Герметики, клеёв и смазки
| Применение | Тип материала | Номер детали GM | |
|---|---|---|---|
| США | Канада | ||
| Болт привода положения распределительного вала | Герметик | 12346004 | 10953480 |
| Болт датчика положения распределительного вала | Герметик | 12346004 | 10953480 |
| Резьба датчика охлаждающей жидкости | Герметик | 12346004 | 10953480 |
| Болт датчика положения коленчатого вала | Герметик | 12346004 | 10953480 |
| Заглушки для отверстий в головке цилиндров | Герметик | 12346004 | 10953480 |
| Расширительные пробки головки цилиндров (алюминий) | Герметик | 12346004 | 10953480 |
| Заглушка передней масляной галереи блока двигателя | Герметик | 12346004 | 10953480 |
| Заглушка блока цилиндров двигателя | Герметик | 12346004 | 10953480 |
| Поверхность передней крышки двигателя | (3-связка) Герметик | 12378521 | 88901148 |
| Моторное масло | 5W-30 масло | 12345610 | 993193 |
| Болт электромагнитного клапана продувки EVAP | Герметик | 12346004 | 10953480 |
| Резьба болтов выпускного коллектора | Резьбовой замок | 12345493 | 10953488 |
| Гайки теплозащитного экрана выпускного коллектора | Анти-Зизе | 12371386 | 993128 |
| Смазка | Смазка | 1052864 | 992881 |
| Шпилька трубки указателя уровня масла | Герметик | 12346004 | 10953480 |
| Поверхность поддона картера | (3-связка) Герметик | 12378521 | 88901148 |
| Резьба датчика давления масла | Герметик | 12346004 | 10953480 |
| Болт трубы масляного насоса | Герметик | 12346004 | 10953480 |
| Очиститель деталей | Уборщик | 12377981 | 10953463 |
| Шланг из ПВХ | Смазка | 12345884 | 5728223 |
| Задняя поверхность корпуса масляного уплотнения | (3-связка) Герметик | 12378521 | 88901148 |
| Болт модуля управления дросселем | Герметик | 12346004 | 10953480 |
| Направляющий болт цепи ГРМ | Резьбовой замок | 12345493 | 10953488 |
Герметики, клеи и смазки
Схема №31
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 2 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 3 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 4 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 5 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 6 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 7 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 8 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 9 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 10 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 11 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 12 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 13 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 14 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 15 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 16 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
