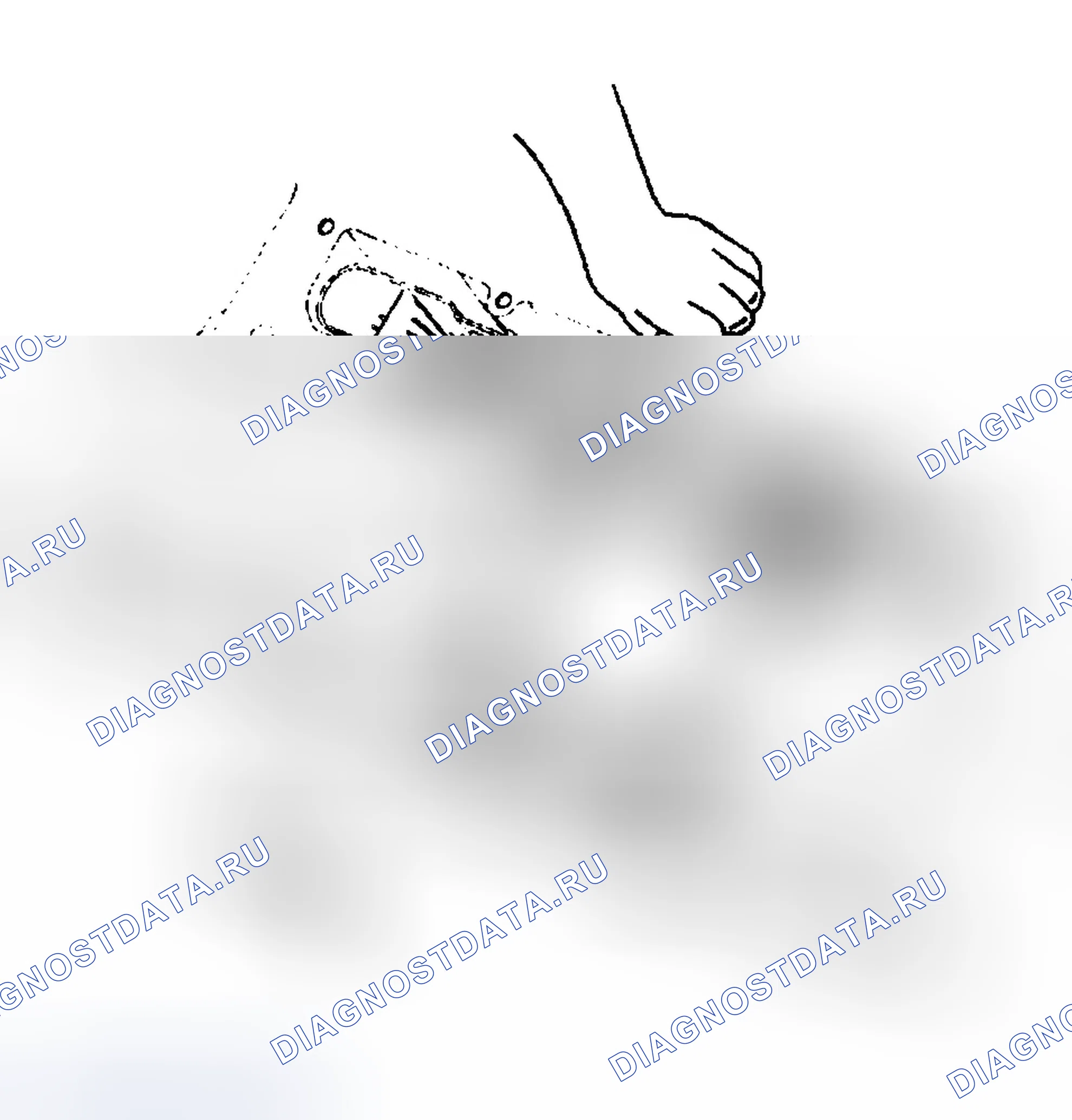
Схема №778
- Комплект для ремонта резьбы под болт головки цилиндров состоит из следующих элементов: Сверло (1) Метчик (2) Метчик (3) Подходящий сверлильный набор (4) Центровочный штифт (5) Втулка (6) Болты (7) Крепежная пластина (8) Важно: При использовании смазочно-охлаждающей жидкости Gm P / N 1052864 (Canadian P / N 992881), Wd 40 ® или эквивалентного инструмента рекомендуется использовать при выполнении операций сверления и при работе с приводом.
- Установите крепежную пластину 3, болты 1 и втулку 2 на палубу блока двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту (4).
- Вставьте центрирующий штифт (1) через втулку в отверстие.
- Вставьте центрирующий штифт в требуемое отверстие и затяните крепежные болты (2).
- Извлеките центрирующий штифт из отверстия.
- Отверстия для болтов головки цилиндров 1-8 являются глубокими отверстиями и будут просверлены без втулки сверла. Отверстия для болтов головки цилиндров 9 и 10 являются более мелкими отверстиями, сверление ДОЛЖНО быть выполнено с втулкой сверла на месте.
- Установите, при необходимости, стакан 2 на сверло 1. Важно: В процессе проработки необходимо многократно вынуть сверло и очистить отверстие от стружки.
- Просверлите резьбу поврежденного отверстия. Просверлите отверстие до соприкосновения стопорного бурта сверла или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия.
- Для врезания новой резьбы на нужную глубину вращайте метчик в отверстие до совмещения меток (1 или 4) на метчике с верхом втулки сверла (3). Для более глубоких отверстий под болты головки цилиндров (1-8) вращайте метчик до совмещения верхней метки на метчике (4) с верхом втулки сверла. Для более мелких отверстий под болты головки цилиндров (9 и 10) вращайте метчик до совмещения нижней метки на метчике (1) с верхом втулки сверла.
