Как продиагностировать и тестирование - диагностика двигателя - введение
Диагностика двигателя помогает определить причины неисправностей, не обнаруженных и не устраненных при текущем техническом обслуживании.
Эти неисправности могут быть классифицированы либо как рабочие характеристики (например, работа двигателя на холостом ходу и пробуксовка), либо как механические (например, странный шум).
Возможные причины и способы устранения неисправностей описаны в разделах " ДИАГНОСТИКА И ТЕСТИРОВАНИЕ - ДИАГНОСТИКА ДВИГАТЕЛЯ - ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ " и " ДИАГНОСТИКА И ТЕСТИРОВАНИЕ - ДИАГНОСТИКА ДВИГАТЕЛЯ - МЕХАНИЧЕСКИЕ ", а диагностика топливной системы - в разделе " ТОПЛИВНАЯ СИСТЕМА ". (ref-247617-S42877133622007020100000)(ref-247617-S36310487862007020100000)(ref-247623)
Дополнительные тесты и диагностические процедуры могут быть необходимы для конкретных неисправностей двигателя, которые не могут быть изолированы с помощью карт диагностики обслуживания. Информация, касающаяся дополнительных тестов и диагностики, предоставляется в рамках следующего диагноза
- Испытание давления сжатия в цилиндре: См. раздел " ДИАГНОСТИКА И ИСПЫТАНИЯ - ДАВЛЕНИЕ СЖАТИЯ В ЦИЛИНДРЕ ". (ref-247617-S24506265912007020100000)
- Испытание на утечку давления сгорания в цилиндре: См. раздел " ДИАГНОСТИКА И ИСПЫТАНИЯ - УТЕЧКА ДАВЛЕНИЯ СГОРАНИЯ В ЦИЛИНДРЕ ". (ref-247617-S07903236972007020100000)
- Диагностика неисправности прокладки головки цилиндров двигателя: Обратитесь к разделу " ПРОКЛАДКА ГОЛОВКИ ЦИЛИНДРОВ ". (ref-247617-S27426316612007020100000)
- Диагностика утечки из впускного коллектора: " (См. ДВИГАТЕЛЬ / КОЛЛЕКТОРЫ / ВПУСКНОЙ КОЛЛЕКТОР - ДИАГНОСТИКА И ИСПЫТАНИЯ) ". (ref-247617-S03568595502007020100000)
Описание - головка цилиндра
Головки цилиндров изготовлены из алюминиевого сплава. Головка цилиндров имеет два клапана на цилиндр с запрессованными в порошок металлическими направляющими клапана. Головки цилиндров также обеспечивают кожухи для слива цепи ГРМ, что требует уникальных левой и правой головок цилиндров.
Описание - направляющие клапана
Направляющие клапанов изготовлены из механизированного металла и запрессованы в головку цилиндров. Направляющие не заменяемы и не исправны, а развальцовка направляющих клапанов не рекомендуется. Если направляющие изношены сверх допустимых пределов, замените головки цилиндров.
Описание сервисной информации - двигателя 4.7л: обзора
Распределительные валы состоят из порошкообразных металлических стальных лепестков, которые соединены спеканием со стальной трубой. Стальная стойка или носовая деталь приварена трением к стальной трубе распределительного вала. Пять опорных шеек механически обработаны в распределительном валу, четыре на стальной трубе и одна на стальной носовой детали. Люфт конца распределительного вала контролируется двумя упорными стенками, которые граничат с шейкой носового элемента. Моторное масло поступает в полые распределительные валы у третьей цапфы и смазывает каждое коромысло через проход в впуске.
Распределительные валы состоят из порошкообразных металлических стальных лепестков, которые соединены спеканием со стальной трубой. Стальная стойка или носовая деталь приварена трением к стальной трубе распределительного вала. Пять опорных шеек механически обработаны в распределительном валу, четыре на стальной трубе и одна на стальной носовой детали. Люфт конца распределительного вала контролируется двумя упорными стенками, которые граничат с шейкой носового элемента. Моторное масло поступает в полые распределительные валы у третьей цапфы и смазывает каждое коромысло через проход в впуске.
Крышки головок цилиндров изготовлены из термопласта под давлением и не взаимозаменяемы из стороны в сторону. Необходимо, чтобы ничто не опиралось на крышки головок цилиндров. Длительный контакт с другими предметами может привести к износу отверстия в крышке головки цилиндров.
