# Общие технические условия на ремонт
# Защита транспортных средств

# Меры безопасности
ВниманиеПри проведении работ по ремонту кузова должны соблюдаться соответствующие национальные правила безопасности. При возникновении вопросов обратитесь в соответствующий отдел. Стоянка транспортных средств без защитных мер в мастерских по ремонту кузова запрещена (искры брызг могут стать причиной пожара, повреждения лакокрасочного покрытия и окон).
Советы по безопасности
Защита от угроз безопасности
ПримечаниеВсе операции должны выполняться техниками, прошедшими государственную аттестацию по соответствующей квалификации, и с соблюдением мер безопасности.
| Символ | Имя |
|---|---|
| A | Очки сварщика |
| B | Затычка для уха |
| C | Перчатки сварщика |
| D | Порезостойкие перчатки |
| E | Пылезащитные маски |
| F | Защитные очки |
| G | Сварные маски |
| H | Безопасная обувь |
Рама коррекции безопасного использования
ВниманиеПри использовании гидравлического устройства или тягового устройства для коррекции кузова, корректирующего поврежденное в результате аварии транспортное средство, может оказывать огромное воздействие на кузов, которое может причинить вред другим. Безопасность персонала на рабочих участках должна быть гарантирована.
Подъем тела
# Описание и действия
# Описание и действия
Меры безопасности
- При выполнении работ по сварке, резке, шлифовке листового металла кузова необходимо носить защитную одежду, защитные очки, перчатки, маску, рабочую обувь
- Зоны сварки должны быть хорошо проветриваемыми
- Перед сваркой необходимо отсоединить аккумулятор и накрыть соединительную клемму
- Если при работе рядом с аккумулятором может возникнуть искра, аккумулятор необходимо демонтировать
- Перед демонтажем всей детали транспортного средства транспортное средство должно быть прикреплено к подъемной раме транспортного средства, чтобы избежать изменения центра тяжести всего транспортного средства и повлиять на безопасность эксплуатации
- Подсоедините заземляющий провод электросварного устройства непосредственно к детали, подлежащей сварке, и при работе убедитесь, что между местом стыковки и точкой сварки нет проводящих частей
- Провода заземления или электроды электросварки не должны контактировать с электронным блоком управления и проводом
- В зоне обслуживания кузова не должно быть остановлено ни одно транспортное средство без защиты, так как искра от брызг может вызвать пожар и повредить лаковое покрытие и стекло
- Необходимо проявлять особую осторожность при шлифовании и сварке вблизи топливных баков или других компонентов, содержащих топливо, и демонтировать любые компоненты, которые, как предполагается, могут повлиять на безопасность
- Ни один элемент системы кондиционирования воздуха, содержащий хладагент, не может быть приварен, равно как и другие компоненты транспортного средства, которые могут привести к повышению температуры компонентов системы кондиционирования воздуха, в противном случае это может привести к взрыву системы кондиционирования воздуха
- Если необходимо выполнить электросварку вблизи шланга хладагента, хладагент должен быть восстановлен, поскольку невидимое проникновение ультрафиолетового излучения в шланг хладагента при электросварке приводит к распаду хладагента.
- провод заземления аккумулятора должен быть отключен при работе системы подушки безопасности или при коррекции кузова; и температура вокруг компонентов подушки безопасности не должна превышать 100 ° C
Состояние деталей
- Перед отправкой отремонтированного транспортного средств или детали для покраски в цех покраски поверхности должна быть выровнена, поверхность шва должна быть шлифована наждачной бумагой
- Подготовительные работы выполняются изготовителем листового металла
- Части кузова и пола в основном формуются холодной штамповкой из стального листа, поэтому участок повреждения в результате аварии должен быть восстановлен тем же способом, что и его форма
- Если поврежденная часть не может быть восстановлена как есть, после корректировки ее соседних частей, места повреждения снимается и заменяется в соответствии с целостностью деталей.
- Не резать детали ячейкими, которые после резки и сварки будут влиять на всю жесткость автомобиля, безопасности движения и удобство ремонта
Описание типа сварки
- Часто используемый тип сварки немного сварка, газозащитная сварка, сварки сварного шва
- Количество точек сварки не должно уменьшаться при выполнении точечной сварки
- Обычно, когда устройство точечной сварки не может быть выполнено, после сверления может быть выполнена сварка заглушкой с использованием газозащитной сварки
- При точечной сварки, если это соединение трехслойной плиты, заменяется только наружная плита, точки сварки устанавливается на исходную точку сварки
- При использовании точечной сварки можно создавать однорядные сварные швы, двухрядные сварные швы, двухрядные сварные швы с смещением
- При использовании газозащитной сварки могут быть сформированы стыковые сварные швы, непрерывные сварные швы, непрерывные сварные швы (прерывистые)
- Сварка сварного шва часто используется для сварки и ремонта областей с низкой прочностью на растяжение и относительно небольшой толщиной элементов
Антикоррозионная обработка
- После ремонта необходимо восстановить стандартный антикоррозионный слой с утвержденным материалом
- Перед герметизацией внутренняя и наружная стороны всех сварных швов должны быть грунтованы
- Металлические листовые детали, покрытые грунтовкой, должны быть покрыты герметиком
- Стыковочные детали, металлические кромки, стыковые сварные швы и сварные швы должны быть герметизированы
- Защитное средство для покрытия нижней панелей транспортного средств С длительным эффектом.
- После напыления лакокрасочного покрытия полости в зоне ремонта должна быть обработана защитным материалом полости
- Очистка дренажей после сушки защитного материала полости
Экологически чистый способ утилизации лома транспортного средств.
- После технического обслуживания или ремонта транспортного средств отходов должны собираться по типу
- Сортировка отработанных материалов, проверки на многоразовость
# Материалы и параметры
# Схема расположения пластмассовых деталей
- Правая комбинированная передняя фонарная маска
- Передний бампер
- Решетка радиатора
- Рамка переднего номерного знака
- Комбинированные фары
- Левая передняя противотуманная крышка
- Левая передняя накладка колёсной арки
- Наружная отделка левого порога
- Левое переднее и внешнее зеркала заднего вида
- Задняя левая дверь наружная декоративная панель
- Декоративные панели оконной рамы
- Антенна
- Дефлектор на дефлекторе
- Комбинированная задняя лампа (со стороны задней двери)
- Задняя противотуманная крышка слева
- Задняя дверь, внешняя отделочная панель
- Задний бампер
- Комбинированная задняя лампа (боковая сторона)
- Правая подножка
- Ручка снаружи правой передней двери
# Список пластиковых деталей
| Порядковый номер | Имя детали | Материал | |
|---|---|---|---|
| 1 | Правая комбинированная передняя фонарная маска | PC+ABS | |
| 2 | Передний бампер | PP+EPDM-TD20 | |
| 3 | Решетка радиатора | ASA | |
| 4 | Рамка переднего номерного знака | PP+EPDM-TD20 | |
| 5 | Комбинированные фары | Световая маска | PC |
| Оболочка лампы | PP | ||
| Декоративная рама | PC | ||
| 6 | Левая передняя противотуманная крышка | PP+EPDM-TD20 | |
| 7 | Левая передняя накладка колёсной арки | PP+EPDM-TD20 | |
| 8 | Наружная отделка левого порога | MP01-08A | |
| 9 | Левое переднее и внешнее зеркала заднего вида | Оболочка | PC/ASA |
| Зеркальный круг | PC/ASA | ||
| 10 | Задняя левая дверь наружная декоративная панель | MP01-08A | |
| 11 | Декоративные панели оконной рамы | PC+ABS | |
| 12 | Вход заправки дверь наружная панель | PPE-PA | |
| 13 | Антенна | Оболочка | PC/ABS |
| 14 | Дефлектор на дефлекторе | ABS MP03-05 | |
| 15 | Комбинированная задняя лампа (со стороны задней двери) | Световая маска | PMMA |
| Оболочка лампы | PC+ABS | ||
| Декоративная рама | PC | ||
| 16 | Задняя противотуманная крышка слева | PP+EPDM-TD20 | |
| 17 | Задняя дверь, внешняя отделочная панель | PC+ABS | |
| 18 | Задний бампер | PP+EPDM-TD20 | |
| 19 | Комбинированная задняя лампа (боковая сторона) | Световая маска | PMMA |
| Оболочка лампы | PC+ABS | ||
| Декоративная рама | PC | ||
| 20 | Правая подножка | Правая отделка подножек | PP+EPDM-TD20 |
| Правая подножка противоскользящая подушка | PP+EPDM | ||
| 21 | Ручка снаружи правой передней двери | каркас | PA6+GF50 |
| Оболочка | PC+ABS |
| Символ | Наименование материала |
|---|---|
| ABS | Сополимер акрилонитрил-бутадиен-стирол |
| AES | Сополимер пропиленитрил-тройной этилпропилкаучук-стирол |
| ASA | Сополимер акрилонитрил-фенилацетат-акрилат |
| PVC | Поливинилхлорид |
| TPV | Полипропилен + трипропиленовый каучук |
| PMMA | Полиметилметакрилат |
| PP+EPDM-TD20 | Полипропилен + трипропиленовый каучук - 20% тальк |
| PC+ABS | Поликарбонат/сополимер пропилитрила-бутадиена-стирола. |
| PP+HDδ=1.5 | Полипропилен высокой плотности |
| PC | Поликарбонат |
| PP-TD40 | Полипропилен - 40% известкового порошка |
| PBT | Бутилентерефталат |
| PA6-B30S- черный | Нейлон 6 (с наполнителем) |
| PA6-B30S | Нейлон 6 (без наполнителя) |
| PBT | Бутилентерефталат |
| PA66/TP8 | Нейлон 6/линейный |
| PA66+GF30 | Нейлон 6 + 30% бока волокна |
| PA6-GF30 | Нейлон 6-20% бока |
| POM | Полиформальдегид |
| TP0 | Термопластичный полипропиленовый эластомер |
| TPE | Термопластичные эластомеры |
| PPS 88G8-BK06 | Полифенилтиоэфир |
| EPDM | Тройной этиловый каучук |
| PPE-PA | Полифениловый эфир-нейлон |
# Перечень оцинкованных плит
| Порядковый номер | Имя | Материал |
|---|---|---|
| 1 | Левая нижняя панель передней стенки | HC420/780DPD+Z |
| 2 | Правая нижняя панель передней стенки | HC420/780DPD+Z |
| 3 | Соединительная пластина центрального тоннеля передней стенки | HC340/590DHD+Z |
| 4 | Передний усилитель центрального тоннеля пола | HC220YD+Z 50/50-M |
| 5 | Опора комбинированного клапана | DC51D+ZM 35/35-M |
| 6 | Соединительная пластина внутри заднего сегмента левой передней продольной балки | HC340/590DHD+Z |
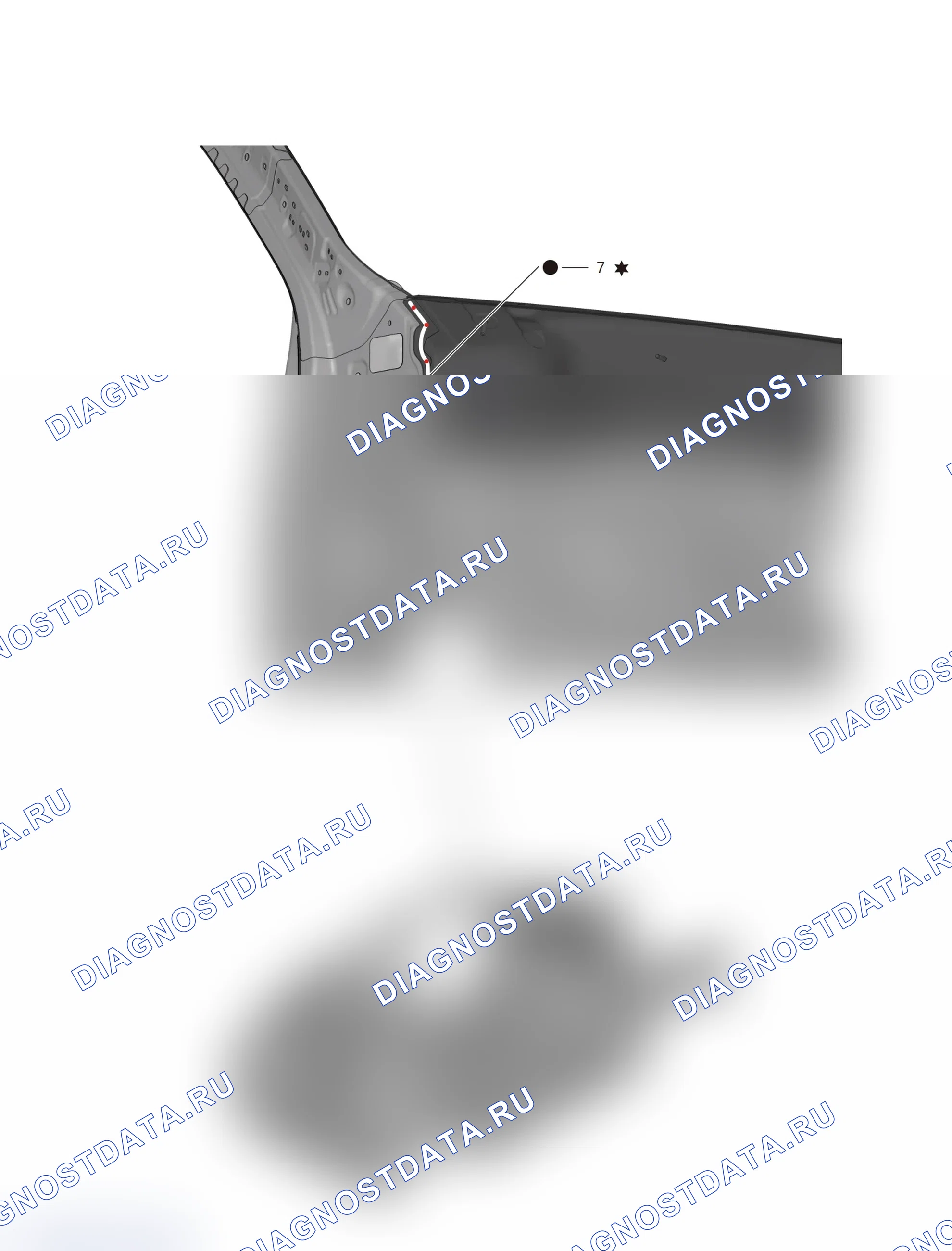
| 7 | Левая торсионная коробка | HC340/590DHD+Z |
| 8 | Соединительная пластина внутри заднего сегмента правой передней продольной балки | HC340/590DHD+Z |
| 9 | Правая торсионная коробка | HC340/590DHD+Z |
| 10 | Внешняя панель левой передней продольной балки | HC340/590DPD+ZM 35/35-M |
| 11 | Левая передняя продольная балка соединяет пластину с боковой балкой | HC340LAD+Z 50/50-M |
| 12 | Левая передняя продольная балка и боковая балка соединяют пластины жесткости | HC340LAD+Z 50/50-M |
| 13 | Внутренняя панель левой передней продольной балки | HC340/590DPD+ZM 35/35-M |
| 14 | Внутренняя концевая пластина в передней части левой передней продольной балки | HC340LAD+Z 50/50-M |
| 15 | Передняя концевая панель левой передней продольной балки | HC420/780DPD+Z |
| 16 | Крепежная пластина для левой передней опоры передней подрамника | DC51D+Z 50/50-M |
| 17 | Передняя подушка левая передняя монтажная скоба | HC340/590DPD+Z 50/50-M |
| 18 | Верхняя левая монтажная пластина фронтального модуля | HC340LAD+Z 50/50-M |
| 19 | Верхняя левая крепежная пластина для фронтального модуля | HC340LAD+Z 50/50-M |
| 20 | Правая передняя наружная панель продольной балки | HC340/590DPD+ZM 35/35-M |
| 21 | Правая передняя продольная балка соединяет пластину с боковой балкой | HC340LAD+Z 50/50-M |
| 22 | Правая передняя продольная балка и боковая балка соединяют пластины жесткости | HC340LAD+Z 50/50-M |
| 23 | Внутренняя панель правой передней продольной балки | HC340/590DPD+ZM 35/35-M |
| 24 | Правая передняя крепежная пластина кронштейна передней подрамника | DC51D+Z 50/50-M |
| 25 | Передняя подушка правые передние монтажные кронштейны | HC340/590DPD+Z 50/50-M |
| 26 | Передняя концевая пластина правой передней продольной балки | HC420/780DPD+Z |
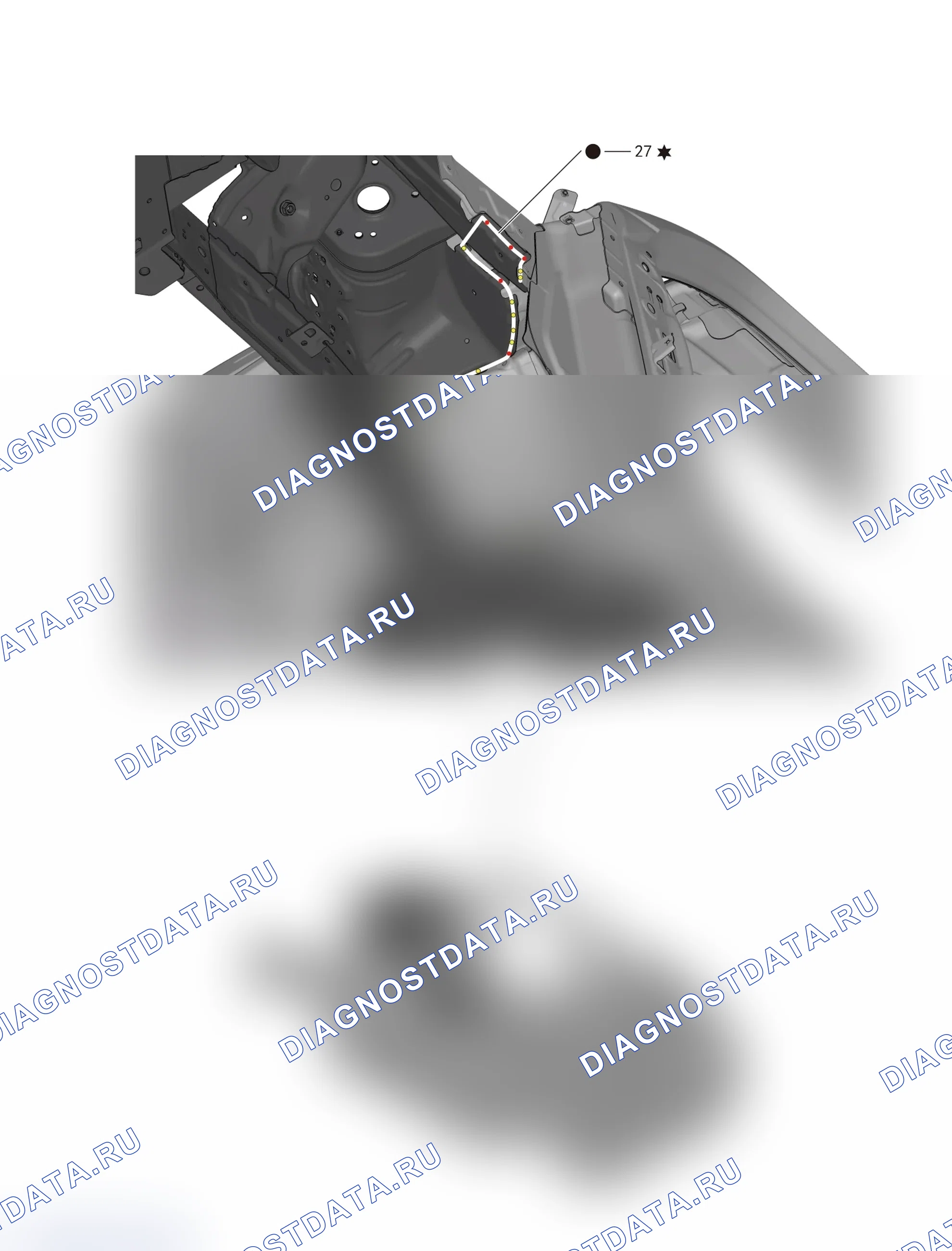
| 27 | Правая верхняя крепежная пластина для фронтального модуля | HC340LAD+Z 50/50-M |
| 28 | Передняя ограждающая панель | HC220YD+ZM 35/35-M |
| 29 | Арматура левого переднего колеса. | HC340LA D+Z 50/50-M-FB |
| 30 | Арматура опор левого переднего вибросредуктора | HC340LAD+Z 50/50-M |
| 31 | Левая передняя крышка колеса | HC260YD+Z 50/50-M |
| 32 | Арматура левого переднего колеса. | HC340/590DPD+Z 50/50-M |
| 33 | Боковые балки левого переднего колпака | HC260YD+ZM 35/35-M |
| 34 | Боковая балка правого капота переднего колеса | HC260YD+ZM 35/35-M |
| 35 | Щиток правого переднего колеса | HC260YD+Z 50/50-M |
| 36 | Усиленная пластина для опоры переднего виброизолятора справа. | HC340LAD+Z 50/50-M |
| 37 | Плита воздушной камеры | HC260YD+ZM 35/35-M |
| 38 | Левая концевая панель воздушной камеры | HC220YD+ZM 35/35-M |
| 39 | Правая концевая панель воздушной камеры | HC220YD+ZM 35/35-M |
| 40 | Левая соединительная пластина воздушной камеры | HC220YD+ZM 35/35-M |
| 41 | Правая соединительная пластина воздушной камеры | HC220YD+ZM 35/35-M |
| 42 | Левая монтажная пластина переднего стеклоочистителя | DC51D+ZM 35/35-M |
| 43 | Монтажные плиты в передних стеклоочистителях | HC220YD+ZM 35/35-M |
| 44 | Левая опорная пластина балки под передним ветровым окном | DC51D+ZM 35/35-M |
| 45 | Воздухозаборник для кондиционирования воздуха | DC51D+ZM 35/35-M |
| 46 | Передняя балка под окном | HC220YD+ZM 35/35-M |
| 47 | Передняя правая опорная пластина балки под окном | DC51D+ZM 35/35-M |
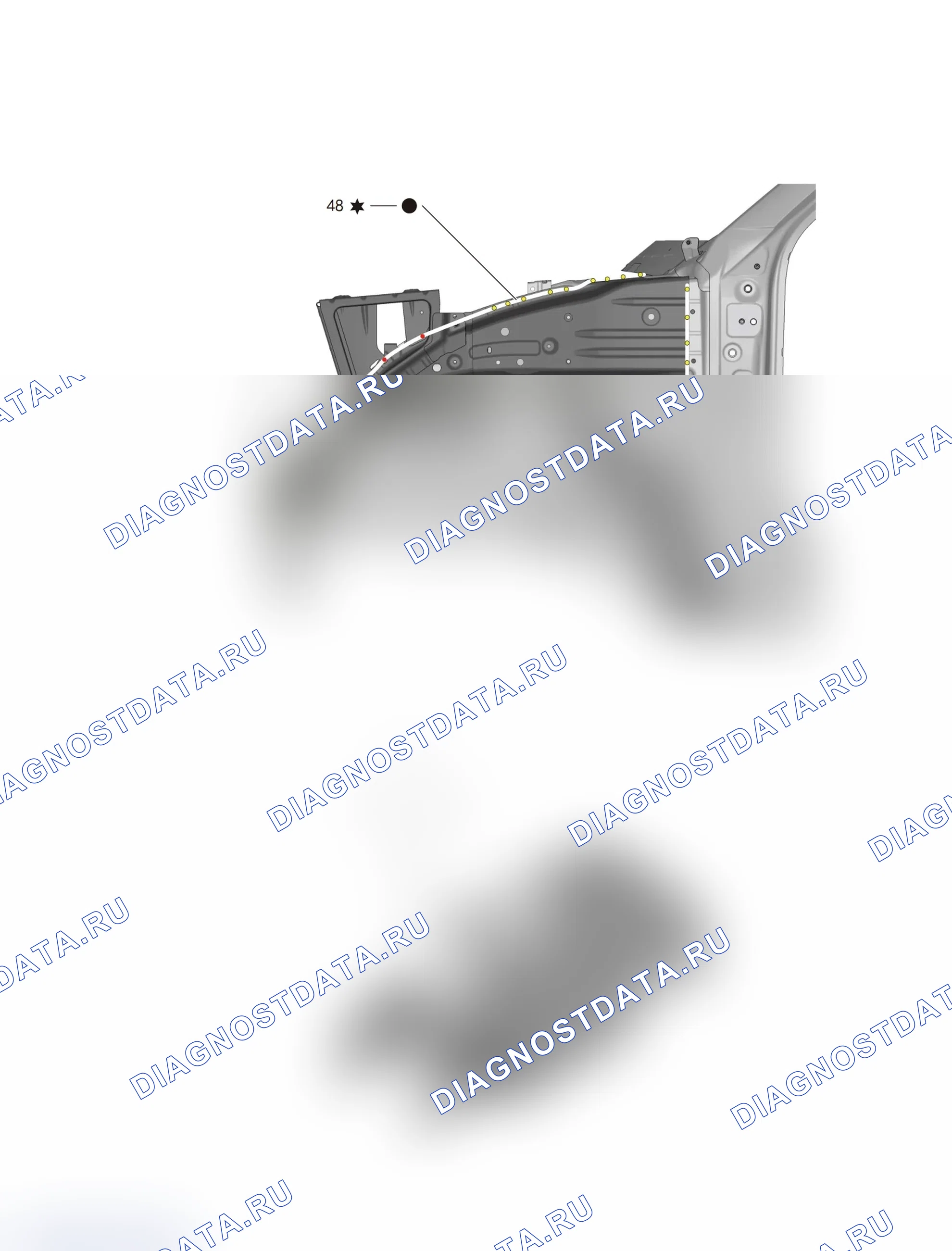
| 48 | Правая монтажная пластина переднего стеклоочистителя | HC220YD+ZM 35/35-M |
| 49 | Задние кронштейны в верхней части нижних пластин левого крыла | DC51D+Z 50/50-M |
| 50 | Левая балка соединяет задний сегмент пластины с боковым периметром | HC340/590DHD+Z |
| 51 | Левая балка и боковая ограждающая соединительная пластина | HC340/590DHD+Z |
| 52 | Опорная пластина внутренней плиты боковой балки левого переднего колпачка колеса. | HC340/590DHD+Z |
| 53 | Передняя скоба левой подкладки крыла | DC51D+Z 50/50-M |
| 54 | Монтажная пластина левого шарнира капота двигателя | HC340/590DHD+Z |
| 55 | Кронштейн опоры левой опоры капота двигателя | HC260YD+Z 50/50-M |
| 56 | Соединительная пластина переднего кронштейна левого крыла. | DC51D+Z 50/50-M |
| 57 | Задние кронштейны в верхней части щитка правого крыла | DC51D+Z 50/50-M |
| 58 | Кронштейн стойки правой опоры капота двигателя | HC260YD+Z 50/50-M |
| 59 | Соединительная пластина переднего кронштейна подщита правого крыла | DC51D+Z 50/50-M |
| 60 | Опорная пластина внутренней плиты боковой балки правого переднего колпачка колеса. | HC340/590DHD+Z |
| 61 | Правая шарнирная монтажная пластина крышки двигателя | HC340/590DHD+Z |
| 62 | Передняя скоба щитка правого крыла | DC51D+Z 50/50-M |
| 63 | Соединительная пластина с правой балкой и боковым периметром | HC340/590DHD+Z |
| 64 | Правая балка соединяет задний сегмент пластины с боковым периметром | HC340/590DHD+Z |
| 65 | Левый передний пол | DC51D+ZM 35/35-M |
| 66 | Правый передний пол | DC51D+ZM 35/35-M |
| 67 | Левая продольная балка центрального тоннеля пола | HC340/590DPD+Z 50/50-M |
| 68 | Усилитель левого подвеса выхлопной системы | HC260YD+Z 50/50-M |
| 69 | Правая продольная балка центрального тоннеля пола | HC340/590DPD+Z 50/50-M |
| 70 | Усилитель правого подвеса выхлопной системы | HC260YD+Z 50/50-M |
| 71 | Левая дверь пороговая балка | HC820/1180DPD+Z 50/50-M-FB |
| 72 | Правая дверь пороговая балка | HC820/1180DPD+Z 50/50-M-FB |
| 73 | Нижняя секция левой стойки А соединяет пластину с балкой-порогом дверь | HC340/590DHD+Z |
| 74 | Нижняя секция правой стойки А соединяет пластину с балкой-порогом дверь | HC340/590DHD+Z |
| 75 | Средний пол | HC260YD+ZM 35/35-M |
| 76 | Левая усиливающая пластина передней балки заднего этажа | HC340/590DHD+Z |
| 77 | Правая усиленная пластина передней балки заднего этажа | HC340/590DHD+Z |
| 78 | Передняя балка заднего этажа | HC260YD+Z 50/50-M |
| 79 | Поперечные балки в заднем полу | HC340/590DPD+Z 50/50-M |
| 80 | Арматурные плиты для поперечных балок в заднем полу | HC220YD+Z 50/50-M |
| 81 | Левая и нижняя монтажные плиты задней противоударной балки | HC420/780DPD+Z |
| 82 | Задний участок левой продольной балки заднего этажа | HC340/590DPD+ZM 35/35-M |
| 83 | Крепежные плиты с гайками установлены слева спереди задней подрамника | HC420/780DPD+Z |
| 84 | Соединительная пластина левой задней продольной балки заднего этажа | HC340/590DHD+Z |
| 85 | Соединительная пластина левой продольной балки заднего этажа со средней поперечной балкой | HC340/590DHD+Z |
| 86 | Верхняя опора задней спиральной пружины | HC260YD+ZM 35/35-M |
| 87 | Правая нижняя монтажная плита задней противоударной балки | HC420/780DPD+Z |
| 88 | Задняя секция правой продольной балки заднего этажа | HC340/590DHD+ZM 35/35-M |
| 89 | Крепежные плиты с гайками установлены справа спереди на задней подрамнике | HC420/780DPD+Z |
| 90 | Соединительная пластина для правой задней продольной балки заднего этажа | HC340/590DHD+Z |
| 91 | Соединительная пластина для правой продольной балки заднего этажа со средней поперечной балкой | HC340/590DHD+Z |
| 92 | Задний пол | DC51D+ZM 35/35-M |
| 93 | Передняя опорная плита правой продольной балки заднего этажа | HC260YD+Z 50/50-M |
| 94 | Монтажная пластина правого продольного рычага задней подвески | HC340/590DHD+Z |
| 95 | Левая передняя соединительная пластина заднего этажа | HC340/590DPD+ZM 35/35-M |
| 96 | Правая передняя соединительная пластина заднего этажа | HC340/590DPD+ZM 35/35-M |
| 97 | Передний сегмент левой продольной балки заднего этажа | HC340/590DHD+Z |
| 98 | Кронштейн датчика скорости заднего левого колеса | HC260YD+Z 50/50-M |
| 99 | Передняя секция правой продольной балки заднего этажа | HC340/590DHD+Z |
| 100 | Кронштейн датчика скорости заднего правого колеса | HC260YD+Z 50/50-M |
| 101 | Доска-доска для армирования передней балки заднего этажа | HC340/590DHD+Z |
| 102 | Крепежные кронштейны для подготовки шин | HC260YD+ZM 35/35-M |
| 103 | Передняя опорная плита левой продольной балки заднего этажа | HC260YD+Z 50/50-M |
| 104 | Монтажная пластина левого продольного рычага задней подвески | HC340/590DHD+Z |
| 105 | Правая усиленная доска | HC340/590DPD+Z 50/50-M |
| 106 | Левая усиленная доска | HC340/590DPD+Z 50/50-M |
| 107 | Правая усиленная доска | HC260YD+Z 50/50-M |
| 108 | Сварка внутренней панели передней секции левой продольной балки заднего этажа | HC340LAD+Z 50/50-M |
| 109 | Внутренняя панель переднего сегмента правой продольной балки заднего этажа | HC340LAD+Z 50/50-M |
| 110 | Периферийная панель | DC53D+ZM 35/35-M |
| 111 | Внутренняя панель заднего периметра | DC53D+ZM 35/35-M |
| 112 | Левая соединительная пластина в задней части | DC56D+ZM 35/35-M |
| 113 | Монтажная пластина крюка левого каната | DC51D+ZM 35/35-M |
| 114 | Задняя дверьдверь пороговая отделочная доска | HC340/590DHD+Z |
| 115 | Задняя дверь сенсорное открытие держателя контроллера | HC180YD+ZM 35/35-M |
| 116 | Левая соединительная пластина задней противоударной балки | DC53D+ZM 35/35-M |
| 117 | Правая соединительная пластина в задней части | DC56D+ZM 35/35-M |
| 118 | Монтажная плита для крюка правой веревки | DC51D+ZM 35/35-M |
| 119 | Средний кронштейн заднего бампера | DC51D+Z |
| 120 | Кронштейн левой установки заднего бампера | DC51D+ZM 35/35-M |
| 121 | Кронштейн для правой установки заднего бампера | DC51D+ZM 35/35-M |
| 122 | Задний усилитель бампера | HC650/980DPD+Z 50/50-M |
| 123 | Кронштейн под задним бампером | HC260YD+ZM 35/35-M |
| 124 | Периферийная панель слева | DC56D+Z 50/50-M-FD |
| 125 | Правая периферийная панель | DC56D+Z 50/50-M-FD |
| 126 | Монтажная пластина заднего фонаря с правой стороны | DC56D+ZM 35/35-M |
| 127 | Правосторонняя дренажная емкость | DC56D+ZM 35/35-M |
| 128 | Монтажная пластина заднего фонаря слева | DC56D+ZM 35/35-M |
| 129 | Бак с левой стороны | DC56D+ZM 35/35-M |
| 130 | Кронштейн под задней частью правостороннего щитка | DC51D+ZM 35/35-M |
| 131 | Кронштейн для крепления в задней части подщита левого крыла | DC51D+ZM 35/35-M |
| 132 | Крепление кронштейна на задней части щитка правого крыла | DC51D+ZM 35/35-M |
| 133 | Крепление кронштейнов на задней части подщита левого крыла | DC51D+ZM 35/35-M |
| 134 | Задние кронштейны верхней части пластин крыла | DC51D+Z 50/50-M |
| 135 | Наружная панель задней крышки левого колеса | DC54D+ZM 35/35-M |
| 136 | Наружная пластина задней крышки правого колеса | DC54D+ZM 35/35-M |
| 137 | Внутренняя пластина заднего кожуха левого колеса | HC220YD+ZM 35/35-M |
| 138 | Внутренняя пластина заднего кожуха правого колеса | HC220YD+ZM 35/35-M |
| 139 | Левая задняя опора виброизолятора | HC260YD+Z 50/50-M |
| 140 | Правая задняя опора виброизолятора | HC260YD+Z 50/50-M |
| 141 | Передняя панель задней крышки левого колеса пластина | HC340LAD+ZM 35/35-M |
| 142 | Передняя панель правой задней крышки колеса пластина | HC340LAD+ZM 35/35-M |
| 143 | Монтажная плита для заправочной трубы. | DC51D+Z 50/50-M |
| 144 | Держатель адсорбер | DC51D+Z 50/50-M |
| 145 | Держатель 2 адсорбер | HC340/590DPD+ZM 35/35-M |
| 146 | Левый отсек заднего бампера | DC51D+Z 50/50-M |
| 147 | Правый отсек заднего бампера | DC51D+Z 50/50-M |
| 148 | Правая дверь предельная балка для армирования пластин с продлением пластин | HC550/980DPD+Z 50/50-M |
| 149 | Левая дверь предельная балка для армирования пластин с продлением пластин | HC550/980DPD+Z 50/50-M |
| 150 | Подщит левого крыла | HC180BD+Z 50/50-M-FD |
| 151 | Доска усиления левого крыла | HC220YD+Z 50/50-M |
| 152 | Щиток правого крыла | HC180BD+Z 50/50-M-FD |
| 153 | Доска усиления правого крыла | HC220YD+Z 50/50-M |
| 154 | Сквозная монтажная панель крышки | HC260YD+ZM 35/35-M |
| 155 | Монтажная пластина замка капота двигателя | HC340/590DPD+Z 50/50-M |
| 156 | Монтажная пластина для крепления теплоизоляционных колодок в машинном отделении | DC51D+Z 50/50-M |
| 157 | Монтажная плита теплоизоляции моторного отсека | HC220YD+Z 50/50-M |
| 158 | зажим | DC51D+Z 50/50-M |
| 159 | Передняя левая панель дверь внешняя панель | HC180BD+Z 50/50-M-FD |
| 160 | Левая передняя дверь внутренняя панель | DC56D+ZM 35/35-M |
| 161 | Передняя левая дверь монтажная пластина зеркала заднего вида | HC260LAD+ZM 35/35-M |
| 162 | Левая передняя дверь блокирующая арматура | DC51D+ZM 35/35-M |
| 163 | Левая передняя дверь стеклянная передняя направляющая | DC51D+ZM 35/35-M |
| 164 | Передние дверь стеклянные передние направляющие на кронштейнах | DC51D+ZM 35/35-M |
| 165 | Левая передняя дверь стеклянная передняя направляющая | DC51D+ZM 35/35-M |
| 166 | Рама левой передней двери и окна | DC53D+ZM 35/35-M |
| 167 | Левая задняя дверь внешняя панель | HC180BD+Z 50/50-M-FD |
| 168 | Левая задняя дверь внутренняя панель | DC56D+ZM 35/35-M-FB |
| 169 | Слева сзади дверь блокирующая арматура | DC51D+ZM 35/35-M |
| 170 | Задняя левая дверь стеклянная передняя направляющая | DC51D+Z 50/50-M |
| 171 | Слева сзади дверь верхняя оконная рама | DC53D+ZM 35/35-M |
| 172 | Спинка дверь верхний сегмент наружной панели | HC180BD+Z 50/50-M-FD |
| 173 | Спинка дверь нижняя часть наружной панели | HC180BD+Z 50/50-M-FD |
| 174 | Задняя дверь левая задняя фонари монтажные панели | DC56D+Z 50/50-M |
| 175 | Задняя дверь правая задняя фонари монтажные панели | DC56D+Z 50/50-M |
| 176 | Спинка дверь внутренняя панель | DC56D+ZM 35/35-M |
| 177 | Передняя правая панель дверь внешняя панель | HC180BD+Z 50/50-M-FD |
| 178 | Правая передняя дверь внутренняя панель | DC56D+ZM 35/35-M-FB |
| 179 | Правая передняя дверь блокирующая арматура | DC51D+ZM 35/35-M |
| 180 | Передняя правая дверь монтажная пластина зеркала заднего вида | HC260LAD+ZM 35/35-M |
| 181 | Правая передняя дверь стеклянная передняя направляющая | DC51D+ZM 35/35-M |
| 182 | Кронштейн передней направляющей для остекления правой передней двери | DC51D+ZM 35/35-M |
| 183 | Правая передняя оконная рама | DC53D+ZM 35/35-M |
| 184 | Правая задняя дверь внешняя панель | HC180BD+Z 50/50-M-FD |
| 185 | Правая задняя дверь внутренняя панель | DC56D+ZM 35/35-M |
| 186 | Правая задняя дверь блокирующая арматура | DC51D+ZM 35/35-M |
| 187 | Правая задняя дверь стеклянная передняя направляющая | DC51D+Z 50/50-M |
| 188 | Справа сзади дверь верхняя оконная рама | DC53D+ZM 35/35-M |
| 189 | Наружная панель крышки двигателя | HC180BD+Z 50/50-M-FD |
| 190 | Внутренняя панель капота двигателя | DC53D+ZM 35/35-M |
| 191 | Монтажная пластина защелки капота двигателя | DC51D+Z 50/50-M |
| 192 | Защелкивающееся седло капота двигателя | DC51D+Z 50/50-M |
# Меры предосторожности при работе со стальными листами конструкции кузова
# Изгиб стального листа конструкции
ВниманиеВ соответствии с проектными требованиями металлоконструкции должны соответствовать первоначальному конструктивному профилю. Если стальные листы конструкции деформируются во время аварии или деформируемая часть восстанавливается и повторно используется, существует риск того, что эти стальные листы не будут отвечать требованиям безопасности, предусмотренным в первоначальном проекте. После обнаружения стальных листов с изгибами их необходимо заменить.
# Ремонт стойких стальных балок

ВниманиеУдаропрочные стальные балки и кронштейны являются очень важными компонентами, которые при боковых ударах эффективно снижают вероятность травм людей в автомобиле. При повреждении стойких стальных балок или кронштейнов необходимо заменить дверной узел.
# Порядок проведения ремонтных работ при авариях
# Подготовка к демонтажу
Важные детали, которые необходимо проверить
- При подозрении на то, что подвеска кузова повреждена или деформирована, необходимо проверить подвеску транспортного средства на исправленной раме кузова, произвести необходимую коррекцию
- Проверка рулевого устройства и рулевого рычага на исправность, визуальный контроль на наличие деформации и трещин
- Проверить все детали шасси
- проверить колеса и шины на наличие повреждений, проверить концентричность и сбалансированность; Проверить рисунок шины и наличие трещин на стенке шины и проверить давление воздуха в шине
- Проверить наличие повреждений подвески двигателя, коробки передач, моста и выхлопного агрегата
- После ремонта должны быть проведены дорожные испытания, чтобы определить, может ли транспортное средство безопасно передвигаться и соответствуют ли показатели безопасности стандартам
ПримечаниеЕсли транспортное средство подвергается сильному давлению, необходимо проверить указанные выше компоненты, а также проверить местоположение транспортного средства.
Измерение
# Снятие
Участок резки

Запрещается производить сверление и резку в местах расположения жгутов проводов
смежных узлов
# Подготовка к монтажу
Вопросы точечной сварки
Использование сварного шва для герметизации
Использование электрического свёрл или перфоратора для сварочной обработки пробок
| Ссылочное значение (единица измерения: мм) | |
|---|---|
| Толщина сварных участков | Размер отверстия для заполнения |
| Менее 1,0 | Больше чем φ5 |
| 1.0~1.6 | Больше чем φ6.5 |
| 1.7~2.3 | Больше чем φ8 |
| Более 2,4 | Больше чем φ10 |
ПримечаниеДля участков, где точечная сварка не может быть использована, можно использовать перфоратор или сверло для перфорации для выполнения сварочных работ.
Вопросы эксплуатации электронных компонентов
Участок резки
# Установка
Измерение перед сваркой
Процедура шлифования после сварки
Расположение точечной сварки
# Антикоррозионная обработка (перед покраской)
# Антикоррозионная обработка (после окраски)
# Схема демонтажа кузова
# Моторный отсек
- Левая балка с боковыми кольцевыми соединительными пластинами
- Узел переднего ограждения
- Верхний узел переднего периметра
- Левая балка с боковыми кольцевыми соединительными пластинами
- Усиленный балочный узел под передней периферийной панелью
- Левая передняя продольная балка
- Правая передняя продольная балка
# Верхняя крышка люка
- Узел верхней крышки потолка
- Сварка нижней плиты задней балки верхней крышки
- Сварка передней балки верхней крышки
# Правый боковой периметра
- Правая периферийная панель
- Узел отстойника с правой стороны
- Узел заднего сегмента внутренней периферийной панелей справа
- Правый узел задних колес
- Узел внутренней панелей верхней секции правой стойки В
- Узел передних сегментов внутренней панелей С правой стороны
- Узел внутренней панелей нижней секции правой стойки А
- Сварка внутренней плиты верхней секции правой колонны А
- Сварка кронштейнов, установленных в задней части подщита правого крыла
- Сварка задних кронштейнов верхней части пластин крыла
- Сварка монтажных кронштейнов на задней части щитка правого крыла
- Правосторонняя арматура
- Сварка заднего сегмента внутренней панелей верхней правой балки
- Сварка правой соединительной пластин передней балки верхней крышки
# Окружность слева
- Узел передних сегментов внутренней панелей левого периметра.
- Сварка внутренней плиты верхней левой балки
- Узел заднего сегмента внутренней периферийной панелей слева
- Узел задних левых колес
- Левая окружающая дренажная система
- Периферийная панель слева
- Сварка кронштейнов в задней части подщита левого крыла
- Сварка задних кронштейнов верхней части пластин крыла
- Сварка монтажных кронштейнов на задней части подщита левого крыла
- Левосторонняя арматура
- Узел внутренней панелей нижней секции левой стойки А
- Сварка внутренней панелей верхнего сегмента левой колонны A
- Сварка левой соединительной пластин передней балки верхней крышки
- Узел внутренней панелей верхнего сегмента левой стойки B
# Заднее окружение
- Заднее окружение
# Панель пола
- Узел заднего пола
- Левый дверь пороговый балочный узел
- Передняя напольная установка
- Правый дверь узла пороговой балки
# Стандартный размер зазора
# Передняя часть кузова
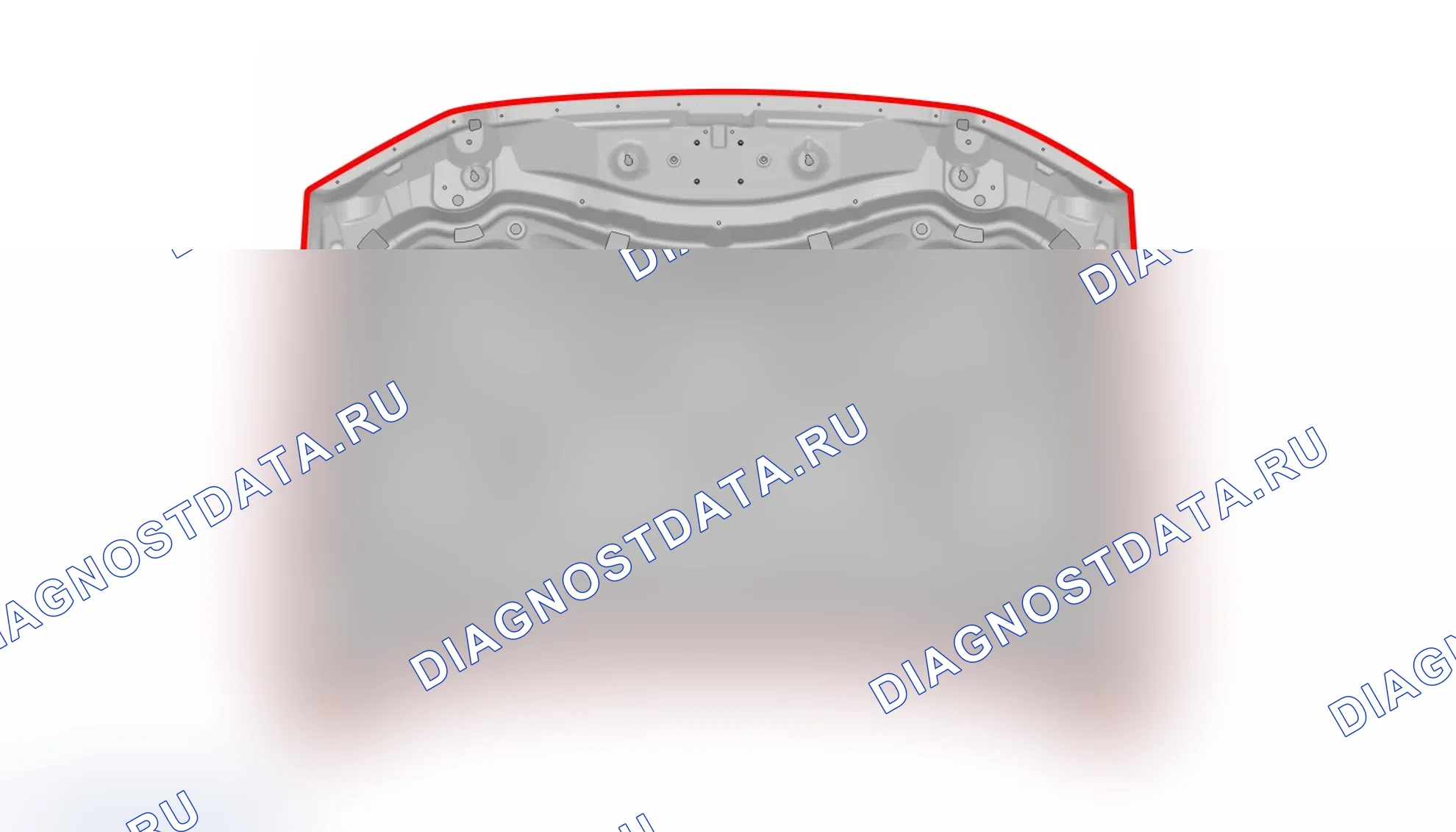
# Изображение передней части кузова
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 1 | 3.0±1.5 | — |
- A: Верхняя крышка
- B: Переднее лобовое стекло
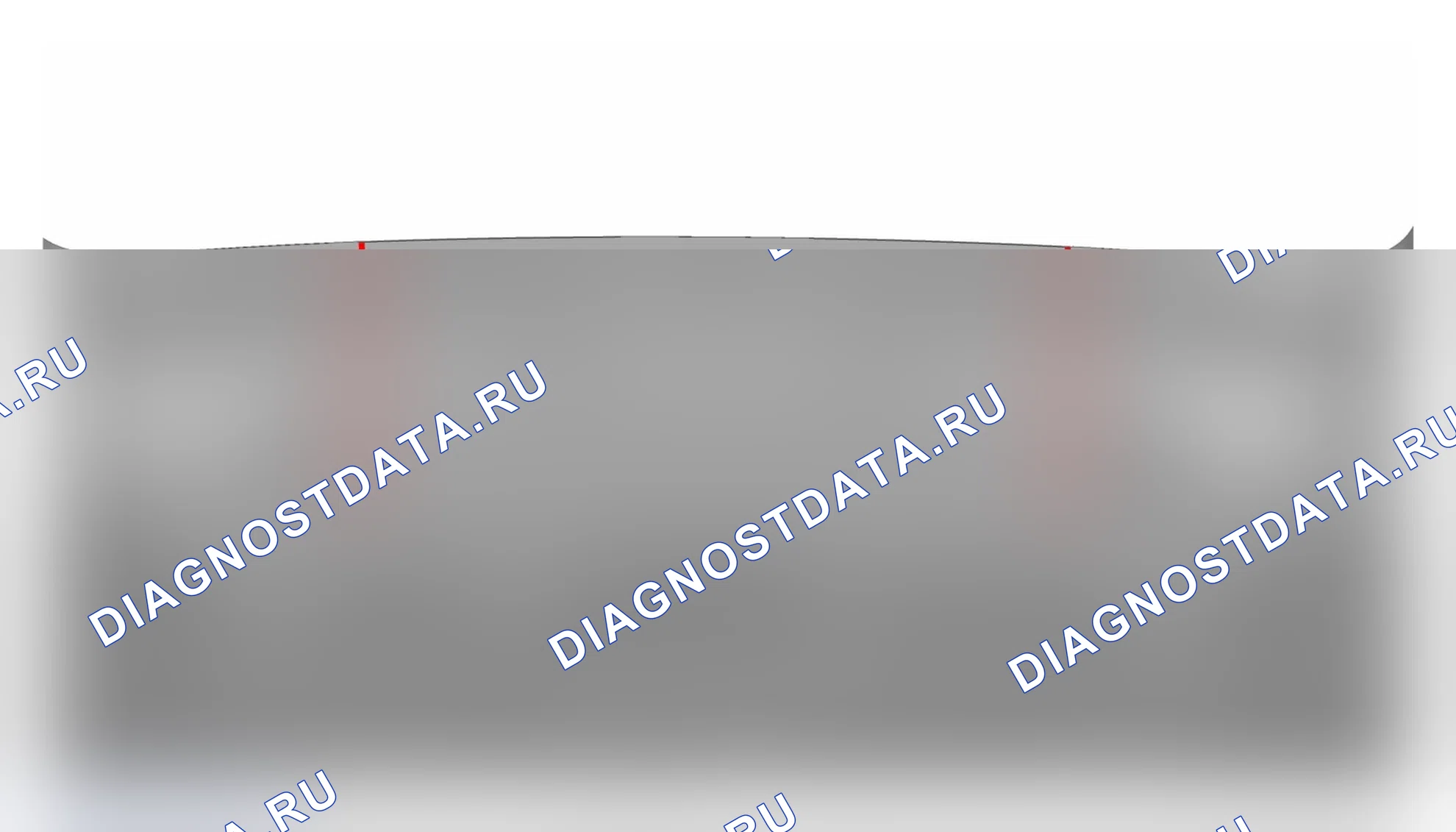
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 2 | 4.0±1.5 | — |
- A: Боковая окружность
- B: Переднее лобовое стекло
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 3 | 1.9±1.0 | — |
- A: Боковая окружность
- B: подкладка крыла
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 4 | (3.7~3.5)±0.7 | a-b |
| 3.5±0.7 | b-c | |
| (3.5~3.2)±0.7 | c-d | |
| 3.5±0.7 | e-f |
- A: Капот двигателя
- B: подкладка крыла

