Порядок бурения
- Перед хонингованием или расточкой измерьте все новые поршни. Выберите наименьший поршень для фитинга поршня. Слегка изменяющиеся поршни в наборе могут обеспечить коррекцию, если первый поршень установлен слишком свободно.
- Перед использованием любого типа борштанги припилуйте верхнюю часть блока двигателя, чтобы удалить грязь или заусенцы. Если блок цилиндров не прямой, то борштанга может быть наклонена, в результате чего стенка расточенного цилиндра будет иметь неправильные прямые углы к коленчатому валу.
- Тщательно следуйте инструкциям производителя по использованию оборудования.
- При расточке цилиндров установите все крышки коренных подшипников коленчатого вала в соответствии со спецификацией. Закройте или приклейте подшипники коленчатого вала и другие внутренние детали, чтобы защитить эти детали во время операции сверления или хонингования.
- Оставьте 0,03 мм (0 001 дюйма) на диаметре для чистового хонингования при выполнении окончательного реза борштангой. Тщательно выполните операцию хонингования и расточки для поддержания заданных зазоров между поршнями, кольцами и расточками цилиндров.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на количество снимаемого материала. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. При использовании крупных или средних камней оставляйте достаточное количество металла, чтобы все каменные следы можно было удалить с помощью мелких камней, используемых для отделки, чтобы обеспечить надлежащий зазор.
- Во время операции хонингования тщательно очистите расточку цилиндра. Проверьте правильность посадки поршня.
- Сделайте полные ходы в цилиндре, чтобы устранить конусность. Повторно проверьте измерение в верхней, средней и нижней части отверстия цилиндра. ПРИМЕЧАНИЕ: Обращайтесь с поршнями с осторожностью. Не проталкивайте поршни через цилиндр, пока вы не отточите цилиндр до нужного размера. Поршень может быть искажен из-за небрежного обращения. Важно: Финишные метки должны быть чистыми, но не острыми. Финишные метки должны быть свободными от внедренных частиц и разорванного или сложенного металла.
- Закончив хонингование отверстия цилиндра для посадки поршня, переместите хон вверх и вниз с достаточной скоростью, чтобы получить мелкую и равномерную отделку поверхности по схеме поперечной штриховки.
- Определите измерение чистового цилиндра путем измерения устанавливаемого поршня и сложения среднего значения спецификации зазора. Измерьте блок и поршень при нормальной комнатной температуре.
- Выполнить чистовую обработку расточек цилиндров. Окончательно отточить каждое отверстие цилиндра, чтобы удалить все следы камня или резца.
- После окончательного хонингования и перед проверкой поршня на посадку отверстия очистить горячей водой с моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал будет изнашивать новые кольца, отверстия цилиндров и подшипники, смазываемые загрязненным маслом. После промывки просушите отверстие.
- Нанесите постоянную маркировку на поршень цилиндра, на котором установлен поршень.
- Нанесите чистое моторное масло на каждый канал для предотвращения ржавчины.
Выбор подшипника
Измерьте зазор подшипника, чтобы определить правильный размер сменной вкладыша подшипника. Существует два метода измерения зазора подшипников. Способ А дает более надежные результаты и является предпочтительным.
- Способ А дает измерение, на основе которого может быть вычислен зазор подшипника.
- Метод В дает непосредственно зазор подшипника. Метод В не дает никаких указаний на биение подшипника.
Метод А
Важно: Не смешивать вкладыши разного номинального размера в одном и том же отверстии подшипника.
Схема №668

- Измерьте диаметр шейки подшипника коленчатого вала микрометром в нескольких местах, на расстоянии 90 градусов друг от друга. Усреднить измерения.
- Измерить конусность и биение шейки подшипника коленчатого вала.
- Установите вкладыши подшипников коленчатого вала. Затяните болты крышки подшипника в соответствии со спецификацией.
- Измерьте внутренний диаметр шатуна в том же направлении, что и длина стержня с внутренним микрометром.
- Измерить внутренний диаметр коренного подшипника коленчатого вала внутренним микрометром.
- Выберите набор вкладышей подшипника, который обеспечит требуемый зазор.
- Если указанные зазоры не могут быть соблюдены, шейки коленчатого вала должны быть восстановлены и установлены подшипниковые вкладыши меньшего размера.
Метод B
Важно: Не смешивать вкладыши разного номинального размера в одном и том же отверстии подшипника.
- Очистить использованные вкладыши подшипников.
- Установите использованные вкладыши подшипников.
