# Кузов и рама
# Кузов - ремонт - COOPER&COOPER S (R56)
Информация по безопасности для работы на транспортных средствах с автоматической системой запуска-остановки двигателя (MSA)
| ПРЕДУПРЕЖДЕНИЕ: | Если контакт капот/капот двигателя потянуть вверх (режим мастерской), выводится информация «выключатель закрыт». Активна функция автоматического запуска-остановки двигателя. Может последовать автоматический запуск двигателя. |
|---|
Соблюдайте меры безопасности при работе на автомобилях MSA.
Перед проведением практических работ на двигателе всегда следите за тем, чтобы функция MSA была отключена, чтобы предотвратить автоматический запуск двигателя во время проведения работ в моторном отсеке.
Функция MSA деактивируется:
Схема №1

- Отключить MSA кнопкой (1) в пассажирском салоне
- Открытая пряжка ремня безопасности и дверь водителя
- Открыть капот/капот двигателя и убедиться в том, что контакт капота/капота двигателя не находится в режиме мастерской Режим мастерской A = 10 мм Базовая установка (капот/капот двигателя открыт) B = 7 мм
Чтобы убедиться в том, что контакт капота/капота двигателя находится в базовой настройке, при необходимости нажмите на контакт капота/капота до упора перед началом работы и медленно отпустите.
Схема №2

При работе со средствами диагностики:
- Следуйте инструкциям средства диагностики
1.0 Рекомендуемые инструменты и оборудование
- Ключи клепальные глухие
- Удлинение головки заклепки
Справочник по снабжению через портал BMW Aftersales Assistance Portal (ASAP) - Сервис/Технологии - Оборудование для СТО.
Как установить глухие заклёпки
- Размер заклепок см. в инструкции по ремонту.
- Расположите отверстия под глухие заклепки, как указано в инструкции по ремонту. При необходимости перенесите положения заклепок на новый компонент.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра заклепки. Пример диаметром 4,2 мм для заклепки 4 мм и диаметром 6,7 мм. для заклепки 6,5 мм).
- Отверстия для удаления заусенцев.
- НАНЕСТИ КЛЕЙ.
- Вставить глухую заклепку. При необходимости удалите появившийся клей. Инструмент глухой заклепки расположите вертикально. Используйте удлинение головки заклепки, если доступность плохая.
- Заклепка глухая заклепка с инструментом глухая заклепка. Тем временем очистите головку заклепки, если она загрязнена клеем. Риск повреждения головки заклепки проникающим клеем.
- Заглушить глухие заклепки ГЕРМЕТИКОМ Д1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Металлизация на окрашенных поверхностях
| ВАЖНО: | Настоящие инструкции по ремонту распространяются только на компоненты наружной обшивки, а не на конструктивные элементы. К ним относятся наружная обшивка крыши, хвостовая панель, задние боковые панели и компоненты пола багажного отделения. Следуйте инструкциям по ремонту конкретного автомобиля. Используйте только описанные там процедуры ремонта. Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
Обзор тем
- Оборудование
- Срок годности расходных материалов
- Подготовка поверхности
- Связующее покрытие
- Время затвердевания
- Последующая обработка
- Утилизация клея
1.0 Оборудование
- ЧИСТЯЩЕЕ СРЕДСТВО R1
- Клей, как указано в инструкции по ремонту
- ПИРОПАТРОН
2.0 Срок годности расходных материалов
- Клеевой картридж маркируется датой.
- Не используйте клей после этой даты.
3.1 Подготовка поверхности на транспортном средстве (статус серии)
- Установите ровную поверхность сцепления (например, шлифование). Не снимайте грунтовку серии целиком.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- При необходимости предварительно зачистите склеиваемые поверхности с помощью полостного съемника уплотнительного воска. Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
3.2 Подготовка поверхности на транспортном средстве (замена связанного компонента)
- Полностью удалите остатки клея с автомобиля. При необходимости удалите все старые усиливающие пластины (например, задняя боковая панель).
- Не допускайте заливки в области склеиваемых поверхностей! Клей недостаточно сцепляется с грунтовкой. Если после правки необходима грунтовка, покройте поверхности склеивания.
- При необходимости предварительно зачистите склеиваемые поверхности с помощью полостного съемника уплотнительного воска. Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут. Поверхности металлизации должны быть полностью сухими.
3.3 Подготовка поверхности на новой детали
- Грунтовку не снимать.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
4.0 Нанесение клея
- Температура обработки клеевого картриджа 18 ° С - 30 ° С.
- Температура объекта, автомобиля и новых деталей, мин. 15 ° С.
- Не используйте пневматические патронные пистолеты.
- Вставьте клеевой картридж в патронный пистолет, снимите колпачок и дайте обоим клеевым компонентам всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку.
- Дайте появиться приблизительно 10 см смешанного клея, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
- После нанесения клея проверьте, не появился ли клеящий компонент на задней стороне картриджа. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
- Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 30 минут материал не проходил через смеситель.
- Соедините компоненты и закрепите на месте.
- Удалите излишки клея.
5.0 Время затвердевания
- Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
- Прочность транспортного средства для вождения достигается через 48 часов при температуре объекта не менее 15 ° C (соответствует комнатной температуре около 18 ° C). или 1 час в распылительной камере (температура распылительной камеры 80 ° C/температура объекта 60 ° C).
- При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей.
- Немедленно удалите загрязнения, вызванные остатками клея. Отвердевший клей можно удалить только механическим способом.
6.0 Последующая обработка
- Области повторной герметизации, которые герметично закрыты в качестве стандарта.
7.0 Утилизация клея
- Отвержденный клей утилизируется как обычные отходы.
- Пустые кассеты с клеем утилизируются как обычные отходы.
- Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Соединение стальных деталей
| ВАЖНО: | Соблюдайте меры предосторожности! |
|---|
Обзор тем:
- Оборудование
- Срок годности клея
- Шлифование и очистка
- Клеящее покрытие
- Время затвердевания
- После обработки поверхностей металлизации
- Утилизация клея
- 1.0 Оборудование Шлифовальная шкурка Чистящее средство: Изопропанол, ацетон или спирт Клеевой картридж (ссылка на источник через графическое табло BMW Parts обслуживание Алюминий и сталь/склеивание и сварка) Клеевой пистолет (стандартный патронный пистолет) Шпатель для нанесения клея
- 2.0 Срок годности клея: Клеевой картридж маркируется датой. Не используйте клей после этой даты.
- 3.0 Шлифовка и очистка: Для лучшей адгезии удалите окисную пленку, ржавчину, краску и окалину с клеевых участков проволочной щеткой или наждачной бумагой. Места нанесения клея очистить изопропанолом, ацетоном или спиртом. Дайте очищенным поверхностям высохнуть в течение примерно 5 минут. Клеевые участки должны быть полностью сухими.
- 4.0 Нанесение клея: Температура обработки клеевого картриджа 15 ° С - 25 ° С. Вставьте клеевой картридж в клеевой пистолет, снимите колпачок и дайте обоим клеевым компонентам всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Дайте появиться приблизительно 10 см смешанного клея, а затем нанесите смешанный клей сначала на одну сторону области клея. После нанесения клея проверьте, не появился ли клеящий компонент на задней стороне картриджа. Если да, прервите процедуру сварки. Очистить новый компонент. Используйте новый картридж с клеем. Свяжитесь с национальной горячей линией. Используйте шпатель, чтобы распределить клей по области клея. Толщина слоя ок. 2 мм (в зависимости от клеевого зазора). Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 1 часа через смеситель не проходит материал. Соединять, закреплять и клепать и/или сваривать новые детали в соответствии с инструкциями по ремонту. Излишки клея удалите наждачной бумагой или тряпками.
- 5.0 Время закалки: Время закалки: Либо 48 часов при минимальной температуре 15 ° C (комнатная температура) до эксплуатационной прочности автомобиля. Или 1 час в камере распыления (температура камеры 80 ° C/температура объекта 60 ° C) до эксплуатационной прочности транспортного средства. Не используйте для закалки радиантные нагреватели. Риск разрушения клея при температурах> или = 120 ° С. Не прикладывайте нагрузку к склеиваемым деталям, пока они не затвердеют!
- 6.0 После обработки поверхностей металлизации: Все поверхности металлизации уплотнить герметиком полости.
- 7.0 Утилизация клея: Небольшие количества смешанного и затвердевшего остатка клея могут быть утилизированы как бытовые отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Защита от коррозии
ПримечаниеПосле ремонта работы по защите от коррозии уже начинаются с правильного удаления грунтовки ПВХ, противошумного компаунда и шовных уплотнений.
- 1.0 Удаление уплотнительных материалов: ВАЖНО: Не сжигайте материал ПВХ с помощью газовой горелки или аналогичного устройства или нагревайте до температуры выше 180 ° C. Это приведет к образованию высококоррозионной соляной кислоты и выделению вредных паров. Новая облицовка не образует удовлетворительного сцепления со сгоревшим поливинилхлоридным материалом, что означает, что может образоваться последующая подповерхностная ржавчина. Удалите материал ПВХ вращающейся стальной щеткой или нагрейте ПВХ до максимальной температуры 180 ° C с помощью горячей воздуходувки и соскребайте шпателем.
- 2.0 Антикоррозионная защита деталей из листового металла: Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, должны быть загрунтованы и вновь тщательно загерметизированы после ремонта. Замените поврежденные или удаленные противошумные соединения. ПРИМЕЧАНИЕ: Пистолет-распылитель, необходимый для герметика кузова (заказ № 81 49 0 300 887). Заключительная защита полости - важнейшая часть всех мероприятий по защите от коррозии. Используйте спрей для защиты полости только для небольших выпрямляющих работ, когда рассматриваемые детали легко доступны. Для всех других ремонтных работ используйте пистолет-распылитель HRS с контейнером под давлением. Средство для защиты полости выпускается в различных размерах тары. Используйте соответствующие зонды с трубками для различных областей полости. ВАЖНО: Неправильно выполненная защита полости может, особенно в случае соединений сталь/алюминий, привести к неисчислимой ответственности продукта и риску безопасности. Лучший ремонт ничего не стоит, если последующие мероприятия по защите полости не проводятся добросовестно.
- 2.1 Защита полости стальных деталей: Новые двери и крышки после окрашивания должны быть уплотнены средством для защиты полости. Новые детали из листового металла или полости, сварные швы и складки, образованные новыми деталями из листового металла, должны быть уплотнены средством защиты полости после окрашивания. Затронутые полости должны быть загерметизированы средством защиты полости после всех рихтовочных работ.
- 2.2 Защита полости алюминиевых деталей: Новые двери, крышки и боковые панели из алюминия не герметизируются средством для защиты полости. После всех рихтовочных работ на алюминиевых компонентах затронутые полости после окрашивания должны быть заделаны средством защиты полостей. После всех сварочных работ (только E52) на алюминиевых компонентах затронутые полости должны быть загерметизированы средством защиты полости после окрашивания. Полости, швы и складки, образованные из новых деталей из листового металла, после окраски должны быть заделаны средством защиты полости.
41 00... Электромагнитные винты
(ЭМС = электромагнитная совместимость)
Цель
- Электромагнитные винты используются в методе восстановления соединения/клепки для восстановления соединения.
- Они принимают на себя функцию сварных соединений, обеспечивающих переход на землю между отдельными компонентами.
- Пуансон или глухие заклепки, используемые при ремонте, не гарантируют постоянного перехода соединения между отдельными компонентами!
- Электромагнитные винты обеспечивают эксплуатационную надежность и безопасность электрических/электронных компонентов после ремонта!
Процедура, алюминиевая передняя часть
- Каждое разомкнутое сварное соединение должно быть заменено не менее чем на 2 винта ЭМС.
- Расположите 2 винта на фланце, на котором был отделен сварной шов. В случае частичной замены расположите винты в зоне перекрытия компонентов.
- В случае ремонта с частичной заменой необходимо установить такое количество электромагнитных винтов, которое указано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
Процедура, стальной корпус
- Установите такое количество электромагнитных винтов, которое описано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
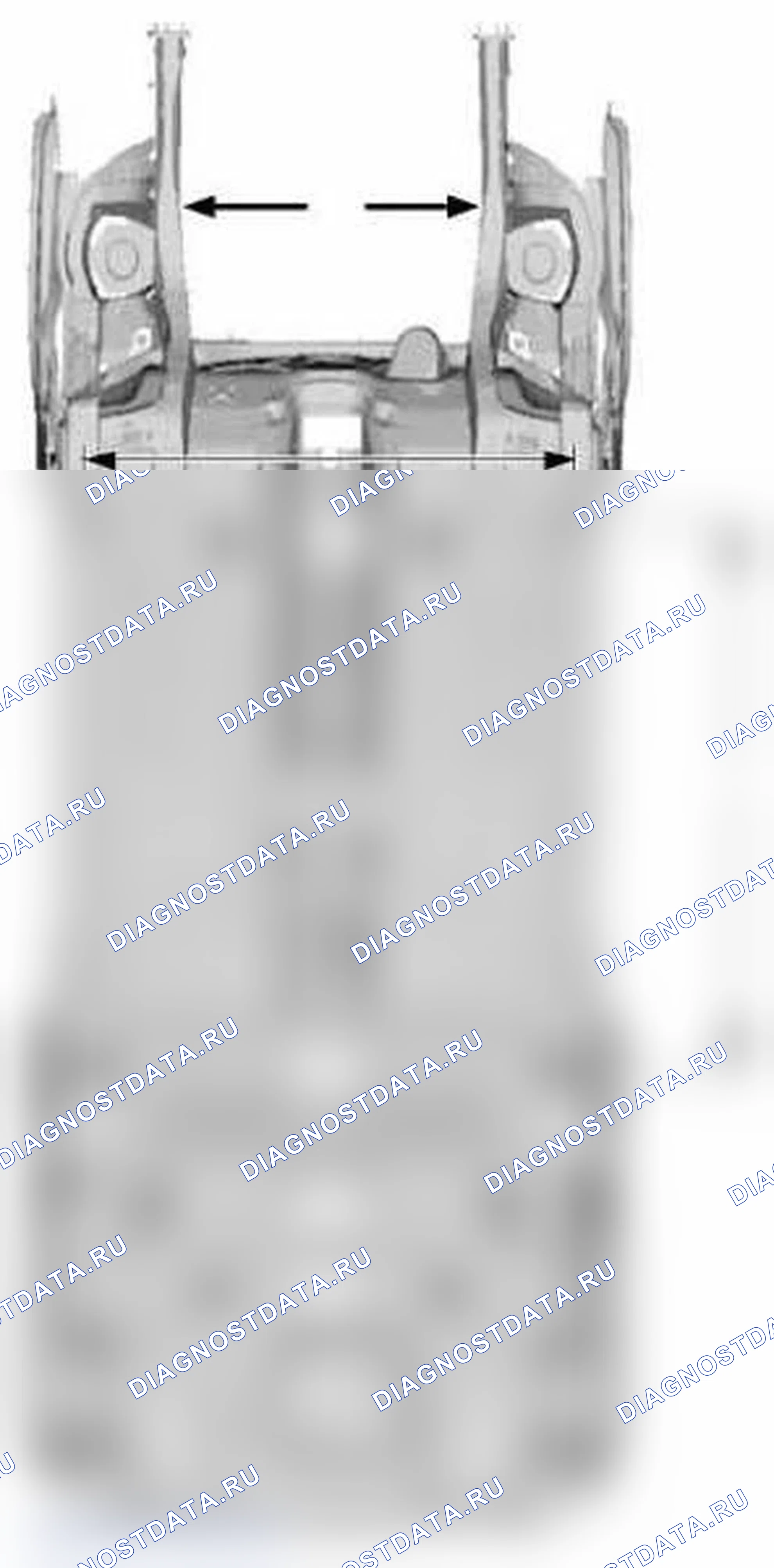
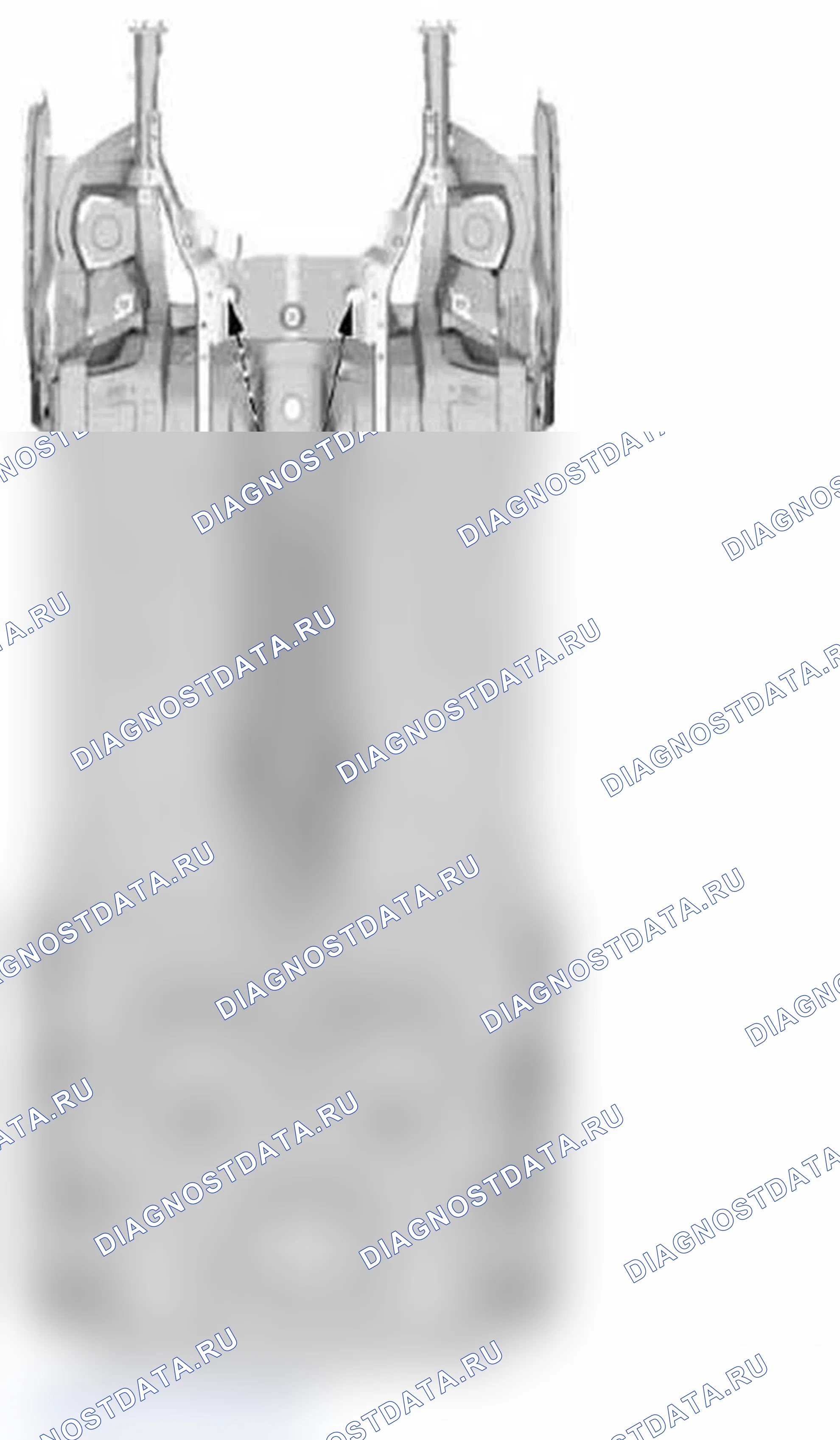
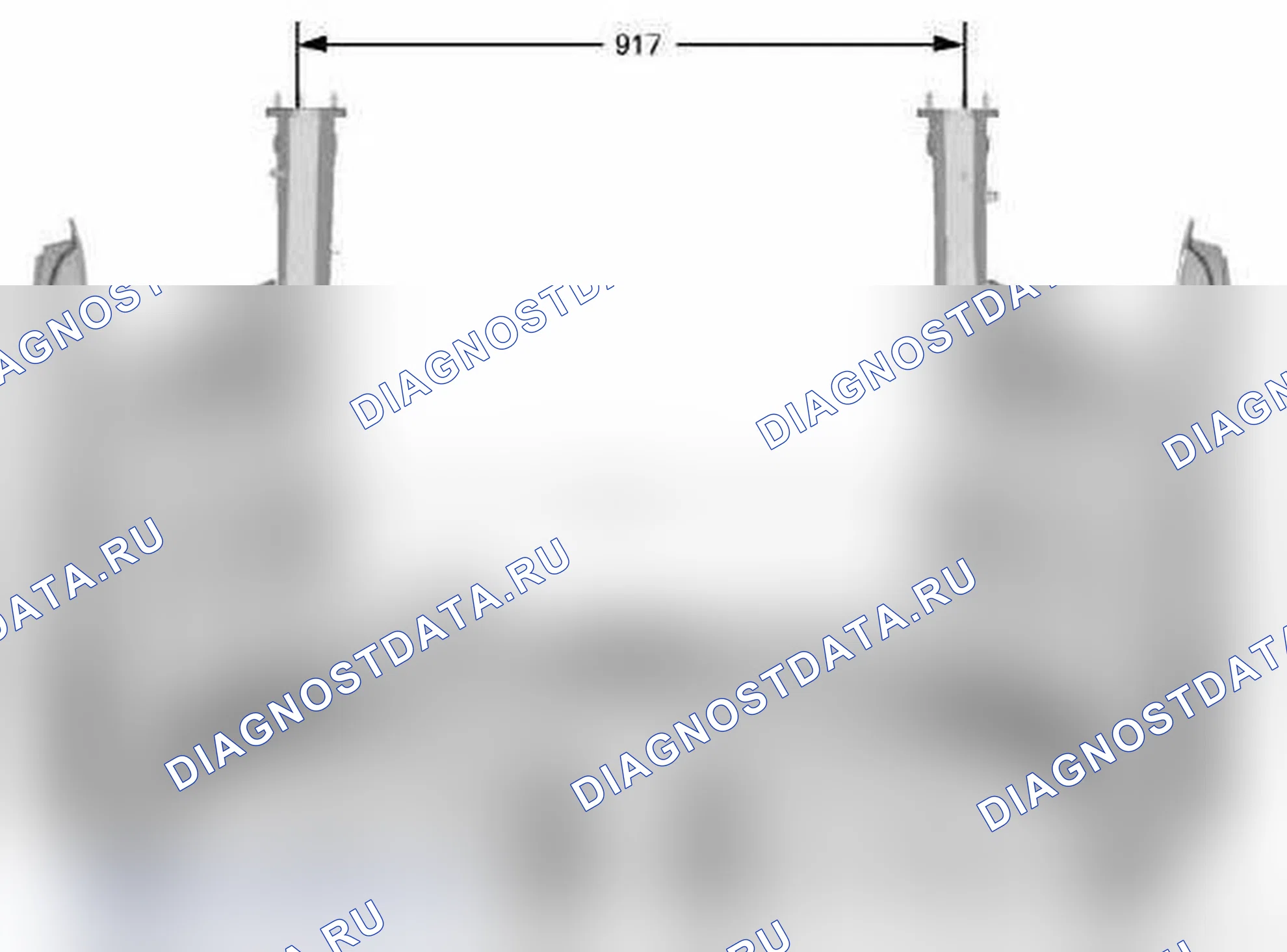
41 00... Размеры управления выравниванием рамы, корпуса
Размеры в мм.
Допуски измерений:
- <или = 1000 мм ± 1,5 мм
- > или = 1000 мм ± 2,5 мм
Показанные контрольные точки служат для проверки кузова и рихтовочного приспособления.
Вид днища кузова 1
Схема №3
Вид снизу 2
Схема №4
Вид сверху, передняя часть
Схема №5
41 00... Размеры зазора, корпуса
ПримечаниеСимметрия зазоров между левой и правой сторонами автомобиля имеет высший приоритет.
Дверные зазоры не должны отклоняться между передним и задним зазором более чем на 1,0 мм.
Регулировка фар и хвостового огня с постоянным круговым зазором (визуально).
Размеры в мм
Схема №6
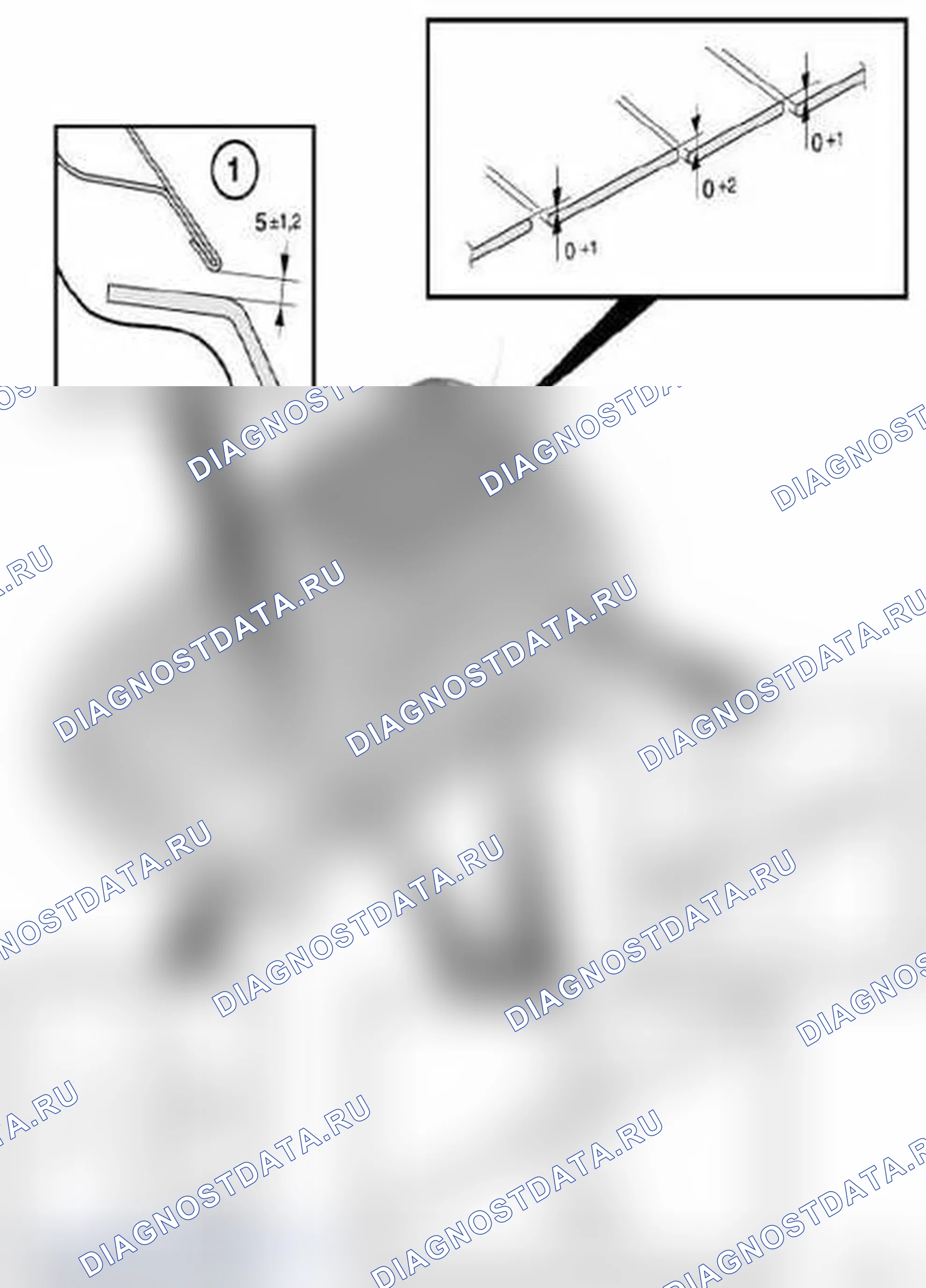 Войти
Войти
Размер (1) 5.0 уменьшен в направлении назад до 3,9
Размер (2) 5.7 увеличен в наружном направлении до 6.1
Схема №7
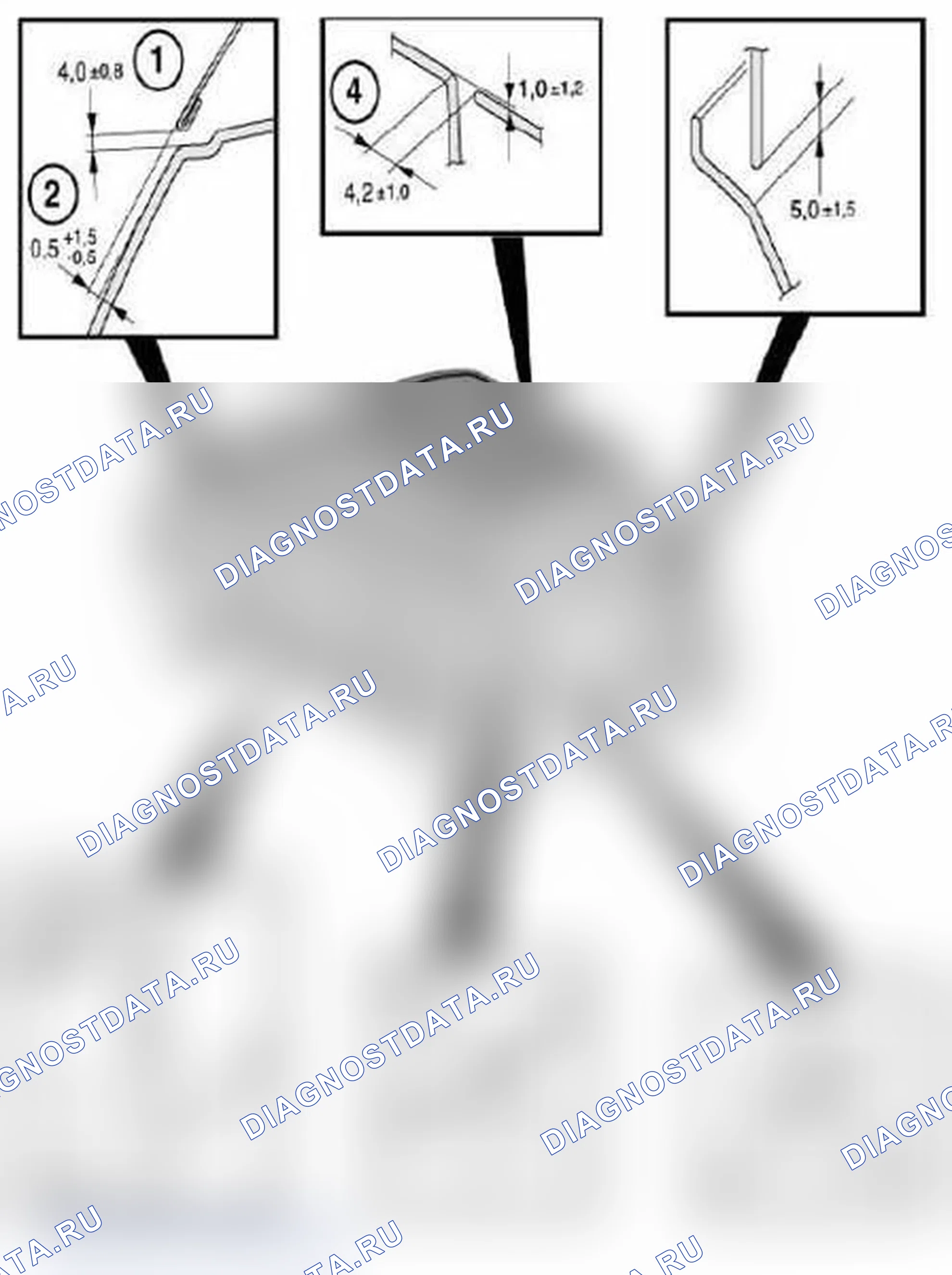
Размер (1) 4.0 уменьшен в направлении движения назад до 3.1
Размер (2) 0,5 уменьшается в направлении движения назад до 0
Размер (3) 2.9 увеличен в направлении назад до 3,4
Размер (4) 4.2 уменьшен в наружном направлении до 4,0
41 00... Общие указания по цементированию
| ВАЖНО: | Соблюдайте меры предосторожности! |
|---|
- Поверхности склеивания должны быть очищены от всех видов грязи и загрязнений. Избегайте оставлять отпечатки пальцев.
- Чистота - золотое правило для всех уз!
- Чистящее средство: Изопропанол, ацетон или спирт
Срок годности клея и грунтовки
- Картридж с клеем и грунтовка маркируются датой.
- Не используйте клей или грунтовку после этой даты.
Нанесение двухкомпонентного клея:
- Вставьте картридж с клеем в пистолет с клеем, снимите колпачок и дайте выйти клею. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку.
- Дайте появиться примерно 1 длине смесителя смешанного клея (не должно быть размазывания цветов). Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Удаление клея:
- Отвержденный клей утилизируется как обычные отходы.
- Пустые клеевые картриджи утилизируются как обычные отходы.
- Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
99 00... Общие указания по лакокрасочному покрытию
Отмеченная область служит контрольным значением для лакокрасочного покрытия. Эта область может отличаться от иллюстрации по техническим причинам окраски.
Учитываются зоны подкраски.
Специальная процедура для матового лакокрасочного покрытия:
Матовое лакокрасочное покрытие нельзя подкрашивать, так как окрашенная поверхность не может быть отполирована.
51 14... Общие указания по маркировке клейкими пленками
В случае ремонта клейкие пленки должны быть частично или полностью заменены. Ниже описана основная процедура для всех зон транспортного средства.
Кроме того, доступны инструкции по ремонту для конкретного автомобиля.
Подготовка
Промыть и высушить автомобиль. Доработка сжатым воздухом по мере необходимости в зоне стыков.
Очистите всю поверхность компонента с помощью стеклоочистителя (номер детали BMW 83 12 0 396 775). Также очистите внутреннюю часть компонента на участках, на которые нанесены клейкие пленки.
Только ремонтные работы проводите чистыми руками!
| ВАЖНО: | Этикетки можно наносить только на недавно окрашенные компоненты после периода ожидания в 2 недели. Закалка краски полностью завершается только по истечении этого времени. |
|---|
Порядок нанесения этикеток
Все клейкие пленки в ремонтном комплекте маркируются цифрами. Перед началом ремонта подготовьте необходимые пластиковые пленки.
Шаблоны, входящие в комплект для ремонта, помогают ориентироваться. Прямая линия, проходящая через различные компоненты, является главным приоритетом.
Оттяните шаблоны позиционирования клейких пленок.
Выбрасывайте шаблоны только после завершения всех ремонтных работ, так как некоторые шаблоны используются несколько раз.
Схема №8
 Войти
Войти
Шаблоны всегда наносятся вдоль светового края (1). Световой край - отражение источника света по радиусу (см. стрелку на иллюстрации).
Грубо выровняйте клейкую пленку с помощью шаблона.
Для больших клеевых пленок оттяните первые 20 см защитной пленки и отогните назад край.
Выровняйте и слегка прижмите клейкую пленку. Используйте для этого только один палец, а не всю руку, чтобы под клейкой пленкой не смогли образоваться воздушные карманы.
Оттяните оставшуюся защитную пленку и прижмите клейкую пленку спереди назад и изнутри наружу.
Если при нанесении клеевой пленки допущены неисправности, ее можно несколько раз стянуть и переставить. Если никаких дополнительных исправлений не требуется, используйте ракель, чтобы плотно прижать клейкую пленку изнутри наружу.
Уложите выступающие концы клейкой пленки вокруг края компонента и плотно прижмите.
Схема №9
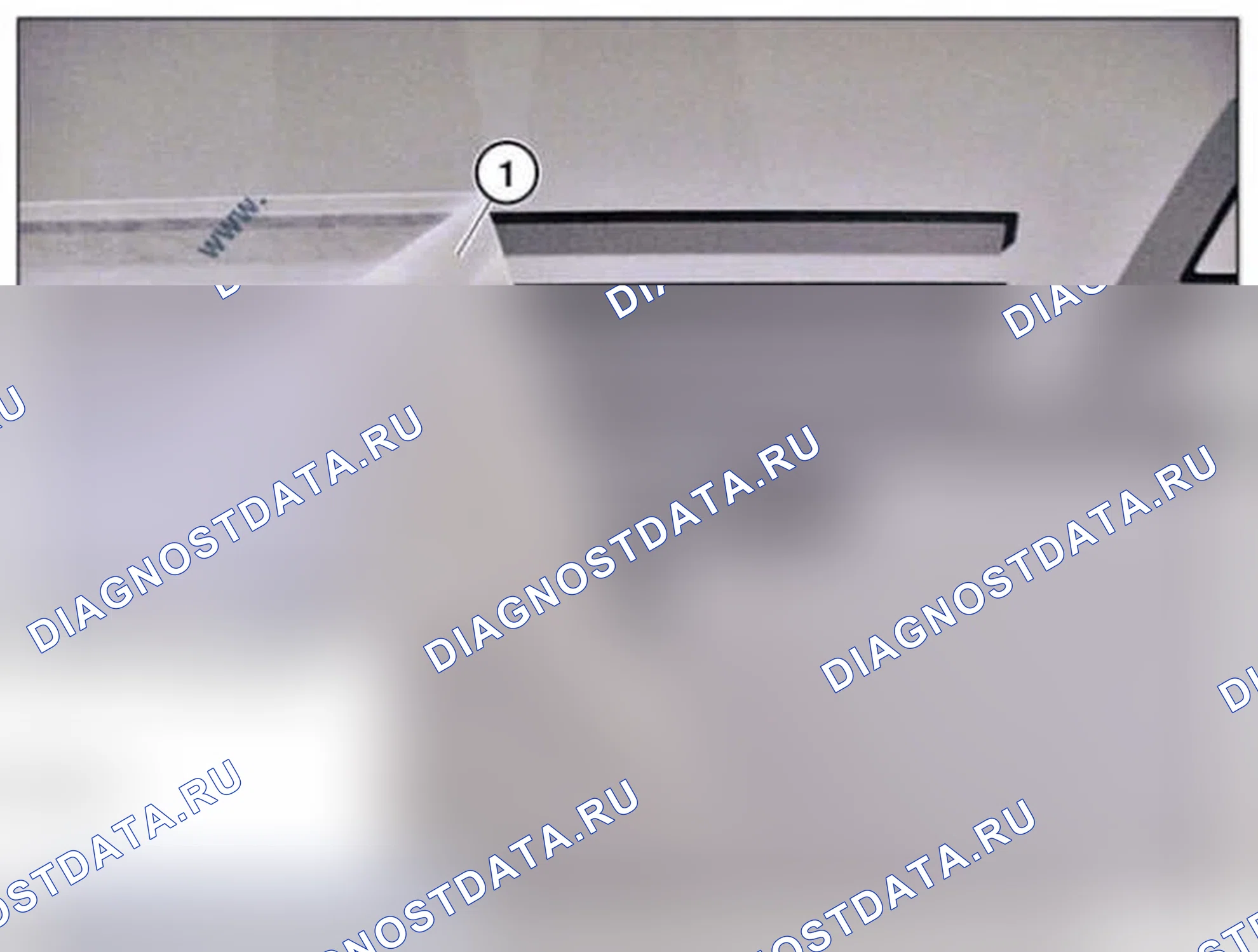
Осторожно оттяните подкладочную пленку (1) под острым углом.
Шлифование внешней оболочки:
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Шлифовальные работы на конструкции (кроме Z8):
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Z 8 Космическая конструкция:
- Для осуществления машинной шлифовки на конструкции необходимо использовать рекомендуемое устройство со средством для удаления шлифовальной пыли.
Рабочая зона должна быть очищена рекомендованной системой взрывозащищенного съемника.
Высокая концентрация пыли, взрывоопасность!
2.0 Шлифование внешней оболочки и структуры
Не используйте абразивные материалы (шлифовальные круги, бумагу и т.д.), содержащие железо (риск коррозии).
Всегда заменяйте абразивы, которые уже использовались для обработки стали (риск коррозии).
Используйте только проволочные щетки из нержавеющей стали (риск коррозии).
Снизить скорость шлифовальных станков. Чрезмерные скорости вызывают эффект размазывания.
Не используйте крупные абразивные зерна (только> или =. 80).
Не зачищайте зазубрины в материале (риск растрескивания).
Не шлифуйте материал тонким слоем.
41 00... Шлифование стальных деталей
- 1.0 Рекомендуемые инструменты и оборудование Инструменты рекомендуются для ручных шлифовальных работ. Для работ по машинному шлифованию рекомендуются станки/оборудование.
- 2.0 Шлифование внешней оболочки и структуры Всегда заменяйте абразивы, которые уже использовались для обработки алюминия (риск коррозии). Не шлифуйте материал тонким слоем.
41 00... Работа с подушками безопасности и удерживающими системами
- 1.0 Подушки безопасности и удерживающие системы На транспортных средствах с подушками безопасности и удерживающими системами соблюдайте соответствующие инструкции по технике безопасности. Во время выпрямительных работ на кузове вы будете подвержены риску случайного срабатывания подушки безопасности при подключении аккумулятора. Из-за этой потенциальной опасности важно отсоединить отрицательный вывод батареи перед сваркой и выпрямлением. Перед отсоединением отрицательного вывода, при необходимости, опросите память неисправностей блоков управления.
41 00... Работа с электрическим и электронным оборудованием
- 1.0 Батарея Существует опасность взрыва при проведении сварочных или шлифовальных работ вблизи батареи. Батарею необходимо снять. Перед извлечением батареи, при необходимости, опросите память неисправностей блоков управления.
- 2.0 Блоки управления При подключении батареи присутствуют следующие опасности: Повреждение блоков управления во время сварочных работ на кузове. Случайное срабатывание подушек безопасности при правочных работах на кузове. Из-за этих потенциальных опасностей важно отсоединить отрицательный вывод батареи перед сваркой и выпрямлением. Перед отсоединением отрицательного вывода, при необходимости, опросите память неисправностей блоков управления. Блоки управления рассчитаны на температуру 65 ° С. Температуры в камере распыления не создают никаких проблем. Если транспортное средство находится внутри распылительной камеры при указанной температуре 80 ° C, фактическая температура транспортного средства будет <или = 60 ° C (температура объекта). Защищает блоки управления от воздействия тепла при температуре> 65 ° С (например, во время сварки и сушки с помощью инфракрасного излучателя или воздуходувки горячего воздуха).
- 3.0 Электрические кабели и жгуты проводов Защитите электрические кабели и жгуты проводов от повреждений (например, во время правки и шлифовки). Защитить электрические кабели и жгуты проводов от воздействия тепла при температуре> 65 ° C (например, во время сварки и сушки с помощью инфракрасного излучателя или воздуходувки горячего воздуха). Не перекручивайте электрические кабели.
- 4.0 Оптические волокна Следуйте инструкциям по обращению с оптическими волокнами. См. ОБРАБОТКА КАБЕЛЕЙ И ВОЛОКОННО-ОПТИЧЕСКИХ КАБЕЛЕЙ.
41 00... Информационные/предупреждающие надписи
Отсутствующие или поврежденные информационные/предупреждающие надписи (например, давление в шинах) должны быть заменены.
41 00... Информация об опасностях
- 1.0 АЛЮМИНИЕВАЯ ИНФОРМАЦИОННАЯ ТАБЛИЦА Опасности/эффекты Меры/регламенты Ремонтный этап 1: (замена болтовых деталей, удаление вмятин) Ремонтный этап 2: (ремонт конструкций с склеиванием и клепкой) При шлифовке внешней оболочки автомобиля алюминиевая пыль накапливается в небольших количествах. Эту пыль можно удалить с помощью обычных вытяжных систем. Ремонтный этап 3: (конструктивные ремонты со сваркой) Взрывоопасность из-за высокой концентрации мелкодисперсной алюминиевой пыли. Возникающие, например, при прямоточном шлифовании деталей с покрытием в основном материале и крупноповерхностном шлифовании деталей с яркой отделкой. Взрывоопасность из-за завихрения мелкой алюминиевой пыли в полостях. Создается путем необходимой, тщательной очистки обрабатываемых поверхностей и инструментов до и после обработки алюминия. Избегайте высокой концентрации мелкодисперсной алюминиевой пыли с помощью непрерывной экстракции. Использовать взрывозащищенные вытяжные системы. Не используйте сжатый воздух при очистке рабочего отсека. Избегайте завихрения пыли при уборке рабочей зоны. Самовозгорание мелкодисперсной алюминиевой пыли при втягивании источников зажигания и огня. Например: горячие осколки, шлифовальные искры, сигареты и т. Д. Запрещается эксплуатация источников зажигания и огня в зоне забора систем съемников.
41 00... Сведения о металлическом наполнителе
| ВАЖНО: | Перед началом нанесения металлического наполнителя обратите внимание на следующую информацию! Специфические для страны правила безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на упаковке |
|---|
Хранение
Сушить при температуре от 15 ° С до 25 ° С.
Срок хранения
Упаковка маркируется датой.
Не используйте металлический наполнитель после этой даты.
Предварительная обработка поверхности
Зачистить поверхность до металлического блеска. Поверхность должна быть чистой, сухой и свободной от смазки.
Очистите поверхность чистящим средством R1 и дайте ей стечь в течение 2-3 минут.
Обработка
Рабочая температура металлического наполнителя должна быть не менее 18 ° С.
Схема №10
 Войти
Войти
- = Металлический наполнитель
- = отвердитель
ПримечаниеСоотношение смеси относится к объему.
Металлический наполнитель смешать в соотношении по смеси 5:2. Тщательно перемешать компоненты без пор.
| ВАЖНО: | Не перемешивайте компоненты. Опасность воздушных карманов в металлическом наполнителе! |
|---|
Срок службы металлического наполнителя составляет около 45 минут.
Нанесение наполнителя
Приложите давление, чтобы нанести тонкий слой металлического наполнителя. Тщательно покройте все края в зазорах напильником.
Затем полностью заполнить зазор наполнителем. Наносите наполнитель примерно с 30% избытком, потому что наполнитель будет значительно усаживаться во время твердения. Повторное нанесение металлического наполнителя невозможно из-за плохой адгезии.
| ВАЖНО: | Для заполнения промежутков используйте узкий шпатель. По возможности нанесите наполнитель в одну вытяжку. Опасность образования пор в зазорах! |
|---|
Никаких ограничений, связанных с толщиной слоя.
Время затвердевания
Металлический наполнитель необходимо закалить с помощью коротковолнового инфракрасного нагревателя.
- 10 минут при 50 ° C - предварительное отверждение (избегайте образования пузырей/пузырей и пор)
- 10 минут при 75 ° С - 1-й этап закалки
- 10 минут при 85 ° C - 2-й этап закалки (избегать усадки материала)
| ВАЖНО: | В первые 10 минут температура 50 ° С не может быть превышена. Напротив, температура, которая является слишком низкой, может быть выровнена путем продления времени. |
|---|
ПримечаниеПри первом использовании нагревателя необходимо определить расстояния, которые соответствуют температуре.
Включите нагреватель и изменяйте расстояние до тех пор, пока температура поверхности металлического наполнителя не перестанет изменяться в течение 2 минут. Измерьте температуру с помощью термометра. При использовании оптических датчиков температуры (значение Epsilon 0,92-0,95) нагреватель должен быть кратковременно выключен во время измерения. Запишите результаты измерения
Последующая обработка
| ПРЕДУПРЕЖДЕНИЕ: | При шлифовании используйте маску для тонкой очистки от пыли с P2-P3 фильтра твердых частиц! |
|---|
После охлаждения металлический наполнитель можно подвергать механической обработке.
Поры и дефектные пятна, которые становятся видимыми после шлифовки поверхности, должны быть закрыты полиэфирным наполнителем (система BMW Color).
Специальная процедура для пор:
Используйте Ø4.2mm дрель. Поверните сверло рукой, чтобы расширить поры в v-образной форме. по t
Заполнить полости полиэфирным наполнителем.
Краска
Выполнить лакокрасочное покрытие согласно техническим условиям в справочнике по окраске.
| ВАЖНО: | При использовании инфракрасных излучателей с регулируемой температурой при сушке шпателя и наполнителя могут возникнуть повреждения клеевых связей, краски и компонентов автомобиля. Датчики температуры в инфракрасном излучателе надежно работают только на больших, ровных поверхностях. На небольших поверхностях, таких как С-образные опоры или подоконники, часто измеряется только более холодная, прилегающая область. Это приводит к фактическим температурам поверхности до 130 ° С, даже если на инфракрасном излучателе установлено только 70 ° С. Когда задние боковые стенки частично заменяются склеиванием и клепкой, эти высокие температуры могут привести к появлению видимого рисунка в области стыка. Способ устранения: Проверьте температуры поверхности на небольших поверхностях компонентов в процессе сушки с помощью внешнего датчика температуры. Общее правило таково: Температура поверхности не должна превышать 85 ° С. |
|---|
Утилизация металлического наполнителя
Затвердевший металлический наполнитель утилизируется как обычные отходы.
Пустая упаковка утилизируется как обычные отходы.
Незатвердевший металлический наполнитель и смеси металлического наполнителя с растворителем и т.п. должны утилизироваться как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
64 00... Информация об использовании чистящего средства/красок (средства индивидуальной защиты)
| ПРЕДУПРЕЖДЕНИЕ: | Использование чистящих средств/красок, не соответствующих инструкциям, может привести к серьезным травмам или ожогам! Обращение с чистящими средствами/красками может вызвать аллергические кожные и респираторные реакции! |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции: Храните чистящие средства/краски только в защищенном шкафу. Держите чистящие средства/краски подальше от открытого огня и других источников возгорания. Защищать чистящие средства/краски от высоких температур и прямых солнечных лучей. Всегда держите под рукой глазной душ, регулярно меняйте воду (раз в месяц). |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции перед использованием: Инструкции производителя (на контейнере/упаковке) Предупреждения об опасности (на контейнере/упаковке) Инструкции производителя на вкладыше в упаковку Паспорт безопасности материала производителя Информация о продукте в каталоге электронных деталей BMW (EPC) Национальные правила рынка |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции во время использования: Не ешьте, не пейте и не курите во время работы с этими продуктами. Избегайте прямого контакта с кожей и глазами. Носить индивидуальную защитную одежду/оборудование. Убедитесь, что все закрытые помещения хорошо проветриваются или непосредственно удаляют пары. Немедленно сменить рабочую одежду, загрязненную чистящим средством/краской. Закончив работу, вымойте руки и нанесите защитный крем для кожи. |
|---|
| ВАЖНО: | Следуйте предупреждениям об опасности и носите средства индивидуальной защиты! |
|---|
Первая помощь:
- Если продукт соприкасается с глазами, немедленно промойте проточной водой в течение 10-15 минут. Обратитесь за консультацией к специалисту по глазам.
- В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. Обратитесь за советом к врачу.
- При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
- После вдыхания паров обеспечьте достаточную подачу свежего воздуха. Сохраняйте спокойствие, держите дыхательные пути чистыми и позвоните врачу.
Рециркуляция:
Утилизируйте чистящие средства/краски профессиональным способом!
Соблюдайте национальные/страновые правила утилизации.
41 00... Информация о защите транспортных средств
- Элементы транспортного средства, находящиеся в зоне ремонта или подвергающиеся воздействию тепла, разлетающихся искр или пыли, должны быть удалены или закрыты. ВАЖНО: Не используйте горючие или загрязненные покрытия.
41 00... Монтажное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
Гайка заклёпки с шестигранником/прямым хвостовиком (до резьбы 8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Риск повреждения! Несоблюдение этих инструкций может привести к соскальзыванию сверла и значительному повреждению лакокрасочного покрытия. |
|---|
Схема №11
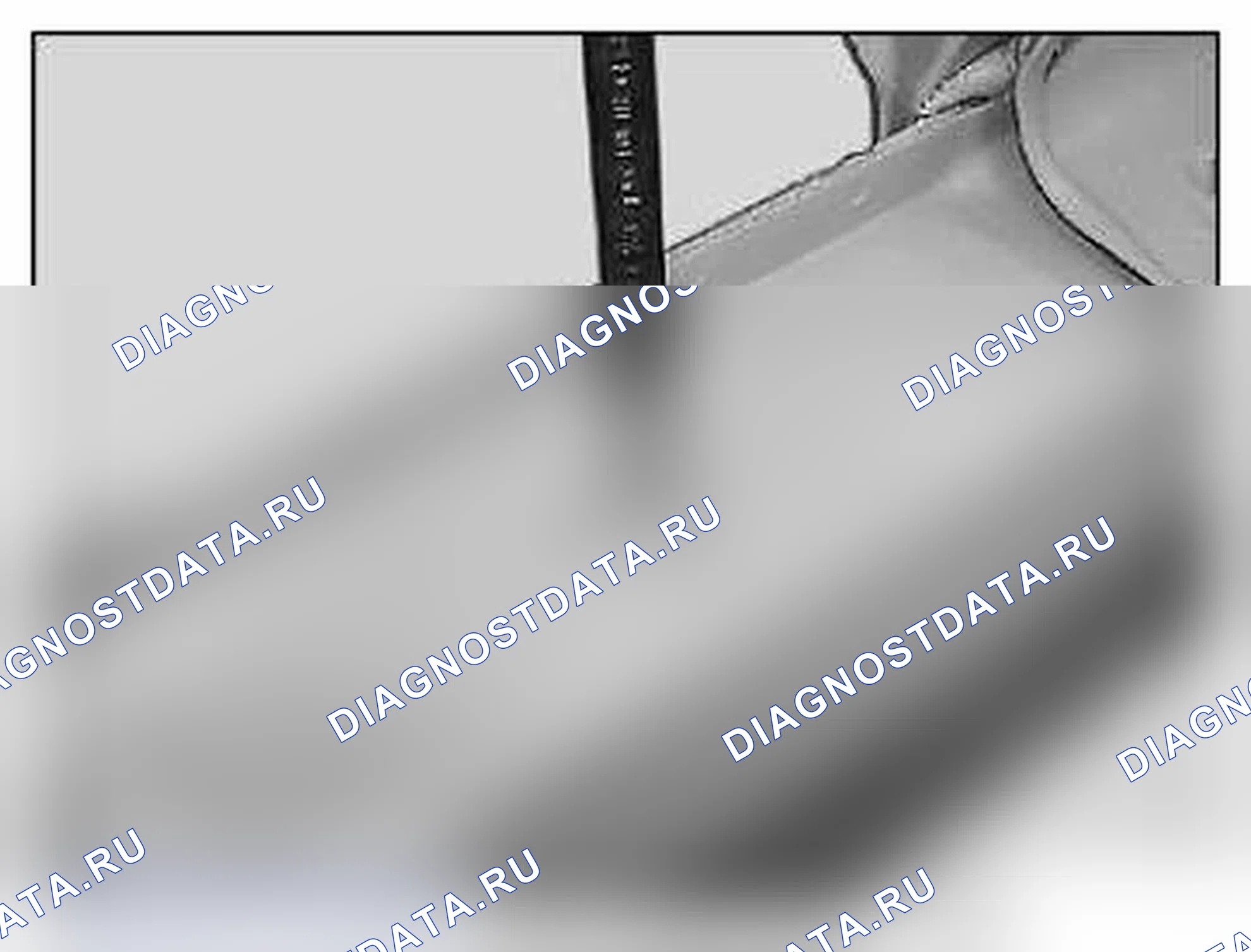
Схема №12

Схема №13
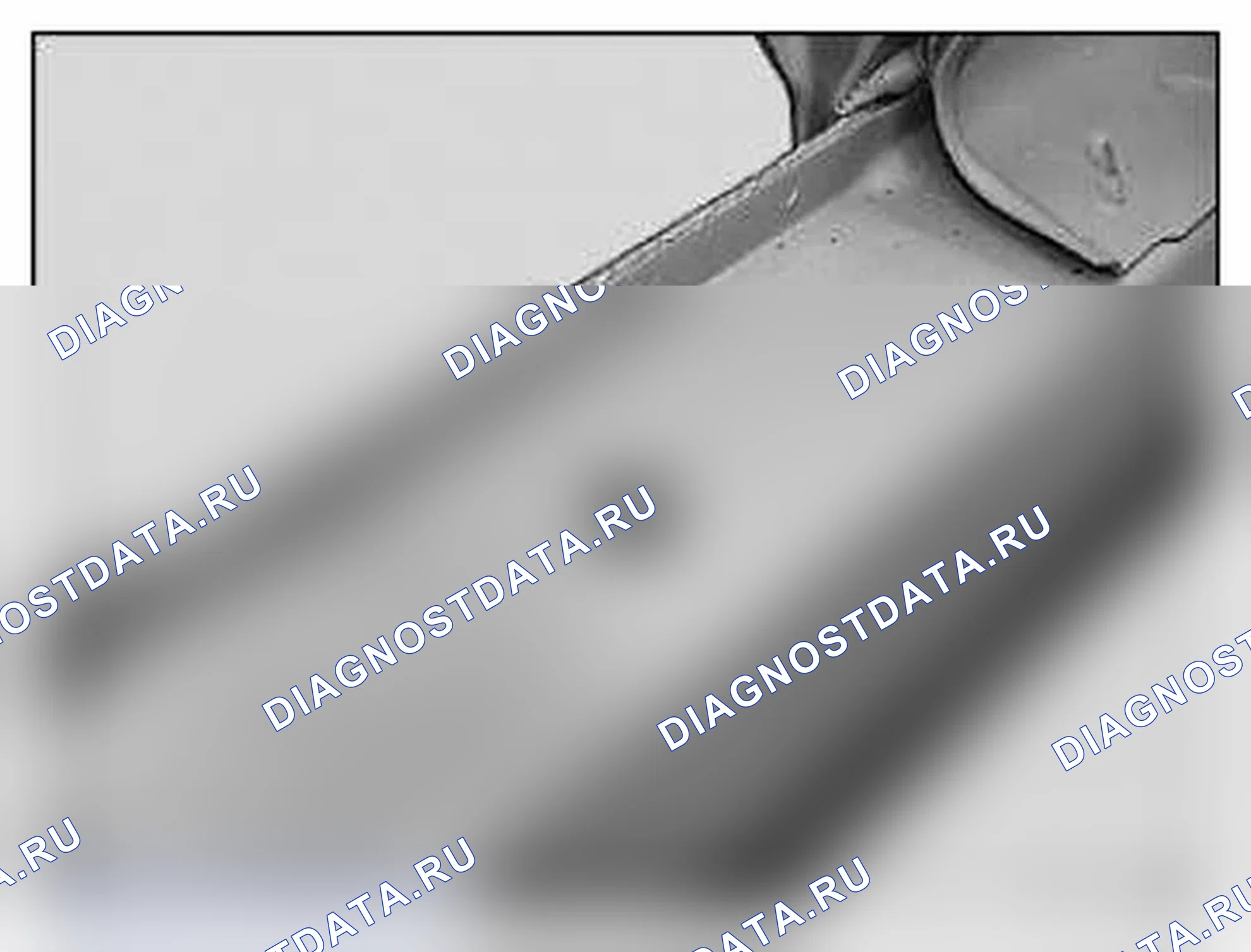
Схема №14
- Отметить положение отверстия, а затем пробить компонент ВАЖНО: Если определенный диаметр сверла не соблюдается: насечка на заклепочной гайке прямого стержня становится бесполезной, компонент будет поврежден при вставке заклепочной гайки прямого стержня Определение подходящего сверла: В зависимости от диаметра хвостовика гайки заклепки можно использовать следующее сверло диаметром выше (шаг 5/10). Например, при диаметре хвостовика 10,1 мм можно использовать сверло 10,5 мм. Нельзя использовать сверло 11,0 мм.
- Бурение ствола с определенным буровым долотом и удалением заусенцев, пилотное бурение с меньшим буровым долотом, если необходимо
- Очистить компонент, при необходимости устранить повреждения лакокрасочного покрытия ВАЖНО: Во избежание коррозии остановить стружку/мусор с помощью герметизации полости. Следуйте ИНСТРУКЦИЯМ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ.
- Сохранение полости
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что прямая заклепочная гайка хвостовика правильно контактирует с компонентом. |
|---|
5Set гайку заклепки ручным пистолетом
ПримечаниеПо словам производителя, изображенный инструмент подходит вплоть до резьбы M8 (см. BMW Aftersales Assistance Portal (ASAP) - Сервис/Технологии - Оборудование для мастерских
Схема №15

Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M12) с ручным пистолетом для заклепок MB512
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что шестигранная заклепочная гайка правильно контактирует с компонентом. |
|---|
Схема №16
Установить гайку заклепки ручным пистолетом
ПримечаниеПо словам производителя, изображенный инструмент подходит до резьбы M12 (см. BMW Aftersales Assistance Portal (ASAP) - Сервис/Технологии - Оборудование для мастерских
41 00... Установка уплотнения полости 2-х компонентной пеной полости ПУ
| ВАЖНО: | Полостная пена может использоваться только для уплотнения полости в точках, в которых уплотнение полости присутствует в качестве стандарта! |
|---|
Этот вид уплотнения полости применяется в точках, в которых фасонные детали не могут быть использованы для ремонта.
Это имеет место, когда большие количества тепла возникают (например, из-за сварки, пайки или лужения) в непосредственной близости или в точке стандартного уплотнения полости.
Здесь невозможно установить фасонные детали для уплотнения полости из-за риска возгорания!
Для замены фасонных деталей на полостной пенопласт в дальнейших местах следует принять приведенную здесь процедуру и адаптировать ее к соответствующим условиям.
Необходимо обеспечить полную герметизацию полости.
ПримечаниеПроверьте доступность для распылительной трубы пены полости к пораженной полости после удаления поврежденной части.
Свойства полостной пены:
- 2K-PUR пена, не содержащая растворителей.
- Отличная пропускная способность, обеспечивающая полную герметизацию полостей.
- Хорошая прочность, предотвращающая соскальзывание в полостях.
- Низкое водопоглощение, предотвращение коррозии.
| ВАЖНО: | Соблюдайте инструкции по обработке и меры безопасности на баллончике! Использовать по дате на банке. Не используйте баллончик после истечения срока годности, так как свойства полостной пены больше не будут соответствовать требованиям BMW Group. Перед нанесением на транспортное средство заполните четко видимую полость соответствующего размера пеной на использованной части. Это позволяет определить оптимальную дозировку (то есть время распыления) для заполнения полости на транспортном средстве пеной. Поверхность подкладки должна быть чистой и не содержать пыли, смазки, масла и отпаривающего агента. Отклейте клейкой лентой открытые проходы к видимым участкам, чтобы предотвратить выход пены. Время применения после смешивания: в течение 8 минут. Не ешьте, не пейте и не курите во время этой операции. Полностью пустая открытая банка после использования. Герметизация полости ремонтного участка возможна после времени осушения воздуха 1 час. |
|---|
41 00... Установка акустической перегородки полости (расширенная)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
Следующий ремонт представляет собой процедуру для уже расширенной переборки полости.
В этом случае переборка полости остается на корпусе.
Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Очистите контактную поверхность 1 спиртом.
Нанесите на контактную поверхность (1) валик (2) оригинального оконного клея BMW высотой приблизительно 15 мм.
Подогнать, закрепить и приварить новую деталь.
Схема №17
 Войти
Войти
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
41 00... Установка уплотнения полости (не развернуто)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Песчаная контактная поверхность переборки полости 1 с крупнозернистой абразивной шкуркой (зернистость 50-100).
Очистите контактную поверхность 1 спиртом.
Нанесите на контактную поверхность (1) валик оригинального оконного клея BMW высотой приблизительно 15 мм.
Подогнать, закрепить и приварить новую деталь.
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
41 00... Материаловедение
- Алюминий 1.1 Компоненты шасси и подвески 1.2 Материал влияет на ВЛИЯНИЕ МАТЕРИАЛА Причины Эффекты/средства защиты Гальванический элемент создается под воздействием влаги при контакте с такими материалами, как медь, олово, никель, железо и цинк. Этот процесс нанесения покрытия вызывает удаление алюминия из соединения. Это приводит к поверхностной коррозии или точечной коррозии. Новые детали и детали аксессуаров, которые были одобрены BMW Group для алюминия (винты, шайбы, гайки и т. Д.), Прошли специальную обработку поверхности. Такие детали не должны заменяться обычными. ПРИМЕЧАНИЕ: Поврежденные детали теряют эту защиту и должны быть специально покрыты или заменены. Повреждения, вызванные контактной коррозией, исключены из гарантии. Материалы, также используемые для работы со стальными компонентами, могут имплантировать стальные частицы в более мягкую поверхность алюминиевого компонента. Происходит поверхностная коррозия или точечная коррозия. Для обработки/механической обработки алюминия доступен отдельный набор инструментов. При использовании флюсов на поверхности воздействуют. Пайка не допускается для соединения алюминиевых компонентов. Риск коррозии от химических факторов. Алюминиевая/стальная шлифовальная пыль с прилегающих рабочих участков. Это приводит к поверхностной коррозии. Возведение защитных барьеров. 1.3 Свойства обработки СВОЙСТВА ОБРАБОТКИ Свойства алюминия по сравнению со сталью Эффекты Алюминиевые детали магнитно нейтральны. Крепление магнитными инструментами/рабочими средствами невозможно. Эластичность лишь на 1/3 выше. Разрушение при удлинении меньше примерно на 50%. Конвертируемость ограничена по сравнению со сталью. Чрезмерное растяжение материала приводит к деформационному упрочнению и повышенной тенденции к растрескиванию. Электропроводность почти в 4 раза выше. Электросварочные процедуры требуют различного оборудования (сварка МИГ). Расширение материала при нагреве в два раза выше. Материал расширяется более заметно. Для удаления вмятин необходима более короткая термообработка. Теплопроводность выше в 3 раза. Быстрее отводят тепло. Прилегающие рабочие зоны подвергаются более сильному воздействию, например, во время сварки. Изменение микроструктуры между 200 ° С и 250 ° С. Улучшаются характеристики удлинения и, таким образом, пластичности. Прочность снижается. ВАЖНО: Отсутствие термообработки при работе над конструкцией автомобиля! Невозможно контролировать температуру до достаточно точных уровней в гаражах. Алюминий не показывает цветов отжига. Температура плавления - 650 ° С. После достижения температуры плавления материал начинает течь без каких-либо дополнительных указаний. Температуру можно оценить только с помощью окраски краски и коробления поверхности. ВАЖНО: Не используйте термические аппликаторы. Не подходит для использования в гараже, поскольку краска работает слишком быстро. 1.4 МОНТАЖНАЯ МОНТАЖНАЯ СПЕЦИФИКАЦИЯ ТАБЛИЦА Характерные особенности алюминия Специальные меры Коррозия (старение) во влажных средах. Алюминиевые детали храните в сухом месте. Контактная коррозия в случае контакта, например, со стальными деталями. Всегда храните алюминиевые детали отдельно или изолированно от стальных. Восприимчивость к проникновению краски. Не повреждайте защитный поверхностный слой, так как это может вызвать окисление. Несоблюдение этого требования приведет к увеличению объема покрасочных работ.
41 00... Примечания к клею К1
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! |
|---|
- Правила техники безопасности и промышленной безопасности для конкретных стран
- Паспорт безопасности материала изготовителя
- Инструкции по обработке картриджа с клеем
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА зависит от соединяемого материала и его покрытия.
Требуемый патронный пистолет
Не используйте пневматические патронные пистолеты.
Подготовка кассеты с клеем
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Дайте появиться приблизительно 10 см смешанного клея, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 1 часа через смеситель не проходит материал.
Нанесение клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Прочность транспортного средства для вождения достигается после:
48 часов при температуре объекта 15 ° С.
10 часов при температуре объекта 23 ° С.
1 час при температуре объекта 60 ° С.
0,5 часа при температуре объекта 85 ° С.
| ВАЖНО: | При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей. |
|---|
Утилизация клея
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К2
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° -25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Схема №18
 Войти
Войти
| ВАЖНО: | Установите регулятор скорости (1) на ступень интервала 3 для предотвращения перегрузки патронной пушки. |
|---|
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Срок службы клея около 20 минут.
| ВАЖНО: | При рабочих температурах выше 30 ° С срок работы клея сокращается до 10 минут! |
|---|
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Приблизительно 10 см смешанного клея должно появиться, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
См. инструкции по ремонту транспортного средства
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К3
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Не готовьте картридж с клеем до момента непосредственно перед нанесением клея.
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Жизнеспособность клея составляет приблизительно 10 минут при 25 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Открытые картриджи могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Нанесение двухкомпонентного клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
См. инструкции по ремонту транспортного средства
Как снять клей
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К4
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Не готовьте картридж с клеем до момента непосредственно перед нанесением клея.
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Срок службы клея около 10 минут.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как начать наносить клей, дайте примерно половине длины смесительной трубки смешанного клея появиться. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
Связанное соединение будет устойчивым через 30 минут.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К5
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 32 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Жизнеспособность клея составляет приблизительно 60 минут при 23 ° C.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Прочность транспортного средства для вождения достигается после:
48 часов при температуре объекта 15 ° С.
10 часов при температуре объекта 23 ° С.
1 час при температуре объекта 60 ° С.
0,5 часа при температуре объекта 85 ° С.
| ВАЖНО: | При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. |
|---|
Чрезмерно высокие температуры разрушат клей.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания по чистящему средству R1
Используйте только чистящее средство R1, так как другие чистящие средства могут быть смягчающими/увлажняющими или могут начать растворять грунтовку для катодной краски.
61 00... Примечания по обращению с очистителем высокого давления
| ПРЕДУПРЕЖДЕНИЕ: | Использовался только очиститель высокого давления, одобренный BMW! Работать с использованием очистителя высокого давления могут только проинструктированные лица в возрасте старше 16 лет. Проверьте очиститель высокого давления и электропроводку на наличие видимых повреждений. Используйте только в подходящем месте. |
|---|
| ВАЖНО: | Обратите внимание на следующие предупреждения об опасности: Опасность травмы из-за струи воды Контакт с опасными веществами при распылении Риск заноса на мокром полу Риск спотыкания из-за шлангов и кабелей Соблюдайте примечания и инструкции по ОБРАЩЕНИЮ С ЧИСТЯЩИМИ СРЕДСТВАМИ! Риск ошпаривания при очистке горячей водой. На электрических или гибридных автомобилях должны соблюдаться инструкции по безопасности при обращении с гибридными автомобилями. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Должны использоваться следующие средства индивидуальной защиты: Защитные очки/лицевая защита Подходящие перчатки Фартук Резиновые сапоги Защитные наушники Защитная обувь |
|---|
| ВАЖНО: | Примечания по мойке автомобиля очистителем высокого давления: Не мыть непосредственно на прокладках и блоках управления во время промывок двигателя. Для шин и шинных клапанов необходимо придерживаться минимального расстояния в 30 см. Для мягкого верха и окрашенных деталей необходимо придерживаться минимального расстояния 30 см. Не используйте, если двигатель все еще горячий. Не превышайте максимальную температуру воды в 60 градусов. Не распылять непосредственно на камеры/датчики. На электрических или гибридных автомобилях не моют на высоковольтных компонентах. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Использование чистящих средств/красок, не соответствующих инструкциям, может привести к серьезным травмам или ожогам! Обращение с чистящими средствами/красками может вызвать аллергические кожные и респираторные реакции! |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции: Храните чистящие средства/краски только в защищенном шкафу. Держите чистящие средства/краски подальше от открытого огня и других источников возгорания. Защищать чистящие средства/краски от высоких температур и прямых солнечных лучей. Всегда держите под рукой глазной душ, регулярно меняйте воду (раз в месяц). |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции перед использованием: Инструкции производителя (на контейнере/упаковке) Предупреждения об опасности (на контейнере/упаковке) Инструкции производителя на вкладыше в упаковку Паспорт безопасности материала производителя Информация о продукте в каталоге электронных деталей BMW (EPC) Национальные правила рынка |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции во время использования: Не ешьте, не пейте и не курите во время работы с этими продуктами. Избегайте прямого контакта с кожей и глазами. Носить индивидуальную защитную одежду/оборудование. Убедитесь, что все закрытые помещения хорошо проветриваются или непосредственно удаляют пары. Немедленно сменить рабочую одежду, загрязненную чистящим средством/краской. Закончив работу, вымойте руки и нанесите защитный крем для кожи. |
|---|
| ВАЖНО: | Следуйте предупреждениям об опасности и носите средства индивидуальной защиты! |
|---|
Первая помощь:
- Если продукт соприкасается с глазами, немедленно промойте проточной водой в течение 10-15 минут. Обратитесь за консультацией к специалисту по глазам.
- В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. Обратитесь за советом к врачу.
- При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
- После вдыхания паров обеспечьте достаточную подачу свежего воздуха. Сохраняйте спокойствие, держите дыхательные пути чистыми и позвоните врачу.
Рециркуляция:
Утилизируйте чистящие средства/краски профессиональным способом!
Соблюдайте национальные/страновые правила утилизации.
41 00... Примечания по восстановлению потоков
| ВАЖНО: | Установите резьбовые вставки Helicoil так, чтобы они были заподлицо с исходной резьбой. |
|---|
ПримечаниеПоврежденная резьба может быть отремонтирована с помощью резьбовых вставок Helicoil. Соблюдайте процедуру, описанную в примере.
| Винтовое/болтовое соединение | Транспортное средство | Точка (точки) крепления винта/болта | Вставка винтовой резьбы |
|---|---|---|---|
| Водило переднего моста к водилу двигателя | Р50, R52, R53 | Все | M12x1.5x18 |
| R56 | Все | M12x1.5x18 | |
| Кронштейн, рычаг управления, к кронштейну двигателя | Р50, R52, R53 | Все | M10x15 |
| R56 | Все | M10x15 | |
| Водило заднего моста к боковине/поперечине рамы | Р50, R52, R53 | Все | M12x1.5x18 |
| R56 | Все | M12x1.5x18 | |
| Опорный блок, ведомый рычаг к боковому элементу рамы | Р50, R52, R53 | Все | M12x1.5x18 |
| R56 | Все | M12x1.5x18 |
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК БОЛТОВ/ВИНТОВ
41 00... Примечания к шлангу для слива воды из люка скольжения/наклона
Шланги для слива воды для люка с салазками/наклона частично встроены в кузов и не могут быть заменены по отдельности.
Эти шланги для слива воды могут быть полностью заменены только при проведении обширных работ по ремонту кузова (например, после несчастного случая).
| Компонент | Транспортное средство | Индивидуально заменяемые |
|---|---|---|
| Шланг слива воды, передний | Все BMW Все MINI | Нет |
| Шланг слива воды задний | E60 | Нет |
| E61 | Да | |
| E84, E92 | Да | |
| F01, F02, F04, F06, F07, F10, F11, F18 | Да | |
| F25, E70, E71 | Да | |
| F20, F21, F30, F31, F35 | Да | |
| R55, R56, R60, R61 | Да |
Для повреждений, которые не были вызваны аварией, требуется индивидуальное решение.
Свяжитесь с национальной горячей линией.
99 00... Примечания по использованию инфракрасных радиаторов с регулируемой температурой
При использовании инфракрасных излучателей с регулируемой температурой при сушке шпателя и наполнителя могут возникнуть повреждения клеевых связей, краски и компонентов автомобиля.
Датчики температуры в инфракрасном излучателе надежно работают только на больших, ровных поверхностях.
На небольших поверхностях, таких как С-образные опоры или подоконники, часто измеряется только более холодная, прилегающая область.
Это приводит к фактическим температурам поверхности до 130 ° С, даже если на инфракрасном излучателе установлено только 70 ° С.
Когда задние боковые стенки частично заменяются склеиванием и клепкой, эти высокие температуры могут привести к появлению видимого рисунка в области стыка.
Способ устранения:
Проверьте температуру поверхности на небольших поверхностях компонентов в процессе сушки с помощью внешнего датчика температуры.
Общее правило таково: Температура поверхности не должна превышать 85 ° С.
41 00... Открытие соединенных соединений
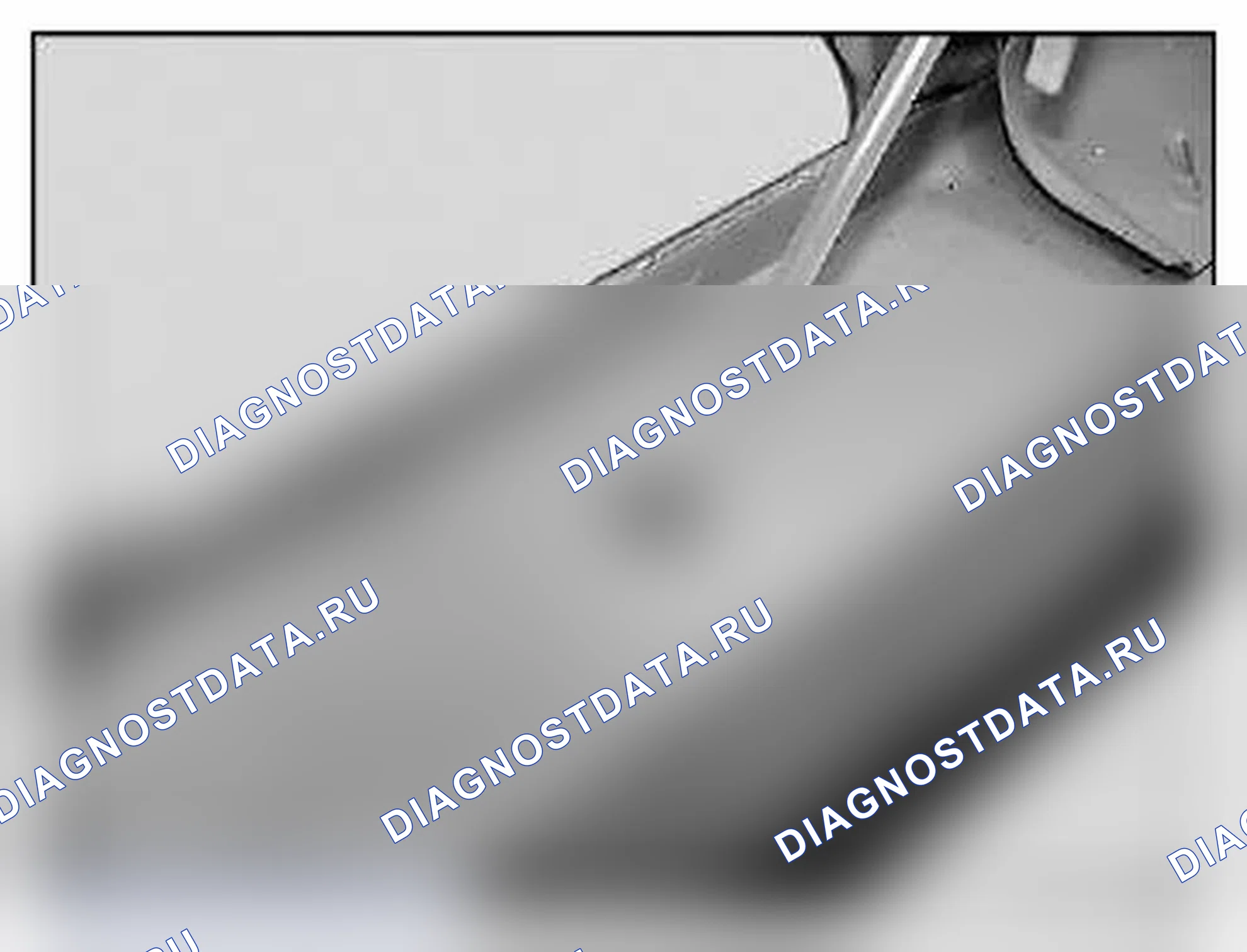
- Размыкание точечно-сварных соединений Установить отметку пуансона в центре пятна сварного шва. Установить диаметр 8 мм приварить точечное сверло на метке пробойника и просверлить верхний металлический лист. Или открытое место сварки с помощью фрезы для точечной сварки Vario Drill. ПРИМЕЧАНИЕ: Поскольку сварные точки могут быть поверхностно упрочнены, при необходимости зачистите их угловой шлифовальной машиной и шлифовальным диском для бумаги. Тепловой соединительный фланец с воздуходувкой горячего воздуха. ВНИМАНИЕ: Извлекайте пары и газы. Стравить соединительный фланец долотом. Зачистить остатки клея с соединительного фланца. ВНИМАНИЕ: Надевайте маску от шлифовальной пыли.
- Раскрытие клеевых связей на алюминиевых деталях Удалить пробивные заклепки или глухие заклепки. Грубо вырезать поврежденный компонент. Компонент можно отслаивать с помощью плоскогубцев. При необходимости выполнить термоскрепление фланца с помощью воздуходувки горячего воздуха. ВНИМАНИЕ: Нагрейте только поврежденный компонент с помощью воздуходувки горячего воздуха. Извлечение паров и газов. Зачистить остатки клея с соединительного фланца. ВНИМАНИЕ: Надевайте маску от шлифовальной пыли. Если замена несущей части двигателя на GRAV производится неоднократно, то вырезать поврежденную часть у имеющейся линии реза. Фланцы термоскрепления с воздуходувкой горячего воздуха. Остатки элементов расширителя снимайте плоскогубцами.
- Раскрытие клеевых связей на деталях из пластика, армированного углеродными волокнами Процедура подробно описана в соответствующих инструкциях по ремонту.
41 00... Открытие паяных соединений
Метод ремонта «Склеивание и клепка» предполагает замену водонепроницаемого паяного соединения клеем.
Это приводит к новой процедуре раскрытия паяных соединений.
Зачистить паяный шов ленточной шлифовальной машиной. Это сохраняет влияние тепла в области вокруг паяного шва как можно меньшим.
| ВАЖНО: | Никогда не используйте газовое пламя. |
|---|
Все следы пайки припоем удалять не надо.
Запрещается шлифовать панели кузова тонкими.
41 00... Открытие заклепочных соединений
На автомобилях BMW используются различные типы заклепок.
1.1 Открытие глухих заклепок (Н1 и Н2)
Зачистить глухую головку заклепки ленточной или угловой шлифовальной машиной. Не измельчать основной материал. Удалите остатки заклепок пробойником.
1.2 Открытие глухих заклепок (Н3 и Н6)
Высверлить глухую головку заклепки диаметром 5 мм. сверло. Не повреждайте основной материал. Удалите остатки заклепок пробойником.
2.1 Раскрой пробивных заклепок экстракцией
Эта процедура используется на алюминиевом переднем конце уменьшенного веса.
Рекомендуемые инструменты и оборудование:
- Аппарат для сварки шпилек с газовым баллоном, содержащим инертный газ (82% аргона, 18% СО 2).
- Шпилька из нержавеющей стали (ссылка на источник через графическое табло BMW Parts Department Алюминий и сталь/сварка и сварка)
- Универсальный заклепочный инструмент
Зачистить краску и темно-серое покрытие пробивных заклепок.
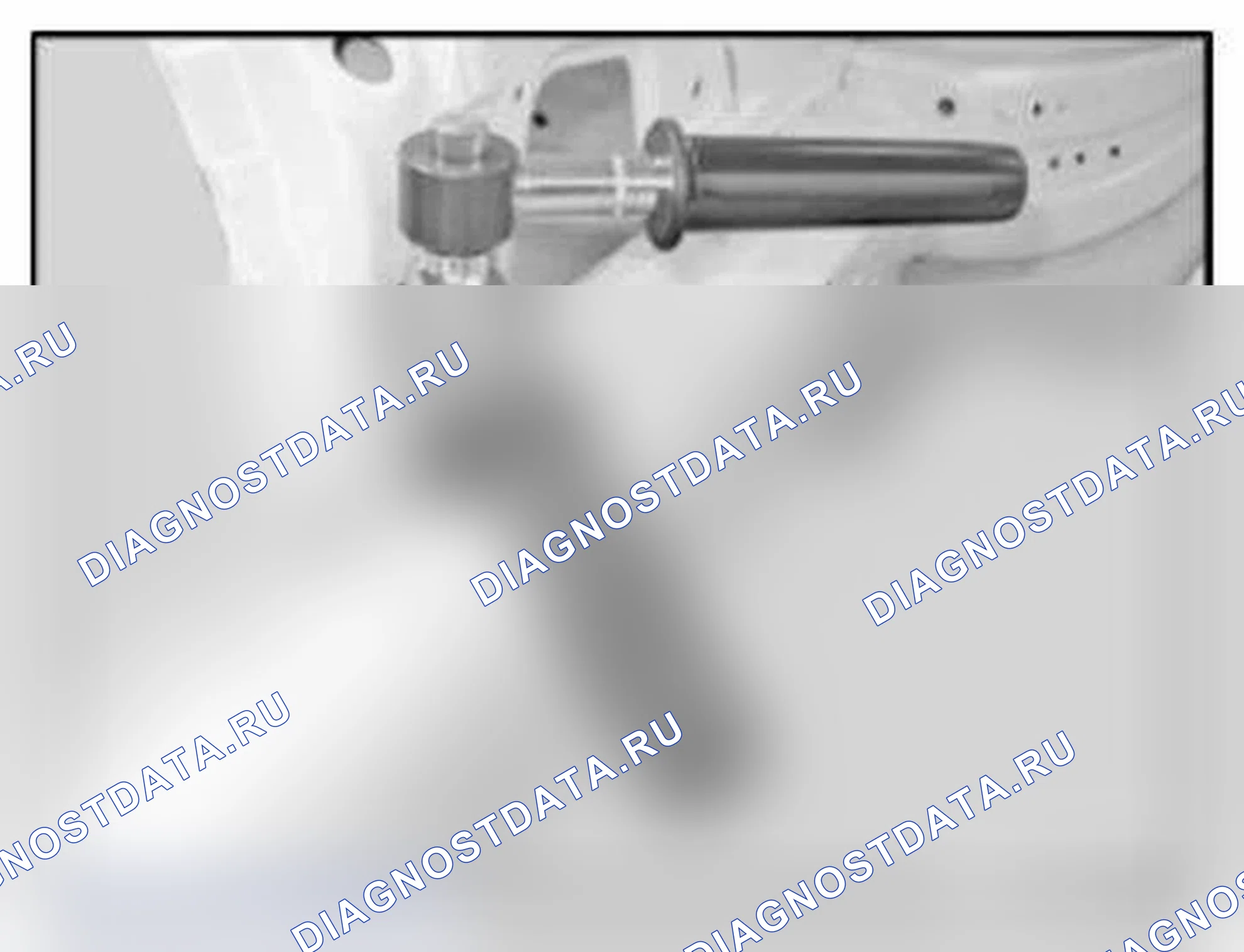
Расположите болт по центру на заклепке и приварите вертикально. Участок, на котором приварены болты, должен находиться между двумя клеммами заземления. Расположите обе клеммы, по возможности, на верхней стороне металлической пластины, на которой расположена заклепка.
Извлечь болт приваренной заклепкой с помощью универсального заклепочного инструмента. Используйте большой пластиковый носик, если не указано иное в инструкции по ремонту. Проверьте пластиковую носовую часть перед использованием на предмет износа.
Пластиковая носовая часть должна опираться на листовой металл по всей окружности; при необходимости зачистить пластмассовый шумы в зоне столкновения.
Не нажимайте заклепочный инструмент с усилием на болты из специальной стали.
Не используйте заклепочный инструмент для изгиба болтов из специальной стали.
Обратите особое внимание на центральное расположение болта при использовании маленького пластикового мундштука.
При использовании следуйте инструкциям производителя оборудования.
2.2 Открытие пробивных заклепок высверливанием
Высверлить заклепки диаметром 6 мм. твердосплавное сверло.
Пробивные заклепки можно высверлить с обеих сторон. При сверлении с выступающей задней стороны просверлите только хвостовик заклепки и снимите остальное пробойником заклепки.
Используйте пробойник для удаления остатков пробойных заклепок в алюминии (риск коррозии).
Очистить автомобиль от стружки (риск коррозии).
Вскрытие мест сварки (точечная сварка сопротивлением)
Панели из листовой стали, изготовленные из материалов высокой и сверхвысокой прочности, предъявляют большие требования к используемым инструментам.
Только с помощью специальных твердосплавных фрез можно высверлить места сварки на этих листовых панелях.
Фрезы BTR/BOR используются только в сочетании со съемником точечной сварки Vario Drill. Ссылка на источник для устройства для точечной сварки и фрезы BTR/BOR, см. BMW Aftersales Assistance Portal (ASAP) - обслуживание/Technology - Workshop Equipment.
- Порядок работы: При необходимости зачистить поверхность существующей неровности ленточной или угловой шлифовальной машиной в зоне вокруг места сварки. Установить метку пуансона в центре места сварки. Установить диаметр 8 мм приварить точечное сверло на метке пробойника и просверлить верхнюю панель. ПРИМЕЧАНИЕ: Поскольку места сварки могут быть поверхностно упрочнены, при необходимости зачистите их угловой шлифовальной машиной и шлифовальным диском для бумаги. Используйте долото, чтобы отделить фланец из листового металла и удалить компонент. Следуйте специальной процедуре для ТОЧЕЧНЫХ СВАРНЫХ ШВОВ.
Открытие сварных швов MAG и паяных швов MIG
- Порядок работы: Зачистить сварные швы ленточной или угловой шлифовальной машиной. Не шлифуйте материал основы тонким слоем.
Используйте долото, чтобы отделить фланец из листового металла и удалить компонент.
Вскрытие лазерных сварных швов
В зоне наружной обшивки кровли используются лазерные сварные швы.
- Процедура: Грубо срезать наружную обшивку крыши в канале крыши для улучшения доступности. Установите угловую шлифовальную машину со шлифовальным диском на лазерный сварной шов и выполните шлифовку через верхнюю панель. Будьте осторожны, чтобы не прорезать и не повредить панель под собой. Снимите фланец из листового металла.
41 00... Обзор пистолетов с клеевым патроном
Пистолет клеевой 83 19 2 149 522
Можно получить через каталог электронных деталей BMW.
Пригоден для клеев К4, K5a.
В том числе вставка 1:1 и 2:1.
Схема №19
 Войти
Войти
Клеевой пистолет 81 49 0 443 166
Можно получить через каталог оборудования для СТО BMW
Пригоден для клея К3.
Схема №20
Пистолет для клеевых патронов 81 49 2 213 059
Можно получить через каталог оборудования для СТО BMW
Подходит для клеев K1, K2, K5b, герметика D1, клея для оконного стекла и всех 310 мл картриджей Euro.
Схема №21
Пистолет для клеевых патронов 83 30 0 494 836
Можно получить через каталог оборудования для СТО BMW
Пригоден для конструкционной пены HS2.
ПримечаниеСпециальный инструмент № 41 3 010
Схема №22
1.0 Клеи
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Клей К1 | Клей для корпуса К1 | 83 19 0 413 015 | 195 мл |
| Клей К2 | Клей для корпуса К2 | 83 19 2 156 847 | 195 мл |
| Клей К3 | Клей для корпуса К3 | 83 19 0 417 144 | 2 х 300 мл |
| Клей К4 | Клей для корпуса К4 | 83 19 2 149 520 | 50 мл |
| Клеевые K5a | Клей для корпуса K5a | 83 19 2 158 654 | 50 мл |
| Клеевые K5b | Клей для корпуса K5b | 83 19 2 157 298 | 195 мл |
| Клеи K5a и K5b являются одним и тем же клеем в упаковках разных размеров. | |||
1.1 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| PrimerP1 | PrimerP1 | 83 19 0 302 556 | 50 мл |
| PrimerP2 | Патрон P2/Gas капсюля-воспламенителя | 83 19 0 302 555 | 50 мл |
1.2 Чистящее средство
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Чистящее средство R1 | Чистящее средство R1 | 83 19 2 211 217 | 125 мл |
| Чистящее средство R2 | Чистящее средство R2 | 83 19 0 417 324 | 500 мл |
| Устройство для удаления воска для герметизации полости | Устройство для удаления воска для герметизации полости | 83 12 0 390 086 | 500 мл |
1.3 Наполнители
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Металлический наполнитель | Металлический наполнитель 2С | 83 19 2 154 175 Версия для США: 83 19 2 163 602 Азиатская версия: 83 19 2 163 603 |
2.1 Заклепки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Глухая заклепка N1 Hemlock 813 | Заклепка глухая Н1 | 83 19 0 301 414 | Диам. 6,5 мм; диапазон зажимов 2,8-4,8 мм |
| Глухая заклепка N2 Hemlock 815 | Заклепка глухая Н2 | 83 19 0 301 419 | Диам. 6,5 мм; диапазон зажима 4,8-6,8 мм |
| Заклепка глухая Н3 | Заклепка глухая Н3 | 83 19 0 301 421 | Диам. 4 мм; диапазон зажима 1-3 мм |
| Пуансон rivetN4 | Пуансон rivetN4 | 83 19 2 158 080 | Диам. 3 мм; длина 4 мм |
| Пуансон rivetN5 | Пуансон rivetN5 | 83 19 2 158 079 | Диам. 5 мм; длина 5 мм |
| Заклепка глухая Н6 | Заклепка глухая Н6 | 83 19 2 158 655 | Диам. 4 мм; диапазон зажима 3-5 мм |
| Заклепка глухая Н7 | Заклепка глухая Н7 | 83 19 2 240 352 | 6,5 мм; диапазон зажима 1,5-3,5 мм |
2.2 Пластмассовые гайки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Колпачковая гайка | Пластиковая гайка | 51 16 1 943 122 | Диа. 18 мм |
| Колпачковая гайка | Пластиковая гайка | 07 14 7 169 847 | Диа. 22 мм |
3.0 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Краткая информация | Многобазовый наполнитель HS-AK 2K spray | 51 91 0 432 612 | 200 мл; potlife 5 часов |
| Краткая информация | Наполнитель основы ЭП 2К спрей | 51 91 0 432 615 | 200 мл; potlife 8 часов |
| Грунтовка сварочная | Грунтовка для сварки распылением INOX | 83 40 0 409 992 | 500 мл |
4.0 Герметик
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик D1 Распыляемый герметик | Герметизация шва | 83 42 0 428 349 | 310 мл |
5.0 Консервация полости
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик полости | Распыление герметика полости | 83 42 0 428 190 | 400 мл |
| Герметик полости | Консервация полости | 83 42 0 428 348 | 1000 мл |
6.0 Полостная пена
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Полость foamHS1 | Полостная пена | 83 42 9 410 694 | 400 мл |
| Структурные foamHS2 | Конструкционная пена | 83 19 0 007 361 | 420 мл |
7.0 Электромагнитный винт (электромагнитная совместимость)
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Винт ЭМС | Винт | 83 19 0 301 639 | СФ Плюс M5x15 |
8.0 Спиральное сверло
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Сверло | Спиральное сверло | 83 19 2 166 461 | 4,2 х 119 мм |
| Сверло | Спиральное сверло | 83 19 2 166 462 | 6,8 x 156 мм |
| Сверло | Спиральное сверло | 83 19 2 166 463 | 4,2 x 55 мм |
| Сверло | Спиральное сверло | 83 19 2 166 464 | 6,8 x 74 мм |
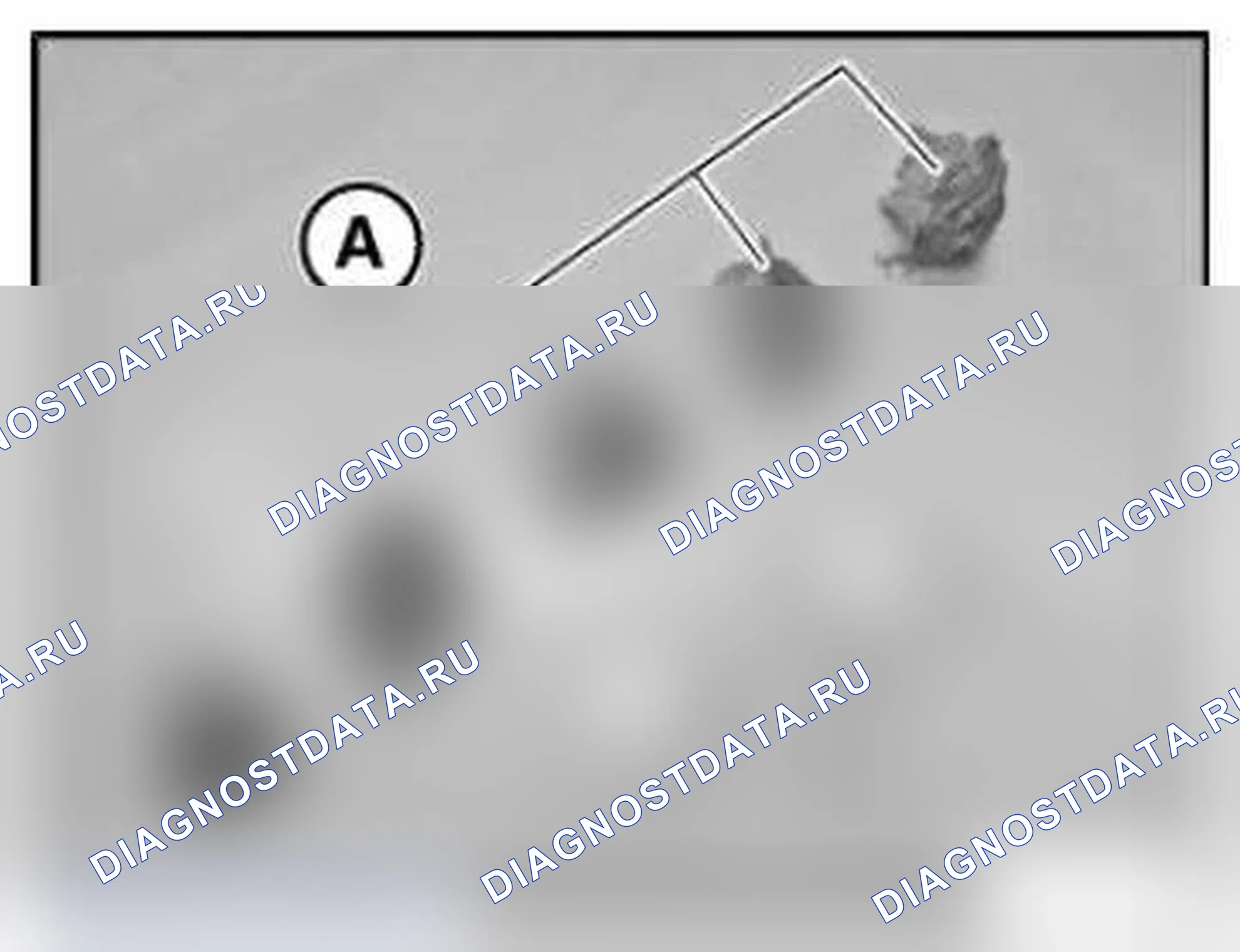
41 00... Положение фасонных деталей для акустической перегородки полости
Для уменьшения внутреннего шума и предотвращения конденсации воды полости разделены на определенных участках кузова. Для этого в полости вставляют фасонные детали. Эти фасонные детали оптимально адаптируются благодаря нагреву корпуса приблизительно до 180 ° C путем расширения до формы полостей.
Поскольку невозможно нагреть кузов до такой степени для ремонта кузова, для этого случая была заложена другая процедура.
Схема №23
 Войти
Войти
41 00... Пробивные заклепки
Метод ремонта «Склеивание и клепка» предполагает использование в ремонте впервые пробивных заклепок. Это требует новых инструментов и процедур.
Размеры пробивных заклепок соответствуют толщине и качеству материала, используемого в соответствующей точке соединения.
- Инструмент для пробивки заклепок
Справочник по снабжению через портал BMW Aftersales Assistance Portal (ASAP) - Сервис/Технологии - Оборудование для СТО.
Как установить пробивные заклёпки
- Размер пробивных заклепок см. в инструкциях по ремонту конкретного автомобиля.
- Отметьте положения заклепок на автомобиле. Установите пробивные заклепки примерно на равных расстояниях. Пробивные заклепки не требуют предварительно просверленного отверстия. Они запрессовываются непосредственно в полный материал.
- Вставить пробивную заклепку в заклепочную матрицу. Расположите инструмент для пробивки заклепок на расклепываемых деталях из листового металла.
Направление клепки:
Всегда от новой детали к использованной.
Отклонения указываются в инструкциях по ремонту конкретного автомобиля.
- Заклепки пробивные с инструментом для пробивки заклепок. Тем временем очистите клепальный штамп и матрицу, если они загрязнены клеем.
- Заклепки с пробойниками во влажной зоне (например, на колесной арке или несущей опоре) с обеих сторон уплотнить ГЕРМЕТИКОМ D1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Стандарт качества
- Общие требования, касающиеся транспортного средства, могут быть выполнены только путем включения «всех» компонентов. Это относится, в частности, к телу. Что касается оптимального результата столкновения, необходимо соблюдать конструктивные меры. Абсолютно необходимо соблюдать процедуры, изложенные в инструкции по ремонту. Любое отклонение от этих процедур будет разрешено только после предварительной консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны. Использование неутвержденных этапов ремонта или инструментов может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. Меры защиты от коррозии во время и после ремонта абсолютно необходимы для поддержания ценности автомобиля.
- При проведении ремонта используйте только оригинальные детали BMW и одобренные вспомогательные устройства, материалы и рабочие жидкости.
41 00... Ремонтное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
| ВАЖНО: | Чтобы предотвратить сужение материала, не высверливайте головку заклепки. |
|---|
Схема №24
Схема №25
Схема №26
Схема №27
Схема №28