Клапаны изготовлены из жаропрочной стали и имеют хромированные штоки для предотвращения задиров. Каждый клапан приводится в действие роликовым коромыслом, которое поворачивается на стационарном устройстве регулировки зазора. Все клапаны используют три держателя замка борта для удержания пружин и содействия вращению клапана.
Схема №198
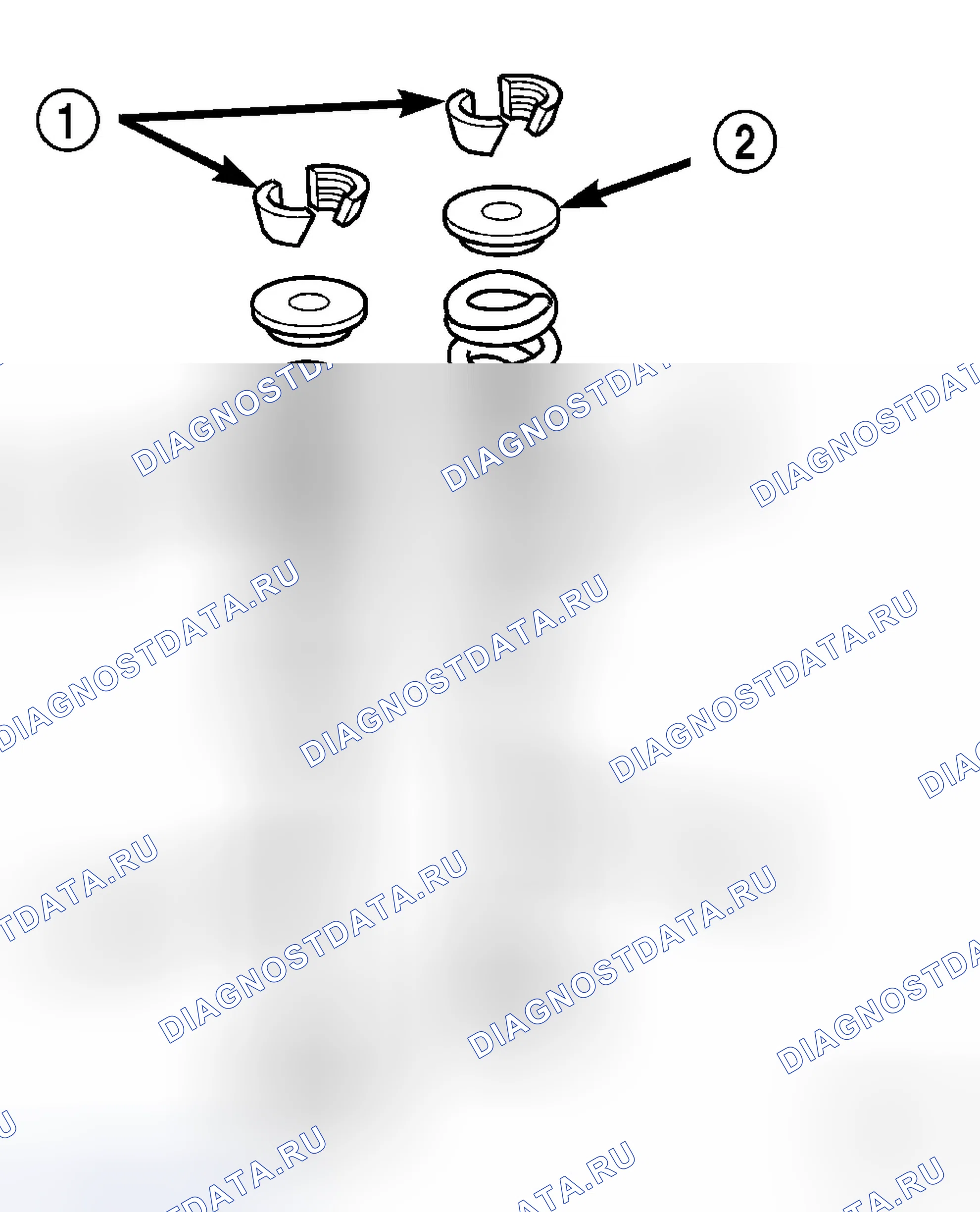
| 1 - ЗАМКИ КЛАПАНОВ (3-БУРТИК) |
|---|
| 2 - ПРЕДВАРИТЕЛЬНЫЙ ГОНОРАР |
| 3 - МАСЛЯНОЕ УПЛОТНЕНИЕ ШТОКА КЛАПАНА |
| 4 - ВПУСКНОЙ КЛАПАН |
| 5 - ВЫПУСКНОЙ КЛАПАН |
| 6 - ПРУЖИНА КЛАПАНА |
ПримечаниеСедла клапанов, которые изношены или сгорели, могут быть доработаны при условии сохранения правильного угла и ширины седла. В противном случае необходимо заменить головку цилиндров.
ПримечаниеПри замене клапанов (4) и седел клапанов важно, чтобы направляющая пилотная горелка клапана правильного размера использовалась для повторной установки камней. Должна быть получена истинная и полная поверхность.
- Используя соответствующий циферблатный индикатор, измерьте центр седла клапана. Общее биение не должно превышать 0 051 мм (0 002 дюйма).
- Нанесите небольшое количество прусского синего на седло клапана, вставьте клапан в головку цилиндра, при этом прикладывая легкое давление на клапан поверните клапан. Снимите клапан и осмотрите торец клапана. Если синий переносится ниже верхнего края торца клапана, опустите седло клапана с помощью камня 15 градусов. Если синий переносится на нижний край торца клапана, поднимите седло клапана с помощью камня 65 градусов.
- При правильном расположении седла ширина впускного седла должна составлять 1,75-2,36 мм (0,0689-0,0928 дюйма), а выпускного - 1,71-2,32 мм (0,0673-0,0911 дюйма).
- Проверьте высоту установки пружины клапана (6) после замены клапана и седла. Установленная высота для пружин впускного и выпускного клапанов не должна превышать 40,74 мм (1,6039 дюйма).
- Седло клапана и торец клапана должны сохранять угол наклона торца 44,5-45 °.
Коромысла представляют собой стальные штамповки со встроенным роликовым подшипником. Коромысла имеют отверстие для масла 2,8 мм (0,11 дюйма) в гнезде регулятора зазора для смазки роликов и распределительного вала.
Клапанные пружины изготовлены из высокопрочной хромированной кремниевой стали. Пружины являются общими для впуска и выпуска. Седло клапанной пружины составляет одно целое с уплотнением штока клапана, которое является уплотнением положительного типа для управления смазкой.
Уплотнения штока клапана изготовлены из резины и имеют встроенное стальное седло пружины клапана. Встроенная пружина подвязки поддерживает постоянный контроль смазки штоков клапана.
Коленчатый вал изготовлен из чугуна с шаровидным графитом. Коленчатый вал представляет собой крестообразную четырехколесную конструкцию с восемью противовесами для балансировки. Коленчатый вал поддерживается пятью опорными подшипниками с цепной посадкой, а номер три служит в качестве упорной шайбы. Коренные шейки коленчатого вала просверлены крест-накрест для улучшения смазки подшипников штока. В противовесе номер восемь предусмотрены датчики положения коленчатого вала. Уплотнения уплотнений основного подшипника расположены на задней стороне целевого колеса.
| Внимание | Не используйте металлический штамп для маркировки шатунов, так как это может привести к повреждению, вместо этого используйте чернила или шило для царапин. |
|---|
Поршни изготовлены из высокопрочного алюминиевого сплава. Анодированная верхняя кольцевая канавка и коронка заменены на верхнее кольцо с покрытием, которое имеет синий цвет на нижней поверхности. Юбки поршней покрыты твердой смазкой (Molykote) для снижения трения и обеспечения сопротивления истиранию. Шатуны изготовлены из кованого порошкового металла, с конструкцией " трещиноватая крышка ". Для крепления поршня и шатуна используется прессованный посадочный поршневой палец.