- Поместите кусок калибровочного пластика по всей ширине подшипника.
- Установите крышки подшипников. ПРИМЕЧАНИЕ: Для предотвращения возможности повреждения блока цилиндров или крышки подшипника коленчатого вала крышки подшипников коленчатого вала перед установкой крепежных болтов постукивают в полость блока цилиндров с помощью латуни, свинца или кожаной колотушки. Не используйте крепежные болты для стягивания крышек подшипников коленчатого вала в посадочные места. Неиспользование этого процесса может привести к повреждению блока цилиндров или крышки подшипника.
- Установите болты крышки подшипника в соответствии со спецификацией. Важно: Не вращайте коленчатый вал.
- Снимите крышку подшипника, оставив калибровочный пластик на месте. Не имеет значения, прилипает ли калибрующая пластмасса к цапфе или к крышке подшипника.
- Измерьте калибровочный пластик в его самой широкой точке с помощью шкалы, напечатанной на упаковке калибровочного пластика.
- Удалите мерную пластмассу.
- Выберите набор вкладышей подшипника, который обеспечит требуемый зазор.
Схема №669
- Осмотрите балансир коленчатого вала на предмет повреждений.
- Осмотрите снаружи установочный вал балансира коленчатого вала на наличие канавок.
- Замените балансир коленчатого вала, если канавки присутствуют и, по-видимому, вызывают утечку масла.
Схема №670

- Прочистите маховик.
- Осмотрите маховик двигателя на отсутствие повреждений и трещин.
- Осмотрите зубчатый венец маховика двигателя на наличие поврежденных зубьев.
- При обнаружении каких-либо повреждений замените маховик.
Схема №671
- Прочистите маховик.
- Осмотрите маховик двигателя на отсутствие повреждений и трещин.
- Осмотрите зубчатый венец маховика двигателя на наличие поврежденных зубьев.
- При обнаружении каких-либо повреждений замените маховик.
Расширение направляющей клапана / шлифование клапана и седла
Необходимые инструменты
J 8001 Набор индикаторов набора номера
Схема №672

Схема №673
Схема №674
Схема №675
- Восстановление седел клапана путем шлифования. Используйте измельчитель седла клапана колебательного типа. Следуйте инструкциям производителя шлифовального станка. Если после шлифовки седло клапана слишком широкое, используйте 20-градусный камень или 70-градусный камень для того, чтобы сузить седло клапана. Камень 20 градусов опустит сиденье. Камень 70 градусов поднимет сиденье. Если седла отремонтированы, замените или восстановите клапаны.
- После шлифования клапанов измерьте запас клапана. Замените клапан, если он меньше минимально рекомендуемой спецификации (0,79 мм (0 031 дюйма). ПРИМЕЧАНИЕ: Очистите направляющие клапана перед расширением. Упаковка стружки или углерода может привести к застреванию расширителя в направляющих клапана или поломке желобов расширителя.
- Очистите клапаны от посторонних материалов. Для удаления углерода используйте проволочную щетку. Не царапайте шток клапана. Смочите клапаны в чистящем растворителе для удаления лака.
- Используйте подходящий инструмент для очистки направляющих клапана.
- Следуйте инструкциям производителя шлифовального станка. Убедитесь, что новая поверхность перпендикулярна штоку клапана.