Схема №29
- Осторожно просверлите головку заклепки с большим сверлом/зенковкой ВАЖНО: Избегайте повреждения лакокрасочного покрытия
- Выбить головку заклепки зубилом
- Завести через хвостовик заклепки в полость, при необходимости снять
- Очистить компонент, при необходимости устранить повреждения лакокрасочного покрытия Если хвостовик заклепки можно удалить: ВАЖНО: Во избежание коррозии остановить стружку/мусор с помощью уплотнения полости. Следуйте ИНСТРУКЦИЯМ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ.
- Консервирующая полость Если хвостовик заклепки удалить невозможно: ВНИМАНИЕ: Риск получения травмы! Соблюдайте ПРИМЕЧАНИЯ ПО ПЕНОМАТЕРИАЛУ ПОЛОСТИ. ВАЖНО: Во избежание коррозии и дребезжащих шумов остановите стружку/мусор и хвостовик гайки заклепки с пеной полости. Остатки пены удалите изогексаном (бензином).
- 5. Хвостовик заклепки упорной путем специфического вспенивания
- 6. Установить гайку заклепки ручным пистолетом
ПримечаниеУстановите заклепку как можно быстрее, в идеале до того, как пенопласт полости затвердеет.
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
ПримечаниеПо заверениям производителя, изображённый инструмент подходит вплоть до резьбы M8 (см. BMW Aftersales Assistance Portal (ASAP) - обслуживание/Technology - Workshop Equipment.
Схема №30
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
ПримечаниеПо заверениям производителя, изображённый инструмент подходит вплоть до резьбы M12 (см. BMW Aftersales Assistance Portal (ASAP) - обслуживание/Technology - Workshop Equipment.
Схема №31
41 0 Техника ремонта, этапа ремонта 1
Методы ремонта:
- Выпрямление наружной обшивки: см. ВЫПРЯМЛЕНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ см. ВЫПРЯМЛЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ см. МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- Шлифование: см. ШЛИФОВАНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ см. ШЛИФОВАНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
- Элементы ремонта: Ремонт стальной резьбы: см. ЗАКЛЕПОЧНАЯ ГАЙКА С ПРЯМЫМ ХВОСТОВИКОМ/ШЕСТИГРАННИКОМ и РЕМОНТ РЕЗЬБЫ
41 0 Техника ремонта, ремонтный этап 2
Ремонт, выполняемый склеиванием и клепкой и/или сваркой сварочным аппаратом MAG без использования рихтовочного стенда.
Методы ремонта:
Удаление использованной детали:
- См.: ОТКРЫВАЯ СВАРЕННЫЕ СВЯЗИ ОТКРЫТИЕ ДЕЛАЕМЫХ ТВЕРДЫМ СВЯЗЕЙ ОТКРЫТИЕ ПРИКОВЫВАЕМОЙ СВЯЗИ «ОТКРЫТИЕ СВЯЗЕЙ, ХРАНЯЩИХСЯ НА ТАМОЖЕННЫХ СКЛАДАХ», (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-coopercooper-s-r56__41-00-otkrytie-soedinennykh-soedinenii) РАЗМОЛ АЛЮМИНИЕВЫХ КОМПОНЕНТОВ РАЗМАЛЫВАЮЩИЙ СТАЛЬНЫЕ КОМПОНЕНТЫ
Секционный ремонт:
- См.: Армирующая пластина (на связке) МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
Установка новой детали:
- См.: ПРИМЕЧАНИЯ К РАСХОДНЫМ МАТЕРИАЛАМ ПРИМЕЧАНИЯ К ЧИСТЯЩЕМУ СРЕДСТВУ R1 КЛЕЙ К1 КЛЕЙ К2 КЛЕЙ К3 КЛЕЙ К4 КЛЕЙ К5 СКЛЕИВАНИЕ НА ОКРАШЕННЫХ ПОВЕРХНОСТЯХ ГЛУХИЕ ЗАКЛЕПКИ ПРОБИВНЫЕ ЗАКЛЕПКИ СВАРКА СТАЛЬНЫХ ДЕТАЛЕЙ УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ С 2-COMPONENT ПЕНОЙ ПОЛОСТИ ПУ EMC SCREWS
Разное:
41 0 Техника ремонта, этапа ремонта 3
Ремонты, которые проводятся склеиванием и клепкой с применением рихтовочного стенда или сварки.
Методы ремонта:
Выпрямляющая конструкция:
Удаление использованной детали:
- См.: ОТКРЫВАЯ СВАРЕННЫЕ СВЯЗИ ОТКРЫТИЕ ДЕЛАЕМЫХ ТВЕРДЫМ СВЯЗЕЙ ОТКРЫТИЕ ПРИКОВЫВАЕМОЙ СВЯЗИ «ОТКРЫТИЕ СВЯЗЕЙ, ХРАНЯЩИХСЯ НА ТАМОЖЕННЫХ СКЛАДАХ», (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-coopercooper-s-r56__41-00-otkrytie-soedinennykh-soedinenii) РАЗМОЛ АЛЮМИНИЕВЫХ КОМПОНЕНТОВ РАЗМАЛЫВАЮЩИЙ СТАЛЬНЫЕ КОМПОНЕНТЫ
Секционный ремонт:
- См.: СВАРКА В АРМАТУРНОЙ ПЛИТЕ (ЛИСТОВАЯ СТАЛЬ) Секционный ремонт (сталь) с ремонтным элементом Секционный ремонт (алюминий) с ремонтным элементом
Установка новой детали:
- См.: Сварка алюминиевых компонентов СВАРКА СТАЛЬНЫХ КОМПОНЕНТОВ ТОЧЕЧНАЯ СВАРКА СТАЛЬНЫХ КОМПОНЕНТОВ Пайка стальных компонентов ПРИМЕЧАНИЯ К РАСХОДНЫМ МАТЕРИАЛАМ ЧИСТЯЩЕЕ СРЕДСТВО R1 ПРИМЕЧАНИЯ К КЛЕЮ Сварка алюминия на стали СВАРКА СТАЛИ НА СТАЛИ ГЛУХАЯ ЗАКЛЕПКИ ПРОБИВНЫЕ ЗАКЛЕПКИ УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ 2-COMPONENT ПЕНОЙ ПОЛОСТИ ПУ ЭЛЕКТРОМАГНИТНЫЕ ВИНТЫ
1.0 Общие сведения
- Экономическая эффективность всегда должна проверяться перед ремонтом.
- Только следующие окрашенные компоненты в области внешней обшивки одобрены для ремонта: Накладки бампера (исключение: E52) Накладки подоконника Передние боковые панели Hardtop/roof Крышка верхнего отсека кабриолета Задняя крышка
- Обязательное условие для профессионального ремонта: Только незначительные деформации (без микротрещин, обычно видны в краске) Только незначительные повреждения, например, ссадины, трещины и отверстия длиной до 2,5 см Никаких повреждений (трещин) до края компонента!
- ВНИМАНИЕ: Следующие не одобрены для ремонта: Топливные баки, резервуары для жидкостей/жидкостей (например, блок омывателя ветрового стекла, тормозная жидкость, расширительный бак охлаждающей жидкости и т. Д.) Крепления фар (защита пешеходов)
2.0 Формирование пластиковых деталей
- Пластиковые детали могут быть изменены с помощью воздуходувки горячего воздуха.
- Микротрещины могут возникнуть в пластике, если пластмассовые детали деформированы. После изменения формы компонента и последующего окрашивания трещины могут снова стать видимыми на поверхности через некоторый период времени.
- Компонент необходимо заменить, если в области деформации можно выявить микротрещины.
3.0 Склеивание пластмассовых деталей
| ВАЖНО: | Соблюдайте меры предосторожности! См. разделы ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
- Пластиковая ремонтная коробка (ссылка на источник: BMW Parts обслуживание) предлагается для экономически эффективного и совместимого со временем ремонта.
- Коробка для ремонта пластмасс содержит пошаговые инструкции по ремонту пластмассовых деталей.
41 00... Клепка стальных деталей
- 1.0 Рекомендуемые инструменты и оборудование: Ручной заклепочный инструмент для глухих заклепочных гаек и болтов.
- 2.0 Установка гаек глухих заклепок и болтов глухих заклепок: Просверлить отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок). Гайки и болты глухих заклепок должны иметь специальное покрытие по причинам коррозии. См. портал BMW Aftersales Assistance Portal (ASAP) - Сервис/Техника - Оборудование для СТО
- Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали! Вставьте глухие заклепочные гайки или болты и затяните заклепочным инструментом.
- 1.0 Рекомендуемые инструменты и оборудование Ручной заклепочный инструмент для глухих заклепочных гаек и болтов.
- 2.0 Установка гаек глухих заклепок и болтов глухих заклепок: Просверлить отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок). Гайки и болты глухих заклепок должны иметь специальное покрытие по причинам коррозии. Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали! Вставьте глухие заклепочные гайки или болты и затяните заклепочным инструментом.
41 00... Безопасность на работе
- 1.1 Работа с алюминиевой пылью: Наденьте мелкую пылезащитную маску. Только E52: Использовать взрывозащищенную съемную систему.
- 1.2 Удаление уплотнительных материалов Соляная кислота создается при нагревании ПВХ уплотнительного материала до температур свыше 180 ° С. Удалите поливинилхлоридный уплотнительный материал с помощью вращающейся проволочной щетки или нагрейте материал с помощью горячей воздуходувки до температуры не более 180 ° C и удалите шпателем. Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами прямого извлечения.
- 1.3 Дуговая сварка и пайка твердым припоем: ВАЖНО: Чрезвычайно яркая дуга во время сварки может привести к серьезной травме глаз, если не будут приняты соответствующие защитные меры. Используйте специальный сварочный экран для соответствующего процесса сварки (MAG или MIG). Выгородка рабочих отсеков с защитными экранами балок. Использовать установку для удаления сварочных выбросов. Сварщик должен носить защитную одежду и перчатки, пригодные для сварки (т.е. огнестойкие). Огнетушитель должен быть расположен в пределах досягаемости зоны сварки. Не проводите никаких сварочных работ вблизи топливного бака, например, когда он установлен. Обратите внимание на национальные правила.
- 1.4 Работа с клеящими средствами (клеи, чистящие средства, грунтовки и т.д.): ВАЖНО: Обработка клеев может вызвать аллергические реакции кожи и дыхания. Не ешьте, не пейте и не курите во время этой операции. Избегайте прямого контакта с глазами и кожей. Носить защитные очки, защитные перчатки и при необходимости фартук. Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами для прямого удаления паров клея. Рабочая одежда, загрязненная клеем или растворителем, должна быть немедленно заменена. Закончив работу, вымойте руки и нанесите защитный крем для кожи. Всегда держите под рукой ванну для глаз, регулярно меняйте воду (раз в месяц). Храните клейкие изделия только в защищенном шкафу. Храните клейкие продукты вдали от открытого огня и других источников возгорания. Защищать клеевые изделия от сильных источников тепла и прямых солнечных лучей. Обратите внимание на национальные правила.
Первая помощь:
В случае попадания в глаза немедленно промыть проточной водой в течение примерно 10-15 минут и, при необходимости, посетить специалиста по глазам.
В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. При необходимости обратитесь к врачу.
При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
При вдыхании паров клея обеспечьте постоянную подачу свежего воздуха, сохраняйте спокойствие, держите дыхательные пути без препятствий и обратитесь к врачу.
41 00... Установка гаек и болтов глухих заклепок
- Шпильки, приваренные в стандартной комплектации, всегда заменяются болтами с глухими заклепками.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок).
- Гайки и шпильки глухих заклепок должны иметь специальное покрытие для антикоррозийных целей (ссылка на источник: Отдел запчастей BMW). Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали!
- Уже нельзя будет установить глухую гайку заклепки, если просверленное отверстие слишком большое. В этом случае установите зажимную гайку (ссылка на источник: Отдел запчастей BMW). Эта гайка затягивается автоматически при привинчивании к компоненту.
- Вставьте глухие заклепочные гайки или болты и ЗАТЯНИТЕ ЗАКЛЕПОЧНЫМ ИНСТРУМЕНТОМ.
- Гайки глухих заклепок и болты глухих заклепок опломбируйте ГЕРМЕТИКОМ D1 (риск коррозии).
41 00... Точечная сварка стальных деталей
| ВАЖНО: | Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. Информацию о правильном обращении с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами см. в разделах ОБРАЩЕНИЕ С ЭЛЕКТРИЧЕСКИМ И ЭЛЕКТРОННЫМ ОБОРУДОВАНИЕМ и ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ. |
|---|
- Начиная с E65, для увеличения жесткости транспортного средства используется процесс точечной сварки. На частичных участках тела на фланцы пятен наносится 1-компонентный клей и за этим следует точечная сварка сопротивлением давлению. Клей отверждается только после процесса высыхания краски (примерно при 180 ° С).
- В случае ремонта клей на фланцы пятна не наносится. Количество мест сварки удваивается в качестве замены пропущенного клея.
- В качестве замены точечной сварки используются следующие процедуры: Сварка MAG (M et A ctive G as welding). Точечная сварка сопротивлением (далее и в инструкциях по ремонту упоминается как точечная сварка).
- Клей не наносится между фланцами пятна на новых деталях в случае 2- или многолистовых соединений. Зоны, недоступные для ключей для точечной сварки, могут быть соединены с помощью пробковой сварки MAG. Количество мест сварки удваивается в качестве замены пропущенного клея. Исключения (e.g.E65) описаны в соответствующих инструкциях по ремонту. Нанесите места сварки на существующие места сварки на новой детали. Это необходимо, потому что клей между фланцами пятна новой детали действует как изолятор.
- ВНИМАНИЕ: Во время сварочных работ извлекайте дым и пары.
Схема №32
 Войти
Войти
1.0 Комплект поставок
- Руководство владельца
- Пистолет для герметизации полости сосуда высокого давления (1)
- Распылительный набор, состоящий из распылительных шлангов: угловая насадка (2) и круглая распылительная насадка (3)
| ВАЖНО: | Перед запуском ознакомьтесь с Руководством Заказчика и инструкциями по технике безопасности. |
|---|
2.0 Запуск
- Открыть сосуд высокого давления и ввести герметик полости в виде 1-литровой банки. Закрыть сосуд под давлением.
- Подсоедините распылительный шланг к быстросоединяемой муфте.
- Подключите аппарат к источнику сжатого воздуха. Рабочее давление 2-6 бар, макс. 8 бар!
3.0 Режим работы
ПримечаниеВ отличие от предыдущих аппаратов, здесь возможно изменение схемы распыления с помощью винта управления потоком воздуха (большого винта с накаткой)!
- Закручивание винта управления воздушным потоком уменьшает воздушный поток и, таким образом, уменьшает туман распыления материала. Это способствует оптимальной работе при сохранении открытых компонентов/поверхностей.
- Выкручивание винта управления воздушным потоком увеличивает поток воздуха и, таким образом, туман распыления материала (для закрытых полостей).
- Спусковой рычаг имеет две ступени. Этап 1 - сброс только воздуха. Этап 2 - отвод воздуха и материала.
- Закончив работу, нажмите на первую ступень, чтобы очистить распылительный шланг сжатым воздухом.
- При хранении не забудьте закрутить винт регулировки воздушного потока закрытым, чтобы предотвратить высыхание материала.
- Очистите пистолет перед длительными периодами неиспользования (приблизительно 2 недели и выше).
- Для обеспечения правильной работы распылительных шлангов не храните шланги намотанными, например, в зоне лонжерона рамы!
Храните распылительные шланги в растянутом состоянии.
4.0 Примеры применения
- Используйте соответствующие распылительные шланги для различных полостей или поверхностей.
- Пример - двери и крышки: Распылительный шланг с угловой насадкой. Уменьшите поток воздуха, чтобы свести аэрозольный туман к минимуму.
- Пример - лонжерон рамы: Длинный распылительный шланг с круглой распылительной насадкой. В зависимости от типа немного увеличьте поток воздуха.
- Всегда держите аэрозольный туман на минимальном уровне, чтобы избежать загрязнения и неприятных запахов.
5.0 Инструкции по технике безопасности
- Не вдыхайте аэрозольный туман.
- Использовать только в хорошо проветриваемых помещениях.
- Рабочее давление макс. 8 бар.
41 00... Идентификационный номер транспортного средства
Требуются специальные инструменты
Процедура
ПримечаниеЕсли во время ремонтных работ снимается штампованный идентификационный номер автомобиля, то он должен быть снова проштампован.
Необходимые предварительные задачи:
- Снимите переднюю правую ПРУЖИННУЮ СТОЙКУ.
Специальный набор инструментов 41 1 180 для штамповки идентификационного номера транспортного средства состоит из:
Направляющая пластина 41 1 181
Контрплата 41 1 182
Схема №33

Установить снизу контропорную плиту 41 1 182 против пружинной стойки.
Установите направляющую пластину 41 1 181 сверху на опорную пластину пружинной стойки и привинтите ее к контропоре.
Вставить номера пуансонов 41 0 000 по отдельности в направляющую пластину и поставить штамп на идентификационный номер транспортного средства.
Схема №34
ПримечаниеВ случае замены компонента или кузова в мастерских/гаражах четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак «+» вместо эмблемы BMW.
Обратите внимание на национальные правила.
1.0 Рекомендуемые инструменты
- Используйте только инструменты, специально предназначенные для алюминиевого ремонта.
- Не используйте инструменты и рабочие жидкости, которые уже использовались для ремонта стали (например, шлифовальный круг). Опасность контактной коррозии.
- Не используйте инструменты с острыми краями (эффект надреза).
- Справочная информация BMW Каталог оборудования для СТО.
2.0 Выпрямление наружной обшивки
- «Холодное» выпрямление: Выдавить вмятины из их центра и сгладить в наружном направлении плавными постукиваниями. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Необходимы специальные инструменты и обученный сотрудник.
- «Горячая» правка: Нагрейте компонент на поврежденном участке с помощью вентилятора горячего воздуха до приблизительно 60 ° C. Это значительно уменьшает усилие, которое необходимо приложить для выпрямления.
- Избегайте надреза и растрескивания.
- Избегайте затвердевания и чрезмерного растяжения.
- Избегайте нагрева и избыточной температуры наружной обшивки на больших площадях.
41 00... Выпрямление алюминиевых деталей в конструкции
- Изменение формы или нагрев экструдированных секций и литых деталей не допускается!
Несоблюдение этого требования приведет к следующим результатам:
В случае изменения формы сварные швы (E52) или клеевые соединения (E60, E61, E63, E64) разрываются в окружающей зоне.
В случае изменения формы материал теряет до 40% своей первоначальной прочности.
В случае нагрева материал теряет до 40% своей первоначальной прочности.
Клей разрушается при температурах> или = 120 ° C (E60, E61, E63, E64).
Экструдированные секции и литые детали, которые показывают видимые или измеримые признаки деформации, должны быть заменены.
Проверьте деформацию с помощью системы правки.
Для оптического тестирования, полоску, прилегающую к компонентам в случаях сомнения.
Экструдированные секции используются в E52 в качестве опор двигателя, дверных стоек, лонжеронов и т.д.
Экструдированные секции используются в E60, E61, E63, E64 в качестве опор двигателя.
Литые детали используются в E60, E61, E63, E64, E70, E71 в качестве пружинных опор.
- Изменение формы экструдированных секций и литых деталей может использоваться только для достижения оптимального соединения соединительных поверхностей (например, при повреждении переборки). Детали с измененной формой должны быть заменены.
- Ремонт, который затрагивает точки крепления механических узлов и компонентов шасси, должен проводиться на рихтовочном стенде. Используйте комплект выпрямляющего приспособления для конкретного транспортного средства или спецификацию транспортного средства.
Для верхней секции также доступны выпрямляющие крепежные опоры и листы технических данных, например: стойки дверей, складные верхние опоры, капот, петли задней крышки и т. Д.
- Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло.
- Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства.
- Исключения на E60, E61, E63, E64:
Несущая опора и переборка могут быть выпрямлены, если они не имеют трещин, острых повреждений или отверстий. После проведения ремонтных работ снова проверьте детали на наличие трещин.
Осмотрите прилегающие клеевые фланцы на предмет отслаивания, при необходимости опломбируйте и законсервируйте ГЕРМЕТИКОМ.
Соблюдайте контрольные размеры выравнивания рамы для несущей опоры.
Любой ремонт переборки, если треснул за пределами утвержденного объема ремонта, разрешается только после консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны.
41 00... Правка стальных деталей
- 1.0 Рекомендуемые инструменты Используйте только те инструменты, которые предназначены для ремонта стали.
- 2.0 Выпрямление наружной оболочки «Холодное» выпрямление: Выпрессовать вмятины из их центра и сгладить во внутреннем направлении плавными отводами. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Для этой работы требуется специальный инструмент 5 04 98 328 и обученный рабочий. «Горячее» выпрямление: Нагреть вмятины в их центральной точке только газовым пламенем до яркого красного горячего. Затем материал закалите влажной тряпкой. Сварка шпильками может применяться в случае повреждения, когда доступ возможен только с одной стороны. Приварить на шпильке посередине поврежденного участка. Стальной штифт или прокладка выталкиваются с помощью молотка до тех пор, пока углубление не будет удалено. Шпильку, штифт или прокладку затем шлифуют или скручивают. Избегайте растрескивания. Избегайте затвердевания и чрезмерного растяжения. Избегайте нагрева и перегрева внешней оболочки на больших площадях. Если после выпрямления стальных деталей поверхность не имеет вмятин размером более 2 мм, то эти вмятины могут быть заделаны ножевым наполнителем. Вмятины размером более 2 мм необходимо обработать заливочным припоем. ПРИМЕЧАНИЕ: Применимо только в пределах Европейского Союза! Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003! Для автомобилей безопасности следуйте специальным примечаниям и информации в инструкции по ремонту.
- 3.0 Выпрямляющая конструкция Ремонт, затрагивающий точки крепления узлов и компонентов шасси/подвески, должен проводиться на выправочном стенде с соответствующим комплектом выправляющего приспособления или листом технических условий на транспортное средство. Для верхней части также доступны приспособления для правки и листы спецификаций, например: стойки дверей, складные верхние крепления, капот, петли задней крышки и т. Д. Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло. Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства. Несущие элементы кузова, такие как, например, держатели двигателя, стойки дверей, боковые элементы рамы и т.д. с деформациями, которые больше не могут быть возвращены в их первоначальную форму путем «холодной правки», должны быть заменены. Нагрев компонентов корпуса подшипника для лучшего изменения формы не допускается! Несоблюдение этого требования приведет к потере первоначальной прочности до 40%. Высокопрочные и сверхвысокопрочные стальные пластины, как правило, не поддаются переформированию. Изменение формы служит только подготовительной мерой к замене компонента для достижения оптимального соединения точек соединения. Для изменения формы кузов должен быть закреплен следующим образом: При использовании специальных/универсальных комплектов для правки (Carbench/Celette) необходимо дополнительно прикрепить кузов с помощью 4 удерживающих зажимов к фланцу места входа или к 4 точкам подъема. Точечный фланец (если имеется) является предпочтительным. При использовании универсальных электронных или механических систем правки (Car-O-liner/Celette) необходимо прикрепить кузов с помощью 4 удерживающих зажимов к точечному фланцу входа или к 4 точкам домкрата. Точечный фланец (если имеется) является предпочтительным. Дополнительно закрепите не менее 2-х точек крепежным комплектом. Несоблюдение этих инструкций приведет к повреждению тела во время изменения формы на неповрежденных участках. Специфические для транспортного средства рихтовочные приспособления и универсальные крепления могут быть повреждены.
99 00... Устранение повреждений лакокрасочного покрытия
Эти примечания относятся к повреждениям лакокрасочного покрытия на отверстии корпуса, которые произошли при отсоединении оконного стекла.
Для обеспечения долговременной защиты от коррозии абсолютно необходимо подправить повреждения лакокрасочного покрытия!
Справочник по окраске «BMW Color система» составляет основу данных инструкций по ремонту и должен соблюдаться в обязательном порядке.
Зачистить повреждения лакокрасочного покрытия на апертуре кузова и подкрасить многобазовым наполнителем BMW.
Зачистить большие участки или повреждения до оголенного листового металла и покрыть многобазовым наполнителем BMW (толщина слоя от 30 до 40 μ м).
Время затвердевания:
- С инфракрасным излучением, не менее 10 минут
- Без инфракрасного излучения в течение не менее 60 ° C, не менее 30 минут
- Без инфракрасного излучения в течение не менее 20 ° C, не менее 24 часов
Если требуется полное наращивание краски в видимой области:
- Снимите ленту с загрунтованного клеевого фланца перед нанесением верхнего покрытия
| ВАЖНО: | Соблюдайте время затвердевания многобазового наполнителя BMW, иначе идеальная связь не может быть гарантирована! |
|---|
41 00... Использование материалов в наружной обшивке
Следующая иллюстрация является схематическим представлением всех вариантов тела.
Нанесите эту иллюстрацию на соответствующее транспортное средство.
Схема №35
 Войти
Войти
Все компоненты, не перечисленные в таблице ниже, состоят из установленных качеств листовой стали.
| Компонент | Транспортное средство | Материал |
|---|---|---|
| (1) Боковая панель, передняя | E52 (Z8) | Алюминий |
| - | Э60, E61 | Алюминий |
| - | Э63, E64 | Пластик (термопластик) |
| - | E65, E66: | Алюминий |
| - | E70, E92, E93 | Пластик (термопластик) |
| (2) Передняя дверь | E36/C (М3) | Алюминий или сталь |
| - | E36/2 (M3) | Алюминий или сталь |
| - | E52 (Z8) | Алюминий |
| - | Э63, E64 | Алюминий |
| (4) Боковая панель, задняя | E52 (Z8) | Алюминий |
| (5) Капот двигателя | E38 (750i) | Алюминий или сталь |
| - | E46/C (М3) | Алюминий |
| - | E46/2 (M3) | Алюминий |
| - | E52 (Z8) | Алюминий |
| - | Э60, E61, Э63, E64 | Алюминий |
| - | E65, E66, E70 | Алюминий |
| - | E85 (Z4) | Алюминий |
| (6) Жесткий верх/крыша | E36/C | Алюминий |
| - | E36/7 (Z3) | Пластик (стекловолокно/эпоксидная смола) |
| - | E46/C | Алюминий |
| - | E46/2 (M3 CSL) | Пластик (CFK) |
| - | E52 (Z8) | Пластик (PU) |
| - | E85 (Z4) | Пластик (SMC) |
| - | E63 (M6) | Пластик (CFK) |
| (7) Мягкая верхняя крышка | E46/C | Магний |
| - | E64 | Пластик (SMC) |
| (8) Задняя крышка | E46/2 (M3 CSL) | Пластик (SMC) |
| - | E52 (Z8) | Алюминий |
| - | Э63, E64 | Пластик (SMC) |
ТАБЛИЦА СОСТАВНЫХ ЧАСТЕЙ ТРАНСПОРТНОГО СРЕДСТВА
41 00... Идентификационный номер транспортного средства, общие сведения
Идентификационный номер транспортного средства должен быть проштампован специальным инструментом. Существуют различные специальные номера инструментов и процедуры штамповки для различных транспортных средств.
При ремонтных работах идентификационный номер транспортного средства (VIN) всегда штампуется в поверхность сменного идентификационного номера транспортного средства. Поверхность замены обычно расположена под исходной поверхностью VIN.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
В случае замены компонента или кузова в гаражах/мастерских BMW четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак + вместо эмблемы BMW.
Если VIN штампуется на поверхности замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: Первоначальный VIN должен быть зачеркнут. Для этого проштампуйте букву I из цифр пробивки в продольном направлении через оригинальный VIN.
| ВАЖНО: | Не используйте угловую шлифовальную машину совместно с режущим диском! |
|---|
Защитная пленка, используемая в качестве стандартной, опускается после того, как VIN был отштампован вручную. Окрасить участок в соответствии с BMW Painting Handbook. Убедитесь, что толщина слоя небольшая.
Соблюдайте специфичные для страны правила.
41 00... Компоненты из сварочной стали
| ВАЖНО: | Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. Информацию о правильном обращении с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами см. в разделах ОБРАЩЕНИЕ С ЭЛЕКТРИЧЕСКИМ И ЭЛЕКТРОННЫМ ОБОРУДОВАНИЕМ и ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ. |
|---|
Общая информация
- Следующие процедуры используются для ремонта: Сварка MAG (M et A ctive G как сварка). Точечная сварка под давлением (далее и в инструкциях по ремонту упоминается как точечная сварка).
- Взять количество и расположение сварных точек и сварных швов MAG с отделенной части, заменить зоны, недоступные для ключей для точечной сварки, пробками MAG/точечными сварными швами на том же расстоянии. Диаметр отверстий под пробку/точечные швы 8 мм.
- В случае удаления выбросов соблюдайте минимальное расстояние 30 см для сварки MAG во время процесса сварки. В противном случае инертный газ будет отводиться.
- При использовании следуйте инструкциям производителя оборудования.
Рабочие материалов
- Сварочные аппараты MAG: Стальные сварочные аппараты (см. ОБОРУДОВАНИЕ ДЛЯ МАСТЕРСКИХ). Стальная сварочная проволока - G3SI1 (SG2) или G4SI1 (SG3) Сварочная маска Газовый баллон, содержащий инертный газ (82% аргона, 18% CO2)
- Точечная сварка сопротивлением: Аппарат точечной сварки (см. ОБОРУДОВАНИЕ ЦЕХА). Защитные очки
Подготовка к MAG и точечной сварке
- Удалите лакокрасочное покрытие на участке около 30 мм вокруг сварного шва или пятна. Цинковое покрытие под ним должно быть удалено во время операции сварки MAG. Во время точечной сварки нет необходимости удалять цинковое покрытие снизу.
- Удалите лакокрасочное покрытие с обратной стороны сварного шва или пятна. В противном случае загрязняющие вещества будут попадать в сварочную ванну через корень сварного шва. Недостаточный поток электронов препятствует оптимальному точечному сварному соединению.
- Покрыть все металлические перекрытия и приварить точечные фланцы сварочной грунтовкой.
- Чтобы определить оптимальное контактное усилие электрода для точечной сварки, проведите испытания на сдвиг точечной сварки на металлических листах образца.
- Для того, чтобы поток электронов был коротким во время сварки MAG на корпусе, вы должны, по возможности, прикрепить клемму заземления непосредственно к свариваемому компоненту.
Сварка
- Во время сварки MAG сварной зазор должен быть как можно меньше. Чем больше зазор сварного шва, тем ниже будет прочность соединения.
- Во время точечной сварки соединяемые металлические фланцы должны быть расположены как можно ближе друг к другу без зазоров.
Чем больше зазор, тем ниже будет прочность соединения.
Минимальный зазор между местами сварки 25 мм.
Последующая обработка сварных соединений
- При шлифовке сварного шва не следует шлифовать тонким слоем основной материал рядом со швом.
- После соединения очистите все сварные швы и пятна проволочной щеткой из нержавеющей стали.
- Удалите сгоревшую краску проволочной щеткой из нержавеющей стали.
- Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, после ремонта должны быть загрунтованы и вновь тщательно загерметизированы. Замените поврежденные или снятые противообледенительные слои.
41 00... Сварка в усиливающей пластине (листовой стали)
В случае частичной замены деталь корпуса разрезается в точке, описанной в инструкции по ремонту.
Для обеспечения достаточной прочности вварена усиливающая пластина.
Следуйте указаниям по сварке стальных деталей.
ПримечаниеСледующие иллюстрации служат общими иллюстрациями работ по ремонту арматурных плит. Они применимы ко всем ремонтам резки.
Разметить компонент в соответствии с расстоянием А и вырезать.
Схема №36
 Войти
Войти
Отрежьте новую деталь (1) в соответствии с вырезом и при необходимости отрегулируйте по посадке рихтовочным креплением или универсальным креплением.
Установка:
Прилипать к зазору на срезе приблизительно от одного до макс. двух толщин материала, чтобы обеспечить сварку с усиливающей пластиной и облегчить более терпимую посадку.
Схема №37
Очистите внутреннюю и наружную стороны соединительных участков (1) на новой детали и (2) на кузове.
Внутренние стороны покрыть сварочной грунтовкой.
Схема №38
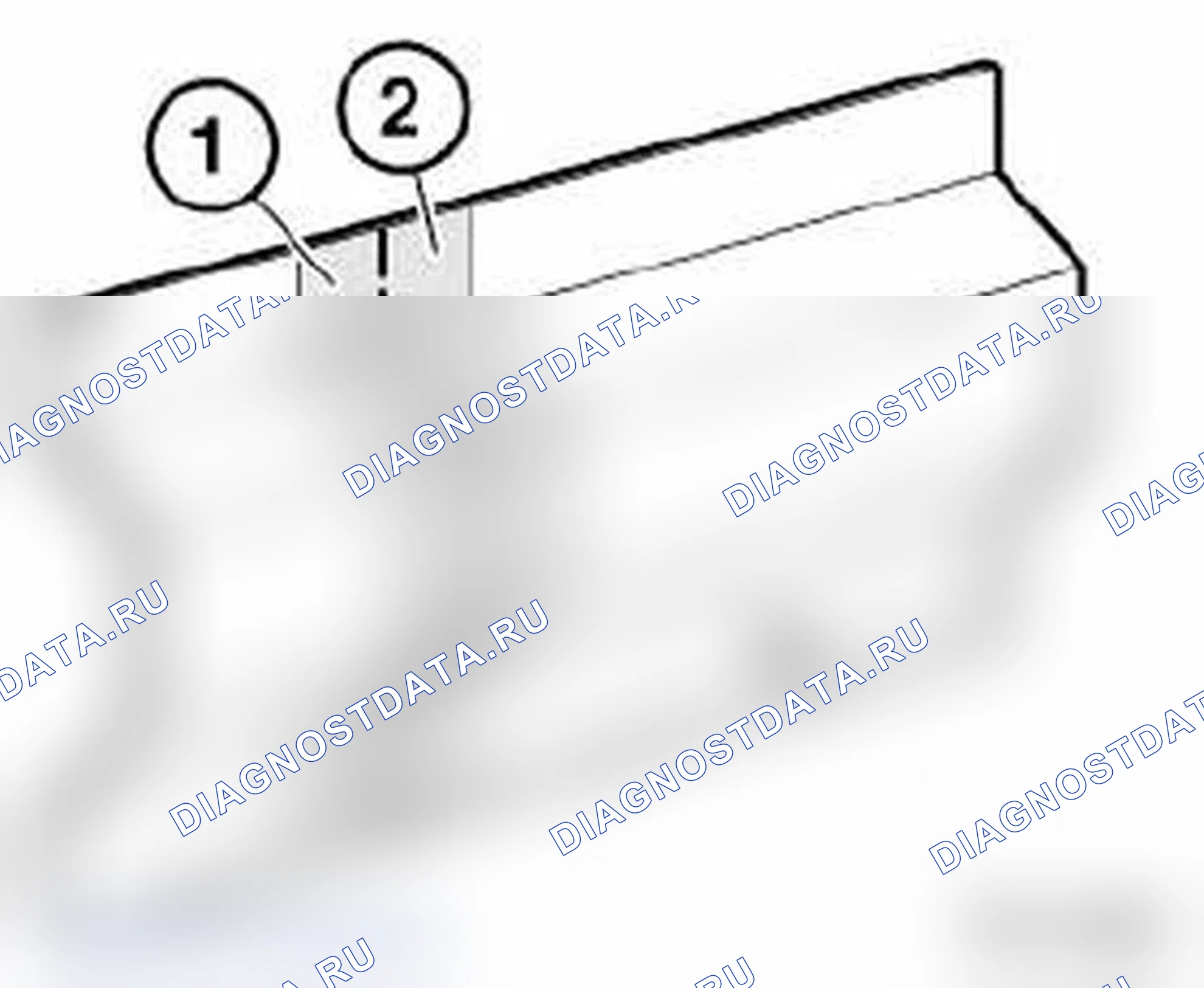
Просверлите отверстия 1 и 2 на расстоянии 25 мм друг от друга.
Диаметр отверстия около 8 мм.
Схема №39
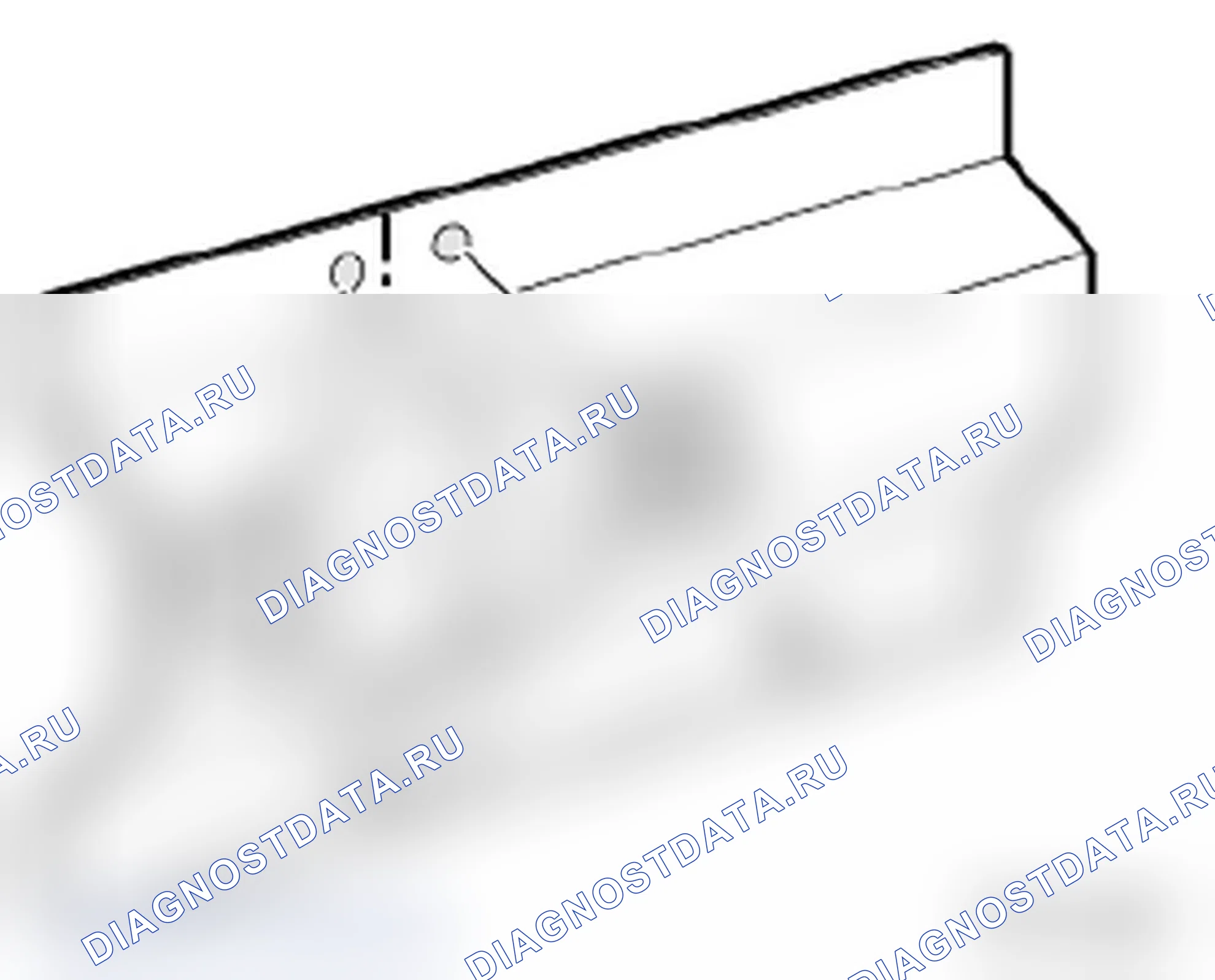
Из обрезка новой детали изготовьте арматурную пластину 1.
При необходимости сделать дальнейшие плиты усиления.
Длина арматурных плит не менее 40 мм.
Плиты усиления 1 и 2 с обеих сторон покрыть сварочной грунтовкой.
Схема №40
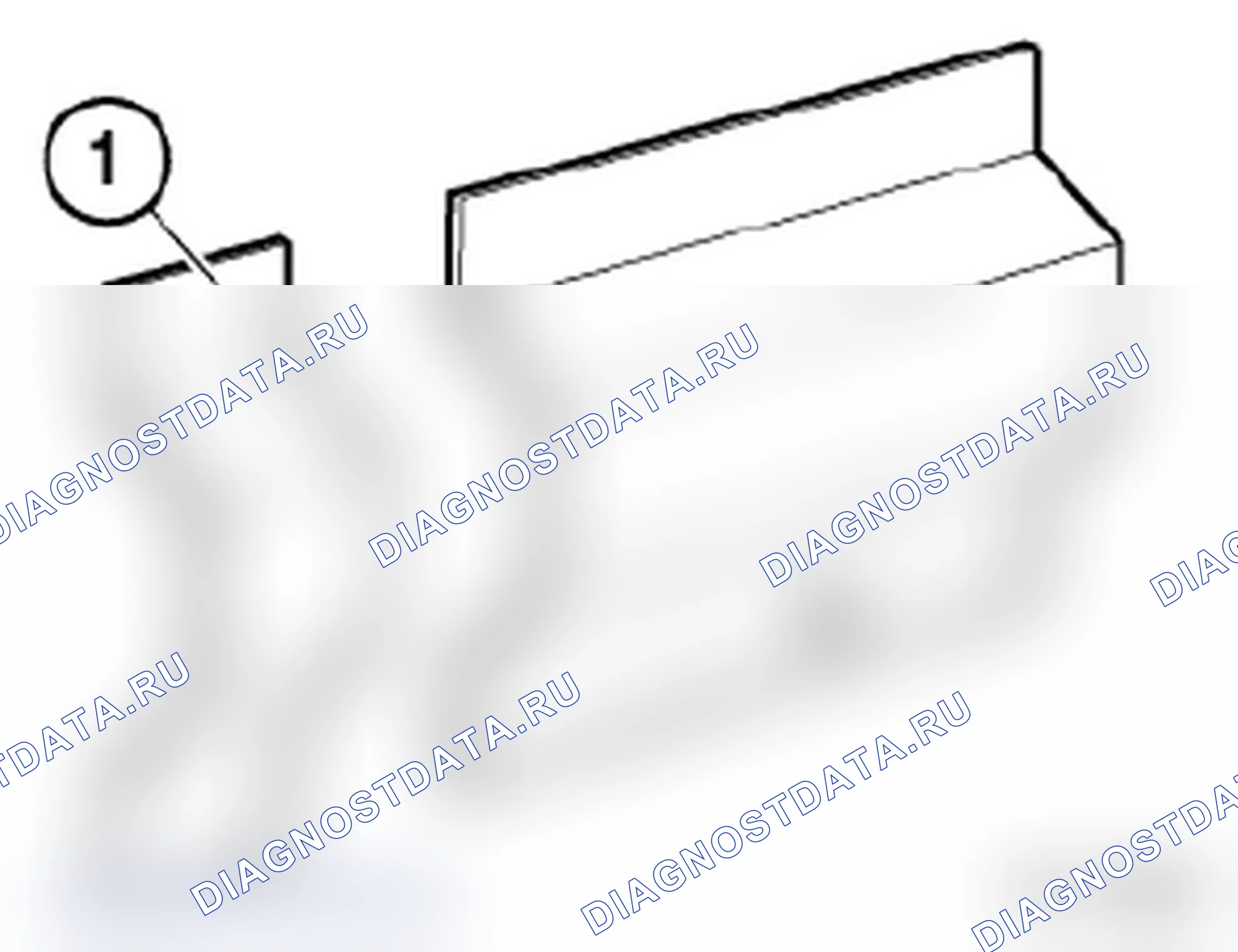
Вдвиньте усиливающую пластину (1) в компонент на корпусе до половины пути и заварите пробкой (3).
Схема №41
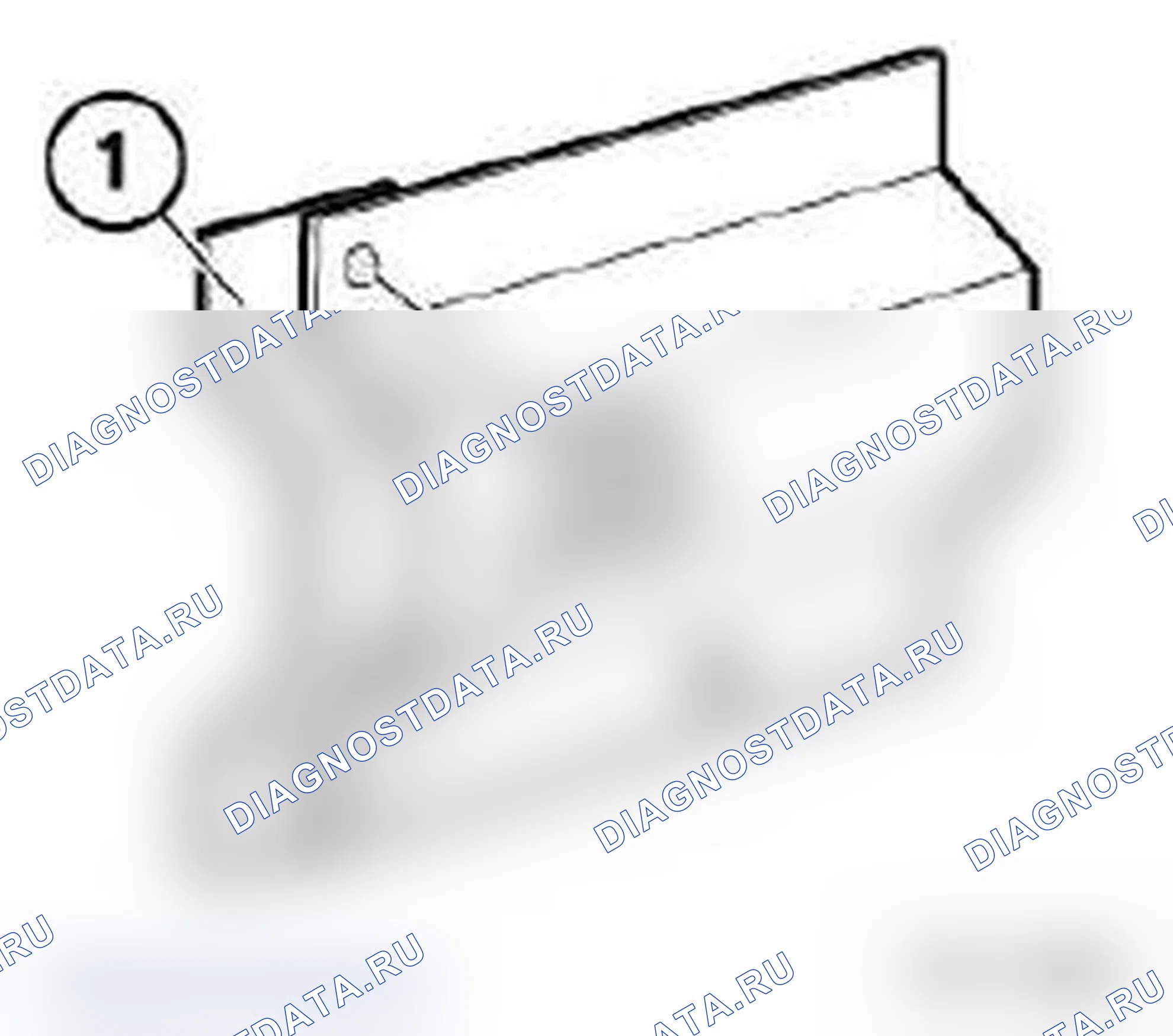
При необходимости отрегулируйте новую деталь (1) по посадке с рихтовочным креплением или универсальным креплением и пробкой-сваркой (2).
Сварное соединение MAG (3).
Зачистить и очистить сварной шов и места сварного шва пробки.
Лужению должны подвергаться только видимые участки наружной обшивки и изношенные участки на опорном носителе.
Все зоны, имеющие крышки на транспортном средстве, не подлежат лужению.
ПримечаниеПрименимо только в пределах Европейского Союза!
Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
Схема №42
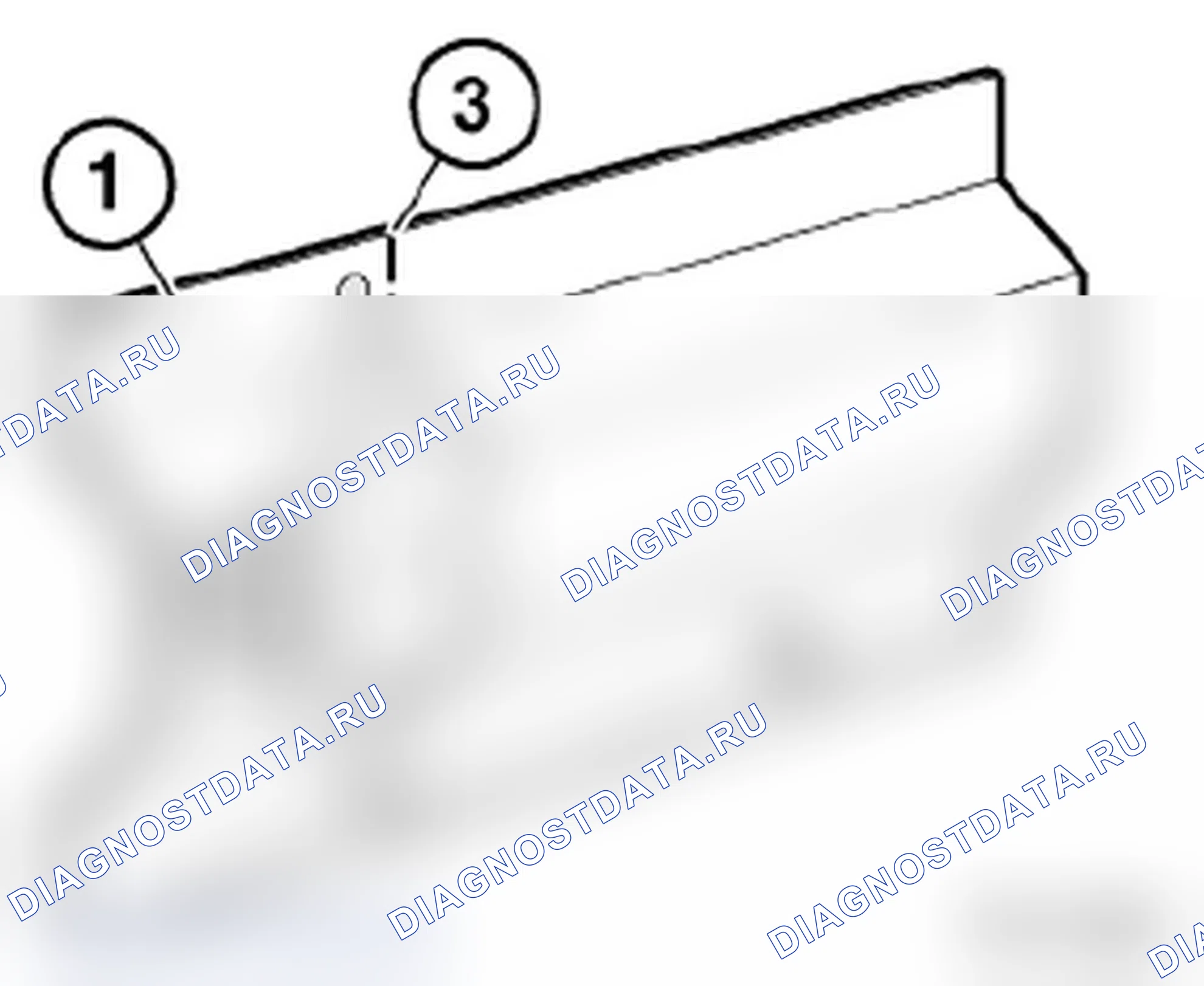
41 00... Работа с двухкомпонентной полиуретановой пеной
Ссылка на источник для пены полости, см. BMW Parts обслуживание.
Свойства полостной пены:
- 2-компонентная ПУ пена, без растворителя.
- Отличная пропускная способность, обеспечивающая полную герметизацию полостей.
- Хорошая прочность, предотвращающая соскальзывание в полостях.
- Низкое водопоглощение, предотвращение коррозии.
- Идеально подходит для использования в качестве изоляционного и герметика
Информация об опасностях/опасностях
- Избегайте контакта с глазами и кожей. Используйте защитные очки, защитные перчатки, устойчивые к растворителям, и защитную одежду.
- Не вдыхать. Применять только в хорошо проветриваемых помещениях.
- ВНИМАНИЕ: Время применения после смешивания: в течение 8 минут! Полностью пустая открытая банка после использования.
- Оставшиеся количества, которые не используются, могут привести к взрыву банки из-за химической реакции (накопление тепла)! Альтернативно, банку, содержащую оставшееся неудаленное количество, охлаждают в течение нескольких часов в холодной воде.
- Не ешьте, не пейте и не курите во время этой операции.
- Держите источники тепла и воспламенения далеко.
- Перед применением прочтите информацию производителя об опасностях/опасностях (напечатанную на банке).
Инструкция по применению
- Использовать по дате на банке. Не используйте баллончик после истечения срока годности Use by date на баллончике. После использования по дате свойства полостной пены больше не будут соответствовать требованиям BMW Group.
- Герметизация полости ремонтного участка возможна после времени осушения воздуха 1 час.
- Поверхность подкладки должна быть чистой и не содержать пыли, смазки, масла и отпаривающего агента.
- Температура нанесения не менее 15 ° С. Оптимально 20 ° C.
- Удалите свежую незатвердевшую полиуретановую пену с помощью клеевого очистителя 208. Источник: BMW Parts обслуживание. Отвердевшую пену ПУ можно удалить только механическим способом (машиной).
- Избыток, затвердевший пенополиуретан можно утилизировать как остаточные отходы. Банки, которые не являются полностью пустыми и неиспользованными, срок годности которых истек, классифицируются как опасные отходы. Соблюдайте правила утилизации отходов в конкретных странах.
- Соблюдайте инструкции производителя по применению (напечатаны на банке).
- ВАЖНО: Пена многократно расширяется по мере схватывания (изменения объема).
- Настройка занимает около 30 минут. После этого возможна механическая обработка (например, сверление, резка и т.д.).
41 00... Оборудование для мастерских
Минимальные требования к оборудованию мастерской для обеспечения правильного и квалифицированного выполнения ремонта кузова:
Необходимо использовать инструменты, перечисленные ниже.
| - | Сталь | Алюминий | ||
|---|---|---|---|---|
| Также | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Ассортимент кузовных инструментов | X | X | - | - |
| Алюминиевый инструмент для кузовных работ | - | - | X | X |
| Кузовная пила | X | X | - | - |
| Одноручная шлифовальная машина | X | X | X | X |
| Устройство для удаления сварочных пятен | X | X | - | - |
| Сварочный аппарат MAG | X | X | - | - |
| Сварочный аппарат МИГ | - | - | X (только E52) | - |
| Аппарат точечной сварки | X | X | - | - |
| Газосварщик | - | X | - | - |
| Система правки | X | - | X | - |
| Аппарат для сварки шпилек | - | - | X | - |
| Комплект покрытия пламенем | - | - | X | - |
| Универсальный заклепочный инструмент | - | - | X | - |
СПРАВОЧНАЯ ТАБЛИЦА ОБОРУДОВАНИЯ МАСТЕРСКОЙ
| ВАЖНО: | В транспортных средствах с 2001 модельного года в определенных областях используются стали с более высоким пределом прочности при растяжении и с большим пределом прочности при растяжении. Важно проверить, соответствует ли используемый аппарат точечной сварки техническим требованиям рекомендуемых в настоящее время сварочных аппаратов. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с Горячей линией для конкретной страны. Использование технически устаревшего оборудования может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. |
|---|
Использование и ограничения:
Определение рекомендации:
Все рекомендуемые в настоящее время комплекты для точечной сварки соответствуют требованиям, касающимся надежной сварки современных и будущих автомобилей BMW Group. Установка для точечной сварки потеряет свою рекомендацию, как только испытания с материалами и комбинациями материалов, предназначенными для будущего использования в автомобилях BMW Group, дадут отрицательные результаты.
Все предыдущие заявления до снятия рекомендации остаются без изменений.
| - | Обозначение устройства | Производитель |
|---|---|---|
| Устройства группы 1 в настоящее время больше не рекомендуются | CR500 | Car-O-Liner |
| Spot9000 | Текна | |
| ATL 400V | Виландер и Шилл | |
| Рекомендуемые в настоящее время устройства группы 2 (март 2007 г.) | QSVM9000 MIDIspot | Селетт |
| QSVM9000 MIDIspot | Элматех | |
| CR600 | Car-O-Liner | |
| Многопозиционное управление MI-100 | Электрон |
ТАБЛИЦА ОБОЗНАЧЕНИЙ УСТРОЙСТВ
Варианты применения и ограничения вышеуказанных устройств.
| Транспортное средство | Группа 1 | Группа 2 |
|---|---|---|
| E93 | X За исключением стойки А, стойки В, подоконника | X |
| E70 | X За исключением B-образной стойки | X |
| E64 | X За исключением стойки А, стойки В, подоконника | X |
ТАБЛИЦА ОГРАНИЧЕНИЙ
Примечание(март 2007)
Все модели, не указанные в списке, могут быть отремонтированы с помощью устройств группы 1 и группы 2.
41 11 028 Замена левой опоры двигателя (частичная замена перед передней осью)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
Схема №43
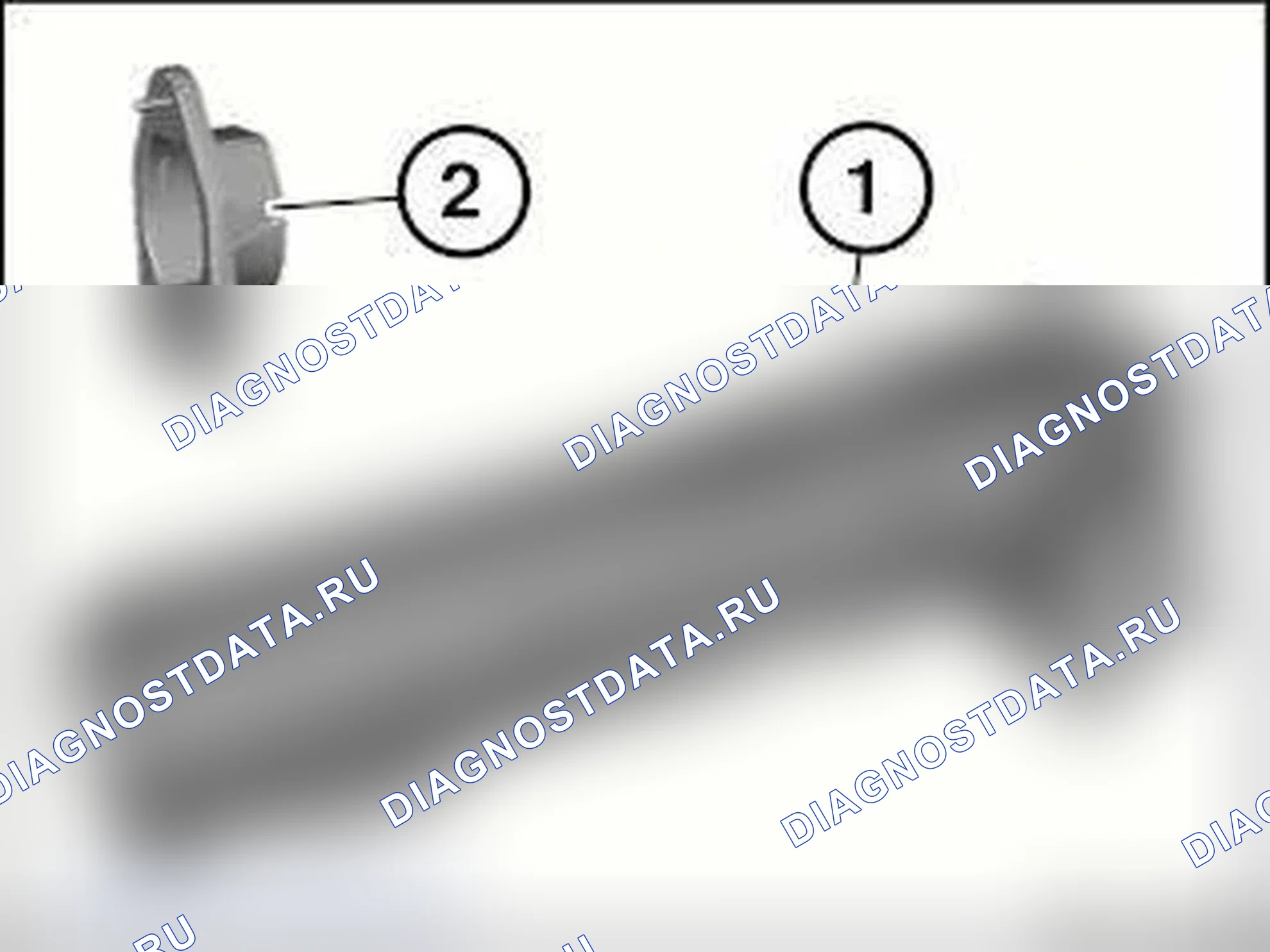 Войти
Войти
- (1) Держатель двигателя, передний
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
Размер а = 40 мм перед отверстием диам. 20 мм (только левая сторона)
Размер a = 65 мм перед отверстием диам. 20 мм (только правая сторона)
Подготовка новой части:
Разметить разделительный разрез (1) в соответствии с ТС и разрезать.
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Сварка в арматурной плите при отрывном срезе.
Схема №44
41 11 043 Замена передней секции левой опоры двигателя
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Держатель двигателя, передний
Открытые сварные соединения в зонах (1).
Грубо отрежьте носитель двигателя по линии (2) и снимите металлическую пластину.
Схема №45
Открытые сварные соединения в зоне (1).
Установка:
Новый компонент (1) связан в области (1). Нанесите клей в области (1) с обеих сторон.
Схема №46
Открытые сварные соединения в зоне (1).
Схема №47
Открытые сварные соединения в зонах (1).
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
| ВАЖНО: | Резьбовые втулки на новой детали не имеют нарезанной резьбы. Есть 2 варианта на выбор при монтаже новой детали. |
|---|
Схема №48
- Установить штифтом, соответствующим диаметру резьбовой втулки.
- Нарезание резьбы новым саморезом, соответствующим резьбовой втулке.
Подготовка новой детали:
| ВАЖНО: | Инструкции по креплению конструкции: см. СОЕДИНЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ, ОБЩИЕ ИНСТРУКЦИИ ПО ЦЕМЕНТИРОВАНИЮ и ПРИМЕЧАНИЯ К АДГЕЗИВУ K1 264966-S31010287432013110500000) Отшлифовать грунтовку с новой детали и кузова в зоне поверхностей склеивания. Нанесите клей на голый металл. |
|---|
Монтаж передней секции опоры двигателя:
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите клей на склеиваемые поверхности.
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Соединяя опору двигателя, убедитесь, что на поверхностях склеивания достаточно клея.
Привяжите новую деталь в области (3).
Сварите новую деталь в зонах (1).
Схема №49
Привяжите новую деталь в области (2).
Сварите новую деталь в зонах (1).
Схема №50
Дополнительно приварить новое приспособление для амортизации ударов (1) так же, как в серийном стандарте.
Схема №51
Сварите новую деталь в зонах (1).
| ВАЖНО: | Резьбовые втулки на новой детали не имеют нарезанной резьбы. Есть 2 варианта на выбор при монтаже новой детали. Крепление со штифтом, соответствующим диаметру резьбовой втулки. Нарезание резьбы новым саморезом, соответствующим резьбовой втулке. |
|---|
41 11 043 Зачистные работы - Замена передней секции левой опоры двигателя
- Снимите двигатель
- Снять коробку предохранителей отсека двигателя
- Снимите усилитель тормозов
- Снять подшипниковый блок коробки передач
- Освободить бачок промывочной жидкости
- Освободить левый жгут проводов
- Стравить магистрали кондиционирования и гидросистемы сцепления с опоры двигателя
41 11 141 Замена крышки для левого или правого продольного элемента
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
Схема №52
 Войти
Войти
- (1) Боковая рама, внешняя
Разметить разделительные вырезы в соответствии с иллюстрацией и вырезать.
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Размер а = около 35 мм перед удлиненным отверстием диам. 12 х 18 мм.
Размер b = приблизительно 25 мм перед отверстием диам. 12 мм.
Открытые сварные соединения в зонах (1).
Установка:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Сварка в усиливающих панелях при всех отрывных разрезах.
Схема №53
41 11 300 Замена крышки для продольного элемента с левой или правой дверной стойкой (частичная замена B-стойки, задняя боковая панель удалена)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Боковая рама, внешняя
- (2) Фасонная часть, B-образная стойка, внутренняя (не показана)
- (3) Фасонная часть, B-образная стойка, наружная (не показана)
- (4) Фасонная часть, B-образная стойка (не показана)
Схема №54
Разметить линии реза по заданным размерам и вырезать.
Обрезать наружную плиту только для последующих разделительных разрезов.
Размер a = прибл. 120 мм после удлиненного отверстия диам. 12 х 18 мм.
Размер с = 280 мм от края крыши.
Размер d = 80 мм ниже надреза c.
Полностью вырезать участок профиля для последующей разделительной резки.
Размер b = 150 мм перед удлиненным отверстием диам. 18 х 24 мм.
Установка:
Наклеить на полость акустическую перегородку (1).
В зоне (2) заменить полостную акустическую перегородку на полостную пену.
Схема №55

Разметить линии реза по заданным размерам и вырезать.
Вырезать наружную металлическую пластину только для последующей разделительной резки.
Размер а = 80 мм перед удлиненным отверстием диам. 18 х 24 мм.
На линии реза (1) удалить полостную акустическую перегородку и полностью удалить участок профиля.
Схема №56
Открытые сварные соединения в зонах (1).
Вид из салона автомобиля:
Открытые сварные соединения в зонах (1).
Схема №57
Вид с пола автомобиля:
Открытые сварные соединения в зонах (1).
Снимите крышку бокового элемента.
Схема №58
Схема №59
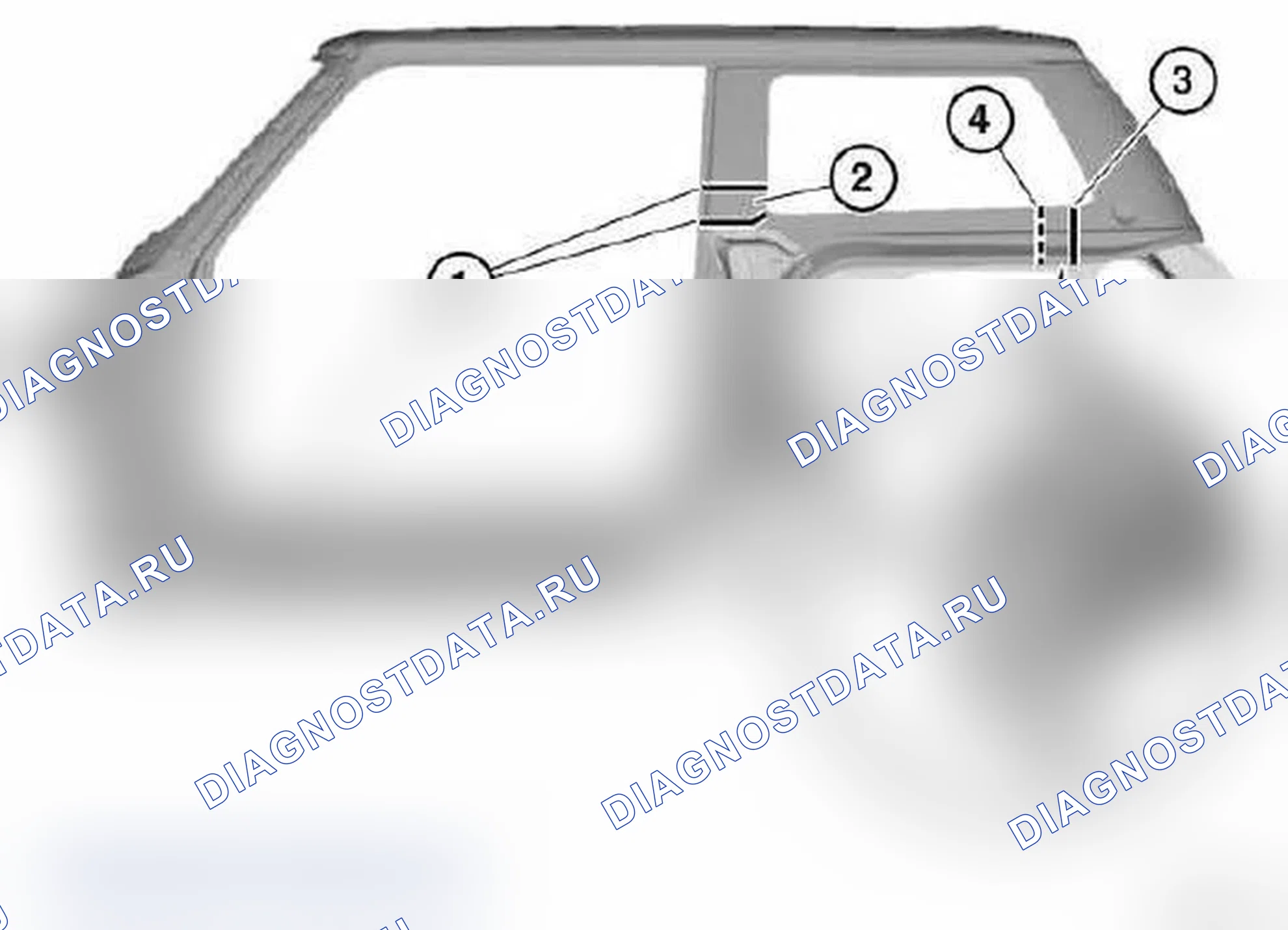
Разметить новую деталь в соответствии с разделительными разрезами на транспортном средстве и вырезать.
Срезать только наружную металлическую пластину на всех разделительных разрезах.
Разделительные прорези (3) и (4) смещены относительно друг друга.
С тыльной стороны сделать разделительный вырез 4.
Установка:
По-прежнему необходима вырезанная листовая секция (2).
Подготовка новой части:
Разметить новую деталь в соответствии с разделительным разрезом (1) на автомобиле и вырезать.
Установка:
Сварка в усиливающих панелях при всех отрывных разрезах.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Схема №60
41 11 720 Замена заднего левого бокового элемента (частичная замена, задняя панель и боковая панель на задней левой стороне удалены)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
Схема №61
 Войти
Войти
- (1) Водило заднего моста
- (2) Крышка, опора заднего моста
- (3) Армирование, поддон пола
Разметить разделительный разрез в соответствии с измерением а и вырезать.
Расстояние a = приблизительно 50 мм от задней точки завинчивания опорного подшипника.
Схема №62
Разметить разделительный разрез в соответствии с измерением а и вырезать.
Расстояние а = ок. 120 мм от поперечины, пола багажного отделения.
Открытые сварные соединения в зонах (1).
Схема №63
Установка:
За счет свариваемой арматурной плиты новая деталь заключается в случае ремонта 2-х отдельных деталей.
Разметить новую деталь в соответствии с предыдущим разделительным разрезом и вырезом.
Схема №64

Установка:
Отрегулируйте новую деталь (1) по посадке с помощью рихтовочного приспособления или универсального крепления (2).
Приварить арматурную пластину (3) на срезе разделки.
Также сварите соединение через усиливающую пластину (4) заднего элемента шасси изнутри.
Схема №65
Установка:
Разметить новую заднюю наружную рельсовую часть шасси в соответствии с расстоянием а и вырезать.
Расстояние a = прибл. 235 мм за отверстием диам. 10 мм.
Сварка в арматурной плите при отрывном срезе.
Схема №66
Установка:
Установите новую деталь (1).
Зона сварки (2).
Схема №67
41 12 535 Замена полного пола заднего багажного отделения (хвостовая панель удалена)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Требуются следующие новые части кузова:
- (1) Пол багажного отделения
- (2) Задний держатель глушителя (не показан)
Схема №68
Открытые места сварки на участках (1).
Схема №69

Вид с днища автомобиля:
Открытые места сварки на участках (1).
Снимите пол багажника.
Схема №70
Подготовка новой части
Откройте места сварки в зоне (1) и снимите поперечину.
Вписать в новую деталь.
Схема №71
 Войти
Войти
41 12 535 Замена полного пола заднего багажного отделения
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Соблюдайте процедуры ЭТАПА 3 РЕМОНТА.
Требуются следующие новые части кузова:
Схема №72
 Войти
Войти
- (1) Пол багажного отделения
- (2) Задняя отделка, внешняя обшивка
Открытые сварные соединения в зонах (1).
Обрежьте наружную обшивку задней отделки в областях (2) под фланцем боковой панели. Обрежьте только лист снаружи и снизу.
Грубо обрежьте заднюю отделку наружной обшивки и снимите.
Установка:
Дополнительно приварите новые компоненты в зонах (3).
Схема №73
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Открытые сварные соединения в зонах (1).
Схема №74
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Открытые сварные соединения в зонах (1).
Схема №75

Открытые сварные соединения в зонах (1).
Вид с пола автомобиля:
Открытые сварные соединения в зонах (1).
Снимите пол багажника.
Подготовка новой части:
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Откройте сварные соединения в зонах (1) и удалите арматуру (2).
Схема №76
Подготовка новой части:
Откройте сварные соединения в местах 1 и снимите траверсу 2.
Вписать в новую деталь.
Перед сваркой в, также отрегулировать хвостовую панель и заднюю крышку, чтобы соответствовать.
Схема №77
Подготовка новой части:
Вырезанные участки (1) аналогично вырезу, выполненному на автомобиле.
Вписать в новую деталь.
Схема №78
41 14 021 Замена передней левой колесной арки
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
Схема №79
 Войти
Войти
- (1) Колесная арка, спереди
- (2) несущая, колесная арка, передняя,
Открытые сварные соединения в зонах (1).
Установка:
Дополнительно приварить в зоне (2).
Схема №80
Открытые сварные соединения в зонах (1).
Схема №81

Открытые сварные соединения в зонах (1).
Схема №82
Открытые сварные соединения в зонах (1).
Отметить разделительный разрез до диам. 20 мм и отрезать.
Открытые сварные соединения в зоне (1).
Установка:
Сварка в арматурной плите при отрывном срезе.
Схема №83
Подготовка новой части:
Открытые сварные соединения в зонах (1).
Разметить разделительный разрез (2) в соответствии с ТС и разрезать.
Схема №84
Подготовка новой части:
Открытые сварные соединения в зонах (1).
Установка:
Регулировка новых деталей под посадку с помощью рихтовочного крепления или универсального крепления.
Схема №85
41 14 511 Замена полностью задней левой колесной арки (задняя левая боковая панель удалена)
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
Схема №86
 Войти
Войти
- (1) Арка заднего колеса
- (2) Закрывающая пластина, колесная арка
- (3) Фасонная часть, B-образная стойка
- (4) Фасонная часть, B-образная стойка, наружная
Откройте сварные соединения в зонах (1) и (2).
Снимите переборку полости 3.
Установка:
По производственным соображениям последовательность ремонтного соединения отличается от последовательности последовательного соединения. Установите новую деталь в зоне (2) снаружи на фланец трубы.
Клей оконного стекла нанести на акустическую перегородку полости 3.
Схема №87
Открытые сварные соединения в зоне (1).
Установка:
Вписать в новую деталь.
Перед сваркой новых деталей также отрегулируйте заднюю боковую панель по посадке.
Схема №88
Установка:
Дополнительно приварите новый компонент в зоне (1).
Схема №89
41 14 021 Зачистка - замена передней левой колесной арки
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снять крышку моторного отсека
- Снять крышку отсека двигателя левого шарнира
- Снимите левую боковую панель
- Освободить бачок промывочной жидкости
- Снять коробку предохранителей отсека двигателя
- Снимите усилитель тормозов
- Снять подшипниковый блок коробки передач
- Снимите левую фару
- Снять левую пружинную стойку
- Снимите левый рычаг подвески
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
41 21 511 Замена передней левой дверной стойки (передняя боковая панель удалена)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
ПримечаниеЭти инструкции по ремонту содержат процедуры ЭТАП РЕМОНТА 3.
Требуются следующие новые части кузова:
Схема №90
 Войти
Войти
- (1) Несущая конструкция, боковая рама, передняя часть
- (2) Боковая рама, внешняя
Открытые сварные соединения в зонах (1).
Схема №91
Открытые сварные соединения в зонах (1).
Снимите опорную подставку.
| Внимание: | Прорезать наружную плиту только для последующих отрывных разрезов. Водоотводная труба панорамного люка расположена за дверной стойкой. |
|---|
Грубо вырезать дверной столб над водостоком (2) по линии (1).
Схема №92
Откройте сварное соединение в зоне (1).
Открыть сварные соединения в зоне (3) от салона автомобиля.
Установка:
По причинам доступности последовательность ремонтного соединения отличается от стандартной последовательности соединения.
Приварить фланец из листового металла водосливной трубы (2) в зоне (1) на внутренней А-образной стойке. Необходима подгонка под новую деталь!
Схема №93
Разметить разделительные вырезы в соответствии с размерами а и вырезать.
Размер (a) = 60 мм ниже диаметра отверстия. 8 мм.
Размер (б) = 35 мм перед удлиненным отверстием диам. 12 х 18 мм.
Открытые сварные соединения в зонах (1).
Открытые сварные соединения в зоне (2).
Схема №94
Подготовка новой части:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Установка дверной стойки:
Нанесите клей из оконного стекла на акустические отбойники полости в зонах (1). См. УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ)/ УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) .
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Выполнить сварку в АРМАТУРНЫХ ЛИСТАХ на всех секционных срезах.
Схема №95

Ремонтный этап 2:
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Схема №96
Установить опорную обойму и заклепку глухими заклепками 1.
Схема №97
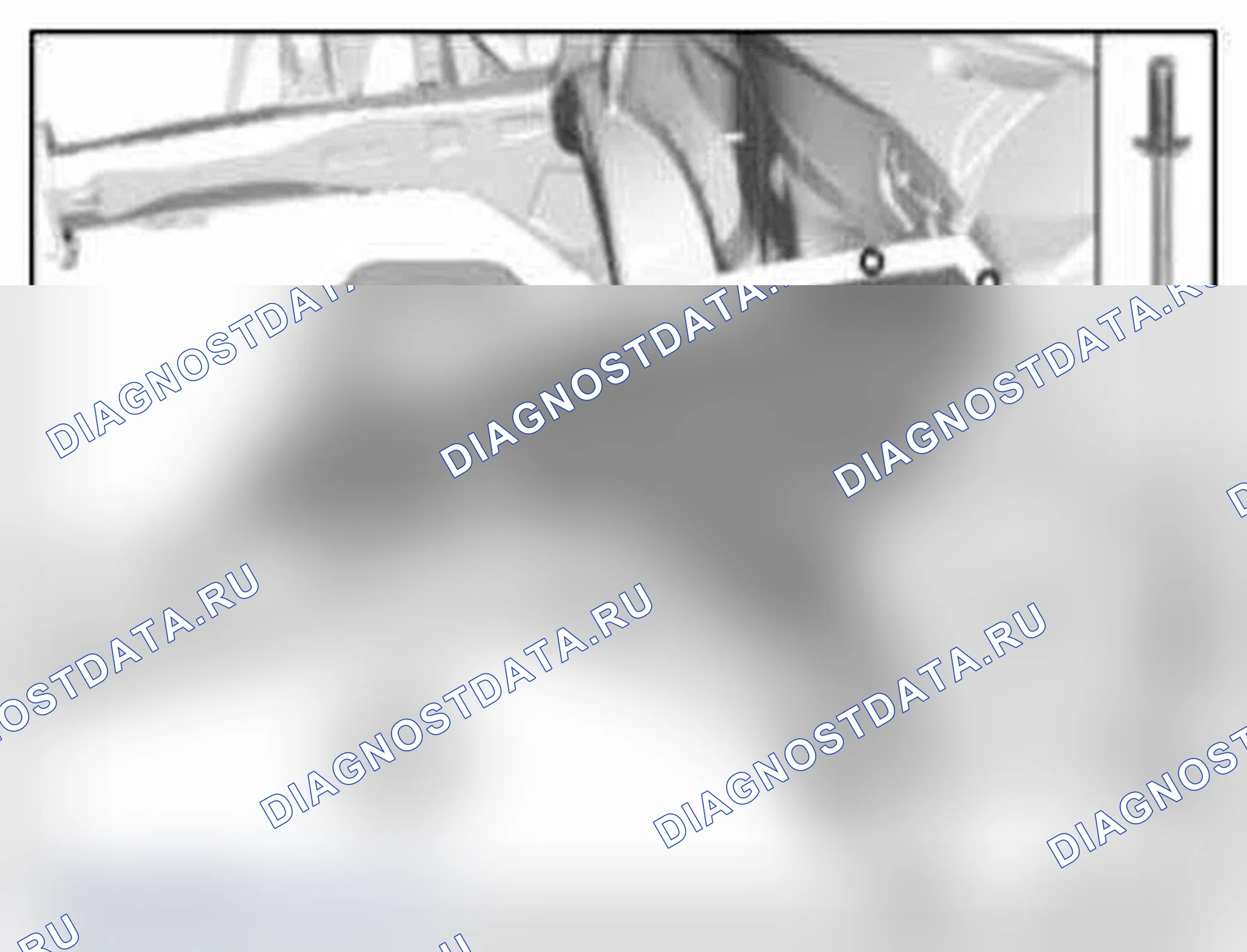
Кронштейн опоры заклепок с глухими заклепками 1.
После затвердевания клея в зоне (1) установите «EMC SCREW»(№ 264966-S03711398542013110500000).
Схема №98

41 31... Монтаж усиления стойки крыши
Требуются специальные инструменты
- 41 2 101
- 41 2 102
- 41 2 103
- 41 2 104
- 41 2 105
- 41 3 010
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Необходимые предварительные задачи:
- Снимите оба ЗАДНИХ БОКОВЫХ ОКНА
| ВАЖНО: | Для достижения требуемого поведения потока пены в полости требуется температура картриджа приблизительно от 65 ° С до 70 ° С. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Опасность ошпаривания! Уложить 2 картриджа в термостойкий контейнер и взвесить. Заполнение емкости примерно 3 литрами кипящей воды. Вставьте картриджи примерно на 30 минут. |
|---|
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Ввинчивают шаблон 41 2 101 для сверления отверстий в области передних боковых окон в винтовые точки крепления полосы (1) отделки крыши.
Позиционирование во второй и третьей точках крепления винта спереди.
| ВАЖНО: | Риск повреждения! Глубина погружения сверла макс. 1 см. |
|---|
Просверлить отверстия (2) сверлом 41 2 105.
Открутите шаблон для сверления отверстий.
Отверстия для удаления заусенцев.
Схема №99
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Скользить в шаблоне 41 2 102 шпура в области задних боковых окон между удерживающими зажимами полосы (1) отделки крыши до упора. Позиционирование на втором и третьем удерживающих клипсах спереди.
Удерживайте шаблон для бурения и точечно просверлите отверстия (2) только сверлом 41 2 105. Не сверлите насквозь.
Снять шаблон для бурения скважины.
| ВАЖНО: | Риск повреждения! Глубина погружения сверла макс. 1 см. |
|---|
Просверлить сквозные отверстия.
Отверстия для удаления заусенцев.
Схема №100
Нарезать резьбу M8 во всех 8 скважинах (1).
Схема №101
| ВАЖНО: | Используйте только болт с шестигранной головкой. |
|---|
Вставьте M5x10 болт (8х) с шестигранной головкой и шайбой (1) в резьбовую вставку (2).
Схема №102
| ПРЕДУПРЕЖДЕНИЕ: | Опасность ошпаривания! |
|---|
Вставьте нагретый патрон незадолго до обработки в патронный пистолет 41 3 010, снимите колпачок и дайте обоим компонентам всплыть. Равномерно протрите клеевые компоненты и присоедините новую смесительную трубку.
Наконечник указателя уровня заполнения (1) показывает текущее положение плунжера.
Позвольте смешанной структурной пене выйти до маркировки (2).
Схема №103
Заполните каждое отверстие (1) 75 мл конструкционной пены.
Повторите процедуру с правой стороны автомобиля со вторым картриджем.
Вверните во все отверстия болт 1 с резьбовой вставкой 2.
Продолжайте вставлять болт (1) с резьбовой вставкой (2) до появления пены (около 5 оборотов).
ПримечаниеНевозможно затянуть резьбовую вставку (2).
Конструкционная пена (3) должна образовываться по всей окружности между воротником (2) и наружной обшивкой крыши.
| ВАЖНО: | Только конструкционная пена, появившаяся по всему периметру, обеспечивает адекватную защиту от коррозии. |
|---|
Схема №104
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Ввинчивают удерживающую планку 41 2 103 в области передних боковых окон в винтовые точки крепления планки (1) отделки крыши.
Воротник резьбовой вставки должен быть напрессован равномерно на наружную обшивку крыши.
Схема №105
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Вдвинуть удерживающие пластины 41 2 104 в области задних боковых окон в фиксаторы удерживающих зажимов полосы (1) отделки крыши до упора.
Воротник резьбовой вставки должен быть напрессован равномерно на наружную обшивку крыши.
Схема №106
Эксплуатационная прочность автомобиля достигается через 24 часа.
Затем снимите все удерживающие пластины.
Отверните все 8 болтов с шайбами 1.
Закрутите все 4 удерживающие пластины для стойки крыши (1) с отверстием, обращенным вверх, винтами Torx (2).
Установка:
После окончания кузовных ремонтных работ производится цементация окон и подгонка кровельных полос.
Схема №107
41 31 010 Замена наружной обшивки крыши (версия со скользящим/наклонным люком)
Обратитесь к инструкции по ремонту КРЫША НАРУЖНАЯ ОБШИВКА СО СКОЛЬЗЯЩИМ/НАКЛОННЫМ ЛЮКОМ для процедуры и перенесите схематично на автомобиль.
Установка наружной обшивки крыши
Нанесение герметика в зоне 1 выполняйте аналогично стандартной технологии.
Схема №108
 Войти
Войти
41 31 001 Замена наружной обшивки крыши (версия со скользящим/наклонным люком)
Требуются специальные инструменты
- 41 3 010
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Соблюдайте процедуры ЭТАПА 2 РЕМОНТА (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-coopercooper-s-r56__41-0-tekhnika-remonta-remontnyi-etap).
Требуются следующие новые части кузова:
Схема №109
- (1) Наружная обшивка крыши, панорамный люк
Схема №110
Открытые места сварки на участках (1).
Открытые сварные швы в зонах (2).
Схема №111
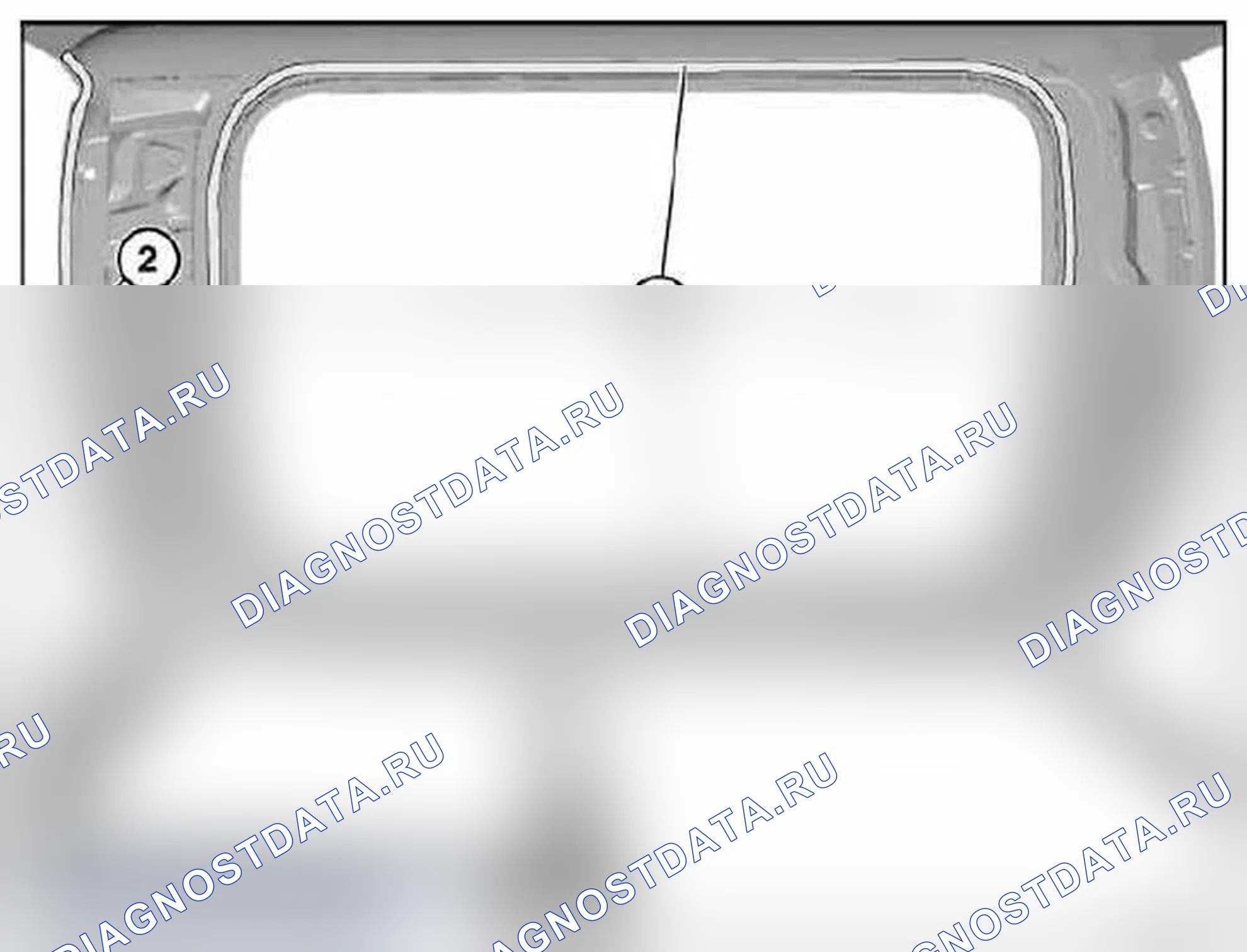
Открытые клеевые соединения в зонах (1).
Открытые места сварки в зоне (2).
Снять панель крыши.
Подготовка новой части:
Обрежьте все четыре усиления стойки крыши (1) вдоль линий (2).
| ВАЖНО: | Не закрывайте крышу наружной обшивкой (3). |
|---|
Схема №112
Работа описана с левой стороны. Правая сторона идентична.
Отрегулируйте наружную обшивку крыши по размеру и надежности.
Установите два отверстия Ø 4,2 мм под глухие заклепки в зонах (1).
Снова удалить новую деталь и удалить заусенцы из отверстий.
Схема №113

| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Установка наружной обшивки крыши:
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите клей в области (1) в качестве стандарта и в области (2).
Схема №114
Нанесите клей на участки (1).
Схема №115
Работа описана с левой стороны. Правая сторона идентична.
Монтаж наружной обшивки крыши и заклепки производить глухими заклепками Н3 (1).
Схема №116

В зоне (1) заклепать наружную обшивку крыши 7 пробивными заклепками Н4.
Схема №117
В зоне (1) заклепать наружную обшивку крыши 8 пробивными заклепками Н4.
Схема №118

