Давление сжатия цилиндра
Результаты испытания давления сжатия в цилиндре могут быть использованы для диагностики нескольких неисправностей двигателя.
Убедитесь, что батареи полностью заряжены, а стартер двигателя находится в хорошем рабочем состоянии. В противном случае указанные давления сжатия могут быть недействительны для диагностических целей.
- Отсоедините линию входа топлива в насос перекачки топлива, заглушите топливную линию от топливного бака.
- Запустить двигатель и работать на холостом ходу до тех пор, пока двигатель не заглохнет (не закончится топливо).
- Отсоедините все три разъема жгута проводов инжектора на корпусе коромысла.
- Снимите крышку сапуна и крышку головки цилиндров.
- Снимите топливопровод высокого давления между головкой цилиндра и топливопроводом для испытываемого цилиндра. Используйте инструмент # 9011, чтобы закрыть этот топливопровод на испытываемом цилиндре.
- Отверните гайку трубки топливного штуцера и снимите трубку топливного штуцера.
- Снимите рычаг коромысла выхлопа.
- С помощью инструмента 9010 снимите инжектор и медную уплотнительную шайбу.
- Установите рычаг коромысла выпуска и затяните его до 36 Н · м (27 фут-фунтов).
- Покройте оставшиеся качающиеся рычаги чистыми магазинными полотенцами, чтобы предотвратить любые брызги масла под капотом.
- Поместите тряпку на фитинг инструмента для испытания на сжатие. Проверните двигатель на 2-3 секунды, чтобы продуть любое топливо, которое могло слиться в цилиндр, когда форсунка была удалена.
- Подсоедините манометр для испытания на сжатие.
- Прокрутите двигатель в течение 5 секунд и запишите показания давления. Повторите этот шаг три раза и рассчитайте среднее из трех показаний. ПРИМЕЧАНИЕ: Минимальное давление в цилиндре составляет 350 фунтов на квадратный дюйм. Давление в цилиндре должно быть в пределах 20% от цилиндра к цилиндру.
- Утечка давления сгорания может быть проверена, если давление в цилиндре ниже спецификации. Выполните процедуру испытания на утечку на каждом цилиндре в соответствии с инструкциями производителя тестера.
- После завершения испытания проверьте и удалите все коды неисправностей, связанные с двигателем.
Утечка давления сгорания в цилиндре
Испытание на утечку давления сгорания обеспечивает точное средство для определения состояния двигателя.
Испытание на утечку при давлении сгорания обнаружит
- Течь выпускных и впускных клапанов (неправильная посадка).
- Протечки между соседними баллонами или в водяную рубашку.
- Любые причины потери давления при горении / сжатии
- Запустите и проработайте двигатель до достижения им нормальной рабочей температуры.
- Снимите крышку сапуна и крышку головки цилиндров.
- Отсоедините все три разъема жгута проводов инжектора на корпусе коромысла.
- Переведите испытываемый цилиндр в ВМТ.
- Снимите топливопровод высокого давления между головкой цилиндров и топливной рейкой для испытываемого цилиндра.
- Установите закрывающий инструмент 9011 на направляющую.
- Снимите гайку соединителя высокого давления и соединитель высокого давления с помощью инструмента 9015.
- Снимите коромысло выпуска и впуска.
- С помощью инструмента 9010 снимите инжектор и медную уплотнительную шайбу.
- Установить инструмент 9007 для испытания на сжатие в отверстие инжектора.
- Подключите тестер утечки и выполните процедуру проверки на утечку на каждом цилиндре в соответствии с инструкциями производителя тестера.
- После завершения испытания проверьте и удалите все коды неисправностей, связанные с двигателем.
Стандартная процедура - фасонные прокладки и уплотнители
На двигателе имеются многочисленные места, где применяются прокладки по форме на месте. При наложении прокладок по месту необходимо соблюдать осторожность, чтобы гарантировать получение желаемых результатов. Не используйте прокладочный материал по месту, если не указано иное. Размер шариков, непрерывность и расположение имеют большое значение. Слишком тонкий шарик может привести к утечке, в то время как слишком большой может привести к переливу, который может сломаться и перекрыть линии подачи жидкости. Непрерывный валик надлежащей ширины необходим для получения герметичной прокладки.
Существуют многочисленные типы прокладочных материалов, формуемых на месте, которые используются в области двигателей. Материалы прокладок Mopar® двигатель RTV генератор II, Mopar® ATF-RTV и Mopar® прокладка Maker имеют различные свойства и не могут использоваться вместо других.
Двигатель MOPAR® RTV генератор II
Mopar® двигатель RTV генератор II используется для герметизации компонентов, подвергающихся воздействию моторного масла. Этот материал представляет собой специально разработанный черный силиконовый каучук RTV, который сохраняет адгезионные и герметизирующие свойства при воздействии моторного масла. Влага в воздухе вызывает отверждение материала. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
MOPAR® ATF RTV
Mopar® ATF RTV - это специально разработанный черный силиконовый каучук RTV, который сохраняет адгезию и уплотняющие свойства для уплотнения компонентов, подвергающихся воздействию жидкости автоматической коробки передач, охлаждающих жидкостей двигателя и влаги. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
Устройство для изготовления прокладок MOPAR®
Mopar® прокладка Maker - это прокладочный материал анаэробного типа. Материал отверждается в отсутствие воздуха при сжатии между двумя металлическими поверхностями. Он не отвердеет, если его оставить в незакрытой трубке. Анаэробный материал предназначен для использования между двумя обработанными поверхностями. Не использовать на гибких металлических фланцах.
Уплотнительная прокладка MOPAR®
Mopar ® прокладка Герметик при медленном высыхании, постоянно мягкий герметик. Этот материал рекомендуется для герметизации резьбовых фитингов и прокладок от утечки масла и охлаждающей жидкости. Может использоваться на резьбовых и обработанных деталях при любых температурах. Этот материал используется на двигателях с прокладками головки цилиндров из многослойной стали (MLS). Этот материал также предотвратит коррозию. Mopar ® прокладка Герметик доступен в аэрозольном баллоне на 13 унтов или 4 унц / 16 унтов с аппликатором.
Стандартная процедура - ремонт поврежденной или изношенной резьбы
| Внимание | Убедитесь, что резьбовые отверстия сохраняют исходную осевую линию. |
|---|
Поврежденные или изношенные нити могут быть отремонтированы. По сути, этот ремонт состоит из
- Высверливание изношенных или поврежденных резьб.
- Постукивание по отверстию с помощью специального крана Heli-Coil Tap, или аналогичного.
- Установка вставки в резьбовое отверстие для возвращения отверстия к первоначальному размеру резьбы.
Стандартная процедура - гидростатический замок
| Внимание | НЕ используйте стартер для вращения коленчатого вала. Могут возникнуть серьезные повреждения. |
|---|
Если двигатель подозревается в гидростатической блокировке (независимо от того, что вызвало проблему), выполните следующие действия.
- Отсоедините отрицательный кабель (кабели) от батареи.
- Осмотрите воздухоочиститель, систему всасывания и впускной коллектор, чтобы убедиться, что система сухая и очищена от посторонних материалов.
- Поместите торговое полотенце вокруг топливных инжекторов, чтобы поймать любую жидкость, которая может находиться под давлением в головке цилиндра. Снимите топливные инжекторы (См. " ТОПЛИВНЫЙ ИНЖЕКТОР "). (ref-214325-S15966615502006010600000)
- После удаления всех инжекторов проверните коленчатый вал с помощью инструмента для проворачивания коленчатого вала (Pn 7471-B).
- Определите жидкость в баллонах (хладагент, топливо, масло и т.д.).
- Убедитесь, что вся жидкость была удалена из цилиндров.
- Отремонтируйте двигатель или компоненты по мере необходимости, чтобы предотвратить повторение этой проблемы.
- Впрысните небольшое количество моторного масла в цилиндры, чтобы смазать стенки. Это предотвратит повреждение при перезапуске.
- Установите топливные форсунки (см. раздел " ТОПЛИВНАЯ ФОРСУНКА "). (ref-214325-S15966615502006010600000)
- Слейте масло из двигателя, снимите и утилизируйте масляный фильтр (см. " ДЕМОНТАЖ "). (ref-214318-S01410004232006010600000)
- Установите сливную пробку и затяните ее с моментом 50 Н.м (37 фут-фунтов).
- Установите новый масляный фильтр (см. раздел " УСТАНОВКА "). (ref-214318-S11489370082006010600000)
- Заправьте картер двигателя указанным количеством и маркой масла (см. руководство владельца).
- Подключите отрицательный кабель (кабели) к аккумулятору.
- Запустите двигатель и проверьте наличие утечек.
Схема №504
- Отсоедините оба отрицательных кабеля батареи.
- Отсоединить жгут подогревателя сетки двигателя у реле подогревателя сетки.
- Отсоедините электрические соединения от задней части генератора переменного тока.
- Регенерировать хладагент кондиционирования воздуха. (См. " РЕГЕНЕРАЦИЯ СИСТЕМЫ ХЛАДАГЕНТА "). (ref-214354-S07590619322006010600000)
- Поднять автомобиль на тали.
- Слить охлаждающую жидкость двигателя (См. " СЛИВ СИСТЕМЫ ОХЛАЖДЕНИЯ ДИЗЕЛЯ 5.9л "). (ref-214291-S29380166862006010600000)
- Отверните пробку для слива масла из двигателя и слейте масло из двигателя.
- Установите на место сливную пробку и затяните ее с моментом затяжки 50N.m (37 футов / фунт).
- Опустите автомобиль.
- Снимите вентилятор / привод / кожух в сборе (см. раздел " ВЯЗКОСТНАЯ МУФТА ПРИВОДА ВЕНТИЛЯТОРА - 5,9 л ДИЗЕЛЬНОГО ТОПЛИВА "). (ref-214293-S39987084532006010600000)
- Снимите верхний шланг радиатора.
- Отсоедините шланг баллона для восстановления охлаждающей жидкости от заливной горловины радиатора.
- Отсоедините шланги подвода и отвода сердечника отопителя от фитинга головки цилиндров и трубы охлаждающей жидкости.
- Поднять автомобиль на тали.
- Снимите коробку передач и раздаточную коробку (если она оборудована).
- Отсоедините выхлопную трубу от удлинителя турбонагнетателя.
- Отсоедините жгут двигателя от разъемов жгута автомобиля.
- Снимите электродвигатель стартера (см. раздел " СТАРТЕРЫ "). (ref-164936)
- Снимите маховик / гибкую пластину.
- Снимите переходник коробки передач
- Отсоедините всасывающий / нагнетательный шланг кондиционера воздуха от задней части компрессора кондиционера.
- Снижение транспортного средства.
- Отсоединить нижний шланг радиатора от выхода радиатора.
- Модели автоматических коробок передач
- Отсоедините линии охладителя трансмиссионного масла перед радиатором с помощью специального инструмента # 6931
- Демонтировать радиатор. (См. " РАДИАТОР - 5.9л ДИЗЕЛЬ "). (ref-214293-S06403802692006010600000)
- При наличии кондиционера отсоединить линии хладагента конденсатора кондиционера.
- Отсоединить трубопровод охладителя наддувочного воздуха.
- Отвернуть крепежные болты охладителя наддувочного воздуха.