- Снимите крепежную пластину (2), втулку (3) и болты.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463), GM P/N 12377981 (канадский P/N 10953463) или аналог в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. Важно: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш и драйвер 1. Вращать инструмент привода до совмещения метки на инструменте с поверхностью деки блока двигателя. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Схема №779
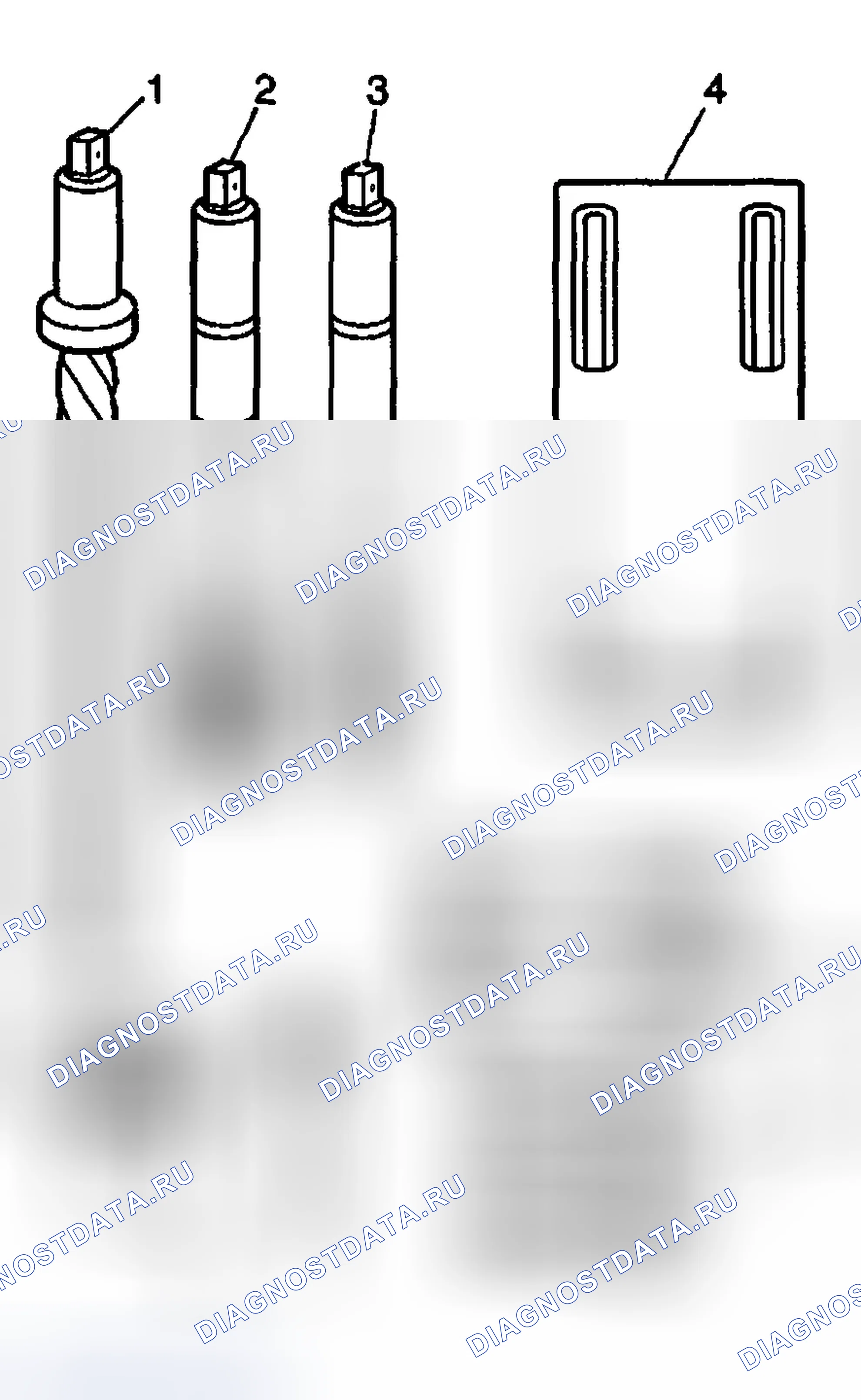
Схема №780
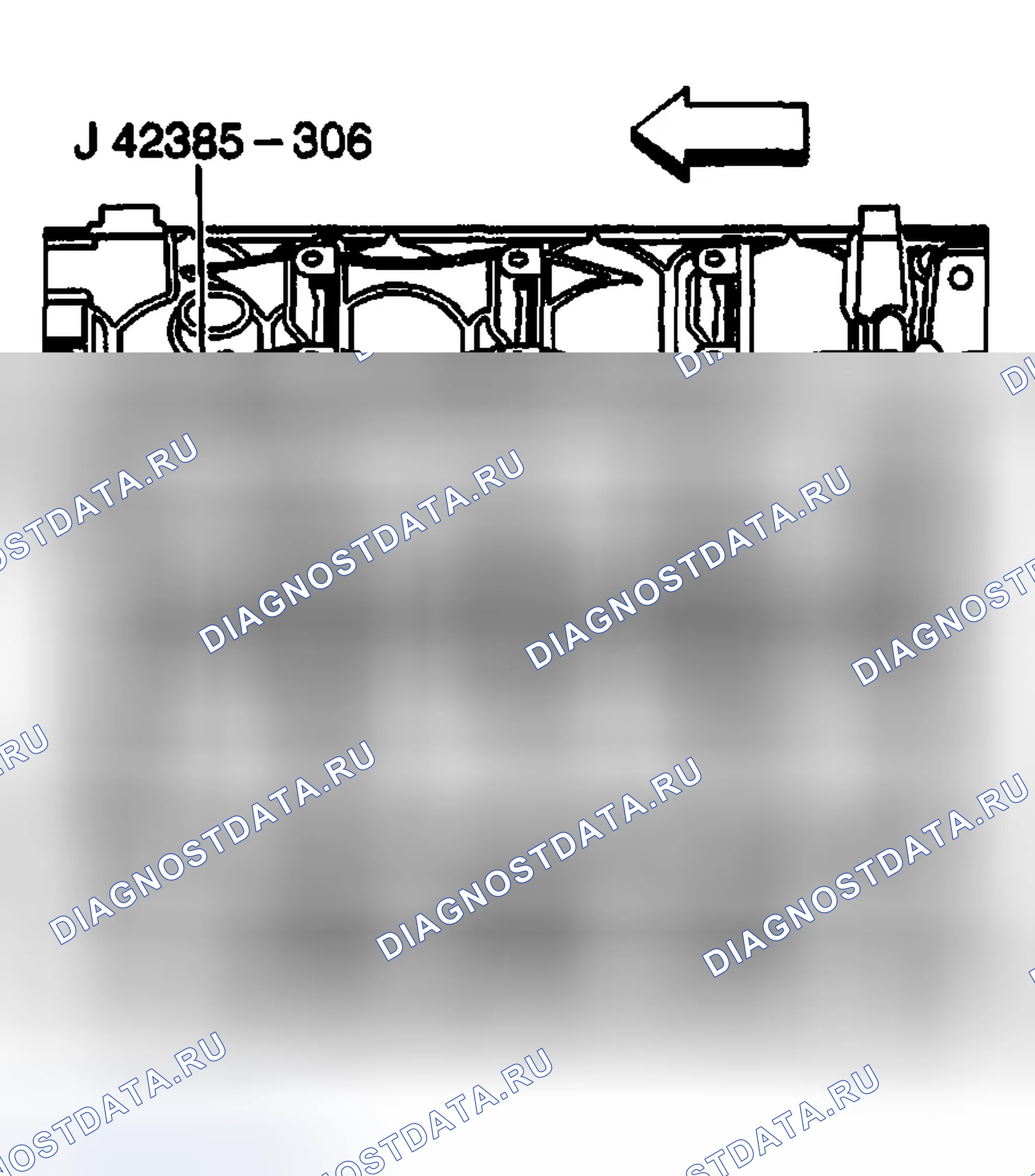
Схема №781
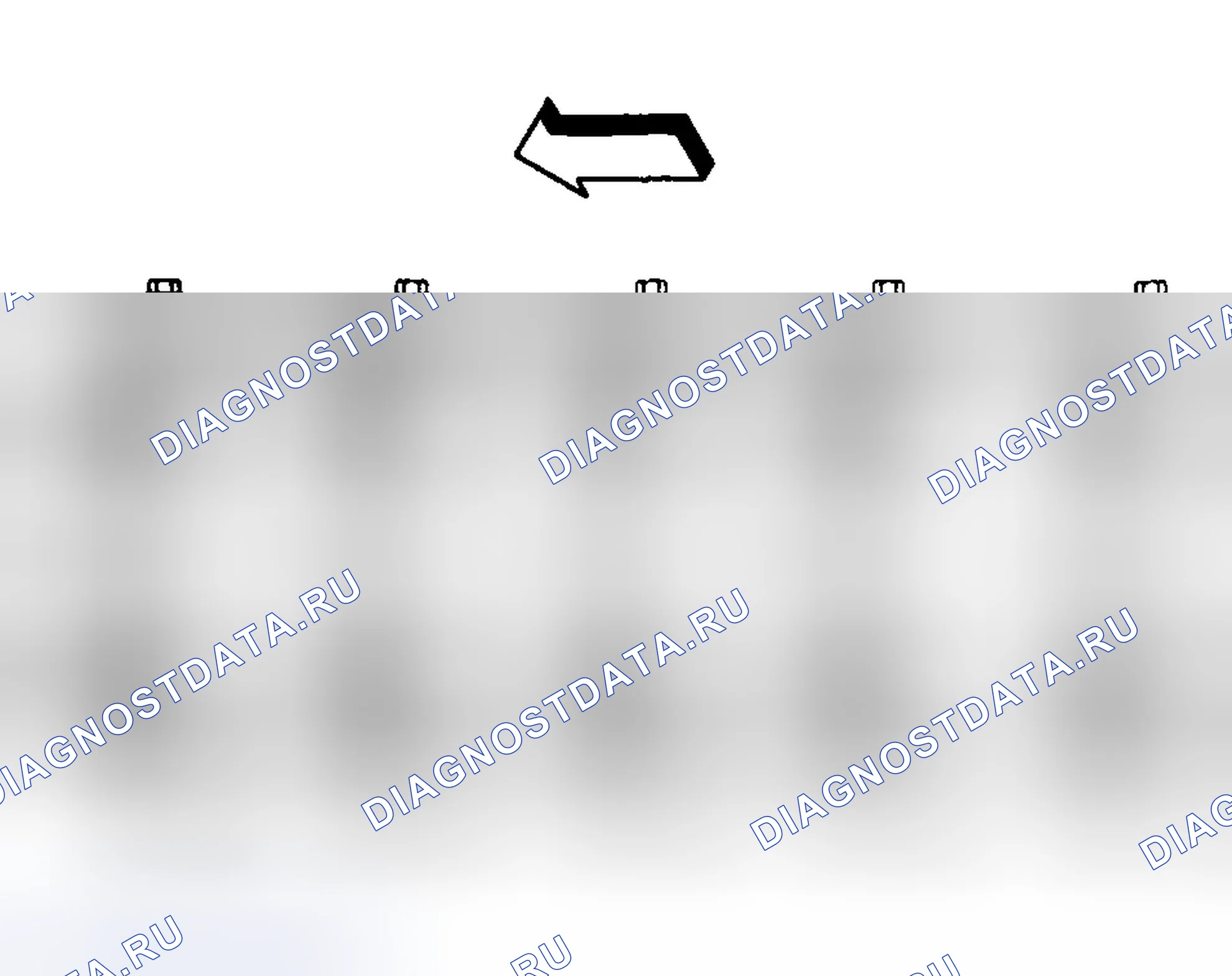
Схема №782
- Комплект для ремонта резьбы основного болта колпачка состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Крепежная пластина (4) Длинные болты (5) Короткие болты (6) Центровочный штифт (7) Втулка (8)
- Установите крепежную пластину, болт и втулку на блок двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту.