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 5 | (1.5~0.8)±0.7 | a-g |
| (0.8~1.5)±0.7 | g-h |
- A: Подплата крыла
- B: Комбинированная передняя фонарная маска
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 6 | 0~0.5 | — |
- A: Подплата крыла
- Б: Передние накладки колёсной арки
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 7 | 0~0.7 | — |
- A: Подплата крыла
- B: верхний сегмент переднего бампера
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 8 | 0~0.5 | — |
- А: Передние накладки колёсной арки
- B: верхний сегмент переднего бампера
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 9 | 3.0±1.0 | — |
- А: Передние накладки колёсной арки
- B: нижняя часть переднего бампера
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 10 | 2.0±1.5 |
- A: Комбинированные фары
- B: Комбинированная передняя фонарная маска
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 11 | 1.0±0.5 | — |
- A: Радиаторная решетка Онтология
- Б: Основной под передним бампером
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 12 | 1.5±0.7 | — |
- A: Комбинированная передняя фонарная маска
- B: Решетка радиатора декоративная рама
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 13 | 5.0±1.2 | — |
- A: Капот двигателя
- B: Решетка радиатора декоративная рама
# Боковая сторона кузова
# Вид сбоку кузова
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 1 | 4.0±0.5 | — |
- A: Внешняя панель передней двери
- B: подкладка крыла
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 2 | 1.5±0.5 | — |
- A: Водная резка передней двери
- B: Внешняя панель передней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 3 | 5.0±1.0 | — |
- А: Передняя дверь и рама окна яркие полосы
- B: боковые периферийные панели
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 4 | 4.0±1.0 | — |
- A: Декоративная панель для передней двери и задней оконной рамы
- B: Декоративная панель передней оконной рамы задней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 5 | 5.0±1.0 | — |
- A: Световая полоса оконной рамы задней двери
- B: боковые периферийные панели
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 6 | (5.0~1.5)±1.0 | d-f |
| 1.5±0.5 | f-g | |
| 1.5±0.5 | g-h |
- A: Яркая полоса рамы бокового ограждения
- B: боковые периферийные панели

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 7 | 4.0±1.0 | — |
- A: Декоративная панель задней оконной рамы задней двери
- B: Боковое окно
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 8 | 2.5±0.5 | — |
- A: Боковая периферийная панель
- B: Крышка заправочного люка
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 9 | 0~0.5 | — |
- A: Боковая периферийная панель
- B: Задние накладки колёсной арки

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 10 | 4.0±0.5 | — |
- A: Внешняя панель задней двери
- B: боковые периферийные панели
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 11 | 4.0±1.0 | — |
- A: Задние накладки колёсной арки
- B: Ободок на задней дверной секции
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 12 | 0~0.5 | — |
- A: Внешняя панель задней двери
- B: Ободок на задней дверной секции
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 13 | 1.5±0.5 | — |
- A: Резка воды на задней двери
- B: Внешняя панель задней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 14 | 1.0±0.5 | — |
- A: Наружная декоративная панель задней двери
- B: Ободок на задней дверной секции
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 15 | 0~0.5 | — |
- A: Внешняя панель задней двери
- B: Наружная декоративная панель задней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 16 | 7.0±1.2 | — |
- A: Наружная декоративная панель задней двери
- B: Декоративная панель порога

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 17 | 4.0±0.5 | — |
- A: Внешняя панель задней двери
- B: Внешняя панель передней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 18 | 0~0.5 | — |
- A: Внешняя панель передней двери
- B: Декоративная панель снаружи передней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
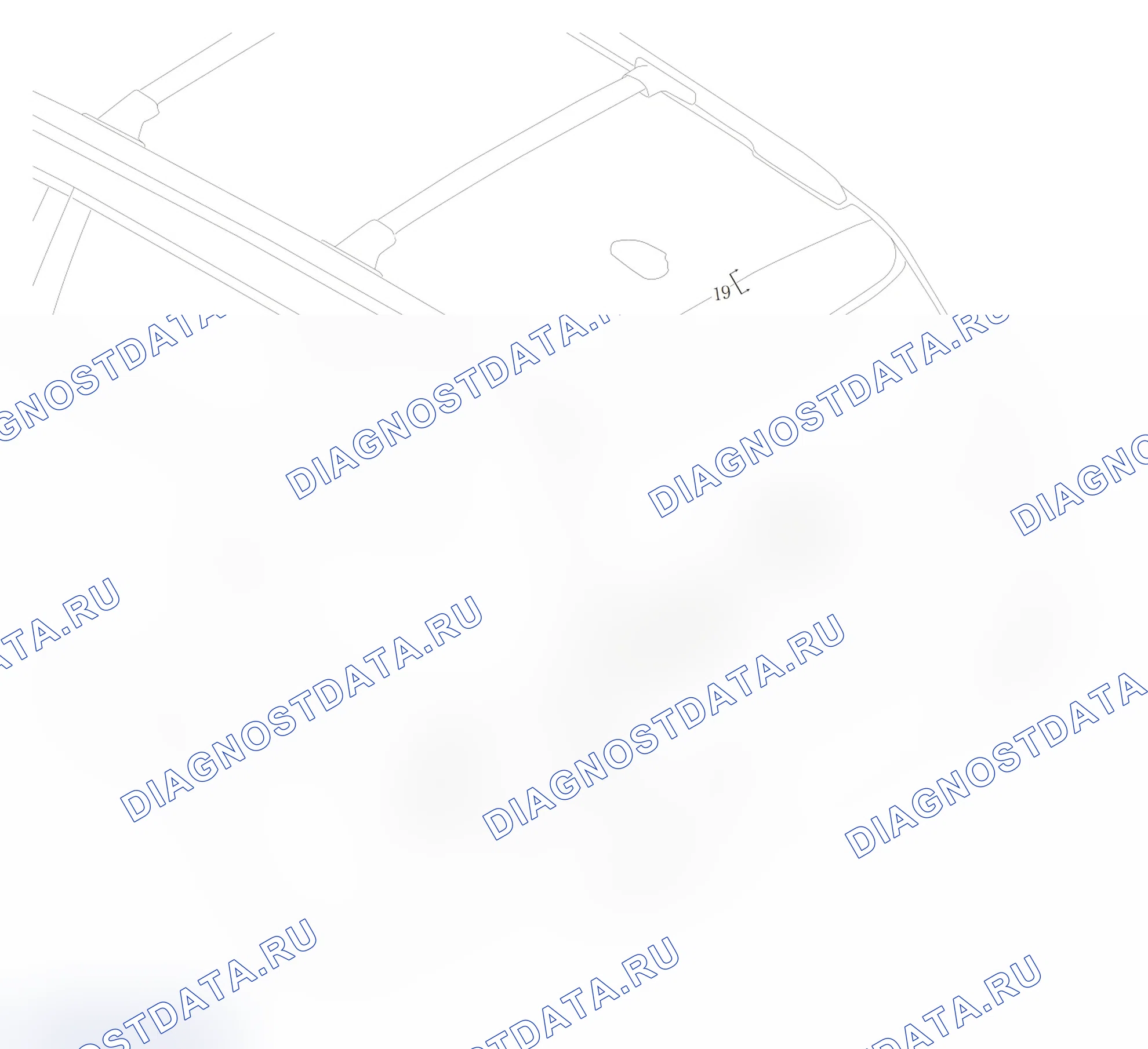
| 19 | 7.0±1.2 | — |
- A: Декоративная панель снаружи передней двери
- B: Декоративная панель порога
# Задняя часть кузова
# Рисунок заднего сечения кузова

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 1 | 5.0±1.0 | — |
- A: Боковая периферийная панель
- B: Дефлектор на дефлекторе
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 2 | 4.0±1.0 | — |
- A: Боковая периферийная панель
- B: Стекло задней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 3 | 4.0±0.7 | — |
- A: Боковая периферийная панель
- B: Внешняя панель задней двери

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 4 | 4.2±1.0 | — |
- A: Задние фонари на концах задних дверей
- B: задние фонари на боковых периферических концах
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 5 | 1.2±0.7 | — |
- A: Задние фонари на концах задних дверей
- B: задние фонари на боковых периферических концах

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 6 | 4.2±1.0 | d-f |
- A: Внешняя панель задней двери
- B: задние фонари на боковых периферических концах
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 7 | 1.5±1.0 | — |
- A: Задние фонари на боковых периферических концах
- B: Отделка на заднем бампере
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 8 | 0~0.7 | — |
- A: Боковая периферийная панель
- B: Отделка на заднем бампере

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 9 | 4.2±1.0 | — |
- A: Внешняя панель задней двери
- B: Отделка на заднем бампере
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 10 | 3.0±1.0 | — |
- A: Задние сегменты задних колес
- B: нижний сегмент заднего бампера
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 11 | 0~0.5 | — |
- A: Задние сегменты задних колес
- B: Отделка на заднем бампере

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 12 | 3.0±0.5 | — |
- A: Отделка на заднем бампере
- B: нижний сегмент заднего бампера

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 13 | 4.5~7.0 | — |
- A: Внешняя панель задней двери
- B: нижний сегмент заднего бампера
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 14 | 1.2±0.7 | — |
- A: Верхний сегмент наружной панели задней двери
- B: Задние фонари на концах задних дверей
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 15 | 1.2±0.7 | — |
- A: Задние фонари задних дверных секций
- B: Нижняя секция наружной панели задней двери
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 16 | 1.5±1.0 | — |
- A: Задние фонари на концах задних дверей
- B: Задняя дверь Наружная отделка панели
| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 17 | 1.2±0.7 | Щели на верхней стороне |
| 0.5±0.5 | Щели на нижней стороне |
- A: Задняя дверь Наружная отделочная панель
- B: Внешняя панель задней двери

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 18 | 3.0±1.0 | — |
- A: Стекло задней двери
- B: Внешняя панель задней двери

| Порядковый номер | Измеренные значения (мм) | Примечания |
|---|---|---|
| 19 | 5.5±1.0 | — |
- A: Внешняя панель задней двери
- B: Наружная панель верхней крышки
# Меры предосторожности при работе с соответствующими системами
# Тормозная система
- Тормозная система - один из важнейших компонентов безопасности
- При работе с деталями тормозной системы следует руководствоваться инструкциями и примечаниями к главам тормозов, приведенными в руководстве по ремонту соответствующей модели
# Трансмиссия и шасси
- Приводная система и шасси являются компонентами, влияющими на эксплуатационные характеристики транспортного средства
- После установки компонентов, указанных в разделах, приведенных в таблице ниже, необходимо выполнить позиционирование для обеспечения правильного угла и размера установки.
- Ремонт кузова должен обеспечить точное позиционирование
ПримечаниеПри позиционировании необходимо использовать специальные инструменты и следовать правильным шагам. Во время позиционирования следуйте инструкциям руководства по ремонту соответствующей модели.
| Компоненты, подлежащие позиционированию | Глава руководства по ремонту соответствующих моделей |
|---|---|
| Переднее колесо | система видеть шасси для женьшеня |
| Заднее колесо |
# Защита деталей, прилегающих к стальным листам кузова
При креплении к стальной плите кузова с использованием различных типов деталей, обратите внимание на следующее, чтобы предотвратить повреждение деталей и стальной плиты кузова.
- Перед ремонтом стальной плиты кузова необходимо демонтировать соседние детали или защитить детали изолированно с помощью защитного чехла
- Перед демонтажем деталей отверткой или скребком необходимо намотать острые части деталей защитной оболочкой, чтобы избежать повреждений деталей и лакированных поверхностей кузова
- Перед разборкой деталей наружной поверхности кузова используйте защитную ленту, чтобы приклеить кузов, чтобы избежать повреждения лакированной поверхности
- Перед сверлением или вырезанием части используйте защитную ленту, чтобы вставить тело, чтобы избежать повреждения лакированной поверхности
# Электронный блок управления
Для предотвращения повреждения электронного блока управления при ремонте кузова необходимо соблюдать следующие меры предосторожности
- Перед работой электросварки необходимо отсоединить соединительную клемму минусовой клеммы аккумулятора
- Никогда не подвергайте электронный блок управления температуре окружающей среды выше 80 ° C
- Никогда не опускайте электронный блок управления, который сильно сотрясается
- Электронный блок управления не должен контактировать с сварочным двигателем
ПримечаниеКогда температура обслуживания может достигать 80 ° C, электронный блок управления должен быть удален.
Обработка электронного блока управления при ремонте аварийных транспортных средств
- Заметная деформация корпуса блока управления
- Серьезный ущерб соединительному порту или цепи
- Соединение вилки повреждено или коррозия из-за влажности
# Аккумулятор
- Перед сваркой следует демонтировать крепёжный кронштейн минусовой клеммы аккумулятора
- При работе с открытым пламенем вблизи аккумулятора необходимо сначала демонтировать аккумулятор
# Топливный бак и топливный шланг
- При шлифовании и сварке необходимо соблюдать особую осторожность в топливном баке и топливном шланге
- Демонтированный топливный бак и топливный шланг должны быть размещены в безопасном месте
# Кондиционер
- Запрещается сварка компонентов кондиционера, заполненных хладагентом, независимо от того, используется ли твердый или мягкий флюс (подходит для сварочных операций, которые могут нагревать компоненты кондиционера)
- при выполнении работ по ремонту лакокрасочного покрытия компоненты, размещенные в помещении для обжига лакокрасочного материала или в зоне предварительного нагрева, температура не должна превышать 80 ° C; Слишком высокая температура создает высокое давление, приводящее к взрыву
ПримечаниеПри необходимости проведения работ по электросварке вблизи шлангов хладагента необходимо опорожнить хладагент в системе кондиционирования воздуха. При точечной сварке выделяется ультрафиолетовое излучение, невидимое невооруженным глазом, что приводит к разборки хладагента. Рекуперация хладагента системы кондиционирования должна осуществляться профессионалами. При техническом обслуживании транспортного средства должны выделяться хладагенты, избегающие воздействия на организм человека. Необходимо носить защитные перчатки и защитные очки, чтобы избежать вреда, наносимого организму хладагентом.
ВниманиеЕсли хладагент попадает в глаза, его следует тщательно промыть чистой водой, а затем капать глазные капли в глаза и обратиться за помощью к врачу, который, даже если глаз не испытывает боли, должен сообщить врачу, что обморожение вызвано хладагентом R134a. Если организм случайно вступает в контакт с хладагентом, необходимо немедленно тщательно промыть соответствующие участки водой. Хотя хладагент не является легковоспламеняющимся материалом, курение в помещениях, где имеется пар хладагента, по-прежнему запрещено, а зажженные сигареты вступают в химическую реакцию с газом хладагента, создавая токсичные газы, приводящие к травмам.
# Подушка безопасности
- При использовании электросварного аппарата сначала демонтируйте все подушки безопасности и натяжные устройства ремней безопасности сидений
- При возможности воздействия на датчик столкновения передней подушки безопасности и боковых подушек безопасности необходимо снять датчик столкновения
ПримечаниеПосле каждого несчастного случая проверяется система ремней безопасности. В случае повреждения его необходимо своевременно заменить.
# Пластмассовые детали кузова
- Стандарты ремонтных работ для пластмассовых кузовных деталей должны соответствовать требованиям к материалам пластмассовых деталей
- При ремонте металлических деталей кузова (например, работы с медной сваркой, параллельным срезом, сваркой, покраской и т.д.) также необходимо учитывать характеристики соответствующих пластмассовых деталей
# Специальные задания
# Рабочий процесса сварки шпилек
Процесс выполнения сварочных работ
ПримечаниеСварочные работы должны соответствовать “ описаниям и предостережениям ” соответствующим требованиям к сварочным работам.
- Сравните старые детали, чтобы найти положение паяльной сварки и шлифовать до появления листового металла

- Выберите соответствующий стандартный элемент шпилек, отметьте место сварки водомером
- Сварка с фиксацией CO2, полная сварка по периметру шпилек
- Шлифование на месте сварки с удалением оксидного слоя

- Нанесение антикоррозионной краски на сварные участки и периметры
# Рабочий процесса заклепки шпилек
Клепка рабочего процесса
ВниманиеПри выполнении работ по заклепке должны соблюдаться “ инструкции и меры предосторожности ” соответствующие требования разделов, касающихся заклепок, буровых работ.
- Сравните старые детали, чтобы найти положение паяного шва и использовать маркировку водомером
- Открытие ствола в месте маркировки с помощью электрического бурения