| 17 | M 11 x 2 | 402 | Н/д | Н/д | 403 | 404 | 108 | 59 | 2.324 | 51 | 2.009 |
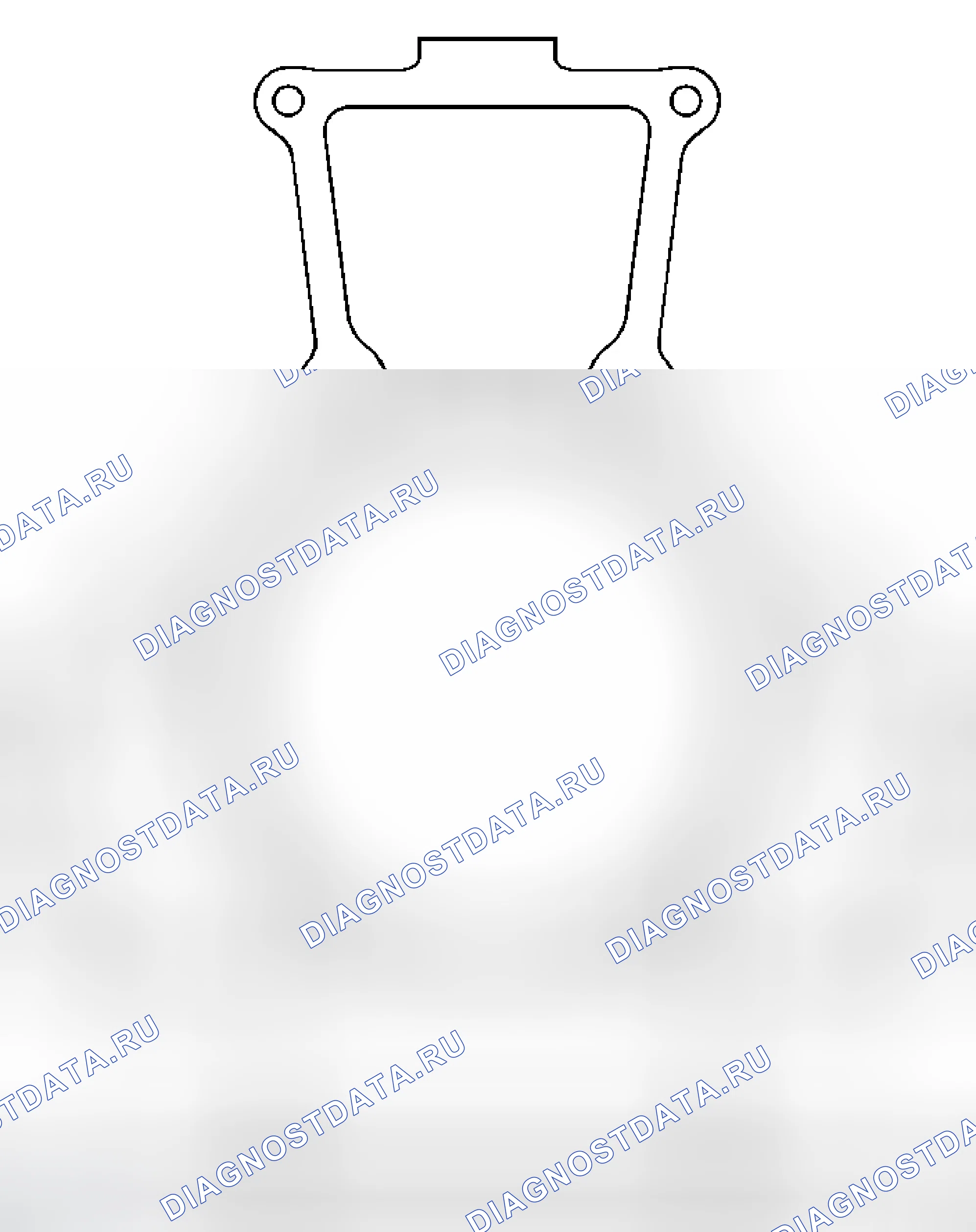
Блок цилиндров - вид сверху
Схема №32
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 2 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 3 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 4 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 5 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 6 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 7 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 8 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 9 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 10 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 11 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 12 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 13 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 14 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 15 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 16 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 17 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 18 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 19 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 20 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 21 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 22 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 23 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 24 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 25 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 26 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 27 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 28 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 29 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 30 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 31 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
| 32 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 33 | 20 x 16 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 33 | 1.300 | 23 | 0.906 |
| 34 | 8 x 1.25 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 30 | 1.182 | 25 | 0.985 |
| 35 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 36 | 10 x 1.5 | 417 | Н/д | Н/д | 418 | 419 | 420 | 53 | 2.088 | 45 | 1.773 |
Блок цилиндров - вид снизу
Схема №33
