Стандартная процедура - ремонт поврежденной или изношенной резьбы
| Внимание | Убедитесь, что резьбовые отверстия сохраняют исходную осевую линию. |
|---|
Поврежденные или изношенные нити могут быть отремонтированы. По сути, этот ремонт состоит из
- Высверливание изношенных или поврежденных резьб.
- Постукивание по отверстию с помощью специального крана Heli-Coil Tap, или аналогичного.
- Установка вставки в резьбовое отверстие для возвращения отверстия к первоначальному размеру резьбы.
Стандартная процедура - фасонные прокладки и уплотнители
На двигателе имеются многочисленные места, где применяются прокладки по форме на месте. При наложении прокладок по месту необходимо соблюдать осторожность, чтобы гарантировать получение желаемых результатов. Не используйте прокладочный материал по месту, если не указано иное. Размер шариков, непрерывность и расположение имеют большое значение. Слишком тонкий шарик может привести к утечке, в то время как слишком большой может привести к переливу, который может сломаться и перекрыть линии подачи жидкости. Непрерывный валик надлежащей ширины необходим для получения герметичной прокладки.
MOPAR ® двигатель RTV генератор II, MOPAR ® ATF-RTV и MOPAR ® прокладка Maker имеют различные свойства и не могут использоваться вместо других.
Двигатель MOPAR® RTV генератор II
MOPAR ® двигатель RTV генератор II используется для уплотнения компонентов, подверженных воздействию моторного масла. Этот материал представляет собой специально разработанный черный силиконовый каучук RTV, который сохраняет адгезию и уплотняющие свойства при воздействии моторного масла. Влага в воздухе вызывает отверждение материала. Этот материал доступен в трех унциях и имеет срок годности один год. По истечении одного года этот материал не будет правильно отверждаться. Всегда проверяйте упаковку на срок годности перед использованием.
MOPAR® ATF RTV
MOPAR® ATF RTV - это специально разработанный черный силиконовый каучук RTV, который сохраняет адгезионные и уплотнительные свойства для уплотнения компонентов, подвергающихся воздействию жидкости автоматической коробки передач, охлаждающих жидкостей двигателя и влаги. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
Устройство для изготовления прокладок MOPAR®
MOPAR ® прокладка Maker - это прокладочный материал анаэробного типа. Материал отверждается в отсутствие воздуха при сжатии между двумя металлическими поверхностями. Он не отверждается, если остается в непокрытой трубке. Анаэробный материал предназначен для использования между двумя обработанными поверхностями. Не используйте на гибких металлических фланцах.
Уплотнительная прокладка MOPAR®
Уплотнитель прокладок MOPAR ® - это медленно высыхающий, постоянно мягкий уплотнитель. Этот материал рекомендуется для уплотнения резьбовых фитингов и прокладок от утечки масла и охлаждающей жидкости. Может использоваться на резьбовых и обработанных деталях при любых температурах. Этот материал используется на двигателях с прокладками головки цилиндров из многослойной стали (MLS). Этот материал также предотвратит коррозию. Уплотнитель прокладок MOPAR ® доступен в аэрозольном баллоне на 13 унций или на 4 унций / 16 озонов.
Стандартная процедура - подготовка поверхности прокладки двигателя
Для обеспечения герметизации прокладки двигателя необходимо произвести надлежащую подготовку поверхности, особенно с применением алюминиевых компонентов двигателя и многослойных стальных прокладок головки цилиндров.
Никогда не используйте следующее для очистки поверхностей прокладок
Схема №129
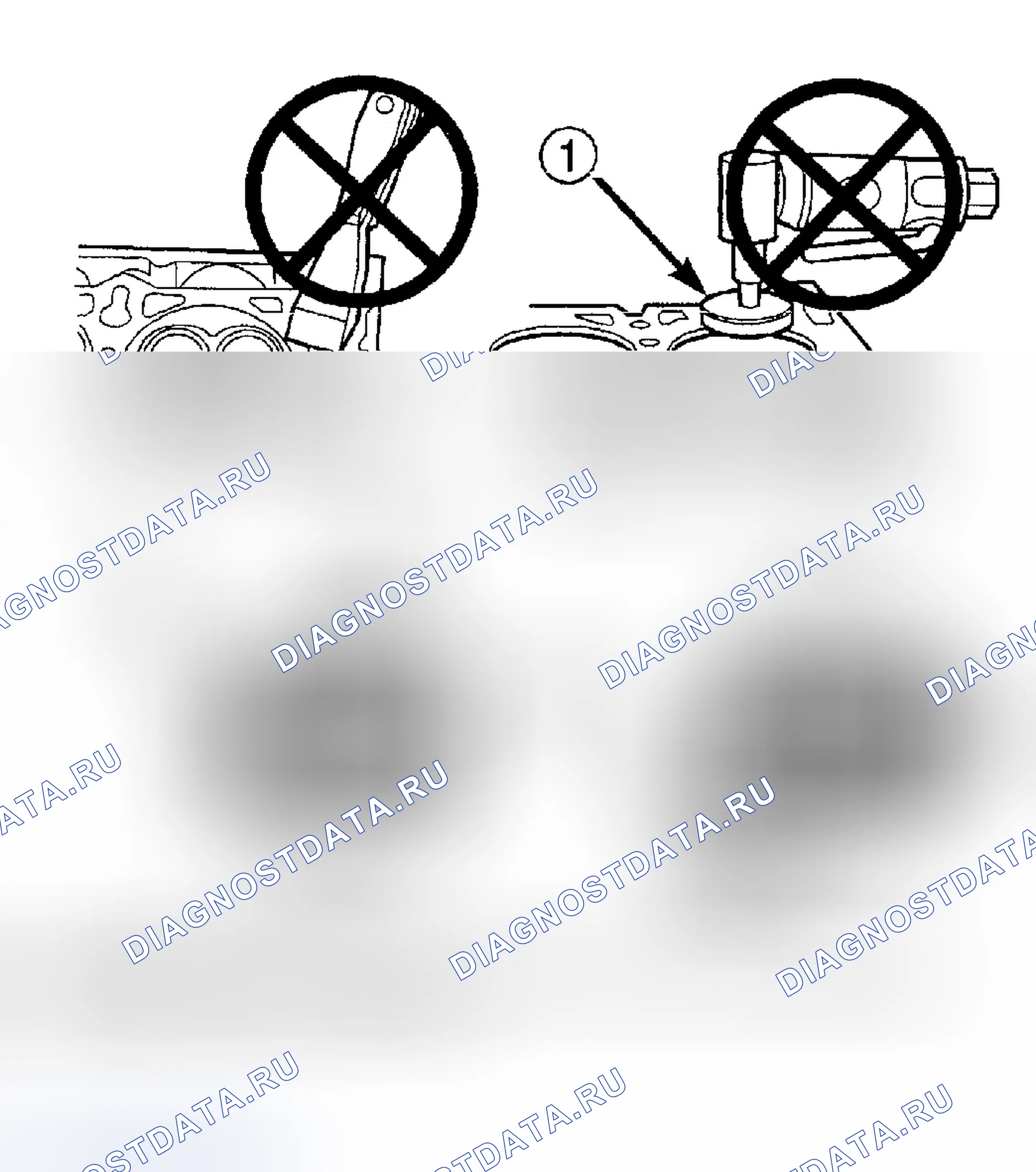
- Скребок металлический
- Абразивная подушка или бумага для очистки блока цилиндров и головки
- Высокоскоростной электроинструмент с абразивной подушкой или проволочной щеткой. (Текст 8)
ПримечаниеПрокладки головки из многослойной стали (MLS) требуют уплотняющей поверхности без царапин.
Используйте только следующее для очистки поверхностей прокладок
- Растворитель или коммерчески доступный съемник прокладок
- Пластиковый или деревянный скребок. (Лист 8)
- Сверлильный двигатель с 3m Roloc TM Bristle дисковые тормоза (белый или желтый) (Выпуск 8)
| Внимание | Избыточное давление или высокие обороты (сверх рекомендуемой скорости), могут повредить уплотнительные поверхности. Рекомендуется мягкий (белый, с зернистостью 120) диск из щетины. При необходимости средний (желтый, зернистостью 80) диск щетины можно использовать на чугунных поверхностях с осторожностью. |
|---|
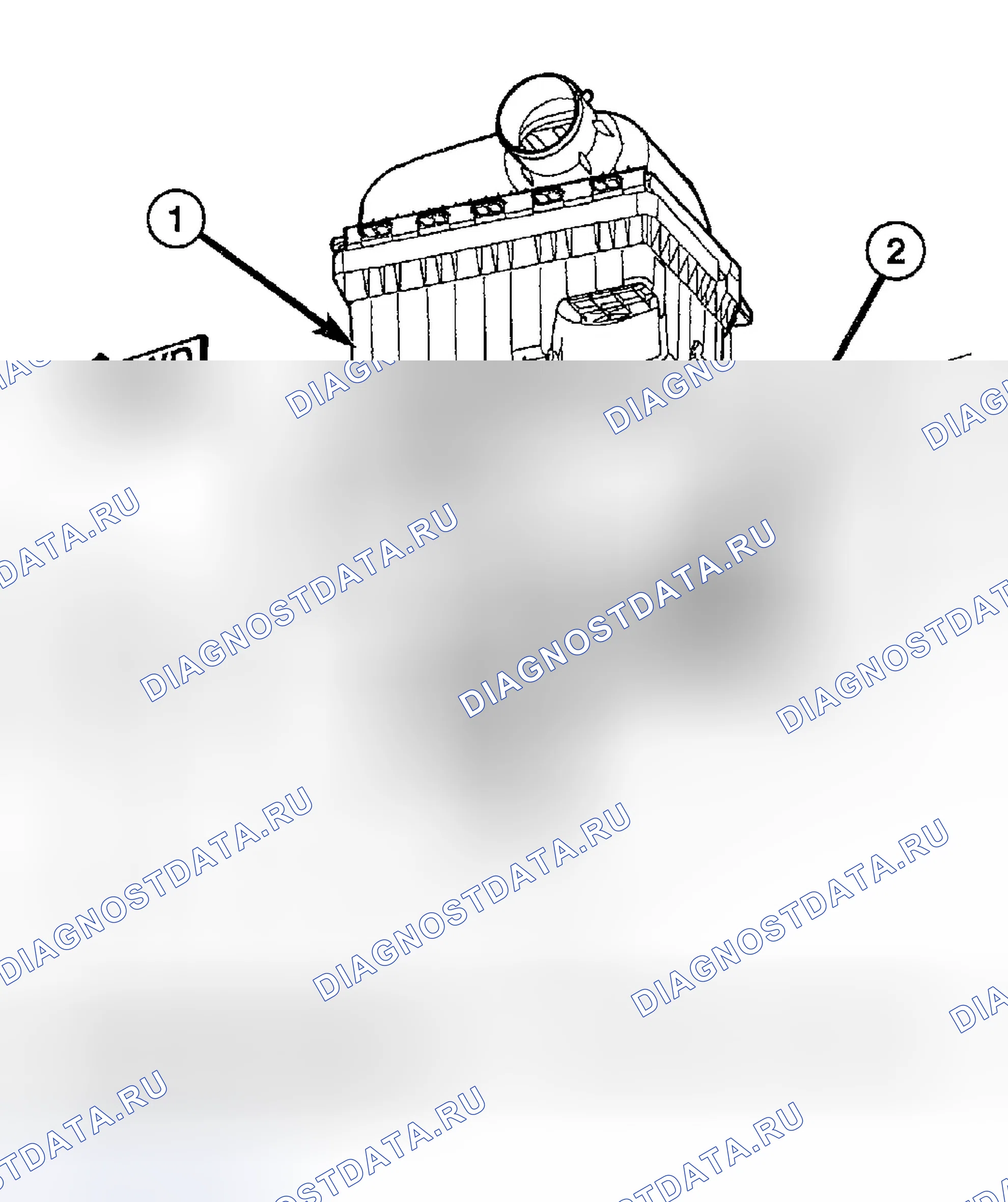
Только фильтрующий элемент
Для замены элемента (фильтра) снятие корпуса не требуется.
Схема №130
- Ослабьте хомут 53 и отсоедините воздуховод на крышке воздухоочистителя.
- Приоткрыть 4 пружинных зажима (Рис. 53) от крышки корпуса (пружинные зажимы удерживают крышку на корпусе).
- Освободите крышку корпуса от фиксирующих лепестков на корпусе (Рис. 53) и снимите крышку.
- Снимите элемент воздухоочистителя (фильтр) с корпуса.
- Очистите внутреннюю часть корпуса перед заменой элемента.
Схема №131
- Ослабьте хомут 53 и отсоедините воздуховод на крышке воздухоочистителя.
- Поднять весь корпус в сборе с 4 установочных штифтов. (Рисунок 54)
Способ тестирования системы охлаждения.
| Предупреждение | При наличии тестера системы охлаждения давление будет быстро нарастать. Избыточное давление, возникающее при непрерывной работе двигателя, должно сбрасываться до безопасной точки давления. НИКОГДА не допускайте, чтобы давление превышало 138 к Па (20 фунтов на квадратный дюйм). |
|---|
Установите тестер системы охлаждения 7700 или аналогичный на горловину колпачка под давлением. Запустите двигатель и наблюдайте за манометром тестера. Если манометр пульсирует с каждым рабочим ходом цилиндра, очевидна утечка давления сгорания.
Стандартная процедура - рефасинг
ПримечаниеСедла клапанов, которые изношены или сгорели, могут быть доработаны при условии сохранения правильного угла и ширины седла. В противном случае необходимо заменить головку цилиндров.
ПримечаниеПри замене клапанов и седел клапанов важно использовать направляющую пилотную горелку клапана правильного размера для повторной посадки камней. Должна быть получена истинная и полная поверхность.
Схема №132
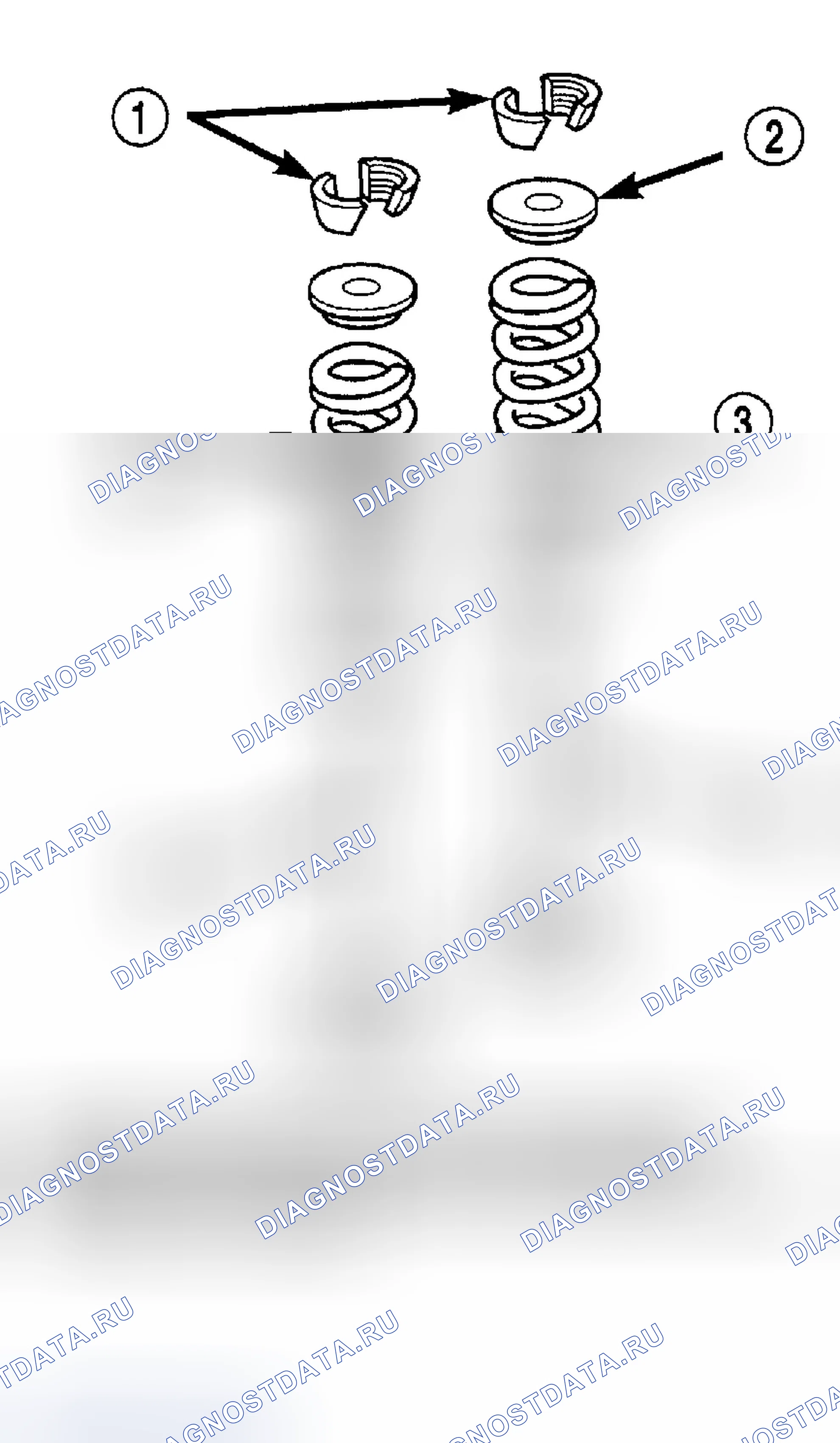
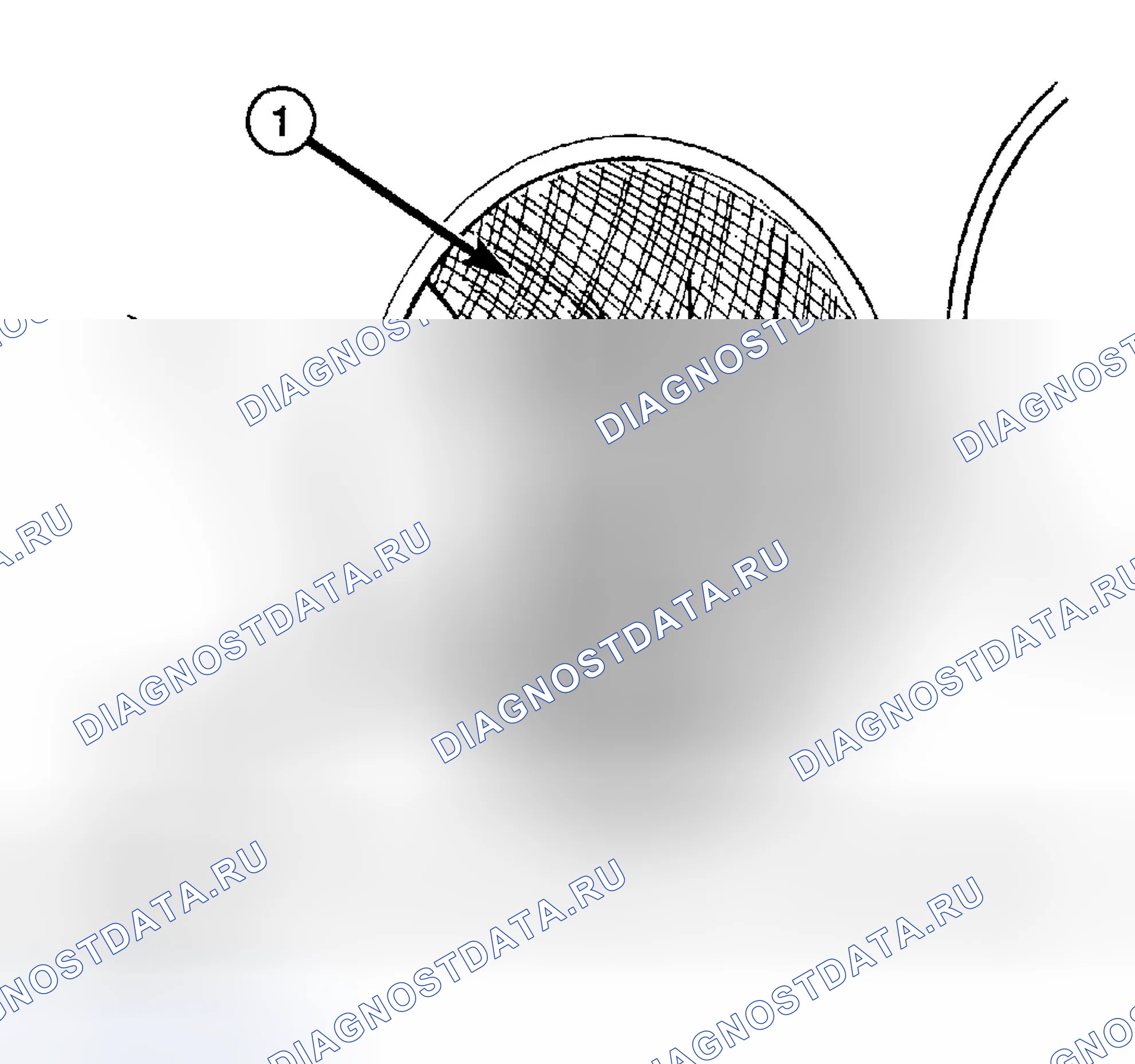
- С помощью подходящего циферблатного индикатора измерьте центр седла клапана. Общее биение не должно превышать 0 051 мм (0 002 дюйма).