- Выберите соответствующий стандартный элемент шпилек и заклепайте его с помощью инструмента заклепки
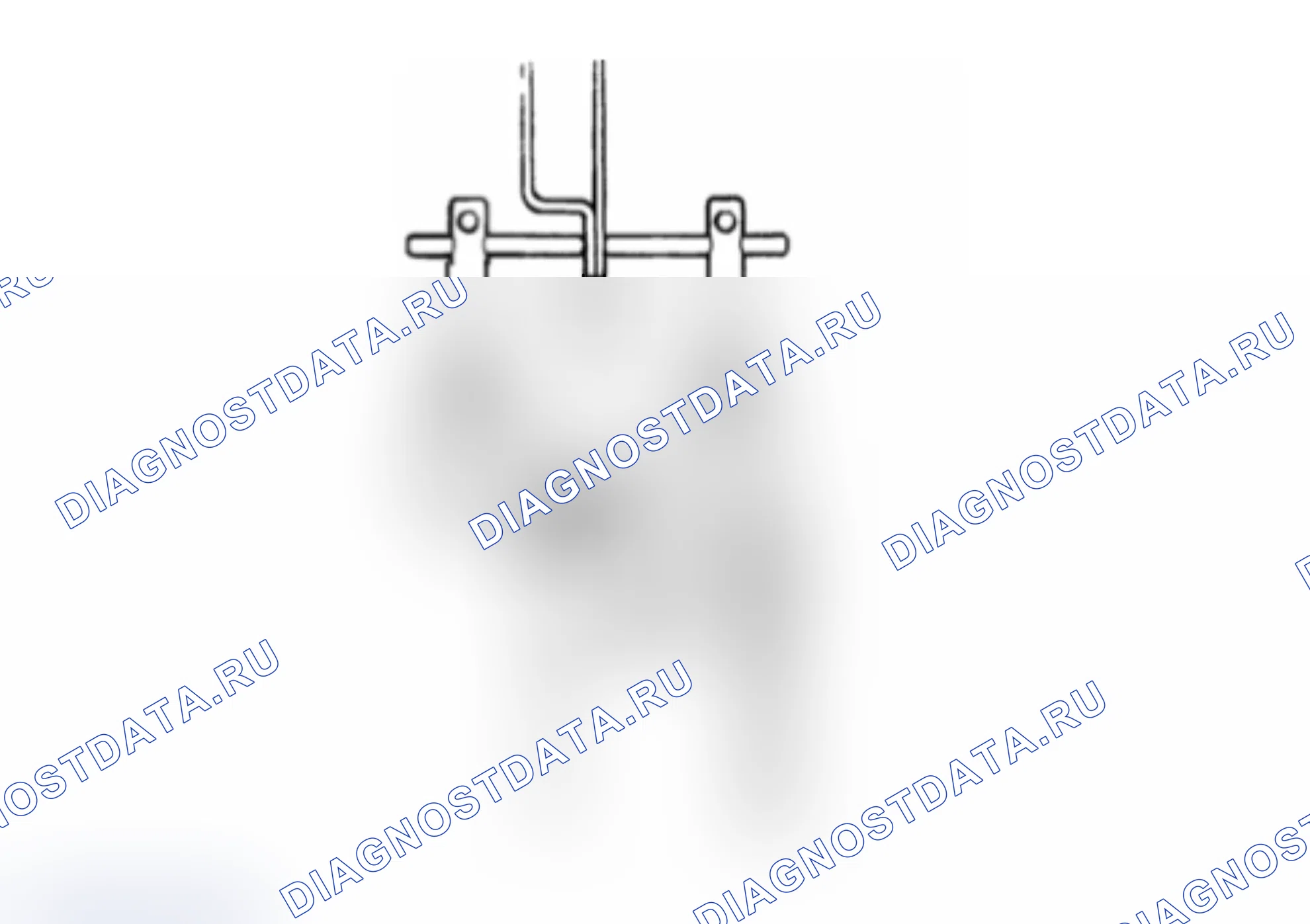
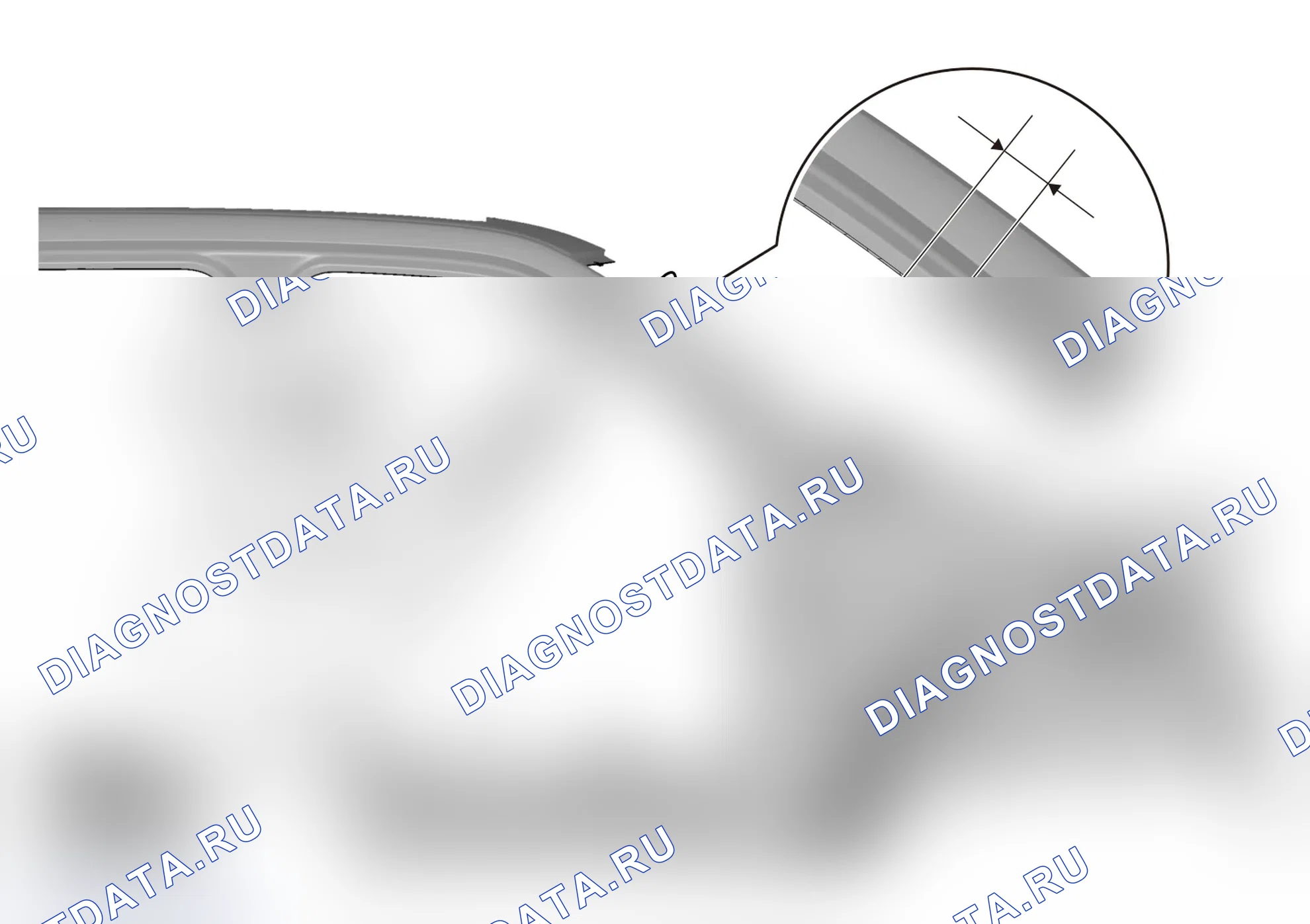
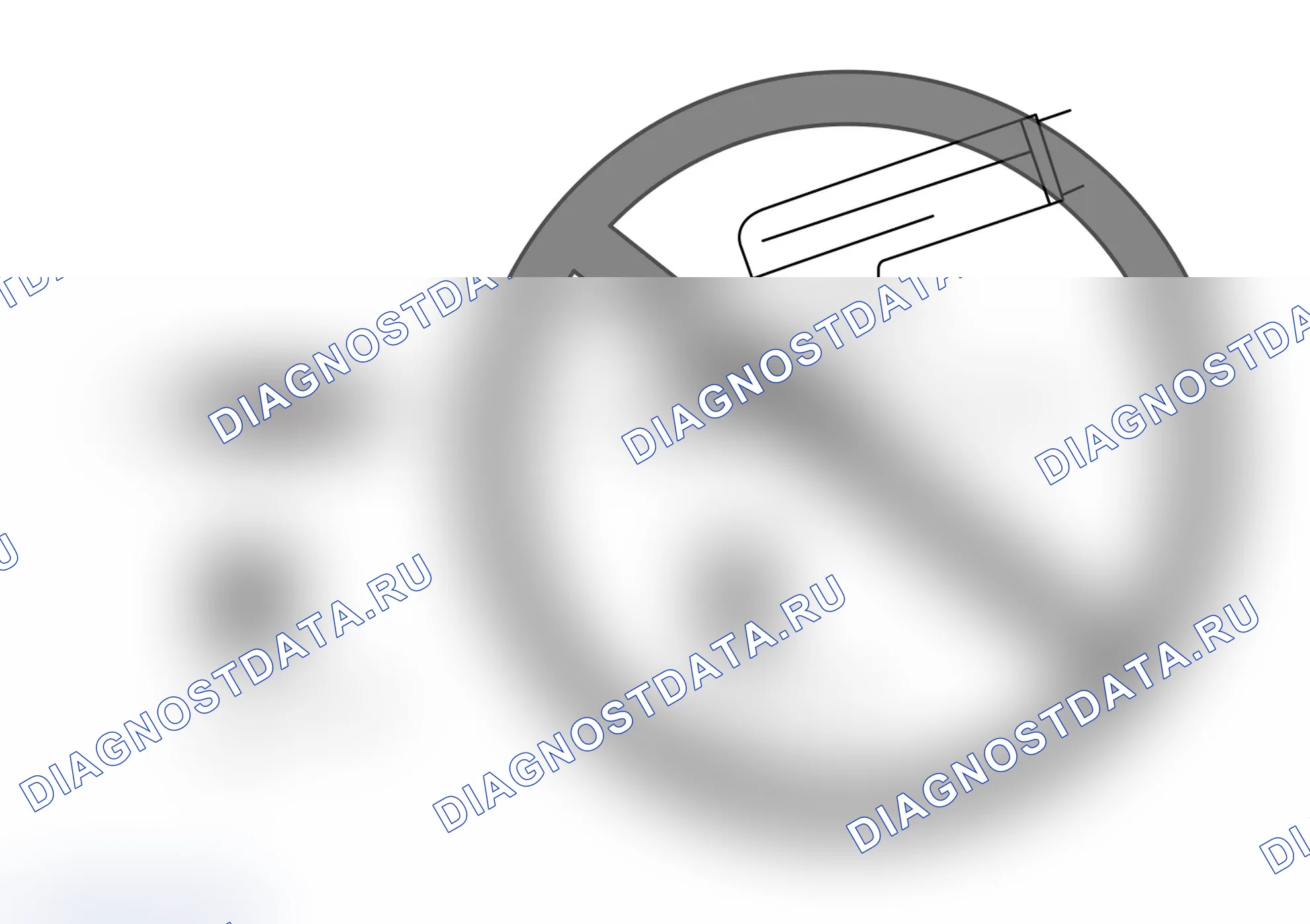
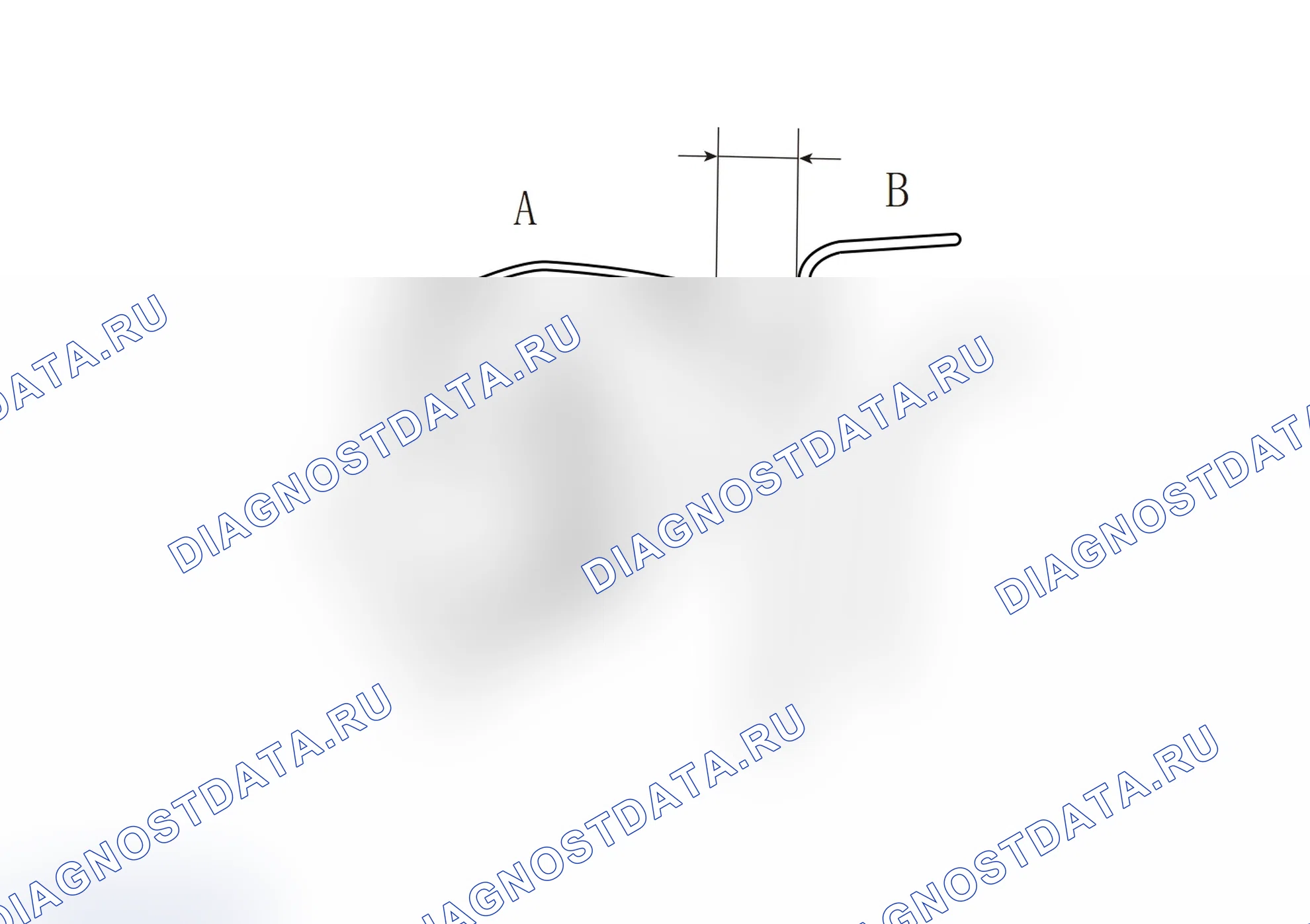
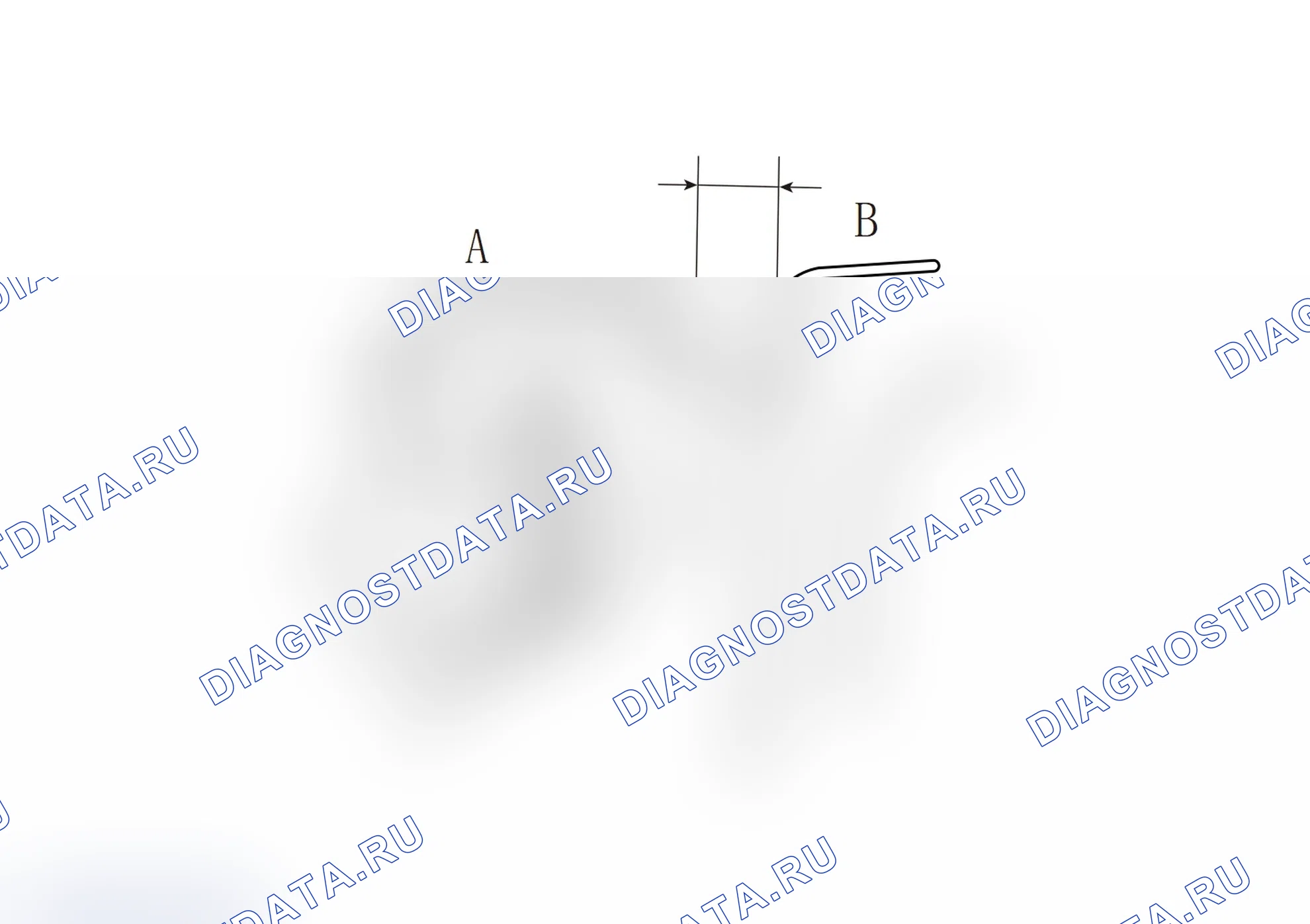
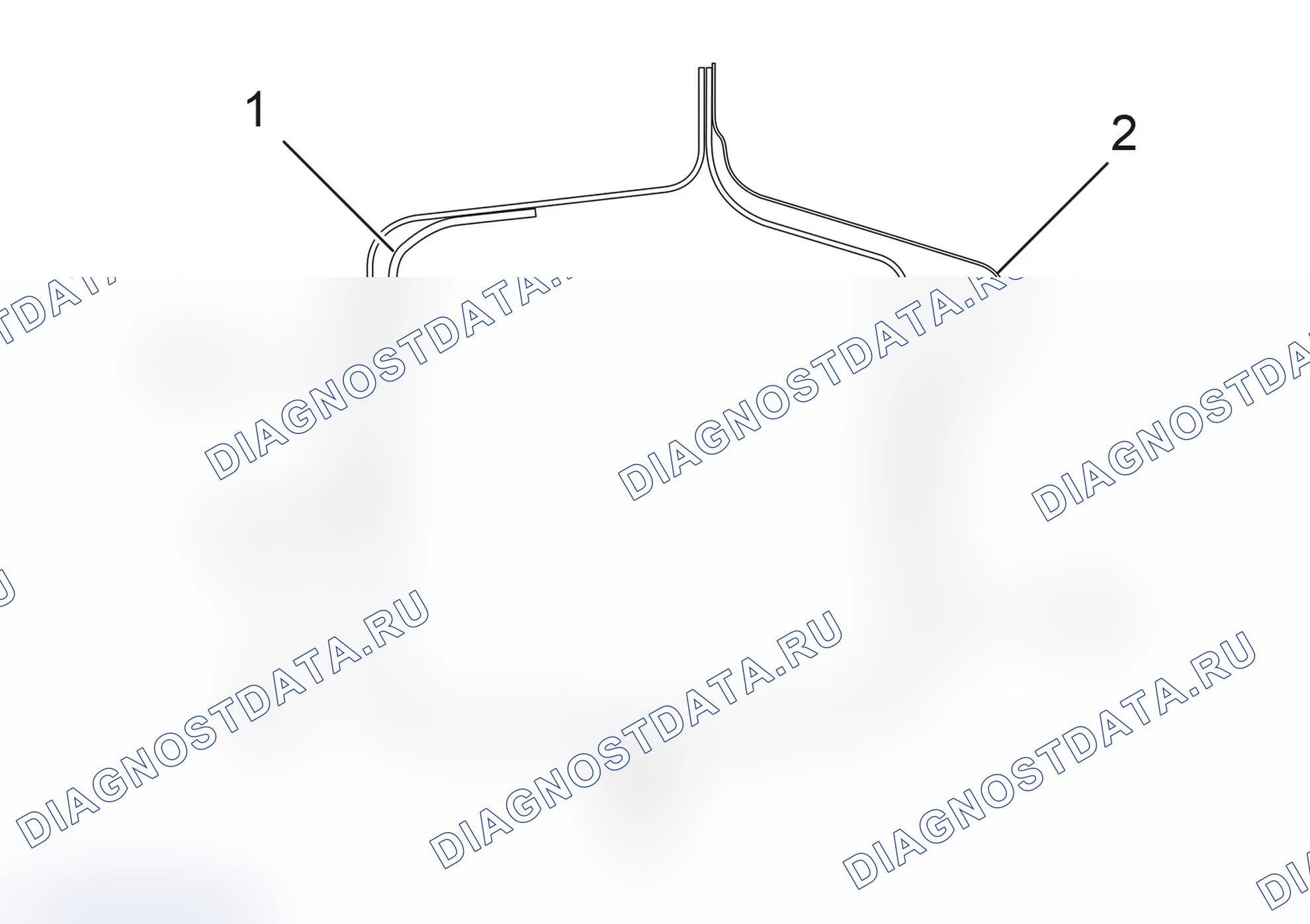
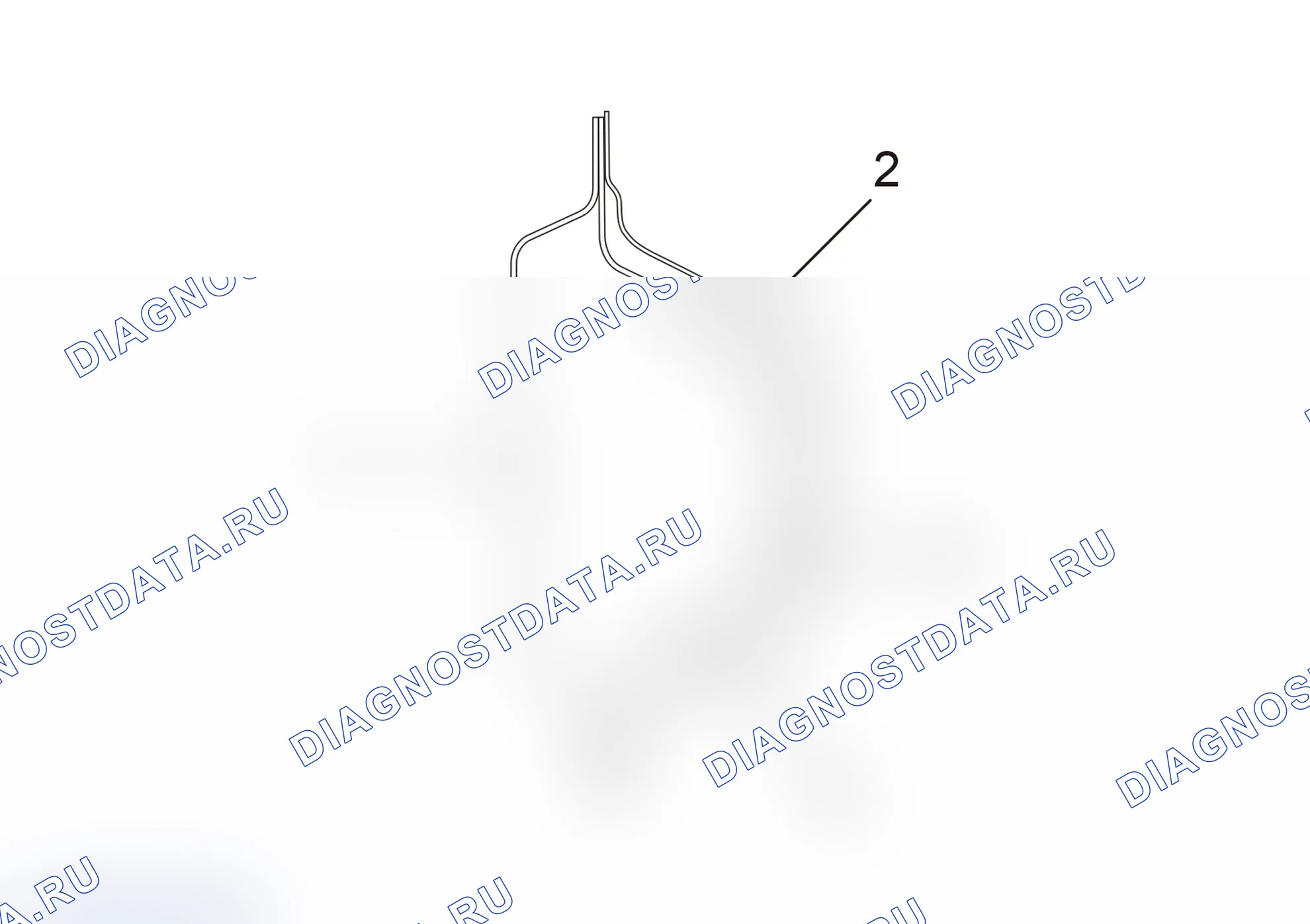
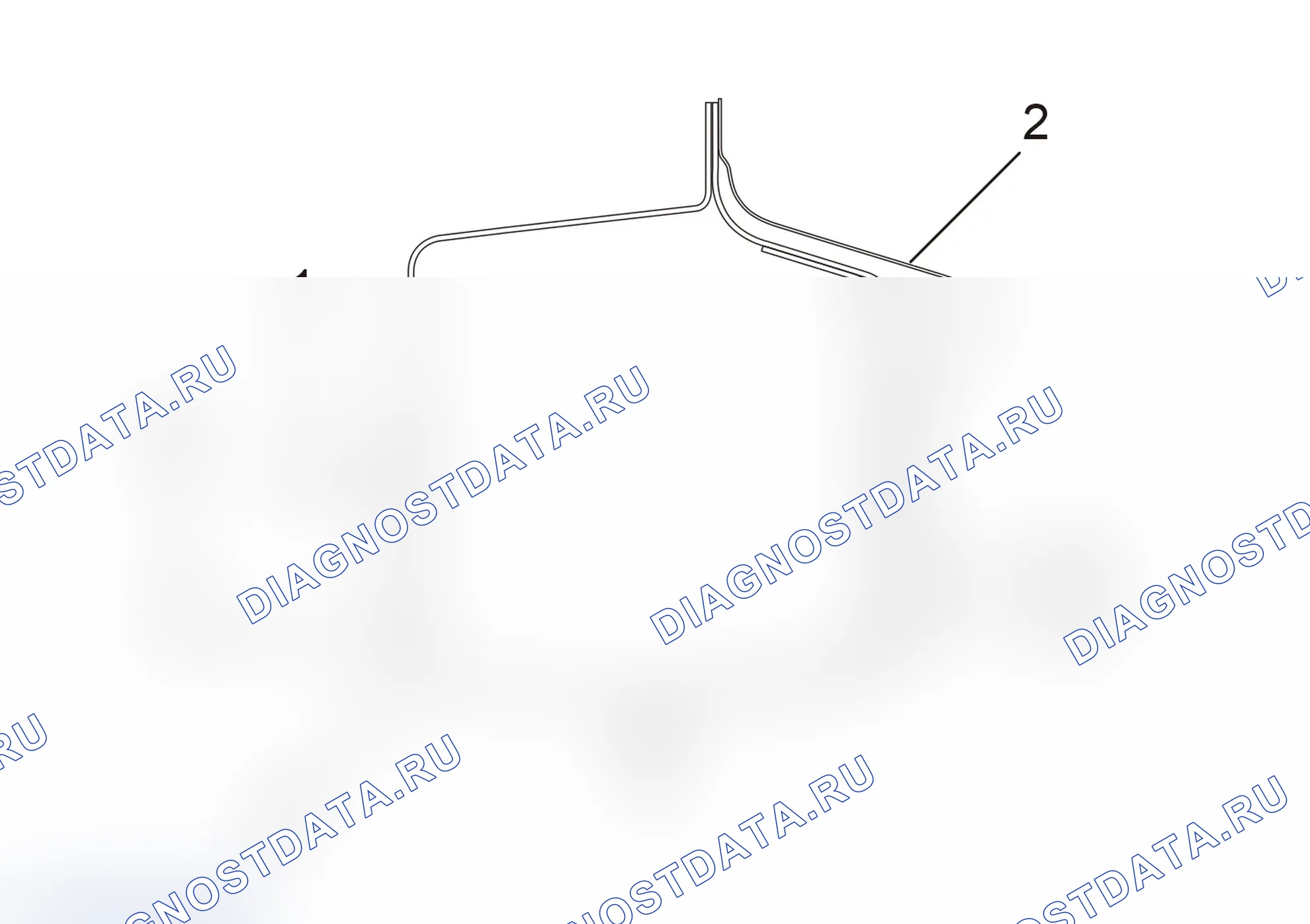
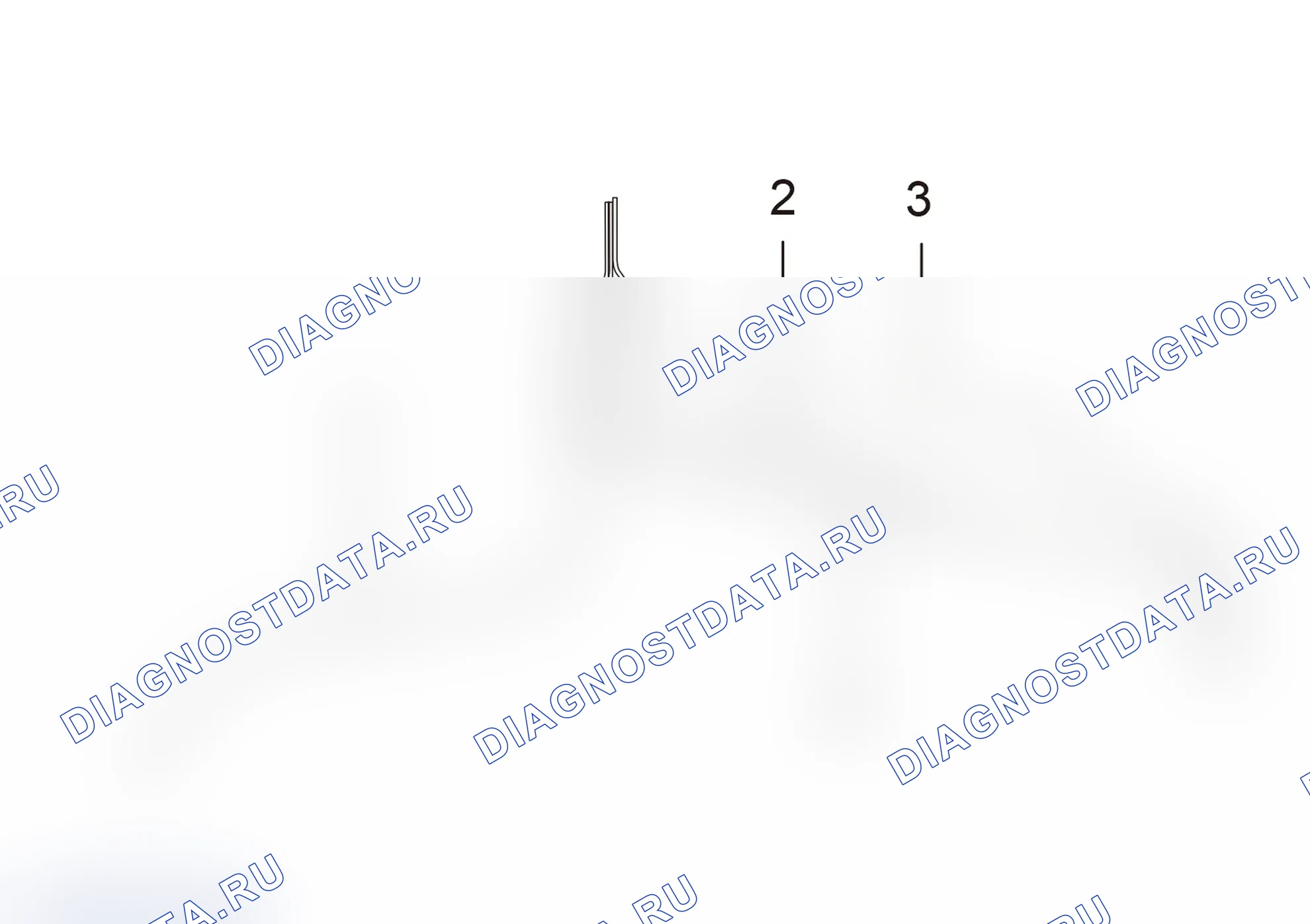
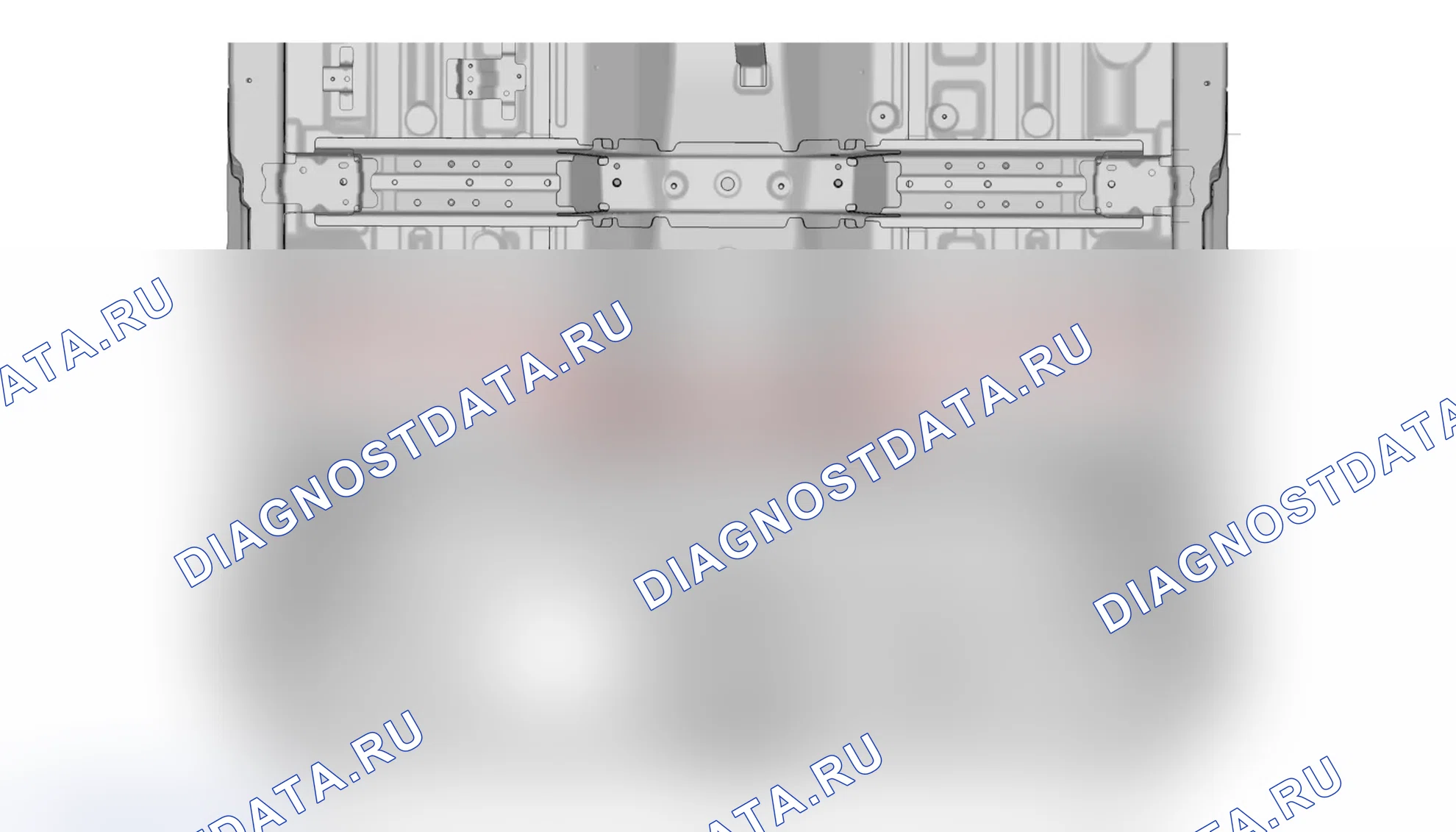
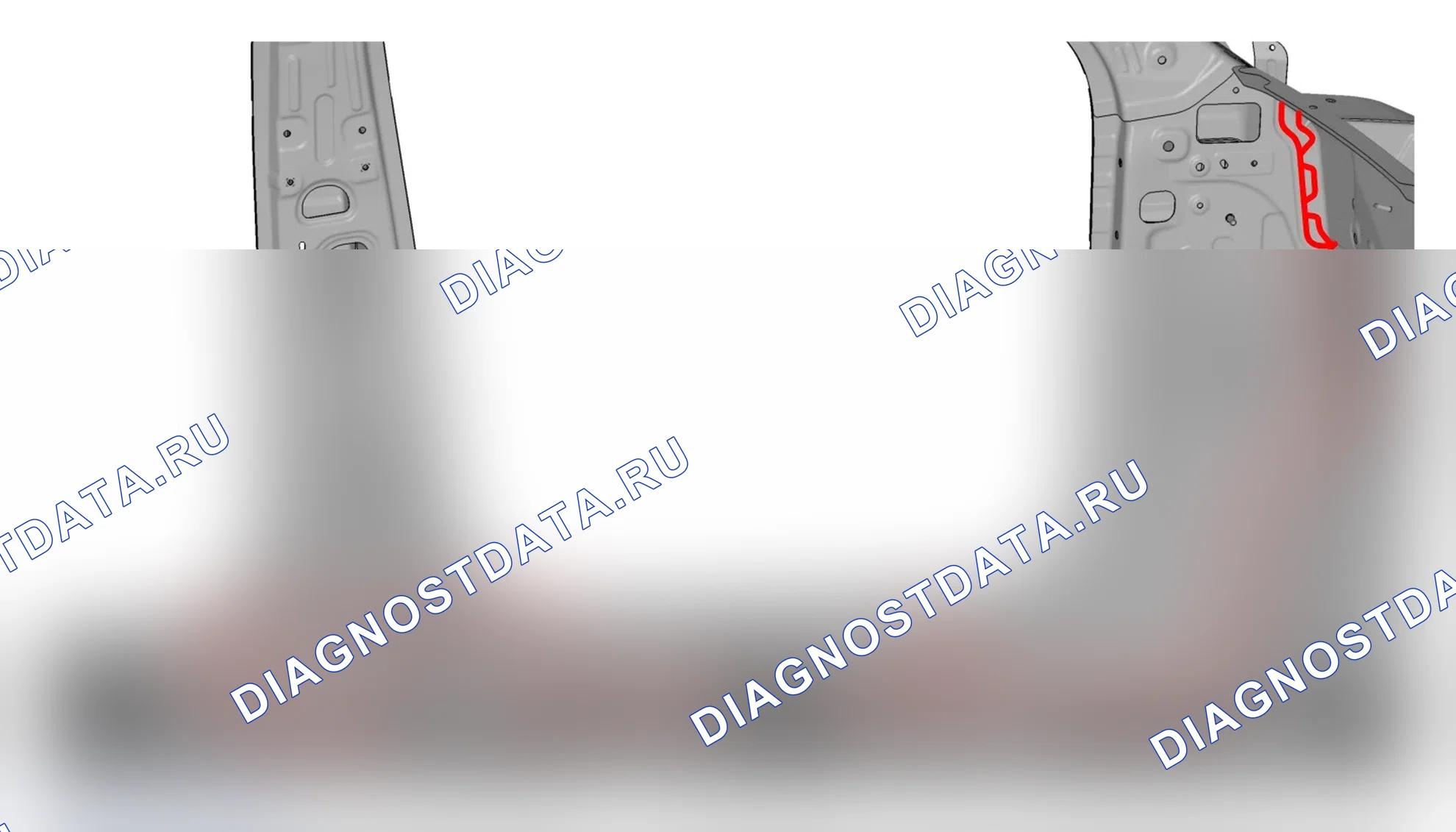
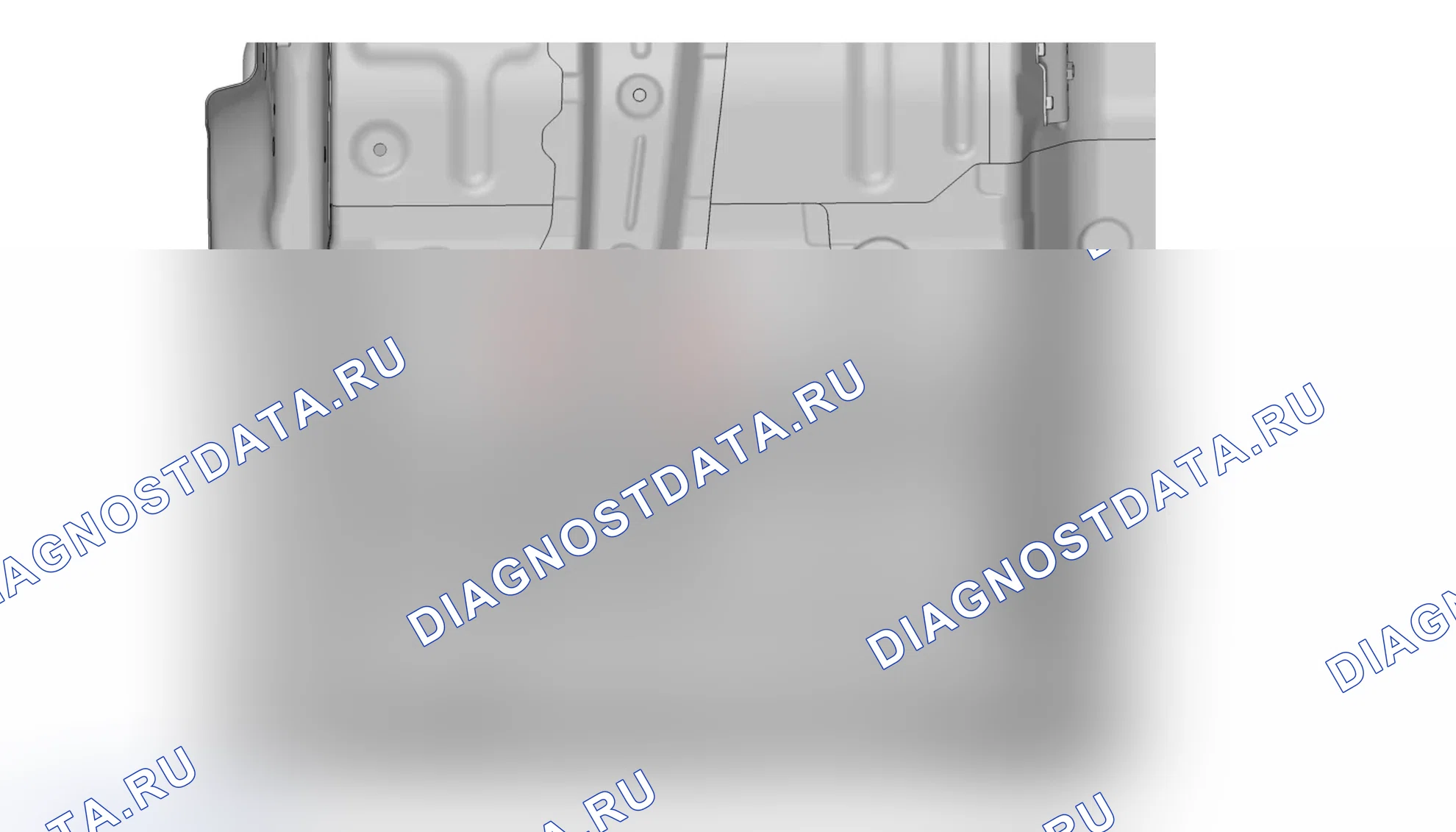
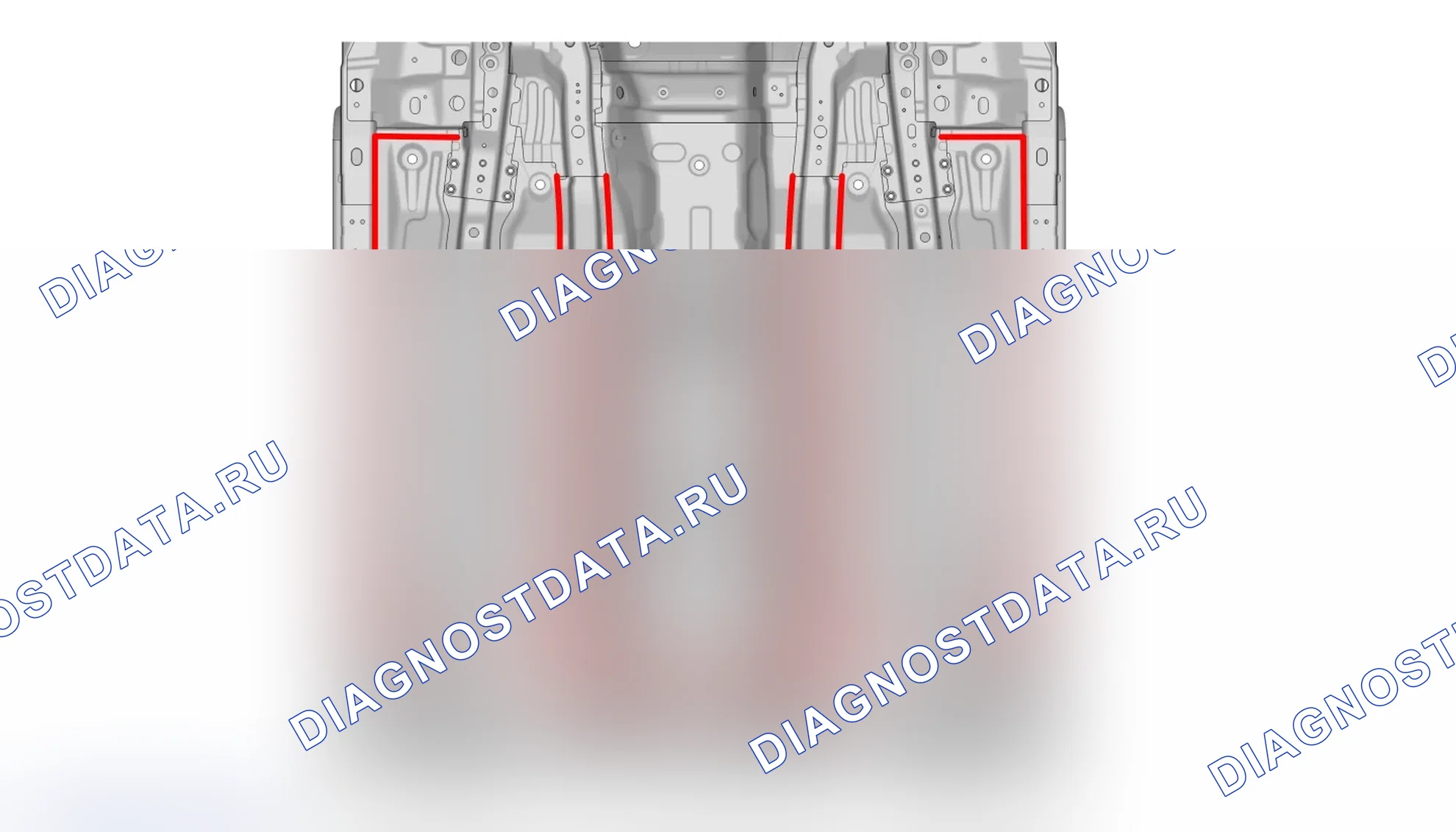
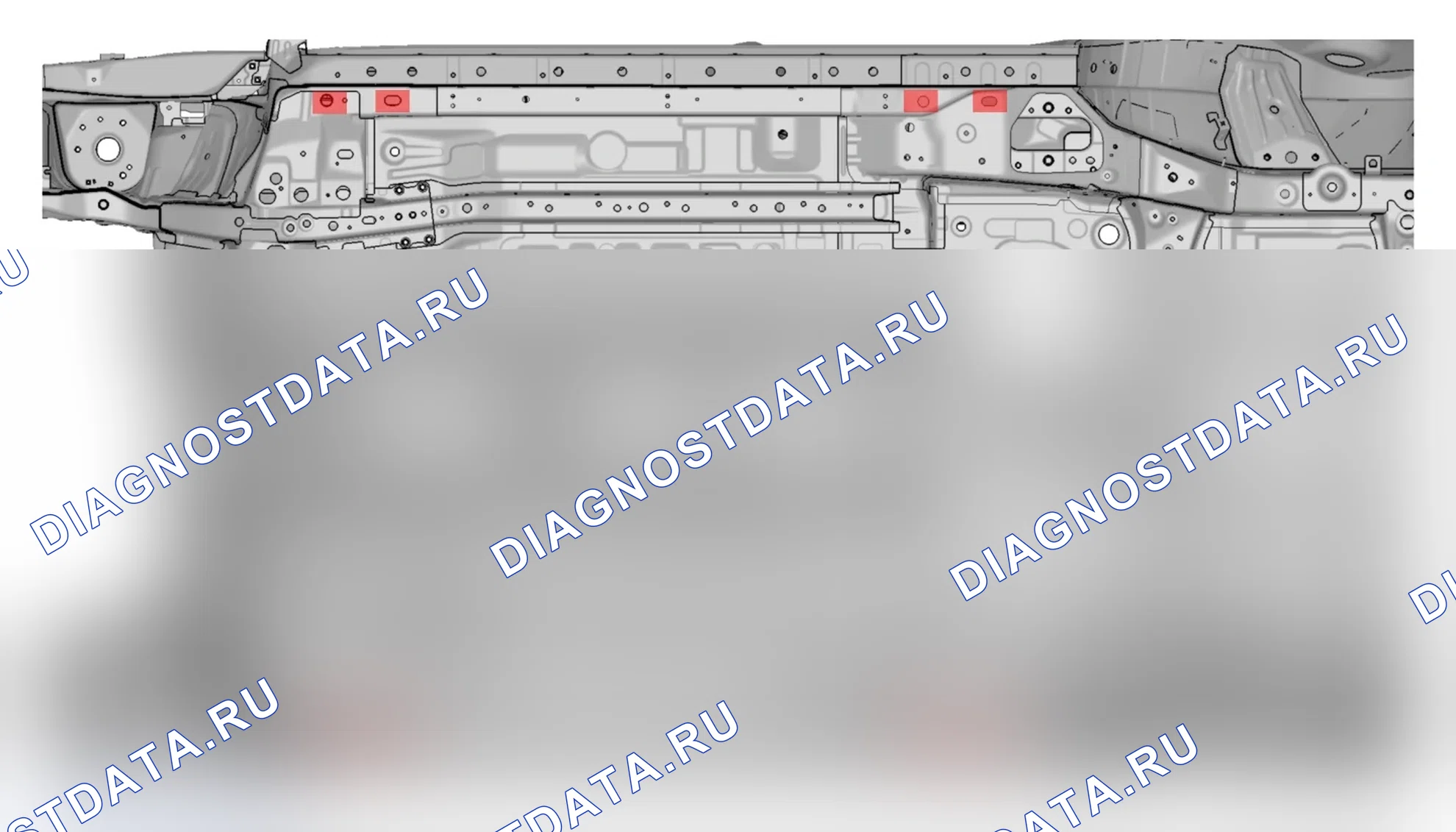
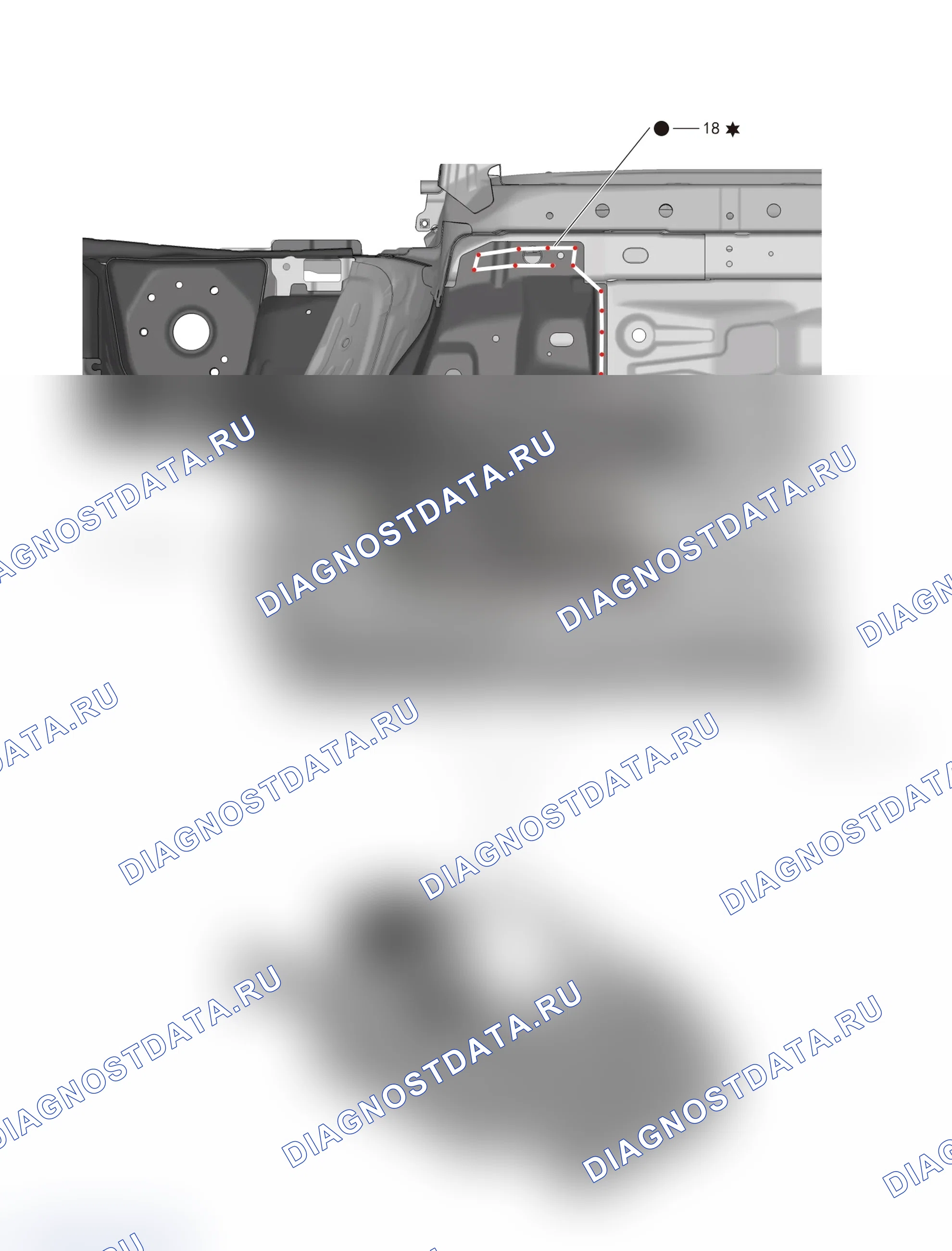
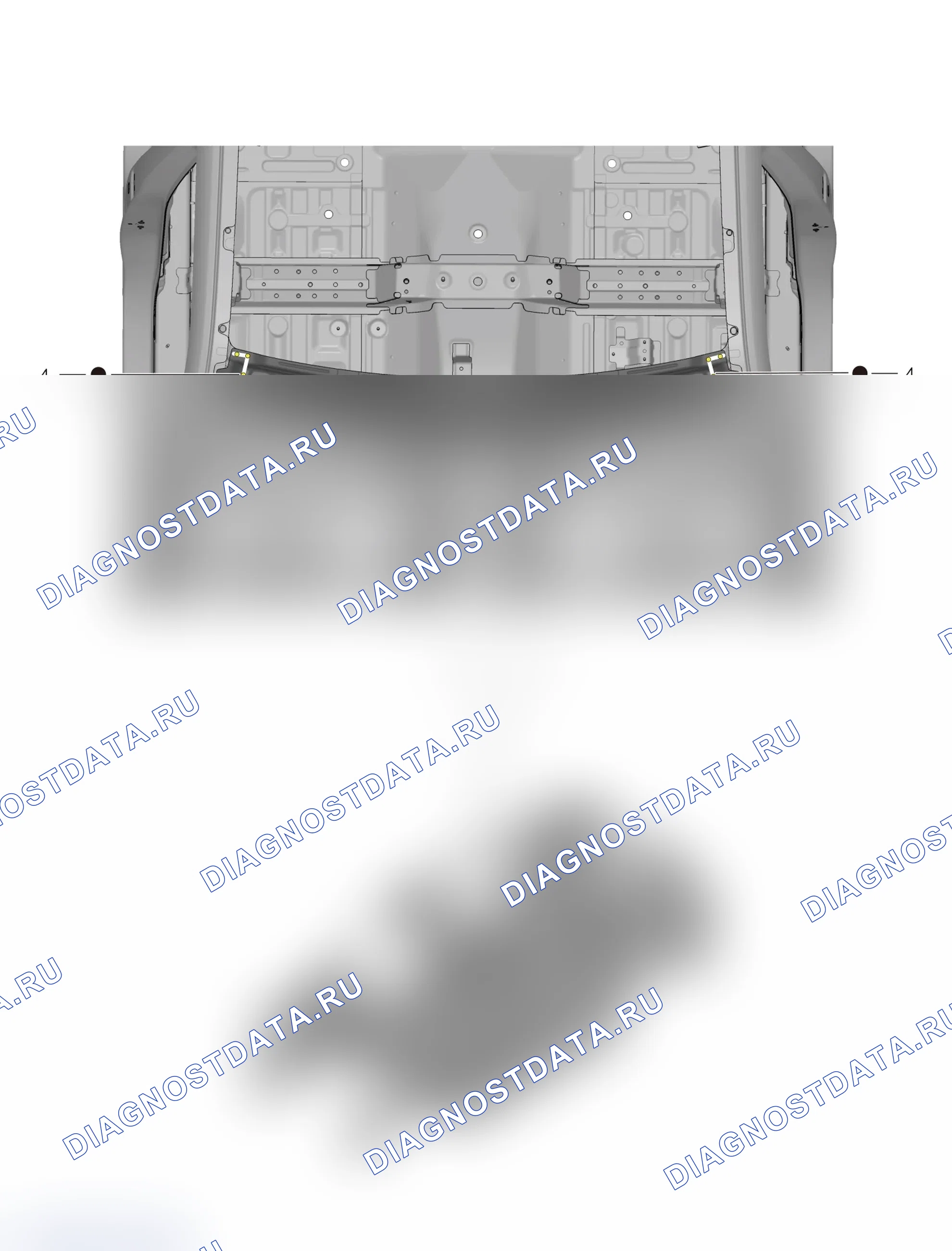
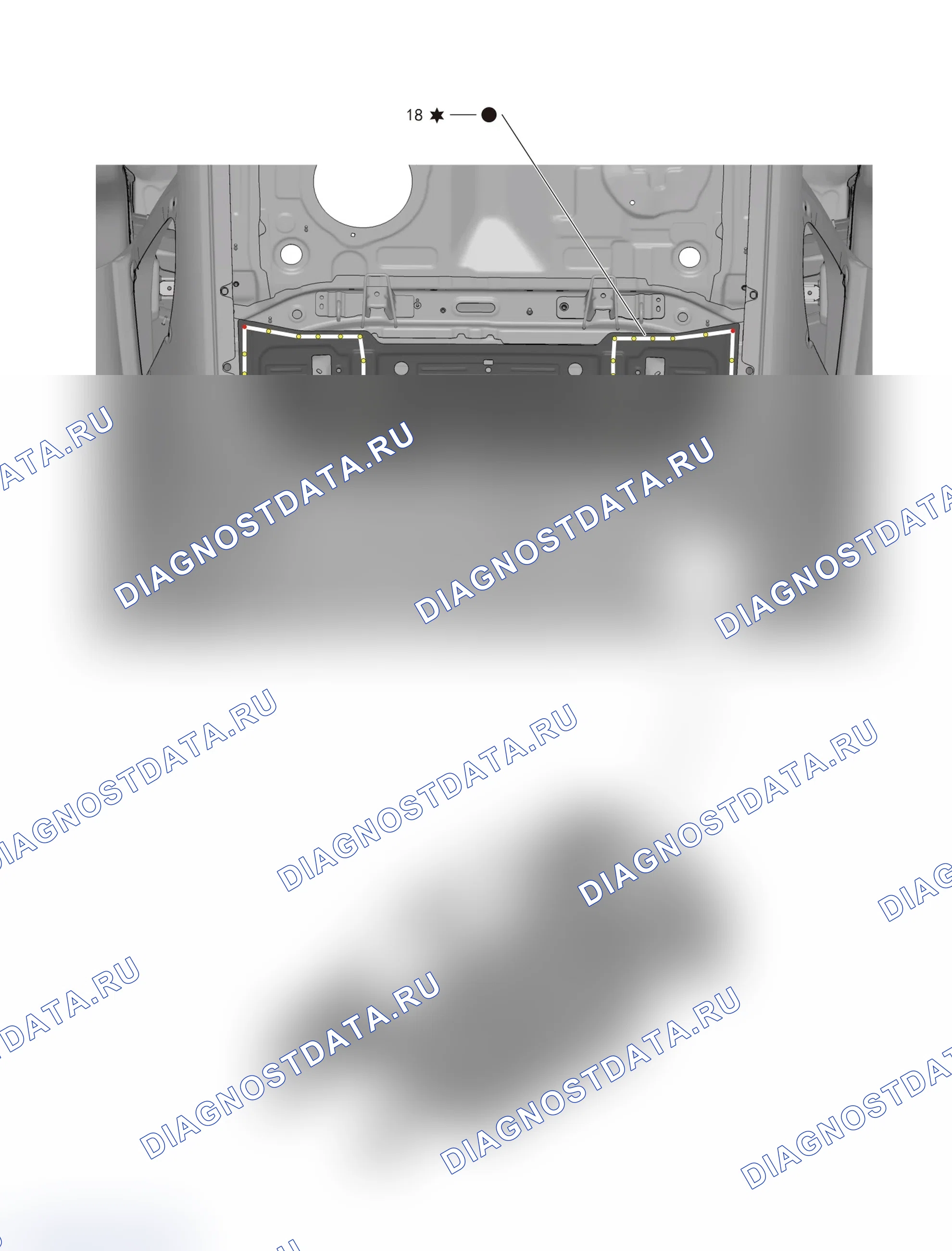
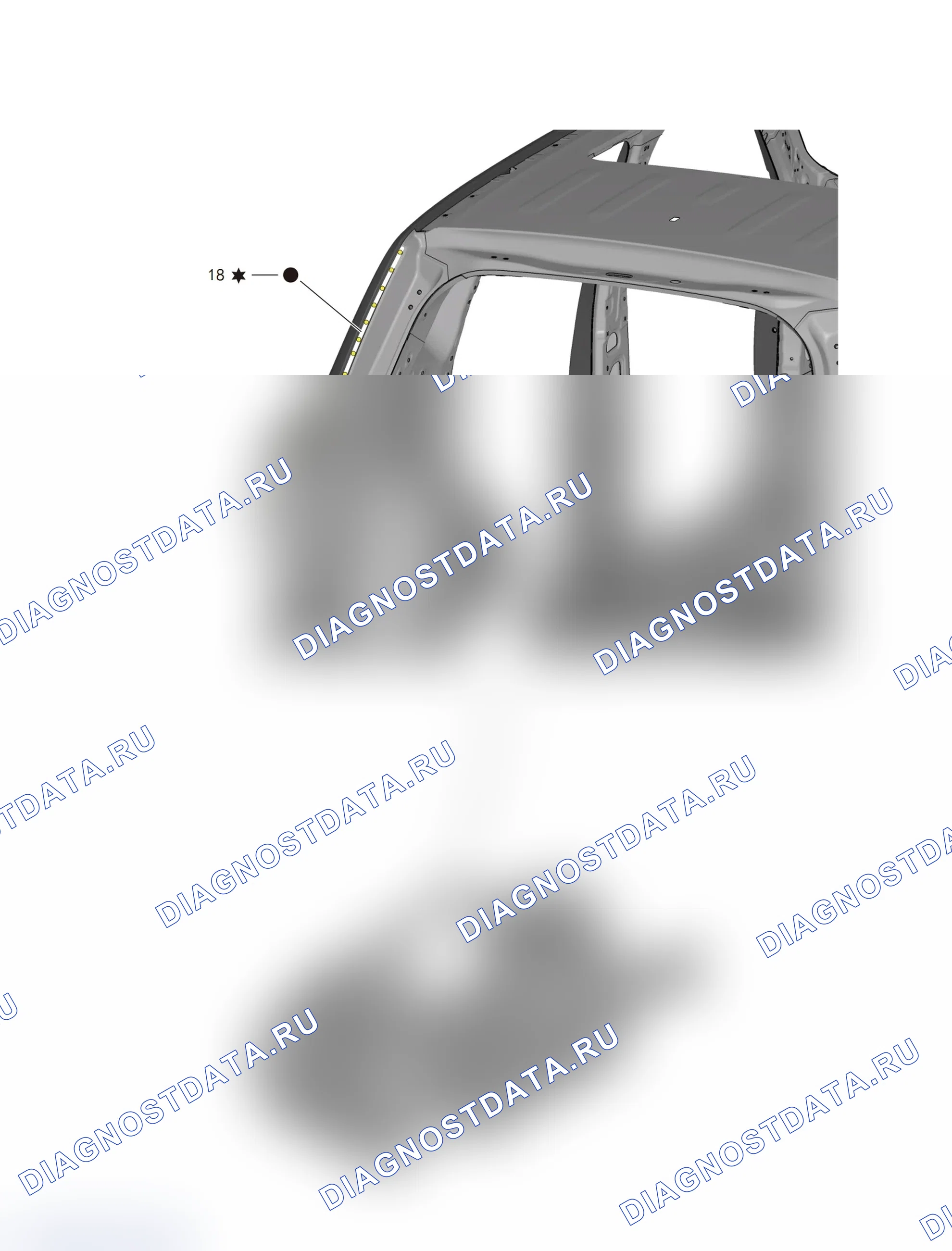
- Выполнить гидроизоляцию клея по периметру шпилек (Внимание: При наличии многослойного соединения из листового металла в рабочей части, но при неполном соединении между листовыми металлами нельзя использовать зажимные шпильки, как показано на следующем рисунке:)
- При наличии многослойного соединения из листового металла в рабочей части, но при неполном соединении между листовыми металлами нельзя использовать зажимные шпильки, как показано на следующем рисунке:
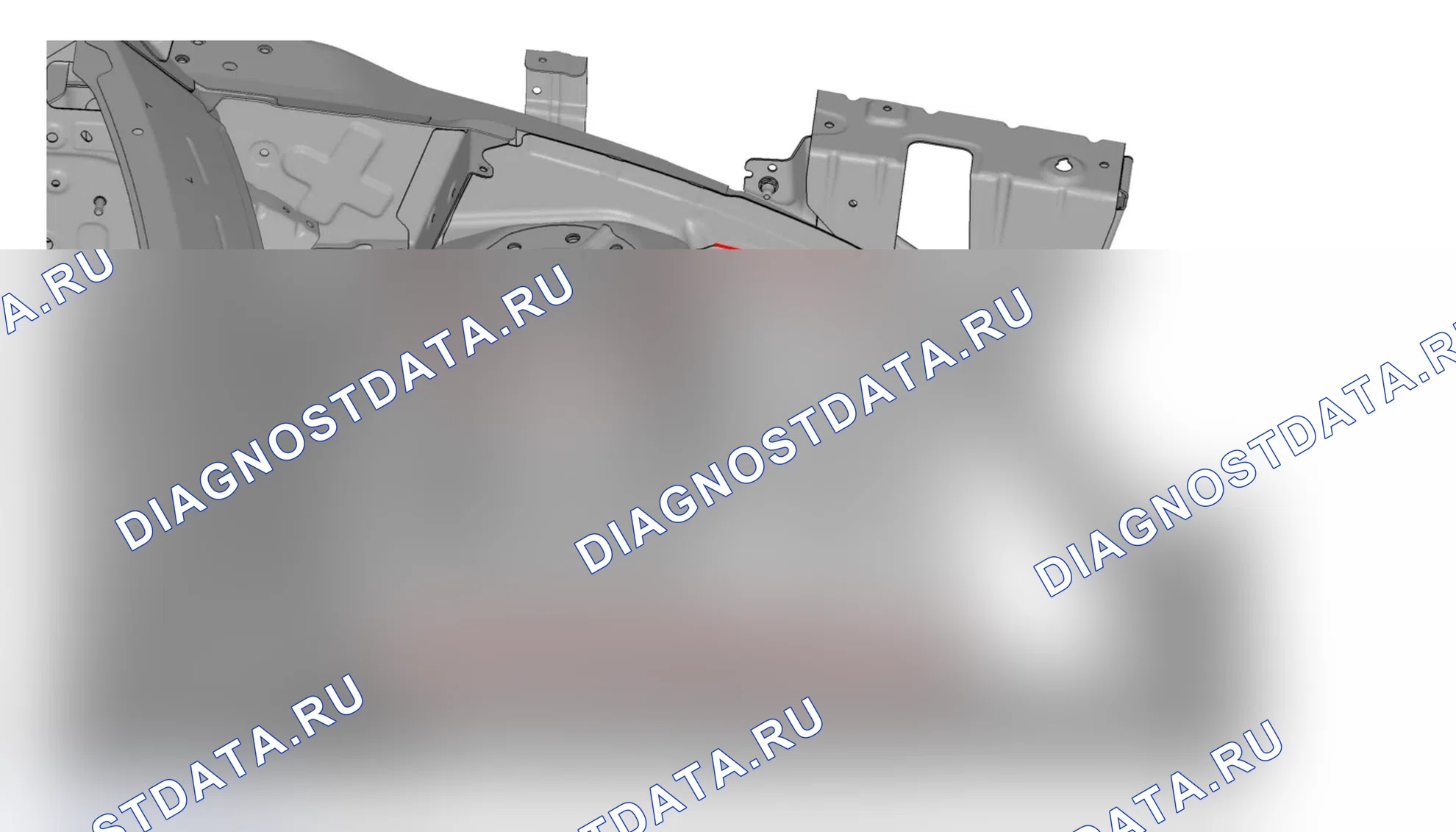
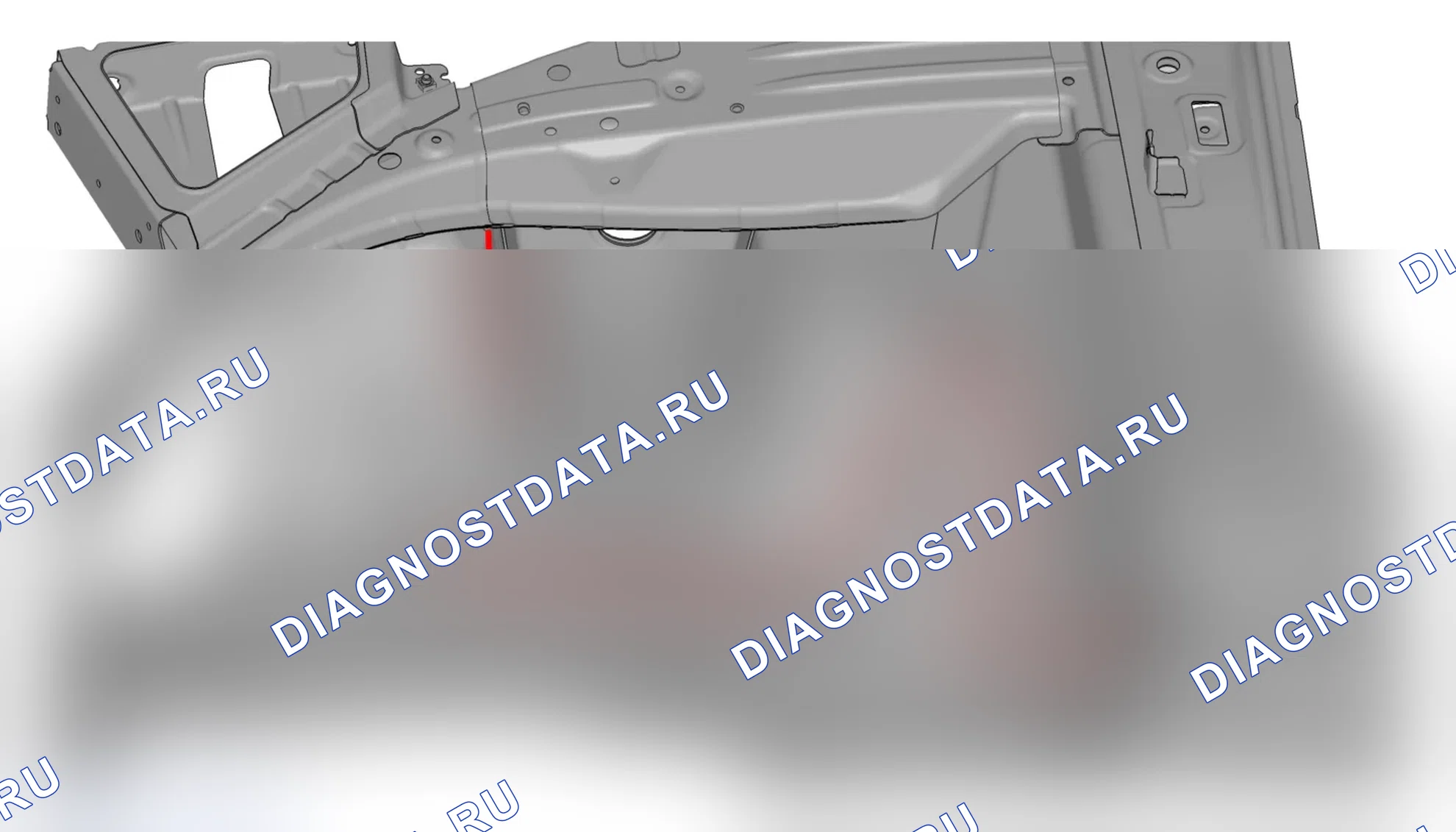
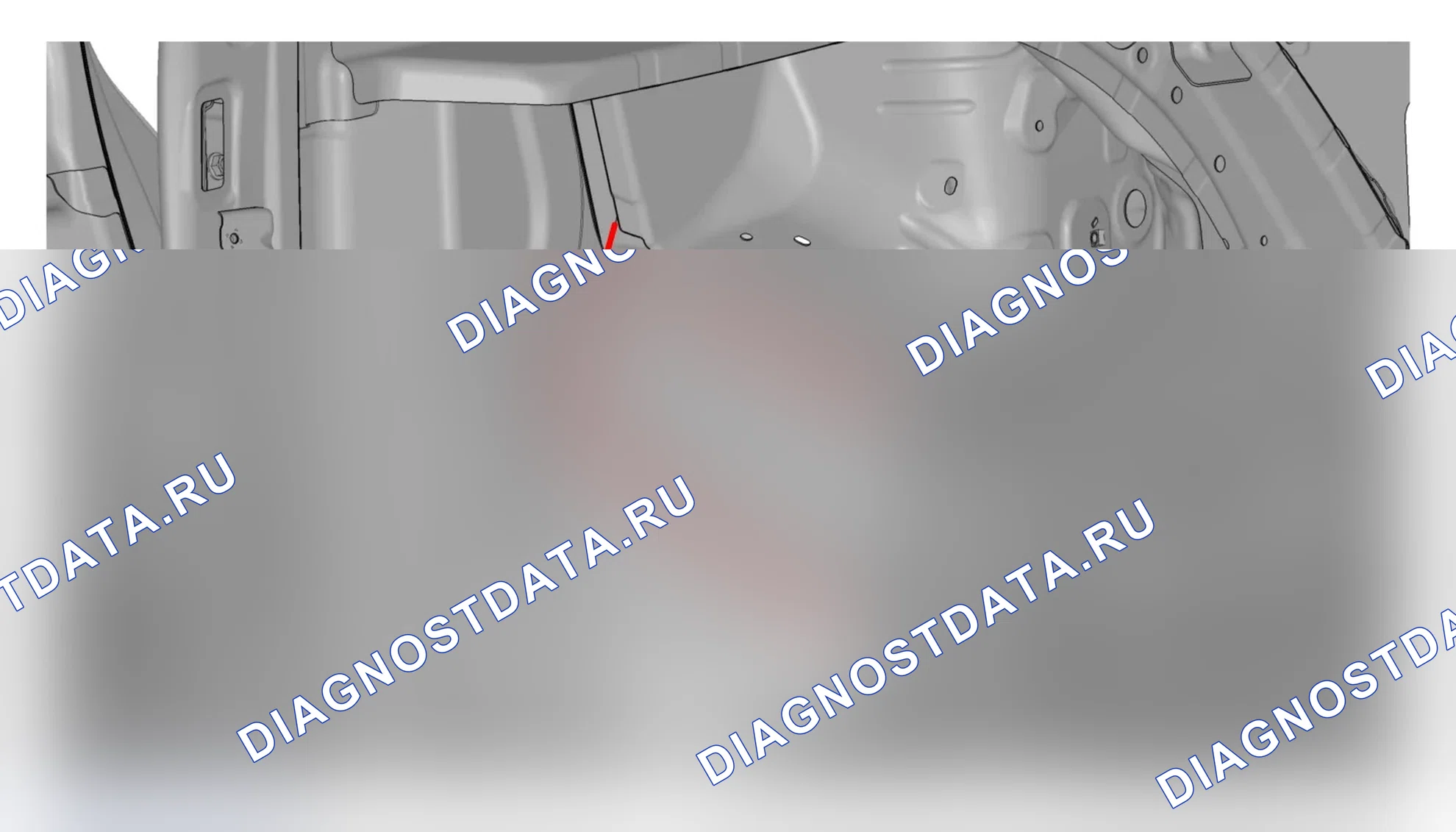
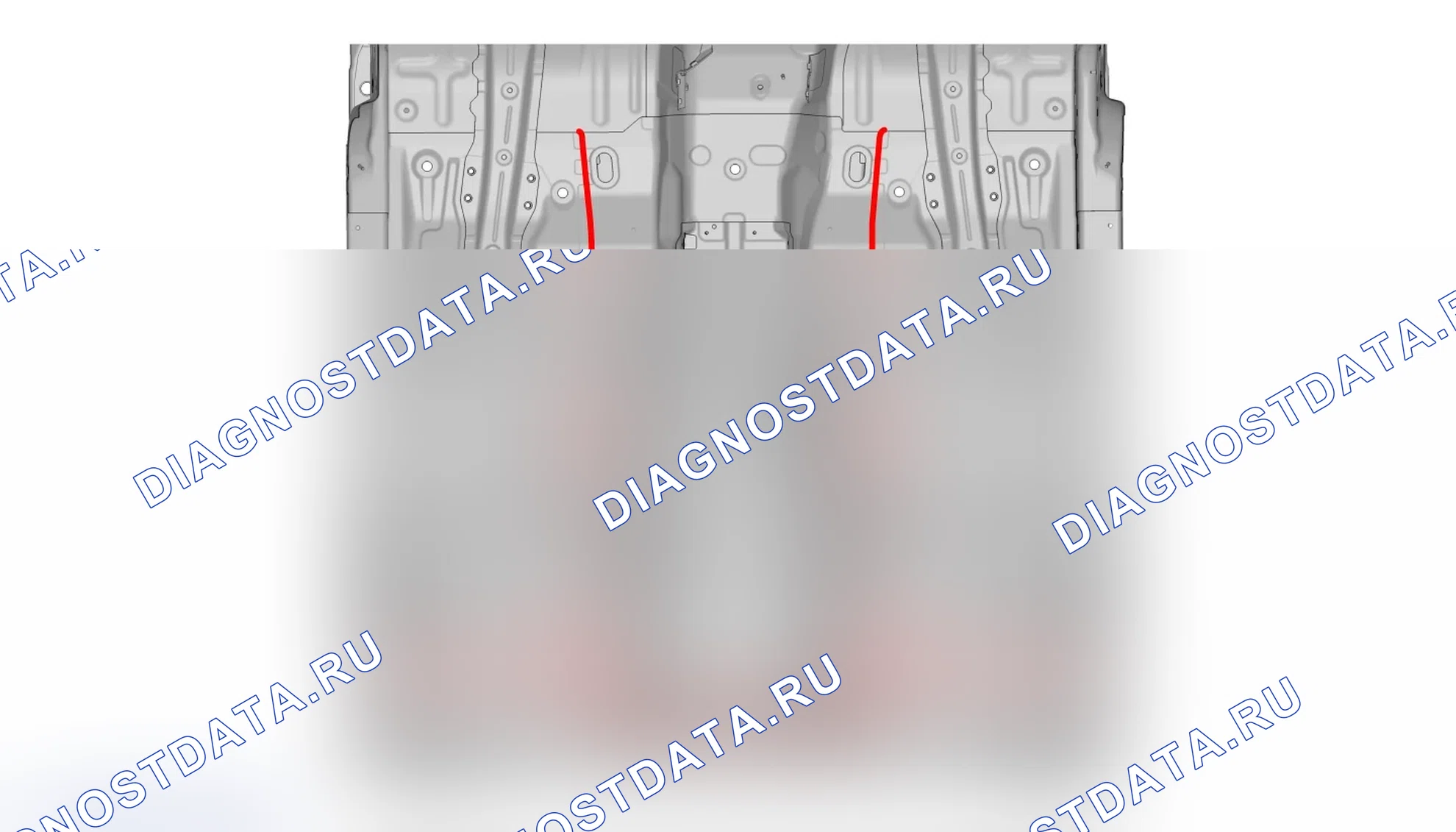
# Конструкция кузова
# Схема расположения конструкции кузова
# Схема разреза
Секция A-A
Секция B-B

