Пластиковые компоненты
Приведенные ниже иллюстрации не включают все доступные уровни отделки. Фактический уровень отделки автомобиля определит жизнеспособность проведения ремонта пластмасс. Обычно компоненты с формованным цветом или текстурированной отделкой не считаются ремонтопригодными компонентами.
Схема №379
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 17D957 | Крышка переднего бампера | Термопластичный олефин (ТПО) | ||
| 2 | 17626-A правый (RH )/ 17626-B левый (LH) (Правый/Левый) | Нижняя панель крышки переднего бампера | Термопластичный олефин (ТПО) |
Схема №380
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 17A900 | Крышка переднего бампера | Термопластичный олефин (ТПО) |
Схема №381

| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 5810176 Правая рука (RH )/5810177 Левая рука (LH) | Формовка панели коромысла | Термопластичный олефин (ТПО) | ||
| 2 | 16003 Правая рука (RH )/16004 Левая рука (LH) | Отливка от стойки до двери | Акрилонитрил бутадиен стирол (ABS) |
Схема №382

| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 5810176 Правая рука (RH )/5810177 Левая рука (LH) | Формовка панели коромысла | Термопластичный олефин (ТПО) | ||
| 2 | 7810154 Правая рука (правая )/7810155 Левая рука (левая) | Грязевая заслонка | Термопластичный олефин (ТПО) | ||
| 3 | 16003 Правая рука (RH )/16004 Левая рука (LH) | Отливка от стойки до двери | Акрилонитрил бутадиен стирол (ABS) |
Схема №383

| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 17K835 | Крышка заднего бампера | Термопластичный олефин (ТПО) | ||
| 2 | 17810 | Удлинение крышки заднего бампера | Термопластичный олефин (ТПО) | ||
| 3 | 5444210-AA | Задний спойлер | Акрилонитрил бутадиен стирол (ABS) |
Схема №384

| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|---|---|---|---|---|
| 1 | 17K835 | Крышка заднего бампера | Термопластичный олефин (ТПО) | ||
| 2 | 17810 | Удлинение крышки заднего бампера | Термопластичный олефин (ТПО) | ||
| 3 | 5444210-BA | Задний спойлер | Акрилонитрил бутадиен стирол (ABS) |
Рекомендации по ремонту
Несколько соображений будут определять жизнеспособность процедуры (процедур) пластического ремонта
- Является ли повреждение косметическим или структурным?
- Можно ли проводить ремонт на транспортном средстве?
- Деталь легко доступна?
- Является ли ремонт компонентов наиболее экономически эффективным методом?
- Будет ли ремонт предусматривать максимально быстрый и качественный ремонт?
Для применения в автомобилях используется несколько типов пластика. Однако все пластмассы будут относиться к 2 основным категориям термопластичных или термореактивных пластмасс.
Термореактивный пластик
Обычно термореактивные пластмассы изготавливают из 2-х частей термореактивных смол. При смешивании выделяется тепло, что приводит к необратимому отверждению. Из-за этого термореактивные пластмассы потребуют использования для ремонта клея, состоящего из 2 частей.
Листовой формованный композит (SMC)
- Листовой формованный композит (SMC) - это тип термореактивного пластика, в котором используются стекловолокна или нейлоновые волокна в сочетании с термореактивными полиэфирными смолами. При полном отверждении листовой формованный композит (SMC) является прочным и жестким.
- Листовой формованный композит (SMC) аналогичен стекловолокну, но не идентичен ему. Ford Motor Company использует листовой формованный композит (SMC) в таких компонентах, как крылья, капоты и подъемные ворота.
Термопластичные соединения
Термопластичные соединения получают способом, который является обратимым. Термопласты могут повторно формоваться путем повторного нагрева. Эта характеристика термопластов делает сварку пластмасс возможной ремонтной альтернативой. Ремонт термопластичных соединений по-прежнему возможен благодаря использованию 2-компонентных материалов для ремонта адгезива и наполнителя и усилений по мере необходимости. Термопластики широко используются в компонентах внутренней отделки, колесных вспышках, обшивке боковых сторон кузова и крышках бамперов.
Полиолефин
Полиолефины попадают в семейство термопластов с одной уникальной характеристикой: маслянистое или восковое ощущение к материалу при шлифовании или шлифовании. Полиолефин очень хорошо поддается переплавке за счет использования тепла. Из-за этого компоненты, изготовленные из этого материала, хорошо поддаются возможности сварки пластмасс. Большинство адгезивных ремонтных материалов и красок не будут связываться с поверхностью полиолефина, если только на открытую необработанную поверхность сначала не будет нанесен промотор адгезии, специально разработанный для пластика. В противном случае полиолефины ремонтируются, как и большинство других термопластов. Полиолефины применяются в крышках бамперов, бандажах вентиляторов и корпусах колес.
Правильная идентификация различных типов пластика необходима для выбора соответствующего способа (ов) ремонта для проведения высококачественного ремонта пластика. Дополнительную информацию см. в разделе РЕМОНТ ПЛАСТМАСС (501-25 Ремонт кузова - Общие сведения, Общие процедуры).
Пластыри
ПримечаниеСледующие иллюстрации являются примерами нанесения конструкционного клея и не являются всеобъемлющими.
Схема №385

Передняя конструкция к стойке A
ПримечаниеПравая сторона показана, левая сторона аналогична.
Схема №386
Сторона тела внешняя к стороне тела внутренняя
ПримечаниеПоказан 5-дверный хэтчбек, 4-дверный седан аналогичный.
ПримечаниеПравая сторона показана, левая сторона аналогична.
Схема №387
Правильное клеевое соединение крайне важно для правильного ремонта автомобиля. Клеи используются во многих областях конструкции кузова вместо сварки. В дополнение к обеспечению структурной связи между компонентами, клеи также могут помочь предотвратить шум ветра, утечки воды, выхлопные газы и пыль от проникновения в автомобиль. Они также обеспечивают противокоррозионные барьеры.
Охотники на тюленей
ПримечаниеСледующие иллюстрации являются примерами применения герметика и не являются всеобъемлющими.
Схема №388
Люк крыши
ПримечаниеПоказан 4-дверный седан, 5-дверный хэтчбек аналогичный.
Схема №389
Схема №390
Схема №391

Схема №392

Поддон - бензин
ПримечаниеПоказан 4-дверный седан, 5-дверный хэтчбек аналогичный.
Схема №393
Схема №394
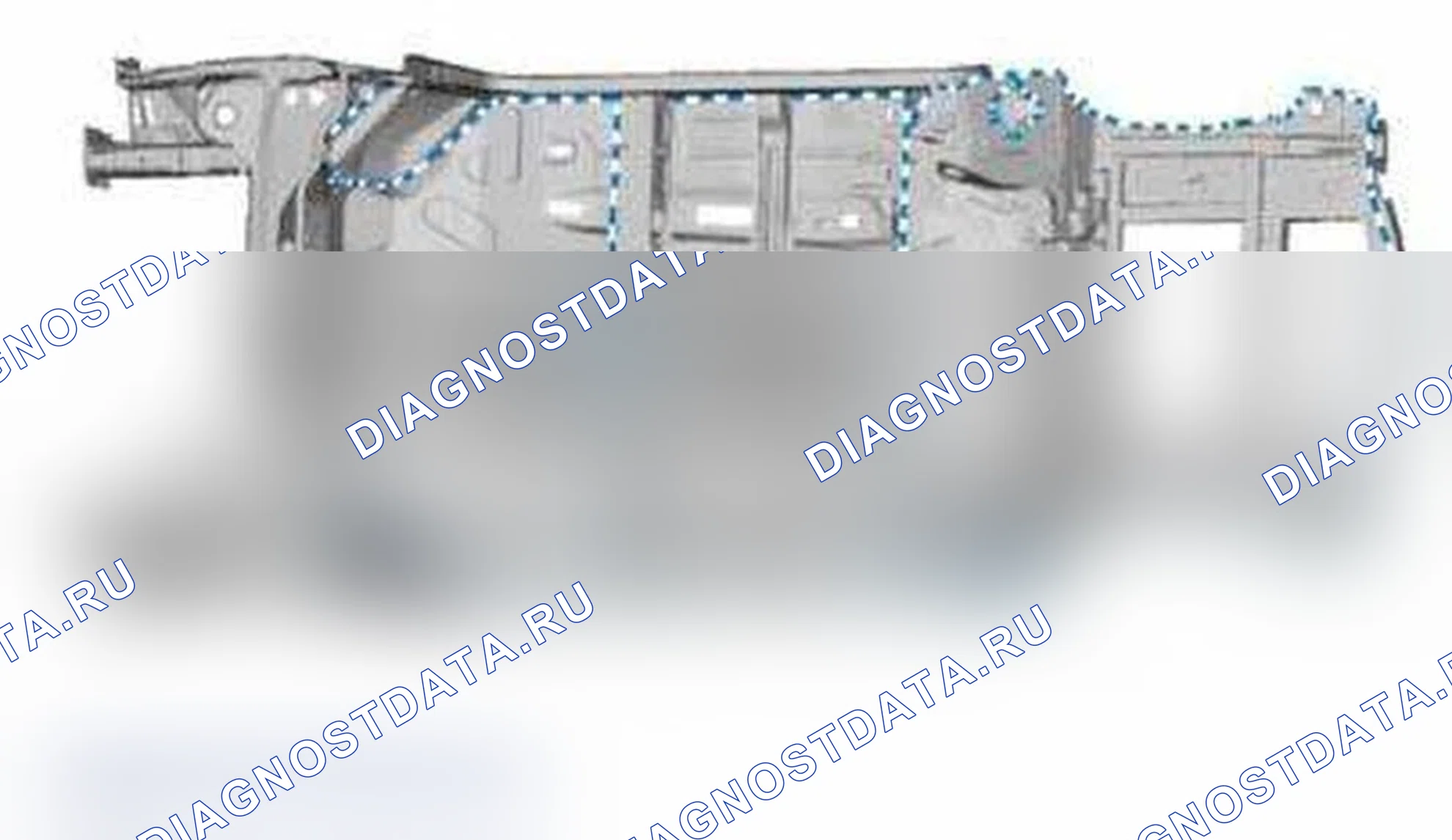
Схема №395
Схема №396

Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на стоячих косметических швах, швах кровати грузовика, швах обшивки двери с инструментами и поддонах пола.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, которые требуют перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного герметизатора.
Гасители звука и изоляторы
ПримечаниеМастика изготавливается из горючего материала и должна быть удалена до проведения сварочных процедур на участок. Зоны нагрева от сварки вблизи мастики могут вызвать горение материала мастики.
ПримечаниеАнтикоррозионная защита должна быть восстановлена на участке после нанесения мастичного материала. Средства защиты от коррозии могут быть на основе воска и потеря адгезии может произойти в случае нанесения до установки мастики.
ПримечаниеСледующая иллюстрация служит в качестве ссылки для указания мест расположения мастичного пластыря (бутила). Помимо указанных на иллюстрации используются дополнительные изоляторы и гасители звука.
Примечание4-дверь седан показан, 5-дверь хэтчбек похож.
Схема №397

Схема №398
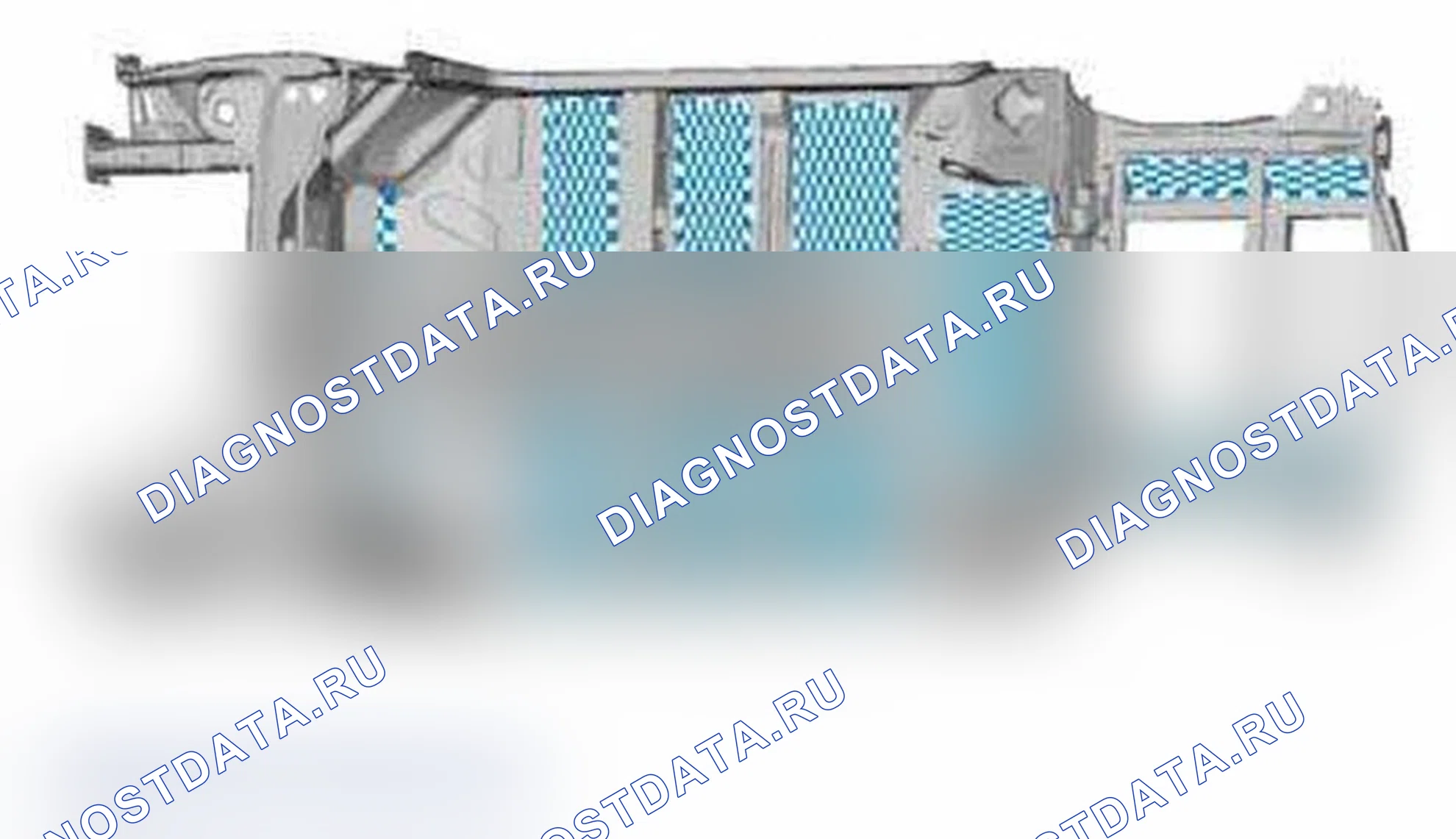
Схема №399
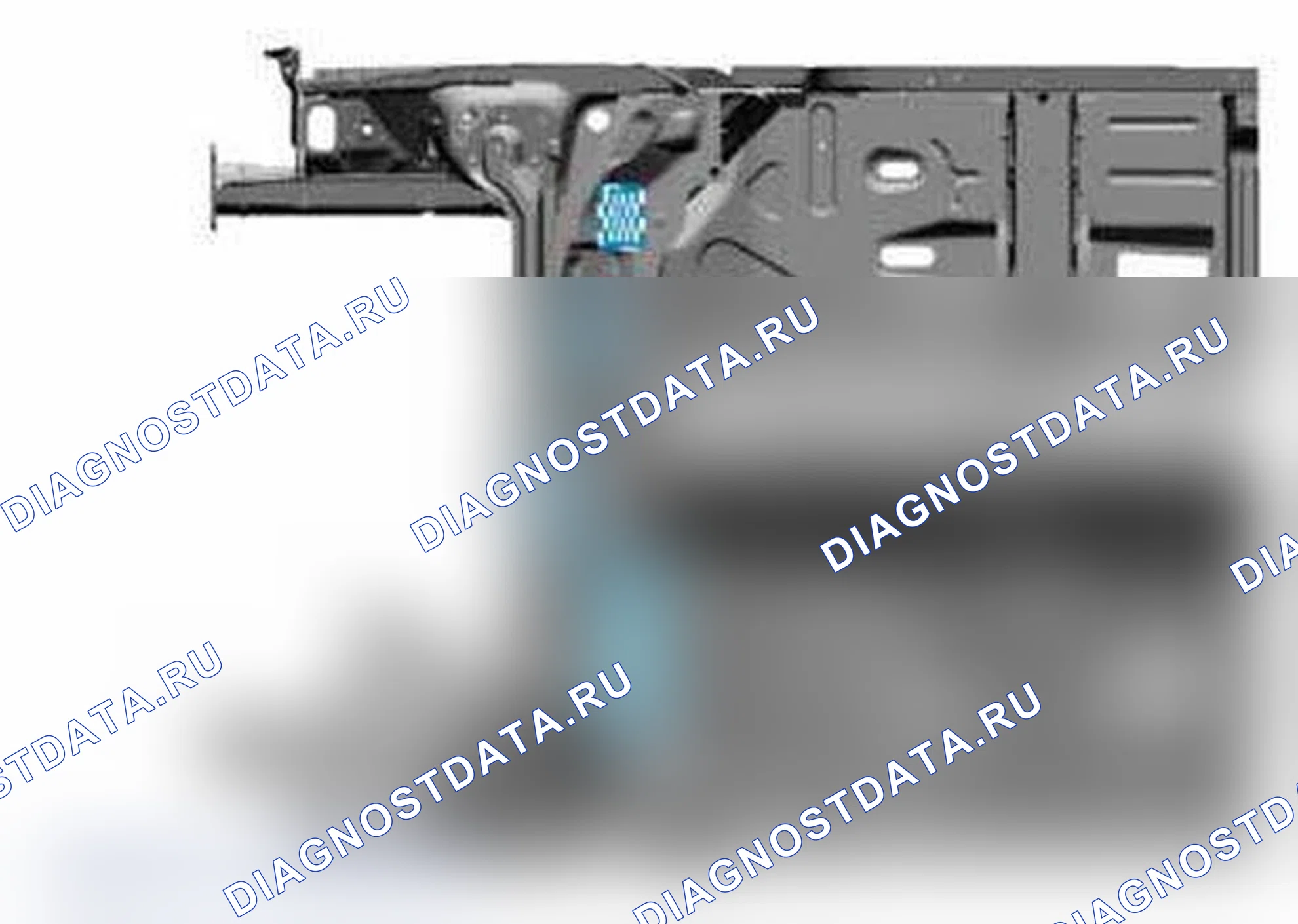
Схема №400
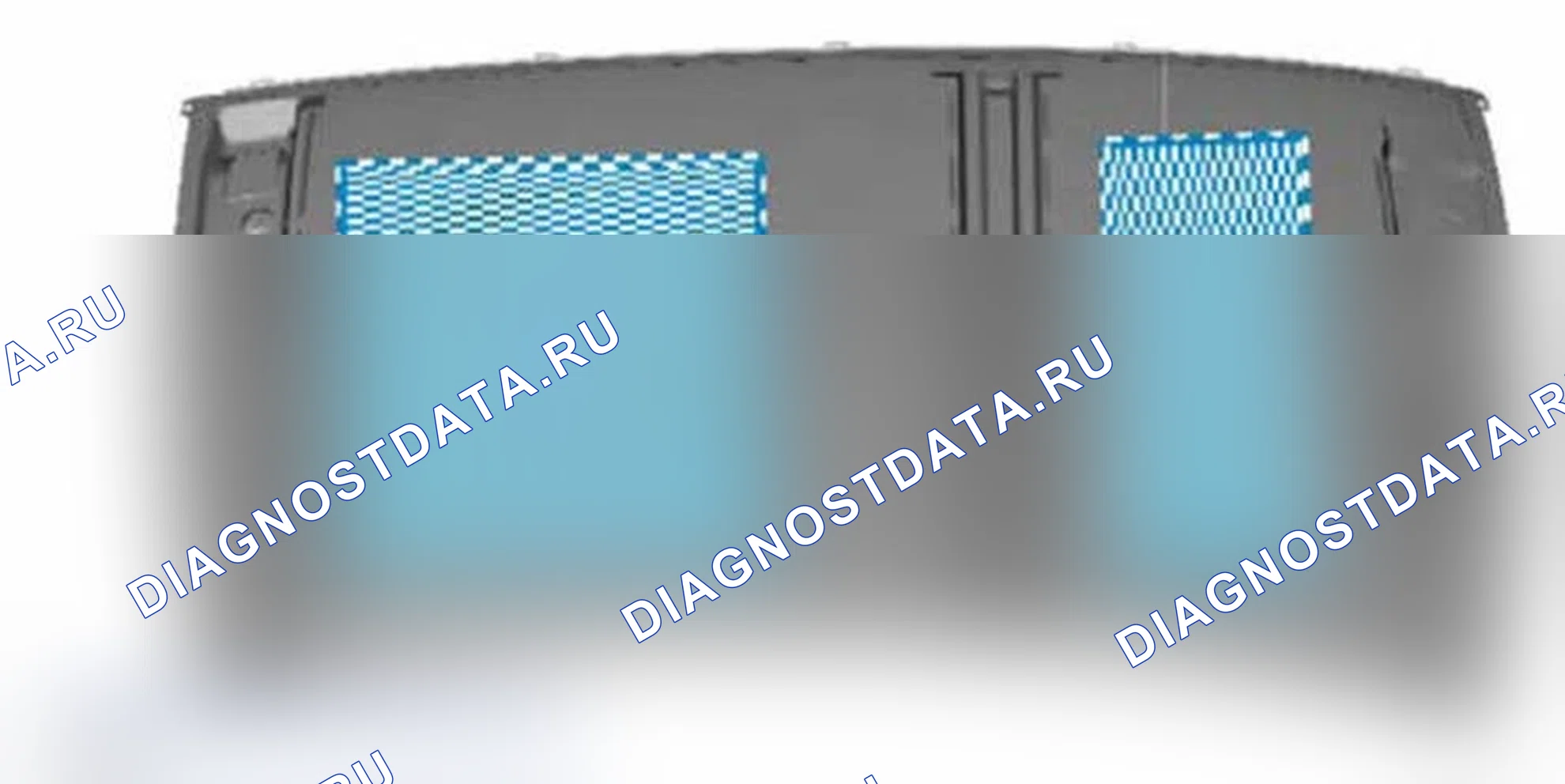
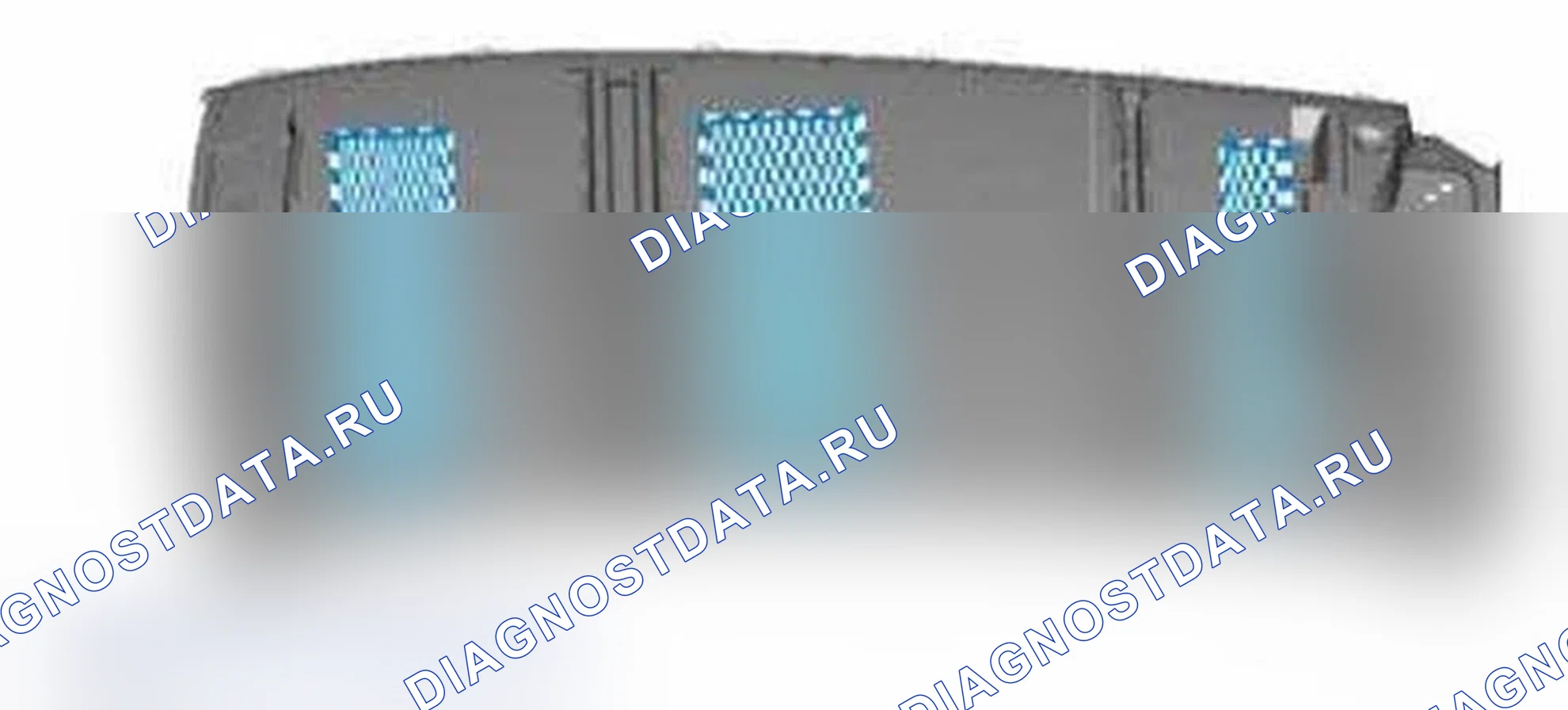
Панель крыши - 4-дверь седана
ПримечаниеПоказана панель крыши без люка. Панели крыши с люком в крыше не используют переднюю подкладку «Шум», «Вибрация» или «Жесткость»(NVH).
Схема №401
Панель крыши - 5-дверь хэтчбека
ПримечаниеПоказана панель крыши без люка. Панели крыши с люком в крыше не используют переднюю подкладку «Шум», «Вибрация» или «Жесткость»(NVH).
Схема №402
Предотвращение коррозии
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ/ОБЩЕЕ ОБОРУДОВАНИЕ 300-SAT12740 пушки UBE 300-SAT9795 пушки HRS для борьбы с ржавчиной
Схема №403
Схема №404
| Имя | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| ValuGard™ VG101 грунтовки Premium, VG101A | |
| ValuGard™ Ингибитор ржавчины VG104, VG104A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
ПримечаниеГрунтовка
ПримечаниеПриведенные ниже иллюстрации не относятся к конкретному транспортному средству и предназначены только для справки.
Схема №405
Схема №406

Схема №407
- ВНИМАНИЕ: Перед началом любой процедуры обслуживания в этой информации, СМ. Предупреждения о безопасности в 100-00 Общая информация. Несоблюдение этой инструкции может привести к серьезным травмам. См. МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ (100-00 Общая информация, описание и эксплуатация).
- Протрите участок проволочной щеткой и убедитесь, что на поверхностях нет масла, грязи и других посторонних материалов. Процесс нанесения грунтовки осуществляют в следующей последовательности.
- Тщательно очистить и обезжирить металлические поверхности для удаления воска и смазки. Материал: поверхность металла мотоцикла ® Prep/ZC-31-A
- Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре.
- Канистра крепится непосредственно к раздаточному пистолету. Прикрепите канистру грунтовки к специальному инструменту. Специальный инструмент (ы): 300-SAT12740 пистолет UBE Материал: ValuGard™ Premium Undercoating/VG101, VG101A
- Грунтовку следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь.
- Давление воздуха для пистолета-аппликатора составляет 552 кПа (80,06 фунт/кв. дюйм) - 621 кПа (90,07 фунт/кв. дюйм).
- Нанесите легкие аэрозольные покрытия, аппликаторные спреи в виде тумана. Материал вытесняет влагу.
- Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
- ПРИМЕЧАНИЕ: Внешний вид фланца рамного рельса точечной сварки. Нанести грунтовочный материал Premium Undercoating на наружные открытые края после выполнения процесса сварки и повторной отделки.
- ПРИМЕЧАНИЕ: Показан поперечный разрез типичного рамного рельса. Нанесите ингибитор ржавчины на внутренние поверхности рельса после проведения сварочного процесса. Нажмите на спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью запотела.
- ПРИМЕЧАНИЕ: Автомобиль с полной рамой, показан ремонт секции переднего рельса до середины рельса. После выполнения сварочного процесса нанесите на открытые поверхности грунтовку Premium Undercoating. Убедитесь, что полностью покрыты любые голые металлические участки.
ПримечаниеИнгибитор ржавчины
Схема №408

Схема №409
Схема №410
- На поверхностях не должно быть масла, грязи и других посторонних материалов. Процесс проводите в следующей последовательности.
- Тщательно очистить и обезжирить металлические поверхности для удаления воска и смазки. Материал: поверхность металла мотоцикла ® Prep/ZC-31-A
- Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Прикрепите канистру с ингибитором ржавчины к специальному инструменту. Специальный инструмент (ы): 300-SAT9795 HRS Rust Gun Материал: ValuGard™ Rust Inhibitor/VG104, VG104A
- Ингибитор ржавчины следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь.
- Давление воздуха для пистолета-аппликатора составляет 448 кПа (64,97 фунт/кв. дюйм) - 517 кПа (74,98 фунт/кв. дюйм).
- При опрыскивании замкнутых пространств используйте жесткий переходник соответствующей длины. Вставьте палочку как можно дальше в отверстие для доступа, нажмите на курок и подождите 2-3 секунды и медленно вытяните палочку из отверстия для доступа. Нанесите материал в светлых туманообразных покрытиях. Материал вытесняет влагу.
- Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
- ПРИМЕЧАНИЕ: Вид двери в сборе снизу. Нанесите, как показано на внутренней стороне дверной коробки, на все внутренние металлические поверхности, используя наиболее подходящую распределительную трубку. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Держите дверные дренажные отверстия чистыми, чтобы предотвратить накопление влаги. Материал: ValuGard™ Inhibitor/VG104 ржавчины, VG104A
- ПРИМЕЧАНИЕ: Внутренний вид панели четверти. Нанести на закрытую канальную часть участков фланцев точечной сварки. Нанесите на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Материал: ValuGard™ Inhibitor/VG104 ржавчины, VG104A
- ПРИМЕЧАНИЕ: Вид открывания дверной рамы. Нанести на закрытую канальную часть участков фланцев точечной сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Материал: ValuGard™ Inhibitor/VG104 ржавчины, VG104A
Как отремонтировать пластмассы
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ (Ы )/ОБЩЕЕ ОБОРУДОВАНИЕ ALCV-200 6-дюймовый шлифовальный станок двойного действия Viking
Схема №411

| Имя | Характеристика |
|---|---|
| Клей для склеивания пластмасс TA-9 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Методы соединения
| Оборудование для точечной сварки сопротивлений |
|---|
| Плазменный резак |
| Пневматическая пила |
| Долото 8 мм |
| Сварочное оборудование МИГ/МАГ |
| Сверло для точечной сварки |
СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ/ОБЩЕЕ ОБОРУДОВАНИЕ
| Имя | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Герметизатор шва TA-2 | |
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| ValuGard™ VG101 грунтовки Premium, VG101A | |
| ValuGard™ Ингибитор ржавчины VG104, VG104A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
ПримечаниеСварное соединение - метод контактной точечной сварки под давлением (STRW)
- Если транспортное средство подверглось серьезной аварии, которая могла привести к повреждению высоковольтной батареи, или если высоковольтная батарея заменяется, то определенные обстоятельства требуют, чтобы энергия была разряжена из батареи перед отправкой или хранением транспортного средства или высоковольтных аккумуляторных батарей. Выполните точное определение разряда высоковольтной батареи. См. ВЫСОКОВОЛЬТНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ (414-03A Высоковольтная батарея, монтаж и кабели, диагностика и тестирование).
- ВНИМАНИЕ: Перед началом любой процедуры обслуживания в этой информации, СМ. Предупреждения о безопасности в 100-00 Общая информация. Несоблюдение этой инструкции может привести к серьезным травмам. См. МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ (100-00 Общая информация, описание и эксплуатация).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Снимите поврежденные панели. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Общее оборудование: Воздушная пила Общее оборудование: Плазменный резак
- Высверлите точечные сварные швы и удалите оставшиеся части заменяемой панели. Общее оборудование: Сверло для точечной сварки
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Зачистите сопрягаемую поверхность исходных фланцев не более чем на 25 мм (0,9843 дюйма) в месте нанесения металлического связующего клея.
- Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы. Очистить поверхности с помощью подготовки поверхности. Материал: металлическая поверхность Motorcraft® Prep/ZC-31-A
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки.
- Извлеките сервисную часть после проверки правильности посадки и центровки.
- Приготовьте клей. Дозируйте небольшое количество клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси. Материал: металлизация Adhesive/TA-1
- ПРИМЕЧАНИЕ: Сварку можно проводить в любое время в процессе отверждения клея, или после полного отверждения клея. Настройки сварочного аппарата будут различаться при сварке через влажный клей по сравнению со сваркой через полностью отвержденный клей. См. рекомендуемые производителем установки для сварки через полностью отвержденный клей. Рекомендуется размещать шунтирующий сварной шов в области без клея, чтобы убедиться в проводимости, особенно при сварке через полностью отвержденный клей. ПРИМЕЧАНИЕ: Инструкции по обращению и подготовке см. на этикетке продукта. Создайте тестовый образец.
- Приготовьте металл и клей, как описано. Нанести валик клея толщиной 6 мм (0,2362 дюйма) - 9 мм (0,3543 дюйма) и приварить образец. Общее оборудование: Оборудование для точечной сварки сопротивлений
- Поместите сваренный образец в тиски и проведите разрушающие испытания сварного шва путем отслаивания металлолома с помощью больших плоскогубцев замкового типа. Измерьте сварное соединение, чтобы убедиться, что оно соответствует требованиям к сварным соединениям Ford. Если сварное соединение не соответствует требуемому размеру, отрегулируйте настройки сварщика до тех пор, пока не будет достигнут правильный размер сварного соединения. См. раздел ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (501-25 Ремонт кузова - Общие сведения, технические характеристики).
- Нанести на подготовленную поверхность фланца транспортного средства валик клея толщиной 6 мм (0,2362 дюйма) - 9 мм (0,3543 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве.
- При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Обратитесь к этикетке продукта для времени отверждения и инструкции по обращению. Хомуты могут быть сняты сразу после сварки компонента. Излишки клея вытрите с панели до ее отверждения.
- ПРИМЕЧАНИЕ: Концы сварочных зажимов следует изолировать по торцам с помощью ленты или аналогичного материала при проведении сварки. Завершите процесс точечной сварки, следуя рекомендациям Ford и процедурам и настройкам производителя сварочного аппарата. См. раздел ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (501-25 Ремонт кузова - Общие сведения, технические характеристики). Общее оборудование: Оборудование для точечной сварки сопротивлений
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Герметизировать везде, где требуется косметический герметик шва. Материал: шов Sealer/TA-2
- ПРИМЕЧАНИЕ: HVTB (высоковольтная тяговая батарея) в электромобилях может быть затронута и повреждена чрезмерно высокими температурами. Температура в некоторых цехах окраски кузовов может превышать 60°C. Поэтому во время операций повторной отделки температура покрасочной камеры должна устанавливаться на уровне или ниже 60°C со временем обжига 45 минут или менее. При температурах выше 60°C или при продолжительности сушки более 45 минут необходимо удалить HVTB (высоковольтную тяговую батарею) из транспортного средства перед помещением в покрасочную камеру. ПРИМЕЧАНИЕ: Если температура повторной зачистки превышает 60°C, необходимо удалить световое кольцо зарядного порта. Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- См. ПРЕДОТВРАЩЕНИЕ КОРРОЗИИ (501-25 Ремонт кузова - Общая информация, Общие процедуры). Материал: ValuGard™ Premium Undercoating/VG101, VG101A Материал: ValuGard™ Rust Inhibitor/VG104, VG104A
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
ПримечаниеСварное соединение - метод сварки металлическим инертным газом (MIG)
- Если транспортное средство подверглось серьезной аварии, которая могла привести к повреждению высоковольтной батареи, или если высоковольтная батарея заменяется, то определенные обстоятельства требуют, чтобы энергия была разряжена из батареи перед отправкой или хранением транспортного средства или высоковольтных аккумуляторных батарей. Выполните точное определение разряда высоковольтной батареи. См. ВЫСОКОВОЛЬТНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ (414-03A Высоковольтная батарея, монтаж и кабели, диагностика и тестирование).
- ВНИМАНИЕ: Перед началом любой процедуры обслуживания в этой информации, СМ. Предупреждения о безопасности в 100-00 Общая информация. Несоблюдение этой инструкции может привести к серьезным травмам. См. МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ (100-00 Общая информация, описание и эксплуатация).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Снимите поврежденные панели. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Общее оборудование: Воздушная пила Общее оборудование: Плазменный резак
- Высверлите точечные сварные швы и удалите оставшиеся части заменяемой панели. Общее оборудование: Сверло для точечной сварки
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения.
- Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы. Очистите поверхность.
- Повторите процедуру с сопряженной поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок.
- Используя исходную панель в качестве привязки, просверлите или пробейте отверстия точно в том же количестве, что и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварки, зачистите непосредственный периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки; это сведет потенциал коррозии к минимуму. Общее оборудование: сверло 8 мм
- Очистите все сопрягаемые поверхности как на автомобиле, так и на сменной панели. Материал: поверхность металла мотоцикла ® Prep/ZC-31-A
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки.
- Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,9843 дюйма) на места сварного шва пробки для предотвращения загрязнения клеем.
- Приготовьте клей. Дозируйте небольшое количество клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси. Материал: металлизация Adhesive/TA-1
- ПРИМЕЧАНИЕ: Обратитесь к этикетке продукта для времени отверждения и инструкции по обращению. Нанести на подготовленную поверхность фланца транспортного средства валик клея шириной 6 мм (0,2362 дюйма) -9 мм (0,3543 дюйма). Снимите ленту с мест сварки пробок.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве.
- При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Сварку можно проводить в любое время в процессе отверждения клея или после полного отверждения клея. ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, обратитесь к этикетке продукта за временем отверждения и инструкциями по обращению. Хомуты могут быть сняты сразу после сварки компонента. Излишки клея вытрите с панели до ее отверждения.
- Завершите процесс сварки пробок, следуя рекомендациям Ford. См. раздел ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (501-25 Ремонт кузова - Общие сведения, технические характеристики). Общее оборудование: MIG/MAG Сварочное оборудование
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Герметизировать везде, где требуется косметический герметик шва. Материал: шов Sealer/TA-2
- ПРИМЕЧАНИЕ: HVTB (высоковольтная тяговая батарея) в электромобилях может быть затронута и повреждена чрезмерно высокими температурами. Температура в некоторых цехах окраски кузовов может превышать 60°C. Поэтому во время операций повторной отделки температура покрасочной камеры должна устанавливаться на уровне или ниже 60°C со временем обжига 45 минут или менее. При температурах выше 60°C или при продолжительности сушки более 45 минут необходимо удалить HVTB (высоковольтную тяговую батарею) из транспортного средства перед помещением в покрасочную камеру. ПРИМЕЧАНИЕ: Если температура повторной зачистки превышает 60°C, необходимо удалить световое кольцо зарядного порта. Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- См. ПРЕДОТВРАЩЕНИЕ КОРРОЗИИ (501-25 Ремонт кузова - Общая информация, Общие процедуры). Материал: ValuGard™ Premium Undercoating/VG101, VG101A Материал: ValuGard™ Rust Inhibitor/VG104, VG104A