Как разобрать поршень и шатун
Необходимые инструменты
J 43654 Съемник/установщик фиксатора поршневого пальца. См. Специальные инструменты.
Схема №789
Схема №790
Схема №791
Схема №792
- Разметить ориентацию поршня к шатуну.
- Снимите поршневые кольца с помощью расширителя поршневых колец.
- Снять вкладыши шатунных подшипников.
- С помощью J 43654 снимите фиксаторы поршневых пальцев. См. Специальные инструменты.
- Снимите поршневой палец. Штифт является полнопроходным и должен соскальзывать с поршня.
- Снимите поршень с шатуна.
Схема №793
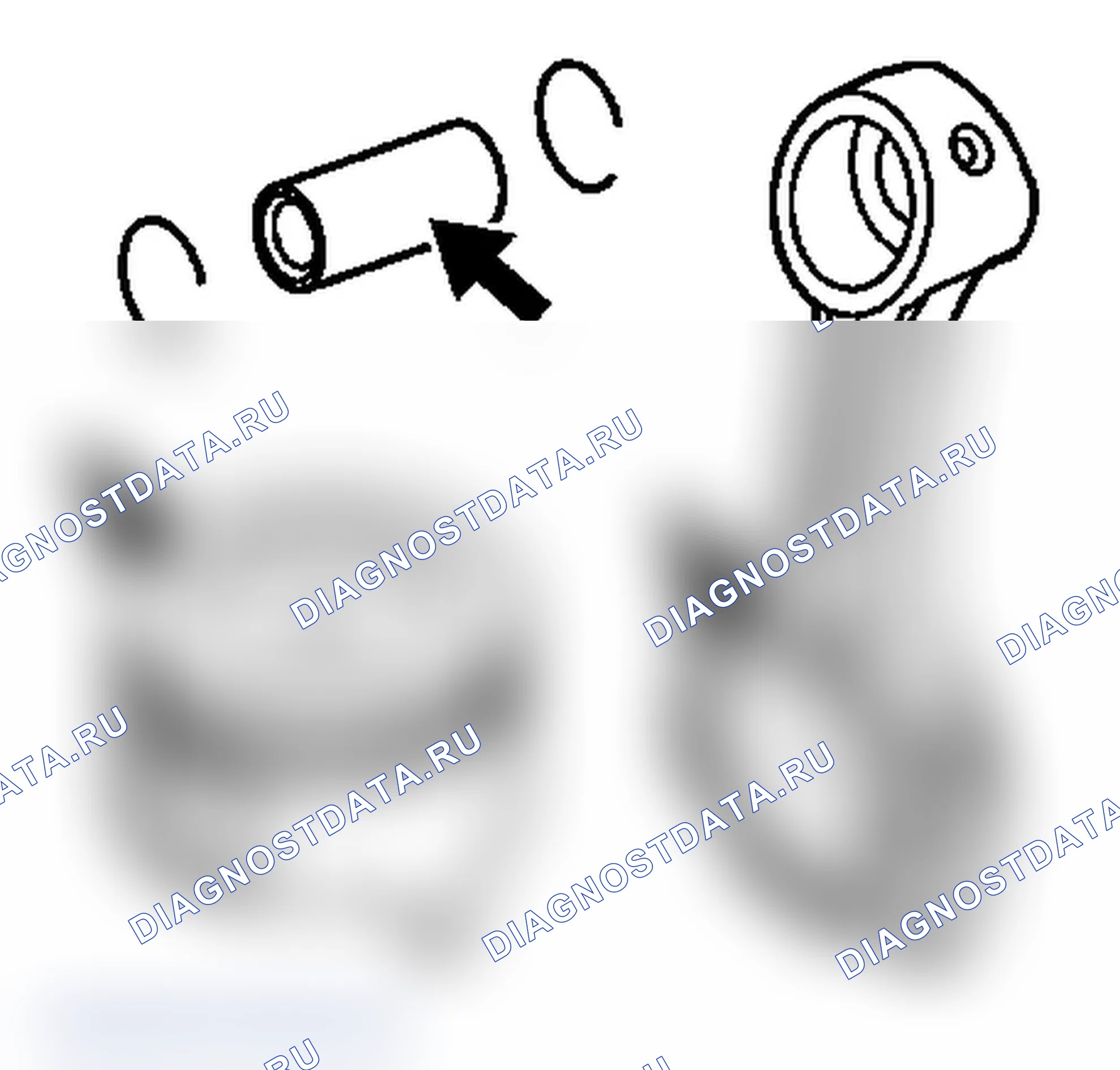
Схема №794
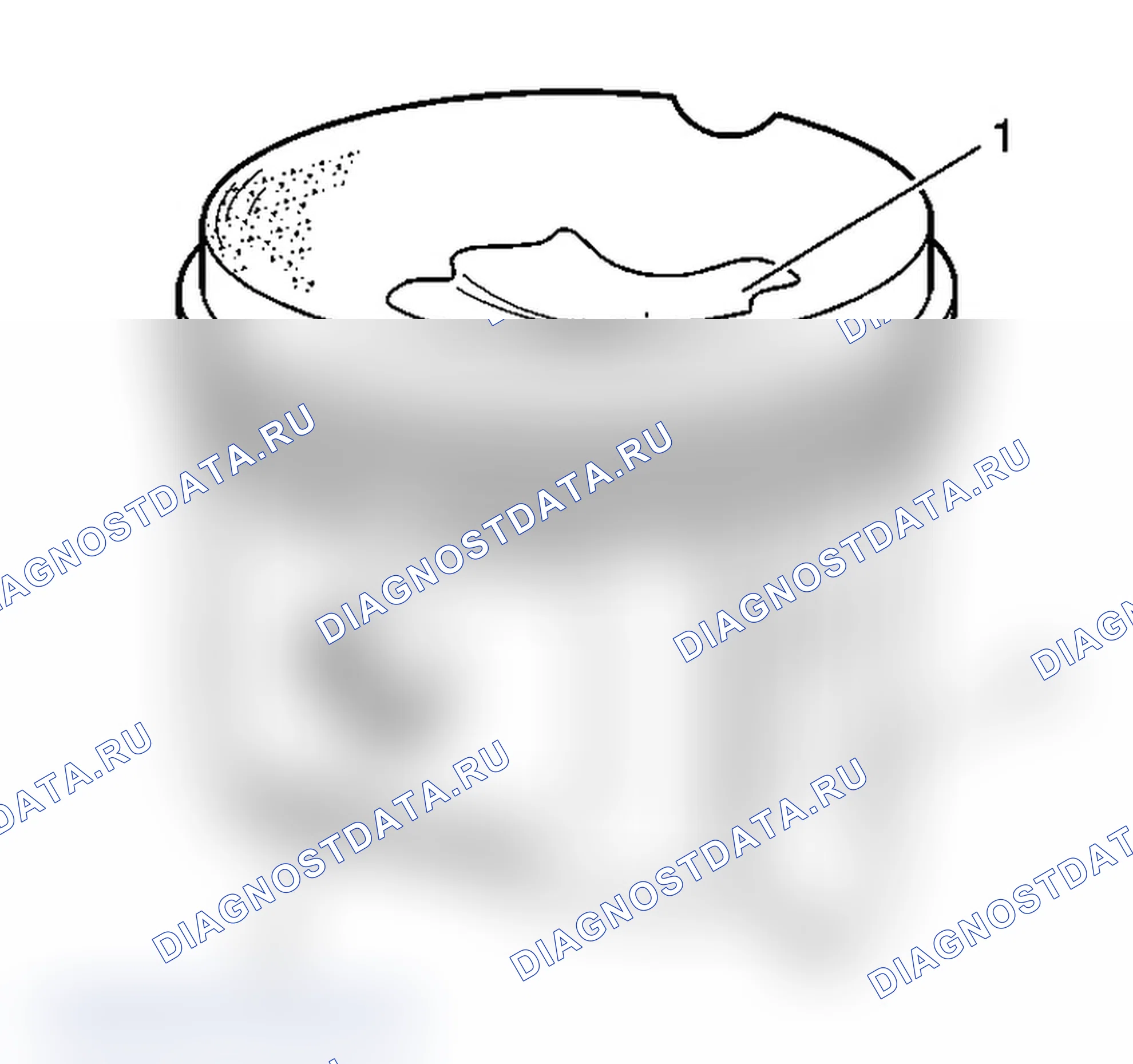
Схема №795
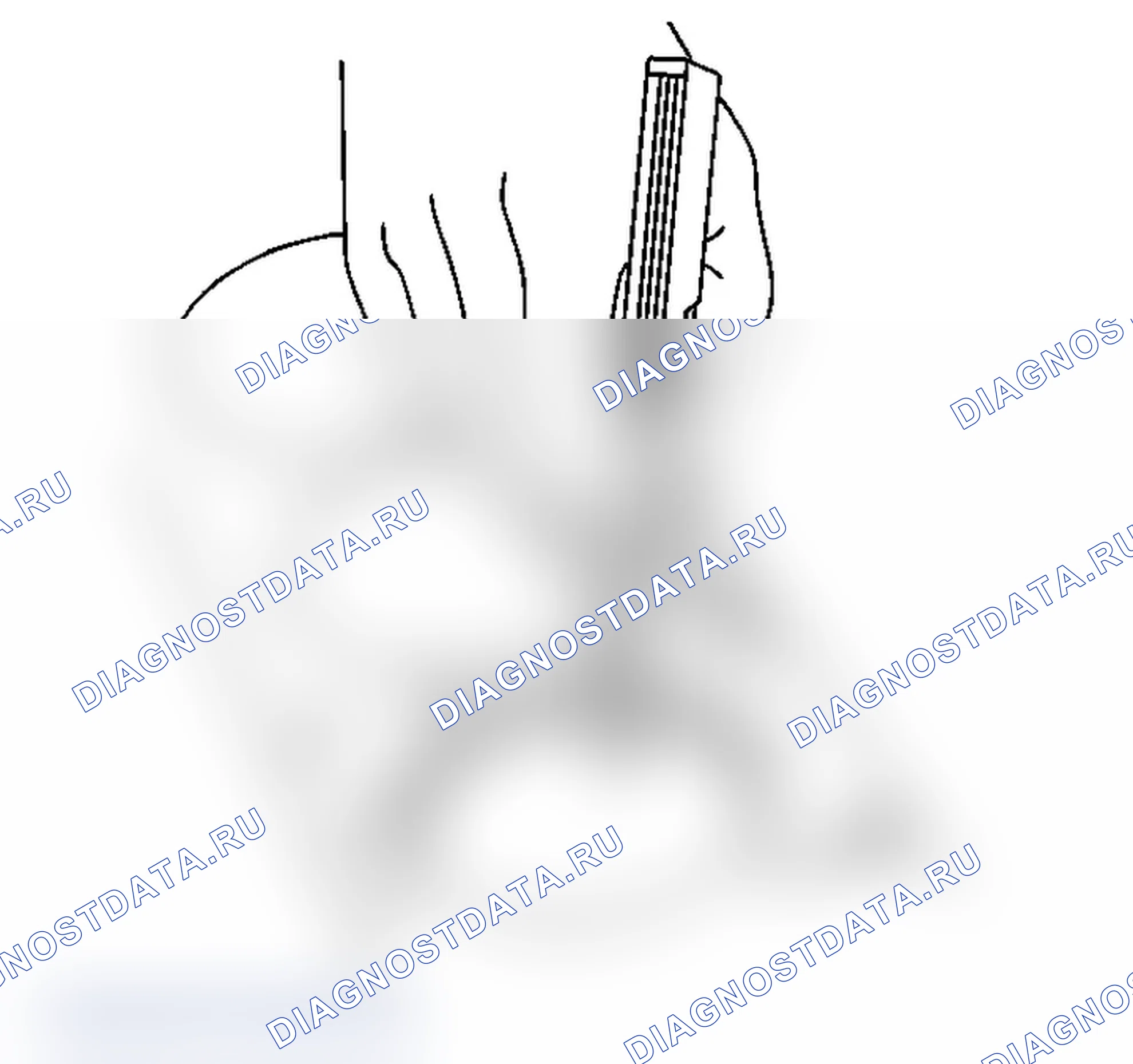
Схема №796

Схема №797

Схема №798
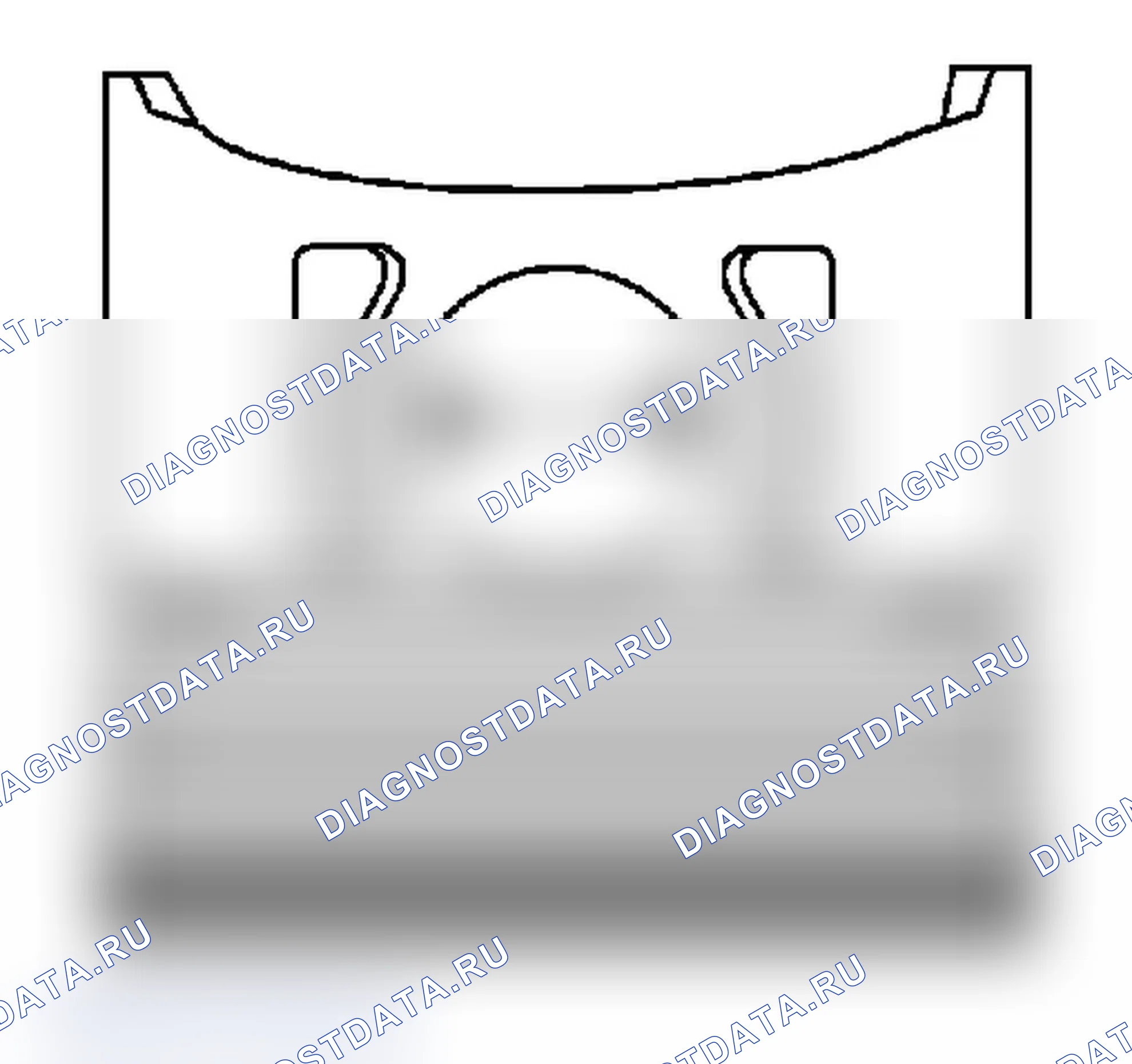
Схема №799
- Очистить от отложений следующие компоненты: Шатун и подшипники Поршень Поршневой палец