Секция C-C

Секция D-D
Секция E-E
Секция F-F
Секция G-G
Секция H-H
Секция I-I
Секции J-J
Секция K-K
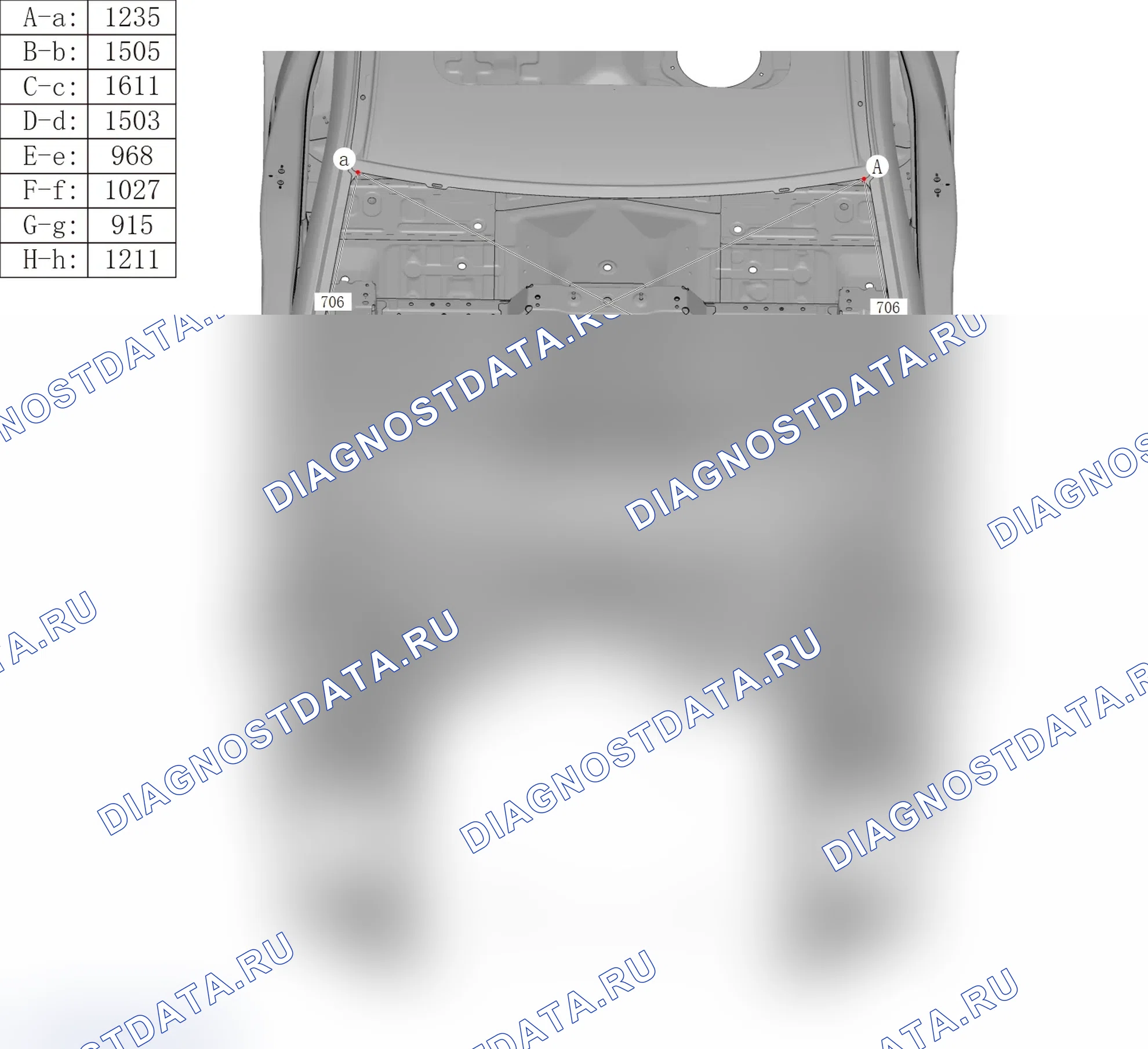
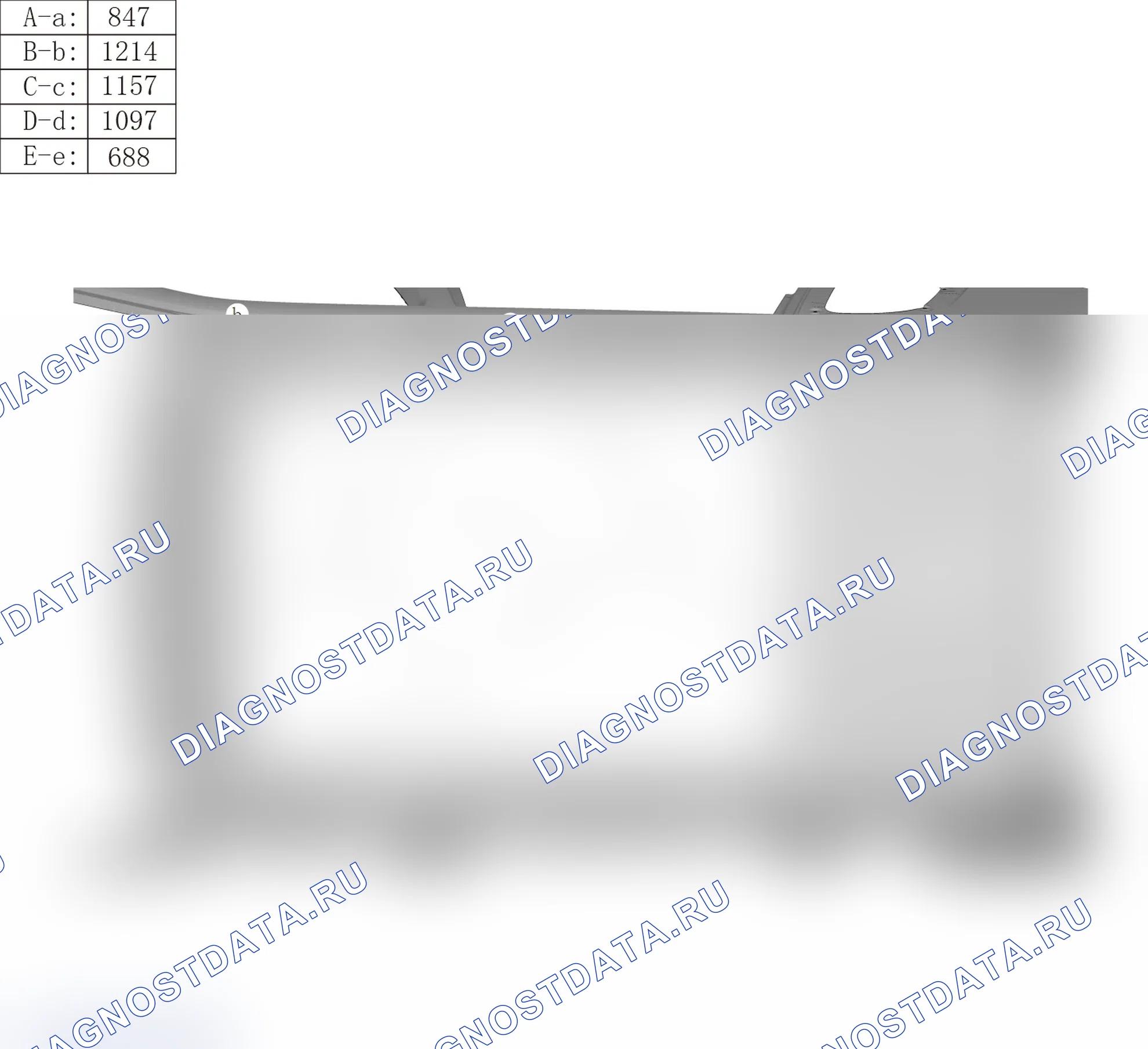
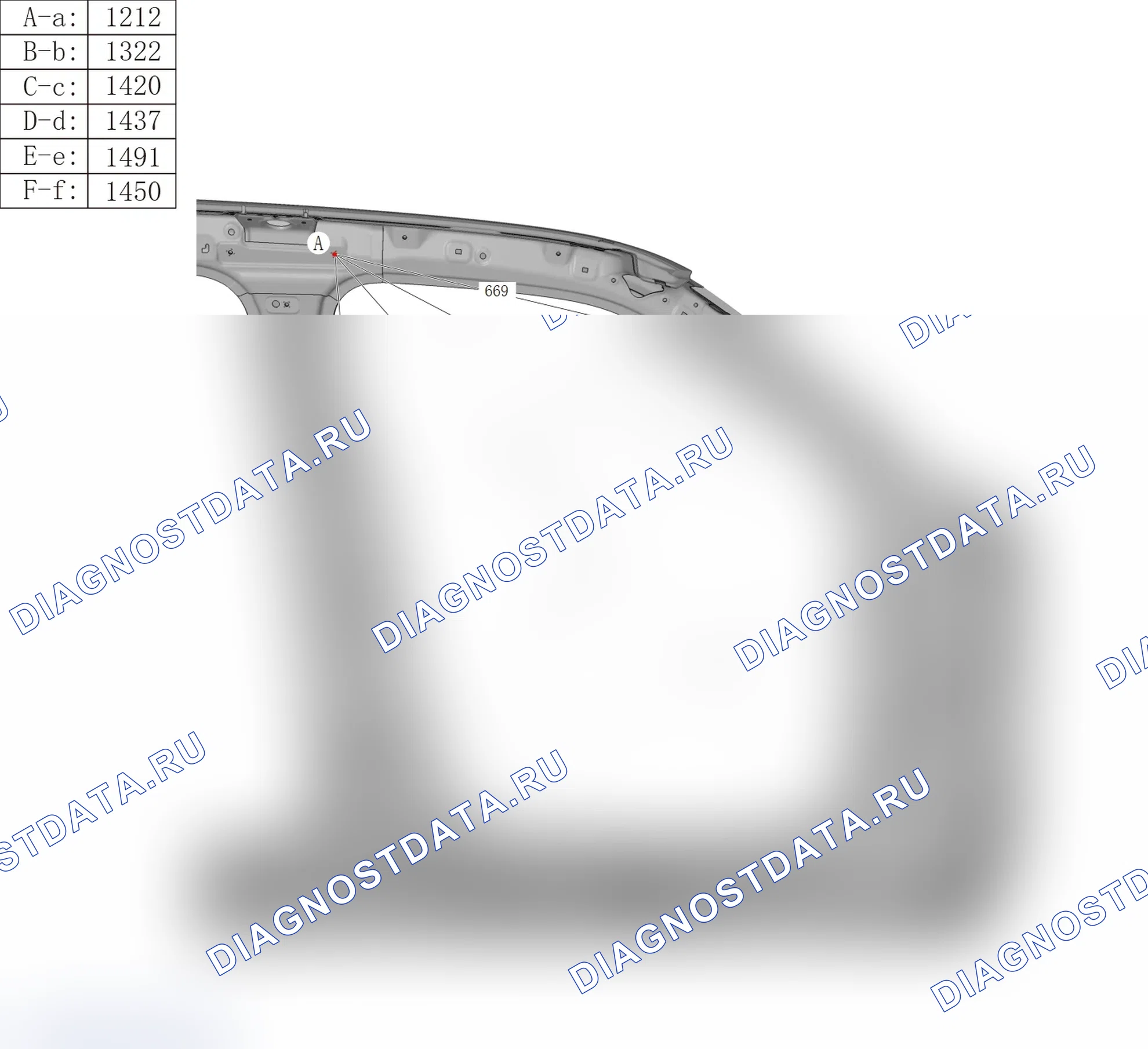
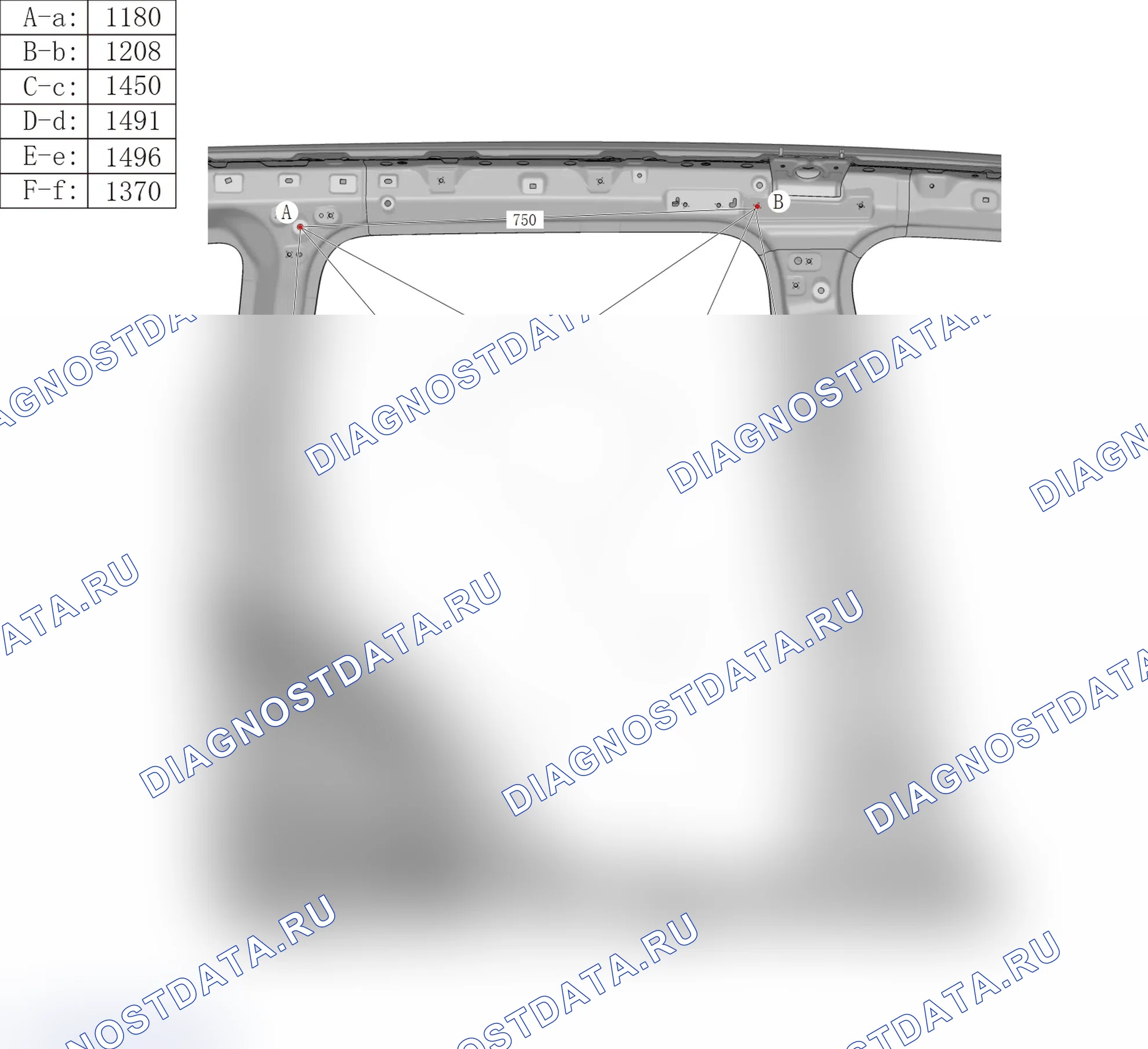
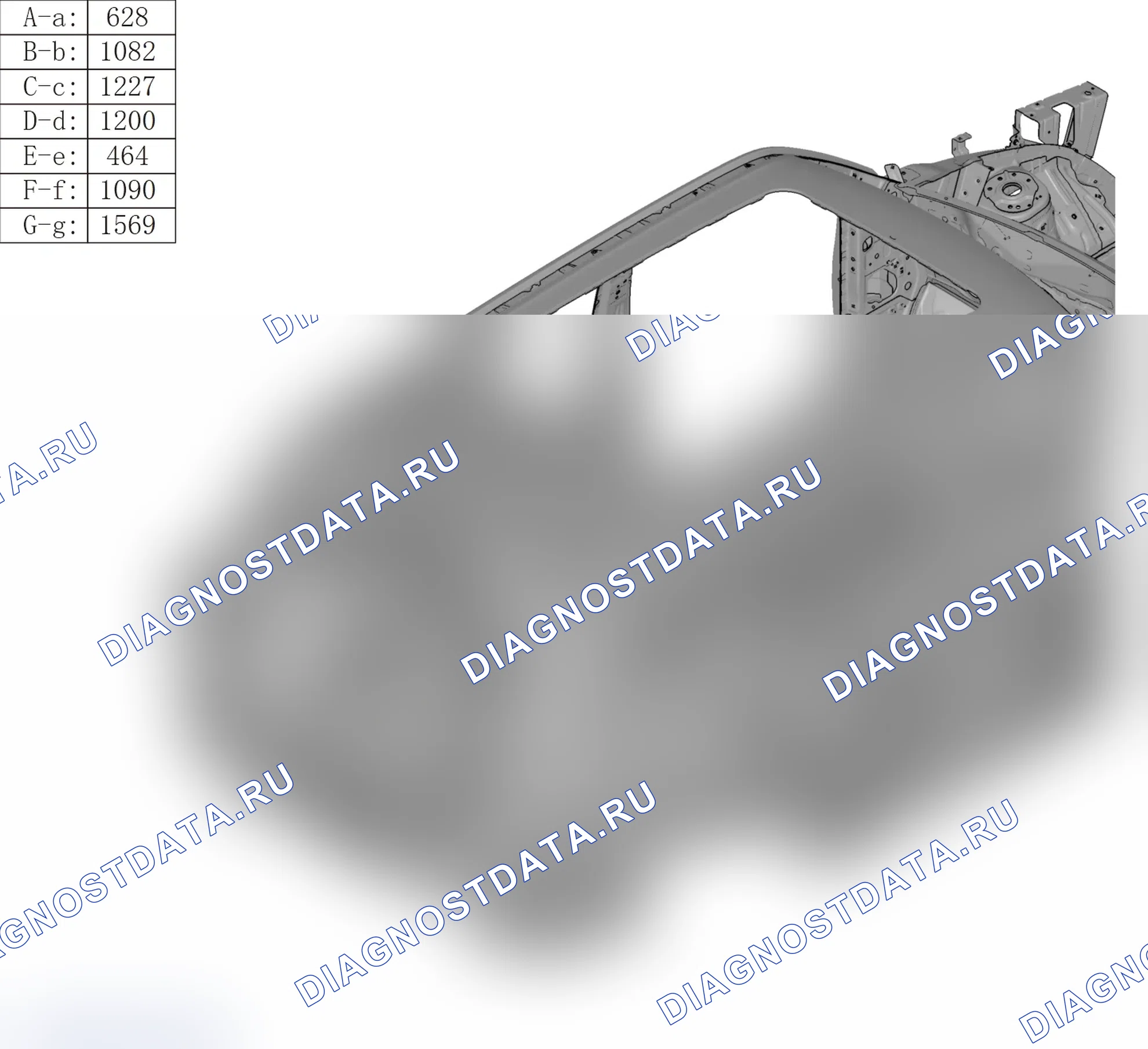
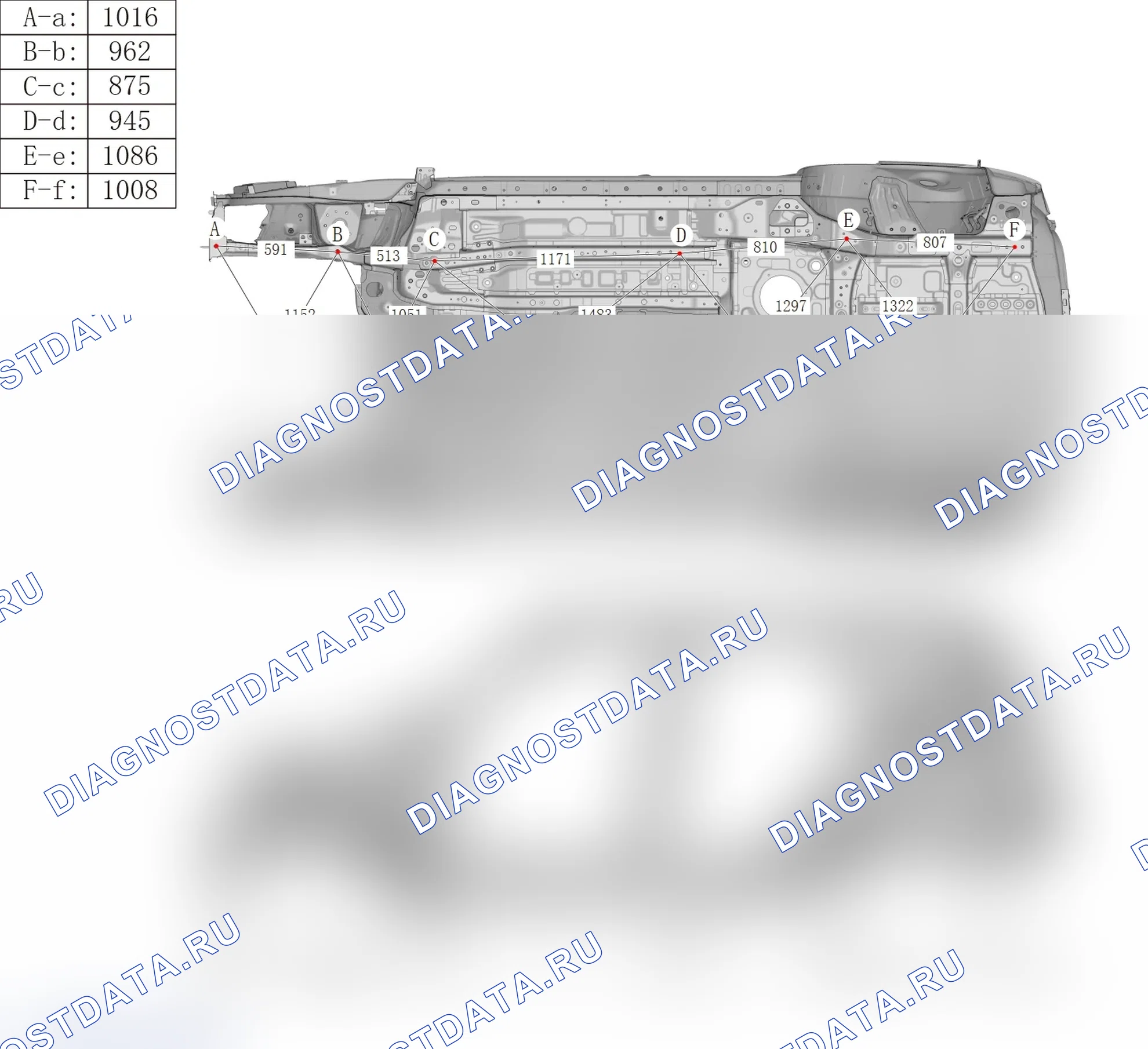
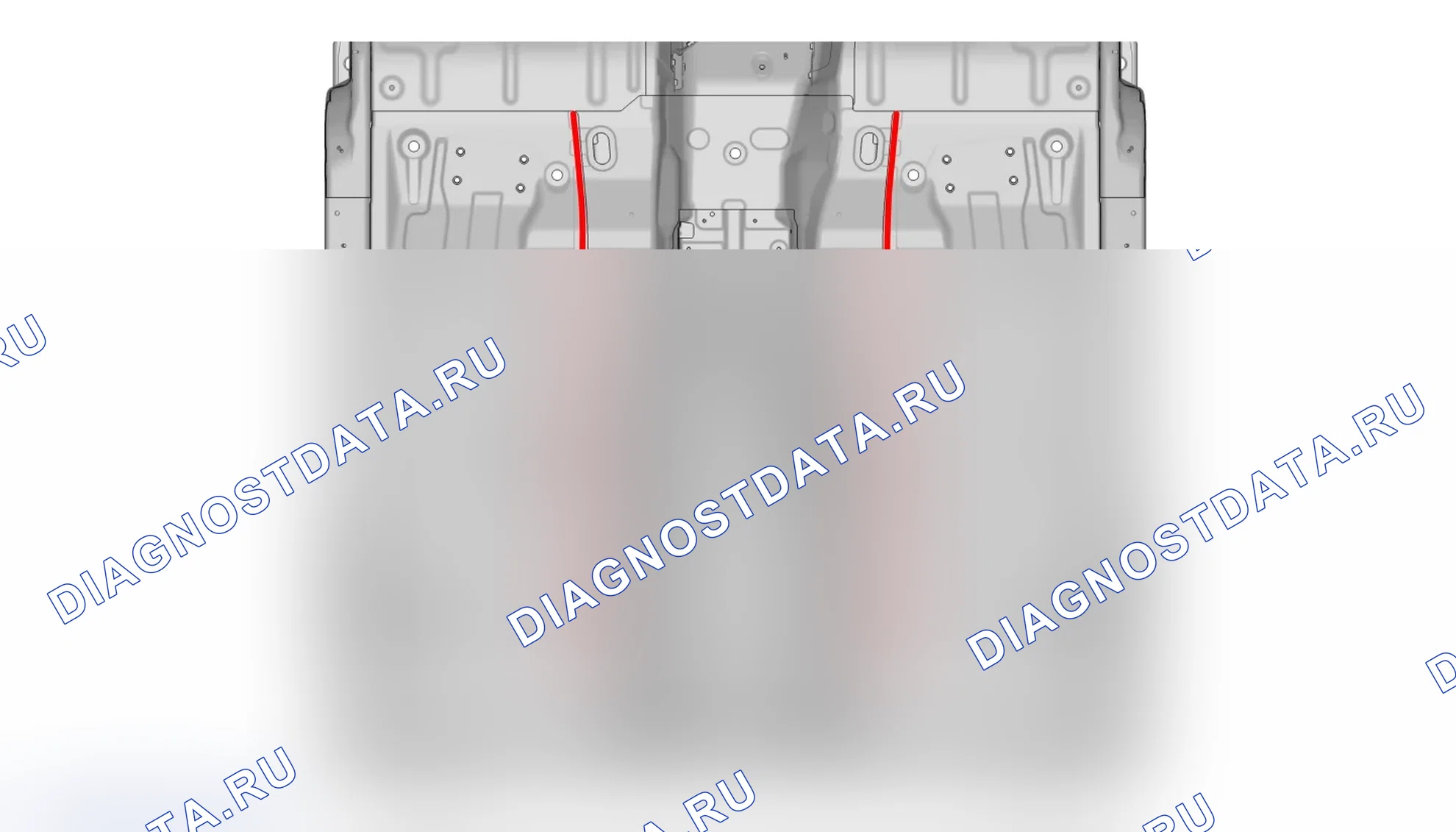
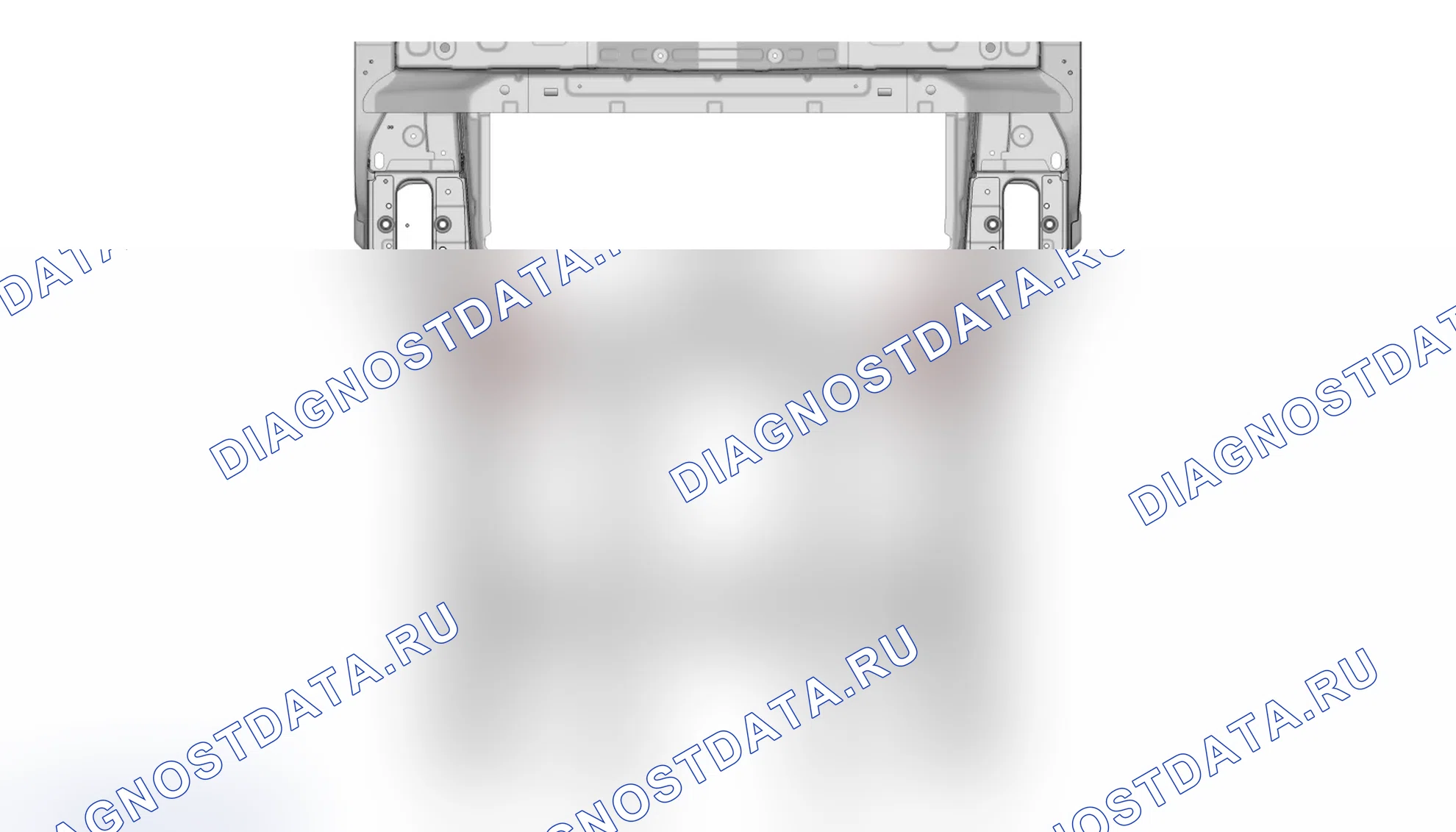
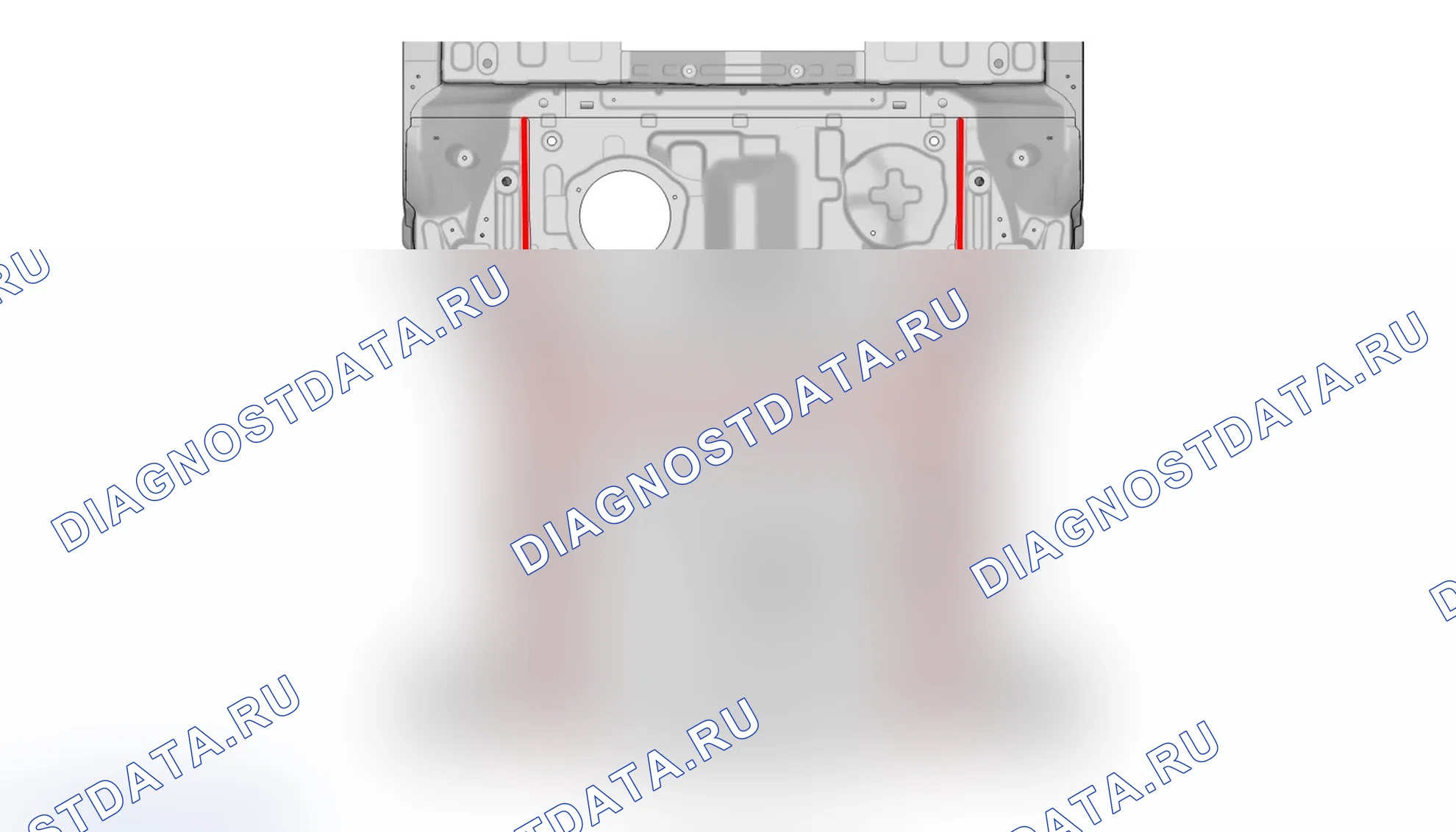
# Базовый размер корпуса
# Моторный отсек
# Верхняя часть кузова
# Передняя дверь
# Задняя дверь
# Задняя часть кузова
# Нижняя часть корпуса
# Клей для сварки
# Клей для точечной сварки конструкций.
Субстрат: эпоксидно-модифицированная смола.
Эксплуатационные требования: прочности на сдвиг ≥25 МПа, разрушающее состояние: прочности на отслаивание ≥90%CF;T типа ≥8N/mm, разрушающее состояние: ≥90%CF; Размер секции: На конце видна экструзионная камедь, на конце b допускается небольшое количество пролитого клея, диапазона пролитого клея ≤5mm, при отсутствии разомкнутых рисунков лакокрасочное покрытие должно быть непрерывным и равномерным вдоль сварного шва.
Строительные требования: этот материал эксплуатируется в большей степени под влиянием погоды (понижение температуры воздуха, повышения вязкости), понижение температуры воздуха ниже 10 ° C, использование нагревательного оборудования для предварительной нагревательной обработки при использовании на площадке до тех пор, пока не будет легко работать, температура нагревательного оборудования не превышает 50 ° C и длительное хранение не превышает 40 ° C.
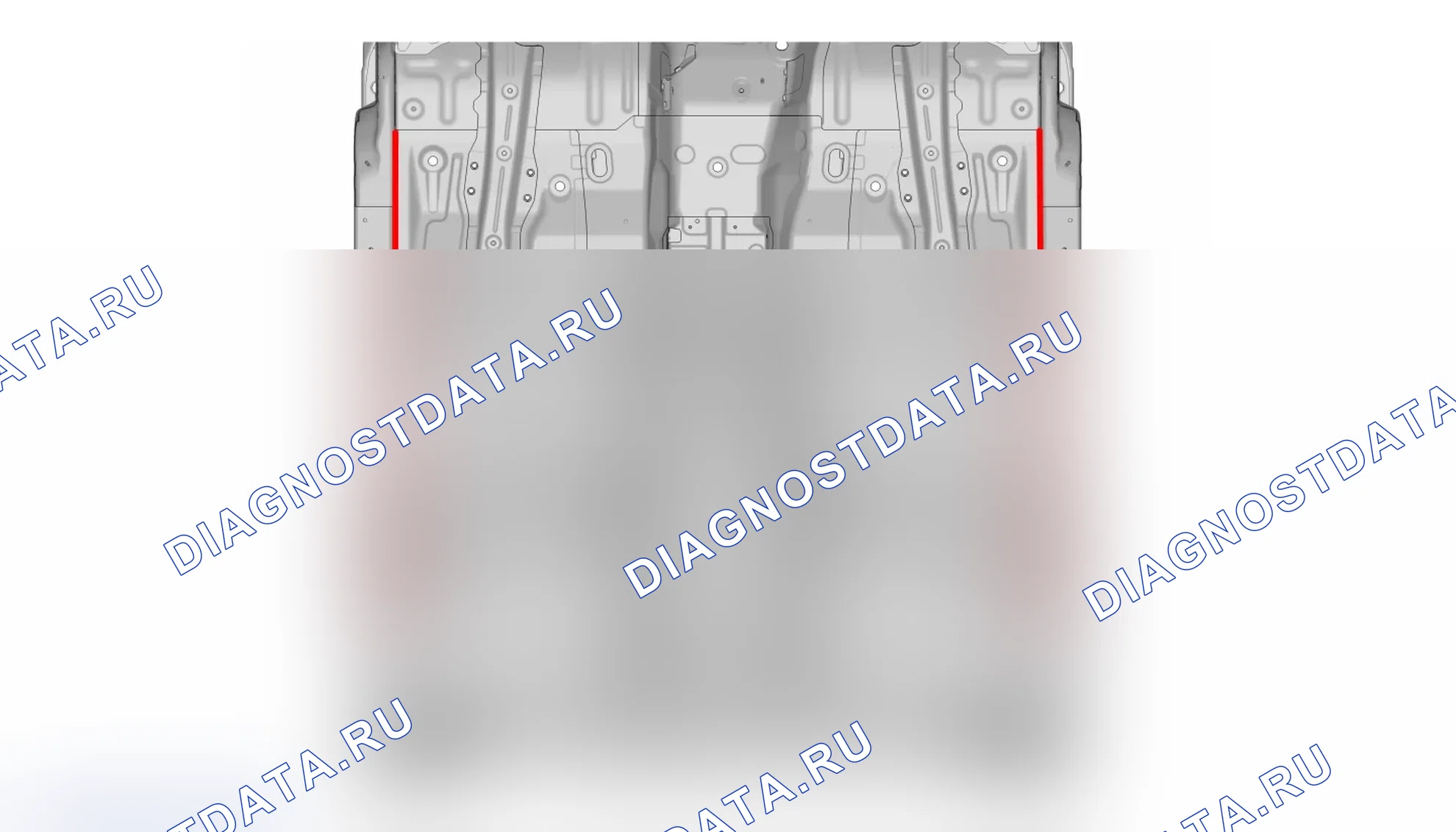
Площадь переднего этажа
Балочный узел с передним полом, передним ограждением (симметрично слева и справа)

Сварочные зоны эстакады с задними панелями пола
Участок стыковки узла перекрытия заднего этажа с узлом перекрытия левой/правой продольной балки заднего этажа
Зона стыковки переднего и заднего полов
Область стыковки боковых и напольных узлов (симметрично слева и справа)
Внутренняя панель левого/правого заднего окна с внутренней панелью левой/правой верхней балки (армирование, уплотнение)
Область сварки левой/правой периферийной панелей с наружной панелью крышки колеса (армированная, герметичная)
Сварочная зона (армирование, уплотнение) между внутренней панелью заднего кожуха левого колеса и внешней панелью заднего кожуха левого колеса
Зона сварки задних колес с стрингерами пола (армированная, водонепроницаемая)
Верхняя крышка, наружная панель и зона люка (армированная)
Зона арматуры замка левой/правой задней двери (армирование)

Зона арматуры левой/правой колонны D (армирование)
Левая\Правая зона отстойника для забоя (армирование)
Левая/правая задняя зона опоры виброизолятора
Левая/правая окружность с задним периметром (армирование, уплотнение)
Левая/правая периферийная пластина с блокирующей скобой В в зоне усиленной пластинки (дополнительная)

Четырехдверный шарнирно-монтажный участок (боковые торцы) (армированный)
Сварочная зона бокового ограждения с верхним ограждением (армированная, водонепроницаемая)
Боковая периферийная пластина и боковая периферийная пластина укрепляют область пластин (симметрично слева и справа)
Боковая балка с боковым периметром соединяет заднюю часть пластин с боковым периметром, укрепляя область пластин (справа и справа симметрично)
Арматура колонны А с боковым периметром арматурных пластин (симметрично слева и справа)
Зона арматуры нижней секции колонны А с боковым периметром арматуры (справа и справа симметрично)
Передняя и задняя дверные ограничители

С Колонна Укрепления нижней части плиты с пороговой балкой Укрепления плиты Расширения плиты после плиты

Левая/правая периферийная панель и левая/правая периферийная панель (симметрично слева и справа)
Передняя удлинительная пластина левой/правой задней крышки колеса с левым/правым узлом заднего пола (симметрично слева и справа)
Задняя дверь Левая/Правая стойка Усиленная доска с левой/правосторонней канавкой (симметричная слева и справа)
# Герметик для точечной сварки
Основа для точечной сварки герметика: синтетический каучук.
Основные показатели эффективности: твёрдости (Shaw A): 10 ~ 50, прочность на сдвиг: ≥0.8 МПа, состояния разрушения ≥90%CF.
Клей для точечного сварного уплотнения требует, чтобы клей экструзии был видимым на конце, а конец b допускал небольшое количество винила, диапазона винирования ≤5mm, и, если отсутствует значок разрыва, клея должен быть непрерывным и равномерным вдоль сварного шва. Наружная панель верхней крышки в негласном варианте не допускает протекания коллоида в боковых областях, а в других областях допускается небольшое количество перелива.
Зона машинного отделения
Левая и правая верхняя области стрингера переднего этажа (симметричная слева и справа)
# Бутиловая фанера и армированная пленка
Основа из бутильной фанеры: бутилкаучука, прочности на растяжение: ≥0.04Mpa, прочность на отслоение типа Т: ≥0.7kN/m.
Армированный пленочный субстрат: эпоксидная смола, PVC. Расположение в отчете предназначено только для планирования производственного процесса и справки, уточняйте, что оно должно быть на самом деле. Условий пасты: температуры в цехе для пасты при 15 ° C - 25 ° C для достижения оптимальных эксплуатационных характеристик, зимой для использования требуется предварительный нагрев плёнок, температуры нагрева 15 ° - 25 °, паста после завершения нагрева; Летом плёнки хранят до прохладного, сухого места.
Демпфирующая пленочная основа: асфальта. Условий пасты: зимой (1 октября ~ 31 марта следующего года) требуется предварительный нагрев плёнок, температуры нагрева 70 ± 10 ° C, паста после завершения нагрева; Летом плёнки хранят до прохладного, сухого места.
Область боковой периферийной панелей
Область крышки двигателя
# Амортизирующий расширяющий клей
Субстрат для амортизирующего расширяющего клея: синтетический каучук.
Основные эксплуатационные показатели амортизирующего расширителя: твёрдости (Shaw A): 10 ~ 20, прочность на сдвиг: ≥0.3 МП, состояния разрушения: ≥90%CF, объемное расширение: (305)%, вязкость вращения (Pa· s): 8000-12000.
Размер секции амортизирующего клея расширения: зазора на верхней крышке 2 мм, в других местах 3 мм, ширина 12 ± 2 мм, длина зависит от длины желобов для нанесения клея. Зоны с особыми требованиями выполняются в соответствии со специальными требованиями, а зоны без особых требований покрываются амортизирующим расширительным клеем.
Зона сборки передней и задней балок верхней крышки (универсальная для варианта люка и варианта без люка) (сейсмостойкость)
Зона сборки верхней крышки (в негласном варианте) (сейсмостойкость)
Зона сборки верхней крышки (в варианте люка) (сейсмостойкость)
# Клей для окраски
# Защитный клей для покрытия дна ПВХ
Основа: PVC смола.
Требования к производительности: твёрдости (Shaw A): 40 ~ 60; прочность на сдвиг ≥0.7 МПа, разрушенное состояние 100% КФ, равномерное напыление, толщины напыления (0,7 ± 0,3) мм.
Область переднего колеса (симметричная слева и справа)
Зона стрингеров заднего этажа
Левая/правая задняя крышка (защита)
# ПВХ сварной шов герметика
Основа для клея сварного шва: PVC смола.
Основные рабочие параметров: твёрдости (Shaw A) 40-60, прочность на сдвиг ≥0.7 МПа, состояния разрушения: 100% CF; Прочность на растяжение ≥0.8 МПа.
Размер секции клея сварного шва a: Ширина клея, покрытого роботом, центрируется на сварном шве, Ширины клеевой пушки Swril (15-25) мм, ширина клеевой пушки 3D (20-30) мм, Пять дверей, одна крышка, плоская ширина клея, центрированная на сварном шве (8-12) мм, Ширина круглого клея по центру сварного шва (2-6) мм, ширина щеточного покрытия, центрированная на сварном шве (5-40) мм; Пятидверная и одностворчатая клеевая граница на внутренней стороне оболочки оставляет зазор с закругленными углами из листового металла, чтобы избежать проблем, связанных с тем, что клей после выпечки создает кромку взведения.
Внешняя область переднего ограждения
Зона сварного шва в передней части кабины
Крышка колеса, седла амортизатора, передняя секция передней продольной балки, области сварки верхней боковой балки (симметрично слева и справа)
Правая усиленная плита с правым колпачком (антикоррозионная) под передней крышкой

Область сварки переднего периметра с передним сегментом передней продольной балки (симметрично слева и справа)

Внутренняя зона переднего этажа
Зона балки переднего порога пола (симметричная слева и справа)
Левая и правая верхняя области стрингера переднего этажа (симметричная слева и справа)
Нижняя зона переднего пола
Область переднего сегмента стрингера заднего этажа (симметричная слева и справа)
Задние полы и нижняя часть задней панелей
Верхняя зона заднего пола
Зона стыковки топливных баков передних балок заднего пола
Зона арматуры балки перед задним полом
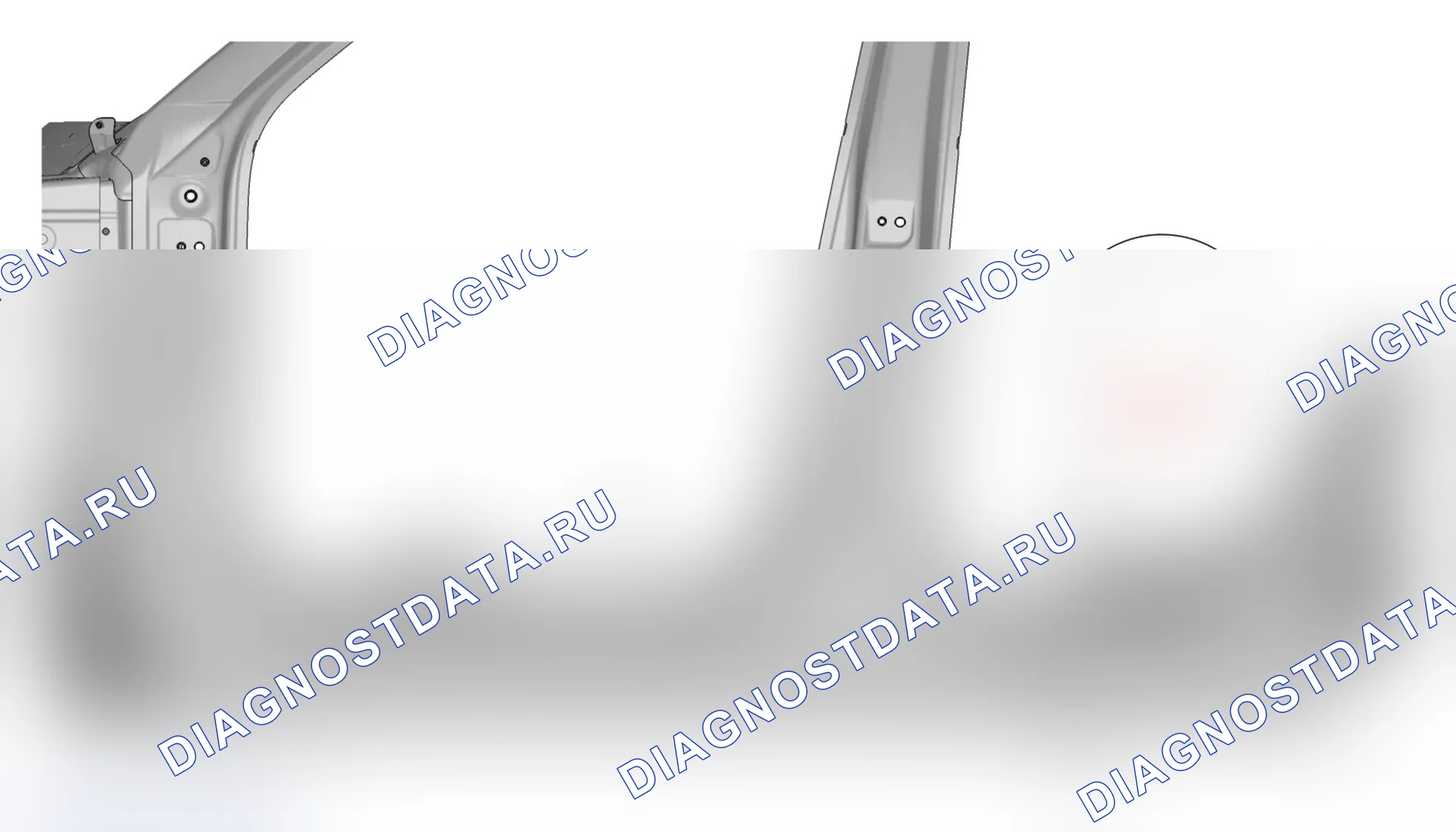
Зона стыковки колонны А с передним периметром (симметрично слева и справа) (герметично)
Зона сварки левого/правого периметра с левой/правой пороговой балкой переднего этажа (герметичная, антикоррозионная)
Область периметра боковой периферийной панелей (водонепроницаемая, герметичная)
Левая и левая задняя колёсная крышка с боковым ограждением (герметично)

Левая/правая задняя крышка (уплотнение, защиты от ржавчины)
Положение стыковки левой/правой задних колес с полом (уплотнение)
Боковая опора D, верхняя крышка и зона сварки задней панелей (герметично) (электроприводная задняя дверь в том же состоянии, что и пневматическая задняя дверь в конфигурации клея)
Левая и левая задняя колёсные крышки в зоне стыковки с полом (герметично)
Верхняя крытая область
Левый и правый участки нижней секции арматуры колонны А (уплотнительная, водонепроницаемая)
Левая/правая передняя дверная колодка, наружная панель, облицованная краями

Левая/правая задняя дверная колодка, наружная панель, обтянутая краями

Над дверным шарниром (антикоррозионный) симметрично влево и вправо
Спина двери зоны
Зона сварки наружной панелей задней двери и монтажной пластин заднего фонаря
Область сварки верхней секции наружной панелей задней двери и нижней секции наружной панелей задней двери