Схема №199
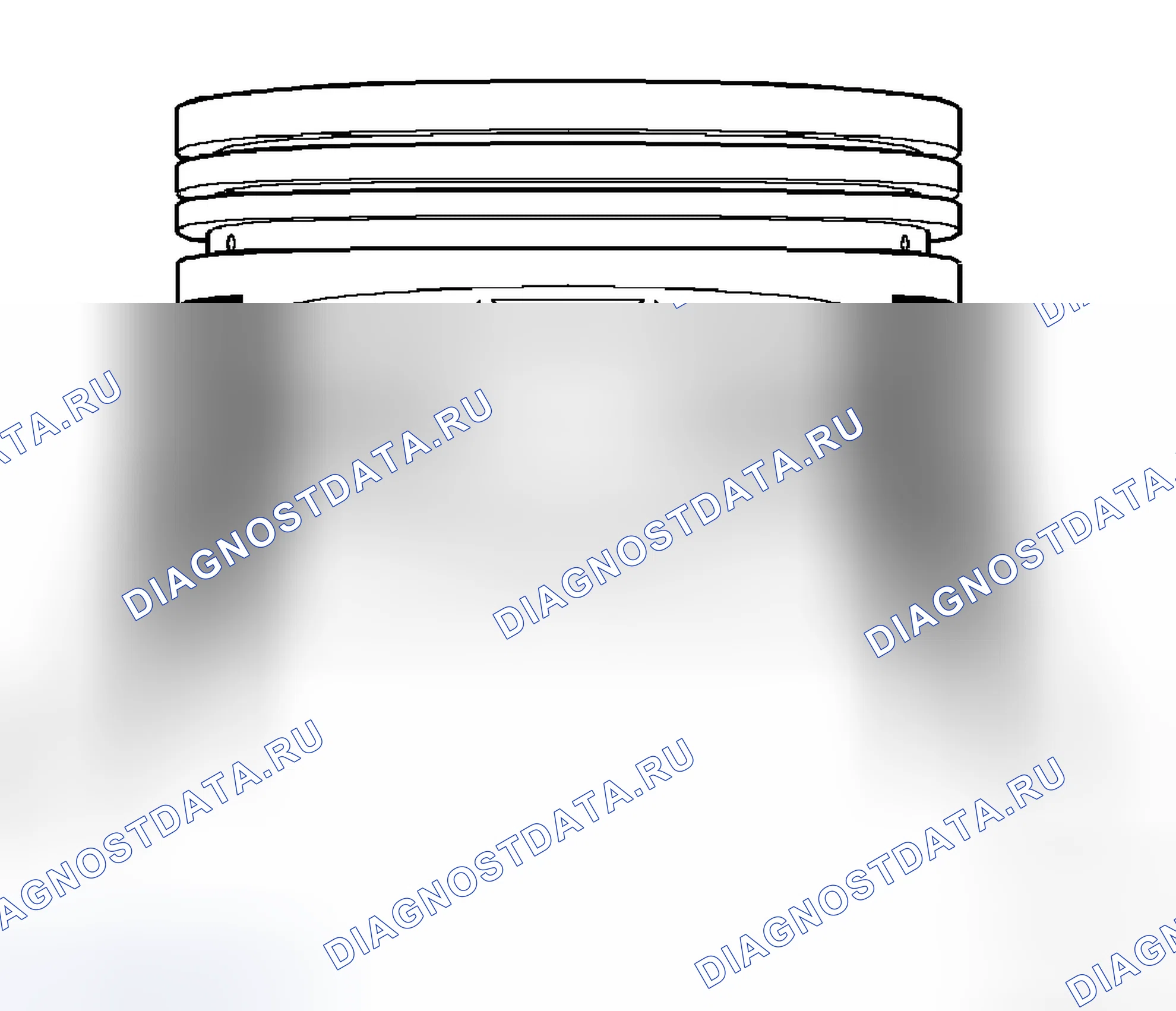
Схема №200
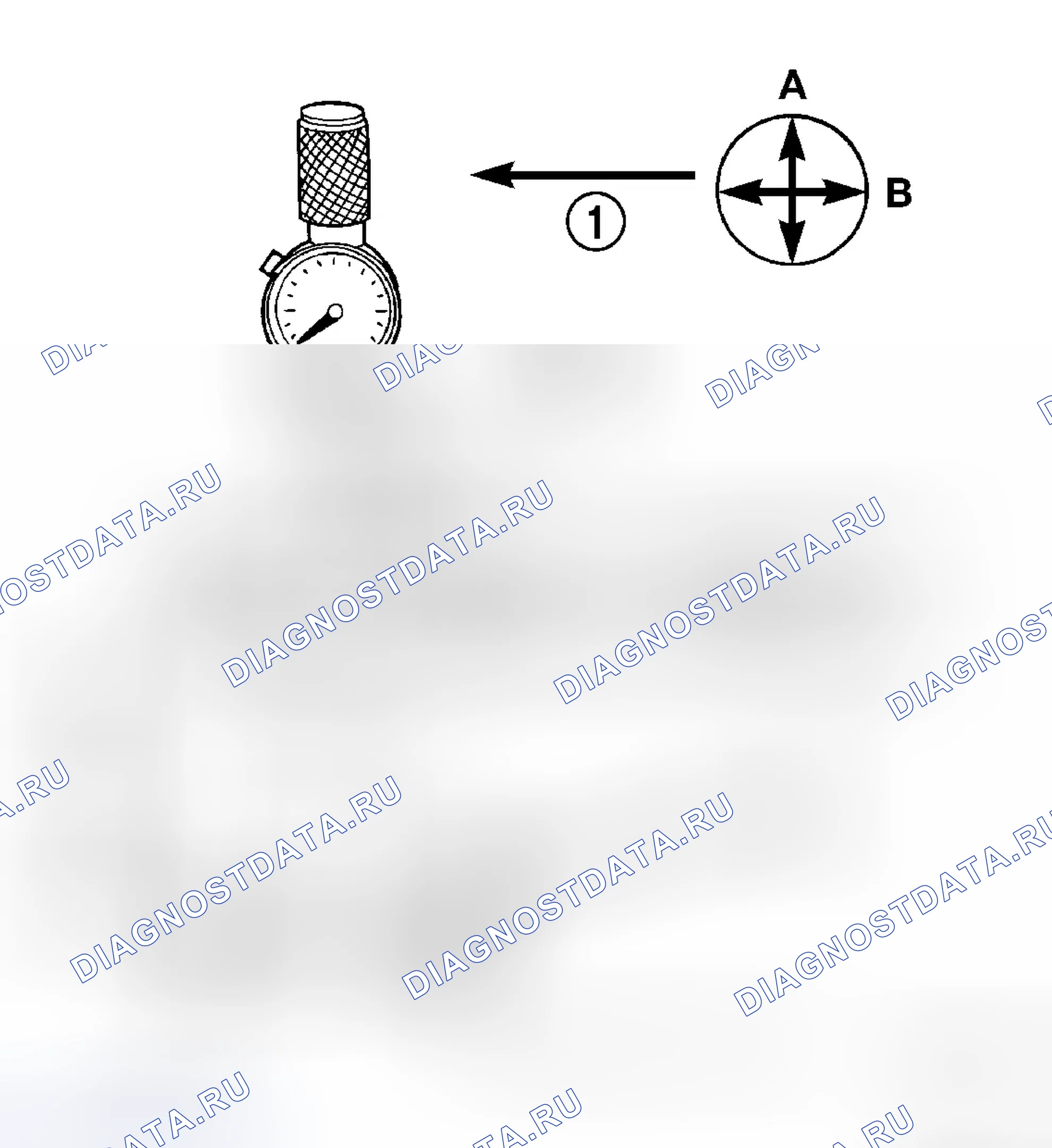
- Для правильного выбора надлежащего размера поршня требуется калибр отверстия цилиндра, способный считывать ПРИРАЩЕНИЯ 0 003 мм (0,0001 дюйма). Если калибр отверстия недоступен, не используйте внутренний микрометр.