В местах (1) и (2) наружную обшивку крыши заклепать пробивными заклепками Н4.
| Область | Число |
|---|---|
| 1 | 4 |
| 2 | 2 |
Схема №119
ПримечаниеПосле затвердевания клея использовать 2 EMC SCREW на подходящих участках наружной обшивки крыши.
| ВАЖНО: | Для достижения требуемого поведения потока пены в полости требуется температура картриджа приблизительно от 65 ° С до 70 ° С. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Риск ошпаривания! |
|---|
Уложить 2 картриджа в термостойкий контейнер и взвесить.
Заполните емкость примерно 3 литрами кипящей воды.
Вставьте картриджи примерно на 30 минут.
Вставьте нагретый патрон незадолго до обработки в патронный пистолет 41 3 010, снимите колпачок и дайте обоим компонентам всплыть. Равномерно протрите клеевые компоненты и присоедините новую смесительную трубку.
Наконечник указателя уровня заполнения (1) показывает текущее положение плунжера.
Для оптимального перемешивания компонентов дать возможность конструкционной пене всплыть до маркировки (2) и утилизировать.
Залейте пеной все 4 участка усилений стойки крыши.
- Резьбовые вставки
Начиная с передней левой, заполните квадратные отверстия (2) 75 мл структурной пены каждое.
При этом удерживайте смесительную трубку под углом около 30 °.
Сразу после нанесения пены запрессуйте расширительные гайки в квадратные отверстия.
Повторите процедуру с правой стороны автомобиля со вторым картриджем.
Эксплуатационная прочность автомобиля достигается через 24 часа.
Схема №120
41 31 000 Вскрышные работы - Замена наружной обшивки крыши (обычная крыша)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Демонтаж и монтаж кровли
- Снимите заднюю крышку
- Снять и установить ветровое стекло
- Снять отделку на столбе крыши слева и справа
- Удаление полосы отделки крыши слева и справа
- Снимите боковое окно слева и справа
- Удаление кровельной антенны
- Снять уплотнение задней крышки
- Важно: Осторожно освободите соединения жгута проводов на наружной обшивке крыши с помощью воздуходувки горячего воздуха.
41 31 001 Вскрышные работы - Замена наружной обшивки крыши (версия со скользящим/наклонным люком)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Демонтаж и монтаж кровли
- Снять панорамную стеклянную крышу
- Снимите заднюю крышку
- Снять и установить ветровое стекло
- Снять отделку на столбе крыши слева и справа
- Удаление полосы отделки крыши слева и справа
- Снимите боковое окно слева и справа
- Удаление кровельной антенны
- Снять уплотнение задней крышки
- Важно: Осторожно освободите соединения жгута проводов на наружной обшивке крыши с помощью воздуходувки горячего воздуха.
41 32 000 Замена левой или правой панели капота (частичная замена перед соединением крыши)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- (1) Боковая рама, внешняя
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. Водосточная труба крыши панорамы расположена за разделительными вырезами а и б. |
|---|
Разметить разделительный срез в соответствии с размером и вырезом.
Размер a = 60 мм ниже диаметра отверстия. 8 мм.
Размер b = 50 мм над отверстием диам. 8 мм.
Открытые сварные соединения в зонах (1).
Схема №121
| ВАЖНО: | Через отверстие в панели капота снять полостную акустическую перегородку под вырезом 1. |
|---|
Установка:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Выполнить сварку в АРМАТУРНЫХ ЛИСТАХ на срезах.
Схема №122

Установка:
Через отверстие (1) во внутренней стойке «А» нанести «ref-264966-S34223321902007092000000».
Схема №123
41 33... Снятие и установка всей передней панели (для снятия двигателя)
Требуются специальные инструменты
- 00 2 272
- 17 2 050
Необходимые предварительные задачи:
- Слейте хладагент. См. СЛИВ/ДОБАВЛЕНИЕ ХЛАДАГЕНТА (N12) или СЛИВ/ДОБАВЛЕНИЕ ХЛАДАГЕНТА (N14).
- Снимите расширительный бак охлаждающей жидкости. См. РАСШИРИТЕЛЬНЫЙ БАК ХЛАДАГЕНТА (N12, N14).
- Снимите насосы омывателя. См. НАСОС ОМЫВАТЕЛЯ ВЕТРОВОГО СТЕКЛА и НАСОС ОМЫВАТЕЛЯ СИСТЕМЫ ОЧИСТКИ ФАР.
- Переместите ПЕРЕДНЮЮ ПАНЕЛЬ В МОНТАЖНОЕ ПОЛОЖЕНИЕ.
Версия с кондиционером:
- Слив из КОНДИЦИОНЕРА
Освободите специальным инструментом 17 2 050 пружинные ленточные хомуты обоих рукавов охлаждающей жидкости 1 и отсоедините рукава охлаждающей жидкости 1.
Отсоедините штепсельное соединение 2.
Только N14:
Отпустите хомут 3 и отсоедините шланг для турбонагнетателя.
Схема №124
Версия с кондиционером:
Отверните винты 1.
Отсоедините линии хладагента (2).
Установка:
Замените уплотнительные кольца и смочите маслом хладагента.
Захват линий хладагента при затяжке винтов.
Момент затяжки, см. 64 53 5AZ.
Схема №125

Отверните винты 2.
Снимите специальный инструмент 00 2 272.
Потяните переднюю панель (1) дальше в сторону передней и обратите внимание на дополнительные штекерные соединения, кабели и линии.
При необходимости отсоедините штепсельные соединения, кабели и линии и снимите переднюю панель (1) с помощью 2-го лица.
Установка:
Чтобы убедиться, что передняя панель (1) установлена правильно, сдвиньте панель влево и вправо равномерно по направлению назад.
С помощью второго человека сдвиньте переднюю панель в положение и закрепите.
При установке обращайте внимание на удержание язычков на фаре.
Схема №126
41 33 040 Замена передней стенки
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Графики представляют собой схематические представления и должны применяться к соответствующему типу транспортного средства.
Требуются следующие новые части кузова:
Схема №127
 Войти
Войти
- (1) Мост шлюза
- (2) Передняя панель
Отверните винты 1 с обеих сторон транспортного средства.
Момент затяжки, см. 51 71 7AZ.
Отверните винты 2 с обеих сторон транспортного средства.
Момент затяжки: 8 Нм.
Схема №128
41 33 600 Перемещение передней панели в монтажное положение
Требуются специальные инструменты
- 00 2 271
- 00 2 272
Необходимые предварительные задачи:
- Снимите отделку с передней решетки. См. СНЯТИЕ И УСТАНОВКА/ЗАМЕНА НАКЛАДКИ НА ПЕРЕДНЕЙ РЕШЕТКЕ.
- Снять накладку для отделки бампера слева/справа. См. СНЯТИЕ И УСТАНОВКА ОБРЕЗКИ ПЕРЕДНЕГО БАМПЕРА.
- Снимите ЦЕНТРАЛЬНУЮ КРЫШКУ
- Отпустите кнопку передний WHEEL ARCH TRIM крышка на бампере.
Отпустите зажимы (1) слева/справа.
Установка:
При необходимости замените неисправные зажимы 1.
Схема №129
Освободите держатель кабеля 1.
Отсоедините штепсельные соединения (2) на компрессоре переменного тока.
Отверните винты 3.
Момент затяжки, см. 51 11 4AZ.
Схема №130
Отверните винты 2.
Момент затяжки, см. 51 11 4AZ.
Исполнение с системой омывателя фар:
Отсоедините штепсельное соединение (1) на насосе омывателя.
Схема №131
Отпустите винт (1) на боковой панели влево/вправо.
Схема №132
Версия с кондиционером:
Отсоедините линию хладагента (1) от держателя (2).
Схема №133
Отпустите винт 1 и положите расширительный бачок 2 в одну сторону.
Отсоедините пыльник 3 от поводка замка 4.
Схема №134
Откройте муфту (1) и отсоедините кабель Боудена (2).
Отвинтите винты (3 и 4).
Момент затяжки, см. 51 11 7AZ.
Установка:
При монтаже наконечник фары под винт 4 не должен упираться в лицевую панель.
Схема №135

Отсоедините штепсельное соединение 1.
Отвинтите винты (4 и 5).
Момент затяжки, см. 51 11 7AZ.
Только COOPER S:
Отпустите хомут 2 и отсоедините воздуховод 3.
Установка:
При монтаже наконечник фары под винт 5 не должен упираться в лицевую панель.
Схема №136
Вставьте специальный инструмент 00 2 271 слева и справа в гильзу (1).
При необходимости поверните специальный инструмент 00 2 271 до тех пор, пока винт не будет вставлен, и затяните его.
Отвинтите гайки 2.
Момент затяжки, см. 51 11 3AZ.
Установка:
Демонтаж специального инструмента 00 2 271 производите только при полностью установленной передней панели.
Схема №137
Потяните переднюю панель (1) приблизительно на 10 см вперед и при необходимости обратите внимание на другие держатели кабеля.
Вставьте специальный инструмент 00 2 272 слева и справа.
Установка:
Чтобы убедиться, что передняя панель (1) установлена правильно, сдвиньте панель влево и вправо равномерно по направлению назад.
С помощью второго человека сдвиньте переднюю панель в положение и закрепите.
При установке обращайте внимание на удержание язычков на фаре.
Примечание по установке:
Отрегулируйте ФАРА.
41 33 695 Удаление и установка шлюза
Необходимые предварительные задачи:
- Ослабить ТРОС ЗАМКОВ ОТСЕКА ДВИГАТЕЛЯ на муфте
- Ослабить винтовые соединения для фар. См. ГАЛОГЕННЫЕ ФАРЫ или КСЕНОНОВЫЕ ФАРЫ.
- Ослабьте винтовые соединения замка моторного отсека. См. ПРАВАЯ СТОРОНА и ЛЕВАЯ СТОРОНА.
- Ослабьте верхнюю часть ЦЕНТРАЛЬНОЙ ДЕКОРАТИВНОЙ РЕШЕТКИ
Отверните винты 1.
Момент затяжки, см. 51 11 7AZ.
Отвинтите винты (2 и 3).
Схема №138
Отпустите зажим (1).
Отверните винты 2.
Момент затяжки, см. 51 11 7AZ.
Отпустите винты 3 и выведите мост замка 4 в сторону переднего.
Схема №139
41 34 121 Замена комплектной задней панели и пола багажного отделения
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Соблюдайте процедуры ЭТАПА 3 РЕМОНТА.
Требуются следующие новые части кузова:
- Пол багажного отделения
- Задняя панель отделки, внутренняя
- Задняя отделка, наружная обшивка
Демонтаж пола багажного отделения:
Демонтаж хвостовой панели описан в разделе ЗАМЕНА ХВОСТОВОЙ ПАНЕЛИ.
Открытые сварные соединения в зонах (1).
Вид с днища автомобиля:
Открытые сварные соединения в зонах (1).
Снимите пол багажного отделения.
Подготовка новой части:
Откройте сварные соединения в местах 1 и снимите траверсу 2.
Вписать в новую деталь.
Перед приваркой также отрегулируйте ХВОСТОВУЮ ПАНЕЛЬ и заднюю дверь в соответствии с требованиями.
Монтаж пола багажного отделения:
Установите новую деталь и выполните сварку.
Установка хвостовой панели описана в разделе ЗАМЕНА ХВОСТОВОЙ ПАНЕЛИ.
41 34 042 Замена наружной секции заднего фартука (частичная замена - средняя)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Схема №140

Как снять задний панель триммера
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез в соответствии с измерением а и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Расстояние (А) = 180 мм.
Открыть паяное соединение в зоне (1) зачисткой.
Открытые сварные соединения в зонах (2).
Схема №141
Разметить новую деталь в соответствии с отрывными вырезами на транспортном средстве + 20 мм дополнительного материала в каждом случае и вырезать.
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить тринадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Схема №142
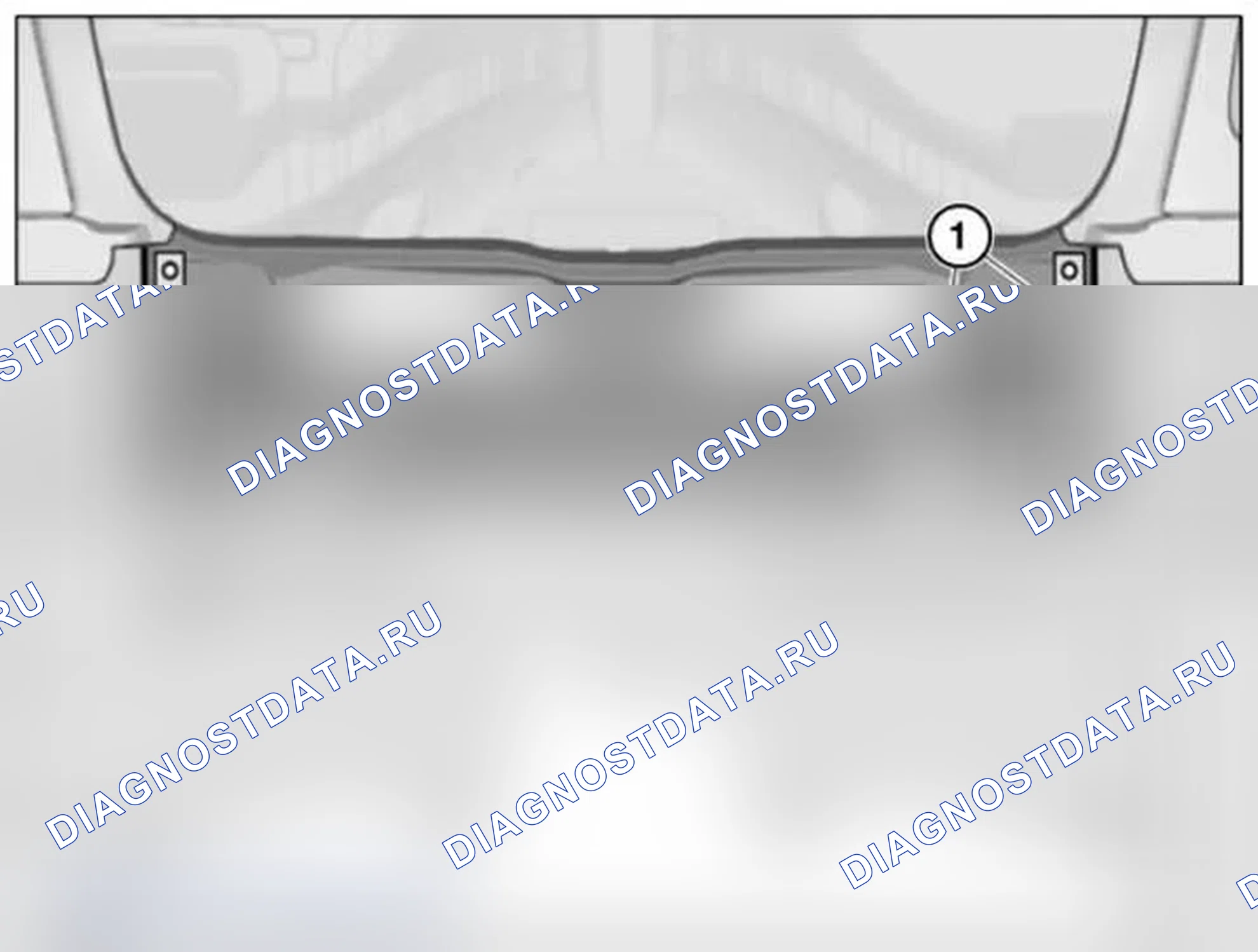
Как установить задний панель триммера
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Схема №143
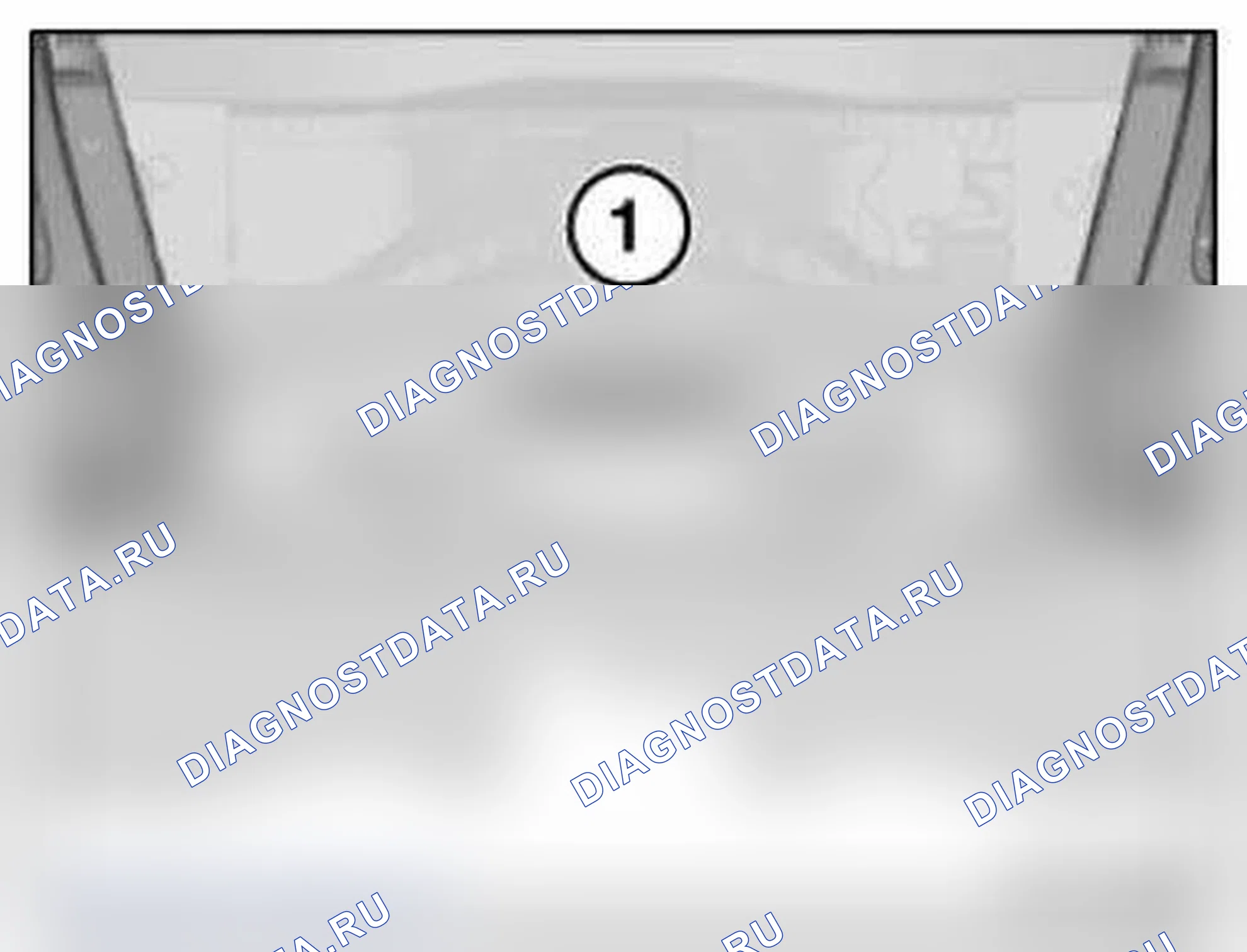 Войти
Войти
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
Схема №144
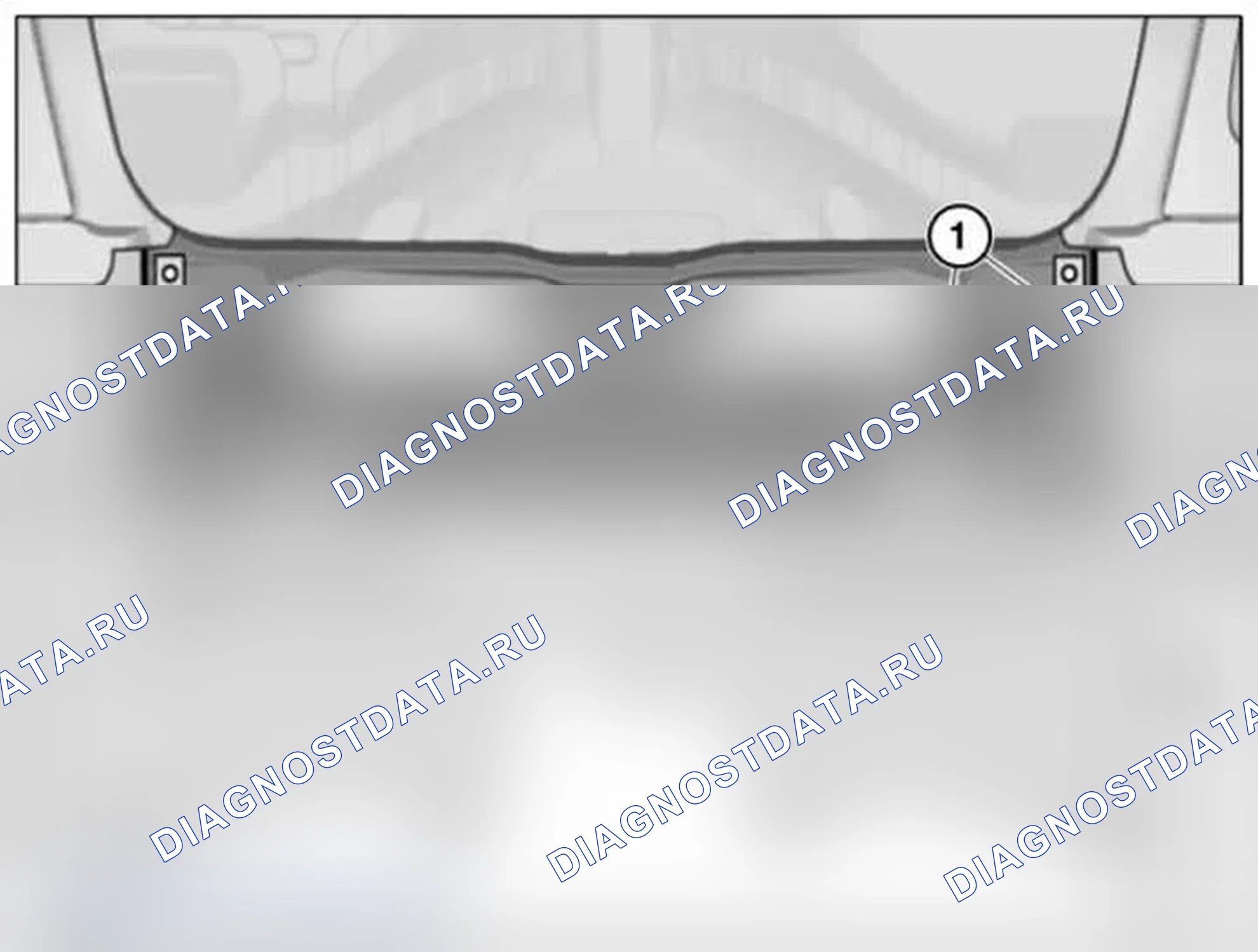
В местах (1) - (3) заклепать заднюю панель пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 2 |
| 3 | 3 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Схема №145
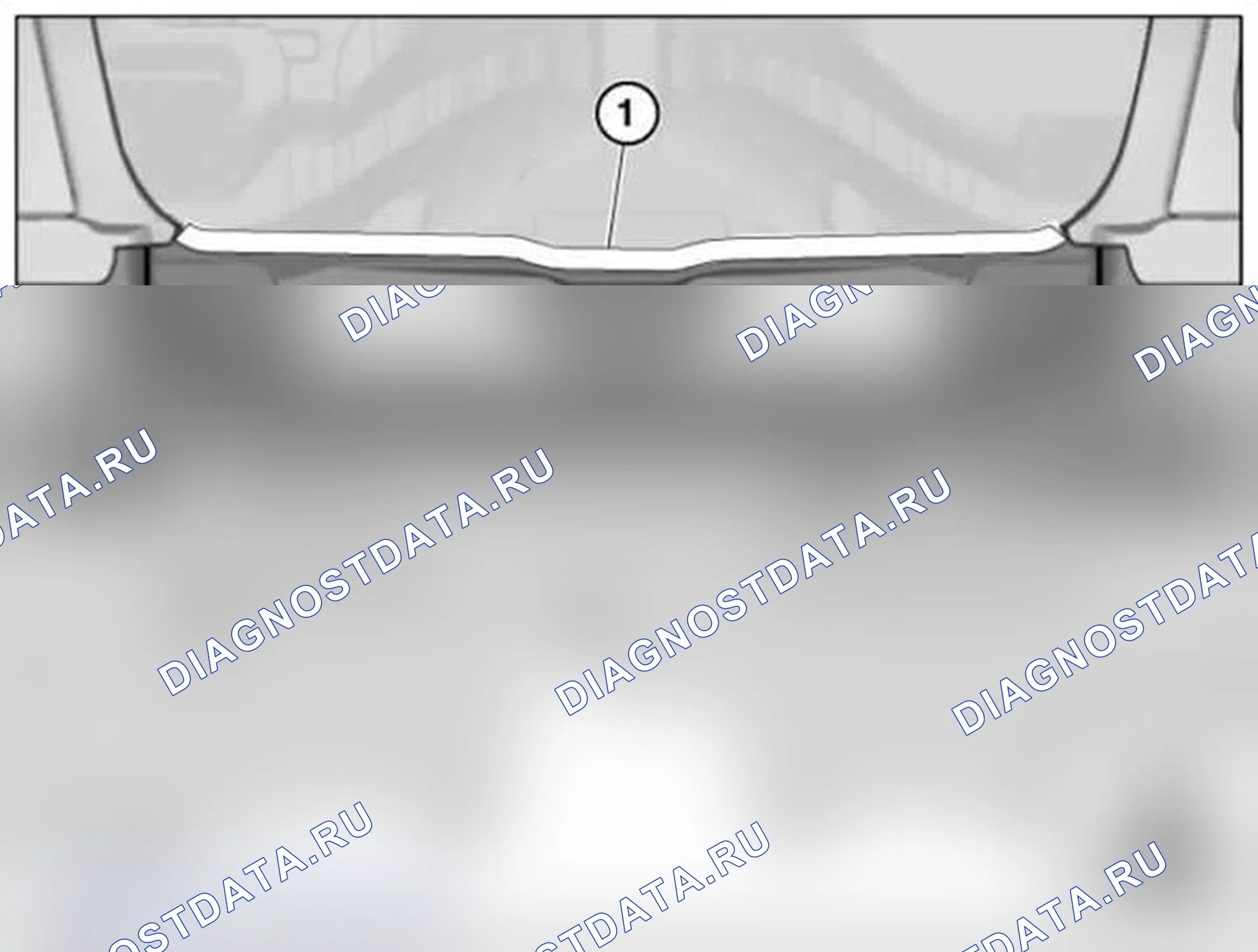
После затвердевания клея установить 6 EMC SCREW в указанных местах.
Графический аналог.
Схема №146
41 34 037 Замена наружной секции заднего фартука (частичная замена)
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Работа описана с левой стороны.
Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Открыть паяное соединение в зоне (2) зачисткой.
Открытые сварные соединения в зонах (3).
Схема №147
Разметить на новой детали разделительный вырез (1) в соответствии с формой боковой панели и вырезать.
Отрывной вырез 2 задней панели отделки на автомобиле.
Откройте сварные соединения и снимите компонент 3.
Схема №148
 Войти
Войти
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить одиннадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Схема №149

Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клей на склеиваемые поверхности 1.
Схема №150
 Войти
Войти
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
Схема №151

В местах (1) - (4) заклепать заднюю панель триммера пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 4 |
| 3 | 3 |
| 4 | 2 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки. (После высыхания клея снова снимите держатель для обрезки бампера).
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! |
|---|
Схема №152
После затвердевания клея установить 6 EMC SCREW в указанных местах.
Графический аналог.
41 34 060 Замена хвостовой панели
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Соблюдайте процедуры ЭТАПА 2 РЕМОНТА (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-coopercooper-s-r56__41-0-tekhnika-remonta-remontnyi-etap).
Требуются следующие новые части кузова:
Схема №153
 Войти
Войти
- (1) Задняя отделка, внешняя обшивка
- (2) Задняя отделка, внутренняя
Демонтаж задней панели триммера:
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
| ВАЖНО: | Вырежьте только наружную металлическую панель. |
|---|
Открыть паяное соединение в зоне (2) зачисткой.
Открытые сварные соединения в зоне (3).
Схема №154
Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Снимите заднюю панель триммера.
Схема №155
Подготовка новой части:
Работа описана с левой стороны. Правая сторона идентична.
Разметить на новой детали разделительный вырез (1) в соответствии с формой боковой панели и вырезать.
Отрывной вырез 2 задней панели отделки на автомобиле.
Откройте сварные соединения и снимите компонент 3.
Открытые сварные соединения в зонах (1).
Снимите пластины 2.
Отрегулируйте внутреннюю заднюю панель отделки и заднюю панель отделки наружной обшивки крыши, чтобы подогнать и закрепить.
Схема №156
Работа описана с правой стороны. Левая идентична.
Установить 10 отверстий диаметром 4,2 мм. для глухих заклепок в зоне (1).
Схема №157
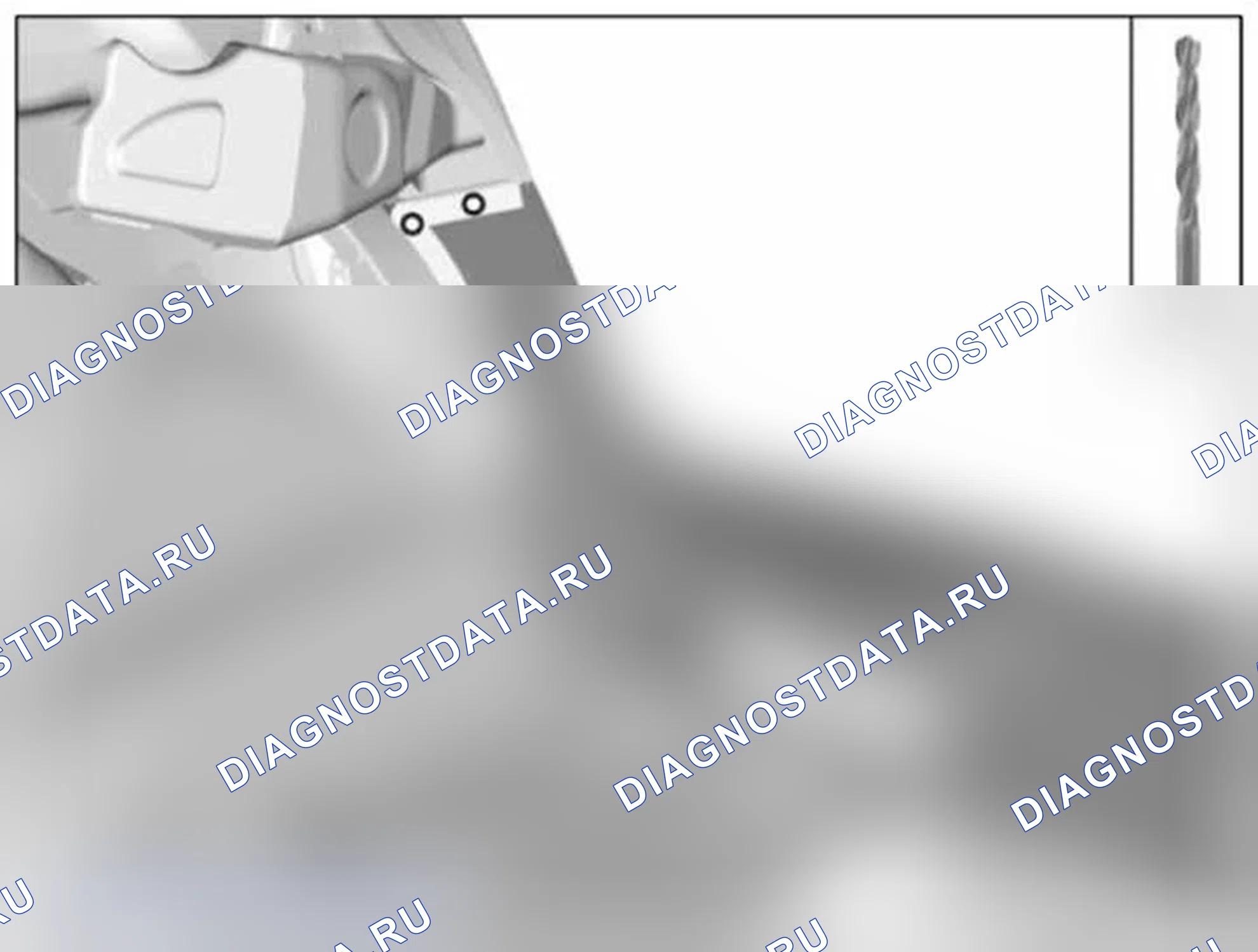
В зонах (1) установить 7 диаметром 4,2 мм. отверстия под глухие заклепки.
Снова удалите новые детали и отверстия для удаления заусенцев.
Загнуть клеевой фланец (1) приблизительно на 30 ° внутрь.
ПримечаниеНаносить клей на этот клеевой фланец следует только после установки задней панели отделки.
| ВАЖНО: | Запрещается зачистка новых деталей и корпуса в зоне поверхностей металлизации. |
|---|
Схема №158

Установка задней панели триммера:
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Схема №159
Установите заднюю панель отделки и заклепку глухими заклепками (1).
ПримечаниеПри вставке задней панели отделки убедитесь, что на склеиваемых поверхностях достаточно клея.
Нанесите клей на клеевой фланец 2.
Отогните назад клеевой фланец и заклепку глухими заклепками (2).
Схема №160
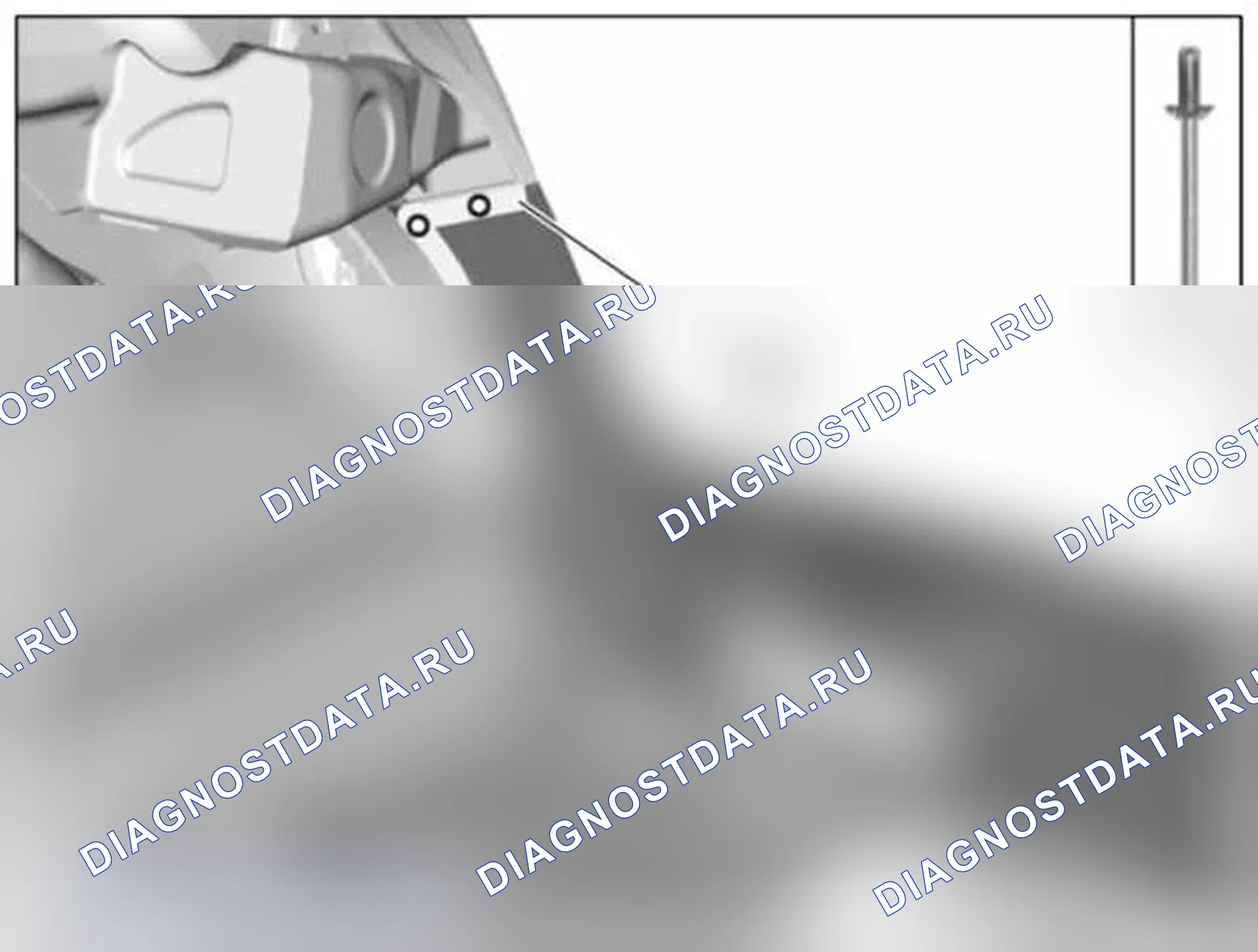
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
В местах (1) - (4) заклепать заднюю панель триммера пробойными заклепками Н4.
| Область | Число |
|---|---|
| 1 | 14 |
| 2 | 4 |
| 3 | 3 |
| 4 | 2 |
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки.
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! Удалите появляющийся клей. Не используйте чистящие средства, содержащие растворители. |
|---|
Схема №161
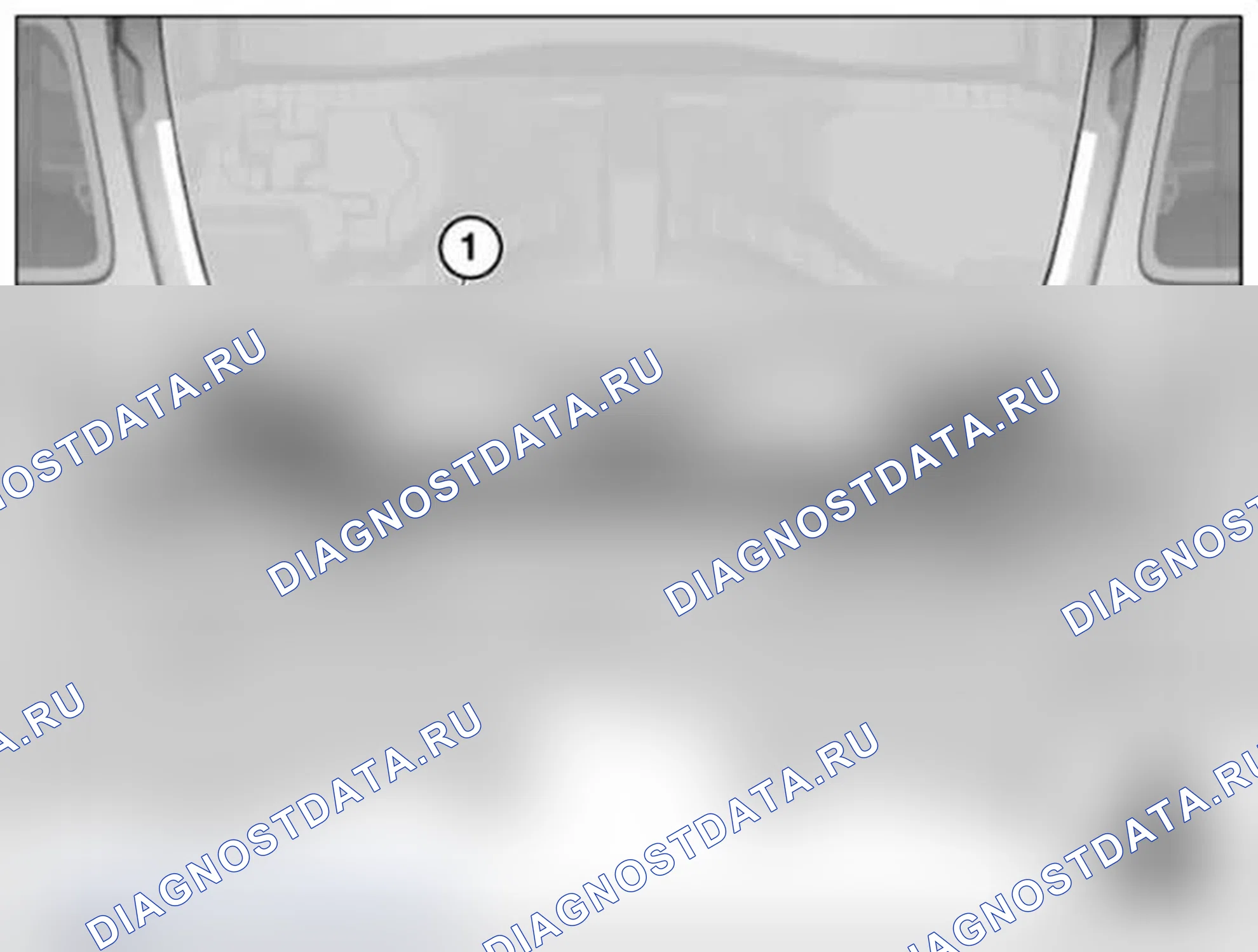
После затвердевания клея установить 6 EMC SCREW в указанных местах.
Работа описана с левой стороны. Правая сторона идентична.
После затвердевания клея установите 3 EMC SCREW в зонах (1).
Схема №162
41 34 042 Зачистка - Замена внешней секции хвостовой панели (частичная замена, центр)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера
- Снять опору бампера
- Снять верхнюю хвостовую панель
- Освободить уплотнение заднего борта
Отстыкуйте соединитель 1.
Отверните винты 2 и снимите замок 3.
Момент затяжки 51 24 1AZ.
Снимите заднюю вентиляцию 4.
Освободите жгут проводов от хвостовой панели и пола багажного отделения.
Схема №163

41 34 037 Демонтаж - Замена внешней секции хвостовой панели (частичная замена)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера
- Снять опору бампера
- Триммер верхней хвостовой панели
- Освободить уплотнение заднего борта
Отстыкуйте соединитель 1.
Отверните винты 2 и снимите замок 3.
Момент затяжки 51 24 1AZ.
Снимите заднюю вентиляцию 4.
Освободите жгут проводов от хвостовой панели и пола багажного отделения.
41 34 060 Зачистка - Замена хвостовой панели
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Удаление всей выхлопной системы
- Снять теплозащитный экран для заднего глушителя
- Снять накладку бампера
- Снимите держатель бампера
- Снимите панель отделки пола багажного отделения
- Триммер верхней хвостовой панели
- Частично отсоединить уплотнение задней крышки
Отстыкуйте соединитель 1.
Отвинтите винты (2).
Снимите замок 3.
Снимите заднюю вентиляцию 4.
Освободите жгут проводов 1 от хвостовой панели, левой и правой колесных арок.
Схема №164

Отстыкуйте соединитель 1.
Отверните гайки 2.
Снимите усилитель 3.
Схема №165
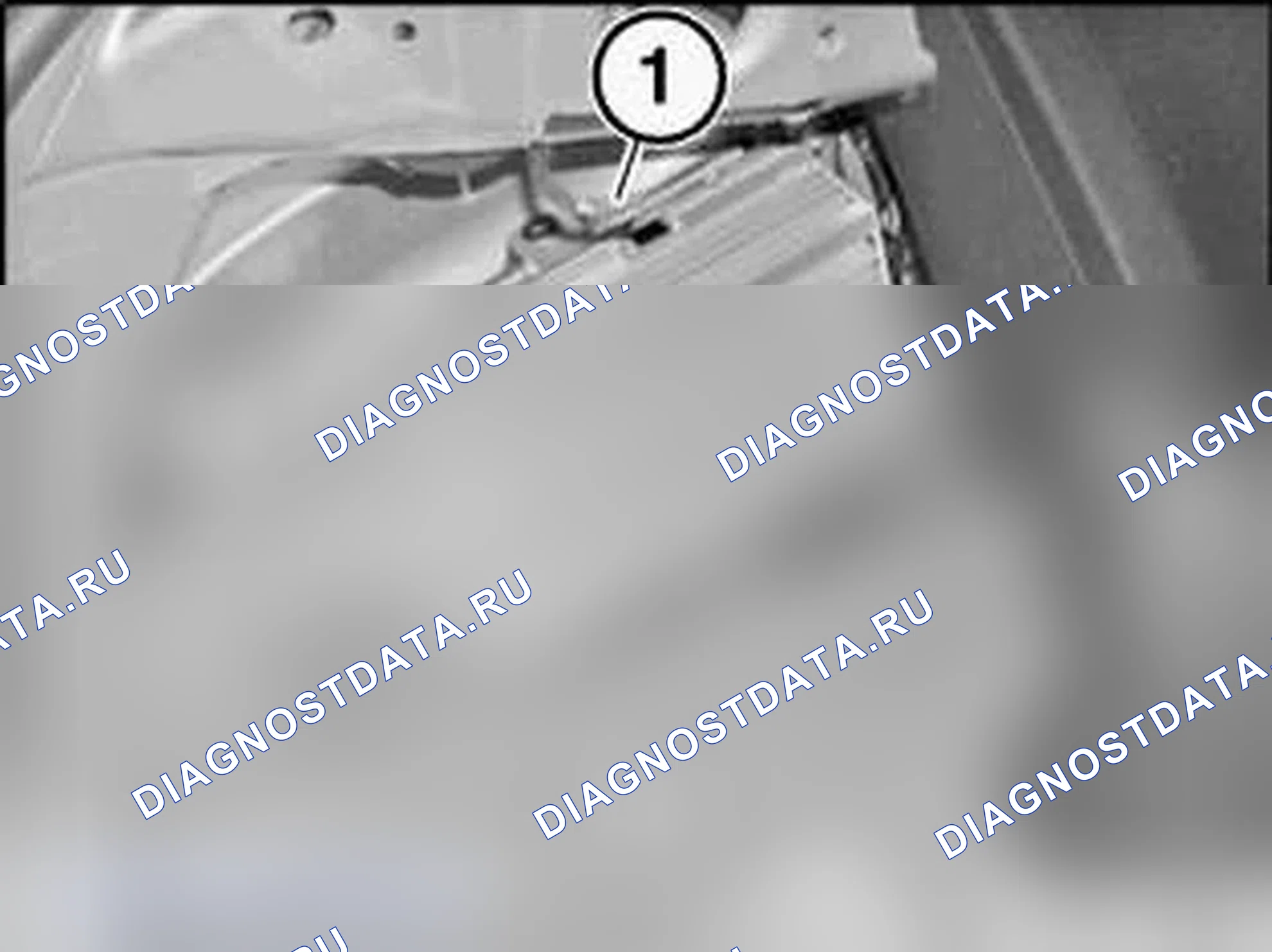
41 35 000 Удаление и установка/замена боковой панелей, передней левой или правой
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
| Внимание: | Не повреждайте прилегающие части кузова. |
|---|
Внутренний вид передней боковой панели с держателями.
Отверните винты.
Момент затяжки: 13 Нм.
Схема №166
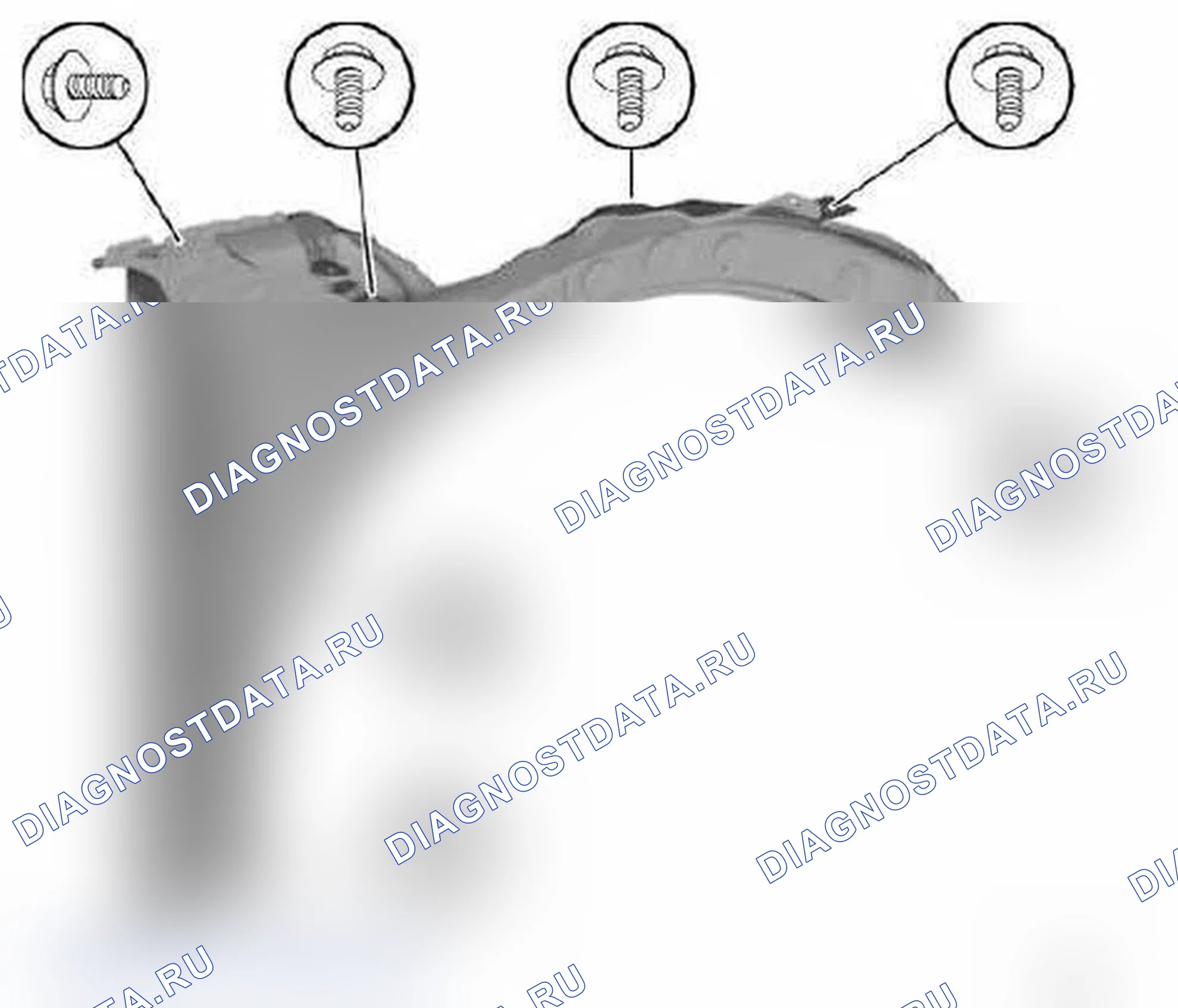
41 35 105 Замена задней левой боковой панелей
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Соблюдайте процедуры ЭТАПА 2 РЕМОНТА (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-coopercooper-s-r56__41-0-tekhnika-remonta-remontnyi-etap).
Требуются следующие новые части кузова:
Схема №167
 Войти
Войти
- (1) Боковая панель, задняя
- (2) Фасонная часть, B-образная стойка, наружная (не показана)
- (3) Фасонная часть, C-образная стойка, наружная (не показана)
Открытые сварные соединения в зонах (1).
| ВАЖНО: | Переборка полости расположена в области (3) С-образной стойки. При открытии паяного соединения в зоне не нагревайте компонент слишком сильно. Чтобы избежать риска пожара, охладите C-образную стойку через отверстие изнутри сжатым воздухом. |
|---|
Откройте паяные соединения в зонах (2).
Схема №168
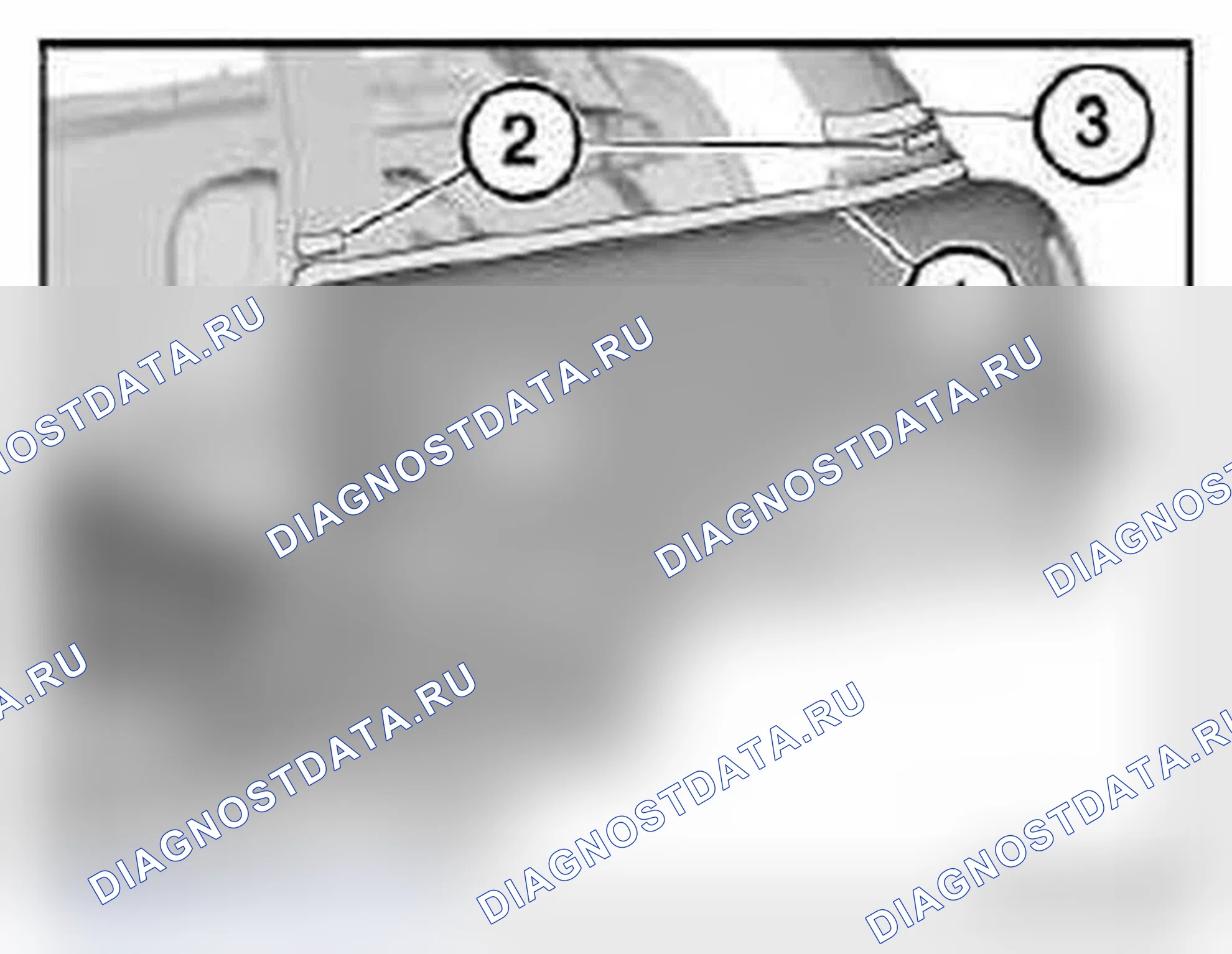
Установка:
Заполняют область (3) полостной пеной из внутреннего сквозного отверстия.
Клей оконного стекла нанести на акустическую перегородку полости 4.
Открытые сварные соединения в зонах (1).
Откройте паяный шов в зоне (2).
Схема №169
Отрегулируйте боковую панель и закрепите.
Установить диаметр 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Схема №170

Как установить бокову стенки
Очистите все склеиваемые поверхности (1) на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5b клея на склеиваемые поверхности 1.
Схема №171
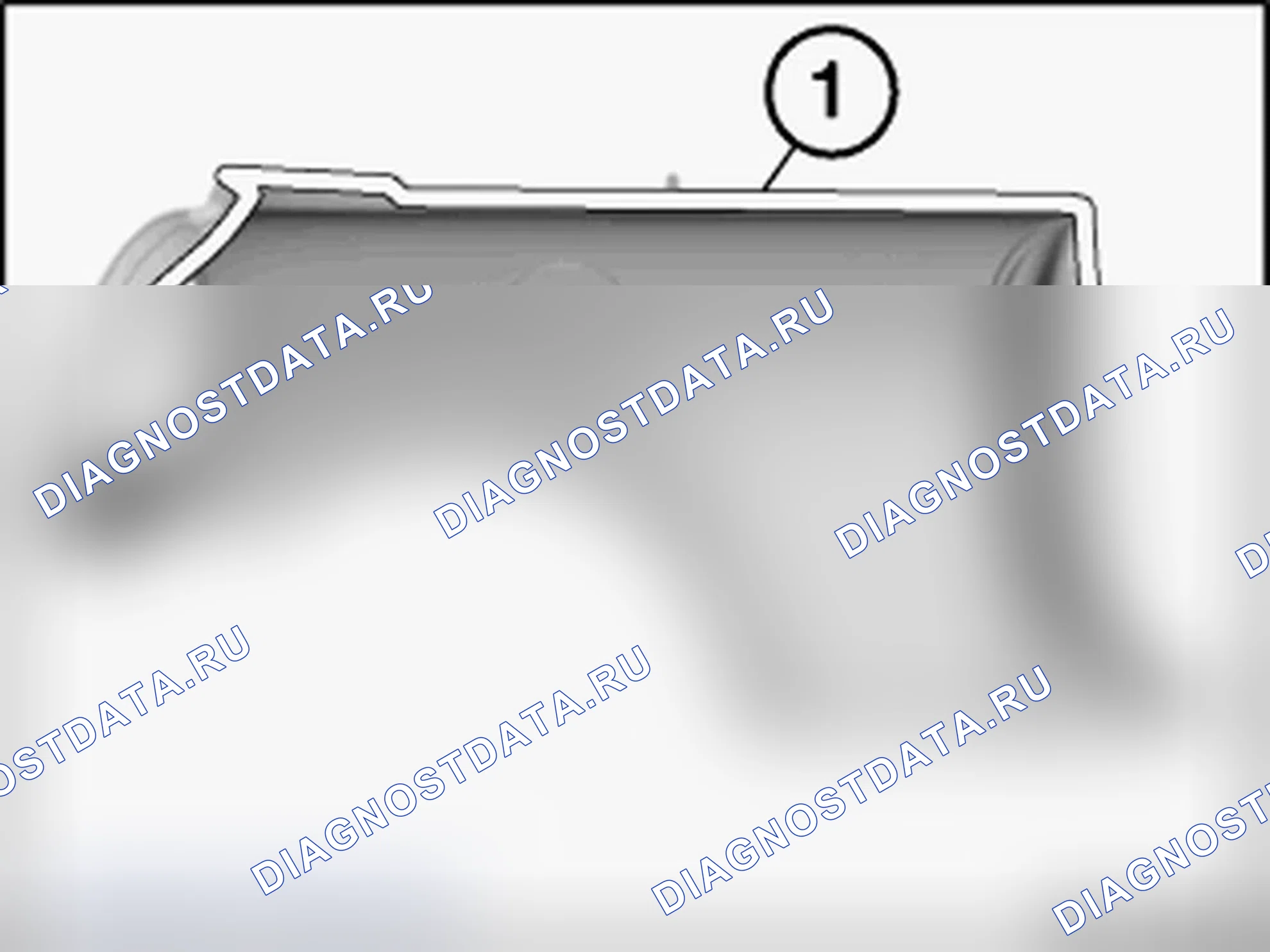 Войти
Войти
Нанесите герметик на акустическую перегородку полости 1. См. УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ)/ УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) .
Схема №172

Установите боковую панель и заклепку глухими заклепками (1).
Схема №173
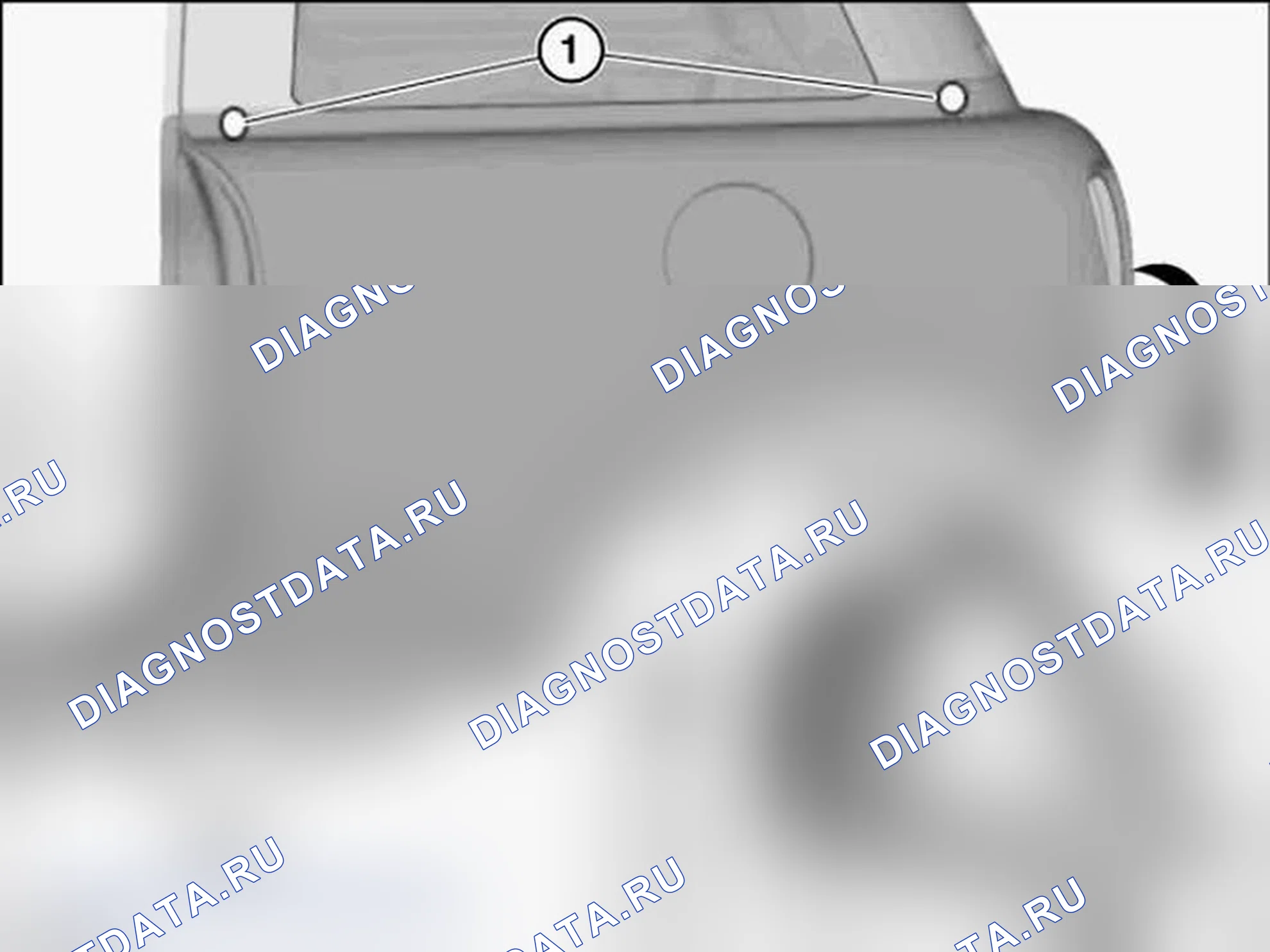
В местах (1) - (5) заклепать боковую панель пробивными заклепками.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 5 |
| 3 | 6 |
| 4 | 3 |
| 5 | 7 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Схема №174
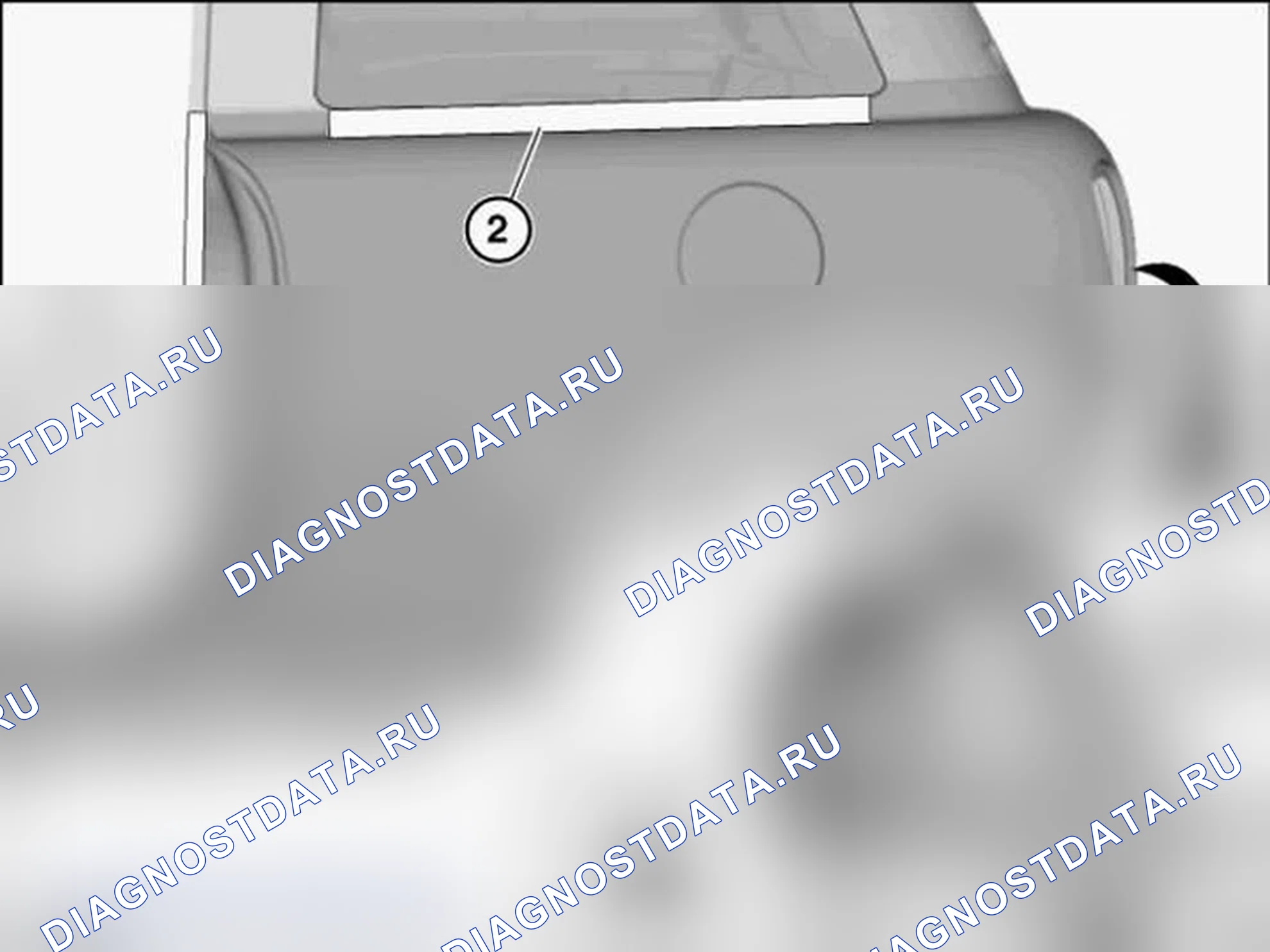
Установите EMC SCREW после затвердевания клея в области (1).
Схема №175
41 35 105 Зачистка - замена задней левой боковой панелей
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите левую обивка
- Снимите заднее левое боковое окно
- Снять передний левый фиксатор ударника
- Снять маховик левой двери
- Снимите накладку левой двери
- Снять обивка полки хранения
- Снять панель колесной арки багажного отсека
- Снять обивка левого бокового элемента
- Снять обрезку левой колесной дуги
- Снять крышку левой колесной ниши
- Снять кожух крышки
- Снимите левую заднюю крышку
- Снять накладку бампера
- Снять уплотнение задней крышки
41 5.... Регулировочная дверца
| ВАЖНО: | Не повреждайте прилегающие элементы кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. Более обширные дополнительные работы могут привести к повреждению наружной поверхности двери или вызвать шум ветра. |
|---|
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Для правильной регулировки дверь должна быть снабжена всеми дополнительными деталями.
Регулировка резьбовых компонентов кузова с задней стороны на переднюю.
При закрытой двери ударник замка не должен касаться дверного замка или царапаться о него. Следите за царапинами.
Ослабьте фиксатор ударника, при необходимости снимите.
Ослабьте гайки (1) до тех пор, пока дверь не будет перемещена.
Момент затяжки 41 51 2AZ.
Схема №176
Отрегулируйте положение двери сбоку (Y), установив регулировочные прокладки (1).
Примечание по установке:
Для предварительной установки новой детали перенесите количество регулировочных прокладок (1) с поврежденной двери.
Отрегулировать дверь в продольном направлении (X) и вертикальном (Z).
Схема №177

Проверьте, чтобы прилегающие компоненты кузова были заподлицо по высоте, и при необходимости исправьте.
ПримечаниеНа регулировку двери по высоте не должен влиять фиксатор замка. При необходимости отрегулируйте ударник замка.
Схема №178
Регулировочный фиксатор ударника
Ослабьте винты (1) до тех пор, пока фиксатор не будет перемещен.
Сдвиньте фиксатор замка в сторону, чтобы отрегулировать переход между дверью и задней боковой панелью.
Момент затяжки 51 21 2AZ.
Схема №179
 Войти
Войти
После настройки
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
41 51 080 Снятие и установка двери
| ВАЖНО: | Не повреждайте прилегающие части кузова. |
|---|
Откройте дверь.
Отпустите винт на раме соединителя.
Входная дверь:
Момент затяжки 41 51 3AZ.
Схема №180
ПримечаниеНе закрывайте дверь.
Отверните винт на фиксаторе двери.
Момент затяжки 51 21 6AZ.
| ВАЖНО: | Предохраните дверь от падения. |
|---|
Отверните винты 1 и вытащите из петель.
Момент затяжки 41 51 1AZ.
Схема №181

Вытащить штепсельное соединение из стойки двери, разблокировать, вытащив планку и отсоединить.
Откройте дверь, переместив ее вверх и поместив на подходящую поверхность.
Установка:
При необходимости ОТРЕГУЛИРУЙТЕ ДВЕРЬ.
Схема №182
41 5.... Заменить дверцу
| ВАЖНО: | По производственным соображениям балка бокового удара привинчивается только свободно. Затянуть винты балки бокового удара. |
|---|
41 61 000 Снятие и установка крышки моторного отсека
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Необходимые предварительные задачи:
- Отсоединить все кабельные разъемы
Ослабьте винты (1)
Отвинтите винты (2).
Момент затяжки: 22 Нм
Снять капот двигателя с помощью второго лица.
Установка:
Установите капот двигателя в местах расположения винтов на шарнир. Это избавляет от необходимости регулировки после установки.
Если это невозможно, ОТРЕГУЛИРУЙТЕ КАПОТ ДВИГАТЕЛЯ.
Схема №183
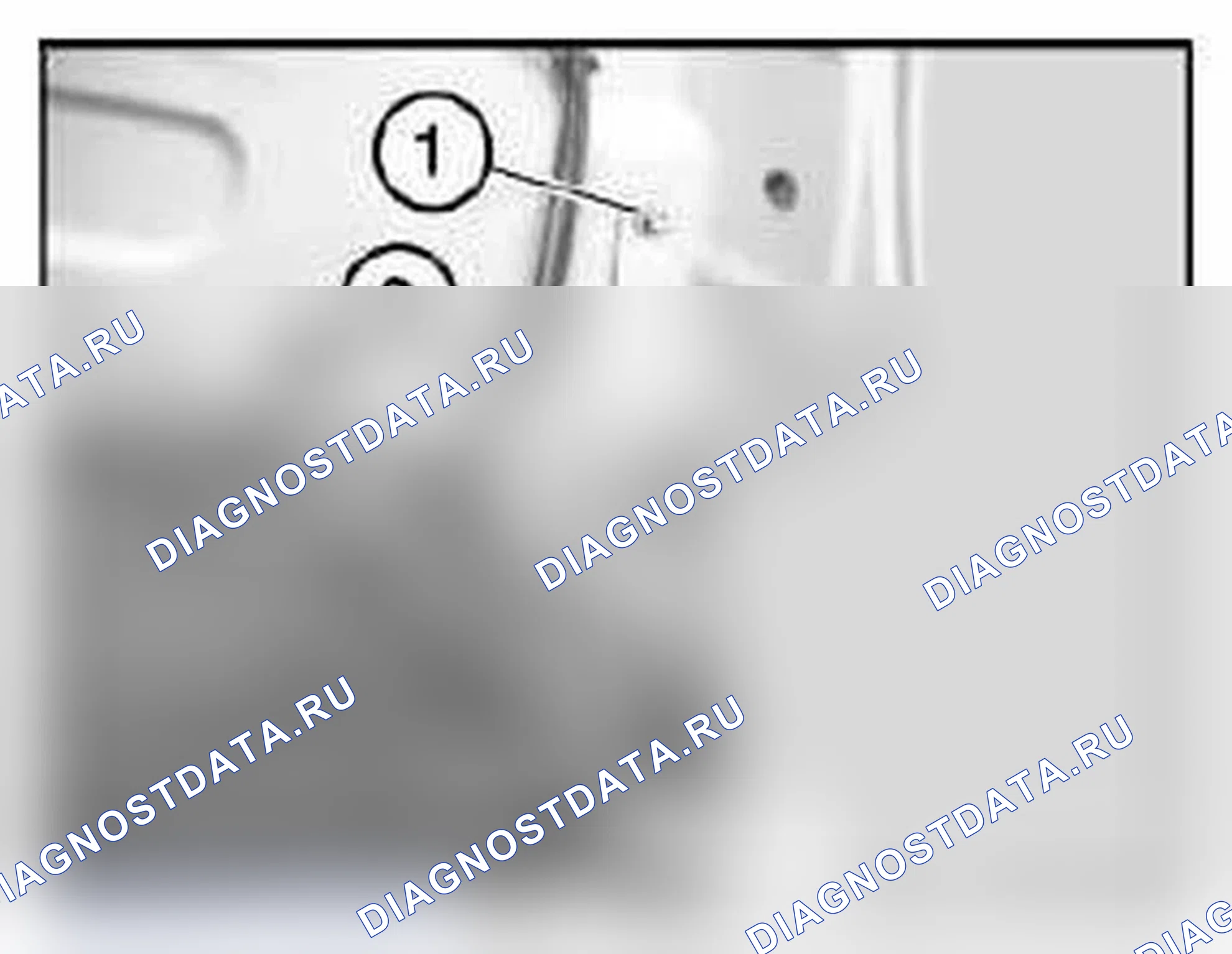
41 61 001 Замена капота/капота двигателя
Необходимые предварительные задачи:
- Снять КАПОТ ДВИГАТЕЛЯ
- Изменить SPRAY NOZZLE
- Изменить TRIM RINGS
- Изменить ПЕРЕДНИЕ И ЗАДНИЕ ТРИММЕРЫ
- Доработать СТОПОРНЫЙ КРЮК и ударник
- Изменение шумоизоляции
Для автомобилей с электродвигателями:
| ПРЕДУПРЕЖДЕНИЕ: | На автомобиле могут возникать напряжения до 1000 В! Работы на высоковольтной системе могут проводиться только специально обученными электриками! Перед началом работ высоковольтная система должна быть полностью дезактивирована специально обученным электриком и защищена от несанкционированного перезапуска! Перед началом работ необходимо ознакомиться с инструкциями по технике безопасности при обращении с электромобилями! |
|---|
| ВАЖНО: | Не повреждайте наружную обшивку капота/капота. |
|---|
Перенесите рисунок отверстий на новую деталь в зонах (1) и вырежьте внутреннюю панель.
Покраска капота/капота.
Схема №184
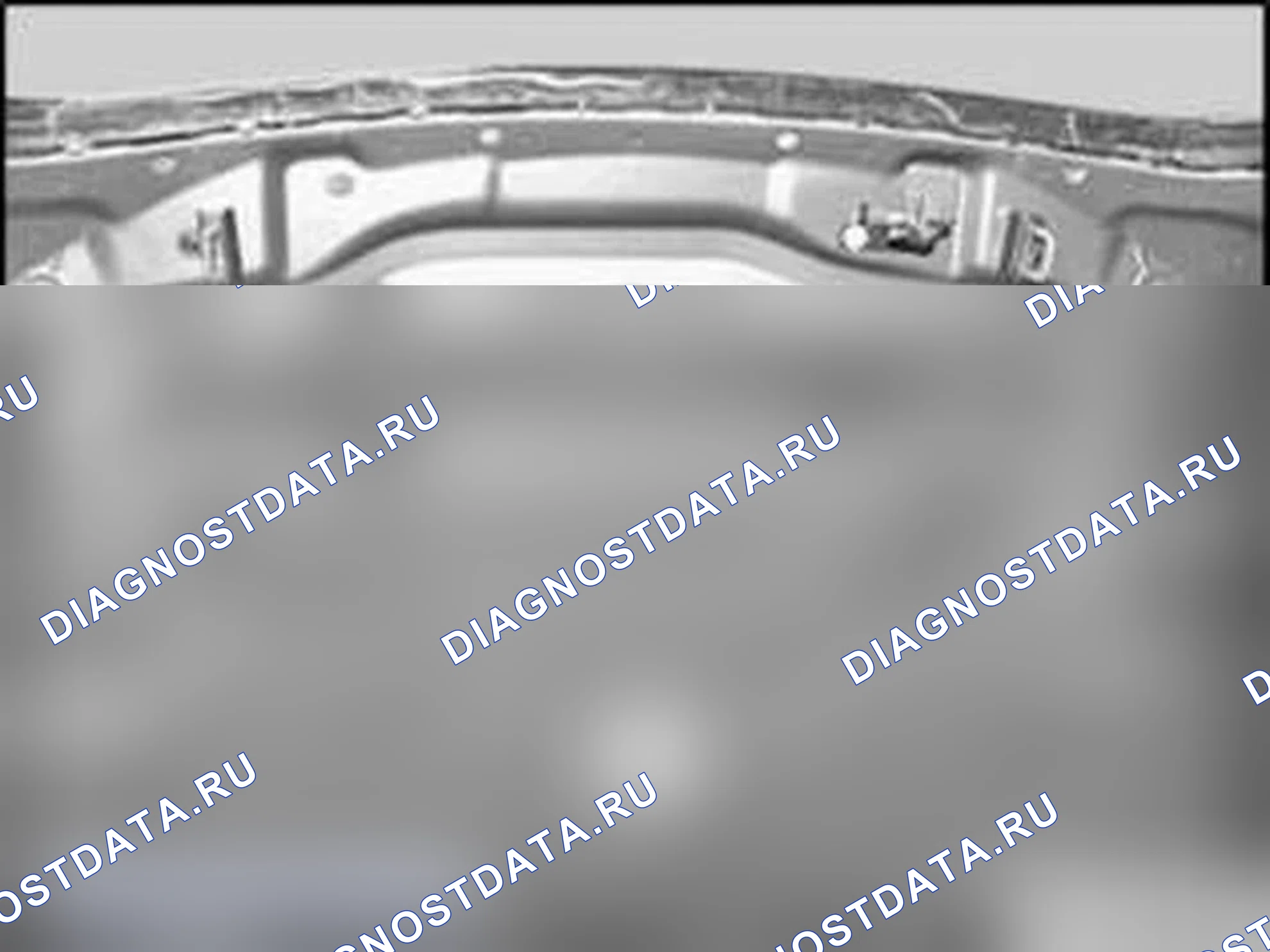
41 61 014 Регулировка крышки моторного отсека
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
При последующем перемещении шарниров неокрашенные поверхности становятся видимыми. Прикоснитесь к ним соответствующим цветом.
Не повреждайте прилегающие части кузова.
Ослабьте винты 1 и 2 на левом и правом шарнирах.
Капот/капот двигателя все равно должен просто иметь возможность перемещения.
Затяните винты после регулировки крышки.
Момент затяжки: 22 Нм
Схема №185
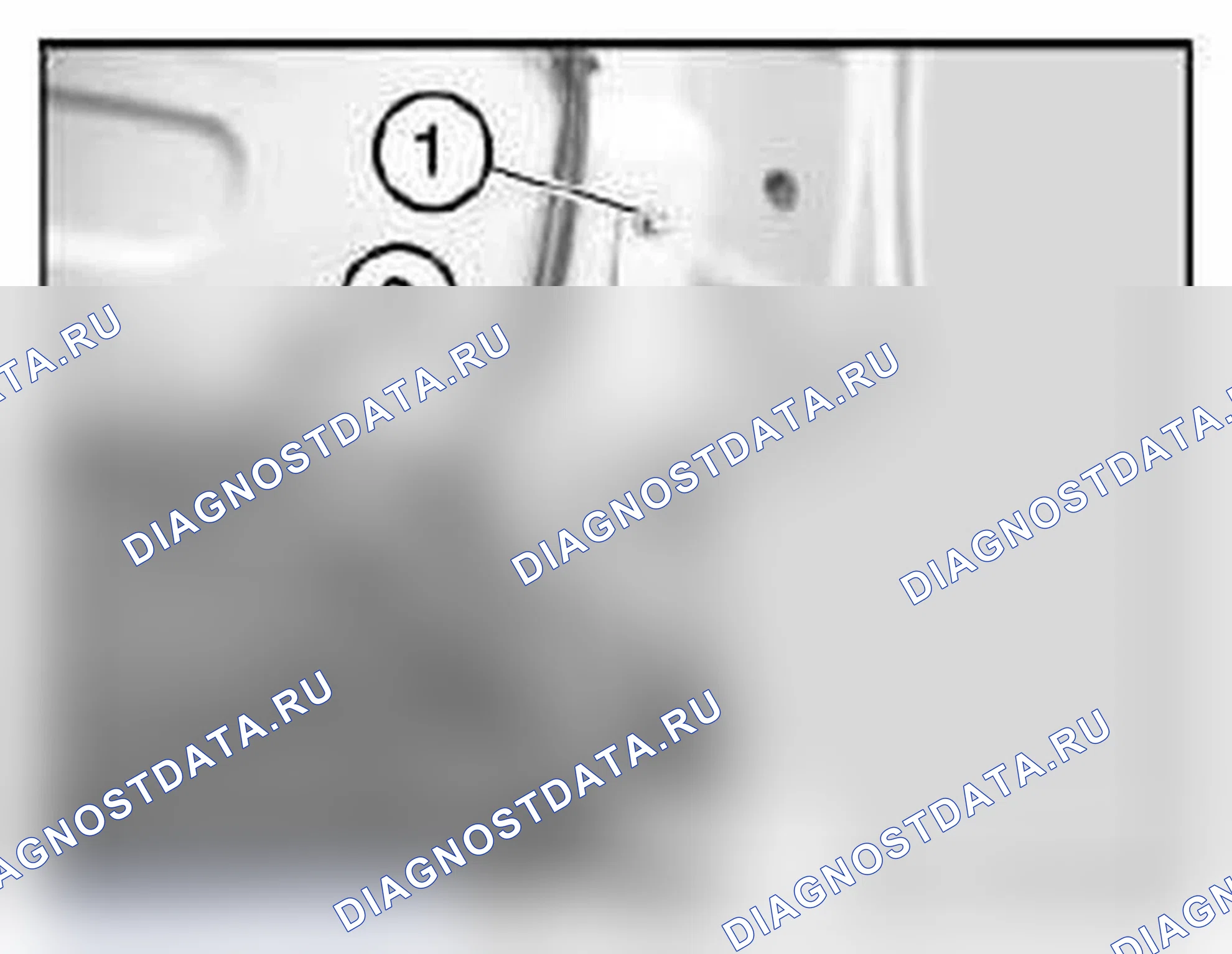 Войти
Войти
Проверьте стопорный винт шарнира капота слева и справа.
Пластмассовая головка стопорного винта не должна быть повреждена или отсутствовать, при необходимости замените шарнир крышки.
Стопорный винт предустановлен и не должен использоваться для регулировки капота!
Схема №186
Если диапазон регулировки недостаточен, отпустите винты 1 навески капота двигателя на корпус и сдвиньте навеску.
Момент затяжки: 22 Нм.
Схема №187

Регулировка высоты капота относительно передней стенки:
Отпустите винт 1 и снимите крышку 2.
Регулировка высоты поворотом при замыкании крючков.
Отрегулировать СТОПОРНЫЕ КОЛОДКИ.
Схема №188
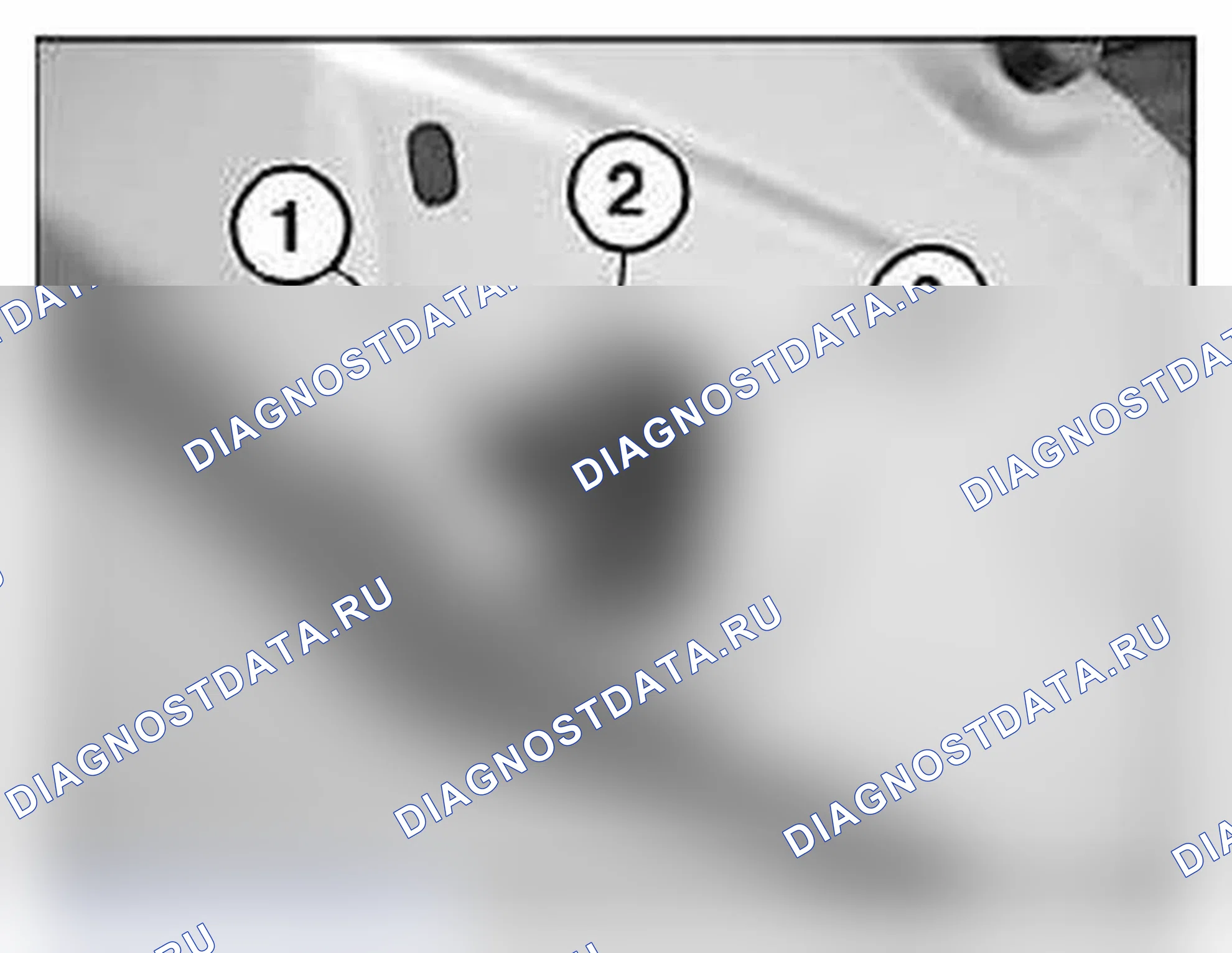
| ВАЖНО: | Проверьте работу стопорного крюка. |
|---|
Примечание по установке:
После регулировки капота проверьте зазор между фарами и крышкой моторного отсека, при необходимости отрегулируйте.
41 62 000 Удаление и установка задней крышки
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Необходимые предварительные задачи:
- Снимите задний спойлер. См. ДЕМОНТАЖ И УСТАНОВКА/ЗАМЕНА ЗАДНЕГО СПОЙЛЕРА.
- Снимите верхнюю обрезку рамы заднего окна. См. СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ОБРЕЗКИ ВЕРХНЕЙ РАМЫ ЗАДНЕГО ОКНА.
- Снимите заполненные газом стойки слева и справа. См. СНЯТИЕ И УСТАНОВКА ИЛИ ЗАМЕНА ЛЕВОЙ ИЛИ ПРАВОЙ ГАЗОВОЙ СТОЙКИ ДЛЯ ЗАДНЕЙ КРЫШКИ.
- Отсоедините все разъемные кабельные соединения на задней крышке.
Закройте заднюю крышку. Замок задней крышки не должен защелкиваться на место.
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Отверните гайки 1.
Момент затяжки: 18,5 Нм
Снимите заднюю крышку.
Схема №189

41 62 014 Регулировка задней крышки для подгонки
| Внимание: | Не повреждайте прилегающие части кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. |
|---|
См. соответствующую служебную информацию в разделе КОРПУС, ОБЩИЕ СВЕДЕНИЯ.
Необходимые предварительные задачи:
- Снимите задний спойлер. См. ДЕМОНТАЖ И УСТАНОВКА/ЗАМЕНА ЗАДНЕГО СПОЙЛЕРА.
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Задняя крышка должна быть снабжена всеми деталями крепления для правильной регулировки.
Точки регулировки для подгонки задней крышки под посадку.
Схема №190
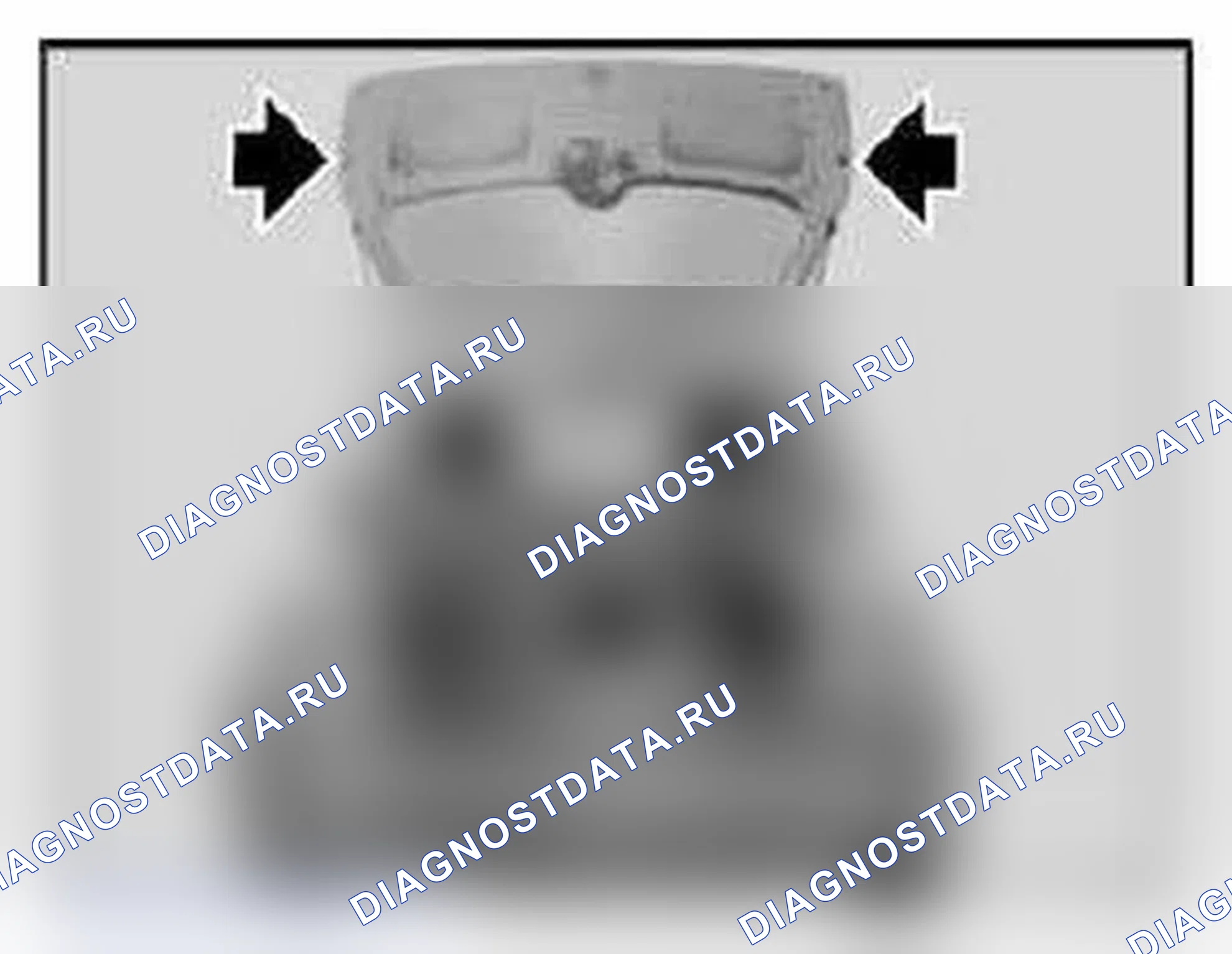
Перенести рабочий шаг, показанный симметрично другой стороне автомобиля.
Ослабьте гайки 1 на шарнире.
Момент затяжки: 18,5 Нм
Если диапазона регулировки недостаточно, ослабьте гайки (1). Доступно только изнутри.
Момент затяжки: 22 Нм
После регулировки уплотните все участки герметиком полости.
При необходимости отрегулируйте БЛОКИРОВКУ ЗАДНЕЙ КРЫШКИ.
Схема №191
После установки:
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
41 63 000 Удаление и установка заслонки для заправочной горловины
Модели MINI ONE и MINI COOPER:
Открытая заслонка для заливной горловины топлива.
Вставьте подходящую отвертку в углубление (1) до упора.
Вытягивание заслонки под заливную горловину топлива в направлении стрелки.
Схема №192
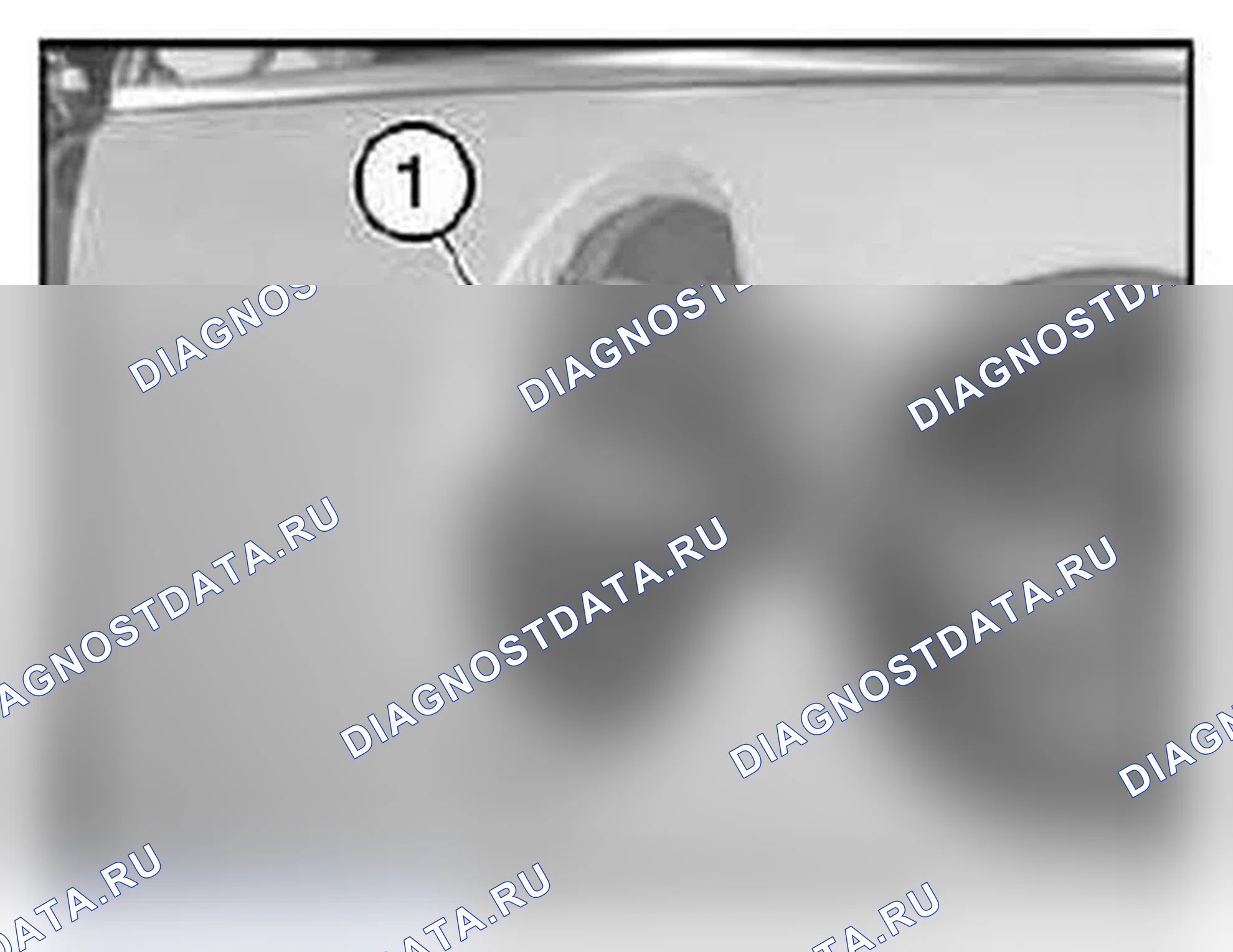 Войти
Войти
MINI COOPER S:
Открытая заслонка для заливной горловины топлива.
Вывинтите замок 1 и поверните заслонку под заливную горловину 2 в направлении стрелки и снимите.
Схема №193
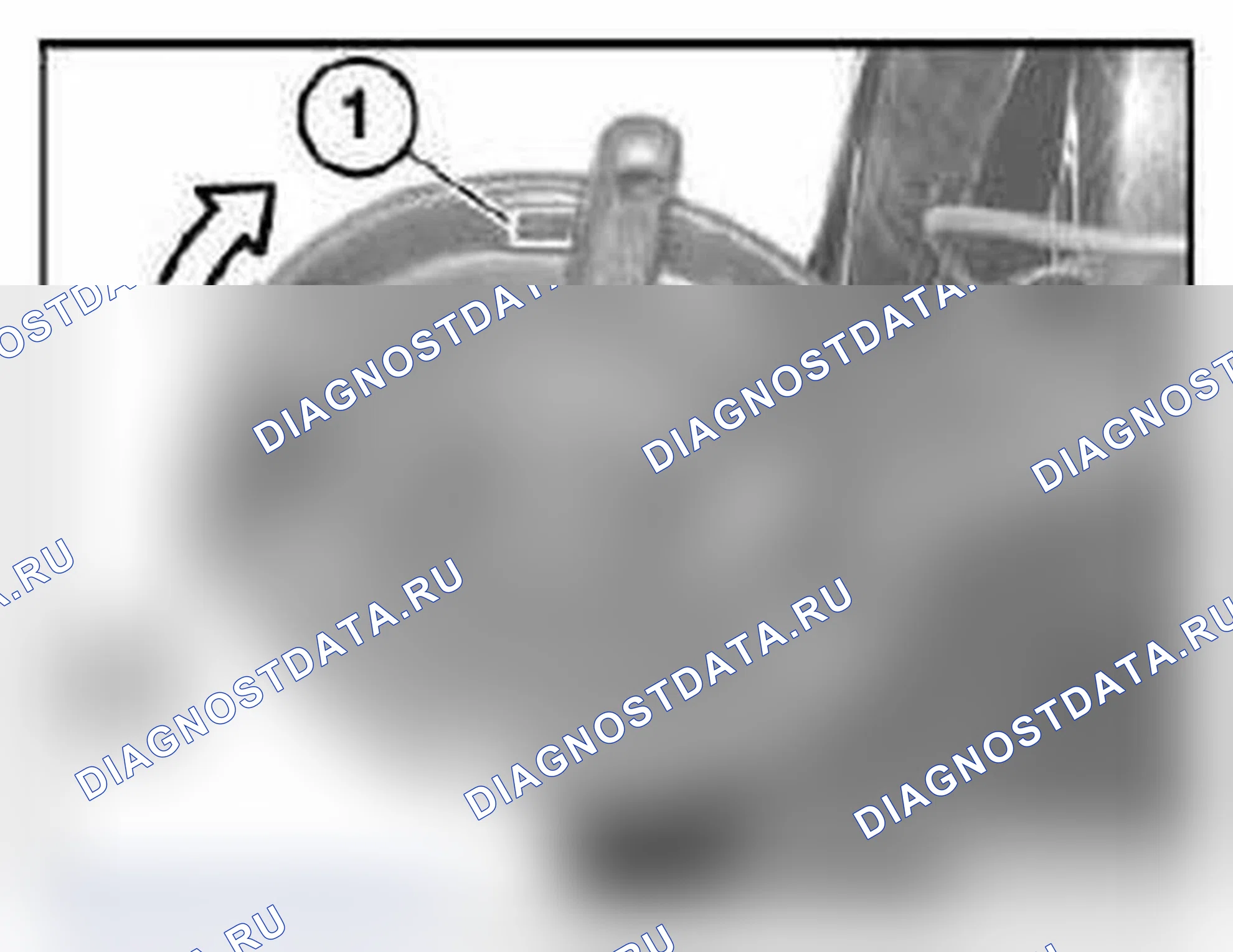
41 63 003 Замена крышки
Необходимые предварительные задачи:
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
| ВАЖНО: | Деформация фланцев из листового металла в боковой панели и колесной арке приводит к постоянной утечке автомобиля. Демонтаж/монтаж выполняйте с большой осторожностью. |
|---|
Требуются следующие новые части кузова:
Схема №194