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 3 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 4 | M 12 x 1,75 | 856 | 857 | Н/д | 858 | 859 | 416 | 33 | 1.3 | 17 | 0.669 |
| 5 | M 24 x 1,5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 30 | 1.182 | 20 | 0.788 |
| 6 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 7 | M 28 x 1,25 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 25 | 0.985 | 17 | 0.669 |
| 8 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 9 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 10 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 25 | 0.985 | 20 | 0.788 |
| 11 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 25 | 0.985 | 20 | 0.788 |
| 12 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 25 | 0.985 | 20 | 0.788 |
| 13 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 25 | 0.985 | 20 | 0.788 |
| 14 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 19 | 0.748 | 15 | 0.591 |
| 15 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 25 | 0.985 | 20 | 0.788 |
| 16 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 25 | 0.985 | 20 | 0.788 |
| 17 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 19 | 0.748 | 15 | 0.591 |
| 18 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 19 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 33 | 1.3 | 27 | 1.063 |
| 20 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 21 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 22 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 23 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 24 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
Блок цилиндров - вид слева
Схема №34
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | 16 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 32 | 1.260 | 23 | 0.906 |
| 2 | 16 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 32 | 1.260 | 23 | 0.906 |
| 3 | 16 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 32 | 1.260 | 23 | 0.906 |
| 4 | 10 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 33 | 1.300 | 27 | 1.063 |
| 5 | 16 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 32 | 1.260 | 23 | 0.906 |
| 6 | 10 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 33 | 1.300 | 27 | 1.063 |
| 7 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.300 | 27 | 1.063 |
| 8 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.300 | 27 | 1.063 |
| 9 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.300 | 27 | 1.063 |
| 10 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.300 | 27 | 1.063 |
| 11 | 16 x 2 | 211 | 212 | Н/д | 213 | 214 | 420 | 24 | 0.945 | 16 | 0.630 |