- Нанесите небольшое количество прусского синего на седло клапана, вставьте клапан в головку цилиндра, при этом прикладывая легкое давление на клапан поверните клапан. Снимите клапан и осмотрите торец клапана. Если синий переносится ниже верхнего края торца клапана, опустите седло клапана с помощью камня 15 градусов. Если синий переносится на нижний край торца клапана, поднимите седло клапана с помощью камня 65 градусов.
- При правильном расположении седла ширина впускного седла должна составлять 1,75-2,36 мм (0,0689-0,0928 дюйма), а выпускного - 1,71-2,32 мм (0,0673-0,0911 дюйма).
- Проверить высоту установки пружины клапана после замены клапана и седла. Установленная высота для пружин впускного и выпускного клапанов не должна превышать 40,74 мм (1,6039 дюйма).
- Седло клапана и торец клапана должны сохранять угол наклона торца 44,5-45 °. (Рисунок 67)
Стандартная процедура - хонингование отверстия цилиндра
Перед хонингованием набейте много чистых цеховых полотенец под расточками и над коленчатым валом, чтобы абразивные материалы не попадали в область коленчатого вала.
Схема №133
- При тщательном использовании цилиндрический калибр Hone C-823, оснащенный 220 зернистыми камнями, является лучшим инструментом для этой работы. В дополнение к обезжириванию, это уменьшит конусность и некруглость, а также удалит легкие задиры, задиры и царапины. Обычно несколько ударов очистят отверстие и сохранят требуемые пределы. ВНИМАНИЕ: НЕ используйте жесткие хоны для удаления глазури на стенках цилиндра.
- Обезжиривание стенок цилиндра может быть сделано, если отверстие цилиндра является прямым и круглым. Используйте хон хонингования поверхности цилиндра, Honing Tool C-3501, оснащенный 280 зернистыми камнями (C-3501--3810). Около 20-60 ходов, в зависимости от состояния отверстия, будет достаточно для обеспечения удовлетворительной поверхности. Используя хонинговальное масло C-3501--3880 или легкое хонинговальное масло, доступное от основных дистрибьюторов масла. ВНИМАНИЕ: НЕ ИСПОЛЬЗУЙТЕ двигатель или масло для передачи керосина, минерала.
- Хонингование должно быть сделано путем перемещения хона вверх и вниз достаточно быстро, чтобы получить рисунок штриховки. Хоны должны пересекаться под углом от 50 ° до 60 ° для правильной посадки колец. (Рисунок 79)
- Контролируемая скорость мотора хона от 200 до 300 об / мин необходима для получения правильного угла штриховки. Количество ходов вверх и вниз в минуту можно регулировать, чтобы получить желаемый угол от 50 ° до 60 °. Более быстрые ходы вверх и вниз увеличивают угол штриховки.
- После хонингования необходимо, чтобы блок был очищен для удаления всех следов абразива. С помощью щетки промыть детали раствором горячей воды и моющим средством. Тщательно просушите детали. Используйте чистую белую безворсовую ткань для проверки чистоты отверстия. Смазать отверстия после очистки для предотвращения ржавчины.
Как очистить 3.7L двигатель - капитального ремонт: прочее
Тщательно очистите поверхности масляного поддона и прокладки блока двигателя.
Используйте сжатый воздух для очистки
- Камбуз у отверстия адаптера масляного фильтра.
- Переднее и заднее отверстия масляной камбуза.
- Питающие отверстия для коренных подшипников коленчатого вала.
После того, как блок будет полностью очищен, нанесите герметик Loctite PST с тефлоном 592 на резьбу передней и задней заглушек масляной кухни. Затяните заглушки 1 / 4 дюйма Npt до момента 20 Н · м (177 дюйм фунт.). Затяните заглушки 3 / 8 дюйма Npt до момента 27 Н · м (240 дюйм фунт.).
Схема №134
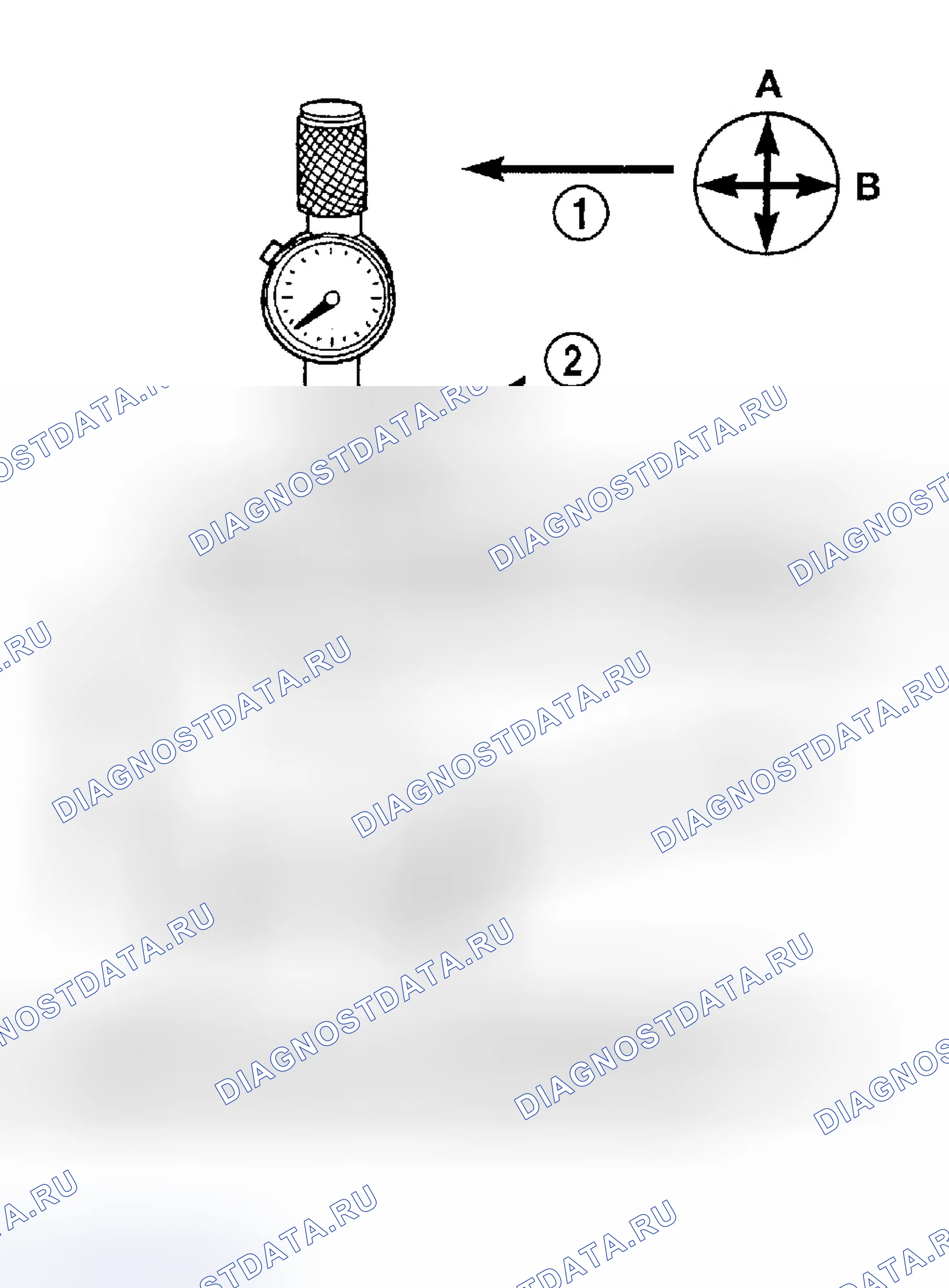
- Для измерения диаметра отверстия каждого цилиндра необходимо использовать шкальный калибр. Для правильного выбора надлежащего размера поршня требуется калибр отверстия цилиндра, способный считывать ПРИРАЩЕНИЯ в 0 003 мм (0,0001 дюйма). Если калибр отверстия недоступен, не используйте внутренний микрометр. (Таблица 80)
- Измерьте внутренний диаметр отверстия цилиндра на трех уровнях ниже верха отверстия. Начните перпендикулярно (поперек или под углом 90 градусов) к оси коленчатого вала, а затем сделайте два дополнительных показания.
- Измерьте диаметр отверстия цилиндра поперек блока цилиндров вблизи верхней части отверстия. Повторите измерение вблизи середины отверстия, затем повторите измерение вблизи нижней части отверстия.
- Определите конусность, вычитая меньший диаметр из большего.
- Поверните измерительное устройство на 90 ° и повторите шаги, указанные выше.
- Определение овальности путем сравнения разницы между каждым измерением.
- Если конус отверстия цилиндра не превышает 0 025 мм (0 001 дюйма), а овальность не превышает 0 025 мм (0 001 дюйма), отверстие цилиндра может быть отточено. Если конус отверстия цилиндра или овальность превышают эти максимальные пределы, блок цилиндров должен быть заменен. Небольшое количество конуса всегда существует в отверстии цилиндра после того, как двигатель использовался в течение некоторого периода времени.
Диаметр цапфы коренного подшипника (коленчатый вал снят)
Снимите коленчатый вал с блока цилиндров. (См. раздел " КОЛЕНЧАТЫЙ ВАЛ "). (ref-180051-S16580330122005072000000)
Очистите от масла шейку коренного подшипника.
Определите микрометром максимальный диаметр цапфы. Измерьте в двух местах под углом 90 ° друг от друга на каждом конце цапфы.
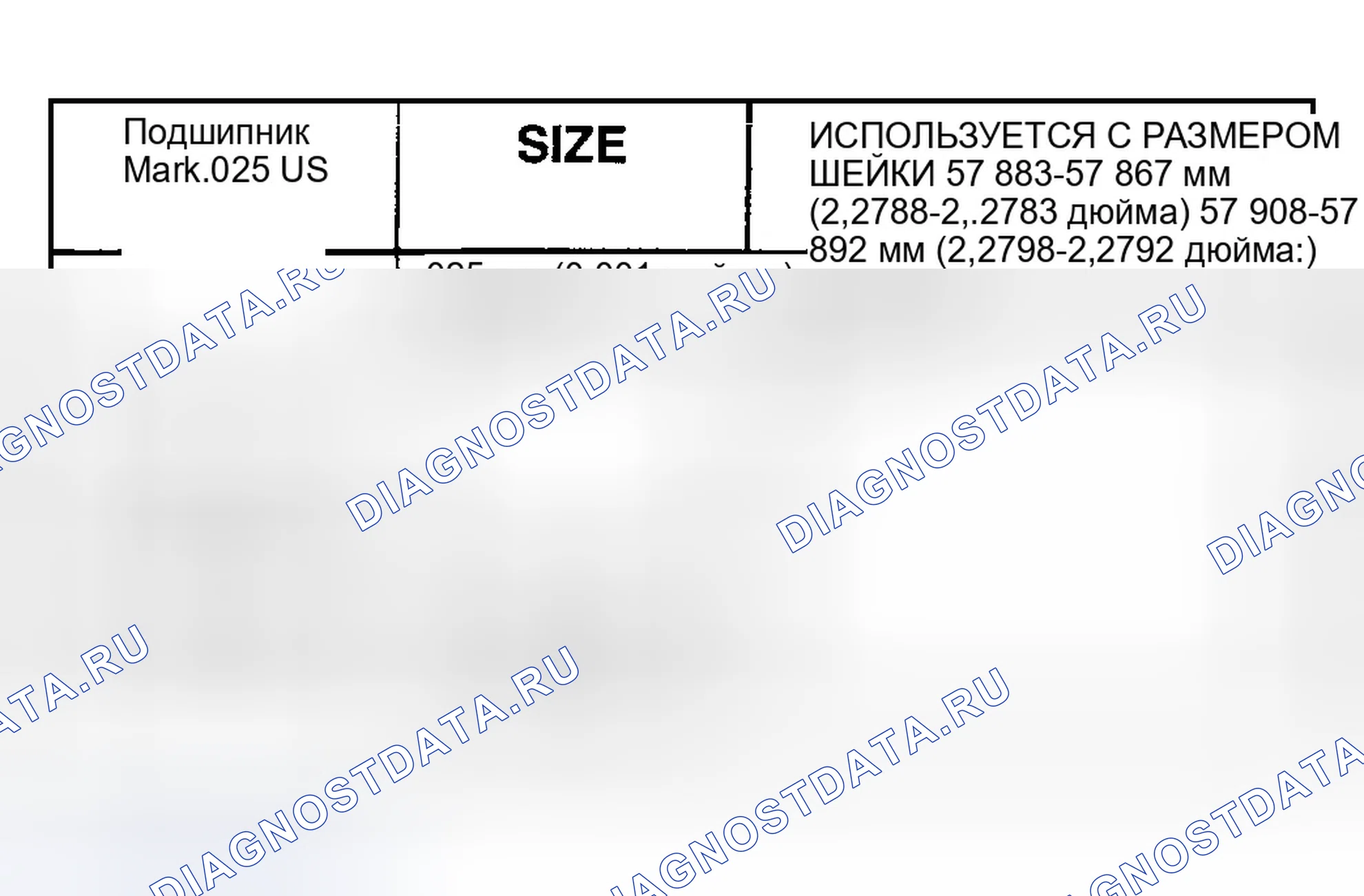
Максимально допустимая конусность составляет 0 008 мм (0,0004 дюйма), а максимальная некруглость - 0 005 мм (0 002 дюйма). Сравните измеренный диаметр с техническими требованиями к диаметру цапфы. (Гост 87) и (Гост 88) Выберите вкладыши, необходимые для получения заданного зазора между подшипником и цапфой.
Установите коленчатый вал в блок цилиндров. (См. " ОСМОТР "). (ref-180051-S31371272042005072000000)
Проверьте люфт конца коленчатого вала.
Схема №135

Схема №136
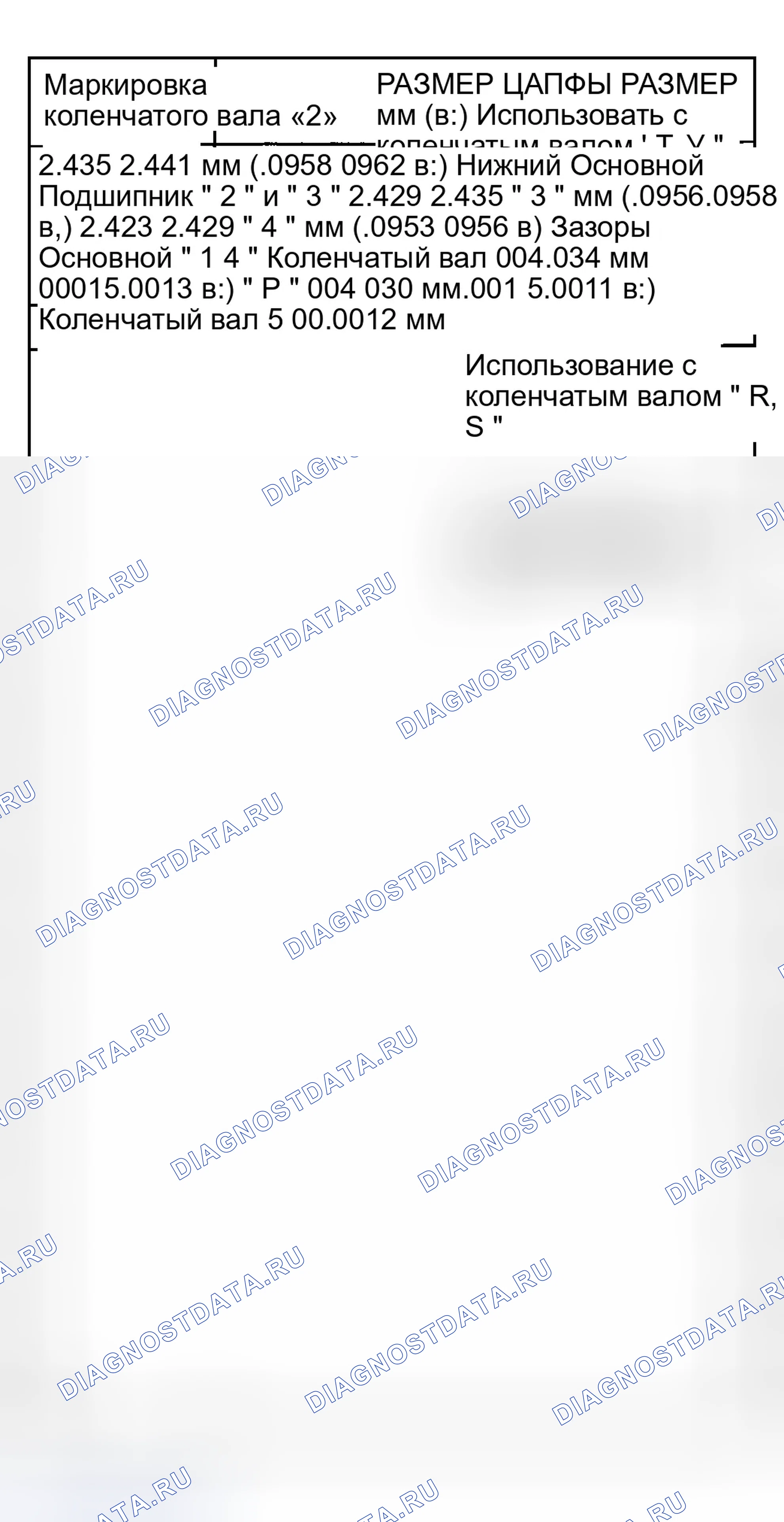
- Сервисные основные подшипники доступны в четырех классах. В таблицах ниже указаны четыре доступных класса обслуживания. (Приложение 87) и (Приложение 88)
Схема №137
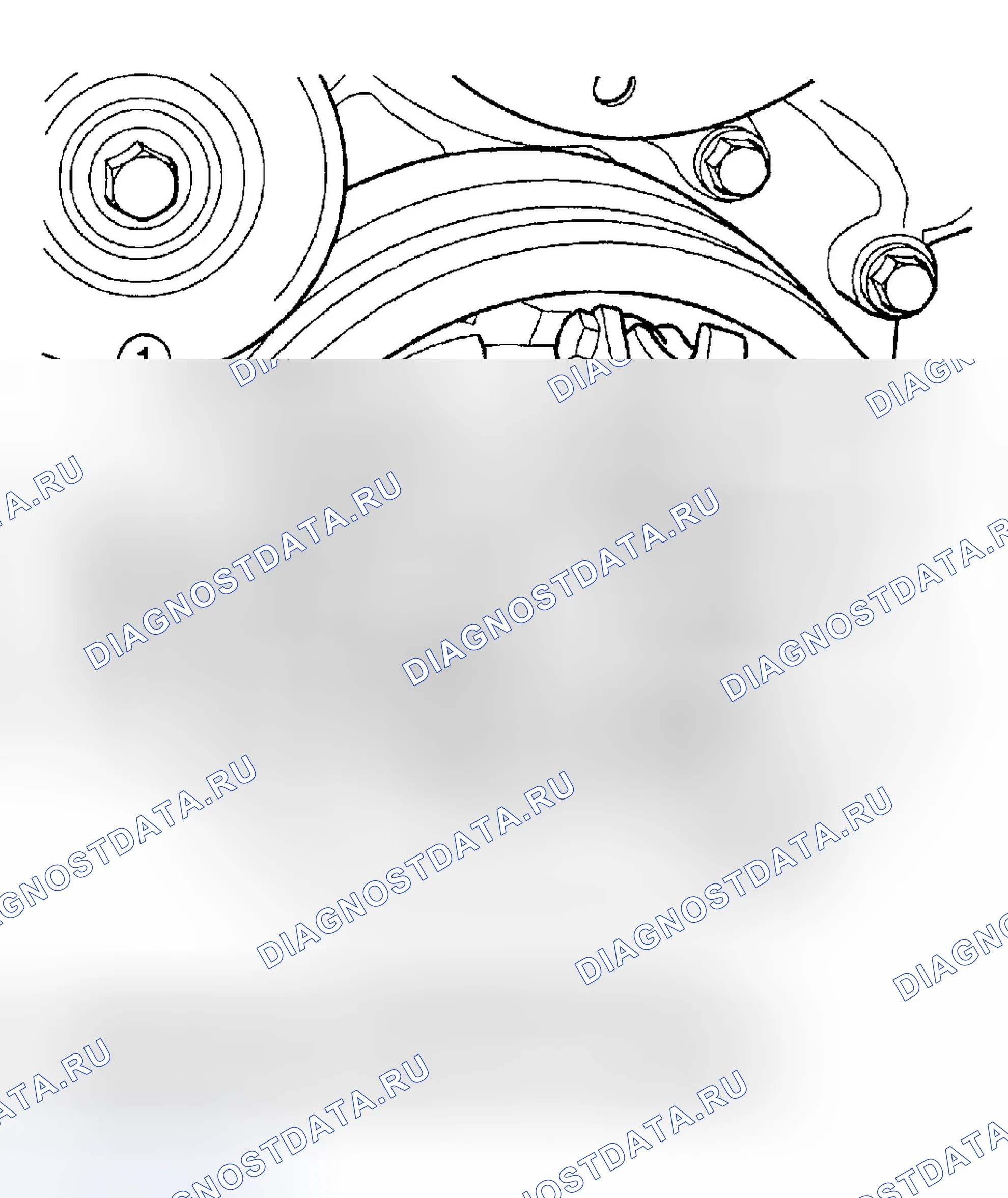
Схема №138
- Отсоедините отрицательный кабель от батареи.