- (1) Крышка чаши
MINI COOPER S:
Открепите крышку бака и снимите ее.
Схема №195
MINI COOPER S:
Установка:
Захваты (1) не должны иметь повреждений.
Схема №196
Отверните гайки 1 и 2 на трубопроводе заливной горловины.
Момент затяжки, см. 16 11 1AZ
Установка:
Убедитесь, что кабель заземления (3) подключен к монтажу.
Схема №197
ПримечаниеНа иллюстрациях показан демонтированный топливозаправочный патрубок.
Освободите резиновое уплотнение от фланца из листового металла.
Схема №198
Поверните муфту (1) приблизительно на 45 ° и потяните в направлении стрелки.
Схема №199
Нажмите на удерживающую планку (1) внутрь и поднимите ее (см. стрелку на иллюстрации).
Снимите крышку 2.
Проткнуть чашку крышки по разметке (3) небольшой отверткой.
Схема №200
Вставьте отвертку на глубину не более 5 мм и расконтрите защелку чаши крышки.
Схема №201
Последовательно разблокируйте защелки 1 и 2.
Вынуть чашу крышки в зоне (3) пластиковым клином.
| ВАЖНО: | Не повреждайте фланец из листового металла боковой панели. |
|---|
Схема №202
Осторожно поверните чашу крышки 1 в направлении стрелки и снимите.
Установка:
Откройте рычаг петли.
Вставьте чашу крышки и зацепите уплотнительную втулку над топливной заливной трубой.
Схема №203

Установка:
С помощью приспособления 1 натяните уплотнительную кромку 2 на фланец из листового металла колесной арки 3.
Схема №204
Установка:
На иллюстрациях показан демонтированный топливозаправочный патрубок.
Проверьте правильность посадки уплотнительной кромки.
Установка:
Чаша крышки должна защелкиваться на место 3 раза.
После установки тщательно проверьте, чтобы чаша крышки была надежно посажена.
В зоне (1) не должно быть заметного зазора между уплотнительной кромкой и боковой панелью.
Схема №205
Примечание
- См. также:
- ОБРАБОТКА КАБЕЛЕЙ И ВОЛОКОННО-ОПТИЧЕСКИХ КАБЕЛЕЙ
- ОКОННЫЕ СТЕКЛА ДЛЯ СКЛЕИВАНИЯ
- 41 0 000
- 41 1 180
- ПРУЖИННАЯ СТОЙКА
- ЗАДНИЕ БОКОВЫЕ ОКНА
- СЛИВ/ДОБАВЛЕНИЕ ХЛАДАГЕНТА (N14)
- НАСОС ОМЫВАТЕЛЯ ВЕТРОВОГО СТЕКЛА
- НАСОС ОМЫВАТЕЛЯ СИСТЕМЫ ОЧИСТКИ ФАР.
- КОНДИЦИОНЕР
- 64 53 5AZ
- ОПОРА ДЛЯ ОБЛИЦОВКИ БАМПЕРА
- 51 71 7AZ
- СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ОТДЕЛКИ ПЕРЕДНЕЙ РЕШЕТКИ
- СНЯТИЕ И УСТАНОВКА ОТДЕЛКИ ПЕРЕДНЕГО БАМПЕРА
- ОТДЕЛОЧНАЯ КРЫШКА ПЕРЕДНЕГО КОЛЕСА
- 51 11 4AZ
- ФАРА
- ТРОС ДЛЯ ЗАМКОВ МОТОРНОГО ОТСЕКА
- ГАЛОГЕННЫЕ ФАРЫ
- КСЕНОНОВЫЕ ФАРЫ
- ПРАВАЯ СТОРОНА
- ЛЕВАЯ СТОРОНА
- ЦЕНТРАЛЬНАЯ ДЕКОРАТИВНАЯ РЕШЕТКА
- 51 24 1AZ
- 41 51 2AZ
- 51 21 2AZ
- РАСПЫЛИТЕЛЬНОЕ СОПЛО
- РЕГУЛИРОВОЧНЫЕ КОЛЬЦА
- ПЕРЕДНЯЯ И ЗАДНЯЯ НАКЛАДКИ
- СТОПОРНЫЙ КРЮК
- СТОПОРНЫЕ КОЛОДКИ
- СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЗАДНЕГО СПОЙЛЕРА
- СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ОБРЕЗКИ ВЕРХНЕЙ ЧАСТИ РАМЫ ЗАДНЕГО ОКНА
- СНЯТИЕ И УСТАНОВКА ИЛИ ЗАМЕНА ЛЕВОЙ ИЛИ ПРАВОЙ ГАЗОВОЙ СТОЙКИ ДЛЯ ЗАДНЕЙ КРЫШКИ
- ЗАМОК ЗАДНЕЙ КРЫШКИ
- СЕРВОПРИВОД ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ БАКА.
- ПОДРЕЗКА ЗАДНЕГО ЛЕВОГО КОЛЕСА
- НАНЕСТИ КЛЕЙ
- ГЕРМЕТИК D1
- ГЕРМЕТИК ПОЛОСТИ
- ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ
- ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ
- ЧИСТЯЩЕЕ СРЕДСТВО R1
- ПАТРОННАЯ ПУШКА
- ИНСТРУКЦИЯ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ
- ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА
- ОБРАЩЕНИЕ С ЧИСТЯЩИМИ СРЕДСТВАМИ
- ТОЧЕЧНЫЕ СВАРНЫЕ ШВЫ
- ПРИМЕЧАНИЯ ПО ПОЛОСТНОЙ ПЕНЕ
- ПРАВКА СТАЛЬНЫХ ДЕТАЛЕЙ
- МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- ШЛИФОВАНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
- ПРЯМАЯ ЗАКЛЕПОЧНАЯ ГАЙКА ХВОСТОВИКА/ШЕСТИГРАННИКА
- РЕМОНТ РЕЗЬБЫ
- ОТКРЫТИЕ ПАЯНЫХ СОЕДИНЕНИЙ
- ОТКРЫВАЮЩЕЕСЯ КЛЕПАНОЕ СОЕДИНЕНИЕ
- ОТКРЫВАЮЩИЕСЯ СОЕДИНЕНИЯ
- КЛЕЙ К1
- КЛЕЙ К2
- КЛЕЙ К3
- КЛЕЙ К4
- КЛЕЙ К5
- ПРОБИВНЫЕ ЗАКЛЕПКИ
- ДЕТАЛИ ИЗ СВАРОЧНОЙ СТАЛИ
- УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ)
- УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (БЕЗ РАСШИРЕНИЯ)
- УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ ПЕНОЙ 2-COMPONENT ПОЛОСТИ ПОЛИУРЕТАНА
- ЭЛЕКТРОМАГНИТНЫЕ ВИНТЫ
- ГАЙКИ И БОЛТЫ ГЛУХИХ ЗАКЛЕПОК
- ПРАВКА АЛЮМИНИЕВЫХ ДЕТАЛЕЙ НА КОНСТРУКЦИИ
- СВАРКА В АРМАТУРНОМ ЛИСТЕ (ЛИСТОВАЯ СТАЛЬ)
- ОБРАЩЕНИЕ С ЭЛЕКТРИЧЕСКИМ И ЭЛЕКТРОННЫМ ОБОРУДОВАНИЕМ
- ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ
- Оборудование для мастерских
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ОБЩИЕ УКАЗАНИЯ ПО ЦЕМЕНТИРОВАНИЮ
- РЕМОНТНЫЙ ЭТАП 3
- НАРУЖНАЯ ОБШИВКА КРЫШИ СО СКОЛЬЗЯЩИМ/НАКЛОННЫМ ЛЮКОМ
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- РЕМОНТНЫЙ ЭТАП 2
- ПЕРЕДНЯЯ ПАНЕЛЬ В МОНТАЖНОЕ ПОЛОЖЕНИЕ
- ЗАМЕНА ХВОСТОВОЙ ПАНЕЛИ
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- РАЗМЕРЫ ЗАЗОРОВ
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- РЕГУЛИРОВКА ДВЕРИ
- ОТРЕГУЛИРОВАТЬ КАПОТ ДВИГАТЕЛЯ
- КАПОТ ДВИГАТЕЛЯ
- ЗАСЛОНКА ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА.
# Корпус - специальные инструменты - COOPER&COOPER S (R56)
41 0 000 Цифры/буквы/специальные символы
Примечание: Для приспособления для пробивки 41 1 000 (41 1 002)
Номер заказа: 41 0 000
Цифры/буквы/специальные символы
В составе:
1 = 41 0 001 Номер дефектной ведомости 1
2 = 41 0 002 Номер дефектной ведомости 2
3 = 41 0 003 Номер дефектной ведомости 3
4 = 41 0 004 Номер дефектной ведомости 4
5 = 41 0 005 Номер дефектной ведомости 5
6 = 41 0 006 Номер дефектной ведомости 6
7 = 41 0 007 Пробойник номер 7
8 = 41 0 008 Номер дефектной ведомости 8
9 = 41 0 009 Номер дефектной ведомости 9
10 = 41 0 011 Номер дефектной ведомости 0
11 = 41 0 012 Буква высечки A
12 = 41 0 013 Литера высечки B
13 = 41 0 014 Пробойник С
14 = 41 0 015 Буква дефекта D
15 = 41 0 016 Буква дефекта E
16 = 41 0 017 Литера высечки F
17 = 41 0 018 Литера высечки G
18 = 41 0 019 Буква пробойника H
19 = 41 0 021 Буква высечки i
20 = 41 0 022 Литера высечки J
21 = 41 0 023 Литера высечки K
22 = 41 0 024 Буква высечки L
23 = 41 0 025 Буква высечки M
24 = 41 0 026 Литера высечки N
25 = 41 0 027 Буква высечки P
26 = 41 0 028 Буква высечки R
27 = 41 0 029 Литера высечки S
28 = 41 0 031 Буква дефекта T
29 = 41 0 032 Буква высечки U
30 = 41 0 033 Литера высечки V
31 = 41 0 034 Буква высечки W
32 = 41 0 035 Буква высечки X
33 = 41 0 036 Буква высечки Y
34 = 41 0 037 Буква высечки Z
35 = 41 0 038 Специальный символ +
41 1 180 Калибр штемпеля
Примечание: Для штамповки сменного идентификационного номера автомобиля в куполе рессорной стойки.
Серия: R56
Номер SI: 01 23 06 (308)
Номер заказа: 41 1 180
Штемпелевальный калибр
Схема №206
 Войти
Войти
В составе:
1 = 41 1 181 Направляющая пластина
2 = 41 1 182 Контрплата
41 2 100 Набор шаблонов для бурения скважин
Примечание: Для модернизации системы стойки крыши.
Серия: R56
Номер заказа: 41 2 100
Набор шаблонов для сверления отверстий
В составе:
1 = 41 2 101 Шаблон для бурения скважин, передний
2 = 41 2 102 Шаблон для бурения скважин, задний
3 = 41 2 103 Удерживающая полоса, спереди (2 x)
4 = 41 2 104 Удерживающая пластина, задняя (2 x)
5 = 41 2 105 Сверло (d = 7мм)
# Кузов - ремонт - S CLUBMAN (R55)
Информация по безопасности для работы на транспортных средствах с автоматической системой запуска-остановки двигателя (MSA)
| ПРЕДУПРЕЖДЕНИЕ: | Если контакт капот/капот двигателя потянуть вверх (режим мастерской), выводится информация «выключатель закрыт». Активна функция автоматического запуска-остановки двигателя. Может последовать автоматический запуск двигателя. |
|---|
Соблюдайте меры безопасности при работе на автомобилях MSA.
Перед проведением практических работ на двигателе всегда следите за тем, чтобы функция MSA была отключена, чтобы предотвратить автоматический запуск двигателя во время проведения работ в моторном отсеке.
Функция MSA деактивируется:
Схема №207
- Отключить MSA кнопкой (1) в пассажирском салоне
- Открытая пряжка ремня безопасности и дверь водителя
- Открыть капот/капот двигателя и убедиться в том, что контакт капота/капота двигателя не находится в режиме мастерской Режим мастерской A = 10 мм Базовая установка (капот/капот двигателя открыт) B = 7 мм
Чтобы убедиться в том, что контакт капота/капота двигателя находится в базовой настройке, при необходимости нажмите на контакт капота/капота до упора перед началом работы и медленно отпустите.
Схема №208
При работе со средствами диагностики:
- Следуйте инструкциям средства диагностики
41 00... Безопасность на работе
- 1.1 Работа с алюминиевой пылью: Наденьте мелкую пылезащитную маску. Только E52: Используйте взрывозащищенную съемную систему. Обратите внимание на национальные правила.
- 1.2 Удаление уплотнительных материалов Соляная кислота создается при нагревании ПВХ уплотнительного материала до температур свыше 180 ° С. Удалите поливинилхлоридный уплотнительный материал с помощью вращающейся проволочной щетки или нагрейте материал с помощью горячей воздуходувки до температуры не более 180 ° C и удалите шпателем. Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами прямого извлечения.
- 1.3 Дуговая сварка и пайка твердым припоем: ВАЖНО: Чрезвычайно яркая дуга во время сварки может привести к серьезной травме глаз, если не будут приняты соответствующие защитные меры. Используйте специальный сварочный экран * для соответствующего процесса сварки (MAG или MIG). Выгородка рабочих отсеков с защитными экранами балок *. Использовать сварочно-эмиссионную установку *. Сварщик должен носить защитную одежду * и перчатки *, которые подходят для сварки (т.е. огнестойкие). Огнетушитель должен быть расположен в пределах досягаемости зоны сварки. Не проводите никаких сварочных работ вблизи топливного бака, например, когда он установлен. Обратите внимание на национальные правила.
- 1.4 Работа с клеящими средствами (клеи, чистящие средства, грунтовки и т.д.): ВАЖНО: Обработка клеев может вызвать аллергические реакции кожи и дыхания. Не ешьте, не пейте и не курите во время этой операции. Избегайте прямого контакта с глазами и кожей. Носить защитные очки, защитные перчатки и при необходимости фартук. Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами для прямого удаления паров клея. Рабочая одежда, загрязненная клеем или растворителем, должна быть немедленно заменена. Закончив работу, вымойте руки и нанесите защитный крем для кожи. Всегда держите под рукой ванну для глаз, регулярно меняйте воду (раз в месяц). Храните клейкие изделия только в защищенном шкафу. Храните клейкие продукты вдали от открытого огня и других источников возгорания. Защищать клеевые изделия от сильных источников тепла и прямых солнечных лучей. Обратите внимание на национальные правила. Первая помощь: В случае попадания в глаза немедленно промыть проточной водой в течение примерно 10-15 минут и, при необходимости, посетить специалиста по глазам. В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. При необходимости обратитесь к врачу. При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу. При вдыхании паров клея обеспечьте постоянную подачу свежего воздуха, сохраняйте спокойствие, держите дыхательные пути без препятствий и обратитесь к врачу.
41 00... Информация об опасностях
- 1. Алюминий
| Опасности/последствия | Меры/нормативные акты |
|---|---|
| Этап ремонта 1: (замена болтовых деталей, удаление вмятин) Этап ремонта 2: (ремонт конструкций с склеиванием и клепкой) | При шлифовании внешней оболочки автомобиля алюминиевая пыль накапливается в небольших количествах. Эту пыль можно удалить с помощью обычных вытяжных систем. |
| Ремонтный этап 3: (конструктивные ремонты со сваркой) Взрывоопасность из-за высокой концентрации мелкодисперсной алюминиевой пыли. Возникающие, например, при прямоточном шлифовании деталей с покрытием в основном материале и крупноповерхностном шлифовании деталей с яркой отделкой. Взрывоопасность из-за завихрения мелкой алюминиевой пыли в полостях. Создается путем необходимой, тщательной очистки обрабатываемых поверхностей и инструментов до и после обработки алюминия. | Избегайте высокой концентрации мелкодисперсной алюминиевой пыли с помощью непрерывной экстракции. Использовать взрывозащищенные вытяжные системы. Не используйте сжатый воздух при очистке рабочего отсека. Избегайте завихрения пыли при уборке рабочей зоны. |
| Самовозгорание мелкодисперсной алюминиевой пыли при втягивании источников зажигания и огня. Например: горячие осколки, шлифовальные искры, сигареты и т. Д. | Запрещается эксплуатация источников зажигания и огня в зоне забора систем съемников. |
ОПАСНОСТИ, СВЯЗАННЫЕ С АЛЮМИНИЕМ
- 2. Углерод
| Опасности/последствия | Меры/нормативные акты |
|---|---|
| Этап ремонта 1: Нет опасностей/последствий | Ничего |
| Ремонтный этап 2 и 3: Взрывоопасность из-за высокой концентрации углеродной пыли. Производится при измельчении углерода. Взрывоопасность из-за завихрения углеродной пыли в полостях. Создается путем необходимой, тщательной очистки обрабатываемых поверхностей и инструментов до и после механической обработки углерода. | Избегайте высокой концентрации угольной пыли с помощью непрерывной экстракции. Использовать взрывозащищенные вытяжные системы. Не используйте сжатый воздух при очистке рабочего отсека. Избегайте завихрения пыли при уборке рабочей зоны. |
| Самовозгорание угольной пыли при втягивании источников зажигания и огня. Например: горячий мусор, шлифовальные искры, сигареты и т.д. | Запрещается эксплуатация источников зажигания и огня в зоне забора систем съемников. |
ОПАСНОСТИ, СВЯЗАННЫЕ С ВЫБРОСАМИ УГЛЕРОДА
1.0 Рекомендуемые инструменты и оборудование
- Ключи клепальные глухие
- Удлинение головки заклепки
Как установить глухие заклёпки
- Размер заклепок см. в инструкции по ремонту.
- Расположите отверстия под глухие заклепки, как указано в инструкции по ремонту. При необходимости перенесите положения заклепок на новый компонент.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра заклепки. Пример диаметром 4,2 мм для заклепки 4 мм и диаметром 6,7 мм. для заклепки 6,5 мм).
- Отверстия для удаления заусенцев.
- НАНЕСТИ КЛЕЙ.
- Вставить глухую заклепку. При необходимости удалите появившийся клей. Инструмент глухой заклепки расположите вертикально. Используйте удлинение головки заклепки, если доступность плохая.
- Заклепка глухая заклепка с инструментом глухая заклепка. Тем временем очистите головку заклепки, если она загрязнена клеем. Риск повреждения головки заклепки проникающим клеем.
- Заглушить глухие заклепки ГЕРМЕТИКОМ Д1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Металлизация на окрашенных поверхностях
| ВАЖНО: | Настоящие инструкции по ремонту распространяются только на компоненты наружной обшивки, а не на конструктивные элементы. К ним относятся наружная обшивка крыши, хвостовая панель, задние боковые панели и компоненты пола багажного отделения. Следуйте инструкциям по ремонту конкретного автомобиля. Используйте только описанные там процедуры ремонта. Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
Обзор тем
- Оборудование
- Срок годности расходных материалов
- Подготовка поверхности
- Связующее покрытие
- Время затвердевания
- Последующая обработка
- Утилизация клея
1.0 Оборудование
- ЧИСТЯЩЕЕ СРЕДСТВО R1
- Клей, как указано в инструкции по ремонту
- ПИРОПАТРОН
2.0 Срок годности расходных материалов
- Клеевой картридж маркируется датой.
- Не используйте клей после этой даты.
3.1 Подготовка поверхности на транспортном средстве (статус серии)
- Установите ровную поверхность сцепления (например, шлифование). Не снимайте грунтовку серии целиком.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- При необходимости предварительно зачистите склеиваемые поверхности с помощью полостного съемника уплотнительного воска. Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
3.2 Подготовка поверхности на транспортном средстве (замена связанного компонента)
- Полностью удалите остатки клея с автомобиля. При необходимости удалите все старые усиливающие пластины (например, задняя боковая панель).
- Не допускайте заливки в области склеиваемых поверхностей! Клей недостаточно сцепляется с грунтовкой. Если после правки необходима грунтовка, покройте поверхности склеивания.
- При необходимости предварительно зачистите склеиваемые поверхности с помощью полостного съемника уплотнительного воска. Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут. Поверхности металлизации должны быть полностью сухими.
3.3 Подготовка поверхности на новой детали
- Грунтовку не снимать.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
4.0 Нанесение клея
- Температура обработки клеевого картриджа 18 ° С - 30 ° С.
- Температура объекта, автомобиля и новых деталей, мин. 15 ° С.
- Не используйте пневматические патронные пистолеты.
- Вставьте клеевой картридж в патронный пистолет, снимите колпачок и дайте обоим клеевым компонентам всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку.
- Дайте появиться приблизительно 10 см смешанного клея, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
- После нанесения клея проверьте, не появился ли клеящий компонент на задней стороне картриджа. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж.
- Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 30 минут материал не проходил через смеситель.
- Соедините компоненты и закрепите на месте.
- Удалите излишки клея.
5.0 Время затвердевания
- Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
- Прочность транспортного средства для вождения достигается через 48 часов при температуре объекта не менее 15 ° C (соответствует комнатной температуре около 18 ° C). или 1 час в распылительной камере (температура распылительной камеры 80 ° C/температура объекта 60 ° C).
- При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей.
- Немедленно удалите загрязнения, вызванные остатками клея. Отвердевший клей можно удалить только механическим способом.
6.0 Последующая обработка
- Области повторной герметизации, которые герметично закрыты в качестве стандарта.
7.0 Утилизация клея
- Отвержденный клей утилизируется как обычные отходы.
- Пустые кассеты с клеем утилизируются как обычные отходы.
- Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Соединение стали со сталью
| ВАЖНО: | Настоящие инструкции по ремонту распространяются на конструктивные элементы. К таким компонентам относятся опоры двигателя, А-стойки, В-стойки и т.д. Следуйте инструкциям по ремонту конкретного автомобиля. Используйте только описанные там процедуры ремонта. Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
Обзор тем:
- Оборудование
- Подготовка поверхности
- Связующее покрытие
- Время затвердевания
- Последующая обработка
1.0 Оборудование
- Шкурка шлифовальная
- Чистящее средство: Изопропанол, ацетон или спирт
- Клеевой картридж
- Клеевой пистолет (стандартный патронный пистолет)
- Шпатель для нанесения клея
2.0 Подготовка поверхности:
- Для лучшей адгезии удалите с клеевых участков окисную пленку, ржавчину, краску и окалину проволочной щеткой или наждачной бумагой.
- Места нанесения клея очистить изопропанолом, ацетоном или спиртом.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут. Клеевые участки должны быть полностью сухими.
3.0 Нанесение клея:
- Температура обработки клеевого картриджа 18 ° С - 30 ° С.
- Температура объекта, автомобиля и новых деталей, мин. 15 ° С.
- После нанесения клея проверьте, не появился ли клеящий компонент на задней стороне картриджа. Если да, прервите процедуру сварки. Очистить новый компонент. Используйте новый картридж с клеем.
- Соедините компоненты и закрепите на месте.
- Удалите излишки клея. Не используйте растворные чистящие средства.
4.0 Время затвердевания:
- См. ПРИМЕЧАНИЯ К КЛЕЮ K1.
5.0 Последующая обработка поверхностей металлизации:
- Зону ремонта защитить герметиком полости.
41 00... Защита от коррозии
ПримечаниеПосле ремонта работы по антикоррозионной защите уже начинаются с правильного снятия защиты днища кузова, противоотбойного слоя и герметизации шва в зоне ремонта. РЕКОМЕНДУЕМЫЕ ПРОДУКТЫ BMW оптимизированы с точки зрения защиты от коррозии.
1.0 Удаление уплотнительных материалов:
| ВАЖНО: | Не сжигайте материал ПВХ с помощью газовой горелки или аналогичного устройства, а также не нагревайте его до температуры выше 180 ° C. Это приведет к образованию высококоррозионной соляной кислоты и выделению вредных паров. Новая облицовка не образует удовлетворительного сцепления со сгоревшим ПВХ материалом, что означает, что может возникнуть последующая подземная ржавчина. |
|---|
Удалите материал ПВХ вращающейся стальной щеткой или нагрейте ПВХ до максимальной температуры 180 ° C с помощью горячей воздуходувки и соскребайте шпателем.
1.1 Удаление уплотнительных материалов:
| ВАЖНО: | Не сжигайте материал ПВХ (герметик) с помощью автогенной горелки или аналогичного устройства, а также не нагревайте его до температуры выше 180 ° C. Это приведет к образованию высококоррозионной соляной кислоты и выделению вредных паров. Новая облицовка не образует удовлетворительного сцепления со сгоревшим ПВХ материалом, что означает, что может произойти последующее ползучесть ржавчины. |
|---|
Удалите материал ПВХ вращающейся стальной щеткой или нагрейте ПВХ до максимальной температуры 180 ° C с помощью горячей воздуходувки и соскребайте шпателем.
1.2 Применение уплотнительных материалов:
Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, после ремонта должны быть загрунтованы и вновь тщательно загерметизированы. Замените поврежденные или снятые противообледенительные слои.
ПримечаниеРаспылитель, необходимый для герметика кузова (заказ BMW № 81 49 0 300 887).
Заглушить глухую заклепку ГЕРМЕТИКОМ (риск коррозии).
Заделать затронутые полости КОНСЕРВАЦИЕЙ ПОЛОСТИ (риск коррозии).
2.0 Основы консервации полости:
Консервацию полости проводите после всех ремонтов кузова.
Заключение консервации полости - важнейшая часть всех мероприятий по защите от коррозии.
Используйте спрей для защиты полости только для небольших выпрямляющих работ, когда рассматриваемые детали легко доступны. Для всех других ремонтных работ используйте пистолет с напорным стаканом. Средство для защиты полости выпускается в различных размерах тары.
Используйте соответствующие датчики с трубками для различных областей матрицы.
Необходимые инструменты можно найти на портале помощи BMW Aftersales (ASAP)
| ВАЖНО: | Неправильно выполненная защита полости может, особенно в случае соединений сталь/алюминий, привести к неисчислимой ответственности продукта и риску безопасности. |
|---|
Лучший ремонт ничего не стоит, если последующие мероприятия по защите полости не проводятся добросовестно.
2.1 Защита полости стальных деталей:
Новые двери и крышки после покраски должны быть загерметизированы средством для защиты полости.
Новые детали из листового металла или полости, сварные швы и складки, образованные новыми деталями из листового металла, должны быть уплотнены средством защиты полости после окрашивания.
Затронутые полости должны быть загерметизированы средством защиты полости после всех рихтовочных работ.
2.2 Защита полости алюминиевых деталей:
Новые двери, крышки и боковые панели из алюминия не герметизируются средством защиты полости.
После всех рихтовочных работ на алюминиевых компонентах затронутые полости после окраски должны быть заделаны средством защиты полостей.
После всех сварочных работ (только E52) на алюминиевых компонентах затронутые полости должны быть загерметизированы защитным веществом полости после окрашивания.
Полости, швы и складки, образованные из новых деталей из листового металла, после окраски должны быть заделаны средством защиты полости.
41 00... Электромагнитные винты
(ЭМС = электромагнитная совместимость)
Цель
- Электромагнитные винты используются в методе восстановления соединения/клепки для восстановления соединения.
- Они принимают на себя функцию сварных соединений, обеспечивающих переход на землю между отдельными компонентами.
- Пуансон или глухие заклепки, используемые при ремонте, не гарантируют постоянного перехода соединения между отдельными компонентами!
- Электромагнитные винты обеспечивают эксплуатационную надежность и безопасность электрических/электронных компонентов после ремонта!
Процедура, алюминиевая передняя часть
- Каждое разомкнутое сварное соединение должно быть заменено не менее чем на 2 винта ЭМС.
- Расположите 2 винта на фланце, на котором был отделен сварной шов. В случае частичной замены расположите винты в зоне перекрытия компонентов.
- В случае ремонта с частичной заменой необходимо установить такое количество электромагнитных винтов, которое указано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
Процедура, стальной корпус
- Установите такое количество электромагнитных винтов, которое описано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
41 00... Размеры контроля центровки рамы, кузова
Размеры в мм.
Допуски измерений:
- <или = 1000 мм ± 1,5 мм
- > или = 1000 мм ± 2,5 мм
Показанные контрольные точки служат для проверки кузова и рихтовочного приспособления.
Вид днища кузова 1
Схема №209
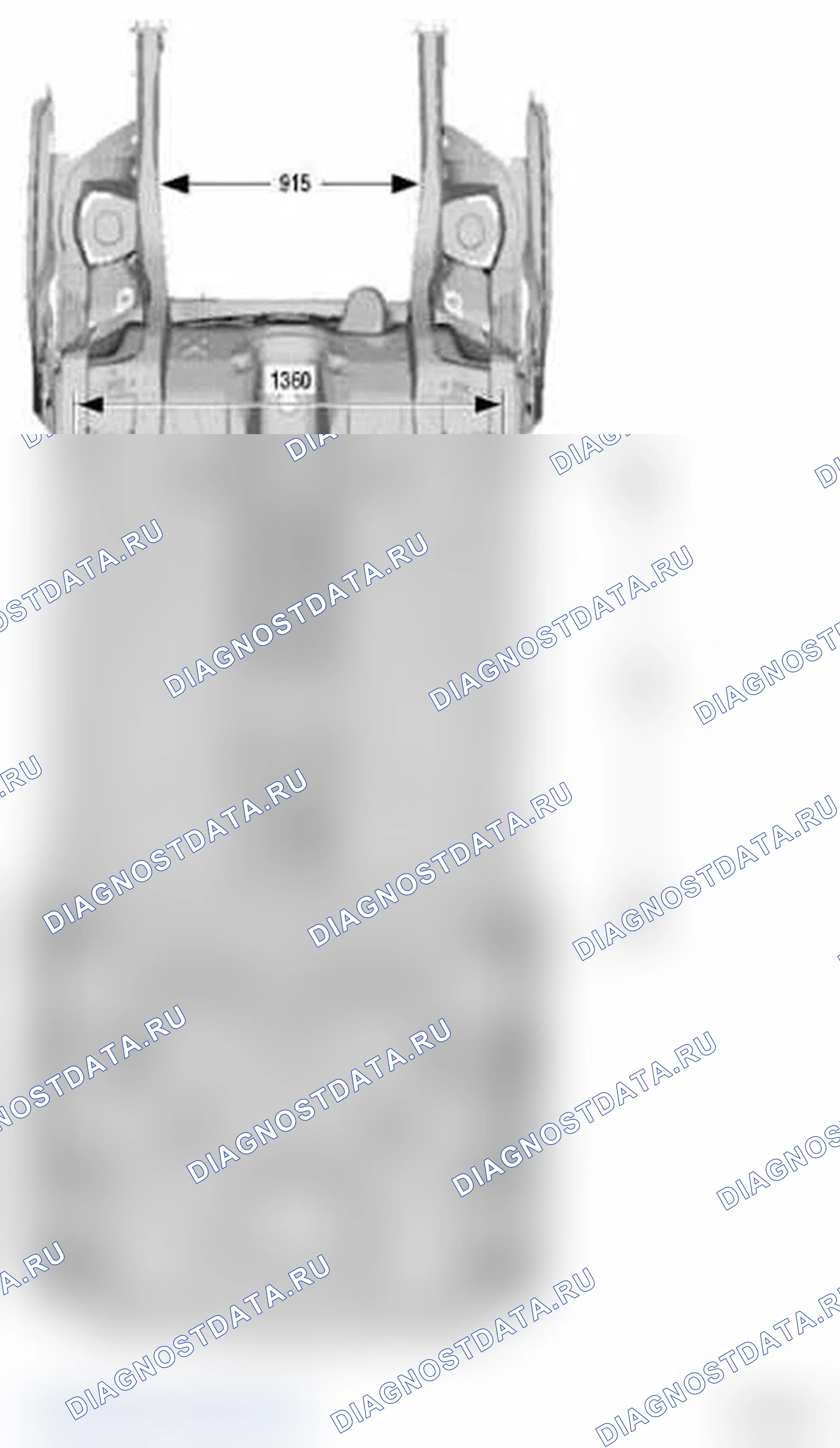
Вид снизу 2
Схема №210
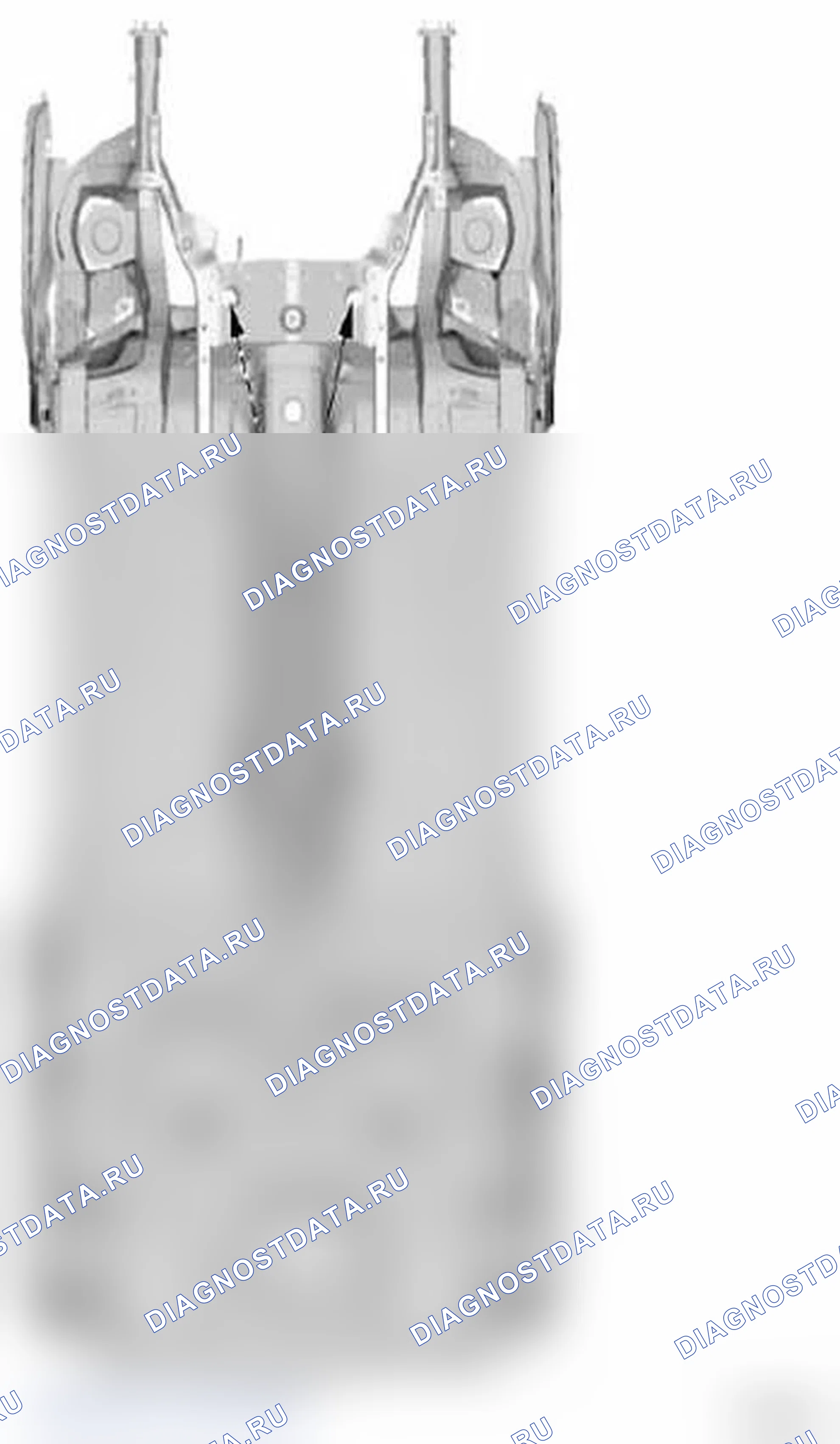
Вид сверху, передняя часть
Схема №211
41 00... Размеры зазора, корпуса
ПримечаниеРазмеры, указанные в настоящем документе, применимы при температуре объекта 20 ° С. Целью регулировки является достижение равномерного зазора. Симметрия зазоров между левой и правой сторонами автомобиля имеет высший приоритет. Дверные зазоры не должны отклоняться между передним и задним зазором более чем на 1,0 мм. Для компонентов, которые не могут быть скорректированы, размер зазора не указан.
Размеры в мм
Схема №212
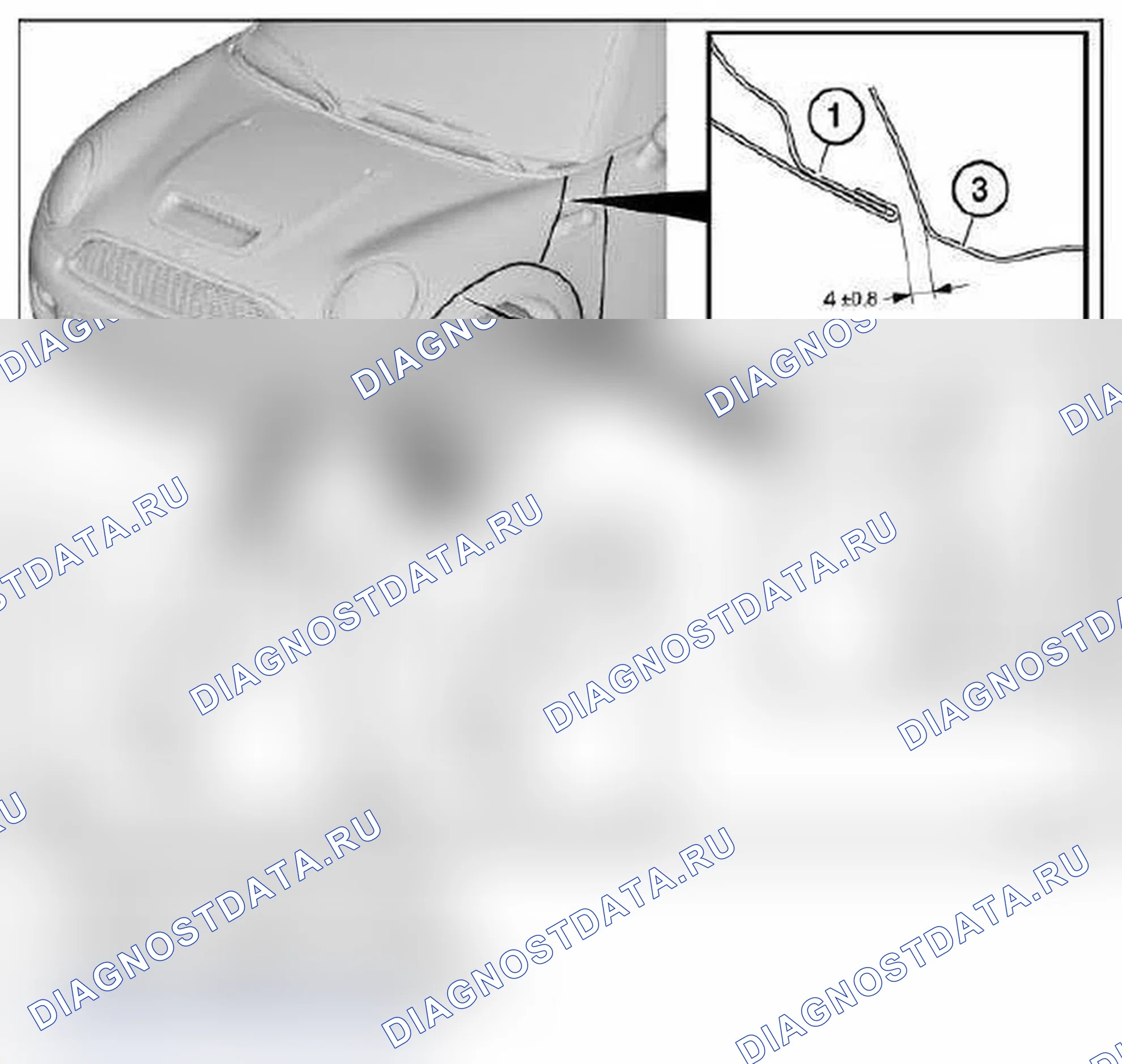 Войти
Войти
Размеры в мм
Схема №213
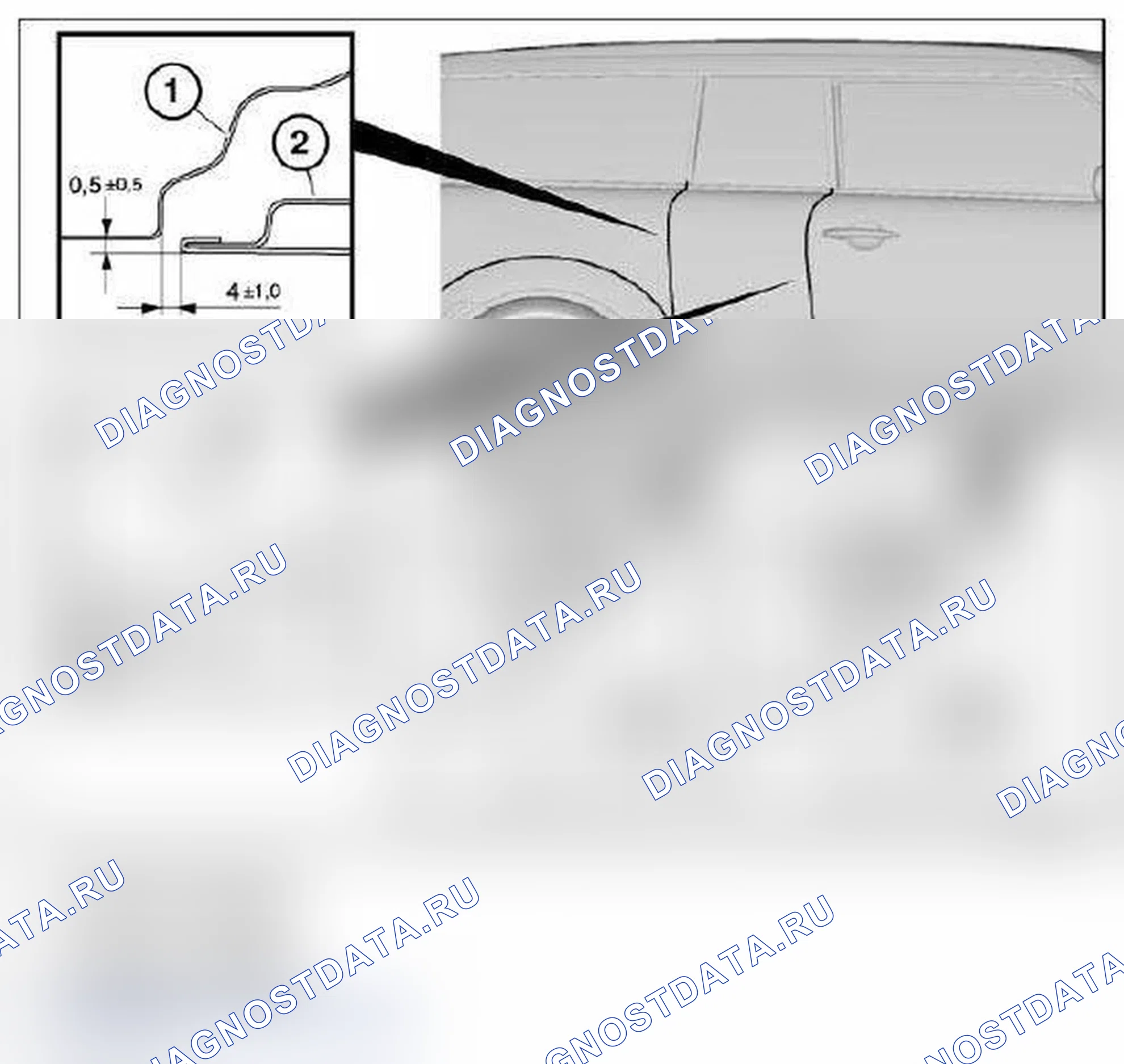
Размеры в мм
Схема №214
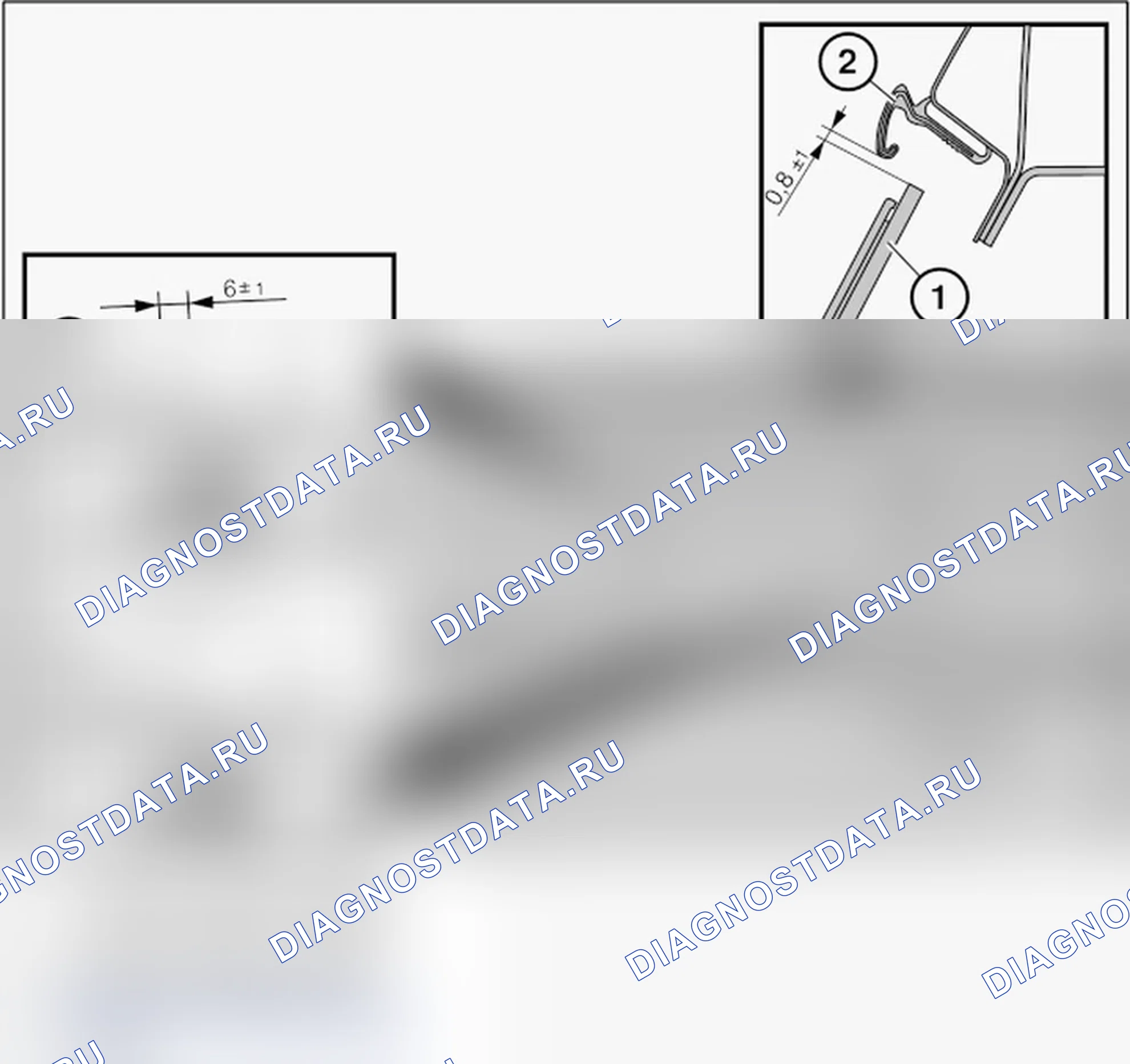
Размеры в мм
Схема №215
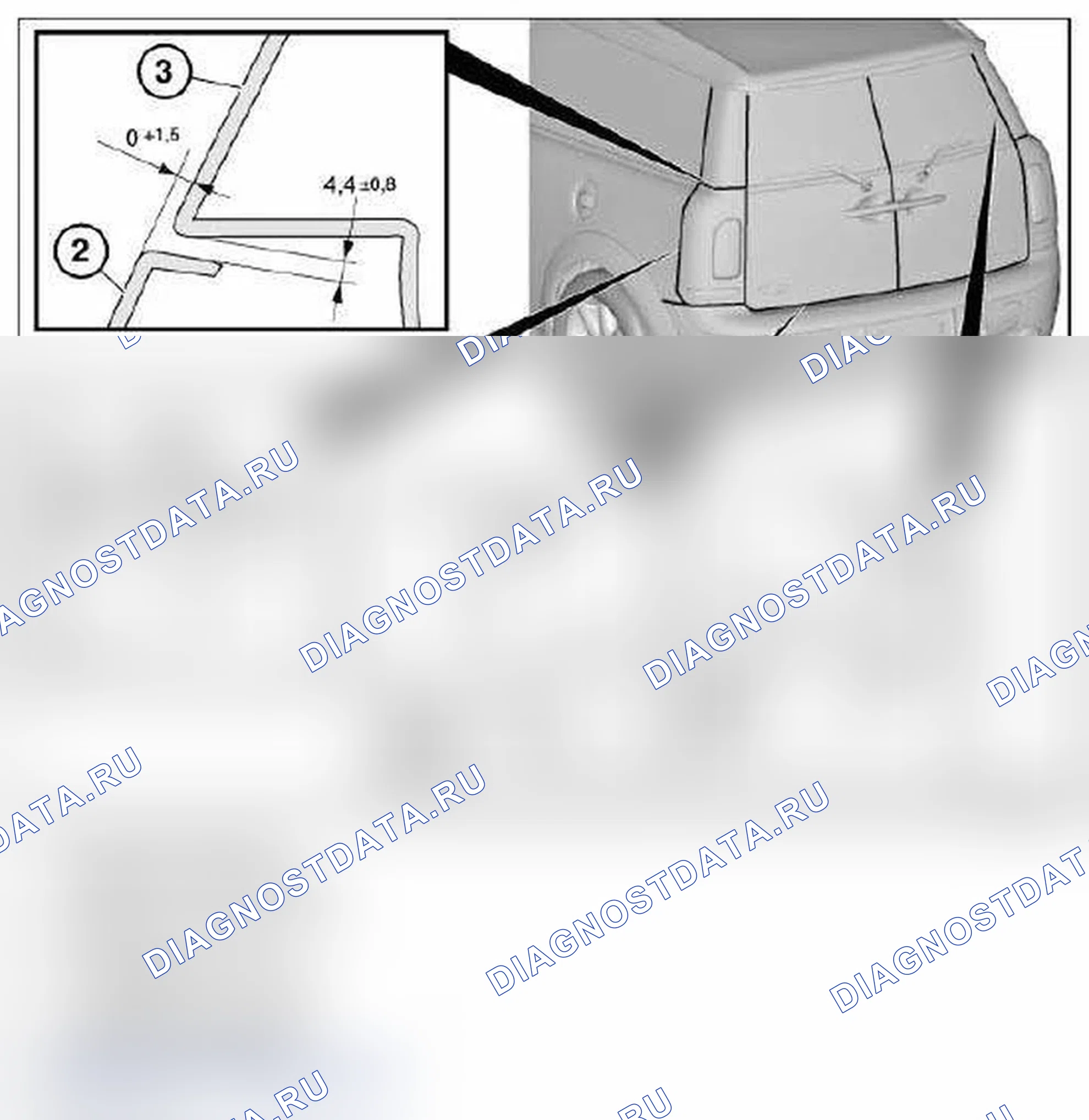
Размеры в мм
Схема №216
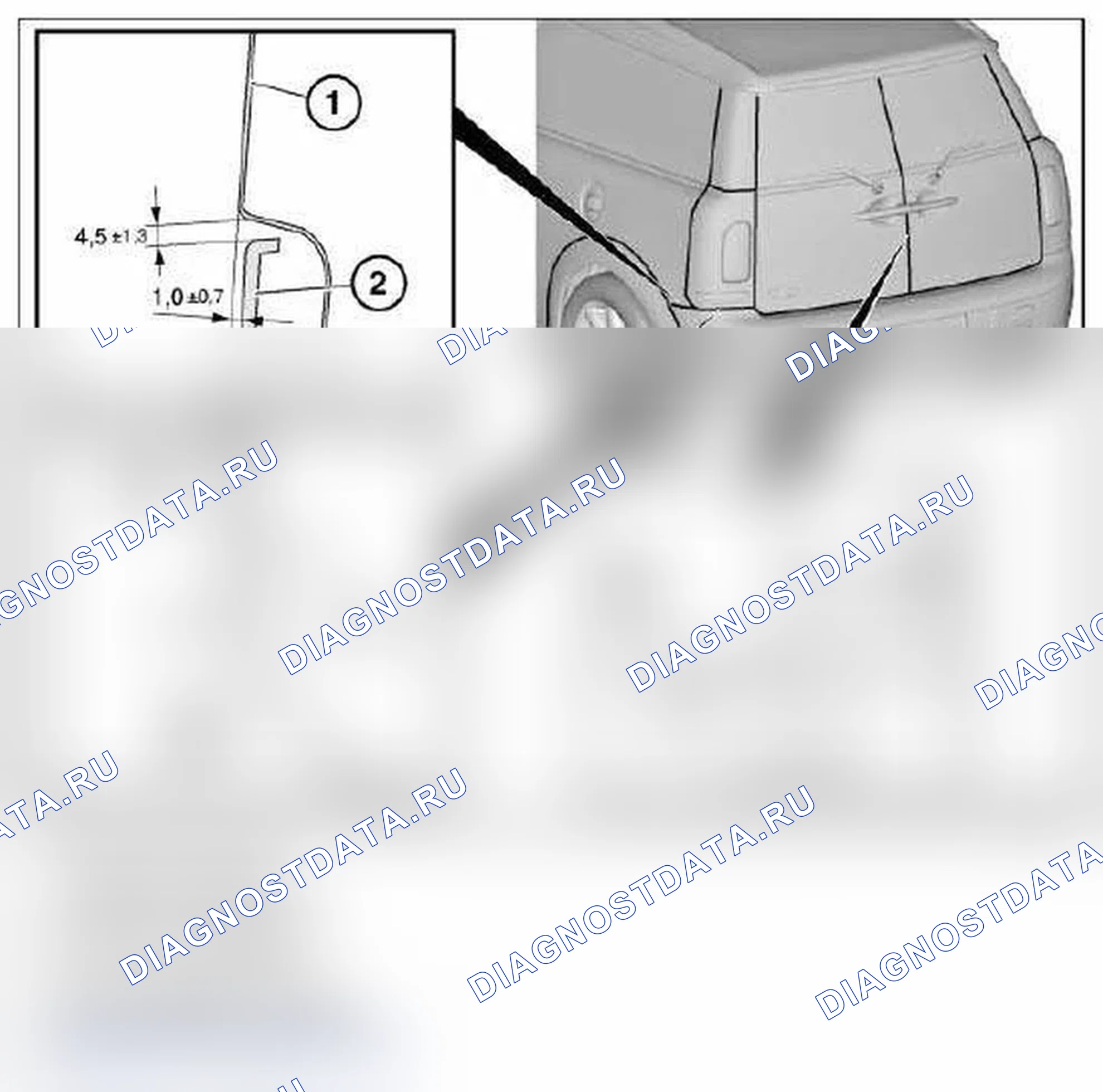
Схема №217
99 00... Общие указания по лакокрасочному покрытию
Отмеченная область служит контрольным значением для лакокрасочного покрытия. Эта область может отличаться от иллюстрации по техническим причинам окраски.
Учитываются зоны подкраски.
Специальная процедура для матового лакокрасочного покрытия:
Матовое лакокрасочное покрытие нельзя подкрашивать, так как окрашенная поверхность не может быть отполирована.
51 14... Общие указания по маркировке клейкими пленками
В случае ремонта клейкие пленки должны быть частично или полностью заменены. Ниже описана основная процедура для всех зон транспортного средства.
Кроме того, доступны инструкции по ремонту для конкретного автомобиля.
Подготовка
Промыть и высушить автомобиль. Доработка сжатым воздухом по мере необходимости в зоне стыков.
Очистите всю поверхность компонента с помощью стеклоочистителя (номер детали BMW 83 12 0 396 775). Также очистите внутреннюю часть компонента на участках, на которые нанесены клейкие пленки.
Только ремонтные работы проводите чистыми руками!
| ВАЖНО: | Этикетки можно наносить только на недавно окрашенные компоненты после периода ожидания в 2 недели. Закалка краски полностью завершается только по истечении этого времени. |
|---|
Порядок нанесения этикеток
Все клейкие пленки в ремонтном комплекте маркируются цифрами. Перед началом ремонта подготовьте необходимые пластиковые пленки.
Шаблоны, входящие в комплект для ремонта, помогают ориентироваться. Прямая линия, проходящая через различные компоненты, является главным приоритетом.
Оттяните шаблоны позиционирования клейких пленок.
Выбрасывайте шаблоны только после завершения всех ремонтных работ, так как некоторые шаблоны используются несколько раз.
Схема №218
Войти
Шаблоны всегда наносятся вдоль светового края (1). Световой край - отражение источника света по радиусу (см. стрелку на иллюстрации).
Грубо выровняйте клейкую пленку с помощью шаблона.
Для больших клеевых пленок оттяните первые 20 см защитной пленки и отогните назад край.
Выровняйте и слегка прижмите клейкую пленку. Используйте для этого только один палец, а не всю руку, чтобы под клейкой пленкой не смогли образоваться воздушные карманы.
Оттяните оставшуюся защитную пленку и прижмите клейкую пленку спереди назад и изнутри наружу.
Если при нанесении клеевой пленки допущены неисправности, ее можно несколько раз стянуть и переставить. Если никаких дополнительных исправлений не требуется, используйте ракель, чтобы плотно прижать клейкую пленку изнутри наружу.
Уложите выступающие концы клейкой пленки вокруг края компонента и плотно прижмите.
Схема №219
Осторожно оттяните подкладочную пленку (1) под острым углом.
41 00... Общие замечания по металлизации
| ВАЖНО: | Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
- Поверхности склеивания должны быть очищены от всех видов грязи и загрязнений. Избегайте оставлять отпечатки пальцев.
- Чистота является главным приоритетом при склеивании!
- Чистящее средство: Чистящее средство R1
Срок годности клея:
- Картридж с клеем маркируется датой.
- Не используйте клей после этой даты.
Нанесение двухкомпонентного клея:
- Вставьте картридж с клеем в пистолет с клеем, снимите колпачок и дайте выйти клею. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку.
- Дайте появиться примерно 1 длине смесителя смешанного клея (не должно быть размазывания цветов). Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Шлифование внешней оболочки:
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Шлифовальные работы на конструкции (кроме Z8):
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Z 8 Космическая конструкция:
- Для осуществления машинной шлифовки на конструкции необходимо использовать рекомендуемое устройство со средством для удаления шлифовальной пыли.
Рабочая зона должна быть очищена рекомендованной системой взрывозащищенного съемника.
Высокая концентрация пыли, взрывоопасность!
2.0 Шлифование внешней оболочки и структуры
Не используйте абразивные материалы (шлифовальные круги, бумагу и т.д.), содержащие железо (риск коррозии).
Всегда заменяйте абразивы, которые уже использовались для обработки стали (риск коррозии).
Используйте только проволочные щетки из нержавеющей стали (риск коррозии).
Снизить скорость шлифовальных станков. Чрезмерные скорости вызывают эффект размазывания.
Не используйте крупные абразивные зерна (только> или =. 80).
Не зачищайте зазубрины в материале (риск растрескивания).
Не шлифуйте материал тонким слоем.
41 00... Шлифовка стальных деталей
1.0 Рекомендуемые инструменты и оборудование
- Инструменты рекомендуются для выполнения работ по ручному шлифованию.
- Для работ по машинному шлифованию рекомендуются станки/оборудование.
2.0 Шлифование внешней оболочки и структуры
Всегда заменяйте абразивы, которые уже использовались для обработки алюминия (риск коррозии).
Не шлифуйте материал тонким слоем.
41 00... Работа с подушками безопасности и удерживающими системами
1.0 Подушки безопасности и удерживающие системы
- На транспортных средствах с подушками безопасности и удерживающими системами соблюдайте соответствующие инструкции по технике безопасности.
- Во время выпрямительных работ на кузове вы будете подвержены риску случайного срабатывания подушки безопасности при подключении аккумулятора. Из-за этой потенциальной опасности важно отсоединить отрицательный вывод батареи перед сваркой и выпрямлением. Перед отсоединением отрицательного вывода, при необходимости, опросите память неисправностей блоков управления.
41 00... Работа с электрическим и электронным оборудованием
1.0 Аккумулятор
- Существует риск взрыва при проведении сварочных или шлифовальных работ в непосредственной близости от батареи. Батарею необходимо снять. Перед извлечением батареи, при необходимости, опросите память неисправностей блоков управления.
2.0 Блоки управления
- При подключении аккумулятора присутствуют следующие опасности: Повреждение блоков управления во время сварочных работ на кузове. Случайное срабатывание подушек безопасности при правочных работах на кузове.
Из-за этих потенциальных опасностей важно отсоединить отрицательный вывод батареи перед сваркой и выпрямлением.
Перед отсоединением отрицательного вывода, при необходимости, опросите память неисправностей блоков управления.
- Блоки управления рассчитаны на температуру 65 ° С. Температуры в камере распыления не создают никаких проблем. Если транспортное средство находится внутри распылительной камеры при указанной температуре 80 ° C, фактическая температура транспортного средства будет <или = 60 ° C (температура объекта).
- Защищает блоки управления от воздействия тепла при температуре> 65 ° С (например, во время сварки и сушки с помощью инфракрасного излучателя или воздуходувки горячего воздуха).
3.0 Электрические кабели и жгуты проводов
- Защитите электрические кабели и жгуты проводов от повреждений (например, во время правки и шлифовки).
- Защитить электрические кабели и жгуты проводов от воздействия тепла при температуре> 65 ° C (например, во время сварки и сушки с помощью инфракрасного излучателя или воздуходувки горячего воздуха).
- Не перекручивайте электрические кабели.
4.0 Оптические волокна
- Следуйте инструкциям по обращению с оптическими волокнами.
41 00... Информационные/предупреждающие надписи
Отсутствующие или поврежденные информационные/предупреждающие надписи (например, давление в шинах) должны быть заменены.
--> Обзор мест установки
1.0 Алюминий
| Опасности/последствия | Меры/нормативные акты |
|---|---|
| Этап ремонта 1: (замена болтовых деталей, удаление вмятин) Этап ремонта 2: (ремонт конструкций с склеиванием и клепкой) | При шлифовании внешней оболочки автомобиля алюминиевая пыль накапливается в небольших количествах. Эту пыль можно удалить с помощью обычных вытяжных систем. |
| Ремонтный этап 3: (конструктивные ремонты со сваркой) Взрывоопасность из-за высокой концентрации мелкодисперсной алюминиевой пыли. Возникающие, например, при прямоточном шлифовании деталей с покрытием в основном материале и крупноповерхностном шлифовании деталей с яркой отделкой. Взрывоопасность из-за завихрения мелкой алюминиевой пыли в полостях. Создается путем необходимой, тщательной очистки обрабатываемых поверхностей и инструментов до и после обработки алюминия. | Избегайте высокой концентрации мелкодисперсной алюминиевой пыли с помощью непрерывной экстракции. Использовать взрывозащищенные вытяжные системы. Не используйте сжатый воздух при очистке рабочего отсека. Избегайте завихрения пыли при уборке рабочей зоны. |
| Самовозгорание мелкодисперсной алюминиевой пыли при втягивании источников зажигания и огня. Например: горячие осколки, шлифовальные искры, сигареты и т. Д. | Запрещается эксплуатация источников зажигания и огня в зоне забора систем съемников. |
СХЕМА ИНФОРМАЦИИ ОБ ОПАСНОСТЯХ
41 00... Сведения о металлическом наполнителе
| ВАЖНО: | Перед началом нанесения металлического наполнителя обратите внимание на следующую информацию! Специфические для страны правила безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на упаковке |
|---|
Хранение
Сушить при температуре от 15 ° С до 25 ° С.
Срок хранения
Упаковка маркируется датой.
Не используйте металлический наполнитель после этой даты.
Предварительная обработка поверхности
Зачистить поверхность до металлического блеска. Поверхность должна быть чистой, сухой и свободной от смазки.
Очистите поверхность чистящим средством R1 и дайте ей стечь в течение 2-3 минут.
Обработка
Рабочая температура металлического наполнителя должна быть не менее 18 ° С.
Схема №220
Войти
- = Металлический наполнитель
- = отвердитель
ПримечаниеСоотношение смеси относится к объему.
Металлический наполнитель смешать в соотношении по смеси 5:2. Тщательно перемешать компоненты без пор.
| ВАЖНО: | Не перемешивайте компоненты. Опасность воздушных карманов в металлическом наполнителе! |
|---|
Срок службы металлического наполнителя составляет около 45 минут.
Нанесение наполнителя
Приложите давление, чтобы нанести тонкий слой металлического наполнителя. Тщательно покройте все края в зазорах напильником.
Затем полностью заполнить зазор наполнителем. Наносите наполнитель примерно с 30% избытком, потому что наполнитель будет значительно усаживаться во время твердения. Повторное нанесение металлического наполнителя невозможно из-за плохой адгезии.
| ВАЖНО: | Для заполнения промежутков используйте узкий шпатель. По возможности нанесите наполнитель в одну вытяжку. Опасность образования пор в зазорах! |
|---|
Никаких ограничений, связанных с толщиной слоя.
Время затвердевания
Металлический наполнитель необходимо закалить с помощью коротковолнового инфракрасного нагревателя.
- 10 минут при 50 ° C - предварительное отверждение (избегайте образования пузырей/пузырей и пор)
- 10 минут при 75 ° С - 1-й этап закалки
- 10 минут при 85 ° C - 2-й этап закалки (избегать усадки материала)
| ВАЖНО: | В первые 10 минут температура 50 ° С не может быть превышена. Напротив, температура, которая является слишком низкой, может быть выровнена путем продления времени. |
|---|
ПримечаниеПри первом использовании нагревателя необходимо определить расстояния, которые соответствуют температуре.
Включите нагреватель и изменяйте расстояние до тех пор, пока температура поверхности металлического наполнителя не перестанет изменяться в течение 2 минут. Измерьте температуру с помощью термометра. При использовании оптических датчиков температуры (значение Epsilon 0,92-0,95) нагреватель должен быть кратковременно выключен во время измерения. Запишите результаты измерения
Последующая обработка
| ПРЕДУПРЕЖДЕНИЕ: | При шлифовании используйте маску для тонкой очистки от пыли с P2-P3 фильтра твердых частиц! |
|---|
После охлаждения металлический наполнитель можно подвергать механической обработке.
Поры и дефектные пятна, которые становятся видимыми после шлифовки поверхности, должны быть закрыты полиэфирным наполнителем (система BMW Color).
Специальная процедура для пор:
Используйте Ø4.2mm дрель. Поверните сверло рукой, чтобы расширить поры в v-образной форме. по t
Заполнить полости полиэфирным наполнителем.
Краска
Выполнить лакокрасочное покрытие согласно техническим условиям в справочнике по окраске.
| ВАЖНО: | При использовании инфракрасных излучателей с регулируемой температурой при сушке шпателя и наполнителя могут возникнуть повреждения клеевых связей, краски и компонентов автомобиля. Датчики температуры в инфракрасном излучателе надежно работают только на больших, ровных поверхностях. На небольших поверхностях, таких как С-образные опоры или подоконники, часто измеряется только более холодная, прилегающая область. Это приводит к фактическим температурам поверхности до 130 ° С, даже если на инфракрасном излучателе установлено только 70 ° С. Когда задние боковые стенки частично заменяются склеиванием и клепкой, эти высокие температуры могут привести к появлению видимого рисунка в области стыка. Способ устранения: Проверьте температуры поверхности на небольших поверхностях компонентов в процессе сушки с помощью внешнего датчика температуры. Общее правило таково: Температура поверхности не должна превышать 85 ° С. |
|---|
64 00... Информация об использовании чистящего средства/красок (средства индивидуальной защиты)
| ПРЕДУПРЕЖДЕНИЕ: | Использование чистящих средств/красок, не соответствующих инструкциям, может привести к серьезным травмам или ожогам! Обращение с чистящими средствами/красками может вызвать аллергические кожные и респираторные реакции! |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции: Храните чистящие средства/краски только в защищенном шкафу. Держите чистящие средства/краски подальше от открытого огня и других источников возгорания. Защищать чистящие средства/краски от высоких температур и прямых солнечных лучей. Всегда держите под рукой глазной душ, регулярно меняйте воду (раз в месяц). |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции перед использованием: Инструкции производителя (на контейнере/упаковке) Предупреждения об опасности (на контейнере/упаковке) Инструкции производителя на вкладыше в упаковку Паспорт безопасности материала производителя Информация о продукте в каталоге электронных деталей BMW (EPC) Национальные правила рынка |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции во время использования: Не ешьте, не пейте и не курите во время работы с этими продуктами. Избегайте прямого контакта с кожей и глазами. Носить индивидуальную защитную одежду/оборудование. Убедитесь, что все закрытые помещения хорошо проветриваются или непосредственно удаляют пары. Немедленно сменить рабочую одежду, загрязненную чистящим средством/краской. Закончив работу, вымойте руки и нанесите защитный крем для кожи. |
|---|
| ВАЖНО: | Следуйте предупреждениям об опасности и носите средства индивидуальной защиты! |
|---|
Первая помощь:
- Если продукт соприкасается с глазами, немедленно промойте проточной водой в течение 10-15 минут. Обратитесь за консультацией к специалисту по глазам.
- В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. Обратитесь за советом к врачу.
- При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
- После вдыхания паров обеспечьте достаточную подачу свежего воздуха. Сохраняйте спокойствие, держите дыхательные пути чистыми и позвоните врачу.
Рециркуляция:
Утилизируйте чистящие средства/краски профессиональным способом!
Соблюдайте национальные/страновые правила утилизации.
41 00... Информация о защите транспортных средств
- Элементы транспортного средства, находящиеся в зоне ремонта или подвергающиеся воздействию тепла, разлетающихся искр или пыли, должны быть удалены или закрыты.
| ВАЖНО: | Не используйте горючие или загрязненные чехлы. |
|---|
Отсутствующие или поврежденные информационные/предупреждающие надписи (например, давление в шинах) должны быть заменены.
См. МЕСТО УСТАНОВКИ.
41 00... Монтажное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
Гайка заклепка с шестигранником/прямым хвостовиком (до резьбы 8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Риск повреждения! Несоблюдение этих инструкций может привести к соскальзыванию сверла и значительному повреждению лакокрасочного покрытия. |
|---|
Схема №221
Схема №222

Схема №223
Схема №224
Схема №225
- Отметить положение отверстия, а затем пробить компонент ВАЖНО: Если определенный диаметр сверла не соблюдается: насечка на заклепочной гайке прямого стержня становится бесполезной, компонент будет поврежден при вставке заклепочной гайки прямого стержня Определение подходящего сверла: В зависимости от диаметра хвостовика гайки заклепки можно использовать следующее сверло диаметром выше (шаг 5/10). Например, при диаметре хвостовика 10,1 мм можно использовать сверло 10,5 мм. Нельзя использовать сверло 11,0 мм.
- Бурение ствола с определенным буровым долотом и удалением заусенцев, пилотное бурение с меньшим буровым долотом, если необходимо
- Очистить компонент, при необходимости устранить повреждения лакокрасочного покрытия ВАЖНО: Во избежание коррозии остановить стружку/мусор с помощью герметизации полости. Следуйте инструкциям ЗАЩИТА ОТ КОРРОЗИИ.
- Сохранение полости ВАЖНО: Следуйте инструкциям производителя по эксплуатации. Убедитесь, что прямая заклепочная гайка хвостовика правильно контактирует с компонентом.
- Установите прямую гайку заклепки хвостовика с ручным пистолетом для заклепок ПРИМЕЧАНИЕ: По словам производителя инструмента, изображенный инструмент подходит до резьбы M8.
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M12) с ручным пистолетом для заклепок MB512
| ВАЖНО: | Следуйте инструкциям по эксплуатации производителя инструмента. Убедитесь, что шестигранная заклепочная гайка правильно контактирует с компонентом. |
|---|
Установите гайку заклепки ручным пистолетом для заклепок.
ПримечаниеПо словам производителя инструмента, изображенный инструмент подходит вплоть до резьбы М12.
Схема №226
41 00... Установка полостной акустической перегородки с двухкомпонентным пенополиуретаном
| ВАЖНО: | Полостная пена может использоваться только для уплотнения полости в точках, в которых уплотнение полости присутствует в качестве стандарта! |
|---|
Этот вид уплотнения полости применяется в точках, в которых фасонные детали не могут быть использованы для ремонта.
Это имеет место, когда большие количества тепла возникают (например, из-за сварки, пайки или лужения) в непосредственной близости или в точке стандартного уплотнения полости.
Здесь невозможно установить фасонные детали для уплотнения полости из-за риска возгорания!
Для замены фасонных деталей на полостной пенопласт в дальнейших местах следует принять приведенную здесь процедуру и адаптировать ее к соответствующим условиям.
Необходимо обеспечить полную герметизацию полости.
ПримечаниеПроверьте доступность для распылительной трубы пены полости к пораженной полости после удаления поврежденной части.
Свойства полостной пены:
- 2-компонентная ПУ пена, без растворителя.
- Отличная пропускная способность, обеспечивающая полную герметизацию полостей.
- Хорошая прочность, предотвращающая соскальзывание в полостях.
- Низкое водопоглощение, предотвращение коррозии.
- Идеально подходит для использования в качестве изоляционного и герметика.
Информация об опасностях/опасностях:
- Избегайте контакта с глазами и кожей. Используйте защитные очки, защитные перчатки, устойчивые к растворителям, и защитную одежду.
- Не вдыхать. Применять только в хорошо проветриваемых помещениях.
- ВНИМАНИЕ: Время применения после смешивания: в течение 8 минут! Полностью пустая открытая банка после использования.
- Оставшиеся количества, которые не используются, могут привести к взрыву банки из-за химической реакции (накопление тепла)! Альтернативно, банку, содержащую оставшееся неудаленное количество, охлаждают в течение нескольких часов в холодной воде.
- Не ешьте, не пейте и не курите во время этой операции.
- Держите источники тепла и воспламенения далеко.
- Перед применением прочтите информацию производителя об опасностях/опасностях (напечатанную на банке).
Инструкции по применению:
- Использовать по дате на банке. Не используйте баллончик после истечения срока годности Use by date на баллончике. После использования по дате свойства полостной пены больше не будут соответствовать требованиям BMW Group.
- Герметизация полости ремонтного участка возможна после времени осушения воздуха 1 час.
- Поверхность подкладки должна быть чистой и не содержать пыли, смазки, масла и отпаривающего агента.
- Температура нанесения не менее 15 ° С. Оптимально 20 ° C.
- ВАЖНО: Пена многократно расширяется по мере схватывания (изменения объема).
- Перед нанесением на транспортное средство заполните четко видимую полость соответствующего размера пеной на использованной части. Это позволяет определить оптимальную дозировку (то есть время распыления) для заполнения полости на транспортном средстве пеной.
- Отклейте клейкой лентой открытые проходы к видимым участкам, чтобы предотвратить выход пены.
- Настройка занимает около 30 минут. После этого возможна механическая обработка (например, сверление, резка и т.д.).
- Герметизация полости ремонтного участка возможна после времени осушения воздуха 1 час.
- Удалите свежую незатвердевшую полиуретановую пену с помощью клеевого очистителя 208. Отвердевшую пену ПУ можно удалить только механическим способом (машиной).
- Избыток, затвердевший пенополиуретан можно утилизировать как остаточные отходы. Банки, которые не являются полностью пустыми и неиспользованными, срок годности которых истек, классифицируются как опасные отходы. Соблюдайте правила утилизации отходов в конкретных странах.
- Соблюдайте инструкции производителя по применению (напечатаны на банке).
41 00... Установка акустической перегородки полости (расширенная)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
Следующий ремонт представляет собой процедуру для уже расширенной переборки полости.
В этом случае переборка полости остается на корпусе.
Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Очистите поверхность контакта (1) чистящим средством R2.
Нанесите валик (2) высотой приблизительно 15 мм из ГЕРМЕТИКА D1 на контактную поверхность (1).
Чтобы избежать стекания герметика при приклеивании к вертикальной поверхности, может потребоваться тонкий слой герметика с обеих сторон поверхности.
Подогнать, закрепить и приварить новую деталь.
Схема №227
Войти
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
41 00... Установка уплотнения полости (не развернуто)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства. Следующий ремонт представляет собой замену переборки полости. Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Песчаная контактная поверхность полостной акустической перегородки (1) с крупнозернистой шкуркой (зернистость 50-100).
Очистите поверхность контакта (1) чистящим средством R2.
Нанесите валик ГЕРМЕТИК D1 высотой около 15 мм на контактную поверхность (1).
При необходимости нанесите герметик D1 несколько тоньше с каждой стороны, чтобы предотвратить протекание герметика.
Закрепить переборку полости в заданном положении (см. старую часть).
Подогнать, закрепить и приварить новую деталь.
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
41 00... Материаловедение
- Алюминий 1.1 Компоненты подвески и подвески Перед работой с алюминием прочтите и ознакомьтесь с примечаниями по компонентам подвески и подвески. 1.2 Влияние материала на график влияния материала Причины Эффекты/средства защиты Гальванический элемент создается под воздействием влаги при контакте с такими материалами, как медь, олово, никель, железо и цинк. Этот процесс нанесения покрытия вызывает удаление алюминия из соединения. Это приводит к поверхностной коррозии или точечной коррозии. Новые детали и детали аксессуаров, которые были одобрены BMW Group для алюминия (винты, шайбы, гайки и т. Д.), Прошли специальную обработку поверхности. Такие детали не должны заменяться обычными. ПРИМЕЧАНИЕ: Поврежденные детали теряют эту защиту и должны быть специально покрыты или заменены. Повреждения, вызванные контактной коррозией, исключены из гарантии. Материалы, также используемые для работы на стальных компонентах, могут имплантировать стальные частицы в более мягкую поверхность алюминиевого компонента. Происходит поверхностная коррозия или точечная коррозия. Для обработки/механической обработки алюминия доступен отдельный набор инструментов. При использовании флюсов на поверхности воздействуют. Пайка не допускается для соединения алюминиевых компонентов. Риск коррозии от химических факторов. Алюминиевая/стальная шлифовальная пыль с прилегающих рабочих участков. Это приводит к поверхностной коррозии. Возведение защитных барьеров. 1.3 Свойства обработки СВОЙСТВА ОБРАБОТКИ Свойства алюминия по сравнению со сталью Эффекты Алюминиевые детали магнитно нейтральны. Крепление магнитными инструментами/рабочими средствами невозможно. Эластичность лишь на 1/3 выше. Разрушение при удлинении меньше примерно на 50%. Конвертируемость ограничена по сравнению со сталью. Чрезмерное растяжение материала приводит к деформационному упрочнению и повышенной тенденции к растрескиванию. Электропроводность почти в 4 раза выше. Электросварочные процедуры требуют различного оборудования (сварка МИГ). Расширение материала при нагреве в два раза выше. Материал расширяется более заметно. Для удаления вмятин необходима более короткая термообработка. Теплопроводность выше в 3 раза. Быстрее отводят тепло. Прилегающие рабочие зоны подвергаются более сильному воздействию, например, во время сварки. Изменение микроструктуры между 200 ° С и 250 ° С. Улучшаются характеристики удлинения и, таким образом, пластичности. Прочность снижается. ВАЖНО: Отсутствие термообработки при работе над конструкцией автомобиля! Невозможно контролировать температуру до достаточно точных уровней в гаражах. Алюминий не показывает цветов отжига. Температура плавления - 650 ° С. После достижения температуры плавления материал начинает течь без каких-либо дополнительных указаний. Температуру можно оценить только с помощью окраски краски и коробления поверхности. ВАЖНО: Не используйте термические аппликаторы. Не подходит для использования в гараже, поскольку краска работает слишком быстро. 1.4 Монтаж
| Характерные особенности алюминия | Специальные меры |
|---|---|
| Коррозия (старение) во влажных средах. | Алюминиевые детали храните в сухом месте. |
| Контактная коррозия в случае контакта, например, со стальными деталями. | Всегда храните алюминиевые детали отдельно или изолированно от стальных. |
| Восприимчивость к проникновению краски. | Не повреждайте защитный поверхностный слой, так как это может вызвать окисление. Несоблюдение этого требования приведет к увеличению объема покрасочных работ. |
СПРАВОЧНАЯ МОНТАЖНАЯ СХЕМА
41 00... Примечания к клею К1
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! |
|---|
- Правила техники безопасности и промышленной безопасности для конкретных стран
- Паспорт безопасности материала изготовителя
- Инструкции по обработке картриджа с клеем
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА зависит от соединяемого материала и его покрытия.
Требуемый патронный пистолет
Не используйте пневматические патронные пистолеты.
Подготовка кассеты с клеем
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Дайте появиться приблизительно 10 см смешанного клея, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 1 часа через смеситель не проходит материал.
Нанесение клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Прочность транспортного средства для вождения достигается после:
48 часов при температуре объекта 15 ° С.
10 часов при температуре объекта 23 ° С.
1 час при температуре объекта 60 ° С.
0,5 часа при температуре объекта 85 ° С.
| ВАЖНО: | При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей. |
|---|
Утилизация клея
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К2
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° -25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Схема №228
Войти
| ВАЖНО: | Установите регулятор скорости (1) на ступень интервала 3 для предотвращения перегрузки патронной пушки. |
|---|
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Срок службы клея около 20 минут.
| ВАЖНО: | При рабочих температурах выше 30 ° С срок работы клея сокращается до 10 минут! |
|---|
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Приблизительно 10 см смешанного клея должно появиться, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
См. инструкции по ремонту транспортного средства
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К3
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Не готовьте картридж с клеем до момента непосредственно перед нанесением клея.
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Жизнеспособность клея составляет приблизительно 10 минут при 25 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Открытые картриджи могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Нанесение двухкомпонентного клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
См. инструкции по ремонту транспортного средства
Как снять клей
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К4
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Не готовьте картридж с клеем до момента непосредственно перед нанесением клея.
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Срок службы клея около 10 минут.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как начать наносить клей, дайте примерно половине длины смесительной трубки смешанного клея появиться. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
Связанное соединение будет устойчивым через 30 минут.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К5
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 32 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
См. инструкции по ремонту транспортного средства
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Жизнеспособность клея составляет приблизительно 60 минут при 23 ° C.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Не двигайте автомобиль до затвердевания клея.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Прочность транспортного средства для вождения достигается после:
48 часов при температуре объекта 15 ° С.
10 часов при температуре объекта 23 ° С.
1 час при температуре объекта 60 ° С.
0,5 часа при температуре объекта 85 ° С.
| ВАЖНО: | При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. |
|---|
Чрезмерно высокие температуры разрушат клей.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания по чистящему средству R1
Используйте только чистящее средство R1, так как другие чистящие средства могут быть смягчающими/увлажняющими или могут начать растворять грунтовку для катодной краски.
61 00... Примечания по обращению с очистителем высокого давления
| ПРЕДУПРЕЖДЕНИЕ: | Использовался только очиститель высокого давления, одобренный BMW! Работать с использованием очистителя высокого давления могут только проинструктированные лица в возрасте старше 16 лет. Проверьте очиститель высокого давления и электропроводку на наличие видимых повреждений. Используйте только в подходящем месте. |
|---|
| ВАЖНО: | Обратите внимание на следующие предупреждения об опасности: Опасность травмы из-за струи воды Контакт с опасными веществами при распылении Риск заноса на влажном полу Риск спотыкания из-за шлангов и кабелей Соблюдайте примечания и инструкции по ОБРАЩЕНИЮ С ЧИСТЯЩИМИ СРЕДСТВАМИ! Риск ошпаривания при очистке горячей водой. На электрических или гибридных автомобилях должны соблюдаться инструкции по безопасности при обращении с гибридными автомобилями. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Должны использоваться следующие средства индивидуальной защиты: Защитные очки/лицевая защита Подходящие перчатки Фартук Резиновые сапоги Защитные наушники Защитная обувь |
|---|
| ВАЖНО: | Примечания по мойке автомобиля очистителем высокого давления: Не мыть непосредственно на прокладках и блоках управления во время промывок двигателя. Для шин и шинных клапанов необходимо придерживаться минимального расстояния в 30 см. Для мягкого верха и окрашенных деталей необходимо придерживаться минимального расстояния 30 см. Не используйте, если двигатель все еще горячий. Не превышайте максимальную температуру воды в 60 градусов. Не распылять непосредственно на камеры/датчики. На электрических или гибридных автомобилях не моют на высоковольтных компонентах. |
|---|
41 00... Примечания по восстановлению резьбы
| ВАЖНО: | Установите резьбовые вставки Helicoil так, чтобы они были заподлицо с исходной резьбой. |
|---|
ПримечаниеПоврежденная резьба может быть отремонтирована с помощью резьбовых вставок Helicoil. Соблюдайте процедуру, описанную в примере.
| Винтовое/болтовое соединение | Транспортное средство | Точка (точки) крепления винта/болта | Вставка винтовой резьбы |
|---|---|---|---|
| Водило переднего моста к опоре двигателя | Р50, R52, R53 | Все | M12x1.5x18 |
| R55, R56 | Все | M12x1.5x18 | |
| Кронштейн, рычаг управления, к опоре двигателя | Р50, R52, R53 | Все | M10x15 |
| R55, R56 | Все | M10x15 | |
| Кронштейн, рычаг управления, к каретке передней оси | R55, R56 | Все | M14x1.5x21 |
| Водило заднего моста к боковине/поперечине рамы | Р50, R52, R53 | Все | M12x1.5x18 |
| R55, R56 | Все | M12x1.5x18 | |
| Опорный блок, ведомый рычаг к боковому элементу рамы | Р50, R52, R53 | Все | M12x1.5x18 |
| R55, R56 | Все | M12x1.5x18 |
ТАБЛИЦА ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПОТОКОВ
41 00... Примечания к шлангу для слива воды из люка скольжения/наклона
Шланги для слива воды для люка с салазками/наклона частично встроены в кузов и не могут быть заменены по отдельности.
Эти шланги для слива воды могут быть полностью заменены только при проведении обширных работ по ремонту кузова (например, после несчастного случая).
| Компонент | Транспортное средство | Индивидуально заменяемые |
|---|---|---|
| Шланг слива воды, передний | Все BMW Все MINI | Нет |
| Шланг слива воды задний | E60 | Нет |
| E61 | Да | |
| E84, E92 | Да | |
| F01, F02, F04, F06, F07, F10, F11, F18 | Да | |
| F25, E70, E71 | Да | |
| F20, F21, F30, F31, F35 | Да | |
| R55, R56, R60, R61 | Да |
Для повреждений, которые не были вызваны аварией, требуется индивидуальное решение.
99 00... Примечания по использованию инфракрасных радиаторов с регулируемой температурой
При использовании инфракрасных излучателей с регулируемой температурой при сушке шпателя и наполнителя могут возникнуть повреждения клеевых связей, краски и компонентов автомобиля.
Датчики температуры в инфракрасном излучателе надежно работают только на больших, ровных поверхностях.
На небольших поверхностях, таких как С-образные опоры или подоконники, часто измеряется только более холодная, прилегающая область.
Это приводит к фактическим температурам поверхности до 130 ° С, даже если на инфракрасном излучателе установлено только 70 ° С.
Когда задние боковые стенки частично заменяются склеиванием и клепкой, эти высокие температуры могут привести к появлению видимого рисунка в области стыка.
Способ устранения:
Проверьте температуру поверхности на небольших поверхностях компонентов в процессе сушки с помощью внешнего датчика температуры.
Общее правило таково: Температура поверхности не должна превышать 85 ° С.
1. Размыкание точечных сварных соединений
Откройте МЕСТА СВАРКИ.
| ПРЕДУПРЕЖДЕНИЕ: | Извлечение паров и газов. Использовать индивидуальную защитную одежду/оборудование. |
|---|
Тепловой соединительный фланец с воздуходувкой горячего воздуха. Нагрейте компоненты до максимальной температуры объекта 250 ° C.
Стравить соединительный фланец долотом.
Удалите остатки клея с соединительного фланца.
2. Вскрытие клеевых соединений
При необходимости откройте существующие ПРОБОЙНИКИ ИЛИ ГЛУХИЕ ЗАКЛЕПКИ.
Грубо вырезать поврежденный компонент.
| ПРЕДУПРЕЖДЕНИЕ: | Извлечение паров и газов. Использовать индивидуальную защитную одежду/оборудование. |
|---|
Термоклеевой фланец с воздуходувкой горячего воздуха. Нагрейте компоненты до максимальной температуры объекта 250 ° C.
Компонент можно отслаивать с помощью плоскогубцев. Не повреждайте соседние компоненты.
Удалите остатки клея с соединительного фланца.
3. Открытие клеевых соединений на алюминиевых крышах
Процедура подробно описана в соответствующих инструкциях по ремонту.
4. Размыкание клеевых соединений на пластмассовых деталях, армированных углеродным волокном
Процедура подробно описана в соответствующих инструкциях по ремонту.
41 00... Открытие паяных соединений
Метод ремонта «Склеивание и клепка» предполагает замену водонепроницаемого паяного соединения клеем.
Это приводит к новой процедуре раскрытия паяных соединений.
Зачистить паяный шов ленточной шлифовальной машиной. Это сохраняет влияние тепла в области вокруг паяного шва как можно меньшим.
| ВАЖНО: | Никогда не используйте газовое пламя. |
|---|
Все следы пайки припоем удалять не надо.
Запрещается шлифовать панели кузова тонкими.
41 00... Открытие заклепочных соединений
На автомобилях BMW/MINI используются различные типы заклепок.
1.1 Открытие глухих заклепок (Н1 и Н2)
Зачистить глухую головку заклепки ленточной или угловой шлифовальной машиной. Не измельчать основной материал. Удалите остатки заклепок пробойником.
1.2 Открытие глухих заклепок (Н3 и Н6)
Высверлить глухую головку заклепки диаметром 5 мм. сверло. Не повреждайте основной материал. Удалите остатки заклепок пробойником.
2.1 Раскрой пробивных заклепок экстракцией
Эта процедура используется на алюминиевом переднем конце уменьшенного веса.
Рекомендуемые инструменты и оборудование:
- Аппарат для сварки шпилек с газовым баллоном, содержащим инертный газ (82% аргона, 18% СО 2).
- Шпилька из нержавеющей стали
- Универсальный заклепочный инструмент
Зачистить краску и темно-серое покрытие пробивных заклепок.
Расположите болт по центру на заклепке и приварите вертикально. Участок, на котором приварены болты, должен находиться между двумя клеммами заземления. Расположите обе клеммы, по возможности, на верхней стороне металлической пластины, на которой расположена заклепка.
Извлечь болт приваренной заклепкой с помощью универсального заклепочного инструмента. Используйте большой пластиковый носик, если не указано иное в инструкции по ремонту. Проверьте пластиковую носовую часть перед использованием на предмет износа.
Пластиковая носовая часть должна опираться на листовой металл по всей окружности; при необходимости зачистить пластмассовый шумы в зоне столкновения.
Не нажимайте заклепочный инструмент с усилием на болты из специальной стали.
Не используйте заклепочный инструмент для изгиба болтов из специальной стали.
Обратите особое внимание на центральное расположение болта при использовании маленького пластикового мундштука.
При использовании следуйте инструкциям производителя оборудования.
2.2 Открытие пробивных заклепок высверливанием
Высверлить заклепки диаметром 6 мм. твердосплавное сверло.
Пробивные заклепки можно высверлить с обеих сторон. При сверлении с выступающей задней стороны просверлите только хвостовик заклепки и снимите остальное пробойником заклепки.
Используйте пробойник для удаления остатков пробойных заклепок в алюминии (риск коррозии).
Очистить автомобиль от стружки (риск коррозии).
Вскрытие мест сварки (точечная сварка сопротивлением)
Панели из листовой стали, изготовленные из материалов высокой и сверхвысокой прочности, предъявляют большие требования к используемым инструментам.
Только с помощью специальных твердосплавных фрез можно высверлить места сварки на этих листовых панелях.
Фрезы BTR/BOR используются только в сочетании со съемником точечной сварки Vario Drill.
- Порядок работы: При необходимости зачистить поверхность существующей неровности ленточной или угловой шлифовальной машиной в зоне вокруг места сварки. Установить метку пуансона в центре места сварки. Установить диаметр 8 мм приварить точечное сверло на метке пробойника и просверлить верхнюю панель. ПРИМЕЧАНИЕ: Поскольку места сварки могут быть поверхностно упрочнены, при необходимости зачистите их угловой шлифовальной машиной и шлифовальным диском для бумаги. Используйте долото, чтобы отделить фланец из листового металла и удалить компонент. Следуйте специальной процедуре для ТОЧЕЧНЫХ СВАРНЫХ ШВОВ.
Открытие сварных швов MAG и паяных швов MIG
- Порядок работы: Зачистить сварные швы ленточной или угловой шлифовальной машиной. Не шлифуйте материал основы тонким слоем.
Используйте долото, чтобы отделить фланец из листового металла и удалить компонент.
Вскрытие лазерных сварных швов
В зоне наружной обшивки кровли используются лазерные сварные швы.
- Процедура: Грубо срезать наружную обшивку крыши в канале крыши для улучшения доступности. Установите угловую шлифовальную машину со шлифовальным диском на лазерный сварной шов и выполните шлифовку через верхнюю панель. Будьте осторожны, чтобы не прорезать и не повредить панель под собой. Снимите фланец из листового металла.
41 00... Обзор пистолетов с клеевым патроном
Пистолет клеевой 83 19 2 149 522
Можно получить через каталог электронных деталей BMW.
Пригоден для клеев К4, K5a.
В том числе вставка 1:1 и 2:1.
Схема №229
Войти
Клеевой пистолет 81 49 0 443 166
Можно получить через каталог оборудования для СТО BMW
Пригоден для клея К3.
Схема №230
Пистолет для клеевых патронов 81 49 2 213 059
Можно получить через каталог оборудования для СТО BMW
Подходит для клеев K1, K2, K5b, герметика D1, клея для оконного стекла и всех 310 мл картриджей Euro.
Схема №231
Пистолет для клеевых патронов 83 30 0 494 836
Можно получить через каталог оборудования для СТО BMW
Пригоден для конструкционной пены HS2.
ПримечаниеСпециальный инструмент № 41 3 010
Схема №232
Пистолет для клеевых патронов 81 49 2 355 475
Можно заказать через BMW Workshop Каталог оборудования.
Используется для клея K2 (2x290 мл клей картридж)
Схема №233
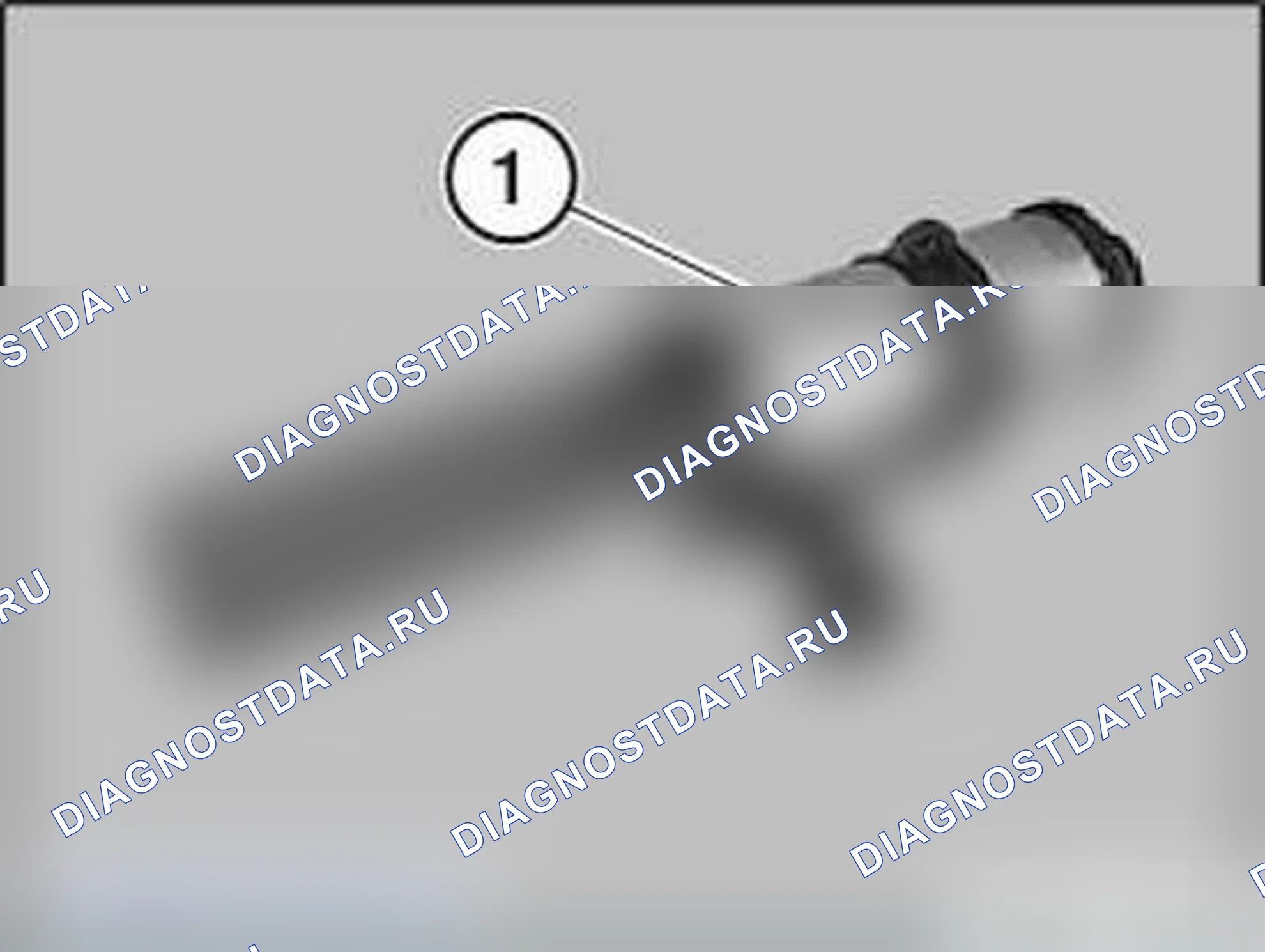
1.0 Клеи
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Клей К1 | Клей для корпуса К1 | 83 19 0 413 015 | 195 мл |
| Клей К2 | Клей для корпуса К2 | 83 19 2 156 847 | 195 мл |
| Клей К3 | Клей для корпуса К3 | 83 19 0 417 144 | 2 х 300 мл |
| Клей К4 | Клей для корпуса К4 | 83 19 2 149 520 | 50 мл |
| Клеевые K5a | Клей для корпуса K5a | 83 19 2 158 654 | 50 мл |
| Клеевые K5b | Клей для корпуса K5b | 83 19 2 157 298 | 195 мл |
| Клеи K5a и K5b являются одним и тем же клеем в упаковках разных размеров. | |||
1.1 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| PrimerP1 | PrimerP1 | 83 19 0 302 556 | 50 мл |
| PrimerP2 | Патрон P2/Gas капсюля-воспламенителя | 83 19 0 302 555 | 50 мл |
1.2 Чистящее средство
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Чистящее средство R1 | Чистящее средство R1 | 83 19 2 211 217 | 125 мл |
| Чистящее средство R2 | Чистящее средство R2 | 83 19 0 417 324 | 500 мл |
| Устройство для удаления воска для герметизации полости | Устройство для удаления воска для герметизации полости | 83 12 0 390 086 | 500 мл |
1.3 Наполнители
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Металлический наполнитель | Металлический наполнитель 2С | 83 19 2 154 175 Версия для США: 83 19 2 163 602 Азиатская версия: 83 19 2 163 603 |
2.1 Заклепки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Глухая заклепка N1 Hemlock 813 | Заклепка глухая Н1 | 83 19 0 301 414 | Диам. 6,5 мм; диапазон зажимов 2,8-4,8 мм |
| Глухая заклепка N2 Hemlock 815 | Заклепка глухая Н2 | 83 19 0 301 419 | Диам. 6,5 мм; диапазон зажима 4,8-6,8 мм |
| Заклепка глухая Н3 | Заклепка глухая Н3 | 83 19 0 301 421 | Диам. 4 мм; диапазон зажима 1-3 мм |
| Пуансон rivetN4 | Пуансон rivetN4 | 83 19 2 158 080 | Диам. 3 мм; длина 4 мм |
| Пуансон rivetN5 | Пуансон rivetN5 | 83 19 2 158 079 | Диам. 5 мм; длина 5 мм |
| Заклепка глухая Н6 | Заклепка глухая Н6 | 83 19 2 158 655 | Диам. 4 мм; диапазон зажима 3-5 мм |
| Заклепка глухая Н7 | Заклепка глухая Н7 | 83 19 2 240 352 | 6,5 мм; диапазон зажима 1,5-3,5 мм |
2.2 Пластмассовые гайки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Колпачковая гайка | Пластиковая гайка | 51 16 1 943 122 | Диа. 18 мм |
| Колпачковая гайка | Пластиковая гайка | 07 14 7 169 847 | Диа. 22 мм |
3.0 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Краткая информация | Многобазовый наполнитель HS-AK 2K spray | 51 91 0 432 612 | 200 мл; potlife 5 часов |
| Краткая информация | Наполнитель основы ЭП 2К спрей | 51 91 0 432 615 | 200 мл; potlife 8 часов |
| Грунтовка сварочная | Грунтовка для сварки распылением INOX | 83 40 0 409 992 | 500 мл |
4.0 Герметик
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик D1 Распыляемый герметик | Герметизация шва | 83 42 0 428 349 | 310 мл |
5.0 Консервация полости
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик полости | Распыление герметика полости | 83 42 0 428 190 | 400 мл |
| Герметик полости | Консервация полости | 83 42 0 428 348 | 1000 мл |
6.0 Полостная пена
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Полость foamHS1 | Полостная пена | 83 42 9 410 694 | 400 мл |
| Структурные foamHS2 | Конструкционная пена | 83 19 0 007 361 | 420 мл |
7.0 Электромагнитный винт (электромагнитная совместимость)
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Винт ЭМС | Винт | 83 19 0 301 639 | СФ Плюс M5x15 |
8.0 Спиральное сверло
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | BMW Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Сверло | Спиральное сверло | 83 19 2 166 461 | 4,2 х 119 мм |
| Сверло | Спиральное сверло | 83 19 2 166 462 | 6,8 x 156 мм |
| Сверло | Спиральное сверло | 83 19 2 166 463 | 4,2 x 55 мм |
| Сверло | Спиральное сверло | 83 19 2 166 464 | 6,8 x 74 мм |
41 00... Положение фасонных частей акустической перегородки полости
Для уменьшения внутреннего шума и предотвращения конденсации воды полости разделены на определенных участках кузова.
Для этого в полости вставляют фасонные детали. Эти фасонные детали оптимально адаптируются благодаря нагреву корпуса приблизительно до 180 ° C путем расширения до формы полостей.
Поскольку невозможно нагреть кузов до такой степени для ремонта кузова, для этого случая была заложена другая процедура. См. УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ), УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) и УСТАНОВКА АКУСТИЧЕСКОЙ ИКИ ПОЛОСТИ ПЕРЕГОРОДКА С 2-COMPONENT ПЕНОЙ ПОЛОСТИ УСТАНОВКИ.
Схема №234
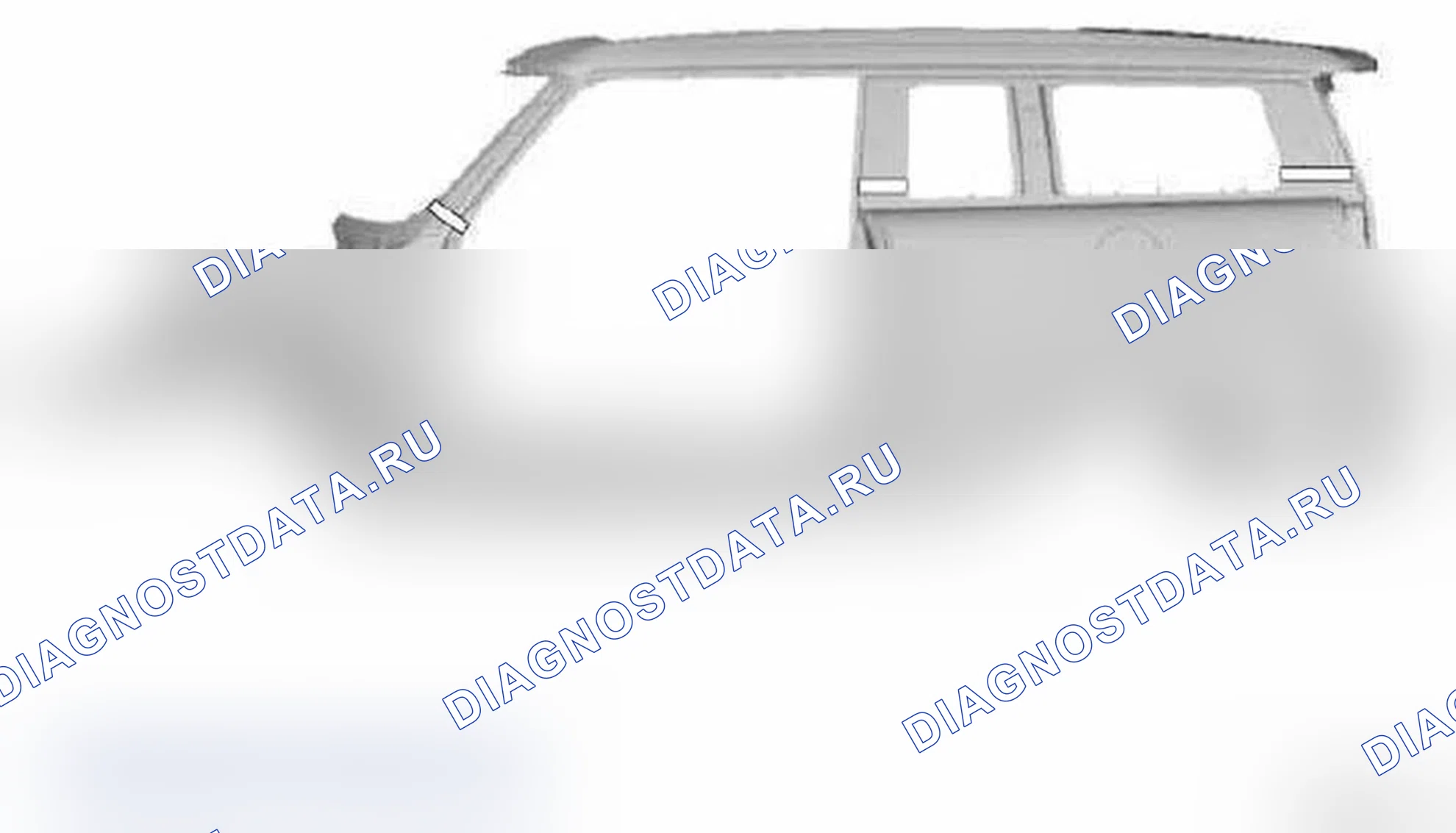 Войти
Войти
Схема №235