| 12 | 10 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 29 | 1.142 | 26 | 1.024 |
| 13 | 8 x 1.25 | 211 | 212 | Н/д | 213 | 214 | 420 | 23 | 0.906 | 18 | 0.709 |
| 14 | 10 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 29 | 1.142 | 26 | 1.024 |
| 15 | 8 x 1.25 | 211 | 212 | Н/д | 213 | 214 | 420 | 23 | 0.906 | 18 | 0.709 |
| 16 | 16 x 1.5 | 206 | 207 | Н/д | 208 | 209 | 210 | 32 | 1.260 | 23 | 0.906 |
| 17 | 20 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 29 | 1.142 | 26 | 1.024 |
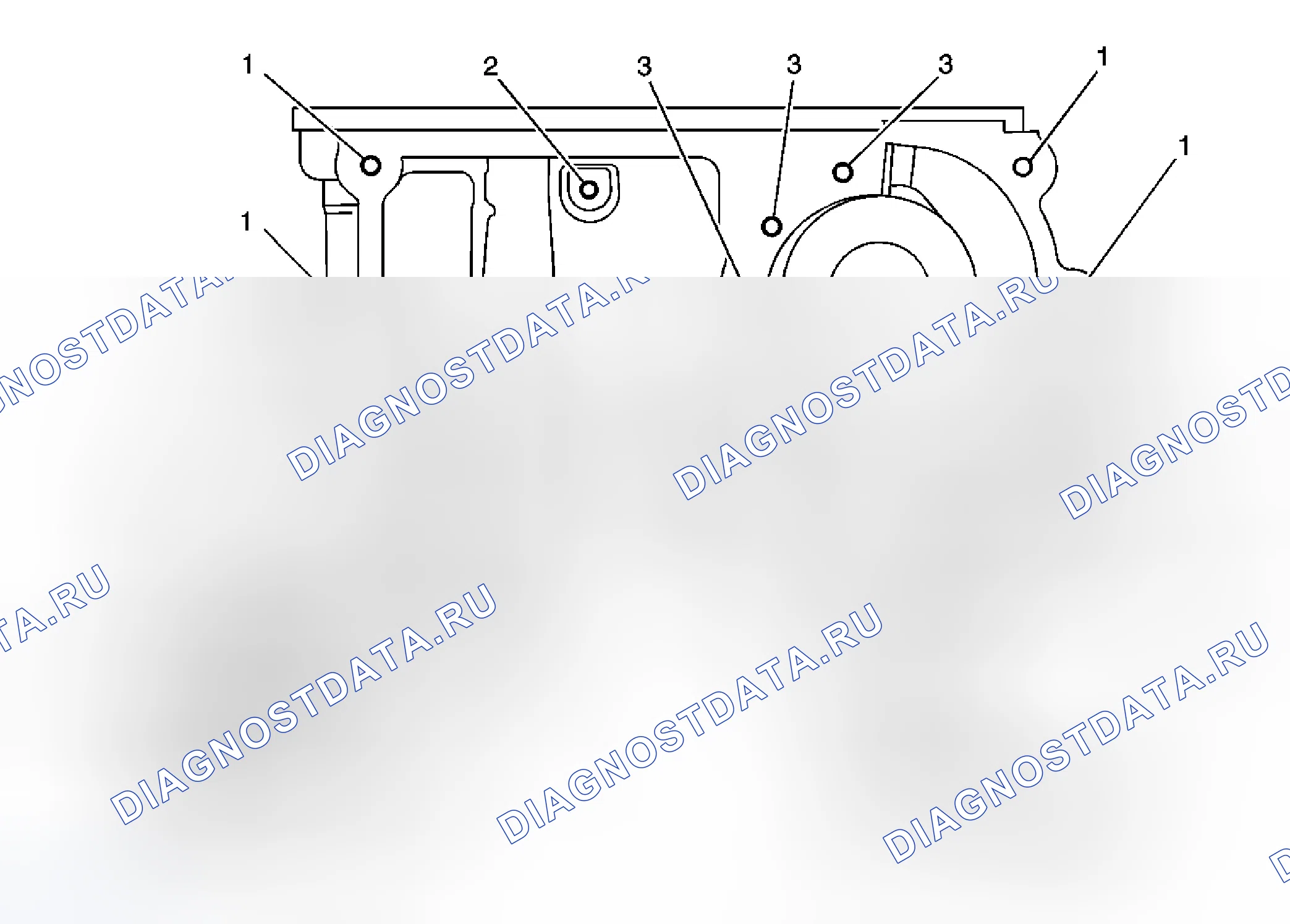
Блок цилиндров - вид справа
Схема №35
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 2 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 18 | 0.709 | 14 | 0.551 |
| 3 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 4 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 5 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 6 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 7 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 8 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 9 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 10 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 11 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 12 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 13 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 14 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 15 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 16 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 17 | 16 x 1.5 | 405 | Н/д | 407 | 203 | 204 | 205 | 24 | 0.945 | 16 | 0.630 |
| 18 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
| 19 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 20 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 30 | 1.182 | 25 | 0.985 |
| 21 | 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | 30 | 1.182 | 26 | 1.024 |
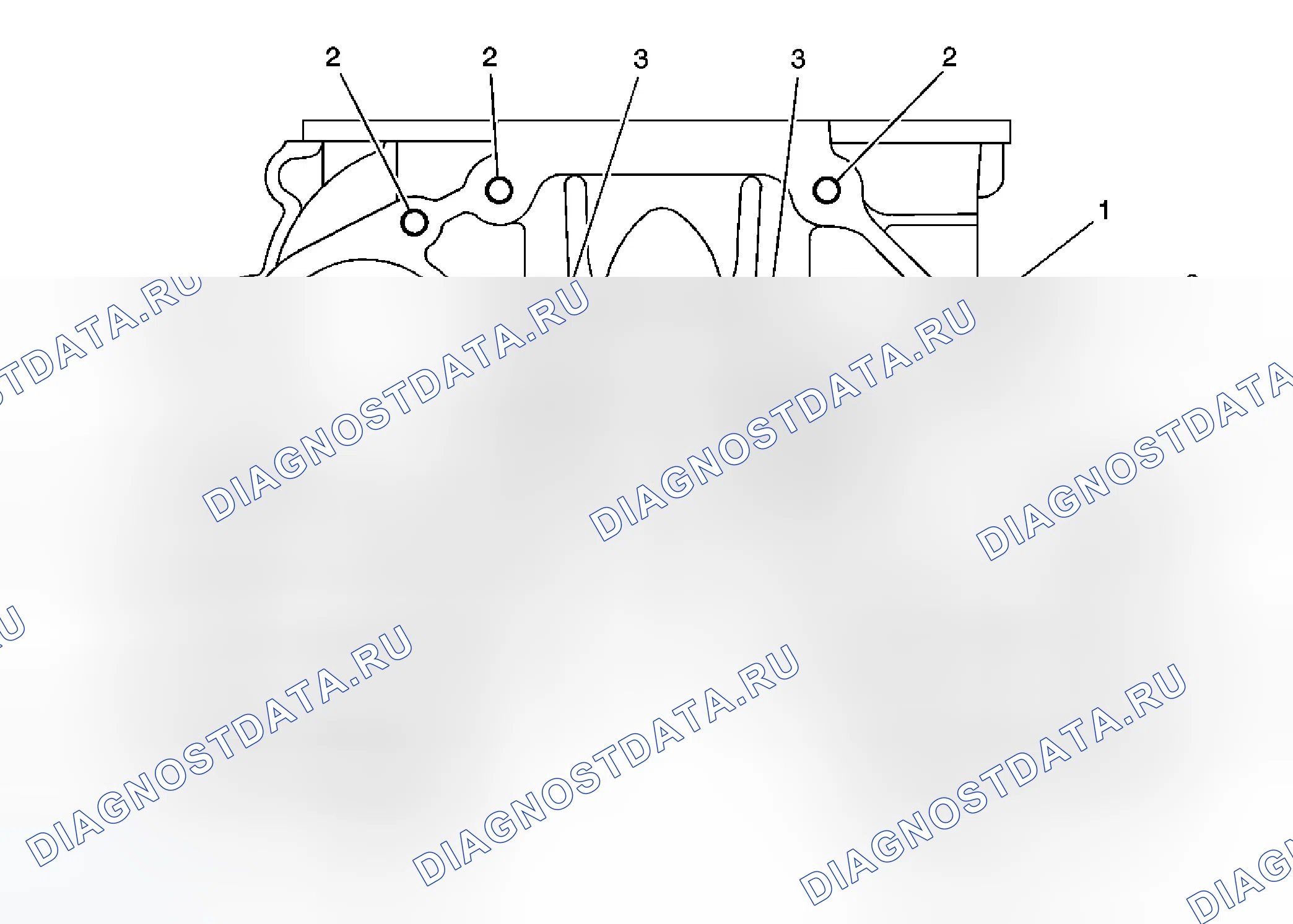
Блок цилиндров - вид спереди
Схема №36
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 216 | 39 | 1.536 | 33 | 1.300 |
| 2 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 39 | 1.536 | 33 | 1.300 |
| 3 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 4 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 5 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 39 | 1.536 | 33 | 1.300 |
| 6 | 16 x 1.5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 24 | 0.945 | 16 | 0.630 |
| 7 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 39 | 1.536 | 33 | 1.300 |
| 8 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 215 | 57 | 2.245 | 54 | 2.127 |