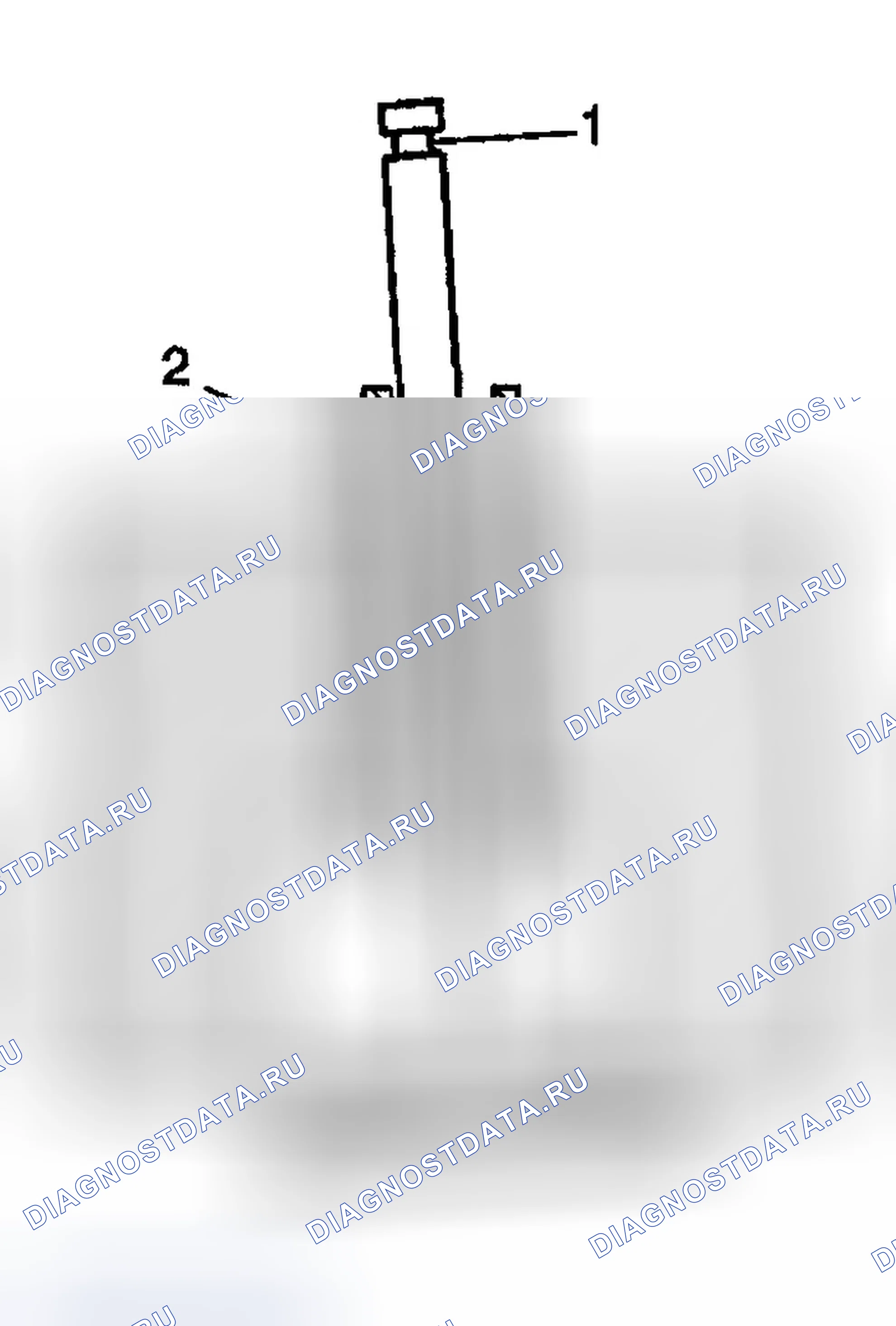
- Осмотрите канавки для ключа клапана на наличие сколов или изношенных участков (5). Замените клапан, если канавка ключа клапана повреждена.
- Осмотрите наконечник штока клапана на предмет износа (6). Восстановите наконечник штока клапана шлифованием.
- Осмотрите шток клапана на отсутствие заусенцев и царапин (4). Используйте масляный камень для удаления заусенцев и мелких царапин.
- Осмотрите шток клапана на прямолинейность (3). С помощью V-образных колодок осмотрите головку клапана на предмет изгиба или деформации. Замените любые погнутые или деформированные клапаны.
- Осмотрите торец клапана на наличие канавок (1, 2). Если канавка настолько глубокая, что повторное заполнение поверхности клапана может привести к образованию режущей кромки, замените клапан.
- Осмотрите торец клапана на предмет обгорания, точечной коррозии или растрескивания (1, 2, 3, 4). При обрыве деталей торца клапана замените клапан и осмотрите соответствующую зону поршня и головки цилиндра на предмет повреждений.
- Измерьте зазор штока клапана: Вставьте клапан в направляющую. Поднимите клапан на 2 мм (1 / 8 дюйма) от седла. Перемещайте клапан из стороны в сторону. Используйте J 8001 для измерения величины движения. Зазор штока впускного клапана должен быть между 0 031-0 071 мм (0,0012-0,0028 дюйма). Зазор штока выпускного клапана должен быть между 0 036-0 074 мм (0,0014-0,0029 дюйма). Важно: Очистите направляющую клапан перед разверткой, чтобы не сломать расширитель.
- Если зазор превышает значения, указанные в технических условиях, то необходимо развернуть направляющие клапанов для клапанов увеличенного размера.
- Выполнить проработку направляющих отверстий для клапанов увеличенного размера.
- Восстановление седел клапана после расширения направляющих отверстий клапана или установки новых направляющих клапанов.
- Осмотрите шток клапана на прямолинейность. С помощью V-образных колодок осмотрите головку клапана на предмет изгиба или деформации. Замените любые погнутые или деформированные клапаны. Важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование пилота в направляющей. Седла клапанов должны быть концентрическими, чтобы общее показание индикатора не превышало 0,05 мм (0 031 дюйма). Установите клапаны с точечной коррозией на машину для замены клапанов, чтобы обеспечить правильное соотношение между головкой клапана и штоком клапана. Замените клапан, если шток клапана деформирован (2), или если на штоке клапана имеются признаки чрезмерного износа. Осмотрите зону ключа клапана (1) на наличие повреждений и нагара. Замените клапан, если после шлифовки край головки имеет толщину менее 0,79 мм (0 031 дюйма). Для получения правильных результатов используйте рекомендации производителя оборудования.
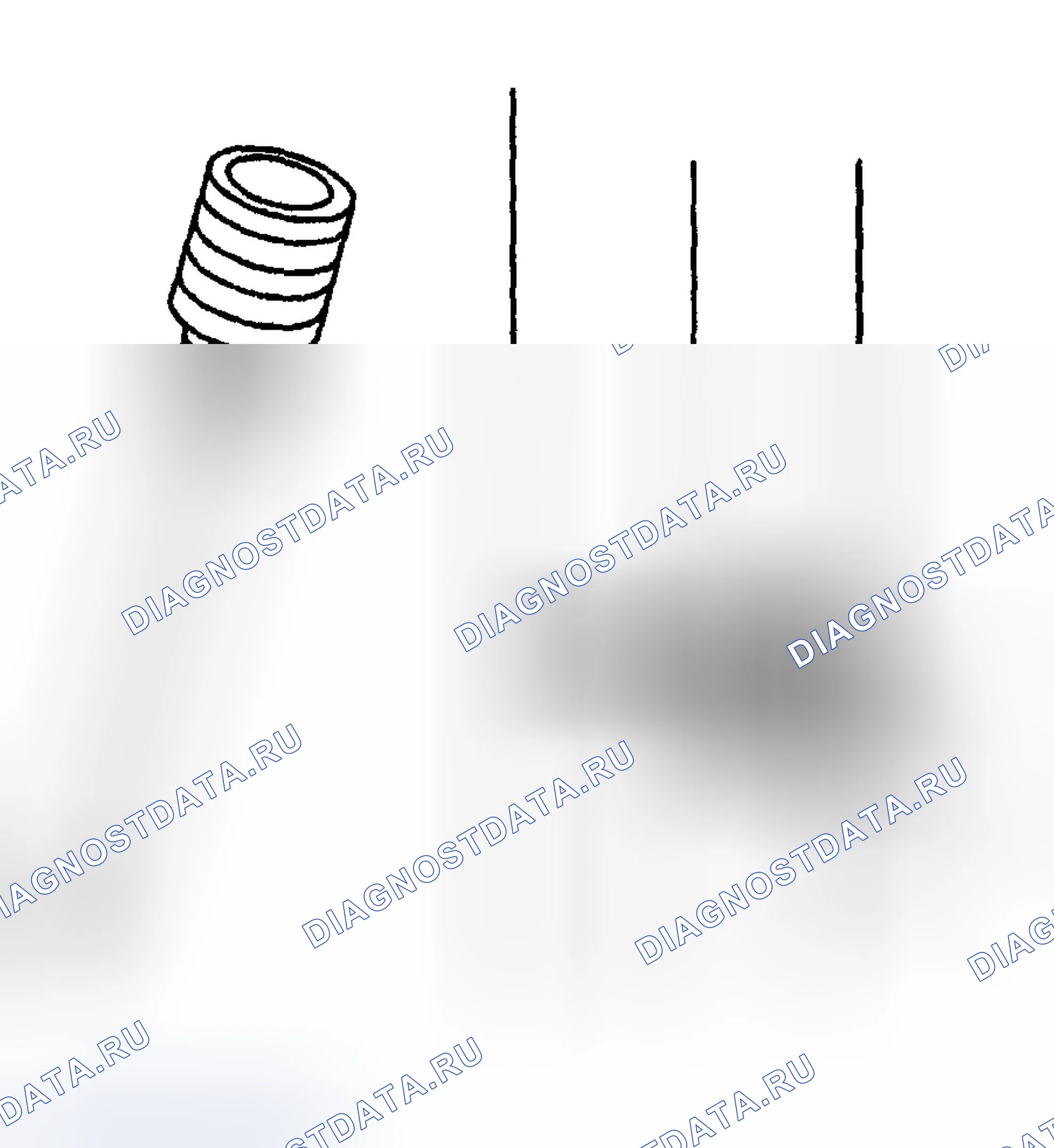
Как отремонтировать резьбу
В продаже имеются комплекты для ремонта резьбы общего назначения.
Важно: Обратитесь к инструкции производителя комплекта для ремонта резьбы относительно размера сверла и того, какой метчик использовать.
Всегда избегайте скапливания стружки. Выводите кран через каждые несколько оборотов и извлекайте стружку.
Схема №676
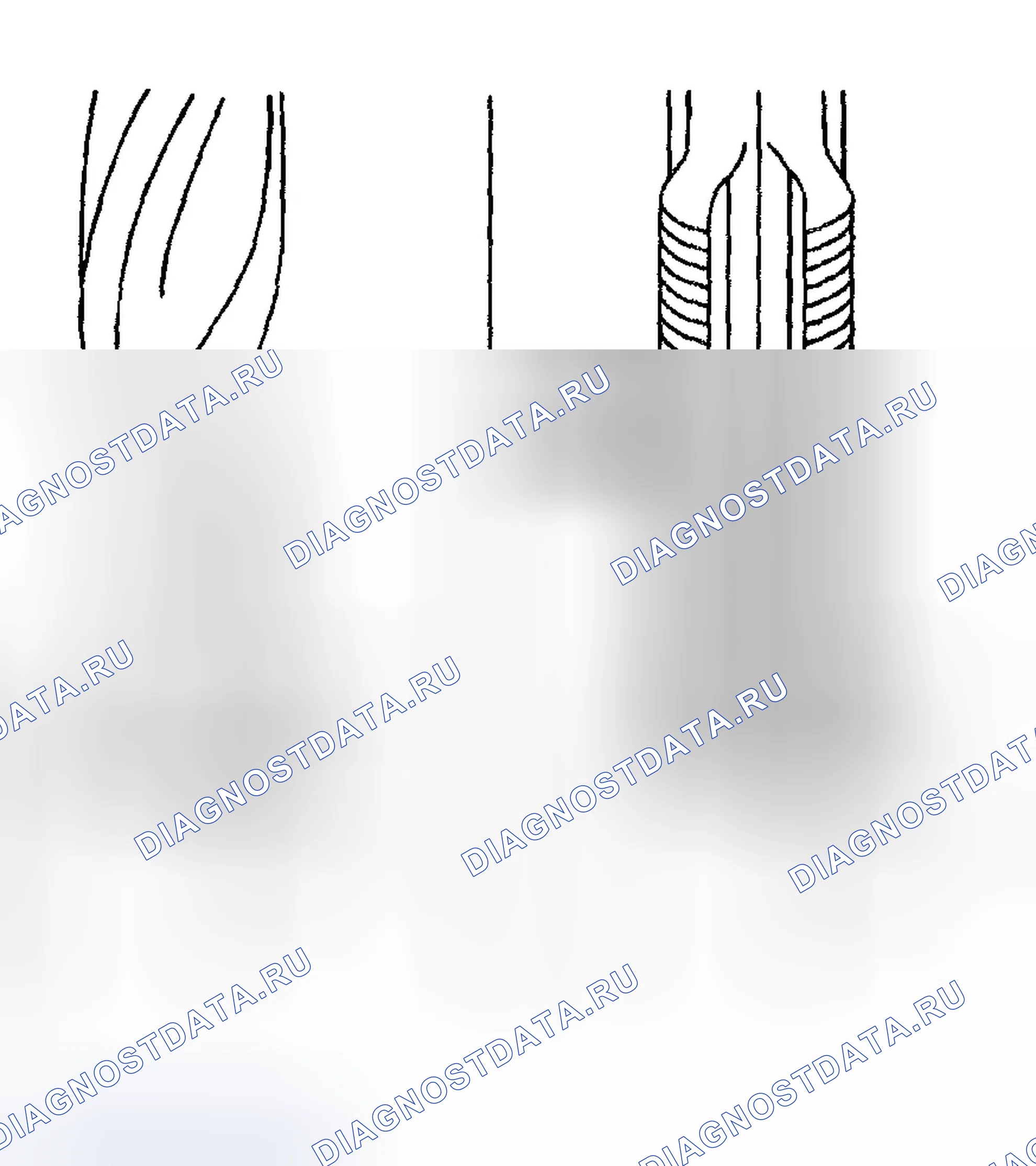
Схема №677
- Определите размер, шаг и глубину поврежденной резьбы.
- При необходимости отрегулируйте упорные буртики на режущем инструменте. Постучите по стопорным манжетам на необходимую глубину.
- Просверлите поврежденную резьбу.
- Удалите стружку.
- Смажьте верхнюю резьбу чистым моторным маслом.
- Используйте кран для того, чтобы нарезать новую резьбу.
- Прочистите резьбу.
- Навинтите резьбовую вставку на оправку установщика резьбовой вставки. Зацепите хвостовик резьбовой вставки за конец оправки. Важно: Резьбовая вставка должна быть заподлицо на 1 оборот ниже поверхности.
- Смазать резьбовую вставку чистым моторным маслом - кроме случаев установки в алюминий - и установить резьбовую вставку.
- Если хвостовик резьбовой вставки не отламывается при демонтаже установщика резьбовой вставки, отламывайте хвостовик с помощью пробойника.
Конструкция двигателя
Начиная с передней части двигателя, цилиндры левого берега пронумерованы 1-3-5, а цилиндры правого берега - 2-4-6. Коленчатый вал поддерживается в блоке двигателя четырьмя подшипниками. Коленчатый вал уравновешивается маховиком, балансиром коленчатого вала и грузами, отлитыми в коленчатый вал. Дополнительная балансировка обеспечивается балансировочным валом, который перемещается в блоке двигателя над распределительным валом и приводится в движение распределительным валом. Все 3800 двигателей являются равномерно-огневыми, цилиндры срабатывают с равными интервалами 120 градусов вращения коленчатого вала. Расположение шеек коленчатого вала смещено на 30 градусов для стрельбы по цилиндрам с интервалом 120 градусов вращения коленчатого вала. Лепестки распределительного вала и синхронизация также отражают интервалы в 120 градусов. Коленчатый вал с равномерным зажиганием обеспечивает равный интервал в 120 градусов между зажиганием каждого из цилиндров на протяжении всего порядка зажигания. Порядок обжига - 1-6-5-4-3-2. Поршни из алюминиевого сплава имеют скользящие юбки и поворачиваются кулачком. Четыре просверленных отверстия или литых паза в канавках масляного кольца позволяют сливать обратно масло, собранное масляным кольцом. Распределительный вал поддерживается четырьмя подшипниками в блоке двигателя и приводится в движение коленчатым валом через звездочки и цепь газораспределения. Головки цилиндров отлиты из чугуна и имеют встроенные направляющие штока клапана. Правая и левая головки цилиндров идентичны и взаимозаменяемы, но хорошей практикой является повторная установка головок цилиндров со стороны, с которой они сняты. Впускной коллектор крепится болтами к внутренним поверхностям обеих головок цилиндров таким образом, что он соединяется со всеми впускными отверстиями.
Каждый выпускной и впускной клапан имеет клапанную пружину для обеспечения положительной посадки во всем диапазоне рабочих скоростей. Коромысла клапанов для каждой группы цилиндров поворачиваются на стойках, прикрепленных болтами к головке цилиндров. Гидравлические роликовые клапанные подъемники и трубчатые толкатели используются для работы верхних коромысел и клапанов обоих банков цилиндров от одного распределительного вала. Эта система не требует регулировки ресниц во время сборки или обслуживания.
В дополнение к своей обычной функции кулачкового толкателя, каждый подъемник клапана также служит в качестве автоматического регулятора, который поддерживает нулевой удар в системе клапанов при всех рабочих условиях. Устраняя все нахлесты в клапанном механизме, а также обеспечивая подушку масла для амортизации рабочих ударов, подъемник клапана способствует бесшумной работе клапана. Это также исключает необходимость периодической регулировки клапанов для компенсации износа деталей. Масло подводится к клапанному подъемнику через отверстие в боковой поверхности корпуса клапанного подъемника, которое совмещается с канавкой и отверстием в плунжере клапанного подъемника. Затем масло дозируется мимо дозирующего клапана в подъемнике клапана, через толкатели к коромыслам клапана. Когда подъемник клапана начинает перемещаться вверх по кулачку распределительного вала, контрольный шарик удерживается против своего седла в плунжере с помощью пружины контрольного шарика, которая захватывает масло в основании корпуса подъемника клапана ниже плунжера.
Затем плунжер и корпус подъемника клапана поднимаются как единое целое, толкая вверх толкатель, чтобы открыть клапан. Усилие пружины клапана, которое действует на плунжер через коромысло клапана и толкатель, вызывает небольшую утечку между плунжером и корпусом подъемника клапана. Эта утечка обеспечивает медленный выход захваченного масла в основание корпуса подъемника клапана. Когда подъемник клапана катится по другой стороне кулачка распределительного вала и достигает базового круга или закрытого положения клапана, пружина плунжера быстро перемещает плунжер назад (вверх) в его исходное положение. Это движение заставляет контрольный шарик открываться против действия шариковой пружины, и любое масло внутри плунжера втягивается в основание подъемника клапана. Это восстанавливает фиксатор клапана до нулевого положения.
Информация о новой продукции
Цель новой информации о продукте - выделить или указать важные изменения продукта по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько из следующих элементов
- Сравнение компонентов предыдущего года.
- Замена крепежа.
- Значения крутящего момента и / или стратегии затяжки крепежа.
- Изменены технические характеристики двигателя.
- Новые герметики и / или клеи.
- Изменения в процедуре разборки и сборки.
- Пересмотр процедуры механической диагностики двигателя.
- Требуются новые специальные инструменты.
Сравнение компонентов
Новые топливные инжекторы.
Изменения крепежа
С 2001 года застежка не меняется.
Новые герметики и / или клеи
Никаких изменений с 2001 года.
Чистота и уход
Автомобильный двигатель - это комбинация многих из следующих поверхностей
- Машинный
- Заточенный
- Полированный
- Сложенный
Допуски этих поверхностей измеряются в десятитысячных долях дюйма. При обслуживании любой внутренней детали двигателя важна чистота и уход. Нанесите свободное покрытие моторного масла на места трения во время сборки, чтобы защитить и смазать поверхности при первоначальной эксплуатации. На протяжении всего этого раздела практикуйте надлежащие процедуры очистки и защиты обработанных поверхностей и зон трения.
ПримечаниеПовреждение двигателя может произойти в результате использования абразивной бумаги, подушки или моторизованной проволочной щетки для очистки любых поверхностей прокладки двигателя.
Всякий раз, когда вы снимаете компоненты клапанного механизма, поддерживайте компоненты в порядке. Следуйте этой процедуре, чтобы установить компоненты в тех же местах и с теми же сопрягаемыми поверхностями, что и при удалении.
Отсоедините отрицательные кабели батареи, прежде чем выполнять какие-либо серьезные работы на двигателе.
Как заменить прокладки двигателя
- Не используйте повторно прокладки, если не указано иное. Многоразовые прокладки будут идентифицированы в процедуре обслуживания. Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не оговорено в процедуре обслуживания.
- Используйте резиновую колотушку, чтобы отделить компоненты. Ударяйте деталь в сторону, чтобы ослабить компоненты. Выполняйте ударение на изгибах или на усиленных участках, чтобы предотвратить искажение компонентов. Важно: Не используйте никакой другой метод или технику, чтобы удалить прокладочный материал с компонентов. Не используйте следующие предметы для очистки поверхностей прокладки: Абразивные подушки Бумага для песка Электроинструменты Эти методы очистки не могут повредить компонент. Абразивные подушки также могут повредить масляный фильтр.
- Удалите всю прокладку и уплотнительный материал с компонента с помощью пластикового или деревянного скребка. Не допускайте зарезов и царапин на уплотнительных поверхностях. Важно: Не допускайте попадания герметика в глухие резьбовые отверстия. Герметик может вызвать следующие условия: Помешать правильно посадить болт. Вызвать повреждение при затяжке болта
- При сборке компонентов используйте только герметик, указанный в сервисной процедуре. Убедитесь, что уплотнительные поверхности чистые и не содержат мусора или масла. При нанесении герметика на компонент нанесите размер бортика, как указано в процедуре обслуживания.
- Затяните болты в соответствии с техническими условиями.
Использование RTV и анаэробный герметик
Следующие 2 типа герметиков обычно используются в двигателях
- Герметизатор RTV
- Герметизатор анаэробной прокладки
Следуйте инструкциям сервисной процедуры. Используйте правильный герметик в правильном месте, чтобы предотвратить утечки масла. Не меняйте 2 типа герметиков. Используйте герметик, рекомендованный в процедуре обслуживания.
Применение RTV Sealer
- Не используйте герметик для вулканизации при комнатной температуре (RTV) в местах, где ожидаются экстремальные температуры. Эти зоны включают следующие места: Выпускной коллектор Прокладка головки Другие поверхности, где указан разделитель прокладок
- Используйте резиновый молоток, чтобы отделить компоненты, уплотненные герметиком RTV. Ударяйте по детали в сторону, чтобы срезать уплотнитель RTV. Выполняйте удары по изгибам или усиленным участкам, чтобы предотвратить искажение компонентов. Герметик RTV слабее по прочности на сдвиг (боковая прочность), чем по прочности на растяжение (вертикальная прочность). Важно: Не используйте никакой другой метод или технику для удаления материала прокладки с компонента.
- Не используйте следующие элементы для очистки поверхностей прокладки: Абразивные прокладки из песочной бумаги Электроинструменты Эти методы очистки могут повредить деталь. Абразивные прокладки также производят мелкие частицы, которые масляный фильтр не может удалить из масла. Эти частицы являются абразивными и могут вызвать внутренние повреждения двигателя.
- Удалите весь прокладочный материал с компонента с помощью пластикового или деревянного скребка. Используйте съемник прокладок марки Loctite ® P / N 4MA или эквивалентный. Следуйте всем рекомендациям по безопасности и указаниям, которые находятся на контейнере. Важно: Не допускайте, чтобы герметик входил в глухие резьбовые отверстия. Герметик может вызвать следующие условия: Помешать правильной посадке болта вызвать повреждение болта при затяжке
- Нанесите герметик RTV на чистую поверхность. Используйте размер бортика, как указано в процедуре. Нанесите буртик на внутреннюю сторону любых болтовых отверстий.
- Соберите компоненты, пока герметик RTV еще влажный (в течение 3 минут). Не ждите, пока герметик RTV до кожи. Важно: Не затягивайте болты.
- Затяните болты в соответствии с техническими условиями.
Применение анаэробного герметика
Анаэробный эксгаустер затвердевает при отсутствии воздуха. Этот тип герметика используется там, где собираются вместе 2 жесткие детали (например, отливки). При разборке 2 жестких деталей и отсутствии легко заметного уплотнителя или прокладки, детали, вероятно, были собраны с использованием прокладочного элиминатора.
Важно: Не используйте никакой другой метод или технику для того, чтобы снять прокладочный материал с компонента.
Не используйте следующие элементы для очистки поверхностей прокладки
- Абразивные подушки
- Наждачная бумага
- Электроинструмент
Эти методы очистки могут повредить деталь. Абразивные подушки также производят мелкие частицы, которые масляный фильтр не может удалить из масла. Эти частицы являются абразивными и могут вызвать внутренние повреждения двигателя.
- Удалите весь материал прокладки с компонента с помощью пластикового или деревянного скребка. Используйте съемник прокладок Loctite® марки P/N 4MA или аналогичный. Следуйте всем рекомендациям по безопасности и указаниям, которые находятся на контейнере.
- Нанесите непрерывный валик разделителя прокладок на 1 фланец. Очистите и высушите любые поверхности, которые вы будете повторно герметизировать. Важно: Анаэробные герметичные соединения, которые частично скручены и могут затвердеть более 5 минут, могут привести к неправильному шиммированию и уплотнению соединения.
- Не допускайте попадания укупорочного средства в глухие резьбовые отверстия. Укупорочное средство может вызвать следующие условия: Помешать вам правильно посадить болт. Вызвать повреждение при затяжке болта.
- Равномерно распределите герметик для того, чтобы получить равномерное покрытие на уплотняемой поверхности.
- Затяните болты в соответствии с техническими условиями.
- Удалите излишки герметика с внешней стороны соединения.
Разделение деталей
Компоненты двигателя внутреннего сгорания развивают модели износа с их сопрягаемыми компонентами. Во время разборки двигателя части должны быть разделены и содержаться в порядке, чтобы их можно было повторно установить в том же месте, откуда они были извлечены.
Инструменты и оборудование
Работайте в чистой и хорошо освещенной зоне. Перед началом работы имейте в наличии следующие компоненты
- Подходящий бак для очистки деталей.
- Источник сжатого воздуха.
- Лотки, для того, чтобы детали и крепеж были организованы.
- Адекватный набор ручного инструмента.
Утвержденный стенд для ремонта двигателя предотвратит травмирование персонала или повреждение компонентов двигателя. Специальные инструменты предназначены для быстрого и безопасного выполнения операций, для которых предназначены инструменты. Использование инструментов позволит минимизировать возможные повреждения компонентов двигателя. Прецизионные измерительные инструменты необходимы для проверки определенных критических компонентов. Моментные ключи нужны для правильной сборки различных деталей.