- Осмотрите поршень на наличие следующих условий: Задиры на юбке поршня (2) Задиры в зоне поршневого пальца (3) Трещины (1) Нарушенные земли кольцевой канавки
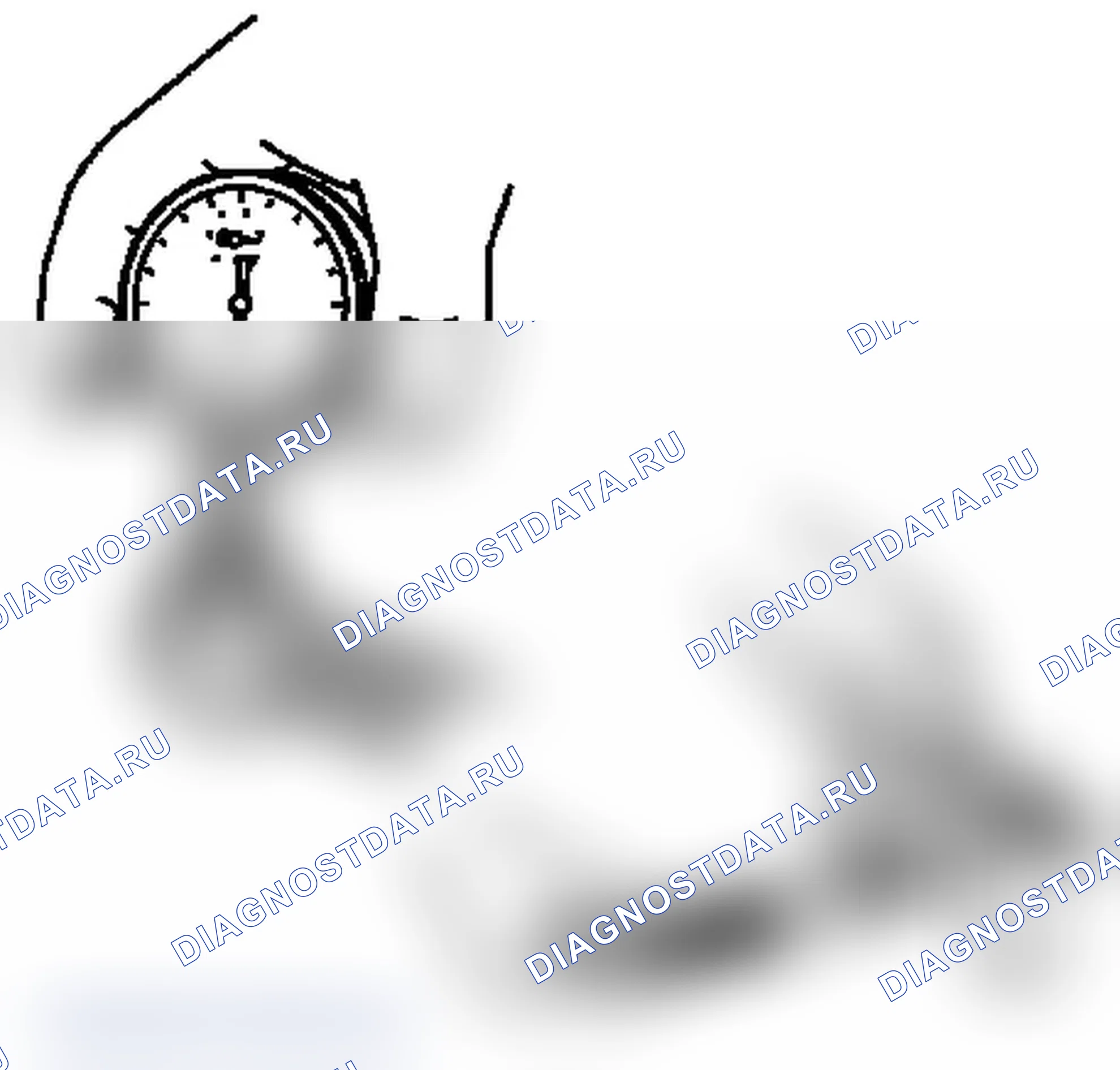
- Измерить торцевой зазор поршневого кольца. С помощью поршня сделайте квадрат поршневого кольца около верхней части цилиндра. Измерьте щупом зазор поршневого кольца. Производственный зазор 1-го компрессионного кольца составляет 0,30-0,45 мм (0,0118-0,0177 дюйма), а эксплуатационный предел - 1,37 мм (0,0539 дюйма). Производственный зазор 2-го компрессионного кольца составляет 0,50-0,65 мм (0,0197-0,0256 дюйма), а эксплуатационный предел - 1,35 мм (0,0531 дюйма). Производственный зазор масляного кольца составляет 0,15-0,35 мм (0,0059-0,0138 дюйма), а эксплуатационный предел - 1,20 мм (0,0472 дюйма). Замените поршневое кольцо, если измеренное значение превышает эксплуатационный предел.