| 9 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 39 | 1.536 | 33 | 1.300 |
| 10 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 11 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 12 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 13 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 14 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 15 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 20 | 0.788 | 16 | 0.630 |
| 16 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 215 | 39 | 1.536 | 33 | 1.300 |
| 17 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 215 | 57 | 2.245 | 54 | 2.127 |
| 18 | 10 x 1.5 | 211 | 212 | Н/д | 213 | 214 | 420 | 39 | 1.536 | 33 | 1.300 |
Блок цилиндров - вид сзади
Схема №37
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 2 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 3 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 4 | M 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | THRU | THRU | ||
| 5 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 6 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 7 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 8 | M 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | THRU | THRU | ||
| 9 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 10 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 11 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 12 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 13 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 14 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 15 | M 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | THRU | THRU | ||
| 16 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 17 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 18 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 19 | M 6 x 1 | 405 | Н/д | 407 | 203 | 204 | 205 | THRU | THRU | ||
| 20 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 21 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 22 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 23 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 24 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 25 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 26 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 27 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 28 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 29 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 30 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 31 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 32 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 33 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 34 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 35 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 36 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 37 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 38 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 39 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 40 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 41 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 42 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 43 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 44 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 45 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 46 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 47 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 48 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 49 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 50 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 51 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 52 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 53 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 54 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 55 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 56 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 57 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 58 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 59 | M 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 24 | 0.945 |
| 60 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 61 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 19 | 0.748 |
| 62 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
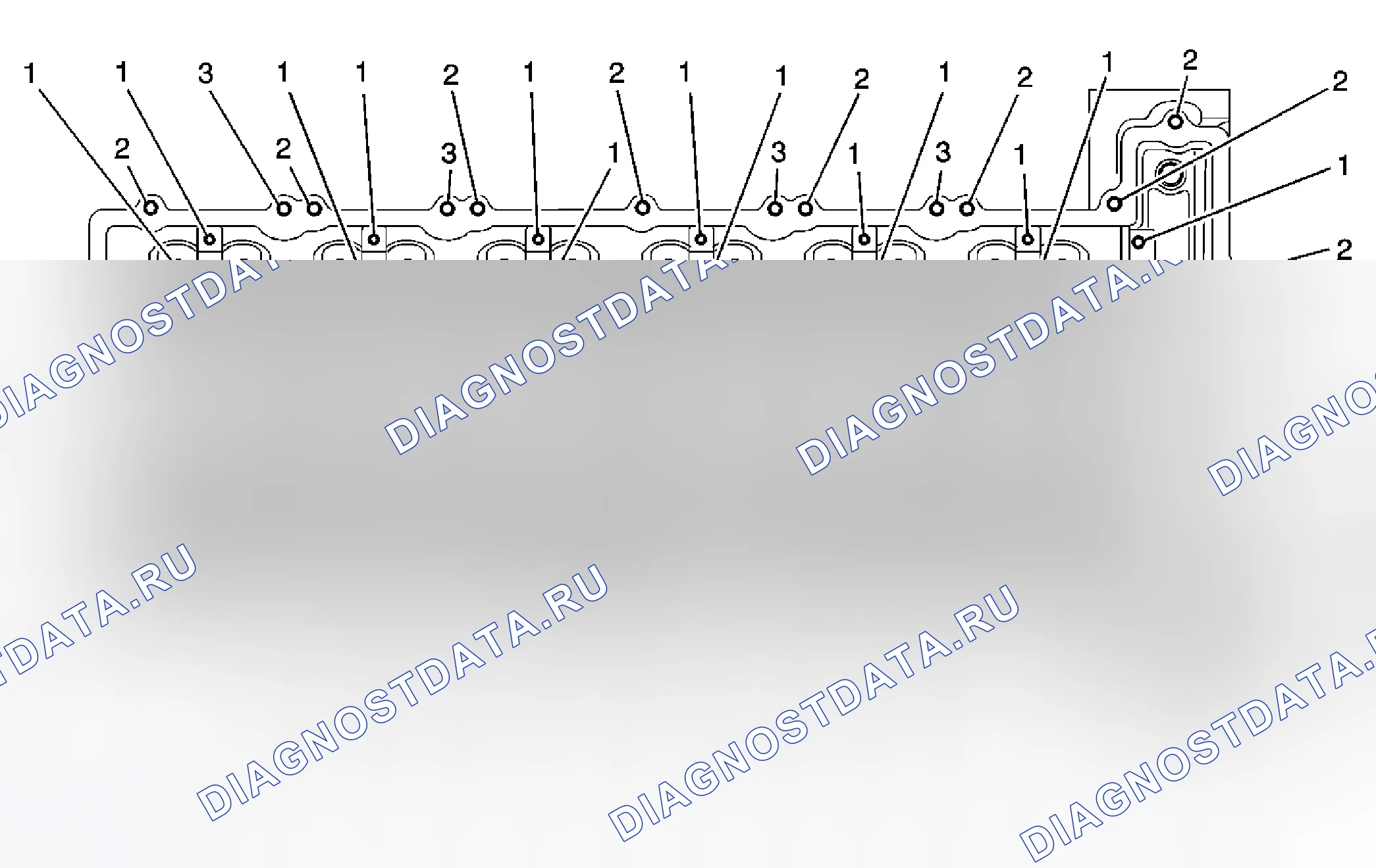
Головка цилиндров - вид сверху
Схема №38
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | 28 | 1.103 | 22 | 0.866 |
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | 28 | 1.103 | 22 | 0.866 |
| 3 | M 24 x 1,5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | THRU | THRU | ||
| 4 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 5 | M 24 x 1,5 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | THRU | THRU | ||
| 6 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
Головка цилиндров - Вид с торца (спереди)
Схема №39
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 14 x 1,5 | 409 | 410 | Н/д | 411 | 412 | 413 | 36 | 1.418 | 28 | 1.103 |
| 2 | M 14 x 1,5 | 409 | 410 | Н/д | 411 | 412 | 413 | 36 | 1.418 | 28 | 1.103 |