Область крышки двигателя
Задняя зона

Передняя балка среднего и заднего полов

Балочный узел левого И правого порогов переднего этажа.
# Антикоррозионный воск для внутренней полости
Номер модели: AC 115Q, цвет: светло-коричневая паста, восковое положение: внутренняя полость.
Весь участок балки пороговой кромки (антикоррозионный)
Зажим на нижнем конце левой/правой передней двери и наружной панелей

Зажим на нижнем конце левой/правой задней двери и внешней панелей

Зажим на нижнем конце задней двери и наружной панелей
# Демпфирующая фанера
Демпфирующая фанерная подложка: асфальта с синтетическим каучуком.
Размер секции: толщины 3 мм.
Передняя часть пола
Задняя часть пола (два привода)
Задняя часть пола (полный привод)
# Клей для полной сборки
# Бутилкаучуковая герметичная лента
Основа для бутилкаучуковой герметичной ленты: бутилкаучука.
Эксплуатационные требования: прочности на растяжение ≥0.04Mpa,T прочность на отслаивание типа ≥0.7KN/m.
Передняя дверь

Задняя дверь

# Средняя зола, антикоррозионная краска
Номер модели: 55-BMW300.
Требования к нанесению кистей: Указанные участки нанесены равномерно, без подтекания дна.
Площадь пола
# Точка сварки кузова
# Иллюстрированные экземпляры
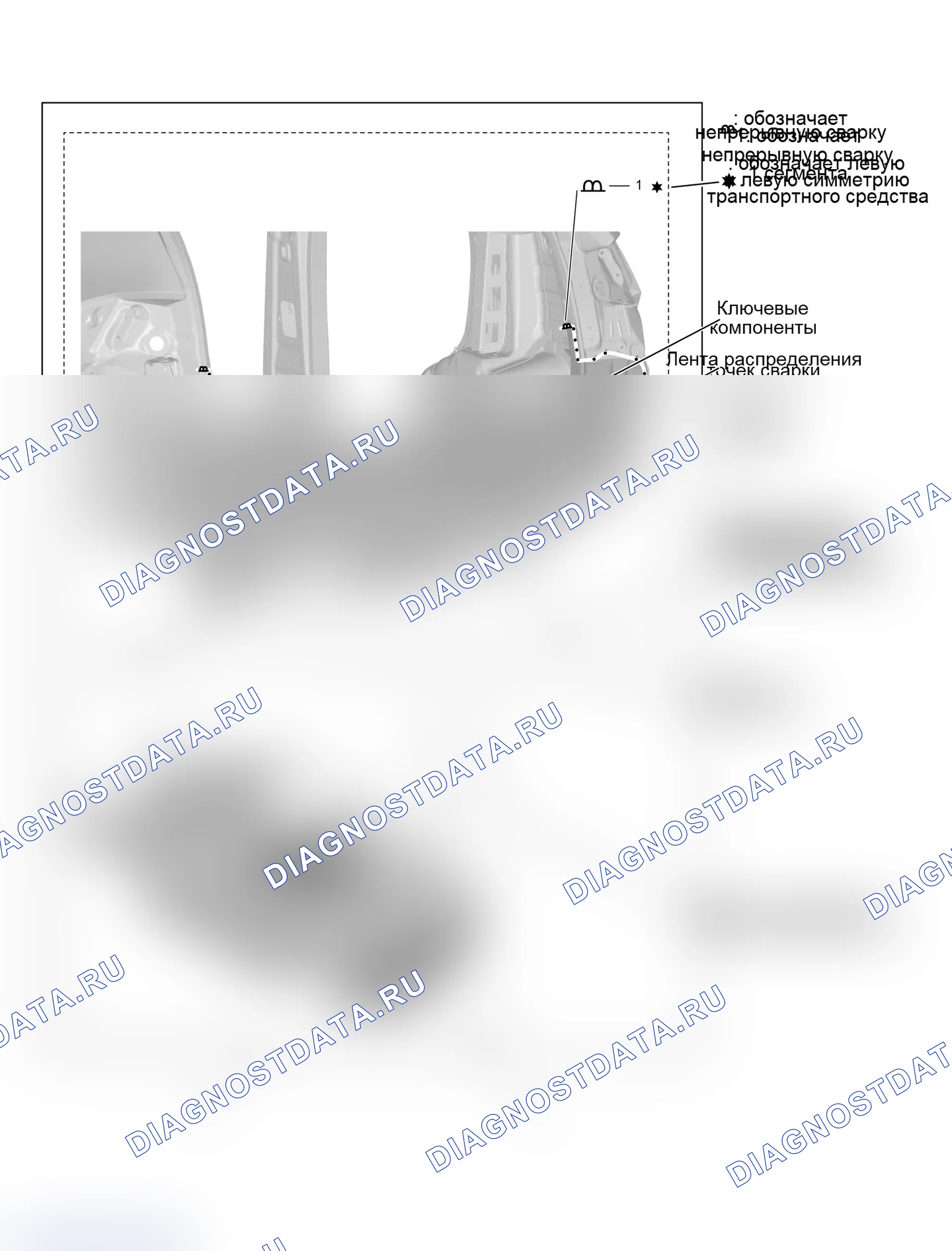
# Описание символа
| Точечная сварка |  |  |  |  |
|---|
| Сварка пробки |  |  |  |  |
|---|---|---|---|---|
| Непрерывная сварка |  |  |
# Количество буровых панелей
ПримечаниеВ зависимости от количества панелей просверливается одна или две панели, которые перечислены вместе с направлением демонтажа.
- Сверление одной панелей
- Бурение двух панелей
# Пробка сварного шва
- Сверление сварных отверстий для заглушек на фитингах
- Сверление сварных отверстий на фитингах, соответствующих отверстий на боковых сторонах транспортного средств

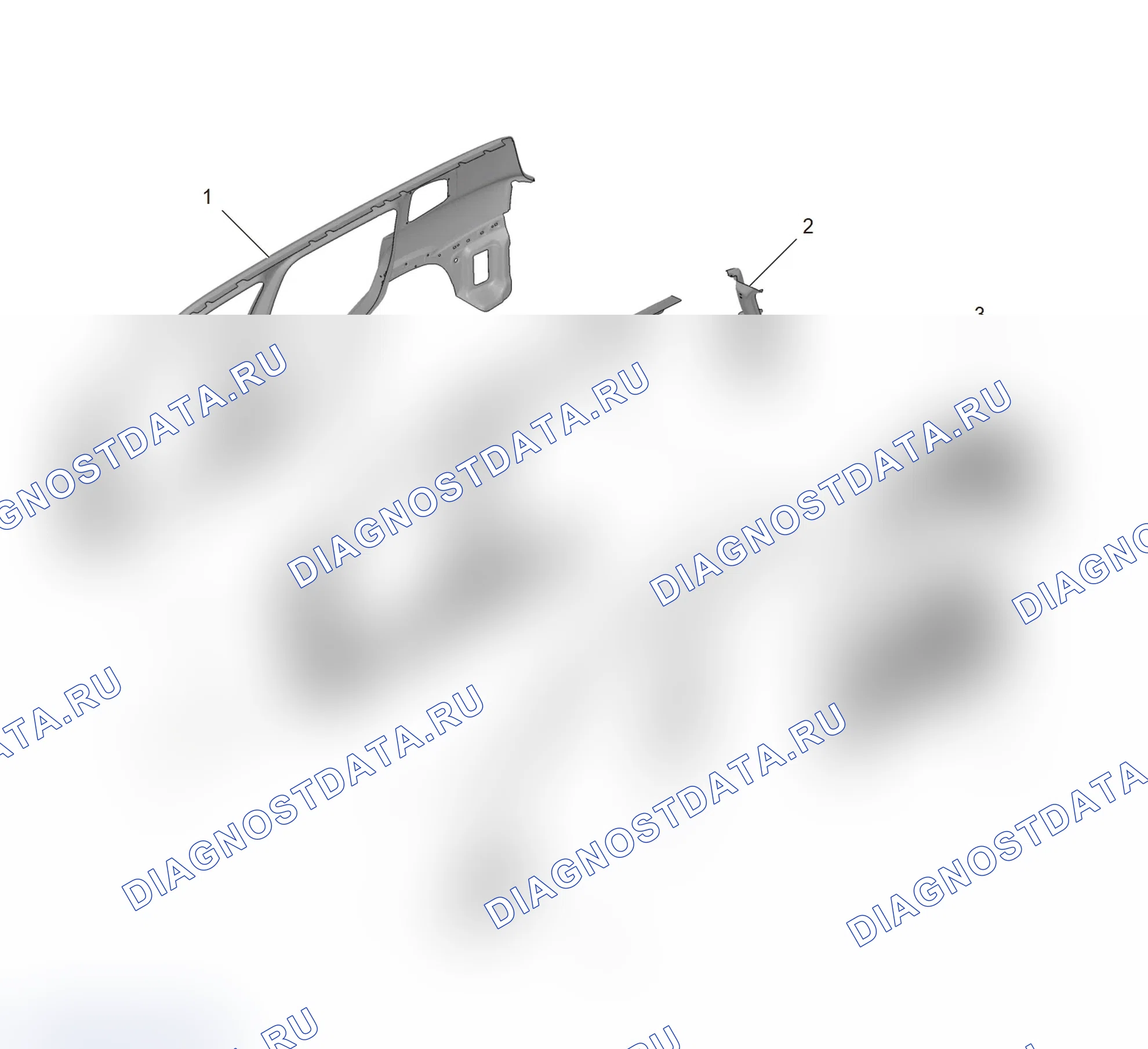
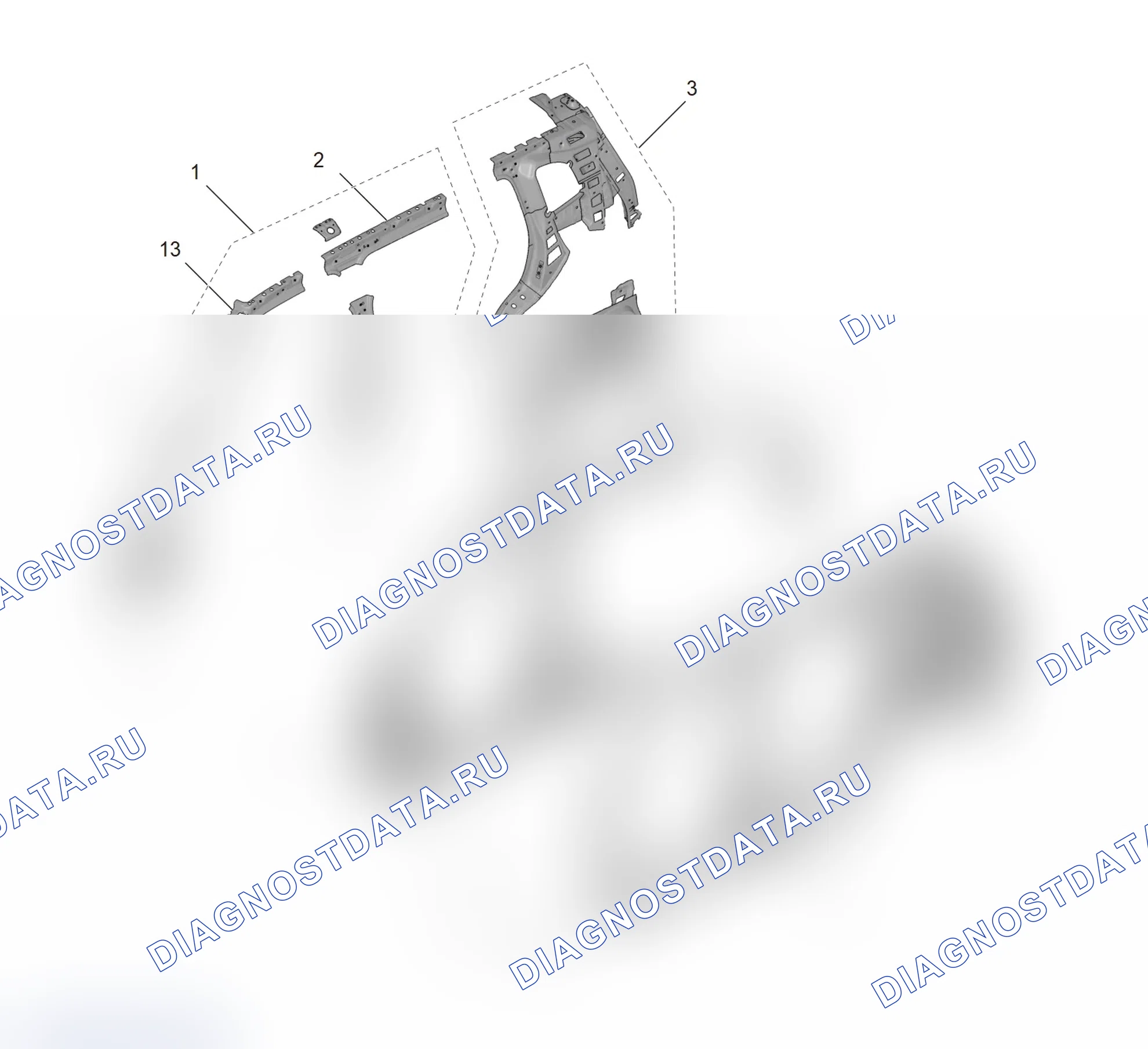
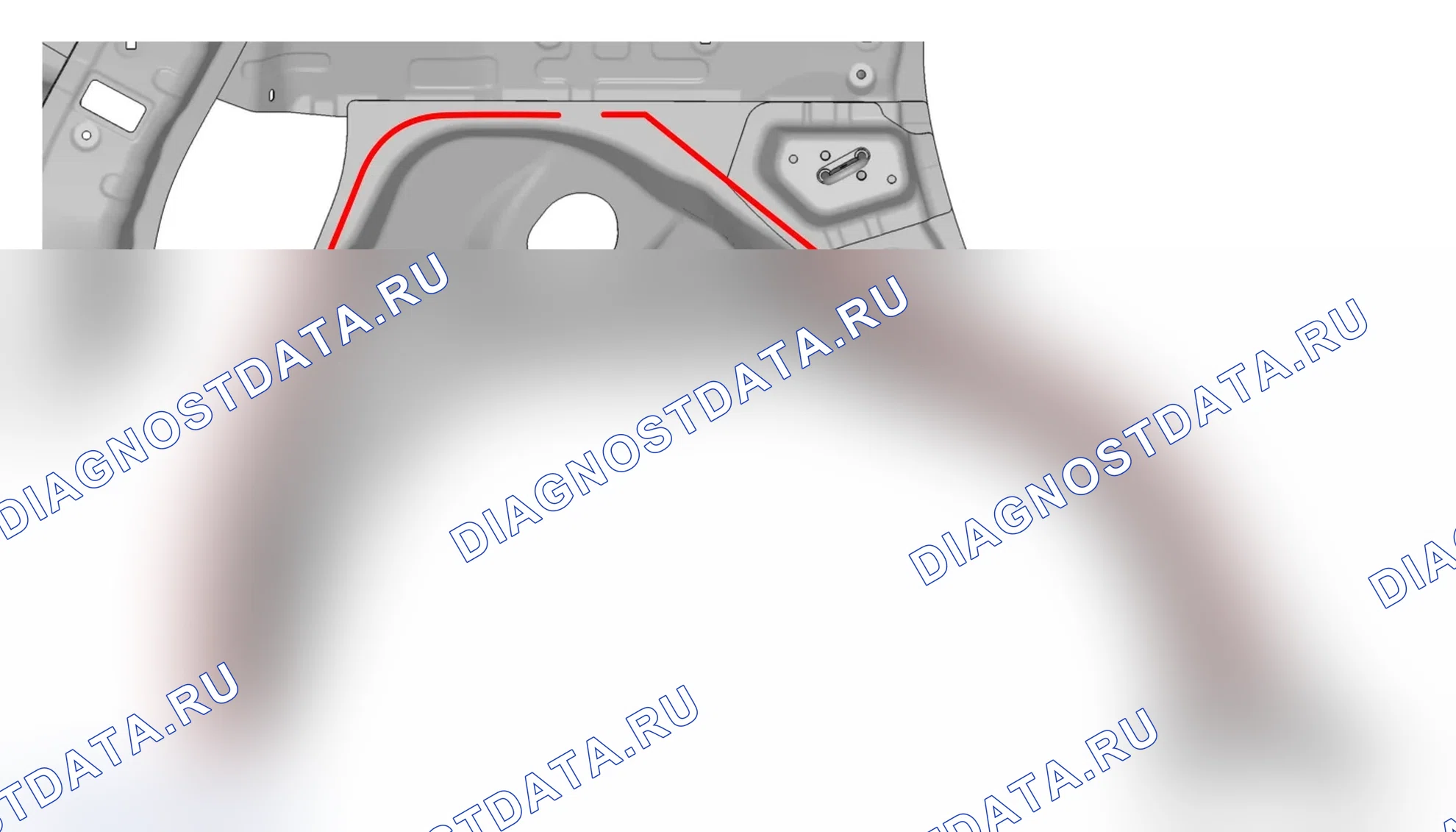
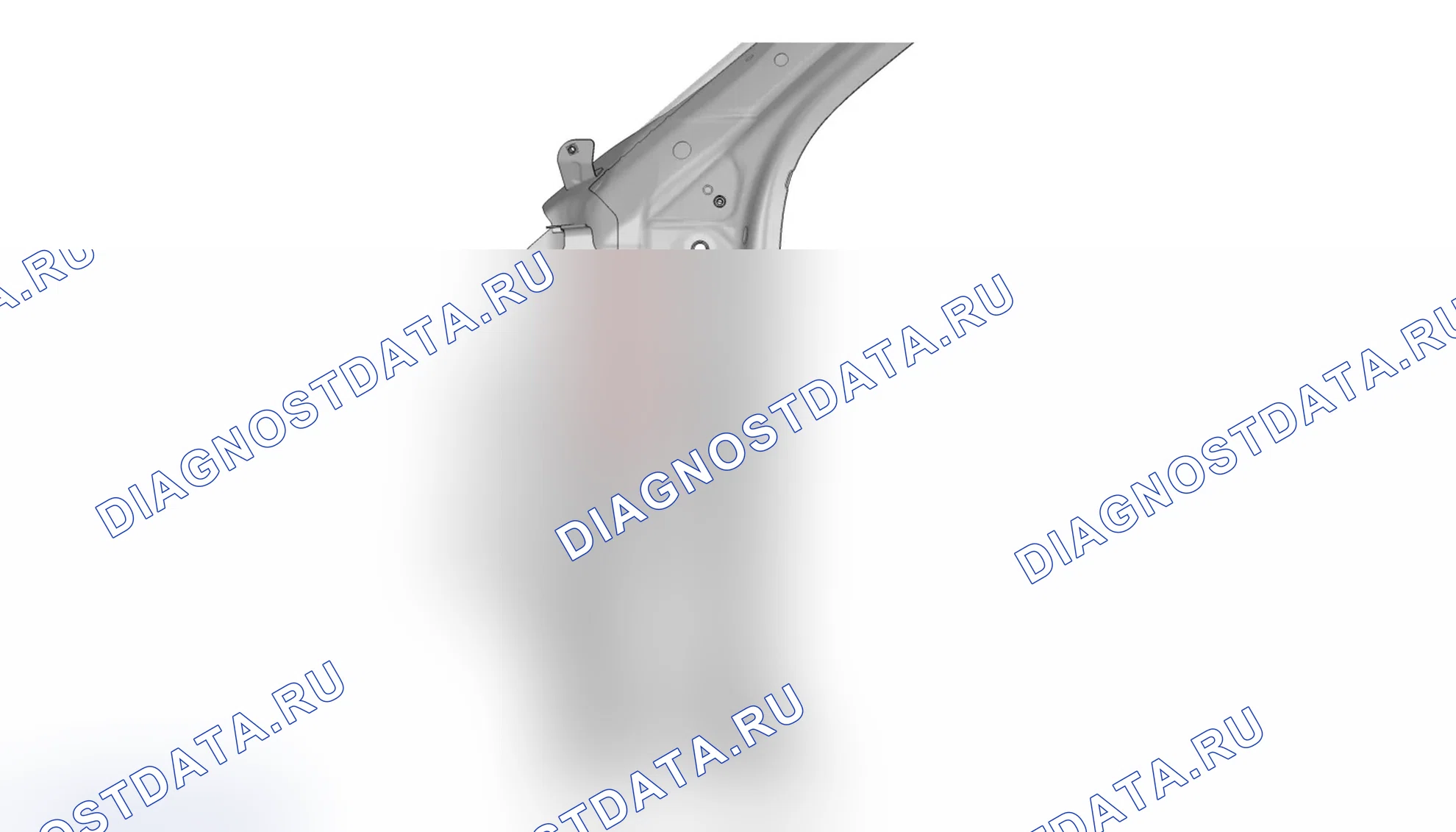
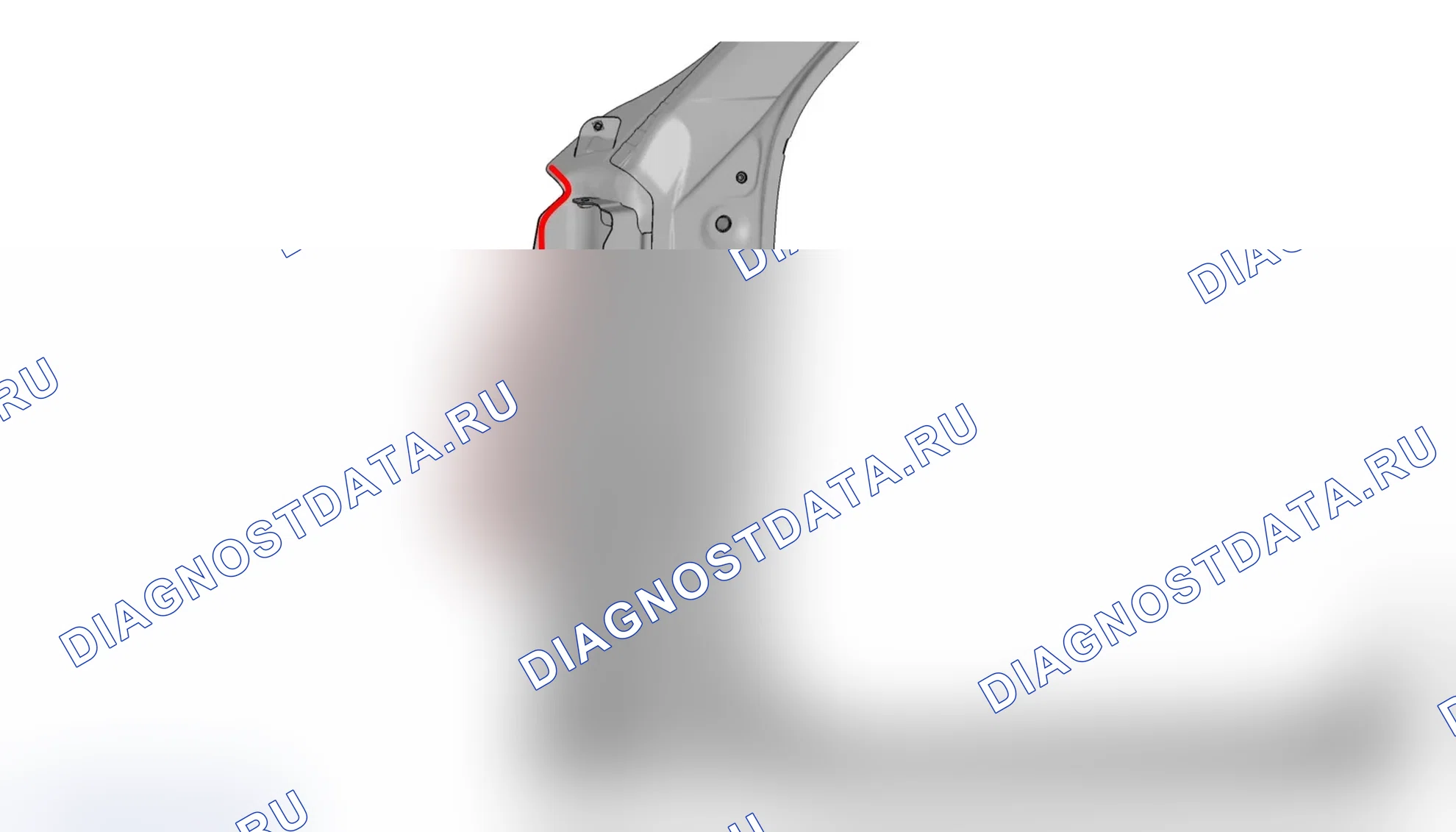
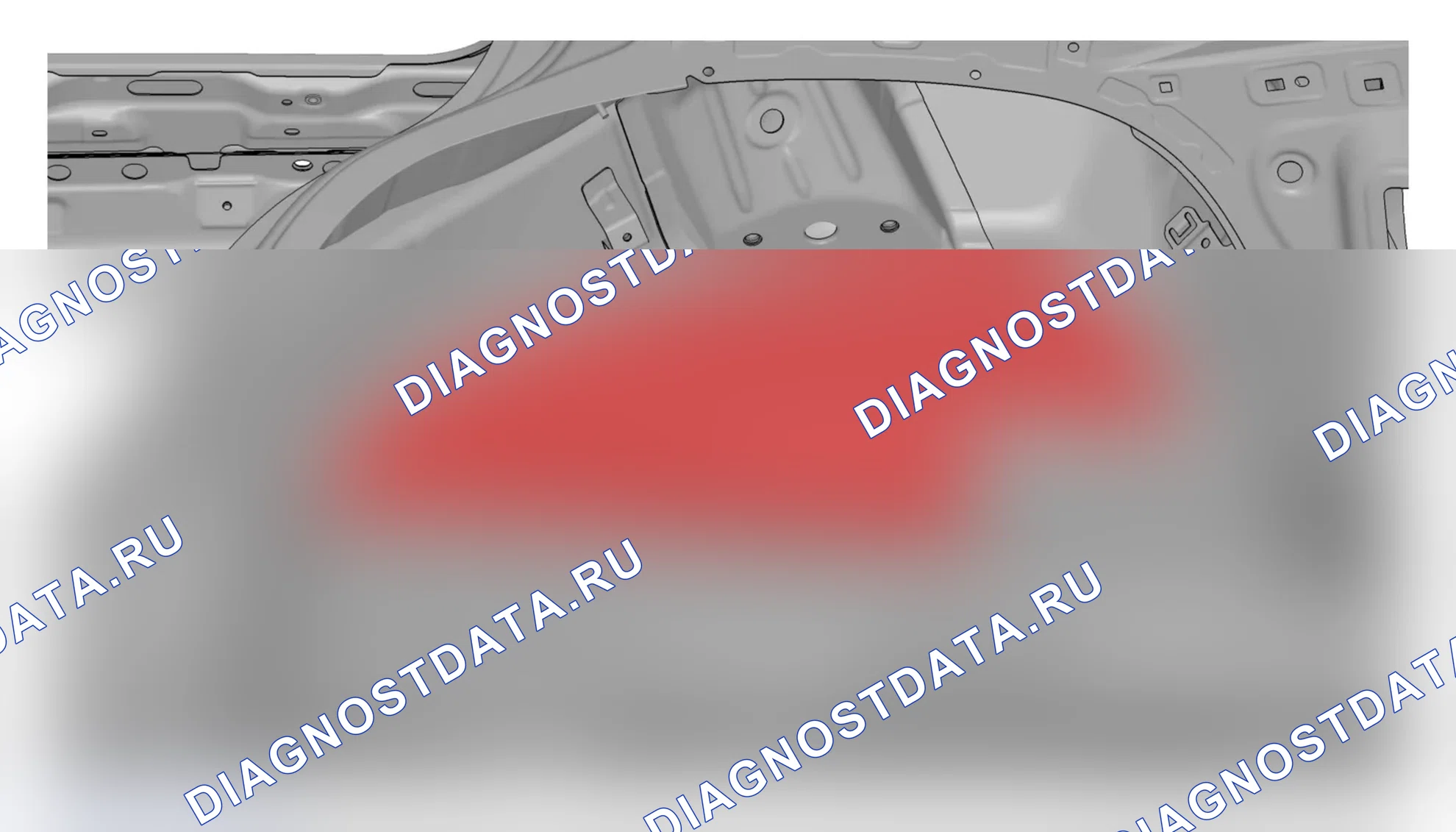
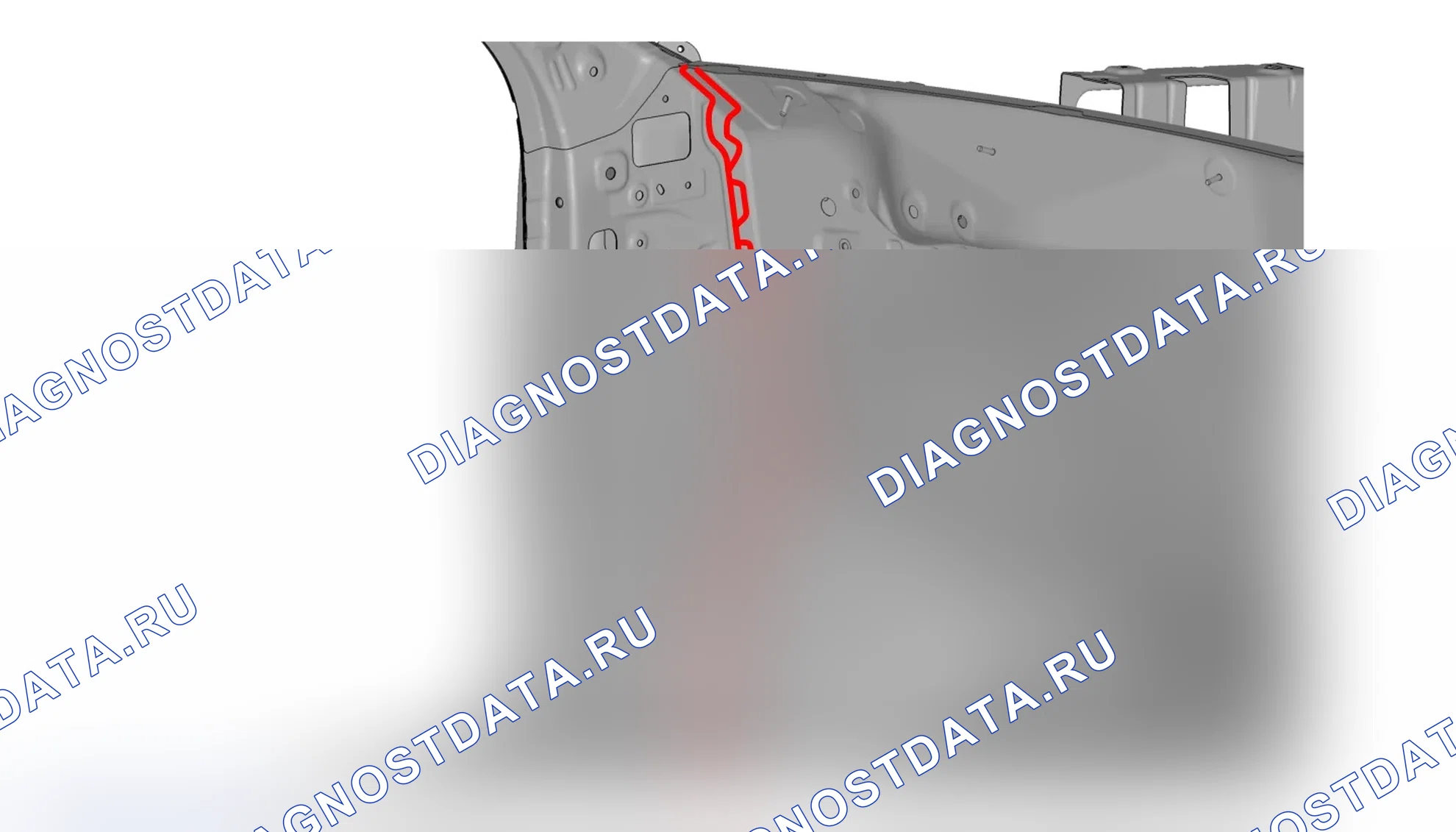
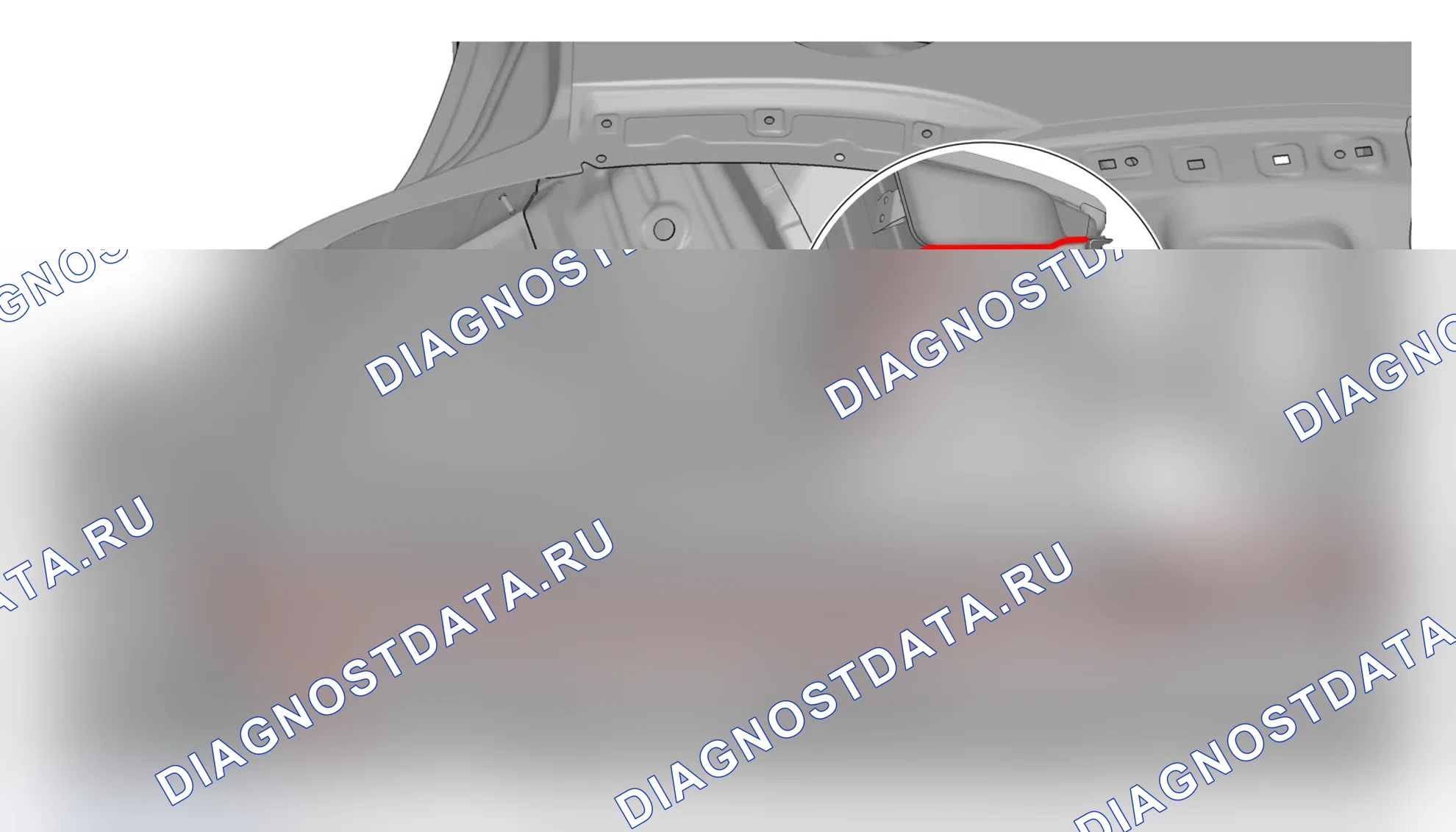
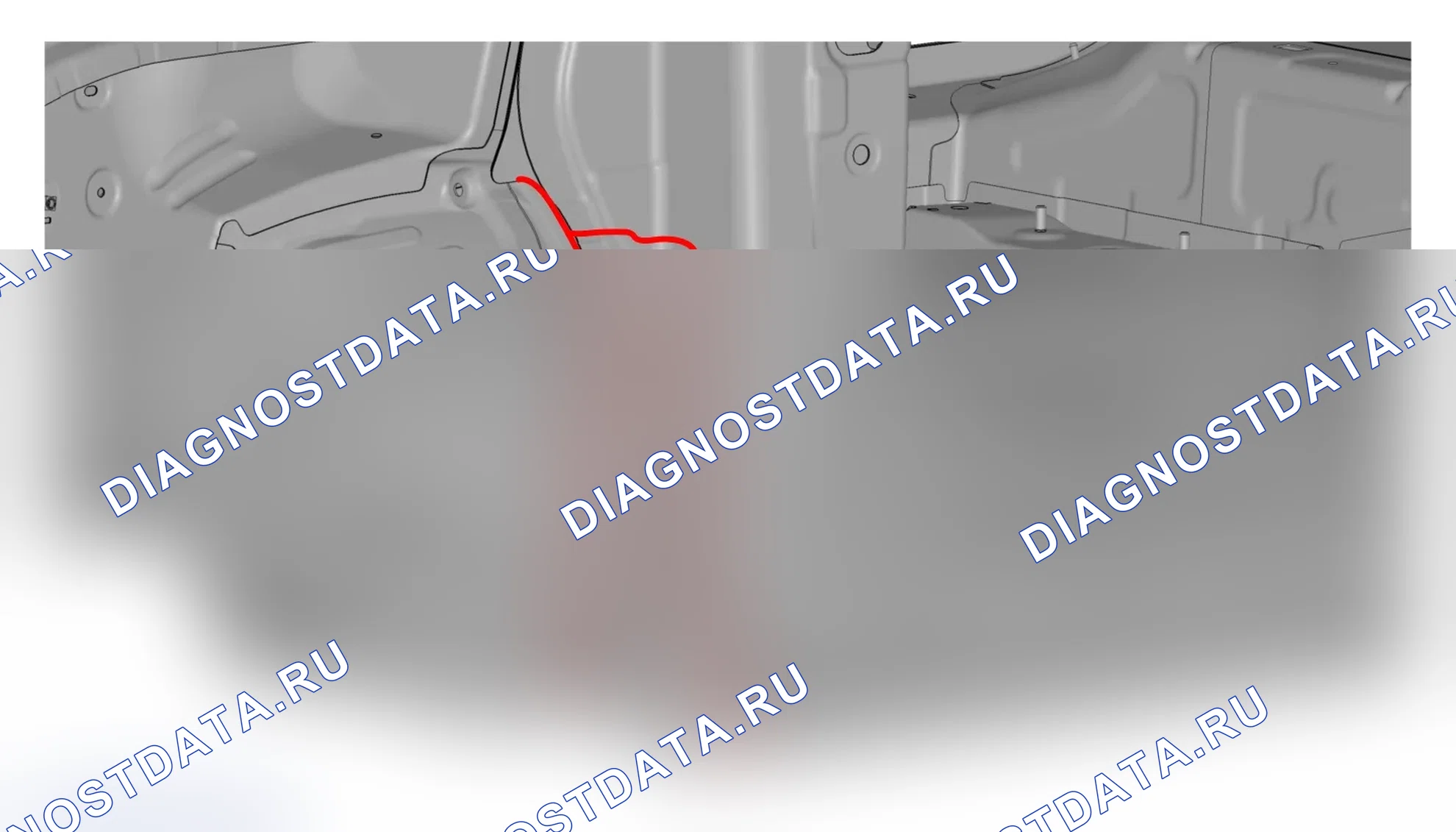
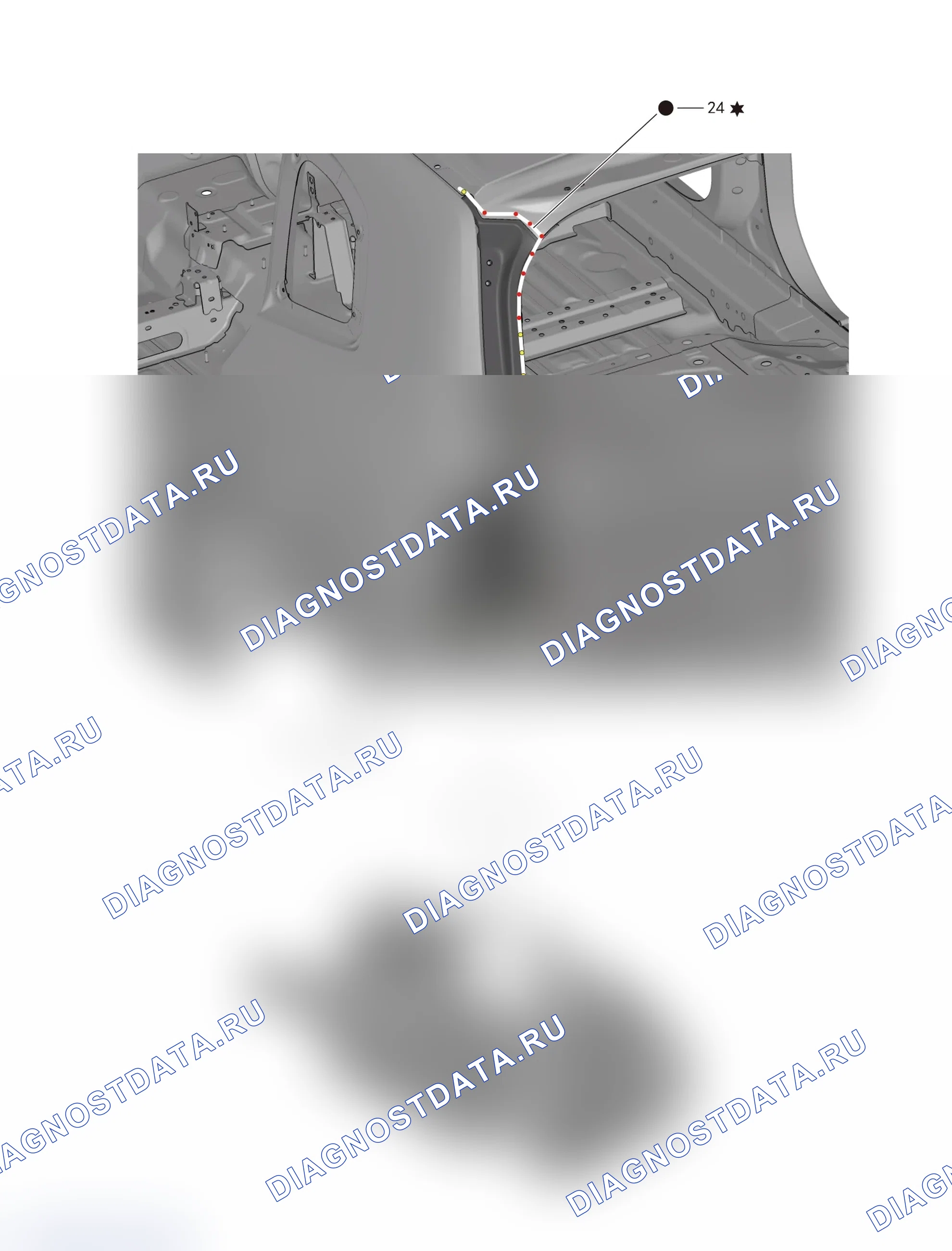
# Соединительная пластина с левым периметром и боковым периметром
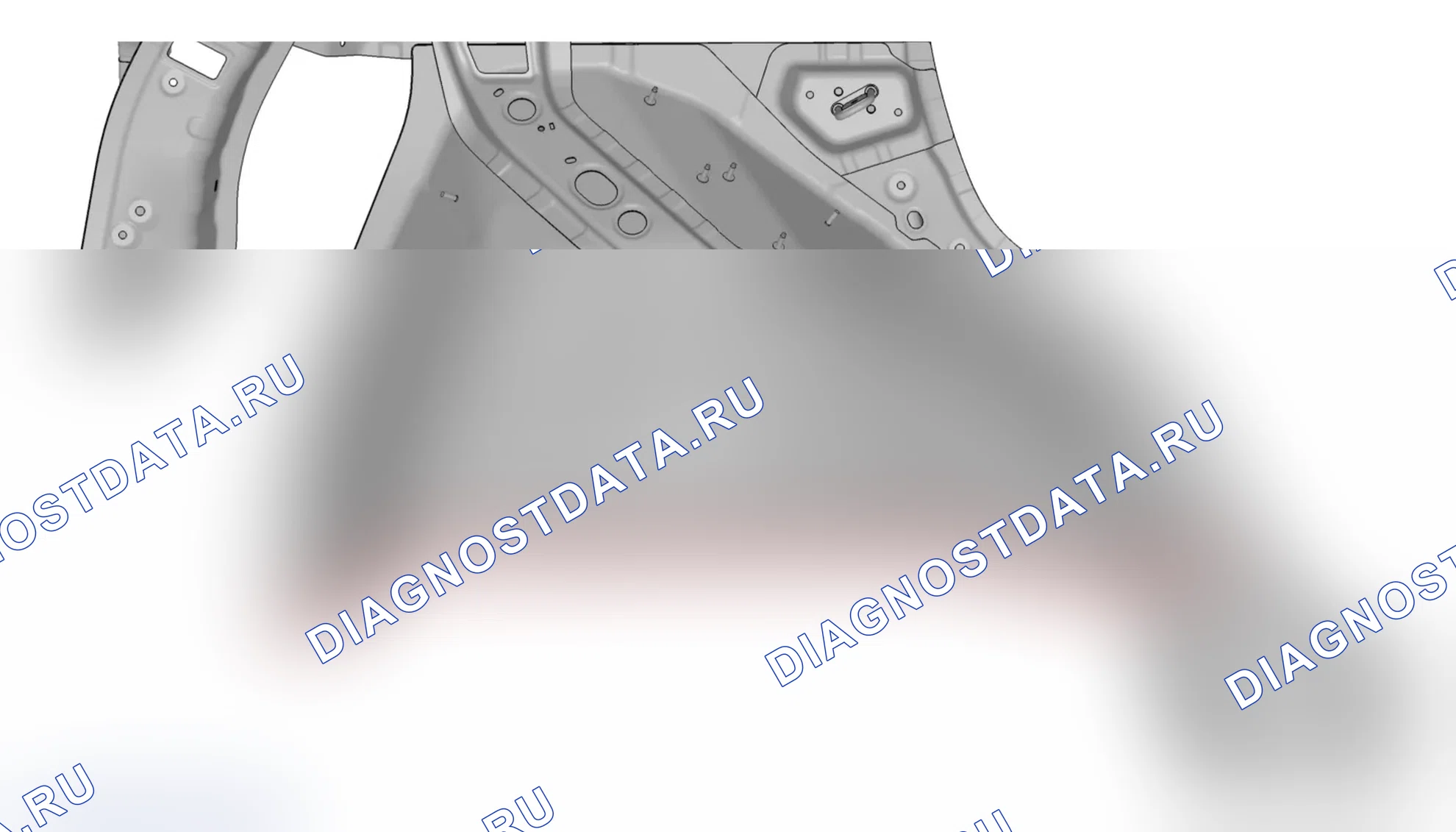
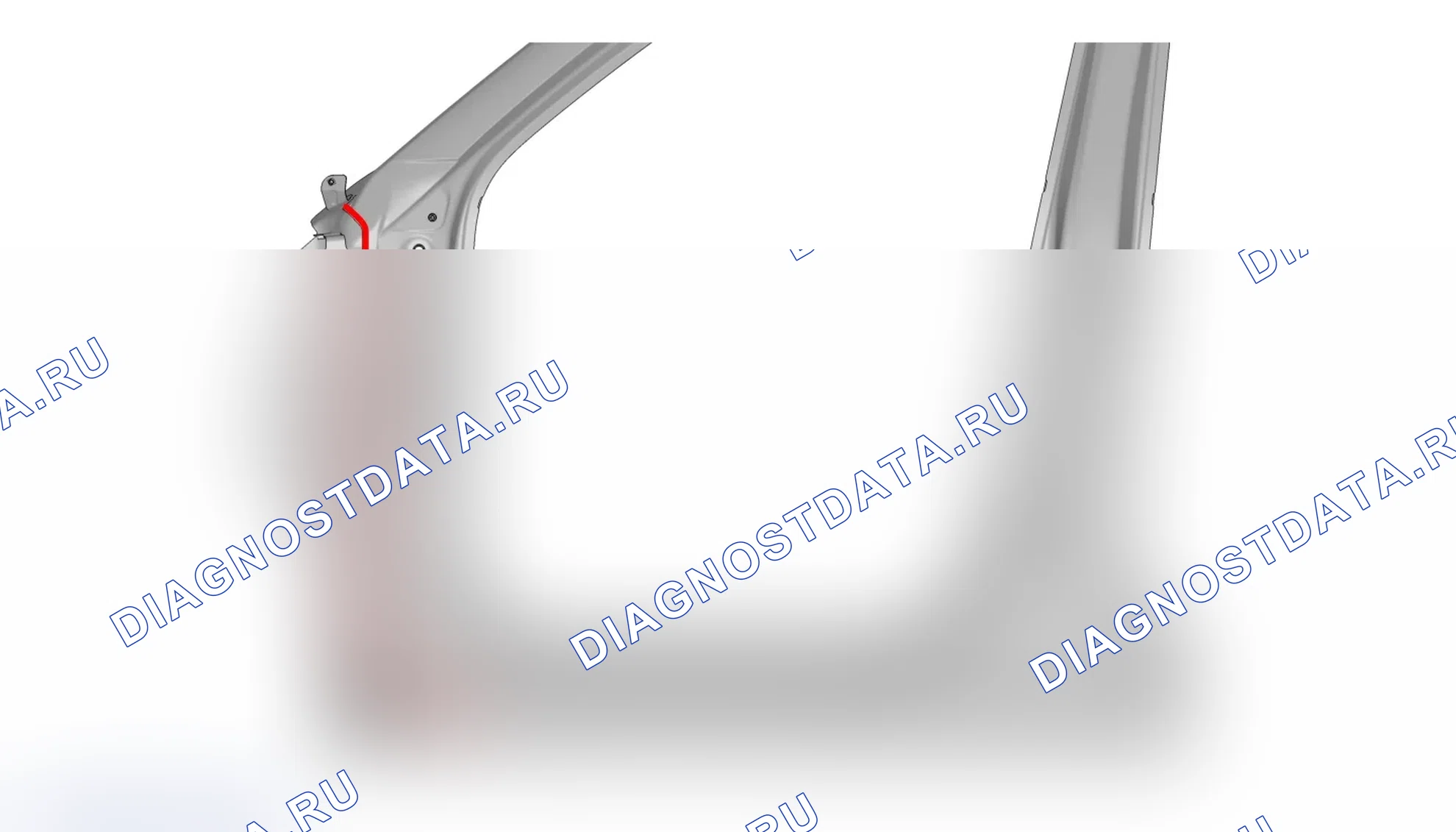
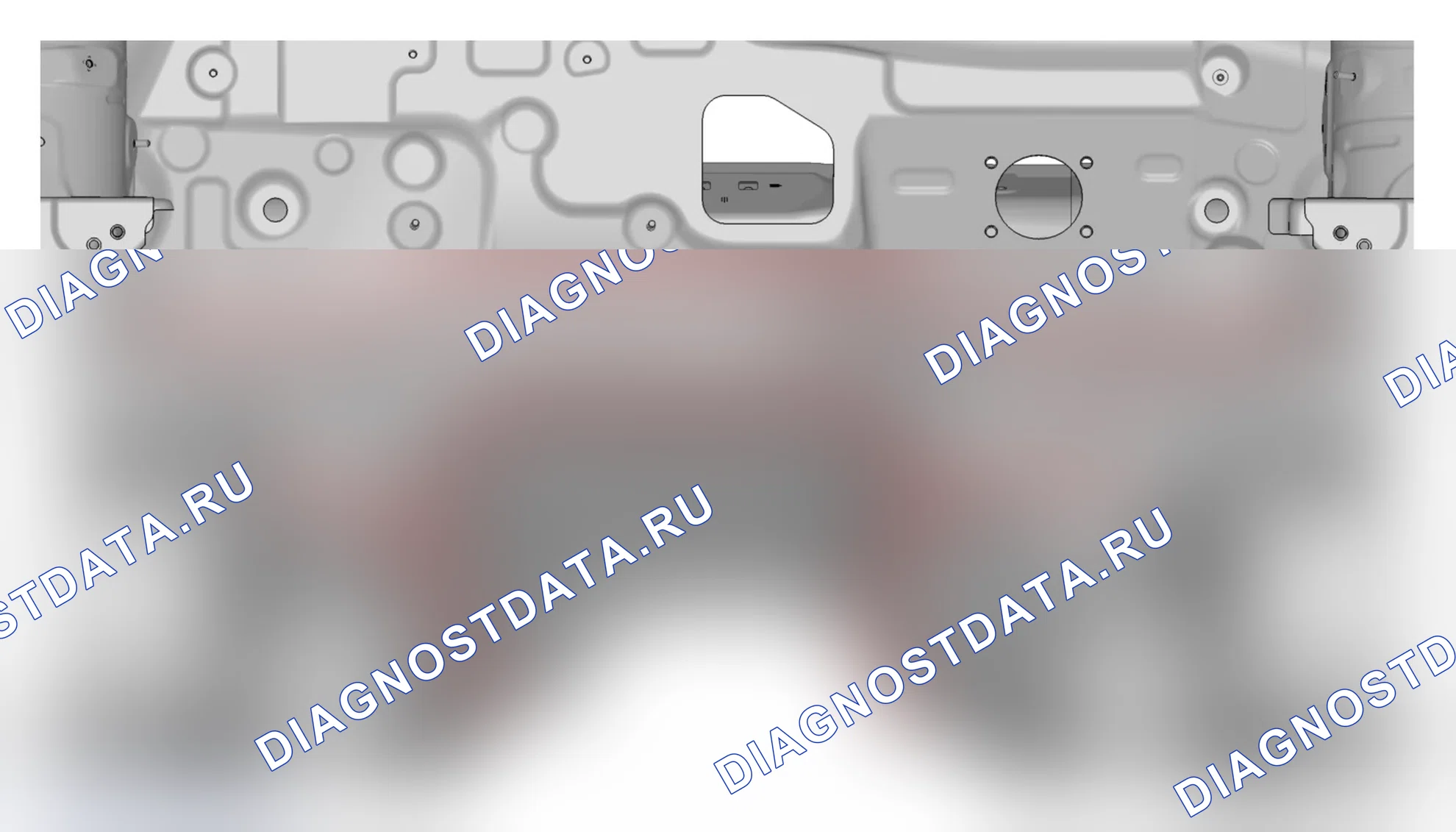
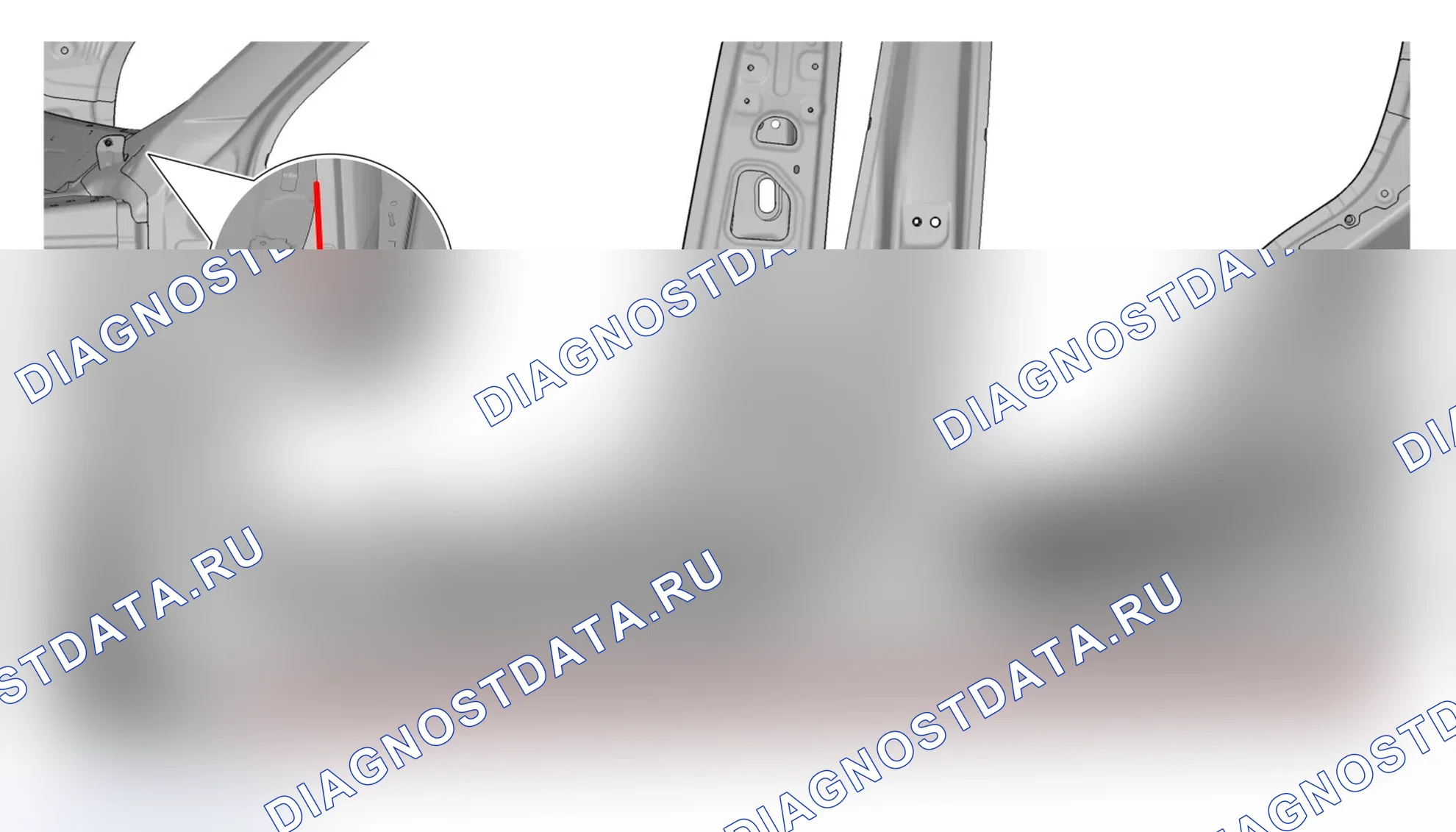
# Верхний узел переднего периметра

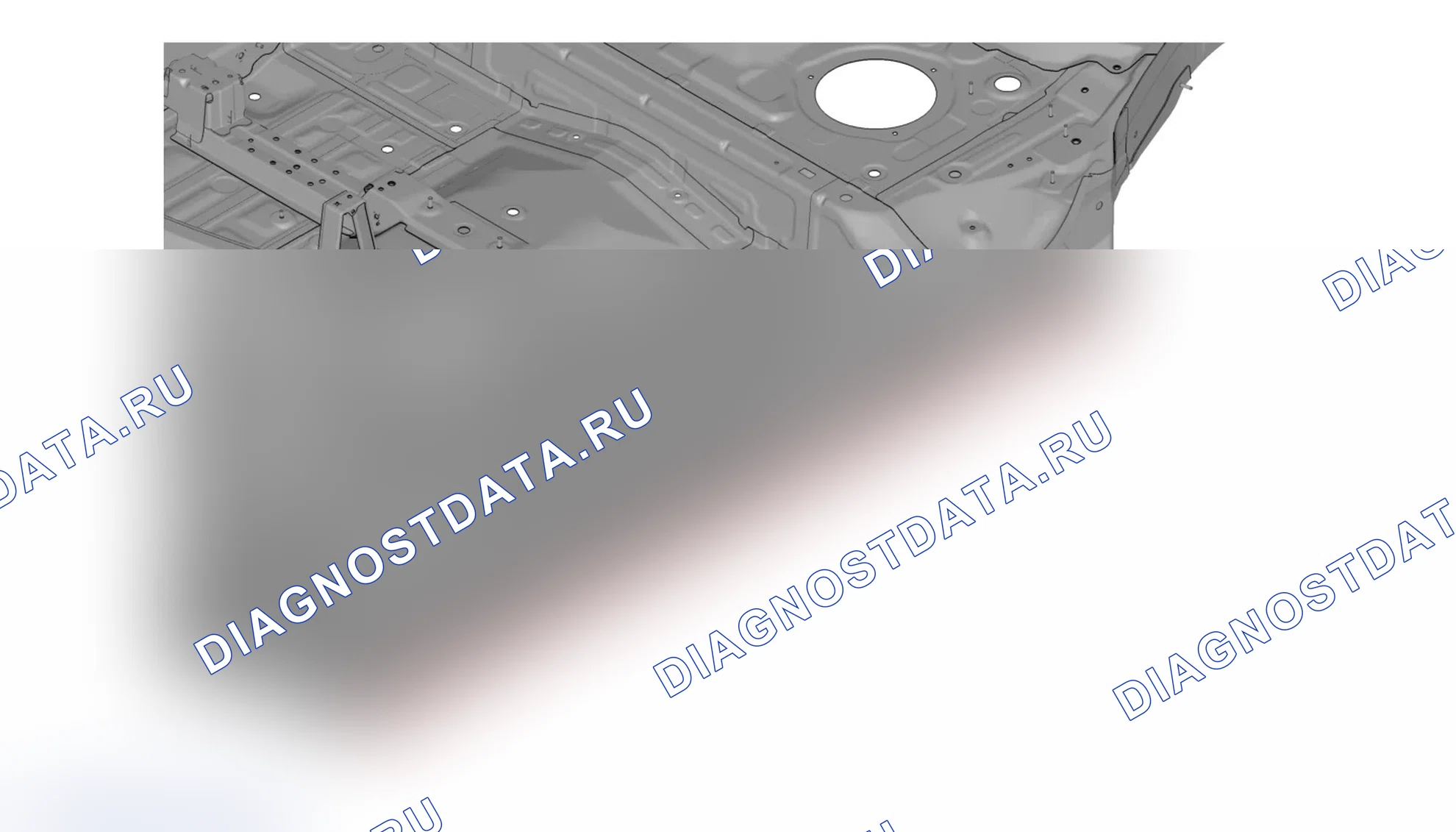
# Узел левой продольной балки

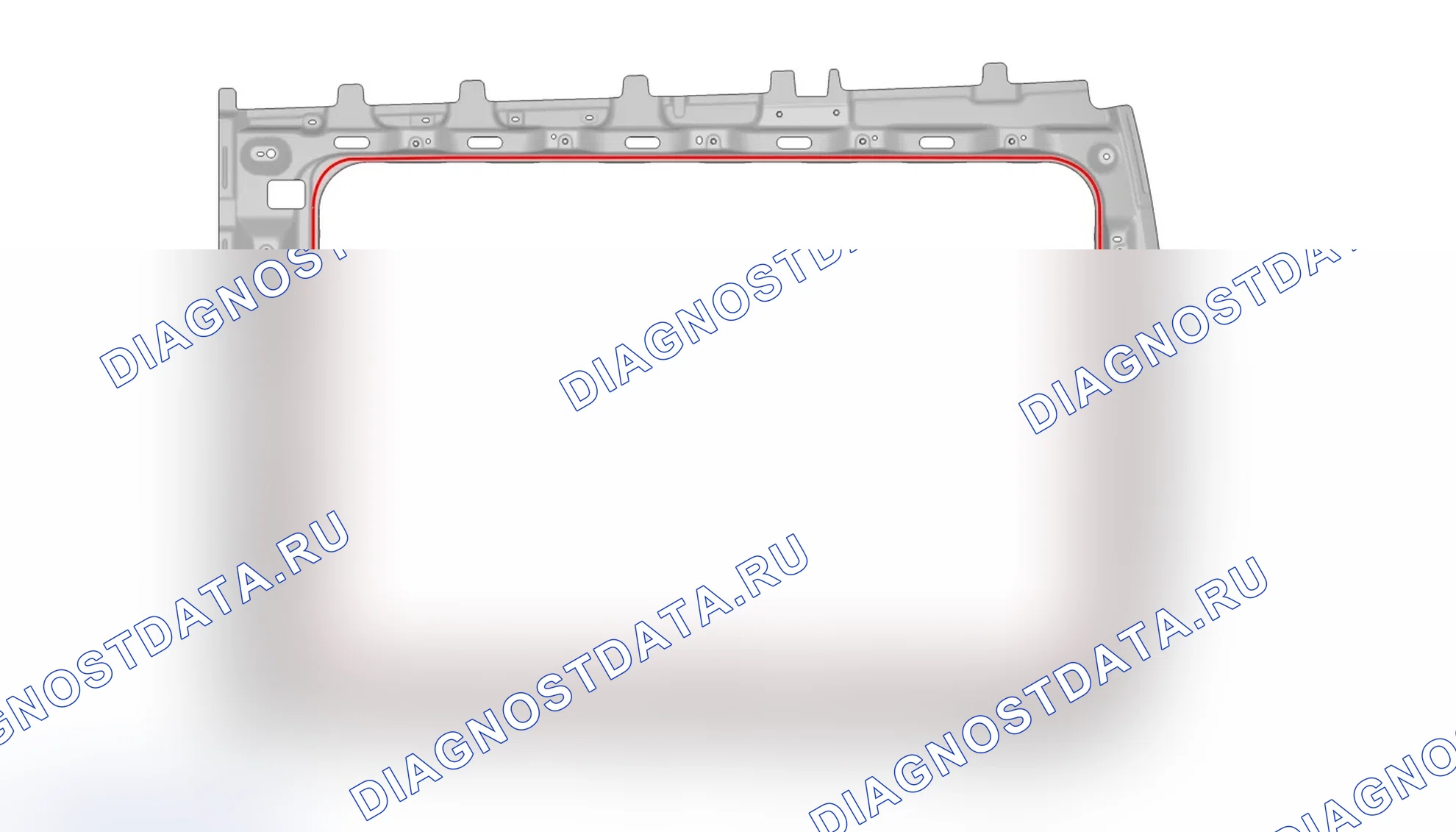
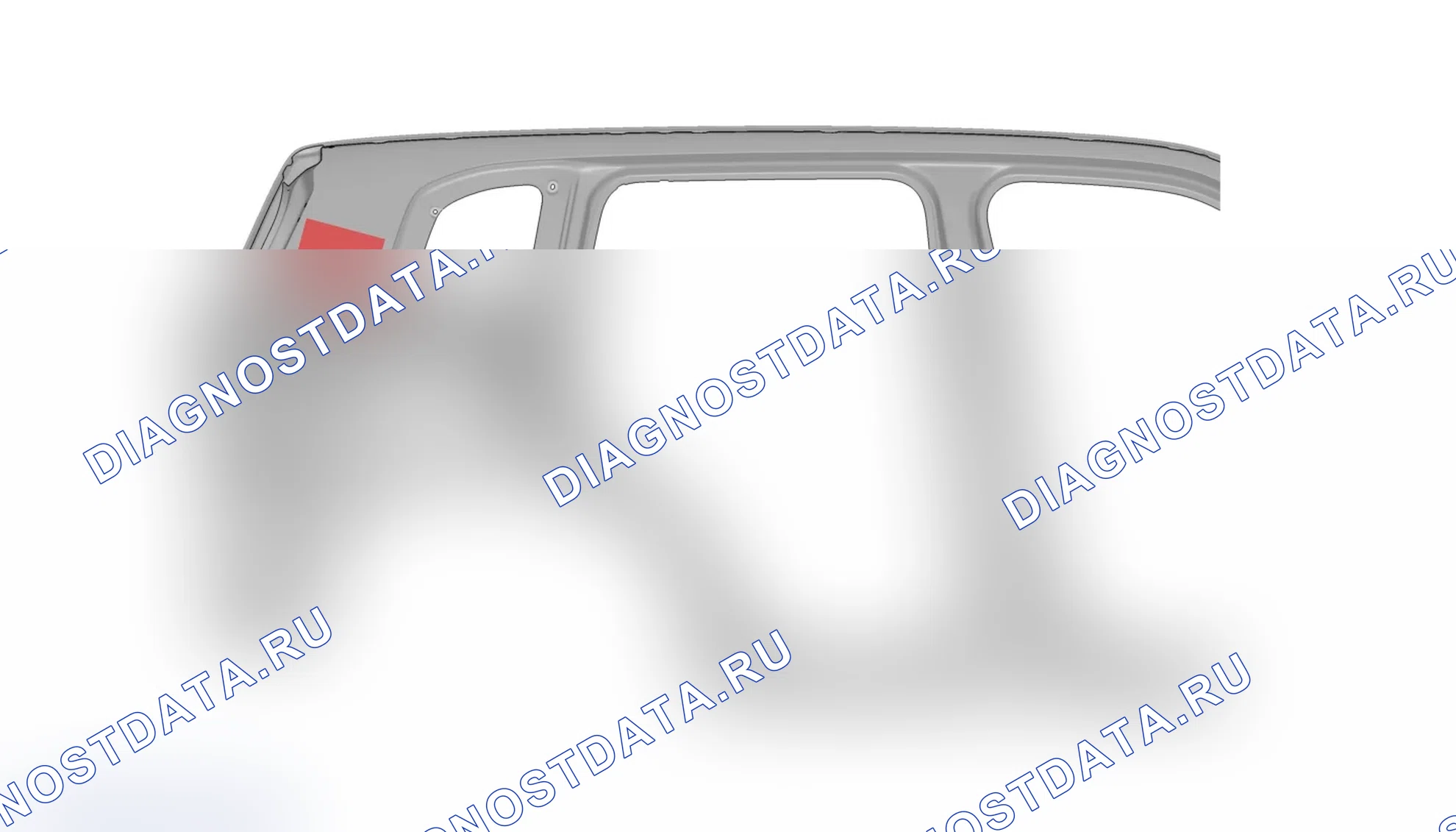
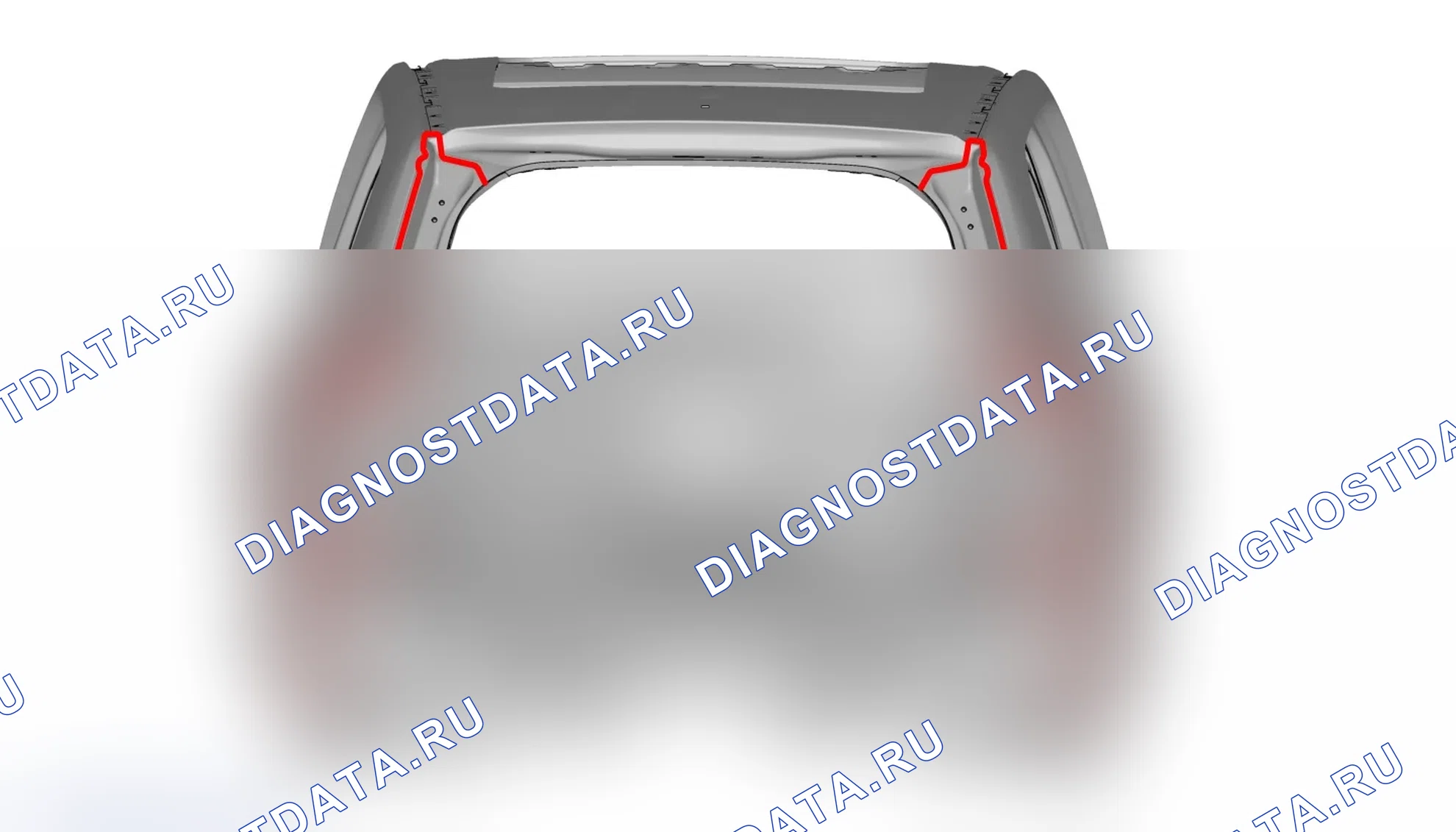
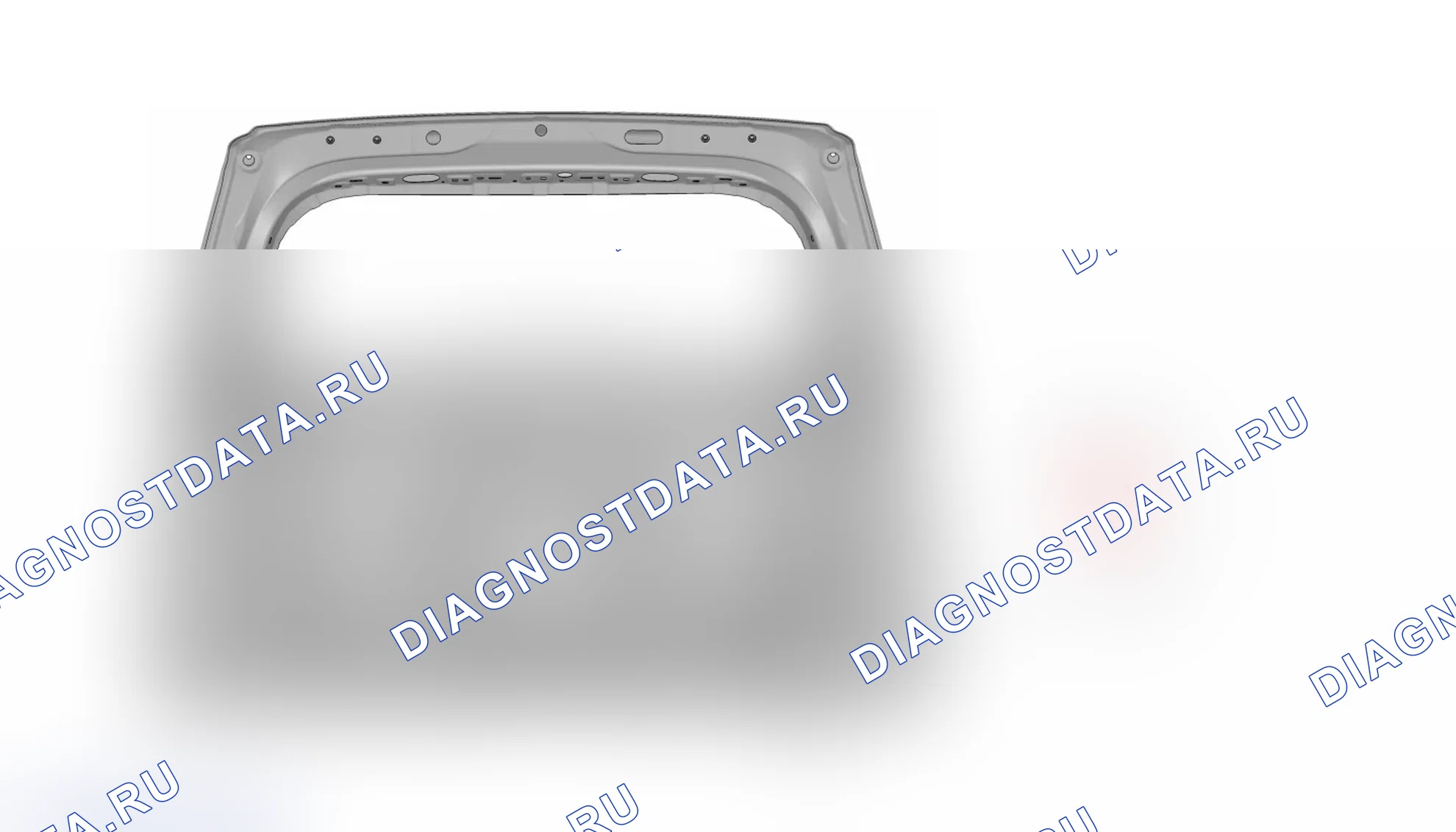
# Узел верхней крышки потолка