- Снимите ремень привода вспомогательного оборудования. См. раздел " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И СХЕМА ДВИЖЕНИЯ РЕМНЯ ПРИВОДА ". (ref-163451)
- Снять крепежные детали крепления компрессора ВС и отложить в сторону.
- Система охлаждения дренажей.
- Снимите верхний шланг радиатора.
- Отсоедините электрический разъем для вентилятора, установленного внутри кожуха радиатора.
- Снимите кожух радиатора, крепящий крепежные детали. ПРИМЕЧАНИЕ: Линия охладителя коробки передач защелкивается в нижнем правом углу кожуха.
- Снимите вентилятор охлаждения радиатора и кожух.
- Выверните болт демпфера коленчатого вала.
- Демонтировать демпфер с помощью специальных инструментов 8513 Insert и 1026 Three Jaw Puller. (Рисунок 89)
- С помощью специального инструмента 8511 снимите переднее уплотнение коленчатого вала.
Узел подшипника шатуна
Осмотрите шатунные подшипники на наличие задиров. Проверьте подшипники на наличие нормального износа, задиров, канавок, усталости и точечной коррозии. (Приложение 97) Замените любой подшипник, который показывает ненормальный износ.
Схема №139
Осмотрите шатунные шейки на наличие забоин, забоин и заусенцев.
Схема №140
Несоосные или изогнутые шатуны могут вызвать ненормальный износ поршней, поршневых колец, стенок цилиндров, шатунных подшипников и шатунных шеек коленчатого вала. Если характер износа или повреждение какого-либо из этих компонентов указывают на вероятность несоосного шатуна, осмотрите его на предмет правильности центровки штока. Замените несоосные, изогнутые или закрученные шатуны.
Схема №141
Схема №142
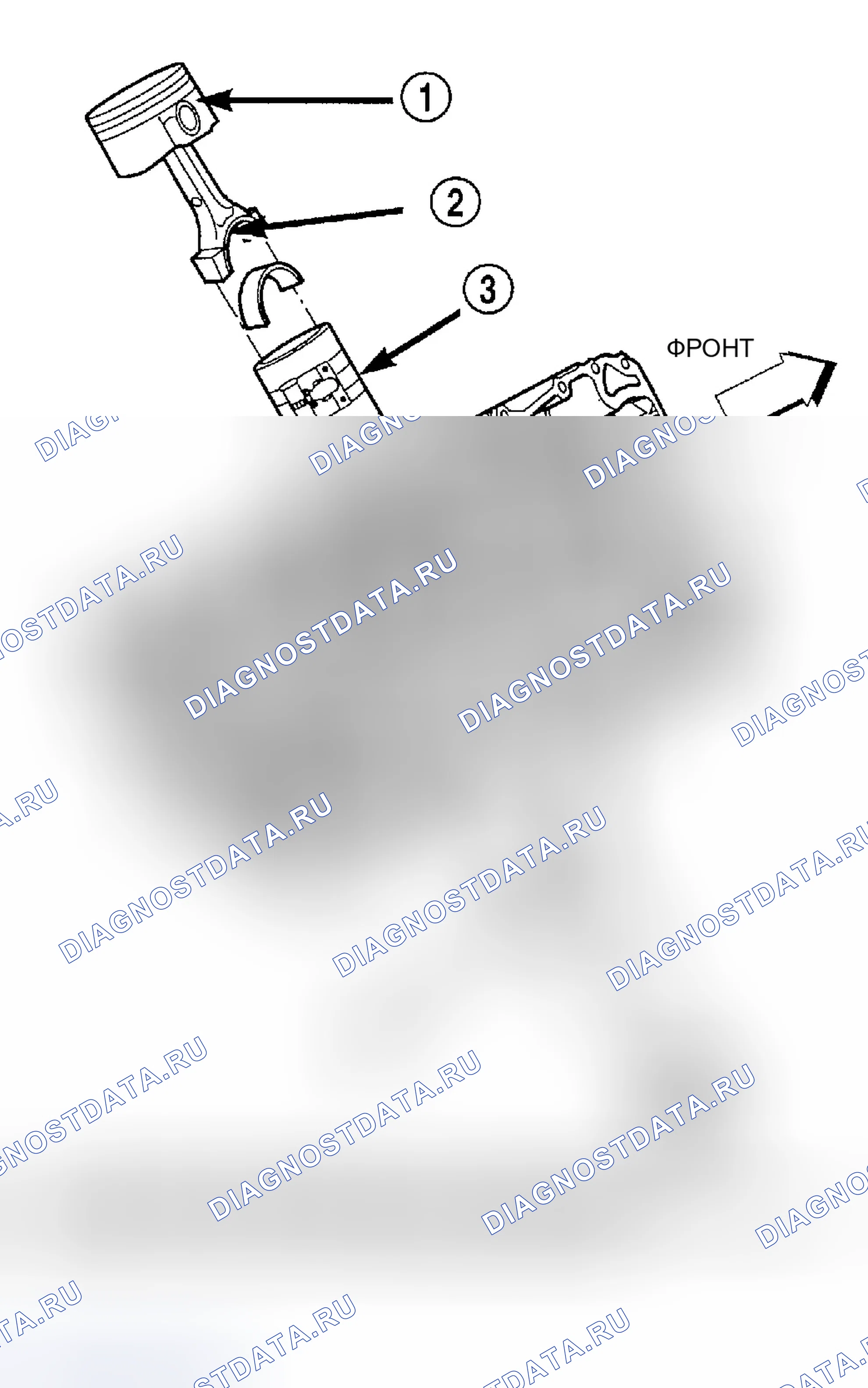
Схема №143
Схема №144
- Вытрите масло из шатунной шейки.
- Смазать верхний вкладыш подшипника и положение в шатуне. Центрировать вкладыш подшипника в шатуне. (Рисунок 99)
- С помощью компрессора поршневого кольца и специального инструмента для направляющих пальцев 8507 (Шплинт 100) установить шток и поршни в сборе. Пазы для маслоотражателей в штоках должны быть обращены к передней части двигателя. " F " ' s near the piston wrist контакт расточка должна быть направлена к передней части двигателя.
- Установите нижний вкладыш подшипника в крышку подшипника. Центрируйте вкладыш подшипника в шатуне. (Штамп 99) Нижний вкладыш должен быть сухим. Поместите полоску Plastigage по всей ширине нижнего вкладыша в центр крышки подшипника. Plastigage не должен крошиться при использовании. Если хрупкий, получите свежий запас.
- Установите крышку подшипника и шатун на цапфу и затяните болты до 27 Н.м (20 фут фунт.) плюс поворот на 90 °. НЕ вращайте коленчатый вал. Пластигаж будет размазывать, что приведет к неточной индикации.
- Снять крышку подшипника и определить величину зазора между подшипником и цапфой, измерив ширину сжатого Пластигага. ( 101) См. раздел " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для определения надлежащего зазора. Пластига должна указывать на одинаковый зазор по всей ширине вкладыша. Если зазор варьируется, это может быть вызвано конической шейкой, изогнутым шатуном или посторонним материалом, захваченным между вкладышем и крышкой или стержнем. (ref-180051-S30180564862005072000000)
- Если указан правильный зазор, замена вкладышей подшипника не требуется. Снимите Plastigage с шейки коленчатого вала и вкладыша подшипника. Приступайте к монтажу.
- Если зазор между подшипником и цапфой превышает значение, указанное в спецификации, определите, какой комплект подшипников предназначен для работы с подшипниками следующих размеров. (Примечание 102) ВНИМАНИЕ: Болты шатуна вращаются для освобождения болтов и не должны использоваться повторно. Всегда заменяйте болты шатуна всякий раз, когда они ослабляются или снимаются.
- Повторите измерение Plastigage, чтобы проверить выбор подшипника перед окончательной сборкой.
- После того, как вы выбрали правильную вставку, установите вставку и крышку. Затяните шатунные болты до 27 Н.м (20 футов фунтов) плюс поворот на 90 °.
Установите плотно прилегающий щуп между шатуном и фланцем шейки коленчатого вала. (Таблица 103) См. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для надлежащего зазора. Замените шатун, если боковой зазор не соответствует спецификации. (ref-180051-S30180564862005072000000)
Схема №145
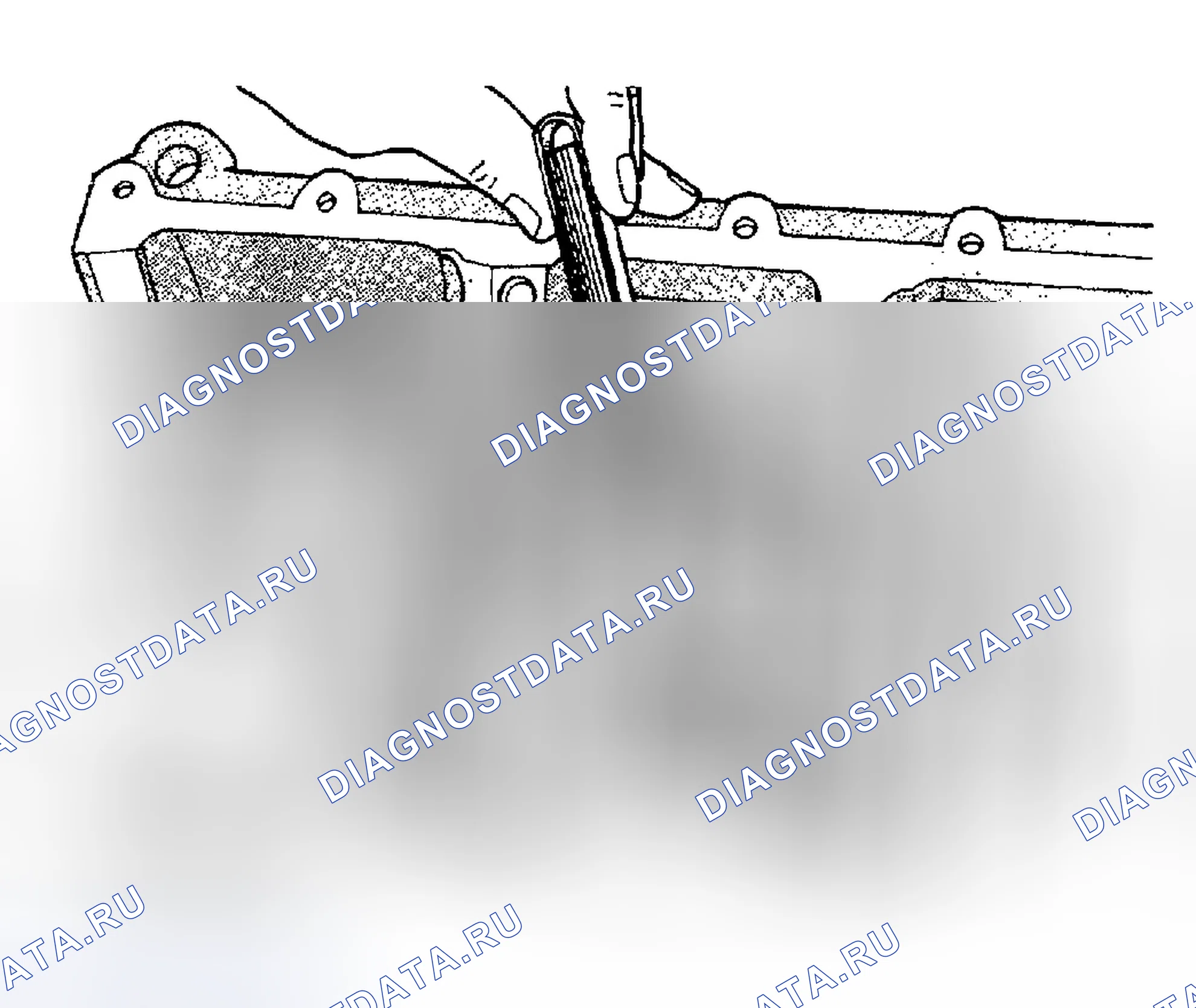
Схема №146
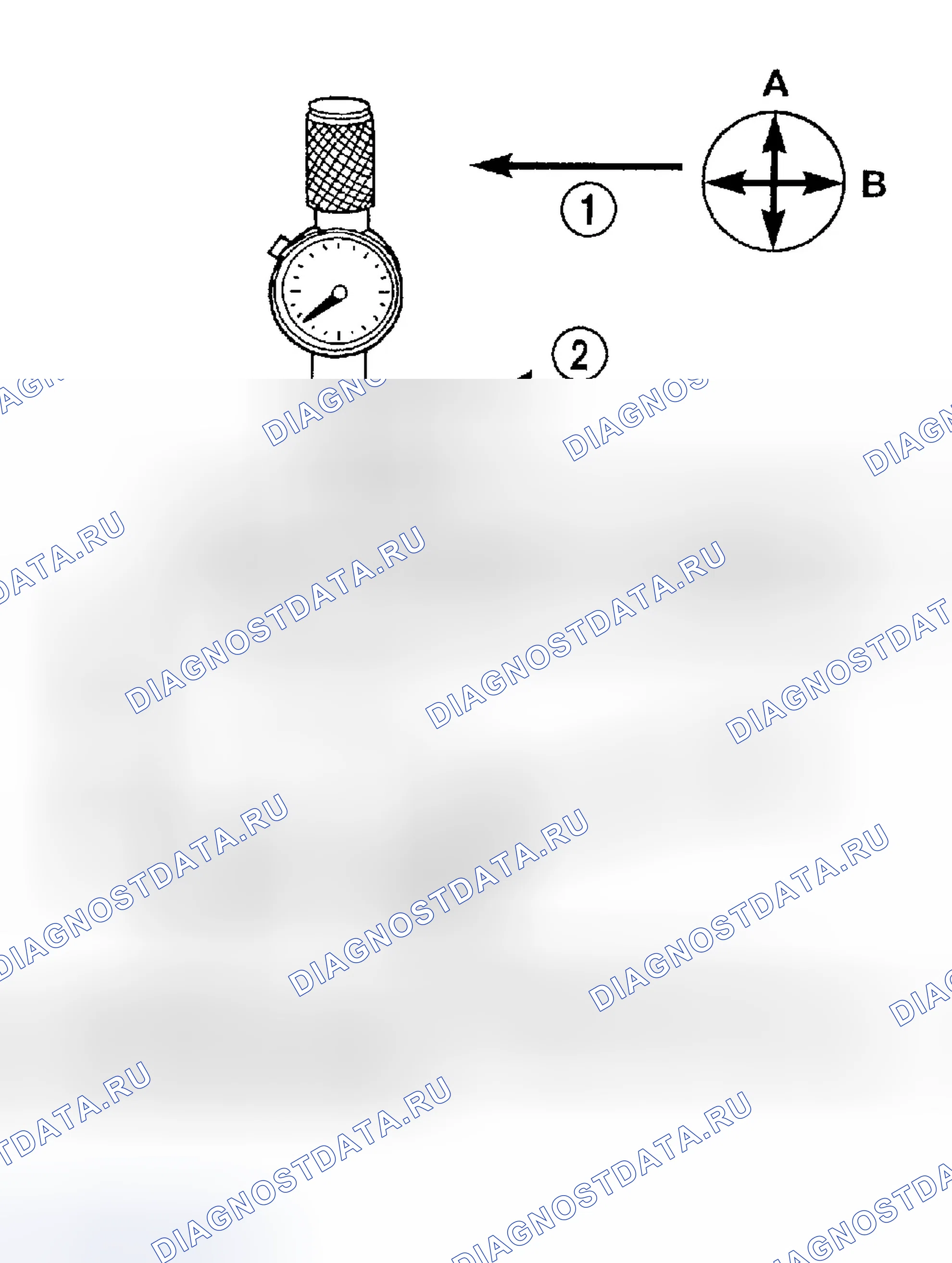
Схема №147
- Для правильного выбора надлежащего размера поршня требуется калибр отверстия цилиндра, способный считывать ПРИРАЩЕНИЯ 0 003 мм (0,0001 дюйма). Если калибр отверстия недоступен, не используйте внутренний микрометр.
- Измерить внутренний диаметр отверстия цилиндра в точке на 38,0 мм (1,5 дюйма) ниже верха отверстия. Начать перпендикулярно (поперек или под углом 90 градусов) к оси коленчатого вала в точке А, а затем снять показания дополнительного отверстия под углом 90 градусов к показанию в точке В. (Рис. 104)
- Поршни с покрытием будут обслуживаться с предварительно собранными поршневым пальцем и шатуном.