- Измерьте внутренний диаметр отверстия цилиндра в точке на 38,0 мм (1,5 дюйма) ниже верхней точки отверстия. Начните перпендикулярно (поперек или под углом 90 градусов) к оси коленчатого вала в точке А, а затем измерьте дополнительное отверстие под углом 90 градусов к этому значению в точке В. (Рис. 133) 1 - MOLY COATED 2 - MOLY COATED 1 - передний 2 - BORER 3 - цилиндр 4-38 MM (1,5 дюйма)
- Поршни с покрытием будут обслуживаться с предварительно собранными поршневым пальцем и шатуном.
- Материал покрытия наносится на поршень после завершения процесса механической обработки поршня. Измерение наружного диаметра покрытого поршня не даст точных результатов. (Таблица 132) Поэтому измерение внутреннего диаметра отверстия цилиндра с помощью циферблата Bore Указатель является ОБЯЗАТЕЛЬНЫМ. Для правильного выбора надлежащего размера поршня требуется калибр отверстия цилиндра, способный считывать с приращениями 0 003 мм (0,0001 дюйма).
- Установка поршня в расточку цилиндра требует несколько большего давления, чем требуется для поршней без покрытия. Связанное покрытие на поршне придаст вид построчной посадки с отверстием цилиндра.
Схема №201
- Отсоедините отрицательный кабель от батареи.
- Снять следующие компоненты: Масляный поддон и прокладку / поддон обдува " (См. ДВИГАТЕЛЬ / СМАЗКА / МАСЛЯНЫЙ ПОДДОН - ДЕМОНТАЖ) ". Крышки головки цилиндров " (См. ДВИГАТЕЛЬ / ГОЛОВКА ЦИЛИНДРОВ / КРЫШКА ГОЛОВКИ ЦИЛИНДРОВ (S) - ДЕМОНТАЖ) ". Крышка цепи ГРМ " (См. ДВИГАТЕЛЬ / ФАЗЫ ГАЗОРАСПРЕДЕЛЕНИЯ / РЕМЕНЬ ГРМ / КРЫШКА ЦЕПИ (S) - ДЕМОНТАЖ) ". Головка цилиндров (S - ДЕМОНТАЖ - См. (ref-247617-S38449848792007020100000)(ref-247617-S29450297422007020100000)(ref-247617-S42294480202007020100000)(ref-247617-S01865999292007020100000)
- При необходимости удалите верхний гребень отверстий цилиндров с помощью надежного гребневого расширителя перед удалением поршней из блока цилиндров. Обязательно держите вершины поршней закрытыми во время этой операции. Поршни и шатуны должны быть удалены из верхней части блока цилиндров. При удалении поршней и шатунов в сборе с двигателем вращайте коленчатый вал так, чтобы каждый шатун был центрирован в отверстии цилиндра. ВНИМАНИЕ: НЕ используйте номерной штамп или пуансон для маркировки шатунов или крышек, так как повреждение шатунов может произойти ПРИМЕЧАНИЕ: шатуны и крышки не должны быть взаимозаменяемыми.
- Отметьте положения шатуна и крышки подшипника с помощью постоянного чернильного маркера или разметочного инструмента. (Примечание 134) ВНИМАНИЕ: Необходимо соблюдать осторожность, чтобы не повредить изломанные поверхности стыка штока и крышки, так как может произойти повреждение двигателя.
- Снимите крышку шатуна. Установите специальный инструмент 8507 Шатунные направляющие в демонтируемый шатун. Извлеките поршень из отверстия цилиндра. Повторите эту процедуру для каждого демонтируемого поршня. ВНИМАНИЕ: Необходимо соблюдать осторожность, чтобы не забить шейки коленчатого вала, так как может произойти повреждение двигателя
- Сразу после снятия поршня и шатуна установите на ответный шатун крышку подшипника во избежание повреждения поверхностей изломов крышки и штока.
- Осторожно снимите поршневые кольца с поршня (поршней), начиная от верхнего кольца вниз.
Конструктивная пылезащитная крышка изготовлена из литого алюминия и соединяет нижнюю половину картера коробки передач с опорной плитой двигателя.
Операция
Конструктивное покрытие обеспечивает дополнительную жесткость силового агрегата и снижает шум и вибрацию.
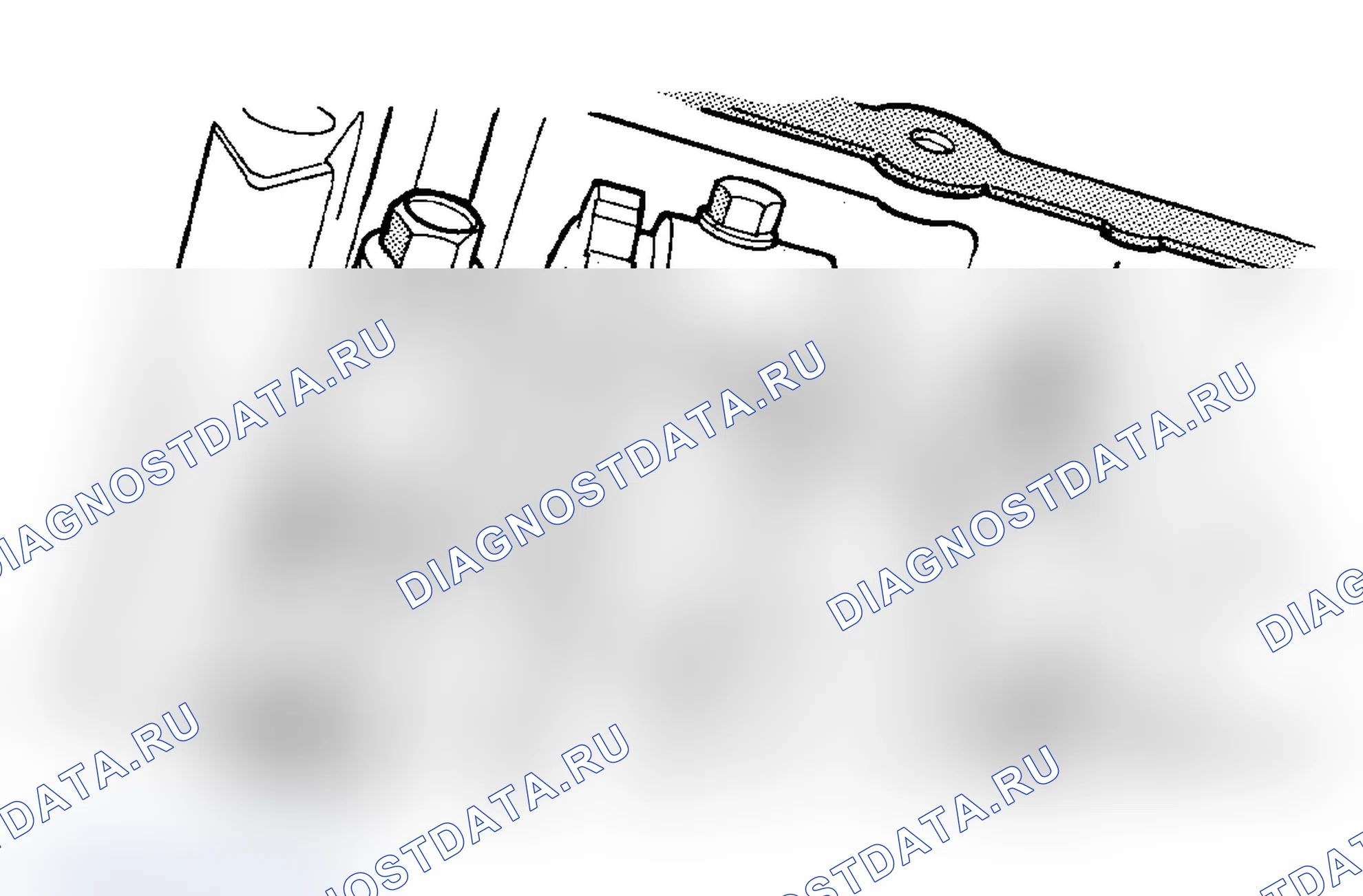
Схема №202
| 1 - БОЛТ |
|---|
| 2 - БОЛТ |
| 3 - БОЛТ |
- Поднять автомобиль на тали.
- Снимите левую выхлопную трубу с выпускного коллектора.
- Ослабьте болты крепления правого выпускного коллектора к выхлопной трубе.
- Снимите восемь болтов (1, 2, 3), удерживающих конструкционную крышку, в последовательности, показанной на иллюстрации.
- Откинуть выхлопную трубу вниз и снять конструктивную крышку.
Система смазки - полнопоточного фильтрационного напорного типа подачи.
Схема №203
| 1 - ЛЕВАЯ МАСЛЯНАЯ ГАЛЕРЕЯ ГОЛОВКИ ЦИЛИНДРА |
|---|
| 2 - РАСПОЛОЖЕНИЕ ДАТЧИКА ДАВЛЕНИЯ МАСЛА |
| 3 - В ЛЕВУЮ ГОЛОВКУ ЦИЛИНДРА |
| 4 - ПОДВОД МАСЛА К ПРОМЕЖУТОЧНОМУ ВАЛУ |
| 5 - ВЫХОД МАСЛЯНОГО НАСОСА В БЛОК |
| 6 - МАСЛЯНЫЙ НАСОС |
| 7 - К КОРЕННЫМ ШЕЙКАМ КОЛЕНЧАТОГО ВАЛА |
| 8 - ГАЛЕРЕЯ МАСЛА ПРАВОЙ ГОЛОВКИ ЦИЛИНДРОВ |
| 9 - ПРАВАЯ ГОЛОВКА ЦИЛИНДРА |
| 10 - ГЛАВНАЯ ГАЛЕРЕЯ БЛОКА ЦИЛИНДРОВ |
| 11 - ПОДАЧА МАСЛА К ОБОИМ ВСПОМОГАТЕЛЬНЫМ НАТЯЖНЫМ УСТРОЙСТВАМ |
Масло из масляного поддона перекачивается масляным насосом героторного типа, непосредственно установленным на носик коленчатого вала. Давление масла регулируется предохранительным клапаном, установленным внутри корпуса масляного насоса.
Лепестки впускного клапана распределительного вала и коромысла смазываются через небольшое отверстие в коромысле; масло течет через регулировщик зазора затем через коромысло и на лепесток распределительного вала. В результате ориентации коромысла лепестки впускного вала не смазываются так же, как лепестки выпускного вала. Лепестки впускного вала смазываются через внутренние каналы в кулачковом валу. Масло течет через отверстие в цилиндре кулачкового вала, затем через коромысло и на лепесток распределительного вала.
| FROM | TO |
|---|---|
| Трубка для забора масла | Масляный насос |
| Масляный насос | Масляный фильтр |
| Масляный фильтр | Блок Главная масляная галерея |
| Блок Главная масляная галерея | 1. Коренная шейка коленчатого вала |
| 2. Левая головка цилиндров * | |
| 3. Правая головка цилиндров * | |
| Коренные шейки коленчатого вала | Шатунные шейки коленчатого вала |
| Коренная шейка коленчатого вала номер один | 1. Передний синхронизирующий цепной холостой вал |
| 2. Оба вторичных цепи натяжители | |
| Левая головка цилиндров | См. таблицу 2 |
| Правая головка цилиндров | См. таблицу 2 |
| * Прокладки головки цилиндров имеют ограничитель масла для управления потоком масла к головкам цилиндров. | |
БЛОК-СХЕМА СМАЗКИ ДВИГАТЕЛЯ: ТАБЛИЦА 1
| FROM | TO |
|---|---|
| Масляное отверстие головки цилиндра (в отверстии под болт) | Диагональное поперечное сверление до главной нефтяной галереи |
| Главная масляная галерея (просверленная насквозь головка сзади вперед) | 1. Основание башен распределительного вала |
| 2. Башни Настройщика Поводков | |
| Основание башен распределительного вала | Вертикальное сверление через башню к подшипникам распределительного вала * * |
| Вышки для настройки ресниц | Диагональные сверления в карманах гидравлических устройств регулировки зазоров |
| * * Шейка подшипника распределительного вала номер три подает масло в полые трубки распределительного вала. Масло направляется к впускным лепесткам, в которых просверлены масляные каналы для смазки коромысел. | |
СХЕМА СМАЗКИ ДВИГАТЕЛЯ - ГОЛОВКИ ЦИЛИНДРОВ: ТАБЛИЦА 2
Схема №204
| 1 - РЕМЕНЬ |
|---|
| 2 - ДАТЧИК ДАВЛЕНИЯ МАСЛА |
| 3 - МАСЛЯНЫЙ ФИЛЬТР |
| 4 - ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ |
- Снять узел нагнетания масла и установить манометр в сборе C-3292. (Выпуск 152)
- Прогонять двигатель до тех пор, пока не откроется термостат.
