Выбор подшипника коленчатого вала
Существует два метода выбора подшипников коленчатого вала надлежащего размера. Первый - выбрать марку подшипника (цветовой код) на основе марки блока цилиндров и марки шейки коленчатого вала из диаграммы «Марка подшипника коленчатого вала». Второй - метод пластиковой колеи.
Схема №831
Схема №832
- Марка блока цилиндров указана на правой нижней части блока цилиндров.
- Марка шейки коленчатого вала указана на противовесе коленчатого вала под номером 1.
- Совместите марку блока цилиндров и марку шейки коленчатого вала, см. Спецификации выбора подшипников коленчатого вала.
- Из таблицы «Марка подшипника коленчатого вала» определите, какая марка подшипника (цветовой код) требуется.
- Проверьте зазор между подшипниками коленчатого вала с помощью пластикового датчика.
Необходимые инструменты
Угломер J 45059
Схема №833
Схема №834
Схема №835

Схема №836
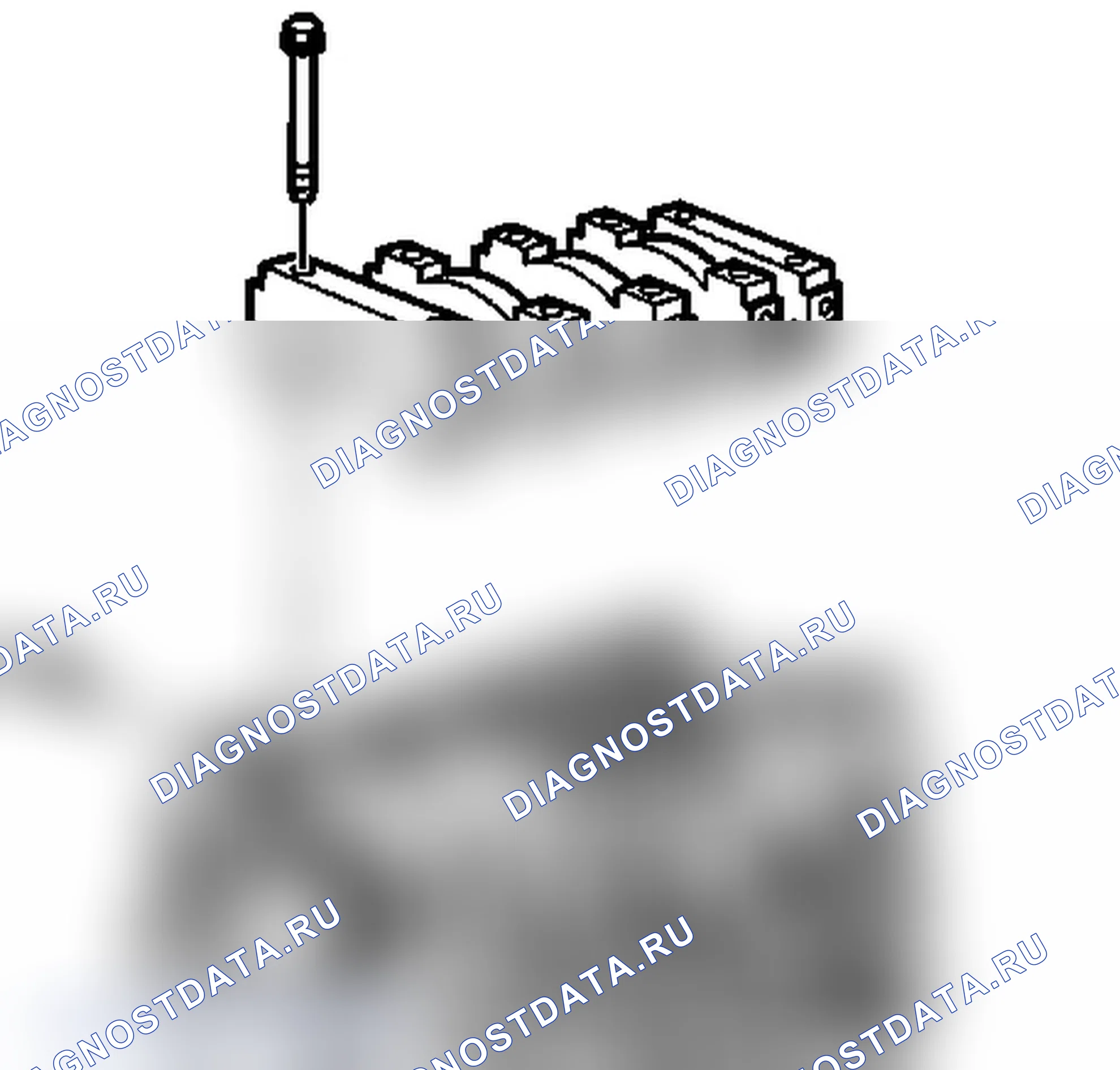
Схема №837
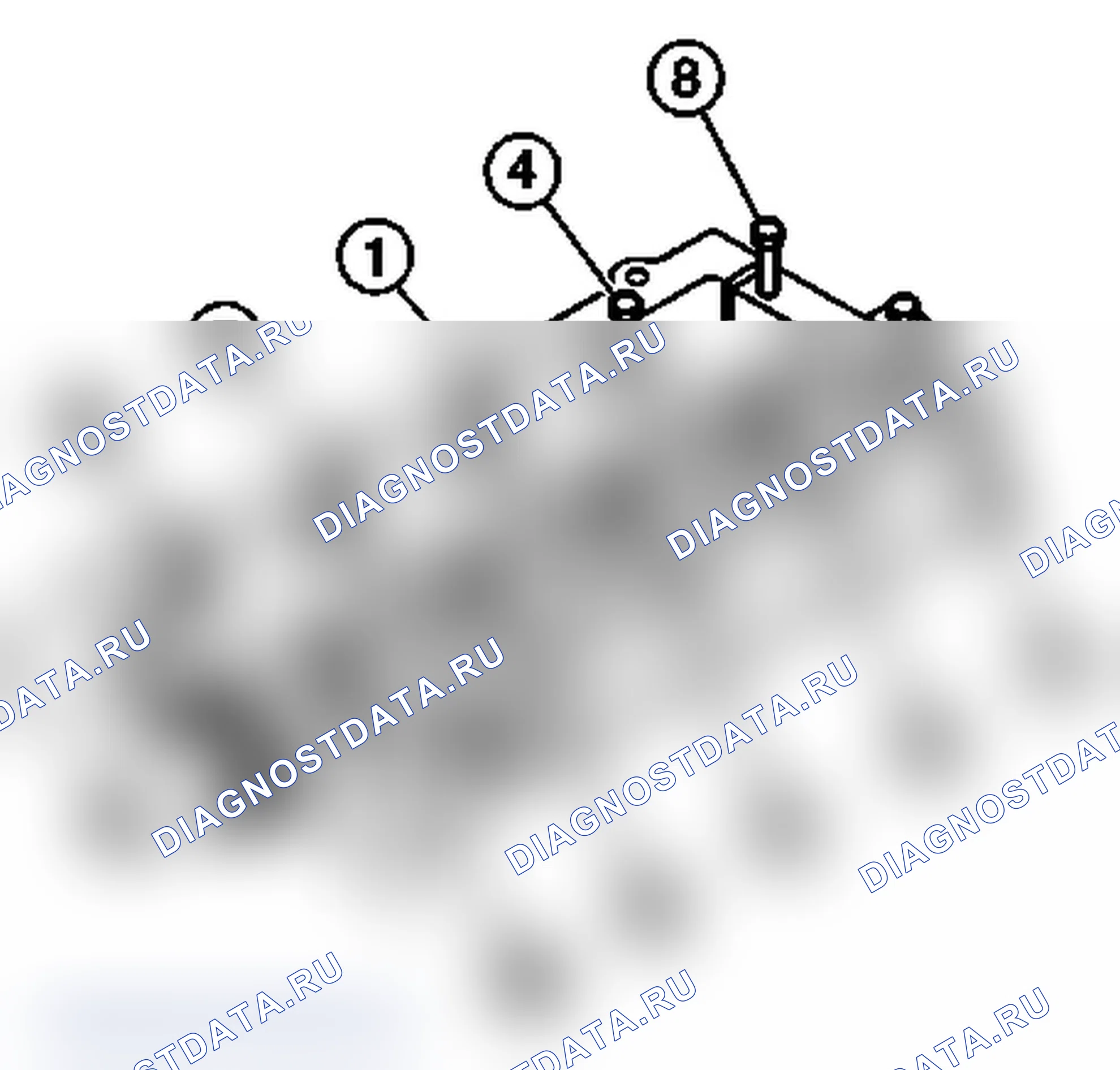
Схема №838
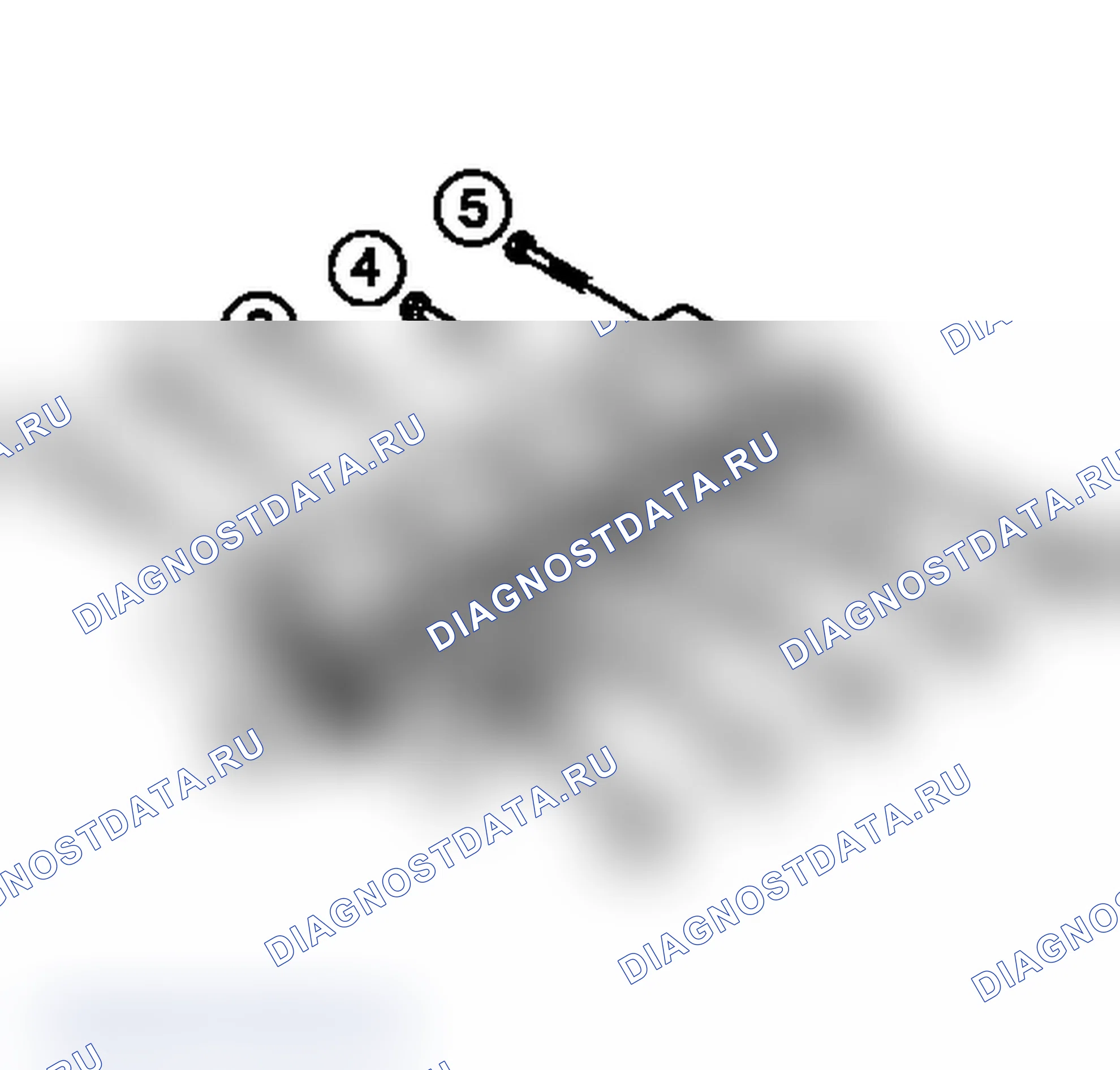
Схема №839
- Очистите посадочные поверхности подшипников блока цилиндров.
- Очистите коленчатый вал и верхние подшипники (1) и нижние подшипники (2).
- Установите подшипники в блок цилиндров и крышки подшипников.
- Установите коленчатый вал в блок цилиндров.
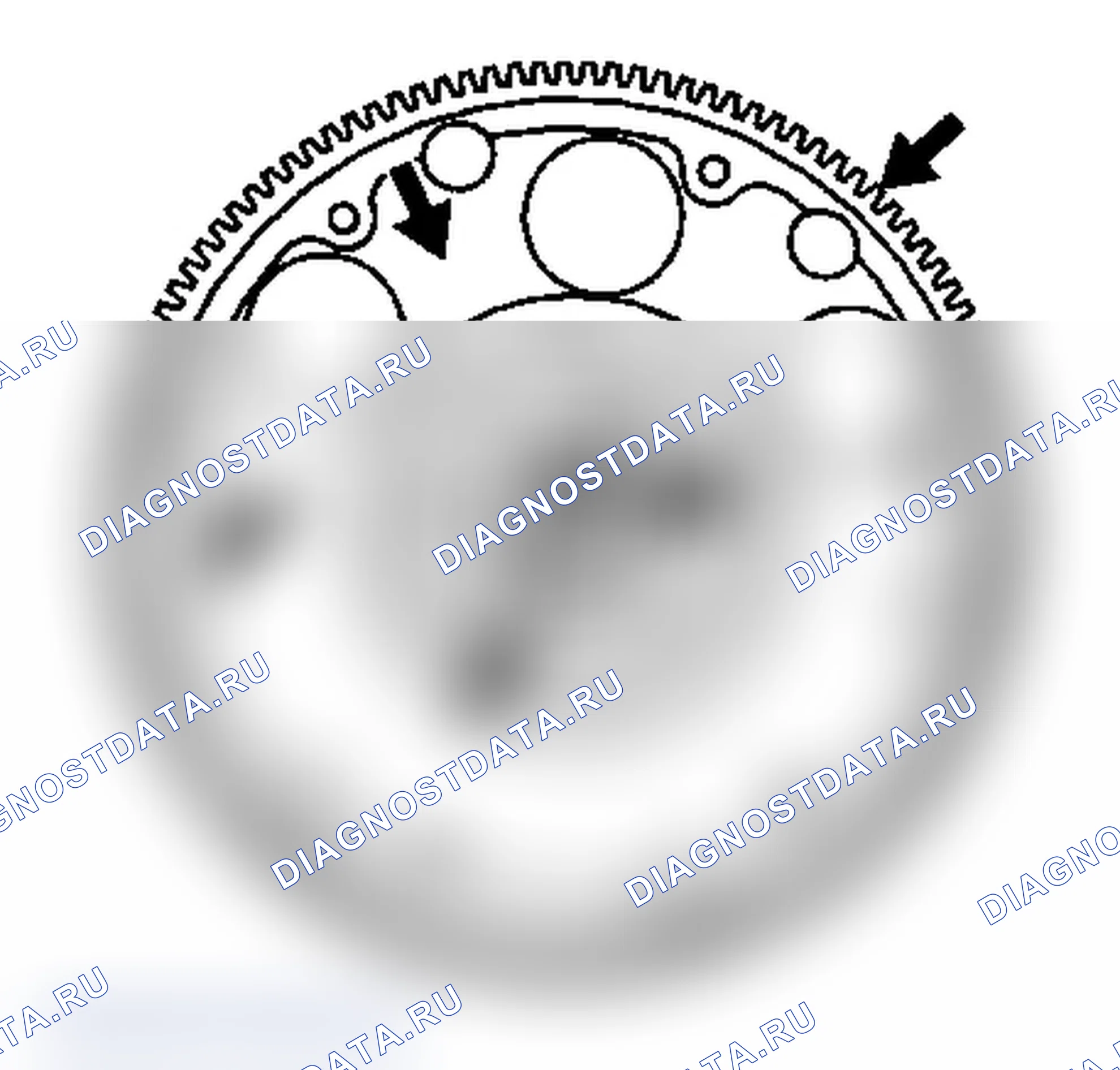
- Поверните коленчатый вал приблизительно на 30 градусов, чтобы посадить подшипники.
- Поместите пластмассовый шаблон на шейку коленчатого вала по всей ширине подшипника. Примечание: Не допускайте вращения коленчатого вала в любое время во время установки и затяжки крышки подшипника, иначе измерение пластикового калибра будет неточным.
- Установите крышки подшипников коленчатого вала.
- Установите болты крышки подшипника коленчатого вала.
- Затяните болты крышки подшипника коленчатого вала в правильной последовательности. Затянуть: 1-й шаг 98 Н.м (72 фунта фута). 2-я ступень 132 Н.м (97 фунтов футов). 3-й шаг 30 градусов с использованием J 45059.
- Установите боковые болты крышки подшипника коленчатого вала. Затянуть: Затянуть боковые болты крышки подшипника коленчатого вала в правильной последовательности до 70 Н.м (52 фунта фута).
- Отверните болты крышки подшипника коленчатого вала.
- Снимите крышки подшипников коленчатого вала.
- Сравните ширину пластикового шаблона со шкалой, напечатанной на пластиковом контейнере шаблона.
- Выберите марку подшипника коленчатого вала, которая обеспечивает надлежащие масляные зазоры. Производственная спецификация для зазора подшипника коленчатого вала составляет 0 039-0 070 мм (0,0015-0,0028 дюйма), а предел обслуживания - 0 014 мм (0,0055 дюйма).
Схема №840

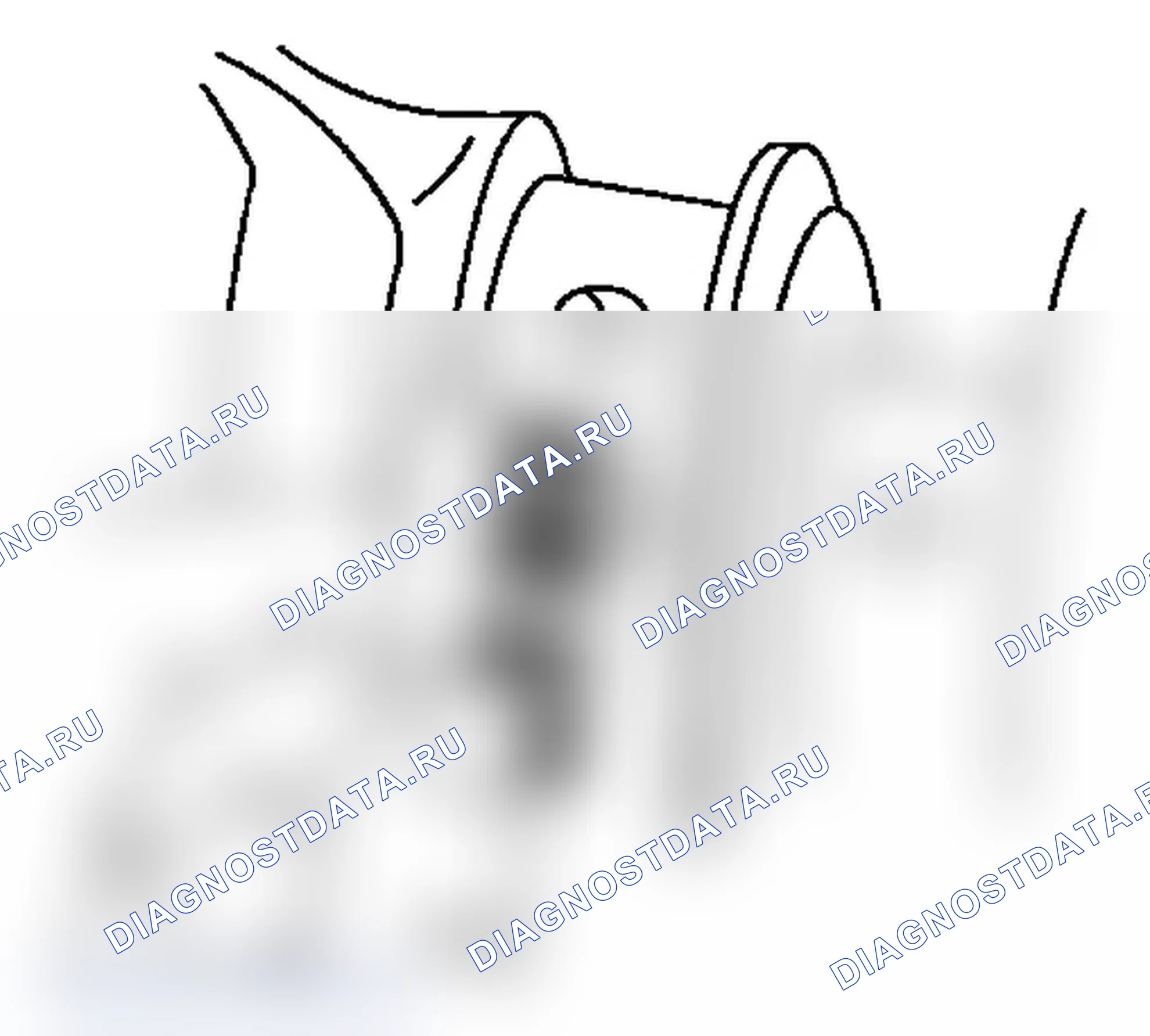
- Прочистите балансир коленчатого вала.
- Осмотрите балансир коленчатого вала на предмет повреждений поверхности ременного привода и ступицы балансира коленчатого вала.
- Осмотрите канавку ступицы балансира на предмет повреждений или износа.
- Замените балансир коленчатого вала, если есть какие-либо проблемы.
Схема №841
- Прочистите маховик в сборе.
- Осмотрите маховик в сборе на наличие трещин или чрезмерного износа зубьев.
- Замените маховик в сборе, если есть какие-либо проблемы.
Как отремонтировать резьбу
В продаже имеются комплекты для ремонта резьбы общего назначения.
Схема №842
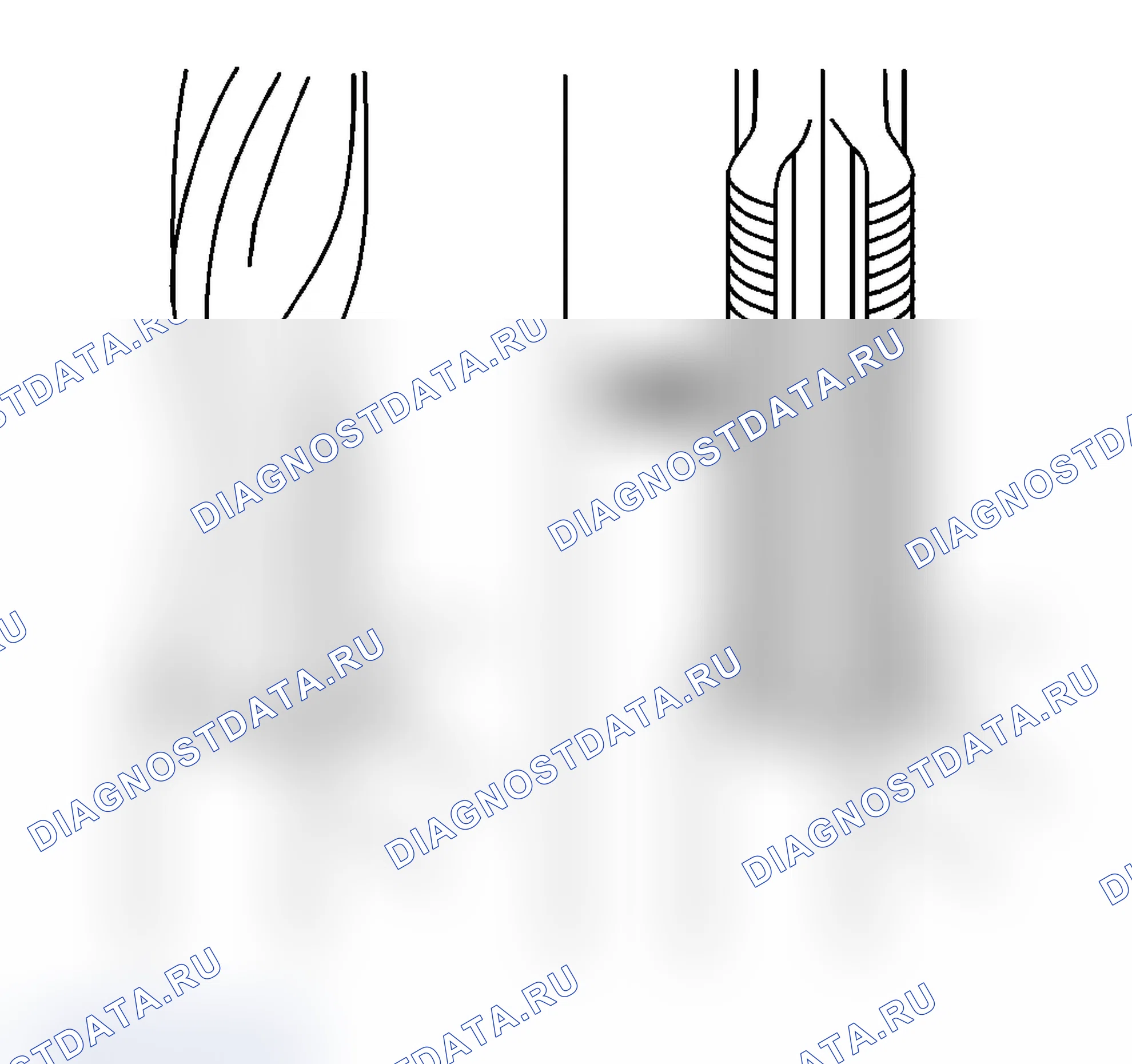
- Определите размер, шаг и глубину поврежденной резьбы.
- При необходимости отрегулируйте упорные буртики на режущем инструменте. Постучите по стопорным манжетам на необходимую глубину.
- Просверлите поврежденную резьбу.
- Удалите стружку.
- Смажьте верхнюю резьбу чистым моторным маслом.
- Используйте кран для того, чтобы нарезать новую резьбу.
- Прочистите резьбу.
- Навинтите резьбовую вставку на оправку установщика резьбовой вставки. Зацепите хвостовик резьбовой вставки за конец оправки.
- Смазать резьбовую вставку чистым моторным маслом - кроме случаев установки в алюминий - и установить резьбовую вставку.
- Если хвостовик резьбовой вставки не отламывается при демонтаже установщика резьбовой вставки, отламывайте хвостовик с помощью пробойника.
Выбор прокладки головок цилиндров
Необходимые инструменты
J 7872 Набор индикаторов набора номера
Схема №843
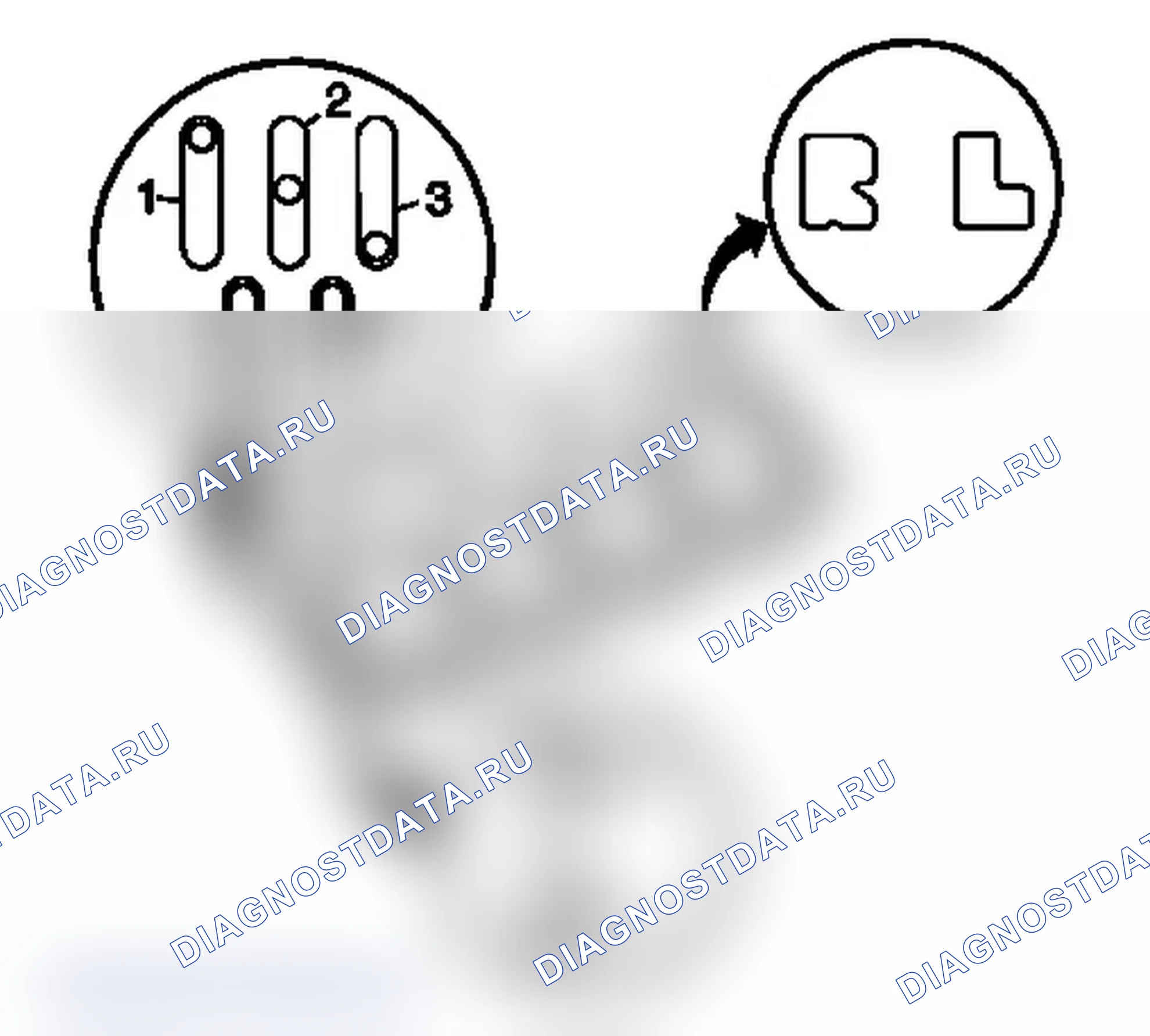
Схема №844

- Толщина прокладки головки цилиндров определяется выступом головки поршня от поверхности деки блока цилиндров. Существуют прокладки головки цилиндров, доступные в трех различных толщинах. Следуйте приведенной ниже процедуре и обратитесь к разделу Спецификации выбора прокладок головки цилиндров, чтобы определить, какую прокладку использовать для каждой группы цилиндров.
- Убедитесь, что поршень и дека цилиндра не содержат углерода, прокладочного материала или других предметов, которые могут дать вам ошибочное измерение.
- Используйте J 7872 для измерения выступания поршня в двух различных точках на каждом поршне. Обнулите циферблатный индикатор до поверхности деки цилиндра. Установите стрелку циферблатного индикатора на верхнюю часть поршня. Убедитесь, что указатель находится непосредственно над осевой линией поршневого пальца, чтобы предотвратить неточные показания от качания поршня. Вращайте двигатель, чтобы прокрутить поршень через верхнюю мертвую точку, одновременно отмечая максимальное показание на циферблатном индикаторе. Повторите процедуру во второй точке измерения на поршне.
- Вычислите среднее значение выступания поршня для каждого цилиндра.
- Получить максимальное значение выступания поршня для этой группы цилиндров.
- Определите марку прокладки по максимальной величине выступания поршня с помощью диаграммы.
- Если разница между наибольшим измеренным выступом головки поршня и наименьшим измеренным выступом поршня в пределах одного блока цилиндров превышает 0,1 мм (0,0039 дюйма), то необходимо проверить следующее. Шатун в зазор поршневого пальца Поршень в зазор поршневого пальца
Если какой-либо из указанных выше зазоров выходит за рамки технических требований, то для ремонта обратитесь к соответствующему разделу. Если все вышеуказанные зазоры не выходят за эксплуатационные пределы, но отклонение выступа поршня превышает 0,1 мм (0,0039 дюйма), замените узел шатуна и поршня.