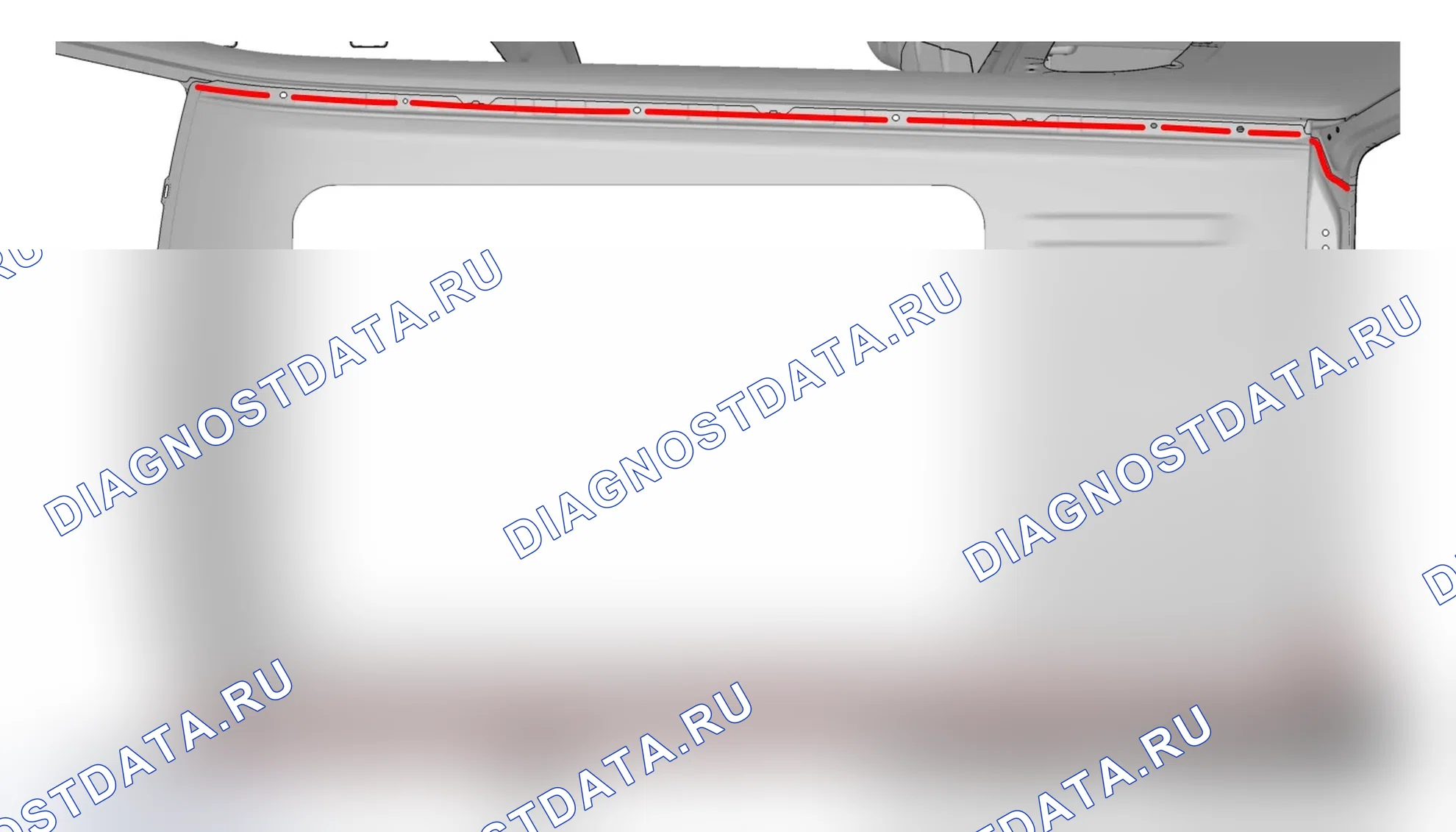
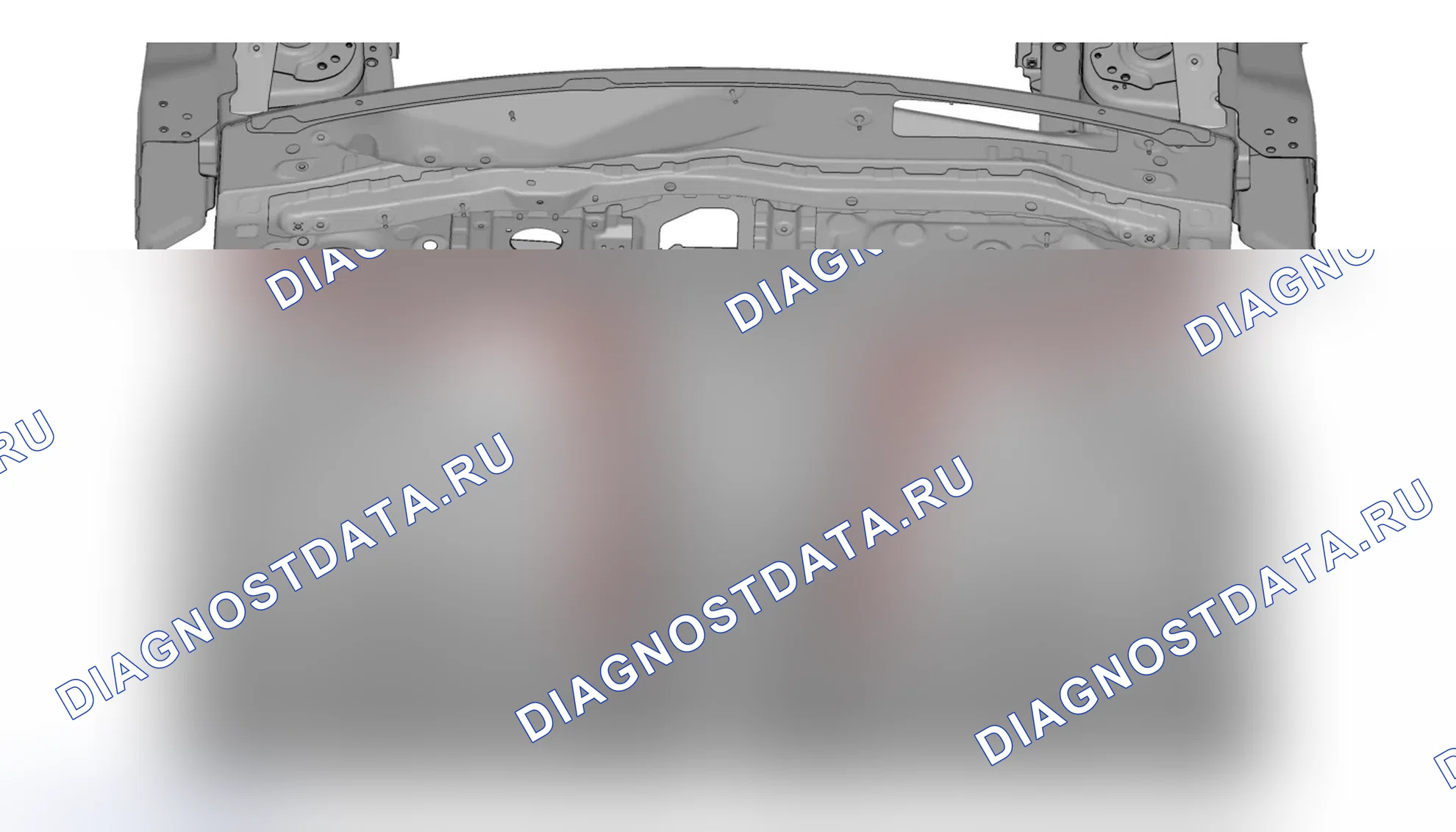
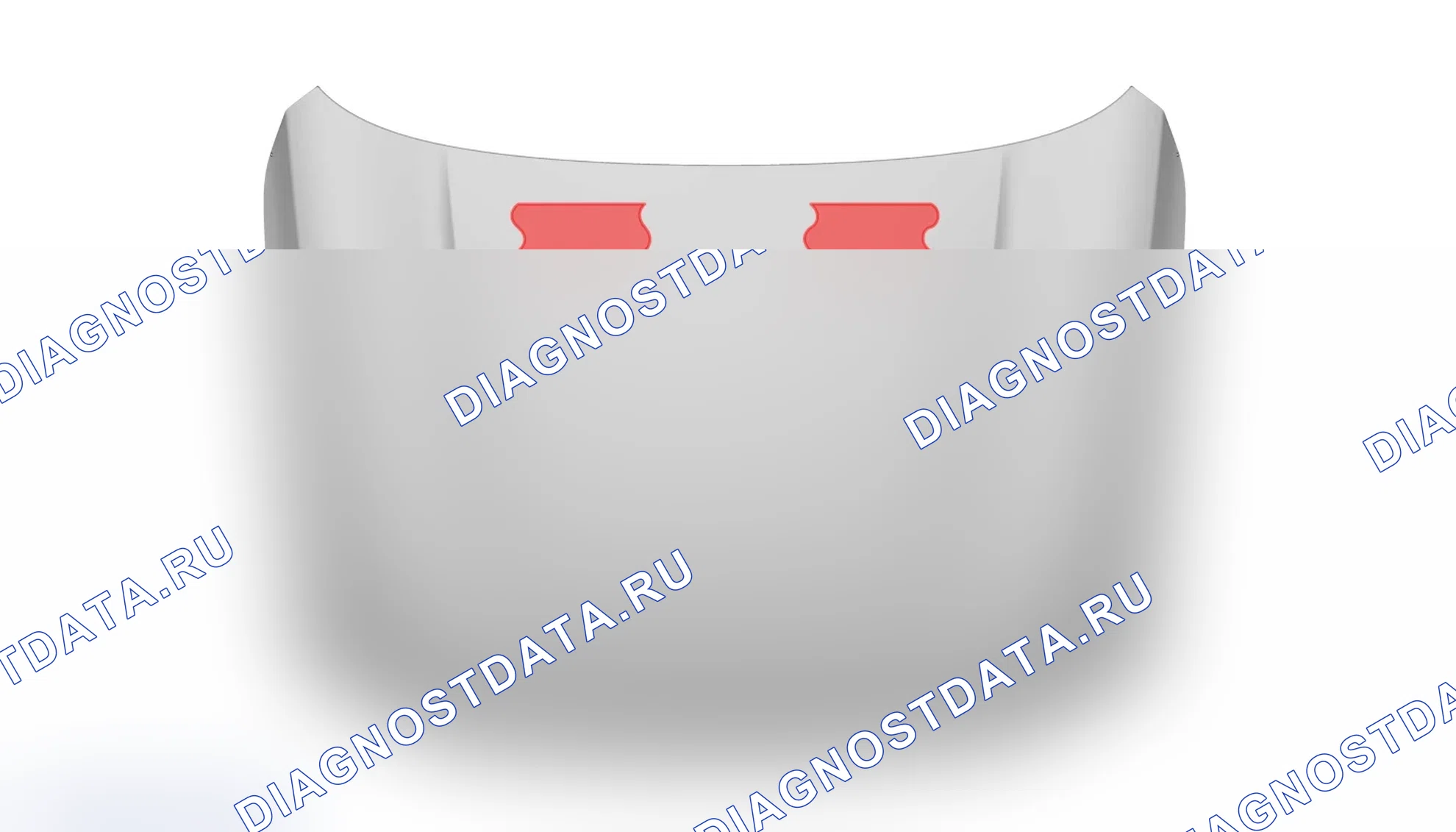
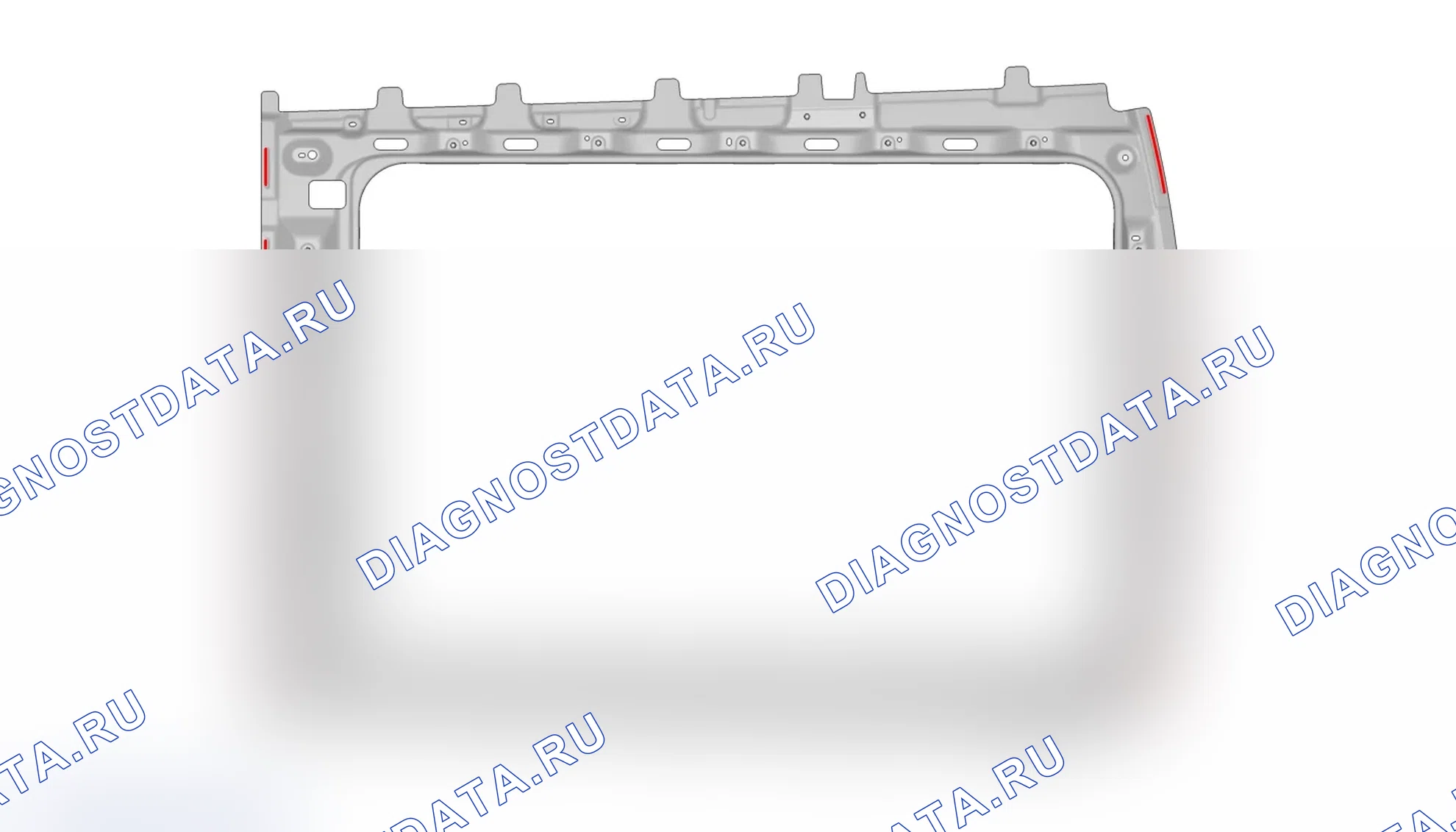
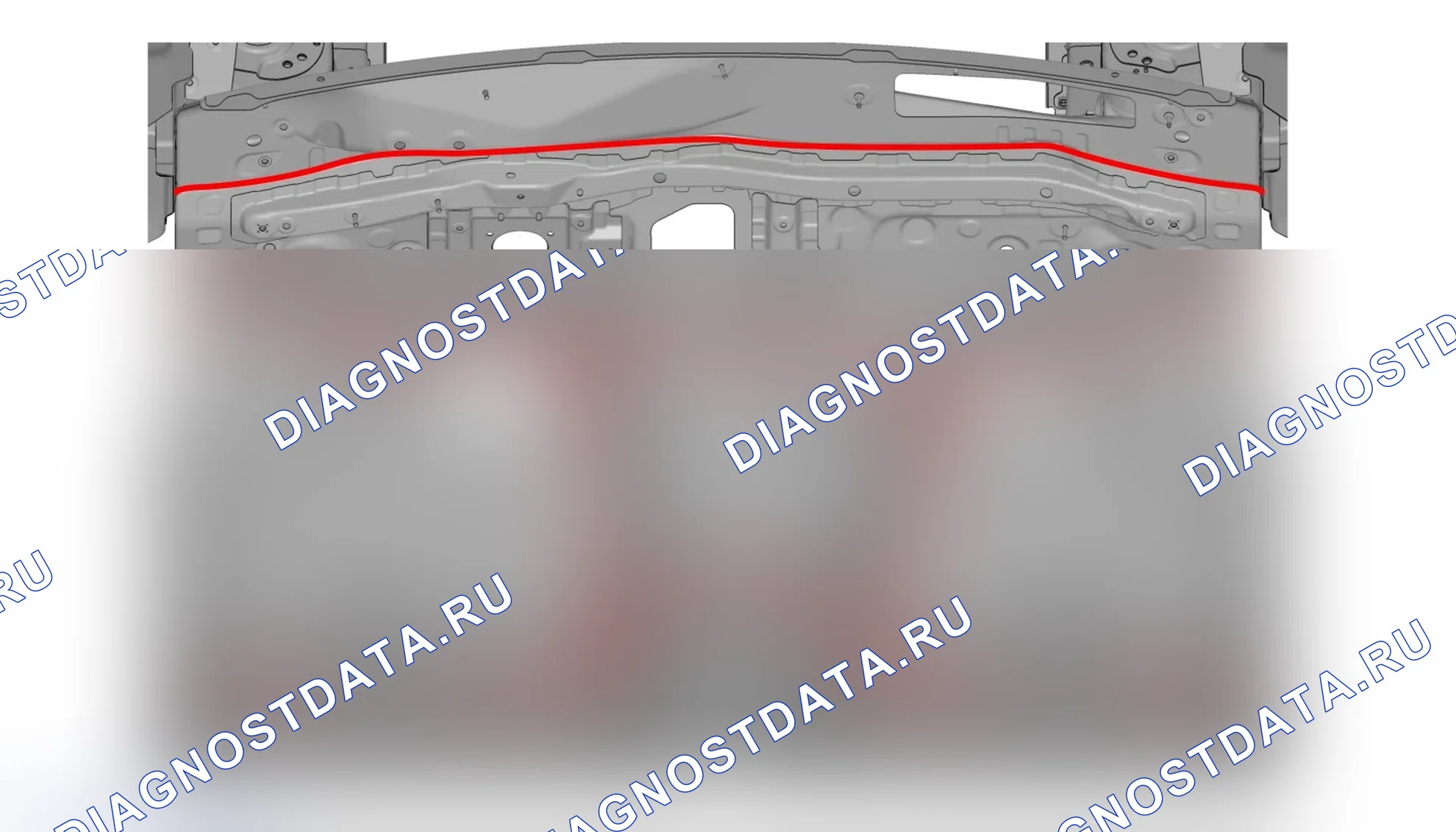
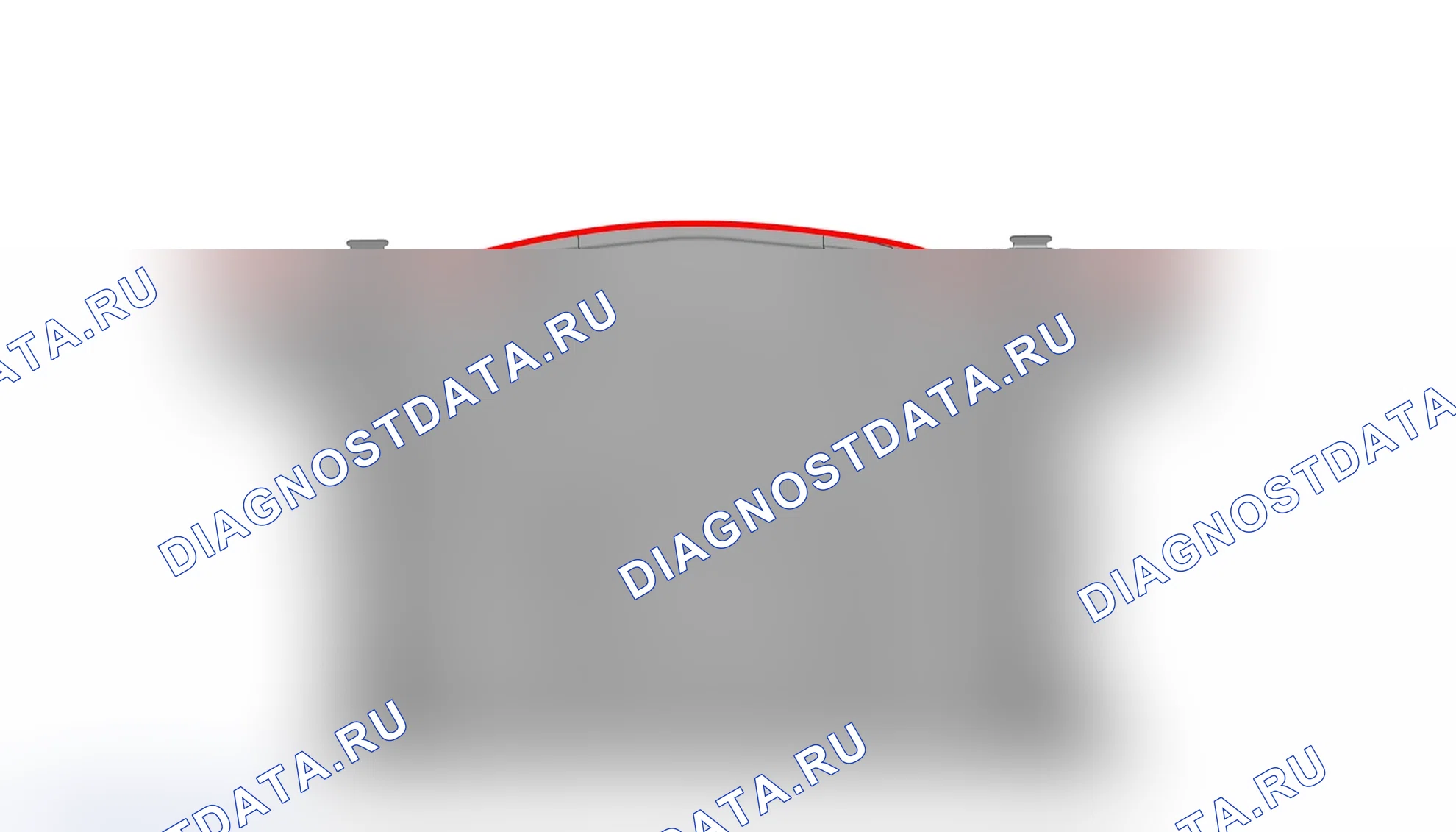
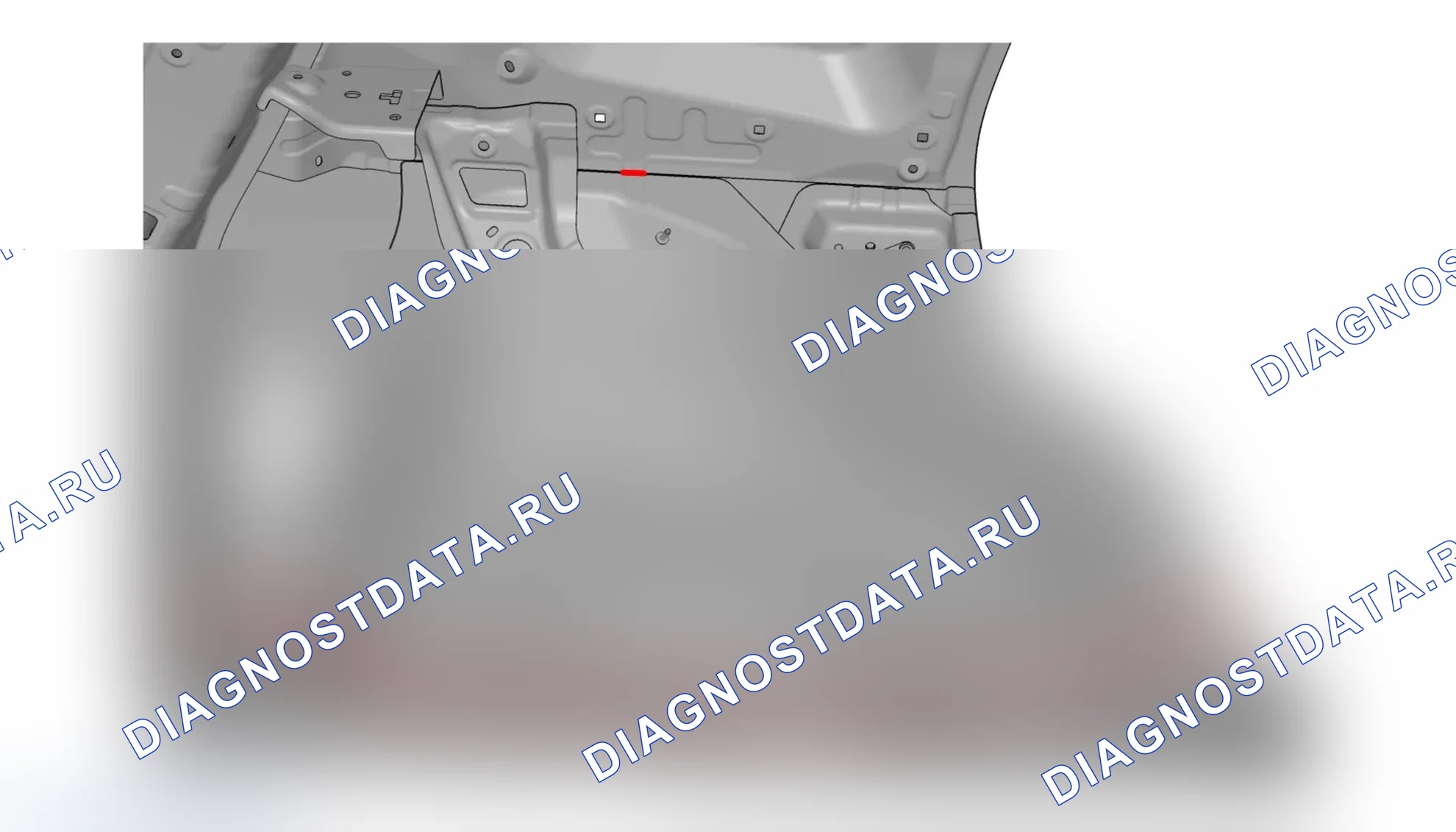
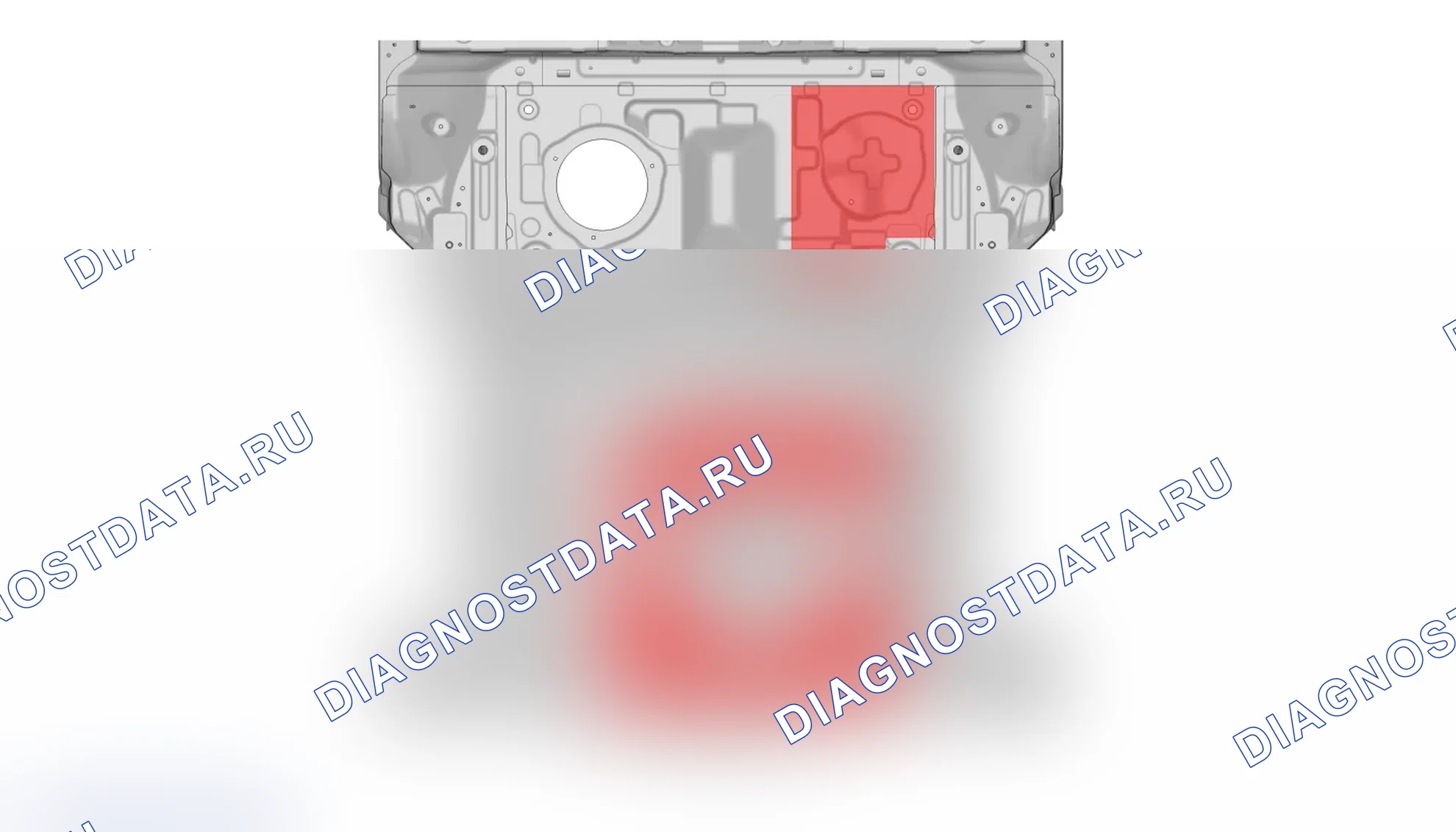
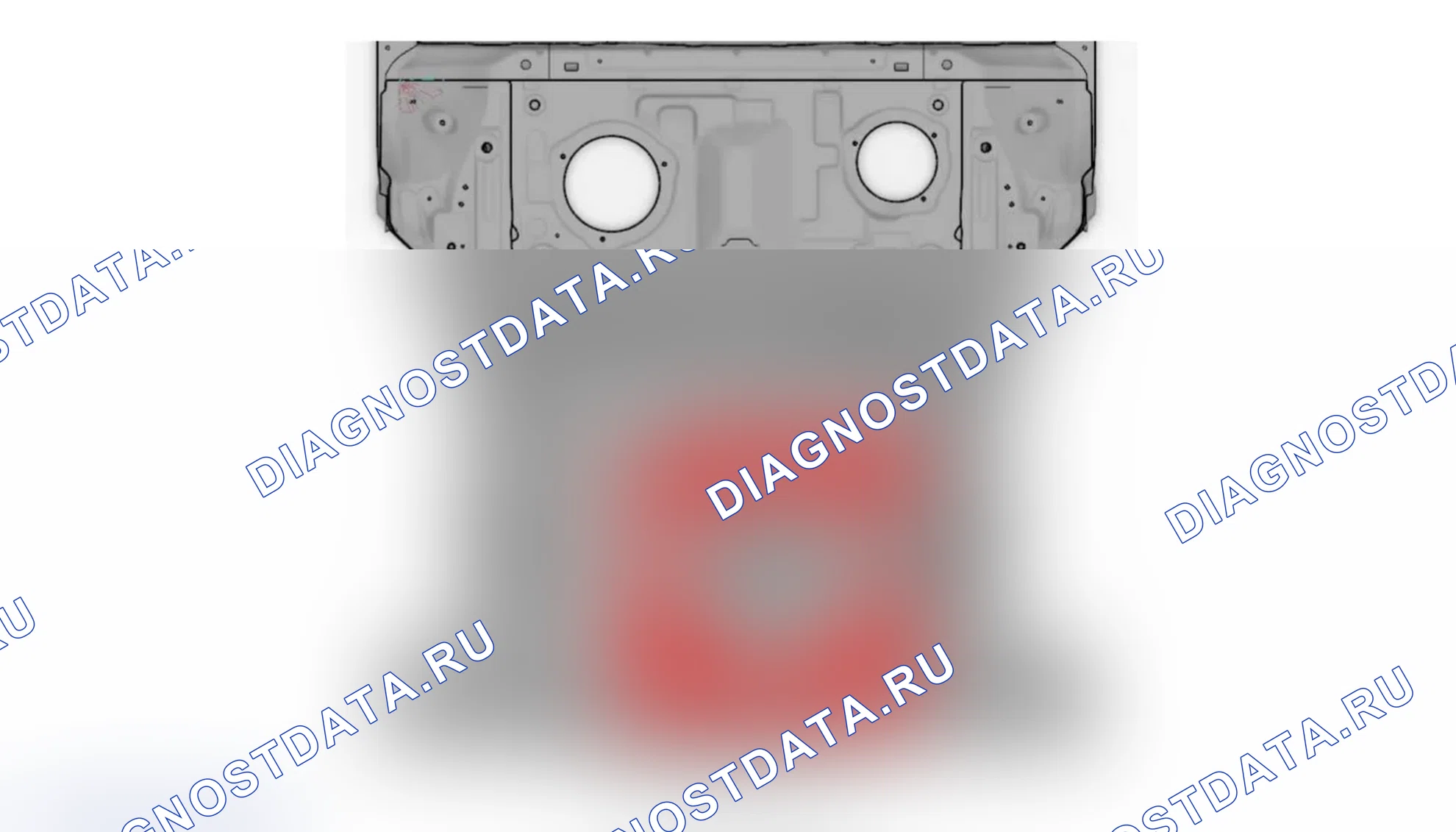
# Сварка передней балки верхней крышки
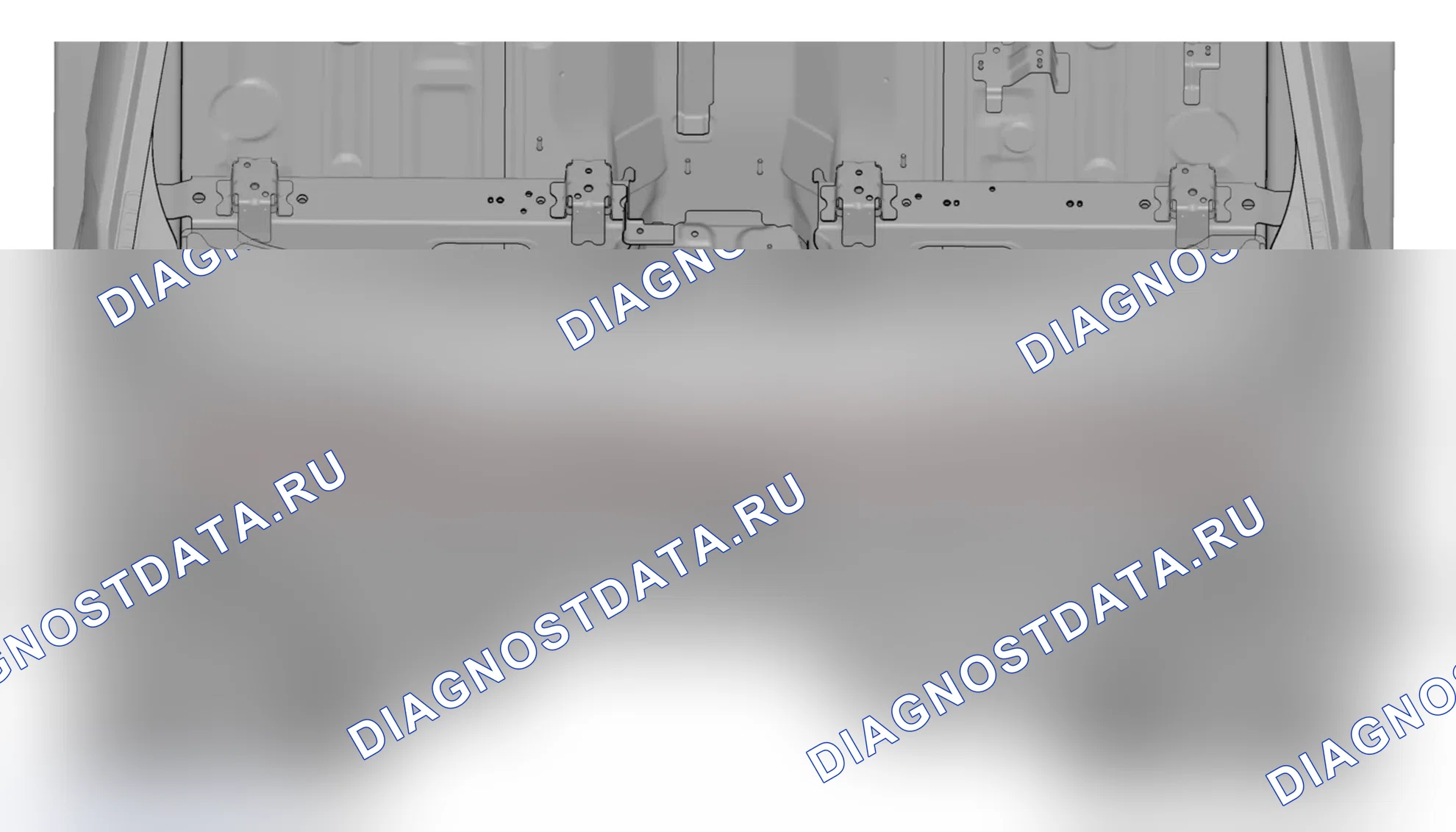
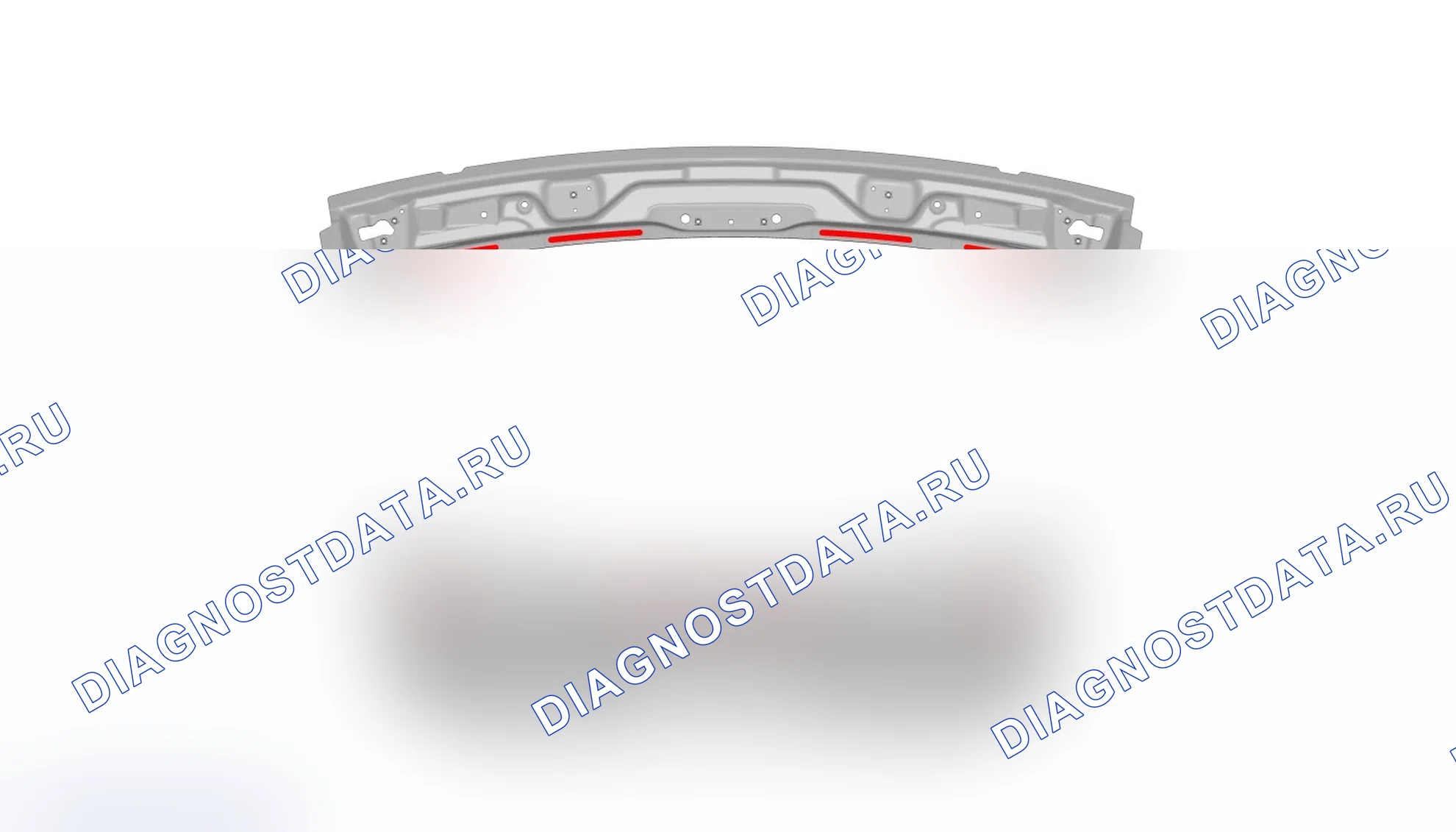
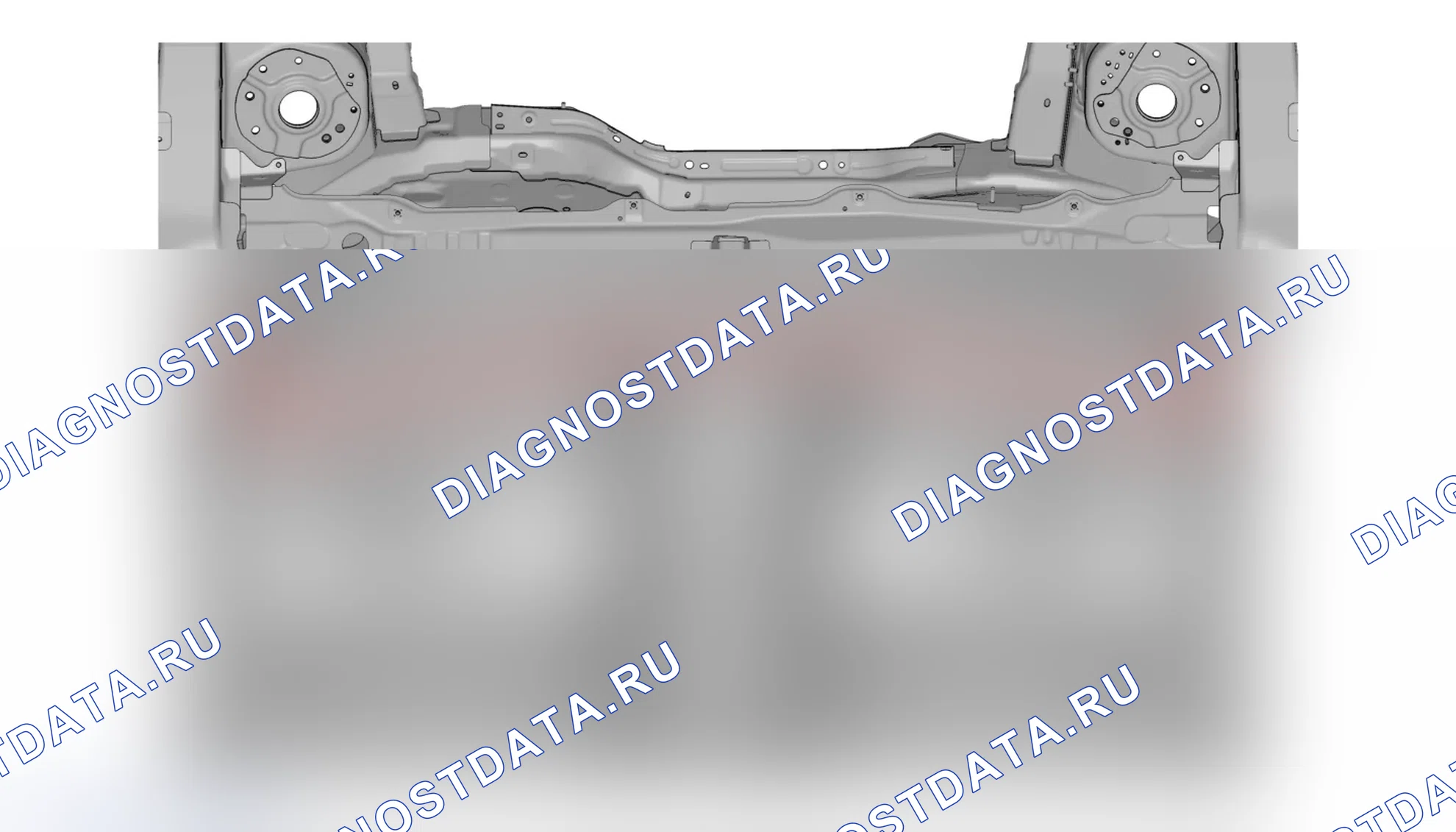
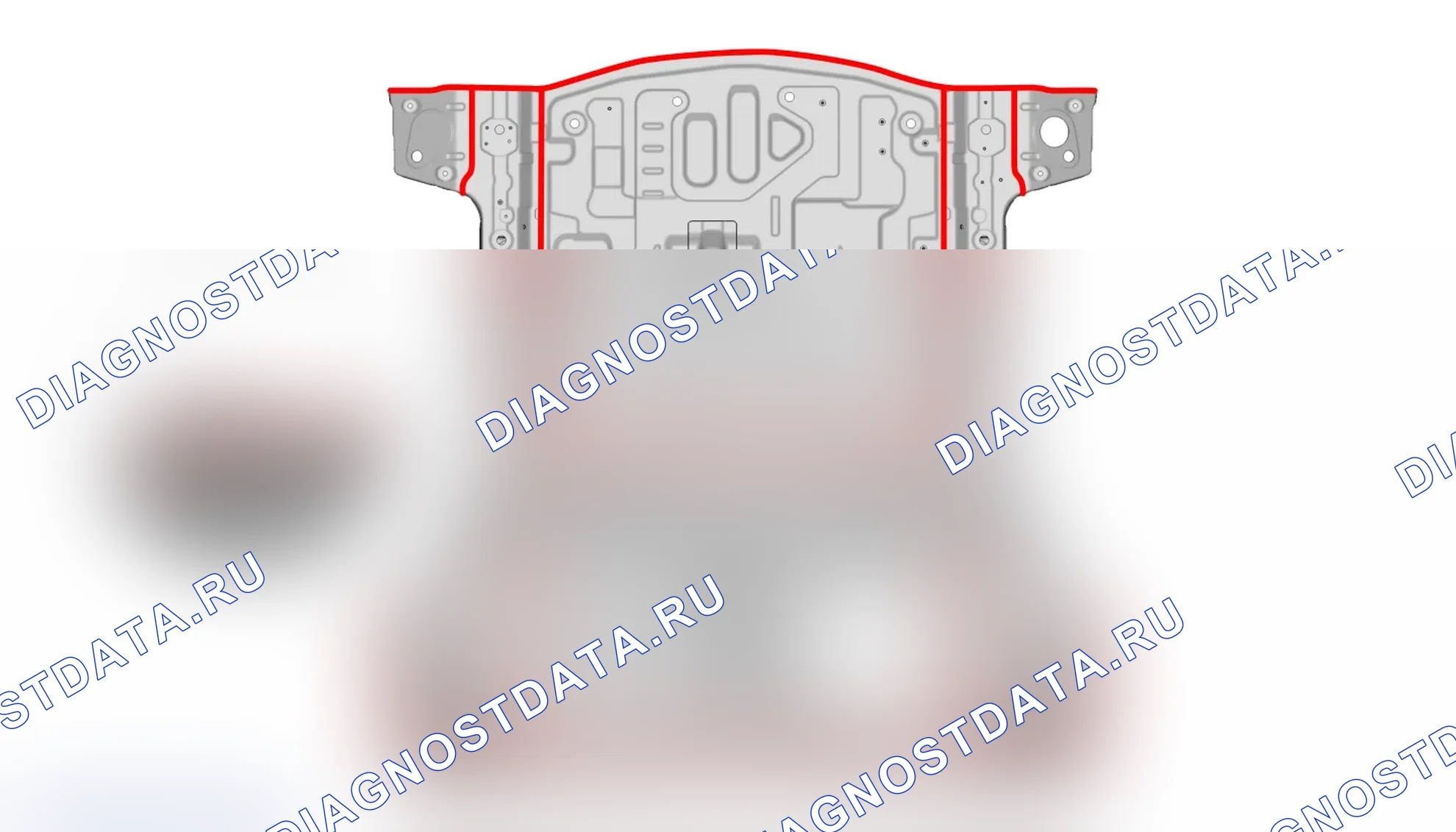
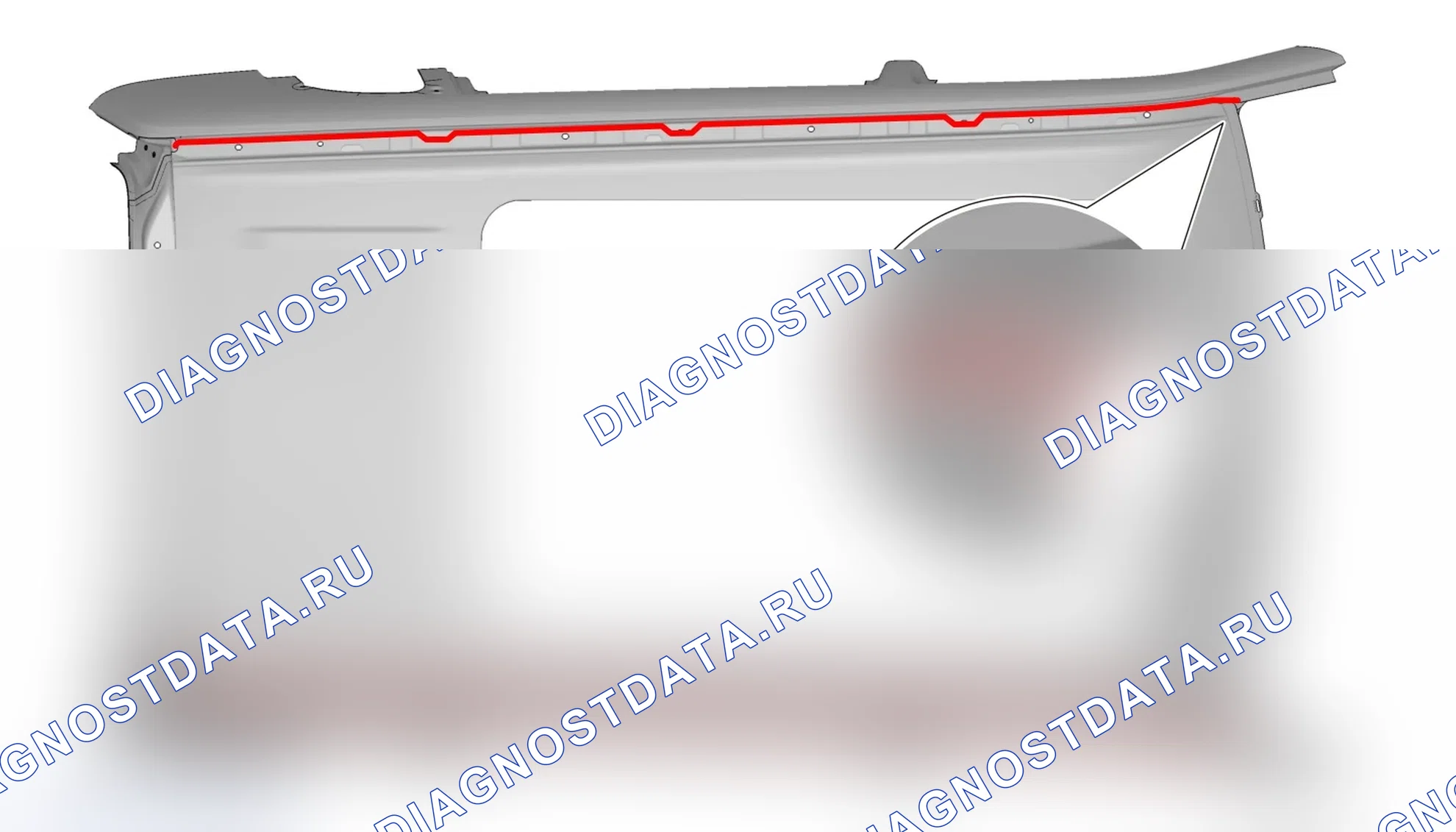
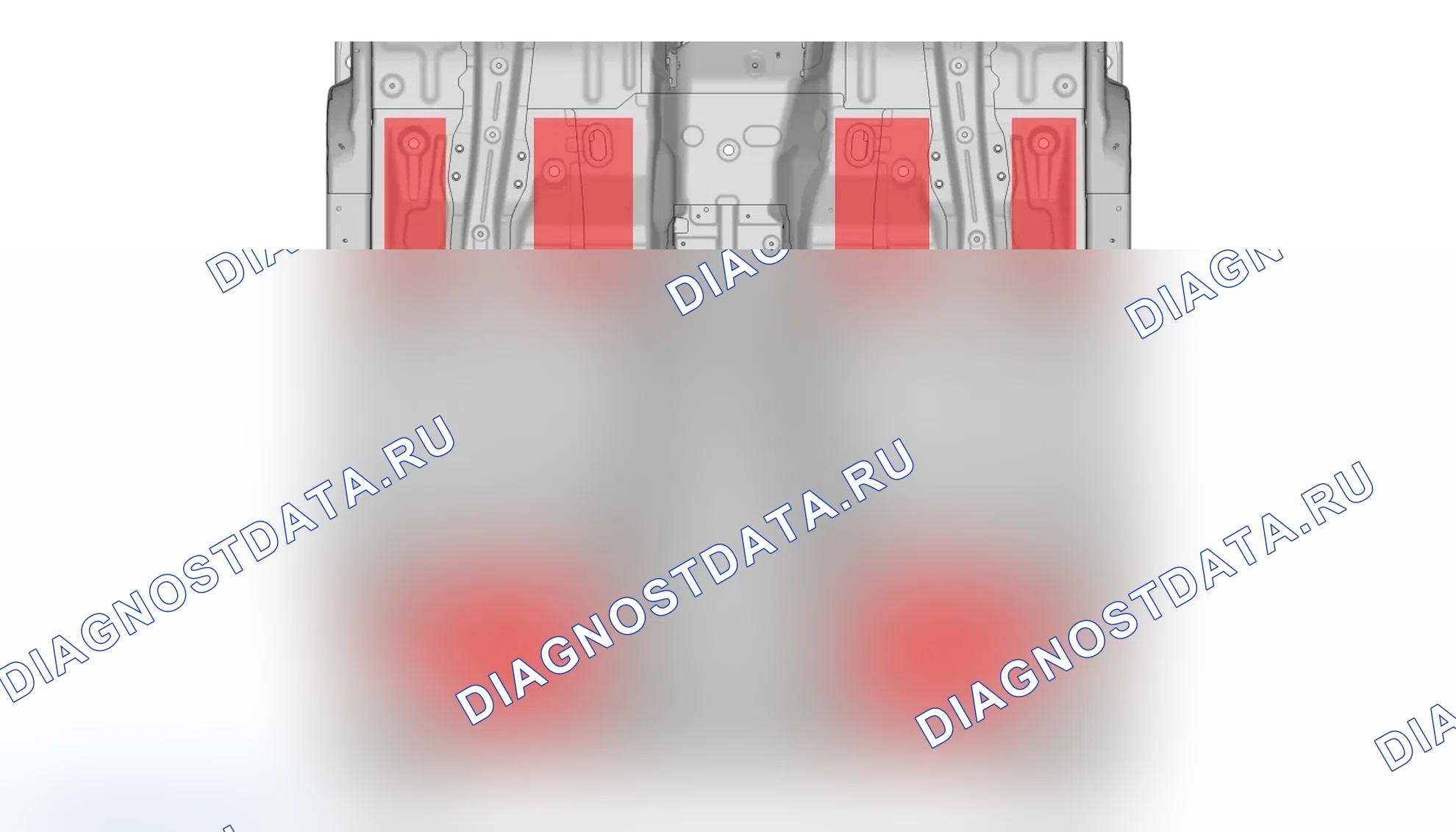
# Сварка нижней плиты задней балки верхней крышки
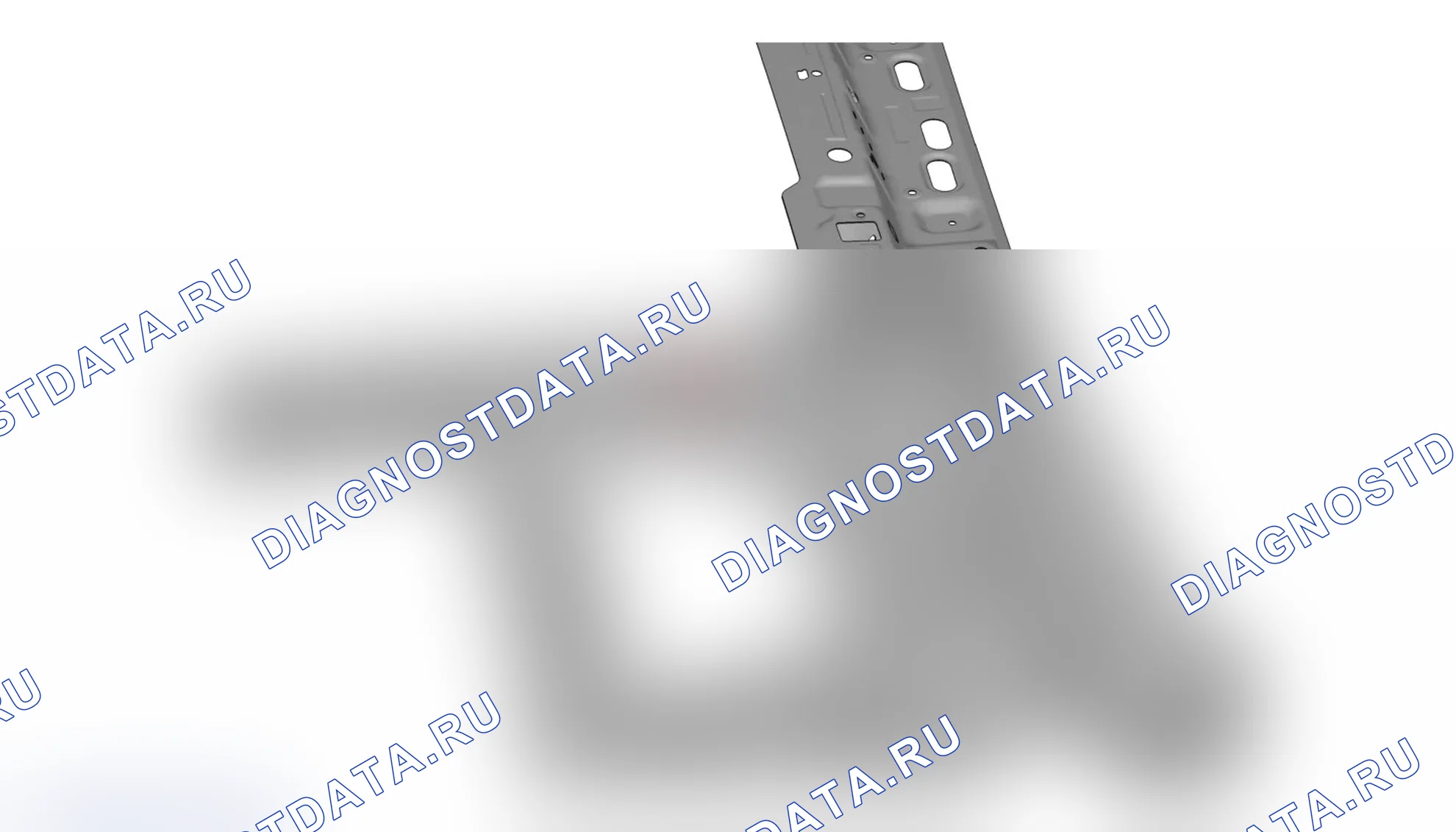
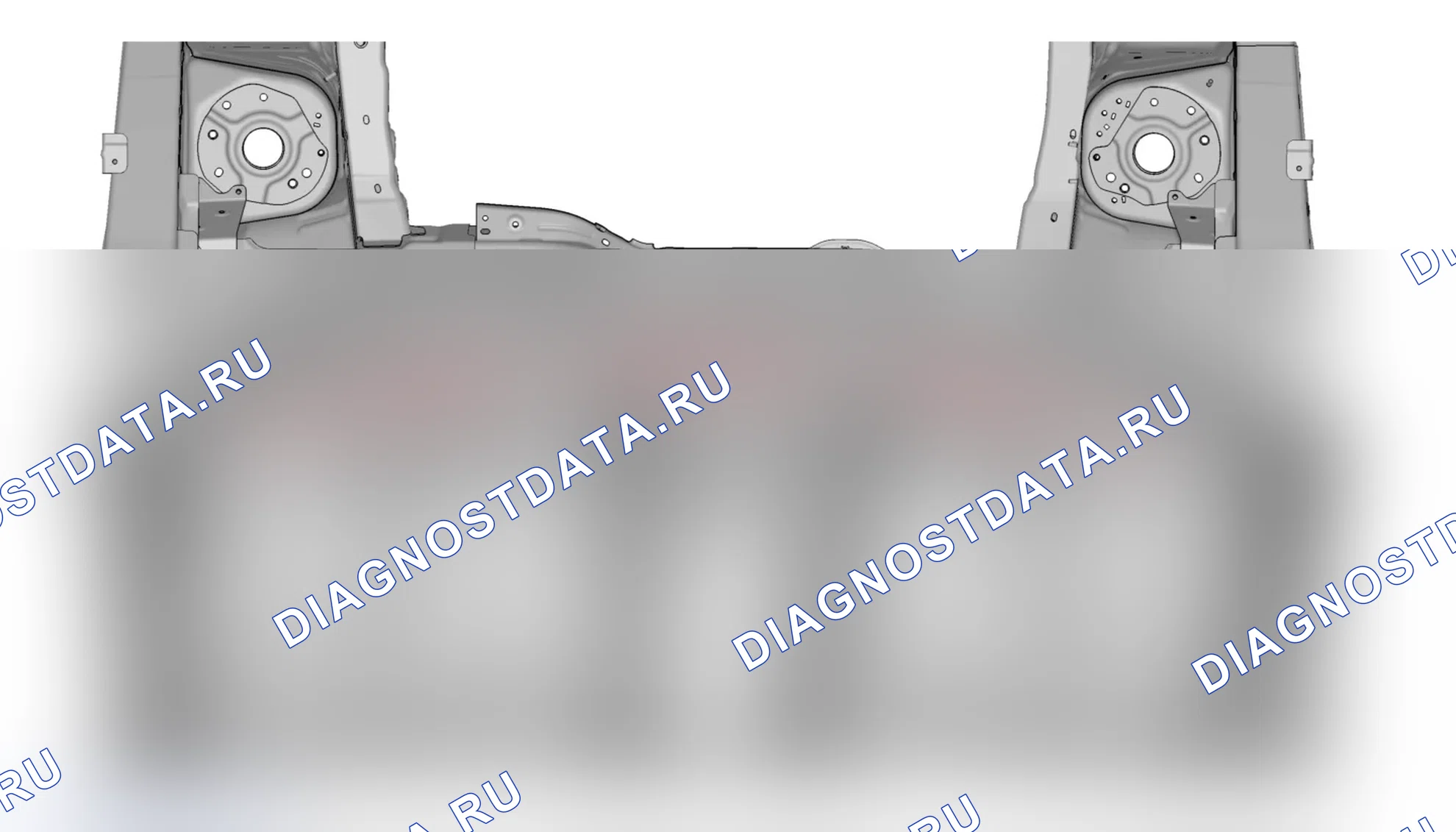
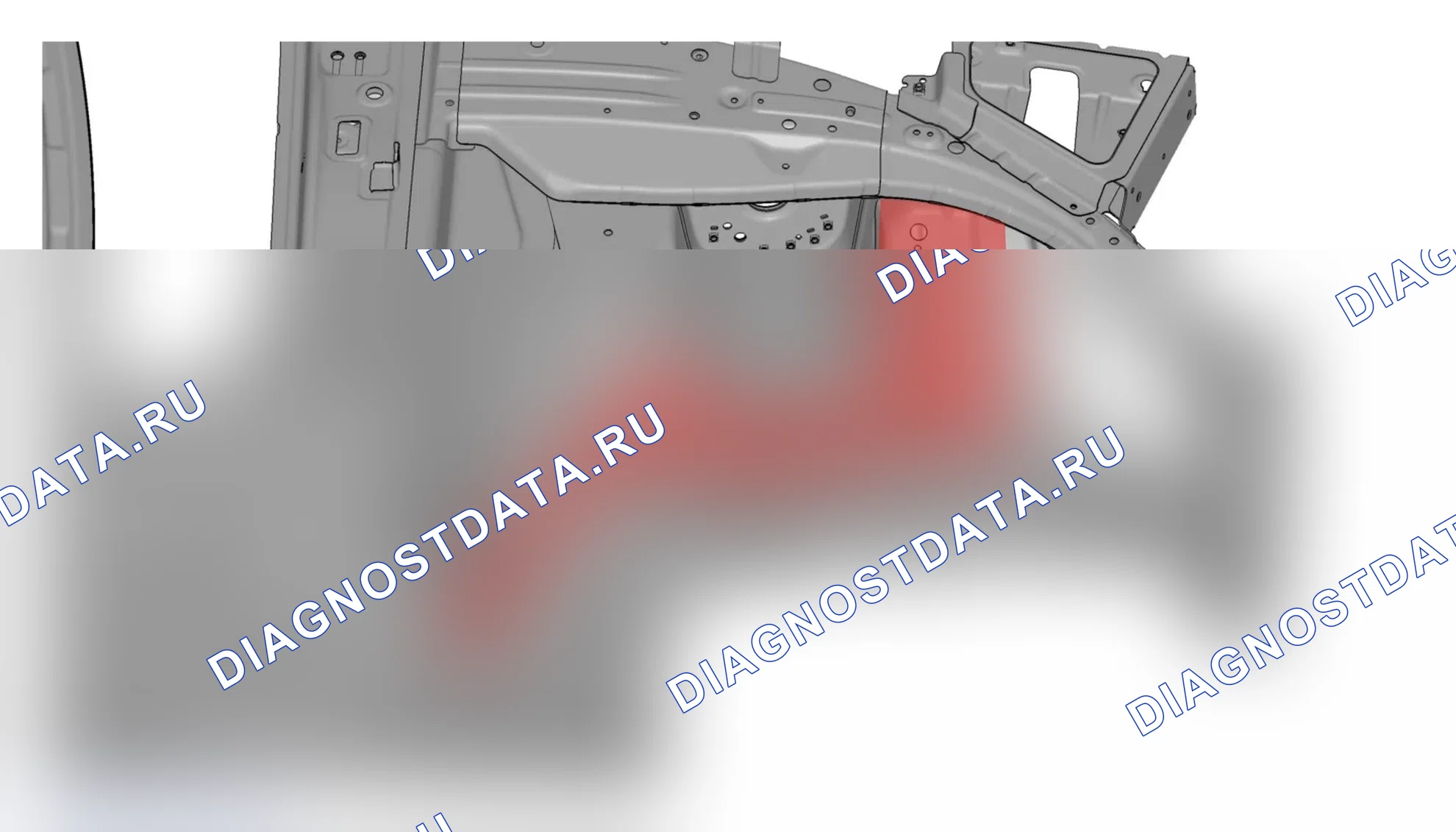
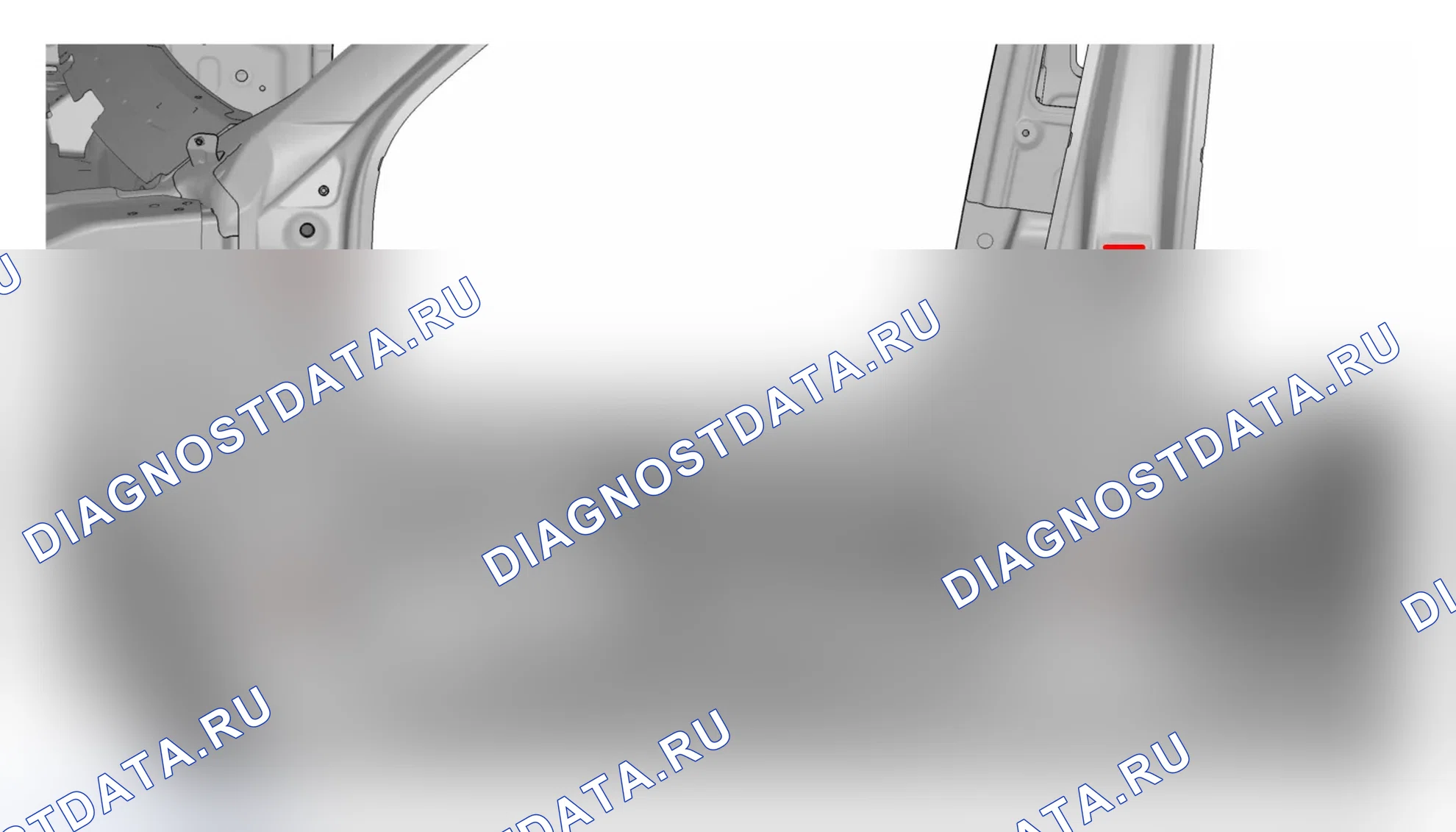
# Периферийная панель слева