- Поместите центрирующий штифт в нужное отверстие и затяните крепежные болты приспособления.
- Просверлите поврежденное отверстие. Наружные болтовые отверстия (11-20) имеют более мелкие расточки. Используйте с дрелью стакан J 42385-316. Сверлить до соприкосновения стопорного бурта бурового долота или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка на метчике не совместится с верхней частью втулки. Для более глубоких основных отверстий колпачка (1-10) вращайте кран до тех пор, пока верхняя метка (4) на кране не совместится с верхней частью втулки (3). Для более мелких отверстий основной крышки (11-20) вращайте кран до тех пор, пока нижняя метка (1) на кране не совместится с верхней частью втулки (3).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. Важно: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовой замок LOCTITE <unk> 277, J 42385-109 (1), или аналог резьбы наружного диаметра вставки (2). Важно: Крепежная пластина и втулка остаются установленными на блоке двигателя во время процедуры установки вставки.
- Вставьте вставку и привод (1) через крепежную пластину и втулку в отверстие. Вращайте приводной инструмент до тех пор, пока метка на инструменте (3) не совместится с верхней частью втулки (2). Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Подбор поршня
Важно: Измерения всех компонентов следует проводить вместе с компонентами при нормальной комнатной температуре.
Для правильной посадки поршня отверстия цилиндров блока двигателя не должны иметь чрезмерного износа или конусности.
Использованный комплект из поршня и пальца может быть установлен на место, если после очистки и осмотра они соответствуют техническим требованиям.
Схема №783
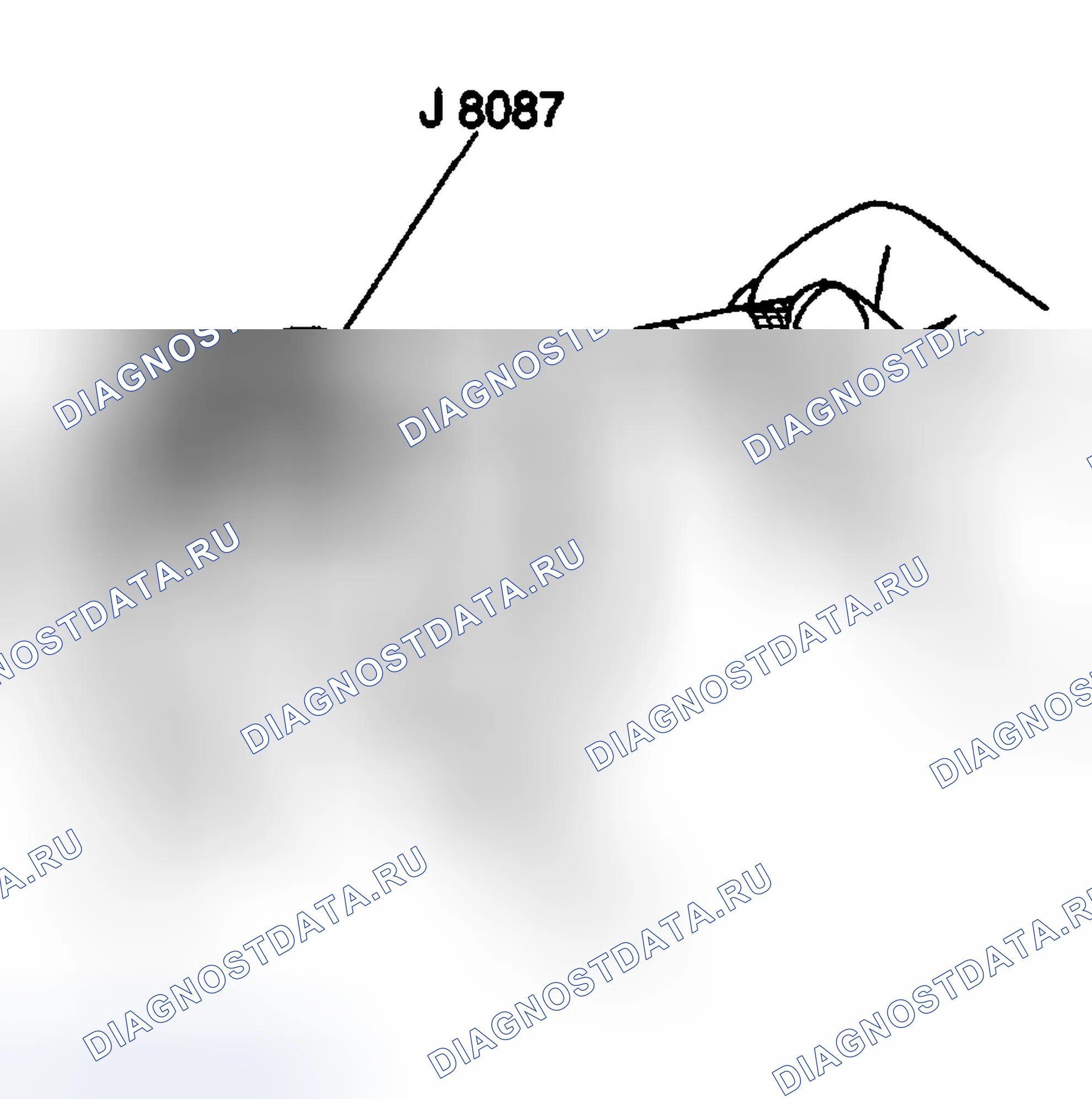
Схема №784
- Осмотрите расточку цилиндра блока двигателя на предмет задиров или других повреждений.
- Осмотрите поршень и поршневой палец. См. " Поршень, шатун и подшипники - очистка и проверка ".
- Измерьте поршень микрометром под прямым углом к поршню. См. " Поршень, шатун и подшипники - очистка и проверка ".
- Запишите диаметр поршня.
- Отрегулируйте микрометр в соответствии с записанным диаметром поршня.
- Вставить датчик отверстия в микрометр и обнулить лимб датчика отверстия.
- Измерьте диаметр отверстия цилиндра с помощью датчика. Измерьте в точке на расстоянии 64 мм (2,5 дюйма) от верхней части отверстия цилиндра.
- Запишите диаметр отверстия цилиндра.
- Вычесть диаметр поршня из диаметра отверстия цилиндра, чтобы определить зазор между поршнем и отверстием. См. " Механические характеристики двигателя (4.3L - LR4 VIN V) ", " Механические характеристики двигателя (5.3L - LM7 VIN T / L59 VIN Z) " или " Механические характеристики двигателя (6.0L - LQ4 VIN U / xtagn 4) ". LQ9
- Если надлежащий зазор не может быть получен, выберите другой поршень и измерьте зазоры. Если надлежащая посадка не может быть получена, отверстие цилиндра может потребовать сверления и хонингования для замены негабаритного поршня или блока двигателя.
Распределительный вал и система привода
Стальной цельный распределительный вал заготовки поддерживается пятью подшипниками, запрессованными в блок двигателя. Распределительный вал имеет механически обработанное реактивное кольцо датчика распределительного вала, включенное между четвертой и пятой цапфами подшипника. Звездочка синхронизации распределительного вала установлена спереди распределительного вала и приводится в движение звездочкой коленчатого вала через цепь синхронизации распределительного вала. Звездочка коленчатого вала со шлицами установлена на коленчатом валу с помощью шпонки и шпоночной канавки. Шлицы звездочки коленчатого вала приводят в движение ведомую шестерню масляного насоса. Удерживающая пластина, установленная в передней части блока цилиндров двигателя, поддерживает положение распределительного вала.
Коленчатый вал
Коленчатый вал отлит из шаровидного чугуна. Коленчатый вал поддерживается пятью подшипниками коленчатого вала. Подшипники удерживаются крышками подшипников коленчатого вала, которые обрабатываются с блоком двигателя для правильной центровки и зазора. Шейки коленчатого вала подрезаны и прокатаны. Центральная коренная шейка - это упорная шейка. Положение коленчатого вала. Реактивное кольцо по прессовой посадке установлено в задней части коленчатого вала. Реактивное кольцо не подлежит отдельному обслуживанию.
Головки цилиндров
Головки цилиндров отлиты из алюминия и имеют запрессованные на месте направляющие клапана из порошкового металла и седла клапанов. Проходы для системы отбора воздуха охлаждающей жидкости двигателя находятся в передней части каждой головки цилиндров. Крышки коромысел клапанов крепятся к головке цилиндров четырьмя установленными по центру болтами крышек коромысел.
Блок двигателя
Блок двигателя представляет собой конфигурацию с глубокой юбкой 90 градусов V типа " кулачок в блоке " с пятью крышками подшипников коленчатого вала. Блок двигателя чугунный. Пять крышек подшипников коленчатого вала имеют по четыре вертикальных крепежных болта M10 и два горизонтальных болта M8. Распредвал поддерживается пятью подшипниками распределительного вала, запрессованными в блок.
Выпускные коллекторы
Выхлопные коллекторы представляют собой цельную чугунную конструкцию. Выхлопные коллекторы направляют выхлопные газы из камер сгорания в выхлопную систему. В некоторых случаях применения правый коллектор имеет выход для системы рециркуляции выхлопных газов (рециркуляция отработавших газов). Газы выхлопной системы направляются из правого выпускного коллектора через узел трубы рециркуляция отработавших газов и клапан во впускной коллектор. Узел трубы рециркуляция отработавших газов удерживается в выпускном коллекторе двумя болтами и уплотнен на фланце выпускного коллектора уплотнением.
Впускной коллектор
Впускной коллектор представляет собой цельную составную конструкцию, которая включает в себя латунные резьбовые вставки для монтажа топливной рейки, кронштейн дроссельного троса, корпус дроссельной заслонки, корпус испарительной эмиссии (EVAP), соленоид передней тяги, трубу рециркуляции отработавших газов (рециркуляция отработавших газов), обзорный экран двигателя и обзорный кронштейн. Каждая сторона впускного коллектора уплотнена к головке цилиндра с помощью многоразовой силиконовой уплотнительной прокладки и нейлонового несущего узла.
Масляный поддон
Конструктивный масляный поддон - литой алюминий. Конструкция включает в себя монтажную бобышку масляного фильтра, отверстие сливной пробки, монтажное отверстие датчика уровня масла и перегородку масляного поддона. Крышка масляного поддона и датчик уровня масла крепятся к боковым сторонам масляного поддона. Выравнивание конструктивного масляного поддона к задней части блока двигателя и картера коробки передач имеет решающее значение.
Система клапанов
Движение передается от распределительного вала через гидравлические роликовые клапанные подъемники и трубчатые толкатели на коромысла роликового типа. Нейлоновый клапанный подъемник направляет положение и удерживает клапанные подъемники. Клапанные коромысла для каждого ряда цилиндров установлены на пьедесталах (шарнирных опорах). Каждое коромысло удерживается на шарнирной опоре и головке цилиндра болтом. Клапанная привязь имеет сетчатую конструкцию.
Информация о новой продукции
Цель новой информации о продукте - выделить или указать важные изменения продукта по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько из следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Изменены технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются новые специальные инструменты
- Сравнение компонентов предыдущего года
Новые герметики и/или клеи
Добавлены канадские номера деталей SPO.
Сравнение компонентов за предыдущий год
- Новый движок 5.3L был разработан и идентифицирован как RPO L59-VIN Z.
- Разработан новый движок 6.0L и идентифицирован как RPO LQ9-VIN N.
- Во всех приложениях будет использоваться двухточечная конструкция трубопровода отбора охлаждающего воздуха двигателя.
- Система воздух Injection Reaction (система впрыска вторичного воздуха) была удалена из всех приложений.
- Масляное уплотнение штока клапана второй конструкции и регулировочная прокладка в сборе будут использоваться на всех двигателях.
- В некоторых областях применения используется прокладка головки цилиндров многослойной стальной конструкции.
- Двигатели 6.0L LQ9 будут использовать полностью плавающий поршень и конструкцию штифта. В этих приложениях штифт удерживается в поршне с помощью удерживающих зажимов.
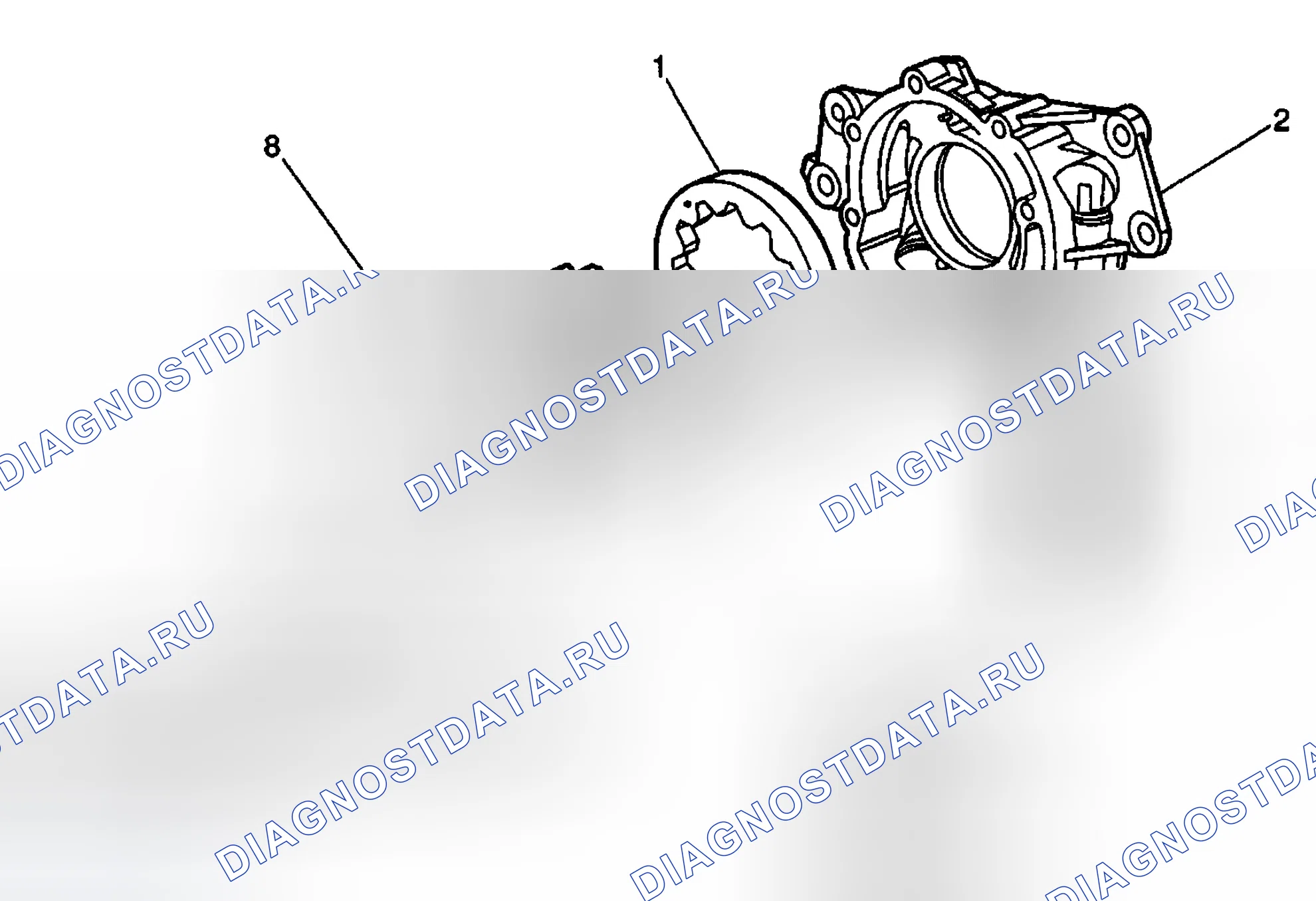
Схема №785
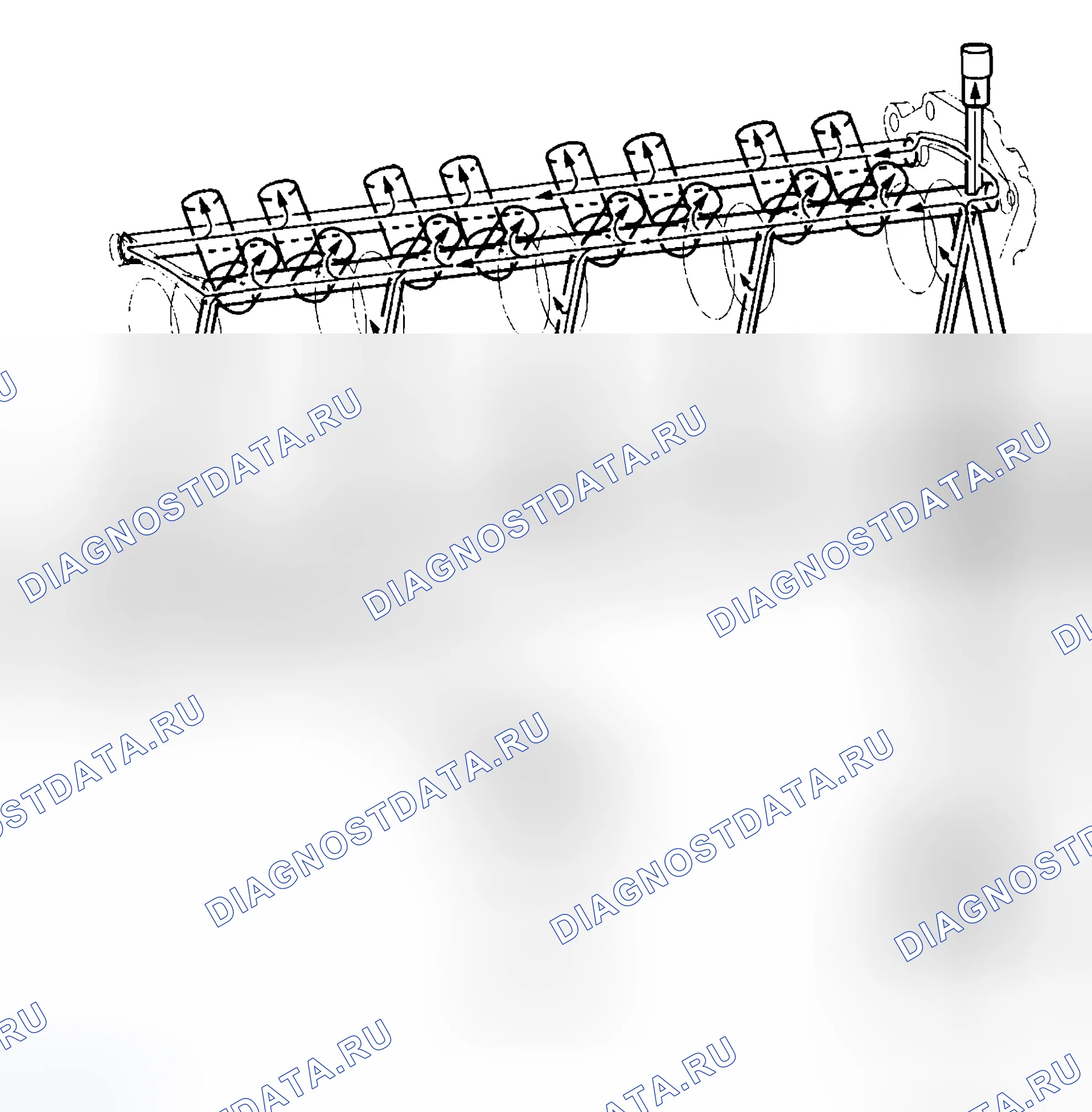
Смазка двигателя поставляется узлом масляного насоса героторного типа. Насос монтируется на передней части блока двигателя и приводится в движение непосредственно звездочкой коленчатого вала. Шестерни насоса вращаются и откачивают масло из поддона картера через приемное сито и трубу. Масло находится под давлением, когда оно проходит через насос и направляется через масляные галереи блока двигателя. Внутри узла масляного насоса находится предохранительный клапан, который поддерживает давление масла в заданном диапазоне. Масло под давлением направляется через нижнюю галерею к полнопоточному масляному фильтру, где удаляются вредные загрязнения. Байпасный клапан встроен в масляный поддон, в бобышке масляного фильтра, что позволит потоку масла в случае ограничения фильтра. В задней части блока масло затем направляется в верхние главные масляные галереи, которые просверлены чуть выше узла распределительного вала. Оттуда масло затем направляется на подшипники коленчатого и распределительного валов. Масло, которое попало в верхние главные масляные галереи, также создает давление в узлах подъемника клапана и затем прокачивается через толкатели для смазки коромысел клапанов и штоков клапанов. Масло, возвращающееся в поддон, направляется маслоотражателем коленчатого вала. Давление масла и уровень в картере контролируются каждый индивидуальными датчиками.
Внешний маслоохладитель доступен для определенных применений, все 6.0L. Масло направляется от масляного насоса, через нижнюю главную масляную галерею к полнопоточному масляному фильтру. Затем масло направляется через выпускную масляную галерею масляного поддона, расположенную в левой задней части масляного поддона, и к внешнему маслоохладителю через узел шланга. Масло проходит через маслоохладитель и возвращается в двигатель во входную масляную галерею масляного поддона, расположенную в левой задней части масляного поддона. Затем масло направляется в верхние главные масляные галереи и остальную часть двигателя в сборе.