- Измерить зазор между поршневым кольцом и канавкой поршневого кольца. Измерьте щупом зазор между поршневым кольцом и канавкой поршневого кольца в нескольких точках вокруг поршня. Рабочий зазор 1-го компрессионного кольца составляет 0,08-0,17 мм (0,0030-0,0007 дюйма), а эксплуатационный предел - 0,26 мм (0,0102 дюйма). Производственный зазор 2-го компрессионного кольца составляет 0,01-0,03 мм (0,0004-0,0012 дюйма), а эксплуатационный предел - 0,10 мм (0,0039 дюйма). Эксплуатационный зазор масляного кольца составляет 0,01-0,03 мм (0,0004-0,0012 дюйма), а эксплуатационный предел - 0,12 мм (0,0047 дюйма). Замените поршневое кольцо, если измеренное значение превышает эксплуатационный предел.
- Измерить наружный диаметр поршневого пальца. Измерить наружный диаметр поршневого пальца в нескольких точках. Производственная стоимость составляет 34 495-34,50 мм (1,3581-1,3563 дюйма), а предел обслуживания - 34 450 мм (1,3563 дюйма). Замените поршневой палец, если измеренное значение меньше предела обслуживания.
- Измерить зазор между поршневым пальцем и отверстием под поршневой палец. Измерить отверстие под поршневой палец. Вычесть измерение поршневого пальца, которое было взято ранее, из измерения отверстия поршневого пальца. Разница между этими двумя измерениями будет заключаться в зазоре между поршневым пальцем и отверстием поршневого пальца. Производственный зазор составляет 0 004-0 017 мм (0,0002-0,0007 дюйма), а эксплуатационный предел - 0 017 мм (0,0007 дюйма). Если зазор между поршневым пальцем и отверстием поршневого пальца выходит за рамки технических требований, замените поршень.
- Замерьте поршневой палец до малого торцевого зазора шатуна. Измерьте внутренний диаметр малого конца шатуна. Вычесть измерение поршневого пальца, которое было взято ранее, из измерения малого конца шатуна. Разница между этими двумя измерениями будет в зазоре между поршневым пальцем и шатуном. Производственный зазор составляет 0 012-0 027 мм (0,0005-0,0011 дюйма), а эксплуатационный предел - 0,08 мм (0,0031 дюйма). Замените шатун, если зазор между поршневым пальцем и малым торцом шатуна выходит за рамки спецификаций. Втулка шатунная малая концевая не исправна.
Необходимые инструменты
J 43654 Съемник/установщик фиксатора поршневого пальца. См. Специальные инструменты.
- Смажьте моторным маслом втулку малого конца шатуна и расточку поршневого пальца поршня.
- Установите поршневой палец в поршень и шатун.
- Установите стопорные кольца поршневого пальца.
- Смажьте канавки поршневого кольца моторным маслом.
- Установите поршневые кольца с помощью расширителя поршневых колец.
- Ориентируйте концевые зазоры поршневого кольца, как показано.
Как снять головки цилиндров
Необходимые инструменты
J 8062 Пружинный компрессор
J 38820 Маслосъемник штока клапана. См. Специальные инструменты.
Схема №800
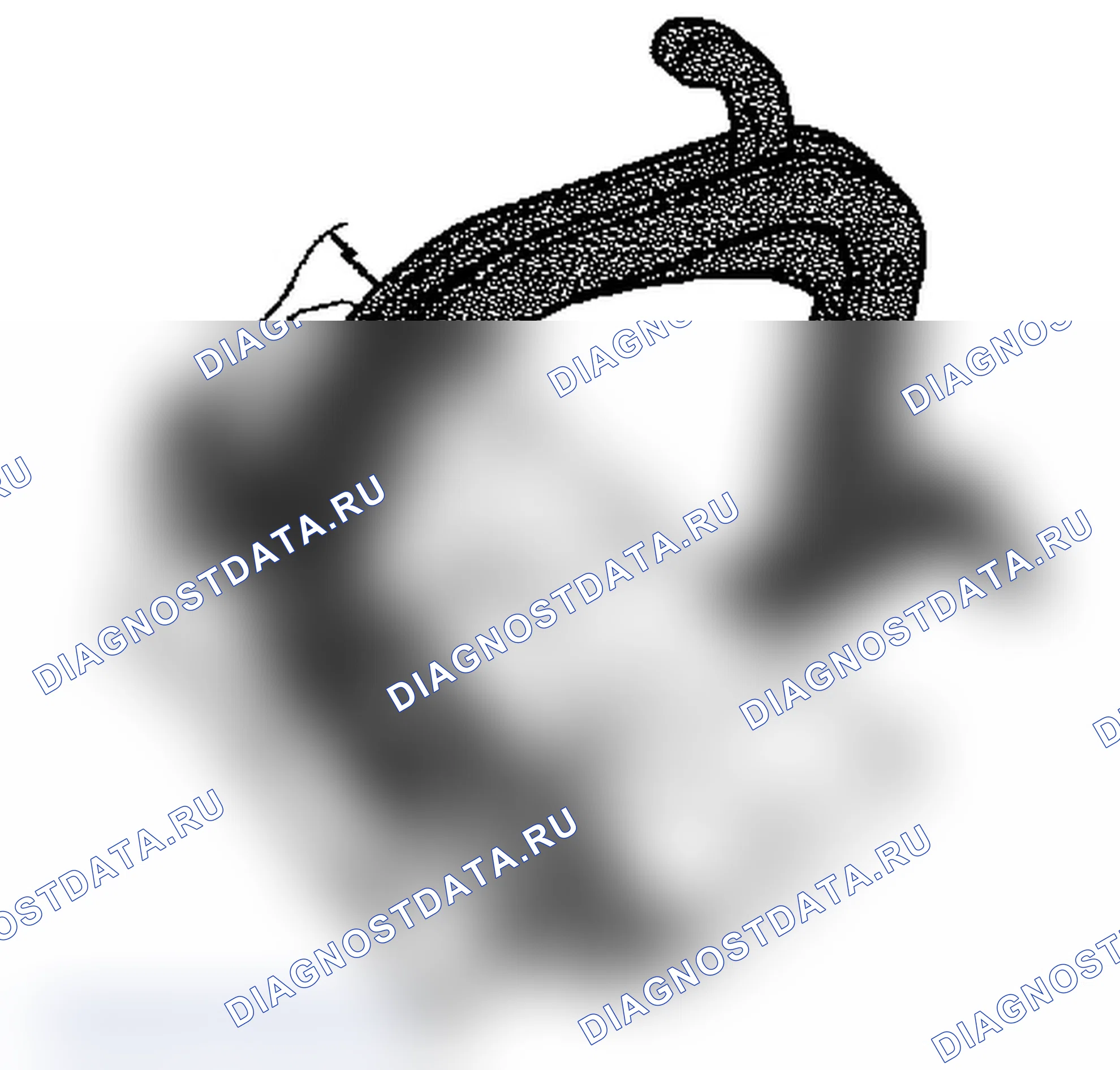
Схема №801
- С помощью J 8062 сжать пружину клапана.
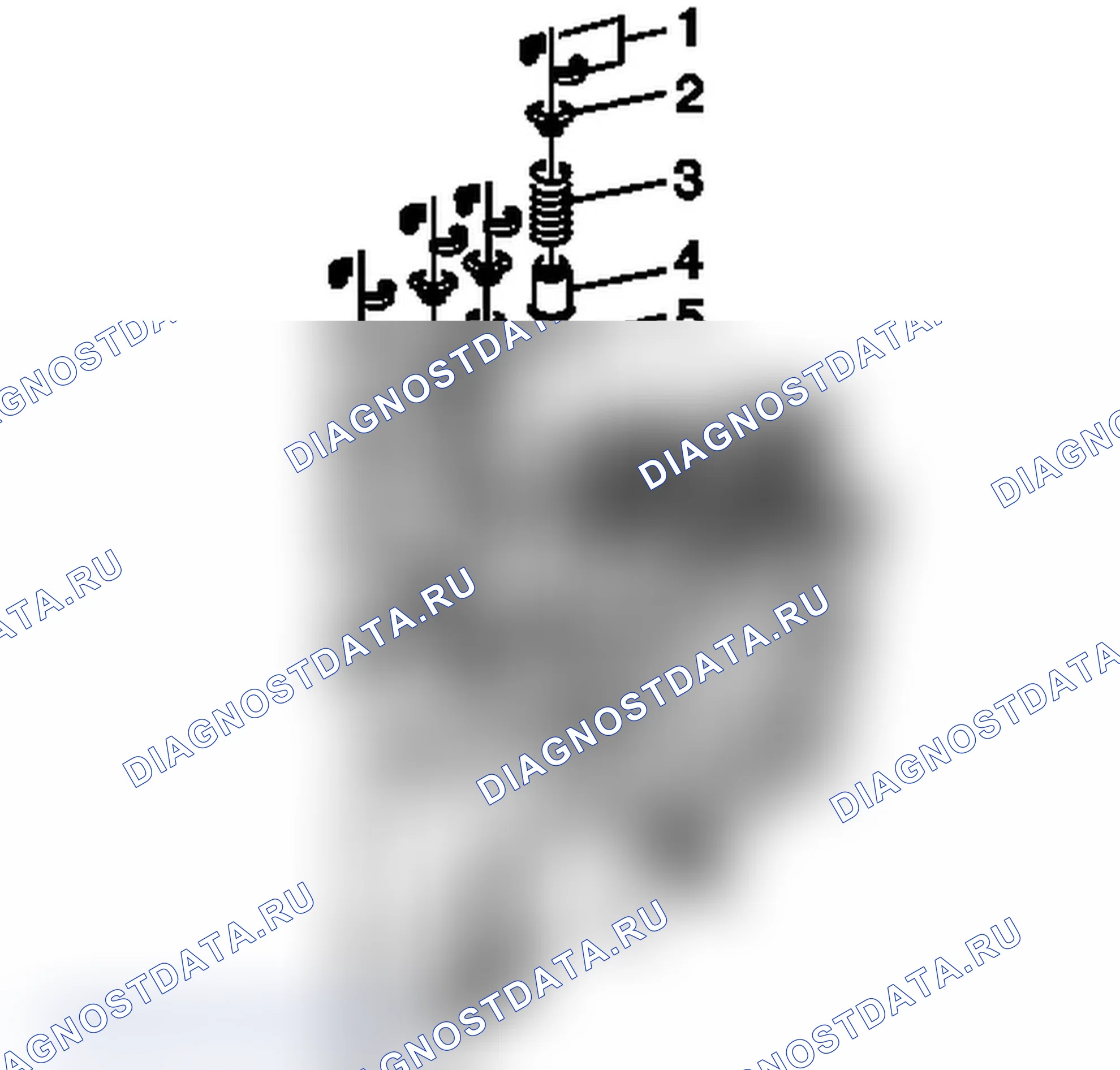
- Снимите шпонки клапанов (1).