- Материал покрытия наносится на поршень после окончательной механической обработки поршня. Измерение наружного диаметра поршня с покрытием не даст точных результатов. (Таблица 105) Поэтому измерение внутреннего диаметра отверстия цилиндра с помощью циферблата Bore Указатель является ОБЯЗАТЕЛЬНЫМ. Для правильного выбора надлежащего размера поршня требуется калибр отверстия цилиндра, способный считывать с приращениями 0 003 мм (0,0001 дюйма).
- Установка поршня в расточку цилиндра требует несколько большего давления, чем требуется для поршней без покрытия. Связанное покрытие на поршне придаст вид построчной посадки с отверстием цилиндра.
| Внимание | НЕ ИСПОЛЬЗУЙТЕ проволочный круг или другое абразивное чистящее устройство для чистки поршней или шатунов. Поршни имеют покрытие Moly, это покрытие не должно быть повреждено. |
|---|
- С помощью подходящего чистящего растворителя очистите поршни в теплой воде и полотенце насухо.
- Используйте деревянный или пластиковый скребок для очистки канавок кольцевой площадки.
| Внимание | НЕ снимайте поршневой палец с поршня и шатуна в сборе. |
|---|
Стандартная процедура - фитинг поршневого кольца
Перед повторной установкой использованных колец или установкой новых колец необходимо проверить зазоры колец.
Схема №148
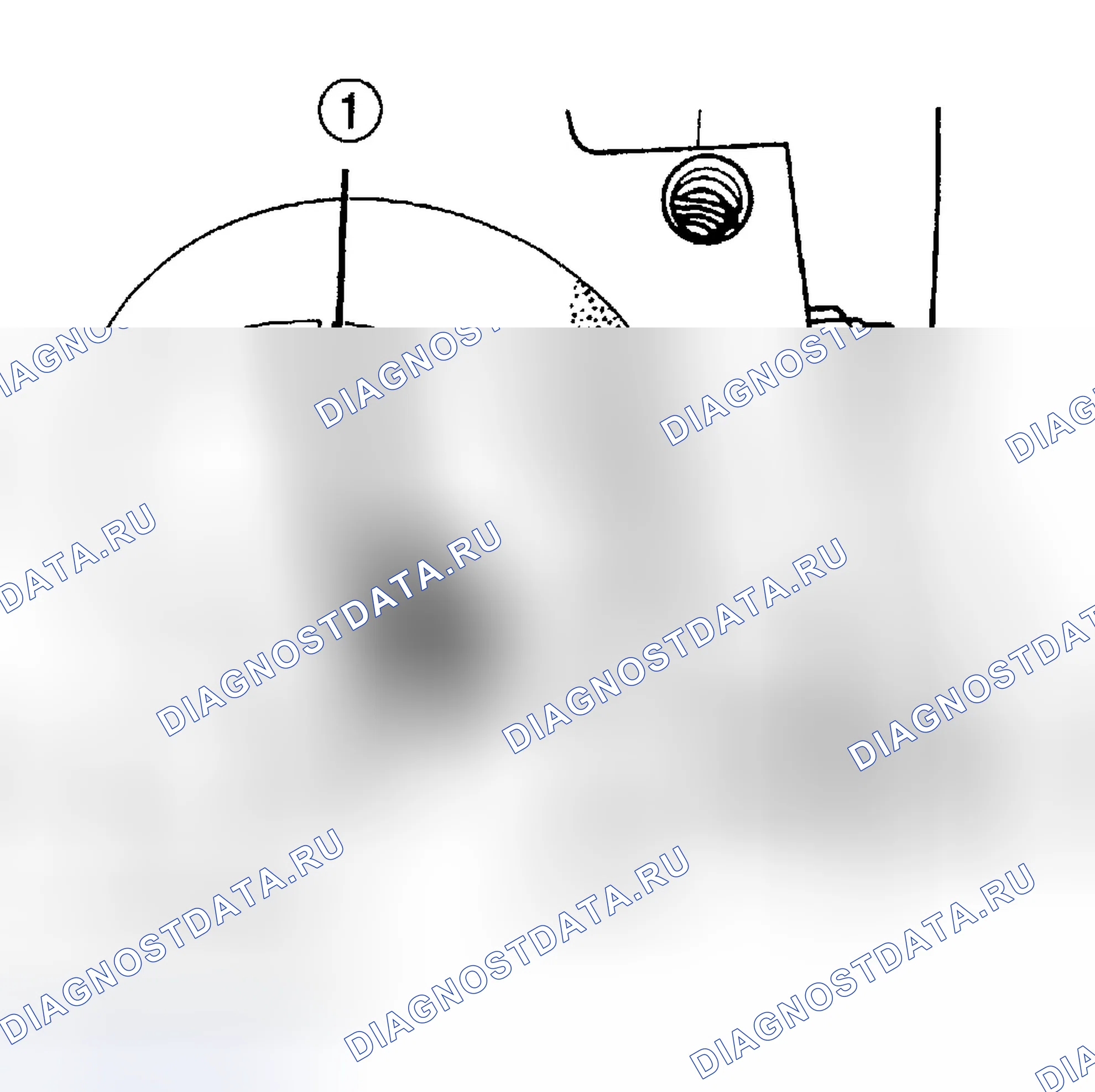
Схема №149
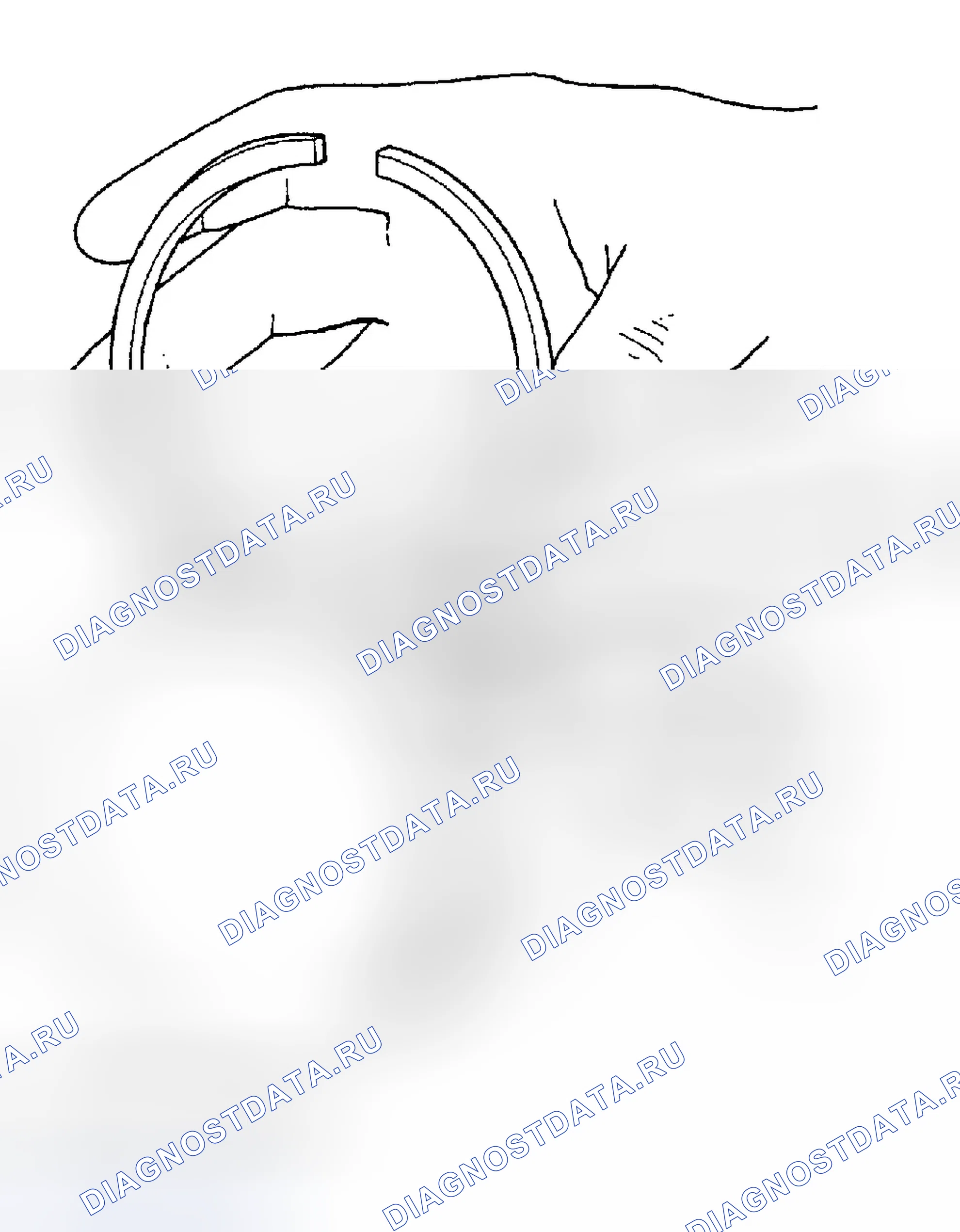
Схема №150
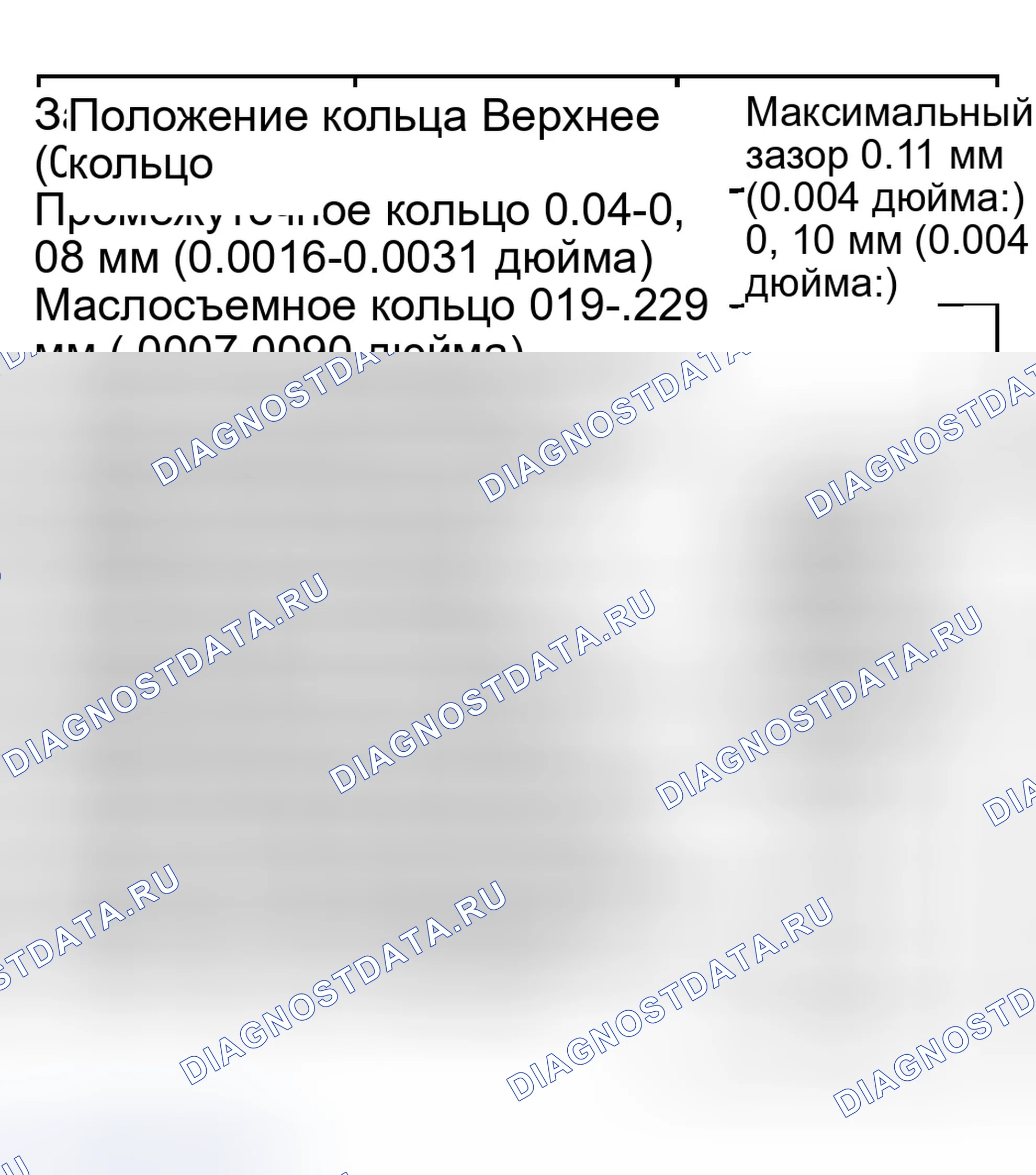
Схема №151
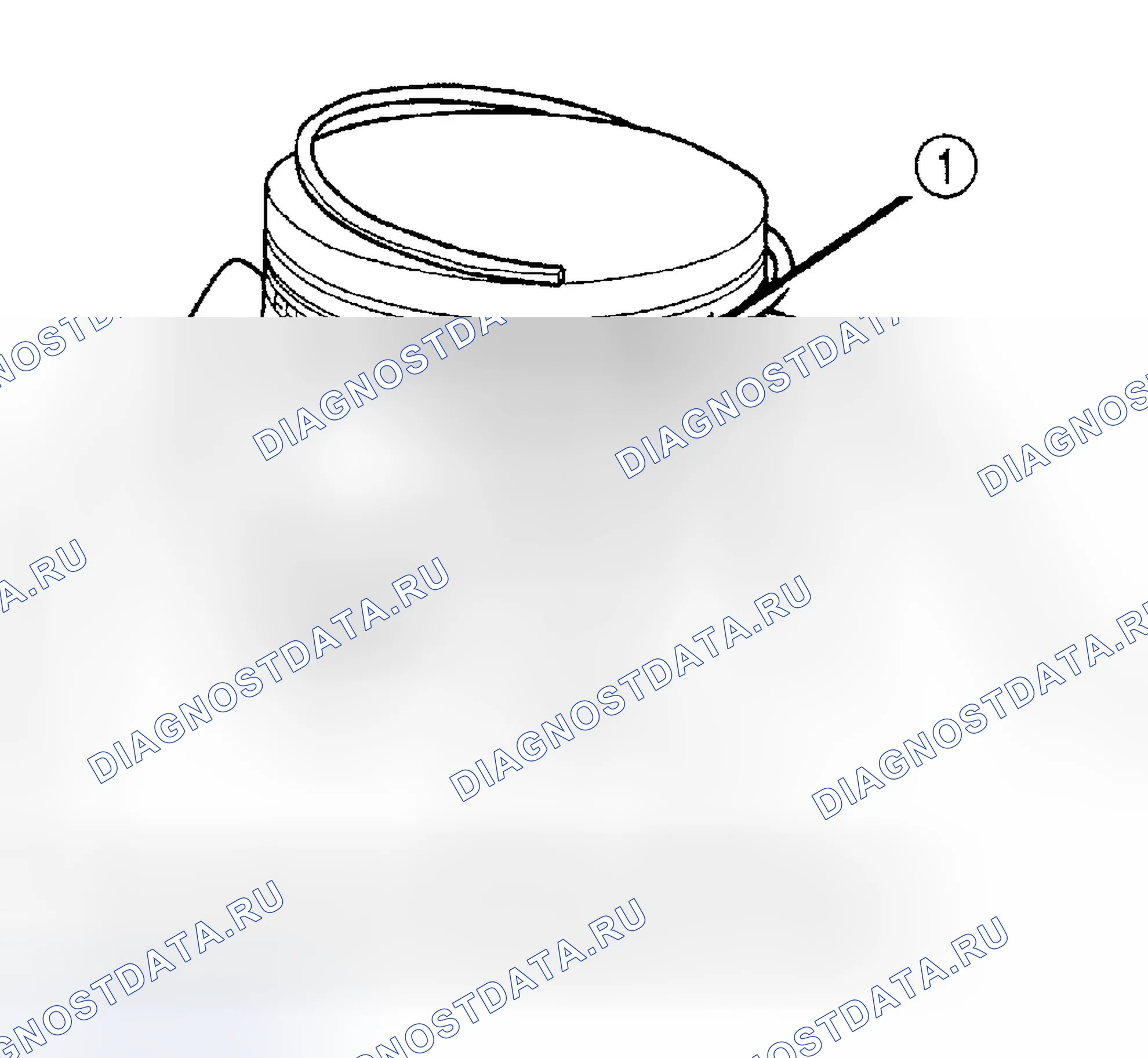
Схема №152
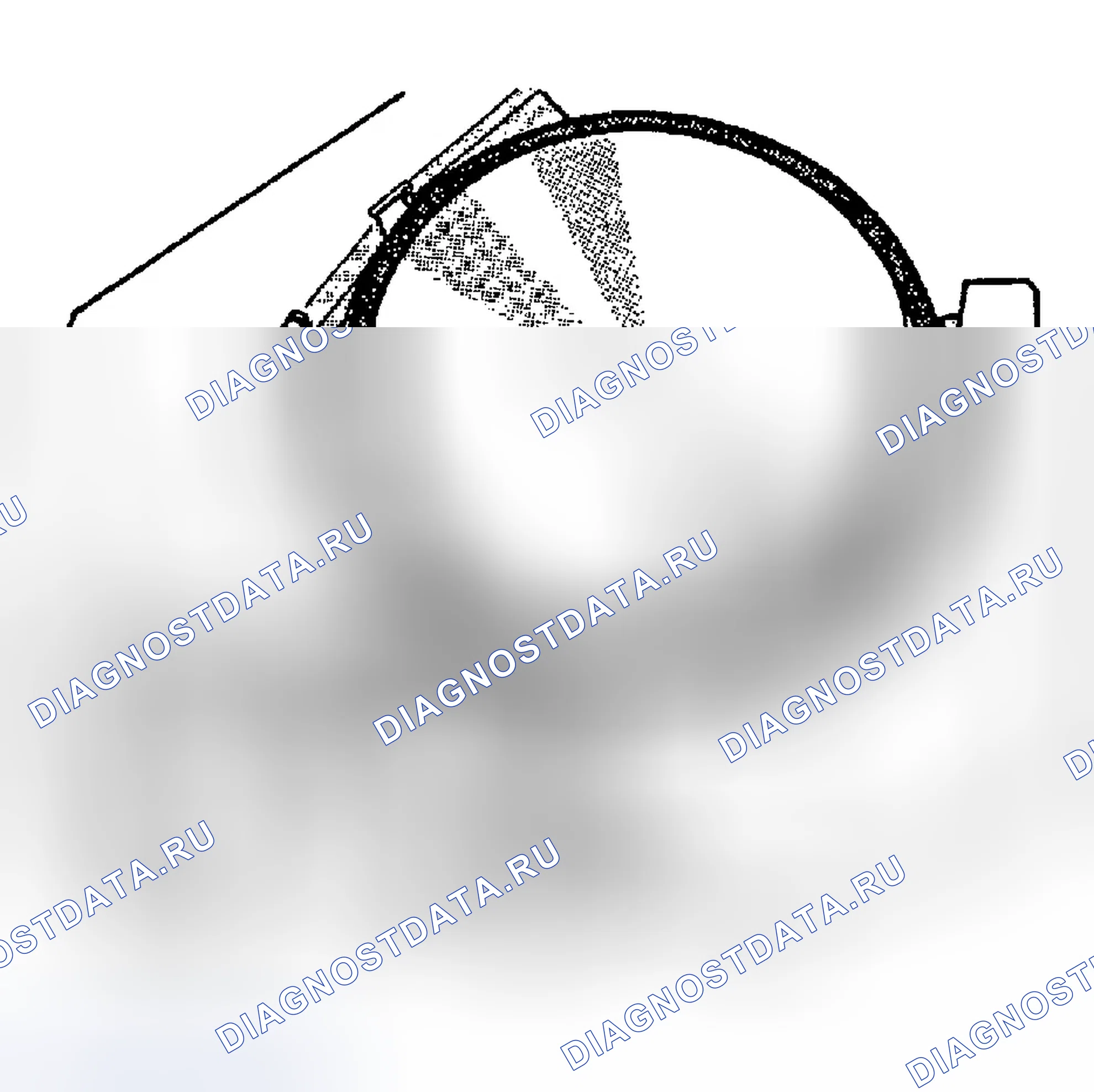
Схема №153
- Протрите отверстие цилиндра.