- Снимите охладитель наддувочного воздуха (и конденсатор кондиционера, если он оборудован) с транспортного средства.
- Снимите демпфер и кольцо указателя оборотов с передней части двигателя.
- Снимите с двигателя нижний кронштейн кожуха вентилятора.
- Снимите с двигателя верхние кронштейны бандажа вентилятора.
- Отсоедините разъем подогревателя блока цилиндров двигателя.
- Расстыкуйте электросоединители компрессора и датчика давления ВС.
- Извлеките кабель массы аккумуляторной батареи для пассажиров из блока цилиндров двигателя, а кабель массы аккумуляторной батареи для водителя - из блока цилиндров двигателя.
- Снимите насос ГУР с двигателя, отвернув 3 болта.
- Снимите крышку рычажного механизма акселератора.
- Отсоедините кабели от установленных на двигателе приложений.
- Отсоедините разъем питания блок управления двигателем.
- Отсоедините провод массы блок управления двигателем от винта гидроформы.
- Отсоедините шланги подачи и возврата топлива. ПРИМЕЧАНИЕ: Убедитесь, что пружина массы остается неповрежденной с крышкой головки цилиндров.
- Снимите крышку головки цилиндров и пружину массы. (См. раздел " ДЕМОНТАЖ "). (ref-214318-S27445692332006010600000)
- Отсоедините 3 разъема жгута форсунок на корпусе коромысла и электрожгуты от форсунок.
- Снимите кронштейн подъема заднего двигателя.
- Снимите коромысла впуска и выпуска цилиндров № 4, № 5 и № 6, подставки и нажимные трубки. Обратите внимание на исходное расположение для повторной сборки.
- Ослабьте болты экрана топливопровода № 6 и поверните экран в сторону.
- Снимите топливопроводы высокого давления цилиндров № 5 и № 6. Отверните гайку трубки топливного штуцера и трубку топливного штуцера. Снимите топливную форсунку цилиндров № 5 и № 6.
- Снимите корпус коромысла.
- Отвернуть два болта головки блока цилиндров в соответствии со схемой ниже и установить инструмент № 9009. Затянуть болты на момент 105N.m (77ft. Lbs.) (Резьба 3)
- Ослабьте, но не снимайте крепление двигателя через болты и гайки.
- Отсоедините опорные стойки капота и расположите капот вне пути.
- К кронштейнам подъемника двигателя прикрепите цепь с двумя крюками.
- Удерживая двигатель в горизонтальном положении, поднимите его прямо из опор.
- Повернуть нос двигателя вверх и вытащить из шасси.
Схема №505
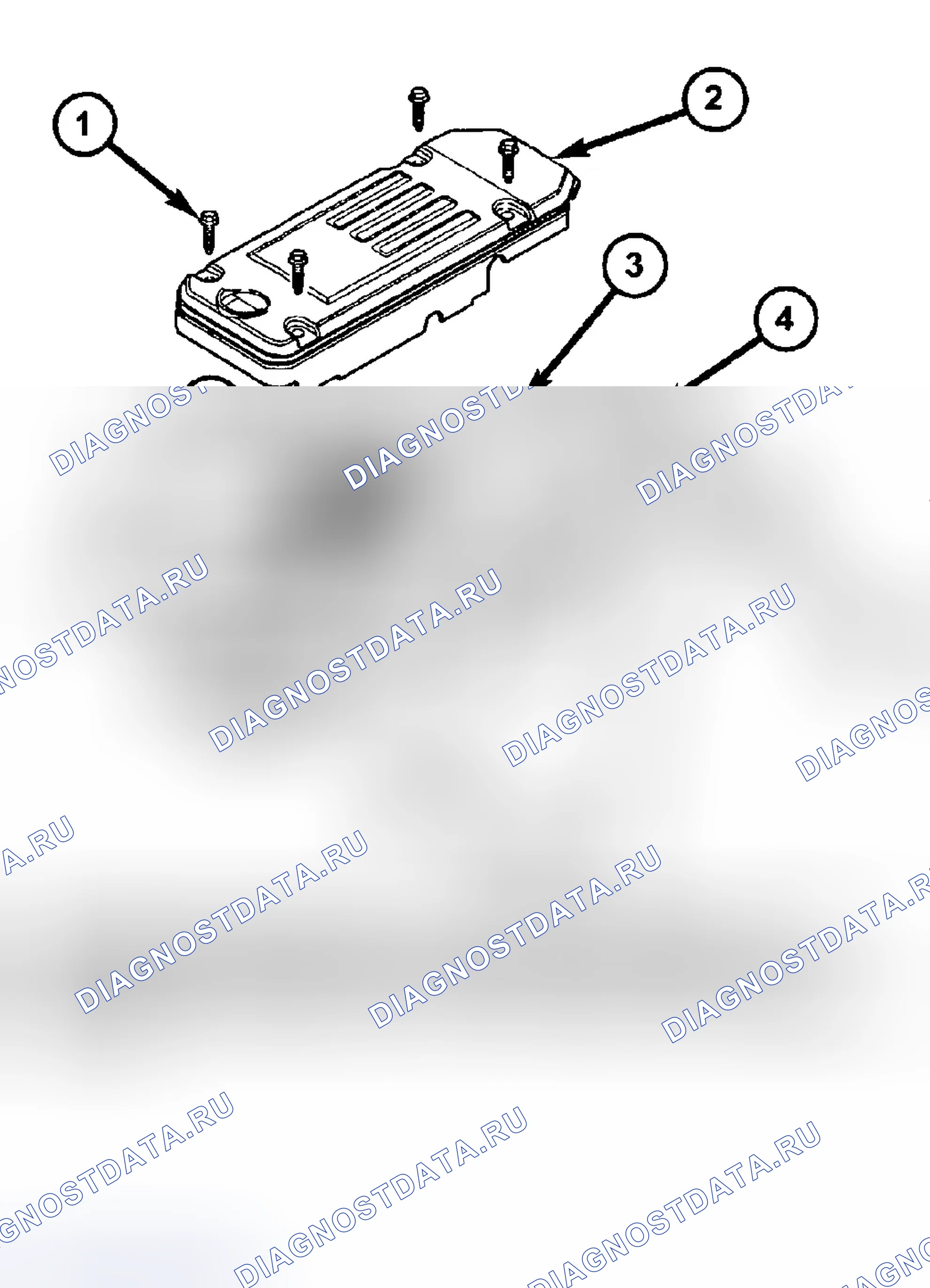
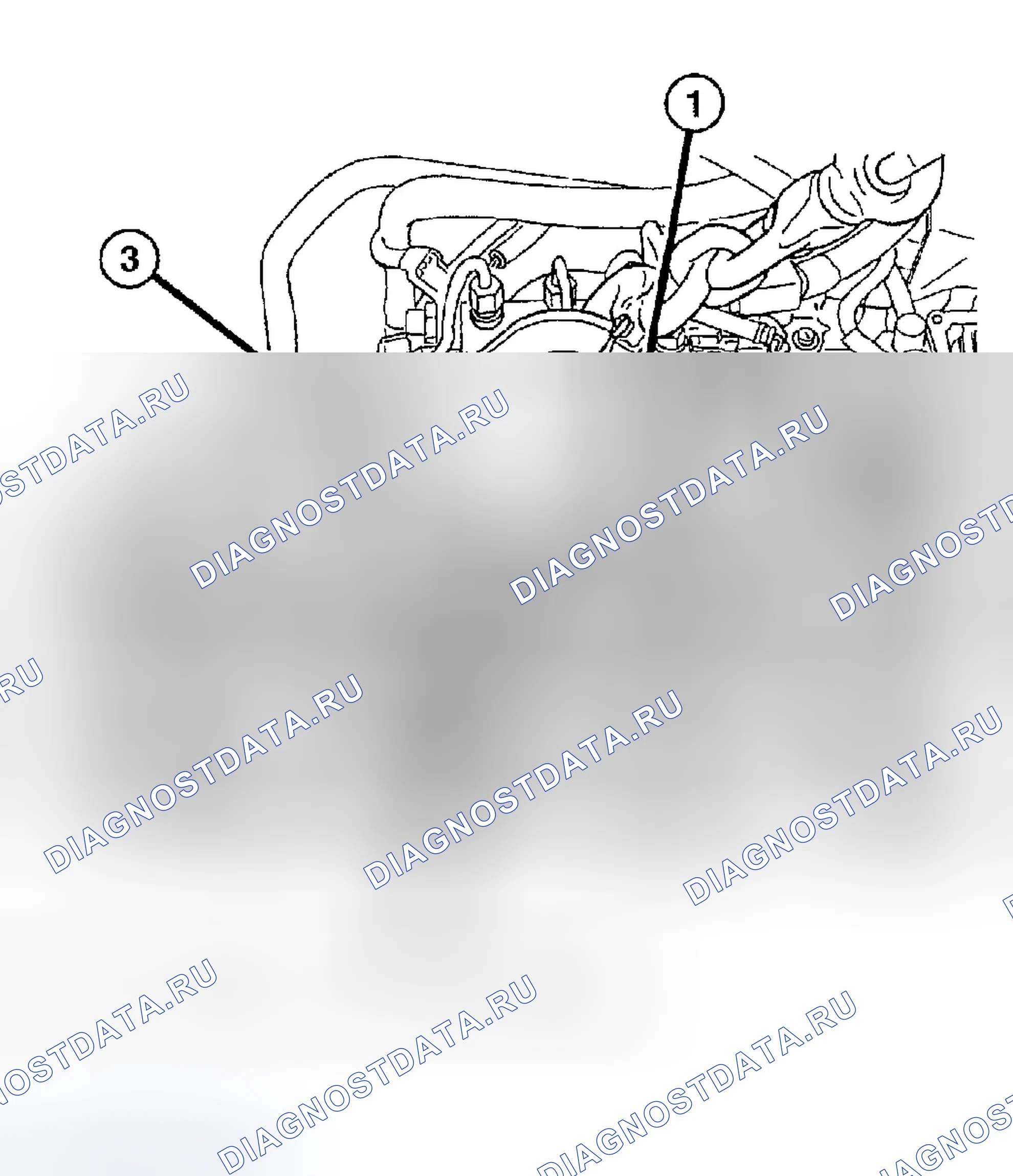
- Снимите колпачок заливки масла.
- Отверните болты крышки суфлера (Рис. 4)
- Снимите крышку сапуна.
- Отсоедините трубку суфлирования и трубку слива смазочного масла от суфлера.
- Отверните болты крепления сапуна.
- Снимите сапун с крышки головки цилиндров.