41 00... Пробивные заклепки
Метод ремонта «Склеивание и клепка» предполагает использование в ремонте впервые пробивных заклепок. Это требует новых инструментов и процедур.
Размеры пробивных заклепок соответствуют толщине и качеству материала, используемого в соответствующей точке соединения.
- Инструмент для пробивки заклепок
Как установить пробивные заклёпки
- Размер пробивных заклепок см. в инструкциях по ремонту конкретного автомобиля.
- Отметьте положения заклепок на автомобиле. Установите пробивные заклепки примерно на равных расстояниях. Пробивные заклепки не требуют предварительно просверленного отверстия. Они запрессовываются непосредственно в полный материал.
- Вставить пробивную заклепку в заклепочную матрицу. Расположите инструмент для пробивки заклепок на расклепываемых деталях из листового металла.
Направление клепки:
Всегда от новой детали к использованной.
Отклонения указываются в инструкциях по ремонту конкретного автомобиля.
- Заклепки пробивные с инструментом для пробивки заклепок. Тем временем очистите клепальный штамп и матрицу, если они загрязнены клеем.
- Заклепки с пробойниками во влажной зоне (например, на колесной арке или несущей опоре) с обеих сторон уплотнить ГЕРМЕТИКОМ D1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Стандарт качества
- Общие требования, касающиеся транспортного средства, могут быть выполнены только путем включения «всех» компонентов. Это относится, в частности, к телу. Что касается оптимального результата столкновения, необходимо соблюдать конструктивные меры. Абсолютно необходимо соблюдать процедуры, изложенные в инструкции по ремонту. Любое отклонение от этих процедур будет разрешено только после предварительной консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны. Использование неутвержденных этапов ремонта или инструментов может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. Меры защиты от коррозии во время и после ремонта абсолютно необходимы для поддержания ценности автомобиля.
- При проведении ремонта используйте только оригинальные детали BMW и одобренные вспомогательные устройства, материалы и рабочие жидкости.
41 00... Ремонтное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
| ВАЖНО: | Чтобы предотвратить сужение материала, не высверливайте головку заклепки. |
|---|
Схема №236
Схема №237
Схема №238
Схема №239
Схема №240
Схема №241
- Осторожно просверлите головку заклепки с большим сверлом/зенковкой ВАЖНО: Избегайте повреждения лакокрасочного покрытия
- Выбить головку заклепки зубилом
- Завести через хвостовик заклепки в полость, при необходимости снять
- Очистить компонент, при необходимости устранить повреждения лакокрасочного покрытия Если хвостовик заклепки можно удалить: ВАЖНО: Во избежание коррозии остановить стружку/мусор с помощью уплотнения полости. Следуйте инструкциям ЗАЩИТА ОТ КОРРОЗИИ.
- Консервирующая полость Если хвостовик заклепки удалить невозможно: ВНИМАНИЕ: Риск получения травмы! Соблюдайте ПРИМЕЧАНИЯ ПО ПЕНОМАТЕРИАЛУ ПОЛОСТИ. ВАЖНО: Во избежание коррозии и дребезжащих шумов остановите стружку/мусор и хвостовик гайки заклепки с пеной полости. Остатки пены удалите изогексаном (бензином).
- 5. Хвостовик заклепки упорной путем специфического вспенивания
- 6. Установить гайку заклепки ручным пистолетом
ПримечаниеУстановите заклепку как можно быстрее, в идеале до того, как пенопласт полости затвердеет.
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
ПримечаниеПо заверениям производителя, изображённый инструмент подходит вплоть до резьбы M8
Схема №242
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M12) с ручным пистолетом для заклепок MB512
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
ПримечаниеПо словам производителя, изображенный инструмент подходит до резьбы M12
Схема №243
41 0 Техника ремонта, этапа ремонта 1
Методы ремонта:
- Выпрямление наружной обшивки: см. ВЫПРЯМЛЕНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ см. ВЫПРЯМЛЕНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ см. МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- Шлифование: см. ШЛИФОВАНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ см. ШЛИФОВАНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
- Элементы ремонта: Ремонт стальной резьбы: см. ЗАКЛЕПОЧНАЯ ГАЙКА С ПРЯМЫМ ХВОСТОВИКОМ/ШЕСТИГРАННИКОМ и РЕМОНТ РЕЗЬБЫ
41 0 Техника ремонта, ремонтный этап 2
Ремонт, выполняемый склеиванием и клепкой и/или сваркой сварочным аппаратом MAG без использования рихтовочного стенда.
Методы ремонта:
Удаление использованной детали:
Секционный ремонт:
- См.: Армирующая пластина (на связке) МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
Установка новой детали:
- См.: ПРИМЕЧАНИЯ К РАСХОДНЫМ МАТЕРИАЛАМ ПРИМЕЧАНИЯ К ЧИСТЯЩЕМУ СРЕДСТВУ R1 КЛЕЙ К1 КЛЕЙ К2 КЛЕЙ К3 КЛЕЙ К4 КЛЕЙ К5 СКЛЕИВАНИЕ НА ОКРАШЕННЫХ ПОВЕРХНОСТЯХ ГЛУХИЕ ЗАКЛЕПКИ ПРОБИВНЫЕ ЗАКЛЕПКИ СВАРКА СТАЛЬНЫХ ДЕТАЛЕЙ УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ С 2-COMPONENT ПЕНОЙ ПОЛОСТИ ПУ EMC SCREWS
Разное:
41 0 Техника ремонта, этапа ремонта 3
Ремонты, которые проводятся склеиванием и клепкой с применением рихтовочного стенда или сварки.
Методы ремонта:
Выпрямляющая конструкция:
Удаление использованной детали:
Секционный ремонт:
- См.: СВАРКА В АРМАТУРНОЙ ПЛИТЕ (ЛИСТОВАЯ СТАЛЬ) Секционный ремонт (сталь) с ремонтным элементом Секционный ремонт (алюминий) с ремонтным элементом
Установка новой детали:
- См.: Сварка алюминиевых компонентов СВАРКА СТАЛЬНЫХ КОМПОНЕНТОВ ТОЧЕЧНАЯ СВАРКА СТАЛЬНЫХ КОМПОНЕНТОВ Пайка стальных компонентов ПРИМЕЧАНИЯ К РАСХОДНЫМ МАТЕРИАЛАМ ПРИМЕЧАНИЯ К КЛЕЮ Сварка алюминия на стали СВАРКА СТАЛИ СО СТАЛЬЮ ГЛУХИЕ ЗАКЛЕПКИ КИ ПРОБИВКА ЗАКЭТС УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (НЕ РАСШИРЕННАЯ) УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ 2-COMPONENT ПЕНОЙ ПОЛОСТИ ПУ ШНЕКИ ЭМС
1.0 Общие сведения
- Экономическая эффективность всегда должна проверяться перед ремонтом.
- Только следующие окрашенные компоненты в области внешней обшивки одобрены для ремонта: Накладки бампера (исключение: E52) Накладки подоконника Передние боковые панели Hardtop/roof Крышка верхнего отсека кабриолета Задняя крышка
- Обязательное условие для профессионального ремонта: Только незначительные деформации (без микротрещин, обычно видимых в краске) Только незначительные повреждения, например, истирания, трещины и отверстия длиной до 2,5 см Никаких повреждений (трещин) до края компонента!
- ВНИМАНИЕ: Следующие не одобрены для ремонта: Топливные баки, резервуары для жидкостей/жидкостей (например, блок омывателя ветрового стекла, тормозная жидкость, расширительный бак охлаждающей жидкости и т. Д.) Крепления фар (защита пешеходов)
2.0 Формирование пластиковых деталей
- Пластиковые детали могут быть изменены с помощью воздуходувки горячего воздуха.
- Микротрещины могут возникнуть в пластике, если пластмассовые детали деформированы. После изменения формы компонента и последующего окрашивания трещины могут снова стать видимыми на поверхности через некоторый период времени.
- Компонент необходимо заменить, если в области деформации можно выявить микротрещины.
3.0 Склеивание пластмассовых деталей
| ВАЖНО: | Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. |
|---|
- Пластиковая ремонтная коробка (ссылка на источник: BMW Parts обслуживание) предлагается для экономически эффективного и совместимого со временем ремонта.
- Коробка для ремонта пластмасс содержит пошаговые инструкции по ремонту пластмассовых деталей.
41 00... Замена глухих заклепок
Необходимые специальные инструменты:
- 2 348 128
- 72 1 210
| ВАЖНО: | Выложить защитные маты для защиты внутреннего пространства от мусора от высверленных заклепок и повреждений. Выложить защитные коврики в соответствующей рабочей зоне: Приборная панель Входная зона Пассажирский салон |
|---|
Схема №244
Принципиальная схема держателя складной пачки для головной подушки безопасности:
Просверлите пластину заклепки до хвостовика заклепки с помощью 10 мм спирального сверла.
Схема №245
Описание держателя рукоятки захвата:
Просверлите пластину заклепки до хвостовика заклепки с помощью 10 мм спирального сверла.
Схема №246

Обрезать хвостовики глухих заклепок до листового металла как можно ровнее.
Схема №247
Оставшиеся заклепки снять кусачками.
Схема №248
Примечание по установке:
Нанесите грунтовку на повреждения лакокрасочного покрытия на боковой раме.
ПримечаниеВ зависимости от доступности головки заклепок придется снимать с помощью специального инструмента 2 348 128 или 72 1 210.
Отожмите головки заклепок (1) с помощью специального инструмента 2 348 128 и снимите.
Схема №249
Специальный инструмент 72 1 210 для сбора головок заклепок.
Хвостовик (1) специального инструмента является гибким и может быть адаптирован к соответствующим контурам корпуса.
ПримечаниеВставьте бутил в сборный лоток (2) для закрепления головок заклепок и предотвращения их выпадения.
Схема №250
Вставьте специальный инструмент 72 1 210 через отверстие в корпусе рядом с точками крепления.
Расположите специальный инструмент сзади на головке заклепки в полости.
ПримечаниеДля помощи в удержании специального инструмента на головке заклепки во время операции выведения потребуется второй человек.
Убедитесь, что сборный лоток правильно насажен на головку заклепки.
Вывести шток молотком и пуансоном 6 мм.
Осторожно подайте специальный инструмент из корпуса, чтобы головка заклепки не выпала из сборного лотка.
Схема №251
ПримечаниеЕсли при подаче наружу специального инструмента заклепка выпадает из сборного лотка в боковую раму, то эта область должна быть щедро заполнена пеной. Подробности процедуры заполнения полостей пеной см. в дальнейших операциях. Для заполнения пеной используйте консервацию полости (см. отдел запчастей BMW). При необходимости можно использовать и полостную пену (см. отдел запчастей BMW).
Поместите трубку в пенопластовую банку.
Протолкните шланг через отверстия столба.
Заполнить полость заполняющим материалом.
| ПРЕДУПРЕЖДЕНИЕ: | Пустая пена может полностью на картон и после затвердевания утилизировать пену и может в остаточные отходы. Может лопнуть, если не полностью опустошить. |
|---|
Схема №252
Обзор заклепочного пистолета:
Клепка корпуса газогенератора и держателей для складной пачки с заклепочным пистолетом (см. Каталог мастерской BMW).
Сменная головка изменяется для различных рабочих операций.
Клепка корпуса газогенератора с:
- 17/36 носок и короткий хвостовик
Схема №253
41 00... Клепка алюминиевых деталей
1.0 Рекомендуемые инструменты и оборудование
- Аппарат для сварки шпилек с газовым баллоном, содержащим инертный газ (82% аргона, 18% СО 2).
- Шпилька из нержавеющей стали
- Универсальный заклепочный инструмент
- Ручной заклепочный инструмент для глухих заклепочных гаек и болтов глухих заклепок
2.1 Извлечение пробивных заклепок:
- Зачистить краску и темно-серое покрытие пробивных заклепок.
- Расположите болт по центру на заклепке и приварите вертикально. Участок, на котором приварены болты, должен находиться между двумя клеммами заземления. Расположите обе клеммы, по возможности, на верхней стороне металлической пластины, на которой расположена заклепка.
- Извлечь болт приваренной заклепкой с помощью универсального заклепочного инструмента. Используйте большой пластиковый носик, если не указано иное в инструкции по ремонту. Проверьте пластиковую носовую часть перед использованием на предмет износа.
- Пластиковая носовая часть должна опираться на листовой металл по всей окружности; при необходимости зачистить пластмассовый шумы в зоне столкновения. Не нажимайте заклепочный инструмент с усилием на болты из специальной стали. Не используйте заклепочный инструмент для изгиба болтов из специальной стали.
- Обратите особое внимание на центральное расположение болта при использовании маленького пластикового мундштука.
- При использовании следуйте инструкциям производителя оборудования.
2.2 Высверливание пробивных заклепок:
Только в том случае, если извлечение неоднократно оказывается неудачным или доступ к заклепке с помощью универсального заклепочного инструмента невозможен.
- Высверлить заклепки диаметром 6 мм. твердосплавное сверло.
- Пробивные заклепки можно высверлить с обеих сторон. При сверлении с выступающей задней стороны просверлите только хвостовик заклепки и снимите остальное пробойником заклепки.
- Используйте пробойник для удаления всех остатков пробойных заклепок в алюминии (риск коррозии).
- Очистите автомобиль, чтобы удалить все следы стружки (риск коррозии).
2.3 Высверливание глухих заклепок:
Только при неоднократной замене детали.
- Высверлить головку заклепки только диаметром 6 мм. металлическое сверло. Остатки заклепок выбить дрифтом. Для глухой заклепки используйте имеющееся отверстие 6,7 мм.
- Очистите автомобиль, чтобы удалить все следы стружки и остатки заклепок (риск коррозии).
3.0 Глухая клепка в сочетании с склеиванием
- Стандартные пробивные заклепки всегда заменяются глухими в сочетании с склеиванием.
- Требуемая прочность соединения достигается только за счет комбинации склеивания и клепки.
4.0 Установка глухих заклепок:
- Расположите глухие заклепки в тех же местах, что и извлеченные пробивные. Исключения описаны в соответствующей инструкции по ремонту. При необходимости перенесите положения заклепок на новый компонент.
- Просверлить отверстия (диаметром 4,2 мм для заклепки 4 мм и диаметром 6,7 мм. для заклепки 6,5 мм).
- Нанести клей.
- Вставить глухую заклепку. Направление клепки совпадает с линией обзора на картинке, показанной в инструкции по ремонту (например, от колесной арки до опоры двигателя).
- Повсеместно заклепка глухая заклепка с клепальными щипцами.
- Заглушить глухую заклепку герметизирующим материалом ПУ (риск коррозии).
- Герметизировать полости консервантом (риск коррозии).
5.0 Установка гаек глухих заклепок и болтов глухих заклепок:
- Стандартная сварка шпилек всегда заменяется болтами с глухими заклепками.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок).
- По причинам коррозии гайки и болты глухих заклепок должны иметь специальное покрытие. Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали!
- Вставьте глухие заклепочные гайки или болты и затяните заклепочным инструментом.
- Уже нельзя будет установить глухую гайку заклепки, если просверленное отверстие слишком большое. В этом случае установите зажимную гайку. Эта гайка затягивается автоматически при привинчивании к компоненту.
- Гайки и болты глухих заклепок уплотнить герметизирующим материалом ПУ (риск коррозии).
41 00... Клепка стальных деталей
1.0 Рекомендуемые инструменты и оборудование
- Ручной заклепочный инструмент для глухих заклепочных гаек и болтов.
2.0 Установка гаек глухих заклепок и болтов глухих заклепок:
- Просверлите отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок).
- Гайки и болты глухих заклепок должны иметь специальное покрытие по причинам коррозии. Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали!
- Вставьте глухие заклепочные гайки или болты и затяните заклепочным инструментом.
- 1.1 Работа с алюминиевой пылью: Наденьте мелкую пылезащитную маску. Только E52: Используйте взрывозащищенную съемную систему. Обратите внимание на национальные правила.
- 1.2 Удаление уплотнительных материалов Соляная кислота создается при нагревании ПВХ уплотнительного материала до температур свыше 180 ° С. Удалите поливинилхлоридный уплотнительный материал с помощью вращающейся проволочной щетки или нагрейте материал с помощью горячей воздуходувки до температуры не более 180 ° C и удалите шпателем. Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами прямого извлечения.
- 1.3 Дуговая сварка и пайка твердым припоем: ВАЖНО: Чрезвычайно яркая дуга во время сварки может привести к серьезной травме глаз, если не будут приняты соответствующие защитные меры. Используйте специальный сварочный экран * для соответствующего процесса сварки (MAG или MIG). Выгородка рабочих отсеков с защитными экранами балок *. Использовать сварочно-эмиссионную установку *. Сварщик должен носить защитную одежду * и перчатки *, которые подходят для сварки (т.е. огнестойкие). Огнетушитель должен быть расположен в пределах досягаемости зоны сварки. Не проводите никаких сварочных работ вблизи топливного бака, например, когда он установлен. Обратите внимание на национальные правила.
- 1.4 Работа с клеящими средствами (клеи, чистящие средства, грунтовки и т.д.):
| ВАЖНО: | Обращение с клеями может вызвать аллергические реакции кожи и дыхания. |
|---|
- Не ешьте, не пейте и не курите во время этой операции.
- Избегайте прямого контакта с глазами и кожей.
- Носить защитные очки, защитные перчатки и при необходимости фартук.
- Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами для прямого удаления паров клея.
- Рабочая одежда, загрязненная клеем или растворителем, должна быть немедленно заменена.
- Закончив работу, вымойте руки и нанесите защитный крем для кожи.
- Всегда держите под рукой ванну для глаз, регулярно меняйте воду (раз в месяц).
- Храните клейкие изделия только в защищенном шкафу.
- Храните клейкие продукты вдали от открытого огня и других источников возгорания.
- Защищать клеевые изделия от сильных источников тепла и прямых солнечных лучей.
- Обратите внимание на национальные правила.
Первая помощь:
В случае попадания в глаза немедленно промыть проточной водой в течение примерно 10-15 минут и, при необходимости, посетить специалиста по глазам.
В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. При необходимости обратитесь к врачу.
При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
При вдыхании паров клея обеспечьте постоянную подачу свежего воздуха, сохраняйте спокойствие, держите дыхательные пути без препятствий и обратитесь к врачу.
41 00... Установка гаек и болтов глухих заклепок
- Шпильки, приваренные в стандартной комплектации, всегда заменяются болтами с глухими заклепками.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок).
- Гайки и шпильки глухих заклепок должны иметь специальное покрытие для антикоррозийных целей (ссылка на источник: Отдел запчастей BMW). Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали!
- Уже нельзя будет установить глухую гайку заклепки, если просверленное отверстие слишком большое. В этом случае установите зажимную гайку (ссылка на источник: Отдел запчастей BMW). Эта гайка затягивается автоматически при привинчивании к компоненту.
- Вставьте глухие заклепочные гайки или болты и ЗАТЯНИТЕ ЗАКЛЕПОЧНЫМ ИНСТРУМЕНТОМ.
- Гайки глухих заклепок и болты глухих заклепок опломбируйте ГЕРМЕТИКОМ D1 (риск коррозии).
41 00... Точечная сварка стальных деталей
| ВАЖНО: | Соблюдайте меры предосторожности! См. ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ и ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ. Информацию о надлежащем обращении с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами см. в разделах ОБРАЩЕНИЕ С ЭЛЕКТРИЧЕСКИМ И ЭЛЕКТРОННЫМ ОБОРУДОВАНИЕМ и ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ. |
|---|
- Начиная с E65, для увеличения жесткости транспортного средства используется процесс точечной сварки. На частичных участках тела на фланцы пятен наносится 1-компонентный клей и за этим следует точечная сварка сопротивлением давлению. Клей отверждается только после процесса высыхания краски (примерно при 180 ° С).
- В случае ремонта клей на фланцы пятна не наносится. Количество мест сварки удваивается в качестве замены пропущенного клея.
- В качестве замены точечной сварки используются следующие процедуры: Сварка MAG (M et A ctive G as welding). Точечная сварка сопротивлением (далее и в инструкциях по ремонту упоминается как точечная сварка).
- Клей не наносится между фланцами пятна на новых деталях в случае 2- или многолистовых соединений. Зоны, недоступные для ключей для точечной сварки, могут быть соединены с помощью пробковой сварки MAG. Количество мест сварки удваивается в качестве замены пропущенного клея. Исключения (e.g.E65) описаны в соответствующих инструкциях по ремонту. Нанесите места сварки на существующие места сварки на новой детали. Это необходимо, потому что клей между фланцами пятна новой детали действует как изолятор.
- ВНИМАНИЕ: Во время сварочных работ извлекайте дым и пары.
Схема №254
Войти
1.0 Комплект поставок
- Руководство владельца
- Пистолет для герметизации полости сосуда высокого давления (1)
- Распылительный набор, состоящий из распылительных шлангов: угловая насадка (2) и круглая распылительная насадка (3)
| ВАЖНО: | Перед запуском ознакомьтесь с Руководством Заказчика и инструкциями по технике безопасности. |
|---|
2.0 Запуск
- Открыть сосуд высокого давления и ввести герметик полости в виде 1-литровой банки. Закрыть сосуд под давлением.
- Подсоедините распылительный шланг к быстросоединяемой муфте.
- Подключите аппарат к источнику сжатого воздуха. Рабочее давление 2-6 бар, макс. 8 бар!
3.0 Режим работы
ПримечаниеВ отличие от предыдущих аппаратов, здесь возможно изменение схемы распыления с помощью винта управления потоком воздуха (большого винта с накаткой)!
- Закручивание винта управления воздушным потоком уменьшает воздушный поток и, таким образом, уменьшает туман распыления материала. Это способствует оптимальной работе при сохранении открытых компонентов/поверхностей.
- Выкручивание винта управления воздушным потоком увеличивает поток воздуха и, таким образом, туман распыления материала (для закрытых полостей).
- Спусковой рычаг имеет две ступени. Этап 1 - сброс только воздуха. Этап 2 - отвод воздуха и материала.
- Закончив работу, нажмите на первую ступень, чтобы очистить распылительный шланг сжатым воздухом.
- При хранении не забудьте закрутить винт регулировки воздушного потока закрытым, чтобы предотвратить высыхание материала.
- Очистите пистолет перед длительными периодами неиспользования (приблизительно 2 недели и выше).
- Для обеспечения правильной работы распылительных шлангов не храните шланги намотанными, например, в зоне лонжерона рамы!
Храните распылительные шланги в растянутом состоянии.
4.0 Примеры применения
- Используйте соответствующие распылительные шланги для различных полостей или поверхностей.
- Пример - двери и крышки: Распылительный шланг с угловой насадкой. Уменьшите поток воздуха, чтобы свести аэрозольный туман к минимуму.
- Пример - лонжерон рамы: Длинный распылительный шланг с круглой распылительной насадкой. В зависимости от типа немного увеличьте поток воздуха.
- Всегда держите аэрозольный туман на минимальном уровне, чтобы избежать загрязнения и неприятных запахов.
5.0 Инструкции по технике безопасности
- Не вдыхайте аэрозольный туман.
- Использовать только в хорошо проветриваемых помещениях.
- Рабочее давление макс. 8 бар.
41 00... Идентификационный номер транспортного средства
Необходимые специальные инструменты:
- 41 0 000
- 41 1 180
- 41 1 181
- 41 1 182
ПримечаниеЕсли во время ремонтных работ снимается штампованный идентификационный номер автомобиля, то он должен быть снова проштампован.
Необходимые предварительные задачи:
- Снимите переднюю правую ПРУЖИННУЮ СТОЙКУ.
Специальный набор инструментов 41 1 180 для штамповки идентификационного номера транспортного средства состоит из:
Направляющая пластина 41 1 181
Контрплата 41 1 182
Схема №255
Установить снизу контропорную плиту 41 1 182 против пружинной стойки.
Установите направляющую пластину 41 1 181 сверху на опорную пластину пружинной стойки и привинтите ее к контропоре.
Вставить номера пуансонов 41 0 000 по отдельности в направляющую пластину и поставить штамп на идентификационный номер транспортного средства.
Схема №256
ПримечаниеВ случае замены компонента или кузова в мастерских/гаражах четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак «+» вместо эмблемы BMW.
Обратите внимание на национальные правила.
1.0 Рекомендуемые инструменты
- Используйте только инструменты, специально предназначенные для алюминиевого ремонта.
- Не используйте инструменты и рабочие жидкости, которые уже использовались для ремонта стали (например, шлифовальный круг). Опасность контактной коррозии.
- Не используйте инструменты с острыми краями (эффект надреза).
- Справочная информация BMW Каталог оборудования для СТО.
2.0 Выпрямление наружной обшивки
- «Холодное» выпрямление: Выдавить вмятины из их центра и сгладить в наружном направлении плавными постукиваниями. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Необходимы специальные инструменты и обученный сотрудник.
- «Горячая» правка: Нагрейте компонент на поврежденном участке с помощью вентилятора горячего воздуха до приблизительно 60 ° C. Это значительно уменьшает усилие, которое необходимо приложить для выпрямления.
- Избегайте надреза и растрескивания.
- Избегайте затвердевания и чрезмерного растяжения.
- Избегайте нагрева и избыточной температуры наружной обшивки на больших площадях.
41 00... Выпрямление алюминиевых деталей в конструкции
- Изменение формы или нагрев экструдированных секций и литых деталей не допускается!
Несоблюдение этого требования приведет к следующим результатам:
В случае изменения формы сварные швы (E52) или клеевые соединения (E60, E61, E63, E64) разрываются в окружающей зоне.
В случае изменения формы материал теряет до 40% своей первоначальной прочности.
В случае нагрева материал теряет до 40% своей первоначальной прочности.
Клей разрушается при температурах> или = 120 ° C (E60, E61, E63, E64).
Экструдированные секции и литые детали, которые показывают видимые или измеримые признаки деформации, должны быть заменены.
Проверьте деформацию с помощью системы правки.
Для оптического тестирования, полоску, прилегающую к компонентам в случаях сомнения.
Экструдированные секции используются в E52 в качестве опор двигателя, дверных стоек, лонжеронов и т.д.
Экструдированные секции используются в E60, E61, E63, E64 в качестве опор двигателя.
Литые детали используются в E60, E61, E63, E64, E70, E71 в качестве пружинных опор.
- Изменение формы экструдированных секций и литых деталей может использоваться только для достижения оптимального соединения соединительных поверхностей (например, при повреждении переборки). Детали с измененной формой должны быть заменены.
- Ремонт, который затрагивает точки крепления механических узлов и компонентов шасси, должен проводиться на рихтовочном стенде. Используйте комплект выпрямляющего приспособления для конкретного транспортного средства или спецификацию транспортного средства.
Для верхней секции также доступны выпрямляющие крепежные опоры и листы технических данных, например: стойки дверей, складные верхние опоры, капот, петли задней крышки и т. Д.
- Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло.
- Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства.
- Исключения на E60, E61, E63, E64:
Несущая опора и переборка могут быть выпрямлены, если они не имеют трещин, острых повреждений или отверстий. После проведения ремонтных работ снова проверьте детали на наличие трещин.
Осмотрите прилегающие клеевые фланцы на предмет отслаивания, при необходимости опломбируйте и законсервируйте ГЕРМЕТИКОМ.
Соблюдайте контрольные размеры выравнивания рамы для несущей опоры.
Любой ремонт переборки, если треснул за пределами утвержденного объема ремонта, разрешается только после консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны.
41 00... Правка стальных деталей
1.0 Рекомендуемые инструменты
Используйте только те инструменты, которые предназначены для ремонта стали.
2.0 Правка наружной оболочки
- «Холодное» выпрямление: Выдавить вмятины из их центра и сгладить во внутреннем направлении плавными постукиваниями. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Эта работа требует специального инструмента и подготовленного рабочего.
- «Горячее» выпрямление: Нагреть вмятины в их центральной точке только газовым пламенем до яркого красного горячего. Затем материал закалите влажной тряпкой.
- Сварка шпильками может применяться в случае повреждения, когда доступ возможен только с одной стороны.
- Избегайте растрескивания.
- Избегайте затвердевания и чрезмерного растяжения.
- Избегайте нагрева и перегрева внешней оболочки на больших площадях.
- Если после выпрямления стальных деталей поверхность не имеет вмятин размером более 2 мм, то эти вмятины могут быть заделаны ножевым наполнителем. Вмятины размером более 2 мм необходимо обработать заливочным припоем. ПРИМЕЧАНИЕ: Применимо только в пределах Европейского Союза! Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
- Для автомобилей безопасности следуйте специальным примечаниям и информации в инструкции по ремонту.
3.0 Выпрямляющая конструкция
- Ремонт, затрагивающий места крепления узлов и компонентов шасси/подвески, должен производиться на рихтовочном стенде с соответствующим комплектом рихтовочного крепления или листом технических условий на автомобиль. Для верхней части также доступны приспособления для правки и листы спецификаций, например: стойки дверей, складные верхние крепления, капот, петли задней крышки и т. Д.
- Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло.
- Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства.
- Несущие элементы кузова, такие как, например, опоры двигателя, стойки дверей, боковые элементы рамы и т.д. с деформациями, которые больше не могут быть возвращены в их первоначальную форму путем «холодной правки», должны быть заменены. Нагрев компонентов корпуса подшипника для лучшего изменения формы не допускается! Несоблюдение этого требования приведет к потере первоначальной прочности до 40%.
- Высокопрочные и сверхвысокопрочные стальные пластины, как правило, не поддаются переформированию. Изменение формы служит только подготовительной мерой к замене компонента для достижения оптимального соединения точек соединения.
- Для изменения формы кузов должен быть закреплен следующим образом: При использовании специальных/универсальных комплектов для правки (Carbench/Celette) необходимо дополнительно прикрепить кузов с помощью 4 удерживающих зажимов к фланцу места входа или к 4 точкам подъема. Точечный фланец (если имеется) является предпочтительным. При использовании универсальных электронных или механических систем правки (Car-O-liner/Celette) необходимо прикрепить кузов с помощью 4 удерживающих зажимов к точечному фланцу входа или к 4 точкам домкрата. Точечный фланец (если имеется) является предпочтительным. Дополнительно закрепите не менее 2-х точек крепежным комплектом. Несоблюдение этих инструкций приведет к повреждению тела во время изменения формы на неповрежденных участках. Специфические для транспортного средства рихтовочные приспособления и универсальные крепления могут быть повреждены.
99 00... Устранение повреждений лакокрасочного покрытия
Эти примечания относятся к повреждениям лакокрасочного покрытия на отверстии корпуса, которые произошли при отсоединении оконного стекла.
Для обеспечения долговременной защиты от коррозии абсолютно необходимо подправить повреждения лакокрасочного покрытия!
Справочник по окраске «BMW Color система» составляет основу данных инструкций по ремонту и должен соблюдаться в обязательном порядке.
Зачистить повреждения лакокрасочного покрытия на апертуре кузова и подкрасить многобазовым наполнителем BMW.
Зачистить большие участки или повреждения до оголенного листового металла и покрыть многобазовым наполнителем BMW (толщина слоя от 30 до 40 μ м).
Время затвердевания:
- С инфракрасным излучением, не менее 10 минут
- Без инфракрасного излучения в течение не менее 60 ° C, не менее 30 минут
- Без инфракрасного излучения в течение не менее 20 ° C, не менее 24 часов
Если требуется полное наращивание краски в видимой области:
- Снимите ленту с загрунтованного клеевого фланца перед нанесением верхнего покрытия
| ВАЖНО: | Соблюдайте время затвердевания многобазового наполнителя BMW, иначе идеальная связь не может быть гарантирована! |
|---|
41 00... Использование материалов в наружной оболочке
Следующая иллюстрация является схематическим представлением всех вариантов тела.
Нанесите эту иллюстрацию на соответствующее транспортное средство.
Схема №257
Войти
Все компоненты, не перечисленные в таблице ниже, состоят из установленных качеств листовой стали.
| Компонент | Транспортное средство | Материал |
|---|---|---|
| (1) Боковая панель, передняя | E52 (Z8) | Алюминий |
| 60, E61 | Алюминий | |
| 63, E64 | Пластик (термопластик) | |
| 65, E66: | Алюминий | |
| E70, E92, E93 | Пластик (термопластик) | |
| (2) Передняя дверь | E36/C (М3) | Алюминий или сталь |
| 36/2 (M3) | Алюминий или сталь | |
| 52 (Z8) | Алюминий | |
| 63, E64 | Алюминий | |
| (4) Боковая панель, задняя | E52 (Z8) | Алюминий |
| (5) Капот двигателя | E38 (750i) | Алюминий или сталь |
| 46/C (М3) | Алюминий | |
| (5) Капот двигателя | E46/2 (M3) | Алюминий |
| 52 (Z8) | Алюминий | |
| Э60, E61, Э63, E64 | Алюминий | |
| E65, E66, E70, E71 | Алюминий | |
| 85 (Z4) | Алюминий | |
| 92 (M3) | Алюминий | |
| (6) Жесткий верх/крыша | E36/C | Алюминий |
| E36/7 (Z3) | Пластик (стекловолокно/эпоксидная смола) | |
| E46/C | Алюминий | |
| E46/2 (M3 CSL) | Пластик (CFK) | |
| 52 (Z8) | Пластик (PU) | |
| 85 (Z4) | Пластик (SMC) | |
| 63 (M6) | Пластик (CFK) | |
| (7) Мягкая верхняя крышка | E46/C | Магний |
| E64 | Пластик (SMC) | |
| (8) Задняя крышка | E46/2 (M3 CSL) | Пластик (SMC) |
| E52 (Z8) | Алюминий | |
| Э63, E64 | Пластик (SMC) |
СХЕМА КОМПОНЕНТОВ
41 00... Идентификационный номер транспортного средства, общий
Идентификационный номер транспортного средства должен быть проштампован специальным инструментом. Существуют различные специальные номера инструментов и процедуры штамповки для различных транспортных средств.
При ремонтных работах идентификационный номер транспортного средства (VIN) всегда штампуется в поверхность сменного идентификационного номера транспортного средства. Поверхность замены обычно расположена под исходной поверхностью VIN.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
В случае замены компонента или кузова в гаражах/мастерских BMW четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак + вместо эмблемы BMW.
Если VIN штампуется на поверхности замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: Первоначальный VIN должен быть зачеркнут. Для этого проштампуйте букву I из цифр пробивки в продольном направлении через оригинальный VIN.
| ВАЖНО: | Не используйте угловую шлифовальную машину совместно с режущим диском! |
|---|
Защитная пленка, используемая в качестве стандартной, опускается после того, как VIN был отштампован вручную. Окрасить участок в соответствии с BMW Painting Handbook. Убедитесь, что толщина слоя небольшая.
Соблюдайте специфичные для страны правила.
41 00... Сварка и пайка стальных деталей
| ВАЖНО: | Соблюдайте следующие темы из «Тела, общие»: Правила техники безопасности. Обращение с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами. |
|---|
- Сварка стальных деталей: Общая информация Для ремонта используются следующие процедуры: Сварка MAG (M et A ctive G как сварка) Точечная сварка сопротивлением давлению (упоминается в дальнейшем и в инструкциях по ремонту как точечная сварка). Взять количество и расположение сварных точек и сварных швов MAG с отделенной части, заменить зоны, недоступные для ключей для точечной сварки, пробками MAG/точечными сварными швами на том же расстоянии. Диаметр отверстий под пробку/точечные швы 8 мм. В случае удаления выбросов соблюдайте минимальное расстояние 30 см для сварки MAG во время процесса сварки. В противном случае инертный газ будет удален. Следуйте инструкциям производителя оборудования по использованию. Рабочие материалы Сварка МАГ: Аппарат для сварки стали Проволока для сварки стали - G3SI1 (SG2) или альтернативно G4SI1 (SG3) Сварочная маска Газовый баллон, содержащий инертный газ (82% аргона, 18% СО 2) Точечная сварка сопротивлением давлению: Аппарат для точечной сварки. Защитные очки Подготовка к MAG и точечной сварке Удалите лакокрасочное покрытие на участке около 30 мм вокруг сварного шва или пятна. Цинковое покрытие под ним должно быть удалено во время операции сварки MAG. Во время точечной сварки нет необходимости удалять цинковое покрытие снизу. Удалите лакокрасочное покрытие с обратной стороны сварного шва или пятна. В противном случае загрязняющие вещества будут попадать в сварочную ванну через корень сварного шва. Недостаточный поток электронов препятствует оптимальному точечному сварному соединению. Покрыть все металлические перекрытия и приварить точечные фланцы сварочной грунтовкой. Чтобы определить оптимальное контактное усилие электрода для точечной сварки, проведите испытания на сдвиг точечной сварки на металлических листах образца. Для того, чтобы поток электронов был коротким во время сварки MAG на корпусе, вы должны, по возможности, прикрепить клемму заземления непосредственно к свариваемому компоненту. Сварка Во время сварки MAG зазор сварного шва должен быть как можно меньше. Чем больше зазор сварного шва, тем ниже будет прочность соединения. Во время точечной сварки соединяемые металлические фланцы должны быть расположены как можно ближе друг к другу без зазоров. Чем больше зазор, тем ниже будет прочность соединения. Минимальный зазор между местами сварки 25 мм. Последующая обработка сварных соединений: При шлифовке сварного шва не следует шлифовать тонким слоем основной материал рядом со швом. После соединения очистите все сварные швы и пятна проволочной щеткой из нержавеющей стали. Удалите сгоревшую краску проволочной щеткой из нержавеющей стали. Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, после ремонта должны быть загрунтованы и вновь тщательно загерметизированы. Замените поврежденные или удаленные противошумные соединения.
- Пайка стальных деталей: Общая информация Для ремонта используются следующие процедуры: Газовая пайка Лужение Процедура пайки МИГ не используется при ремонте по соображениям прочности. Паяные/припаянные швы МИГ, используемые в серийном производстве, заменяются при ремонте на сварные швы МАГ. Участки, спаянные при производстве транспортных средств, соединяют при ремонте тем же способом. Возможно при правке стальных деталей исправить неровности меньше 2 мм напильником. Если в исключительных случаях неровности превышают 2 мм, эти участки должны быть облужены. Лужению должны подвергаться только видимые участки наружной обшивки и на поддерживающем носителе. Все зоны, имеющие крышки на транспортном средстве, не подлежат лужению. ПРИМЕЧАНИЕ: Применимо только в пределах Европейского Союза! Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003! Рабочие материалы Газовая пайка: Трубный пакет и горелка (газовая горелка) Пайка припоем Газовые баллоны (кислород и ацетилен) Сварочные очки Лужение: Трубный пакет и горелка (горелка для лужения) Лужильная паста Жесть. Газовый баллон (ацетилен) Защитные очки Подготовка к пайке/лужению Тепловые паяные соединения должны открываться автогенным пламенем. Снимите остатки металла и удалите остатки припоя с помощью проволочной щетки. Удалите лакокрасочное и цинковое покрытие на участке ок. 30 мм вокруг шва, подлежащего пайке. Удалите лакокрасочное и цинковое покрытие в зоне лужения и приблизительно на 30 мм дальше. Пайка/лужение Выполните паяный шов без перегрева припоя и с низким тепловыделением. При необходимости используйте теплозащитную пасту. Последующая обработка паяных соединений: Удаление сгоревшего остаточного цинка полностью. Выпрямление, шлифование и олово видимых точек соединения. Удалите сгоревшую краску проволочной щеткой из нержавеющей стали.
41 00... Сварка в арматурном листе (листовой стали)
В случае частичной замены деталь корпуса разрезается в точке, описанной в инструкции по ремонту.
Для обеспечения достаточной прочности вварена усиливающая пластина.
Следуйте указаниям по сварке стальных деталей.
ПримечаниеСледующие иллюстрации служат общими иллюстрациями работ по ремонту арматурных плит. Они применимы ко всем ремонтам резки.
Разметить компонент в соответствии с расстоянием А и вырезать.
Схема №258
Войти
Отрежьте новую деталь (1) в соответствии с вырезом и при необходимости отрегулируйте по посадке рихтовочным креплением или универсальным креплением.
Установка:
Прилипать к зазору на срезе приблизительно от одного до макс. двух толщин материала, чтобы обеспечить сварку с усиливающей пластиной и облегчить более терпимую посадку.
Схема №259
Очистите внутреннюю и наружную стороны соединительных участков (1) на новой детали и (2) на кузове.
Внутренние стороны покрыть сварочной грунтовкой.
Схема №260
Просверлите отверстия 1 и 2 на расстоянии 25 мм друг от друга.
Диаметр отверстия около 8 мм.
Схема №261
Из обрезка новой детали изготовьте арматурную пластину 1.
Схема №262
При необходимости дополнительно изготовить АРМАТУРНЫЕ ЛИСТЫ.
Длина арматурных плит не менее 40 мм.
Плиты усиления 1 и 2 с обеих сторон покрыть сварочной грунтовкой.
Вдвиньте усиливающую пластину (1) в компонент на корпусе до половины пути и заварите пробкой (3).
При необходимости отрегулируйте новую деталь (1) по посадке с рихтовочным креплением или универсальным креплением и пробкой-сваркой (2).
Схема №263
Сварное соединение MAG (3).
Зачистить и очистить сварной шов и места сварного шва пробки.
Лужению должны подвергаться только видимые участки наружной обшивки и изношенные участки на опорном носителе.
Все зоны, имеющие крышки на транспортном средстве, не подлежат лужению.
Схема №264
ПримечаниеПрименимо только в пределах Европейского Союза!
Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
41 00... Оборудование для мастерских
Минимальные требования к оборудованию мастерской для обеспечения правильного и квалифицированного выполнения ремонта кузова:
Необходимо использовать инструменты, перечисленные ниже.
| Сталь | Алюминий | |||
|---|---|---|---|---|
| Инструмент | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Ассортимент кузовных инструментов | X | X | ||
| Алюминиевый инструмент для кузовных работ | X | X | ||
| Кузовная пила | X | X | ||
| Одноручная шлифовальная машина | X | X | X | X |
| Устройство для удаления сварочных пятен | X | X | ||
| Сварочный аппарат MAG | X | X | ||
| Сварочный аппарат МИГ | X (только E52) | |||
| Аппарат точечной сварки | X | X | ||
| Газосварщик | X | |||
| Система правки | X | X | ||
| Аппарат для сварки шпилек | X | |||
| Комплект покрытия пламенем | X | |||
| Универсальный заклепочный инструмент | X | |||
СХЕМА ОБОРУДОВАНИЯ ЦЕХА
| ВАЖНО: | В транспортных средствах с 2001 модельного года в определенных областях используются стали с более высоким пределом прочности при растяжении и с большим пределом прочности при растяжении. Важно проверить, соответствует ли используемый аппарат точечной сварки техническим требованиям рекомендуемых в настоящее время сварочных аппаратов. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны. Использование технически устаревшего оборудования может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. |
|---|
| Обозначение устройства | Производитель | |
|---|---|---|
| Устройства группы 1 в настоящее время больше не рекомендуются | CR500 | Car-O-Liner |
| Место 9000 | Текна | |
| ATL 400V | Виландер и Шилл | |
| Рекомендуемые в настоящее время устройства группы 2 (март 2007 г.) | QSVM9000 MIDIspot | Селетт |
| QSVM9000 MIDIspot | Элматех | |
| CR600 | Car-O-Liner | |
| Многопозиционное управление MI-100 | Электрон |
КАРТА ПРОИЗВОДИТЕЛЯ
Варианты применения и ограничения вышеуказанных устройств.
| Транспортное средство | Группа 1 | Группа 2 |
|---|---|---|
| E93 | X За исключением стойки А, стойки В, подоконника | X |
| E70 | X За исключением B-образной стойки | X |
| E64 | X За исключением стойки А, стойки В, подоконника | X |
КАРТА ПРОИЗВОДИТЕЛЯ
Примечание(март 2007)
Все модели, не указанные в списке, могут быть отремонтированы с помощью устройств группы 1 и группы 2.
99 00... Общие указания по окраске
Отмеченная область служит отправной точкой для покраски. Эта область может отличаться от иллюстрации по техническим причинам окраски.
Учитываются зоны подкраски.
41 11 028 Замена левой опоры двигателя (частичная замена перед передней осью)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Опора двигателя, передняя (1)
- Монтаж, амортизатор ударов (2)
Схема №265
Демонтаж, частичная замена подрамника двигателя:
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
Измерение а = 40 мм перед 20 мм диам. скука
Схема №266
Подготовка новой части:
Разметить разделительный разрез (1) в соответствии с ТС и разрезать.
Подготовить АРМАТУРНУЮ ПЛАСТИНУ на срезе.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Фитинг, частичная замена подрамника двигателя:
Установка новых деталей с выравнивающим кронштейном или универсальным креплением и сваркой.
Дополнительно приварить новое приспособление для амортизации ударов (1) так же, как в серийном стандарте.
Схема №267
41 11 043 Замена передней секции левой опоры двигателя
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Опора двигателя, передняя (1)
- Монтаж, амортизатор ударов (2)
Демонтаж передней секции опоры двигателя:
Открытые сварные соединения в зонах (1).
Грубо отрежьте носитель двигателя по линии (2) и снимите металлическую пластину.
Примечание по установке:
Новую деталь скрепляют в области (3).
Схема №268
Открытые сварные соединения в зоне (1).
Примечание по установке:
Новую деталь скрепляют в области (1). Нанесите клей в области (1) с обеих сторон.
Схема №269
Открытые сварные соединения в зонах (1) и (2).
Примечание по установке:
Новую деталь скрепляют в области (2).
Схема №270
Открытые сварные соединения в зонах (1).
Снимите опору двигателя.
Схема №271
Подготовка новой детали:
| ВАЖНО: | Структурное связывание: см. ОБЩИЕ ПРИМЕЧАНИЯ ОТНОСИТЕЛЬНО СВЯЗЫВАНИЯ, СВЯЗЫВАНИЕ СТАЛИ СО СТАЛЬЮ и «ПРИМЕЧАНИЯ К АДГЕЗИВУ K1»(ref-296589 - S37448581102013122300000). Отшлифовать грунтовку с новой детали и кузова в зоне поверхностей склеивания. Нанесите клей на голый металл. |
|---|
Монтаж передней секции опоры двигателя:
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите клей на склеиваемые поверхности.
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Соединяя опору двигателя, убедитесь, что на поверхностях склеивания достаточно клея.
Привяжите новую деталь в области (3).
Сварите новую деталь в зонах (1).
Схема №272
Привяжите новую деталь в области (2).
Сварите новую деталь в зонах (1).
Дополнительно приварить новое приспособление для амортизации ударов (1) так же, как в серийном стандарте.
Сварите новую деталь в зонах (1).
41 11 043 Зачистные работы - Замена передней секции левой опоры двигателя
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снимите двигатель
- Снять коробку предохранителей отсека двигателя
- Снимите усилитель тормозов
- Снять подшипниковый блок коробки передач
- Освободить бачок промывочной жидкости
- Освободить левый жгут проводов
- Стравить магистрали кондиционирования и гидросистемы сцепления с опоры двигателя
41 11 150 Замена крышки для левой боковины рамы
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- Боковая рама, наружная (1)
Схема №273
Разметить разделительные вырезы в соответствии с иллюстрацией и вырезать.
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Измерение а = прибл. 120 мм после удлиненного отверстия диам.
12х18 мм.
Измерение b = приблизительно 25 мм перед отверстием диам. 12 мм.
Открытые сварные соединения в зонах (1).
Схема №274

Установка:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
41 11 151 Замена крышки правого лонжерона рамы
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- Боковая рама, наружная (1)
Схема №275
Разметить разделительные вырезы в соответствии с иллюстрацией и вырезать.
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Измерение b = прибл. 120 мм после удлиненного отверстия диам.
12х18 мм.
Измерение a = прибл. 130 мм перед отверстием диам. 10х12 мм.
Открытые сварные соединения в зонах (1).
Схема №276
Установка:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
41 11 301 Замена крышки продольного элемента на левую дверную стойку (частичная замена B-стойки, задняя боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Боковая рама, наружная (1)
- Фасонная часть, B-образная стойка, внутренняя левая часть (на иллюстрации не показана)
- Фасонная часть, B-образная стойка, внизу слева (не показано на иллюстрации)
- Фасонная часть, B-образная стойка, задняя нижняя левая часть (на иллюстрации не показана)
Снятие входной крышки со стойкой двери:
Разметить линии реза по заданным размерам и вырезать.
| ВАЖНО: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Измерение а = прибл. 120 мм после удлиненного отверстия диам. 12 х 18 мм.
Измерение b = приблизительно 70 мм от края крыши.
Измерение c = приблизительно 100 мм ниже разделительного разреза b.
Измерение d = приблизительно 300 мм после заднего края B-образной стойки.
Снимите уплотнение полости 1.
Схема №277
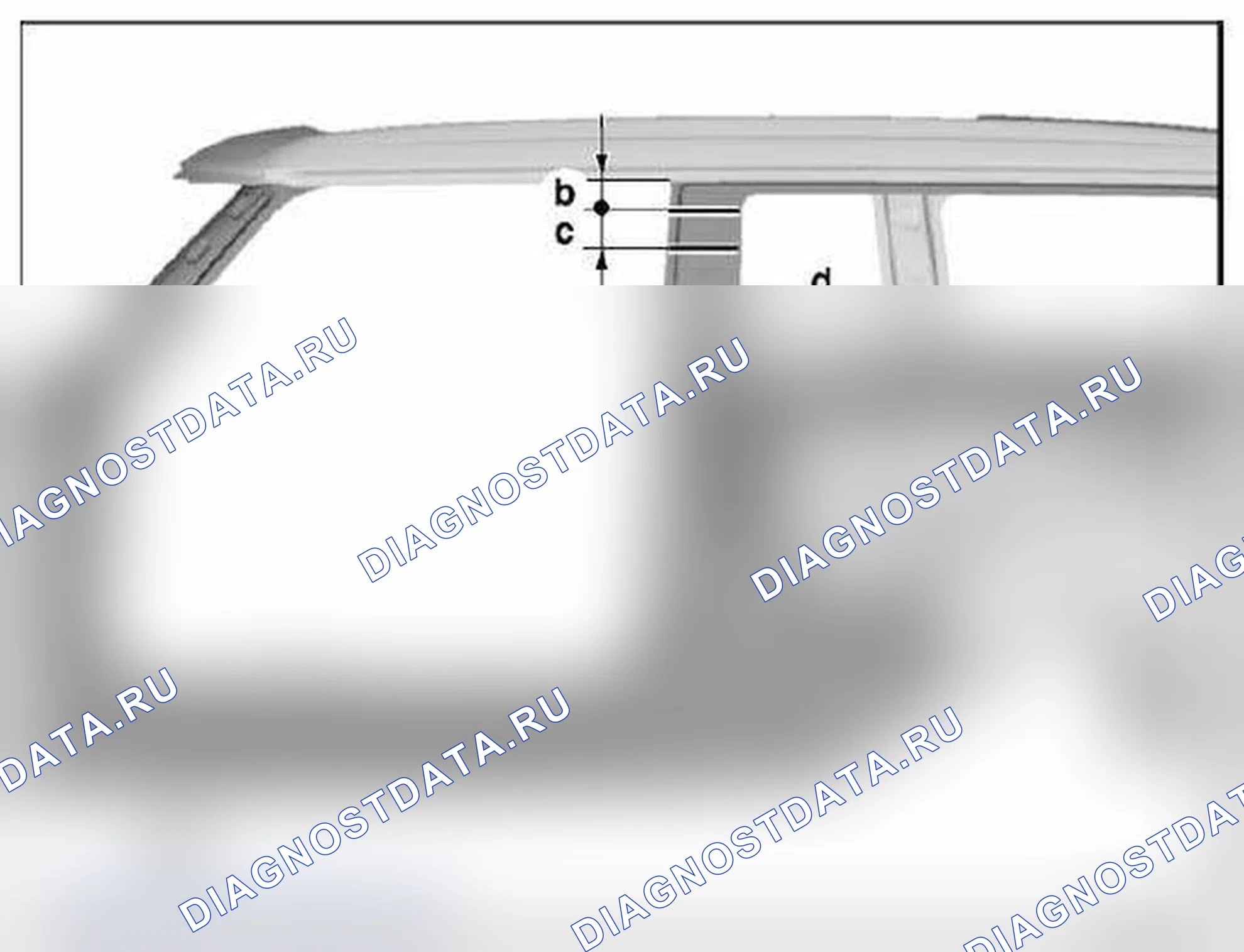
Открытые сварные соединения в зонах (1).
Примечание по установке:
По-прежнему необходима вырезанная листовая секция (2).
Схема №278
Разметить линию реза в соответствии с заданным измерением и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Измерение а = прибл. 120 мм от края крыши.
Схема №279
Открытые сварные соединения в зонах (1).
Схема №280

Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Схема №281
Вид с пола автомобиля:
Открытые сварные соединения в зоне (1).
Снимите крышку входа.
Схема №282
Подготовка новой части:
Разметить новую деталь в соответствии с разделительными разрезами на транспортном средстве и вырезать.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Подготовить АРМАТУРНЫЕ ЛИСТЫ на отрывных срезах.
Закрепите новые полостные акустические отбойники оконным клеем в зонах (1).
Установка входной крышки с дверной стойкой:
Склеить новую ГЕРМЕТИЗАЦИЮ ПОЛОСТИ герметиком в зонах (1).
Схема №283
В области (1) замените уплотнение на герметик корпуса.
Нанести герметик на новую акустическую перегородку полости.
Установить уплотнение полости. Установите новую деталь с центрирующим кронштейном или универсальным креплением и сварите.
Схема №284
41 11 302 Заменить вход стойкой правой двери (частичная замена, B-образная стойка, задняя боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Боковая рама, наружная (1)
- Фасонная часть, B-образная стойка, внутренняя правая часть (на иллюстрации не показана)
- Фасонная часть, B-образная стойка, задняя правая часть (на иллюстрации не показана)
Снятие входной крышки со стойкой двери:
Разметить линии реза по заданным размерам и вырезать.
| ВАЖНО: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Измерение a = приблизительно 200 мм после заднего края B-образной стойки.
Измерение b = приблизительно 140 мм от края крыши.
Измерение c = приблизительно 100 мм ниже разделительного разреза b.
Измерение d = приблизительно 120 мм после удлиненного отверстия 12 х 18 мм.
Схема №285
Открытые сварные соединения в зонах (1).
Примечание по установке:
Снова нужна вырезанная листовая секция (2).
Схема №286
Разметить линию реза в соответствии с заданным измерением и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Измерение a = приблизительно 190 мм от края крыши.
Схема №287
Открытые сварные соединения в зонах (1).
Схема №288
Вид с колесной арки:
Открытые сварные соединения в зоне (1).
Схема №289
Вид с пола автомобиля:
Открытые сварные соединения в зоне (1).
Снимите крышку входа.
Схема №290
Подготовка новой части:
Разметить новую деталь в соответствии с разделительными разрезами на транспортном средстве и вырезать.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Подготовить АРМАТУРНЫЕ ЛИСТЫ на отрывных срезах.
Установка входной крышки с дверной стойкой:
Приклейте новое УПЛОТНЕНИЕ ПОЛОСТИ герметиком в зонах (1).
Установка новых деталей и усилительных пластин с выравнивающим кронштейном или универсальным креплением и сваркой.
Схема №291
41 11 720 Замена заднего левого бокового элемента (частичная замена, задняя панель и боковая панель сзади слева удалены)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Нижняя секция водила заднего моста (1)
- Арка заднего колеса (2)
Схема №292
Разметить разделительный срез в соответствии с размером и вырезом.
Расстояние а = ок. 150 мм от поперечины, пола багажного отделения.
Полностью прорезать лонжерон рамы.
Открытые сварные соединения в зонах (1).
Схема №293
Открытые сварные соединения в зонах (1).
Схема №294
Открытые сварные соединения в зоне (1).
Снимите лонжерон рамы.
Схема №295
Подготовка новой части:
Разметить разделительный разрез (1) в соответствии с телом и разрезом.
Открытые сварные соединения в зоне (2).
Схема №296

Подготовка новой части:
Разметить разделительный разрез (1) в соответствии с телом и разрезом.
Установка:
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Схема №297
Установка:
Отрегулируйте новые детали (1 и 2) в соответствии с корпусом и закрепите.
Сварите новые детали (1 и 2) для начала и установите как составной блок.
Схема №298
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
41 12 557 Замена пола среднего багажного отделения (хвостовая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру для ЭТАПА 2 РЕМОНТА!
Требуются следующие новые части кузова:
- Пол багажного отделения (1)
Демонтаж пола багажного отделения:
Открытые сварные соединения в зоне (1).
Снимите пол багажного отделения.
Схема №299
Подготовка новой детали:
Откройте сварные соединения в зоне (1) и снимите поперечину (2).
Схема №300
Отрегулируйте пол багажного отделения в сочетании с хвостовой панелью, чтобы подогнать и закрепить.
Установить диаметр 18 4,2 мм отверстия под глухие заклепки в зоне 1.
Удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новых деталей и корпуса в зоне поверхностей металлизации. |
|---|
Монтаж пола багажного отделения:
Очистите все склеиваемые поверхности чистящим средством R1.
Нанесите клей на склеиваемые поверхности.
Установите новую деталь и заклепку глухими заклепками.
После отверждения клея по одному EMC SCREW в зоне лонжеронов.
41 12 557 Зачистка - замена пола багажного отделения, среднего (хвостовая панель снята)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Демонтировать выхлопную систему
- Снять теплозащитный экран
- Снять обе спинки заднего сиденья
- Снять обрезку поперечины
Необходимые специальные инструменты:
- 41 0 000
- 41 1 180
- 41 1 181
- 41 1 182
ПримечаниеЕсли во время ремонтных работ снимается штампованный идентификационный номер автомобиля, то он должен быть снова проштампован.
Читать и соблюдать ОБЩИЕ СВЕДЕНИЯ
Необходимые предварительные задачи:
- Снимите переднюю правую ПРУЖИННУЮ СТОЙКУ.
Специальный набор инструментов 41 1 180 для штамповки идентификационного номера транспортного средства состоит из:
Направляющая пластина 41 1 181
Контрплата 41 1 182
Схема №301
Установить снизу контропорную плиту 41 1 182 против пружинной стойки.
Установите направляющую пластину 41 1 181 сверху на опорную пластину пружинной стойки и привинтите ее к контропоре.
Вставить номера пуансонов 41 0 000 по отдельности в направляющую пластину и поставить штамп на идентификационный номер транспортного средства.
ПримечаниеВ случае замены компонента или кузова в мастерских/гаражах четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак «+» вместо эмблемы BMW.
Обратите внимание на национальные правила.
41 14 021 Замена передней левой колесной арки
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру ЭТАПА 3 РЕМОНТА.
Требуются следующие новые части кузова:
- Колесная арка, передняя (1)
- Подставка, колесная арка, передняя (2)
- Арматура, несущая опора (на иллюстрации не показана)
Снятие колесной арки:
Открытые сварные соединения в зоне (1).
Схема №302
Открытые сварные соединения в зонах (1).
Схема №303
Открытые сварные соединения в зонах (1).
Схема №304
Открытые сварные соединения в зонах (1).
Отметить разделительный разрез до диам. 20 мм и отрезать.
Открытые сварные соединения в зоне (1).
Снимите колесную арку.
Схема №305
Подготовка новой детали (технология сварки):
Открытые сварные соединения в зонах (1).
Схема №306
Открытые сварные соединения в зонах (1).
Разметить разделительный разрез (2) в соответствии с ТС и разрезать.
Подготовить АРМАТУРНУЮ ПЛАСТИНУ на срезе.
Регулировка новой колесной арки с помощью юстировочного кронштейна или универсального крепления.
Схема №307
Подготовка новой детали (технология склеивания-клепки):
Отрегулируйте новую опорную балку для подгонки и закрепления.
Установить одиннадцать 6,7 мм диам. отверстия под глухие заклепки в зоне (1).
Схема №308
Установить 3 диаметром 6,7 мм отверстия под глухие заклепки в зоне (1).
Снова удалите новые детали и отверстия для удаления заусенцев.
Схема №309

| ВАЖНО: | Запрещается зачищать/шлифовать новую несущую опору в зоне поверхностей металлизации. |
|---|
Монтаж колесной арки (технология сварки):
Регулировка усиления колесной арки и несущей опоры выравнивающим кронштейном или универсальным креплением и сварным швом.
Установка несущей опоры (технология склеивания-клепки):
Очистите поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Схема №310
Установить опорную обойму и заклепку глухими заклепками 1.
Установите EMC SCREW на А-образную стойку (1) после затвердевания клея.
Схема №311
Кронштейн опоры заклепок с глухими заклепками 1.
Схема №312
41 14 021 Зачистка - замена передней левой колесной арки
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снять крышку моторного отсека
- Снять левый шарнир крышки моторного отсека
- Снимите левую боковую панель
- Освободить бачок промывочной жидкости
- Снять коробку предохранителей отсека двигателя
- Снимите усилитель тормозов
- Снять подшипниковый блок коробки передач
- Снимите левую фару
- Снять левую пружинную стойку
- Снимите левый рычаг подвески
- Стравить магистрали кондиционирования и гидросистемы сцепления с опоры двигателя
41 14 502 Замена задней левой наружной секции корпуса колеса (боковая панель снята)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- Колесная арка, задняя, наружная половина, левая (1)
- Фасонная часть, В-образная стойка, днище (2)
Схема №313
Снимите переборку полости 1.
Открытые сварные соединения в зоне (2).
Примечание по установке:
Новую ГЕРМЕТИЗАЦИЮ ПОЛОСТИ (1) покрыть герметиком.
Схема №314
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
A = прибл. 20 мм
Открытые сварные соединения и в зонах (2 и 3).
Схема №315
Установка:
По производственным соображениям последовательность ремонтного соединения отличается от последовательности последовательного соединения. Установите новую деталь в зоне (3) снаружи на фланец трубы и выполните сварку.
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
A = прибл. 20 мм
Открытые сварные соединения в зоне (2).
Снимите наружный участок колесной арки.
Схема №316
Подготовка новой части:
Разметить разделительный вырез (1) по радиусу и вырезать.
Схема №317
Установка:
Отрегулируйте новую деталь по месту (1) между фланцем (2) и удлинителем боковой панели (3).
Отрегулируйте новую деталь в сочетании с боковой панелью для подгонки.
Схема №318

Новые уплотнения полости (1) покрыть герметиком.
41 14 503 Замена секции задней правой внешней колесной арки (боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- Колесная арка, задняя, наружная половина, правая (1)
Схема №319
Демонтаж секции внешней колесной дуги:
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
A = прибл. 20 мм
Открытые сварные соединения в зоне (2).
Схема №320
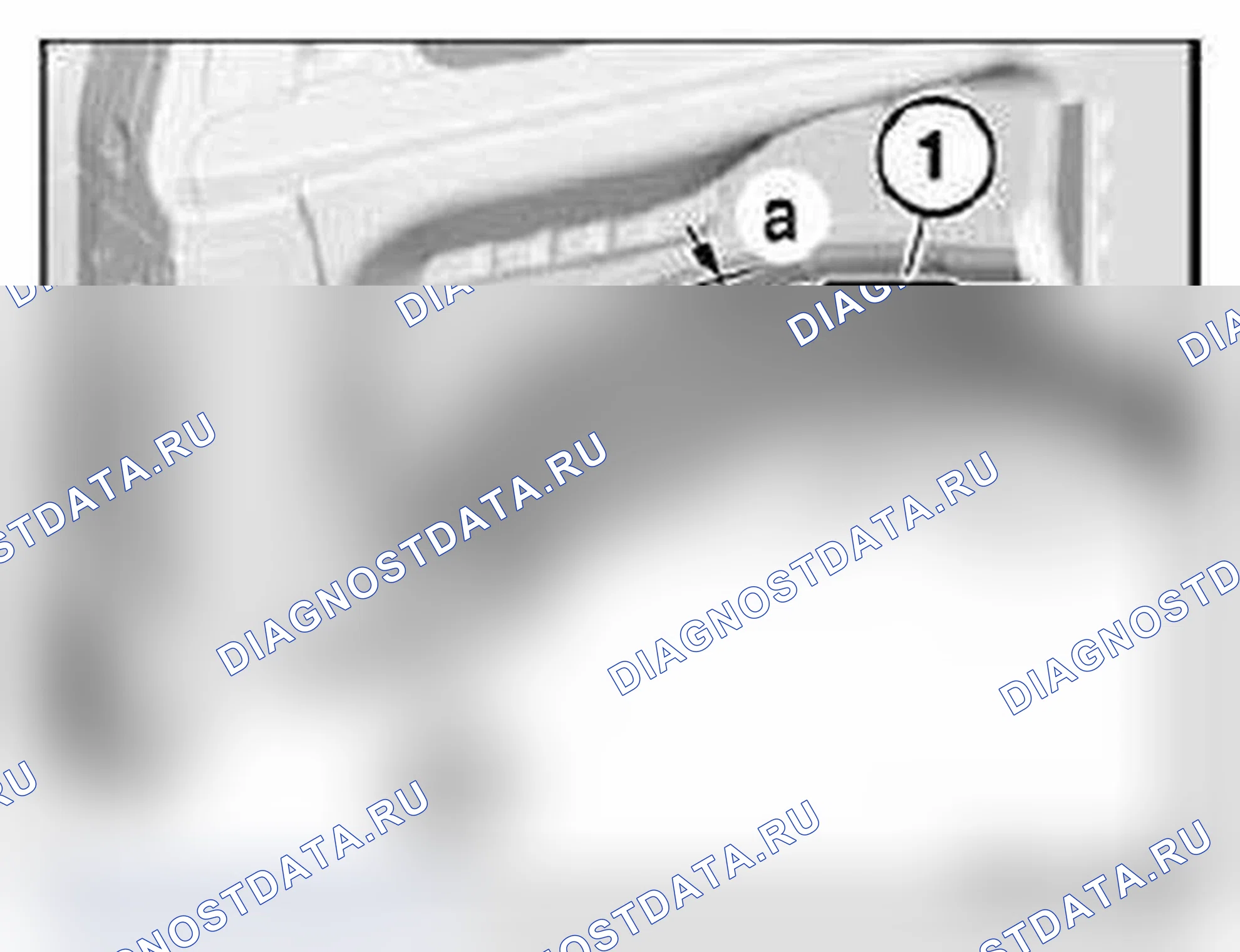
Отметьте разделительный разрез (1), как показано на рисунке, и отрежьте.
Открытые сварные соединения в зоне (2).
Схема №321

Подготовка новой части:
Разметить разделительный вырез (1) по радиусу и вырезать.
Разметить новую деталь по отрывному срезу на вагоне (2) + 20 мм дополнительный материал и вырезать (3).
Схема №322
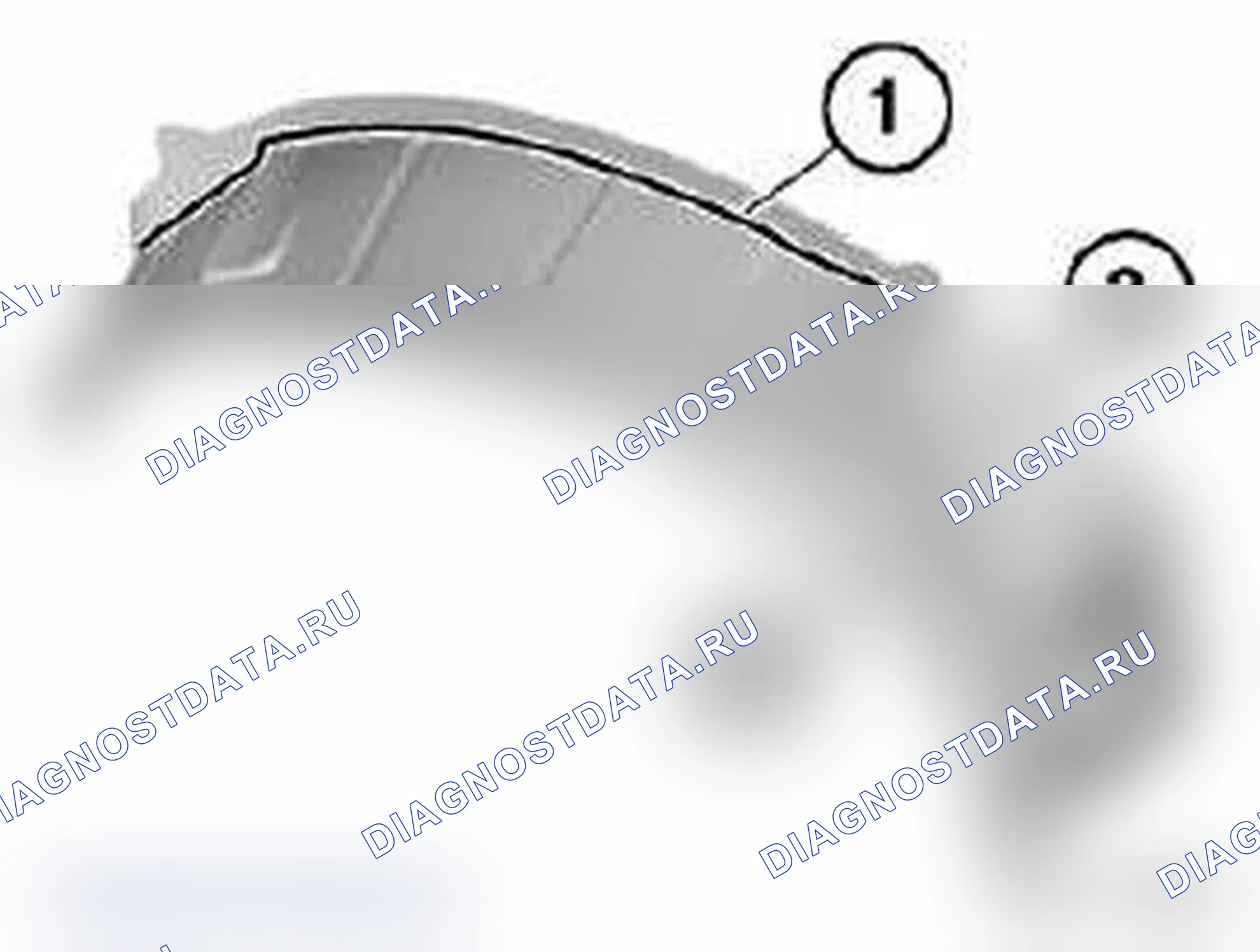
Установка секции внешней колесной дуги:
Отрегулируйте новую деталь по месту (1) между фланцем (2) и удлинителем боковой панели (3).
Отрегулируйте новую деталь в сочетании с боковой панелью для подгонки.
Схема №323
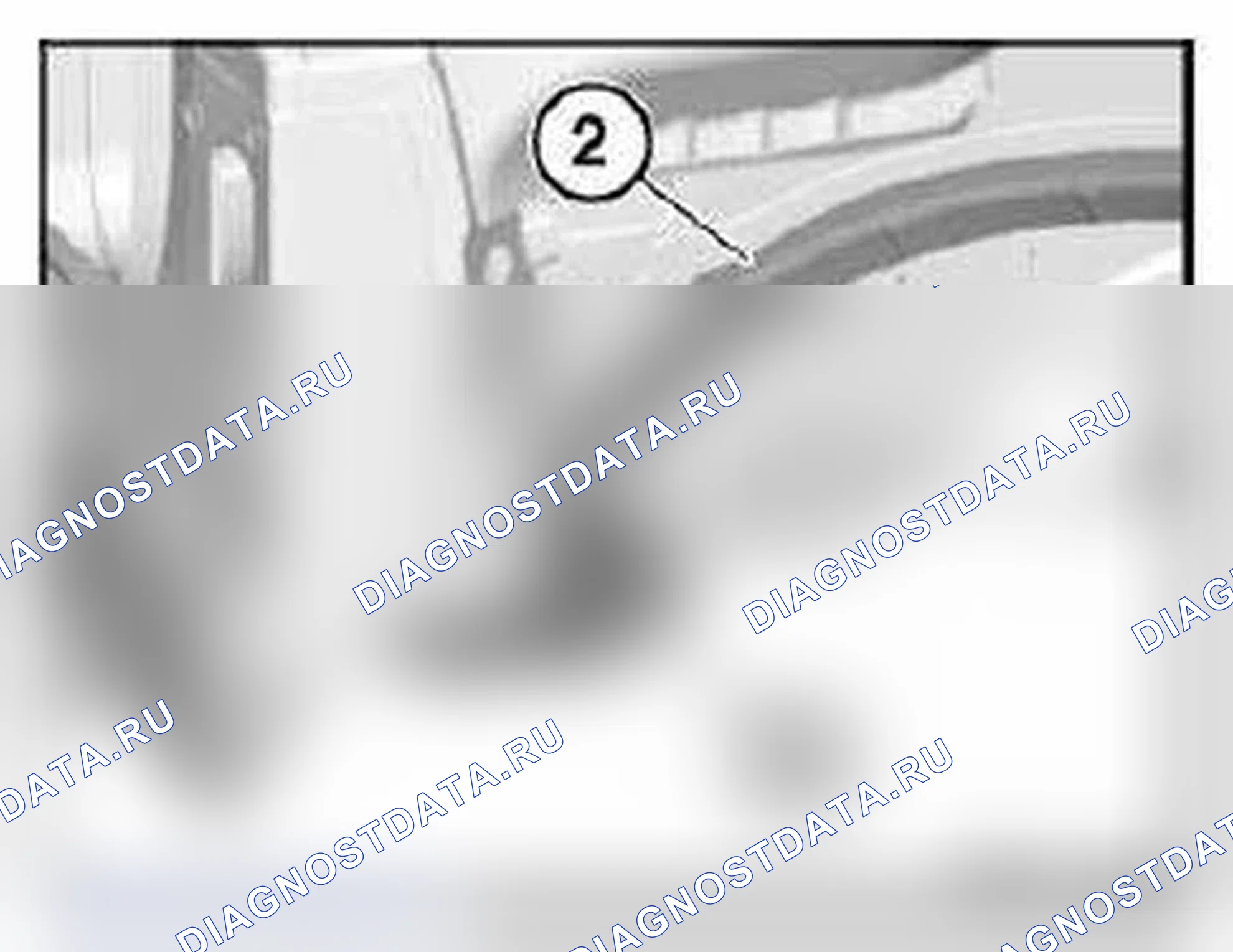
41 14 511 Замена полностью задней левой колесной арки (боковая панель снята)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- Колесная арка, задняя левая (1)
- Колесная арка, задняя, наружная половина, левая (2)
- Фасонная часть, В-образная стойка, днище (3)
Схема №324
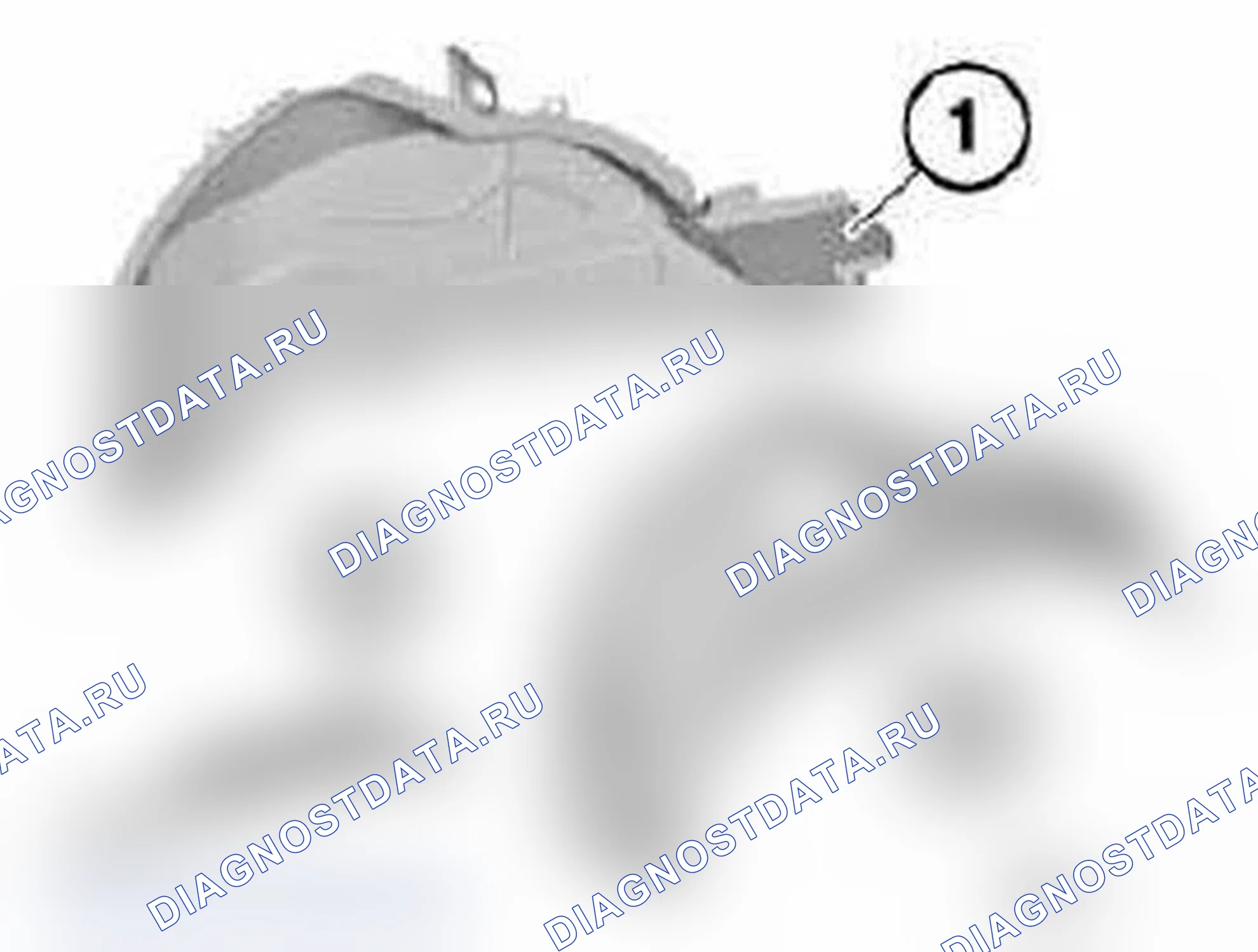
Снимите переборку полости 1.
Открытые сварные соединения в зоне (2).
Установка:
Приклейте новую АКУСТИЧЕСКУЮ ПЕРЕГОРОДКУ ПОЛОСТИ с клеем оконного стекла в области (1).
Схема №325
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
Измерение а = ок. 20 мм.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Схема №326
Открытые сварные соединения и в зонах (2 и 3).
Установка:
По производственным соображениям последовательность ремонтного соединения отличается от последовательности последовательного соединения. Установите новую деталь в зоне (3) снаружи на фланец трубы и выполните сварку.
Открытые сварные соединения в зоне (1).
Схема №327
Открытые сварные соединения в зонах (1).
Схема №328
Вид из салона автомобиля:
Отметьте разделительный разрез (1), как показано на рисунке, и отрежьте.
Открытые сварные соединения в зонах (2).
Схема №329

Подготовка новой части:
Открытые сварные соединения в зоне (1).
Снимите металлическую секцию 2.
Схема №330

Подготовка новой части:
Разметить разделительный разрез (1) по радиусу и в соответствии с автомобилем и разрезом.
Снимите металлическую секцию 2.
Установка:
Отрегулируйте новые детали в сочетании с боковой панелью для подгонки.
Схема №331

41 14 512 Замена полностью задней правой колесной арки (боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- (1) Колесная арка, задняя правая
- (2) Колесная арка, задняя, внешняя половина, правая
Схема №332
Разметить разделительный разрез (1) в соответствии с измерением и разрезом.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Измерение а = ок. 20 мм.
Открытые сварные соединения в зоне (2).
Схема №333
Открытые сварные соединения в зонах (1).
Установка:
Нанесите клей из оконного стекла на акустическую перегородку полости в зоне (2).
| ВАЖНО: | Пожароопасность при сварке новой детали! Для предотвращения опасности пожара охладите область (2) акустической перегородки полости через отверстие (3) сжатым воздухом. |
|---|
Схема №334
Открытые сварные соединения в зонах (1).
Схема №335

Открытые сварные соединения в зонах (1).
Схема №336
Вид из салона автомобиля.
Отметьте разделительный разрез (1), как показано на рисунке, и отрежьте.
Открытые сварные соединения в зонах (2).
Схема №337
Подготовка новой части:
Открытые сварные соединения в зоне (1).
Снимите металлическую секцию 2.
Схема №338

Подготовка новой части:
Разметить разделительный разрез (1) по радиусу и в соответствии с автомобилем и разрезом.
Снимите металлическую секцию 2.
Установка:
Отрегулируйте новые детали в сочетании с боковой панелью для подгонки.
Схема №339