- Снимите J 8062 с головки цилиндров.
- Снимите верхнее седло пружины клапана (2).
- Снимите пружину клапана 3.
- Снимите клапан 6.
- Снимите уплотнение штока клапана (4) с помощью J 38820. См. Специальные инструменты.
- Снимите нижнее седло пружины клапана 5.
Установить головку цилиндров
Необходимые инструменты
- J 44640 Установщик уплотнения штока клапана. См. Специальные инструменты.
- J 8062 Пружинный компрессор
Схема №802

Схема №803
- Установите клапаны в головку цилиндров.
- Установите нижнее седло пружины клапана.
- Установить уплотнение штока клапана с помощью J 44640. См. Специальные инструменты.
- Установите пружину клапана окрашенным концом в сторону головки цилиндров.
- Установите верхнее седло пружины клапана.
- С помощью J 8062 сжать пружину клапана.
- Установите шпонки клапана.
- Снимите J 8062 с головки цилиндров.
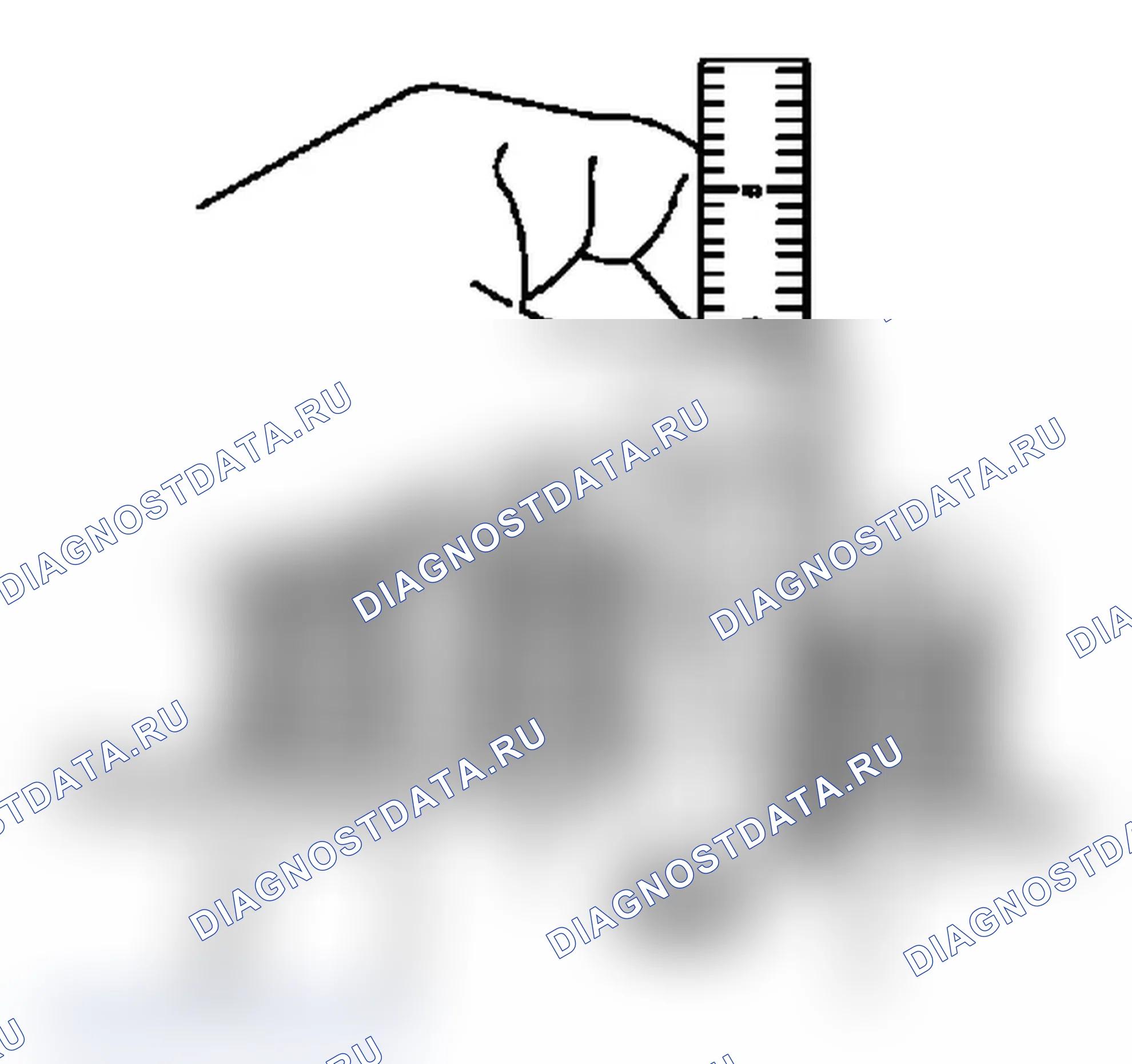
- Измерьте высоту установки клапана с помощью линейки. Замерьте от основания пружины клапана до верха клапана. См. Механические характеристики двигателя.
- Установите остальные клапаны, пружины и другие компоненты.
Схема №804
- Подтолкните ролик к корпусу роликоподъемника и измерьте расстояние между нижней частью ролика и корпусом роликоподъемника. Производственная стоимость составляет 0 989-1,0 мм (0,0389-0,0394 дюйма), а предел обслуживания - 0,9 мм (0,0354 дюйма).
- Замените подъемник клапана, если измерение превышает эксплуатационный предел.
- Осмотрите подъемники клапана на предмет следующего: Корпус подъемника клапана на предмет задиров и износа Роликовый узел подъемника клапана на предмет износа Ролик подъемника клапана для плавного вращения
Схема №805
Схема №806
Схема №807
- Измерить наружный диаметр вала коромысла в месте его расположения. Производственная стоимость составляет 21 979-22,0 мм (0,8653-0,8661 дюйма), а предел обслуживания - 21,85 мм (0,8602 дюйма).
- Замените вал коромысла, если измеренное значение меньше предела обслуживания.
- Измерить внутренний диаметр коромысла. Производственная ценность составляет 22,01-22 035 мм (0,8665-0,8675 дюйма).
- Рассчитайте величину зазора между валом коромысла и коромыслом. Вычесть наружный диаметр вала коромысла из внутреннего диаметра коромысла. Замените коромысло, если зазор между валом и коромыслом превышает 0,2 мм (0,0079 дюйма).
- Осмотрите регулировочный винт и контргайку клапана на отсутствие повреждений. При обнаружении повреждений замените регулировочный винт клапана.
- Измерить штанги толкателей на коробление.
- Замените штангу толкателя, если коробление превышает 0,8 мм (0 031 дюйма).
Схема №808
- Осмотрите форсунку масляного охлаждения поршня на предмет повреждений.
- При обнаружении каких-либо повреждений замените форсунку масляного охлаждения поршня.
Схема №809

Схема №810
Схема №811
Схема №812
- Отверните болты крышки редуктора масляного насоса.
- Снимите крышку редуктора масляного насоса.
- Измерьте щупом зазор между зубьями шестерни и корпусом масляного насоса. Производственный зазор составляет 0 125-0 221 мм (0,0049-0,0087 дюйма), а эксплуатационный предел - 0 221 мм (0,0087 дюйма).
- Замените масляный насос в сборе, если зазор превышает эксплуатационный предел.
- Измерьте щупом и прямой кромкой зазор между стороной шестерни и крышкой. Производственный зазор составляет 0 064-0 109 мм (0,0025-0,0043 дюйма), а эксплуатационный предел - 0 109 мм (0,0043 дюйма).
- Замените масляный насос в сборе, если зазор превышает эксплуатационный предел.
- Рассчитать зазор между валом ведомой шестерни и втулкой. Измерить наружный диаметр вала ведомой шестерни. Производственная спецификация составляет 19 947-19 960 мм (0,7853-0,7858 дюйма), а предел обслуживания - 19,86 мм (0,7819 дюйма). Измерить внутренний диаметр втулки ведомой шестерни. Производственная стоимость составляет 20 мм (0,7874 дюйма). Рассчитать зазор между валом ведомой шестерни и втулкой. Эксплуатационный предел составляет 0,14 мм (0,0055 дюйма)
- Замените масляный насос в сборе, если зазор превышает эксплуатационный предел.
- Установите крышку редуктора масляного насоса на узел масляного насоса.
- Установите болты крышки редуктора масляного насоса. Затянуть: Затянуть болты крышки редуктора масляного насоса до 21 Н.м (15 фунтов футов).