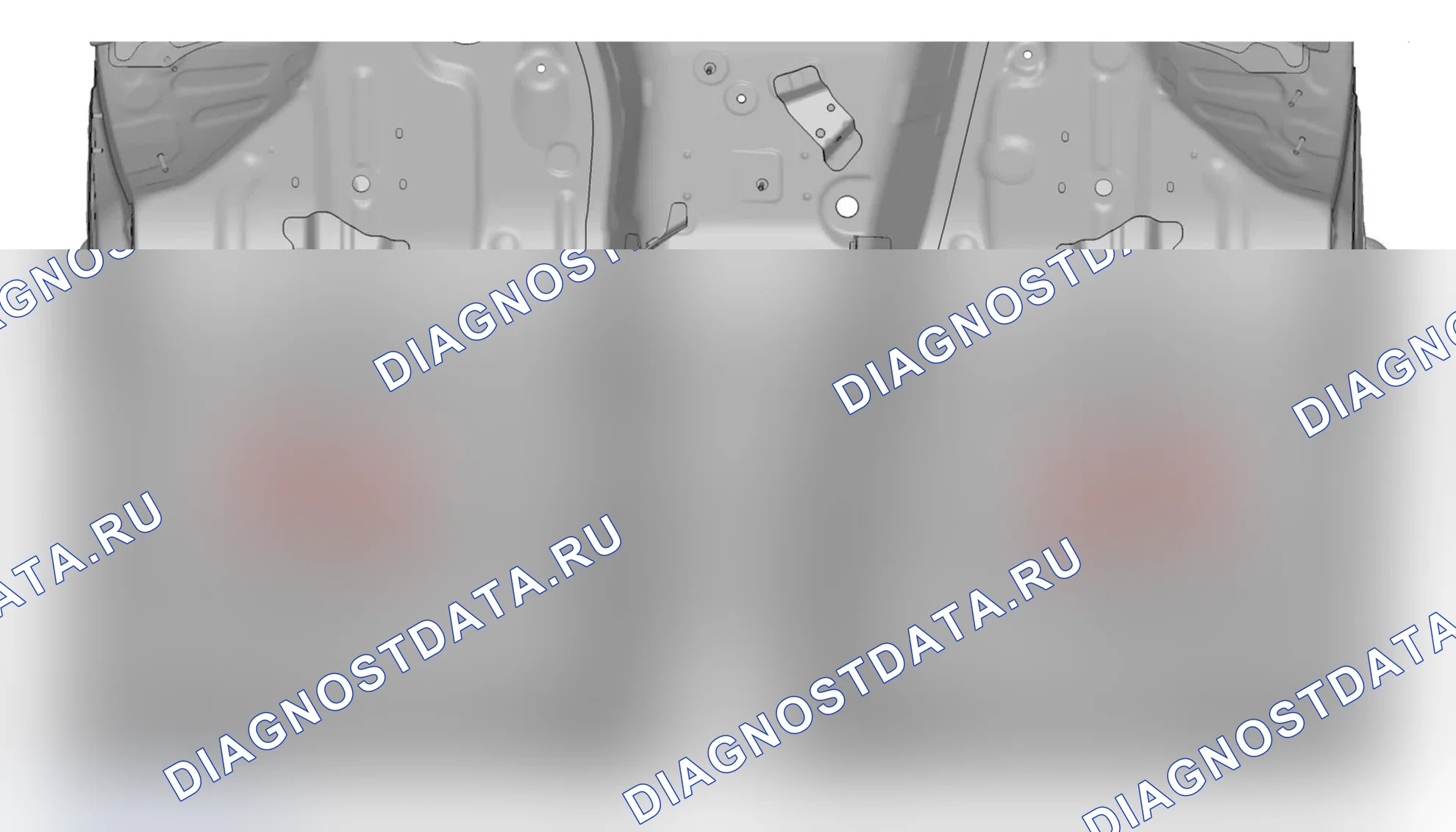
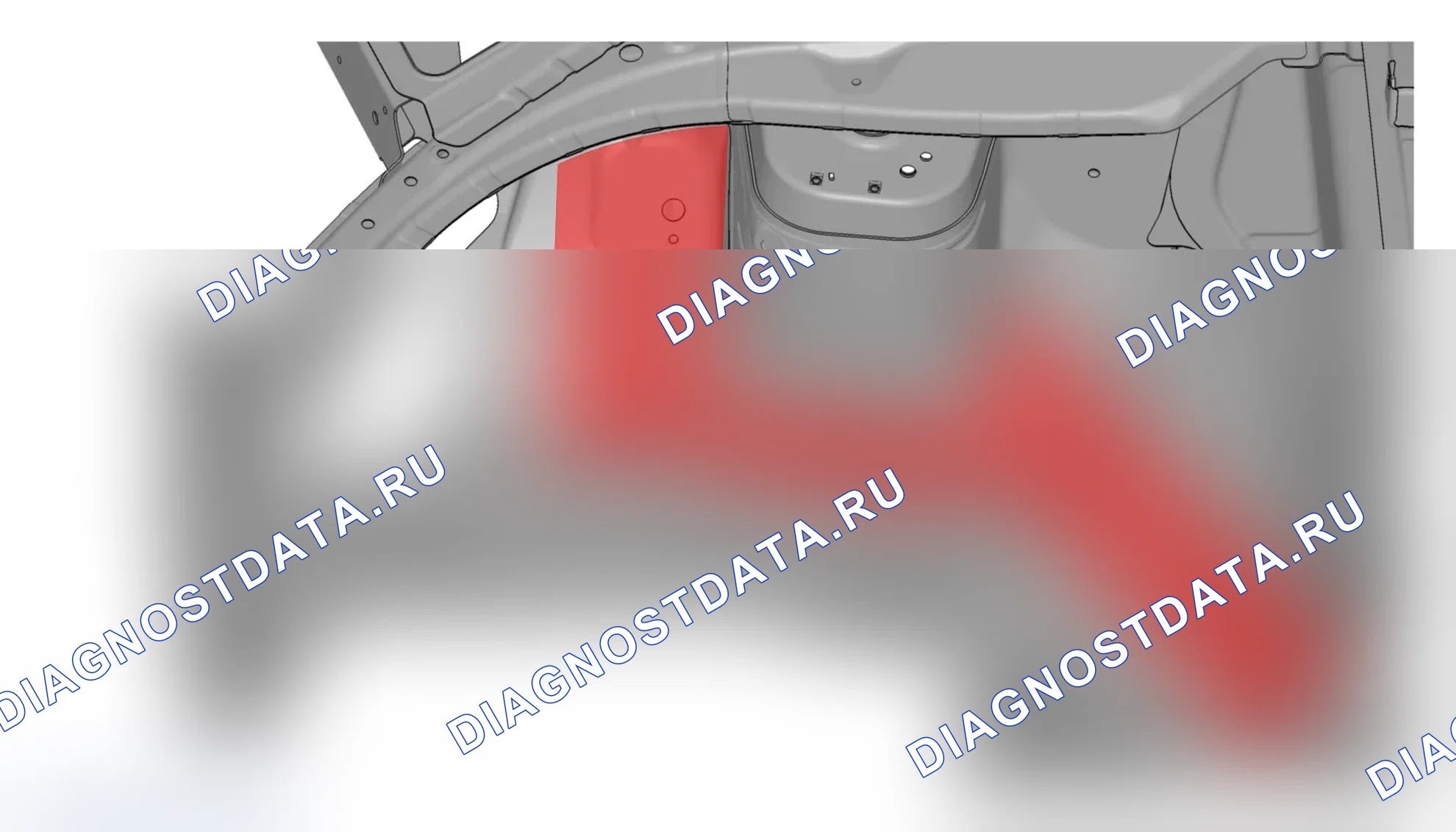
# Бак с левой стороны

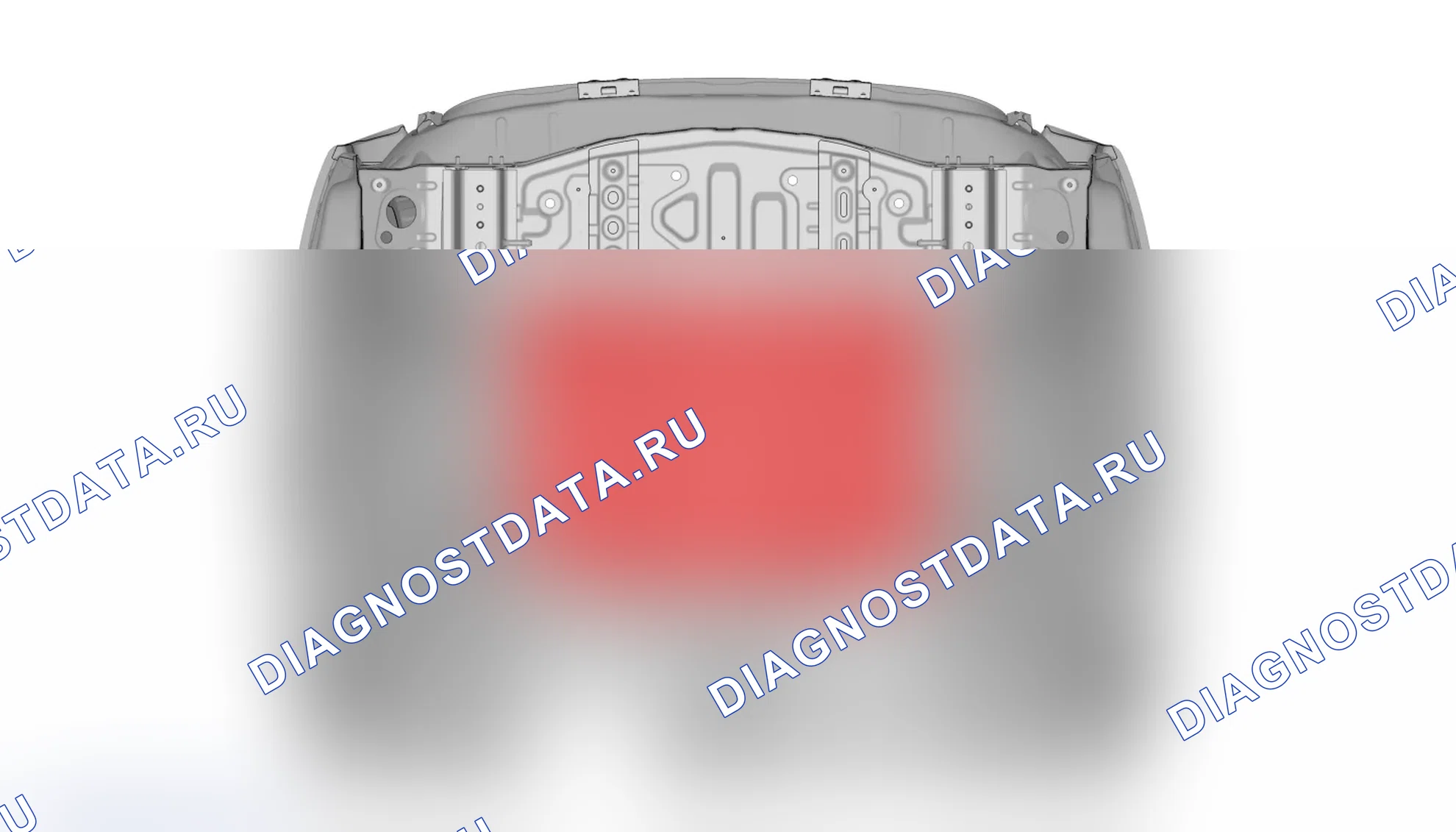
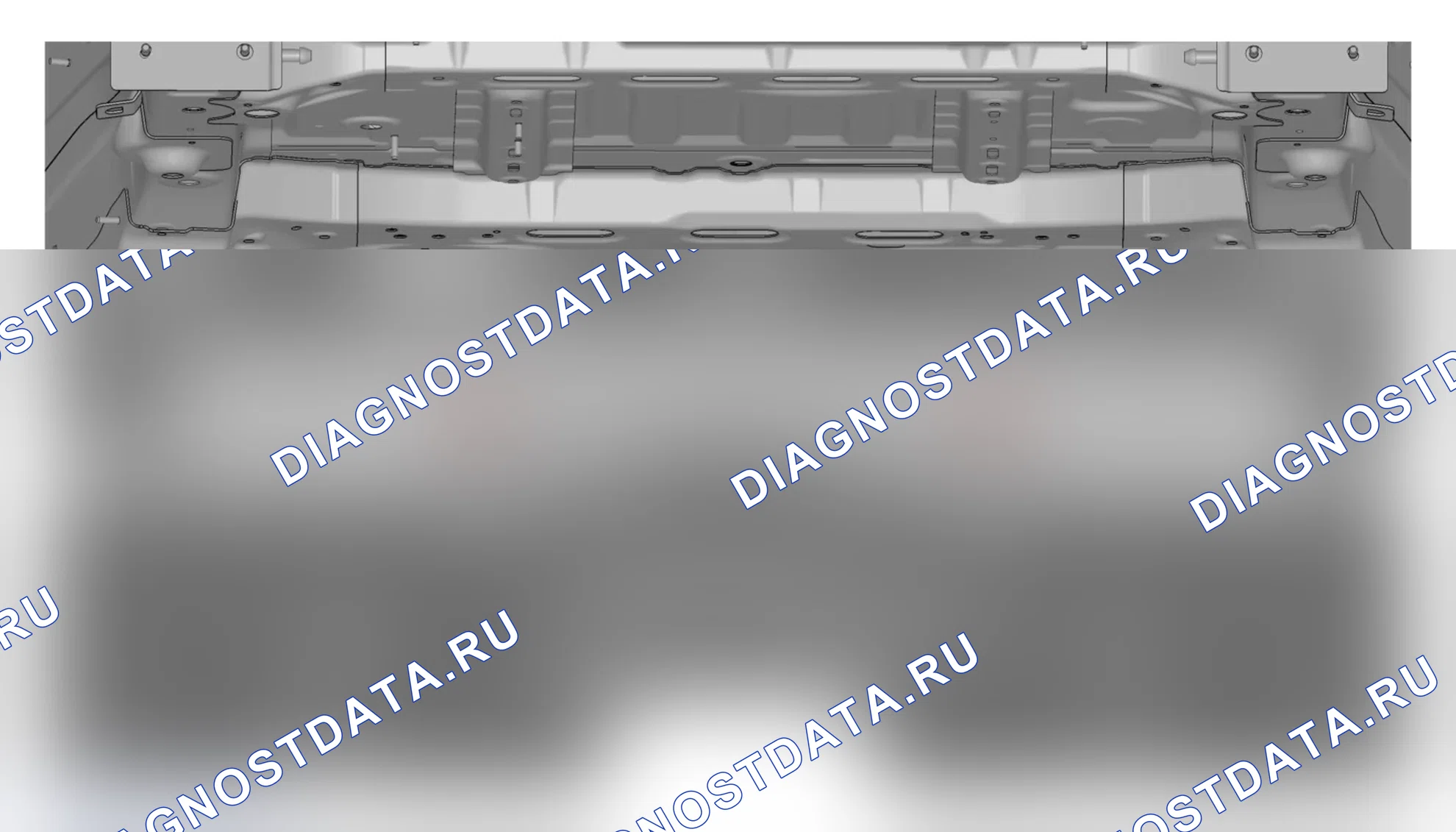
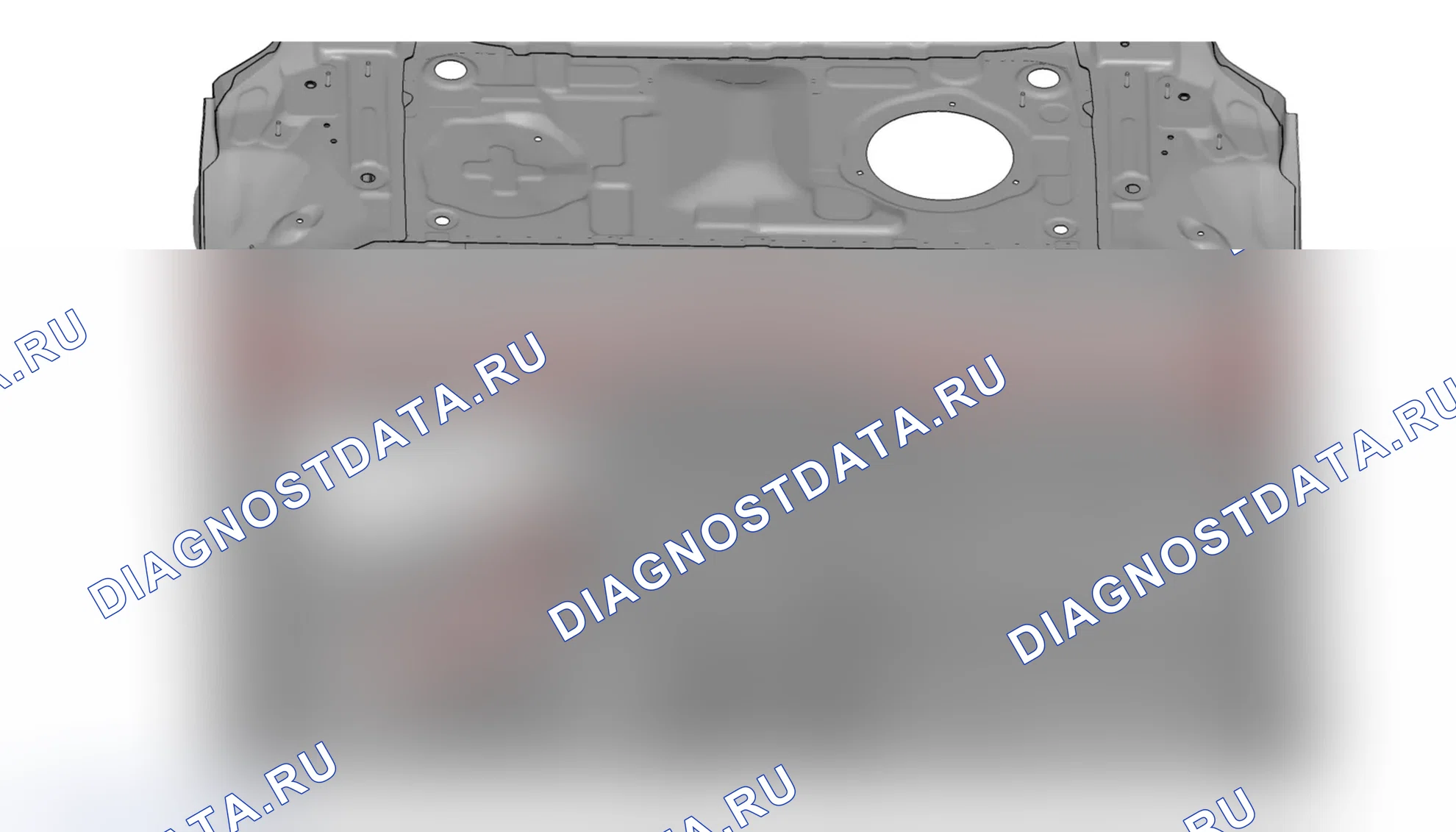
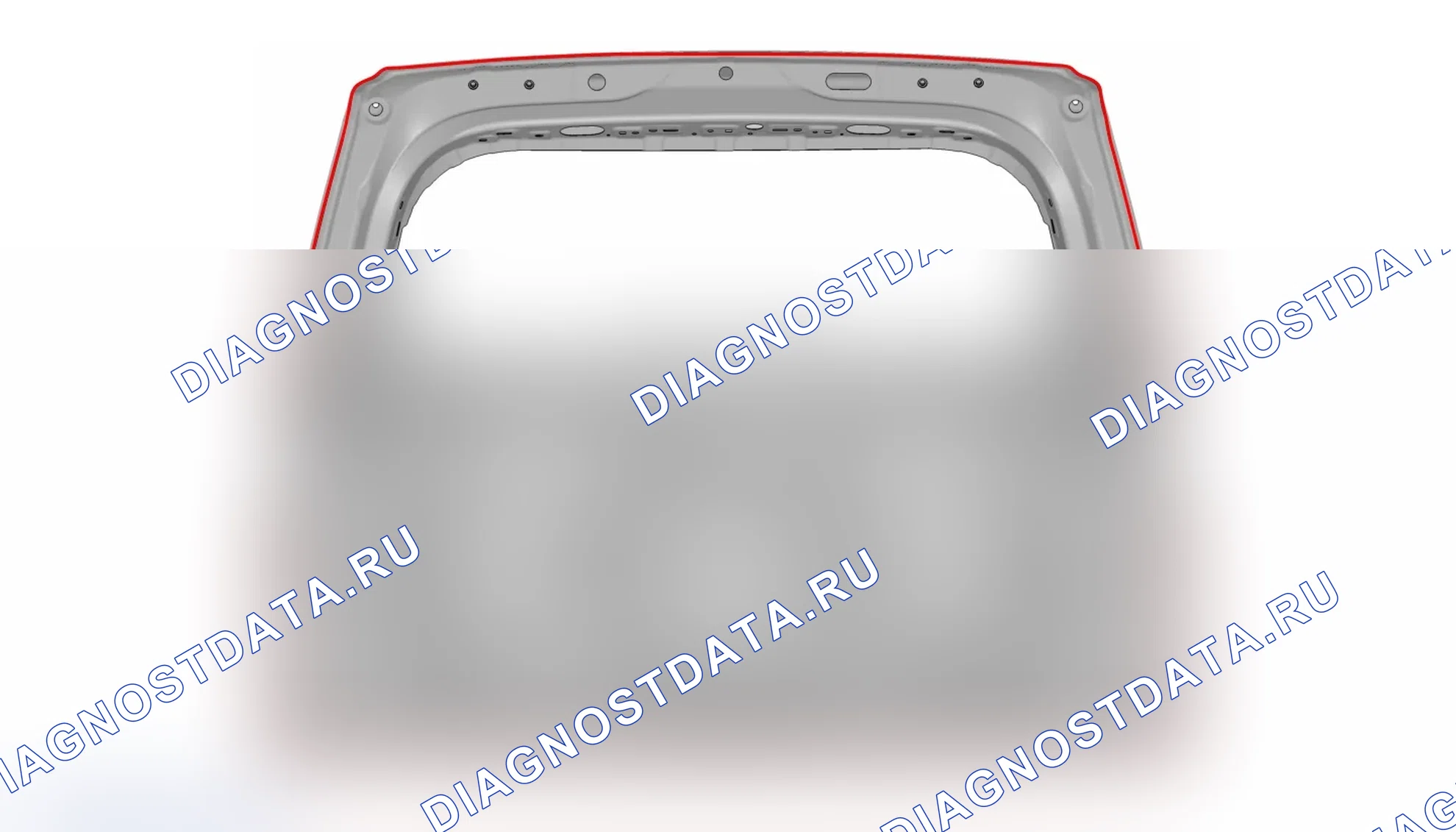
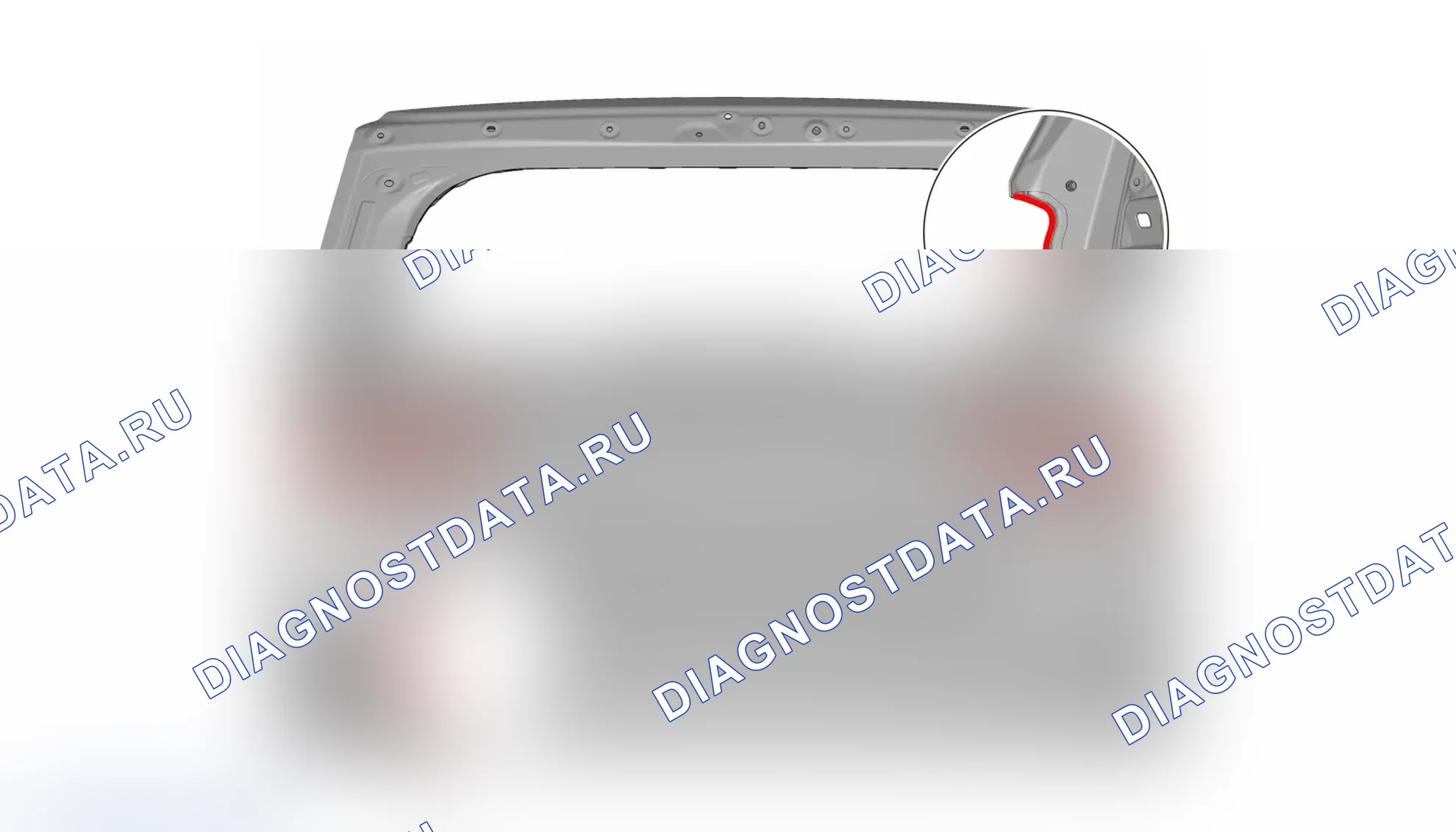
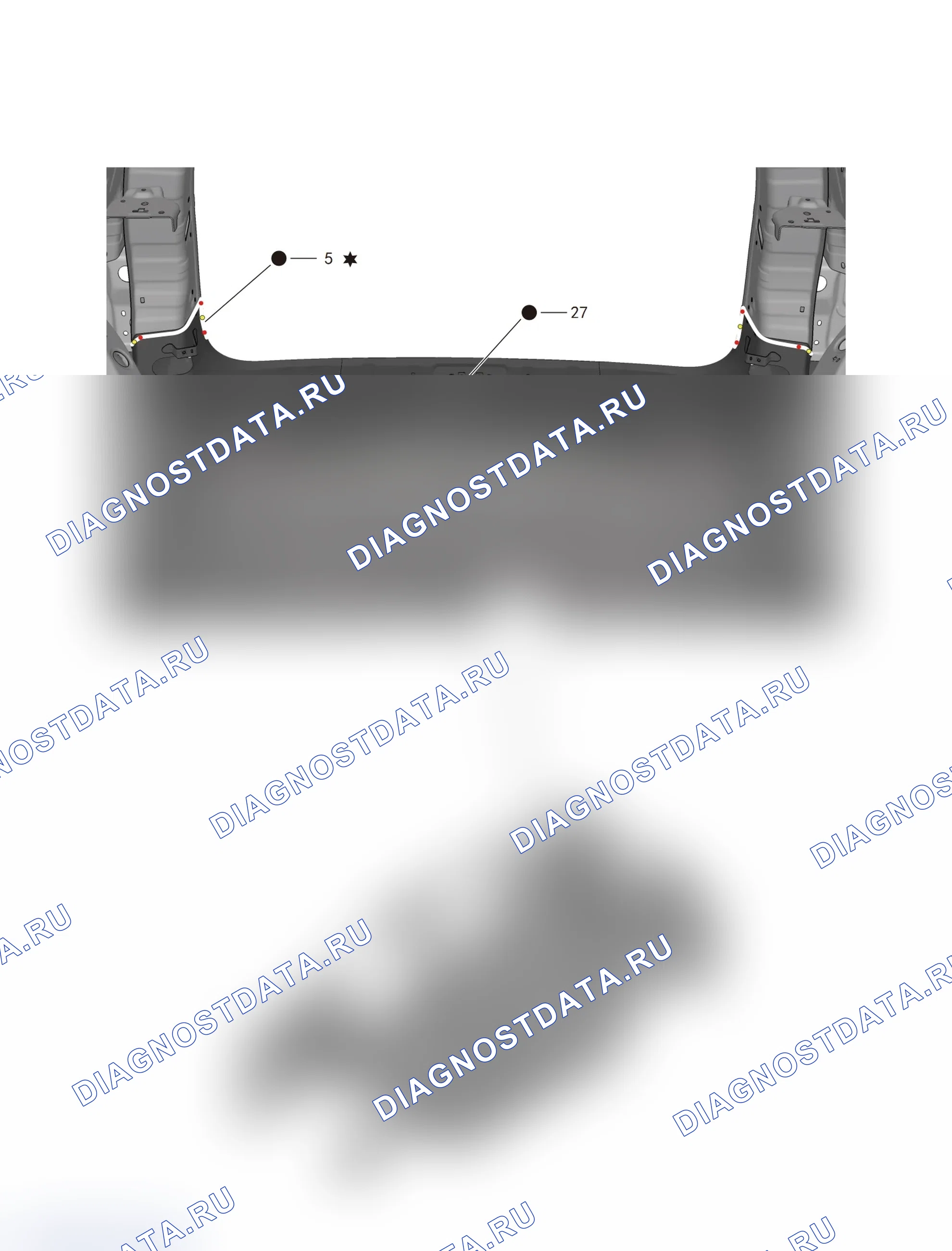
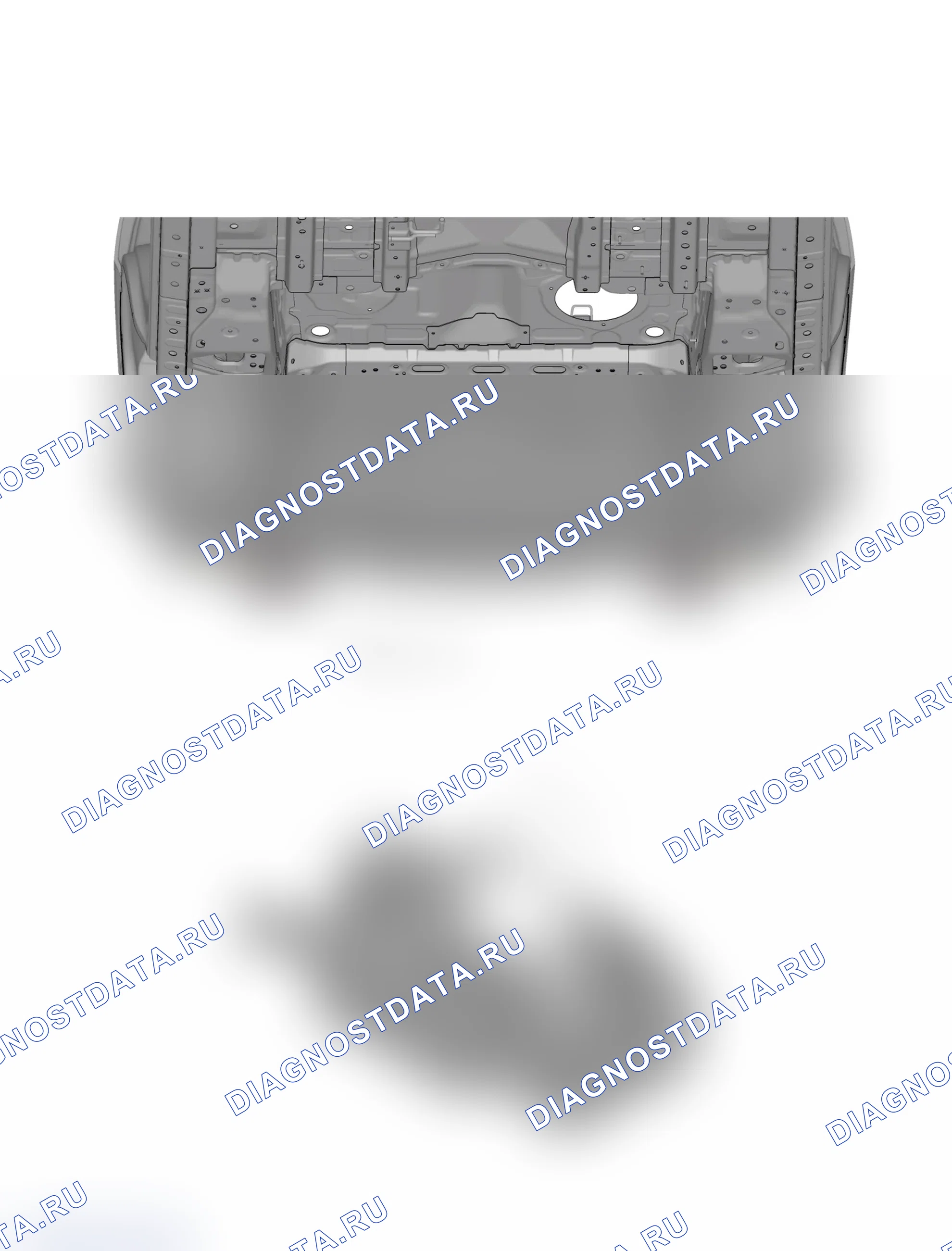
# Заднее окружение

# Ремонт лакокрасочных материалов/покрытий
# Описание системы ремонта лакокрасочных материалов/покрытий
Лакокрасочное покрытие
- Электрофоретическая грунтовка
- Окраска посередине
- Цветная краска
- Прозрачная краска (прозрачное наружное покрытие)
Главная роль электрофоретических грунтовок
- Защита от ржавчины
- Повышение адгезии и сцепления заготовки
- Обеспечение ограниченной наполняемости
Роль окрашивания в
- Наполняемость
- Изоляция/герметичность
- Окраска подкладки
Основная роль окраски
- Добавить цвет
- Придание блеска
Действие прозрачной краски
- Содержит УФ-материал, который может противостоять УФ-лучам на солнце
- Устойчивость к коррозии лаковых поверхностей от пыли окружающей среды (кислотный дождь)
- Сделать лаковые поверхности устойчивыми к трению
- Придание лака лучшего блеска
# Информация о окраске
| Цвет | Номер цвета | Технические характеристики | Производитель | Примечания |
|---|---|---|---|---|
| Гамильтон Уайт | 9C | WB-08GW | Хунань Сянцзян Канси Краска Лтд | Грунтовка |
| WB-08GW | Хунань Сянцзян Канси Краска Лтд | Перламутровая краска | ||
| N1 Black | N1 | CHWB9076 | Краска PPG (Тяньцзинь) Ltd | — |
| Джунгли Зеленый | 4M | FW50-642A | BASF Shanghai Painting Ltd. | — |
| FU зола | FU | WB-08GW | Хунань Сянцзян Канси Краска Лтд | — |
| 2 С оранжевый | 2C | WB-08GW | Хунань Сянцзян Канси Краска Лтд | — |
| Марс Красный | 1Y | FW50-361A | BASF Shanghai Painting Ltd. | Флеш-лак |
| FV50-3B1A | BASF Shanghai Painting Ltd. | Монохромная краска | ||
| HY синий | HY | GWWBC60132XS1 | Краска PPG (Тяньцзинь) Ltd | — |
| 6Z синий | 6Z | GWWBC60133XS1 | Краска PPG (Тяньцзинь) Ltd | — |
| EQ желтый | EQ | GWWBC20058XS1 | Краска PPG (Тяньцзинь) Ltd | — |
| К6 Зола | K6 | AR 3000 | Галерея Ringbang Painting Ltd. | — |
# Ежедневное обслуживание автомобиля с лаковым покрытием
- При ремонте и техобслуживании транспортного средства не прикасайтесь грязных рук с масляным пятном к краске кузова или обтирайте краской по желанию масляной тряпкой, не размещайте на кузове инструмент с масляным пятном или тряпку с органическим растворителем, чтобы не возникала химическая реакция
- При отсутствии видимых царапин лаковое покрытие не должно быть легко окрашено вторично, чтобы предотвратить несоответствие цвета краски или плохое сочетание
- Транспортные средства останавливаются на длительное время и должны быть припаркованы в гараже или хорошо проветриваемом месте, покрытом специальным кузовом зимой
- При временной парковке необходимо выбрать прохладное место
- Защита от сильных ударов, прикосновений и царапин на лаковой пленке кузова
- Если обнаруживается, что лаковое покрытие имеет шрамы, впадины или выпадения должны быть своевременно отремонтированы, рекомендуется пройти ремонт на станции технического обслуживания разрешения Great Wall
- Для чистки декоративных деталей кузова необходимо использовать моющее средство лучшего качества, при нанесении воска не растирать излишний вес, избегать проникновения в лаковый слой и показывать оригинальную форму
- Для некоторых особо агрессивных следов (таких как асфальт, птичий помет, насекомые и т. Д.) Необходимо своевременно удалить
- В связи с этим необходимо промыть специальным моющим средством, которое не должно использоваться для скребения лезвий или устранения их бензином, чтобы не навредить лаковой поверхности
- Перед, в середине и после использования транспортного средства необходимо своевременно удалить пыль с кузова транспортного средства, минимизируя адсорбцию электростатического электричества кузова на пыль
- Промыть вовремя после дождя
- Дождевые пятна на кузове после дождя будут постепенно уменьшаться, концентрация кислых веществ в дождевой воде будет постепенно увеличиваться, что может повредить краску, если она не будет быстро промыта чистой водой в течение длительного времени
- Для чистки автомобиля необходимо использовать чистую, мягкую тряпку или губку, предотвращающую смешивание металлической крошки и песка, и не использовать сухую ткань, сухие полотенца, сухие губки, чтобы не оставлять царапины
- При протирке следует аккуратно протирать сверху вниз по направлению потока воды, без прорисовки кругов и поперечной протирки
- При мойке машины ее следует проводить после охлаждения двигателя, не очищая транспортное средство от палящего солнца или высоких температур, чтобы не оставлять следов от сушки моющего средства
- Обычно используйте специальные моющие средства при полоскании автомобиля самостоятельно, не используйте щелочной омывателя порошок, мыльную воду и духи стирки, чтобы предотвратить смывание смазки с лакированной поверхности и ускорить старение лаковой поверхности
- В случае мойки автомобиля на автомойке мойщики должны быть защищены от использования моющих средств для обеззараживания, чтобы избежать повреждения лакокрасочного покрытия
- В частности, транспортные средства, движущиеся в прибрежной или сильно загрязненной зоне, должны настаивать на том, чтобы их промывали один раз в день
- Внеплановая восковая защита лакового покрытия и регулярное посещение пунктов технического обслуживания, санкционированных Great Wall, для своевременного восстановления яркого блеска лакового покрытия кузова
ВниманиеДиффузные растворители могут привести к серьезным респираторным заболеваниям во время операций по окраске и покраске. Должна работать строго по инструкции производителя красок, оборудования и предохранительных устройств. При выполнении этой процедуры на случай повреждения следует надевать специальные средства охраны труда, такие как противогазы, антистатические жилеты, защитные очки и перчатки.
- Не смешивать системы покраски или альтернативные продукты разных производителей для использования
- Смешивание несовместимых продуктов приводит к следующим явлениям: выпадение грунтовочного слоя, плохая связь между покрытиями, непроницаемость отверждения, снижение блеска, плохая точность окраски, повреждение покрытия (ямы, пузырьки, апельсиновая кожа теряют блеск)
Внимание
- Избегайте промывки автомобиля в условиях прямого солнечного света. Избегайте сильного мыла и химических моющих средств. Использование бесщеточных автоматических машин для очистки оборудования. Избегайте использования кислотных, щелочных продуктов. Не используйте кисть или веник для удаления снега или льда. После тщательной очистки оставшаяся промывочная вода должна быть немедленно высушена и не должна высушиваться на поверхности. Рекомендуется использовать мягкое масло для дубления и высушивания. Полируемое транспортное средство можно полировать, когда дефекты на поверхности могут быть устранены методом полировки. Если состояние поверхности не является серьезным, ремонтные участки должны быть максимально сокращены. Избегайте удаления слишком большого количества прозрачной краски, иначе это может привести к преждевременному повреждению краски. Используйте электрическое полированное оборудование в строгом соответствии с требованиями, рекомендованными производителем полировки. Никогда не используйте восковые или силиконовые продукты, чтобы скрыть вихревые отпечатки (вскоре отпечатки будут воспроизводиться, но пользователи не будут удовлетворены). Матовая лаковая поверхность не может быть полирована, верхний воск и может быть распылена только целыми частями.
- . При распылении звукоизолирующих или антикоррозионных материалов должны быть приняты меры предосторожности, чтобы избежать распыления в отверстие детали (например, дверные замки, канавки для подъема и опускания окон, регуляторы окон и приемники рулонов ремней безопасности сидений) и любые подвижные, поворотные части, в частности тяговые линии стояночного тормоза. После распыления материала убедитесь, что все сливные отверстия корпуса открыты. При ремонте кузова открытым пламенем необходимо демонтировать пеноизоляционный материал на месте ремонта. При повторной установке звукоизолирующего материала избегайте вдыхания пыли вредного тела. При выполнении данной процедуры следует надевать специальные защитные очки и перчатки на случай травмирования человека. Когда транспортное средство находится на заводе, все металлические листы кузова подвергаются электрофоретической грунтовке, и после ремонта или замены деталей все открытые металлические поверхности должны быть обработаны антикоррозионной грунтовкой. Если при проведении сварочных или отопительных работ происходит выгорание исходного покрытия или антикоррозионного материала, то требуется очистка и повторная антикоррозионная обработка. При проведении кузовной ремонт металл становится голым, и эти поверхности должны быть повторно распылены специальным антикоррозионным материалом. Уплотнитель действует таким образом, чтобы предотвратить попадание воды и пыли в транспортное средство, а также обладает антикоррозионным действием. Оригинальные уплотнительные соединения очевидны и должны быть исправлены путем повторного уплотнения, если эти уплотнения повреждены. Соединения новых сменных пластин должны быть вновь герметизированы. Используемый герметик должен оставаться гибким после отверждения и покраски. Открытый шов, закрытый герметиком, с нанесением наполнителя высокой консистенции. Следуйте инструкциям по выбранному материалу. Звукоизоляционные материалы контролируют общий уровень шума в автомобиле, который должен быть заменен, когда звукоизоляционный слой поврежден в результате ремонтных работ или замены новых пластин.
# Диагностическая информация и шаги
| Имя | Причины формирования | Методы обработки |
|---|---|---|
| Опыление | Лаковая пленка сильно размывается, например, когда интенсивное УФ-строительство имеет соотношение лака к лаку без покрытия светОстойкость Плохая стойкость Автомобиль не часто очищается или недостаточно очищается Автомобильный моющий агент для выбора не подходит или полированный воск слишком толстый | Локальное лакокрасочное покрытие |
| Лакирование пластмассовых деталей | слишком плохая адгезия покрытия к субстрату или слишком толстая верхняя оболочка по сравнению с пленкой с твердым покрытием нижнего слоя, а лаковая пленка плохо покрыта или плохо обработана под эрозией воздуха, например, водяным газом, кислотой, щелочью; Верхнее покрытие с отверстиями для игл, открытым дном и другими дефектами | Локальное лакокрасочное покрытие |
| Черепашья трещина | Грунтовочная краска недостаточно перемешивается перед напылением Лакокрасочное покрытие Слишком толстое покрытие Слишком толстое покрытие Слишком толстое | Локальное лакокрасочное покрытие |
| птица фекальная коррозия | Эрозия птица фекальных капель | Польская косметическая обработка (легкая эрозия) Обычная шлифовальная полировальная косметическая обработка (умеренная эрозия) Местная лакокрасочная обработка (тяжелая эрозия) |
| Шрамы | Малая твердость лаковой пленки, царапина | Полировка Косметическая обработка (незначительные ссадины) Обычная шлифовка Полировка Косметическая обработка (грубая царапина) Местная лакокрасочная обработка (царапина) |
| Коррозия | Более тонкая крашеная пленка на краях вызывает коррозионную кислотно-щелочную эрозию | Местный лакокрасочный ремонт (ржавчина требует восстановления листового металла и последующего лакокрасочного ремонта) |
| Падение краски | слишком плохая адгезия покрытия к подложке или слишком толстый верхний слой покрытия по сравнению с нижним слоем покрытия, Лаковая пленка плохо покрыта под эрозией воздуха водяным газом, кислотой, щелочью и т.д., или плохо обработанное верхнее покрытие с отверстиями для игл, открытым дном и другими дефектами | Местный лакокрасочный ремонт (ржавчина требует восстановления листового металла и последующего лакокрасочного ремонта) |
| Кислотные дожди и эрозия | Кислотные дожди и эрозия | Польская косметическая обработка (легкая эрозия) Обычная шлифовальная полировальная косметическая обработка (умеренная эрозия) Местная лакокрасочная обработка (тяжелая эрозия) |
| Потеря света | Лаковая пленка подвержена сильной эрозии кислотой, щелочью, электрической дугой, морской водой и солевым туманом и находится в более суровых условиях. Неправильный способ содержания лаковой пленки Сам по себе не является достаточно прочным для лакирования. Неправильное соотношение при строительстве лака приводит к ухудшению стойкости лаковой пленки | Полированная косметическая обработка (легкая потеря света) Обычная шлифовальная полированная косметическая обработка (умеренная потеря света) Местная лакокрасочная обработка (тяжелая потеря света) |
| Вспенивание | Лаковая пленка подвергается длительному воздействию влажной среды, вызванному проникновением водяного газа в лаковую пленку, и когда температура повышается, коррозионная лаковая пленка вещества, в которое проникает пузырьковый субстрат крыши водяного газа, подвергается эрозии бензином, кислотой, щелочью и т.д. | Местный лакокрасочный ремонт (ржавчина требует восстановления листового металла и последующего лакокрасочного ремонта) |
# Общие примеры технологического процесса обработки дефектов лаковой плёнок
ВниманиеМатовая лаковая поверхность не может быть полирована, верхний воск и может быть распылена только целыми частями.
- Поверхность, подлежащая полировке, очищается обезжиренным материалом перед полировкой
- Сначала достаточно влажной губок, отжимая лишнюю влагу
- Возьмите небольшое количество светового воска и нанесите его на лакированную поверхность и отрегулируйте скорость полировальной машины
- После того, как губка заклеена лакированной поверхностью и снова включена, скорость вращения (2500 ~ 3000) об/мин, затем легкое давление (3 ~ 5) с для обработки светом (Примечание: Держите машину плавно и мягко двигаться во время работы, слишком долго нарезать, чтобы не создавать перегрев, жжения лаковой поверхности.)
- Держите машину плавно и мягко двигаться во время работы, слишком долго нарезать, чтобы не создавать перегрев, жжение лаковой поверхности.
- Вытирайте излишки верхнего светового воска рутиной тканью
# Пример обычного процесса шлифования и косметической обработки
ВниманиеМатовая лаковая поверхность не может быть полирована, верхний воск и может быть распылена только целыми частями.
- Поверхность, подлежащая полировке, очищается обезжиренным материалом перед полировкой
- Возьмите соответствующее количество полировальной пасты, нанесенной на полированную лаковую поверхность, и отрегулируйте частоту вращения полировальной машины
- Залейте шерстяные шарики краской и включите их снова, с частотой вращения (2500 ~ 3000) r/min (Примечание: Держите машину плавной и легкой для того чтобы двигаться, чтобы отшлифовать избыток. Гарантии как можно меньше времени шлифования и как можно меньше области шлифования.)
- Держите машину плавной и легкой для того чтобы двигаться, чтобы нарезать избыток измельчения. Гарантированное время измельчения как можно меньше, а область измельчения - как можно меньше.
- Сначала достаточно смочите губку и выдавливайте лишнюю влагу; Возьмите небольшое количество фосфорного воска и нанесите его на лакированную поверхность, затем вставьте губку на лакированную поверхность и снова включите ее. Скорость вращения (2500 ~ 3000) об/мин. Еще одно легкое давление (3 ~ 5) с для обработки светом (Примечание: Держите машину плавно и аккуратно двигаться во время работы, слишком долго, чтобы не создавать перегрев, жжения лакированной поверхности).
- Держите машину плавно и мягко двигаться во время работы, слишком долго нарезать, чтобы не создавать перегрев, жжение лаковой поверхности.
# Пример технологического процесса глубокой шлифования и полировки
ВниманиеМатовая лаковая поверхность не может быть полирована, верхний воск и может быть распылена только целыми частями.
- Измельчение поврежденного лакового покрытия с помощью водяного наждачной бумаги 2000 #, параллельное и плотно прилегающее к красковому покрытию, круговое шлифование
- Очистка поверхности от полированной золы
- Возьмите соответствующее количество полировальной пасты, нанесенной на полированную лаковую поверхность, и отрегулируйте частоту вращения полировальной машины
- Залейте шерстяные шарики краской и включите их снова, с частотой вращения (2500 ~ 3000) r/min (Примечание: Держите машину плавной и легкой для того чтобы двигаться, чтобы отшлифовать избыток. Гарантированное время измельчения как можно меньше (3 ~ 5) с, а область измельчения как можно меньше).
- Держите машину плавной и легкой для того чтобы двигаться, чтобы нарезать избыток измельчения. Гарантированное время измельчения как можно меньше (3 ~ 5) с, а область измельчения как можно меньше.
# Способ покраски И распыления жестких поверхностей.
ПримечаниеВсе работы по покраске жестких поверхностей должны соответствовать стандартам Великой стены. подтвердите зону ремонта и выберите диапазон ремонта, например, локальный ремонт, полный ремонт, полный ремонт автомобиля; В случае повреждения в результате столкновения, соответствующее исправление после ремонта листового металла в зависимости от повреждения или покраска после замены детали. Матовая лаковая поверхность не может быть полирована, верхний воск и может быть распылена только целыми частями.
- Более серьезные царапины на пластинах крыла с использованием местного процесса распыления (тонирования)
- Шлифовка на поврежденной лаковой поверхности (круговая шлифовка) влажной (водяной) наждачной бумагой P500 #
- Удаление масла с помощью обезжиривателя после завершения шлифования, очистки
- Напыление грунтовок, максимальное управление диапазоном распыления грунтовок, краевое позиционное покрытие должно быть прогрессивным, не ступенчатым
- Просушите (4 ~ 5) мин, после чего просушите, просушите (20 ~ 30) мин (Примечание: температуры лакированной комнаты (70 ~ 80) ° С).
- Температура в помещении для выпечки лаков (70 ~ 80) ° С.
- После сушки смачивают наждачной бумагой P (800 ~ 1000) #
- Шлифовка с использованием мелкодисперсной наждачной бумаги 2000 # и расширение ассортимента шлифования
- После завершения шлифования перед покраской проводят пылеулавливание вязкой марлей
- Напыление грунтовок (Примечание: диапазона распыления немного шире слоя для перехода. Давления воздуха (150 ~ 200) кПа. Расстояние распыления (20 ~ 30 см).
- Диапазон распыления немного шире слоя для перехода.
- Давление воздуха (150 ~ 200) кПа.
- Расстояние распыления (20 ~ 30) см.
- После высыхания (2 ~ 3) мин распыляют вторую грунтовку до тех пор, пока не станет очевидным положение интерфейса (Примечание: давления воздуха (150 ~ 200) кПа. Расстояние распыления (20 ~ 30 см).
- Давление воздуха (150 ~ 200) кПа.
- Расстояние распыления (20 ~ 30) см.
- Просушите (4 ~ 5) мин, после чего просушите (20 ~ 30) мин (Примечание: температуры лакированной комнаты (70 ~ 80) ° С).
- Температура в помещении для выпечки лаков (70 ~ 80) ° С.
- После сушки проводят пылеулавливание перед распылением лака вязкой марлей
- Распылите прозрачную краску, диапазона распыления полностью покрывает диапазон грунтовок (Примечание: давления воздуха (150 ~ 200) кПа. Расстояние распыления (20 ~ 30 см).
- Давление воздуха (150 ~ 200) кПа.
- Расстояние распыления (20 ~ 30) см.
- Промывка (2 ~ 3) мин, распыления второго прозрачного лака, диапазона распыления полностью покрывает диапазон первого слоя лака (Примечание: давления воздуха (150 ~ 200) кПа. Расстояние распыления (20 ~ 30 см).
- Давление воздуха (150 ~ 200) кПа.
- Расстояние распыления (20 ~ 30) см.
- Сразу же после завершения распыления прозрачного лака его заменяют на смывную воду или добавляют в оригинальный прозрачный лак добавки или разбавитель.
- опрыскивание (2 ~ 3) раз в месте сопряжения или разбавленной прозрачной краской
- Просушите (20 ~ 30) мин (Примечание: Температуры (70 ~ 80) ° C) в помещении для выпечки краски.
- Температура в помещении для выпечки лаков (70 ~ 80) ° С.
# Способ покраски И распыления жесткой поверхности после восстановления листового металла.
Способ нанесения краски на жесткую поверхность после восстановления листового металла и способ нанесения краски на жесткую поверхность аналогичны, за исключением того, что после измельчения грунтовок и перед нанесением грунтовок дополнительно вводят следующие этапы:
- Чесать и наносить атомную золу
- Атомное измельчение золы
- Дуть пыль, удалить масло, очистить
- Нанести и разровнять шпатлёвку
- Шлифованные волосы на поверхности старой лаковой плёнок
- Очистка, удаления масла, скрытия участков без окраски (Внимание: Конкретные рабочие шагов см. в процедуре покраски и распыления жестких поверхностей).
- Конкретные операции см. в способе нанесения краски на жесткую поверхность.
# Лаковый патч для поверхности пластиковой деталей
Примечание
- Лакокрасочное покрытие поверхности пластиковой детали имеет три основных требования: краска имеет определенную адгезию к пластику без потери механических свойств. Лакокрасочная пленка должна быть достаточно гибкой, чтобы не разрушаться при деформации пластика. Способность воплощать оригинальные частицы и шероховатые текстуры на поверхности некоторых пластмассовых деталей.
- Условия выпечки (70 ~ 80) ° С в течение (20 ~ 30) мин.