Применение укупорочного средства
Материал Mopar® прокладка Maker должен наноситься на одну поверхность прокладки с минимальным диаметром 1 мм (0 040 дюйма) или менее. Убедитесь, что материал окружает каждое монтажное отверстие. Излишки материала могут быть легко стерты. Компоненты должны быть затянуты на месте в течение 15 минут. Во время сборки рекомендуется использовать установочный штифт для предотвращения смывания материала с места.
Прокладочный материал Mopar® двигатель RTV генератор II или ATF RTV должен наноситься в виде непрерывного валика диаметром приблизительно 3 мм (0 120 дюйма). Все монтажные отверстия должны быть обведены. Для угловых уплотнений и Т-образных соединений в центре зоны контакта прокладок помещают каплю диаметром 3,17 или 6,35 мм (1/8 или 1/4 дюйма). Неотвержденный герметик можно удалить полотенцем для магазина. Компоненты следует затянуть на месте, пока герметик еще влажный на ощупь (в течение 10 минут). Во время сборки рекомендуется использовать установочный штифт, чтобы предотвратить удаление материала с места установки.
Материал уплотнительной прокладки Mopar® Threebond двигатель RTV следует наносить в виде непрерывного валика диаметром приблизительно 3 мм (0 120 дюйма). Поверхности прокладки следует очистить салфетками из изопропилового спирта при подготовке к нанесению герметика. Все монтажные отверстия должны быть обведены. Для угловых уплотнений и Т-образных соединений в центре зоны контакта прокладок помещают каплю диаметром 3,17 или 6,35 мм (1/8 или 1/4 дюйма). Неотвержденный герметик можно удалить полотенцем для магазина. Компоненты должны быть собраны в течение 20 минут и затянуты на месте в течение 45 минут. Во время сборки рекомендуется использовать установочный штифт, чтобы предотвратить удаление материала с места установки.
Схема №210
| 1 - АБРАЗИВНАЯ ПОДУШКА |
|---|
| 2-3M ROLOC™ ДИСК С ЩЕТИНОЙ |
| 3 - ПЛАСТМАССОВЫЙ/ДЕРЕВЯННЫЙ СКРЕБОК |
Для обеспечения герметизации прокладки двигателя необходимо произвести надлежащую подготовку поверхности, особенно с применением алюминиевых компонентов двигателя и многослойных стальных прокладок головки цилиндров.
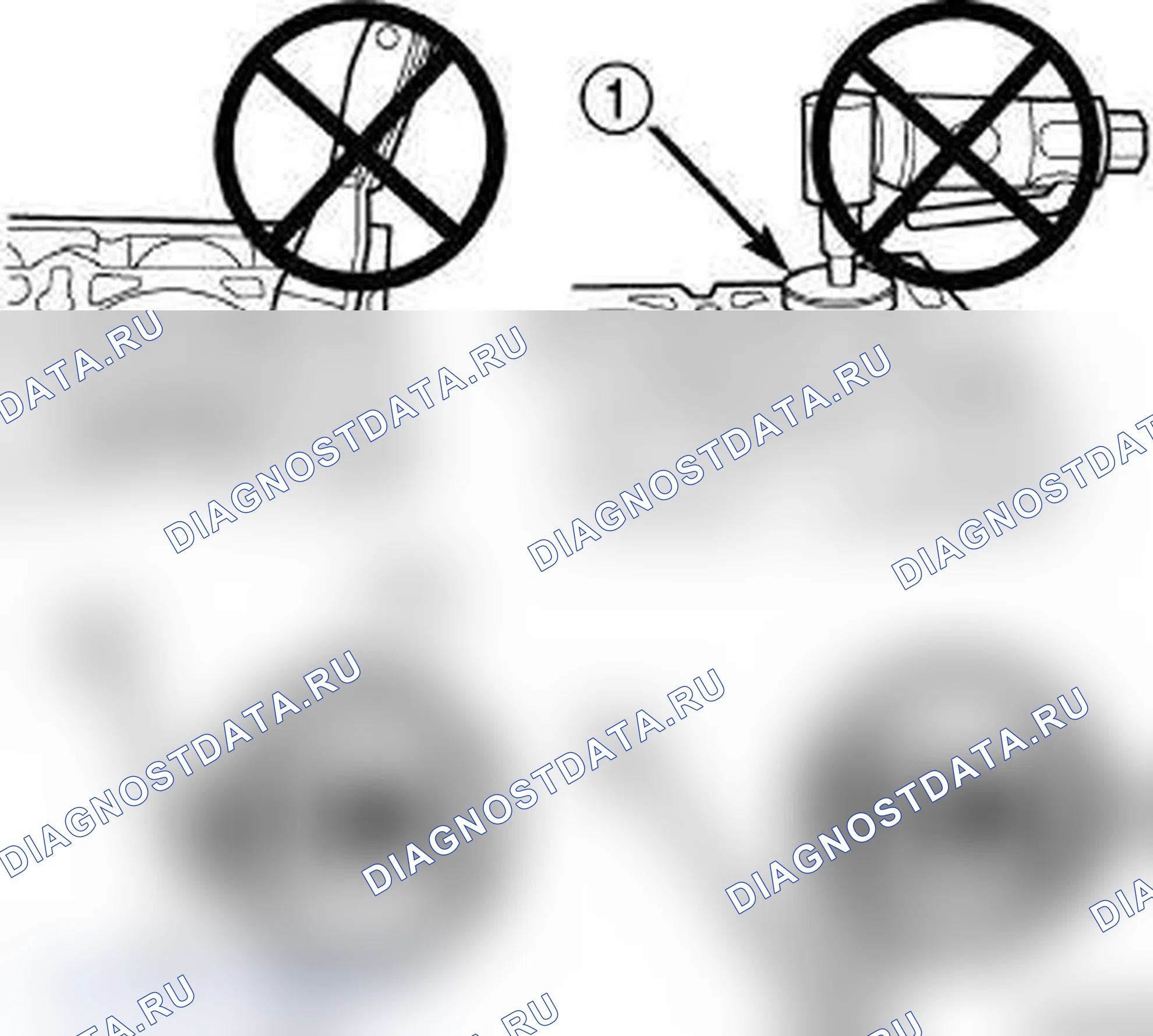
Никогда не используйте следующее для очистки поверхностей прокладок
- Скребок металлический.
- Абразивная подушка или бумага для очистки блока цилиндров и головки.
- Высокоскоростной электроинструмент с абразивной подушкой или проволочной щеткой (1).
ПримечаниеПрокладки головки из многослойной стали (MLS) требуют уплотняющей поверхности без царапин.
Используйте только следующее для очистки поверхностей прокладок
- Растворитель или коммерчески доступный съемник прокладок
- Пластиковый или деревянный скребок (3).
- Сверлильный двигатель с 3M Roloc™ Bristle дисковые тормоза (белый или желтый) (2).
| Внимание | Избыточное давление или высокие обороты (сверх рекомендуемой скорости), могут повредить уплотнительные поверхности. Рекомендуется мягкий (белый, с зернистостью 120) диск из щетины. При необходимости средний (желтый, зернистостью 80) диск щетины можно использовать на чугунных поверхностях с осторожностью. |
|---|