- Давление масла: бордюр холостого хода-25 к Па (4 фунт / кв. дюйм) минимум 3000 обороты в минуту-170-550 к Па (25-80 фунт / кв. дюйм)
- Если на холостом ходу давление масла равно 0, выключите двигатель. Проверьте засорение маслосъемного сита или заедание предохранительного клапана.
Трехпроводной электрический / механический датчик давления масла в двигателе (блок отправки) расположен в галерее давления масла в двигателе.
Датчик давления масла использует два контура. Они
- Сигнал в МУП о давлении масла в двигателе
- Масса датчика через возврат датчика блок управления силовым агрегатом (PCM) (блок управления силовым агрегатом)
Датчик давления масла возвращает сигнал напряжения обратно в блок управления силовым агрегатом (PCM) (блок управления силовым агрегатом), относящийся к давлению масла в двигателе. Затем этот сигнал передается (через шину) на приборную панель в цепи шины CCD для управления манометром давления масла и лампой контрольных датчиков. Масса для датчика обеспечивается блок управления силовым агрегатом через возврат малошумящего датчика.
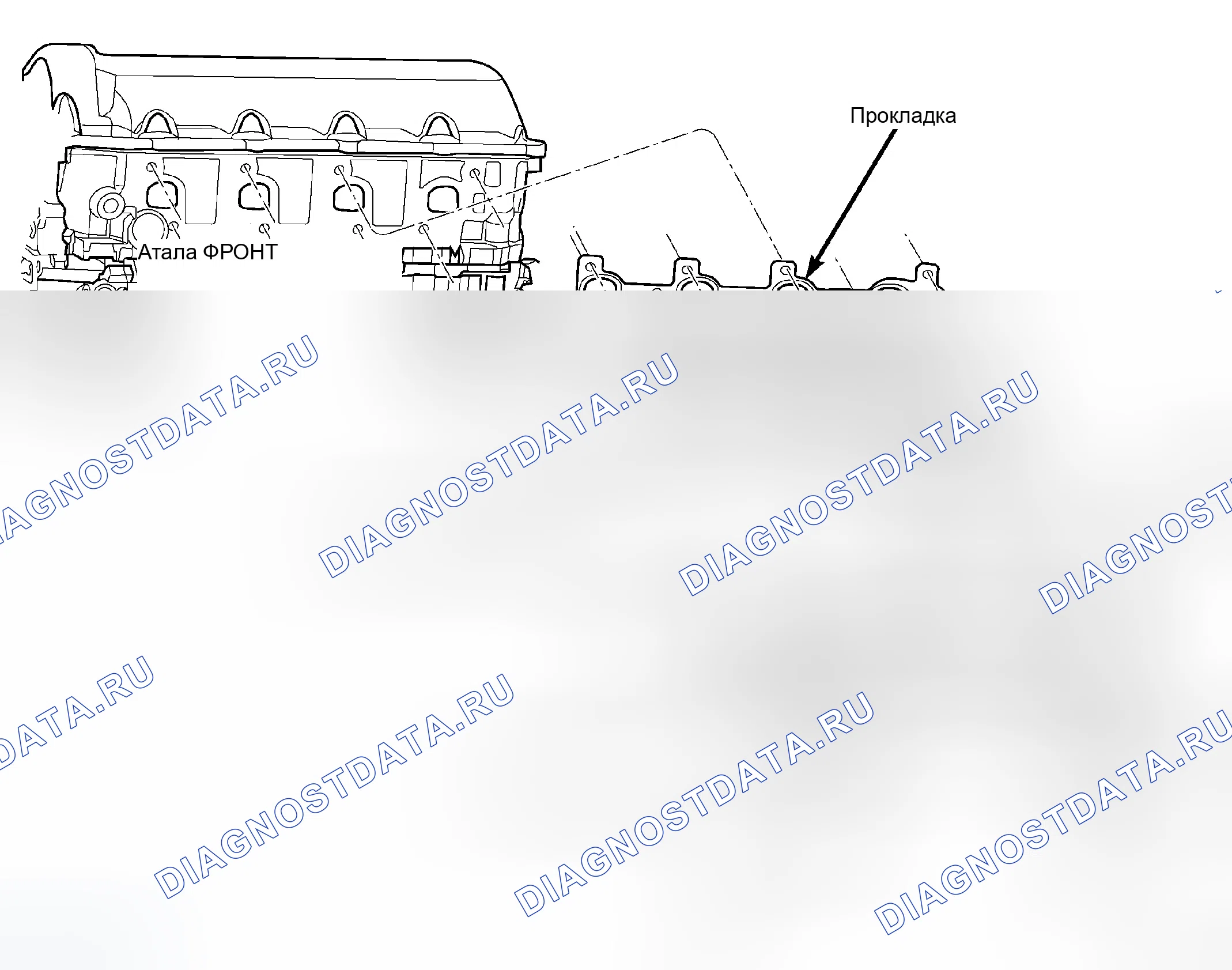
Впускной коллектор изготовлен из композитного материала и имеет длинные бегунки, которые максимизируют низкий крутящий момент. Во впускном коллекторе используется одноплоскостное уплотнение, которое состоит из восьми отдельных прокладок на месте для предотвращения утечек. Восемь шпилек и два болта используются для крепления впуска к головке.
Выпускные коллекторы имеют тип log с запатентованной конструкцией, улучшающей поток, чтобы максимизировать производительность. Выпускные коллекторы изготовлены из чугуна с высоким содержанием кремния и молибдена. Перфорированный сердечник графитовой прокладки выпускного коллектора используется для улучшения уплотнения с головкой цилиндра. Выпускные коллекторы покрыты трехслойным ламинированным теплозащитным экраном для тепловой защиты и снижения шума. Тепловые экраны крепятся с помощью крутящего момента преобладающей гайки, которая слегка отступает, чтобы обеспечить тепловое расширение выпускного коллектора.
Схема №205
- Отсоедините отрицательный кабель для батареи.
- Снимите воздухоочиститель в сборе, резонатор в сборе и шланг для впуска воздуха.
- Снимите ремень привода вспомогательных агрегатов " (См. ОХЛАЖДЕНИЕ / ПРИВОД ВСПОМОГАТЕЛЬНЫХ АГРЕГАТОВ / РЕМНИ ПРИВОДА - ДЕМОНТАЖ) ". (ref-247624-S17004004882007020100000)
- Демонтировать компрессор кондиционера " (См. ОТОПЛЕНИЕ И КОНДИЦИОНИРОВАНИЕ / САНТЕХНИКА / КОМПРЕССОР КОНДИЦИОНЕРА - ДЕМОНТАЖ) ". (ref-247627-S37636794062007020100000)
- Снимите крепеж кронштейна опоры аккумулятора кондиционер.
- Слейте хладагент ниже уровня шланга нагревателя " (См. ОХЛАЖДЕНИЕ - СТАНДАРТНАЯ ПРОЦЕДУРА) ". (ref-247624-S05505992522007020100000)
- Снимите шланги отопителя на двигателе.
- Снимите крепежные детали, крепящие теплозащитный экран выпускного коллектора.
- Снимите теплозащитный экран.
- Снимите верхний выпускной коллектор, крепящий крепежные детали.
- Поднять автомобиль на тали.
- Отсоедините выхлопную трубу от коллектора.
- Снимите детали крепления стартера, отведите стартер в сторону.
- Снять нижний выпускной коллектор, крепящий крепежные детали. ДЕТАЛЬ ОПИСАНИЕ КРУТЯЩИЙ МОМЕНТ ДЕТАЛЬ ОПИСАНИЕ КРУТЯЩИЙ МОМЕНТ 1 Шпилька (Кол-во 2) 25 Н.м (18 фут фунт.) 4 Гайка (Кол-во 2) 8 Н.м (72 дюйм.), затем ослабить 45 градусов 2 Болт (Кол-во 4) 5 Гайка (Кол-во 2) 3 Шпилька (Кол-во 2)
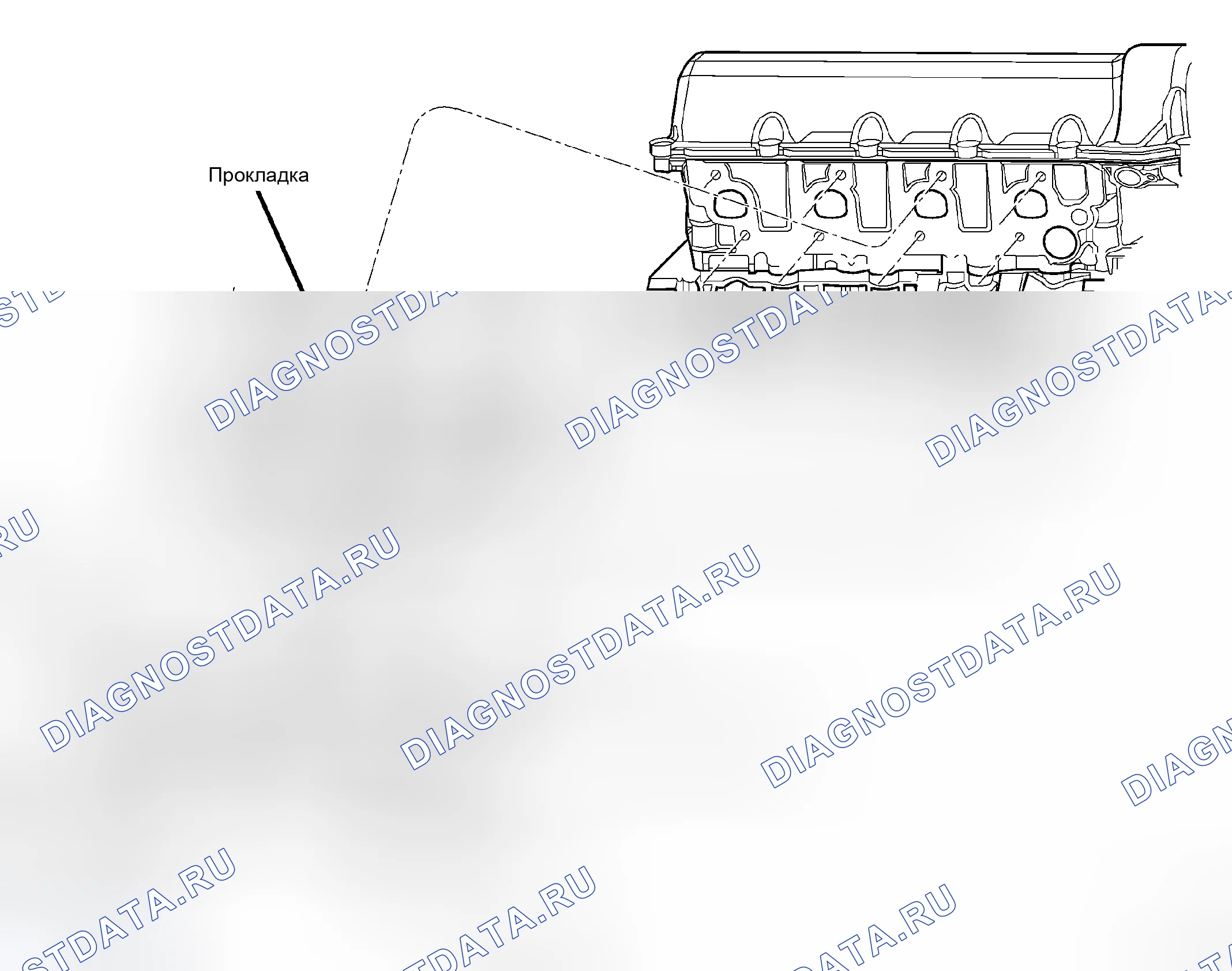
- Демонтируйте выпускной коллектор и прокладку. (Рисунок 173) Снизу моторного отсека демонтирован коллектор.
Схема №206
- Отсоедините отрицательный кабель для батареи.
- Подъемное транспортное средство.
- Отсоедините выхлопную трубу на коллекторе.
- Снижение транспортного средства.
- Снимите два передних крепежных элемента теплозащитного экрана выхлопных газов. Поднимите транспортное средство и снимите крепежные элементы сзади теплозащитного экрана. ОПИСАНИЕ ИЗДЕЛИЯ КРУТЯЩИЙ МОМЕНТ ОПИСАНИЕ ИЗДЕЛИЯ КРУТЯЩИЙ МОМЕНТ 1 Шпилька (Кол-во 2) 25 Н.м (18 фут. Фунт.) 4 Гайка (Кол-во 2) 8 Н.м (72 дюйм. Фунт.), затем ослабьте 45 градусов 2 Болт (Кол-во 4) 5 Гайка (Кол. 2) 3 Шпилька (Кол.
- Демонтировать тепловой экран. (Рисунок 174)
- Опустите автомобиль и снимите стопорные болты верхнего выпускного коллектора. (Выпуск 174)
- Поднять автомобиль и снять стопорные болты нижнего выпускного коллектора. (Рис. 174)
- Снимите выпускной коллектор и прокладку. (Рисунок 174) Коллектор снят снизу моторного отсека.
Эксплуатация - система привода синхронизации
Зубчатый вал первичного привода представляет собой зубчатый вал с одним обратным зацеплением. Первичная цепь приводит в движение промежуточную шестерню холостого шкива на 50 зубьев непосредственно от звездочки коленчатого вала на 25 зубьев. Первичное движение цепи контролируется с помощью поворотного пластинчатого пружинного натяжного рычага и неподвижной направляющей. Рычаг и направляющая используют поверхности износа из нейлоновой пластмассы для низкого трения и длительного износа. Первичная цепь получает смазку от разбрызгивания масла от вторичного цепного привода и утечки масляного насоса. Промежуточная звездочка в сборе соединяет первичный и вторичный зубчатый зуб.
Имеется две вспомогательные приводные цепи, обе из которых имеют перевернутый зуб, одна из которых используется для привода распределительного вала в каждой головке цилиндра SOHC. Во вторичной системе привода цепи также нет изменений скорости вала. Каждая вспомогательная цепь приводит в действие тридцатизубую звездочку кулачка непосредственно от тридцатизубой шестерни натяжного шкива в сборе. Фиксированная направляющая цепи и натяжное устройство с демпфированием гидравлического масла используются для поддержания натяжения в каждой вспомогательной системе цепи. Гидравлические натяжные устройства для вспомогательных систем цепи также снабжаются маслом под давлением.
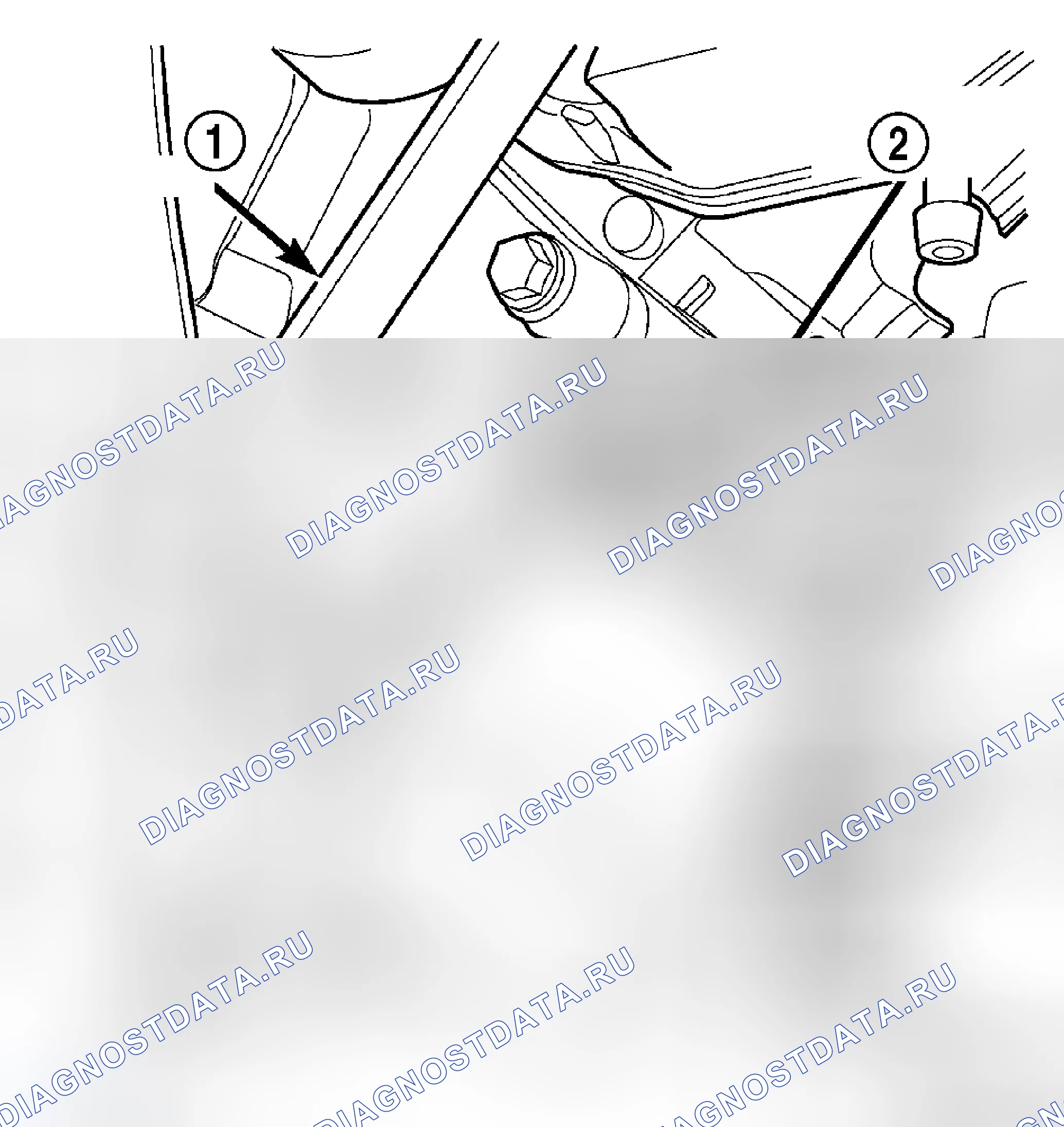
Схема №207
| 1 - РЫЧАГ ВТОРИЧНОГО НАТЯЖНОГО УСТРОЙСТВА |
|---|
| 2 - ПОРШЕНЬ ВТОРИЧНОГО НАТЯЖИТЕЛЯ ЦЕПИ |
ПримечаниеЭта процедура должна выполняться при снятой крышке цепи ГРМ.
- Снимите крышку цепи газораспределения. " (См. ДВИГАТЕЛЬ / ГАЗОРАСПРЕДЕЛЕНИЕ / РЕМЕНЬ ГАЗОРАСПРЕДЕЛЕНИЯ / КРЫШКА (Ы) ЦЕПИ - СНЯТИЕ) ". (ref-247617-S42294480202007020100000)
- Чтобы определить, не изношены ли цепи вторичных ГРМ, поверните двигатель по часовой стрелке до достижения максимального удлинения поршня натяжного устройства (2). Измерьте расстояние между корпусом натяжного устройства цепи вторичных ГРМ и уступом на поршне. Измерение в точке (А) должно быть менее 15 мм (0,5906 дюйма).
- Если результаты измерений превышают указанные в спецификации, цепи вторичных ГРМ изношены и требуют замены. " (См. ДВИГАТЕЛЬ / ГРМ КЛАПАНОВ / РЕМЕНЬ ГРМ / ЦЕПЬ И ЗВЕЗДОЧКИ - СНЯТИЕ) ". (ref-247617-S40471753452007020100000)
ПримечаниеЕсли вторичные цепи подлежат замене, первичная цепь также должна быть заменена.