41 21 511 Замена стойки передней левой двери (передняя боковая панель снята)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Эти инструкции по ремонту содержат процедуры для ЭТАПА РЕМОНТА 3.
Требуются следующие новые части кузова:
- Несущая конструкция, боковая рама, передняя часть (1)
- Боковая рама, наружная (2)
Схема №340
Демонтаж стойки двери:
Открытые сварные соединения в зонах (1).
Схема №341
Открытые сварные соединения в зонах (1).
Снимите опорную подставку.
Открытые сварные соединения в зоне (1).
Схема №342
Разделите сварные соединения MAG в зоне (1) и снимите дверную петлю (2).
Схема №343

Разделите 2 сварных соединения в зоне (1) монтажной поверхности шарнира.
Примечание по установке:
Заменить сварные соединения в зоне (1) на 2 дополнительных пробочных шва в зоне (2).
Схема №344
Разметить разделительный срез в соответствии с размером и вырезом.
Размер (a) = 60 мм ниже диаметра отверстия. 8 мм.
Размер (б) = 35 мм перед удлиненным отверстием диам. 12х18 мм.
Открытые сварные соединения в зонах (1).
Открытые сварные соединения в зоне (2).
Снимите дверную стойку.
Схема №345
Подготовка новой части:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному креплению.
Ремонтный этап 2:
Отрегулируйте новую опорную балку для подгонки и закрепления.
Установить одиннадцать 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
В зонах (1) установить три диаметром 6,7 мм. отверстия под глухие заклепки.
Снова удалите все новые детали. Отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Установка дверной стойки:
Нанести герметик на акустические отбойники полости в зонах (1). См. разделы УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) и УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ (НЕ РАСШИРЕННАЯ).
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления и сварите.
Выполнить сварку в АРМАТУРНЫХ ЛИСТАХ на всех секционных срезах.
Схема №346
Ремонтный этап 2:
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Установить опорную обойму и заклепку глухими заклепками Н1 (1).
Кронштейн опоры заклепок с глухими заклепками Н1 (1).
После затвердевания клея в зоне (1) установите «EMC SCREW»(№ 296589-S32989085912013122300000).
41 21 600 Замена левой C-образной стойки (боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Боковая рама, наружная (1)
- Удлинение, боковая панель (2)
- Опора, C-образная опора (3)
Схема №347
Схема №348
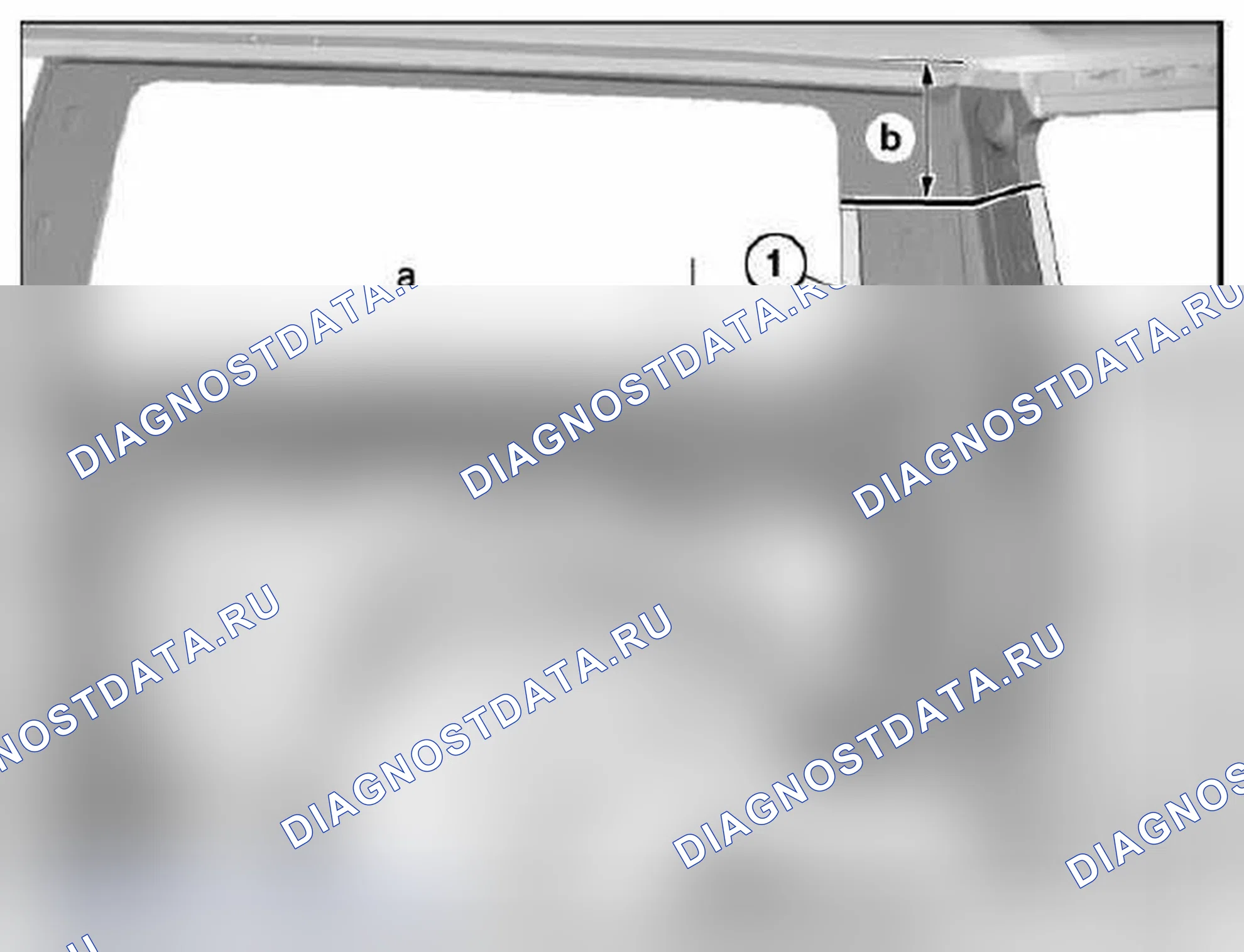
Разметить линии реза по заданным размерам и вырезать.
| ВАЖНО: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Измерение a = приблизительно 800 мм после заднего края B-образной стойки.
Измерение b = приблизительно 150 мм от края крыши.
Открытые сварные соединения в зонах (1).
Установка:
- Нанесите клей из оконного стекла на АКУСТИЧЕСКУЮ ПЕРЕГОРОДКУ ПОЛОСТИ (2).
- Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Открытые сварные соединения в зоне (1).
Схема №349

Открытые сварные соединения в зоне (1).
Снять секцию С-образной стойки.
Схема №350

Установка:
Дополнительно приварите новые компоненты в зонах (1).
Схема №351
Подготовка новой части:
Разметить новую деталь в соответствии с разделительными разрезами на транспортном средстве и вырезать.
Регулировка новых деталей под посадку с помощью рихтовочного крепления или универсального крепления.
41 21 940 Частичная замена левой C-образной стойки (боковая панель удалена)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- Опора, C-образная опора (1)
- Усиливающая пластина (2)
- C-образная стойка, нижняя внутренняя (3)
- Удлинение, боковая панель (4)
Схема №352
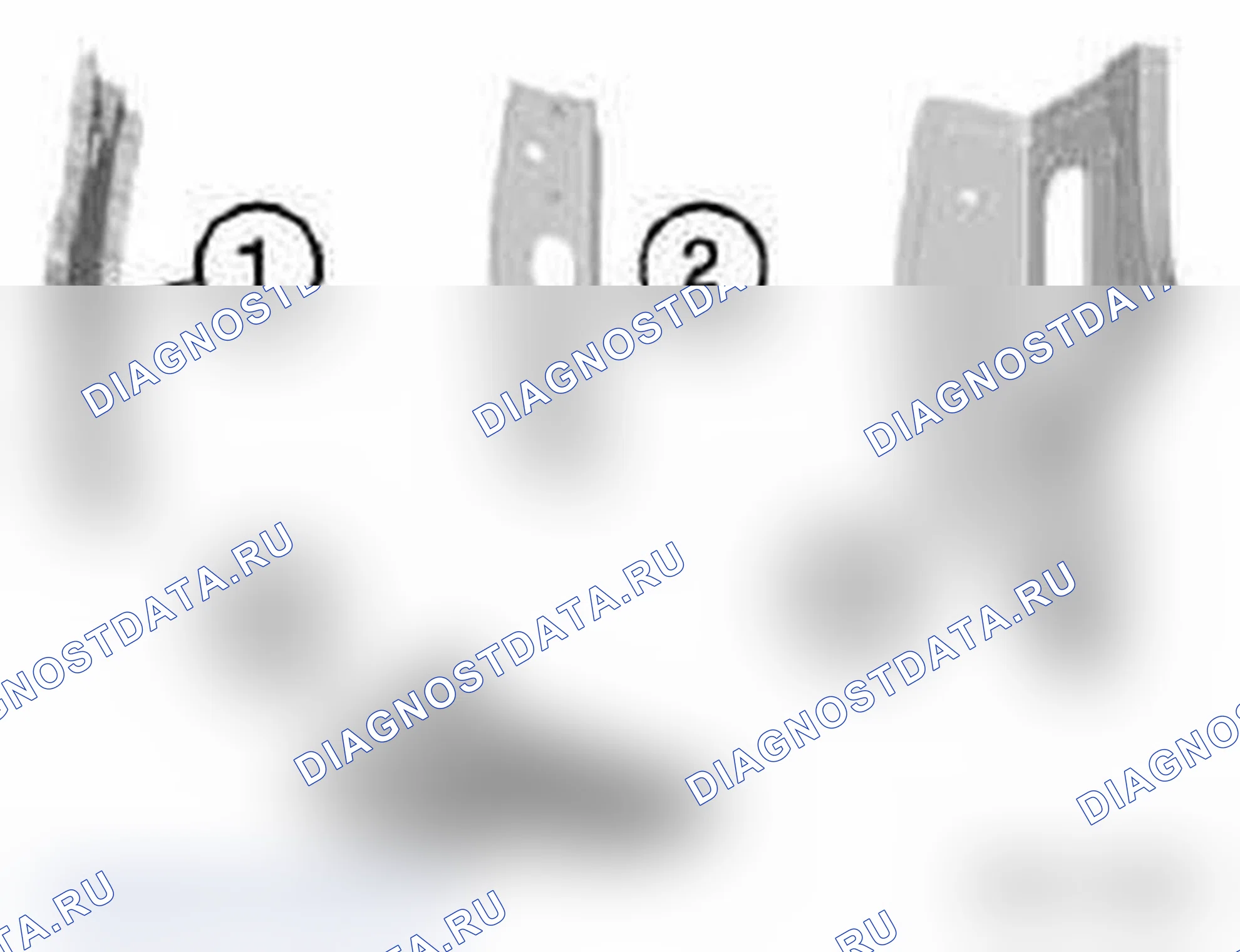
Открытые сварные соединения в зоне (1).
Схема №353
Открытые сварные соединения в зонах (1).
Схема №354
Открытые сварные соединения в зоне (1).
Открытые сварные соединения в зоне (1).
Снять секцию С-образной стойки.
Установка:
Первая пластина усиления сварного шва (1) и С-образная стойка (2).
Схема №355
Установка:
Дополнительно приварите новые компоненты в зонах (1).
Схема №356
Подготовка новой части:
Регулировка новых деталей под посадку с помощью рихтовочного крепления или универсального крепления.
41 31... Дополнительные отверстия под рейлинги в наружной обшивке крыши
Прочитайте содержание «кузов, GENERAL»(см.-296589-S38425307832013122300000).
Соблюдайте процедуру REPAIR STAGE 1
При замене наружной обшивки крыши монтажные отверстия под рейлинги крыши необходимо просверлить дополнительно.
Отрегулируйте наружную обшивку крыши по размеру и надежности.
Через наружную обшивку крыши просверлите по 5 отверстий на сторону снизу.
Диаметр шурфов 6 мм.
Если возможно, просверлите скважины через центр углублений (1) в складной верхней дуге (2).
Схема №357
 Войти
Войти
Проверить, расположены ли буровые скважины по центру над выемками в складных верхних носовых частях. Доработка при необходимости.
Подогнать рейлинги крыши по наружной обшивке крыши.
Проверьте, все ли резьбовые болты рейлингов на крыше соответствуют отверстиям в стволе скважины.
При необходимости слегка доработать расточки до тех пор, пока все 5 резьбовых болтов не пройдут сквозь наружную обшивку крыши.
Разметить диаметр для увеличения отверстий (1).
Снимите рейлинги крыши.
Схема №358

Увеличьте отверстия согласно метке (1).
Диаметр скважин:
- Минимум 22 мм
- Не более 23 мм
ПримечаниеЕсли диаметр отверстия слишком мал, это может привести к скрипящему шуму. Если диаметр слишком большой, это приводит к протечкам!
Для проверки установите рейлинги на наружную обшивку крыши.
Отверстия для удаления заусенцев.
Схема №359
41 31 000 Замена наружной обшивки крыши (обычная крыша)
Обратитесь к разделу НАРУЖНАЯ ОБШИВКА КРЫШИ СО СКОЛЬЗЯЩИМ/НАКЛОННЫМ ЛЮКОМ за описанием процедуры и перенесите схематично на автомобиль.
Установка наружной обшивки крыши:
Нанесите герметик в местах (1) аналогично серии.
Схема №360
 Войти
Войти
41 31 001 Замена наружной обшивки крыши (исполнение со скользящим/наклонным люком)
Необходимые специальные инструменты:
- 41 3 010
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
После завершения работы:
Удалите излишки клея во всей клеевой области.
| ВАЖНО: | Не используйте чистящие средства, содержащие растворители. |
|---|
Уплотнить клеевой участок герметиком Д1.
Провести испытание на герметичность всего транспортного средства.
Требуются следующие новые части кузова:
Схема №361
- Наружная обшивка крыши, панорамный люк (см. «1» на иллюстрации)
Удаление наружной обшивки крыши:
Открытые места сварки на участках (1).
Открытые сварные швы в зонах (2).
Зачистить открытый паяный шов в зоне (3).
Схема №362
Открытые места сварки в зоне (1).
Схема №363
Открытые клеевые соединения в зоне (1).
Снять наружную обшивку крыши.
Схема №364

Подготовка новой части:
Следуйте процедуре для автомобилей с РЕЙЛИНГАМИ НА КРЫШЕ!
Обрежьте все четыре усиления стойки крыши (1) вдоль линий (2).
| ВАЖНО: | Не закрывайте крышу наружной обшивкой (3). |
|---|
Схема №365
Работа описана с левой стороны. Правая сторона идентична.
Отрегулируйте наружную обшивку крыши по размеру и надежности.
Установите два отверстия Ø 4,2 мм под глухие заклепки в зонах (1).
Снова удалить новую деталь и удалить заусенцы из отверстий.
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Схема №366
Установка наружной обшивки крыши:
Очистите все склеиваемые поверхности чистящим средством R1.
Нанесите клей на участки (1) и (2).
Схема №367
Нанесите клей на участки (1).
Схема №368

Нанести герметик D1 в зонах (1) так же, как в серийном стандарте.
Схема №369

Работа описана с левой стороны.
Правая сторона идентична. Монтаж наружной обшивки крыши и заклепки производить глухими заклепками (1).
Схема №370
В зоне (1) заклепать наружную обшивку крыши 7 пробивными заклепками.
Схема №371
В зоне (1) заклепать наружную обшивку крыши 11 пробивными заклепками.
Схема №372
В зоне (1) заклепать наружную обшивку крыши 8 пробивными заклепками Н4.
Удалите излишки клея.
| ВАЖНО: | Не используйте чистящие средства, содержащие растворители. |
|---|
Места склеивания и глухие заклепки уплотнить герметиком.
| ВАЖНО: | Для достижения требуемого поведения потока пены в полости требуется температура картриджа приблизительно от 65 ° С до 70 ° С. |
|---|
| ПРЕДУПРЕЖДЕНИЕ: | Риск ошпаривания! |
|---|
Уложить 2 картриджа в термостойкий контейнер и взвесить.
Заполнение емкости примерно 3 литрами кипящей воды.
Вставьте картриджи примерно на 30 минут.
Вставьте нагретый картридж с клеем незадолго до обработки в патронный пистолет 41 3 010, снимите колпачок и дайте обоим компонентам всплыть. Равномерно протрите клеевые компоненты и присоедините новую смесительную трубку.
Наконечник указателя уровня заполнения (1) показывает текущее положение плунжера.
Для оптимального перемешивания компонентов дать возможность конструкционной пене всплыть до маркировки (2) и утилизировать.
Схема №373
Залейте пеной все 4 участка усилений стойки крыши.
(1) Резьбовые вставки
Начиная с передней левой, заполните квадратные отверстия (2) 75 мл структурной пены каждое.
При этом удерживайте смесительную трубку под углом около 30 °.
Сразу после нанесения пены запрессуйте расширительные гайки в квадратные отверстия.
Повторите процедуру с правой стороны автомобиля со вторым картриджем.
Эксплуатационная прочность автомобиля достигается через 24 часа.
Схема №374
После затвердевания клея установите два EMC SCREW в зону (1).
41 31 001 Вскрышные работы - Замена наружной обшивки крыши (исполнение со скользящим/наклонным люком)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Демонтаж и монтаж кровли
- Снять панорамную стеклянную крышу
- Снять и установить ветровое стекло
- Снимите заднюю накладку крыши
- Снять отделку на столбе крыши слева и справа
- Удаление полосы отделки крыши слева и справа
- Снимите левое боковое окно
- Снимите правое боковое окно
- Удаление кровельной антенны
- Отпустить разъемную дверцу
- Примечание: Осторожно освободите соединения жгута проводов на наружной обшивке крыши с помощью воздуходувки горячего воздуха.
41 32 000 Замена левой или правой панели капота (частичная замена перед подсоединением крыши)
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
ПримечаниеНа рисунке показано R56.
Требуются следующие новые части кузова:
- Боковая рама, наружная
Схема №375
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. Водосточная труба крыши панорамы расположена за разделительными вырезами а и б. |
|---|
Разметить разделительный срез в соответствии с размером и вырезом.
Размер a = 60 мм ниже диаметра отверстия. 8 мм.
Размер b = 50 мм над отверстием диам. 8 мм.
Открытые сварные соединения в зонах (1).
Схема №376
| ВАЖНО: | Через отверстие в панели капота снять полостную акустическую перегородку под вырезом 1. |
|---|
Установка:
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Выполнить сварку в АРМАТУРНЫХ ЛИСТАХ на срезах.
Схема №377
Установка:
Через отверстие (1) во внутренней стойке «А» нанести «ref-296589-S40139125882008082700000».
Схема №378
41 33... Демонтаж и монтаж комплектной передней панели (для демонтажа двигателя)
Необходимые специальные инструменты:
- 00 2 272
- 17 2 050
Необходимые предварительные задачи:
- Слив СОЖ
- Демонтировать РАСШИРИТЕЛЬ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
- Снимите насосы омывателя. См. НАСОС ОМЫВАТЕЛЯ ВЕТРОВОГО СТЕКЛА и НАСОС ОМЫВАТЕЛЯ ФАР.
- Переведите переднюю панель в положение СБОРКА
- Слив из КОНДИЦИОНЕРА
Освободите специальным инструментом 17 2 050 пружинные ленточные хомуты обоих рукавов охлаждающей жидкости 1 и отсоедините рукава охлаждающей жидкости 1.
Отсоедините штепсельное соединение 2.
Только N14:
Отпустите хомут 3 и отсоедините шланг для турбонагнетателя.
Схема №379
Версия с кондиционером:
Отверните винты 1.
Отсоедините линии хладагента (2).
Установка:
Замените уплотнительные кольца и смочите маслом хладагента.
Захват линий хладагента при затяжке винтов.
Момент затяжки 64 53 5AZ
Схема №380
Отверните винты 2.
Снимите специальный инструмент 00 2 272.
Потяните переднюю панель (1) дальше в сторону передней и обратите внимание на дополнительные штекерные соединения, кабели и линии.
При необходимости отсоедините штепсельные соединения, кабели и линии и снимите переднюю панель (1) с помощью 2-го лица.
Установка:
Чтобы убедиться, что передняя панель (1) установлена правильно, сдвиньте панель влево и вправо равномерно по направлению назад.
С помощью второго человека сдвиньте переднюю панель в положение и закрепите.
При установке обращайте внимание на удержание язычков на фаре.
Схема №381

41 33 040 Замена передней стенки
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Графики представляют собой схематические представления и должны применяться к соответствующему типу транспортного средства.
Требуются следующие новые части кузова:
- Запорный мост 1
- Передняя панель (2)
Схема №382
Отверните винты 1 с обеих сторон транспортного средства.
Момент затяжки 51 11 7AZ
Отверните винты 2 с обеих сторон транспортного средства.
Момент затяжки 41 33 4AZ
Схема №383
41 33 600 Перемещение передней панели в монтажное положение
Необходимые специальные инструменты:
- 00 2 271
- 00 2 272
Необходимые предварительные задачи:
- Снять ОТДЕЛКУ С ПЕРЕДНЕЙ РЕШЕТКИ.
- Снимите КРЫШКУ ПАНЕЛИ БАМПЕРА слева/справа.
- Снимите ЦЕНТРАЛЬНУЮ КРЫШКУ.
- Отпустите кнопку передний WHEEL ARCH TRIM крышка на бампере.
Отпустите зажимы (1) слева/справа.
Примечание по установке:
При необходимости замените неисправные зажимы 1.
Схема №384
Освободите держатель кабеля 1.
Отсоедините штепсельные соединения (2) на компрессоре переменного тока.
Отверните винты 3.
Момент затяжки 51 11 4AZ
Схема №385
Отверните винты 2.
Момент затяжки 51 11 4AZ
Исполнение с системой омывателя фар:
Отсоедините штепсельное соединение (1) на насосе омывателя.
Схема №386
Отпустите винт (1) на боковой панели влево/вправо.
Схема №387
Версия с кондиционером:
Отсоедините линию хладагента (1) от держателя (2).
Схема №388
Отпустите винт 1 и положите расширительный бачок 2 в одну сторону.
Отсоедините пыльник 3 от поводка замка 4.
Схема №389

Откройте муфту (1) и отсоедините кабель Боудена (2).
Отвинтите винты (3 и 4).
Момент затяжки 51 11 7AZ
Примечание по установке:
При монтаже наконечник фары под винт 4 не должен упираться в лицевую панель.
Схема №390
Отсоедините штепсельное соединение 1.
Отвинтите винты (4 и 5).
Момент затяжки 51 11 7AZ
Только COOPER S:
Отпустите хомут 2 и отсоедините воздуховод 3.
Примечание по установке:
При монтаже наконечник фары под винт 5 не должен упираться в лицевую панель.
Схема №391
Вставьте специальный инструмент 00 2 271 слева и справа в гильзу (1).
При необходимости поверните специальный инструмент 00 2 271 до тех пор, пока винт не будет вставлен, и затяните его.
Отвинтите гайки 2.
Момент затяжки 51 11 3AZ
Примечание по установке:
Демонтаж специального инструмента 00 2 271 производите только при полностью установленной передней панели.
Схема №392
Потяните переднюю панель (1) приблизительно на 10 см вперед и при необходимости обратите внимание на другие держатели кабеля.
Вставьте специальный инструмент 00 2 272 слева и справа.
Примечание по установке:
Чтобы убедиться, что передняя панель (1) установлена правильно, сдвиньте панель влево и вправо равномерно по направлению назад.
С помощью второго человека сдвиньте переднюю панель в положение и закрепите.
При установке обращайте внимание на удержание язычков на фаре.
Схема №393
Примечание по установке:
Отрегулируйте ФАРА.
41 33 695 Демонтаж и монтаж моста шлюза
Необходимые предварительные задачи:
- Ослабьте ТРОС ЗАМКОВ ОТСЕКА ДВИГАТЕЛЯ на муфте.
- Ослабить винтовые соединения для фар. См. ГАЛОГЕННЫЕ ФАРЫ или КСЕНОНОВЫЕ ФАРЫ.
- Ослабьте винтовые соединения замка моторного отсека. См. ЛЕВАЯ СТОРОНА и ПРАВАЯ СТОРОНА.
- Ослабьте верхнюю часть ЦЕНТРАЛЬНОЙ ДЕКОРАТИВНОЙ РЕШЕТКИ
Отверните винты 1.
Момент затяжки 51 11 7AZ
Отвинтите винты (2 и 3).
Схема №394
Отпустите зажим (1).
Отверните винты 2.
Момент затяжки 51 11 7AZ
Отпустите винты 3 и выведите мост замка 4 в сторону переднего.
Схема №395
41 34 037 Замена внешней секции хвостовой панели
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру для ЭТАПА 2 РЕМОНТА!
Требуются следующие новые части кузова:
- Задняя отделка, наружная обшивка (1)
Демонтаж задней панели триммера:
Открыть паяное соединение в зонах (1) зачисткой.
Открытые сварные соединения в зоне (2).
Снимите заднюю накладку.
Схема №396
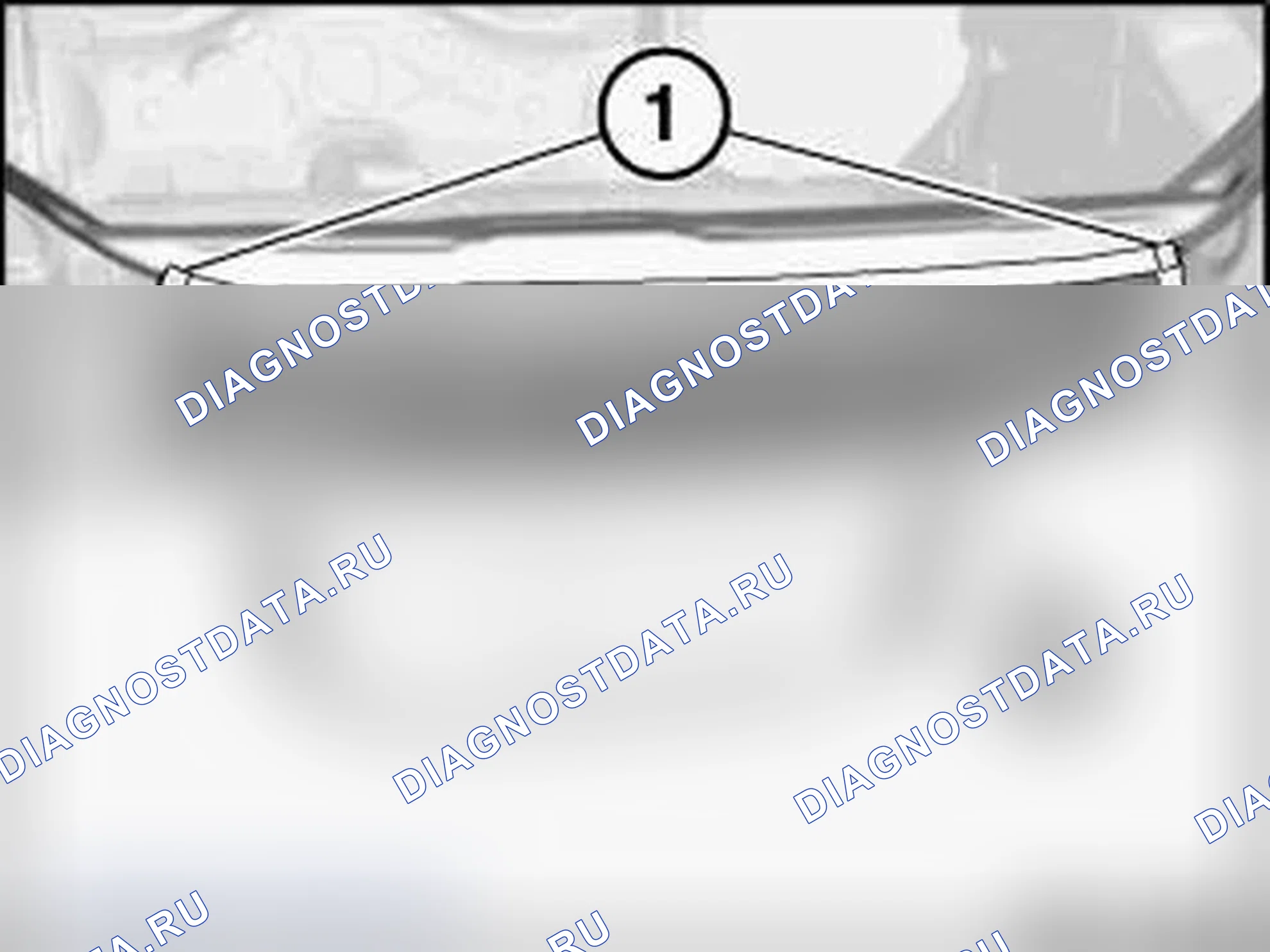
Подготовка новой детали:
Открытые сварные соединения в зонах (1).
Снимите пластины 2.
Схема №397
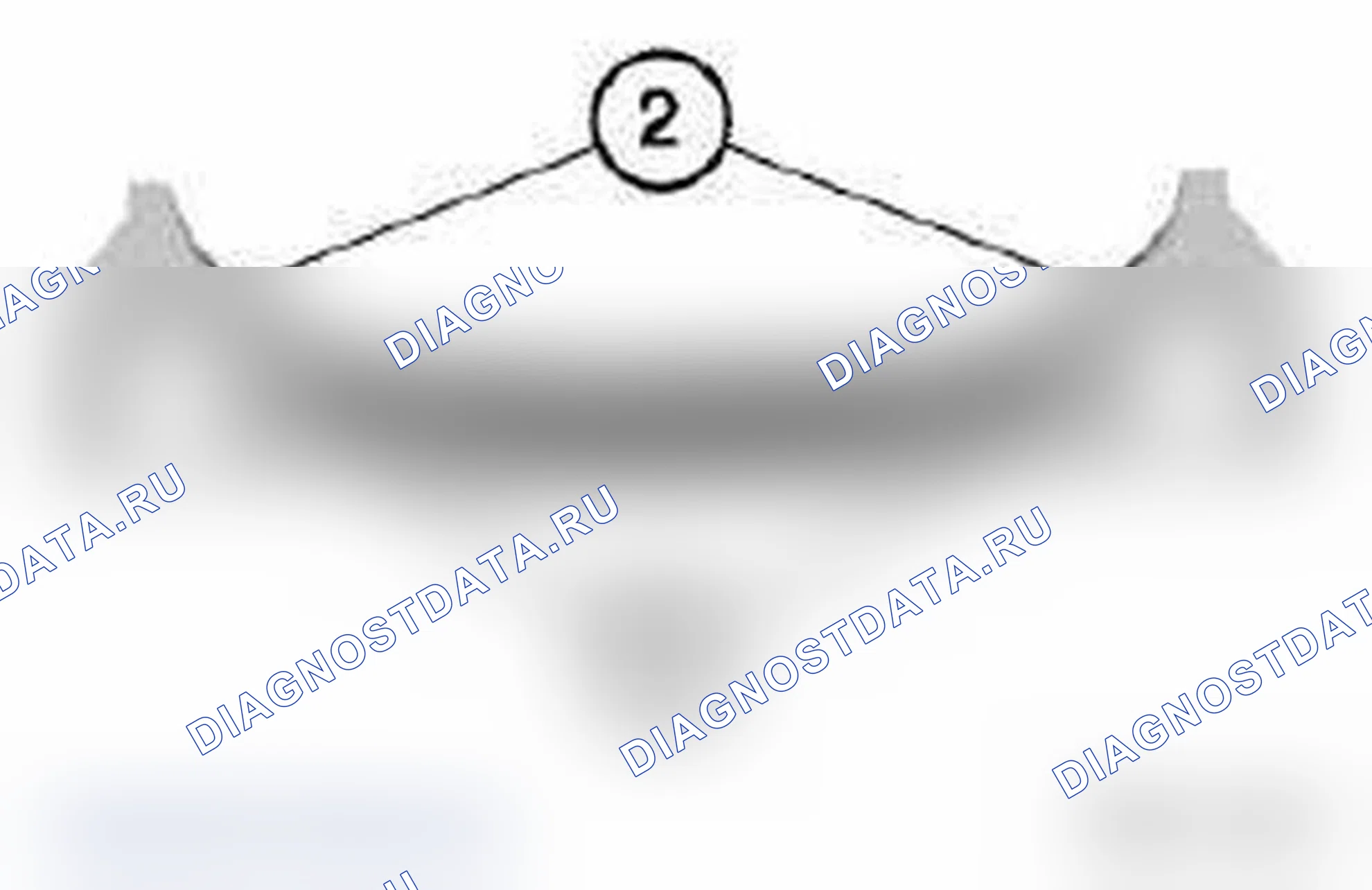
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить одиннадцать диам. 4,2 мм отверстия под глухие заклепки в зоне 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
Схема №398
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Установка задней панели триммера:
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клей на склеиваемые поверхности 1.
Схема №399
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
ПримечаниеПосле затвердевания клея: Установите EMC-винт в центр клеевого фланца (1).
Схема №400
В зоне (1) заклепать заднюю панель дифферента 8 пробивными заклепками Н4.
Схема №401
41 34 037 Зачистка - Замена внешней секции хвостовой панели
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера
- Снимите держатель бампера
- Снять центральную направляющую
- Снять направляющую для бампера слева и справа
- Триммер верхней хвостовой панели
- Отпустить разъемную дверцу
41 34 041 Замена хвостовой панели
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру для ЭТАПА 2 РЕМОНТА!
Требуются следующие новые части кузова:
- Задняя отделка, внутренняя (1)
- Задняя отделка, наружная обшивка (2)
Схема №402
Демонтаж задней панели триммера:
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
Вырежьте только наружную металлическую панель.
Открытые сварные соединения в зонах (2).
Схема №403
Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Грубо срезать арматуру С-образной стойки по линии (2).
Снимите пластину 3.
Схема №404

Открытые сварные соединения в зоне (1).
Снимите заднюю накладку.
Схема №405

Подготовка новой детали:
Разметить разделительный разрез (1) и вырезать.
Отрегулируйте внутреннюю заднюю панель отделки и заднюю панель отделки наружной обшивки крыши, чтобы подогнать и закрепить.
Схема №406
Установить одиннадцать диам. 4,2 мм отверстия под глухие заклепки в зоне 1.
Схема №407
Установить 9 диаметром 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новые детали и отверстия для удаления заусенцев.
Схема №408
Загнуть клеевые фланцы (1) приблизительно на 30 ° внутрь.
ПримечаниеНаносить клей на эти клеевые фланцы следует только после установки задней панели отделки.
Схема №409
| ВАЖНО: | Запрещается зачистка новых деталей и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели триммера
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5b клея на склеиваемые поверхности 1.
Схема №410
Установите заднюю панель отделки и заклепку глухими заклепками (1).
ПримечаниеПри вставке задней панели отделки убедитесь, что на склеиваемых поверхностях достаточно клея. Нанесите клей на клеевые фланцы 2. Отогните назад клеевые фланцы и заклепку глухими заклепками (2).
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5b клея на склеиваемые поверхности 1.
Схема №411

Установите заднюю панель отделки и заклепку глухими заклепками (1).
Схема №412
В зоне (1) заклепать заднюю панель 14 пробивными заклепками.
Схема №413
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки.
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! |
|---|
После затвердевания клея в зоне (1) установите «EMC SCREW»(№ 296589-S32989085912013122300000).
Схема №414
41 34 041 Зачистка - Замена хвостовой панели
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера
- Снимите держатель бампера
- Снять центральную направляющую
- Снять направляющую для бампера слева и справа
- Снимите панель отделки пола багажного отделения
- Триммер верхней хвостовой панели
- Снять и установить левую и правую панели колесных арок багажного отделения
- Отпустить разъемную дверцу
41 35 000 Снятие и установка/замена боковой панелей, передней левой или правой
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
| Внимание: | Не повреждайте прилегающие части кузова. |
|---|
На графике представлен внутренний вид передней боковой панели с держателями.
Отверните винты.
Момент затяжки 41 35 1AZ
Схема №415
41 35 105 Замена задней левой боковой панелей
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру для ЭТАПА 2 РЕМОНТА!
Требуются следующие новые части кузова:
- Задняя боковая стенка (1)
Схема №416
Удаление боковой стенки:
Открытые сварные соединения в зонах (1).
Открыть паяные соединения в зонах (2) зачисткой.
Нагрейте уплотнение полости (4) с помощью вентилятора горячего воздуха и отсоедините от боковой панели.
Снимите боковую панель.
Схема №417
Подготовка новой части:
Отрегулируйте боковую панель и закрепите.
В зонах (1) установить 7 диаметром 4,2 мм. отверстия под глухие заклепки.
Схема №418
Установить три отверстия диаметром 4,2 мм отверстия под глухие заклепки в зоне 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
| Внимание: | Обратите внимание на шарнирное крепление на разъемной двери. |
|---|
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Схема №419
Установка боковой стенки:
Очистите все склеиваемые поверхности (1) на новой детали и на автомобиле чистящим средством R1!
Нанесите клей на склеиваемые поверхности.
Схема №420
Нанесите герметик на уплотнение полости 1.
Схема №421
Установите боковую панель и заклепку глухими заклепками (1).
Схема №422
Заклепать боковую панель в зоне (1) глухими заклепками.
В местах (1) - (3) заклепать боковую панель пробивными заклепками.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 6 |
| 3 | 6 |
Схема №423
После завершения работы:
Удалите излишки клея во всей клеевой области.
| ВАЖНО: | Не используйте чистящие средства, содержащие растворители. |
|---|
Уплотнить клеевой участок герметиком Д1.
Установите EMC SCREW после затвердевания клея в области (1).
Схема №424
41 35 105 Зачистка - замена задней левой боковой панелей
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снять спинку заднего сиденья, справа
- Снять правое заднее сиденье
- Снимите панель отделки для стойки двери, справа
- Снимите заднюю обивка, справа
- Снять крышку стойки крыши (C-образная стойка), задняя правая
- Снимите заднее боковое стекло, справа
- Снимите панель для крышки на правом боковом элементе
- Частично отсоединить защиту края для обеих правых дверей
- Снять обивка полки хранения
- Снять панель колесной арки багажного отсека
- Снять правую крышку колесной ниши
- Снять обрезку правой колесной дуги
- Снимите правую разъемную дверцу
- Снять петлю правой разъемной створки
- Снять накладку бампера
- Снять направляющую для бампера справа
- Снимите дверь клуба
- Снять верхнюю петлю для двери клуба
41 35 115 Замена задней правой боковой панелей
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Убрать транспортное средство. См. ВСКРЫШНЫЕ РАБОТЫ.
Соблюдайте процедуру для ЭТАПА 2 РЕМОНТА!
Требуются следующие новые части кузова:
- Боковая панель, задняя (1)
Схема №425
Удаление боковой стенки:
Открытые сварные соединения в зонах (1).
Снимите боковую панель 2.
Схема №426
Подготовка новой части:
Отрегулируйте боковую панель и закрепите.
В зонах (1) - (4) установить диаметр 4,2 мм. отверстия под глухие заклепки.
Размер a = 67 мм от края компонента стойки B.
| Внимание: | В зоне (1) учитывайте последующую фиксацию разъемной дверной петли. |
|---|
| Область | Число |
|---|---|
| 1 | 3 |
| 2 | 1 |
| 3 | 1 |
| 4 | 5 |
Снова удалить новую деталь и удалить заусенцы из отверстий.
Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации.
Схема №427
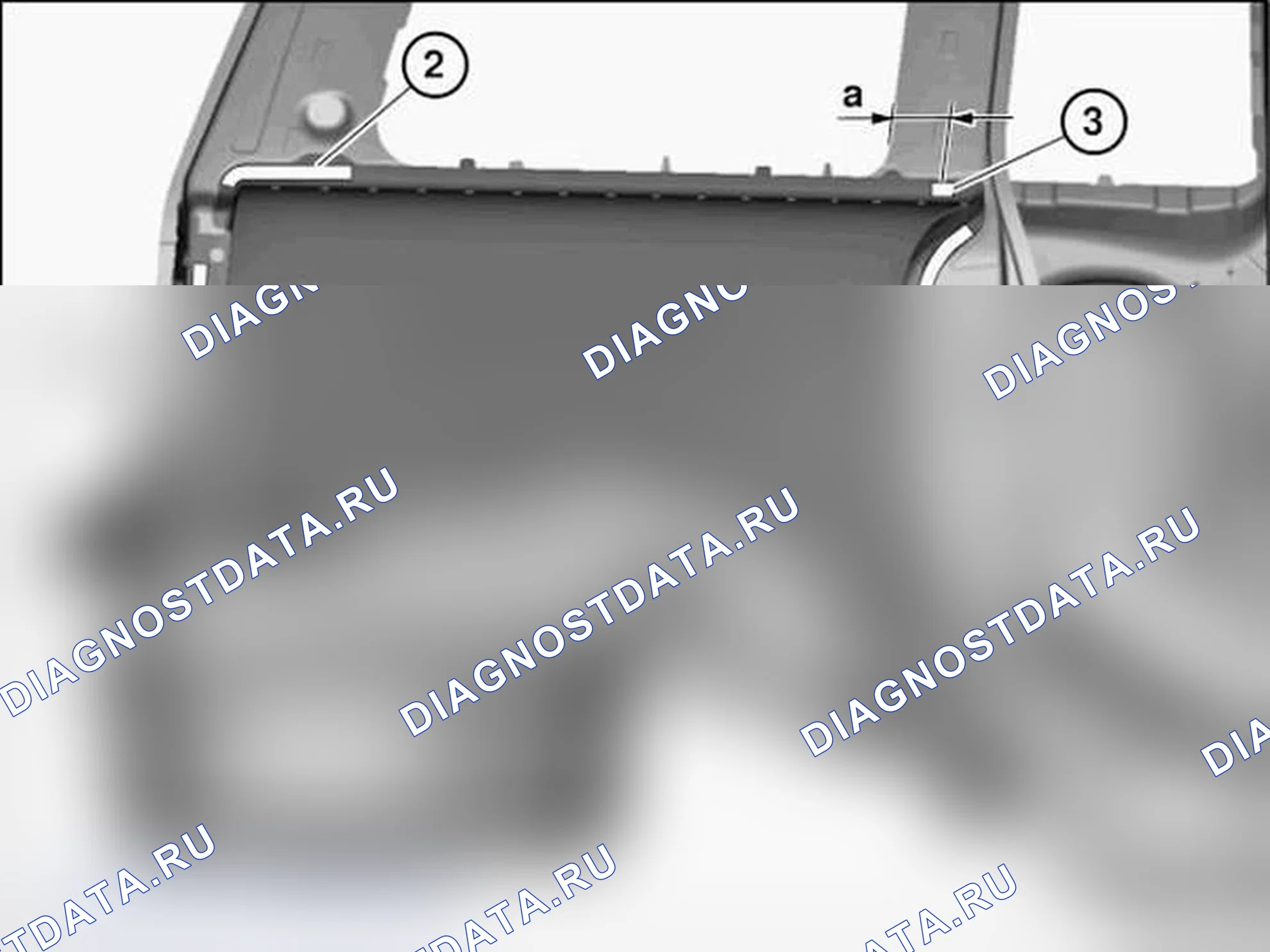
Установка боковой стенки:
Очистите все склеиваемые поверхности (1) на новой детали и на автомобиле чистящим средством R1!
Нанесите клей на склеиваемые поверхности.
Установите боковую панель и заклепку глухими заклепками (1).
В местах 1 и 2 заклепать боковую панель пробивными заклепками.
| Область | Число |
|---|---|
| 1 | 5 |
| 2 | 10 |
Схема №428
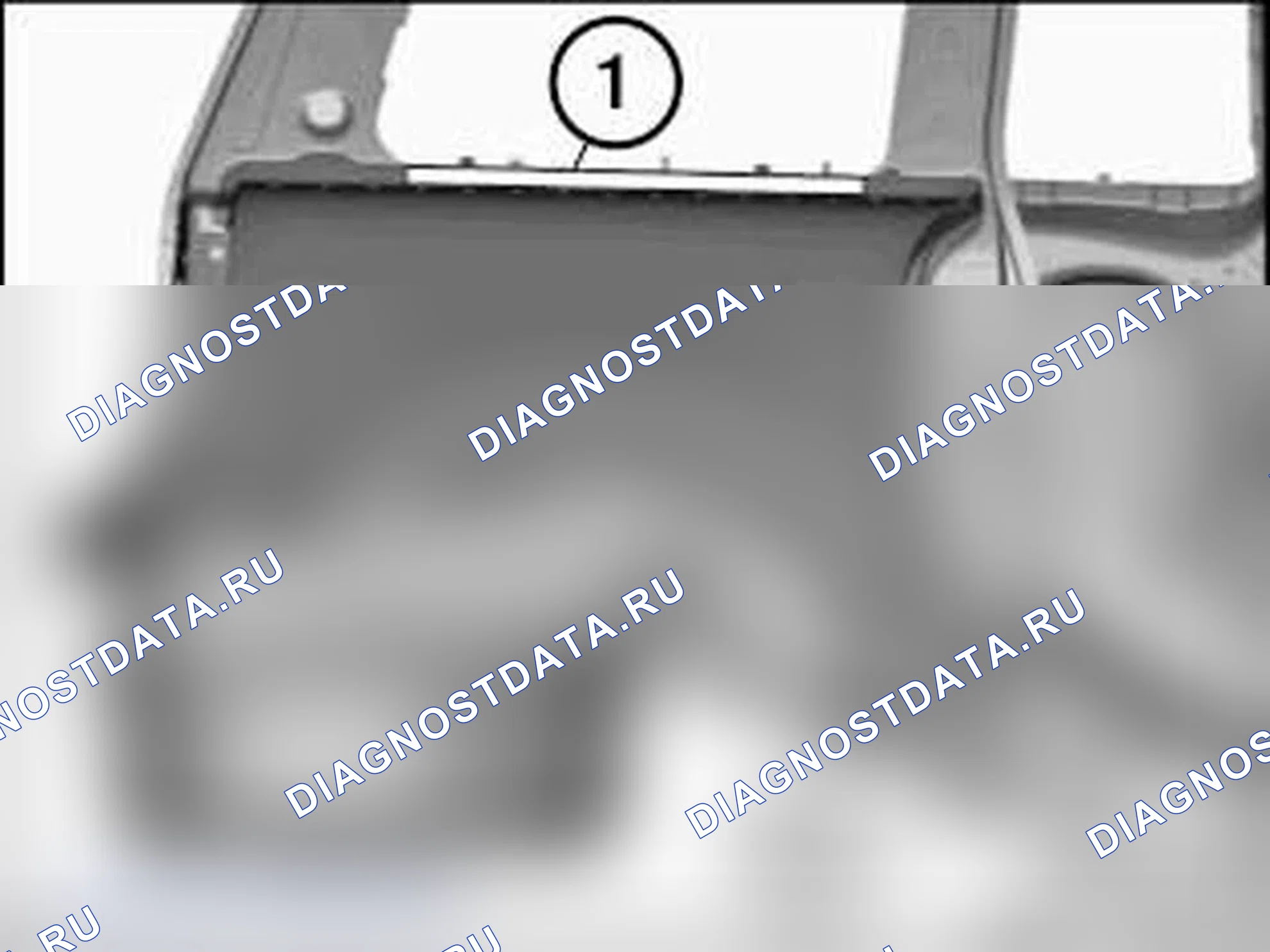
После завершения работы:
Удалите излишки клея во всей клеевой области.
| ВАЖНО: | Не используйте чистящие средства, содержащие растворители. |
|---|
Уплотнить клеевой участок герметиком Д1.
Установите EMC SCREW после затвердевания клея в области (1).
Схема №429
41 35 115 Зачистка - замена задней правой боковой панелей
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание.
Следующий список в основном представляет последовательность удаления.
- Снять спинку заднего сиденья, справа
- Снять правое заднее сиденье
- Снимите панель отделки для стойки двери, справа
- Снимите заднюю обивка, справа
- Снять крышку стойки крыши (C-образная стойка), задняя правая
- Снимите заднее боковое стекло, справа
- Снимите панель для крышки на правом боковом элементе
- Частично отсоединить защиту края для обеих правых дверей
- Снять обивка полки хранения
- Снять панель колесной арки багажного отсека
- Снять правую крышку колесной ниши
- Снять обрезку правой колесной дуги
- Снимите правую разъемную дверцу
- Снять петлю правой разъемной створки
- Снять накладку бампера
- Снять направляющую для бампера справа
- Снимите дверь клуба
- Снять верхнюю петлю для двери клуба
41 5.... Створка регулировочная
| Внимание: | Не повреждайте прилегающие части кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. Более обширные дополнительные работы могут привести к повреждению наружной поверхности двери или вызвать шум ветра. |
|---|
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Для правильной регулировки дверь должна быть снабжена всеми деталями крепления.
Регулировка привинченных частей кузова сзади вперед.
При закрытой двери ударник замка не должен касаться дверного замка или царапаться о него. Берегись царапин.
Ослабьте фиксатор ударника, при необходимости снимите.
Ослабьте гайки (1) до тех пор, пока дверь не будет перемещена.
Момент затяжки 41 51 2AZ
Схема №430
Схема №431
Отрегулировать дверь в боковом направлении (Y), установив регулировочные прокладки.
Примечание по установке:
Для предварительной установки новой детали перенесите количество регулировочных прокладок с поврежденной двери.
Отрегулировать дверь продольно (X) и вертикально (Z).
Проверьте, чтобы прилегающие части тела были заподлицо по высоте, и при необходимости исправьте.
ПримечаниеНа регулировку двери по высоте не должен влиять фиксатор замка. При необходимости отрегулируйте ударник замка.
Схема №432
Регулировочный фиксатор:
Ослабьте винты (1) до тех пор, пока фиксатор не будет перемещен.
Сдвиньте фиксатор замка в сторону, чтобы отрегулировать переход между дверью и задней боковой панелью.
Момент затяжки 51 21 2AZ
Схема №433
После настройки:
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
41 51 080 Снятие и установка двери
| ВАЖНО: | Не повреждайте прилегающие части кузова. |
|---|
Откройте дверь.
Отпустите винт на раме соединителя.
Входная дверь:
Момент затяжки 41 51 3AZ
Схема №434
ПримечаниеНе закрывайте дверь.
Отпустите винт на фиксаторе двери.
Момент затяжки 51 21 6AZ
| ВАЖНО: | Предохраните дверь от выпадения. |
|---|
Отверните винты 1 и вытащите из петель.
Момент затяжки 41 51 1AZ
Схема №435
Вытащить штепсельное соединение из стойки двери, разблокировать, вытащив планку и отсоединить.
Откройте дверь, переместив ее вверх и поместив на подходящую поверхность.
Установка:
При необходимости ОТРЕГУЛИРУЙТЕ ДВЕРЬ.
Схема №436
41 5.... Заменить дверцу
| ВАЖНО: | По производственным соображениям балка бокового удара привинчивается только свободно. Затянуть винты балки бокового удара. |
|---|
41 52 022 Регулировка Clubdoor
| Внимание: | Не повреждайте прилегающие части кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. Более обширные дополнительные работы могут привести к повреждению наружной поверхности двери или вызвать шум ветра. |
|---|
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Для правильной регулировки дверь должна быть снабжена всеми деталями крепления.
Регулировка привинченных частей кузова сзади вперед.
При закрытой двери ударники замка не должны контактировать с замками двери и не должны чистить их щеткой. Берегись царапин.
Ослабьте фиксаторы бойков, при необходимости снимите.
Ослабьте гайки до тех пор, пока дверь все еще можно будет просто передвинуть.
Момент затяжки 41 52 2AZ
Схема №437
Отрегулировать дверь в продольном направлении (X), установив регулировочные прокладки (1).
Схема №438
Отрегулируйте дверь при переходе на боковую панель сбоку (Y) и вертикально (Z).
Установка:
Для предварительной установки новой детали перенесите количество регулировочных прокладок с поврежденной двери.
Проверьте, чтобы прилегающие части тела были заподлицо по высоте, и при необходимости исправьте.
Схема №439
ПримечаниеРегулировка в поперечном направлении (Y) в передней области двери осуществляется посредством верхнего и нижнего дверных фиксаторов (бойков). См. ВЕРХНИЙ ФИКСАТОР ЛЮКА (УДАРНИК) и НИЖНИЙ ФИКСАТОР ЛЮКА (УДАРНИК).
После установки:
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
- При необходимости ОТРЕГУЛИРУЙТЕ ПЕРЕДНЮЮ ДВЕРЬ.
41 52 060 Удаление и установка clubdoor
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
| ВАЖНО: | Не повреждайте прилегающие части кузова. |
|---|
Необходимые предварительные задачи:
- Отсоедините ОТРИЦАТЕЛЬНЫЙ ВЫВОД БАТАРЕИ.
- Снимите РЕМЕНЬ БЕЗОПАСНОСТИ.
- Снимите ДИНАМИК В CLUBDOOR.
- Отсоедините вилку для жгута проводов.
Освободите жгут проводов (1) и осторожно вытащите из двери.
Установка:
Убедитесь, что жгут проводов правильно установлен (водонепроницаемость).
ПримечаниеНе закрывайте дверь.
Отпустите винт 2 на фиксаторе створки.
Момент затяжки 51 22 4AZ
Схема №440
| ВАЖНО: | Предохраните дверь от выпадения. |
|---|
Отверните винты 3 и вытащите из петель.
Момент затяжки 41 52 1AZ
Снимите дверь.
Установка:
При необходимости выполните РЕГУЛИРОВКУ ДВЕРИ.
| ВАЖНО: | По производственным соображениям балка бокового удара привинчивается только свободно. Затянуть винты балки бокового удара. |
|---|
41 61 014 Регулировка крышки моторного отсека
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
При последующем перемещении шарниров неокрашенные поверхности становятся видимыми. Прикоснитесь к ним соответствующим цветом.
Не повреждайте прилегающие части кузова.
Пластмассовая головка стопорного винта не должна быть повреждена или отсутствовать, при необходимости замените шарнир крышки моторного отсека.
Стопорный винт предустановлен и не должен использоваться для регулировки крышки моторного отсека!
Схема №441
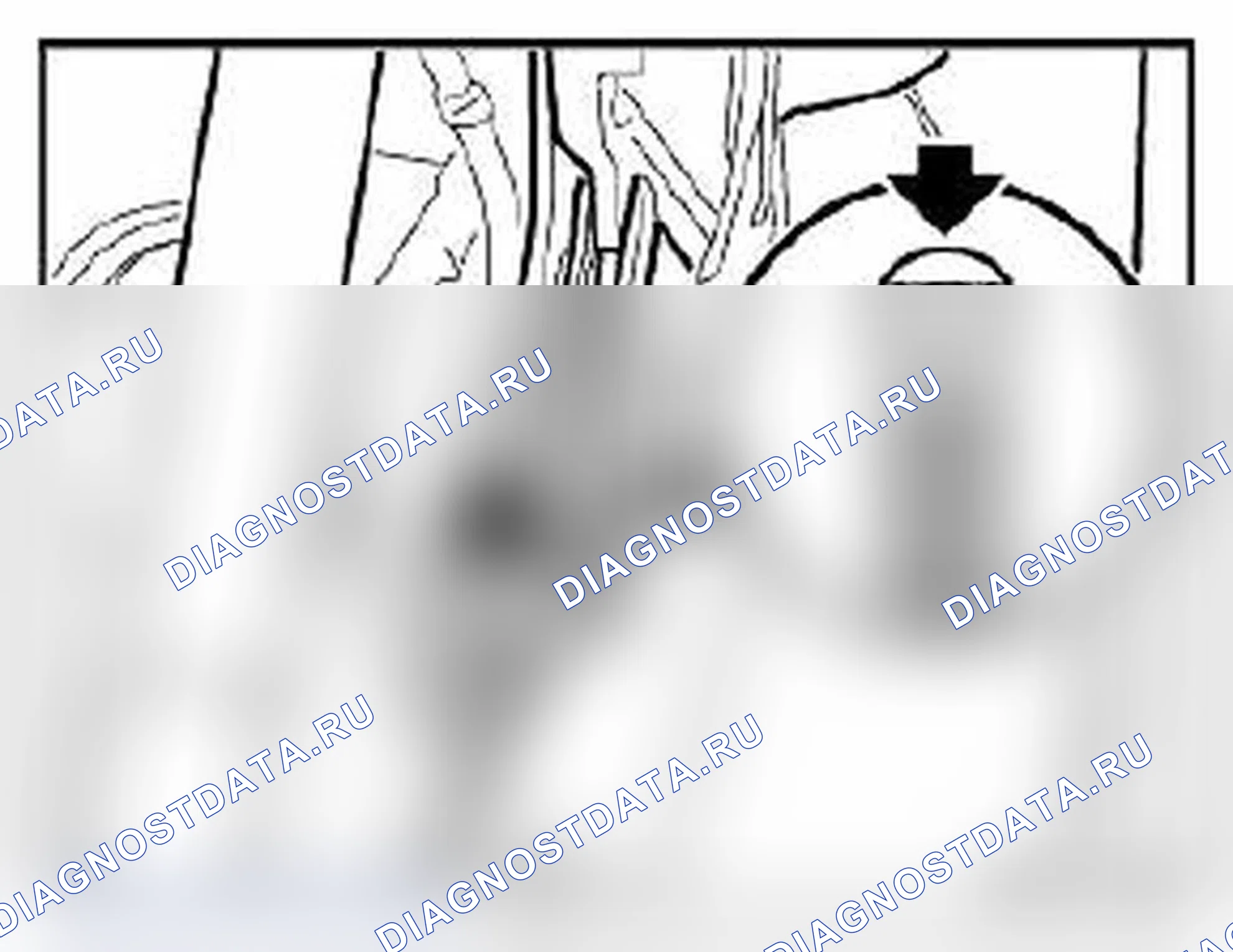 Войти
Войти
Ослабьте винты 1 и 2 на левом и правом шарнирах.
Крышка моторного отсека все равно должна просто иметь возможность перемещения. Отрегулируйте крышку моторного отсека сбоку и в продольном направлении.
Затяните винты после регулировки крышки моторного отсека.
Момент затяжки 41 61 1AZ
Если диапазон регулировки недостаточен, отпустите винты навески крышки моторного отсека на кузов и сдвиньте навеску.
Схема №442
Регулировка высоты на шарнире:
Ослабьте винты 1 и отрегулируйте петлю.
Момент затяжки 41 61 2AZ
Схема №443
Регулировка высоты у бойков:
Отпустите винт 1 и снимите крышку 2.
Отрегулируйте крышку моторного отсека вращением у ударника к передней панели.
Регулировка высоты капота/капота двигателя до боковой панели с помощью СТОП-БУФЕРОВ.
ПримечаниеКрышка моторного отсека правильно регулируется в передней секции за счет комбинации вытягивания бойков и нажатия на стопорные колодки.
Неправильная регулировка приводит либо к биению крышки моторного отсека, либо к вялой разблокировке.
| ВАЖНО: | Проверьте работу стопорного крюка. |
|---|
Схема №444
Примечание после установки:
- После регулировки крышки моторного отсека проверьте размер зазора между ФАРАМИ и крышкой моторного отсека и при необходимости отрегулируйте его.
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
- При необходимости отрегулируйте передние боковые панели.
41 61 000 Снятие и установка крышки моторного отсека
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Необходимые предварительные задачи:
- Отсоединить все кабельные разъемы
Ослабьте винты (1)
Отвинтите винты (2).
Момент затяжки 41 61 1AZ
Снять капот двигателя с помощью второго лица.
Установка:
Установите капот двигателя в местах расположения винтов на шарнир. Это избавляет от необходимости регулировки после установки.
Если это невозможно, отрегулируйте капот двигателя.
41 61 001 Замена крышки моторного отсека
Необходимые предварительные задачи:
- Снять КАПОТ ДВИГАТЕЛЯ
- Изменить SPRAY NOZZLE
- Изменить TRIM RINGS
- Модифицировать передние и задние полосы отделки. См. НАКЛАДКА ТРИММЕРА НА КРЫШКЕ ОТСЕКА ДВИГАТЕЛЯ и НАКЛАДКА ТРИММЕРА НА КРЫШКЕ ОТСЕКА ДВИГАТЕЛЯ (ПАНЕЛЬ КАПОТА).
- Доработать СТОПОРНЫЙ КРЮК и ударник
- Изменение шумоизоляции
Для автомобилей с электродвигателями:
| ПРЕДУПРЕЖДЕНИЕ: | На автомобиле могут возникать напряжения до 1000 В! Работы на высоковольтной системе могут проводиться только специально обученными электриками! Перед началом работ высоковольтная система должна быть полностью дезактивирована специально обученным электриком и защищена от несанкционированного перезапуска! Перед началом работ необходимо ознакомиться с инструкциями по технике безопасности при обращении с электромобилями! |
|---|
| ВАЖНО: | Не повреждайте наружную обшивку капота/капота. |
|---|
Перенесите рисунок отверстий на новую деталь в зонах (1) и вырежьте внутреннюю панель.
Покраска капота/капота.
Схема №445
41 62 010 Снятие и установка левого раздельного люка
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Необходимые предварительные задачи:
- Снимите ФОНАРЬ ЗАДНИЙ.
- Демонтировать СТОЙКУ ГАЗА.
Отпустите держатель 1 в направлении стрелки и осторожно вытяните.
Схема №446
Отсоедините обе вилки 1 и отсоедините вилку от держателя 2.
Схема №447