- Вставьте кольцо в отверстие цилиндра. ПРИМЕЧАНИЕ: Измерение зазора между кольцами должно производиться при расположении кольца на расстоянии не менее 12 мм (0,50 дюйма) от дна отверстия цилиндра.
- Используя поршень, чтобы убедиться, что кольцо находится в квадрате в отверстии цилиндра, сдвиньте кольцо вниз в цилиндр.
- Проверить щупом зазор торца кольца (Щуп 108) Заменить все кольца, не соответствующие ТУ. ЗАЗОР СО СТОРОНЫ ПОРШНЕВОГО КОЛЬЦА ПРИМЕЧАНИЕ: Убедиться в чистоте канавок поршневого кольца и отсутствии забоин и заусенцев.
- Измерьте зазор со стороны кольца, как показано на рисунке 109. Убедитесь, что щуп плотно прилегает между контактной площадкой кольца и кольцом. Замените любое кольцо, не соответствующее спецификации.
- Вращайте кольцо вокруг поршня, кольцо должно вращаться в канавке с внешней обвязкой.
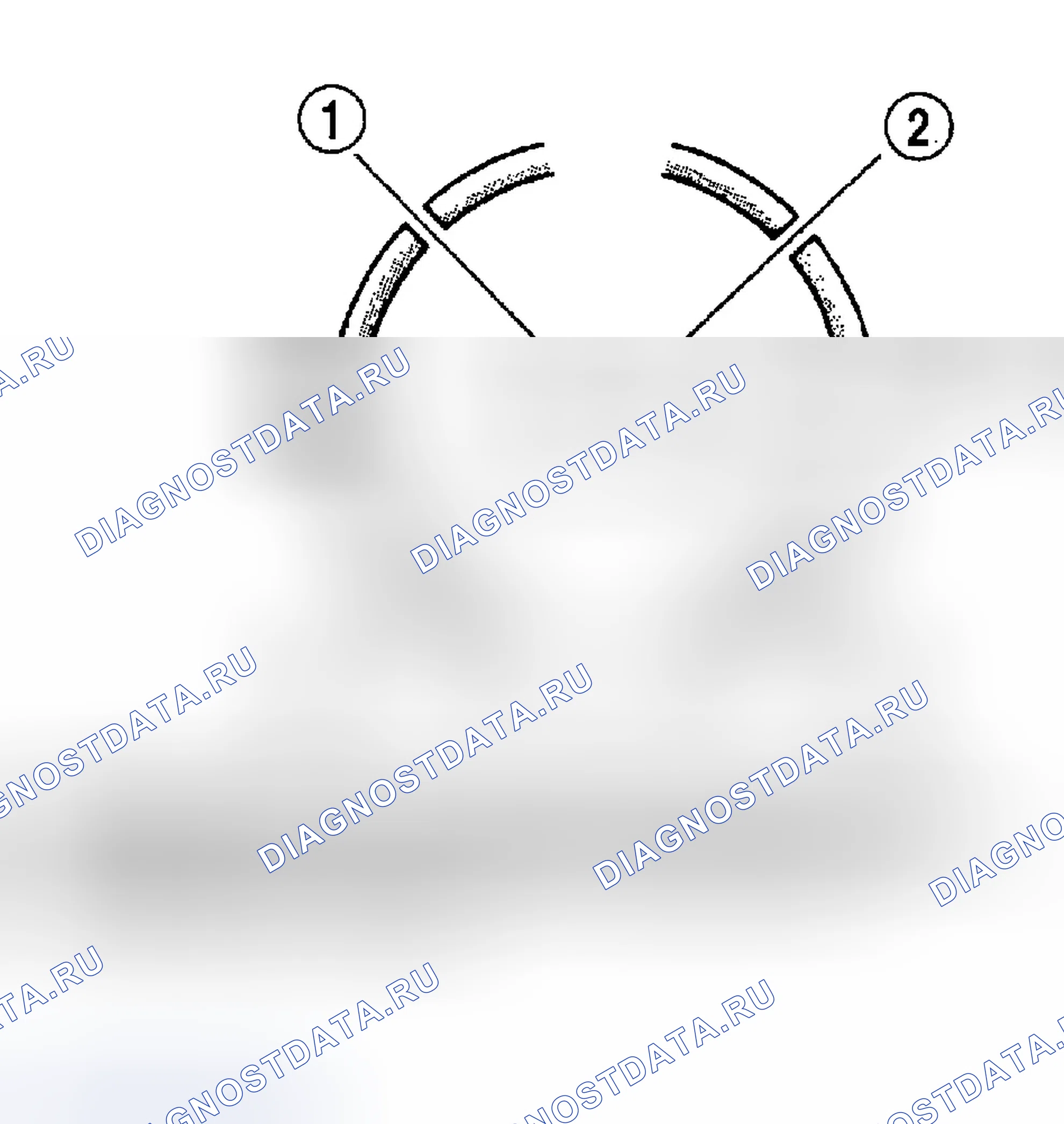
- Поршневые кольца № 1 и № 2 имеют разное поперечное сечение. Убедитесь, что кольцо № 2 установлено с маркировкой изготовителя I.d. (Точка), обращенной вверх, к верхней части поршня. ПРИМЕЧАНИЕ: Поршневые кольца устанавливаются в следующем порядке: Расширитель масляного кольца. Верхний боковой рельс масляного кольца. Нижний боковой рельс масляного кольца. № 2 Промежуточное поршневое кольцо. № 1 Верхнее поршневое кольцо.
- Установите расширитель масляного кольца.
- Установите верхнюю боковую направляющую (Шплинт 111), поместив один конец между канавкой поршневого кольца и кольцом расширителя. Прочно удерживайте конец и прижмите устанавливаемую часть до тех пор, пока боковая направляющая не займет свое положение. Повторите этот шаг для нижней боковой направляющей.
- Установить промежуточное поршневое кольцо № 2 с помощью монтажника поршневых колец. (Таблица 112)
- Установить верхнее поршневое кольцо № 1 с помощью монтажника поршневых колец. (Штамп 112)
- Установите концевые зазоры поршневых колец, как показано на Рис. 113. Важно, чтобы зазор кольца расширителя был не менее 45 ° от зазоров боковых направляющих, но не в центре поршневого пальца или в направлении осевого напора.
Схема №154
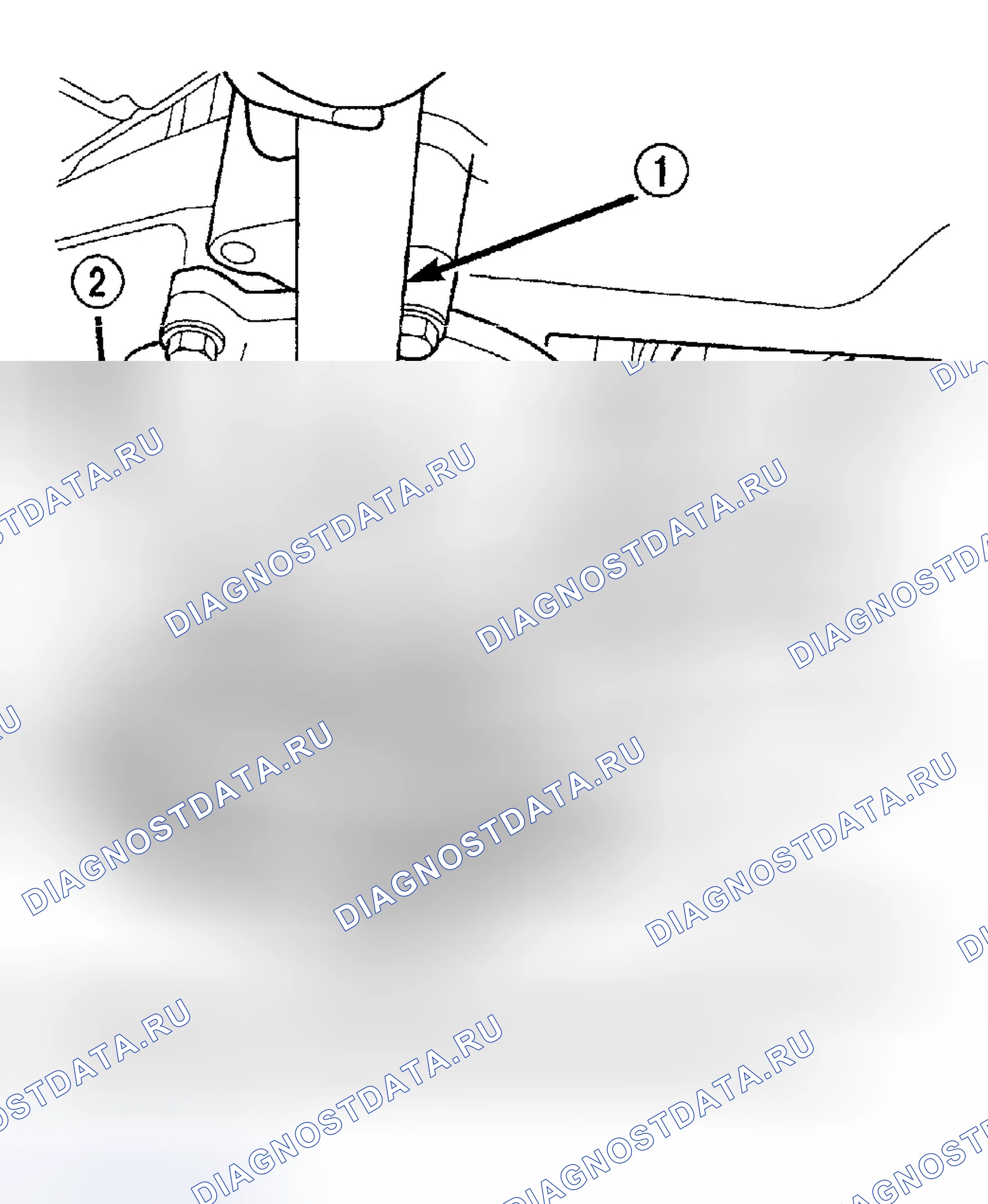
Схема №155
- Отсоедините отрицательный кабель от батареи.
- Снимите ремень привода вспомогательного оборудования. См. раздел " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И СХЕМА ДВИЖЕНИЯ РЕМНЯ ПРИВОДА ". (ref-163451)
- Система охлаждения дренажей.
- Снимите верхний шланг радиатора.
- Снимите верхний кожух вентилятора.
- С помощью специального инструмента 6958 Spanner с Adapter контакты 8346 снять вентилятор и вязкую сборку с водяного насоса. (Таблица 114)
- Снять вентилятор и вязкую сборку.
- Отсоедините электрический разъем для вентилятора, установленного внутри кожуха радиатора. ПРИМЕЧАНИЕ: Линия охладителя коробки передач защелкивается в нижнем правом углу кожуха.
- Выверните болт демпфера коленчатого вала.
- Снимите демпфер с помощью специальных инструментов 8513 Insert и 1026 Three Jaw Puller. (Выпуск 115)
2WD
- Отсоедините отрицательный кабель от батареи. ВНИМАНИЕ: Снимите вязкий вентилятор перед подъемом двигателя. Невыполнение этого требования может привести к повреждению лопасти вентилятора, муфты вентилятора и кожуха вентилятора.
- Извлеките вязкий вентилятор.
- Поднимите автомобиль.
- Снимите масляный фильтр двигателя.
- Снимите желоб для слива масла.
- Поддержите двигатель подходящим домкратом и деревянным блоком по всей ширине масляного поддона двигателя.
- Поддержите переднюю ось подходящим домкратом.
- Отверните болты (4) крепления опор двигателя к передней оси.
- Отверните болты (3) крепления передней оси к левому кронштейну двигателя.
- Опустите переднюю ось.
- Снять сквозные болты
- Поднимите двигатель достаточно далеко, чтобы можно было снять левую и правую опоры двигателя.
- Снимите крепление (8) к болтам крепления двигателя.
- Снимите опоры двигателя.
Схема №156
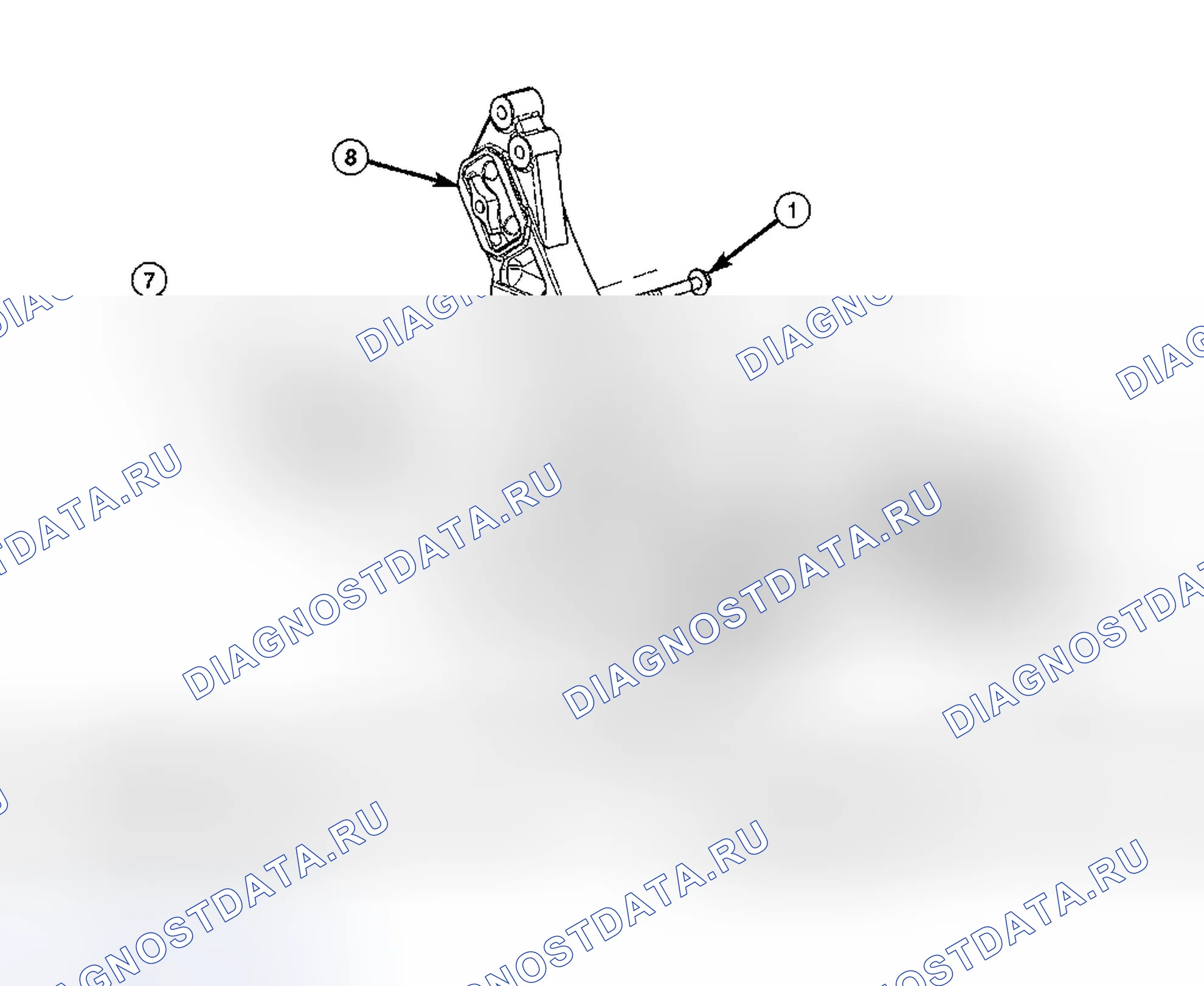
Схема №157
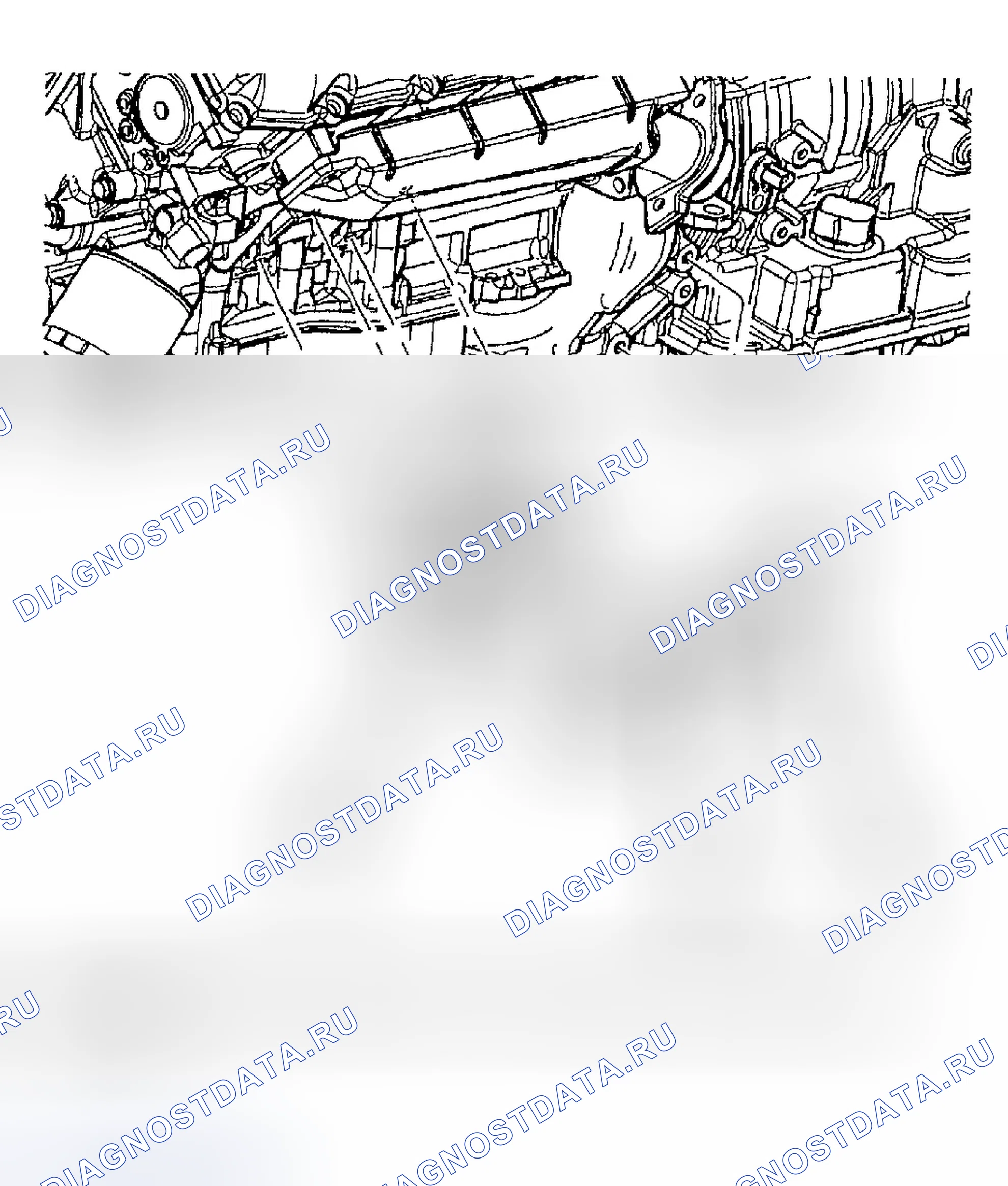
Схема №158
- Отсоедините отрицательный кабель от батареи. ВНИМАНИЕ: Снимите вязкий вентилятор перед подъемом двигателя. Невыполнение этого требования может привести к повреждению лопасти вентилятора, муфты вентилятора и кожуха вентилятора.