Схема №813
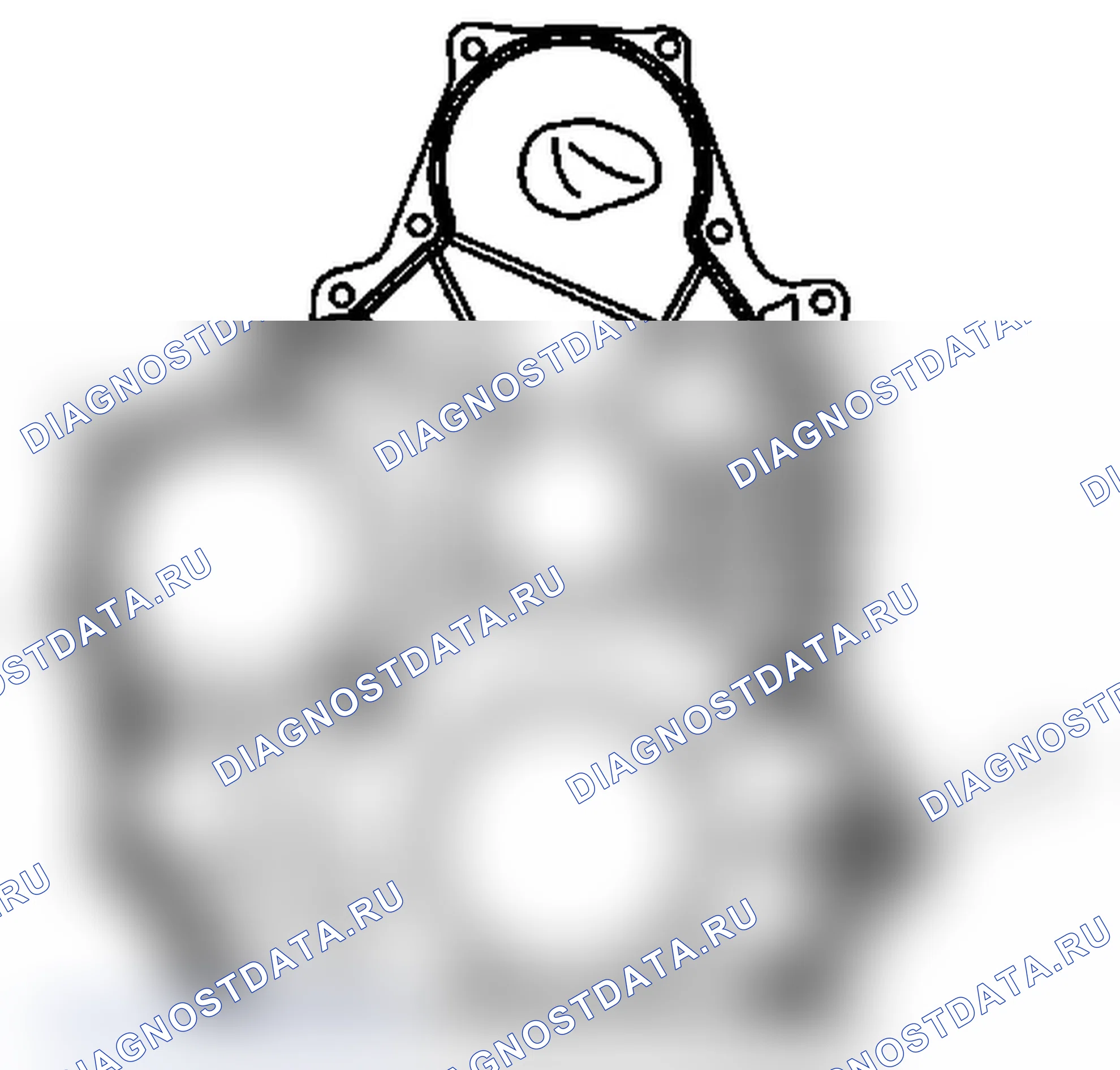
- Снимите уплотнительное кольцо (1) с передней крышки двигателя.
- Снимите клапан сброса давления масла с передней крышки двигателя.
- Очистите переднюю крышку двигателя.
- Очистите сопрягаемые поверхности передней крышки двигателя.
- Осмотрите сопрягаемые поверхности передней крышки двигателя на предмет повреждений.
- Осмотрите уплотнительную поверхность уплотнительного кольца передней крышки двигателя на предмет повреждений.
- Осмотрите отверстие переднего сальника коленчатого вала на предмет повреждений.
- При обнаружении каких-либо повреждений замените переднюю крышку двигателя.
- Установите клапан сброса давления масла с новым уплотнительным кольцом. Затянуть: Затянуть клапан сброса давления масла до 39 Н.м (29 фунтов фут).
Схема №814
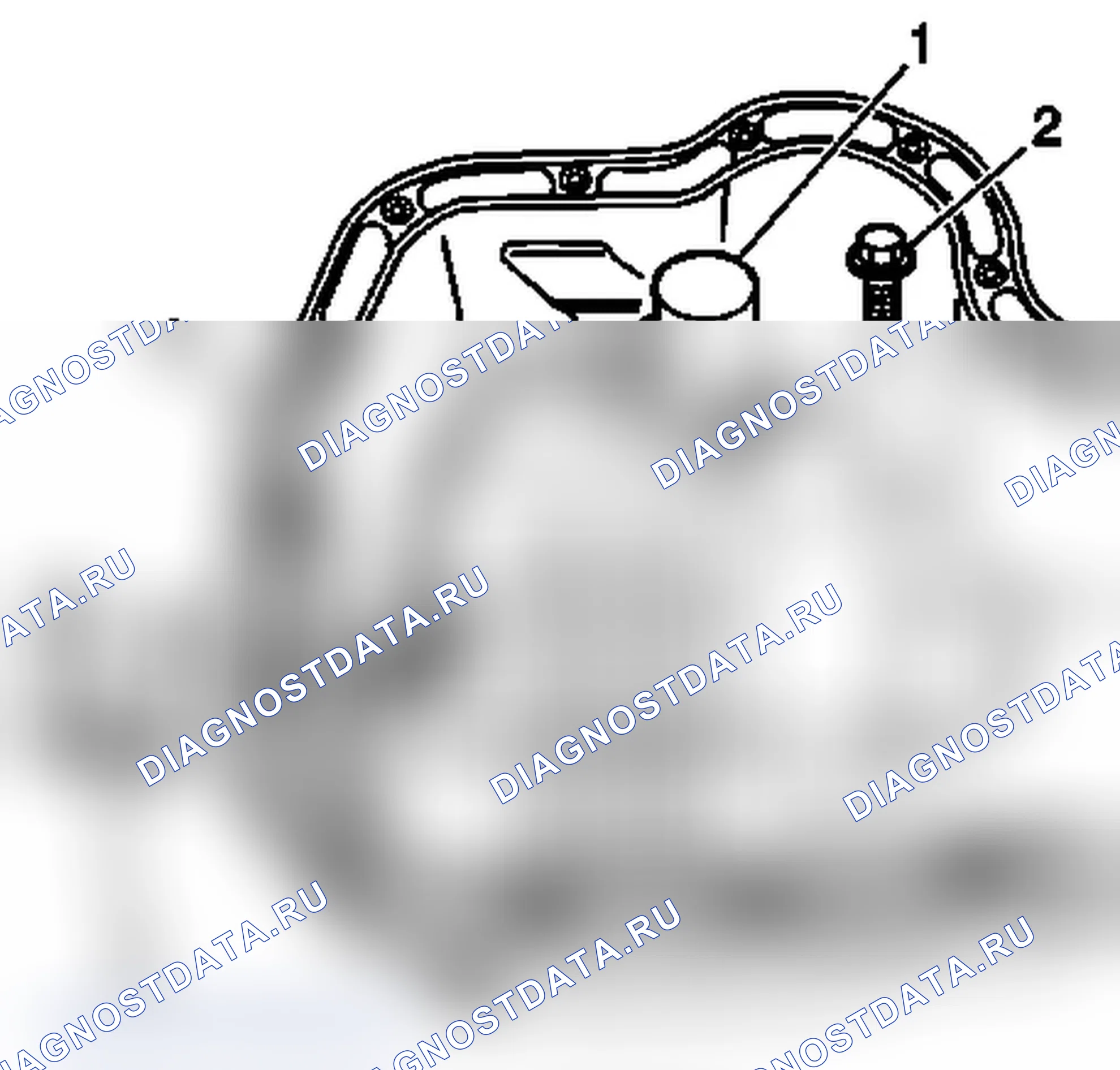
- Снимите датчик уровня масла (1) и стопорный зажим (3).
- Очистите нижний масляный поддон (4). Удалите осадок или другие отложения.
- Очистите нижнюю ответную поверхность масляного поддона.
- Осмотрите нижний масляный поддон (4) на предмет вмятин или перекосов.
- Осмотрите нижнюю ответную поверхность масляного поддона на предмет повреждений.
- При обнаружении повреждений замените нижний масляный поддон (4).
- Установите датчик уровня масла 1 и стопорный зажим 3.
Схема №815

- Снимите втулки.
- Очистите крышку нижнего коромысла клапана. Удалите осадок или другие отложения.
- Очистите сопрягаемые поверхности крышки нижнего коромысла клапана.
- Осмотрите крышку нижнего коромысла клапана на наличие трещин или других повреждений.
- Осмотрите сопрягаемые поверхности крышки коромысла нижнего клапана на предмет повреждений.
- При обнаружении повреждений замените крышку нижнего коромысла клапана.
- Осмотрите втулки на наличие повреждений.
- При обнаружении повреждений замените втулки.
- Установите втулки.
Схема №816
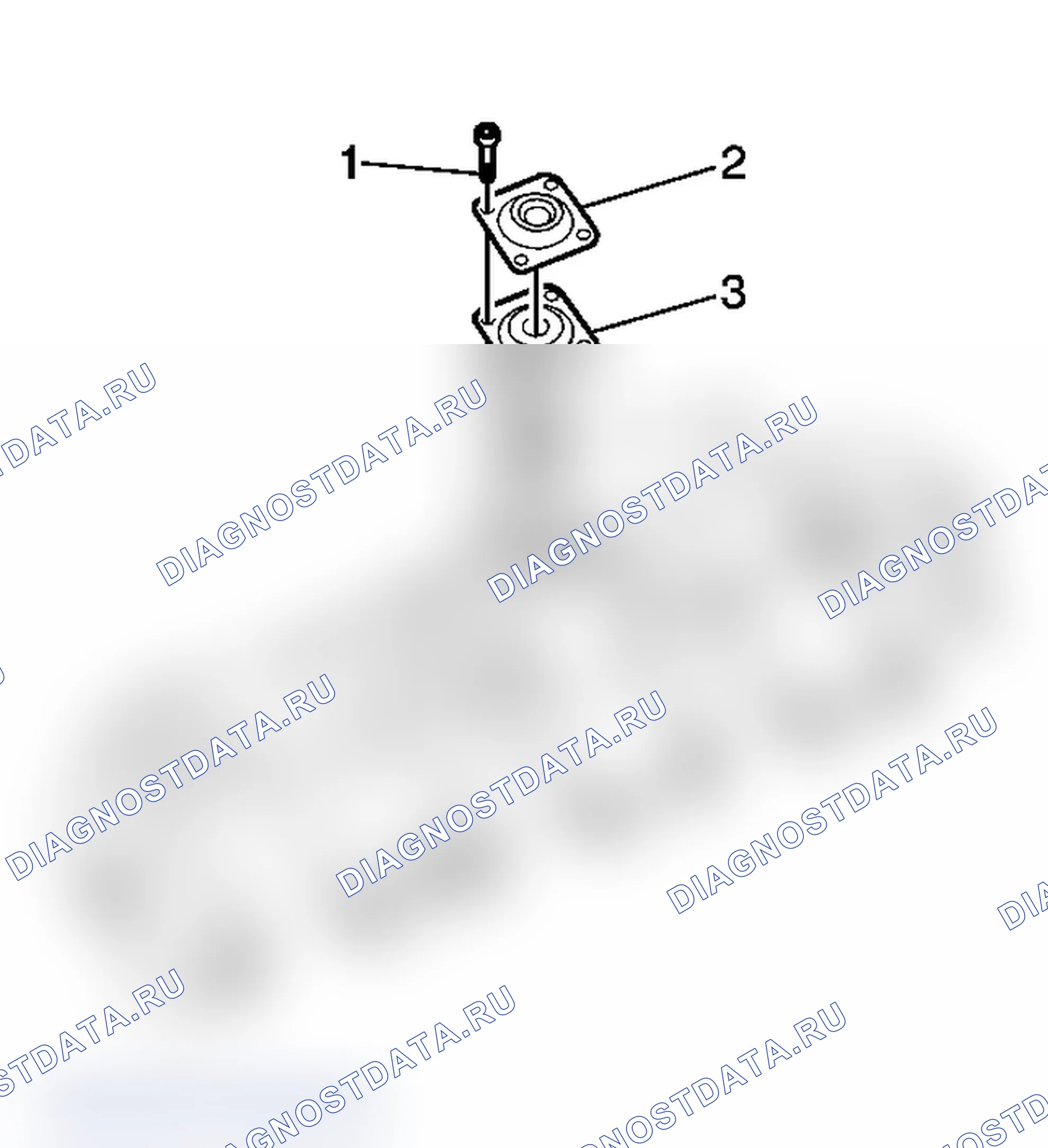
Схема №817
- Отверните винты крышки клапана принудительная вентиляция картера (PCV).
- Снимите крышку ПК, диафрагму и пружину.
- Очистите крышку верхнего коромысла клапана. Удалите осадок или другие отложения.
- Очистите сопрягаемую поверхность крышки верхнего коромысла клапана.
- Осмотрите верхнюю крышку коромысла клапана на наличие трещин или других повреждений.
- Осмотрите сопрягаемые поверхности крышки верхнего коромысла клапана на предмет повреждений.
- При обнаружении повреждений замените верхнюю крышку коромысла клапана.
- Осмотрите крышку ПК, диафрагму и пружину на отсутствие повреждений.
- Установить пружину ПКВ.
- Установите диафрагму принудительная вентиляция картера (PCV).
- Установите крышку ПКВ.
- Установите винты крышки принудительная вентиляция картера (PCV). Затянуть: Затянуть винты крышки ПК до 4 Н.м (35 фунтов в дюйм).
Схема №818
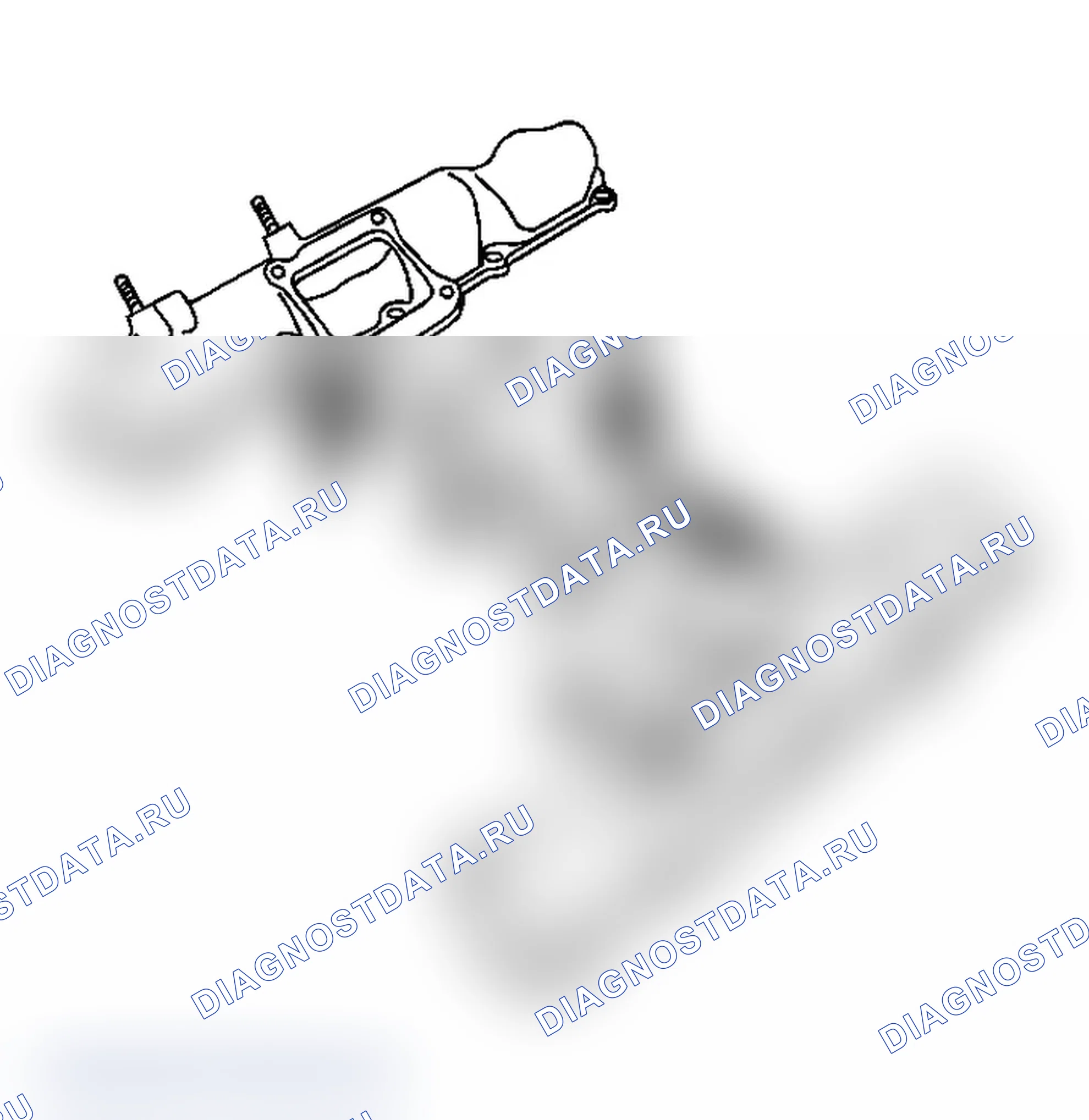
Схема №819
- Очистить переходник впускного коллектора.
- Очистите сопрягаемые поверхности впускного коллектора.
- Очистите впускные коллекторы.
- Очистите сопрягаемые поверхности впускного коллектора.
- Осмотрите впускные коллекторы на отсутствие трещин.
- Осмотрите сопрягаемые поверхности впускного коллектора на предмет повреждений.
- При обнаружении повреждений замените впускные коллекторы.
Схема №820

Схема №821
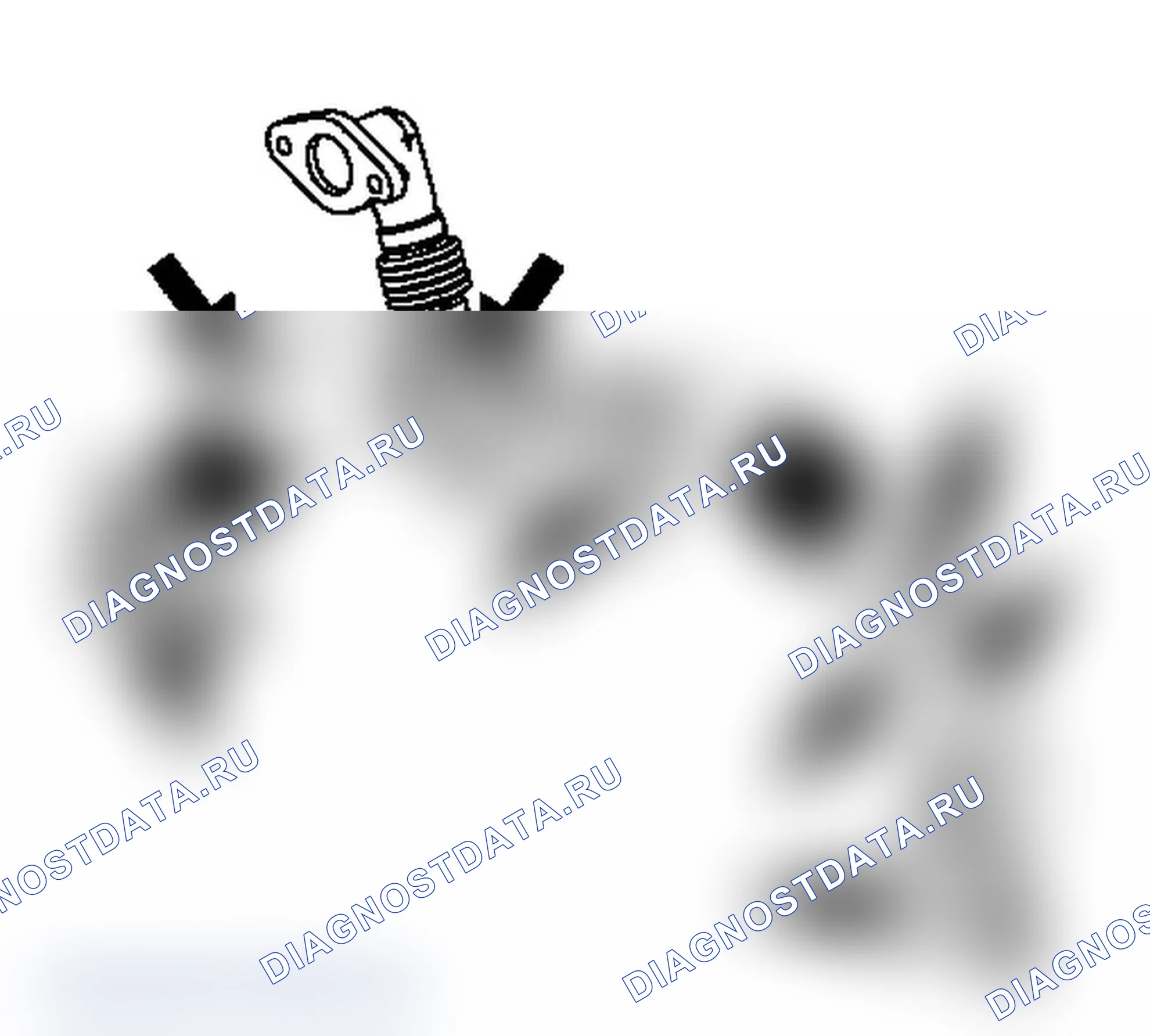
- Очистите трубку охлаждающей жидкости.
- Осмотрите трубку охлаждающей жидкости на наличие трещин.
- Осмотрите сопрягаемые поверхности трубки охлаждающей жидкости на предмет повреждений.
- Очистите переходник масляного фильтра.
- Осмотрите сопрягаемые поверхности переходника масляного фильтра на предмет повреждений.
- Замените уплотнительные кольца.
Схема №822

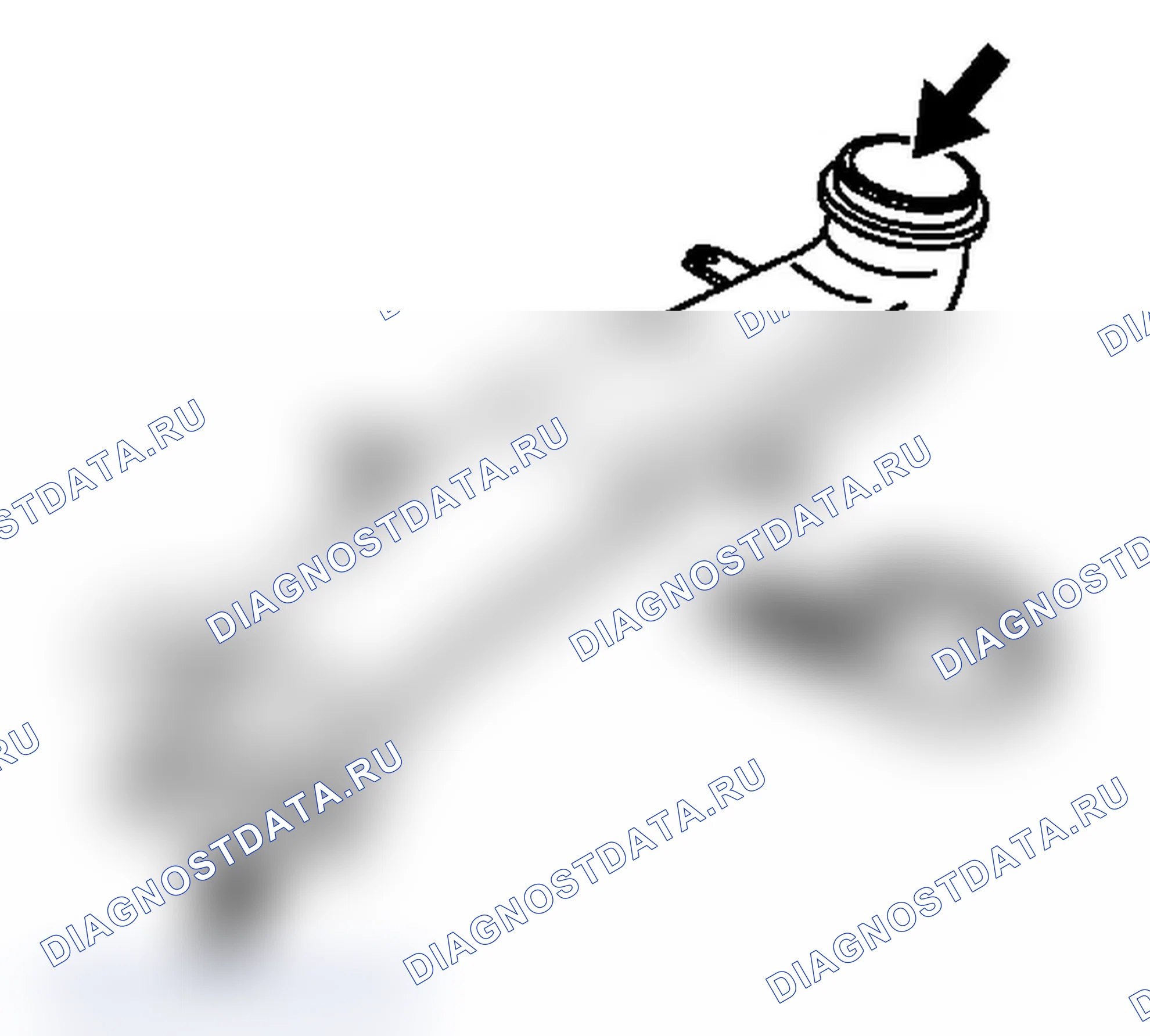
- Очистите корпус термостата.
- Очистите сопрягаемые поверхности корпуса термостата.
- Осмотрите корпус термостата на отсутствие трещин.
- Осмотрите сопрягаемые поверхности корпуса термостата на предмет повреждений.
- При обнаружении каких-либо повреждений замените корпус термостата.
Схема №823
Схема №824

- Прочистите выпускной коллектор.
- Очистите сопрягаемые поверхности выпускного коллектора.
- Осмотрите выпускной коллектор на отсутствие трещин.
- Осмотрите сопрягаемые поверхности выпускного коллектора на предмет повреждений.
- При обнаружении каких-либо повреждений замените выпускной коллектор.
- Замерьте щупом и прямой кромкой фланец выпускного коллектора на коробление. Если коробление превышает 0,3 мм (0,0118 дюйма), замените выпускной коллектор.
- Установить тепловой экран выпускного коллектора.
- Установите болты теплозащитного экрана выпускного коллектора. Затянуть: Затянуть болты теплозащитного экрана выпускного коллектора до 8 Н.м (71 фунт в дюйм).
Схема №825
- Прочистите выхлопную трубу.
- Очистите сопрягаемые поверхности выхлопной трубы.
- Осмотрите выхлопную трубу на отсутствие вмятин или трещин.
- При обнаружении каких-либо повреждений замените выхлопную трубу.
Схема №826
- Прочистите выпускное отверстие.
- Очистите сопрягаемые поверхности выпускного отверстия.
- Осмотрите выпускное отверстие на предмет вмятин или трещин.
- При обнаружении каких-либо повреждений замените выпускное отверстие.
Схема №827
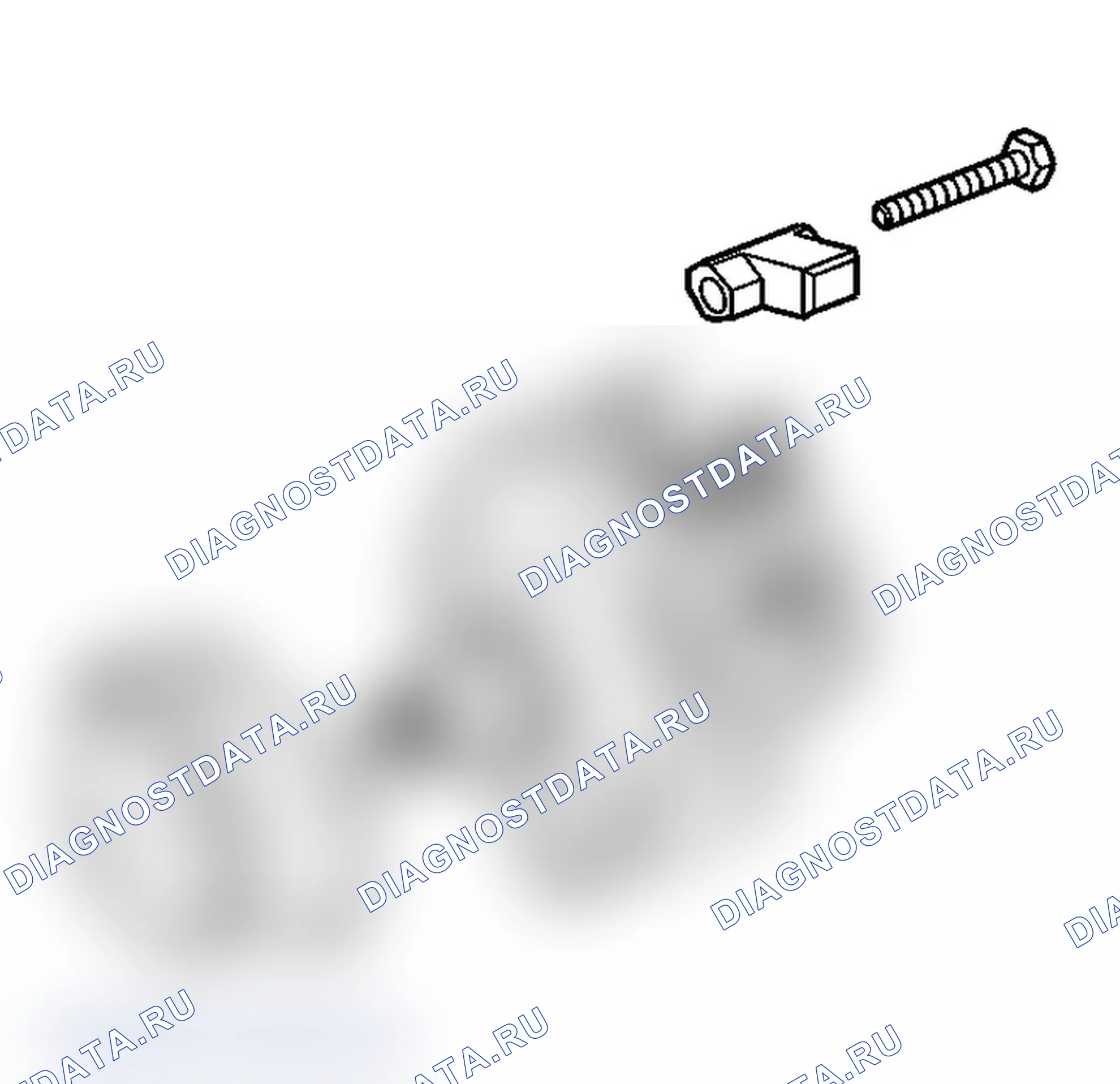
Схема №828
- Отверните болты адаптера топливного насоса.
- Снимите переходник топливного насоса.
- Снимите уплотнительное кольцо с топливного насоса и выбросьте.
- Снимите уплотнительное кольцо с переходника топливного насоса и выбросьте.
- Очистите сопрягаемые поверхности переходника топливного насоса.
- Очистите сопрягаемые поверхности топливного насоса.
- Осмотрите топливный насос и переходник на предмет повреждений.
- При обнаружении каких-либо повреждений замените компонент.
- Установите новое уплотнительное кольцо на топливный насос.
- Установите новое уплотнительное кольцо на переходник топливного насоса.
- Смазать уплотнительные кольца моторным маслом.
- Установите переходник топливного насоса на топливный насос.
- Установите болты адаптера топливного насоса. Затяните: Затяните болты адаптера топливного насоса до 21 Н.м (15 фунтов футов).
Схема №829

Схема №830
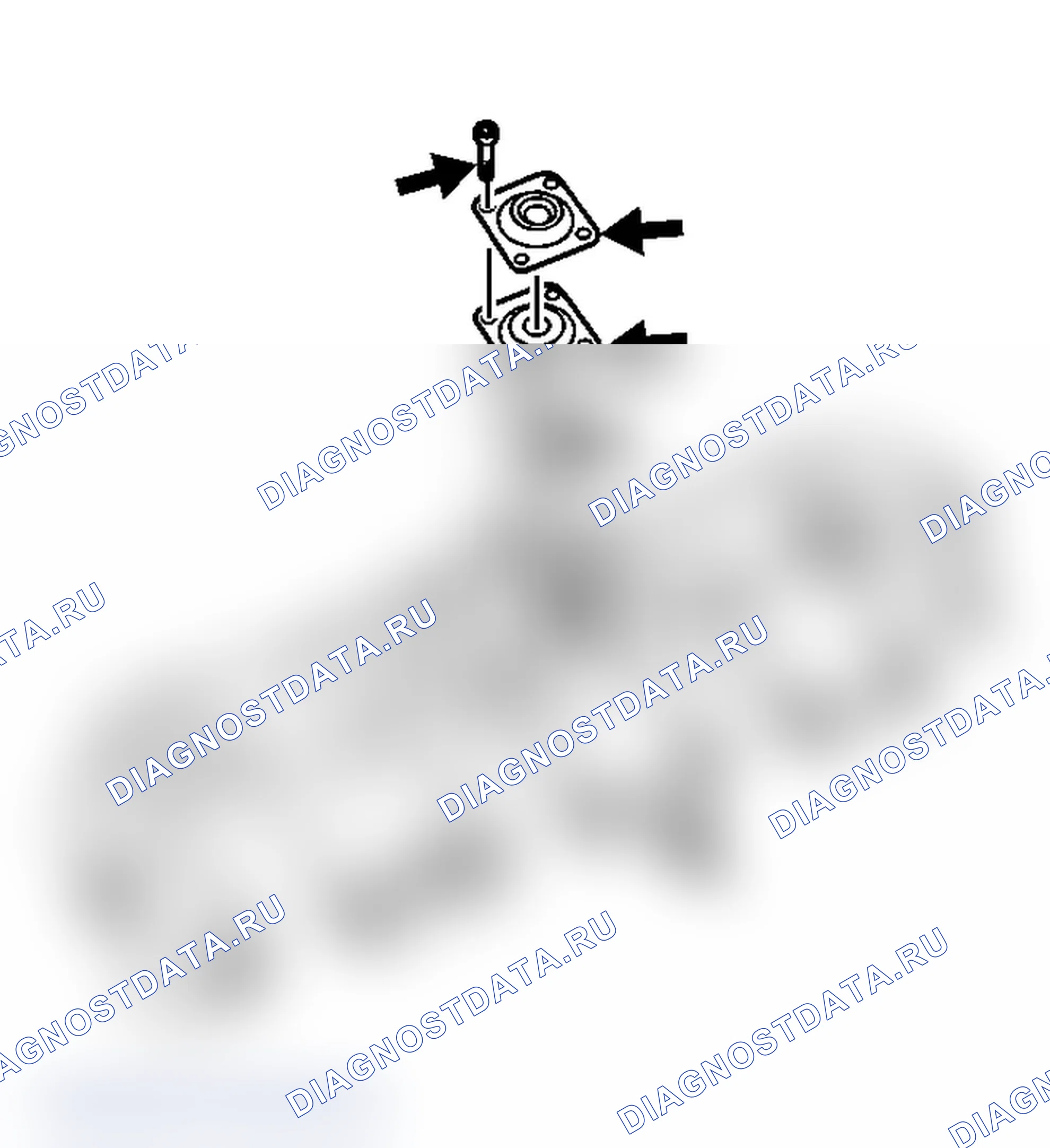
- Используйте неметаллическую щетку с мягкой щетиной и верхний очиститель двигателя, GM P/N 1052626 или аналогичный, чтобы удалить любые отложения с наконечника сопла (1) и зоны уплотнения медной шайбы (2) перед повторной установкой.
- Осмотрите наконечник форсунки (1) на наличие трещин, вмятин и других повреждений.
- Осмотрите наконечник форсунки (1) на наличие любых признаков изменения цвета - темно-желтого, желтовато-коричневого или синего из-за чрезмерного нагрева.
- При обнаружении каких-либо повреждений замените инжектор.
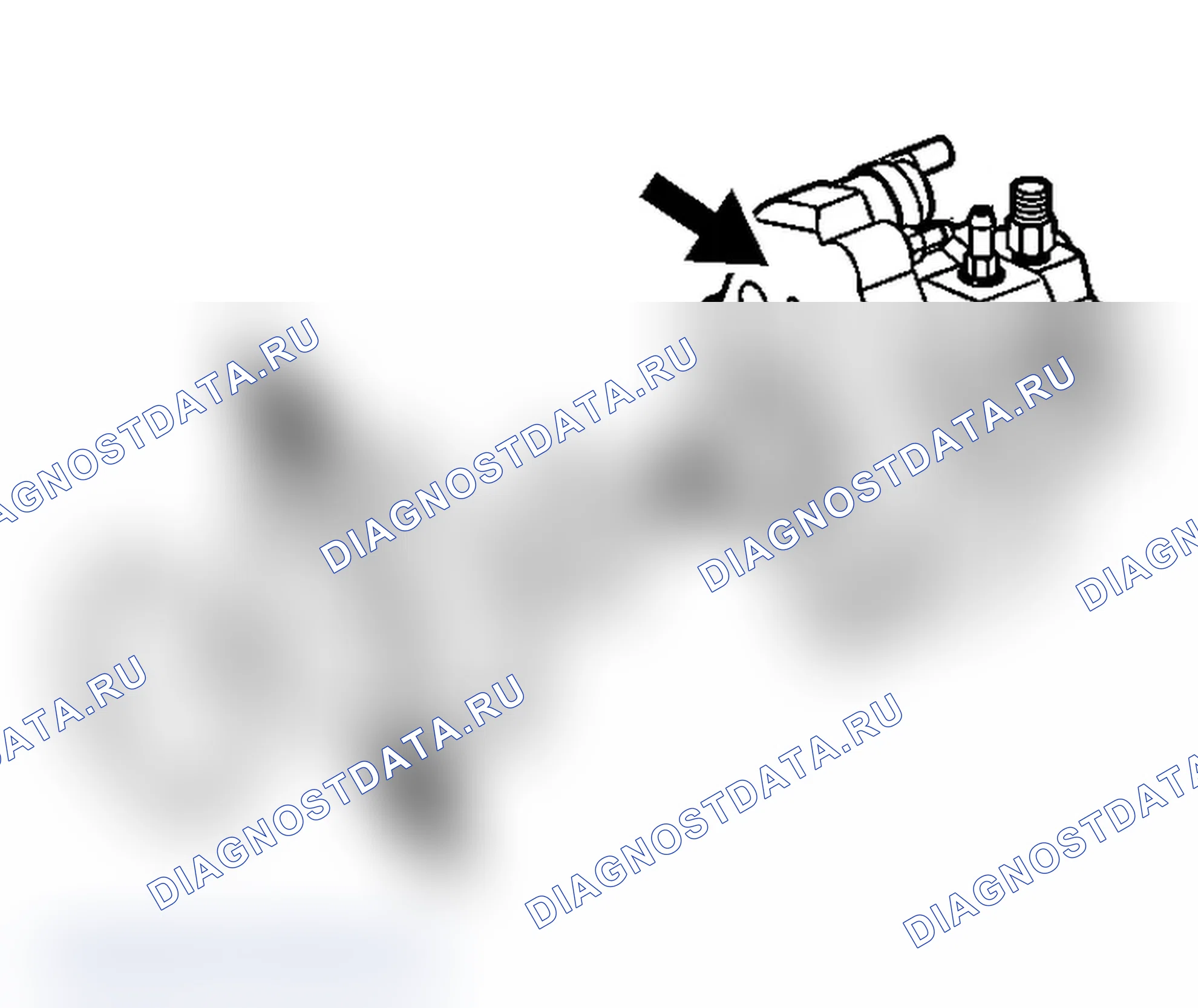
- Прочистите линию высокого давления топливного инжектора.
- Осмотрите линию высокого давления топливного инжектора на предмет чрезмерной коррозии или повреждения уплотнительных поверхностей (1, 2). При обнаружении каких-либо повреждений замените линию.
Сервис перед сборкой
- Грязь вызовет преждевременный износ восстановленного двигателя. Очистите все компоненты.
- Используйте соответствующие инструменты для измерения компонентов при проверке на чрезмерный износ. Компоненты, не соответствующие спецификации производителя, должны быть отремонтированы или заменены.
- После повторной установки компонентов в двигатель верните компоненты в исходное положение, положение и направление.
- При сборке все движущиеся части смазать чистым моторным маслом (если не указано иное). Это обеспечит начальную смазку при первом запуске двигателя.