Освободите жгут проводов 1 от корпуса и осторожно выведите.
Установка:
Убедитесь, что жгут проводов правильно установлен (водонепроницаемость).
| ВАЖНО: | Предохраните дверь от выпадения. |
|---|
Отвернуть винты и вытащить из шарниров.
Момент затяжки 41 62 1AZ
Снимите дверь.
Установка:
При необходимости выполните РЕГУЛИРОВКУ ДВЕРИ.
Схема №448
41 62 018 Регулировка левого и правого Splitdoor по размеру
| Внимание: | Не повреждайте прилегающие части кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. |
|---|
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Splitdoor должен быть снабжен всеми крепежными деталями для правильной регулировки.
При закрытой двери ударник замка не должен касаться дверного замка или царапаться о него. Берегись царапин.
Ослабьте фиксатор ударника, при необходимости снимите.
Необходимые предварительные задачи:
- Снимите ФОНАРЬ ЗАДНИЙ.
- Демонтировать «TRIM ON SPLITDOOR»(поз. 296591-S33161651592008082700000).
Левый Splitdoor:
Отверните винты и снимите держатель 2.
При необходимости освободите жгут проводов 1 от корпуса.
Установка:
Убедитесь, что жгут проводов правильно установлен (водонепроницаемость).
Схема №449
Ослабьте гайки до тех пор, пока Splitdoor все еще можно будет просто переместить.
Момент затяжки 41 62 2AZ
Отрегулируйте Splitdoor сбоку (Y) и вертикально (Z).
Схема №450
Ослабьте винты до тех пор, пока Splitdoor все еще можно будет просто переместить.
Момент затяжки 41 62 3AZ
Отрегулируйте Splitdoor в продольном направлении (X).
Схема №451
После установки:
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
- Отрегулируйте УДАРНИК.
41 62 060 Снятие и установка/замена петли для левого или правого раздвоенного люка
См. соответствующую служебную информацию в «кузов, GENERAL»(см. 296589-S38425307832013122300000).
Необходимые предварительные задачи:
- Снимите ФОНАРЬ ЗАДНИЙ.
- Демонтировать СТОЙКУ ГАЗА.
- Демонтировать «TRIM ON SPLITDOOR»(поз. 296591-S33161651592008082700000).
Отпустите держатель 1 в направлении стрелки и осторожно вытяните.
Отсоедините обе вилки 1 и отсоедините вилку от держателя 2.
Освободите жгут проводов 1 от корпуса и осторожно выведите.
Установка:
Убедитесь, что жгут проводов правильно установлен (водонепроницаемость).
Отверните винты и снимите держатель 2.
Отверните гайки и снимите разделительную крышку 1.
Момент затяжки 41 62 2AZ
Схема №452
Отверните винты и снимите шарнир 1.
Момент затяжки 41 62 2AZ
Схема №453
Установка:
Отрегулируйте «SPLITDOOR»(спр-296589-S09371603842008082700000).
41 63 000 Снятие и установка заслонки топливной заливной горловины
Модели MINI ONE и MINI COOPER:
Открытая заслонка для заливной горловины топлива.
Вставьте подходящую отвертку в углубление (1) до упора.
Вытягивание заслонки под заливную горловину топлива в направлении стрелки.
Схема №454
Войти
MINI COOPER S:
Открытая заслонка для заливной горловины топлива.
Вывинтите замок 1 и поверните заслонку под заливную горловину 2 в направлении стрелки и снимите.
Схема №455
41 63 003 Замена чаши крышки
Необходимые предварительные задачи:
- Демонтировать СЕРВОПРИВОД ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ БАКА.
- Снять ПОДРЕЗКУ ЗАДНЕГО ЛЕВОГО КОЛЕСА.
- Демонтировать ЗАСЛОНКУ ТОПЛИВНОЙ ЗАЛИВНОЙ ГОРЛОВИНЫ.
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
| ВАЖНО: | Деформация фланцев из листового металла в боковой панели и колесной арке приводит к постоянной утечке автомобиля. Демонтаж/монтаж выполняйте с большой осторожностью. |
|---|
- Стакан крышки (1)
Схема №456
MINI COOPER S:
Отверните крышку бака (1) и снимите.
Схема №457
MINI COOPER S:
Примечание по установке:
Захваты (1) не должны быть повреждены
Схема №458
Отверните гайки 1 и 2 на трубопроводе заливной горловины.
Момент затяжки 16 11 1AZ
Примечание по установке:
Убедитесь, что кабель заземления (3) подключен к монтажу.
Схема №459
ПримечаниеНа иллюстрациях показан демонтированный топливозаправочный патрубок. Освободите резиновое уплотнение от фланца из листового металла.
Схема №460
Поверните муфту (1) приблизительно на 45 ° и потяните в направлении стрелки.
Схема №461
Нажмите на удерживающую планку (1) внутрь и поднимите ее (см. стрелку на иллюстрации).
Снимите крышку 2.
Проткнуть чашку крышки по разметке (3) небольшой отверткой.
Схема №462
Вставьте отвертку на глубину не более 5 мм и расконтрите защелку чаши крышки.
Схема №463
Последовательно разблокируйте защелки 1 и 2.
Вынуть чашу крышки в зоне (3) пластиковым клином.
| ВАЖНО: | Не повреждайте фланец из листового металла боковой панели. |
|---|
Схема №464
Осторожно поверните чашу крышки 1 в направлении стрелки и снимите.
Примечание по установке:
Откройте рычаг петли.
Вставьте чашу крышки и зацепите уплотнительную втулку над топливной заливной трубой.
Схема №465
Примечание по установке:
С помощью приспособления 1 натяните уплотнительную кромку 2 на фланец из листового металла колесной арки 3.
Схема №466
Примечание по установке:
На иллюстрациях показан демонтированный топливозаправочный патрубок.
Проверьте правильность посадки уплотнительной кромки.
Примечание по установке:
Чаша крышки должна защелкиваться на место 3 раза.
После установки тщательно проверьте, чтобы чаша крышки была надежно посажена.
В зоне (1) не должно быть заметного зазора между уплотнительной кромкой и боковой панелью.
Схема №467
Примечание
- См. также:
- МЕСТО УСТАНОВКИ
- ОКОННЫЕ СТЕКЛА ДЛЯ СКЛЕИВАНИЯ
- ПРУЖИННАЯ СТОЙКА
- ХЛАДАГЕНТ
- РАСШИРИТЕЛЬНЫЙ БАК ХЛАДАГЕНТА
- НАСОС ОМЫВАТЕЛЯ ВЕТРОВОГО СТЕКЛА
- КОНДИЦИОНЕР
- ОПОРА ДЛЯ ОБЛИЦОВКИ БАМПЕРА
- 51 11 7AZ
- 41 33 4AZ
- ОТДЕЛКА ОТ ПЕРЕДНЕЙ РЕШЕТКИ
- КРЫШКА ПАНЕЛИ БАМПЕРА
- ЦЕНТРАЛЬНАЯ КРЫШКА
- ОТДЕЛОЧНАЯ КРЫШКА ПЕРЕДНЕГО КОЛЕСА
- ФАРА
- ТРОС ДЛЯ ЗАМКОВ МОТОРНОГО ОТСЕКА
- ГАЛОГЕННЫЕ ФАРЫ
- КСЕНОНОВЫЕ ФАРЫ
- ЛЕВАЯ СТОРОНА
- ПРАВАЯ СТОРОНА
- 41 35 1AZ
- 41 51 2AZ
- 51 21 2AZ
- 41 52 2AZ
- ВЕРХНИЙ ФИКСАТОР ЛЮКА (УДАРНИК)
- НИЖНИЙ ФИКСАТОР ЛЮКА (УДАРНИК)
- ОТРИЦАТЕЛЬНЫЙ ВЫВОД БАТАРЕИ
- Ремень безопасности
- ДИНАМИК В CLUBDOOR
- 51 22 4AZ
- 41 61 1AZ
- РАСПЫЛИТЕЛЬНОЕ СОПЛО
- РЕГУЛИРОВОЧНЫЕ КОЛЬЦА
- НАКЛАДКА ТРИММЕРА НА КРЫШКЕ МОТОРНОГО ОТСЕКА
- НАКЛАДКА ТРИММЕРА НА КРЫШКЕ МОТОРНОГО ОТСЕКА (ПАНЕЛЬ КАПОТА)
- СТОПОРНЫЙ КРЮК
- ГАЗОВАЯ СТОЙКА
- 41 62 1AZ
- TRIM ON SPLITDOOR (ТРИММЕР НА РАЗДЕЛИТЕЛЬНОМ ЛЮКЕ)
- НАПАДАЮЩИЙ
- СЕРВОПРИВОД ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ БАКА.
- ПОДРЕЗКА ЗАДНЕГО ЛЕВОГО КОЛЕСА
- 16 11 1AZ
- НАНЕСТИ КЛЕЙ
- ГЕРМЕТИК D1
- ГЕРМЕТИК ПОЛОСТИ
- ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ
- ПАТРОННАЯ ПУШКА
- ПРИМЕЧАНИЯ К КЛЕЮ К1
- ЗАЩИТА ОТ КОРРОЗИИ
- ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА
- ОБРАЩЕНИЕ С ЧИСТЯЩИМИ СРЕДСТВАМИ
- ПУАНСОН ИЛИ ГЛУХИЕ ЗАКЛЕПКИ
- УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ)
- УСТАНОВКА УПЛОТНЕНИЯ ПОЛОСТИ (БЕЗ РАСШИРЕНИЯ)
- УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ С 2-COMPONENT ПЕНОЙ ПОЛОСТИ ПУ
- ПРАВКА СТАЛЬНЫХ ДЕТАЛЕЙ
- МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- ШЛИФОВАНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
- ПРЯМАЯ ЗАКЛЕПОЧНАЯ ГАЙКА ХВОСТОВИКА/ШЕСТИГРАННИКА
- РЕМОНТ РЕЗЬБЫ
- ОТКРЫТИЕ ПАЯНЫХ СОЕДИНЕНИЙ
- ПРИМЕЧАНИЯ ПО ЧИСТЯЩЕМУ СРЕДСТВУ R1
- КЛЕЙ К2
- КЛЕЙ К3
- КЛЕЙ К4
- КЛЕЙ К5
- ПРОБИВНЫЕ ЗАКЛЕПКИ
- ДЕТАЛИ ИЗ СВАРОЧНОЙ СТАЛИ
- ЭЛЕКТРОМАГНИТНЫЕ ВИНТЫ
- ГАЙКИ И БОЛТЫ ГЛУХИХ ЗАКЛЕПОК
- ВЫПРЯМЛЕНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ В КОНСТРУКЦИИ.
- СВАРКА В АРМАТУРНОМ ЛИСТЕ (ЛИСТОВАЯ СТАЛЬ)
- КОМПОНЕНТЫ ИЗ СТАЛИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
- ОБРАЩЕНИЕ С ЭЛЕКТРИЧЕСКИМ И ЭЛЕКТРОННЫМ ОБОРУДОВАНИЕМ
- ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ
- УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
- ВСКРЫШНЫЕ РАБОТЫ
- ОБЩИЕ ПРИМЕЧАНИЯ ПО СОЕДИНЕНИЮ
- ВСКРЫШНЫЕ РАБОТЫ
- РЕМОНТНЫЙ ЭТАП 2
- Общая информация
- ВСКРЫШНЫЕ РАБОТЫ
- РЕМОНТНЫЙ ЭТАП 3
- НАРУЖНАЯ ОБШИВКА КРЫШИ СО СКОЛЬЗЯЩИМ/НАКЛОННЫМ ЛЮКОМ
- ВСКРЫШНЫЕ РАБОТЫ
- РЕЙЛИНГИ КРЫШИ
- МОНТАЖНОЕ ПОЛОЖЕНИЕ
- ВСКРЫШНЫЕ РАБОТЫ
- ВСКРЫШНЫЕ РАБОТЫ
- РАЗМЕРЫ ЗАЗОРОВ
- ВСКРЫШНЫЕ РАБОТЫ
- ВСКРЫШНЫЕ РАБОТЫ
- РЕГУЛИРОВКА ДВЕРИ
- РЕГУЛИРОВКА ДВЕРИ
- КАПОТ ДВИГАТЕЛЯ
- РЕГУЛИРОВКА ДВЕРИ
- ЗАСЛОНКА ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА.
# Корпус - моменты затяжки - S CLUBMAN (R55)
41 33 Модульный внешний интерфейс (MFE)
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ сирена к MFE | R50/R53 | 8 Нм | ||
| 2AZ Противотуманная фара для MFE | R50/R53 | 1,5 Нм | ||
| 3AZ Устройство регулировки бампера по MFE | 50/R53 | 6 Нм | ||
| 4AZ Законтрить перемычку к передней панели | R56/ R55 | 8 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПЕРЕДНЮЮ ПАНЕЛЬ УПРАВЛЕНИЯ
41 35 Боковые панели
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ Передняя боковая панель к корпусу | R56 | M6 | 13 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА БОКОВЫЕ ПАНЕЛИ
41 51 Передние двери
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ шарнир | R50/ R52/ R53/ R55/ R56 | M6 | 10 Нм | |
| 2AZ Петля от двери к двери | R50/ R52/ R53 | Гайка М8 | 20 Нм | |
| R55/ R56 | Гайка М8 | 18,5 Нм | ||
| 3AZ Штепсельное соединение двери с корпусом | R55/ R56 | M5 x 16 | 3 Нм |
СПЕЦИФИКАЦИЯ НА ПЕРЕДНИЕ БОКОВЫЕ ДВЕРИ
41 52 Clubdoor
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ Палец петли | R55 | M10 x 1,25 | 23 Нм | |
| 2AZ Петля от двери к двери | R55 | Гайка М8 | 18,5 Нм | |
| 3AZ Петля двери к кузову | R55 | M12 x 36 | 66 Нм |
СПЕЦИФИКАЦИЯ ЗАДНИХ БОКОВЫХ ДВЕРЕЙ
41 61 Капот/капот двигателя
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ Шарнир между капотом/капотом двигателя и капотом | R50/ R52/ R53 | М8 8,8 | 18,5 Нм | |
| R56/ R55 | М8 10,9 | 22 Нм | ||
| 2AZ Шарнир крышки/капота к кузову | R50/ R52/ R53 | М8 8,8 | 18,5 Нм | |
| R56/ R55 | М8 10,9 | 22 Нм |
СПЕЦИФИКАЦИЯ КАПОТА/КАПОТА ДВИГАТЕЛЯ
41 62 Сплитдор
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ Палец петли | R55 | M10 x 1,25 | 23 Нм | |
| 2AZ Splitdoor к шарниру | R55 | Гайка М8 | 18,5 Нм | |
| 3AZ Шарнир к корпусу | R55 | M10 | 38 Нм |
СПЕЦИФИКАЦИЯ SPLITDOOR
# Корпус - специальные инструменты - S CLUBMAN (R55)
41 0 000 Цифры/буквы/специальные символы
Примечание: Для приспособления для пробивки 41 1 000 (41 1 002)
Номер заказа: 41 0 000
Цифры/буквы/специальные символы
В составе:
1 = 41 0 001 Номер дефектной ведомости 1
2 = 41 0 002 Номер дефектной ведомости 2
3 = 41 0 003 Номер дефектной ведомости 3
4 = 41 0 004 Номер дефектной ведомости 4
5 = 41 0 005 Номер дефектной ведомости 5
6 = 41 0 006 Номер дефектной ведомости 6
7 = 41 0 007 Пробойник номер 7
8 = 41 0 008 Номер дефектной ведомости 8
9 = 41 0 009 Номер дефектной ведомости 9
10 = 41 0 011 Номер дефектной ведомости 0
11 = 41 0 012 Буква высечки A
12 = 41 0 013 Литера высечки B
13 = 41 0 014 Пробойник С
14 = 41 0 015 Буква дефекта D
15 = 41 0 016 Буква дефекта E
16 = 41 0 017 Литера высечки F
17 = 41 0 018 Литера высечки G
18 = 41 0 019 Буква пробойника H
19 = 41 0 021 Буква высечки i
20 = 41 0 022 Литера высечки J
21 = 41 0 023 Литера высечки K
22 = 41 0 024 Буква высечки L
23 = 41 0 025 Буква высечки M
24 = 41 0 026 Литера высечки N
25 = 41 0 027 Буква высечки P
26 = 41 0 028 Буква высечки R
27 = 41 0 029 Литера высечки S
28 = 41 0 031 Буква дефекта T
29 = 41 0 032 Буква высечки U
30 = 41 0 033 Литера высечки V
31 = 41 0 034 Буква высечки W
32 = 410 035 Буква высечки X
33 = 41 0 036 Буква высечки Y
34 = 41 0 037 Буква высечки Z
35 = 41 0 038 Специальный символ +
41 1 180 Калибр штемпеля
Примечание: Для штамповки сменного идентификационного номера автомобиля в куполе рессорной стойки.
Серия: R55, R56
Номер SI: 01 23 06 (308)
Номер заказа: 41 1 180
Штемпелевальный калибр
Схема №468
 Войти
Войти
В составе:
1 = 41 1 181 Направляющая пластина
2 = 41 1 182 Контрплата
# Кузов - специальные инструменты - кабриолет (R57)
411180 манометрическая МВт
Примечание(Калибр штампа) Для штамповки сменного идентификационного номера автомобиля в куполе рессорной стойки.
Номер SI
01 23 06 (308)
В составе:
1 = 0495961 Пластина
Примечание(Направляющая пластина)
2 = 0495962 Пластина
Примечание(опорная плита)
Схема №469
Войти
# Корпус - моменты затяжки - складной (R57)
41 61 Крышка моторного отсека
| Напечатать | Нить | Технические условия на затяжку | Измерение | |
|---|---|---|---|---|
| 1AZ Навеска крышки моторного отсека на крышку моторного отсека | R50/R52/R53 | М8 8,8 | 18,5 Нм | |
| R56/R55/R57 | М8 10,9 | 22 Нм | ||
| R60 | Гайка М8 | 19 Нм | ||
| 2AZ Петля крышки моторного отсека к кузову | R50/R52/R53 | М8 8,8 | 18,5 Нм | |
| R56/R55/R57/R60 | М8 10,9 | 22 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - КРЫШКА ОТСЕКА ДВИГАТЕЛЯ
41 51 Передние двери
| Напечатать | Нить | Технические условия на затяжку | Измерение | |
|---|---|---|---|---|
| 1AZ шарнир | R50/R52/R53/R55/R56/R57 | M6 | 10 Нм | |
| 1AZ Болт петли | R60 | M10 x 1,25 | 25 Нм | |
| 2AZ Петля от двери к двери | R50/R52/R53/R60 | Гайка М8 | 20 Нм | |
| R55/R56/R57/R60 | Гайка М8 | 18,5 Нм | ||
| 3AZ Штепсельное соединение двери с корпусом | R55/R56/R57/R60 | M5 x 16 | 3 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - ПЕРЕДНИЕ ДВЕРИ
41 33 Модульный внешний интерфейс (MFE)
| Напечатать | Нить | Технические условия на затяжку | Мера | |
|---|---|---|---|---|
| 1AZ сирена к MFE | R50/R53 | 8 Нм | ||
| 2AZ Противотуманная фара для MFE | R50/R53 | 1,5 Нм | ||
| 3AZ Устройство регулировки бампера по MFE | R50/R53 | 6 Нм | ||
| 4AZ Законтрить перемычку к передней панели | R56/R55/R57 | 8 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - МОДУЛЬНАЯ ПЕРЕДНЯЯ ЧАСТЬ (MFE)
41 14 Усилительная пластина (скрепленная)
| Напечатать | Нить | Технические условия на затяжку | Измерение | |
|---|---|---|---|---|
| 1AZ Колпачковая гайка к усилительной пластине | Все | M5 | 3 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - УСИЛИТЕЛЬНАЯ ПЛАСТИНА (СКРЕПЛЕННАЯ)
41 35 Боковые панели
| Напечатать | Нить | Технические условия на затяжку | Измерение | |
|---|---|---|---|---|
| 1AZ Передняя боковая панель к корпусу | R56/R55/R57 | M6 | 13 Нм | |
| 2AZ Боковая стенка к корпусу | R60 | M6 | 8 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - БОКОВЫЕ ПАНЕЛИ
41 62 Задняя дверь
| Напечатать | Нить | Технические условия на затяжку | Измерение | |
|---|---|---|---|---|
| 1AZ От задней двери к шарниру задней двери | R50/R53 | M6x22 | 10 Нм | |
| R52 | M8x15 | 18,5 Нм | ||
| R56 | Гайка М8 | 18,5 Нм | ||
| R57 | M8x30 | 19 Нм | ||
| R60 | M8x22 | 19 Нм | ||
| 2AZ Навеска двери багажника на кузов | R50/R53 | M8x20 10.9 | 20 Нм | |
| R52 | M8x17 | 18,5 Нм | ||
| R56 | Гайка М8 | 22 Нм | ||
| R57 | M8x12 | 20 Нм | ||
| R60 | Гайка М10 | 30 Нм | ||
| 3AZ Навеска двери багажника на кузов | R57 | Гайка М8 | 19 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - ЗАДНЯЯ ДВЕРЬ
# Панели кузова - моменты затяжки - складные (R57)
86 21 Капот
| Нить | Мера | |
|---|---|---|
| 1AZ Перила крыши, передние и задние, к адаптеру перил крыши | M8 | 22,5 Нм |
| 2AZ Перила крыши, средний, переходник к перилам крыши | M8 | 22,5 Нм |
| 3AZ Ограждение крыши, переднее и заднее, для опоры | M6 | 15 Нм |
| 4AZ Ограждение крыши, среднее, на опору | M6 | 10 Нм |
| 5AZ Фиксатор верхнего замка к фиксатору нижнего замка | M8 | 27 Нм |
| 6AZ Петля, боковая крышка, для поддержки | M8 | 27 Нм |
| 7AZ Опора, от крышки к крышке | M8 | 23 Нм |
| 8AZ Винт, регулировка глубины, боковая крышка | M8 | 27 Нм |
| 9AZ Винт, регулировка глубины, задняя крышка | M8 | 27 Нм |
| 10AZ Шаровой шарнир к стопорному кронштейну | M8 | 23 Нм |
| 11AZ Фиксирующий кронштейн к опоре | M8 | 27 Нм |
| 12AZ Поворотный фиксатор бойка к опоре | M5 | 7 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - КАПОТ
86 10 Платформа
| Нить | Мера | |
|---|---|---|
| 1AZ Гайка к стопорной резьбе, задняя фара | M5 | 7 Нм |
| 2AZ Планка к платформе | M8x35 | 23 Нм |
| 3AZ Планка крепления к платформе | M8x35 | 15 Нм |
| 4AZ Переднее ограждение к поперечине | M8x55 | 28 Нм |
| 5AZ Переднее ограждение к продольному элементу | M8x25 | 34 Нм |
| 6AZ Винт с распашной головкой к рельсу | M5x15 | 7 Нм |
| 7AZ Рельс, рама погрузочной рампы к поперечной стойке | M6x16 | 11,5 Нм |
| 8AZ Рельс, рама погрузочной рампы для крепления продольного элемента | M6x16 | 11,5 Нм |
| 9AZ Поперечная стойка к рельсу | M6x16 | 5,5 Нм |
| 10AZ Подошва к элементу тяги | M6x25 | 11,5 Нм |
| 11AZ Кронштейн к тяговому стержню | M8x25 | 34 Нм |
| 12AZ Крепление жгута проводов к реверсивному корпусу | M10x1x20 | 58 Нм |
| 13AZ Держатель гнезда к тяговому стержню | M10x95 | 55 Нм |
| 14AZ Верхний реверсивный корпус и кронштейн на тяговом звене | M10 | 55 Нм |
| 15AZ Буксировочное крепление к буксировочной трубе | M12x70 | 96 Нм |
| 16AZ Тяговый элемент к поперечине | M8x20 | 28 Нм |
| 17AZ Поперечина к тяговому звену | M8x25 | 40 Нм |
| 18AZ Тяговый элемент к поперечине | M8x25 | 28 Нм |
| Дисковое колесо к ступице тормоза 19AZ | 100 Нм | |
| 20AZ Ступица тормоза на ось | 280 Нм | |
| 21AZ Амортизатор к кронштейну | M12x55 | 96 Нм |
| 22AZ Замыкающий рычаг на винтовую пружину | M10x35 | 46 Нм |
| 23AZ Винтовая пружина к продольному элементу | M10x25 | 46 Нм |
| 24AZ Тормоз колеса к выходному рычагу | M10x1.5x30 | 145 Нм |
| 25AZ Тяговый рычаг для монтажа | M12x85 | 96 Нм |
| 26AZ Задний фартук к кронштейну | M8x25 | 26 Нм |
| 27AZ Кронштейн к монтажному кронштейну | M6x16 | 11 Нм |
| 28AZ Поворотный фиксатор бойка к поперечной стойке | M8x35 | 18 Нм |
| 29AZ Опора подшипника к раме погрузочной рампы | M6x16 | 10 Нм |
| 30AZ Крепление внешнего дышла к продольному элементу | M10x25 | 55 Нм |
| 31AZ Монтажный кронштейн к продольному элементу | M10x25 | 78 Нм |
| 32AZ Опорная плита к поперечине | M10x35 | 78 Нм |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МОМЕНТ ЗАТЯЖКИ - ПЛАТФОРМА
# Кузов - ремонт - кабриолет (R57)
41 0 0 Содержание тела, Общие сведения
Общая информация
Правила техники безопасности
- БЕЗОПАСНОСТЬ ТРУДА
- ИНФОРМАЦИЯ ОБ ОПАСНОСТЯХ
- Информация о'ЗАЩИТЕ ТРАНСПОРТНОГО СРЕДСТВА
Материалы
- МАТЕРИАЛОВЕДЕНИЕ
- ИСПОЛЬЗОВАНИЕ МАТЕРИАЛОВ в наружной обшивке.
- РАСХОДУЕМЫЕ МАТЕРИАЛЫ
Обращение с компонентами после аварии
- «ЭЛЕКТРИЧЕСКАЯ СИСТЕМА», (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57) электроника и оптическое волокно.
- Пассивная безопасность. См. "4100... ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ»(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57) или «7212... ПОРЯДОК ДЕЙСТВИЙ ПРИ СРАБАТЫВАНИИ ПОДУШКИ БЕЗОПАСНОСТИ В РЕЗУЛЬТАТЕ АВАРИИ" (/mini/cooper-clubman/i-2010-2014/remont/rulevoe-upravlenie/#rulevoe-upravlenie-i-regulirovka-koles-remont-kabriolet-r57__72-12-protsedura-posle-srabatyvaniia-podushki)
- Автомобили с гибридным приводом
- ШАССИ, ПОДВЕСКА И РУЛЕВОЕ УПРАВЛЕНИЕ
- Складная крыша
Размеры кузова
Уплотнение полости
- См. "4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-ustanovka-akusticheskoi-peregorodki-polosti) или «4100... Установка акустической перегородки полости (без расширения)
- См. 4100... ПОЛОЖЕНИЕ ФАСОННЫХ ДЕТАЛЕЙ ДЛЯ ПЕРЕБОРКИ ПОЛОСТИ
Идентификационный номер транспортного средства
Методы ремонта
- ЭТАП РЕМОНТА 1 Все ремонты, которые предусматривают только замену резьбовых/болтовых компонентов.
- ЭТАП РЕМОНТА 2 Ремонт, выполняемый склеиванием и клепкой без использования рихтовочного стенда.
- ЭТАП РЕМОНТА 3 Ремонт, выполняемый склеиванием и клепкой с использованием рихтовочного стенда или сварки.
Защита от коррозии
Краска
- ОБЩИЕ СВЕДЕНИЯ
- ИНФОРМАЦИОННЫЕ/ПРЕДУПРЕЖДАЮЩИЕ НАДПИСИ
- Секционная покраска. См. 9900... ЛАКОКРАСОЧНОЕ ПОКРЫТИЕ (2 И 3 СЛОЯ) «(/mini/cooper-clubman/i-2010-2014/remont/pokrasochnye-materialy-kuzova/#lakokrasochnoe-pokrytie-remont-cooper-r57__99-00-lakokrasochnoe-pokrytie-2-i) или «9900... ПОКРАСКА ИНТЕРЬЕРА.
1.0 Рекомендуемые инструменты и оборудование
- Ключи клепальные глухие
- Удлинение головки заклепки
Как установить глухие заклёпки
- Расположите отверстия под глухие заклепки, как указано в инструкции по ремонту. При необходимости перенесите положения заклепок на новый компонент.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра заклепки. Пример диаметром 4,2 мм для заклепки 4 мм и диаметром 6,7 мм. для заклепки 6,5 мм).
- Отверстия для удаления заусенцев.
- НАНЕСТИ КЛЕЙ.
- Вставить глухую заклепку. При необходимости удалите появившийся клей. Инструмент глухой заклепки расположите вертикально. Используйте удлинение головки заклепки, если доступность плохая.
- Заклепка глухая заклепка с инструментом глухая заклепка. Тем временем очистите головку заклепки, если она загрязнена клеем. Риск повреждения головки заклепки проникающим клеем.
- Заглушить глухие заклепки ГЕРМЕТИКОМ Д1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Металлизация на окрашенных поверхностях
| ВАЖНО: | См. 4100... БЕЗОПАСНОСТЬ НА РАБОТЕ или 4100... Информация об опасностях! |
|---|
Обзор тем
- Оборудование
- Срок годности расходных материалов
- Подготовка поверхности
- Связующее покрытие
- Время затвердевания
- Последующая обработка
- Утилизация клея
1.0 Оборудование
- ОЧИСТИТЕЛЬ
- Пластырь
- ПИРОПАТРОН
2.0 Срок годности расходных материалов
- Клеевой картридж маркируется датой.
- Не используйте клей после этой даты.
3.1 Подготовка поверхности на транспортном средстве
- Установите ровную поверхность сцепления (например, шлифование). Не удаляйте грунтовку полностью.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- При необходимости предварительно зачистите склеиваемые поверхности с помощью полостного съемника уплотнительного воска. Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
3.2 Подготовка поверхности на новой детали
- Грунтовку не снимать.
- Не шлифуйте и не шлифуйте склеиваемые поверхности.
- Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
4.0 Нанесение клея
- Температура обработки клеевого картриджа 18 ° С - 30 ° С.
- Температура объекта, автомобиля и новых деталей, мин. 15 ° С.
- Не используйте пневматические патронные пистолеты.
- Вставьте клеевой картридж в патронный пистолет, снимите колпачок и дайте обоим клеевым компонентам всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку.
- Дайте появиться приблизительно 10 см смешанного клея, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
- После нанесения клея проверьте, не появился ли клеящий компонент на задней стороне картриджа. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
- Срок годности смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 30 минут материал не проходил через смеситель.
- Соедините компоненты и закрепите на месте.
- Удалите излишки клея.
5.0 Время затвердевания
- Не двигайте автомобиль до затвердевания клея. Проверьте ногтем степень твердости клея. Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
- Прочность транспортного средства для вождения достигается через 48 часов при температуре объекта не менее 15 ° C (соответствует комнатной температуре около 18 ° C). или 1 час в распылительной камере (температура распылительной камеры 80 ° C/температура объекта 60 ° C).
- При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей.
- Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
6.0 Последующая обработка
- Области повторной герметизации, которые герметично закрыты в качестве стандарта.
7.0 Утилизация клея
- Отвержденный клей утилизируется как обычные отходы.
- Пустые кассеты с клеем утилизируются как обычные отходы.
- Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Соединение стали со сталью
| ВАЖНО: | Соответствие с См. 4100... БЕЗОПАСНОСТЬ НА РАБОТЕ или 4100... Информация об опасностях! |
|---|
- Оборудование
- Подготовка поверхности
- Связующее покрытие
- Время затвердевания
- Последующая обработка
- Наждачная бумага
- ЧИСТЯЩЕЕ СРЕДСТВО R1
- КЛЕЙ К1
- ПИРОПАТРОН
2.0 Подготовка поверхности
- Для лучшей адгезии удалите оксидную пленку и краску с клеевых участков проволочной щеткой из нержавеющей стали или специальной наждачной бумагой.
- Очистите склеиваемые поверхности чистящим средством R1.
- Дайте очищенным поверхностям высохнуть в течение примерно 5 минут.
Поверхности металлизации должны быть полностью сухими.
3.0 Нанесение клея
- Температура обработки клеевого картриджа 18 ° С - 30 ° С.
- Температура объекта, автомобиля и новых деталей, мин. 15 ° С.
- После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
- Соедините компоненты и закрепите на месте.
- Удалите излишки клея. Не используйте растворные чистящие средства.
4.0 Время затвердевания
5.0 Последующая обработка поверхностей металлизации
- Зону ремонта защитить герметиком полости.
41 00... Защита от коррозии
ПримечаниеПосле ремонта работы по защите от коррозии уже начинаются с правильного удаления грунтовочного покрытия из ПВХ, противоотбойного слоя и шовных уплотнений. РЕКОМЕНДУЕМЫЕ ПРОДУКТЫ BMW оптимизированы с точки зрения защиты от коррозии.
1.1 Удаление уплотнительных материалов
| ВАЖНО: | Запрещается выжигать материал ПВХ (герметик) с помощью газовой горелки или аналогичного устройства или нагревать до температуры выше 180 ° C. Это приведет к образованию высококоррозионной соляной кислоты и выделению вредных паров. Новая облицовка не образует удовлетворительного сцепления со сгоревшим ПВХ материалом, что означает, что может возникнуть последующая подземная ржавчина. |
|---|
Удалите материал ПВХ вращающейся стальной щеткой или нагрейте ПВХ до максимальной температуры 180 ° C с помощью горячей воздуходувки и соскребайте шпателем.
1.2 Применение уплотнительных материалов
Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, после ремонта должны быть загрунтованы и вновь тщательно загерметизированы. Замените поврежденные или снятые противообледенительные слои.
ПримечаниеРаспылитель, необходимый для герметика корпуса (заказ № 81 49 0 300 887).
2.0 Консервация полости деталей из листового металла
Консервацию полости проводите после всех ремонтов кузова.
Заключение консервации полости - важнейшая часть всех мероприятий по защите от коррозии.
Используйте спрей для защиты полости только для небольших выпрямляющих работ, когда рассматриваемые детали легко доступны. Для всех других ремонтных работ используйте Vaupel давление CUP GUN. Средство для защиты полости выпускается в различных размерах тары.
Используйте соответствующие зонды с трубками для различных областей полости.
| ВАЖНО: | Неправильно выполненная защита полости может, особенно в случае стальных/алюминиевых соединений, привести к неисчислимой ответственности продукта и риску безопасности. |
|---|
Лучший ремонт ничего не стоит, если последующие мероприятия по защите полости не проводятся добросовестно.
2.1 Консервация полости стальных деталей
Новые двери и крышки после покраски должны быть загерметизированы средством для защиты полости.
Новые детали из листового металла или полости, сварные швы и складки, образованные новыми деталями из листового металла, должны быть уплотнены средством защиты полости после окрашивания.
Затронутые полости должны быть загерметизированы средством защиты полости после всех рихтовочных работ.
2.2 Консервация полости алюминиевых деталей
Новые двери, крышки и боковые панели из алюминия не герметизируются средством защиты полости.
После всех рихтовочных работ на алюминиевых компонентах затронутые полости после окрашивания должны быть заделаны средством защиты полостей.
После всех сварочных работ (только E52) на алюминиевых компонентах затронутые полости должны быть загерметизированы средством защиты полости после окрашивания.
Полости, швы и складки, образованные из новых деталей из листового металла, после окраски должны быть заделаны средством защиты полости.
41 00... Электромагнитные винты
(ЭМС = электромагнитная совместимость)
1. Цель
- EMC SCREW используются в методе восстановления соединения/клепки для восстановления соединения.
- Они принимают на себя функцию сварных соединений, обеспечивающих переход на землю между отдельными компонентами.
- Пуансон или глухие заклепки, используемые при ремонте, не гарантируют постоянного перехода соединения между отдельными компонентами!
- Электромагнитные винты обеспечивают эксплуатационную надежность и безопасность электрических/электронных компонентов после ремонта!
2. Процедура, алюминиевая передняя часть
- Каждое разомкнутое сварное соединение должно быть заменено не менее чем на 2 винта ЭМС.
- Расположите 2 винта на фланце, на котором был отделен сварной шов. В случае частичной замены расположите винты в зоне перекрытия компонентов.
- В случае ремонта с частичной заменой необходимо установить такое количество электромагнитных винтов, которое указано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
3. Процедура, стальной корпус
- Установите такое количество электромагнитных винтов, которое описано в инструкции по ремонту.
- Просверлите отверстия до диаметра 4,2 мм и вставьте винты.
- Уплотнить электромагнитные винты герметизирующим материалом ПУ (риск коррозии).
41 00... Размеры контроля центровки рамы, кузова
Размеры в мм.
Допуски измерений:
- <или = 1000 мм ± 1,5 мм
- > или = 1000 мм ± 2,5 мм
Показанные контрольные точки служат для проверки кузова и рихтовочного приспособления.
Вид днища кузова 1
Схема №470
Вид снизу 2
Схема №471
Вид сверху, передняя часть
Схема №472
41 00... Размеры зазора, корпуса
ПримечаниеСимметрия зазоров между левой и правой сторонами автомобиля имеет высший приоритет. Дверные зазоры не должны отклоняться между передним и задним зазором более чем на 1,0 мм. Регулировка фар и хвостового огня с постоянным круговым зазором (визуально).
Размеры в мм
Схема №473
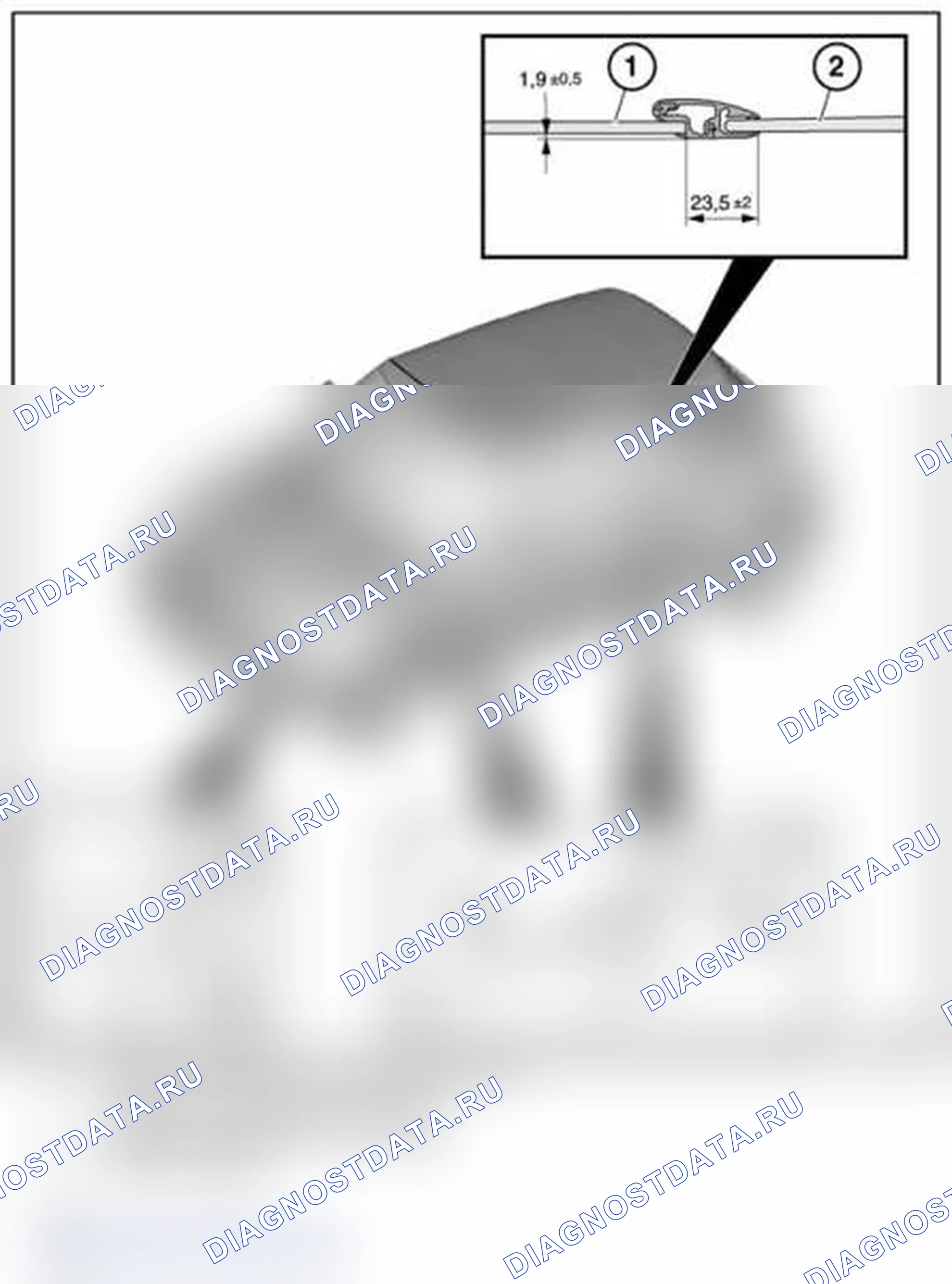 Войти
Войти
Схема №474
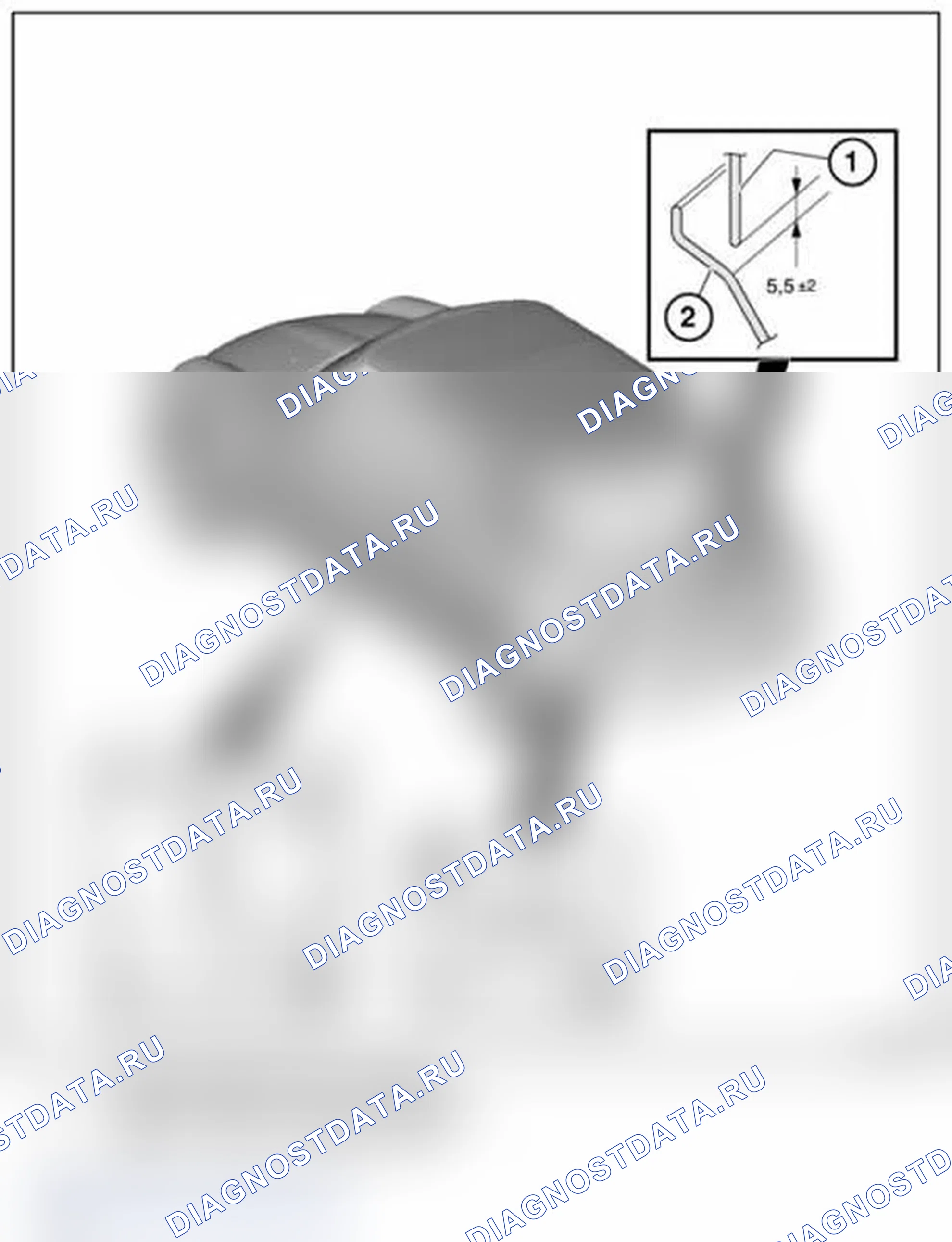
99 00... Общие указания по окраске
Отмеченная область служит отправной точкой для покраски. Эта область может отличаться от иллюстрации по техническим причинам окраски.
Учитываются зоны подкраски.
Шлифование внешней оболочки:
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Шлифовальные работы на конструкции (кроме Z8):
- Для проведения шлифовальных работ вручную или станком необходимо использовать рекомендованные инструменты и оборудование.
Рабочая зона может быть очищена с помощью обычных систем вытяжки (низкая концентрация пыли).
Z 8 Космическая конструкция:
- Для осуществления машинной шлифовки на конструкции необходимо использовать рекомендуемое устройство со средством для удаления шлифовальной пыли.
Рабочая зона должна быть очищена рекомендованной системой взрывозащищенного съемника.
Высокая концентрация пыли, взрывоопасность!
2.0 Шлифование внешней оболочки и структуры
Не используйте абразивные материалы (шлифовальные круги, бумагу и т.д.), содержащие железо (риск коррозии).
Всегда заменяйте абразивы, которые уже использовались для обработки стали (риск коррозии).
Используйте только проволочные щетки из нержавеющей стали (риск коррозии).
Снизить скорость шлифовальных станков. Чрезмерные скорости вызывают эффект размазывания.
Не используйте крупные абразивные зерна (только> или =. 80).
Не зачищайте зазубрины в материале (риск растрескивания).
Не шлифуйте материал тонким слоем.
- Инструменты рекомендуются для выполнения работ по ручному шлифованию.
- Для работ по машинному шлифованию рекомендуются станки/оборудование.
Всегда заменяйте абразивы, которые уже использовались для обработки алюминия (риск коррозии).
Не шлифуйте материал тонким слоем.
Схема №475
 Войти
Войти
1.0 Комплект поставок
- Руководство владельца
- Пистолет для герметизации полости сосуда высокого давления (1)
- Распылительный набор, состоящий из распылительных шлангов: угловая насадка (2) и круглая распылительная насадка (3)
| ВАЖНО: | Перед запуском ознакомьтесь с Руководством Заказчика и инструкциями по технике безопасности. |
|---|
2.0 Запуск
- Открыть сосуд высокого давления и ввести герметик полости в виде 1-литровой банки. Закрыть сосуд под давлением.
- Подсоедините распылительный шланг к быстросоединяемой муфте.
- Подключите аппарат к источнику сжатого воздуха.
Рабочее давление 2-6 бар, макс. 8 бар!
3.0 Режим работы
ПримечаниеВ отличие от предыдущих аппаратов, здесь возможно изменение схемы распыления с помощью винта управления потоком воздуха (большого винта с накаткой)!
- Закручивание винта управления воздушным потоком уменьшает воздушный поток и, таким образом, уменьшает туман распыления материала. Это способствует оптимальной работе при сохранении открытых компонентов/поверхностей.
- Выкручивание винта управления воздушным потоком увеличивает поток воздуха и, таким образом, туман распыления материала (для закрытых полостей).
- Спусковой рычаг имеет две ступени. Этап 1 - сброс только воздуха. Этап 2 - отвод воздуха и материала.
- Закончив работу, нажмите на первую ступень, чтобы очистить распылительный шланг сжатым воздухом.
- При хранении не забудьте закрутить винт регулировки воздушного потока закрытым, чтобы предотвратить высыхание материала.
- Очистите пистолет перед длительными периодами неиспользования (приблизительно 2 недели и выше).
- Для обеспечения правильной работы распылительных шлангов не храните шланги намотанными, например, в зоне лонжерона рамы!
Храните распылительные шланги в растянутом состоянии.
4.0 Примеры применения
- Используйте соответствующие распылительные шланги для различных полостей или поверхностей.
- Пример - двери и крышки: Распылительный шланг с угловой насадкой. Уменьшите поток воздуха, чтобы свести аэрозольный туман к минимуму.
- Пример - лонжерон рамы: Длинный распылительный шланг с круглой распылительной насадкой. В зависимости от типа немного увеличьте поток воздуха.
- Всегда держите аэрозольный туман на минимальном уровне, чтобы избежать загрязнения и неприятных запахов.
5.0 Инструкции по технике безопасности
- Не вдыхайте аэрозольный туман.
- Использовать только в хорошо проветриваемых помещениях.
- Рабочее давление макс. 8 бар.
1.0 Подушки безопасности и удерживающие системы
- В случае транспортных средств с подушками безопасности и удерживающими системами соблюдайте соответствующие ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ.
- При проведении рихтовочных работ на кузове существует риск случайного срабатывания подушек безопасности при подключении аккумулятора.
Из-за этого риска отрицательный вывод батареи должен быть ОТКЛЮЧЕН перед всеми ремонтными работами на корпусе.
1.0 Аккумулятор
- Взрывоопасность вблизи батареи при проведении сварочных и шлифовальных работ. Батарея должна быть СНЯТА (ref-381391-S10203062342010122900000).
2.0 Блоки управления
- При подключении батареи существуют следующие риски:
- Повреждение блоков управления в результате сварочных работ на кузове или короткого замыкания линии.
- Случайное включение подушек безопасности во время рихтовочных работ на кузове.
Из-за этих рисков отрицательный вывод батареи должен быть ОТКЛЮЧЕН перед всеми ремонтными работами.
- Блоки управления рассчитаны на температуру 65 ° С. Температуры в распылительной камере не создают никаких проблем. Если транспортное средство находится в распылительной камере при показанной температуре 80 ° C, фактическая температура транспортного средства составляет <или = 60 ° C (температура объекта).
- Защитите блоки управления от воздействия тепла> 65 ° C (например, во время сварочных и сушильных работ с помощью инфракрасного излучателя или воздуходувки горячего воздуха).
3.0 Электрические провода и жгуты проводов
- Защитите электрические провода и жгуты проводов от повреждений (например, во время правки и шлифовки).
- Защитить электрические провода и жгуты проводов от воздействия тепла> 65 ° C (например, во время сварочных и сушильных работ с помощью инфракрасного излучателя или воздуходувки горячего воздуха).
- Не перекручивайте электрические провода.
4.0 Оптические волокна
- Следуйте инструкциям по обращению с оптическими волокнами. См. 6100... ПРИМЕЧАНИЯ ПО ОБРАЩЕНИЮ С ОПТИЧЕСКИМИ ВОЛОКНАМИ.
41 00... Информационные/предупреждающие надписи
Отсутствующие или поврежденные информационные/предупреждающие надписи (например, давление в шинах) должны быть заменены.
Обзор МЕСТА УСТАНОВКИ
1.0 Алюминий
| Опасности/последствия | Меры/нормативные акты |
|---|---|
| Этап ремонта 1: (замена болтовых компонентов, удаление вмятин) Этап ремонта 2: (ремонт с склеиванием и клепкой) | При шлифовании наружной обшивки автомобиля алюминиевая пыль накапливается в небольших количествах. Эта пыль может быть удалена с помощью обычного вытяжного устройства. |
| Ремонтный этап 3: (ремонты со сваркой) Взрывоопасность из-за высокой концентрации мелкодисперсной алюминиевой пыли. Возникающий, например, при прямоточном шлифовании покрытых компонентов в основном материале и крупноповерхностном шлифовании блестяще-отделочных компонентов. Взрывоопасность из-за завихрения мелкой алюминиевой пыли в полостях. Создается путем необходимой, тщательной очистки обрабатываемых поверхностей и инструментов до и после обработки алюминия. | Избегайте высокой концентрации мелкодисперсной алюминиевой пыли с помощью непрерывной экстракции. Используйте взрывозащищенное вытяжное устройство Не используйте сжатый воздух при очистке рабочей площадки. Избегайте завихрения пыли при чистке рабочего стола. |
| Самовозгорание мелкодисперсной алюминиевой пыли при втягивании источников зажигания и огня. Например: горячая стружка, шлифовальные искры, сигареты и т.д. | Запрещается эксплуатация источников зажигания и огня в зоне всасывания вытяжной установки. |
ИНФОРМАЦИЯ О СПРАВОЧНОЙ ТАБЛИЦЕ ОПАСНОСТЕЙ
41 00... Сведения о металлическом наполнителе
| ВАЖНО: | Перед началом нанесения металлического наполнителя обратите внимание на следующую информацию! Специфические для страны правила безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на упаковке |
|---|
Хранение
Сушить при температуре от 15 ° С до 25 ° С.
Срок хранения
Упаковка маркируется датой.
Не используйте металлический наполнитель после этой даты.
Предварительная обработка поверхности
Зачистить поверхность до металлического блеска. Поверхность должна быть чистой, сухой и свободной от смазки.
Очистите поверхность чистящим средством R1 и дайте ей стечь в течение 2-3 минут.
Обработка
Рабочая температура металлического наполнителя должна быть не менее 18 ° С.
Схема №476
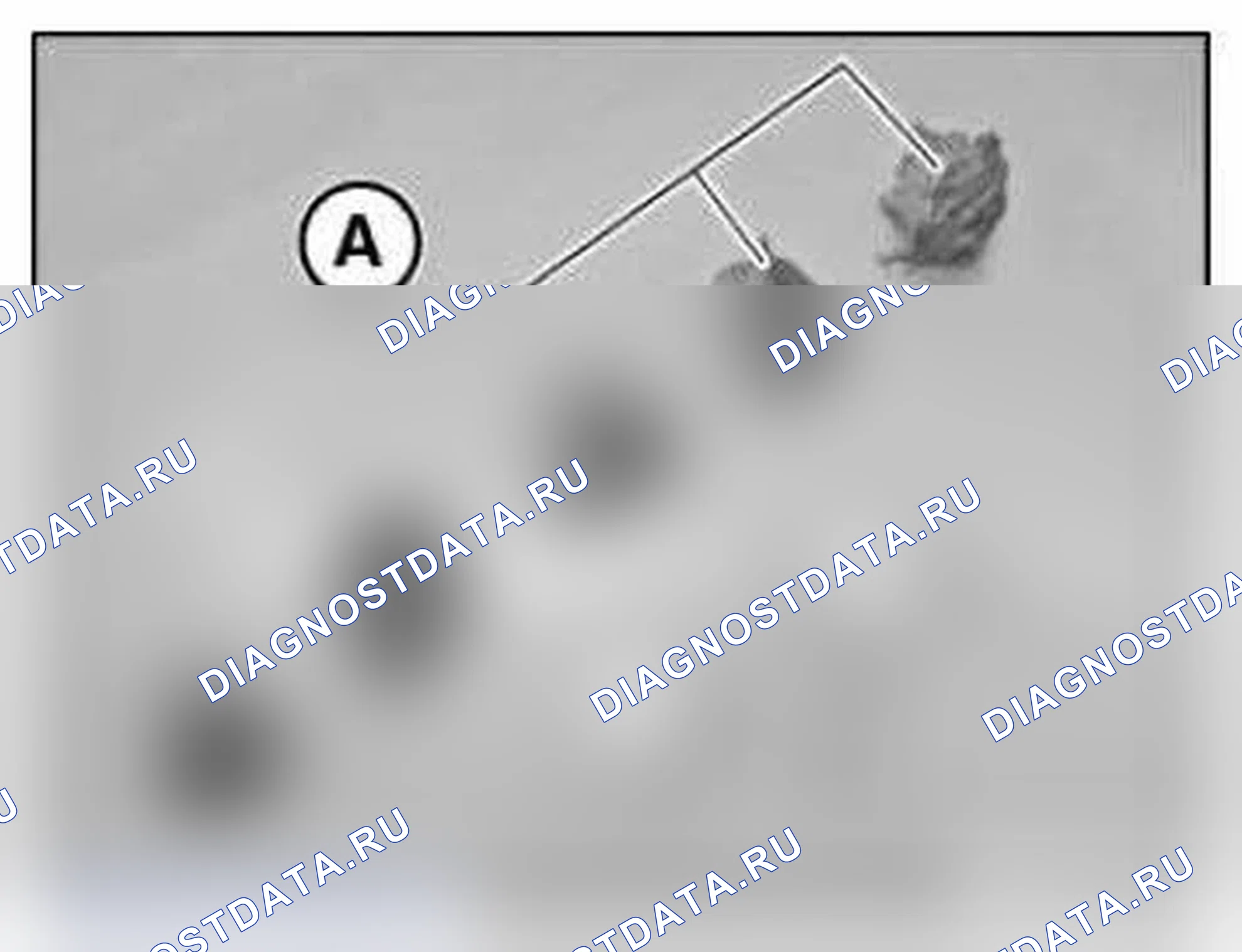 Войти
Войти
A = Металлический наполнитель
B = отвердитель
ПримечаниеСоотношение смеси относится к объему. Металлический наполнитель смешать в соотношении по смеси 5:2. Тщательно перемешать компоненты без пор.
| ВАЖНО: | Не перемешивайте компоненты. Опасность воздушных карманов в металлическом наполнителе! |
|---|
Срок службы металлического наполнителя составляет около 45 минут.
Нанесение наполнителя
Приложите давление, чтобы нанести тонкий слой металлического наполнителя. Тщательно покройте все края в зазорах напильником.
Затем полностью заполнить зазор наполнителем. Наносите наполнитель примерно с 30% избытком, потому что наполнитель будет значительно усаживаться во время твердения. Повторное нанесение металлического наполнителя невозможно из-за плохой адгезии.
| ВАЖНО: | Для заполнения промежутков используйте узкий шпатель. По возможности нанесите наполнитель в одну вытяжку. Опасность образования пор в зазорах! |
|---|
Никаких ограничений, связанных с толщиной слоя.
Время затвердевания
Металлический наполнитель необходимо закалить с помощью коротковолнового инфракрасного нагревателя.
- 10 минут при 50 ° C - предварительное отверждение (избегайте образования пузырей/пузырей и пор)
- 10 минут при 75 ° С - 1-й этап закалки
- 10 минут при 85 ° C - 2-й этап закалки (избегать усадки материала)
| ВАЖНО: | В первые 10 минут температура 50 ° С не может быть превышена. Напротив, температура, которая является слишком низкой, может быть выровнена путем продления времени. |
|---|
ПримечаниеПри первом использовании нагревателя необходимо определить расстояния, которые соответствуют температуре. Включите нагреватель и изменяйте расстояние до тех пор, пока температура поверхности металлического наполнителя не перестанет изменяться в течение 2 минут. Измерьте температуру с помощью термометра. При использовании оптических датчиков температуры (значение Epsilon 0,92-0,95) нагреватель должен быть кратковременно выключен во время измерения. Запишите результаты измерения
Последующая обработка
| ПРЕДУПРЕЖДЕНИЕ: | При шлифовании используйте маску для тонкой очистки от пыли с P2-P3 фильтра твердых частиц! |
|---|
После охлаждения металлический наполнитель можно подвергать механической обработке.
Поры и дефектные пятна, которые становятся видимыми после шлифовки поверхности, должны быть закрыты полиэфирным наполнителем (система BMW Color).
Специальная процедура для пор:
Используйте Ø4.2mm дрель. Поверните сверло рукой, чтобы расширить поры в v-образной форме. по t
Заполнить полости полиэфирным наполнителем.
Краска
Выполнить лакокрасочное покрытие согласно техническим условиям в справочнике по окраске.
Утилизация металлического наполнителя
Затвердевший металлический наполнитель утилизируется как обычные отходы.
Пустая упаковка утилизируется как обычные отходы.
Незатвердевший металлический наполнитель и смеси металлического наполнителя с растворителем и т.п. должны утилизироваться как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
32 00... Информация о замене рулевого механизма после повреждения в результате аварии
Ситуация
В случае аварий или условий вождения, аналогичных авариям, ударопрочные нагрузки могут вызвать различные виды повреждений рулевых механизмов. Когда рулевой механизм внешне не поврежден, иногда можно только с большим трудом и с большими усилиями выявить повреждения. Однако повреждения такого рода представляют неприемлемый риск для транспортного средства, поскольку могут привести к выходу из строя системы рулевого управления.
Из-за непропорционального объема прилагаемых усилий, как правило, нецелесообразно тщательно проверять все отдельные компоненты рулевого механизма, и в качестве альтернативы необходимо принимать во внимание другие компоненты, которые легче поддаются проверке.
Процедура
Рулевое устройство должно быть заменено, если применимо одно или несколько из следующих положений:
- Видимые или заметные повреждения рулевого механизма Исполнение с электрическим рулевым механизмом (ЭПС): Осмотрите, в частности, блок управления со всеми штепсельными соединениями на предмет повреждений и трещин от волосовин.
- Недопустимое увеличение крутящего момента и заклинивание при повороте рулевого механизма из замка в замок (без гидравлической/электрической помощи)
- Превышение допустимых допусков при центровке оси/колеса (при необходимости включить запись о центровке в счет/отчет)
- Ущерб от пожара
- Повреждение, остаточная деформация или излом:
- Обода колес в случае отрицательного результата проверки центровки колес/осей
- Пружинные стойки, поворотные кулаки, колесодержатели
- Рычаги подвески
- Стойки или диагональные элементы или стабилизаторы с этой функцией
- Точки завинчивания/болтового крепления со стороны кузова для направляющих/управляющих компонентов колес
- Опора переднего моста
- Стрелы Питмана
- Поперечные рулевые тяги
- Крепления рулевого механизма
- Рулевая колонка
64 00 000 Информация об использовании чистящих средств/красок (средств индивидуальной защиты)
| ПРЕДУПРЕЖДЕНИЕ: | Использование чистящих средств/красок, не соответствующих инструкциям, может привести к серьезным травмам или ожогам! Обращение с чистящими средствами/красками может вызвать аллергические кожные и респираторные реакции! |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции: Храните чистящие средства/краски только в защищенном шкафу. Держите чистящие средства/краски подальше от открытого огня и других источников возгорания. Защищать чистящие средства/краски от высоких температур и прямых солнечных лучей. Всегда держите под рукой ванну для глаз, регулярно меняйте воду (раз в месяц). |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции перед использованием: Инструкции производителя (на таре/упаковке) Предупреждения об опасности (на таре/упаковке) Инструкции производителя на вкладыше в упаковку Паспорт безопасности материала производителя Национальные правила рынка |
|---|
| ВАЖНО: | Соблюдайте следующие инструкции во время использования: Не ешьте, не пейте и не курите во время работы с этими продуктами. Избегайте прямого контакта с кожей и глазами. Носить индивидуальную защитную одежду/оборудование. Убедитесь, что все закрытые помещения хорошо проветриваются или непосредственно удаляют пары. Немедленно сменить рабочую одежду, загрязненную чистящим средством/краской. Закончив работу, вымойте руки и нанесите защитный крем для кожи. |
|---|
| ВАЖНО: | Следуйте предупреждениям об опасности и носите средства индивидуальной защиты! |
|---|
Первая помощь:
- Если продукт соприкасается с глазами, немедленно промойте проточной водой в течение 10-15 минут. Обратитесь за консультацией к специалисту по глазам.
- В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. Обратитесь за советом к врачу.
- При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
- После вдыхания паров обеспечьте достаточную подачу свежего воздуха. Сохраняйте спокойствие, держите дыхательные пути чистыми и позвоните врачу.
Переработка
Утилизируйте чистящие средства/краски профессиональным способом!
Соблюдайте национальные/страновые правила утилизации.
41 00... Информация о защите транспортных средств
- Детали автомобиля, находящиеся в зоне ремонта или находящиеся под угрозой воздействия тепла, искр или пыли, должны быть удалены или закрыты.
| ВАЖНО: | Не используйте легковоспламеняющиеся или грязные материалы для покрытия. |
|---|
41 00... Монтажное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
Гайка заклепка с шестигранником/прямым хвостовиком (до резьбы 8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Риск повреждения! Несоблюдение этих инструкций может привести к соскальзыванию сверла и значительному повреждению лакокрасочного покрытия. |
|---|
Схема №477
Схема №478
Схема №479
- Отметить положение отверстия, а затем пробить компонент ВАЖНО: Если определенный диаметр сверла не соблюдается: насечка на заклепочной гайке прямого стержня становится бесполезной, компонент будет поврежден при вставке заклепочной гайки прямого стержня Определение подходящего сверла: В зависимости от диаметра хвостовика гайки заклепки можно использовать следующее сверло диаметром выше (шаг 5/10). Например, при диаметре хвостовика 10,1 мм можно использовать сверло 10,5 мм. Нельзя использовать сверло 11,0 мм.
- Бурение ствола с определенным буровым долотом и удалением заусенцев, пилотное бурение с меньшим буровым долотом, если необходимо
- Очистите компонент, при необходимости устраните повреждения лакокрасочного покрытия ВАЖНО: Во избежание коррозии остановите сколы/стружку с помощью герметизации полости. Следуйте ИНСТРУКЦИЯМ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ.
- Сохранение полости
Схема №480
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что прямая заклепочная гайка хвостовика правильно контактирует с компонентом. |
|---|
5Set гайку заклепки ручным пистолетом
Схема №481
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M12) с ручным пистолетом для заклепок MB512
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что шестигранная заклепочная гайка правильно контактирует с компонентом. |
|---|
Установить гайку заклепки ручным пистолетом
Схема №482
ПримечаниеПо заверениям производителя, изображённый инструмент подходит вплоть до резьбы М12.
41 00... Установка акустической перегородки полости (расширенная)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства.
Следующий ремонт представляет собой процедуру для уже расширенной переборки полости.
В этом случае переборка полости остается на корпусе.
Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Очистите поверхность контакта (1) чистящим средством R2.
Нанесите валик (2) высотой приблизительно 15 мм из ГЕРМЕТИКА D1 на контактную поверхность (1).
Чтобы избежать стекания герметика при приклеивании к вертикальной поверхности, может потребоваться тонкий слой герметика с обеих сторон поверхности.
Подогнать, закрепить и приварить новую деталь.
Схема №483
Войти
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
41 00... Установка акустической перегородки полости (без расширения)
ПримечаниеПеренос схематического представления на соответствующий тип транспортного средства. Следующий ремонт представляет собой замену переборки полости. Перед этими рабочими этапами подготовьте новую деталь так, чтобы она была готова к установке (подгонка, резка под размер, нанесение сварочной грунтовки и т.д.).
Песчаная контактная поверхность полостной акустической перегородки (1) с крупнозернистой шкуркой (зернистость 50-100).
Очистите поверхность контакта (1) чистящим средством R2.
Нанесите валик ГЕРМЕТИК D1 высотой около 15 мм на контактную поверхность (1).
При необходимости нанесите герметик D1 несколько тоньше с каждой стороны, чтобы предотвратить протекание герметика.
Закрепить переборку полости в заданном положении (см. старую часть).
Подогнать, закрепить и приварить новую деталь.
| ПРЕДУПРЕЖДЕНИЕ: | Обеспечить адекватную вентиляцию в течение всего периода обработки. |
|---|
1.2 Влияние материалов
| Причины | Последствия/средства правовой защиты |
|---|---|
| Гальванический элемент создается под воздействием влаги при контакте с такими материалами, как медь, олово, никель, железо и цинк. | Этот процесс нанесения покрытия вызывает удаление алюминия из соединения. Это приводит к поверхностной коррозии или точечной коррозии. Новые детали и детали аксессуаров, которые были одобрены BMW Group для алюминия (винты, шайбы, гайки и т. Д.), Прошли специальную обработку поверхности. Такие детали не должны заменяться обычными. ПРИМЕЧАНИЕ: Поврежденные детали теряют эту защиту и должны быть специально покрыты или заменены. Повреждения, вызванные контактной коррозией, исключены из гарантии. |
| Материалы, также используемые для работы со стальными компонентами, могут имплантировать стальные частицы в более мягкую поверхность алюминиевого компонента. | Происходит поверхностная коррозия или точечная коррозия. Для обработки/механической обработки алюминия доступен отдельный набор инструментов. |
| При использовании флюсов на поверхности воздействуют. | Пайка не допускается для соединения алюминиевых компонентов. Риск коррозии от химических факторов. |
| Алюминиевая/стальная шлифовальная пыль с прилегающих рабочих участков. | Это приводит к поверхностной коррозии. Возведение защитных барьеров. |
| Примечание: |
|---|
| Поврежденные детали теряют эту защиту и должны быть специально покрыты или заменены. |
СПРАВОЧНАЯ ТАБЛИЦА ВЛИЯНИЯ МАТЕРИАЛОВ
1.3 Свойства обработки
| Свойства алюминия по сравнению со сталью | Эффекты |
|---|---|
| Алюминиевые детали магнитно-нейтральные. | Крепление магнитными инструментами/рабочими средствами невозможно. |
| Эластичность лишь на 1/3 выше. | Конвертируемость ограничена по сравнению со сталью. |
| Разрушение при удлинении меньше примерно на 50%. | Чрезмерное растяжение материала приводит к деформационному упрочнению и повышенной тенденции к растрескиванию. |
| Электропроводность почти в 4 раза выше. | Электросварочные процедуры требуют различного оборудования (сварка МИГ). |
| Расширение материала при нагреве в два раза выше. Теплопроводность выше в 3 раза. | Материал расширяется более заметно. Для удаления вмятин необходима более короткая термообработка. Быстрее отводят тепло. Прилегающие рабочие зоны подвергаются более сильному воздействию, например, во время сварки. |
| Изменение микроструктуры между 200 ° С и 250 ° С. | Улучшаются характеристики удлинения и, таким образом, пластичности. Прочность снижается. ВАЖНО: Отсутствие термообработки при работе над конструкцией автомобиля! Невозможно контролировать температуру до достаточно точных уровней в гаражах. |
| Алюминий не показывает цветов отжига. | Температура плавления - 650 ° С. После достижения температуры плавления материал начинает течь без каких-либо дополнительных указаний. Температуру можно оценить только с помощью окраски краски и коробления поверхности. ВАЖНО: Не используйте термические аппликаторы. Не подходит для использования в гараже, поскольку краска работает слишком быстро. |
| ВАЖНО: |
|---|
| Отсутствие термообработки при работе над конструкцией автомобиля! Невозможно контролировать температуру до достаточно точных уровней в гаражах. |
| ВАЖНО: |
|---|
| Не используйте термические аппликаторы. Не подходит для использования в гараже, поскольку краска работает слишком быстро. |
СПРАВОЧНАЯ ТАБЛИЦА МЕХАНИЧЕСКИХ СВОЙСТВ
1.4 Монтаж
| Характерные особенности алюминия | Специальные меры |
|---|---|
| Коррозия (старение) во влажных средах. | Алюминиевые детали храните в сухом месте. |
| Контактная коррозия в случае контакта, например, со стальными деталями. | Всегда храните алюминиевые детали отдельно или изолированно от стальных. |
| Восприимчивость к проникновению краски. | Не повреждайте защитный поверхностный слой, так как это может вызвать окисление. Несоблюдение этого требования приведет к увеличению объема покрасочных работ. |
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ АЛЮМИНИЯ
41 00... Примечания к клею К1
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА зависит от соединяемого материала и его покрытия.
Требуемый патронный пистолет
Обзор пистолетов с клеевым патроном
Подготовка кассеты с клеем
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Приблизительно 10 см смешанного клея должно появиться, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Жизнеспособность смешанного клея около 2 часов. Замена смесителя необходима только в том случае, если в течение 1 часа через смеситель не проходит материал.
Нанесение клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Не двигайте транспортное средство, пока клей не затвердеет
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Прочность транспортного средства для вождения достигается после:
48 часов при температуре объекта не менее 15 ° C (соответствует комнатной температуре приблизительно 18 ° C).
Или 1 час в распылительной камере (температура распылительной камеры 80 ° C/температура объекта 60 ° C).
При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей.
Утилизация клея
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К2
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Хранение
Сушить при 15 ° -25 ° С.
Срок хранения
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
Требуемый патронный пистолет
ПИРОПАТРОН 81 43 2 159 881/883
Схема №484
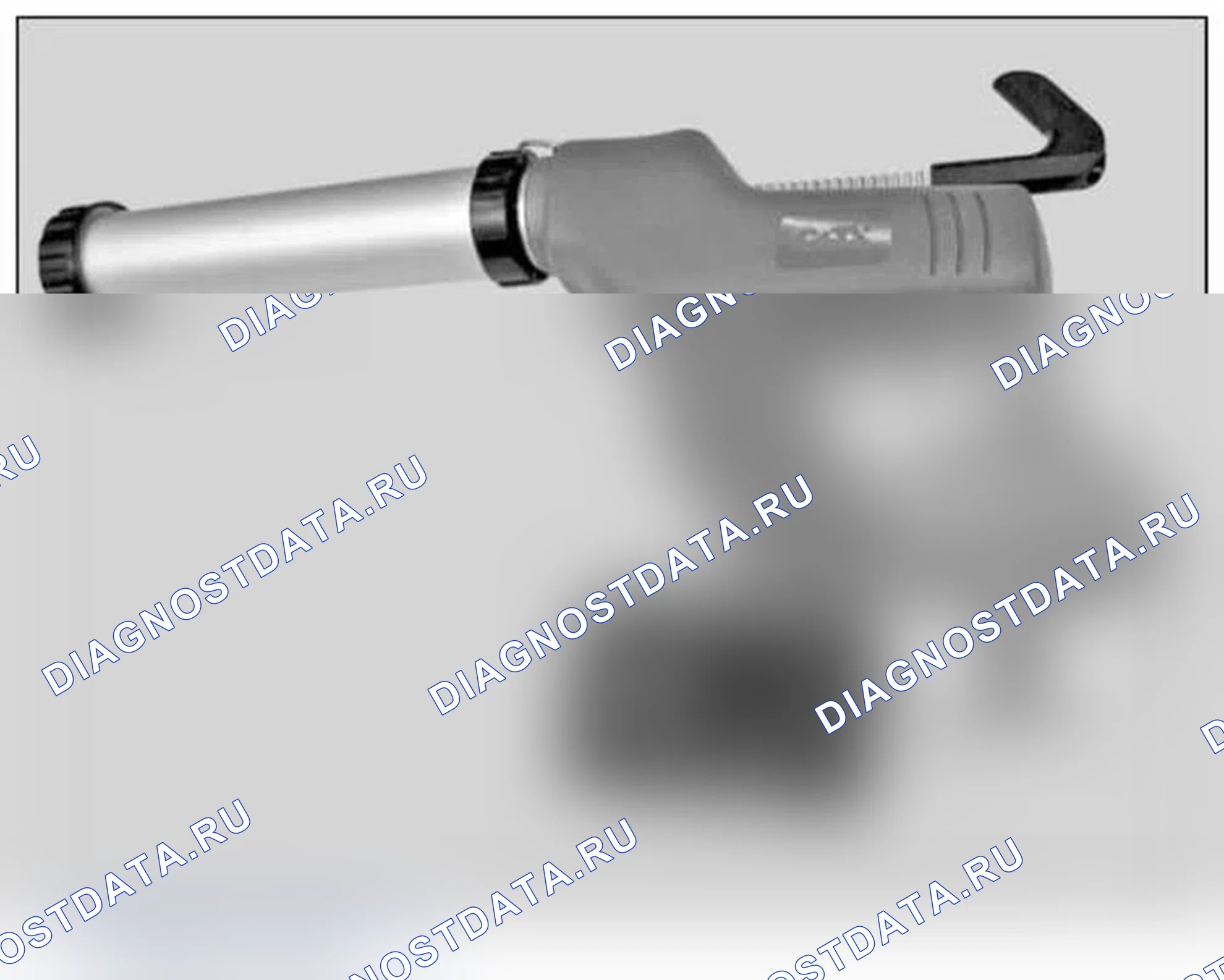
- Регулирование скорости
| ВАЖНО: | Установите регулятор скорости (1) на ступень интервала 3 для предотвращения перегрузки патронной пушки. |
|---|
Подготовка кассеты с клеем
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Срок службы клея около 20 минут.
| ВАЖНО: | При рабочих температурах выше 30 ° С срок работы клея сокращается до 10 минут! |
|---|
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Приблизительно 10 см смешанного клея должно появиться, а затем сначала нанесите смешанный клей на одну сторону соединительной поверхности.
Нанесение клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Утилизация клея
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К3
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
Обзор пистолетов с клеевым патроном
Не готовьте картридж с клеем до нанесения клея
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Жизнеспособность клея составляет приблизительно 10 минут при 25 ° С.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Открытые картриджи могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Нанесение двухкомпонентного клея
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
Как снять клей
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К4
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 25 ° С.
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
Обзор пистолетов с клеевым патроном
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Рабочая температура клеевого патрона должна быть не менее 18 ° С.
Срок службы клея около 10 минут.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как начать наносить клей, дайте примерно половине длины смесительной трубки смешанного клея появиться. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
Связанное соединение будет устойчивым через 30 минут.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания к клею К5
| ВАЖНО: | Перед началом нанесения клея обратите внимание на следующую информацию! Специфические для страны правила техники безопасности и промышленной безопасности Паспорт безопасности материала производителя Инструкции по обработке на картридже с клеем |
|---|
Сушить при 15 ° - 32 ° С.
Срок годности:
Картридж с клеем маркируется датой.
Не используйте клей после этой даты.
Обзор пистолетов с клеевым патроном
Рабочая температура клеевого патрона должна быть не менее 20 ° С.
Открытые кассеты с клеем могут использоваться снова до истечения срока годности, если используется новая смесительная трубка.
Вставьте картридж с клеем в патронный пистолет, снимите колпачок и дайте обоим компонентам клея всплыть. Равномерно зачистить клеевые компоненты и закрепить смесительную трубку. Используйте только смесительные трубки, поставляемые с картриджем с клеем.
Перед тем, как приступить к нанесению клея, дайте появиться примерно 1 трубке смешивания длины смешанного клея. Только после этого нанесите смешанный клей на одну сторону поверхности склеивания.
Жизнеспособность клея составляет приблизительно 60 минут при 23 ° C.
Ознакомьтесь с инструкциями по ремонту для конкретного автомобиля, чтобы определить толщину и расположение клеевого бортика.
После нанесения клея проверьте, не появился ли клеевой компонент на задней стороне картриджа с клеем. Если да, прервите процедуру сварки. Очистите новую часть. Используйте новый клеевой картридж. Свяжитесь с национальной горячей линией.
Немедленно удалите загрязнения, вызванные остатками клея.
Отвердевший клей можно удалить только механическим способом.
Проверьте ногтем степень твердости клея.
Если клей не может быть прижат дальше ногтем, транспортное средство может быть перемещено (без усилия двигателя) для дальнейших применений обработки (например, покраски).
Процедуру можно ускорить с помощью радиационного нагревателя. Дайте клею затвердеть в течение 30 минут при температуре 85 ° С. Затем компонент может быть обработан в зонах соединения.
Прочность транспортного средства для вождения достигается после:
24 часа при минимальной температуре объекта 23 ° С.
Или 1 час в распылительной камере (температура распылительной камеры 80 ° C/температура объекта 60 ° C).
При использовании радиантных нагревателей следите за тем, чтобы температура объекта не превышала 85 ° С. Чрезмерно высокие температуры разрушат клей.
Отвержденный клей утилизируется как обычные отходы.
Пустые кассеты с клеем утилизируются как обычные отходы.
Неотвержденные клеи и смеси клея и растворителя и т.п. должны быть утилизированы как опасные отходы.
Настоящие правила применяются к Федеративной Республике Германии.
Для других стран соблюдайте (возможно, отличающиеся) применимые на национальном уровне правила.
41 00... Примечания по чистящему средству R1
Используйте только чистящее средство R1, так как другие чистящие средства могут быть смягчающими/увлажняющими или могут начать растворять грунтовку для катодной краски.
41 00... Примечания по восстановлению резьбы
| ВАЖНО: | Установите резьбовые вставки Helicoil так, чтобы они были заподлицо с исходной резьбой. |
|---|
ПримечаниеПоврежденная резьба может быть отремонтирована с помощью резьбовых вставок Helicoil. Соблюдайте ПРОЦЕДУРУ, описанную в примере.
| Винтовое соединение | Транспортное средство | Точка (и) болтового соединения | Вставка винтовой резьбы |
|---|---|---|---|
| Опора переднего моста к опоре двигателя | Р50, R52, R53, R60 | Все | M12x1.5x18 |
| R55, R56, R57, R60 | Все | M12x1.5x18 | |
| Кронштейн, поперечный рычаг, к опоре двигателя | Р50, R52, R53, R60 | Все | M10x15 |
| R55, R56, R57, R60 | Все | M10x15 | |
| Кронштейн, поперечный рычаг, к опоре передней оси | R55, R56, R57, R60 | Все | M14x1.5x21 |
| Опора заднего моста на лонжерон/поперечину | Р50, R52, R53, R60 | Все | M12x1.5x18 |
| R55, R56, R57, R60 | Все | M12x1.5x18 | |
| Опора подшипника, тяговый рычаг к лонжерону | Р50, R52, R53, R60 | Все | M12x1.5x18 |
| R55, R56, R57, R60 | Все | M12x1.5x18 |
СПРАВОЧНАЯ СХЕМА РЕЗЬБЫ HELICOIL
1. Размыкание точечных сварных соединений
| ПРЕДУПРЕЖДЕНИЕ: | Извлечение паров и газов. Использовать индивидуальную защитную одежду/оборудование. |
|---|
Тепловой соединительный фланец с воздуходувкой горячего воздуха. Нагрейте компоненты до максимальной температуры объекта 250 ° C.
Стравить соединительный фланец долотом.
Удалите остатки клея с соединительного фланца.
2. Вскрытие клеевых соединений
При необходимости откройте существующие ПРОБИВНЫЕ ИЛИ ГЛУХИЕ ЗАКЛЕПКИ.
Грубо вырезать поврежденный компонент.
| ПРЕДУПРЕЖДЕНИЕ: | Извлечение паров и газов. Использовать индивидуальную защитную одежду/оборудование. |
|---|
Термоклеевой фланец с воздуходувкой горячего воздуха. Нагрейте компоненты до максимальной температуры объекта 250 ° C.
Компонент можно отслаивать с помощью плоскогубцев. Не повреждайте соседние компоненты.
Удалите остатки клея с соединительного фланца.
3. Открытие клеевых соединений на алюминиевых крышах
Процедура подробно описана в соответствующих инструкциях по ремонту.
4. Размыкание клеевых соединений на пластмассовых деталях, армированных углеродным волокном
Процедура подробно описана в соответствующих инструкциях по ремонту.
41 00... Открытие паяных соединений
Метод ремонта «Склеивание и клепка» предполагает замену водонепроницаемого паяного соединения клеем.
Это приводит к новой процедуре раскрытия паяных соединений.
Зачистить паяный шов ленточной шлифовальной машиной. Это сохраняет влияние тепла в области вокруг паяного шва как можно меньшим.
| ВАЖНО: | Никогда не используйте газовое пламя. |
|---|
Все следы пайки припоем удалять не надо.
Запрещается шлифовать панели кузова тонкими.
41 00... Раскрытие заклепочных соединений
На автомобилях BMW используются различные типы заклепок.
1.1 Открытие глухих заклепок (Н1 и Н2)
Зачистить глухую головку заклепки ленточной или угловой шлифовальной машиной. Не измельчать основной материал. Удалите остатки заклепок пробойником.
1.2 Открытие глухих заклепок (Н3 и Н6)
Высверлить глухую головку заклепки диаметром 5 мм. сверло. Не повреждайте основной материал. Удалите остатки заклепок пробойником.
2.1 Раскрой пробивных заклепок экстракцией
Эта процедура используется на алюминиевом переднем конце уменьшенного веса.
Рекомендуемые инструменты и оборудование:
- Аппарат для сварки шпилек с газовым баллоном, содержащим инертный газ (82% аргона, 18% СО 2).
- Шпилька из нержавеющей стали
- Универсальный заклепочный инструмент
Зачистить краску и темно-серое покрытие пробивных заклепок.
Расположите болт по центру на заклепке и приварите вертикально. Участок, на котором приварены болты, должен находиться между двумя клеммами заземления. Расположите обе клеммы, по возможности, на верхней стороне металлической пластины, на которой расположена заклепка.
Извлечь болт приваренной заклепкой с помощью универсального заклепочного инструмента. Используйте большой пластиковый носик, если не указано иное в инструкции по ремонту. Проверьте пластиковую носовую часть перед использованием на предмет износа.
Пластиковая носовая часть должна опираться на листовой металл по всей окружности; при необходимости зачистить пластмассовый шумы в зоне столкновения.
Не нажимайте заклепочный инструмент с усилием на болты из специальной стали.
Не используйте заклепочный инструмент для изгиба болтов из специальной стали.
Обратите особое внимание на центральное расположение болта при использовании маленького пластикового мундштука.
Следуйте инструкциям производителя оборудования по применению.
2.2 Открытие пробивных заклепок высверливанием
Высверлить заклепки диаметром 6 мм. твердосплавное сверло.
Пробивные заклепки можно высверлить с обеих сторон. При сверлении с выступающей задней стороны просверлите только хвостовик заклепки и снимите остальное пробойником заклепки.
Используйте пробойник для удаления остатков пробойных заклепок в алюминии (риск коррозии).
Очистить автомобиль от стружки (риск коррозии).
1. Открытые сварные точки (точечная сварка сопротивлением)
Панели из листовой стали, изготовленные из материалов высокой и сверхвысокой прочности, предъявляют большие требования к используемым инструментам.
Только с помощью специальных твердосплавных фрез можно высверлить сварные пятна на этих листовых панелях.
Фрезы BTR/BOR используются только в сочетании со съемником точечной сварки Vario Drill.
- Процедура:
При необходимости зачистите поверхность имеющейся неровности ленточной или угловой шлифовальной машиной в зоне вокруг места сварки.
Установить метку высечки в центре места сварки. Установить диаметр 8 мм приварить точечное сверло на метке пробойника и просверлить верхний металлический лист.
ПримечаниеПоскольку сварные точки могут быть поверхностно упрочнены, при необходимости их следует шлифовать с помощью угловой шлифовальной машины и шлифовального диска для бумаги.
Используйте долото, чтобы отделить фланец из листового металла и удалить компонент.
Следуйте специальной процедуре для ТОЧЕЧНЫХ СВАРНЫХ ШВОВ.
2. Открытие сварных швов MAG и паяных швов MIG
- Процедура:
Зачистите сварные швы ленточной или угловой шлифовальной машиной. Не шлифуйте материал основы тонким слоем.
Используйте долото, чтобы отделить фланец из листового металла и удалить компонент.
3. Вскрытие лазерных сварных швов
В зоне наружной обшивки кровли используются лазерные сварные швы.
- Процедура:
Грубо срезать наружную обшивку крыши в канале крыши для улучшения доступности.
Поместите угловую шлифовальную машину со шлифовальным диском на лазерный сварной шов и зачистите через верхний металлический лист. Будьте осторожны, чтобы не прорезать и не повредить листовой металл под собой.
Снимите фланец из листового металла.
41 00... Обзор пистолетов с клеевым патроном
Пистолет клеевой 83 19 2 149 522
Можно получить через электронный каталог деталей.
Пригоден для клеев К4, K5a.
В том числе вставка 1:1 и 2:1.
Схема №485
 Войти
Войти
Клеевой пистолет 81 49 0 443 166
Пригоден для клея К3.
Схема №486
Пистолет для клеевых патронов 81 49 2 159 881/883
Может использоваться для клеев К1, К2, K5b, герметика D1 и клея для оконных стекол.
Схема №487
Пистолет для клеевых патронов 83 30 0 494 836
Пригоден для конструкционной пены HS2.
ПримечаниеСпециальный инструмент № 41 3 010
Схема №488
41 00... Обзор расходных материалов (Каталог электронных деталей)
1.0 Клеи
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Клей К1 | Клей для корпуса К1 | 83 19 0 413 015 | 195 мл |
| Клей К2 | Клей для корпуса К2 | 83 19 2 156 847 | 195 мл |
| Клей К3 | Клей для корпуса К3 | 83 19 0 417 144 | 2 х 300 мл |
| Клей К4 | Клей для корпуса К4 | 83 19 2 149 520 | 50 мл |
| Клеевые K5a | Клей для корпуса K5a | 83 19 2 158 654 | 50 мл |
| Клеевые K5b | Клей для корпуса K5b | 83 19 2 157 298 | 195 мл |
| Клеи K5a и K5b являются одним и тем же клеем в упаковках разных размеров. | |||
КОНТРОЛЬНАЯ ТАБЛИЦА АДГЕЗИВОВ
1.1 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Грунтовка П1 | Грунтовка П1 | 83 19 0 302 556 | 50 мл |
| Грунтовка П2 | Патрон P2/Gas капсюля-воспламенителя | 83 19 0 302 555 | 50 мл |
СПРАВОЧНАЯ ТАБЛИЦА ГРУНТОВКИ
1.2 Чистящее средство
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Чистящее средство R1 | Чистящее средство R1 | 83 19 2 157 286 | 125 мл |
| Чистящее средство R2 | Чистящее средство R2 | 83 19 0 417 324 | 500 мл |
| Устройство для удаления воска для герметизации полости | Устройство для удаления воска для герметизации полости | 83 12 0 390 086 | 500 мл |
СПРАВОЧНАЯ ТАБЛИЦА ПО ЧИСТЯЩИМ СРЕДСТВАМ
1.3 Наполнители
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Металлический наполнитель | Металлический наполнитель 2С | 83 19 2 154 175 Версия для США: 83 19 2 163 602 Азиатская версия: 83 19 2 163 603 |
СПРАВОЧНАЯ ТАБЛИЦА ПО НАПОЛНИТЕЛЯМ
2.1 Заклепки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Глухая заклепка N1 Hemlock 813 | Заклепка глухая Н1 | 83 19 0 301 414 | Диам. 6,5 мм; диапазон зажимов 2,8-4,8 мм |
| Глухая заклепка N2 Hemlock 815 | Заклепка глухая Н2 | 83 19 0 301 419 | Диам. 6,5 мм; диапазон зажима 4,8-6,8 мм |
| Заклепка глухая Н3 | Заклепка глухая Н3 | 83 19 0 301 421 | Диам. 4 мм; диапазон зажима 1-3 мм |
| Пробивная заклепка N4 | Пробивная заклепка N4 | 83 19 2 158 080 | Диам. 3 мм; длина 4 мм |
| Пробивная заклепка Н5 | Пробивная заклепка Н5 | 83 19 2 158 079 | Диам. 5 мм; длина 5 мм |
| Заклепка глухая Н6 | Заклепка глухая Н6 | 83 19 2 158 655 | Диам. 4 мм; диапазон зажима 3-5 мм |
СПРАВОЧНАЯ ТАБЛИЦА ЗАКЛЕПОК
2.2 Пластмассовые гайки
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Колпачковая гайка | Пластиковая гайка | 51 16 1 943 122 | Диа. 18 мм |
| Колпачковая гайка | Зажимная гайка | 07 14 7 139 081 | Диа. 30 мм |
СПРАВОЧНАЯ ТАБЛИЦА ПЛАСТИКОВЫХ ГАЕК
3.0 Грунтовка
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Краткая информация | Многобазовый наполнитель HS-AK 2K spray | 51 91 0 432 612 | 200 мл; жизнеспособность 5 часов |
| Краткая информация | Наполнитель основы ЭП 2К спрей | 51 91 0 432 615 | 200 мл; жизнеспособность 8 часов |
| Грунтовка сварочная | Грунтовка для сварки распылением INOX | 83 40 0 409 992 | 500 мл |
СПРАВОЧНАЯ ТАБЛИЦА ГРУНТОВКИ
4.0 Герметик
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик D1 Распыляемый герметик | Герметизация шва | 83 42 0 428 349 | 310 мл |
СПРАВОЧНАЯ ТАБЛИЦА ПО ГЕРМЕТИКУ
5.0 Консервация полости
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Герметик полости | Распыление герметика полости | 83 42 0 428 190 | 400 мл |
| Герметик полости | Консервация полости | 83 42 0 428 348 | 1000 мл |
СПРАВОЧНАЯ КАРТА КОНСЕРВАЦИИ ПОЛОСТИ
6.0 Полостная пена
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Полостная пена HS1 | Полостная пена | 83 42 9 410 694 | 400 мл |
| Конструкционная пена HS2 | Конструкционная пена | 83 19 0 007 361 | 420 мл |
КОНТРОЛЬНАЯ КАРТА ПЕНОПОЛИУРЕТАНА
7.0 Электромагнитный винт (электромагнитная совместимость)
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Винт ЭМС | Винт | 83 19 0 301 639 | СФ Плюс M5x15 |
СРАВНИТЕЛЬНАЯ ТАБЛИЦА ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
8.0 Спиральное сверло
| Обозначение, инструкция по ремонту | Обозначение, каталог электронных деталей | Номер детали, Каталог электронных деталей | Замечания |
|---|---|---|---|
| Сверло | Спиральное сверло | 83 19 2 166 461 | 4,2 х 119 мм |
| Сверло | Спиральное сверло | 83 19 2 166 462 | 6,8 x 156 мм |
| Сверло | Спиральное сверло | 83 19 2 166 463 | 4,2 x 55 мм |
| Сверло | Спиральное сверло | 83 19 2 166 464 | 6,8 x 74 мм |
СПРАВОЧНАЯ ТАБЛИЦА СПИРАЛЬНОГО СВЕРЛА
41 00... Положение фасонных частей переборки шахт
Герметизация полости осуществляется в конкретных участках тела с целью снижения внутреннего шума и уменьшения конденсата. Для этого в полости вставляют фасонные детали. Эти фасонные детали оптимально адаптируются благодаря нагреву корпуса приблизительно до 180 ° C путем расширения до формы полостей.
Поскольку невозможно нагреть кузов до такой степени для ремонта кузова, см. "4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-ustanovka-akusticheskoi-peregorodki-polosti) или «4100... Для этой ситуации была предусмотрена установка акустической перегородки полости (без расширения).
Схема №489
 Войти
Войти
41 00... Пробивные заклепки
Метод ремонта «Склеивание и клепка» предполагает использование в ремонте впервые пробивных заклепок. Это требует новых инструментов и процедур.
Размеры пробивных заклепок соответствуют толщине и качеству материала, используемого в соответствующей точке соединения.
1.0 Рекомендуемые инструменты и оборудование
- Инструмент для пробивки заклепок
Установка пробивных заклепок
- Отметьте положения заклепок на автомобиле. Установите пробивные заклепки примерно на равных расстояниях. Пробивные заклепки не требуют предварительно просверленного отверстия. Они запрессовываются непосредственно в полный материал.
- Вставить пробивную заклепку в заклепочную матрицу. Расположите инструмент для пробивки заклепок на расклепываемых деталях из листового металла. Направление клепки: Всегда от новой детали к использованной. Отклонения указаны в конкретной для автомобиля инструкции по ремонту.
- Заклепки пробивные с инструментом для пробивки заклепок. Тем временем очистите клепальный штамп и матрицу, если они загрязнены клеем.
- Заклепки для пробивки уплотняйте во влажной зоне (например, на колесной арке или несущей опоре) с обеих сторон SEALANTD1 (риск коррозии).
- Герметизировать полости после окраски автомобиля ГЕРМЕТИКОМ ПОЛОСТЕЙ (риск коррозии).
41 00... Стандарт качества
- Общие требования, касающиеся транспортного средства, могут быть выполнены только путем включения «всех» компонентов. Это относится, в частности, к телу. Что касается оптимального результата столкновения, необходимо соблюдать конструктивные меры. Абсолютно необходимо соблюдать процедуры, изложенные в инструкции по ремонту. Любое отклонение от этих процедур будет разрешено только после предварительной консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны. Использование неутвержденных этапов ремонта или инструментов может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. Меры защиты от коррозии во время и после ремонта абсолютно необходимы для поддержания ценности автомобиля.
- При проведении ремонта используйте только оригинальные детали BMW и одобренные вспомогательные устройства, материалы и рабочие жидкости.
41 00... Ремонтное решение для прямого хвостовика/шестигранной заклепочной гайки
Меры защиты!
- Носить защитные очки
- Носить защитные перчатки
| ВАЖНО: | Чтобы предотвратить сужение материала, не высверливайте головку заклепки. |
|---|
Схема №490
Схема №491