Схема №786
Чистота и уход
- На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения является частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если это специально не оговорено.
- При обслуживании любых внутренних деталей двигателя важен уход и чистота.
- Когда компоненты снимаются для обслуживания, они должны быть промаркированы, организованы или сохранены в определенном порядке для сборки. См. " Разделительные детали ".
- В момент установки компоненты следует устанавливать в том же месте и с той же сопрягаемой поверхностью, что и при демонтаже.
- Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в миллиметрах или тысячных долях дюйма. Эти поверхности должны быть закрыты или защищены во избежание повреждения компонентов.
- На трущиеся участки при сборке следует наносить либеральное покрытие из чистого моторного масла.
- Правильная смазка защитит и смазает трущиеся поверхности при начальной эксплуатации.
Как заменить прокладки двигателя
Необходимые инструменты
J 28410 Съемник прокладок
Повторное использование прокладок и нанесение герметиков
- Не используйте повторно прокладки, если не указано иное.
- Прокладки, которые могут быть использованы повторно, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на прокладку или уплотнительную поверхность, если это не указано в сервисной информации.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Удары следует делать на изгибах или усиленных участках, чтобы предотвратить деформацию деталей.
Как очистить поверхности прокладок
- Удалите всю прокладку и уплотнительный материал с детали с помощью J 28410 или аналогичного устройства.
- Необходимо соблюдать осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкодисперсные частицы, которые масляный фильтр не может удалить из масла. Этот порошок является абразивным и, как известно, вызывает внутренние повреждения двигателя.
Соединение труб
Важно: Три типа герметика обычно используются в двигателях. Это герметик для вулканизации при комнатной температуре (RTV), герметик для удаления анаэробных прокладок и соединение труб. Правильный герметик и количество должны использоваться в правильном месте для предотвращения утечек масла. НЕ меняйте 3 типа герметиков. Используйте только специальный герметик или эквивалент, как рекомендовано в процедуре обслуживания.
- Состав для соединения труб представляет собой податливый герметик, который не полностью затвердевает. Этот тип герметика используется там, где две нежесткие части, такие как масляный поддон и блок двигателя, собраны вместе.
- Не используйте стык труб в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Соблюдайте все рекомендации и указания по технике безопасности, которые есть на контейнере.
Чтобы удалить герметик или материал прокладки, обратитесь к разделу " Замена прокладок двигателя ".
- Нанесите состав для соединения труб на чистую поверхность. Используйте размер или количество шариков, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий.
- На одну уплотнительную поверхность нанести непрерывный валик соединения труб. Уплотняемые поверхности, подлежащие повторной герметизации, должны быть чистыми и сухими.
- Затяните болты в соответствии с техническими условиями. Не затягивайте.
RTV Sealer
- Герметик RTV твердеет при воздействии воздуха. Этот тип герметика используется там, где две нежесткие части, такие как впускной коллектор и блок двигателя, собраны вместе.
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Соблюдайте все рекомендации и указания по технике безопасности, которые есть на контейнере.
Чтобы удалить герметик или материал прокладки, обратитесь к разделу " Замена прокладок двигателя ".
- Нанесите RTV на чистую поверхность. Используйте размер бортика, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий.
- Соберите компоненты, пока RTV еще влажный, в течение 3 минут. Не ждите, пока RTV закончится.
- Затянуть болты до технических характеристик. Не затягивайте.
Анаэробный герметик
- Анаэробный эксгаустер затвердевает при отсутствии воздуха. Этот тип герметика используется там, где две жесткие детали, например, отливки, собираются вместе. При разборке двух жестких деталей и отсутствии легко заметного уплотнителя или прокладки, детали, вероятно, собирались с использованием прокладочного элиминатора.
- Следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере. Чтобы удалить герметик или материал прокладки, обратитесь к разделу " Замена прокладок двигателя ".
- На один фланец нанести непрерывный буртик разделителя прокладок. Уплотняемые поверхности должны быть чистыми и сухими.
- Распределите герметик равномерно пальцем, чтобы получить равномерное покрытие на уплотняемой поверхности. Важно: Анаэробные герметичные соединения, которые частично скручены и могут затвердеть более пяти минут, могут привести к неправильному шиммированию и герметизации соединения.
- Затянуть болты до технических характеристик. Не затягивайте.
- После правильной затяжки креплений удалите излишки герметика с внешней стороны соединения.
Разделение деталей
Важно: Многие внутренние компоненты двигателя будут развивать специфические схемы износа на своих трущихся поверхностях.
При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы или организованы таким образом, чтобы обеспечить установку в их первоначальное место и положение.
Разделение, маркировка или организация следующих компонентов
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Шатун к шейке коленчатого вала
- Соединительный стержень к крышке подшипника. Рекомендуется использовать краску или инструмент для травления / гравировки. Штамповка соединительного стержня или крышки вблизи отверстия подшипника может повлиять на геометрию компонента.
- Коренные и шатунные подшипники коленчатого вала
- Кулачковый вал и клапанные подъемники
- Подъемники клапанов, направляющие подъемников, штанги толкателей и коромысла в сборе
- Клапан к направляющей клапана
- Пружина клапана и регулировочная прокладка в положение головки цилиндров
- Расположение и направление крышки основного подшипника блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Инструменты и оборудование
Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Эти инструменты или их эквиваленты специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также позволит свести к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие элементы
- Одобренные защитные очки и защитные перчатки
- Чистая, хорошо освещенная рабочая зона
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Поддоны или контейнеры для хранения для хранения деталей и крепежных элементов
- Соответствующий набор ручного инструмента
- Утвержденный стенд для ремонта двигателя
- Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов