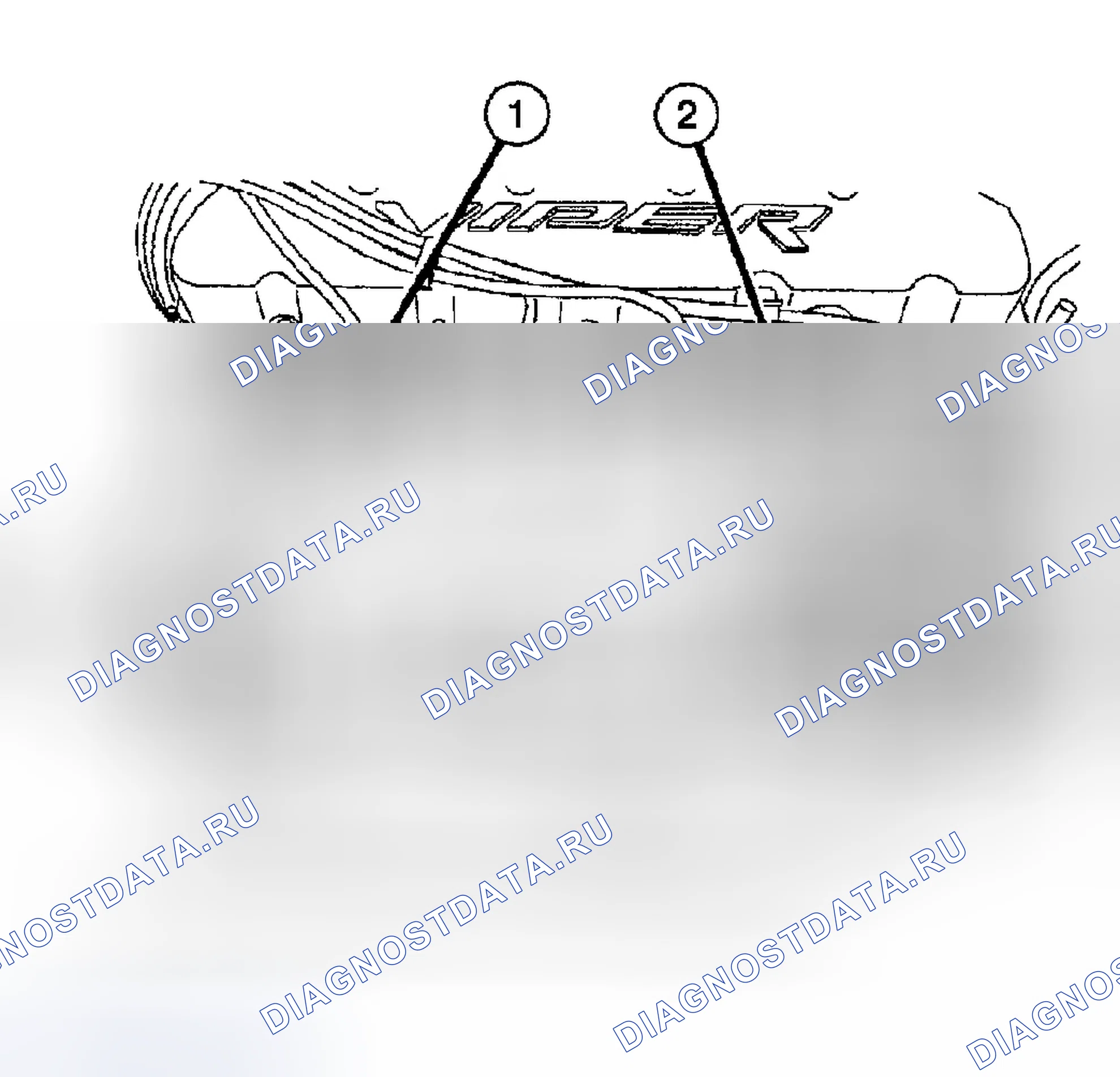
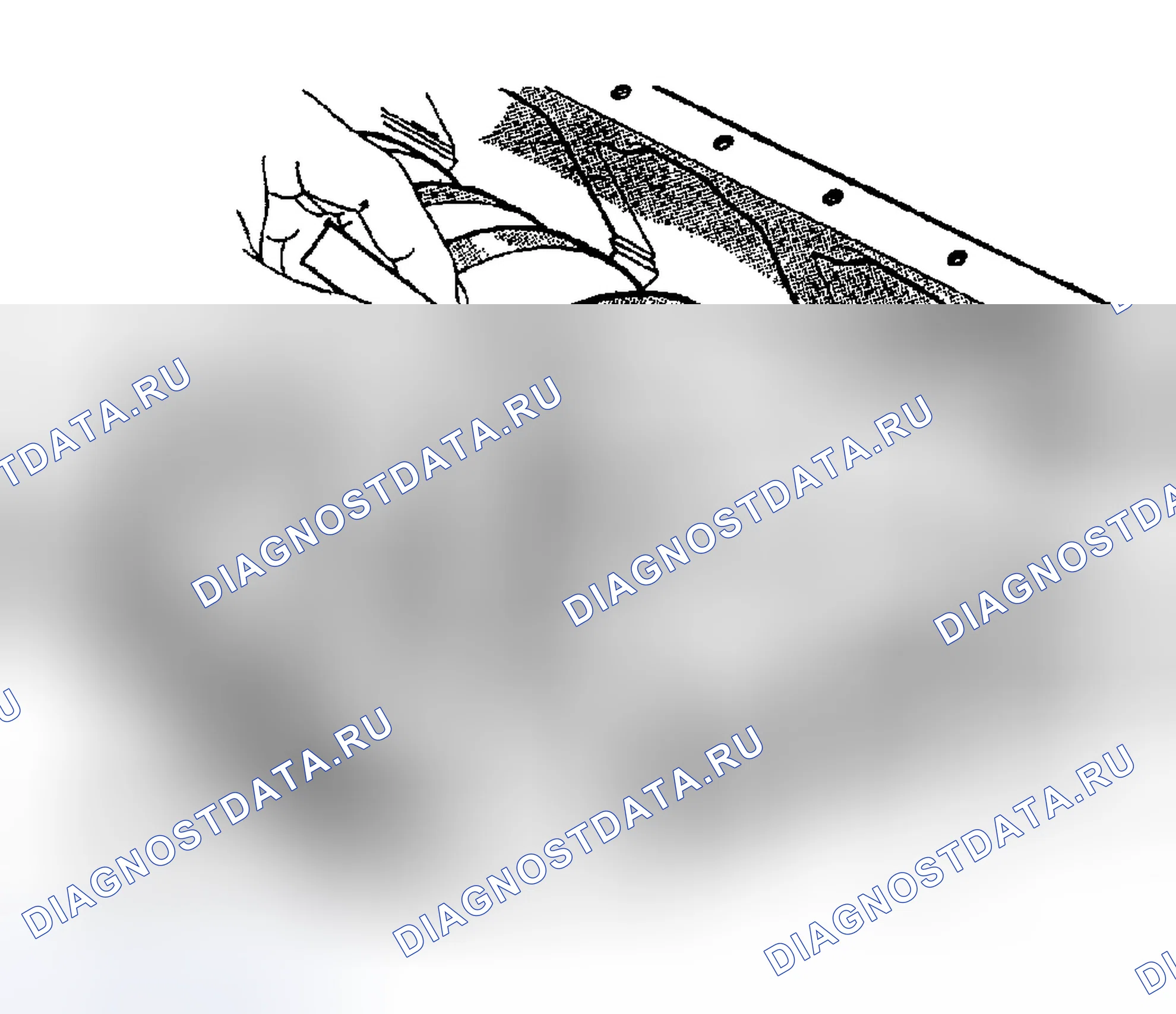
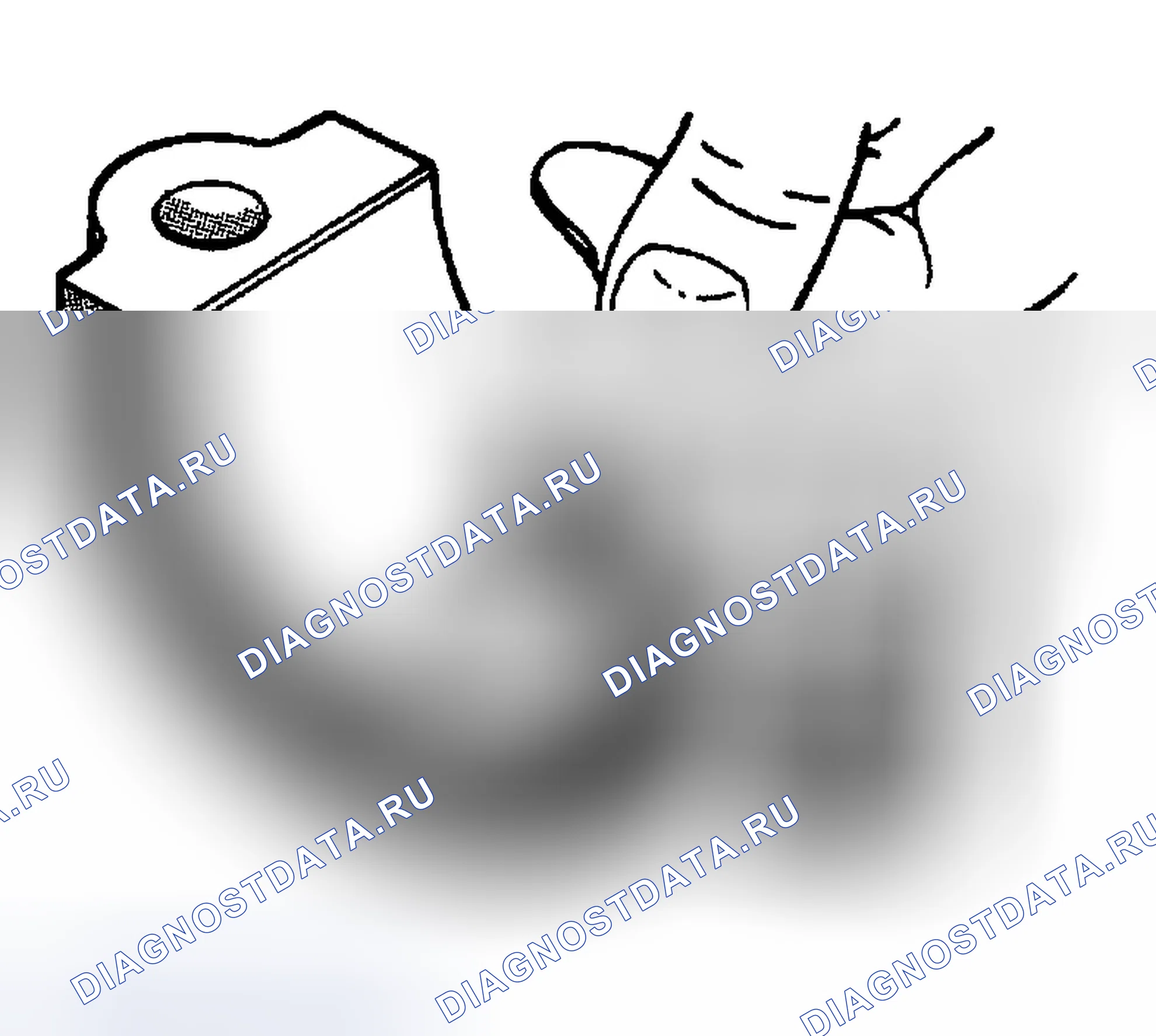
Серийный номер двигателя
Этот номер расположен в правой нижней передней части блока цилиндров рядом с датчиком давления масла (Датчик 2)
Схема №633
Способ тестирования системы охлаждения.
| Предупреждение | ПРИ НАЛИЧИИ ТЕСТЕРА СИСТЕМЫ ОХЛАЖДЕНИЯ ДАВЛЕНИЕ БУДЕТ БЫСТРО НАРАСТАТЬ. ИЗБЫТОЧНОЕ ДАВЛЕНИЕ, СОЗДАВАЕМОЕ ПРИ НЕПРЕРЫВНОЙ РАБОТЕ ДВИГАТЕЛЯ, ДОЛЖНО СБРАСЫВАТЬСЯ ДО БЕЗОПАСНОЙ ТОЧКИ ДАВЛЕНИЯ. НЕ ДОПУСКАЙТЕ ПРЕВЫШЕНИЯ ДАВЛЕНИЯ 138 кПА (20 фунт/кв. дюйм). |
|---|
Установите тестер системы охлаждения 7700 или аналогичный на горловину колпачка под давлением. Запустите двигатель и наблюдайте за манометром тестера. Если манометр пульсирует с каждым рабочим ходом цилиндра, очевидна утечка давления сгорания.
Предварительный этап проверки гидравлических толкателей
Перед разборкой любой части двигателя для исправления шума толкателя проверьте уровень моторного масла и давление масла.
- Проверьте уровень масла в двигателе. Уровень масла Проверьте: остановите двигатель после достижения нормальной рабочей температуры. Уровень масла никогда не должен быть выше отметки FULL на щупе или ниже отметки ADD. Любое из этих двух условий может быть причиной шумных толкателей. Дайте 5 минут для стабилизации уровня масла, проверьте щуп.
- Снимите датчик давления масла.
- Установите надежный манометр масла в месте расположения датчика давления масла.
Давление масла должно составлять от 30 до 552 кПа (от 206,8 до 551,6 к Па) при 2000 об / мин.
Слишком высокий уровень масла
Если уровень масла выше отметки FULL на щупе, возможно, что шатуны погрузятся в масло во время работы двигателя и создадут пену. Пена в масляном поддоне будет подаваться к гидравлическим толкателям масляным насосом, заставляя их становиться мягкими и позволять клапанам шумно садиться.
Слишком низкий уровень масла
Низкий уровень масла может позволить насосу всасывать воздух, который при подаче на толкатели, заставляет их становиться мягкими и позволяет клапанам шумно садиться. Любые утечки на впускной стороне насоса, через которые можно втягивать воздух, создадут такое же действие толкателя. Проверьте систему смазки от впускного сетчатого фильтра до крышки насоса, включая крышку фиксатора предохранительного клапана. Когда шум от выпускного клапана из-за аэрации, он может быть прерывистым или постоянным, и, как правило, более чем один толкатель будет шумным.
Стандартная процедура - сердечник двигателя и заглушки масляного картера
Используя тупой инструмент, такой как дрифт и молоток, ударьте по нижнему краю чашечной пробки. Вращая чашечную пробку, прочно обхватите плоскогубцами или другим подходящим инструментом и снимите пробку (Рис. 3)
Схема №634
| Внимание | Не загоняйте заглушку стакана в отливку, так как это может привести к ограниченному охлаждению и вызвать серьезные проблемы с двигателем. |
|---|
Тщательно очистите внутри стакана пробочное отверстие в блоке цилиндров или головке. Обязательно удалите старый герметик. Слегка покройте отверстие в пробке стакана шпилькой Mopar® и держателем подшипника. Убедитесь, что новая пробка очищена от всего масла или смазки. Используя соответствующую вилку привода, вставьте вилку в отверстие так, чтобы острый край вилки находился на расстоянии не менее 0,5 мм (0 020 дюйма) внутри заходной фаски.
Нет необходимости ждать отверждения герметика. Система охлаждения может быть заправлена и автомобиль немедленно введен в эксплуатацию.
Стандартная процедура - фасонные прокладки и уплотнители
На двигателе имеются многочисленные места, где применяются прокладки по форме на месте. При наложении прокладок по месту необходимо соблюдать осторожность, чтобы гарантировать получение желаемых результатов. Не используйте прокладочный материал по месту, если не указано иное. Размер шариков, непрерывность и расположение имеют большое значение. Слишком тонкий шарик может привести к утечке, в то время как слишком большой может привести к переливу, который может сломаться и перекрыть линии подачи жидкости. Непрерывный валик надлежащей ширины необходим для получения герметичной прокладки.
Существуют многочисленные типы прокладочных материалов, формуемых на месте, которые используются в области двигателей. Материалы прокладок Mopar® двигатель RTV генератор II, Mopar® ATF-RTV и Mopar® прокладка Maker имеют различные свойства и не могут использоваться вместо других.
Двигатель MOPAR® RTV генератор II
Mopar® двигатель RTV генератор II используется для герметизации компонентов, подвергающихся воздействию моторного масла. Этот материал представляет собой специально разработанный черный силиконовый каучук RTV, который сохраняет адгезионные и герметизирующие свойства при воздействии моторного масла. Влага в воздухе вызывает отверждение материала. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
MOPAR® ATF RTV
Mopar® ATF RTV - это специально разработанный черный силиконовый каучук RTV, который сохраняет адгезию и уплотняющие свойства для уплотнения компонентов, подвергающихся воздействию жидкости автоматической коробки передач, охлаждающих жидкостей двигателя и влаги. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
Устройство для изготовления прокладок MOPAR®
Mopar® прокладка Maker - это прокладочный материал анаэробного типа. Материал отверждается в отсутствие воздуха при сжатии между двумя металлическими поверхностями. Он не отвердеет, если его оставить в незакрытой трубке. Анаэробный материал предназначен для использования между двумя обработанными поверхностями. Не использовать на гибких металлических фланцах.
Уплотнитель MOPAR ® для опорной плиты
Mopar ® Bed Plate Герметик - это уникальный (зеленый в цвете) прокладочный материал анаэробного типа, который специально изготовлен для уплотнения области между опорной плитой и блоком цилиндров без нарушения зазора подшипника или выравнивания этих компонентов. Материал медленно отверждается в отсутствие воздуха при кручении между двумя металлическими поверхностями и быстро отверждается при применении тепла.
Уплотнительная прокладка MOPAR®
Mopar ® прокладка Герметик - это мягкий герметик для медленной сушки. Этот материал рекомендуется для герметизации резьбовых фитингов и прокладок от утечки масла и охлаждающей жидкости. Может использоваться на резьбовых и обработанных деталях при любых температурах. Этот материал используется на двигателях с прокладками головки цилиндра из многослойной стали (MLS). Этот материал также предотвратит коррозию. Mopar ® прокладка Герметик доступен в аэрозольном баллоне на 13 унций или на 4 унций / 16 унций с аппликатором.
Стандартная процедура - подготовка поверхности прокладки двигателя
Для обеспечения герметизации прокладки двигателя необходимо произвести надлежащую подготовку поверхности, особенно с применением алюминиевых компонентов двигателя и многослойных стальных прокладок головки цилиндров.
Никогда не используйте следующее для очистки поверхностей прокладок
- Скребок металлический
- Абразивная подушка или бумага для очистки блока цилиндров и головки
- Высокоскоростной электроинструмент с абразивной подушкой или проволочной щеткой (Гост 4)
ПримечаниеПрокладки головки из многослойной стали (MLS) требуют уплотняющей поверхности без царапин.
Используйте только следующее для очистки поверхностей прокладок
- Растворитель или коммерчески доступный съемник прокладок
- Пластиковый или деревянный скребок (Рис. 4)
- Буровой двигатель с 3m Roloc Bristle дисковые тормоза (белый или желтый) (Выпуск 4)
| Внимание | Избыточное давление или высокие обороты (сверх рекомендуемой скорости), могут повредить уплотнительные поверхности. Рекомендуется мягкий (белый, с зернистостью 120) диск из щетины. При необходимости средний (желтый, зернистостью 80) диск щетины можно использовать на чугунных поверхностях с осторожностью. |
|---|
Стандартная процедура - гидростатическая блокировка двигателя
Когда есть подозрение, что двигатель гидростатически заблокирован, независимо от того, что вызвало проблему, следует использовать следующие шаги.
| Внимание | НЕ ИСПОЛЬЗУЙТЕ стартер для вращения двигателя, могут возникнуть серьезные повреждения. |
|---|
- Осмотрите воздухоочиститель, систему впуска и впускной коллектор, чтобы убедиться, что система сухая и очищена от посторонних веществ.
- Удалите отрицательный кабель аккумулятора.
- При снятии их с двигателя поместите вокруг свечей зажигания магазинное полотенце. Это будет захватывать любую жидкость, которая может находиться в цилиндре под давлением.
- При снятых всех свечах зажигания провернуть коленчатый вал двигателя с помощью бруса-прерывателя и розетки.
- Определите жидкость в цилиндре (ах) (т.е. хладагент, топливо, масло или другое).
- Убедитесь, что вся жидкость удалена из цилиндров. Осмотрите двигатель на наличие повреждений (т. е. шатуны, поршни, клапаны и т. д.)
- Отремонтируйте двигатель или компоненты по мере необходимости, чтобы предотвратить повторное возникновение этой проблемы. ВНИМАНИЕ: Впрыскивайте примерно одну чайную ложку масла в цилиндры, вращайте двигатель, чтобы смазать стенки цилиндров, чтобы предотвратить повреждение при повторном запуске.
- Установите новые свечи зажигания.
- Слейте моторное масло и снимите масляный фильтр.
- Заправьте двигатель утвержденным количеством масла и установите новый масляный фильтр.
- Подключите отрицательный кабель аккумулятора.
- Запустите двигатель и проверьте наличие утечек.
Блок цилиндров
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр отверстия цилиндра | 102 356-102 368 мм | 4.02975-4.03025 в. |
| Вне цикла (макс.) | 0 051 мм | 0 002 дюйма |
| Конусность (макс.) | 0 038 мм | 0,0015 дюйма |
| Диаметр отверстия толкателя | 22 974-22 992 мм | 0,9045-0,9052 дюйма |
| Длина блока | 693,7 мм | 27 310 дюйма |
| Высота блока | 240,8 мм | 9,48 дюйма |
СПЕЦИФИКАЦИЯ БЛОКА ЦИЛИНДРОВ
Коленчатый вал
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр шейки шатуна | 53 990-54 008 мм | 2.1256-2.1263 в. |
| Вне цикла (макс.) | 0 013 мм | 0,0005 дюйма |
| Конусность (макс.) | 0 013 мм | 0,0005 дюйма |
| Окончание воспроизведения | 0 051-0 178 мм | 0 002-0 007 дюйма |
| Желаемый | 0,13 мм | 0 005 дюйма |
| Предел износа | 0 254 мм | 0 010 дюйма |
| Основной зазор подшипника 1-6 | 0 025-0 051 мм | 0 001-0 002 дюйма |
| Предел износа | 0 076 мм | 0 003 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА КОЛЕНЧАТЫЙ ВАЛ
Коренные шейки
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр - высокий | 76 233-76 246 мм | 3.0013-3.0018 дюйма |
| Диаметр - низкий | 76.220-76.223 мм | 3.0008-3.0013 дюйм |
| Вне цикла (макс.) | 0 013 мм | 0,0005 дюйма |
СПЕЦИФИКАЦИЯ ЦАПФ КОРЕННЫХ ПОДШИПНИКОВ
Шатуны
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Зазор подшипника | 0 005-0 074 мм. | 0,0002-0,0029 дюйма |
| Желаемый | 0,0381 мм | 0,0015 дюйма |
| Предел износа | 0,0889 мм | 0,0035 дюйма |
| Диаметр шатуна поршневого пальца | 23 940-23 978 мм | 0,9425-0,9440 дюйма |
| Боковой зазор (два стержня) | 0,25-0,46 мм | 0 010-0 018 дюйма |
| Предел износа | 0,51 мм | 0 020 дюйма |
| Общий вес (меньше подшипника) | 598,4 грамма | 21,11 oz. |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ШАТУНЫ
Поршни
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Размер поршня | 102 314-102 332 мм. | 4.0281-4.0288 в. |
| Зазор в верхней части юбки (12 мм от низа) | 0 025-0 055 мм. | 0,0010-0,0022 дюйма |
| Клиренс (диаметральный) | 0 771-0 808 мм | 0 036-0 042 дюйма |
| Вес | 429-439 грамм | 15,13-15,49 oz. |
| Длина поршня | 57,0 мм | 2,24 дюйма |
| Диаметр шатуна поршневого пальца | 23 940-23 978 мм | 0,9425-0,9440 дюйма |
| Смещение шатуна поршневого пальца | 0 800 мм | 0 031 дюйма |
| Глубина канавки поршневого кольца № 1 | 91,55-91,88 мм | 3 604-3 614 дюйма |
| Глубина канавки под поршневое кольцо № 2 | 90,75-91,00 мм | 3 573-3 583 дюйма |
| Глубина канавки поршневого кольца № 3 | 92,53-92,79 мм | 3 643-3 653 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПОРШНИ
Поршневые пальцы
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Зазор в поршне | 0 009-0 022 мм | 0,0004-0,0009 дюйма |
| Зазор в шатуне | 0 017-0 061 мм | 0,0007-0,0024 дюйма. |
| Диаметр | 23 995-24 000 мм | 0,9447-0,9449 дюйма |
| Длина | 73,35 мм | 2 888 дюйма |
| Окончание воспроизведения | Ничего | |
СПЕЦИФИКАЦИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ
Поршневое кольцо
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Контроль масла второго компрессионного кольца верхнего зазора поршневого кольца (стальные рельсы) | 0,20-0,36 мм 0,56-0,79 мм 0,25-0,76 мм | 0 008-0 014 дюйма 0 022-0 031 дюйма 0 010-0 030 дюйма |
| Предел износа - верхнее компрессионное кольцо | 0,63 мм | 0 025 дюйма |
| Предел износа - 2-е компрессионное кольцо | 1,40 мм | 0 055 дюйма |
| Предел износа - контроль масла стальные рельсы | 1,64 мм | 0 065 дюйма |
| Верхний зазор со стороны поршневого кольца и 2-е компрессионное кольцо | 0 040-0 085 мм | 0,0016-0,0033 дюйма. |
| Масляное кольцо (стальное кольцо) | 0 046-0 201 мм | 0,0018-0,0079 дюйма |
| Ограничение износа - верхнее и второе кольцо | 0,10 мм | 0 004 дюйма |
| Пакет масляных колец ограничения износа | 0 216 мм | 0.0085 |
| Компрессионные кольца по ширине поршневого кольца | 1 407-1 490 мм | 0,0579-0,0586 дюйма |
| Масляное кольцо (стальные рельсы) | 0 447-0 473 мм | 0,0176-0,0186 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПОРШНЕВОЕ КОЛЬЦО
Распределительный вал
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Лифт | 8,13 мм | 0 320 дюйма |
| Диаметр цапфы 1-6 | 53,09-53,11 мм | 2.090-2.091 дюйм |
| Диаметр кабана № 1-6 | 53,16-53,19 мм | 2.093-2.094 в. |
| Диаметральный зазор | 0 051-0 102 мм | 0 002-0 004 дюйма. |
| Макс. Допустимый | 0 127 мм | 0 005 дюйма |
| Окончание воспроизведения | 0 127-0 381 мм | 0 005-0 015 дюйма. |
| Фазы газораспределения - выпускной клапан | ||
| Замыкает (УВД) | 36,5 ° | |
| Открытие (BBC) | 88,5 ° | |
| Продолжительность | 305,0 ° | |
| Клапан газораспределения - впускной клапан | ||
| Замыкает (BTDC) | 86.5° | |
| Открывается | 23.5° | |
| Продолжительность | 297,0 ° | |
| Перекрытие клапанов | 60,0 ° | |
СПЕЦИФИКАЦИЯ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Гидравлические толкатели
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр корпуса | 22 949-22 962 мм | 0,9035-0,9040 дюйма |
| Зазор в блоке | 0 013-0 043 мм | 0,0005-0,0017 дюйма |
| Ход плунжера (сухой) | 4,24 мм | 0 167 дюйма |
| Длина толкателя (общая) | 193,22-193,73 мм | 7 607-7 627 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ГИДРАВЛИЧЕСКИЕ ТОЛКАТЕЛИ
Головка блока цилиндров
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Толщина прокладки (сжатая) | 1,35 мм | 0 053 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ГОЛОВКУ ЦИЛИНДРА
Седло клапана головок цилиндра
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Угол наклона седла | 44 ° -44,5 ° | |
| Биение (макс.) | 0 038 мм | 0 002 дюйма |
| Ширина (отделка) Впуск и выпуск | 1,02-1,52 мм | 0 040-0 060 дюйма |
| Диаметр направляющего отверстия (станд.) | 7,95-7,98 мм | 0 313-0 314 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СЕДЛО КЛАПАНА ГОЛОВКИ ЦИЛИНДРА
Клапаны
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Угол наклона грани | 45-45.5° | |
| Задний угол реза | 25 ° -29 ° | |
| Диаметр штока - впуск и выпуск | 7,90-7,92 мм | 0 331-0 312 дюйма |
| Диаметр головки - впуск | 50,67-50,93 мм | 1 995-2 005 дюйма |
| Диаметр головки - выпуск | 40,01-40,26 мм | 1 575-1 585 дюйма |
| Длина-Забор (По всем) | 145,69-146,33 мм | 5 736-5 761 дюйма |
| Длина - выхлоп (для всех) | 146,23-146,86 мм | 5 757-5 782 дюйма |
| Запас по клапану - впуск | 1,30 мм | 0 051 дюйма |
| Запас по клапану - выпуск | 2,03 мм | 0 080 дюйма |
| Подъемно-всасывающее устройство (с нулевым зазором | 14,06 мм | 0 554 дюйма |
| Подъемно-вытяжная система (с нулевым натягом) | 14,06 мм | 0 554 дюйма |
| Высота наконечника штока клапана | 52,96 мм | 2 085 дюйма |
| Зазор между штоком и направляющей - впуск и выпуск | 0 025-0 076 мм | 0 001-0 003 дюйма. |
| Макс. допустимое потребление (метод качания) | 0,50 мм | 0 020 дюйма |
| Макс. допустимая вытяжка (метод качания) | 0,70 мм | 0 027 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА КЛАПАНЫ
Клапанная пружина
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Свободная длина - пружина | 55,0 мм | 2 165 дюйма |
| Свободная длина - пружинный демпфер | 47 мм | 1 850 дюйма |
| Натяжение пружины (клапан закрыт) | 534 + / - 20 Н @ 44,5 мм | 120 + / - 4,5 фунта при 1 750 дюйма |
| Натяжение пружины (клапан открыт) | 1245 + / - 40 Н при 30,6 мм | 280 + / - 9,0 фунтов при 1 207 дюйма |
| Количество витков - пружина | 7.25 Скрутка правой руки | |
| Количество витков - Пружинный демпфер | От 3,6 до 4,0 Левый поворот руки | |
| Диаметр провода (Оват) | 4,2 x 5,3 мм | 0 166 x 0 208 дюйма |
| Высота установки (от гнезда пружины до нижней части фиксатора) | 44,5 мм | 1 750 дюйма. |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРУЖИНУ КЛАПАНА
Масляный насос
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Зазор над роторами (макс.) | 0 077 мм | 0 003 дюйма |
| Крышка не плоская (макс.) | 0 076 мм | 0 003 дюйма |
| Толщина внутреннего ротора (мин.) | 18,92 мм | 0 744 дюйма |
| Зазор (макс.) | 0,19 мм | 0 007 дюйма |
| Диаметр (мин.) | 82,45 мм | 3 246 дюйма |
| Толщина (мин.) | 18,92 мм | 0 744 дюйма |
| Зазор между роторами (макс.) | 0 150 мм | 0,0068 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАСЛЯНЫЙ НАСОС
Левая крышка головок цилиндра
ПримечаниеНеобходимо соблюдать осторожность, чтобы защитить порошковое покрытие крышки головки цилиндров от царапин и истирания.
- Отсоедините шланг CCV от крышки головки цилиндров.
- Отсоедините провода левой свечи зажигания, потянув за пыльник прямо в линию со свечой, сместив фиксаторы проводов свечи зажигания со шпилек крышки головки цилиндров и переставив провода свечи зажигания в сторону.
- Отсоедините вакуумный шланг силового усилителя тормозов на впускном коллекторе и отложите в сторону. ПРИМЕЧАНИЕ: Для повторной сборки определите расположение крышки головки цилиндров, крепящей шпильки и болты.
- Отвернуть крепеж крышки головки цилиндров и снять крышку головки цилиндров с двигателя (Выпуск 56)
Правая крышка головок цилиндра
ПримечаниеНеобходимо соблюдать осторожность, чтобы защитить порошковое покрытие крышки головки цилиндров от царапин и истирания.
Схема №635
- Отсоедините шланг CCV от крышки головки цилиндров.
- Отсоедините правосторонние провода свечи зажигания, потянув за пыльник прямо в линию со свечой, сместив фиксаторы проводов свечи зажигания со шпилек крышки головки цилиндров и переставив провода свечи зажигания в сторону.
- Снимите крепеж трубки указателя уровня масла и отведите трубку в сторону. ПРИМЕЧАНИЕ: В целях повторной сборки определите местоположение крышки головки цилиндров, крепящей шпильки и болты.
- Снимите крепеж крышки головки цилиндров.
- Снять крышку головки цилиндров с двигателя (Выпуск 56)
ПримечаниеНеобходимо соблюдать осторожность, чтобы защитить порошковое покрытие крышек цилиндров от царапин и истирания.
- Осмотрите прокладку крышки головки цилиндров, при необходимости замените.
- Установить крышку головки цилиндров на головку цилиндров (Рис. 56) Установить и затянуть крепежные детали крышки головки цилиндров до 11 Н · м (95 фунтов) в последовательности, указанной в (Рис. 57).
- Подсоедините провода свечи зажигания, установите фиксаторы проводов свечи зажигания на шпильки крышки головки цилиндров.
- Подсоедините шланг CCV к крышке головки цилиндров.
- Подсоедините вакуумный шланг силового усилителя тормозов к порту впускного коллектора.
Схема №636
- Осмотрите прокладку крышки головки цилиндров, при необходимости замените.
- Установить крышку головки цилиндров на головку цилиндров (Рис. 56) Установить и затянуть крепежные детали крышки головки цилиндров до 11 Н · м (95 фунтов) в последовательности, указанной в (Рис. 57).
- Установите трубку указателя уровня масла на место. Затяните крепежный элемент до 11 Н.м (95 дюймовых фунтов).
- Подсоедините провода свечи зажигания, установите фиксаторы проводов свечи зажигания на шпильки крышки головки цилиндров.
- Подсоедините шланг CCV к крышке головки цилиндров.
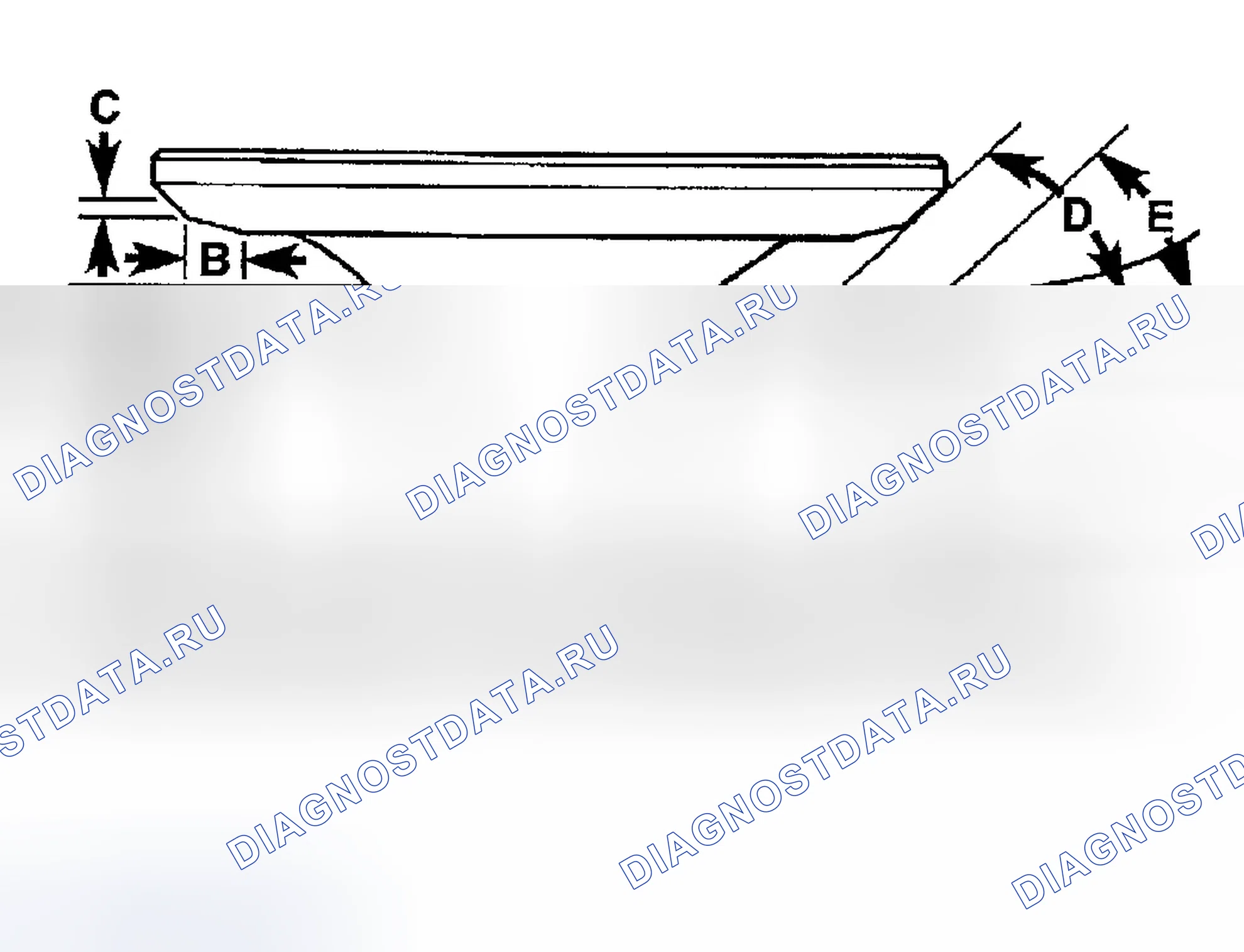
Клапан и седло клапана - замена
Углы наклона торцов и седел клапанов показаны на Рис. 63 (см. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ "). (ref-214319-S15898714302006010600000)
Осмотрите оставшийся запас после замены клапанов (см. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ "). (ref-214319-S15898714302006010600000)
Схема №637
Седла клапанов
| Внимание | Не допускайте разгерметизации клапанов во время замены седла клапана (Рис. 64) |
|---|
Схема №638
- При замене седел клапана важно, чтобы для повторной посадки камней использовался направляющий пилот клапана правильного размера. Должна быть получена истинная и полная поверхность.
- Измерьте концентричность седла клапана с помощью циферблатного индикатора. Общее биение не должно превышать 0 051 мм (0 002 дюйма) общего показания индикатора.
- Осмотрите седло клапана с помощью прусского синего, чтобы определить, где клапан соприкасается с седлом. Для этого СЛЕГКА покройте седло клапана прусским синим, затем установите клапан на место. Вращайте клапан легким давлением. Если синий переносится на центр поверхности клапана, контакт удовлетворителен. Если синий переносится на верхний край поверхности клапана, нижнее седло клапана с 30-градусным камнем. Если синий переносится на нижний край поверхности клапана, необходимо поднять седло клапана с 75-градусным камнем. ПРИМЕЧАНИЕ: седла клапана, которые изнашиваются или могут быть сожжены.
- При правильном расположении сиденья ширина обоих сидений должна быть 1,02-1,52 мм (0 040-0 060 дюйма) (Рисунок 63)
- Тщательно очистите клапаны и выбросьте все сгоревшие, изогнутые, деформированные и треснувшие клапаны.
- Измерить износ штоков клапанов (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ "). (ref-214319-S15898714302006010600000)
ПримечаниеШтоки клапанов хромированы и не подлежат полировке (ГОСТ 65)
Схема №639
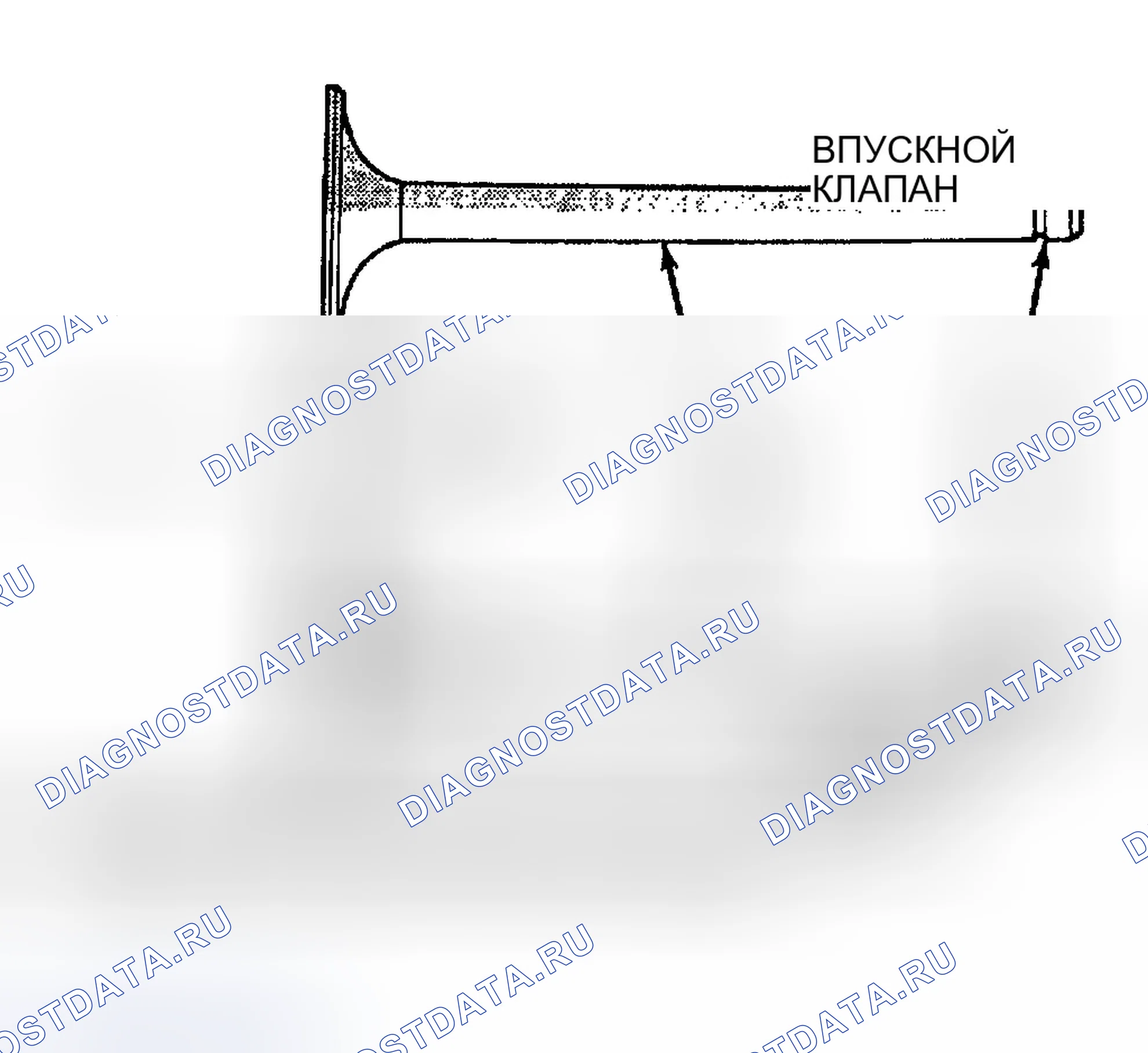
Схема №640
- Удалите отложения углерода и лака изнутри направляющих клапанов надежным очистителем направляющих.
- Измерьте направляющий зазор штока клапана следующим образом: Установите клапан в головку цилиндра так, чтобы он находился на расстоянии 14 мм (0 551 дюйма) от седла клапана. Для удержания клапана на месте можно использовать небольшой кусок шланга. Прикрепите специальный инструмент C-3339, циферблатный индикатор к головке цилиндра и установите его под прямым углом к измеряемому штоку клапана (Рис. 66) Переместите клапан к индикатору и от него. (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для получения технических характеристик клапана. (ref-214319-S15898714302006010600000)
- Если показания циферблатного индикатора слишком велики, или если штоки задеты или забиты, то перемотайте направляющие для клапанов с негабаритными штоками.
- Сервисные клапаны с негабаритными штоками и негабаритными уплотнениями поставляются с размерами 0,15 мм (0 005 дюйма) и 0,40 мм (0 015 дюйма). ПРИМЕЧАНИЕ: Негабаритные уплотнения должны использоваться с негабаритными клапанами.
- Выберите правильный размер расширителя для размещения штока клапана увеличенного размера. См. " ТАБЛИЦА УВЕЛИЧЕННЫХ РАЗМЕРОВ НАПРАВЛЯЮЩЕЙ КЛАПАНА ". (ref-214319-S21246626772006010600000)
- Медленно проворачивая вручную расширитель, тщательно очистите направляющую перед установкой нового клапана. Не пытайтесь развертывать направляющие клапана от стандартных размеров непосредственно до 0,40 мм (0 015 дюйма). Используйте пошаговую процедуру от 0,15 мм (0 005 дюйма) до 0,40 мм (0 015 дюйма), так что направляющие клапана могут быть развернуты по отношению к седлу клапана. После развертки направляющих следует измерить биение седла и при необходимости восстановить поверхность 0,40 мм (0 015 дюйма). Примечание. (ref-214319-S08680286422006010600000)
Схема габаритных размеров направляющей клапана
| Увеличенный размер направляющего расширителя клапана | Размер направляющей клапана |
|---|---|
| 0,15 мм (0 005 дюйма) 0,40 мм (0 015 дюйма) | 8 077-8 103 мм (0 318-0 319 дюйма) 8 331-8 357 мм (0 328-0 329 дюйма) |
ТАБЛИЦА ТЕХНИЧЕСКИХ УСЛОВИЙ НА ГАБАРИТНЫЕ РАЗМЕРЫ НАПРАВЛЯЮЩЕЙ КЛАПАНА
Схема №641
Схема №642
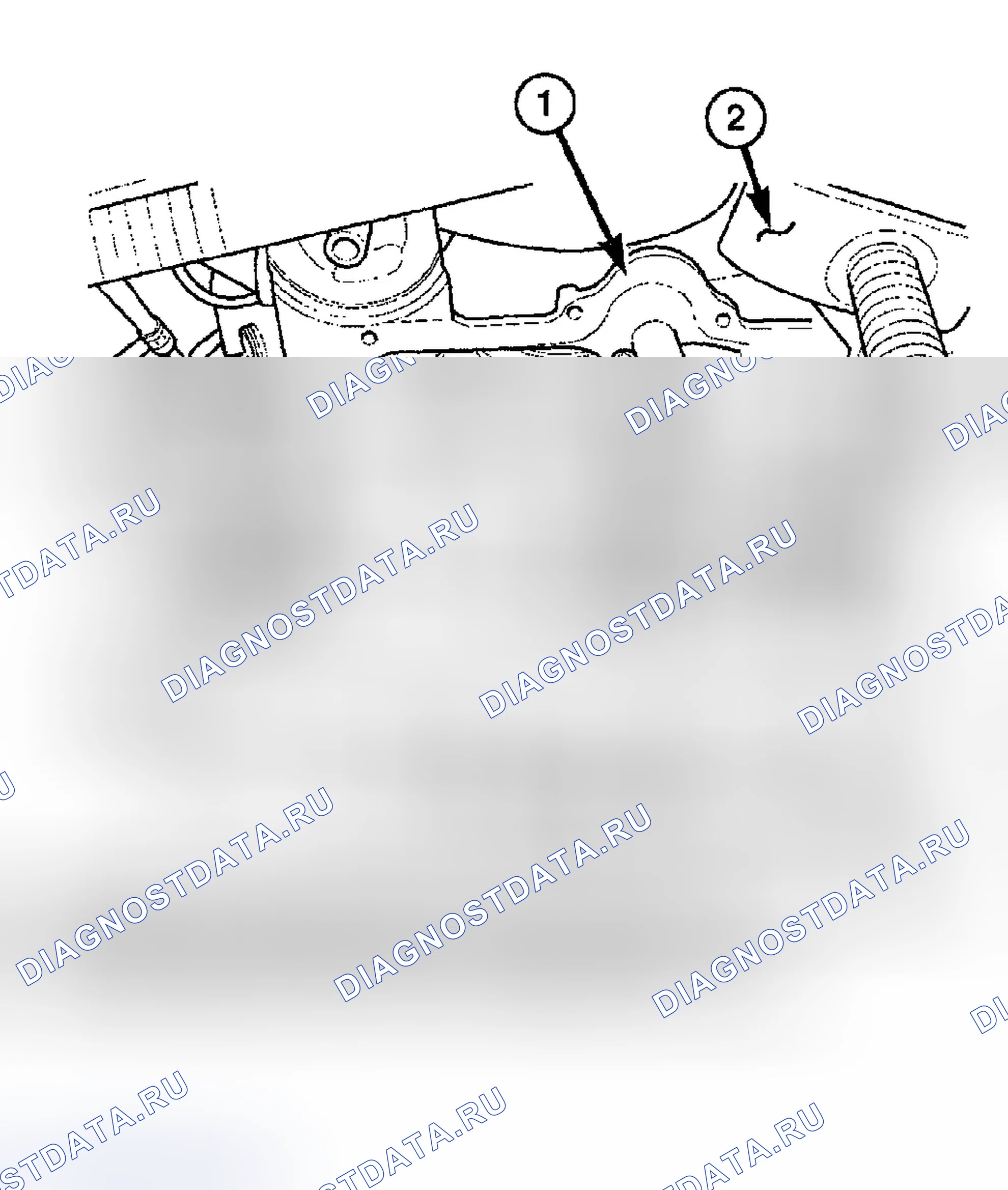
Схема №643
- Отсоедините отрицательный кабель аккумулятора.
- Отсоедините впускной воздуховод корпуса дроссельной заслонки на корпусе дроссельной заслонки, шланг CCV, отсоедините датчик I.a.t. и снимите крышку корпуса воздухоочистителя (см. раздел " ДЕМОНТАЖ "). (ref-214319-S04190835972006010600000)
- Снять крепеж трубки маслоуказателя на правой крышке головки цилиндров (Ст.67)
- Поднимите и поддержите транспортное средство.
- Снимите нижний щиток двигателя.
- Дренажная система охлаждения (см. " ДРЕНАЖНАЯ СИСТЕМА ОХЛАЖДЕНИЯ - ВСЕ ГАЗОВЫЕ ДВИГАТЕЛИ "). (ref-214291-S35457735152006010600000)
- Слейте масло из двигателя и снимите масляный фильтр (см. " СТАНДАРТНАЯ ПРОЦЕДУРА "). (ref-214319-S26430737422006010600000)
- Слив гидроусилителя руля.
- Отсоедините обратный шланг вентилятора охлаждения у вентилятора радиатора.
- Отсоедините напорный шланг вентилятора радиатора к рейке усилителя рулевого управления.
- Отсоедините шланг гидроусилителя руля от насоса гидроусилителя руля.
- Отсоедините шланг кондиционера от модуля вентилятора радиатора.
- Снимите нижние шланги радиатора.
- Снимите переднюю поперечину рамы (см. " ПЕРЕДНЯЯ ПОПЕРЕЧИНА "). (ref-214321-S42889394192006010600000)
- Снять смотровую крышку маховика. ПРИМЕЧАНИЕ: Захватить и правильно утилизировать любой разлив топлива.
- Отсоедините линию маслоохладителя на крышке ГРМ с помощью специального инструмента 9005 (см. " СТАНДАРТНАЯ ПРОЦЕДУРА - РАЗБОРКА / СБОРКА БЫСТРОРАЗЪЕМНОГО ФИТИНГА ЛИНИИ МАСЛООХЛАДИТЕЛЯ "). (ref-214319-S28134893832006010600000)
- Отделите шланг охлаждающей жидкости маслоохладителя от крышки ГРМ.
- Трубка маслоуказателя без масляного поддона.
- Ослабьте крепления двигателя (Рисунок 68) ПРИМЕЧАНИЕ: Необходимо соблюдать осторожность, чтобы не повредить компрессор кондиционера при установке стойки домкрата и подъеме двигателя
- Поднять и закрепить двигатель домкратной стойкой на кронштейне кондиционер (поз.68)
- Снимите масляный поддон двигателя.
- Опустите двигатель и снимите стойку домкрата.
- Демонтировать приемную трубку масляного насоса (Выпуск 69)
- Снимите ремень привода приспособления (см. " ПРИВОД ПРИСПОСОБЛЕНИЯ "). (ref-214292)
- Отвернуть болты крепления компрессора В-К, переставить компрессор В-К, не отсоединять линии В-К (поз.70)
- Отсоедините опорный кронштейн линии усилителя руля у радиатора.
- Опустите автомобиль.
- Снимите верхний шланг радиатора и емкость для восстановления охлаждающей жидкости.
- Снимите модуль вентилятора охлаждения (см. раздел " ВЕНТИЛЯТОР-РАДИАТОР "). (ref-214293-S11240201832006010600000)
- Снимите верхний натяжной шкив.
- Отверните крепежные болты насоса ГУР, переставьте насос ГУР в сторону, не отсоединяйте линии гидроусилителя руля.
- Снимите генератор (см. раздел " ГЕНЕРАТОРЫ И РЕГУЛЯТОРЫ "). (ref-165821)
- Отсоедините шланг обогревателя у крышки ГРМ.
- Отсоедините провод массы на корпусе термостата. ПРИМЕЧАНИЕ: Не снимайте датчик положения распределительного вала с крышки ГРМ.
- Отсоедините разъем жгута проводов датчика распределительного вала.
- Отсоедините разъем датчика температуры охлаждающей жидкости двигателя (температура охлаждающей жидкости).
- Снимите шкив коленчатого вала и демпфер (см. раздел " ДЕМПФЕР КОЛЕНЧАТОГО ВАЛА "). (ref-214319-S09725930362006010600000)
- Снимите крышку ГРМ (поз.70)
Как проверить давление масла двигателя
- Снимите датчик давления масла (см. " ДЕМОНТАЖ "). (ref-214319-S36856592232006010600000)
- Установите манометр масла.
- Прогрейте двигатель на высоком холостом ходу до тех пор, пока не откроется термостат. ВНИМАНИЕ: Если на холостом ходу давление масла равно 0, Не запускайте двигатель при 3000 об / мин.
- Давление масла должно составлять 68,9 к Па (10 фунт / кв. дюйм) на холостом ходу или 310-517 к Па (45-75 фунт / кв. дюйм) при 3000 об / мин.
Как проверить уровень моторного масла
Лучшее время для проверки уровня моторного масла - после того, как автомобиль сел на ночь. Если двигатель работал, перед проверкой уровня масла двигатель должен быть выключен как минимум на 5 минут (Приложение 79)
Проверка масла, пока автомобиль находится на ровной местности, повысит точность показаний уровня масла. Снимите индикатор моторного масла. Индикатор откалиброван на 1 кварту в пределах БЕЗОПАСНОЙ зоны.
Как заменить моторный масло и фильтр
| Предупреждение | НОВОЕ ИЛИ ОТРАБОТАННОЕ МОТОРНОЕ МАСЛО МОЖЕТ РАЗДРАЖАТЬ КОЖУ. ИЗБЕГАЙТЕ ДЛИТЕЛЬНОГО ИЛИ ПОВТОРНОГО КОНТАКТА КОЖИ С МОТОРНЫМ МАСЛОМ. ЗАГРЯЗНЕНИЯ В ОТРАБОТАННОМ МОТОРНОМ МАСЛЕ, ВЫЗВАННЫЕ ВНУТРЕННИМ СГОРАНИЕМ, МОГУТ БЫТЬ ОПАСНЫМИ ДЛЯ ВАШЕГО ЗДОРОВЬЯ. ТЩАТЕЛЬНО ПРОМОЙТЕ НЕЗАЩИЩЕННУЮ КОЖУ С МЫЛОМ И ВОДОЙ. НЕ МОЙТЕ КОЖУ БЕНЗИНОМ, ДИЗЕЛЬНЫМ ТОПЛИВОМ, РАЗБАВИТЕЛЕМ ИЛИ РАСТВОРИТЕЛЯМИ, ЭТО МОЖЕТ ПРИВЕСТИ К ПРОБЛЕМАМ СО ЗДОРОВЬЕМ. НЕ ЗАГРЯЗНЯЙТЕ, ОТРАБОТАННОЕ МОТОРНОЕ МАСЛО УТИЛИЗИРУЙТЕ НАДЛЕЖАЩИМ ОБРАЗОМ. СВЯЖИТЕСЬ С ВАШИМ ДИЛЕРОМ ИЛИ ГОСУДАРСТВЕННЫМ УЧРЕЖДЕНИЕМ ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ЦЕНТРА СБОРА В ВАШЕМ РАЙОНЕ. |
|---|
Схема №644
Меняйте моторное масло и фильтр через интервалы пробега и времени, описанные в руководстве владельца.
- Запустите двигатель до достижения нормальной рабочей температуры.
- Расположите автомобиль на ровной поверхности и выключите двигатель.
- Откройте капот, снимите колпак заливки масла.
- Поднять автомобиль на тали.
- Снимите передний щиток днища кузова
- Поместите подходящий сливной поддон под сливную пробку масляного поддона.
- Снимите сливную пробку с масляного поддона и дайте маслу стечь в поддон. Осмотрите резьбы сливной пробки на предмет растяжения или других повреждений. Замените сливную пробку и прокладку, если они повреждены.
- Установите сливную пробку в картер.
- Снимите масляный фильтр и замените на новый.
- Установить под щиток кузова.
- Опустите автомобиль и заполните картер указанным типом и количеством моторного масла (см. руководство владельца).
- Установите колпачок для заливки масла.
- Запустите двигатель и осмотрите на предмет утечек.
- Остановите двигатель и осмотрите уровень масла, при необходимости отрегулируйте его.
Утилизация отработанного моторного масла
Следует проявлять осторожность при утилизации отработанного моторного масла после его слива из двигателя автомобиля.
Как очистить 8.3L двигатель - капитального ремонта - SRT-10: прочее
Тщательно очистите все детали. Ответная поверхность крышки корпуса цепи должна быть гладкой. Замените крышку насоса, если она поцарапана или имеет канавку.
Схема №645
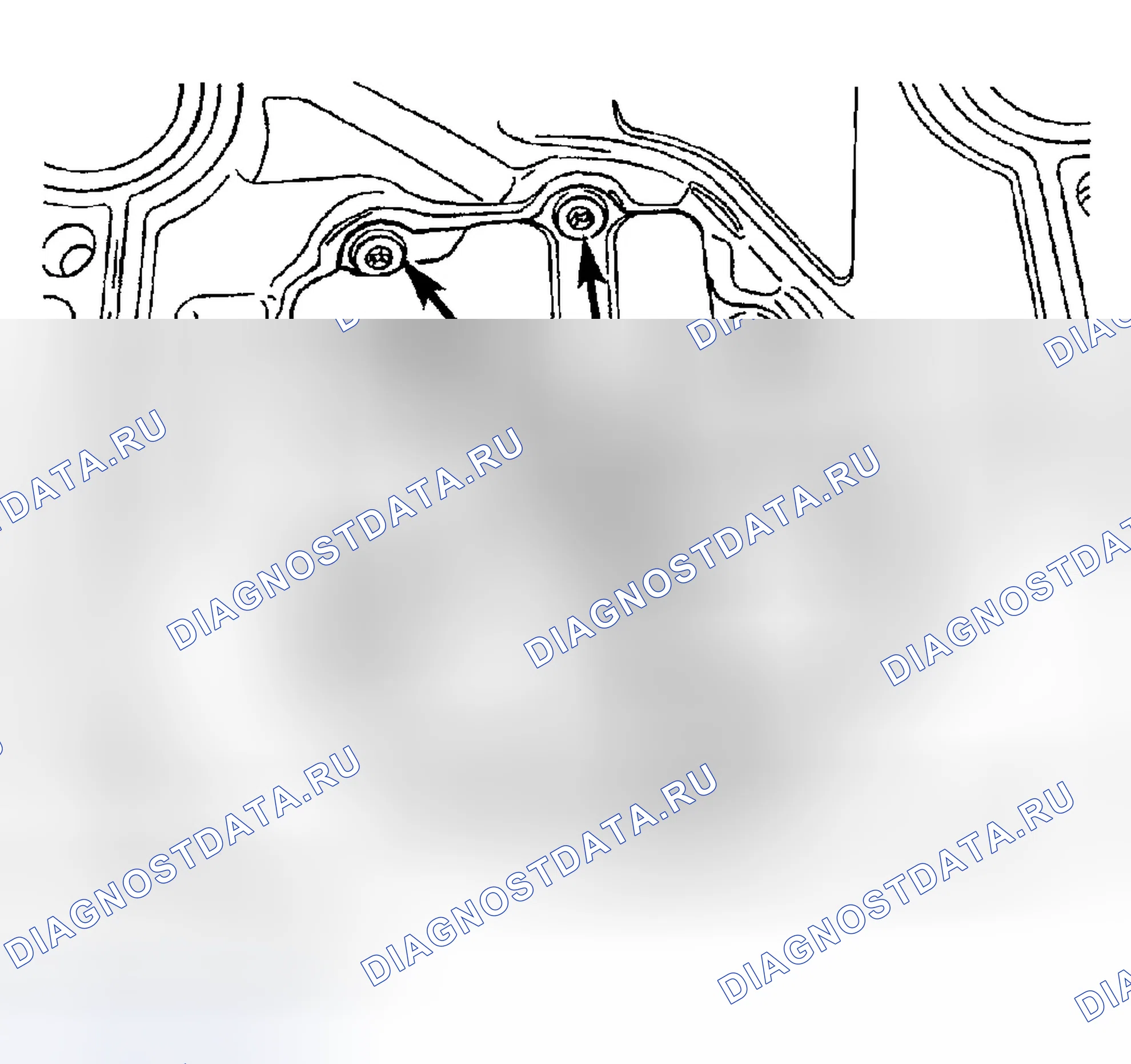
Схема №646
Схема №647
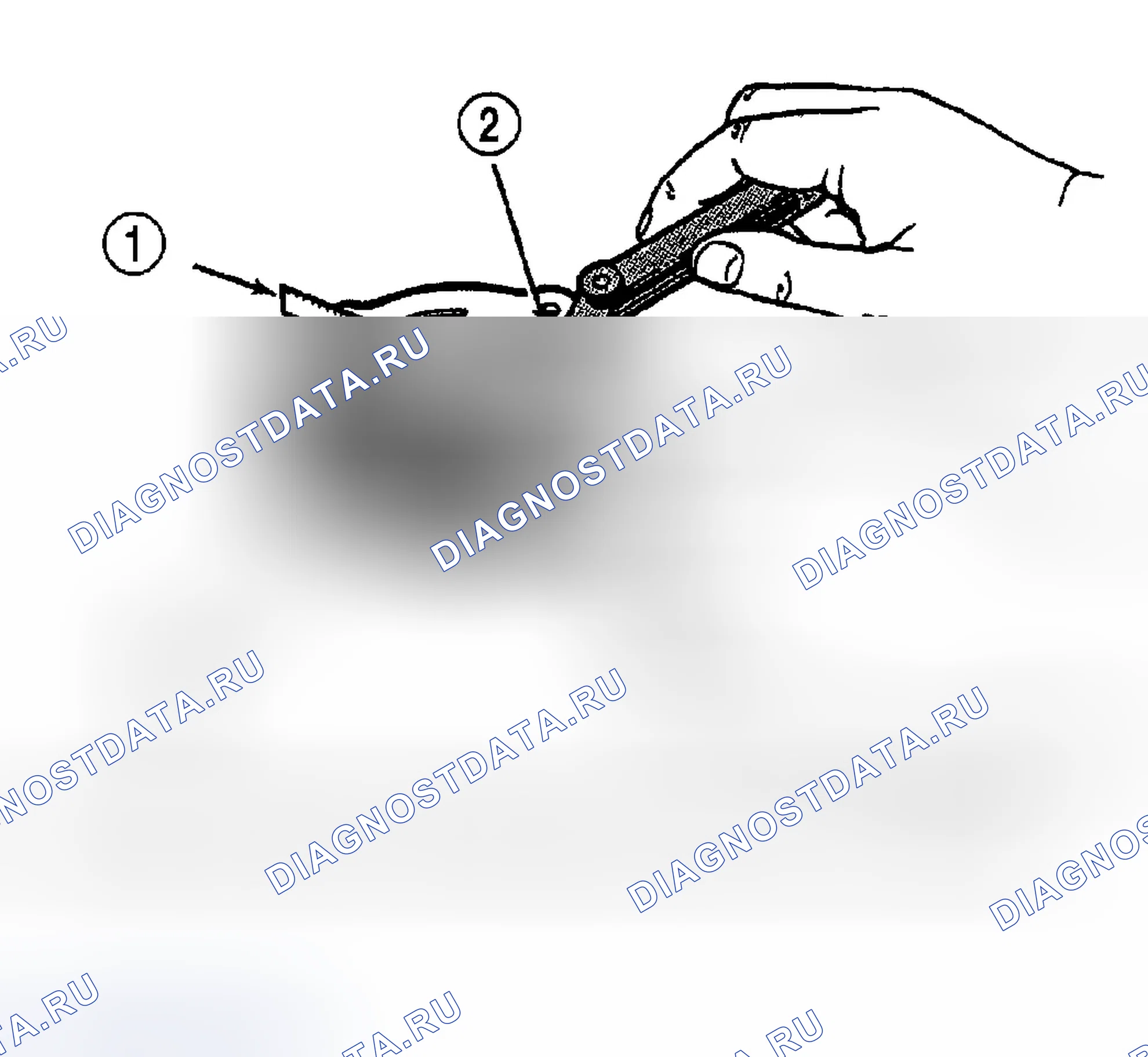
Схема №648

Схема №649

Схема №650
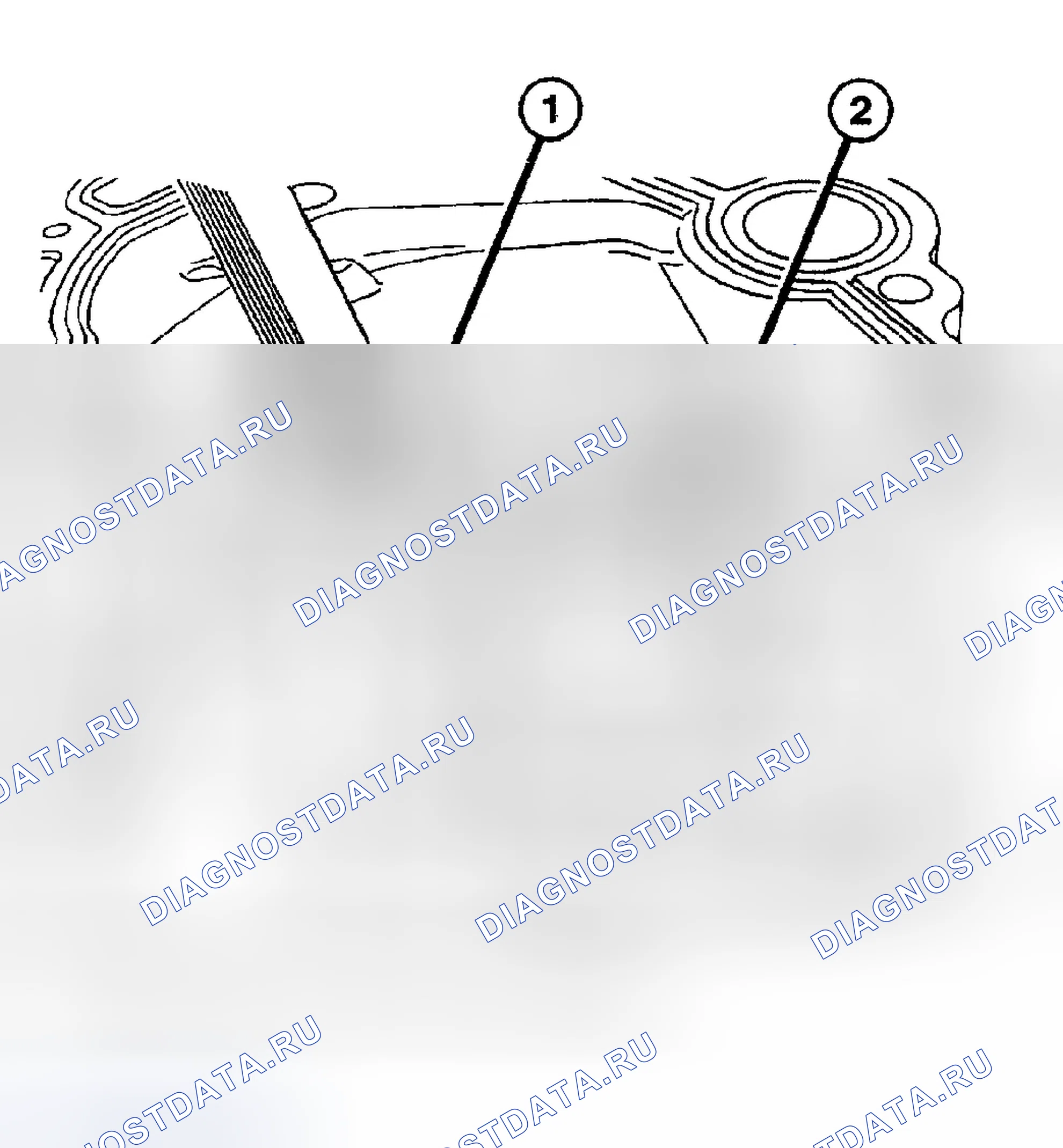
Схема №651
- Проложить прямую кромку по поверхности крышки насоса (Шпл90) Если между крышкой и прямым краем можно вставить щуп 0 076 мм (0 003 дюйма), то крышку следует заменить.
- Замерьте толщину и диаметр роторов, при толщине ротора 18,92 мм (0 744 дюйма) или менее, или при наружном диаметре ротора 82,45 мм (3 246 дюйма) или менее, замените комплект роторов (Гост 91) и (Гост 92)
- Измерить зазор между наружным ротором и картером (Макс.93) Если измерение составляет 0,19 мм (0 007 дюйма) или более, а наружный ротор соответствует техническим условиям, то заменить крышку картера цепи.
- Измерить зазор между наружным ротором и внутренним ротором (ГОСТ 94) При зазоре между внутренним и наружным роторами 0 150 мм (0 006 дюйма) и более - комплект ротора заменить.
- Поместите прямую кромку по торцу крышки корпуса цепи между отверстиями для болтов. Если между роторами и прямой кромкой может быть вставлен щуп 0 077 мм (0 003 дюйма) или более, и роторы соответствуют техническим требованиям, замените крышку корпуса.
- Проверьте предохранительный клапан масла на наличие задиров и свободную работу в его отверстии. Небольшие следы могут быть удалены с помощью влажной или сухой наждачной бумаги 400.
- Пружина предохранительного клапана имеет свободную длину приблизительно 68,7 мм (2,70 дюйма) и должна испытываться в пределах 22,5-27,5 фунтов при сжатии до 57 мм (2,24 дюйма). Замените пружину, которая не соответствует техническим требованиям.
- Если давление масла низкое и насос соответствует спецификациям, проверьте изношенные подшипники двигателя или другие причины потери давления масла.
Хонингование расточки цилиндра
Перед хонингованием набейте много чистых цеховых полотенец под расточками и над коленчатым валом, чтобы абразивные материалы не попадали в область коленчатого вала.
Схема №652
- При тщательном использовании цилиндрический калибр Hone C-823, оснащенный 220 зернистыми камнями, является лучшим инструментом для этой работы. В дополнение к обезжириванию, это уменьшит конусность и некруглость, а также удалит легкие задиры, задиры и царапины. Обычно несколько ударов очистят отверстие и сохранят требуемые пределы. ВНИМАНИЕ: НЕ используйте жесткие хоны для удаления глазури на стенках цилиндра.
- Обезжиривание стенок цилиндра может быть выполнено, если отверстие цилиндра является прямым и круглым. Используйте хон для обработки поверхности цилиндра, Honing Tool C-3501, оснащенный 280 камнями с зерном (C-3501-3810). Около 20-60 ходов, в зависимости от состояния отверстия, будет достаточно для обеспечения удовлетворительной поверхности. Используя хонинговальное масло C-3501-3880, или легкое хонинговое масло, доступное от основных дистрибьюторов масла. ВНИМАНИЕ: НЕ ИСПОЛЬЗУЙТЕ двигатель или трансмиссионное масло, минерал или керосин.
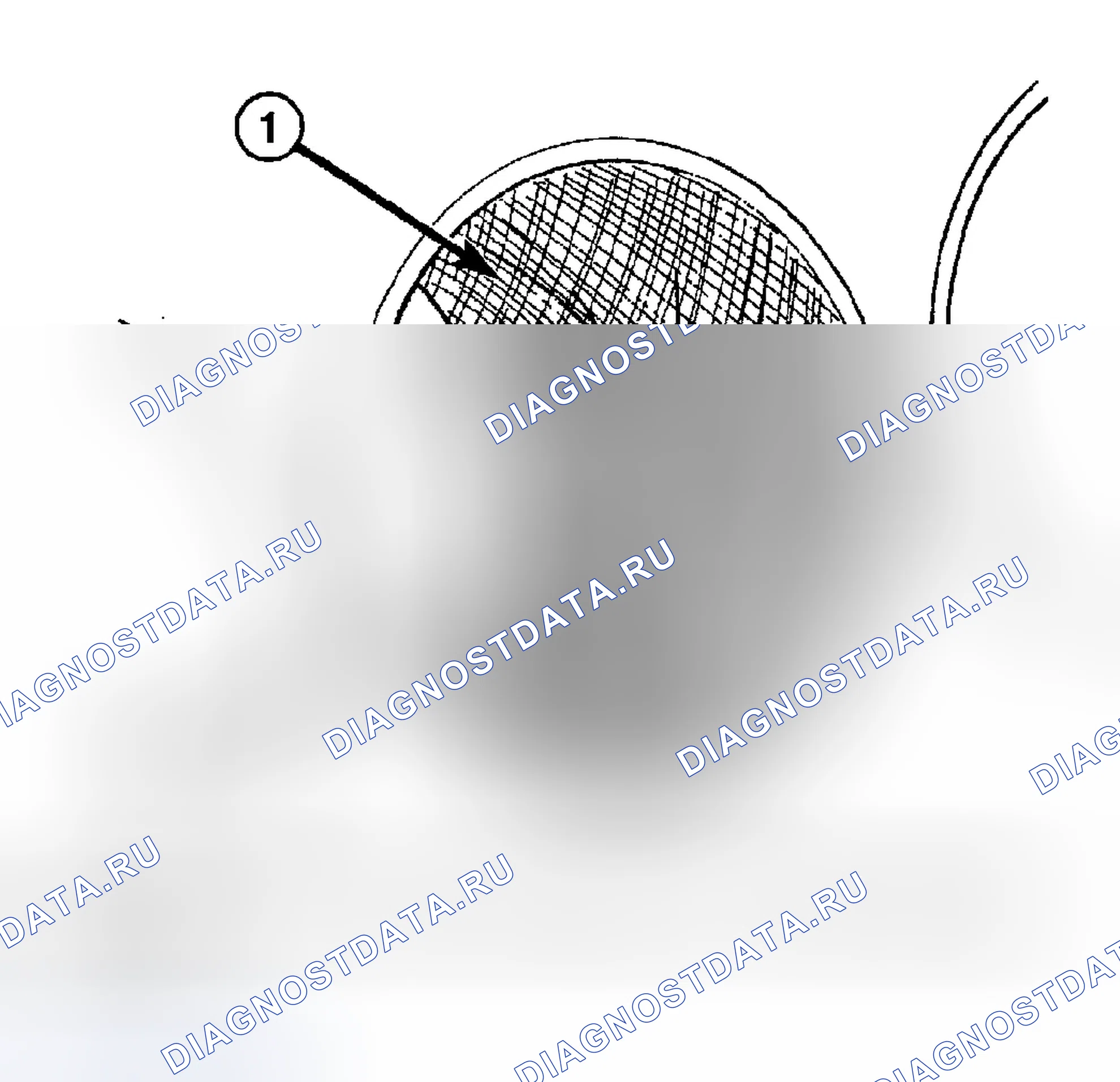
- Хонингование должно быть сделано путем перемещения хона вверх и вниз достаточно быстро, чтобы получить шаблон штриховки. Хоны должны пересекаться под углом от 50 ° до 60 ° для правильной посадки колец (Таблица 96)
- Управляемая скорость мотора хона между 200 и 300 об / мин необходима для получения правильного угла перекрестной штриховки. Количество ходов вверх и вниз в минуту можно регулировать, чтобы получить желаемый угол от 50 ° до 60 °. Более быстрые ходы вверх и вниз увеличивают угол перекрестной штриховки.
- После хонингования необходимо, чтобы блок был очищен, чтобы удалить все следы абразива. Используйте щетку, чтобы промыть детали раствором горячей воды и моющего средства. Тщательно просушите детали. Используйте чистую, белую, безворсовую ткань, чтобы проверить, что отверстие чистое. Смажьте отверстия после очистки, чтобы предотвратить ржавление.
| Внимание | Удалите весь материал прокладки с блока цилиндров с помощью пластикового скребка для прокладки и очистителя тормозных деталей Mopar ® или аналогичного, это предотвратит повреждение блока цилиндров. |
|---|
- При чистке блока цилиндров снимите пробки масляных галерей спереди и сзади блока.
- Распылите сжатый воздух во все проходы масляных галерей, чтобы убедиться, что они свободны от засорения.
- Для удаления старой прокладки используйте деревянный или пластиковый скребок и устройство для очистки деталей тормозов Mopar ® или аналогичное устройство.
- Очистить щеткой масляные каналы в коленчатом валу.
Фитинг поршня
Все поршни обработаны до одинакового веса в граммах, для поддержания поршневого баланса.
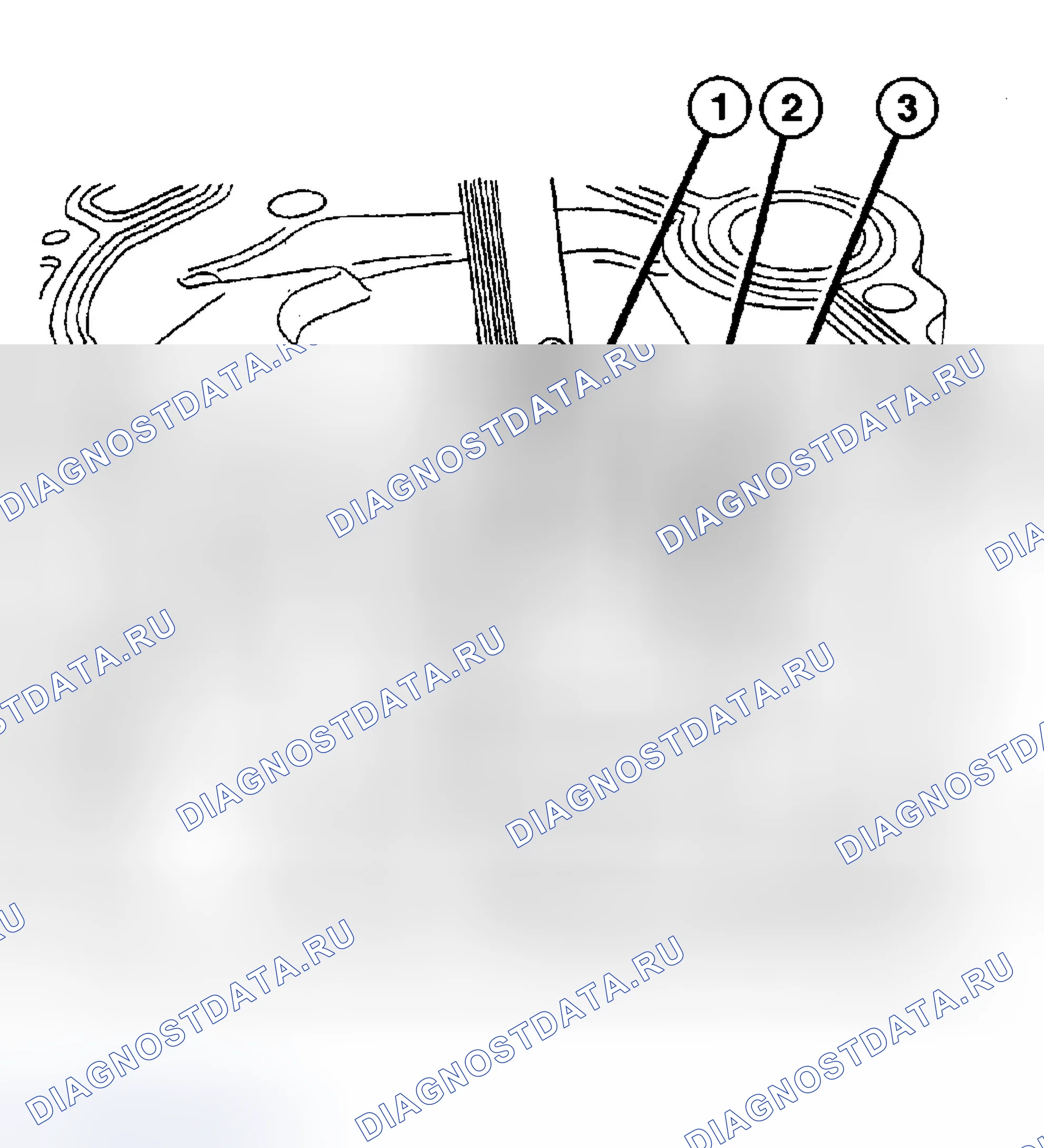
Поршень и стенка цилиндра должны быть чистыми и сухими. Диаметр поршня должен быть измерен под углом 90 градусов к оси поршневого пальца в месте расположения размера, показанном на Рис. 101. Отверстия цилиндра должны быть измерены наполовину вниз по отверстию цилиндра и поперек центральной линии коленчатого вала двигателя, показанной на Рис. 102 (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для получения технических характеристик отверстия цилиндра и поршня. (ref-214319-S15898714302006010600000)
ПримечаниеПоршни и отверстия цилиндров следует измерять при нормальной комнатной температуре, 21°C.
Схема №653
Схема №654
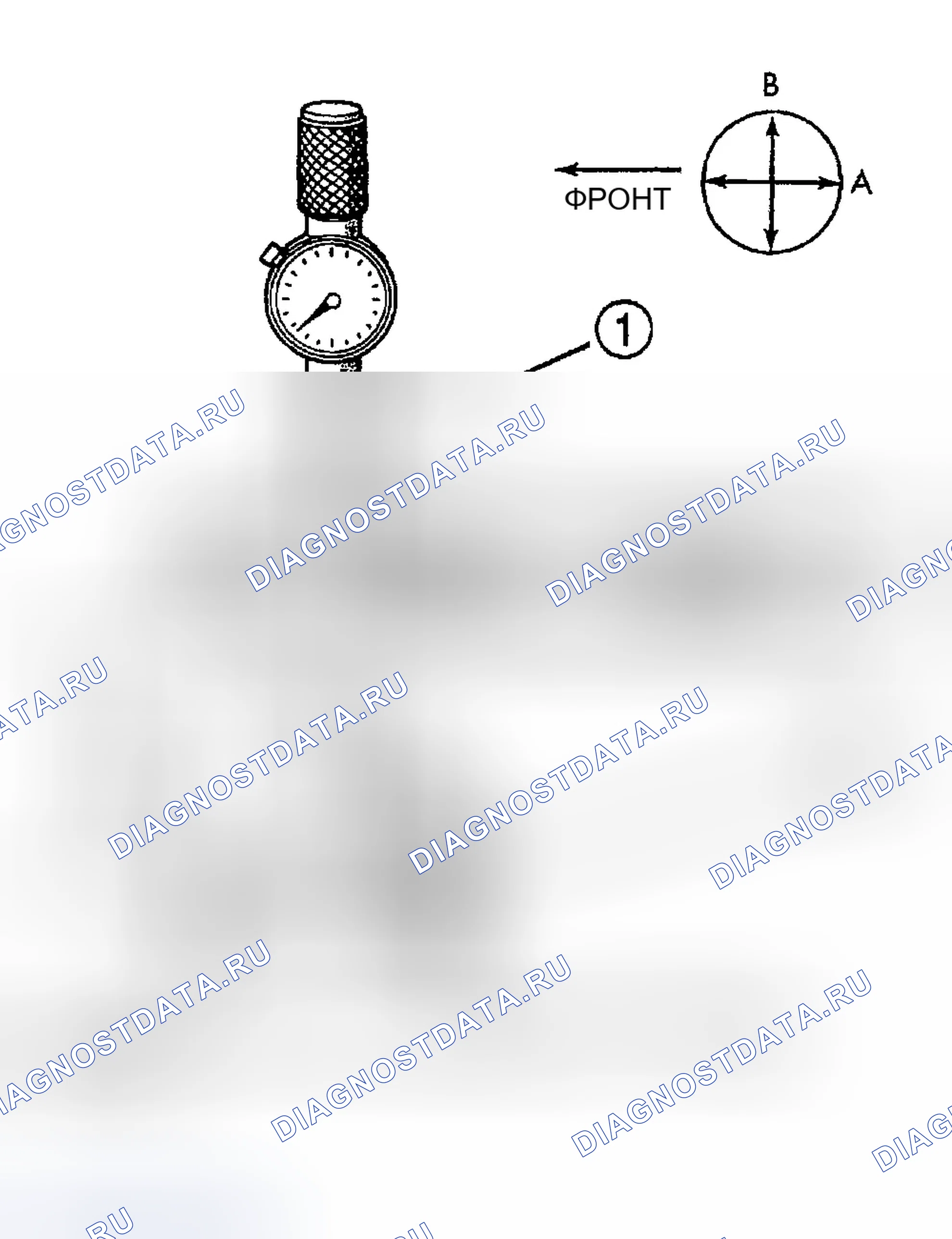
Схема №655
- Проверьте щупом боковой зазор шатуна (Гост 103) (см. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для получения технических характеристик бокового зазора шатуна. (ref-214319-S15898714302006010600000)
- Проверьте шатуны на закрутку или изгиб.
- Проверьте состояние большого конца. Используйте масляный камень, чтобы удалить любые забоины и заусенцы.
- Проверьте состояние расточки пальца в малом конце шатуна. С помощью масляного камня удалите все забоины и заусенцы.
Поршневой палец
- Осмотрите на предмет свободного вращения поршневого пальца в поршне.
Поршень
- Осмотрите все поверхности поршня на предмет забоин и задиров.
- Осмотрите канавки поршня и кольца на предмет износа.
Подшипник шатуна - фитинг
Установите все штоки на один крен до конца. Не чередуйте их с одного крена на другой, поскольку при правильной сборке штоков с поршнями они не взаимозаменяемы с одного крена на другой.
Крышки подшипников не взаимозаменяемы и должны быть промаркированы при снятии для обеспечения правильной сборки.
Пределы конусности или некруглости на любых шейках коленчатого вала должны быть выдержаны до 0 013 мм (0,0005 дюйма). Подшипники поставляются в 0 025 мм (0 001 дюйма), 0 051 мм (0 002 дюйма), 0 076 мм (0 003 дюйма), 0 254 мм (0 010 дюйма) и 0 305 мм (0 012 дюйма) под размер. Устанавливайте подшипники попарно. Не используйте новую половину подшипника со старой половиной крышек подшипника.
- (См. " СТАНДАРТНАЯ ПРОЦЕДУРА ") - Измерение зазора подшипника шатуна для определения зазора подшипника. (ref-214319-S28385089382006010600000)
- Перед установкой болтов крышки шатуна резьбу болтов следует смазать моторным маслом.
- Установите болты плотно пальцем, затем поочередно затяните каждый болт, чтобы правильно собрать колпачок.
- Затяните шатунные болты до 68 Н.м (50 футов / фунт).
Измерение зазора шатунного подшипника
Зазоры подшипников коленчатого вала двигателя могут быть определены с помощью Plastigage или эквивалентного. Ниже приведена рекомендуемая процедура для использования Plastigage
Схема №656
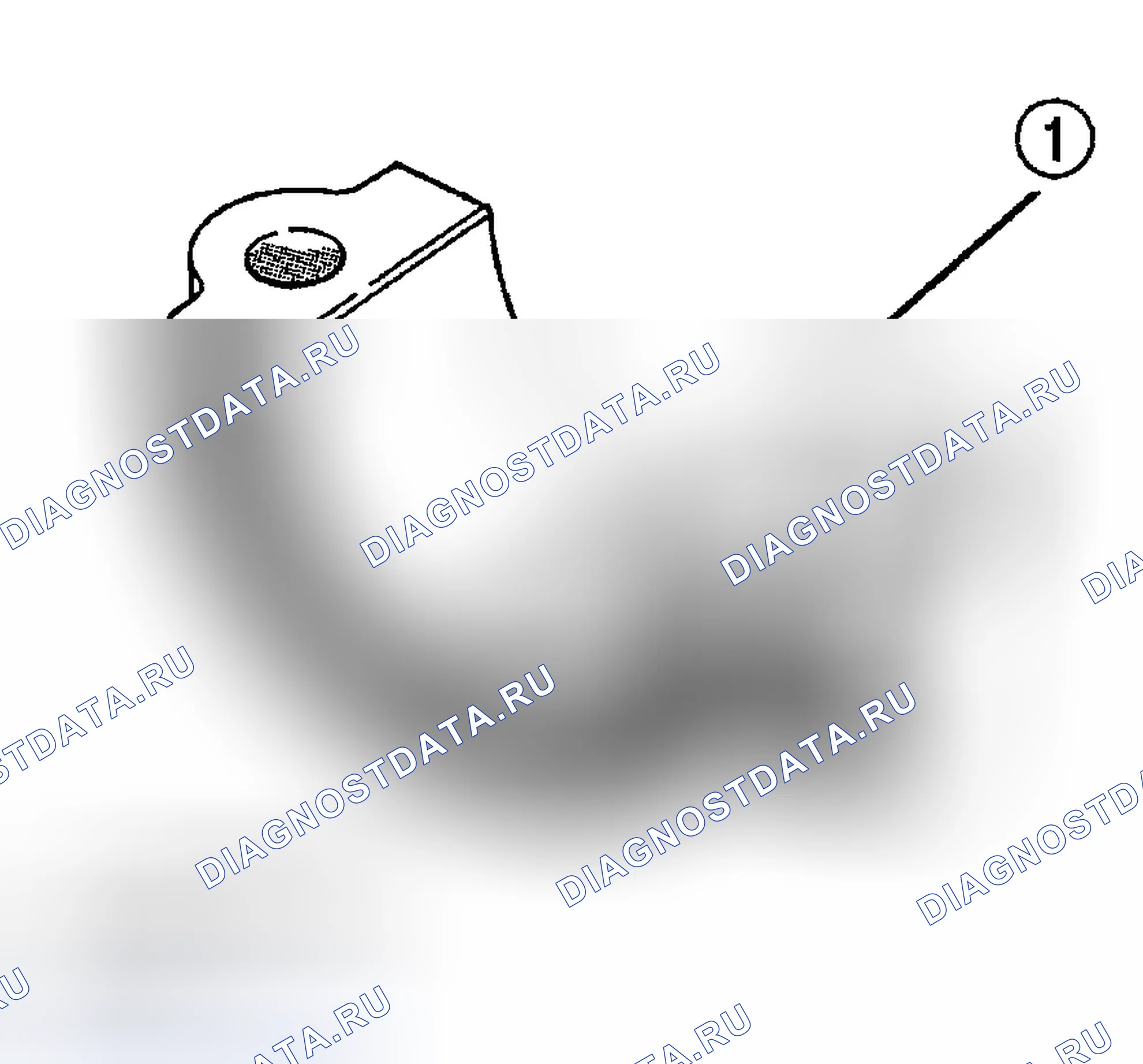
Схема №657
- Проверните коленчатый вал до тех пор, пока проверяемый шатун не окажется внизу его хода.
- Удалить масляную пленку с проверяемой поверхности. Пластигаж растворим в масле.
- Поместите кусок Plastigage по всей ширине вкладыша подшипника в крышке подшипника приблизительно на расстоянии 6,35 мм (1 / 4 дюйма) от центра и от отверстия для масла ( 116). Кроме того, подозрительные участки можно проверить, поместив plastigage в подозрительный участок.
- Перед сборкой крышки штока с Plastigage на месте, коленчатый вал должен быть повернут до тех пор, пока проверяемый шатун не начнет двигаться к верхней части двигателя. Только после этого крышка должна быть собрана и закручена в соответствии с техническими условиями. Не вращайте коленчатый вал при сборке крышки, или Plastigage может быть размазан, давая неточные результаты.
- Снимите крышку подшипника и сравните ширину уплощенного Plastigage (лист 117) с метрической шкалой, предусмотренной на упаковке. Найдите полосу, ближайшую к той же ширине. Эта полоса показывает величину зазора в тысячных долях миллиметра. Разница в показаниях между концами указывает на величину конусности. Запишите все снятые показания. (См. " СПЕЦИФИКАЦИИ "). Plastigage обычно сопровождается двумя шкалами. Одна шкала в дюймах, другая является метрической шкалой. (ref-214319-S15898714302006010600000)
- Plastigage доступен в различных диапазонах зазоров. 0 025-0 076 мм (0 001-0 003 дюйма), как правило, наиболее подходит для проверки надлежащих спецификаций подшипников двигателя.
Схема №658
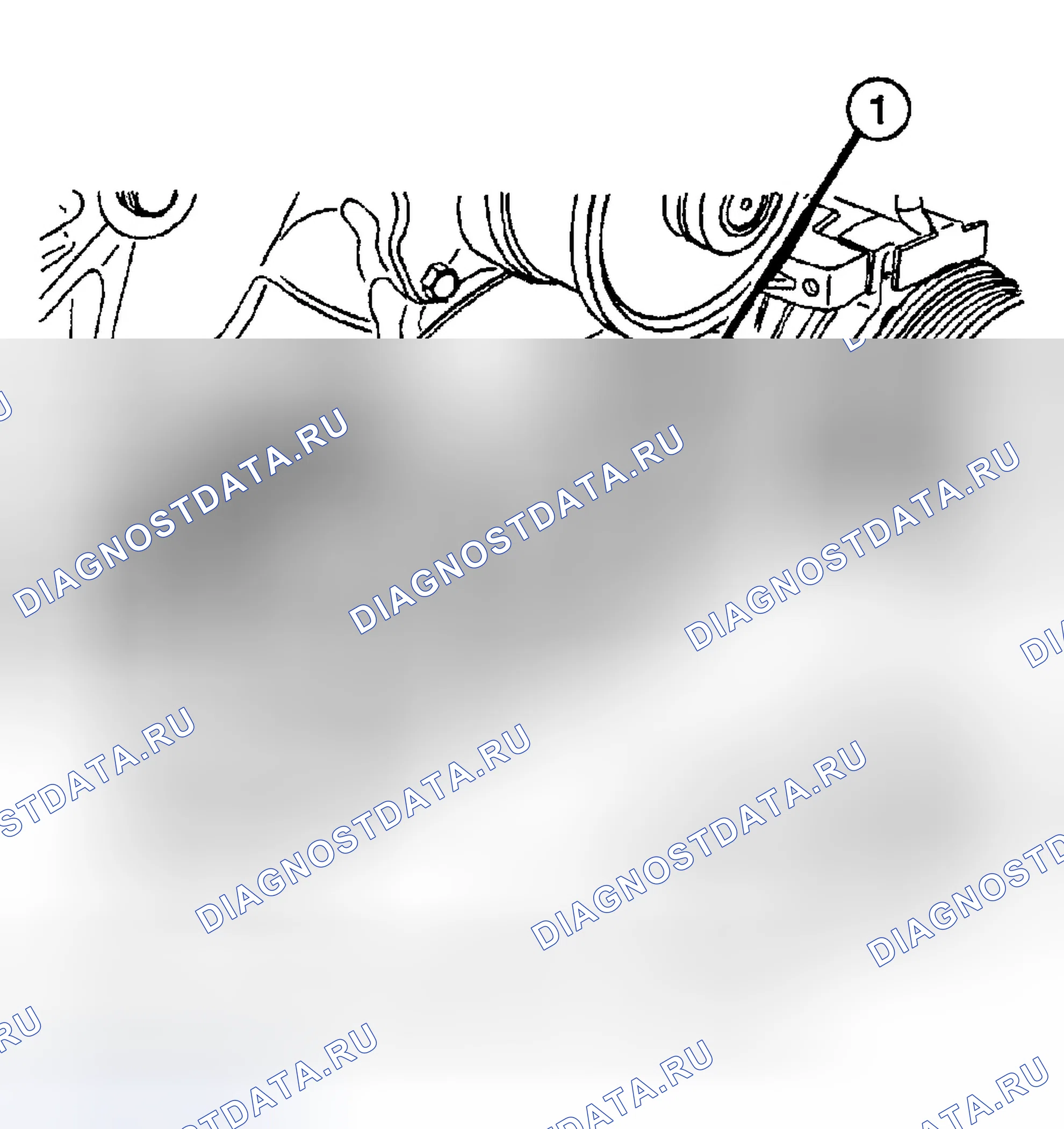
Схема №659
- Поднимите и поддержите транспортное средство.
- Снимите передний щиток двигателя.
- Отсоедините гидравлические линии вентилятора радиатора (см. " ВЕНТИЛЯТОР-РАДИАТОР "). (ref-214293-S11240201832006010600000)
- Снижение транспортного средства.
- Отсоедините впускной воздуховод, датчик температура впускного воздуха, шланг CCV на корпусе дросселя и снимите крышку корпуса воздухоочистителя.
- Снимите ремень привода приспособления (см. " ПРИВОД ПРИСПОСОБЛЕНИЯ "). (ref-214292)
- Снимите вентилятор радиатора (см. раздел " ВЕНТИЛЯТОР-РАДИАТОР "). (ref-214293-S11240201832006010600000)
- Поднимите и поддержите транспортное средство.
- Снять шкив коленчатого вала.
- Выверните болт демпфера коленчатого вала.
- Установить вкладыш коленчатого вала, специальный инструмент 8194 (Макс. 118) Смазать конец специального инструмента 8194 смазкой подшипника колеса или эквивалентным. ПРИМЕЧАНИЕ: Смазать резьбу съемника с помощью Mopar ® Nickel Anti-seize Compound или эквивалентного, перед началом снятия демпфера коленчатого вала.
- С помощью универсального съемника типа " болт-захват " снять демпфер коленчатого вала (Поз.119)
Способ пластигирования.
Зазоры подшипников коленчатого вала двигателя могут быть определены с помощью Plastigage или эквивалентного. Ниже приведена рекомендуемая процедура для использования Plastigage
- Удалить масляную пленку с проверяемой поверхности. Пластигаж растворим в масле.
- Общий зазор коренных подшипников может быть определен только путем снятия веса коленчатого вала. Это может быть достигнуто любым из двух методов
Предпочтительный способ
- Регулировка положения подшипников, примыкающих к подшипнику, подлежит проверке с целью удаления зазора между верхним вкладышем подшипника и коленчатым валом. Это может быть выполнено путем установки не менее 0 254 мм (0 010 дюйма) регулировочной прокладки # BR4 (например, картона, крышки спичечного журнала и т.д.) между вкладышем подшипника и крышкой подшипника на соседних подшипниках и затяжки болтов до 14-20 Н.м. (10-15 фут. / кв. дюйм.) при проверке # 1 основного вкладыша # 2 основного подшипника # BR3.
Схема №660
Схема №661

- При этом вес коленчатого вала поддерживается домкратом под противовесом, прилегающим к проверяемому подшипнику.
- Поместите кусок Plastigage по всей ширине вкладыша подшипника в крышке приблизительно на расстоянии 6,35 мм (1 / 4 дюйма) от центра и от масляных отверстий (отверстие 127) (Кроме того, подозрительные участки можно проверить, поместив Plastigage в подозрительный участок). Затяните болты крышки подшипника проверяемого подшипника в соответствии с надлежащими спецификациями.
- Снимите крышку подшипника и сравните ширину уплощенного Plastigage (Пластигаж 128) с метрической шкалой, предусмотренной на упаковке. Найдите полосу, ближайшую к той же ширине. Эта полоса показывает величину зазора в тысячных долях миллиметра. Различия в показаниях между концами указывают на величину конусности. Запишите все снятые показания. См. Технические характеристики двигателя. Пластигаж обычно сопровождается двумя шкалами. Одна шкала в дюймах, другая - метрическая шкала.
- Plastigage доступен в различных диапазонах зазоров. 0 025-0 076 мм (0 001-0 003 дюйма), как правило, наиболее подходит для проверки надлежащих спецификаций подшипников двигателя.
Измерение торцевого люфта коленчатого вала
- Установить циферблатный индикатор перед двигателем, расположив щуп на носке коленчатого вала (Поз.129)
- Сдвиньте коленчатый вал вплоть до задней части его хода.
- Обнулите циферблатный индикатор.
- Переместите коленчатый вал до упора вперед и прочтите показания циферблатного индикатора. (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для получения технических характеристик торцевого люфта коленчатого вала. (ref-214319-S15898714302006010600000)
Схема №662
- Переместите коленчатый вал до задней части его хода с помощью рычага, вставленного между крышкой коренного подшипника и щекой коленчатого вала, соблюдая осторожность, чтобы не повредить какую-либо поверхность подшипника. Не ослабляйте крышку коренного подшипника.
- Используйте щуп между упорным подшипником номер 3 и обработанной поверхностью коленчатого вала для определения торцевого люфта. (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для спецификаций торцевого люфта коленчатого вала. (ref-214319-S15898714302006010600000)
Измерение шейки коленчатого вала
Шейки коленчатого вала должны быть проверены на чрезмерный износ, конусность и задиры. Пределы конусности или некруглости на любых шейках коленчатого вала должны быть выдержаны до 0 013 мм (0,0005 дюйма). Шлифовка шейки не должна превышать 0 508 мм (0 020 дюйма) под стандартный диаметр шейки. НЕ зачищайте упорные грани коренного подшипника № 3. НЕ ДОПУСКАЙТЕ АЙТЕ забоины пальца кривошипа или галтелей подшипника. После шлифовки Удалите овальные насечки с кромок коленчатого вала и зачистите все смазочные отверстия.
| Внимание | При кованых коленчатых валах важно, чтобы окончательная полировка бумаги или ткани после любой повторной шлифовки шейки была в том же направлении, что и нормальное вращение в двигателе. |
|---|
Схема №663
- Измерьте наружный диаметр цапфы, как показано на (См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ") для получения технических характеристик коленчатого вала. (ref-214319-S15898714302006010600000)
Схема №664
Схема №665
- Снимите двигатель в сборе с автомобиля (см. " ДЕМОНТАЖ - ДВИГАТЕЛЬ В СБОРЕ "). (ref-214319-S35945081892006010600000)
- Смонтируйте двигатель на подходящем ремонтном стенде.
- Снимите масляный поддон (см. раздел " ДЕМОНТАЖ "). (ref-214319-S10294014172006010600000)
- Снимите задний фиксатор масляного уплотнения коленчатого вала (см. " ДЕМОНТАЖ "). (ref-214319-S00612070652006010600000)
- Снимите шкив коленчатого вала и демпфер (см. раздел " ДЕМПФЕР КОЛЕНЧАТОГО ВАЛА "). (ref-214319-S09725930362006010600000)
- Снимите крышку цепи ГРМ (см. " ДЕМОНТАЖ "). (ref-214319-S01106063672006010600000)
- Снимите цепь ГРМ и звездочку коленчатого вала -. (См. раздел " ДЕМОНТАЖ "). (ref-214319-S13250624732006010600000)
- Демонтировать приемную трубку масляного насоса (Выпуск 131)
- Снять маслосъемник коленчатого вала (Рисунок 132) ВНИМАНИЕ: НЕ ИСПОЛЬЗУЙТЕ номерной штамп или пуансон для маркировки шатунов. Возможно повреждение шатуна.
- Осмотрите шатуны и крышки шатунов на предмет идентификации цилиндров. При необходимости идентифицируйте их с помощью постоянных чернил или маркера краски (Рисунок 133) ВНИМАНИЕ: Необходимо соблюдать осторожность, чтобы не повредить поврежденные поверхности соединения шатуна и крышки, так как при этом происходит много повреждений двигателя. ПРИМЕЧАНИЕ: Не используйте повторно болты шатунов.
- Снимите шатунные болты и колпачки.
- Крышки главных подшипников не являются взаимозаменяемыми и должны быть промаркированы перед снятием для обеспечения правильной повторной сборки.
- Снять болты крышки бокового коренного подшипника и болты крышки коренного подшипника (Фланец 134)
- Снимите крышки коренных подшипников.
- При снятии коленчатого вала его следует поднять прямо из блока двигателя. Это предотвратит любые повреждения двигателя и коленчатого вала.
Схема №666
Схема №667
- Шейки коленчатого вала должны быть проверены на чрезмерный износ, конусность и задиры. Пределы конусности или некруглости на любых шейках коленчатого вала должны быть выдержаны до 0 025 мм (0 001 дюйма). Вращение шейки не должно превышать 0 508 мм (0 020 дюйма) под стандартный диаметр шейки. НЕ зачищайте упорные поверхности главного подшипника № 3. НЕ ДОПУСКАЕТСЯ забивать палец кривошипа или буртики подшипника. После зачистки отполируйте черновые кромки от отверстий в коленчатом валу или прочищайте все проходы в подшипниках.
- Проверьте и очистите все масляные отверстия от засорения и мусора.
Схема №668
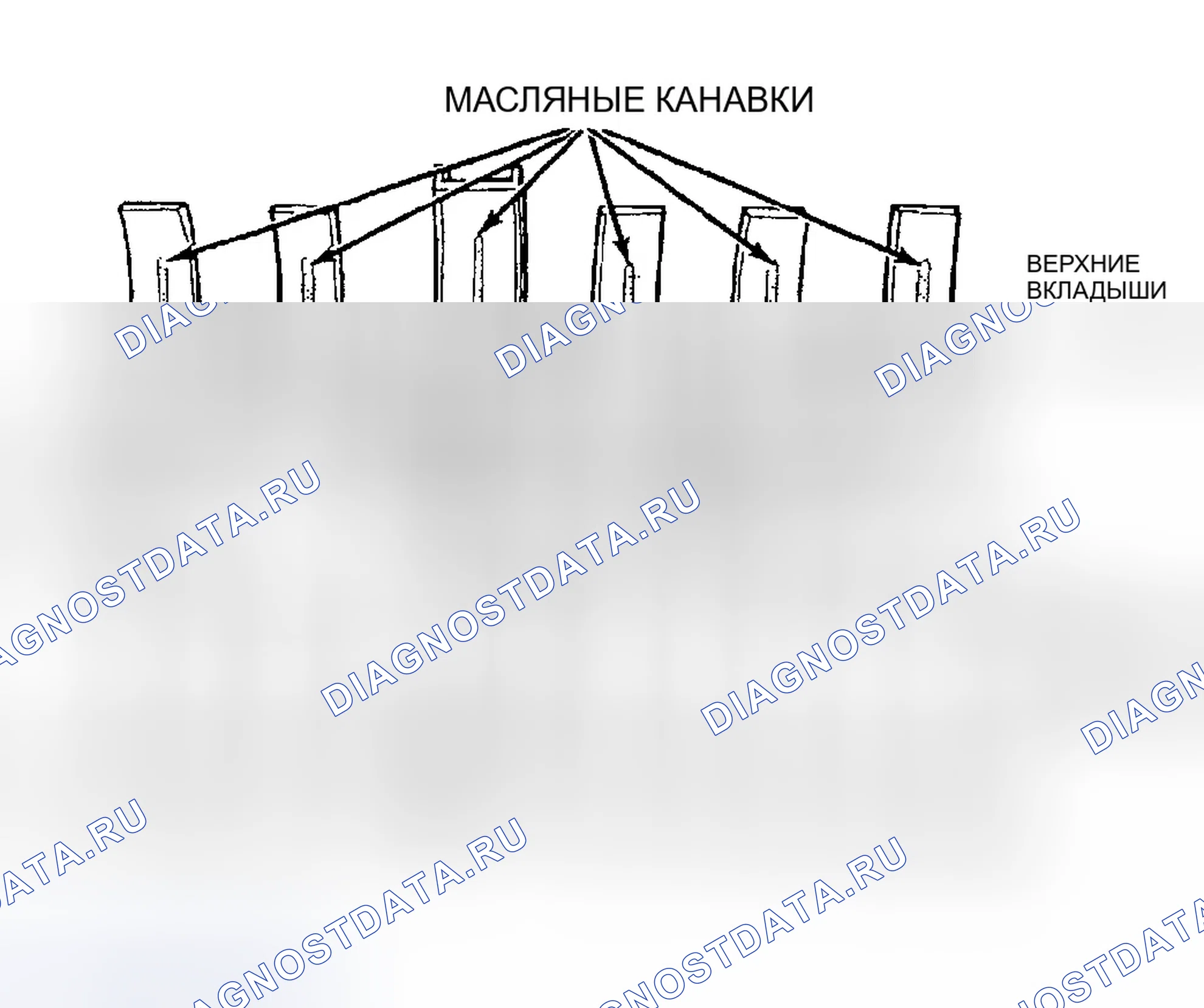
Схема №669
Схема №670
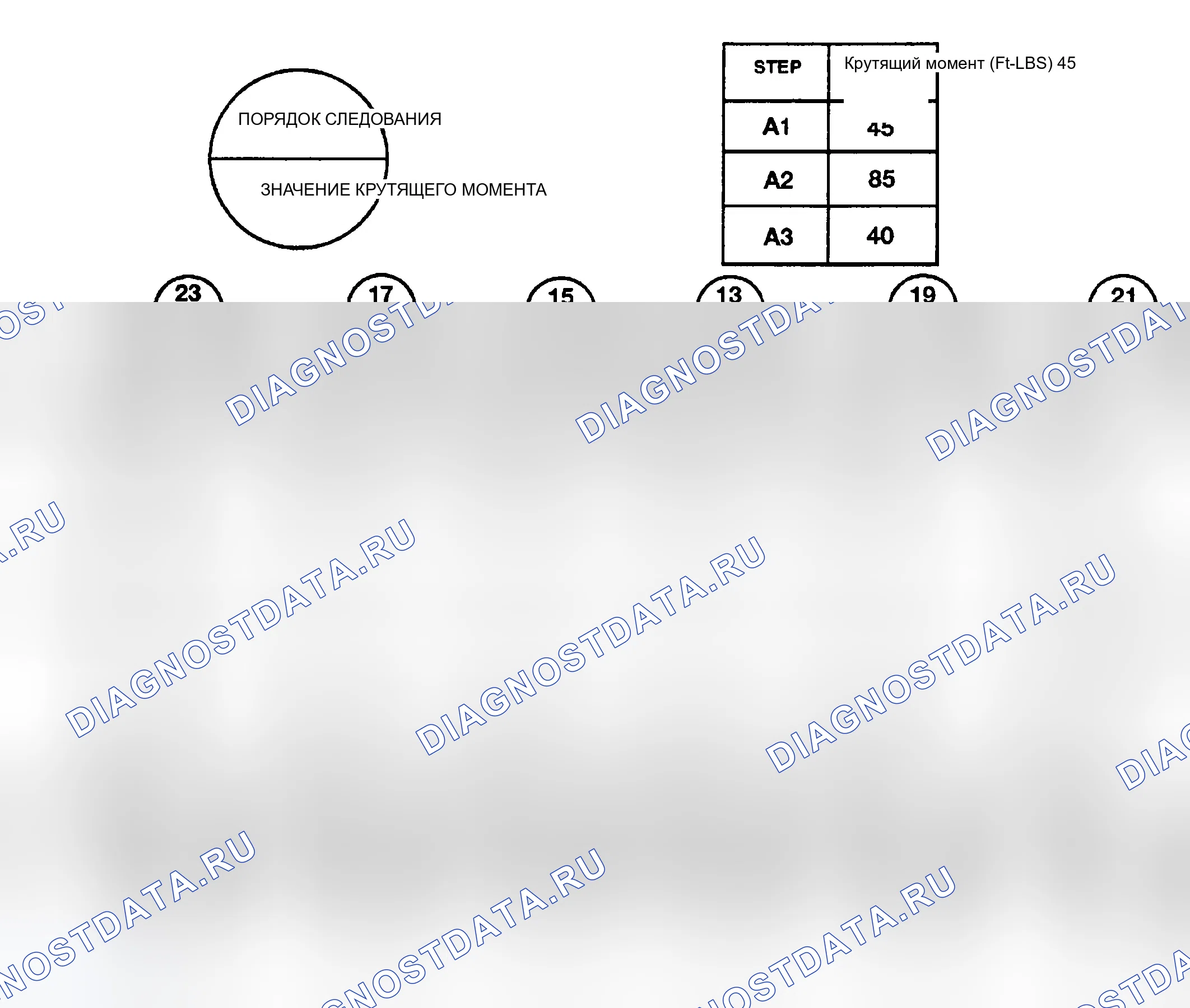
Схема №671
- Установить вкладыши верхнего коренного подшипника в блок двигателя (поз.135)
- Смажьте верхние вкладыши коренных подшипников чистым моторным маслом.
- Установите коленчатый вал.
- Установить нижние вкладыши коренных подшипников в крышки коренных подшипников (Рис. 135)
- Установить каждую крышку основного подшипника в надлежащей последовательности и в правильном направлении (Таблица 136) Затянуть все болты плотно.
- Подтянуть болты главного картера в следующей последовательности затяжки: Шаг 1. Затянуть болты картера главного подшипника 1-12 в последовательности, показанной на Рис. 137, до 20 Н.м (15 фут. Фунт.). Это посадит крышки подшипника на блок двигателя. Шаг 2. Чтобы обеспечить правильную центровку упорного подшипника, необходимо выполнить следующую процедуру: переместить коленчатый вал полностью назад от его хода. Затем переместить коленчатый вал полностью к передней части его хода.
- Снимите удерживающий инструмент.
- Установите новые шатунные подшипники.
- Установить колпачки штанг. Установить НОВЫЕ шатунные болты. Резьба болтов должна быть смазана моторным маслом. Затянуть шатунные болты до 68 Н.м (50 футов фунтов).
- Установить маслосъемник коленчатого вала и затянуть гайки на 23 Н.м (200 дюймовых фунтов) (Таблица 132)
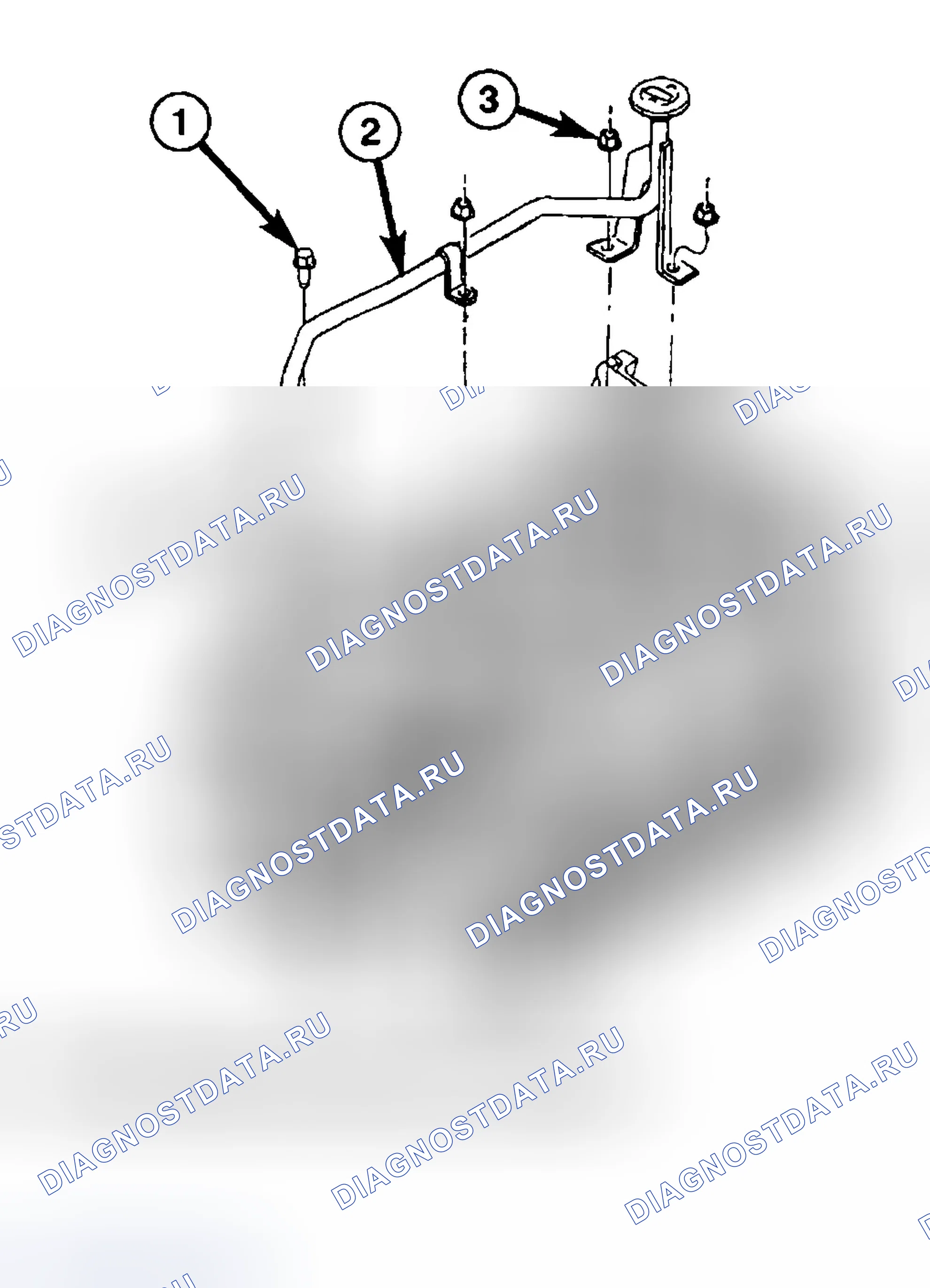
- Установить трубку маслонасоса с помощью нового уплотнительного кольца. Затянуть болт 1 / 4-20 на 11 Н.м (95 фунт.). Затянуть гайки 5 / 16-18 на 23 Н.м (200 фунт.) (Муфта 138)
- Установить заднее масляное уплотнение коленчатого вала и фиксатор (см. " УСТАНОВКА "). (ref-214319-S18772232852006010600000)
- Установить нижнюю шестерню коленчатого вала вместе с цепью ГРМ (См. " УСТАНОВКА "). (ref-214319-S19861301522006010600000)
- Установите крышку цепи ГРМ (см. " УСТАНОВКА "). (ref-214319-S33246688122006010600000)
- Установите масляный поддон (см. раздел " УСТАНОВКА "). (ref-214319-S32117944502006010600000)
- Установить демпфер коленчатого вала и шкив (см. " ДЕМПФЕР КОЛЕНЧАТОГО ВАЛА "). (ref-214319-S09725930362006010600000)
- Установите двигатель в сборе (см. " МОНТАЖ - ДВИГАТЕЛЬ В СБОРЕ "). (ref-214319-S28422660432006010600000)
Схема №672
- Снимите коробку передач (см. раздел " РУЧНАЯ КОРОБКА ПЕРЕДАЧ - T56 "). (ref-214329)
- Снимите сцепление и маховик.
- С помощью специальных инструментов 8990 и C-3752 снимите направляющий подшипник с коленчатого вала (Рис. 139)