Схема №492
- Осторожно просверлите головку заклепки с большим сверлом/зенковкой ВАЖНО: Избегайте повреждения лакокрасочного покрытия
- Выбить головку заклепки зубилом
- Завести через хвостовик заклепки в полость, при необходимости снять
- Очистить компонент, при необходимости устранить повреждения лакокрасочного покрытия Если хвостовик заклепки можно удалить: ВАЖНО: Во избежание коррозии остановить сколы/стружку с помощью уплотнения полости. Следуйте ИНСТРУКЦИЯМ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ.
- Сохранение полости
При невозможности снятия хвостовика заклепки:
| ПРЕДУПРЕЖДЕНИЕ: | Риск получения травмы! |
|---|
| ВАЖНО: | Во избежание коррозии и дребезжащих шумов остановить стружку/шлам и хвостовик гайки заклепки пеной полости. Остатки пены удалите изогексаном (бензином). |
|---|
- Остановить хвостовик заклепки путем специфического вспенивания.
- Установите гайку заклепки ручным пистолетом для заклепок.
ПримечаниеУстановите заклепку как можно быстрее, в идеале до того, как пенопласт полости затвердеет.
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M8) с ручным пистолетом для заклепок ZS308
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
Заклепочная гайка с шестигранником/прямым хвостовиком (до резьбы M12) с ручным пистолетом для заклепок MB512
| ВАЖНО: | Следуйте инструкциям производителя по эксплуатации. Убедитесь, что заклепочная гайка правильно контактирует с компонентом. |
|---|
41 0 Техника ремонта, этапа ремонта 1
Методы ремонта
- Выпрямление наружной обшивки
- Правка алюминиевых деталей. См. 4100... ПРАВКА АЛЮМИНИЕВЫХ ДЕТАЛЕЙ НА НАРУЖНОЙ ОБШИВКЕ
- Правка стальных деталей. См. 4100... ПРАВКА СТАЛЬНЫХ ДЕТАЛЕЙ ПО НАРУЖНОЙ ОБШИВКЕ
- МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- Размол
- Шлифование алюминиевых компонентов. См. 4100... ШЛИФОВАНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
- Шлифование стальных деталей. См. 4100... ШЛИФОВАНИЕ СТАЛЬНЫХ ДЕТАЛЕЙ
- Ремонтные элементы
- Ремонт стальной резьбы. См. "4100... ПРИМЕЧАНИЯ ПО РЕМОНТУ РЕЗЬБЫ»(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-primechaniia-po-vosstanovleniiu-rezby) или «4100... РЕМОНТНЫЙ РАСТВОР ДЛЯ ГАЙКИ ЗАКЛЕПКИ ПРЯМОЙ ХВОСТОВИК/ШЕСТИГРАННИК" (/mini/cooper-clubman/i-2010-2014/remont/poluosi/#zadniaia-os-remont-kabriolet-r57__41-00-remontnoe-reshenie-dlia-priamogo)
41 0 Техника ремонта, ремонтный этап 2
Ремонт, который осуществляется склеиванием и клепкой без применения рихтовочного стенда.
Методы ремонта
- Удаление использованной детали
- ОТКРЫТИЕ СВАРНЫХ СОЕДИНЕНИЙ
- ОТКРЫТИЕ ПАЯНЫХ СОЕДИНЕНИЙ
- РАСКРЫВ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ
- РАЗЪЕМНОЕ СОЕДИНЕНИЕ
- ШЛИФОВАНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
- ЗАЧИСТКА СТАЛЬНЫХ ДЕТАЛЕЙ
- Секционный ремонт
- Усиливающая пластина (скрепленная)
- МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- Установка новой детали
- Примечания по расходным материалам. См. 4100... ОБЗОР РАСХОДНЫХ МАТЕРИАЛОВ (КАТАЛОГ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ) ; 4100... Примечания к чистящему средству R1 или «4100... Сведения о металлическом наполнителе" (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-svedeniia-o-metallicheskom-napolnitele)
- Примечания к клею. См. 4100... ПРИМЕЧАНИЯ К КЛЕЮ К2; 4100... Примечания к клею К3« (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-primechaniia-k-kleiu-k3); «4100... Примечания к клею К1; 4100... Примечания к клею К4 или «4100... Примечания к клею К5" (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-primechaniia-k-kleiu-k5)
- МЕТАЛЛИЗАЦИЯ ОКРАШЕННЫХ ПОВЕРХНОСТЕЙ
- ЗАКЛЕПКИ ГЛУХИЕ
- ПРОБИВНЫЕ ЗАКЛЕПКИ
- Герметизация полости. См. "4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-ustanovka-akusticheskoi-peregorodki-polosti) или «4100... Установка акустической перегородки полости (без расширения)
- EMC SCREWS
- Разное
- РЕМОНТ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
- ОКОННЫЕ СТЕКЛА ДЛЯ МЕТАЛЛИЗАЦИИ
- ГАЙКИ И БОЛТЫ ЗАКЛЕПОК ГЛУХИХ
41 0 Техника ремонта, этапа ремонта 3
Ремонты, которые проводятся склеиванием и клепкой с применением рихтовочного стенда или сварки.
Методы ремонта
- Выпрямляющая конструкция
- ПРАВКА АЛЮМИНИЕВЫХ ДЕТАЛЕЙ НА КОНСТРУКЦИИ
- ПРАВКА СТАЛЬНЫХ ДЕТАЛЕЙ НА КОНСТРУКЦИИ
- Удаление использованной детали
- РАСКРЫТИЕ СВАРНЫХ СОЕДИНЕНИЙ
- ОТКРЫТИЕ ПАЯНЫХ СОЕДИНЕНИЙ
- ОТКРЫТИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
- ОТКРЫТИЕ СОЕДИНЕНИЙ
- ШЛИФОВАНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ
- ЗАЧИСТКА СТАЛЬНЫХ ДЕТАЛЕЙ
- Секционный ремонт
- СВАРКА В АРМАТУРНОМ ЛИСТЕ (СТАЛЬНОМ ЛИСТЕ)
- Секционный ремонт (сталь) с ремонтным элементом Секционный ремонт (алюминий) с ремонтным элементом
- Установка новой детали
- Сварка алюминиевых деталей
- ДЕТАЛИ ИЗ СВАРОЧНОЙ СТАЛИ
- Точечная сварка стальных деталей
- ПАЙКА СТАЛЬНЫХ ДЕТАЛЕЙ
- Примечания по расходным материалам. См. "4100... ОБЗОР РАСХОДНЫХ МАТЕРИАЛОВ (КАТАЛОГ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-obzor-raskhodnykh-materialov-katalog) или «4100... Примечания к чистящему средству R1" (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-primechaniia-po-chistiashchemu-sredstvu)
- ПРИМЕЧАНИЯ К КЛЕЮ
- Соединение алюминия со сталью
- СОЕДИНЕНИЕ СТАЛИ СО СТАЛЬЮ
- ЗАКЛЕПКИ ГЛУХИЕ
- ПРОБИВНЫЕ ЗАКЛЕПКИ
- Герметизация полости. См. "4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-ustanovka-akusticheskoi-peregorodki-polosti) или «4100... Установка акустической перегородки полости (без расширения)
- EMC SCREWS
41 00... Ремонт пластмассовых деталей
1.0 Общие сведения
- Экономическая эффективность всегда должна проверяться перед ремонтом.
- Только следующие окрашенные КОМПОНЕНТЫ В ОБЛАСТИ ВНЕШНЕЙ ОБШИВКИ одобрены для ремонта: Накладки бампера (исключение: E52) Накладки подоконника Передние боковые панели Жесткий верх/крыша Крышка верхнего отсека с складным верхом Задняя крышка
- Обязательное условие для профессионального ремонта: Только незначительные деформации (без микротрещин, обычно видны в краске) Только незначительные повреждения, например, ссадины, трещины и отверстия длиной до 2,5 см Никаких повреждений (трещин) до края компонента!
- ВНИМАНИЕ: Следующие не одобрены для ремонта: Топливные баки, резервуары для жидкостей/жидкостей (например, блок омывателя ветрового стекла, тормозная жидкость, расширительный бак охлаждающей жидкости и т. Д.) Крепления фар (защита пешеходов)
2.0 Формирование пластиковых деталей
- Пластиковые детали могут быть изменены с помощью воздуходувки горячего воздуха.
- Микротрещины могут возникнуть в пластике, если пластмассовые детали деформированы. После изменения формы компонента и последующего окрашивания трещины могут снова стать видимыми на поверхности через некоторый период времени.
- Компонент необходимо заменить, если в области деформации можно выявить микротрещины.
3.0 Склеивание пластмассовых деталей
| ВАЖНО: | Соблюдайте меры предосторожности. См. 4100... БЕЗОПАСНОСТЬ НА РАБОТЕ или 4100... Информация об опасностях! |
|---|
1.1 Работа с алюминиевой пылью
- Наденьте маску для тонкой очистки от пыли.
- Только E52: Используйте взрывозащищенную съемную систему.
- Обратите внимание на национальные правила.
1.2 Удаление герметика
- Соляная кислота создается при нагревании ПВХ-герметизирующего материала до температур свыше 180 ° С.
- Удалите герметик из ПВХ вращающейся проволочной щеткой или нагрейте материал с помощью горячей воздуходувки до температуры не более 180 ° C и удалите шпателем.
- Убедитесь, что все закрытые помещения хорошо проветриваются или снабжены устройствами прямого извлечения.
1.3 Дуговая сварка и пайка твердым припоем
| ВАЖНО: | Чрезвычайно яркая дуга при сварке может привести к серьезной травме глаз, если не будут приняты соответствующие защитные меры. Используйте специальный сварочный экран для соответствующего способа сварки (MAG или MIG). Отгораживайте рабочие секции защитными экранами. Использовать установку для удаления сварочных выбросов. Сварщик должен носить защитную одежду и перчатки, которые подходят для сварки (то есть огнестойкие). Огнетушитель должен быть расположен в пределах досягаемости зоны сварки. Не проводите никаких сварочных работ вблизи топливного бака, например, когда он установлен. Обратите внимание на национальные правила. |
|---|
1.4 Работа с химическими продуктами (клей, чистящие средства, наполнителей и т.д.)
Соблюдайте паспорта безопасности материалов производителя.
| ВАЖНО: | Обращение с химическими продуктами может привести к аллергическим реакциям кожи и дыхания. |
|---|
- Не ешьте, не пейте и не курите во время работы с этими продуктами.
- Избегайте прямого контакта с глазами и кожей.
- Надеть защитные очки, защитные перчатки и при необходимости фартук.
- Убедитесь, что все закрытые помещения хорошо проветриваются или непосредственно удаляют пары.
- Используйте дыхательный аппарат с подходящим типом фильтра, когда вентиляция недостаточна.
- Носить непроницаемую защитную одежду.
- Немедленно сменить загрязненную рабочую одежду.
- Закончив работу, тщательно вымойте руки и нанесите защитный крем для кожи.
- Всегда держите под рукой глазной душ, регулярно меняйте воду (раз в месяц).
- Храните продукты для склеивания только в защищенном шкафу.
- Храните продукты склеивания вдали от открытого огня и других источников воспламенения.
- Защита склеивающих изделий от сильных источников тепла и прямых солнечных лучей.
- Обратите внимание на национальные правила.
Первая помощь
Если продукт соприкасается с глазами, немедленно промойте проточной водой в течение 10-15 минут. Обратитесь за консультацией к специалисту по глазам.
В случае контакта с кожей и, где это применимо, аллергической кожной реакции, немедленно промойте пораженные участки водой с мылом, а затем нанесите крем для кожи без силикона. При необходимости обратитесь к врачу.
При проглатывании клейкого продукта тщательно промыть рот/части рта проточной водой. Выпейте 1-2 стакана воды. Не вызывать рвоту. Обратитесь к врачу.
После вдыхания паров клея обеспечьте достаточную подачу свежего воздуха. Сохраняйте спокойствие. Держите воздушные проходы открытыми. Обратитесь к врачу.
00 Информация по безопасности для работы на транспортных средствах с функцией автоматического запуска-остановки двигателя (MSA)
| ПРЕДУПРЕЖДЕНИЕ: | Если контакт капот/капот двигателя потянуть вверх (режим мастерской), выводится информация «выключатель закрыт». Активна функция автоматического запуска-остановки двигателя. Возможен автоматический запуск двигателя. |
|---|
Соблюдать меры безопасности при работе на автомобилях MSA
Перед проведением практических работ на двигателе всегда следите за тем, чтобы функциональность MSA была отключена, чтобы предотвратить автоматический запуск двигателя во время проведения работ в моторном отсеке.
Функция MSA деактивируется
Схема №493
- Отключить MSA кнопкой (1) в пассажирском салоне
- Открытая пряжка ремня безопасности и дверь водителя
- Откройте капот/капот двигателя и убедитесь, что контакт капота/капота двигателя не находится в режиме мастерской
- Цеховой режим А = 10 мм
- Базовая настройка (капот/капот двигателя открыты)
B = 7 мм
Схема №494
Чтобы убедиться, что контакт капота/капота двигателя находится в основном положении, при необходимости нажмите на контакт капота/капота до предельного положения перед началом работы и медленно отпустите.
При работе со средствами диагностики
- Следуйте инструкциям средства диагностики
41 00... Установка гаек и болтов глухих заклепок
- Шпильки, приваренные в стандартной комплектации, всегда заменяются болтами с глухими заклепками.
- Просверлите отверстия (на 0,2 мм больше наружного диаметра гаек глухих заклепок или болтов глухих заклепок).
- Гайки и шпильки глухих заклепок должны иметь специальное покрытие в антикоррозийных целях. Используйте гайки и болты глухих заклепок, поставляемые в случае ручного заклепочного инструмента только для стали!
- Уже нельзя будет установить глухую гайку заклепки, если просверленное отверстие слишком большое. В этом случае установите зажимную гайку. Эта гайка затягивается автоматически при привинчивании к компоненту.
- Вставьте глухие заклепочные гайки или болты и ЗАТЯНИТЕ ЗАКЛЕПОЧНЫМ ИНСТРУМЕНТОМ.
- Гайки глухих заклепок и болты глухих заклепок опломбируйте ГЕРМЕТИКОМ D1 (риск коррозии).
41 00... Пайка стальных деталей
| ВАЖНО: | Соблюдайте следующие темы: Правила техники безопасности. См. 4100... БЕЗОПАСНОСТЬ НА РАБОТЕ или 4100... Информация об опасностях. Обращение с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами. См. "4100... ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ»(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57) или «4100... Обращение с электрическим и электронным оборудованием" (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57). |
|---|
1. Общая информация
- Для ремонтных случаев будет реализован следующий метод: Газовая пайка
- Процедура пайки МИГ не используется при ремонте по соображениям прочности. Паяные/припаянные швы МИГ, используемые в серийном производстве, заменяются при ремонте на сварные швы МАГ.
- Таким же способом скрепляют спаянные участки производства автомобилей.
2. Рабочие материалов
- Трубный пакет и горелка (газовая горелка)
- Припой для пайки
- Газовые баллоны (кислородные и ацетиленовые)
- Сварочные очки
3. Подготовка
- Удалите лакокрасочное и цинковое покрытие на участке ок. 30 мм вокруг шва, подлежащего пайке.
4. Внедрение
- Выполнение паяного шва без перегрева припоя и с низким тепловыделением. При необходимости используйте теплозащитную пасту.
5. Последующая обработка паяных соединений
- Полностью удалить сгоревший остаток цинка. Выравнивание и шлифование видимых граней соединения.
- Удалите сгоревшую краску проволочной щеткой из нержавеющей стали.
6. Примечания по плавлению/лужению
Применимо только в пределах Европейского Союза!
Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
Выровнять неровности менее 2 мм с наполнителем в соответствии с руководством по покраске
Если исключительная шероховатость превышает 2 мм, используйте МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ.
Выполнять только в видимых участках наружной обшивки и на несущей опоре.
Все зоны, имеющие крышки на транспортном средстве, не подлежат обработке.
Требуются специальные инструменты
ПримечаниеЕсли во время ремонтных работ снимается штампованный идентификационный номер автомобиля, то он должен быть снова проштампован. Читать и соблюдать ОБЩУЮ ИНФОРМАЦИЮ.
Необходимые предварительные задачи
- Снимите переднюю правую ПРУЖИННУЮ СТОЙКУ.
Специальный набор инструментов 41 1 180 для штамповки идентификационного номера транспортного средства состоит из:
Направляющая пластина 41 1 181
Контрплата 41 1 182
Схема №495
Установить снизу контропорную плиту 41 1 182 против пружинной стойки.
Установите направляющую пластину 41 1 181 сверху на опорную пластину пружинной стойки и привинтите ее к контропоре.
Вставить номера пуансонов 41 0 000 по отдельности в направляющую пластину и поставить штамп на идентификационный номер транспортного средства.
Схема №496
ПримечаниеВ случае замены компонента или кузова в мастерских/гаражах четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак «+» вместо эмблемы BMW.
41 00... Выпрямление алюминиевых компонентов в конструкции
- Изменение формы или нагрев экструдированных секций и литых деталей не допускается! Несоблюдение этого требования приведет к следующим результатам: В случае изменения формы сварные швы (E52) или клеевые соединения (E60, E61, E63, E64) разрываются в окружающей зоне. В случае изменения формы материал теряет до 40% своей первоначальной прочности. В случае нагрева материал теряет до 40% своей первоначальной прочности. Клей разрушается при температурах> или = 120 ° C (E60, E61, E63, E64). Экструдированные секции и литые детали, которые показывают видимые или измеримые признаки деформации, должны быть заменены. Проверьте деформацию с помощью системы правки. Для оптического тестирования, полоску, прилегающую к компонентам в случаях сомнения. Экструдированные секции используются в E52 в качестве опор двигателя, дверных стоек, лонжеронов и т.д. Экструдированные секции используются в E60, E61, E63, E64 в качестве опор двигателя. Литые детали используются в E60, E61, E63, E64, E70, E71 в качестве пружинных опор.
- Изменение формы экструдированных секций и литых деталей может использоваться только для достижения оптимального соединения соединительных поверхностей (например, при повреждении переборки). Детали с измененной формой должны быть заменены.
- Ремонт, который затрагивает точки крепления механических узлов и компонентов шасси, должен проводиться на рихтовочном стенде. Используйте комплект выпрямляющего приспособления для конкретного транспортного средства или спецификацию транспортного средства. Для верхней секции также доступны выпрямляющие крепежные опоры и листы технических данных, например: стойки дверей, складные верхние опоры, капот, петли задней крышки и т. Д.
- Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло.
- Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства.
- Исключения на E60, E61, E63, E64:
Несущая опора и переборка могут быть выпрямлены, если они не имеют трещин, острых повреждений или отверстий. После проведения ремонтных работ снова проверьте детали на наличие трещин.
Осмотрите прилегающие клеевые фланцы на предмет отслаивания, при необходимости опломбируйте и законсервируйте ГЕРМЕТИКОМ.
Соблюдайте контрольные размеры выравнивания рамы для несущей опоры.
Любой ремонт переборки, если треснул за пределами утвержденного объема ремонта, разрешается только после консультации и одобрения BMW. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны.
1.0 Рекомендуемые инструменты
- Используйте только те инструменты, которые специально предназначены для алюминиевого ремонта.
- Не используйте никаких инструментов, которые уже использовались для ремонта стали (контактная коррозия).
- Не используйте инструменты с острыми краями (эффект надреза).
2.0 Правка наружной оболочки
- «Холодное» выпрямление: Выдавить вмятины из их центра и сгладить в наружном направлении плавными постукиваниями. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Эта работа требует специального инструмента и подготовленного рабочего.
- «Горячее» выпрямление: Нагреть вмятины в их центральной точке только газовым пламенем или воздуходувкой горячего воздуха. Затем материал закалите влажной тряпкой. Обнаружить нагрев можно только по короблению материала. Цвет краски при этом не меняется.
- В случае поврежденных участков, доступ к которым возможен только с одной стороны, может использоваться сварка шпильками. Приваренную в центре поврежденного участка алюминиевую шпильку выбивают молотком до устранения вмятины. Затем шпилька шлифуется.
- Избегайте надреза и растрескивания.
- Избегайте затвердевания и чрезмерного растяжения.
- Избегайте нагрева и перегрева внешней оболочки на больших площадях.
41 00... Выпрямление стальных деталей в конструкции
- Высокопрочные и сверхвысокопрочные стальные пластины, как правило, не поддаются переформированию. Изменение формы служит только подготовительной мерой к замене компонента для достижения оптимального соединения точек соединения.
- Несущие элементы кузова, такие как, например, опоры двигателя, стойки дверей, боковые элементы и т.д. с деформациями, которые больше не могут быть возвращены в их первоначальную форму путем «холодной правки», должны быть заменены. Нагрев компонентов корпуса подшипника для лучшего изменения формы не допускается! Несоблюдение этого требования приведет к потере первоначальной прочности до 40%.
- Для изменения формы кузов должен быть закреплен следующим образом: При использовании специальных/универсальных наборов для выпрямления (Carbench/Celette/Car-O-Liner) необходимо дополнительно прикрепить кузов с помощью 4 удерживающих зажимов к фланцу точки входа или к 4 точкам подъема. Точечный фланец (если имеется) является предпочтительным. При использовании универсальных электронных или механических систем правки (Car-O-liner/Celette) необходимо прикрепить кузов 4 удерживающими зажимами к точечному фланцу входа или к 4 точкам домкрата. Точечный фланец (если имеется) является предпочтительным. Дополнительно закрепите не менее 2-х точек крепежным комплектом. Несоблюдение этих инструкций приведет к повреждению тела во время изменения формы на неповрежденных участках. Специфические для транспортного средства рихтовочные приспособления и универсальные крепления могут быть повреждены.
- Ремонт, затрагивающий места крепления узлов и компонентов шасси/подвески, должен производиться на рихтовочном стенде с соответствующим комплектом рихтовочного крепления или листом технических условий на автомобиль. Для верхней части также доступны приспособления для правки и листы спецификаций, например: стойки дверей, складные верхние крепления, капот, петли задней крышки и т. Д.
- Проверьте лобовое стекло и отверстия заднего окна на предмет кривизны, вставив оригинальное стекло.
- Размеры зазора для дверей, капота двигателя и задней крышки берутся из схемы размеров зазора для конкретного транспортного средства.
Используйте только те инструменты, которые предназначены для ремонта стали.
- «Холодное» выпрямление: Выдавить вмятины из их центра и сгладить во внутреннем направлении плавными постукиваниями. В случае небольших, мягких вмятин (град и повреждения при парковке) это также возможно без повреждения лакокрасочного покрытия. Эта работа требует специального инструмента и подготовленного рабочего.
- «Горячее» выпрямление: Нагреть вмятины в их центральной точке только газовым пламенем до яркого красного горячего. Затем материал закалите влажной тряпкой.
- Сварка шпильками может применяться в случае повреждения, когда доступ возможен только с одной стороны. Приварить на шпильке посередине поврежденного участка. Стальной штифт или прокладка выталкиваются с помощью молотка до тех пор, пока углубление не будет удалено. Затем шпильку, штифт или прокладку шлифуют или скручивают.
- Избегайте растрескивания.
- Избегайте затвердевания и чрезмерного растяжения.
- Избегайте нагрева и перегрева внешней оболочки на больших площадях.
- Если после выпрямления стальных деталей поверхность не имеет вмятин размером более 2 мм, то эти вмятины могут быть заделаны ножевым наполнителем. Вмятины размером более 2 мм необходимо обработать заливочным припоем. ПРИМЕЧАНИЕ: Применимо только в пределах Европейского Союза! Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
- Для автомобилей безопасности следуйте специальным примечаниям и информации в инструкции по ремонту.
41 00... Использование материалов в наружной обшивке
Следующая иллюстрация является схематическим представлением всех вариантов тела.
Нанесите эту иллюстрацию на соответствующее транспортное средство.
Схема №497
Войти
Все компоненты, не перечисленные в таблице ниже, состоят из установленных качеств листовой стали.
| Компонент | Транспортное средство | Материал |
|---|---|---|
| (1) Боковая панель, передняя | E52 (Z8) | Алюминий |
| Э60, E61 | Алюминий | |
| Э63, E64 | Пластик (термопластик) | |
| E65, E66: | Алюминий | |
| E70, E71, E92, E93 | Пластик (термопластик) | |
| E89 (Z4) | Алюминий | |
| (2) Передняя дверь | E36/C (М3) | Алюминий или сталь |
| E36/2 (M3) | Алюминий или сталь | |
| E52 (Z8) | Алюминий | |
| Э63, E64 | Алюминий | |
| (4) Боковая панель, задняя | E52 (Z8) | Алюминий |
| (5) Крышка моторного отсека | E38 (750i) | Алюминий или сталь |
| (5) Крышка моторного отсека | E46/C (М3) | Алюминий |
| E46/2 (M3) | Алюминий | |
| E52 (Z8) | Алюминий | |
| Э60, E61, Э63, E64 | Алюминий | |
| E65, E66, E70, E71 | Алюминий | |
| E85 (Z4) | Алюминий | |
| E92 (M3) | Алюминий | |
| E89 (Z4) | Алюминий | |
| (6) Жесткий верх/крыша | E36/C | Алюминий |
| E36/7 (Z3) | Пластик (стекловолокно/эпоксидная смола) | |
| E46/C | Алюминий | |
| E46/2 (M3 CSL) | Пластик (CFK) | |
| E52 (Z8) | Пластик (PU) | |
| E85 (Z4) | Пластик (SMC) | |
| E63 (M6) | Пластик (CFK) | |
| E89 (Z4) | Алюминий | |
| (7) Мягкая верхняя крышка отделения | E46/C | Магний |
| E64 | Пластик (SMC) | |
| (8) Задняя крышка | E46/2 (M3 CSL) | Пластик (SMC) |
| E52 (Z8) | Алюминий | |
| Э63, E64 | Пластик (SMC) |
СПРАВОЧНАЯ ТАБЛИЦА КОМПОНЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА
41 00... Идентификационный номер транспортного средства, общий
В случае ремонта используются 2 процедуры, в зависимости от транспортного средства.
1. Общие примечания к штампованным идентификационным номерам транспортных средств
Идентификационный номер автомобиля штампуется специальным инструментом. Существуют различные специальные номера инструментов и процедуры штамповки для различных транспортных средств.
При ремонтных работах идентификационный номер транспортного средства (VIN) всегда штампуется в поверхность сменного идентификационного номера транспортного средства. Поверхность замены обычно расположена под исходной поверхностью VIN.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
В случае замены компонента или кузова в гаражах/мастерских BMW четко разграничите идентификационный номер транспортного средства спереди и сзади, поставив знак + вместо значка BMW.
Если VIN штампуется на поверхности замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: Первоначальный VIN должен быть зачеркнут. Для этого проштампуйте букву I из цифр пробивки в продольном направлении через оригинальный VIN.
| ВАЖНО: | Не используйте угловую шлифовальную машину совместно с режущим диском! |
|---|
Защитная пленка, используемая в качестве стандартной, опускается после того, как VIN был отштампован вручную. Убедитесь, что толщина слоя небольшая.
Соблюдайте национальные/страновые правила.
2. Общие примечания к тисненым идентификационным номерам транспортных средств
Эта процедура используется во всех новых сериях моделей, выпущенных с 09/2008 модельного года (исключение Х1).
Для ремонта новые детали с рельефным идентификационным номером автомобиля, как правило, можно заказать в отделе запчастей BMW. Если это невозможно, соблюдайте правила, специфичные для страны.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
Если VIN вдавлен в поверхность замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: В инструкциях по ремонту для конкретного транспортного средства описывается процедура.
Защитная пленка, используемая в качестве стандартной, опускается после тиснения VIN. Убедитесь, что толщина слоя небольшая.
Соблюдайте национальные/страновые правила.
41 00... Сварка в арматурном листе (стальном листе)
В случае частичной замены деталь корпуса разрезается в точке, описанной в инструкции по ремонту.
Для обеспечения достаточной прочности вварена усиливающая пластина.
Следуйте указаниям по сварке стальных деталей.
ПримечаниеСледующие иллюстрации служат общими иллюстрациями работ по ремонту арматурных плит. Они применимы ко всем ремонтам резки.
Разметить компонент в соответствии с расстоянием А и вырезать.
Схема №498
Войти
Отрежьте новую деталь (1) в соответствии с вырезом и при необходимости отрегулируйте по посадке рихтовочным креплением или универсальным креплением.
Установка:
Прилипать к зазору на срезе приблизительно от одного до макс. двух толщин материала, чтобы обеспечить сварку с усиливающей пластиной и облегчить более терпимую посадку.
Схема №499
Очистите внутреннюю и наружную стороны соединительных участков (1) на новой детали и (2) на кузове.
Внутренние стороны покрыть сварочной грунтовкой.
Схема №500
Просверлите отверстия 1 и 2 на расстоянии 25 мм друг от друга.
Диаметр отверстия около 8 мм.
Схема №501
Из обрезка новой детали изготовьте арматурную пластину 1.
При необходимости сделать дальнейшие плиты усиления.
Длина арматурных плит не менее 40 мм.
Плиты усиления 1 и 2 с обеих сторон покрыть сварочной грунтовкой.
Схема №502
Вдвиньте усиливающую пластину (1) в компонент на корпусе до половины пути и заварите пробкой (3).
Схема №503
При необходимости отрегулируйте новую деталь (1) по посадке с рихтовочным креплением или универсальным креплением и пробкой-сваркой (2).
Сварное соединение MAG (3).
Зачистить и очистить сварной шов и места сварного шва пробки.
Лужению должны подвергаться только видимые участки наружной обшивки и изношенные участки на опорном носителе.
Все зоны, имеющие крышки на транспортном средстве, не подлежат лужению.
Схема №504
ПримечаниеПрименимо только в пределах Европейского Союза! Европейские правила, касающиеся автомобилей с пробегом, запрещают использование оловосодержащего свинца в автотранспортных средствах, введенных после 01.07.2003!
41 00... Компоненты из сварочной стали
| ВАЖНО: | Соблюдайте следующие темы: Правила техники безопасности. См. 4100... БЕЗОПАСНОСТЬ НА РАБОТЕ или 4100... Информация об опасностях. Обращение с электрическим/электронным оборудованием, подушками безопасности и удерживающими системами. См. "4100... ОБРАЩЕНИЕ С ПОДУШКАМИ БЕЗОПАСНОСТИ И УДЕРЖИВАЮЩИМИ СИСТЕМАМИ»(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57) или «4100... Обращение с электрическим и электронным оборудованием" (/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57). |
|---|
- Для ремонта используются следующие процедуры: Сварка MAG (M etal Ac tive G как сварка). Точечная сварка сопротивлением (далее и в инструкции по ремонту упоминается как точечная сварка).
- Взять количество и расположение сварных точек и сварных швов MAG с отделенной части, заменить зоны, недоступные для ключей для точечной сварки, пробками MAG/точечными сварными швами на том же расстоянии. Диаметр отверстий под пробку/точечные швы 8 мм.
- В случае удаления выбросов соблюдайте минимальное расстояние 30 см для сварки MAG во время процесса сварки. В противном случае инертный газ будет отводиться.
- Следуйте инструкциям производителя оборудования по применению.
- Сварочный аппарат MAG: Стальной сварочный аппарат (см. ОБОРУДОВАНИЕ ЦЕХА). Стальная сварочная проволока - G3SI1 (SG2) или G4SI1 (SG3) Сварочная маска Газовый баллон, содержащий инертный газ (82% аргона, 18% CO2)
- Точечная сварка сопротивлением:
- Оборудование для точечной сварки (см. ОБОРУДОВАНИЕ ДЛЯ МАСТЕРСКИХ).
- Защитные очки
3. Подготовка к MAG и точечной сварке
- Удалите лакокрасочное покрытие на участке около 30 мм вокруг сварного шва или пятна. Цинковое покрытие под ним должно быть удалено во время операции сварки MAG. Во время точечной сварки нет необходимости удалять цинковое покрытие снизу.
- Удалите лакокрасочное покрытие с обратной стороны сварного шва или пятна. В противном случае загрязняющие вещества будут попадать в сварочную ванну через корень сварного шва. Недостаточный поток электронов препятствует оптимальному точечному сварному соединению.
- Покрыть все металлические перекрытия и приварить точечные фланцы сварочной грунтовкой.
- Чтобы определить оптимальное контактное усилие электрода для точечной сварки, проведите испытания на сдвиг точечной сварки на металлических листах образца.
- Для того, чтобы поток электронов был коротким во время сварки MAG на корпусе, вы должны, по возможности, прикрепить клемму заземления непосредственно к свариваемому компоненту.
4. Сварка
- Во время сварки MAG сварной зазор должен быть как можно меньше. Чем больше зазор сварного шва, тем ниже будет прочность соединения.
- Во время точечной сварки соединяемые металлические фланцы должны быть расположены как можно ближе друг к другу без зазоров.
Чем больше зазор, тем ниже будет прочность соединения.
Минимальный зазор между местами сварки 25 мм.
5. Последующая обработка сварных соединений
- При шлифовке сварного шва не следует шлифовать тонким слоем основной материал рядом со швом.
- После соединения очистите все сварные швы и пятна проволочной щеткой из нержавеющей стали.
- Удалите сгоревшую краску проволочной щеткой из нержавеющей стали.
- Все сварные соединения, загерметизированные герметиком корпуса в исходном состоянии, после ремонта должны быть загрунтованы и вновь тщательно загерметизированы. Замените поврежденные или снятые противообледенительные слои.
41 00... Оборудование для мастерских
Минимальные требования к оборудованию мастерской для обеспечения правильного и квалифицированного выполнения ремонта кузова:
Необходимо использовать инструменты, перечисленные ниже.
Все этапы ремонта:
| Сталь | Алюминий | |||
|---|---|---|---|---|
| Инструмент | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Распылитель с напорным стаканом Vaupel для консервации полости | X | X | X | X |
СПРАВОЧНАЯ ТАБЛИЦА ПО ИНСТРУМЕНТУ
Этап ремонта 1:
| Сталь | Алюминий | |||
|---|---|---|---|---|
| Инструмент | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Тележка кузовная инструментальная | X | X | X | |
| Алюминиевый инструмент для кузовных работ | X | X | ||
СПРАВОЧНАЯ ТАБЛИЦА ПО ИНСТРУМЕНТУ
Ремонтный этап 2:
| Сталь | Алюминий | |||
|---|---|---|---|---|
| Инструмент | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Тележка кузовная инструментальная | X | X | ||
| Кузовная пила | X | X | ||
| Ленточно-шлифовальный станок | X | X | X | X |
| Одноручная шлифовальная машина | X | X | X | X |
| Устройство для удаления сварочных пятен | X | X | ||
| Универсальный заклепочный инструмент | X | X | X | |
| Инструмент для пробивки заклепок | X | X | X | |
| ПИРОПАТРОН на клеи | X | X | X | |
СПРАВОЧНАЯ ТАБЛИЦА ПО ИНСТРУМЕНТУ
3 этап ремонта:
| Сталь | Алюминий | |||
|---|---|---|---|---|
| Инструмент | Структура | Наружная обшивка | Структура | Наружная обшивка |
| Тележка кузовная инструментальная | X | X | ||
| Алюминиевый инструмент для кузовных работ | X | X | ||
| Кузовная пила | X | X | ||
| Ленточно-шлифовальный станок | X | X | X | X |
| Одноручная шлифовальная машина | X | X | X | X |
| Устройство для удаления сварочных пятен | X | X | ||
| Дрель | X | X | ||
| Сварочный аппарат MAG | X | X | ||
| Сварочный аппарат МИГ | X (только E52) | |||
| Аппарат точечной сварки | X | X | ||
| Газосварщик | X | |||
| Система правки | X | X | ||
| Аппарат для сварки шпилек | X | X | ||
| Комплект покрытия пламенем | X | |||
| Универсальный заклепочный инструмент | X | |||
| ПИРОПАТРОН на клеи | X | X | X | |
СПРАВОЧНАЯ ТАБЛИЦА ПО ИНСТРУМЕНТУ
| ВАЖНО: | В транспортных средствах с 2001 модельного года в определенных областях используются стали с более высоким пределом прочности при растяжении и с большим пределом прочности при растяжении. Важно проверить, соответствует ли используемый аппарат точечной сварки техническим требованиям рекомендуемых в настоящее время сварочных аппаратов. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с горячей линией для конкретной страны. Использование технически устаревшего оборудования может иметь серьезные последствия для конструкции транспортного средства (например, в случае аварии). В конечном итоге это может привести к рискам безопасности и ответственности за качество продукции, которые невозможно рассчитать. |
|---|
Использование и ограничения:
Определение рекомендации:
Все рекомендуемые в настоящее время комплекты для точечной сварки соответствуют согласно последней информации требованиям, касающимся надежной сварки современных и будущих автомобилей BMW Group. Все предыдущие заявления до снятия рекомендации остаются без изменений.
| Обозначение устройства | Производитель | |
|---|---|---|
| Устройства группы 1 в настоящее время больше не рекомендуются | CR500 | Car-O-Liner |
| Spot9000 | Текна | |
| ATL 400V | Виландер и Шилл | |
| Рекомендуемые в настоящее время устройства группы 2 | QSVM9000 MIDIspot | Селетт) |
| QSVM9000 MIDIspot | Элматех) | |
| CR600 QSM | Car-O-Liner) | |
| QSVM12000T MIDIspot | Car-O-Liner | |
| Многопозиционное управление MI-100 | Электрон | |
| QSVM12000T MIDIspot | Элматех |
РЕКОМЕНДУЕМОЕ ОБОЗНАЧЕНИЕ
Варианты применения и ограничения вышеуказанных устройств.
| Транспортное средство | Группа 1 | Группа 2 |
|---|---|---|
| Все складные устройства E64 | X За исключением стойки А, стойки В, подоконника | X |
| Все модельные ряды от E70 | X За исключением B-образной стойки | X |
ВАРИАНТЫ ПРИМЕНЕНИЯ И ОГРАНИЧЕНИЯ УСТРОЙСТВ
ПримечаниеСтатус Октябрь 2009 г. Все не упомянутые транспортные средства могут быть отремонтированы с оборудованием Группы 1 и Группы 2.
41 11 141 Замена крышки для левого или правого продольного элемента
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Внешняя качающаяся панель
Схема №505
| Внимание: | Прорезать наружную плиту только для последующих отрывных разрезов. |
|---|
Разметить разделительные вырезы в соответствии с иллюстрацией и вырезать.
Размер а = около 35 мм перед удлиненным отверстием диам. 12х18 мм.
Размер b = приблизительно 25 мм перед отверстием диам. 12 мм.
Открытые места сварки на участках (1).
Установка:
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Схема №506
41 11 513 Замена крышки бокового элемента (частичная замена дверной стойки, передняя и задняя боковые панели удалены)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Боковая рама, внешняя
Схема №507
Разметить линию реза в соответствии с заданными замерами.
Измерение а = 45 мм ниже центральной точки диаметром 12 мм. отверстие.
Измерение b = 105 мм ниже центральной точки диаметром 25 мм. отверстие.
Схема №508
Разметить и отрезать линию среза (1) по центру диаметром 12 мм. отверстие.
Вырезать наружную пластину только для разделительного разреза.
Схема №509
Схема №510
Открытые места сварки на участках (1).
Вид с пола автомобиля:
Откройте сварные соединения в зонах (1) и (2).
Установка:
Точечная сварка применяется в зоне (2). Соблюдайте конкретную процедуру.
Схема №511
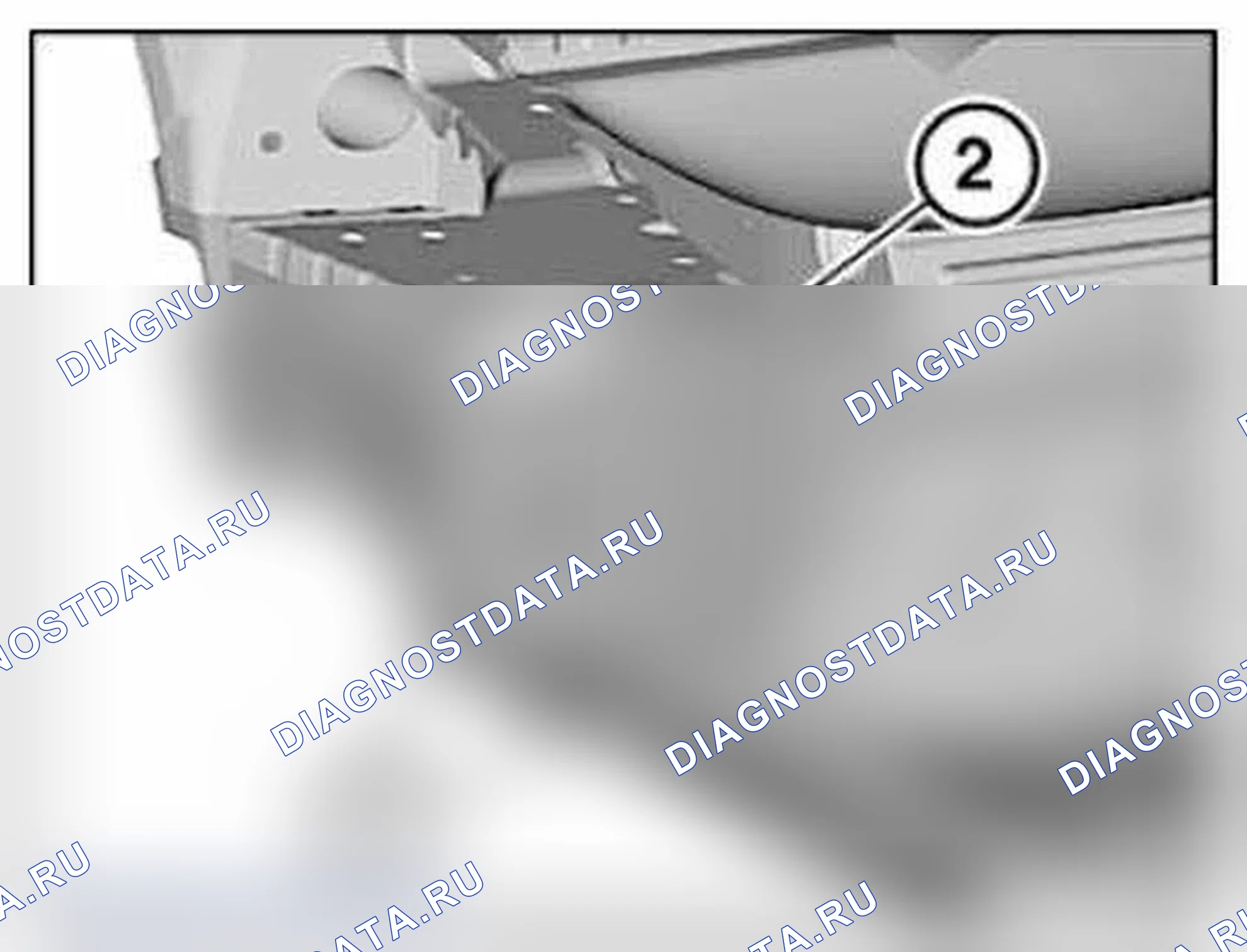
Вид из салона автомобиля:
Открытые сварные соединения в зонах (1).
Схема №512
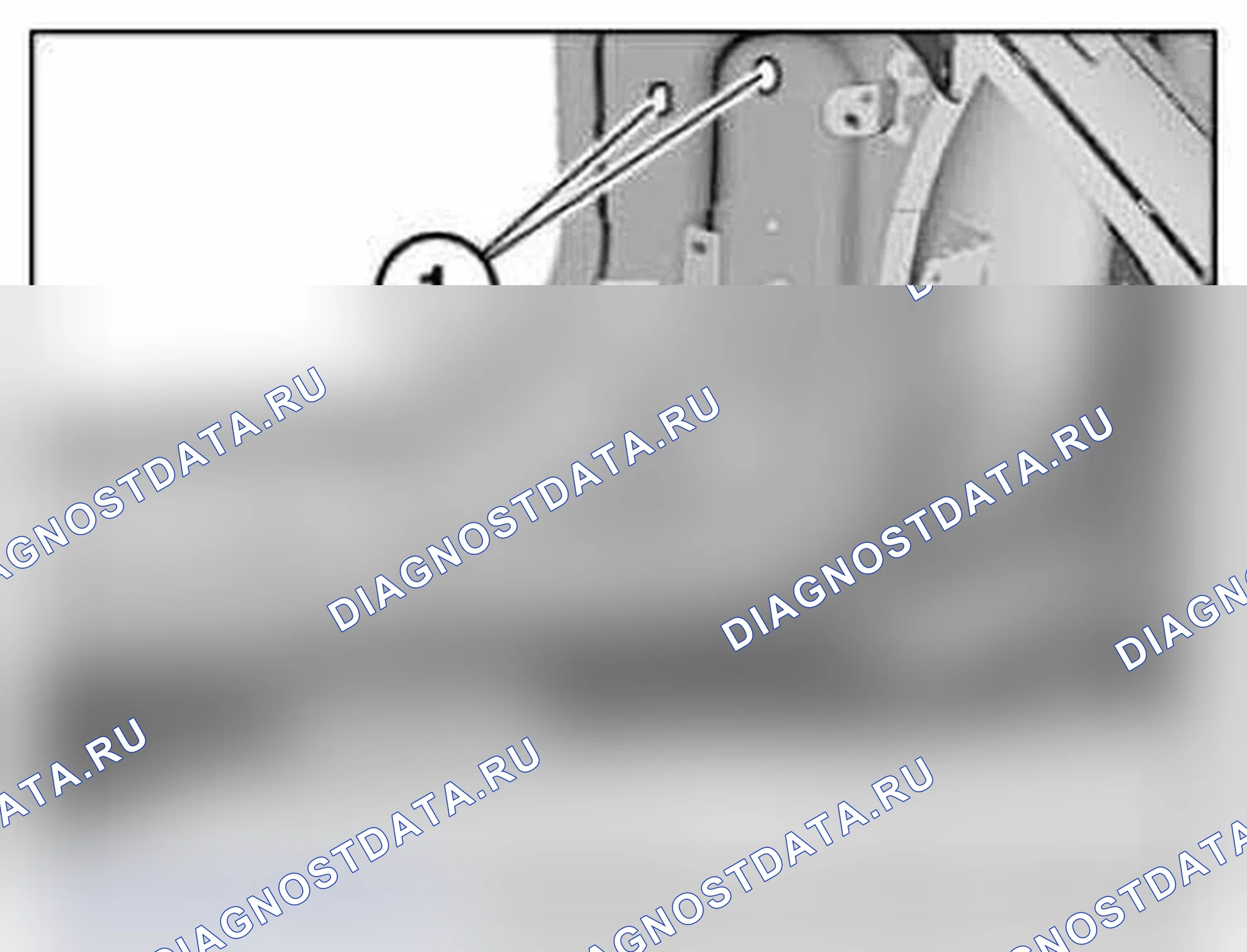
Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Схема №513
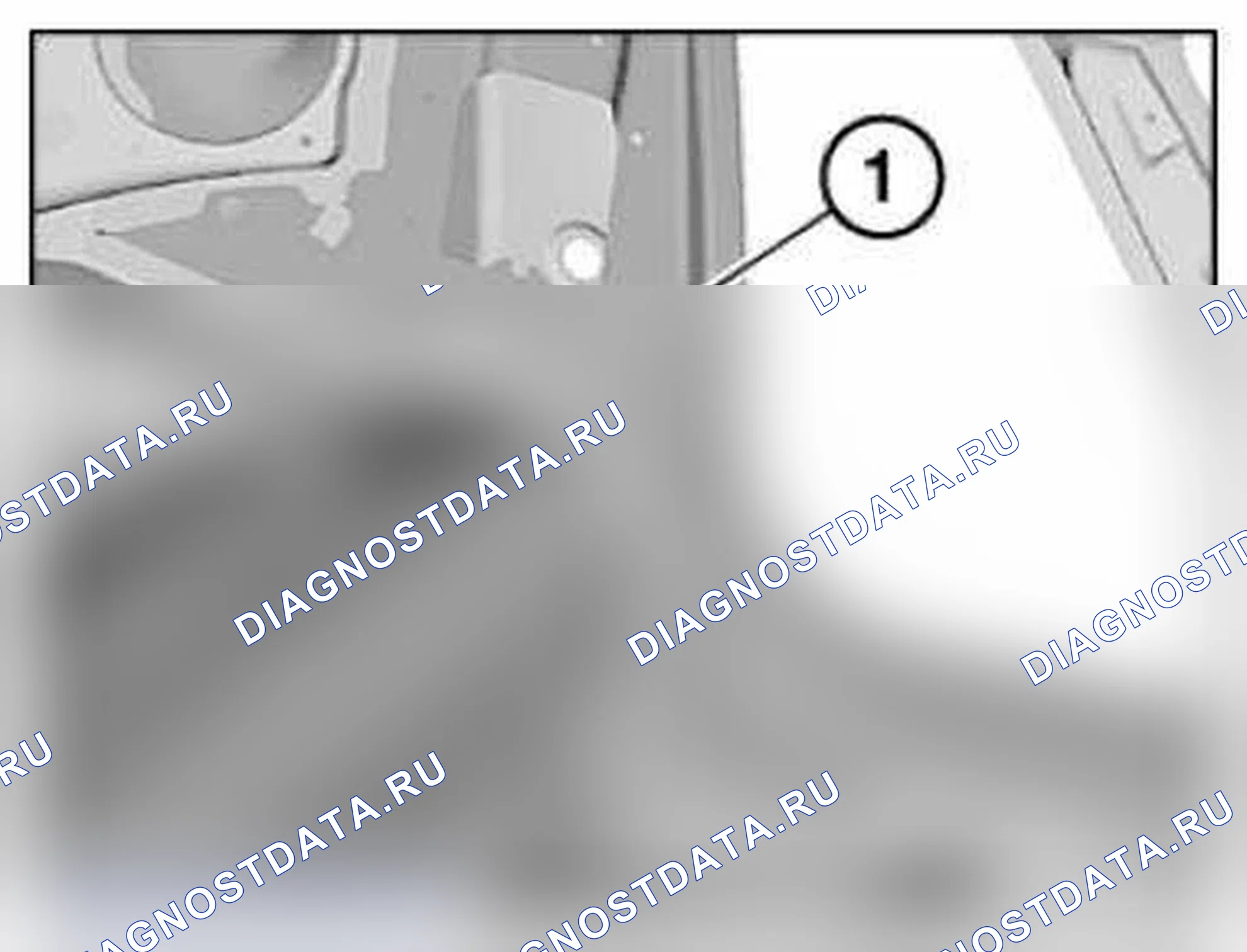
Открытые сварные соединения в зоне (1).
Схема №514
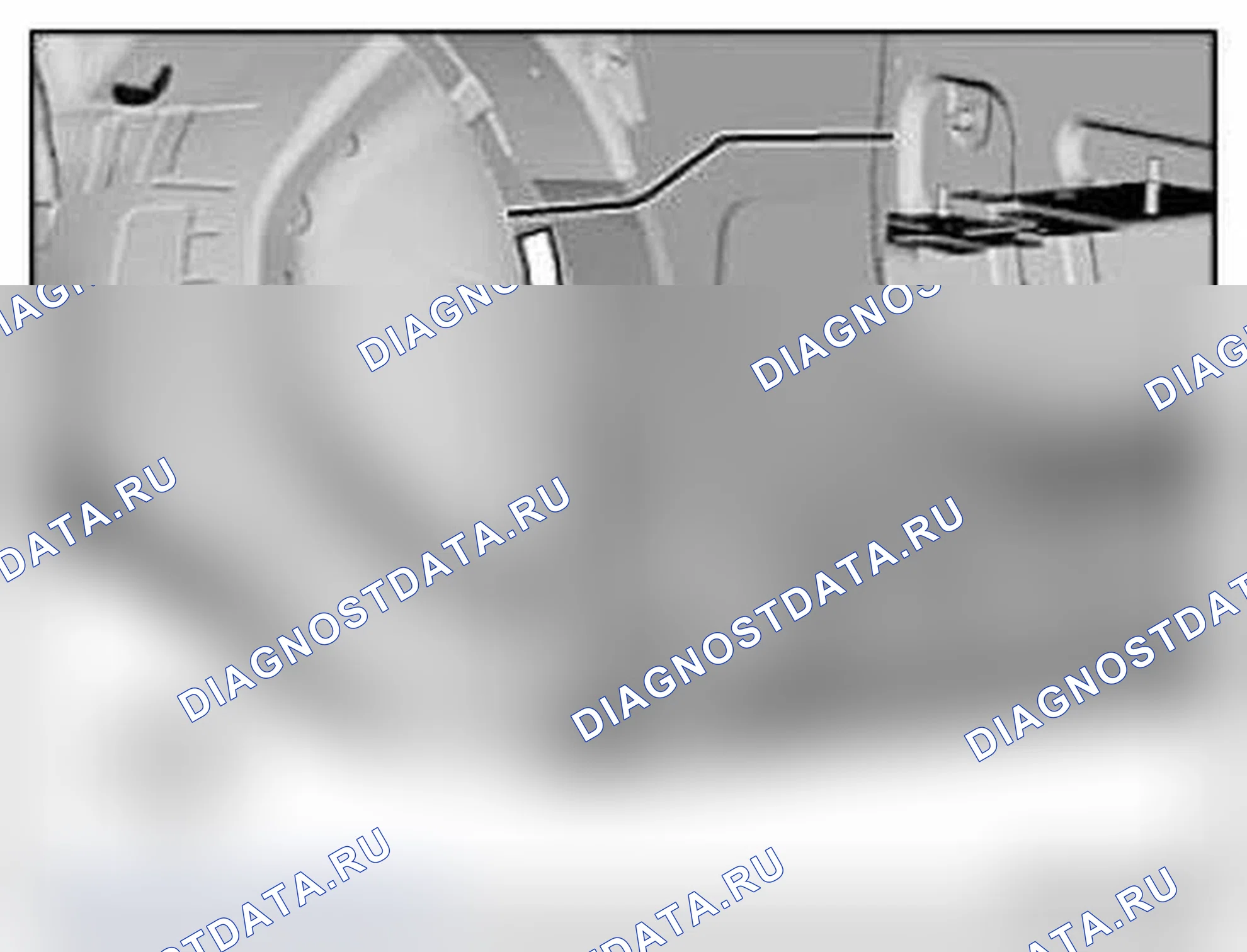
Подготовка новой части
Нанесите КЛЕЙ в местах (1).
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Схема №515
41 11 043 Замена передней секции левой опоры двигателя
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова
- (1) Опора двигателя, передняя
- (2) Монтаж, амортизатор ударов
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 1 |
| Устройство для удаления воска для герметизации полости | |
| Чистящее средство R1 | 1 |
| Герметик Д1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Схема №516
Демонтаж передней секции опоры двигателя
Открытые сварные соединения в зонах (1) и (3).
Грубо отрежьте опору двигателя по линии (2) и снимите металлическую пластину.
Примечание по установке:
Новый компонент - BONDED в области (3).
Схема №517
Открытые сварные соединения в зоне (1).
Примечание по установке:
Новый компонент скрепляют в области (1).
Нанесите клей в области (1) с обеих сторон.
Схема №518
Открытые сварные соединения в зонах (1) и (2).
Примечание по установке:
Новый компонент скрепляют в области (2).
Схема №519
Открытые сварные соединения в зонах (1).
Снимите опору двигателя.
Схема №520
Подготовка новой детали
| ВАЖНО: | Отшлифовать грунтовку с новой детали и кузова в зоне поверхностей склеивания. Нанесите клей на голый металл. |
|---|
Монтаж передней секции опоры двигателя
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите клей на склеиваемые поверхности.
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Соединяя опору двигателя, убедитесь, что на поверхностях склеивания достаточно клея.
Новая деталь BOND в зоне (3).
Сварите новую деталь в зонах (1).
Привяжите новую деталь в области (2).
Сварите новую деталь в зонах (1).
Дополнительно приварить новое приспособление для амортизации ударов (1) так же, как в серийном стандарте.
Схема №521
Сварите новую деталь в зонах (1).
| ВАЖНО: | Резьбовые втулки на новой детали не имеют нарезанной резьбы. Есть 2 варианта на выбор при монтаже новой детали. Крепление со штифтом, соответствующим диаметру резьбовой втулки. Нарезание резьбы новым саморезом, соответствующим резьбовой втулке. |
|---|
41 11 028 Замена левой опоры двигателя (частичная замена перед передней осью)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Опора двигателя, передняя
- (2) Монтаж, амортизатор ударов
Как снять частичная замена подрамник двигателя
Разметить разделительный вырез (1) в соответствии с заданным размером и вырезать.
Размер а = 40 мм перед 20 мм диам. отверстие.
Схема №522
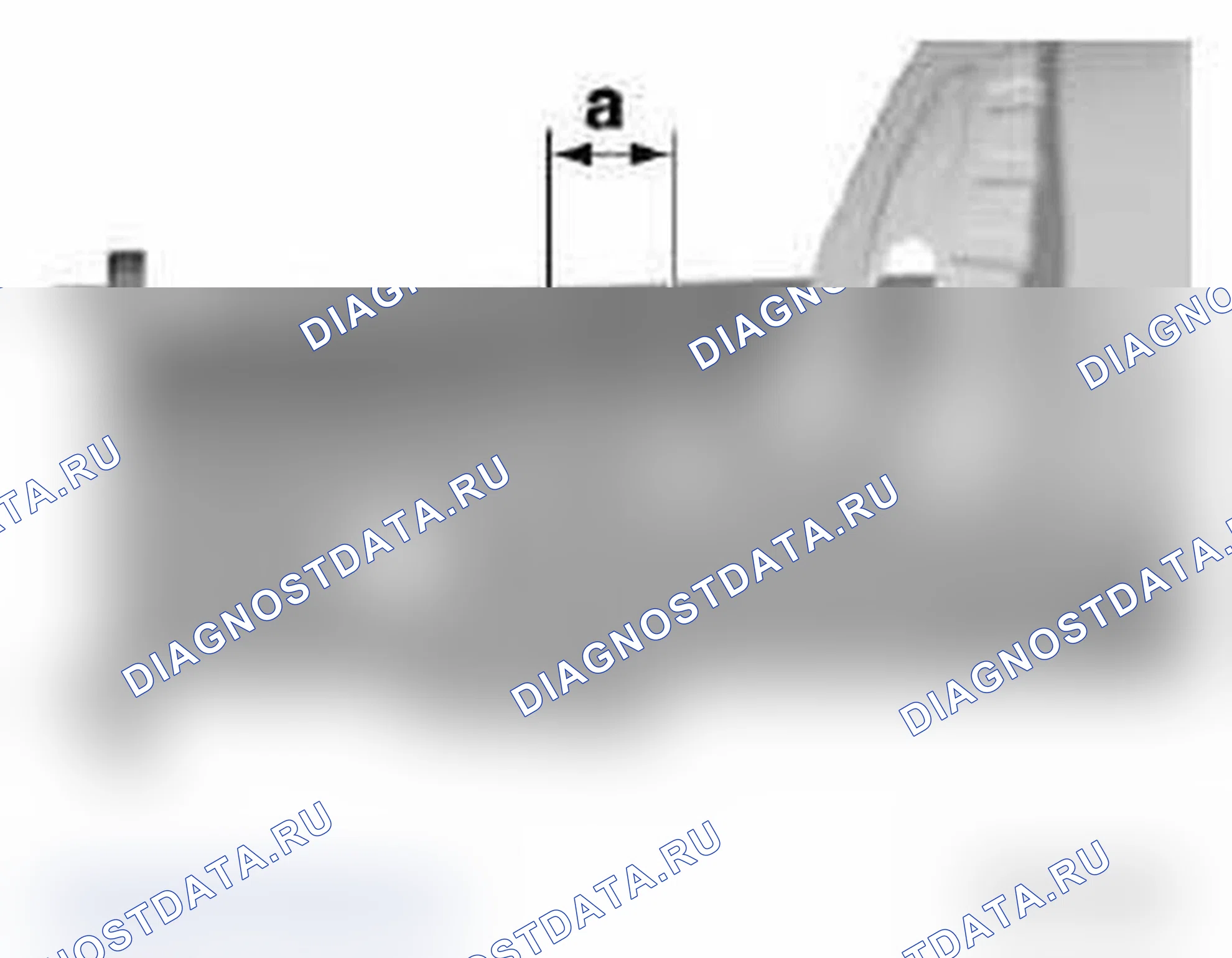 Войти
Войти
Подготовка новой детали
Разметить разделительный разрез в соответствии с ТС и разрезать.
Подготовить АРМАТУРНУЮ ПЛАСТИНУ на срезе.
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Фитинг, частичная замена подрамника двигателя
Установка новых деталей с выравнивающим кронштейном или универсальным креплением и сваркой.
Дополнительно приварить новое приспособление для амортизации ударов (1) так же, как в серийном стандарте.
41 11 720 Замена заднего левого бокового элемента (частичная замена, задняя панель и боковая панель сзади слева удалены)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Водило заднего моста
- (2) Крышка, опора заднего моста
- (3) Усиление, боковой элемент
Схема №523
Отметьте боковой элемент сзади в соответствии с расстоянием а и вырежьте.
Измерение a = приблизительно 160 мм от задней точки завинчивания опорного подшипника.
Схема №524
Отметьте боковой элемент сзади в соответствии с расстоянием а и вырежьте.
Измерение а = прибл. 220 мм от поперечины, пола багажного отделения.
Открытые места сварки на участках (1).
Снимите элемент задней стороны.
Установка:
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Схема №525
Подготовка новой части
За счет свариваемой усиливающей пластины задний лонжерон состоит в случае ремонта 2-х отдельных деталей.
Разметить новую деталь в соответствии с разделительным разрезом на автомобиле и вырезать.
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
Схема №526
Подготовка новой части
Разметить новую деталь в соответствии с разделительным разрезом на автомобиле и вырезать.
Выполнить сварку в АРМАТУРНОЙ ПЛИТЕ на срезе разделки.
Схема №527
Установите новую деталь (1).
Зона сварки (2).
Схема №528
41 11 043 Зачистные работы - Замена передней секции левой опоры двигателя
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите двигатель (номер FR: 1100050)
- Снять коробку предохранителей отсека двигателя (номер FR: 6113055)
- Снимите усилитель тормозов (номер FR: 3433000)
- Снимите подшипниковый блок коробки передач (номер FR: 2231005)
- Освободить бачок промывочной жидкости
- Освободить левый жгут проводов
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
41 12 535 Замена полного пола заднего багажного отделения (хвостовая панель удалена)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Пол багажного отделения
- (2) Задний держатель глушителя (не показан)
Схема №529
Открытые места сварки на участках (1).
Схема №530
Вид с днища автомобиля:
Открытые места сварки на участках (1).
Снимите пол багажника.
Схема №531
Подготовка новой части
Откройте места сварки в зоне (1) и снимите поперечину.
Вписать в новую деталь.
Схема №532
41 14 511 Замена полностью задней левой колесной арки (задняя левая боковая панель удалена)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли.
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Требуются следующие новые части кузова:
- (1) Арка заднего колеса
- (2) Закрывающая пластина, колесная арка
- (3) Фасонная деталь
Схема №533
Откройте сварные соединения в зонах (1) и (2).
Установка:
По производственным соображениям последовательность ремонтного соединения отличается от последовательности последовательного соединения. Установите новую деталь в зоне (2) снаружи на фланец трубы и сварной шов MAG.
Схема №534
Открытые места сварки в зоне (1).
Схема №535
Открытые места сварки в зоне (1).
Схема №536
Открытые места сварки на участках (1).
Установка:
Вписать в новую деталь.
Перед сваркой также отрегулируйте заднюю боковую панель по размеру.
Схема №537
Установка:
Дополнительно приварить в зоне (1).
Схема №538
Установка:
Наклейте клей для оконного стекла на место (2) АКУСТИЧЕСКАЯ ПЕРЕГОРОДКА ПОЛОСТИ (1).
Схема №539
41 14 021 Замена передней левой колесной арки
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Для ремонта используйте только одобренный АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ.
Установить автомобиль на рихтовочный стенд.
ПримечаниеЭти инструкции по ремонту содержат процедуры для ЭТАПА РЕМОНТА 3.
Требуются следующие новые части кузова:
- (1) Колесная арка, спереди
- (2) несущая опора, колесная арка, передняя,
- (3) Усиление, несущая опора (не показана)
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 1 |
| Заклепки глухие Н1 | 14 |
| Электромагнитные винты | 1 |
| Устройство для удаления воска для герметизации полости | |
| Чистящее средство R1 | 1 |
| Герметик Д1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Схема №540
Как снять колёсный арку
Открытые сварные соединения в зоне (1).
Схема №541
 Войти
Войти
Открытые сварные соединения в зонах (1).
Схема №542
Открытые сварные соединения в зонах (1).
Схема №543
Открытые сварные соединения в зонах (1).
Отметить разделительный разрез (1) до диам. 20 мм отверстие и вырезать.
Открытые сварные соединения в зоне (2).
Снимите колесную арку.
Схема №544
Открытые сварные соединения в зонах (1).
Разметить разделительный разрез (2) в соответствии с ТС и разрезать.
Схема №545
 Войти
Войти
Открытые сварные соединения в зонах (1).
Регулировка новой колесной арки с помощью юстировочного кронштейна или универсального крепления.
Подготовить АРМАТУРНУЮ ПЛАСТИНУ на срезе.
Схема №546
Ремонтный этап 2
Отрегулируйте новую опорную балку для подгонки и закрепления.
Установить одиннадцать 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Схема №547
 Войти
Войти
Установите три 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Снова удалите новые детали и отверстия для удаления заусенцев.
Схема №548
| ВАЖНО: | Запрещается зачищать/шлифовать новую несущую опору в зоне поверхностей металлизации. |
|---|
Как установить колёсный арку
Регулировка усиления колесной арки и несущей опоры выравнивающим кронштейном или универсальным креплением и сварным швом.
Очистите все поверхности склеивания на транспортном средстве и на новой детали чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Схема №549
 Войти
Войти
Установить опорную обойму и заклепку глухими заклепками 1.
Схема №550
Кронштейн опоры заклепок с глухими заклепками 1.
Установите EMC SCREW после затвердевания клея в области (1).
Схема №551
41 00... Идентификационный номер транспортного средства
Требуются специальные инструменты
ПримечаниеЕсли во время ремонтных работ снимается штампованный идентификационный номер автомобиля, то он должен быть снова проштампован. Читать и соблюдать ОБЩУЮ ИНФОРМАЦИЮ.
Необходимые предварительные задачи
- Снимите переднюю правую ПРУЖИННУЮ СТОЙКУ.
Специальный набор инструментов 41 1 180 для штамповки идентификационного номера транспортного средства состоит из:
Направляющая пластина 41 1 181
Контрплата 41 1 182
Установить снизу контропорную плиту 41 1 182 против пружинной стойки.
Установите направляющую пластину 41 1 181 сверху на опорную пластину пружинной стойки и привинтите ее к контропоре.
Вставить номера пуансонов 41 0 000 по отдельности в направляющую пластину и поставить штамп на идентификационный номер транспортного средства.
ПримечаниеВ случае замены компонента или кузова в мастерских/гаражах четко разграничить идентификационный номер транспортного средства спереди и сзади, поставив знак «+» вместо эмблемы BMW. Обратите внимание на национальные правила.
41 14 021 Зачистка - замена передней левой колесной арки
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите крышку моторного отсека (номер FR: 4161000)
- Снять петлю крышки левого моторного отсека
- Снимите левую боковую панель (номер FR: 4135000)
- Освободить бачок промывочной жидкости
- Снять коробку предохранителей отсека двигателя (номер FR: 6113055)
- Снимите усилитель тормозов (номер FR: 3433000)
- Снимите подшипниковый блок коробки передач (номер FR: 2231005)
- Снимите левую фару (номер FR: 6312010 или 6312012)
- Снять левую пружинную стойку (номер FR: 3131000)
- Снимите левый рычаг (номер FR: 3112000)
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите двигатель (номер FR: 1100050)
- Снять коробку предохранителей отсека двигателя (номер FR: 6113055)
- Снимите усилитель тормозов (номер FR: 3433000)
- Снимите подшипниковый блок коробки передач (номер FR: 2231005)
- Освободить бачок промывочной жидкости
- Освободить левый жгут проводов
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
В случае ремонта используются 2 процедуры, в зависимости от транспортного средства.
Идентификационный номер автомобиля штампуется специальным инструментом. Существуют различные специальные номера инструментов и процедуры штамповки для различных транспортных средств.
При ремонтных работах идентификационный номер транспортного средства (VIN) всегда штампуется в поверхность сменного идентификационного номера транспортного средства. Поверхность замены обычно расположена под исходной поверхностью VIN.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
В случае замены компонента или кузова в гаражах/мастерских BMW четко разграничите идентификационный номер транспортного средства спереди и сзади, поставив знак + вместо значка BMW.
Если VIN штампуется на поверхности замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: Первоначальный VIN должен быть зачеркнут. Для этого проштампуйте букву I из цифр пробивки в продольном направлении через оригинальный VIN.
| ВАЖНО: | Не используйте угловую шлифовальную машину совместно с режущим диском! |
|---|
Защитная пленка, используемая в качестве стандартной, опускается после того, как VIN был отштампован вручную. Убедитесь, что толщина слоя небольшая.
Соблюдайте национальные/страновые правила.
Эта процедура используется во всех новых сериях моделей, выпущенных с 09/2008 модельного года (исключение Х1).
Для ремонта новые детали с рельефным идентификационным номером автомобиля, как правило, можно заказать в отделе запчастей BMW. Если это невозможно, соблюдайте правила, специфичные для страны.
Номер IGEF (номер гнезда) опускается при замене колесной арки.
Если VIN вдавлен в поверхность замены в дополнение к первоначальному VIN (например, если первоначальный VIN был подделан), применяется следующее: В инструкциях по ремонту для конкретного транспортного средства описывается процедура.
Защитная пленка, используемая в качестве стандартной, опускается после тиснения VIN. Убедитесь, что толщина слоя небольшая.
Соблюдайте национальные/страновые правила.
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Внешняя качающаяся панель
| Внимание: | Прорезать наружную плиту только для последующих отрывных разрезов. |
|---|
Разметить разделительные вырезы в соответствии с иллюстрацией и вырезать.
Размер а = около 35 мм перед удлиненным отверстием диам. 12х18 мм.
Размер b = приблизительно 25 мм перед отверстием диам. 12 мм.
Открытые места сварки на участках (1).
Установка:
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Установить автомобиль на рихтовочный стенд.
Требуются следующие новые части кузова:
- (1) Боковая рама, внешняя
Разметить линию реза в соответствии с заданными замерами.
Измерение а = 45 мм ниже центральной точки диаметром 12 мм. отверстие.
Измерение b = 105 мм ниже центральной точки диаметром 25 мм. отверстие.
Разметить и отрезать линию среза (1) по центру диаметром 12 мм. отверстие.
Вырезать наружную пластину только для разделительного разреза.
Открытые места сварки на участках (1).
Вид с пола автомобиля:
Откройте сварные соединения в зонах (1) и (2).
Установка:
Точечная сварка применяется в зоне (2).
Соблюдайте конкретную процедуру.
Вид из салона автомобиля:
Открытые сварные соединения в зонах (1).
Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Открытые сварные соединения в зоне (1).
Подготовка новой части
Нанесите КЛЕЙ в местах (1).
Установка:
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления.
41 21 510 Замена стойки передней левой двери (передняя боковая панель снята)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Для ремонта используйте только одобренный ТОЧЕЧНЫЙ СВАРОЧНЫЙ АППАРАТ!
Установить автомобиль на рихтовочный стенд.
ПримечаниеЭти инструкции по ремонту содержат процедуры для ЭТАПА РЕМОНТА 3.
Требуются следующие новые части кузова:
- (1) Несущая опора, колесная арка, передняя часть
- (2) Стойка А, внешняя
- (3) Крепление, подоконник
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 1 |
| Заклепки глухие Н1 | 14 |
| Электромагнитные винты | 1 |
| Устройство для удаления воска для герметизации полости | |
| Чистящее средство R1 | 1 |
| Герметик Д1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Схема №552
Как снять стойку двери
Открытые сварные соединения в зонах (1).
Схема №553
 Войти
Войти
Открытые сварные соединения в зонах (1).
Снимите опорную подставку.
Открытые сварные соединения в зонах (1).
Примечание по установке:
Расположение крепления подоконника после покраски на кузове.
Схема №554
Открытые сварные соединения в зонах (1) и (2).
Схема №555
Откройте сварное соединение MAG в зоне (1) и снимите дверную петлю (2).
Схема №556
Откройте 2 сварных соединения в зоне 1 поверхности шарнира.
Примечание по установке:
Заменить сварные соединения в зоне (1) 2 дополнительными сварными пробками в зоне (2).
Схема №557
Открытые сварные соединения в зоне (1).
Схема №558
Открытые сварные соединения в зоне (1).
Схема №559
Открытые сварные соединения в зоне (1).
Схема №560
Открытые сварные соединения в зонах (1).
Снять дверную стойку.
Схема №561
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Отрегулируйте новую несущую опорную часть для подгонки и закрепления.
Установить одиннадцать 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Установите три 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Как установить стойку двери
Сварка в усиливающих панелях при всех отрывных разрезах.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления и сварите.
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Установить опорную обойму и заклепку глухими заклепками 1.
Кронштейн опоры заклепок с глухими заклепками 1.
Установите EMC SCREW после затвердевания клея в области (1).
41 32 000 Замена левой или правой панели капота (частичная замена перед подсоединением крыши)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Стойка А, наружная
Схема №562
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Разметить на наружной панели капота линии реза по размерам а и б и вырезать.
Размер (a) = приблизительно 60 мм ниже диаметра скважины. 8 мм.
Размер (b) = приблизительно 50 мм над отверстием диам. 8 мм.
Откройте сварные соединения в местах 1 и снимите панель капота колеса.
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Схема №563
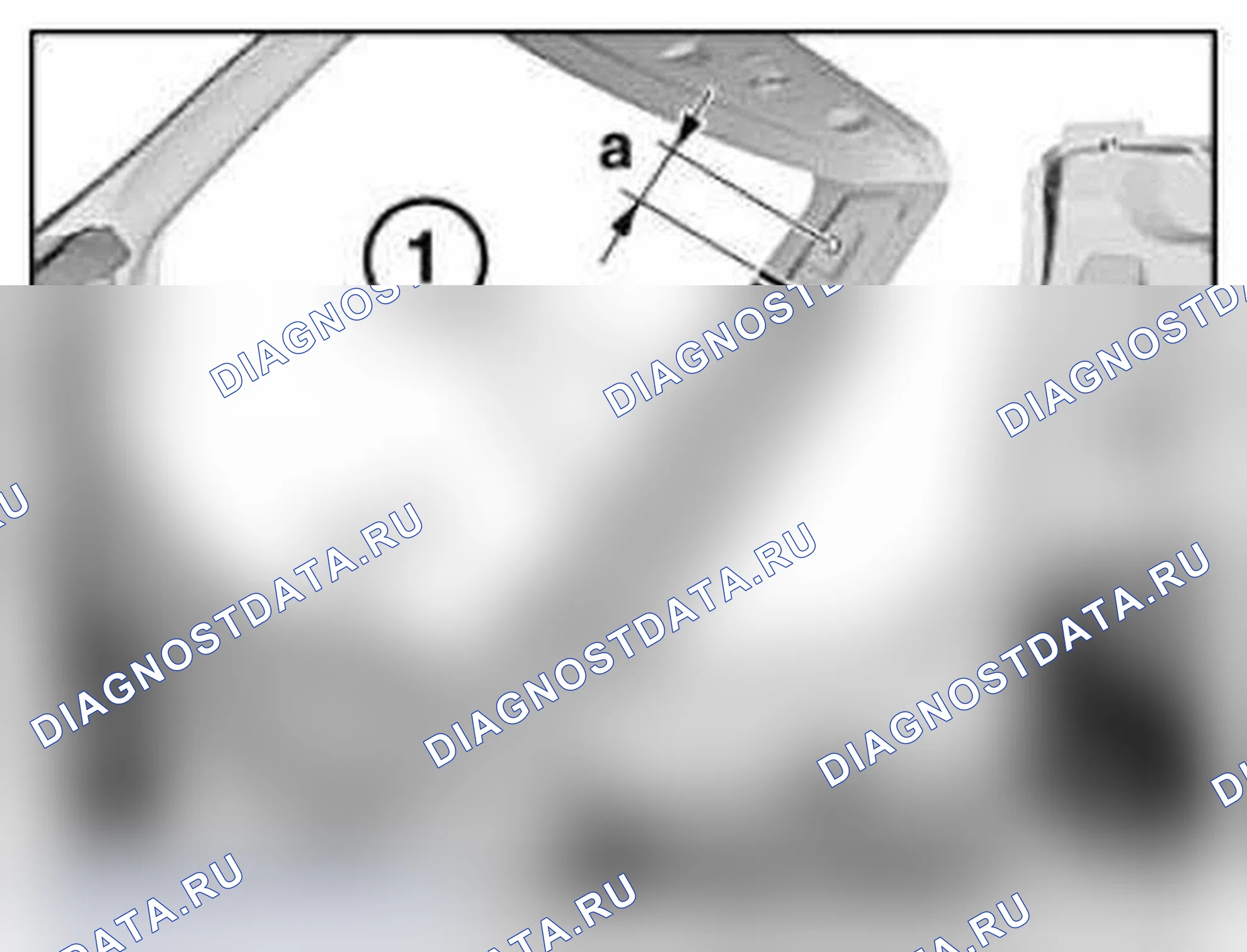
Подготовка новой части
Открытые сварные соединения в зонах (1).
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
Схема №564
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Для ремонта используйте только одобренный ТОЧЕЧНЫЙ СВАРОЧНЫЙ АППАРАТ!
Установить автомобиль на рихтовочный стенд.
ПримечаниеЭти инструкции по ремонту содержат процедуры для ЭТАПА РЕМОНТА 3.
Требуются следующие новые части кузова:
- (1) Несущая опора, колесная арка, передняя часть
- (2) Стойка А, внешняя
- (3) Крепление, подоконник
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 1 |
| Заклепки глухие Н1 | 14 |
| Электромагнитные винты | 1 |
| Устройство для удаления воска для герметизации полости | |
| Чистящее средство R1 | 1 |
| Герметик Д1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Демонтаж стойки двери
Открытые сварные соединения в зонах (1).
Открытые сварные соединения в зонах (1).
Снимите опорную подставку.
Открытые сварные соединения в зонах (1).
Примечание по установке:
Расположение крепления подоконника после покраски на кузове.
Открытые сварные соединения в зонах (1) и (2).
Откройте сварное соединение MAG в зоне (1) и снимите дверную петлю (2).
Откройте 2 сварных соединения в зоне 1 поверхности шарнира.
Примечание по установке:
Заменить сварные соединения в зоне (1) 2 дополнительными сварными пробками в зоне (2).
Открытые сварные соединения в зоне (1).
Открытые сварные соединения в зоне (1).
Открытые сварные соединения в зоне (1).
Открытые сварные соединения в зонах (1).
Снять дверную стойку.
Подготовка новой детали
Отрегулируйте новые детали, чтобы они подходили к юстировочному кронштейну или универсальному монтажу.
Ремонтный этап 2
Отрегулируйте новую несущую опорную часть для подгонки и закрепления.
Установить одиннадцать 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Установите три 6,7 мм диам. отверстия под глухие заклепки в зоне 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Установка стойки двери
Сварка в усиливающих панелях при всех отрывных разрезах.
Отрегулируйте новую деталь под посадку с помощью рихтовочного крепления или универсального крепления и сварите.
Ремонтный этап 2
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Установить опорную обойму и заклепку глухими заклепками 1.
Кронштейн опоры заклепок с глухими заклепками 1.
Установите EMC SCREW после затвердевания клея в области (1).
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Стойка А, наружная
| Внимание: | Обрезать наружную плиту только для последующих разделительных разрезов. |
|---|
Разметить на наружной панели капота линии реза по размерам а и б и вырезать.
Размер (a) = приблизительно 60 мм ниже диаметра скважины. 8 мм.
Размер (b) = приблизительно 50 мм над отверстием диам. 8 мм.
Откройте сварные соединения в местах 1 и снимите панель капота колеса.
Выполнить сварку в УСИЛИВАЮЩИХ ПАНЕЛЯХ на всех секционных срезах.
Подготовка новой части
Открытые сварные соединения в зонах (1).
Разметить новую деталь в соответствии с разделительными вырезами выше и вырезать.
41 33 600 Перемещение передней панели в монтажное положение
Необходимые предварительные задачи
- Снять ОБРЕЗАТЬ ПЕРЕДНЮЮ РЕШЕТКУ
- Снять TRIM FOR BUMPER TRIM слева/справа
- Снимите ЦЕНТРАЛЬНУЮ КРЫШКУ.
- Отпустите кнопку передний WHEEL ARCH TRIM (ПОДРЕЗКА ДУГИ ПЕРЕДНЕГО КОЛЕСА) на подрезке бампера.
Отпустите зажимы (1) слева/справа.
Установка:
При необходимости замените неисправные зажимы 1.
Схема №565
Освободите держатель кабеля 1.
Отсоедините штепсельные соединения (2) на компрессоре переменного тока.
Отверните винты 3.
Момент затяжки 51 11 4AZ.
Схема №566
Отверните винты 2.
Момент затяжки 51 11 4AZ.
Исполнение с системой омывателя фар:
Отсоедините штепсельное соединение (1) на насосе омывателя.
Схема №567
Отпустите винт (1) на боковой панели влево/вправо.
Схема №568
Версия с кондиционером:
Отсоедините линию хладагента (1) от держателя (2).
Схема №569
Отпустите винт 1 и положите расширительный бачок 2 в одну сторону.
Отсоедините пыльник 3 от поводка замка 4.
Схема №570
Откройте муфту (1) и отсоедините кабель Боудена (2).
Отвинтите винты (3 и 4).
Момент затяжки 51 11 7AZ.
Установка:
При монтаже наконечник фары под винт 4 не должен упираться в лицевую панель.
Схема №571
Отсоедините штепсельное соединение 1.
Отвинтите винты (4 и 5).
Момент затяжки 51 11 7AZ.
Только COOPER S:
Отпустите хомут 2 и отсоедините воздуховод 3.
Установка:
При монтаже наконечник фары под винт 5 не должен упираться в лицевую панель.
Схема №572
Вставьте специальный инструмент 00 2 271 слева и справа в гильзу (1).
При необходимости поверните специальный инструмент 00 2 271 до тех пор, пока винт не будет вставлен, и затяните его.
Отвинтите гайки 2.
Момент затяжки 51 11 3AZ.
Установка:
Демонтаж специального инструмента 00 2 271 производите только при полностью установленной передней панели.
Схема №573
Потяните переднюю панель (1) приблизительно на 10 см вперед и при необходимости обратите внимание на другие держатели кабеля.
Вставьте специальный инструмент 00 2 272 слева и справа.
Установка:
Чтобы убедиться, что передняя панель (1) установлена правильно, сдвиньте панель влево и вправо равномерно по направлению назад.
С помощью второго человека сдвиньте переднюю панель в положение и закрепите.
При установке обращайте внимание на удержание язычков на фаре.
Схема №574
41 33 695 Демонтаж и монтаж моста шлюза
Необходимые предварительные задачи
- Снимите ТЯГОВЫЙ ТРОС ДЛЯ ЗАМКОВ КРЫШКИ/КАПОТА (без замков крышки/капота).
- Ослабить винтовые соединения для фар. См. 63 12 007 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЛЕВОЙ ИЛИ ПРАВОЙ ФАРЫ (ГАЛОГЕННАЯ ФАРА) или «63 12 010 СНЯТИЕ И УСТАНОВКА ИЛИ ЗАМЕНА ЛЕВОЙ ФАРЫ (КСЕНОНОВАЯ ФАРА)»(ref-381415-S 08449529112010122900000).
- Ослабьте винтовые соединения замка моторного отсека. См. 51 23 100 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЗАМКА КРЫШКИ ПРАВОГО МОТОРНОГО ОТСЕКА или 51 23 110 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЗАМКА ЛЕВОГО КАПОТА/КРЫШКИ.
- Ослабьте верхнюю часть центральной декоративной решетки. См. 51 13 000 ДЕМОНТАЖ И УСТАНОВКА/ЗАМЕНА ЦЕНТРАЛЬНОЙ СЕКЦИИ ПЕРЕДНЕЙ РЕШЕТКИ.
Отверните винты 1.
Момент затяжки 51 11 7AZ.
Отвинтите винты (2 и 3).
Схема №575
Отпустите зажим (1).
Отверните винты 2.
Момент затяжки 51 11 7AZ.
Отпустите винты 3 и выведите мост замка 4 в сторону переднего.
Схема №576
41 33 040 Замена передней панели
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Требуются следующие новые части кузова:
- (1) Мост шлюза
- (2) Передняя панель
Схема №577
Отверните винты 1 с обеих сторон транспортного средства.
Момент затяжки 51 11 7AZ.
Отверните винты 2 с обеих сторон транспортного средства.
Момент затяжки 41 33 4AZ.
Схема №578
41 34 042 Замена наружной секции заднего фартука (частичная замена - средняя)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 2 |
| Заклепки глухие Н3 | 13 |
| Пробивные заклепки Н4 | 13 |
| Устройство для удаления воска для герметизации полости | |
| CleanerR1 | 1 |
| Уплотнительные compoundD1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Схема №579
Демонтаж задней панели триммера
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез в соответствии с измерением а и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Расстояние (А) = 180 мм.
Открыть паяное соединение в зоне (1) зачисткой.
Открытые сварные соединения в зонах (2).
Схема №580
Подготовка новой части
Разметить новую деталь в соответствии с отрывными вырезами на транспортном средстве + 20 мм дополнительного материала в каждом случае и вырезать.
Схема №581
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить тринадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Схема №582
Схема №583
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
Схема №584
В местах (1) - (3) заклепать заднюю панель пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 2 |
| 3 | 3 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
41 34 037 Замена наружной секции заднего фартука (частичная замена)
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 2 |
| Заклепки глухие Н3 | 11 |
| Пробивные заклепки Н4 | 17 |
| Устройство для удаления воска для герметизации полости | |
| CleanerR1 | 1 |
| Уплотнительные compoundD1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Демонтаж задней панели триммера
Работа описана с левой стороны.
Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Открыть паяное соединение в зоне (2) зачисткой.
Открытые сварные соединения в зонах (3).
Схема №585
Подготовка новой части
Разметить на новой детали разделительный вырез (1) в соответствии с формой боковой панели и вырезать.
Отрывной вырез 2 задней панели отделки на автомобиле.
Откройте сварные соединения и снимите компонент 3.
Схема №586
Схема №587
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить одиннадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели триммера
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клей на склеиваемые поверхности 1.
Схема №588
Схема №589
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
Схема №590
В местах (1) - (4) заклепать заднюю панель триммера пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 4 |
| 3 | 3 |
| 4 | 2 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки. (После высыхания клея снова снимите держатель для обрезки бампера).
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! |
|---|
41 34 060 Замена хвостовой панели
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
- (2) Задняя отделка, внутренняя
Схема №591
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5b | 1 |
| Заклепки глухие Н3 | 31 |
| Пробивные заклепки Н4 | 23 |
| Устройство для удаления воска для герметизации полости | |
| CleanerR1 | 1 |
| Уплотнительные compoundD1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Демонтаж задней панели триммера
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Открыть паяное соединение в зоне (2) зачисткой.
Открытые сварные соединения в зоне (3).
Схема №592
Вид из салона автомобиля:
Открытые сварные соединения в зоне (1).
Снимите заднюю панель триммера.
Схема №593

Подготовка новой детали
Работа описана с левой стороны. Правая сторона идентична.
Разметить на новой детали разделительный вырез (1) в соответствии с формой боковой панели и вырезать.
Отрывной вырез 2 задней панели отделки на автомобиле.
Откройте сварные соединения и снимите компонент 3.
Отрегулируйте новые детали для подгонки и закрепления.
Работа описана с правой стороны. Левая идентична. В зонах (1) и (2) установите диаметр 4,2 мм. отверстия под глухие заклепки.
| Область | Число |
|---|---|
| 1 | Всего 9 |
| 2 | 3 |
Схема №594

Установить семь диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новые детали и отверстия для удаления заусенцев.
Загнуть клеевой фланец (1) приблизительно на 30 ° внутрь.
ПримечаниеНаносить клей на этот клеевой фланец следует только после установки задней панели отделки.
Схема №595
| ВАЖНО: | Запрещается зачистка новых деталей и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели триммера
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Схема №596
Установите заднюю панель отделки и заклепку глухими заклепками (1).
ПримечаниеПри вставке задней панели отделки убедитесь, что на склеиваемых поверхностях достаточно клея.
В местах 1 и 2 заклепать заднюю панель триммера пробойными заклепками:
| Область | Число |
|---|---|
| 1 | 7 |
| 2 | 3 |
Схема №597
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите клей на склеиваемые поверхности 1.
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
В местах (1) - (4) заклепать заднюю панель триммера пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 4 |
| 3 | 3 |
| 4 | 2 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки. (После высыхания клея снова снимите держатель для обрезки бампера).
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! Удалите появляющийся клей. Не используйте чистящие средства, содержащие растворители! |
|---|
После затвердевания клея установите 6 электромагнитных винтов в показанных местах. (Схема №598)
Схема №598

После затвердевания клея установите 3 винта ЭМС в места (1).
Схема №599
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите крышку моторного отсека (номер FR: 4161000)
- Снять петлю крышки левого моторного отсека
- Снимите левую боковую панель (номер FR: 4135000)
- Освободить бачок промывочной жидкости
- Снять коробку предохранителей отсека двигателя (номер FR: 6113055)
- Снимите усилитель тормозов (номер FR: 3433000)
- Снимите подшипниковый блок коробки передач (номер FR: 2231005)
- Снимите левую фару (номер FR: 6312010 или 6312012)
- Снять левую пружинную стойку (номер FR: 3131000)
- Снимите левый рычаг (номер FR: 3112000)
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите двигатель (номер FR: 1100050)
- Снять коробку предохранителей отсека двигателя (номер FR: 6113055)
- Снимите усилитель тормозов (номер FR: 3433000)
- Снимите подшипниковый блок коробки передач (номер FR: 2231005)
- Освободить бачок промывочной жидкости
- Освободить левый жгут проводов
- Стравливание магистралей системы кондиционирования воздуха и гидросистемы сцепления с опоры двигателя
41 35 105 Зачистка - замена задней левой боковой панелей
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите полный мягкий верх (номер FR: 5434101)
- Снимите заднюю крышку (номер FR: 4162000)
- Снимите передний левый фиксатор (номер FR: 5121003)
- Снять защиту левого края двери (номер FR: 5172000)
- Снимите накладку левой двери (номер FR: 5147000)
- Снять накладку бампера (номер FR: 5112156)
- Снимите панель колесной арки багажного отсека (номер FR: 5147151)
- Снимите обивка левого бокового элемента (номер FR: 5171426)
- Снять обшивку левого колеса (номер FR: 5113105)
- Снимите крышку левой колесной ниши (номер FR: 5171041)
- Снимите крышку корпуса (номер FR: 4163003)
- Снимите левую заднюю крышку (номер FR: 6321180)
- Снять уплотнение задней крышки
41 34 060 Зачистка - Замена хвостовой панели
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Демонтаж вытяжной системы в сборе (номер FR: 18 00020)
- Снять теплозащитный экран для заднего глушителя
- Снять накладку бампера (номер FR: 5112156)
- Снимите держатель бампера (номер FR: 5112050)
- Снять и установить заднюю крышку (номер FR: 41 62000)
- Снимите панель отделки пола багажного отделения (номер FR: 5147101)
- Отделка верхней хвостовой панели (номер FR: 5146050)
- Снять и установить левую и правую панели колесных арок багажного отделения (номер FR: 5147151)
- Снять уплотнение задней крышки
Снимите замок задней крышки (1).
Снимите дугу крепления 2.
Отсоедините все вилки от жгута проводов (3).
Отверните гайки 4.
Снимите агрегат управления 5.
Проложите жгут проводов (3) спереди.
Схема №600

Освободите жгут проводов 1 от хвостовой панели.
Снимите лоток для хранения (2).
Схема №601
Снимите замок задней крышки (1).
Снимите дугу крепления 2.
Отсоедините все вилки от жгута проводов (3).
Отверните гайки 4.
Снимите агрегат управления 5.
Схема №602
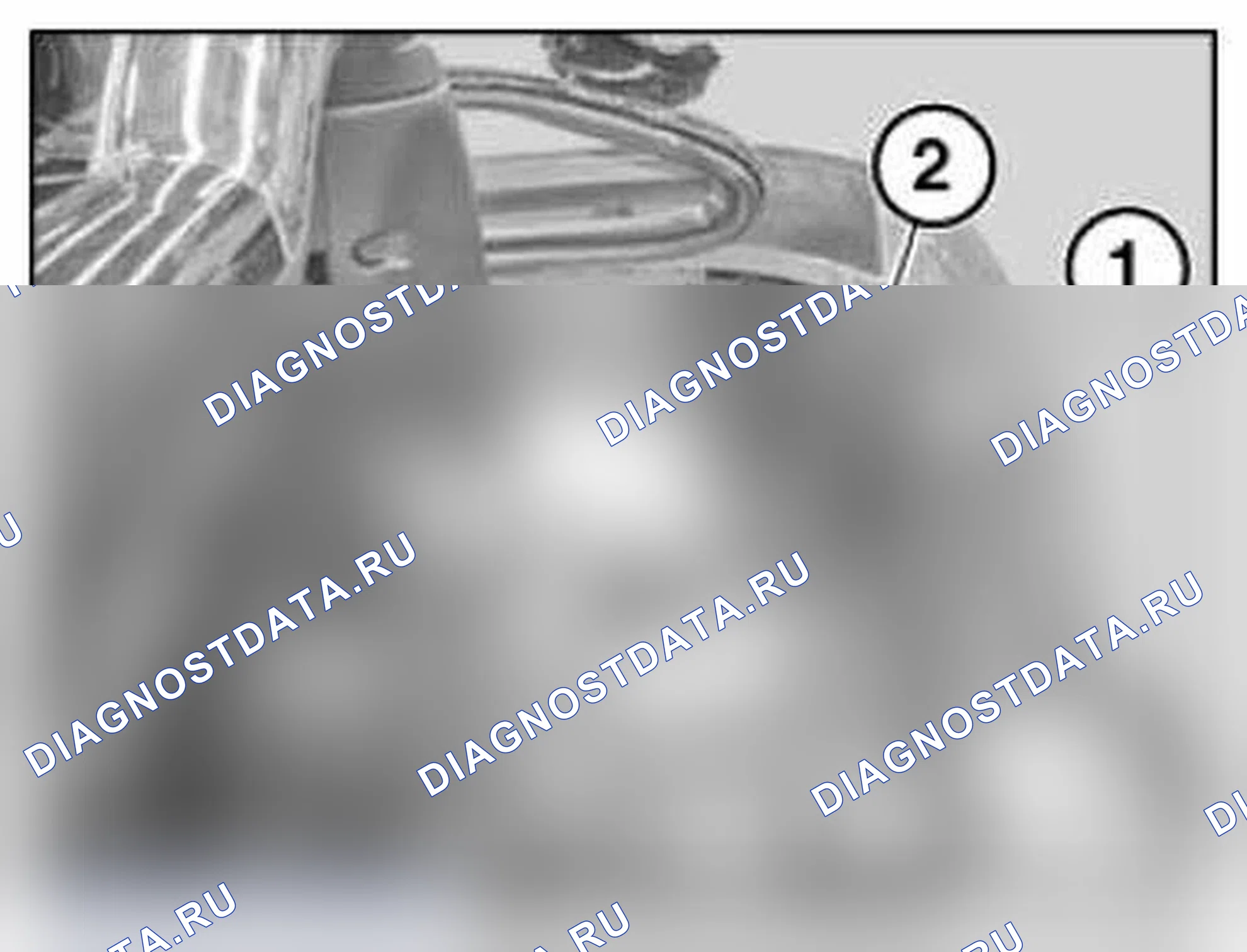
41 34 042 Зачистка - Замена внешней секции хвостовой панели (частичная замена, центр)
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера (FR номер фиксированной ставки: 5112156)
- Снимите держатель бампера (номер FR: 5112050)
- Снять и установить заднюю крышку (номер FR: 4162000)
- Снимите панель отделки пола багажного отделения (номер FR: 5147101)
- Отделка верхней хвостовой панели (номер FR: 5146050)
- Снять уплотнение задней крышки
Освободите жгут проводов 1 от хвостовой панели и пола багажного отделения.
Снимите лоток для хранения (2).
41 34 037 Демонтаж - Замена внешней секции хвостовой панели
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снять накладку бампера (FR номер фиксированной ставки: 5112156)
- Снимите держатель бампера (номер FR: 5112050)
- Снять и установить заднюю крышку (номер FR: 4162000)
- Снимите панель отделки пола багажного отделения (номер FR: 5147101)
- Отделка верхней хвостовой панели (номер FR: 5146050)
- Снять уплотнение задней крышки
Освободите жгут проводов 1 от хвостовой панели и пола багажного отделения.
Снимите лоток для хранения (2).
41 34 121 Замена комплектной задней панели и пола багажного отделения
Прочтите содержание «кузов, General»(№ 381398-S02750714792010122900000). Удалите или закройте те компоненты транспортного средства в ремонтной зоне, которые подвержены воздействию тепла или пыли. Для ремонта используйте только одобренный аппарат точечной сварки.
Порядок действий: соблюдать этап 3 ремонта
Требуются следующие новые детали кузова: (1) Пол багажного отделения (2) Панель задней отделки, внутренняя (3) Задняя отделка, наружная обшивка.
Схема №603
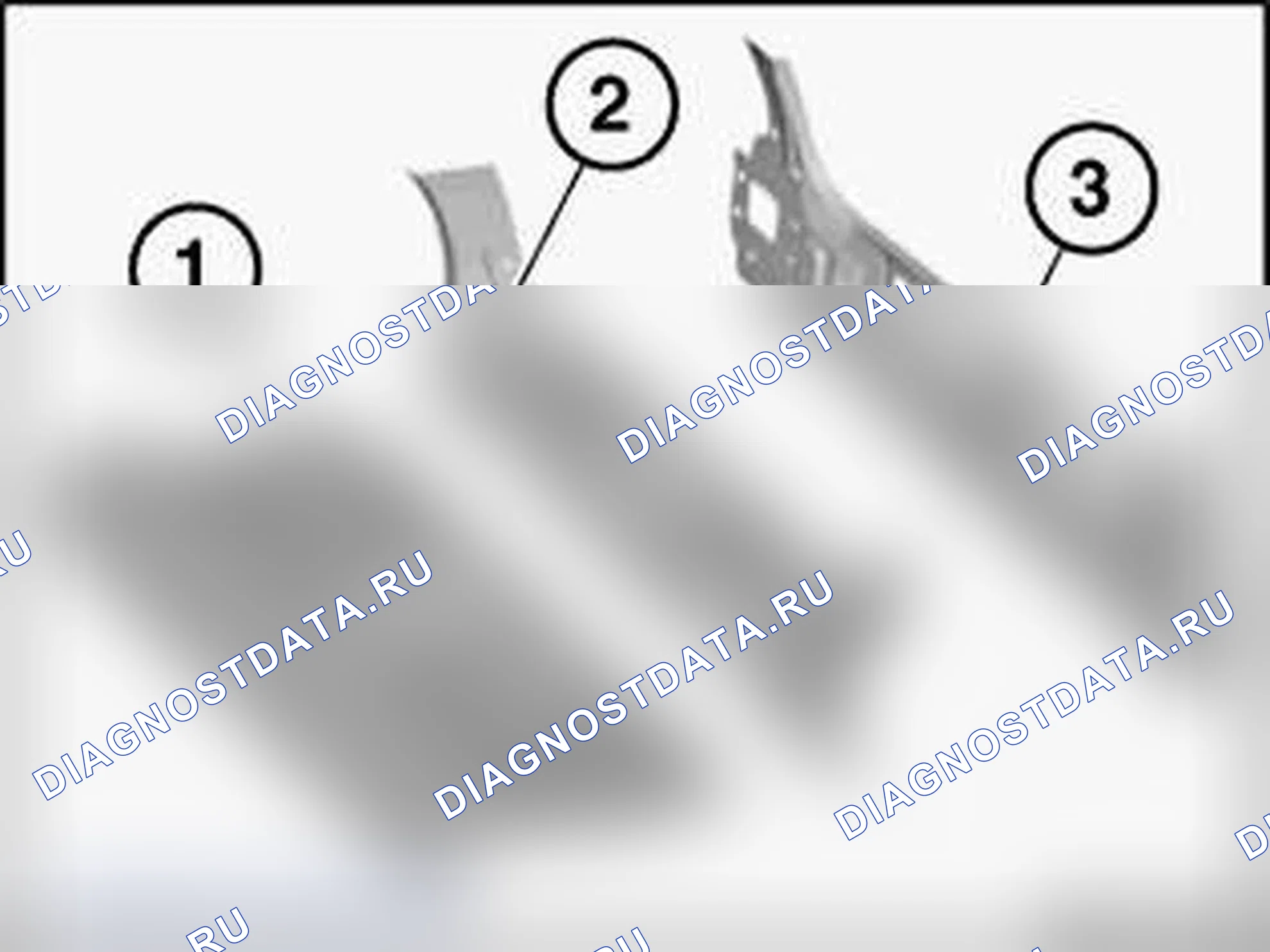 Войти
Войти
Демонтаж пола багажного отделения Демонтаж задней панели описан в разделе 41 34 060.
Открытые сварные соединения в зонах (1).
Вид из днища автомобиля: Открытые сварные соединения в зонах (1). Снимите пол багажного отделения.
Подготовка новой детали: Открыть сварные соединения на участках (1) и снять поперечину (2). Установите новую деталь. Перед приваркой также отрегулируйте хвостовую панель и дверь багажника.
Схема №604
Монтаж пола багажного отделения: Установка новой детали и сварка Монтаж хвостовой панели описан в 41 34 060.
41 35 000 Снятие и установка/замена боковой панелей, передней левой или правой
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
| Внимание: | Не повреждайте прилегающие части кузова. |
|---|
Схема №605
Внутренний вид передней боковой панели с держателями.
Отверните винты.
Момент затяжки 41 35 1AZ.
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 2 |
| Заклепки глухие Н3 | 13 |
| Пробивные заклепки Н4 | 13 |
| Устройство для удаления воска для герметизации полости | |
| CleanerR1 | 1 |
| Уплотнительные compoundD1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Демонтаж задней панели триммера
Работа описана с левой стороны. Правая сторона идентична.
Разметить разделительный разрез в соответствии с измерением а и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Расстояние (А) = 180 мм.
Открыть паяное соединение в зоне (1) зачисткой.
Открытые сварные соединения в зонах (2).
Подготовка новой части
Разметить новую деталь в соответствии с отрывными вырезами на транспортном средстве + 20 мм дополнительного материала в каждом случае и вырезать.
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить тринадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клея на склеиваемые поверхности 1.
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
В местах (1) - (3) заклепать заднюю панель пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 2 |
| 3 | 3 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя отделка, внешняя обшивка
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5a | 2 |
| Заклепки глухие Н3 | 11 |
| Пробивные заклепки Н4 | 17 |
| Устройство для удаления воска для герметизации полости | |
| CleanerR1 | 1 |
| Уплотнительные compoundD1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Демонтаж задней панели триммера
Работа описана с левой стороны.
Правая сторона идентична.
Разметить разделительный разрез (1) и вырезать.
| ВАЖНО: | Вырезать только наружный металлический лист. |
|---|
Открыть паяное соединение в зоне (2) зачисткой.
Открытые сварные соединения в зонах (3).
Подготовка новой части
Разметить на новой детали разделительный вырез (1) в соответствии с формой боковой панели и вырезать.
Отрывной вырез 2 задней панели отделки на автомобиле.
Откройте сварные соединения и снимите компонент 3.
Отрегулируйте заднюю панель отделки для подгонки и закрепления.
Установить одиннадцать диам. 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалите новую деталь и отверстия для удаления заусенцев.
| ВАЖНО: | Запрещается зачистка новой детали и корпуса в зоне поверхностей металлизации. |
|---|
Установка задней панели триммера:
Очистите все склеиваемые поверхности на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5a клей на склеиваемые поверхности 1.
Установите заднюю панель триммера и заклепку глухими заклепками Н3 (1).
В местах (1) - (4) заклепать заднюю панель триммера пробойными заклепками Н4.
Номер см. в таблице ниже.
| Область | Число |
|---|---|
| 1 | 8 |
| 2 | 4 |
| 3 | 3 |
| 4 | 2 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Установите держатель для отделки бампера, чтобы закрепить заднюю панель отделки. (После высыхания клея снова снимите держатель для обрезки бампера).
| ВАЖНО: | Не допускайте соприкосновения появляющегося клея с поперечиной! |
|---|
41 35 105 Замена задней левой боковой панелей
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
ПримечаниеСоблюдайте новую процедуру склеивания и клепки (РЕМОНТНЫЙ ЭТАП 2).
Требуются следующие новые части кузова:
- (1) Задняя боковая панель
Требуются следующие РАСХОДНЫЕ МАТЕРИАЛЫ:
| Материал | Количество |
|---|---|
| Клеевые K5b | 1 |
| Заклепки глухие Н3 | 8 |
| Пробивные заклепки Н4 | 21 |
| Пробивные заклепки Н5 | 3 |
| Электромагнитные винты | 1 |
| Устройство для удаления воска для герметизации полости | |
| Чистящее средство R1 | 1 |
| Герметик Д1 |
СПРАВОЧНАЯ ТАБЛИЦА РАСХОДНЫХ МАТЕРИАЛОВ
Схема №606
Снятие боковой панели
Открытые сварные соединения в зонах (1).
Открыть паяное соединение в зоне (2) зачисткой.
Акустическая перегородка полости нагрева (4) с воздуходувкой горячего воздуха и отсоединением от боковой панели.
Схема №607
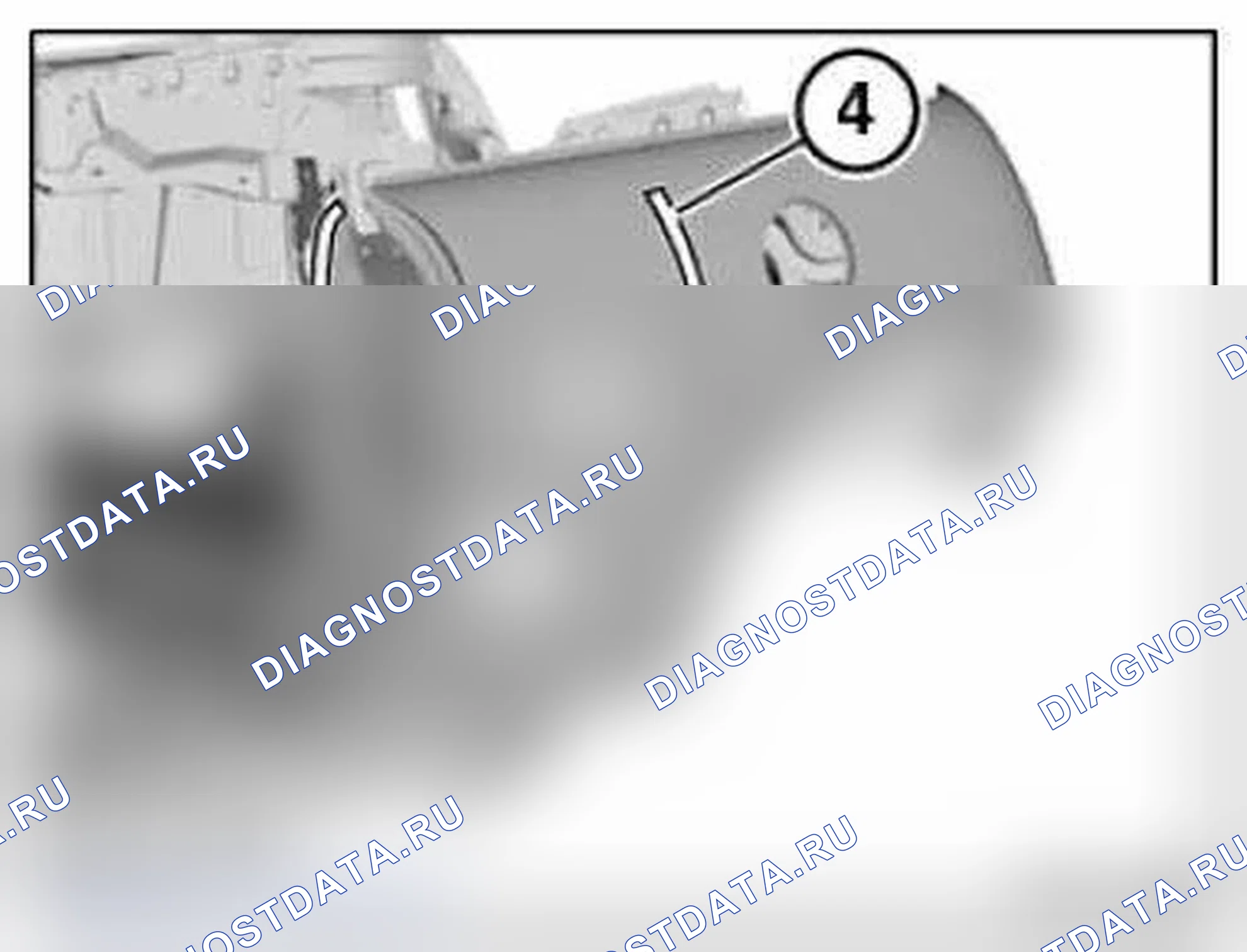
Открытые сварные соединения в зонах (1).
Открыть паяное соединение в зоне (2) зачисткой.
Схема №608

Открытые сварные соединения в зонах (1).
Схема №609
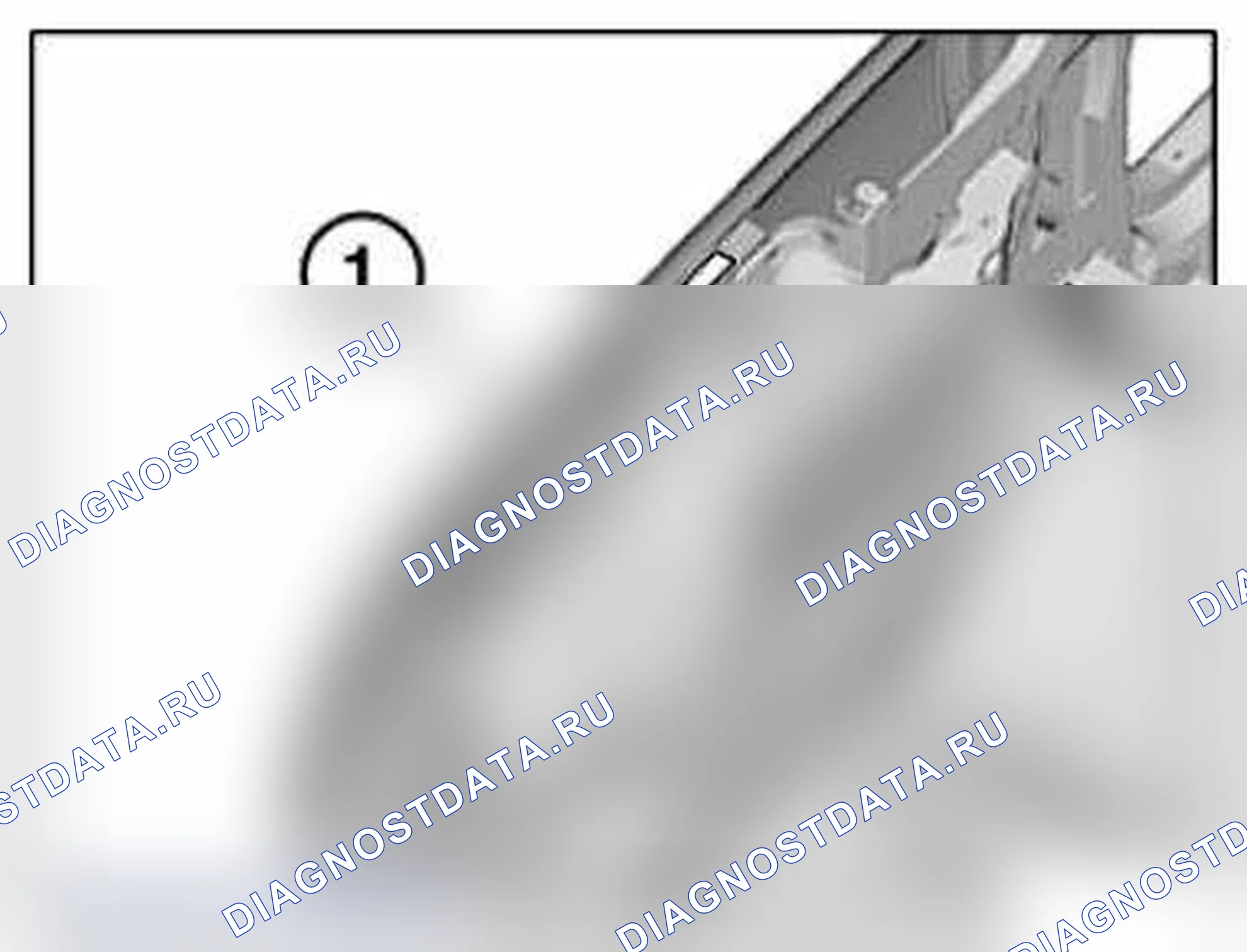
Открыть паяное соединение в зоне (2) зачисткой.
Снимите боковую панель.
Схема №610
Подготовка новой части
Схема №611

Отрегулируйте боковую панель и закрепите.
Установить диаметр 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
Установить диаметр 4,2 мм отверстия под глухие заклепки в зонах 1.
Снова удалить новую деталь и удалить заусенцы из отверстий.
Схема №612
| ВАЖНО: | Запрещается зачищать/шлифовать новую деталь в зоне поверхностей металлизации. |
|---|
Установка боковой стенки
Очистите все склеиваемые поверхности (1) на новой детали и на транспортном средстве чистящим средством R1.
Нанесите K5b клея на склеиваемые поверхности 1.
Схема №613
Нанести герметик на акустическую перегородку полости. См. "4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ) «(/mini/cooper-clubman/i-2010-2014/remont/naruzhnye-kuzovnye-paneli/#kuzov-remont-kabriolet-r57__41-00-ustanovka-akusticheskoi-peregorodki-polosti) или «4100... Установка акустической перегородки полости (без расширения) (1).
Нанесите герметик в зоне 2.
Схема №614
Схема №615
Установите боковую панель и заклепку глухими заклепками (1).
Боковую панель заклепать глухими заклепками 1.
В зоне (2) закрепите боковую панель до затвердевания клея.
Схема №616
Схема №617
В местах (1) - (5) заклепать боковую панель пробивными заклепками.
Номер см. в таблице ниже.
| Область | Замечания | Число |
|---|---|---|
| 1 | Пробивная заклепка Н5 | 3 |
| 2 | Пробивная заклепка N4 | 5 |
| 3 | Пробивная заклепка N4 | 6 |
| 4 | Пробивная заклепка N4 | 3 |
| 5 | Пробивная заклепка N4 | 7 |
СПРАВОЧНАЯ ТАБЛИЦА НОМЕРОВ ЗАКЛЕПОК
Нанести герметик в зоне (1) так же, как и с противоположной стороны.
Схема №618
Установите EMC SCREW после затвердевания клея в области (1).
Схема №619
ПримечаниеИз-за различных вариантов двигателя и спецификаций оборудования не все компоненты принимаются во внимание. Следующий список в основном представляет последовательность удаления.
- Снимите полный мягкий верх (номер FR: 5434101)
- Снимите заднюю крышку (номер FR: 4162000)
- Снимите передний левый фиксатор (номер FR: 5121003)
- Снять защиту левого края двери (номер FR: 5172000)
- Снимите накладку левой двери (номер FR: 5147000)
- Снять накладку бампера (номер FR: 5112156)
- Снимите панель колесной арки багажного отсека (номер FR: 5147151)
- Снимите обивка левого бокового элемента (номер FR: 5171426)
- Снять обшивку левого колеса (номер FR: 5113105)
- Снимите крышку левой колесной ниши (номер FR: 5171041)
- Снимите крышку корпуса (номер FR: 4163003)
- Снимите левую заднюю крышку (номер FR: 6321180)
- Снять уплотнение задней крышки
41 5.... Отрегулировать дверцу
| ВАЖНО: | Не повреждайте прилегающие элементы кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. Более обширные дополнительные работы могут привести к повреждению наружной поверхности двери или вызвать шум ветра. |
|---|
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Для правильной регулировки дверь должна быть снабжена всеми дополнительными деталями.
Регулировка резьбовых компонентов кузова с задней стороны на переднюю.
При закрытой двери ударник замка не должен касаться дверного замка или царапаться о него. Следите за царапинами.
Ослабьте фиксатор ударника, при необходимости снимите.
Ослабьте гайки (1) до тех пор, пока дверь не будет перемещена.
Момент затяжки 41 51 2AZ.
Схема №620
Схема №621
Отрегулируйте положение двери сбоку (Y), установив регулировочные прокладки (1).
Примечание по установке:
Для предварительной установки новой детали перенесите количество регулировочных прокладок (1) с поврежденной двери.
Отрегулировать дверь в продольном направлении (X) и вертикальном (Z).
Проверьте, чтобы прилегающие компоненты кузова были заподлицо по высоте, и при необходимости исправьте.
ПримечаниеНа регулировку двери по высоте не должен влиять фиксатор замка. При необходимости отрегулируйте ударник замка.
Схема №622
Регулировочный фиксатор ударника
Ослабьте винты (1) до тех пор, пока фиксатор не будет перемещен.
Сдвиньте фиксатор замка в сторону, чтобы отрегулировать переход между дверью и задней боковой панелью.
Момент затяжки 51 21 2AZ.
Схема №623
После установки
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
41 51 080 Снятие и установка двери
| ВАЖНО: | Не повреждайте прилегающие части кузова. |
|---|
Откройте дверь.
Отпустите винт на раме соединителя.
Входная дверь:
Момент затяжки 41 51 3AZ.
Схема №624
ПримечаниеНе закрывайте дверь.
Отпустите винт на фиксаторе двери.
Момент затяжки 51 21 6AZ.
| ВАЖНО: | Предохраните дверь от выпадения. |
|---|
Отверните винты 1 и вытащите из петель.
Момент затяжки 41 51 1AZ.
Схема №625
Вытащить штепсельное соединение из стойки двери, разблокировать, вытащив планку и отсоединить.
Откройте дверь, переместив ее вверх и поместив на подходящую поверхность.
Установка:
При необходимости отрегулируйте ДВЕРЬ.
Схема №626
41 61 014 Регулировка крышки моторного отсека
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
При последующем перемещении шарниров неокрашенные поверхности становятся видимыми. Прикоснитесь к ним соответствующим цветом.
Не повреждайте прилегающие части кузова.
Проверьте стопорный винт шарнира капота слева и справа.
Пластмассовая головка стопорного винта не должна быть повреждена или отсутствовать, при необходимости замените шарнир крышки.
Стопорный винт предустановлен и не должен использоваться для регулировки капота!
Схема №627
Войти
Ослабьте винты 1 и 2 на левом и правом шарнирах.
Капот/капот двигателя все равно должен просто иметь возможность перемещения. Отрегулируйте крышку моторного отсека сбоку и в продольном направлении.
Затяните винты после регулировки крышки.
Момент затяжки 41 61 1AZ.
Схема №628
Если диапазон регулировки недостаточен, отпустите винты 1 навески крышки моторного отсека на корпус и сдвиньте навеску.
Регулировка высоты на шарнире:
Ослабьте винты 1 и отрегулируйте петлю.
Момент затяжки 41 61 2AZ.
Схема №629
Регулировка высоты у бойков:
Отпустите винт 1 и снимите крышку 2.
Отрегулируйте крышку моторного отсека вращением у ударника к передней панели.
Отрегулируйте БУФЕРНЫЕ ОГРАНИЧИТЕЛИ ХОДА.
ПримечаниеКрышка моторного отсека правильно регулируется в передней секции за счет комбинации вытягивания бойков и нажатия на стопорные колодки. Неправильная регулировка приводит либо к биению крышки моторного отсека двигателя, либо к вялой разблокировке.
| ВАЖНО: | Проверьте работу стопорного крюка. |
|---|
Схема №630
Примечание после установки:
Примечание по установке:
После регулировки капота проверьте зазор между фарами. См. 6312007 ДЕМОНТАЖ И УСТАНОВКА/ЗАМЕНА ЛЕВОЙ ИЛИ ПРАВОЙ ФАРЫ (ГАЛОГЕННАЯ ФАРА); 6312012 СНЯТИЕ И УСТАНОВКА ПРАВОЙ ФАРЫ (КСЕНОНОВАЯ ФАРА) или 6312010 СНЯТИЕ И УСТАНОВКА ИЛИ ЗАМЕНА ЛЕВОЙ ФАРЫ (КСЕНОНОВАЯ ФАРА) и крышки и при необходимости отрегулируйте.
4161000 Снятие и установка крышки моторного отсека
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Необходимые предварительные задачи:
- Отсоединить все кабельные разъемы
Ослабьте винты (1)
Отвинтите винты (2).
Момент затяжки 41 61 1AZ.
Снять капот двигателя с помощью второго лица.
Установка:
Установите капот двигателя в местах расположения винтов на шарнир. Это избавляет от необходимости регулировки после установки.
Если это невозможно, ОТРЕГУЛИРУЙТЕ КАПОТ ДВИГАТЕЛЯ.
41 62 014 Регулировка задней крышки по размеру
| Внимание: | Не повреждайте прилегающие части кузова. Незначительные исправления (работа по переналадке) допускаются, если существующих вариантов корректировки недостаточно. |
|---|
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Соблюдайте РАЗМЕРЫ ЗАЗОРА.
Задняя крышка должна быть снабжена всеми деталями крепления для правильной регулировки.
При закрытой двери ударники замка не должны контактировать с замками задней крышки и не должны чистить их щеткой. Берегись царапин.
Ослабьте фиксатор ударника, при необходимости снимите.
Ослабьте винты (1) до тех пор, пока задняя крышка не переместится.
Отрегулируйте заднюю крышку в продольном направлении.
Момент затяжки 41 62 1AZ.
Схема №631
Ослабьте гайки (1) до тех пор, пока задняя крышка не переместится.
Отрегулируйте заднюю крышку сбоку и вертикально.
Момент затяжки 41 62 3AZ.
Схема №632

После установки
- Затяните все винты и гайки на заданный момент.
- Подкрасьте неокрашенные поверхности соответствующим цветом.
- При необходимости отрегулируйте ударник.
41 62 000 Снятие и установка задней крышки
Прочитайте содержание «кузов, GENERAL»(№ 381398-S02750714792010122900000).
Необходимые предварительные задачи
Отсоедините все кабельные разъемы и вытащите жгут проводов из задней крышки.
Откройте заднюю крышку.
Освободите лямку кабеля (1) слева и справа.
Отпустите левый и правый винты (2).
Момент затяжки 41 62 2AZ.
Схема №633
 Войти
Войти
41 63 000 Снятие и установка заслонки топливной заливной горловины
Модели MINI ONE и MINI COOPER
Открытая заслонка для заливной горловины топлива.
Вставьте подходящую отвертку в углубление (1) до упора.
Вытягивание заслонки под заливную горловину топлива в направлении стрелки.
Схема №634
Войти
MINI COOPER S
Открытая заслонка для заливной горловины топлива.
Вывинтите замок 1 и поверните заслонку под заливную горловину 2 в направлении стрелки и снимите.
Схема №635
41 63 002 Замена шарнира заливной горловины
Необходимые предварительные задачи:
- Снимите левое ЗАДНЕЕ КОЛЕСО.
- Снять ПОДРЕЗКУ ЗАДНЕГО ЛЕВОГО КОЛЕСА.
- Демонтировать ЗАСЛОНКУ ТОПЛИВНОЙ ЗАЛИВНОЙ ГОРЛОВИНЫ.
- Снимите сервопривод для заливной горловины бака.
Требуются следующие новые части кузова:
- (1) Шарнир, заслонка заливной горловины
Схема №636

Поверните крышку (1) приблизительно на 45 ° и выдвиньте рычаг в направлении стрелки.
Схема №637

Отвинтите гайки 1 с трубопровода заливной горловины.
МОМЕНТ ЗАТЯЖКИ 16 11 1AZ.
Освободите трубопровод 2 заливки топлива от стопорных штифтов и снимите с агрегата/заслонки заливки топлива.
Установка:
Убедитесь, что кабель заземления (3) установлен правильно.
Уплотнение вентиляционного шланга должно быть правильно установлено.
Схема №638
ПримечаниеНа иллюстрациях показан демонтированный топливозаправочный патрубок.
Освободите резиновое уплотнение от фланца из листового металла.
Схема №639
Отожмите внутрь удерживающую планку 1 и снимите ее.
Снимите крышку 2.
Удалите небольшой отверткой резиновый буфер (3) или прошейте разметку (3).
Вставьте небольшую отвертку через отверстия (3) и отпустите защелки.
Схема №640
ПримечаниеВставьте отвертку на глубину не более 5 мм и расконтрите защелку чаши крышки.
Схема №641
Закройте заслонку 1.
Открутите корпус крышки (2) и снимите.
Схема №642
Установка:
С помощью приспособления 1 натяните уплотнительную кромку 2 на фланец из листового металла колесной арки 3.
Схема №643
Установка:
На иллюстрациях показан демонтированный топливозаправочный патрубок.
Проверьте правильность посадки уплотнительной кромки.
Установка:
Корпус крышки должен легко защелкиваться.
После установки тщательно проверьте, чтобы чаша крышки была надежно посажена.
В зоне (1) не должно быть заметного зазора между уплотнительной кромкой и боковой панелью.
Схема №644
Установка:
Замки 1 слева/справа на крышке 2 не должны иметь повреждений.
Схема №645
Примечание
- См. также:
- 7212... ПОРЯДОК ДЕЙСТВИЙ ПОСЛЕ СРАБАТЫВАНИЯ ПОДУШКИ БЕЗОПАСНОСТИ В РЕЗУЛЬТАТЕ АВАРИИ
- ШАССИ, ПОДВЕСКА И РУЛЕВОЕ УПРАВЛЕНИЕ
- 9900... ЛАКОКРАСОЧНОЕ ПОКРЫТИЕ (2 И 3 СЛОЯ)
- 9900... ВНУТРЕННЯЯ ПОКРАСКА
- ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
- 6100... ПРИМЕЧАНИЯ ПО ОБРАЩЕНИЮ С ОПТИЧЕСКИМИ ВОЛОКНАМИ
- ПРОЦЕДУРА
- 4100... РЕМОНТНОЕ РЕШЕНИЕ ДЛЯ ЗАКЛЕПОЧНОЙ ГАЙКИ С ПРЯМЫМ ХВОСТОВИКОМ/ШЕСТИГРАННИКОМ
- ОКОННЫЕ СТЕКЛА ДЛЯ СКЛЕИВАНИЯ
- ПРУЖИННАЯ СТОЙКА
- 41 1 180
- ОТДЕЛКА ОТ ПЕРЕДНЕЙ РЕШЕТКИ
- ОТДЕЛКА БАМПЕРА
- ЦЕНТРАЛЬНАЯ КРЫШКА
- ОТДЕЛКА СВОДА ПЕРЕДНЕГО КОЛЕСА
- 51 11 4AZ
- ТЯГОВЫЙ ТРОС ДЛЯ ЗАМКОВ КРЫШКИ/КОЛПАКА
- 63 12 007 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЛЕВОЙ ИЛИ ПРАВОЙ ФАРЫ (ГАЛОГЕННОЙ ФАРЫ)
- 63 12 010 СНЯТИЕ И УСТАНОВКА ИЛИ ЗАМЕНА ЛЕВОЙ ФАРЫ (КСЕНОНОВОЙ ФАРЫ)
- 51 23 100 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЗАМКА КРЫШКИ ПРАВОГО МОТОРНОГО ОТСЕКА
- 51 23 110 СНЯТИЕ И УСТАНОВКА/ЗАМЕНА ЛЕВОГО ЗАМКА КАПОТА/КРЫШКИ
- 51 13 000 ДЕМОНТАЖ И УСТАНОВКА/ЗАМЕНА ЦЕНТРАЛЬНОЙ СЕКЦИИ ПЕРЕДНЕЙ РЕШЕТКИ
- ОПОРА ДЛЯ ОБЛИЦОВКИ БАМПЕРА
- 41 33 4AZ
- УПОРЫ
- 6312012 ДЕМОНТАЖ И УСТАНОВКА ПРАВОЙ ФАРЫ (КСЕНОНОВАЯ ФАРА)
- ЗАДНЕЕ КОЛЕСО
- ПОДРЕЗКА ЗАДНЕГО ЛЕВОГО КОЛЕСА
- СТАНДАРТ КАЧЕСТВА
- Оборудование для мастерских
- ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ
- ЗАЩИТА ТРАНСПОРТНОГО СРЕДСТВА
- ИСПОЛЬЗОВАНИЕ МАТЕРИАЛОВ
- РАСХОДУЕМЫЕ МАТЕРИАЛЫ
- РАЗМЕРЫ РАМЫ
- РАЗМЕРЫ ЗАЗОРОВ
- 4100... УСТАНОВКА АКУСТИЧЕСКОЙ ПЕРЕГОРОДКИ ПОЛОСТИ (РАСШИРЕННАЯ)
- 4100... ПОЛОЖЕНИЕ ФАСОННЫХ ДЕТАЛЕЙ ДЛЯ ПЕРЕБОРКИ ПОЛОСТИ
- ИДЕНТИФИКАЦИОННЫЙ НОМЕР ТРАНСПОРТНОГО СРЕДСТВА, ОБЩИЙ
- РЕМОНТНЫЙ ЭТАП 1
- РЕМОНТНЫЙ ЭТАП 2
- Общая информация
- Общая информация
- ИНФОРМАЦИОННЫЕ/ПРЕДУПРЕЖДАЮЩИЕ ТАБЛИЧКИ
- НАНЕСТИ КЛЕЙ
- ПАТРОННАЯ ПУШКА
- ПРИМЕЧАНИЯ, КАСАЮЩИЕСЯ КЛЕЯ К1
- ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА
- ПУАНСОН ИЛИ ГЛУХИЕ ЗАКЛЕПКИ
- МЕТАЛЛИЧЕСКИЙ НАПОЛНИТЕЛЬ
- 4100... ПРИМЕЧАНИЯ ПО РЕМОНТУ РЕЗЬБЫ
- ОТКРЫТИЕ ПАЯНЫХ СОЕДИНЕНИЙ
- 4100... Примечания по чистящему средству R1
- 4100... ПРИМЕЧАНИЯ К КЛЕЮ К2
- 4100... Примечания к клею К3
- 4100... Примечания к клею К4
- 4100... Примечания к клею К5
- ПРОБИВНЫЕ ЗАКЛЕПКИ
- ЭЛЕКТРОМАГНИТНЫЕ ВИНТЫ
- РЕМОНТ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
- ГАЙКИ И БОЛТЫ ГЛУХИХ ЗАКЛЕПОК
- ВЫПРЯМЛЕНИЕ АЛЮМИНИЕВЫХ ДЕТАЛЕЙ НА КОНСТРУКЦИИ
- ПРАВКА СТАЛЬНЫХ ДЕТАЛЕЙ НА КОНСТРУКЦИИ
- СВАРКА В АРМАТУРНОМ ЛИСТЕ (СТАЛЬНОЙ ЛИСТ)
- ДЕТАЛИ ИЗ СВАРОЧНОЙ СТАЛИ
- ПАЙКА СТАЛЬНЫХ ДЕТАЛЕЙ
- ОБЩИЕ СВЕДЕНИЯ О КУЗОВЕ
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- ЛЕНТОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО.
- DOOR
- ОТРЕГУЛИРОВАТЬ КАПОТ ДВИГАТЕЛЯ
- ЗАСЛОНКА ДЛЯ ЗАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА.