Необходимые инструменты
J 36660-A Измеритель угла крутящего момента
Важно
- Зазоры подшипников коленчатого вала являются критическими. Чрезмерный зазор подшипников коленчатого вала может повлиять на сигналы датчиков положения коленчатого вала и / или производительность системы бортовой диагностики (бортовая система диагностики) II.
- Крышки подшипников коленчатого вала должны быть установлены в правильном месте и направлении.
- При установке подшипников коленчатого вала совместите установочные лапки на подшипниках с установочными пазами в отверстии цапфы блока двигателя и крышке подшипника.
- Всегда устанавливайте подшипники коленчатого вала со своим механически обработанным партнером. Не припиливайте подшипники и не смешивайте половины подшипников.
- Чтобы предотвратить утечку масла из блока двигателя, установите НОВЫЕ боковые болты крышки подшипника коленчатого вала M8. На боковых болтах крышки подшипника коленчатого вала M8 на фланец болта нанесена накладка из герметика.
Схема №640
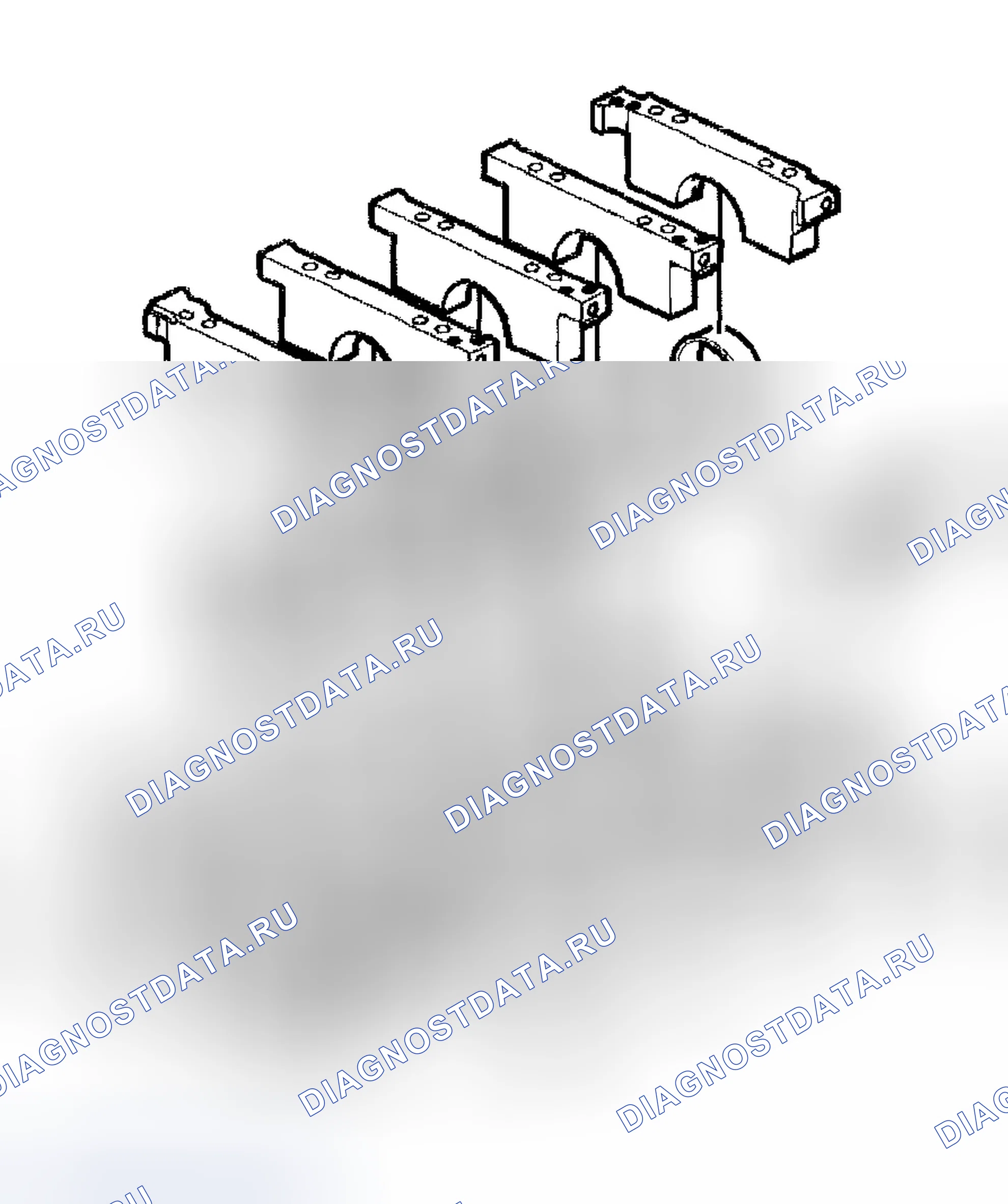
Схема №641
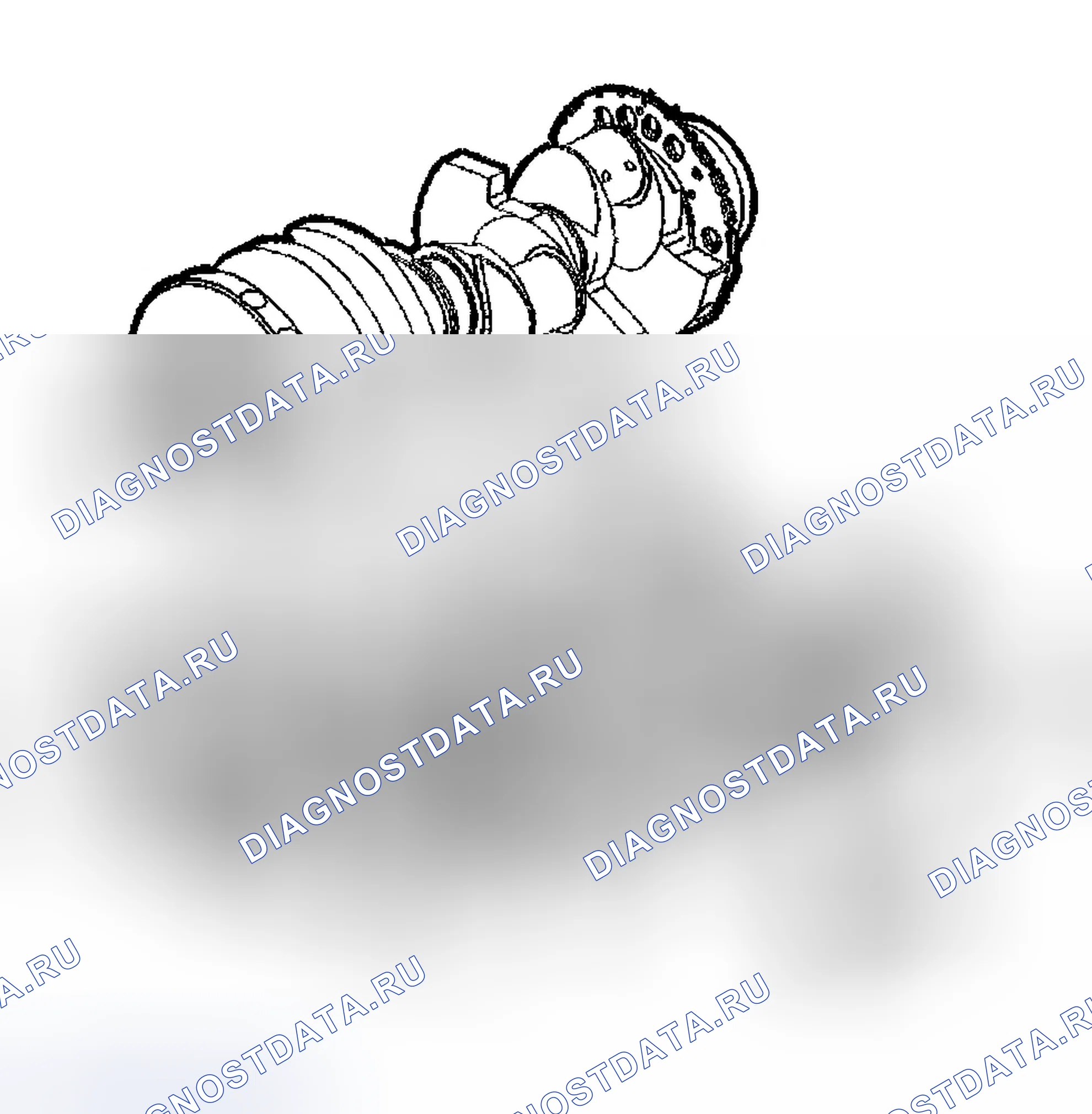
Схема №642
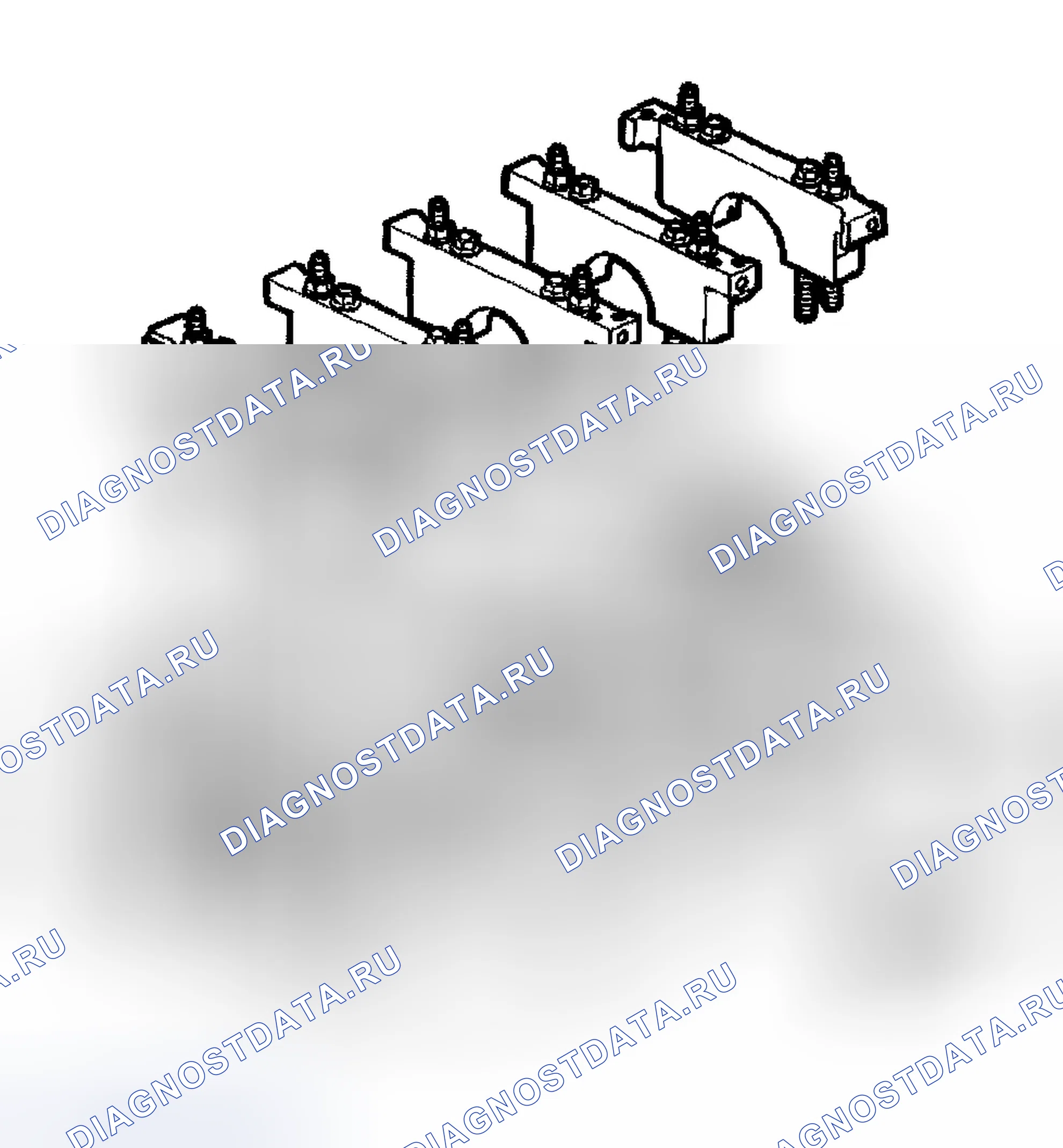
Схема №643
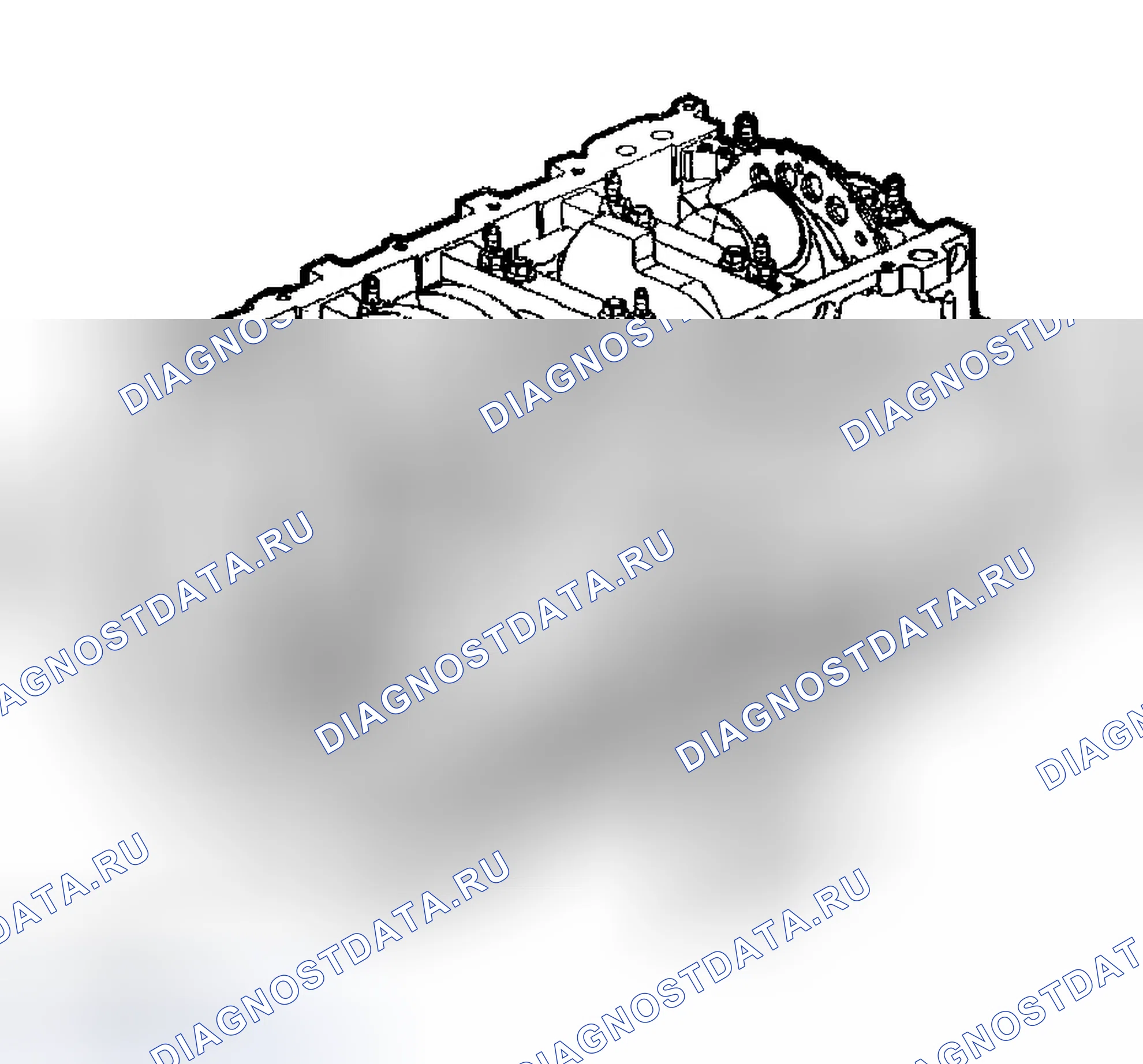
Схема №644
Схема №645
Схема №646
- Установите упорные подшипники коленчатого вала на блок двигателя и крышку подпятника.