Поршни
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр юбки | 101 775-101 793 мм | 4.007-4.008 дюйм |
| Зазор между кольцевыми канавками (мин.) (макс.) Контроль масла (мин.) (макс.) | 0 045 мм 0 095 мм 0 040 мм 0 085 мм | .0018 в 0,0037 в. 0016 в. 0033 в. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОРШНЕЙ
Поршневые пальцы
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр штифта (мин) (макс) | 39 990 мм 40 003 мм | 1,5744 дюйма 1,5749 дюйма |
| Диаметр отверстия (мин.) (макс.) | 40 006 мм 40 012 | 1,5750 дюйма 1,5753 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПОРШНЕВЫЕ ПАЛЬЦЫ
Поршневые кольца
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Контроль масла верхнего кольцевого зазора | 0,26-0,36 мм 0,85-1,15 мм 0,25-0,55 мм | 0 010-0 014 дюйма 0 033-0 045 дюйма 0 010-0,21 дюйма |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОРШНЕВЫХ КОЛЕЦ
Шатуны
| Описание | Характеристика | |
|---|---|---|
| Метрика | Стандарт | |
| Диаметр отверстия под палец (мин. с установленным вкладышем) Диаметр отверстия под палец (макс. с установленным вкладышем) | 40 019 мм 40 042 мм | 1,5764 дюйма 1,5765 дюйма |
| Боковой зазор (мин) | 0 100 мм | 0 004 дюйма |
| Боковой зазор (макс.) | 0 330 мм | 0 013 дюйма |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ШАТУНЫ
Головка блока цилиндров
| Описание | Характеристика |
|---|---|
| Общая плоскостность от конца до конца (макс.) | 0 305 мм (0 012 дюйма) |
| Общая плоскостность бок о бок (Макс.) | 0 076 мм (0 003 дюйма) |
| Угол наклона седла впускного клапана | 30° |
| Угол наклона седла выпускного клапана | 45° |
| Диаметр штока клапана (мин.) (макс.) | 6,96 мм (0,2740 дюйма) 7,01 мм (0,2760 дюйма) |
| Толщина обода клапана (мин.) | 0,79 мм (0 031 дюйма) |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГОЛОВКИ ЦИЛИНДРОВ
Давление масла
| Характеристика | Характеристика |
|---|---|
| На холостом ходу | 69 кПа (10 фунт/кв. дюйм) |
| При 2500 об / мин | 207 кПа (30 фунт/кв. дюйм) |
| Давление открытия регулирующего клапана | 517 кПа (75 фунт/кв. дюйм) |
| Уставка давления байпаса масляного фильтра | 344,75 к Па (50 фунт / кв. дюйм) |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДАВЛЕНИЕ МАСЛА
Чистка головок цилиндра
| Внимание | Не проводите поверхность головки щетки, пока топливные инжекторы еще установлены. Повреждение топливного инжектора может привести. |
|---|
Перед чисткой снимите топливные форсунки (если они еще не были сняты во время снятия головки цилиндров).
Очистите угольник от седла форсунки инжектора нейлоновой или латунной щеткой.
Соскрести остатки прокладки со всех поверхностей прокладки.
Промойте головку цилиндров в горячем мыльном водном растворе (88 ° C или 60°C).
После ополаскивания используйте сжатый воздух для просушки головки цилиндров.
Отполируйте поверхность прокладки наждачной бумагой 400. Используйте орбитальную шлифовальную машину или шлифовальный блок для поддержания плоской поверхности.
Чистящие крейцкопфы
Очистите все крейцкопфы в подходящем растворителе. При необходимости с помощью проволочной щетки или колесика удалите стойкие отложения. Промойте в горячей воде и продуйте насухо сжатым воздухом.
Как очистить штанги толкателей
Очистите штанги толкателей в подходящем растворителе. Промойте в горячей воде и продуйте насухо сжатым воздухом. При необходимости используйте проволочную щетку или колесо для удаления стойких отложений.
Как очистить 5.9L двигатель - капитального ремонт: прочее
Используя подходящий растворитель, очистите и высушите сопрягаемые поверхности прокладки на головке цилиндра и корпусе коромысла. Протрите прокладку насухо и осмотрите для повторного использования.
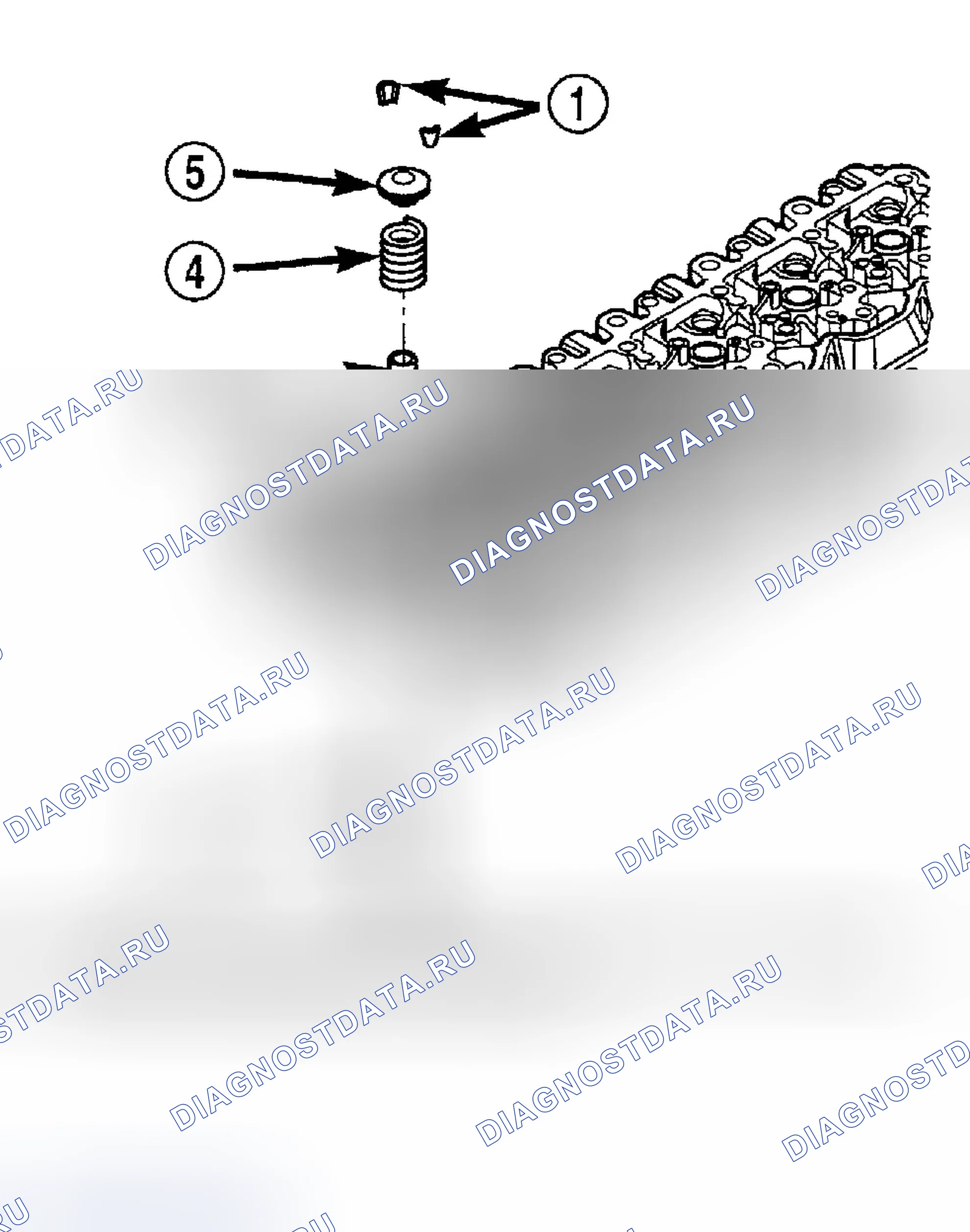
Очистите штоки клапанов тканью из крокуса или подушкой Scotch-Brite. Удалите углерод мягкой проволочной щеткой. Очистите клапаны, пружины, фиксаторы и фиксаторы клапанов в подходящем растворителе. Промойте в горячей воде и продуйте насухо сжатым воздухом.
Схема №506
Очистите все компоненты в подходящем растворителе. При необходимости, используйте проволочную щетку или колесо для удаления стойких отложений. Промойте в горячей воде и продуйте насухо сжатым воздухом. Осмотрите масляные каналы в коромыслах и подставках. Нанесите сжатый воздух на смазочные отверстия для очистки от загрязнений.
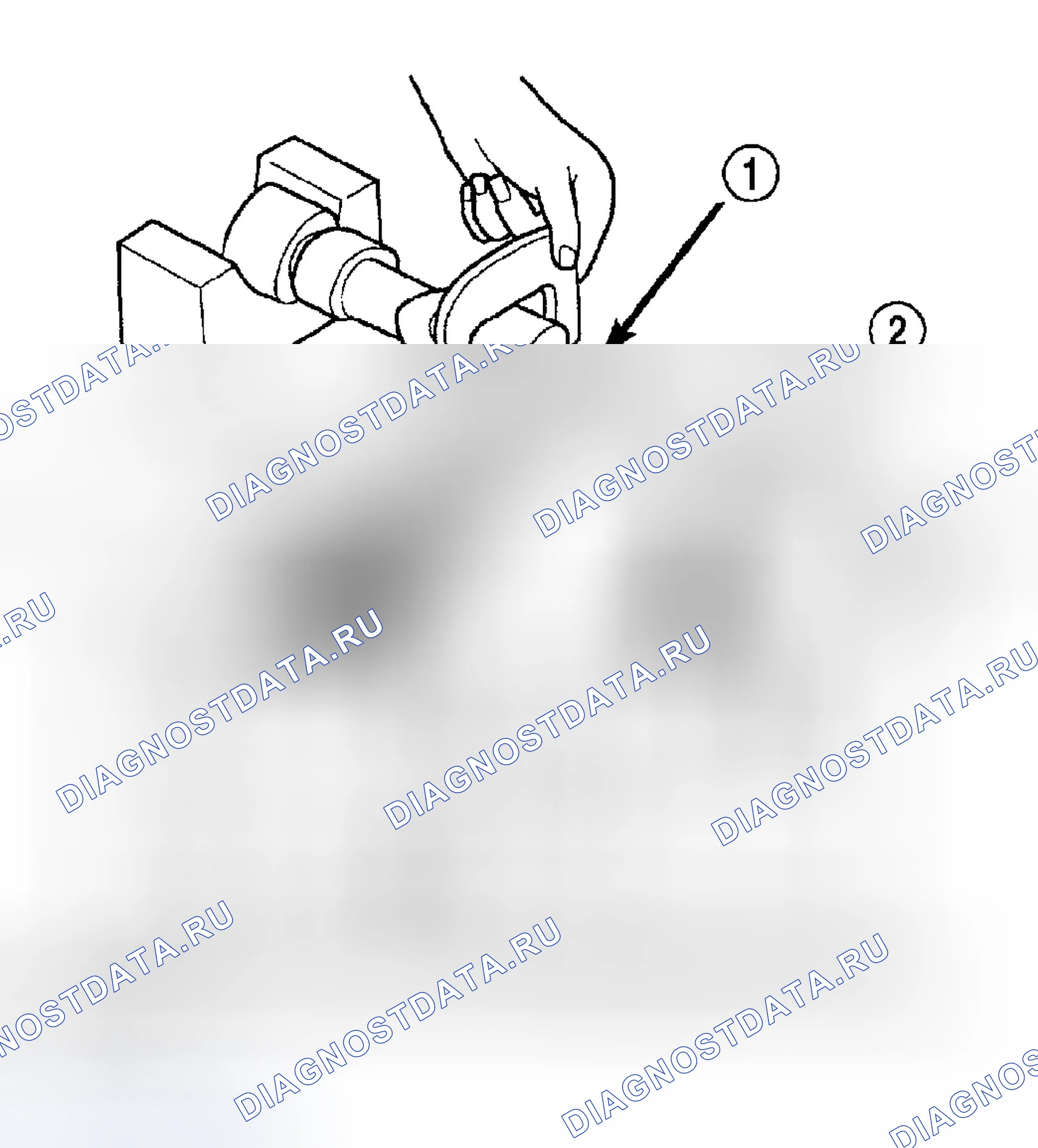
Коромысла
- Снимите вал коромысла и осмотрите на наличие трещин и чрезмерного износа в расточке или валу. Снимите гнездо и осмотрите шариковую вставку и гнездо на наличие признаков износа. При необходимости замените фиксатор.
Измерить расточку коромысла и вал (Поз.57) (Поз.58)
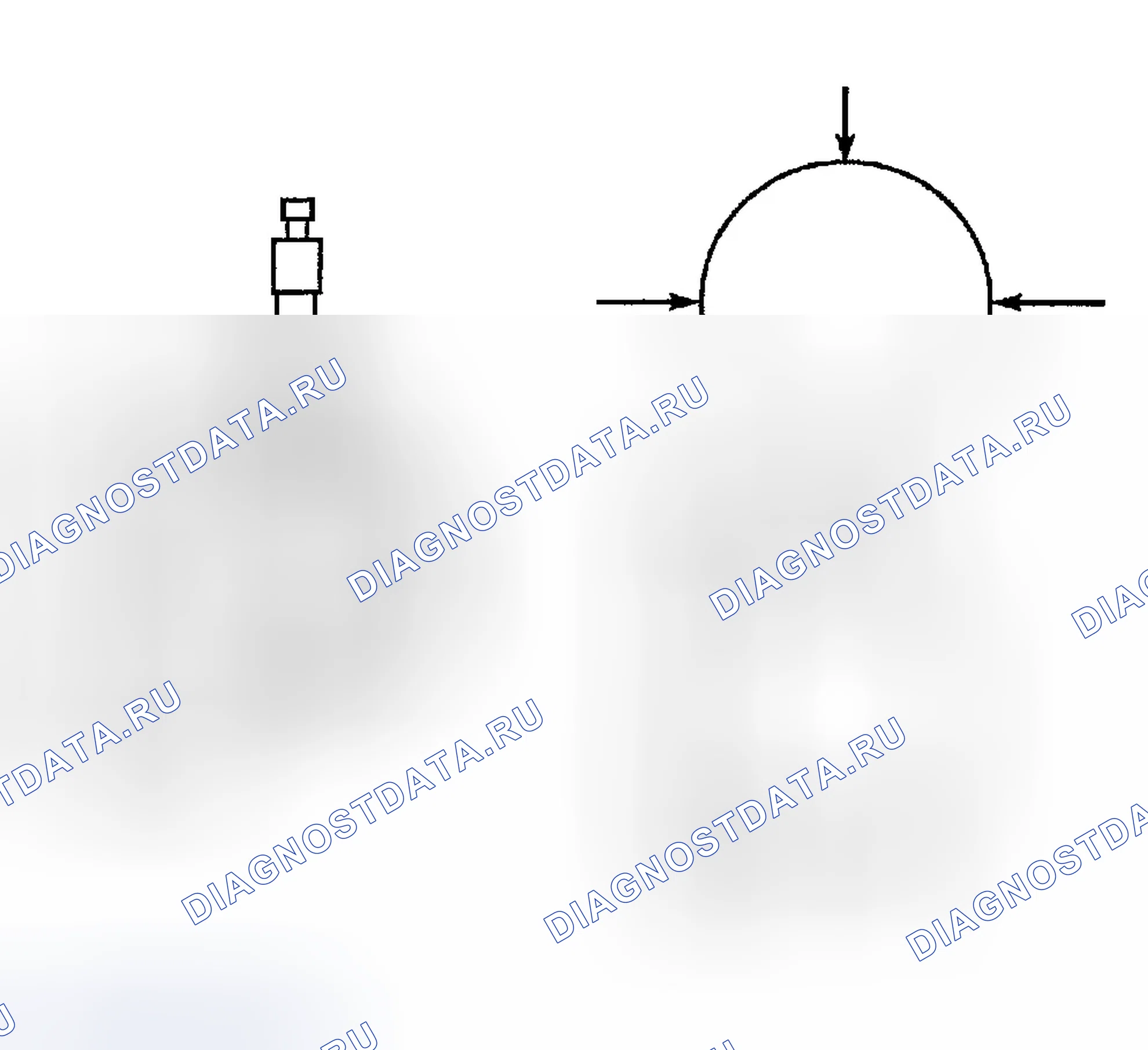
Толкатели
Осмотрите шарик толкателя и гнездо на наличие следов задиров, проверьте наличие трещин в местах запрессовки шарика и гнезда в трубку (Поз.59)
Схема №507
Схема №508
Схема №509
Прокатать штангу толкателя по ровной рабочей поверхности так, чтобы конец гнезда свисал с края (Шплинт 60). Заменить любую штангу толкателя, которая кажется изогнутой.
Схема №510
Крейцкопфы
Осмотреть крейцкопфы на отсутствие трещин и / или чрезмерного износа на сопрягаемых поверхностях коромысла и наконечника клапана (ГОСТ 61)
Схема №511
Стандартная процедура - ремонт отверстия цилиндра
Отверстие (отверстия) цилиндра может быть отремонтировано одним из двух способов
- Способ 1: - Над расточкой и с использованием негабаритных поршней и колец.
- Способ 2: -обработка и установка ремонтной втулки для возврата расточки к стандартным размерам.
Способ 1 - негабаритное отверстие
Отверстие (отверстия) цилиндра может быть отремонтировано одним из двух способов
Негабаритные поршни и кольца доступны в двух размерах - 0,50 мм (0,0197 дюйма) и 1,00 мм (0,0393 дюйма).
В одном и том же двигателе может использоваться любая комбинация стандартных отверстий с наружным диаметром 0,50 мм (0,0197 дюйма) или 1,00 мм (0,0393 дюйма).
Если требуется надрез более 1,00 мм (0,0393 дюйма), можно установить ремонтную втулку (см. " СПОСОБ 2 - РЕМОНТНАЯ ВТУЛКА "). (ref-214318-S20919888732006010600000)
Отверстия блока цилиндров могут быть просверлены дважды, прежде чем потребуется использование ремонтной втулки. Первое отверстие имеет размер 0,50 мм (0,0197 дюйма). Второе отверстие имеет размер 1,00 мм (0,0393 дюйма).
После расточки по размеру используйте хонинговальный камень для снятия фаски на кромке расточки.
Размерная карта отверстия цилиндра
| Описание | ИЗМЕРЕНИЕ |
|---|---|
| ДИАМЕТР РАСТОЧКИ | 1. РАСКРЕПЛЕНИЕ - 102 469 мм (4,0342 дюйма) |
| 2. РАСКРЕПИТЬ - 102 969 мм (4,0539 дюйма) | |
| РАЗМЕРЫ ДИАМЕТРА ХОНИНГОВАНИЯ | СТАНДАРТ - 102 020 + / - 0 020 мм (4,0165 + / - 0,0008 дюйма) |
| 1. РАСКРЕПИТЬ - 102 520 + / - 0 020 мм (4,0362 + / - 0,0008 дюйма) | |
| 2. РАСКРЕПИТЬ - 103 020 + / - 0 020 мм 4,0559 + / - 0,0008 дюйма) | |
| РАЗМЕРЫ ФАСКИ | Приблизительно 1,25 мм (0 049 дюйма) на 30 ° |
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ДИАМЕТРА ЦИЛИНДРА
Правильно отточенная поверхность будет иметь вид штриховки с линиями под углами от 15 ° до 25 ° с верхней частью блока цилиндров (Рис. 66). Для грубого хонингования используйте 80 шлифовальных камней. Чтобы закончить хонингование, используйте 280 шлифовальных камней.
Схема №512
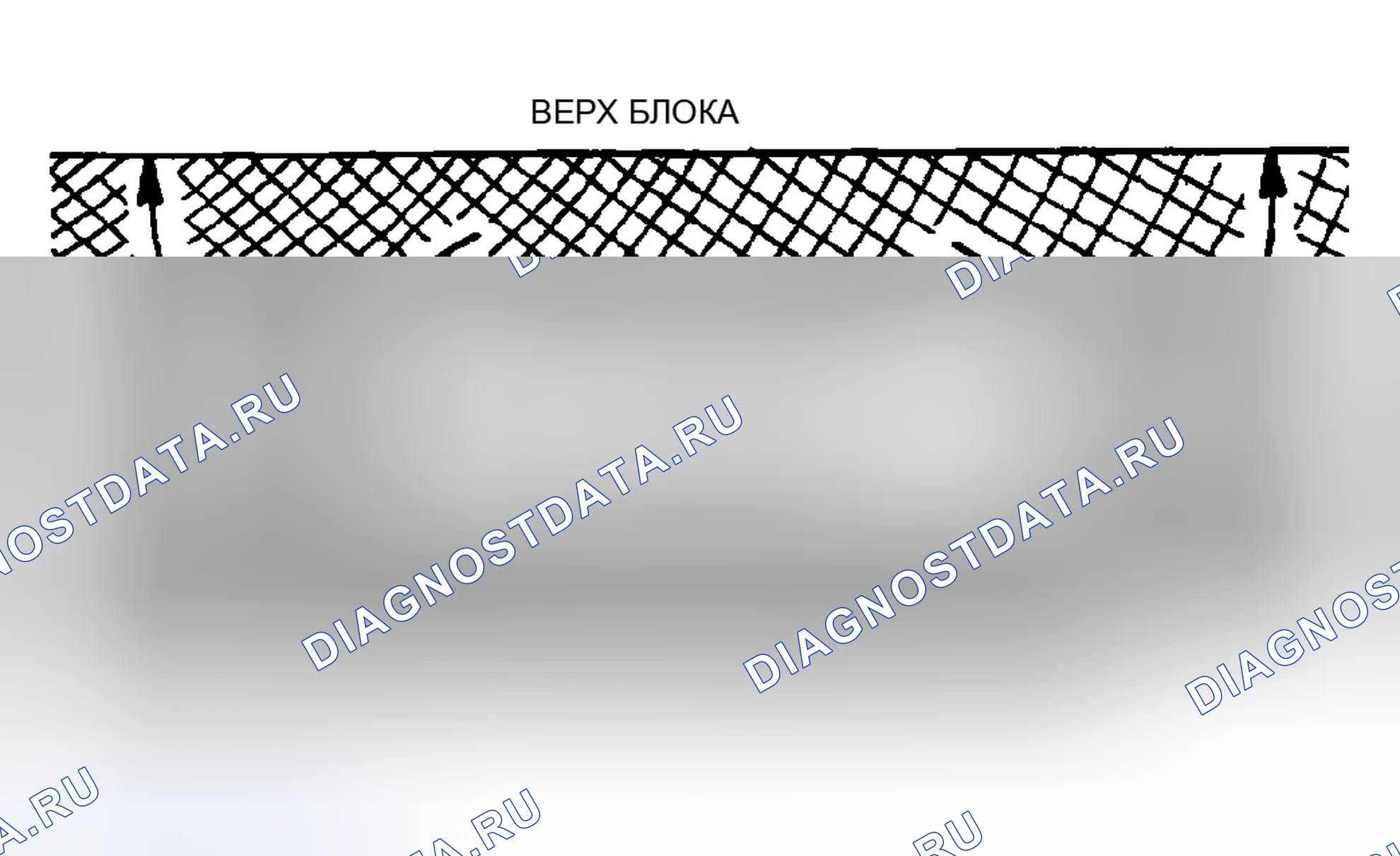
Должна быть получена чистота поверхности максимум 1,2 микрометра (48 микродюймов).
После окончания чистового хонингования немедленно очистить расточки цилиндров крепким раствором моющего средства для стирки и горячей водой.
После ополаскивания блок продуйте насухо.
Проверьте чистоту отверстия, протерев его белой, безворсовой, легко промасленной тканью. Там не должно быть остатков песка.
Если блок не должен использоваться сразу, покройте его антикоррозийным составом.
Способ 2 - ремонтный рукав.
Если требуется отверстие большего размера диаметром более 1,00 мм (0,03937 дюйма), необходимо расточить блок и установить ремонтную втулку.
Расточка цилиндра блока до 104.500-104.515 мм (4.1142-4.1148 дюймов) - (Выпуск 67)
Ремонтные втулки могут быть заменены с помощью борштанги для высверливания старой втулки. НЕ разрезайте отверстие цилиндра сверх предела размера.
Схема №513
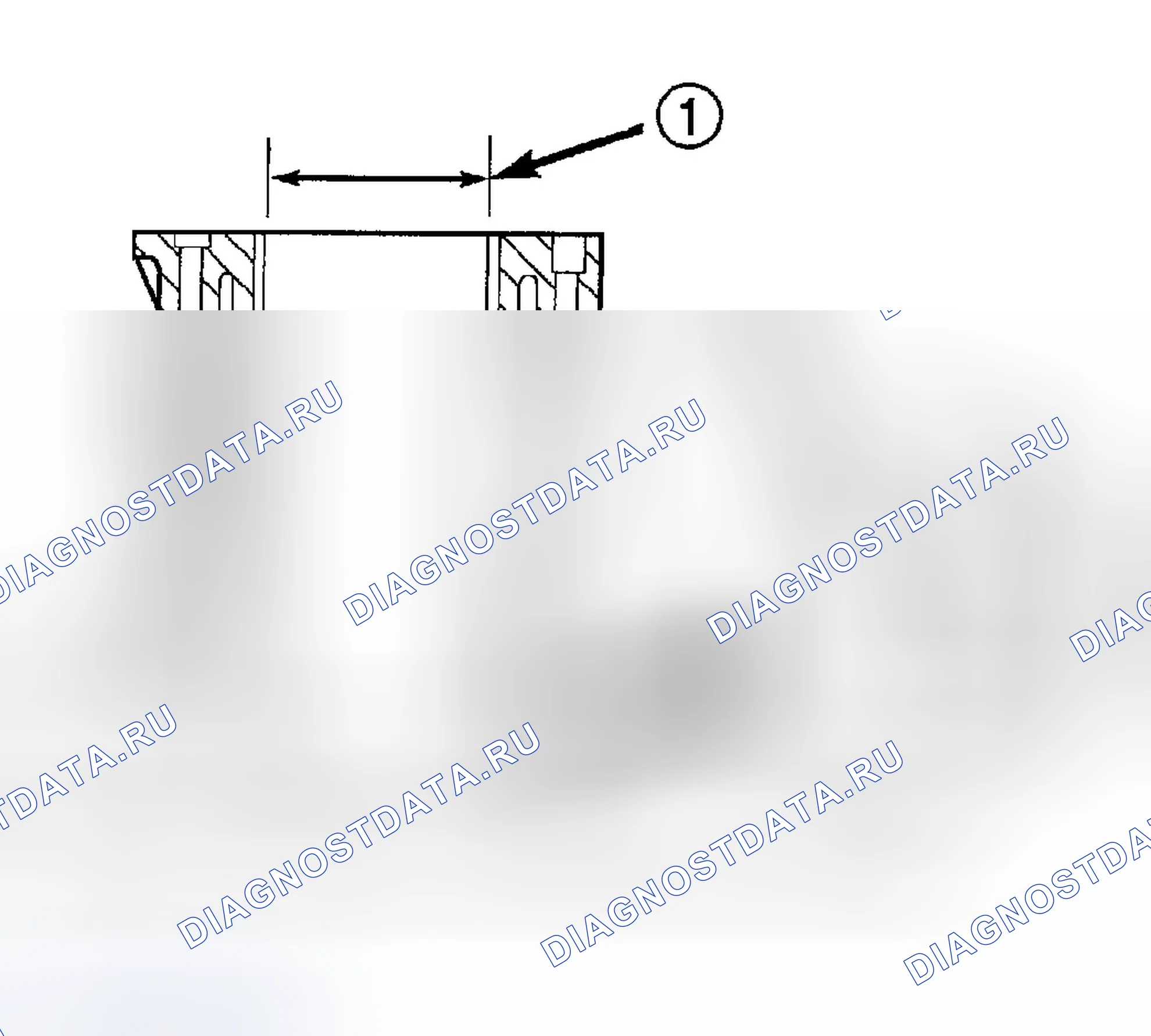
Таблица размеров раскрепления ремонтного блока муфты
| ДИАМЕТР ОТВЕРСТИЯ | РАЗМЕР ШАГА |
|---|---|
| 104 500 + 0 015 мм (4,1142 + 0,0006 дюйма) | 6,35 мм (0,25 дюйма) |
ТАБЛИЦА ТЕХНИЧЕСКИХ УСЛОВИЙ НА РАЗМЕРЫ РАСКРЕПЛЕННОГО БЛОКА РЕМОНТНОЙ ВТУЛКИ
После механической обработки блока для новой ремонтной втулки тщательно очистите расточку от всей металлической стружки, мусора и остатков масла перед установкой втулки.
Охладите ремонтный рукав (ы) до температуры -12°C или ниже в течение минимум одного часа. Будьте готовы установить рукав сразу после извлечения его из морозильной камеры.
Нанесите покрытие Loctite 620 или аналогичное на отверстие, которое должно быть снабжено рукавами.
Наденьте защитные перчатки, чтобы протолкнуть холодный рукав в отверстие, насколько это возможно.
С помощью привода втулки опустите втулку вниз до соприкосновения с уступом в нижней части расточки (Втулка 68).
Схема №514
Втулочный привод может быть сконструирован следующим образом (Рис. 69)
Схема №515
Таблица размеров механической обработки гильз
| ITEM | ИЗМЕРЕНИЕ |
|---|---|
| ВЫСТУП ВТУЛКИ | МИН. - ЗАПОДЛИЦО С БЛОКОМ |
| МАКС. - 0 050 мм (0,0019 дюйма) | |
| ДИАМЕТР ВТУЛКИ | 101 956 мм (4 014 дюйма) |
| ФАСКА ВТУЛКИ | ПРИБЛИЗИТЕЛЬНО 1,25 мм (0 049 дюйма) на 15 ° |
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГИЛЬЗ
Правильно отточенная поверхность будет иметь вид штриховки с линиями под углами от 15 ° до 25 ° с верхней частью блока цилиндров. Для грубого хонингования используйте 80 шлифовальных камней. Чтобы закончить хонингование, используйте 280 шлифовальных камней.
Внутренний размер готового отверстия 102.020 + / -0.020 мм (4.0165 + / -0.0008 дюйма).
Должна быть получена чистота поверхности максимум 1,2 микрометра (48 микродюймов).
После окончания чистового хонингования немедленно очистить расточки цилиндров крепким раствором моющего средства для стирки и горячей водой.
После ополаскивания блок продуйте насухо сжатым воздухом.
Протрите отверстие белой, безворсовой, слегка промасленной тканью. Убедитесь в отсутствии остатков песка.
Нанесите антикоррозийный состав, если блок не будет использоваться сразу.
Поршень стандартного диаметра и комплект поршневых колец должны использоваться с гильзовым отверстием цилиндра.
Стандартная процедура - ремонт отверстия кулачка
Для стандартных, не негабаритных втулок, максимальный диаметр отверстия передней и задней кулачковых втулок составляет 59 248 мм (2,3326 дюйма). НЕ ДОПУСКАЕТСЯ расточка промежуточного отверстия кулачка до габаритных размеров отверстия переднего кулачка. Максимальный установленный диаметр втулки переднего и заднего распределительного вала равен 54 147 мм (2,1318 дюйма). Минимальный установленный диаметр равен 54 083 мм (2,1293 дюйма). Максимальный диаметр отверстия промежуточного распределительного вала равен 54 164 мм (2,1324 дюйма).
Необходимо поддерживать чистоту поверхности 2,3 микрометра (92 микрона). Не более 20% площади любого одного отверстия может быть 3,2 микрометра (126 микрон).
Отверстия кулачкового вала могут быть отремонтированы индивидуально. Нет необходимости ремонтировать неповрежденные отверстия кулачка, чтобы отремонтировать индивидуально поврежденные отверстия кулачка. Стандартная передняя втулка не может быть использована для ремонта промежуточных отверстий.
Установите все кулачковые втулки заподлицо или ниже передней и задней поверхности отверстия кулачка. Передняя втулка распределительного вала должна быть установлена заподлицо с передней гранью блока. Задняя втулка распределительного вала должна быть установлена заподлицо с задней гранью блока. Масляное отверстие должно быть выровнено, чтобы обеспечить свободное прохождение штока 3,2 мм (0 125 дюйма) (Рис. 70)
Схема №516

Распределительный вал
- Проверьте лепестки клапана и шейки подшипника на наличие трещин, точечной коррозии, задиров или, как правило, чрезмерного износа. Замените любой распределительный вал, который превышает допустимые пределы.
- Измерить шейки и лепестки подшипника (Рис. 76)
| Внимание | При износе кулачков распределительного вала, требующем замены распределительного вала, необходимо также заменить толкатели. (См. " СНЯТИЕ "). (ref-214318-S08493832862006010600000) |
|---|
Размеры распределительного вала
| РАЗМЕРЫ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА | |
|---|---|
| Диаметр цапфы (No1 и No7) Не более | 54 028 мм (2 127 дюйма) 54 048 мм (2 128 дюйма) |
| Диаметр цапфы (No2 - No6) Не более | 53 962 мм (2,1245 дюйма) 54 013 мм (2,1265 дюйма) |
| Диаметр пика лепестка | |
| Впуск Мин. Макс. | 47 175 мм (1 857 дюйма) 47 855 мм. |
| Вытяжка мин. макс. макс. | 45 632 мм (1 797 дюйма) 46 312 мм (1 823 дюйма) |
РАЗМЕРЫ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Схема №517
Втулка распределительного вала / отверстия
В расточках распределительного вала № 2-6 втулка не применяется.
Схема №518

- Осмотрите втулку распределительного вала и расточки на наличие признаков чрезмерного износа.
- Измерить втулку распределительного вала и расточки 77 телескопическим калибром расточки и микрометром, если они не соответствуют техническим требованиям (см. " ДЕМОНТАЖ "). (ref-214318-S04850625012006010600000)
- Осмотреть маслосъемные отверстия втулки распределительного вала на соосность с блоком цилиндров (Рис. 78)
Шестерня распределительного вала
Осмотрите шестерню распределительного вала на наличие трещин (шестерня и ступица), а также сколов / поломок / фреттинга зубьев. При необходимости замены производится замена распределительного вала и шестерни в сборе. (См. " ДЕМОНТАЖ "). (ref-214318-S04850625012006010600000)
Схема №519

Упорная пластина
Осмотрите упорную пластину распределительного вала на предмет чрезмерного износа в контактной зоне распределительного вала. Измерьте толщину упорной пластины, используя ТАБЛИЦУ ТОЛЩИН УПОРНОЙ ПЛАСТИНЫ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА. Замените упорную пластину, которая выходит за пределы этих спецификаций
Диаграмма толщины упорной пластины распределительного вала
| МИН. 9,34 мм (0 368 дюйма) |
|---|
| МАКС. 9,60 мм (0 378 дюйма) |
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ТОЛЩИНЫ УПОРНОЙ ПЛАСТИНЫ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Стандартная процедура - зазор между шатунным подшипником и шейкой коленчатого вала
- Измерить отверстие шатуна при снятых подшипниках и затянутых болтах до момента 100 Н.м (73 фута фунт.).
- Измерьте отверстие шатуна с установленными подшипниками и затянутыми болтами до момента 100 Н · м (73 фута / фунт).
Измерьте в пределах 20 ° дуги с каждой стороны от линии разъема, также измерьте 90 ° от линии разъема.
Запишите наименьший и наибольший диаметр.
Измерить диаметр шейки штока в указанном месте (Шток 81) Рассчитать средний диаметр для каждой стороны шейки.
Определите минимальный зазор подшипника, рассчитав разность между наименьшим диаметром отверстия шатуна с установленным подшипником и средним диаметром для каждой стороны шейки коленчатого вала.
Определите максимальный зазор подшипника, рассчитав разность между наибольшим диаметром расточки шатуна и средним диаметром с подшипником, установленным для каждой стороны шейки коленчатого вала.
| Описание | ИЗМЕРЕНИЕ |
|---|---|
| ОТВЕРСТИЕ ПОД ШАТУН, ПОДШИПНИКИ СНЯТЫ | МИН. 72,99 мм (2 874 дюйма) МАКС. 73,01 мм (2 875 дюйма) |
| ОТВЕРСТИЕ ШАТУНА, ПОДШИПНИКИ УСТАНОВЛЕНЫ | МИН. 69,05 мм (2 719 дюйма) МАКС. 69,10 мм (2 720 дюйма) |
СПЕЦИФИКАЦИЯ НА ШАТУННЫЕ ПОДШИПНИКИ
Схема №520
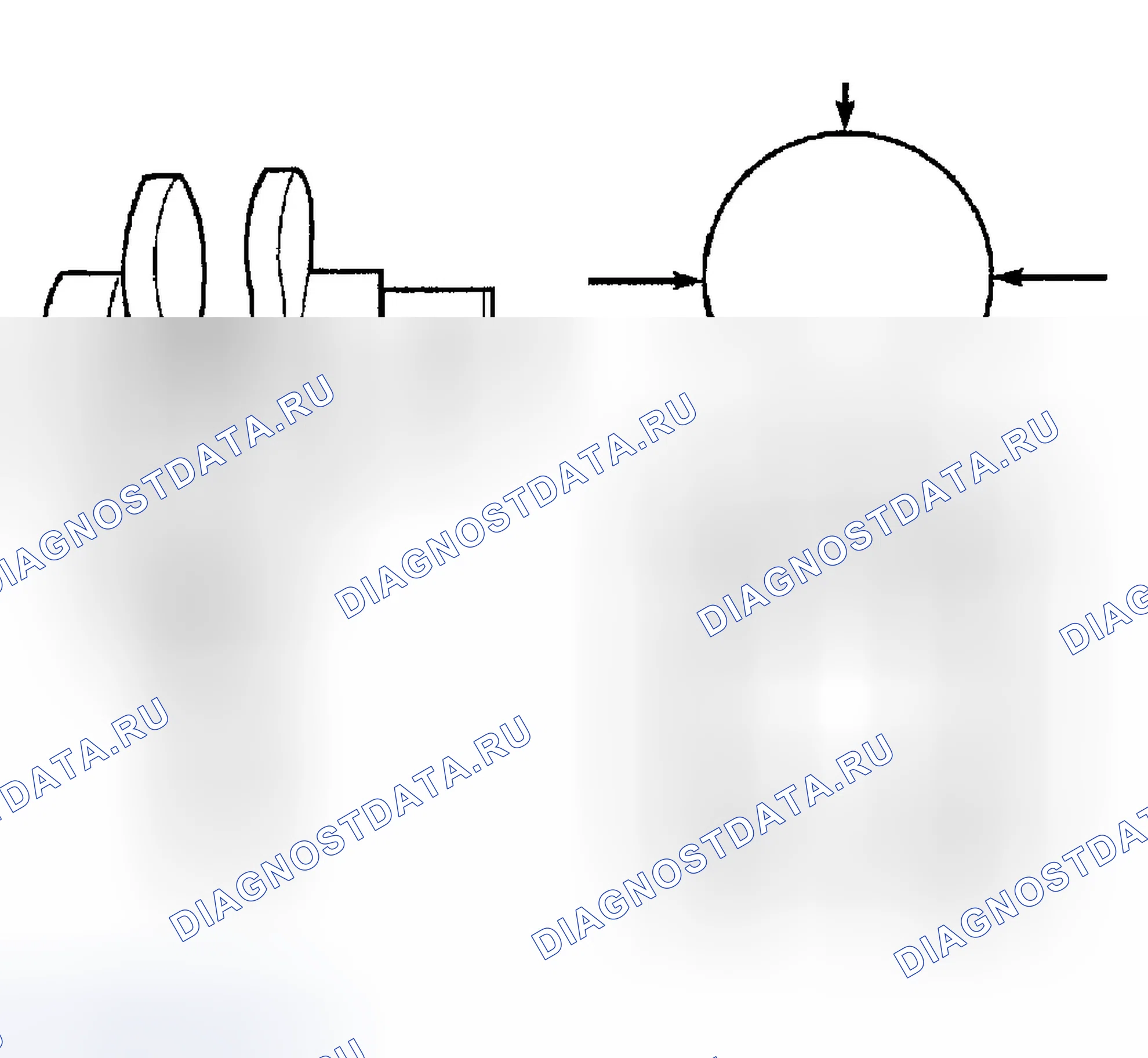
Таблица предельных диаметров цапф шатунов
| Описание | ИЗМЕРЕНИЕ |
|---|---|
| ДИАМЕТР ШЕЙКИ ШАТУНА КОЛЕНЧАТОГО ВАЛА И ЗАЗОР ПОДШИПНИКА | Мин. 68,96 мм (2 715 дюйма) Макс. 69,01 мм (2 717 дюйма) Мин. 0,04 мм (0 002 дюйма) Макс. 0,12 мм (0 005 дюйма) |
ТАБЛИЦА ПРЕДЕЛЬНЫХ ДИАМЕТРОВ ЦАПФ ШАТУНОВ
Если коленчатый вал находится в пределах, замените подшипник. Если коленчатый вал выходит за пределы, отшлифуйте коленчатый вал до следующего меньшего размера и используйте стержневые подшипники большего размера.
Стандартная процедура - зазор между основным подшипником
Осмотрите отверстия главного подшипника на предмет повреждений или ненормального износа.
Схема №521
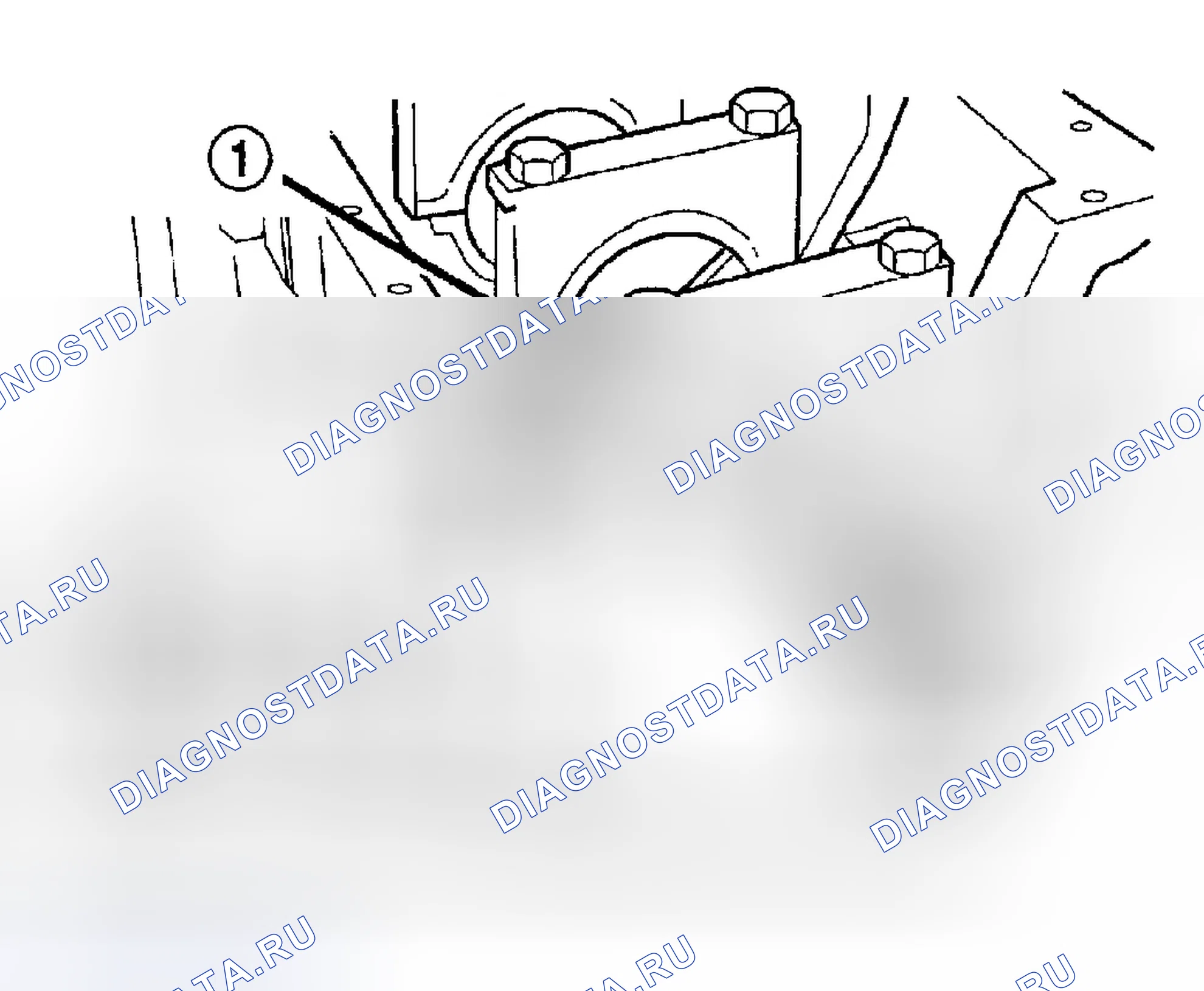
Схема №522
- Снять подшипники и измерить диаметр отверстия в основном подшипнике после затяжки болтов крышки основного подшипника до 176 Н.м (130 фут фунтов).
- Установите основные подшипники коленчатого вала и измерьте диаметр отверстия основного подшипника с помощью основных болтов, затянутых до крутящего момента 176 Н · м (130 фут-фунтов) (Таблица 84)
- Измерить диаметр коренной шейки в указанных местах ( 85).0 282 мм Максимальное расстояние для каждой стороны шейки. МАКС. ДИАМЕТР ОТВЕРСТИЯ В КОРЕННОМ ПОДШИПНИКЕ + + + + + + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - - + - + - + - + - 0 662 - + - + - + - + - + - + - + - - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - + - (- + - - - + - + - + - + - + - - + - + - + - + - + - + - + - + - + - + - + - + - + - - + - + - + - + - + - + - + - + - - + - + - + - + - + - + - + - + - -
- Рассчитайте шейку коренного подшипника до зазора в подшипнике. Максимальный зазор составляет 0 119 мм (0,00475 дюйма). Если шейка коленчатого вала находится в пределах, замените коренные подшипники. Если не соответствует спецификациям, отшлифуйте коленчатый вал до следующего размера и используйте подшипники большего размера.
- Измерить расстояние тяги в положении No6.
Очистите толкатель подходящим растворителем. Промойте в горячей воде и продуйте насухо чистой тряпкой или сжатым воздухом.
Схема №523
Схема №524
Схема №525
- Визуально осмотрите толкатель, гнездо толкателя, шток и лицевую поверхность на предмет чрезмерного износа, трещин или явных повреждений (Приложение 98)
- Измерить диаметр штока толкателя, заменить толкатель, если он опустится ниже минимального размера (ГОСТ 98)
Схема №526
Схема №527
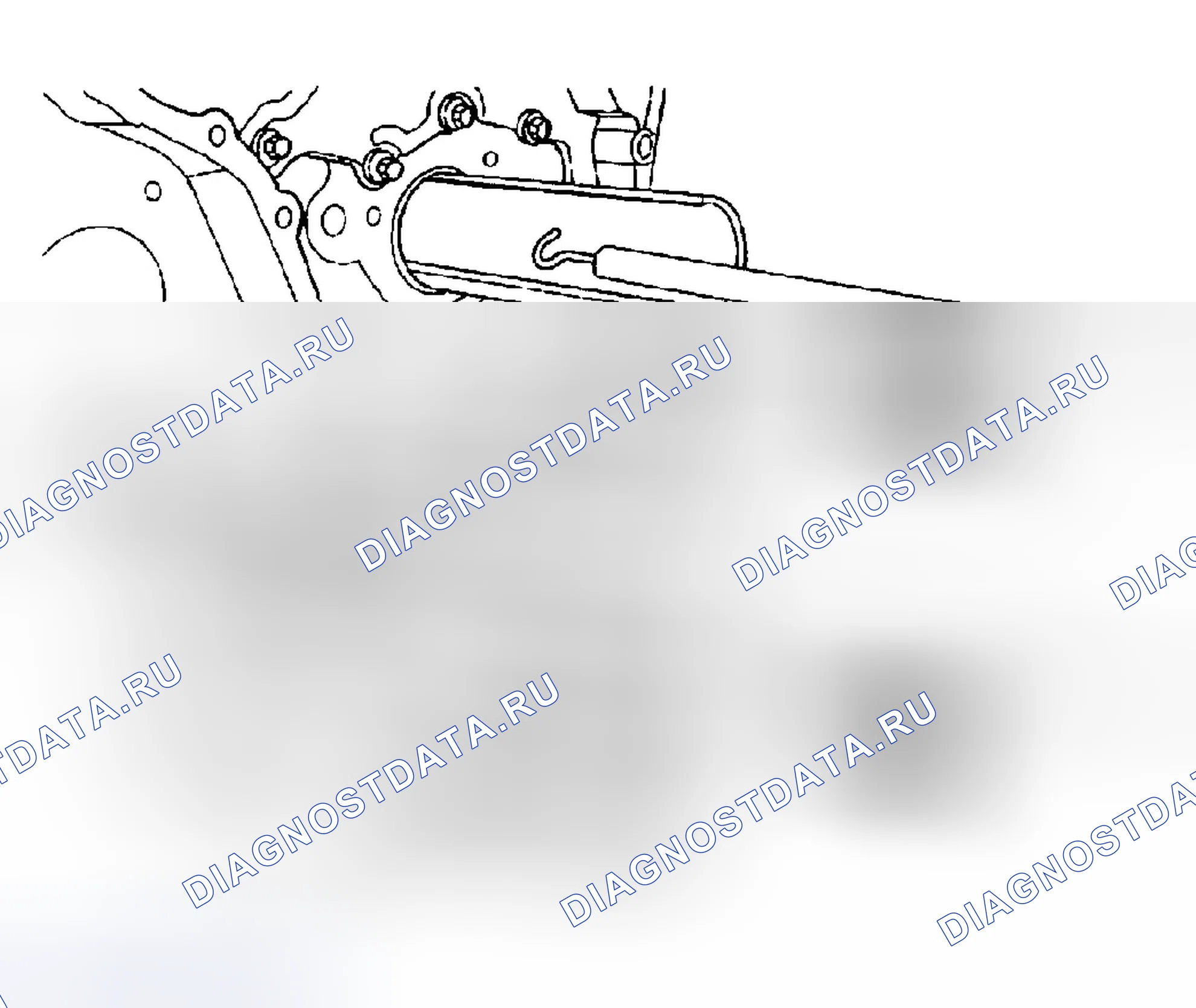
Схема №528
Схема №529
- Вставьте желоб на всю длину отверстия распределительного вала. Снова убедитесь, что конец колпачка входит первым, а открытая сторона обращена вверх (к толкателям).
- Опустить инструмент для установки толкателя через отверстие для толкателя (Шпл99) в желоб.
- Извлеките инструмент для установки толкателя с помощью штанги с крюком, поставляемой с комплектом инструмента (Муфта 100).
- Смажьте толкатель чистым моторным маслом или его эквивалентом и установите толкатель на монтажный инструмент (Рис. 101)
- Потяните толкатель вверх и в положение ( 101). Если возникли трудности с тем, чтобы толкатель повернулся в отверстие толкателя, покачивайте желоб, осторожно потянув толкатель вверх.
- Когда толкатель на месте, поверните желоб на половину оборота так, чтобы открытая сторона была вниз (к коленчатому валу) (Таблица 102)
- Извлеките инструмент для установки толкателя из толкателя.
- Повторно установите дюбель и закрепите его резиновым бандажом.
- Поверните желоб на пол-оборота и повторите процедуру для остальных толкателей.
- Установите распределительный вал (см. раздел " УСТАНОВКА "). (ref-214318-S33530598232006010600000)
Поршень
Поршень 103 изготовлен из алюминия и имеет безнапорную, свободно плавающую конструкцию. Поршень имеет центрально расположенную чашу сгорания с высокой степенью закрутки. В поршне используется верхнее компрессионное кольцо 104 типа " keystone ", а также промежуточное кольцо 104 типа " Tapied Face " для лучшего соскабливания стенок цилиндра. Сопла охлаждения поршня охлаждают поршень и палец с помощью моторного масла, подаваемого через основные шейки коленчатого вала.
Схема №530
Схема №531

Шатуны имеют разъемную угловую конструкцию. Они имеют запрессованную на месте втулку для запястья, которая смазывается разбрызгиванием масла охлаждающей форсунки поршня.
Обработанные шатуны больше не используются в дизельном двигателе. Не устанавливайте обработанные шатуны в двигатель, который имеет сломанные разъемные шатуны.
Раздробленные разъемные шатуны сначала изготавливаются как единое целое, а затем раздваиваются на две части. Раздробленные разъемные шатуны могут быть идентифицированы по шероховатой и неправильной поверхности на поверхности разъема шатуна. Для правильной сборки крышки шатуна с шатуном несущие лепестки на шатуне и крышке должны быть расположены на одной стороне шатуна. Длинный конец шатуна должен быть собран на стороне впуска или распределительного вала двигателя.
Каждый согласованный сломанный разъемный шатун и колпачок являются сборкой и не взаимозаменяемы. Если шатун или колпачок поврежден, вся сборка должна быть заменена.
Стандартная процедура - выбор прокладки головок
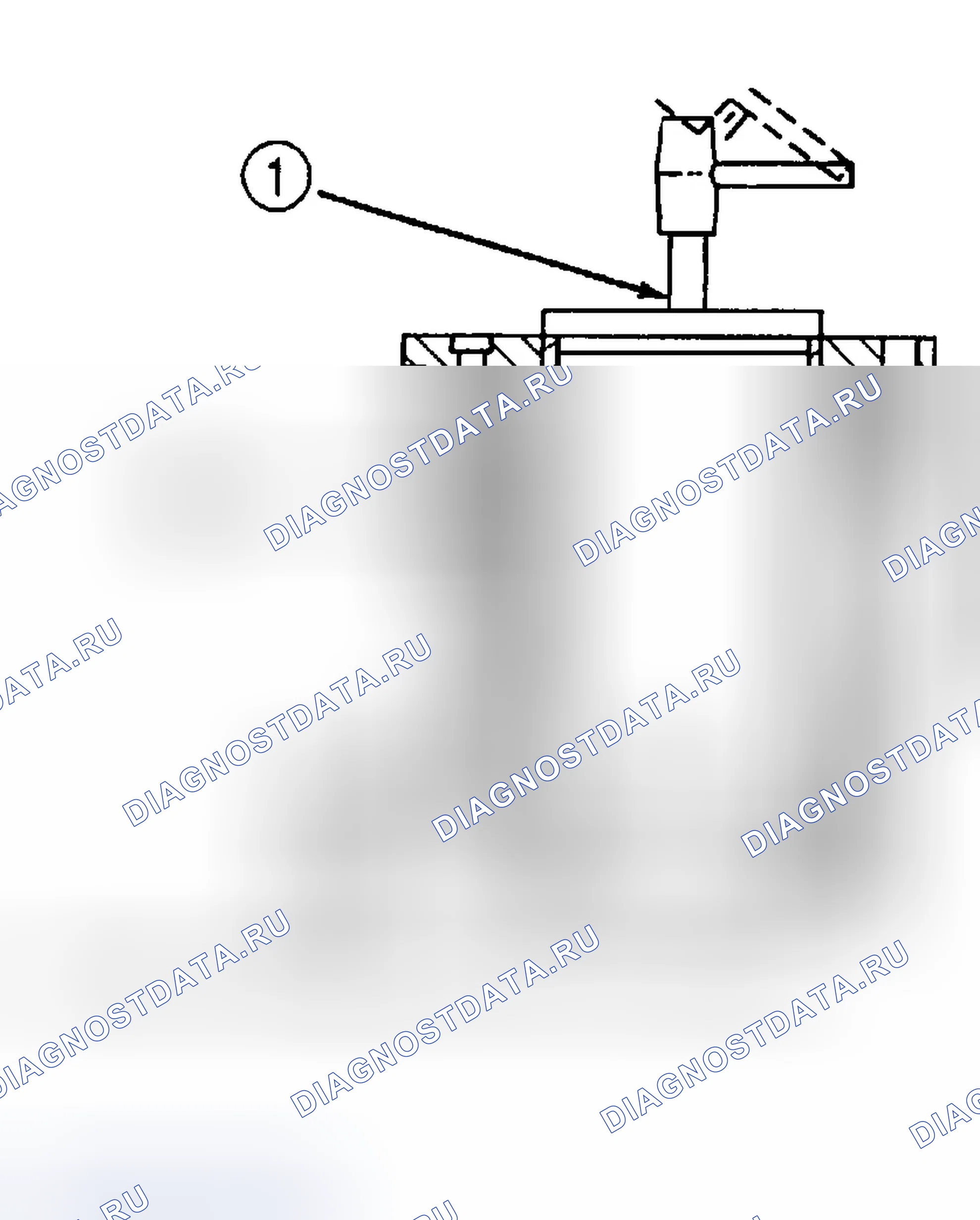
- Измерьте выступание поршня для всех шести поршней.
- Рассчитайте средний выступ поршня. Максимально допустимый выступ составляет 0 516 мм (0 020 дюйма).
ПримечаниеДоступны две различные прокладки головки. Одна прокладка предназначена для среднего выступа поршня менее 0,30 мм (0 011 дюйма). Другая прокладка предназначена для среднего выступа поршня более 0,30 мм (0 011 дюйма)
Поршень очистки и шатун
| Внимание | ЗАПРЕЩАЕТСЯ использовать дробеструйную очистку для очистки поршней. ЗАПРЕЩАЕТСЯ чистить поршни и штоки в баке с кислотой. |
|---|
Очистите поршни и штифты в подходящем растворителе, промойте в горячей воде и продуйте насухо сжатым воздухом. Замачивание поршней в течение ночи ослабит большую часть накопления углерода. Удалите углерод из кольцевых канавок с помощью сломанного поршневого кольца и снова очистите поршни в растворителе. Промойте в горячей воде и продуйте насухо сжатым воздухом.
Очистить шатуны в подходящем растворителе, промыть в горячей воде и продуть насухо сжатым воздухом.
Стандартная процедура - уровень моторного масла
| Внимание | Не допускайте переполнения картера моторным маслом, это может привести к вспениванию масла и потере давления масла. |
|---|
Для обеспечения надлежащей смазки двигателя, моторное масло должно поддерживаться на допустимом уровне. Допустимый уровень масла находится в БЕЗОПАСНОМ ДИАПАЗОНЕ на щупе моторного масла (Рис. 126)
Схема №532
- Расположите автомобиль на ровной поверхности.
- При выключенном двигателе подождите примерно 15 минут, пока масло не осядет на дно картера, снимите масломерную линейку двигателя.
- Протрите щуп насухо.
- Замените щуп и убедитесь, что он вставлен в трубку.
- Снимите щуп, удерживая ручку над наконечником, снимите показания уровня масла.
- Добавляйте масло только в том случае, если уровень ниже зоны SAFE диапазон (безопасный диапазон) на щупе.
- Заменить щуп
Стандартная процедура - обслуживание моторного масла
| Предупреждение | ГОРЯЧЕЕ МАСЛО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ. |
|---|
ПримечаниеМеняйте моторное масло и фильтр через интервалы, указанные в руководстве владельца.
- Работайте с двигателем до тех пор, пока температура воды не достигнет 60°C. Выключите двигатель.
- Для хранения отработанного масла используйте емкость, вмещающую не менее 14 литров (15 квартов), снимите пробку для слива масла и слейте отработанное моторное масло в емкость.
- Всегда проверяйте состояние использованного масла. Это может дать вам указание на проблемы с двигателем, которые могут существовать. Тонкое, черное масло указывает на разбавление топлива. Млечное обесцвечивание указывает на разбавление охлаждающей жидкости.
- Очистите зону вокруг головки масляного фильтра и снимите фильтр (см. " ДЕМОНТАЖ "). (ref-214318-S01410004232006010600000)
- Установите новый масляный фильтр (см. " УСТАНОВКА "). (ref-214318-S11489370082006010600000)
- Очистите сливную пробку и уплотнительную поверхность поддона, проверьте состояние резьбы и уплотнительной поверхности на масляном поддоне и сливной пробке.
- Установите сливную пробку и затяните ее с моментом 50 Н.м (37 фут-фунтов).
- Используйте только высококачественное многовязкое смазочное масло в дизельном двигателе Cummins Turbo. Выберите правильное масло для условий эксплуатации (см. Руководство владельца).
- Залейте в двигатель новое масло правильной марки (см. руководство владельца).
- Запустите двигатель и проработайте на холостом ходу несколько минут. Проверьте герметичность фильтра и сливной пробки.
- Остановите двигатель. Подождите 15 минут, чтобы масло слилось обратно в кастрюлю, и снова проверьте уровень.
Утилизация отработанного моторного масла
Следует соблюдать осторожность при утилизации отработанного моторного масла после его слива из двигателя автомобиля.
Удалите весь прокладочный материал с уплотнительных поверхностей масляного поддона и блока цилиндров. Может потребоваться дополнительное усилие вокруг Т-образных соединений. Очистите масляный поддон и промойте всасывающую трубку подходящим растворителем.
- Очистите пружину регулятора и плунжер подходящим растворителем и продуйте насухо сжатым воздухом. Если отверстие плунжера требует очистки, необходимо снять головку масляного фильтра, чтобы избежать попадания мусора в двигатель.
Очистите все детали в растворителе и просушите сжатым воздухом. Удалите остатки старого герметика с задней стороны крышки корпуса зубчатой передачи и с передней стороны корпуса зубчатой передачи.
Очистить коллектор в растворителе и продуть насухо сжатым воздухом.
Очистите поверхности прокладок блока цилиндров с помощью подходящего растворителя.
Рейка приточного поддона должна быть чистой и сухой (свободной от всех посторонних материалов).
Очистите уплотняющие поверхности головки цилиндров и выпускного коллектора с помощью подходящего скребка. Используйте подушку Scotch-Brite или эквивалентную.
Стандартная процедура - проверка времени
- Снимите крышку головки цилиндров (см. раздел " ДЕМОНТАЖ "). (ref-214318-S27445692332006010600000)
- Снимите топливную форсунку с цилиндра номер 1 (см. " ТОПЛИВНАЯ ФОРСУНКА "). (ref-214325-S15966615502006010600000)
- С помощью специального инструмента 7471B вращайте двигатель до тех пор, пока отметка ВМТ на заслонке не достигнет 12 часов.
- Используя штифтовой шток 8 дюймов x 1 / 4 дюйма, вставленный в цилиндр номер 1, покачивайте коленчатый вал взад и вперед, чтобы убедиться, что поршень номер 1 находится в ВМТ.
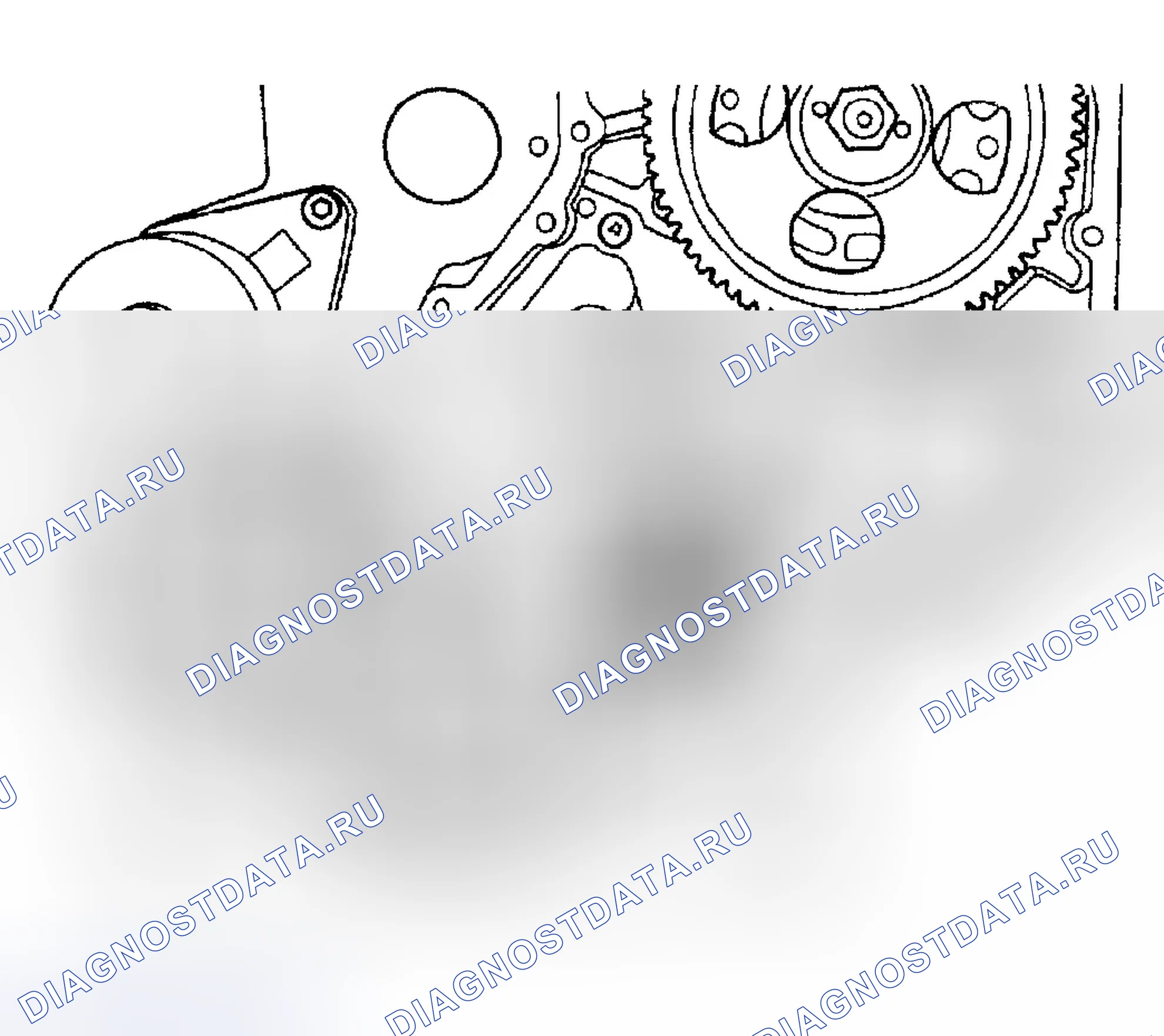
- Когда номер цилиндра все еще находится в верхней мертвой точке, осмотрите шпоночную канавку на шестерне коленчатого вала на предмет правильного выравнивания (положение часов 12 °).
- Если шпоночная канавка не находится в положении 12 o ' часов, замените зубчатую передачу коленчатого вала в сборе.
- Если шпоночная канавка находится в положении синхронизации 12 °, снимите крышку передней шестерни и проверьте выравнивание метки синхронизации между шестерней распределительного вала и шестерней коленчатого вала, если она не выровнена, проверьте шпоночную канавку на шестерне распределительного вала.
- Осмотрите шпоночную канавку на зубчатом колесе распределительного вала на предмет правильного совмещения со шпонкой на распределительном валу, если совмещение не выполнено, замените узел распределительного вала / зубчатого колеса.
- Если совмещение меток синхронизации отключено и не обнаружено повреждений в шпоночных канавках коленчатого вала или шестерни распределительного вала, выровняйте метки синхронизации по мере необходимости.