- Извлеките вязкий вентилятор.
- Поднимите автомобиль.
- Снимите опорную плиту.
- Снимите переднюю поперечину.
- Снимите масляный фильтр двигателя.
- Снимите желоб для слива масла.
- Поддержите двигатель подходящим домкратом и деревянным блоком по всей ширине масляного поддона двигателя.
- Поддержите переднюю ось подходящим домкратом.
- Отверните болты (4) крепления опор двигателя к передней оси.
- Отверните болты (3) крепления передней оси к левому кронштейну двигателя.
- Опустите переднюю ось.
- Снимите через болты
- Поднимите двигатель достаточно далеко, чтобы снять левую (Поз.121) и правую (поз.122) опоры двигателя.
- Снимите опоры двигателя.
ПримечаниеДля крепления к блоку двигателя и кронштейна левого двигателя к болтам передней оси нанесите клей MOPAR ® замок и Seal Adhesive, Medium Strength Threadlocker.
- Установите правую и левую опоры двигателя на блок двигателя с помощью (8) болтов. Затяните болты до 54 Н.м (40 футов фунтов).
- Вставьте сквозные болты (2) в правую и левую опоры двигателя и ослабьте соединение двух гаек на сквозных болтах.
- Опустите двигатель до упора сквозных болтов в пазы в кронштейнах рамы.
- Затяните гайки сквозных болтов до 94 Н.м (70 футов / фунт).
- Установите желоб для слива масла.
- Установите масляный фильтр двигателя.
- Опустите автомобиль.
- Установите вязкий вентилятор.
- Снова подключите отрицательный кабель аккумулятора.
4WD
ПримечаниеДля крепления к блоку двигателя и кронштейна левого двигателя к болтам передней оси нанесите MOPAR ® замок и Seal Adhesive, Medium Strength Threadlock.
Схема №159

- Установите правую и левую опоры двигателя на переднюю ось. Затяните гайки на момент 94 Н.м (70 футов фунтов).
- Поднимите переднюю ось в раму и установите левую и правую стороны с помощью болтов. Затяните гайки до 94 Н.м (70 футов / фунт).
- Вставьте два верхних сквозных болта в правую и левую опоры двигателя и ослабьте соединение двух гаек на сквозных болтах.
- Опустите двигатель до тех пор, пока левый и правый боковые кронштейны двигателя не упрутся в сквозные болты, а нижний кронштейн двигателя через отверстия не совпадут с опорами двигателя, а отверстия левого кронштейна двигателя не совпадут с пазами передней оси. (Рисунок 123)
- Ослабьте болты (3) крепления передней оси к левому кронштейну двигателя.
- Ослабьте сборку нижних сквозных болтов.
- Затянуть гайки сквозных болтов (4) на 101 Н · м (75 фут / фунт).
- Затяните болты (3) крепления передней оси к левому кронштейну двигателя на 101 Н.м (75 фут-фунтов).
- Установите желоб для слива масла.
- Установите масляный фильтр двигателя.
- Установите переднюю поперечину.
- Установите опорную плиту.
- Опустите автомобиль.
- Установите вязкий вентилятор.
- Снова подключите отрицательный кабель аккумулятора.
Схема №160
- Поднимите автомобиль на тали.
- Используя подходящий домкрат, поддержите передачу.
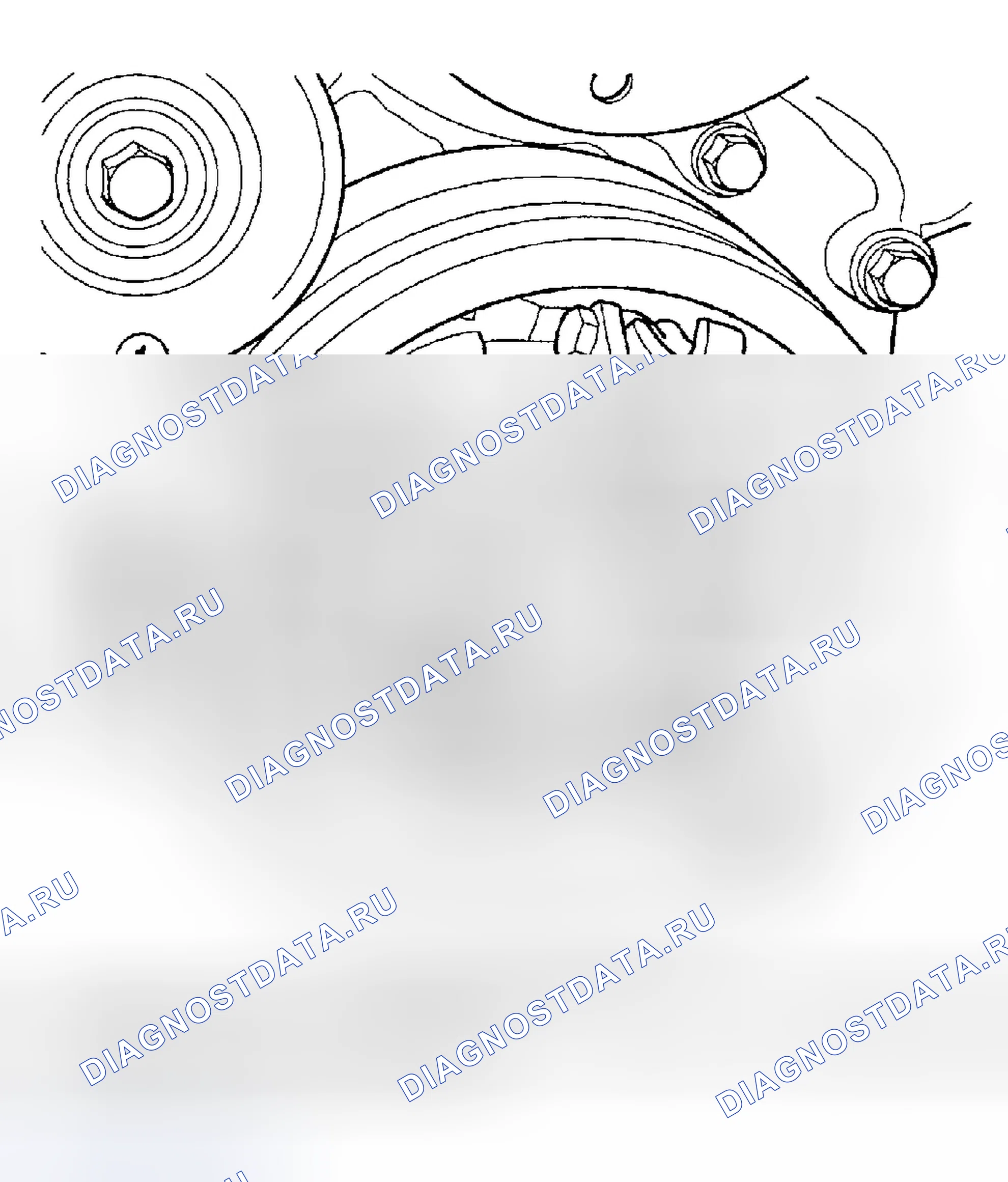
- Отвинтите гайки крепления коробки передач. (Рисунок 124)
- Отверните два болта крепления крепления крепления коробки передач к кронштейну двигателя.
- Поднимите трансмиссию достаточно, чтобы снять крепление с поперечины.
- Снимите крепление.
- Очистите масляный поддон в растворителе и протрите насухо чистой тряпкой.
- Очистите поверхность прокладки масляного поддона. НЕ используйте шлифовальный круг или другой абразивный инструмент для очистки уплотнительной поверхности.
- Тщательно очистите масляный экран и трубку в чистом растворителе.
Стандартная процедура - обслуживание моторного масла
Указатель уровня моторного масла расположен в правой задней части двигателя на двигателе 3.7л.
Схема №161
Как заменить масло двигателя
Меняйте моторное масло на пробеге и через интервалы времени, описанные в Графиках технического обслуживания.
Запустите двигатель до достижения нормальной рабочей температуры.
- Расположите автомобиль на ровной поверхности и выключите двигатель.
- Подъемно-поддерживающее транспортное средство на предохранительных стендах.
- Снимите колпачок заливки масла.
- Поместите подходящий сливной поддон под слив картера.
- Снимите сливную пробку с картера и дайте маслу стечь в поддон. Осмотрите резьбу сливной пробки на предмет растяжения или других повреждений. В случае повреждения замените сливную пробку.
- Установите сливную пробку в картер.
- Опустить автомобиль и заполнить картер указанным типом и количеством моторного масла, описанным в данном разделе.
- Установите колпачок для заливки масла.
- Запустите двигатель и осмотрите на предмет утечек.
- Остановите двигатель и осмотрите уровень масла.
ПримечаниеСледует проявлять осторожность при утилизации отработанного моторного масла после его слива из двигателя транспортного средства. См. ПРЕДУПРЕЖДЕНИЕ в начале этого раздела.
Правый выпускной коллектор
| Внимание | Если при демонтаже выпускного коллектора двигателя шпильки вышли вместе с гайками, установите новые шпильки. На концы грубой резьбы нанесите герметик. На шпильках могут развиться протечки воды, если не принять эту меру предосторожности. |
|---|
- Расположите выпускной коллектор двигателя и прокладку на двух шпильках, расположенных на головке цилиндров, На эти шпильки установите конические шайбы и гайки.
- Установите оставшиеся конические шайбы. Начиная с центрального рычага и работая наружу, затяните болты и гайки с моментом 25 Н.м (18 фут-фунтов).
- Установите тепловые экраны выхлопа.
- ВНИМАНИЕ: Чрезмерное затягивание креплений теплозащитного экрана может привести к искажению и / или растрескиванию экрана.
- Собрать выхлопную трубу с коллектором и закрепить болтами, гайками и фиксаторами. Затянуть болты и гайки на момент 34 Н.м (25 фут-фунтов).
Левый выпускной коллектор
| Внимание | Если при демонтаже выпускного коллектора двигателя шпильки вышли вместе с гайками, установите новые шпильки. На концы грубой резьбы нанесите герметик. На шпильках могут развиться протечки воды, если не принять эту меру предосторожности. |
|---|
- Расположите выпускной коллектор двигателя и прокладку на двух шпильках, расположенных на головке цилиндров, На эти шпильки установите конические шайбы и гайки.
- Установите оставшиеся конические шайбы. Начиная с центрального рычага и работая наружу, затяните болты и гайки с моментом 25 Н.м (18 фут-фунтов).
- Установите тепловые экраны выхлопа.
- ВНИМАНИЕ: Чрезмерное затягивание креплений теплозащитного экрана может привести к искажению и / или растрескиванию экрана.
- Собрать выхлопную трубу с коллектором и закрепить болтами, гайками и фиксаторами. Затянуть болты и гайки на момент 34 Н.м (25 фут-фунтов).
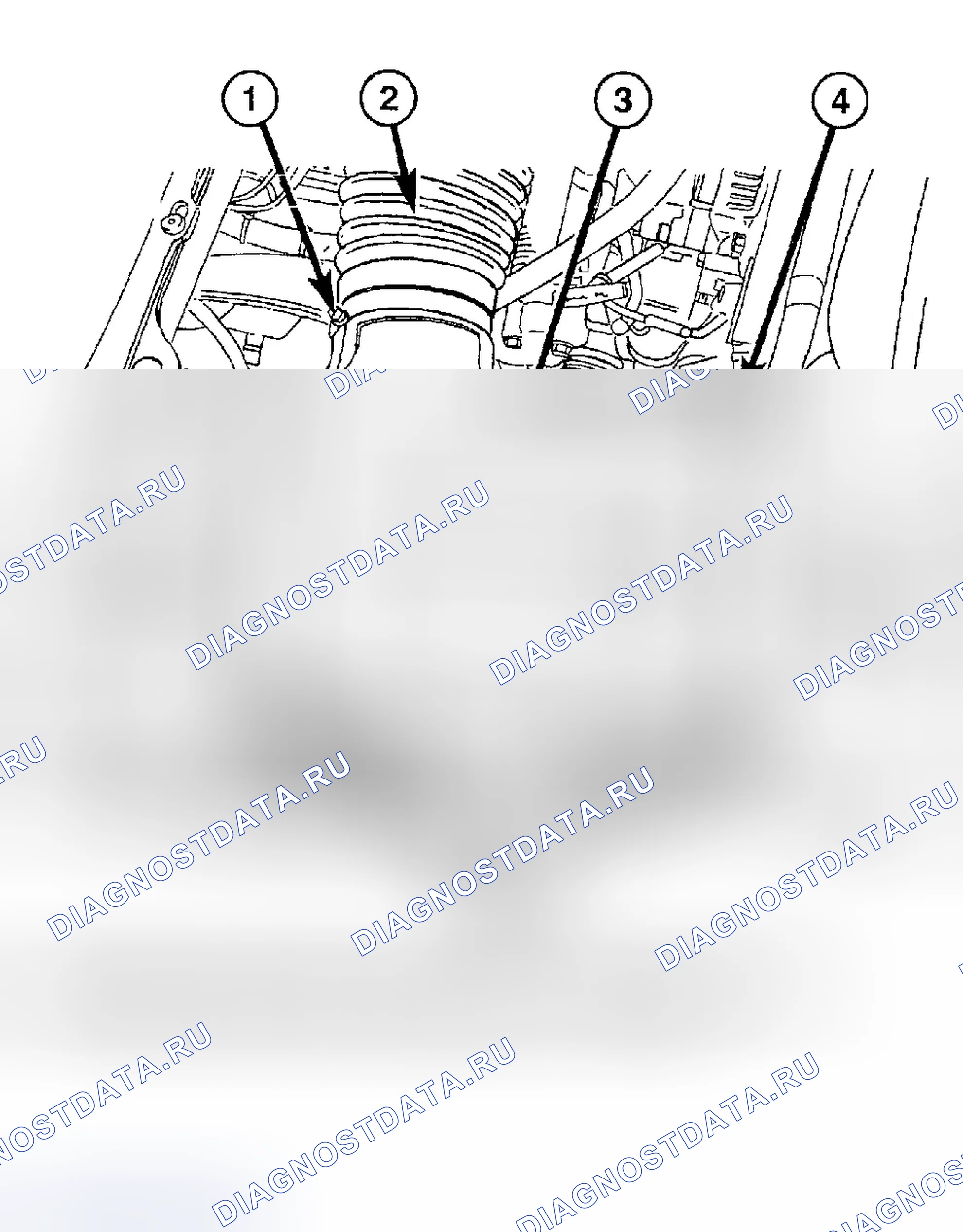
Измерение износа цепи синхронизации
ПримечаниеЭта процедура должна выполняться при снятой крышке цепи ГРМ.
Схема №162
- Снимите крышку цепи ГРМ (см. раздел " КРЫШКА РЕМНЯ ГРМ / ЦЕПИ (Ы) "). (ref-180051-S32262733662005072000000)
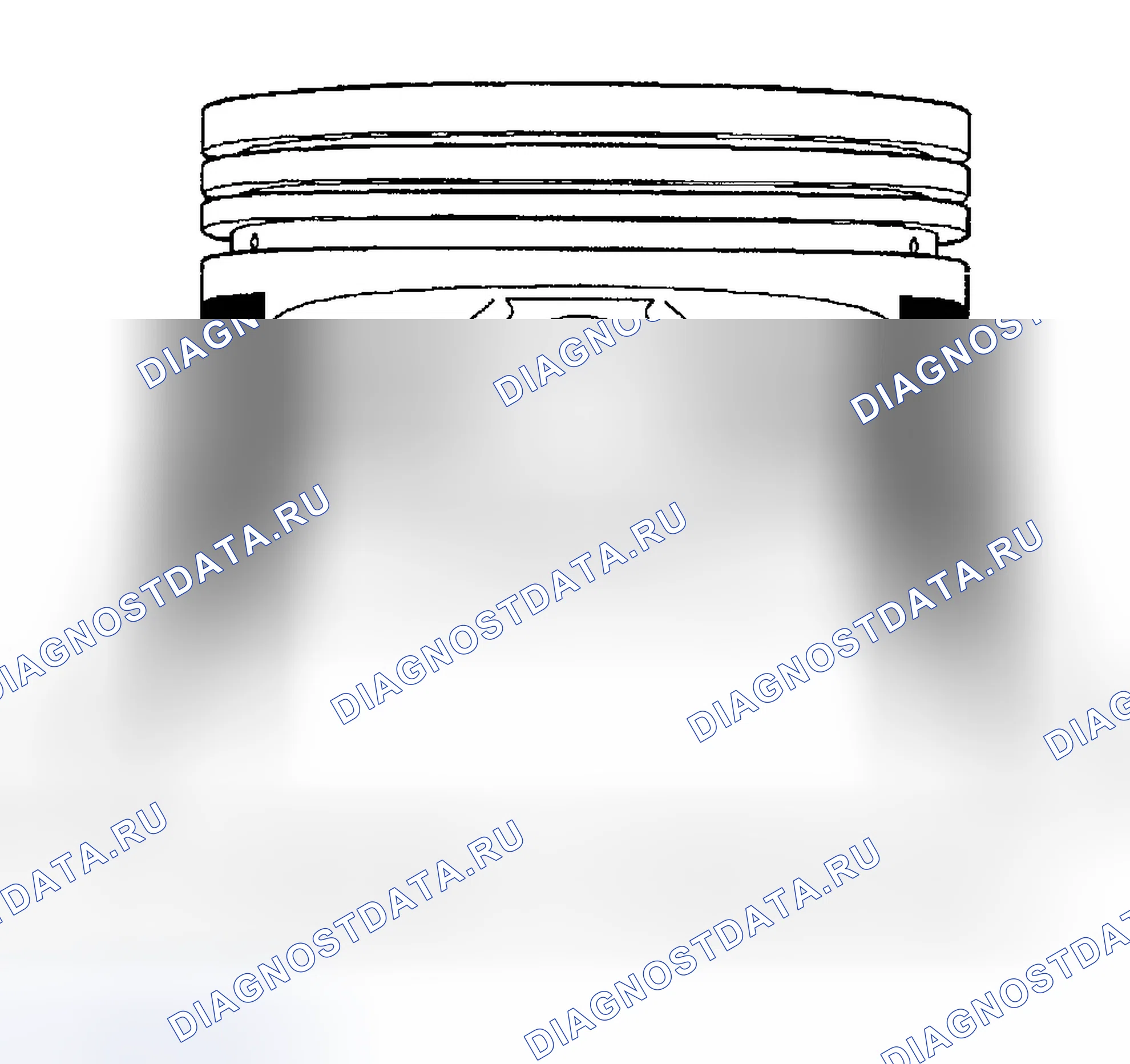
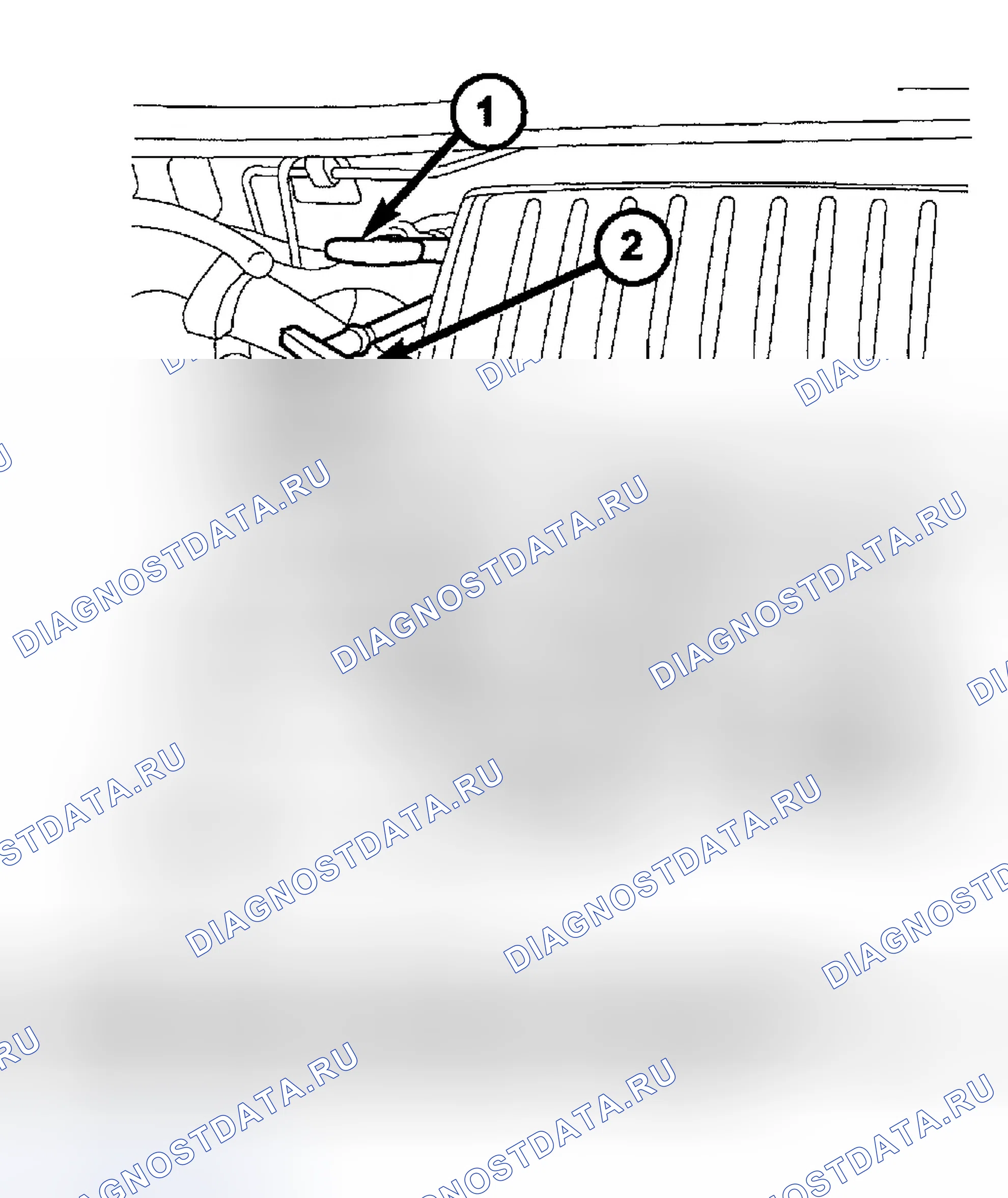
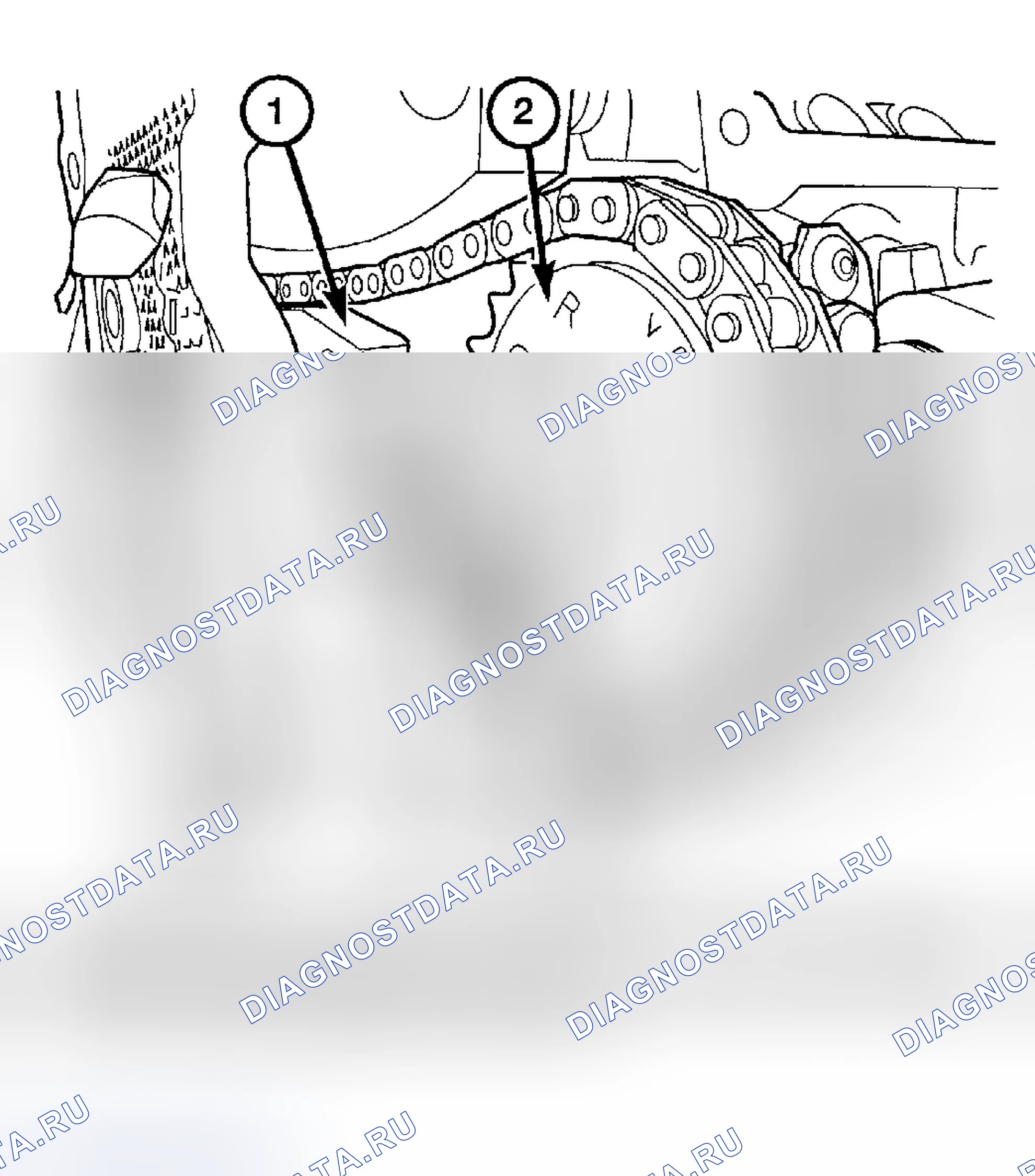
- Для определения износа вторичных цепей ГРМ вращайте двигатель по часовой стрелке до достижения максимального удлинения поршня натяжного устройства, измерьте расстояние между корпусом натяжного устройства вторичных цепей ГРМ и уступом на поршне, измерение в точке (А) должно быть менее 15 мм (0,5906 дюйма). (Рисунок 149)
- Если измерения превышают указанные в спецификации, вторичные цепи ГРМ изношены и требуют замены. (См. " РЕМЕНЬ ГРМ / ЦЕПЬ И ЗВЕЗДОЧКИ "). (ref-180051-S27653515972005072000000)
Процедура обслуживания - проверка времени
| Внимание | 3.7L - это двигатель без свободного хода. Поэтому правильная синхронизация двигателя имеет решающее значение. |
|---|
ПримечаниеКомпоненты, называемые левой рукой или правой рукой, видны с места водителя внутри транспортного средства.
ПримечаниеСиние связующие пластины на цепях и точки на звездочках привода распределительного вала могут не совпадать во время процедуры проверки синхронизации. Синие связующие пластины выравниваются с точками звездочки только при ресинхронизации полного привода синхронизации. Как только привод синхронизации поворачивается, синяя связь с точкой больше не действительна.
Базовая синхронизация двигателя может быть проверена с помощью следующей процедуры
Схема №163
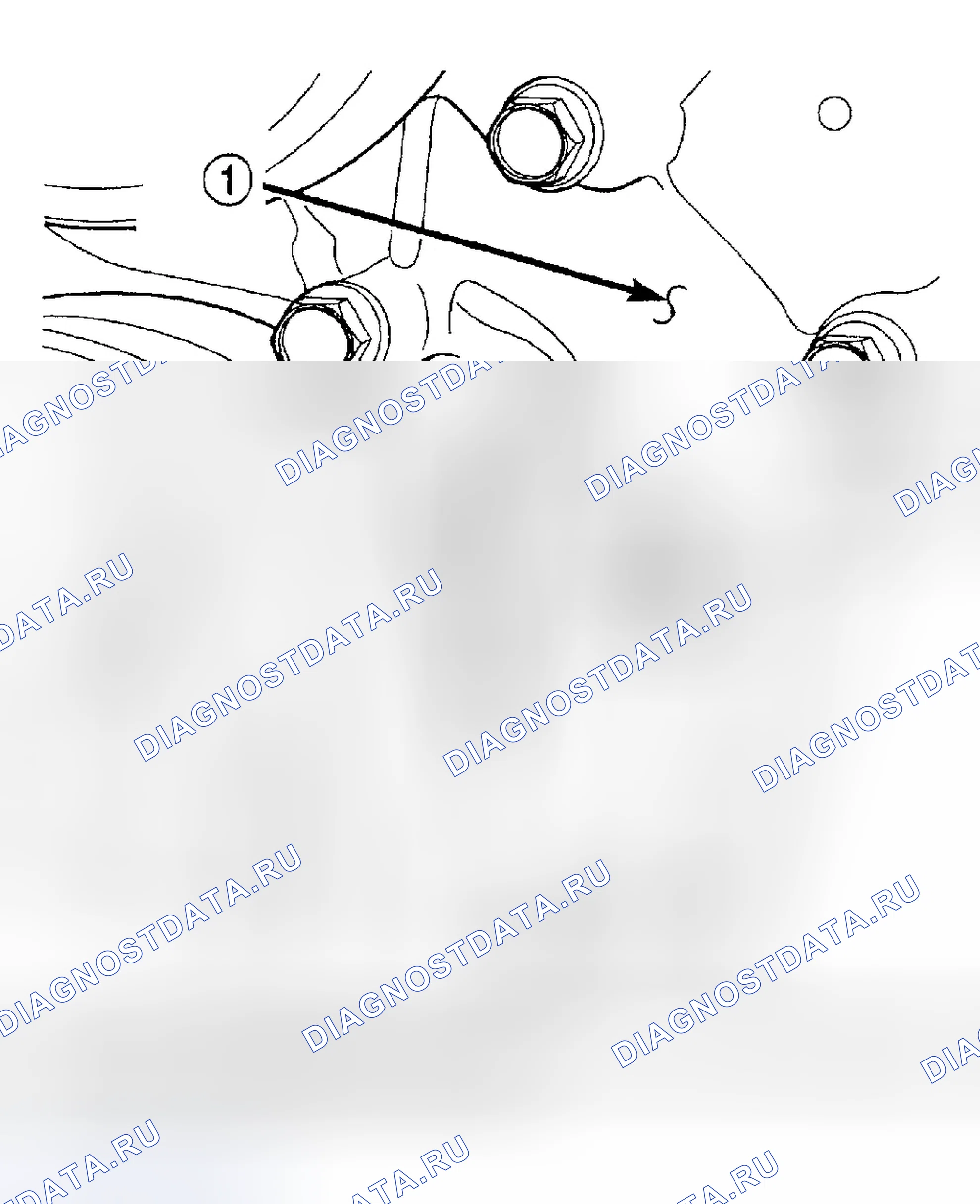
Схема №164
- Снимите крышки головок цилиндров. (См. " КРЫШКА (И) ГОЛОВКИ ЦИЛИНДРОВ - ПРАВАЯ " " КРЫШКА (И) ГОЛОВКИ ЦИЛИНДРОВ - ЛЕВАЯ ". (ref-180051-S21780999882005072000000)(ref-180051-S09457613662005072000000)
- С помощью зеркала найдите стрелку ВМТ на передней крышке. (Рисунок 150) Проверните коленчатый вал до совмещения метки на демпфере коленчатого вала со стрелкой ВМТ на передней крышке. Теперь двигатель находится в ВМТ.
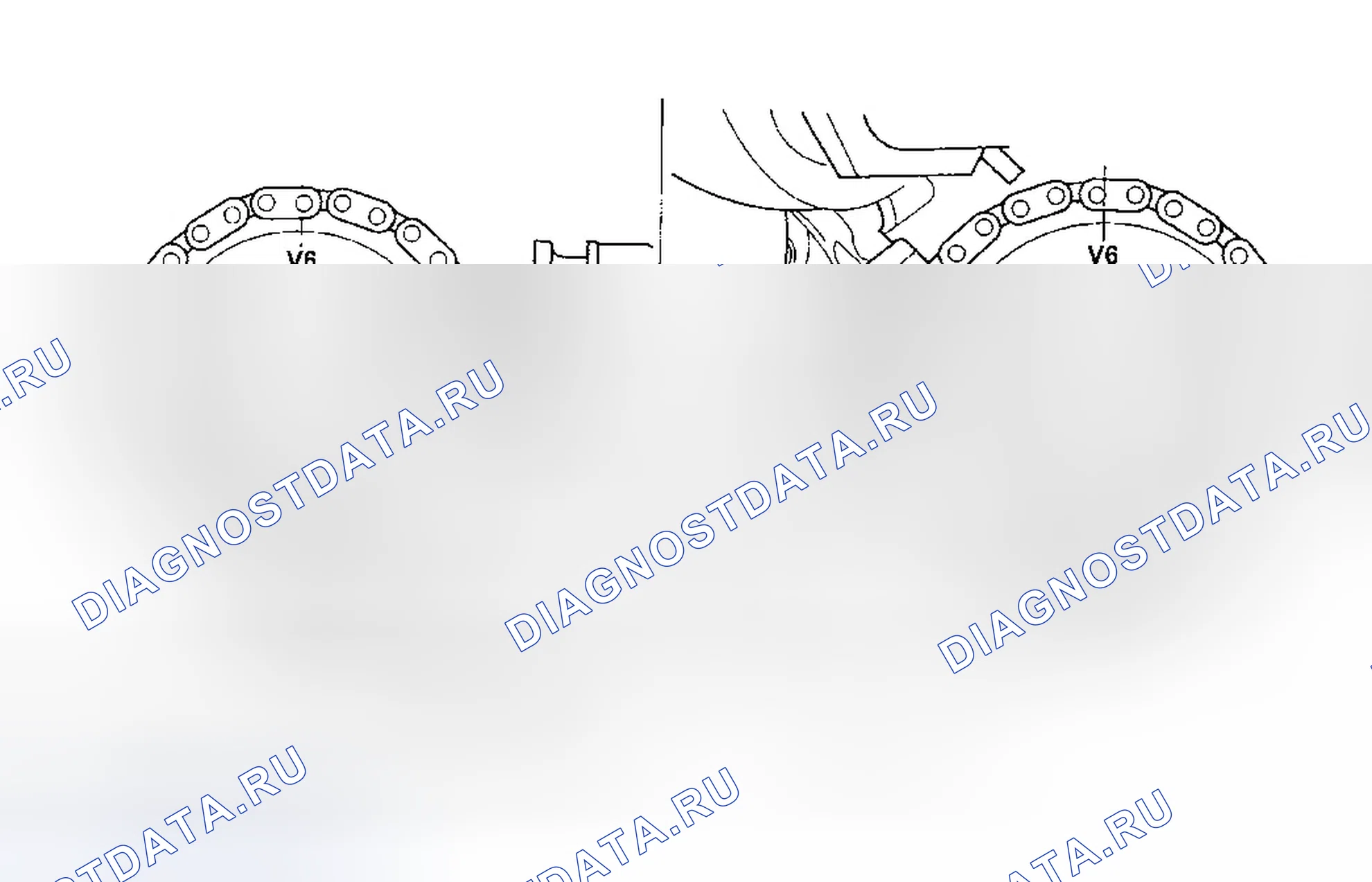
- Обратите внимание на расположение метки V6, нанесенной на шестерни привода распределительного вала. Если метка V6 на каждой шестерне привода распределительного вала находится в положении двенадцать часов, двигатель находится в ВМТ на такте выпуска. Если метка V6 на каждой шестерне находится в положении шесть часов, двигатель находится в ВМТ на такте сжатия. (Рис. 151)
- Если обе шестерни привода распределительного вала выключены в одном или противоположных направлениях, то первичная цепь или обе вторичные цепи неисправны. См. " ЗУБЧАТЫЙ РЕМЕНЬ / ЦЕПЬ И ЗВЕЗДОЧКИ ". (ref-180051-S27653515972005072000000)
- Если только одна из шестерен привода распределительного вала выключена, а другая исправна, проблема ограничивается одной вторичной цепью. См. " СИНХРОНИЗАЦИЯ - ОДИН РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ ". (ref-180051-S01548601902005072000000)
- Если метки ведущего зубчатого колеса V6 обоих распределительных валов находятся в положении " двенадцать часов " или в положении " шесть часов ", то система газораспределения двигателя работает правильно. Установите крышки головки цилиндров. (См. " КРЫШКА ГОЛОВКИ ЦИЛИНДРОВ (S) - ПРАВАЯ " " КРЫШКА ГОЛОВКИ ЦИЛИНДРОВ (S) - ЛЕВАЯ ". (ref-180051-S21780999882005072000000)(ref-180051-S09457613662005072000000)
Схема №165
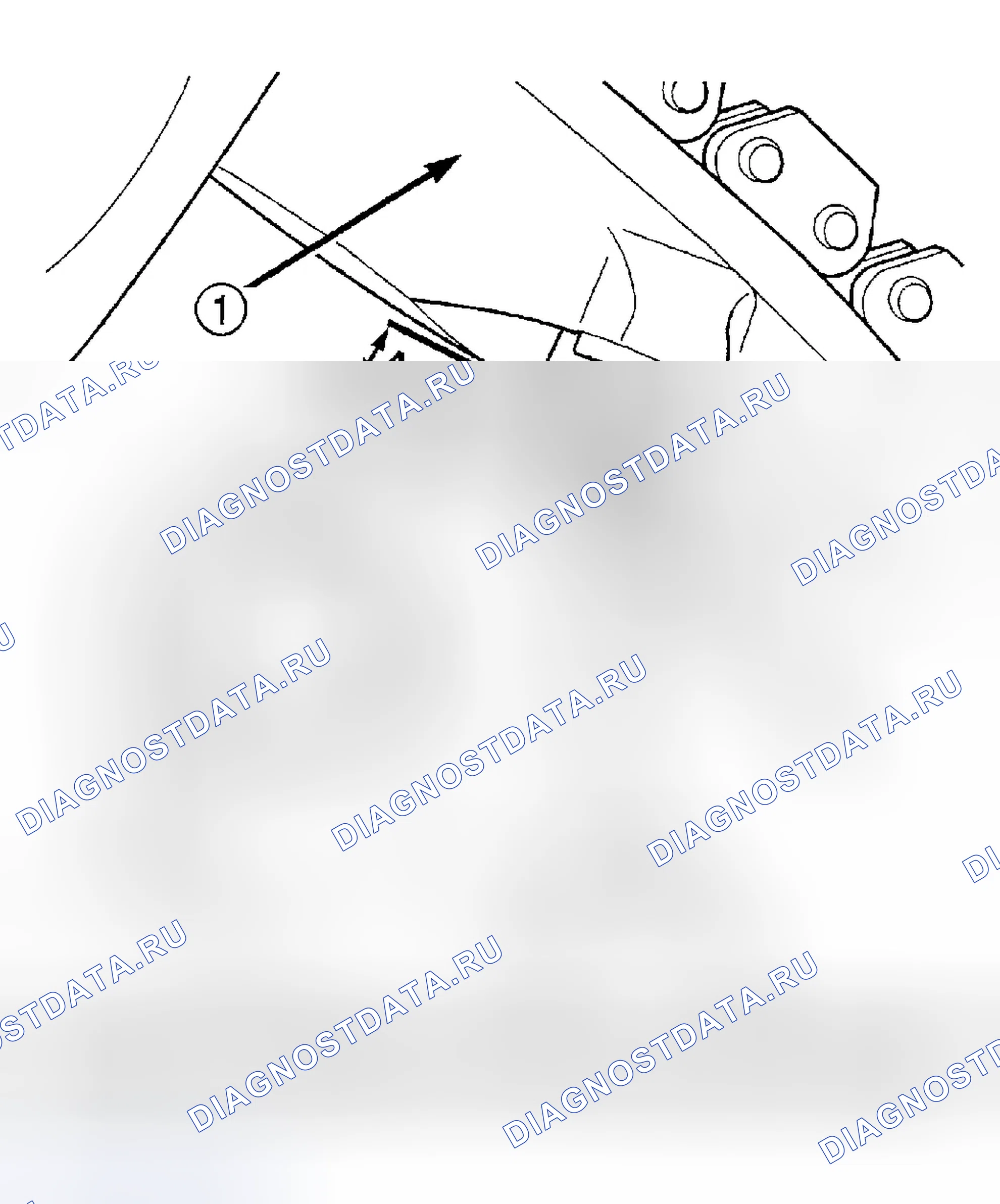
- Убедитесь в том, что двигатель находится в ВМТ, при этом обе звездочки распределительного вала V6 находятся в положении 12 o ' часов. (Рисунок 151)
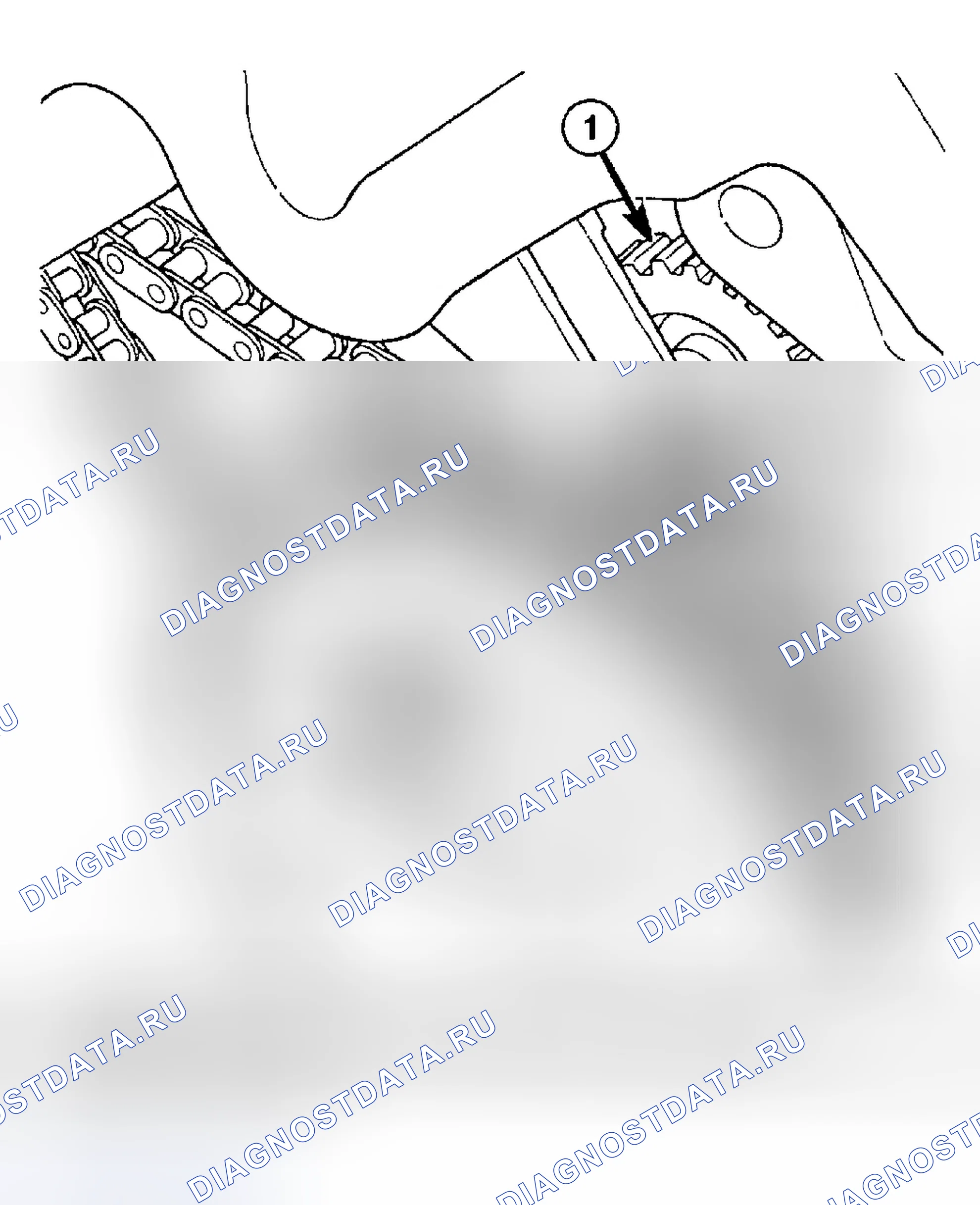
- Посмотрите вниз на левую полость цепи головки цилиндров. Точка синхронизации на шестерне привода вала противовеса должна находиться в положении часов 6 o '. (Рисунок 152)
Синхронизация - один распределительный вал
ПримечаниеЧтобы отрегулировать синхронизацию на одном распределительном валу, выполните следующую процедуру.
Схема №166
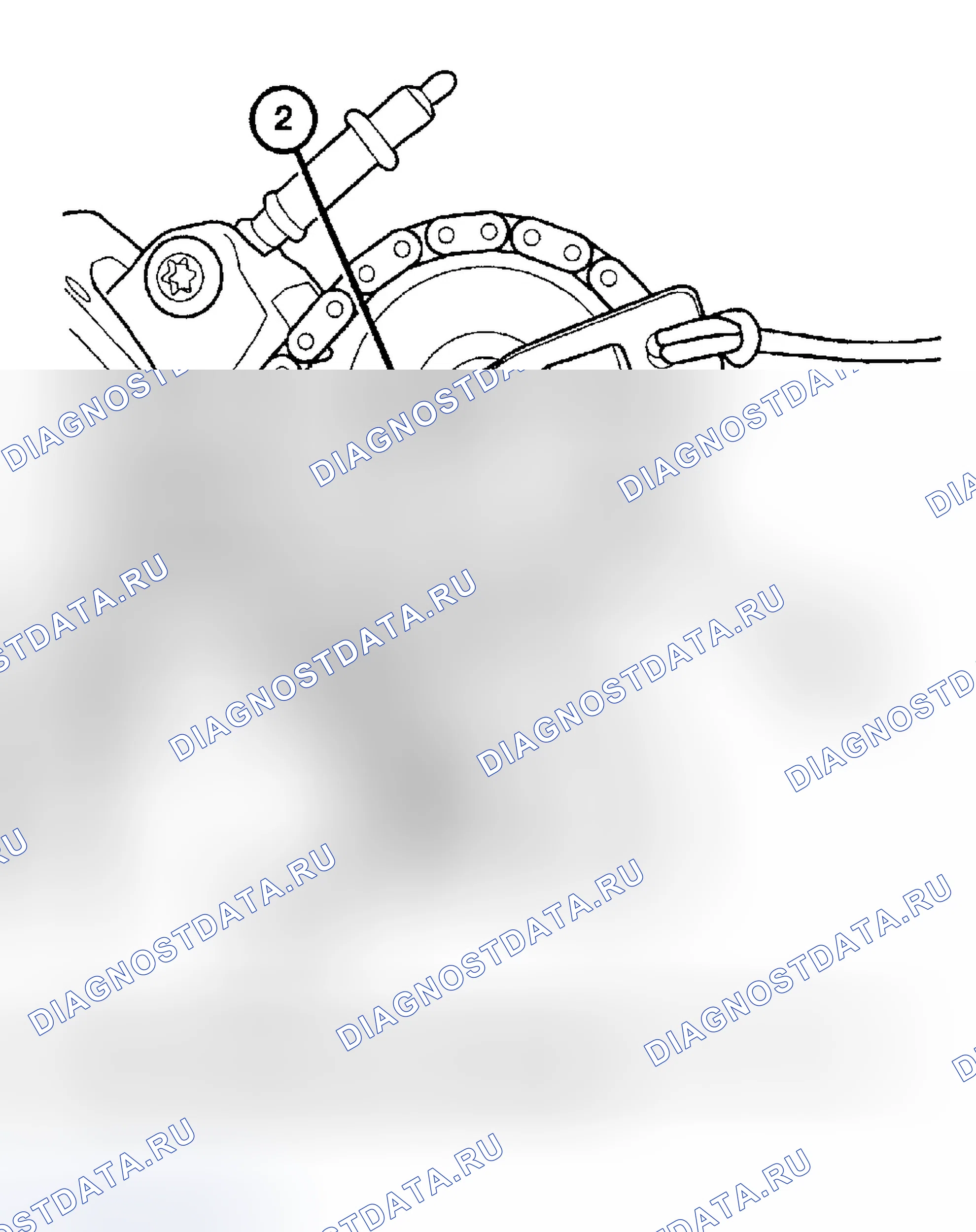
Схема №167
- С помощью клина натяжителя цепи (Клин 153) специального инструмента 8379 стабилизировать вторичный цепной привод, для справочных целей отметить положение цепи к звездочке. (Клин 154)
- Снимите болт крепления шестерни привода распределительного вала.
- Осторожно снимите шестерню привода распределительного вала с распределительного вала. (Рисунок 154)
- Переиндексируйте ведущую шестерню распределительного вала в цепи до тех пор, пока метка V6 не окажется в том же положении, что и метка V6 на противоположной ведущей шестерне распределительного вала.
- С помощью специального инструмента 8428 распределительного вала гаечный ключ, вращать распределительный вал до тех пор, пока установочный штифт на распределительном валу не будет выровнен с пазом в приводной шестерне распределительного вала. ВНИМАНИЕ: Удалить избыток масла из звездочки распределительного вала стопорный болт перед повторной установкой болта. Невыполнение этого требования может привести к превышению крутящего момента болта, что приведет к отказу болта.
- Установите приводную шестерню распределительного вала на распределительный вал, удалите масло из болта и установите стопорный болт. Используя специальные инструменты, гаечный ключ 6958 с переходными штифтами 8346 и подходящим динамометрическим ключом, затяните стопорный болт до 122 Н · м (90 футов фунтов).
- Снимите специальный инструмент 8379.
- Поверните коленчатый вал на два полных оборота, затем убедитесь, что метки ведущей шестерни распределительного вала V6 действительно выровнены.
- Установите крышки головки цилиндров. (См. " КРЫШКА ГОЛОВКИ ЦИЛИНДРОВ - ПРАВАЯ " " КРЫШКА ГОЛОВКИ ЦИЛИНДРОВ - ЛЕВАЯ ". (ref-180051-S21780999882005072000000)(ref-180051-S09457613662005072000000)
Схема №168
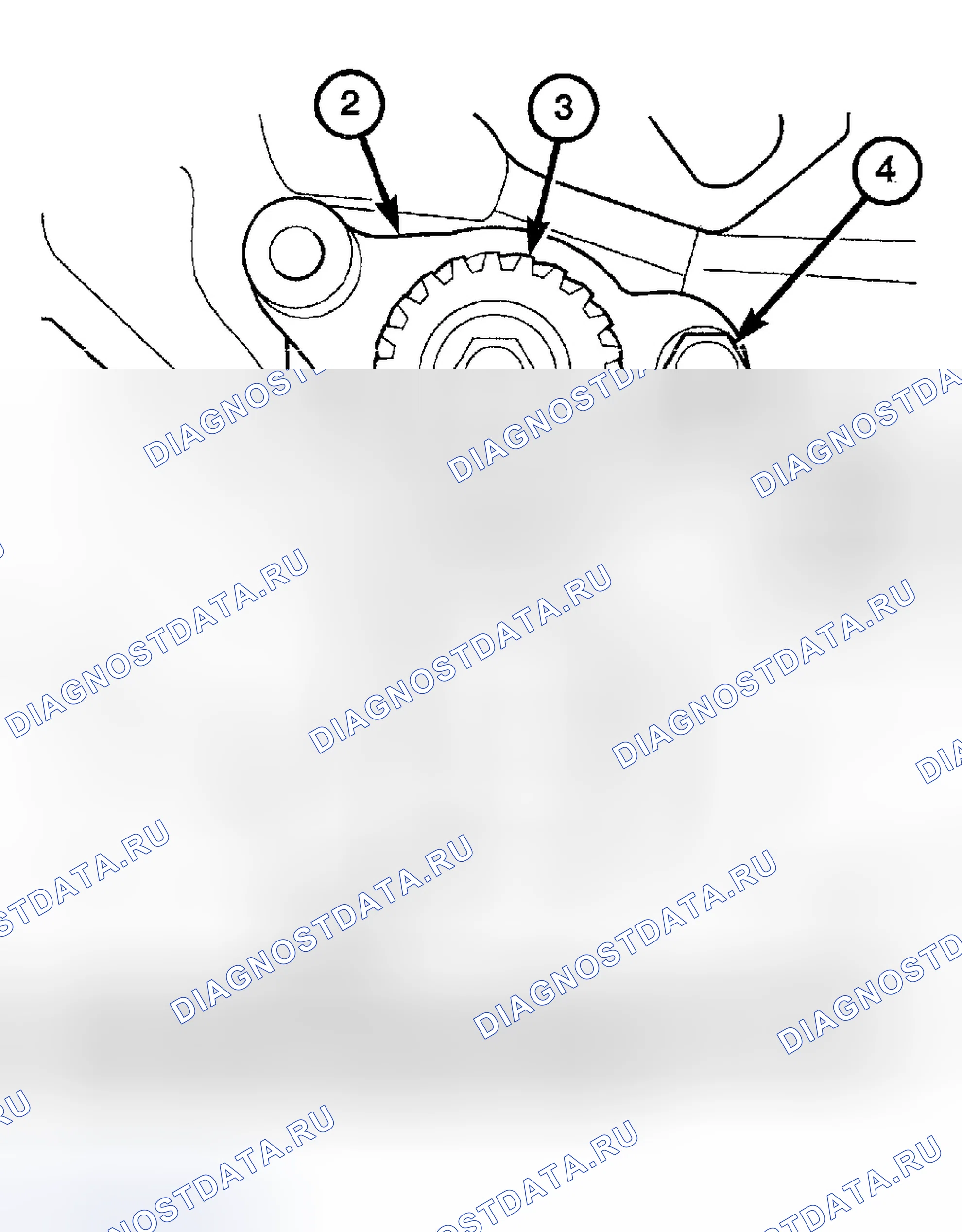
Схема №169
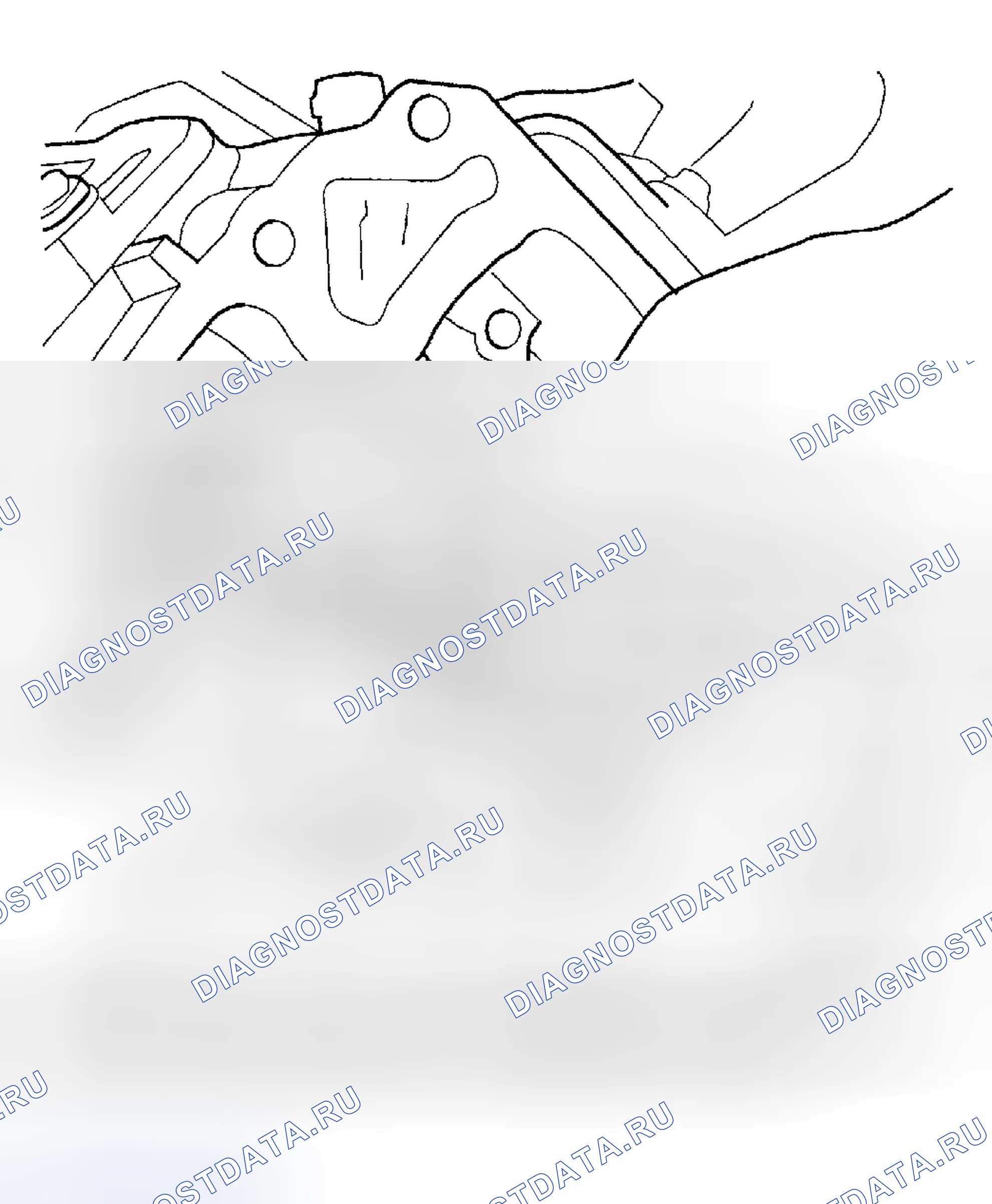
- Снимите основную и вспомогательную цепи ГРМ. См. " ЗУБЧАТЫЙ РЕМЕНЬ / ЦЕПЬ И ЗВЕЗДОЧКИ ". ПРИМЕЧАНИЕ: Балансировочный вал и шестерня обслуживаются как узел. Не пытайтесь снять шестерню с балансировочного вала. Снимите стопорный болт с упорной пластины уравновешивающего вала. (Рис. 155) (ref-180051-S27653515972005072000000)
- С помощью специального инструмента 8641 Съемник / установщик вала противовеса снимите вал противовеса с двигателя. (Приложение 156)