- Установите остальные подшипники коленчатого вала на блок двигателя и крышки подшипников.
- Смазка поверхностей подшипников и шеек коленчатого вала чистым моторным маслом. ВНИМАНИЕ: Для поддержания надлежащего торцевого люфта коленчатого вала соблюдайте предельную осторожность при установке коленчатого вала. Избегайте забивания или повреждения упорного подшипника.
- Установите коленчатый вал. Важно: Крышки подшипников должны быть установлены в правильном месте и направлении.
- Установите крышки подшипников коленчатого вала, с подшипниками, в блок двигателя.
- Запустите болты M10 и болты / шпильки.
- Постучите по месту крышек подшипников молотком с пластиковой поверхностью.
- Установите НОВЫЕ боковые болты крышки подшипника M8. ВНИМАНИЕ: Используйте правильный крепеж в правильном месте. Сменный крепеж должен быть правильным номером детали для этого применения. Крепеж, требующий замены или крепеж, требующий использования фиксирующего соединения резьбы или герметика, определяется в сервисной процедуре. Не используйте краски, смазки или ингибиторы коррозии на крепежных деталях или поверхностях соединений крепежа, если не указано. Эти покрытия влияют на момент затяжки крепежа и усилие зажима соединения и могут повредить крепеж. Используйте правильную последовательность затяжки и спецификации, чтобы избежать повреждения деталей крепежа при установке крепежа.
- Затянуть болты крышки подшипника и шпильки. Затянуть Затянуть болты крышки внутреннего подшипника M10 сначала последовательно до 20 Н.м (15 фунтов футов). Важно: Для правильного выравнивания упорных подшипников коленчатого вала окончательная тяга коленчатого вала ДОЛЖНА быть в прямом направлении.
- С помощью пластикового молотка постучите по крышке коленчатого вала назад, затем вперед, чтобы выровнять упорные подшипники. Затяните Затяните внутренние болты M10, последний проход в последовательности 80 градусов с помощью J 36660-A. Затяните внешние болты / шпильки M10, первый проход в последовательности до 20 Н.м. Затяните внешние болты / шпильки M10, последний проход в последовательности 51 градус с помощью J 36660-A. Затянзатяните один болт подшипника на стороне M25 м.
- Установить датчик положения коленчатого вала. Осмотреть уплотнительное кольцо датчика положения коленчатого вала. Если уплотнительное кольцо не порезано или не повреждено, то его можно использовать. Покрыть уплотнительное кольцо чистым моторным маслом. Установить датчик. Совместить паз в фиксирующем кронштейне датчика с отверстием для болта в блоке. Установить болт датчика. Затянуть Затянуть болт датчика положения коленчатого вала до 25 Н.м (18 lft).
- Измерить люфт конца коленчатого вала. Протолкнуть коленчатый вал вперед или назад. Вставьте щуп между центральным подшипником коленчатого вала и опорной поверхностью коленчатого вала и измерьте зазор подшипника. Правильный зазор люфта конца коленчатого вала составляет 0,04-0,2 мм (0,0015-0,0078 дюйма). Если зазор подшипника не соответствует спецификациям, осмотрите упорные поверхности на наличие забоин, борозд или приподнятого металла. Мелкие дефекты могут быть удалены мелким камнем.