| 3 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | 28 | 1.103 | 22 | 0.866 |
| 4 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | 28 | 1.103 | 22 | 0.866 |
Головка цилиндров - Вид с торца (сзади)
Схема №40
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | 28 | 1.103 | 22 | 0.866 |
| 3 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 33 | 1.3 | 27 | 1.063 |
| 4 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 5 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 6 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 7 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 8 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 9 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 10 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 11 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 12 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
| 13 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 23 | 0.906 | 18 | 0.709 |
Головка цилиндров - Вид на палубу впускного коллектора
Схема №41
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 2 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 3 | 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 4 | 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 5 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 6 | 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 7 | 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 8 | 6 x 1 | 405 | Н/д | 406 | 203 | 204 | 205 | 28 | 1.103 | 23 | 0.906 |
| 9 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 10 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 11 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 12 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 13 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 14 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 15 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 16 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 208 | 210 | 28 | 1.103 | 23 | 0.906 |
| 17 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 18 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
| 19 | 8 x 1.25 | 206 | 207 | Н/д | 208 | 209 | 210 | 28 | 1.103 | 23 | 0.906 |
Головка цилиндра - Вид на палубу выпускного коллектора
Схема №42
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 415 | THRU | THRU | ||
| 2 | M 8 x 1,25 | 206 | 207 | Н/д | 208 | 209 | 415 | THRU | THRU | ||
| 3 | M 12 x 1,75 | 856 | 857 | Н/д | 858 | 859 | 416 | THRU | THRU | ||
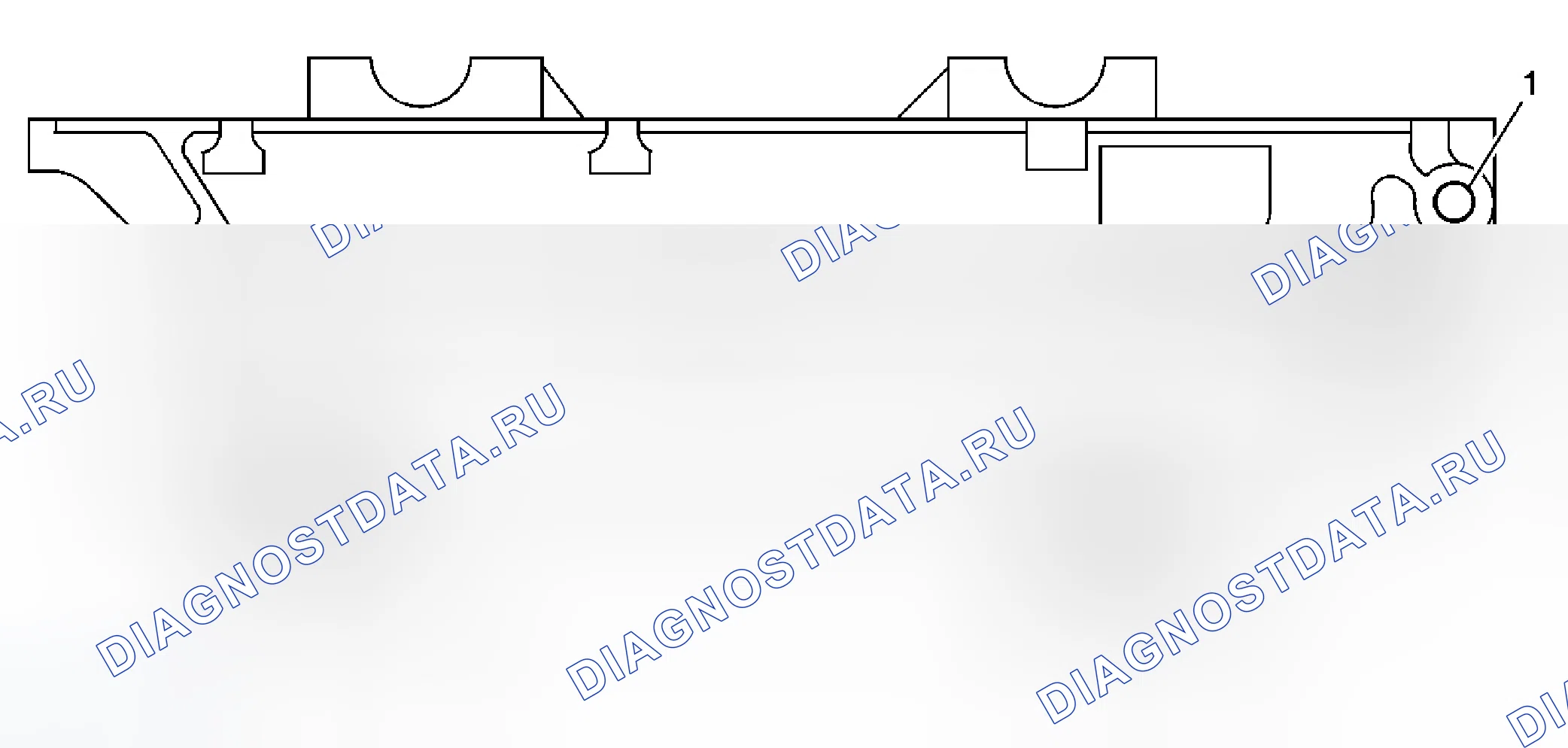
Масляный поддон - вид сверху
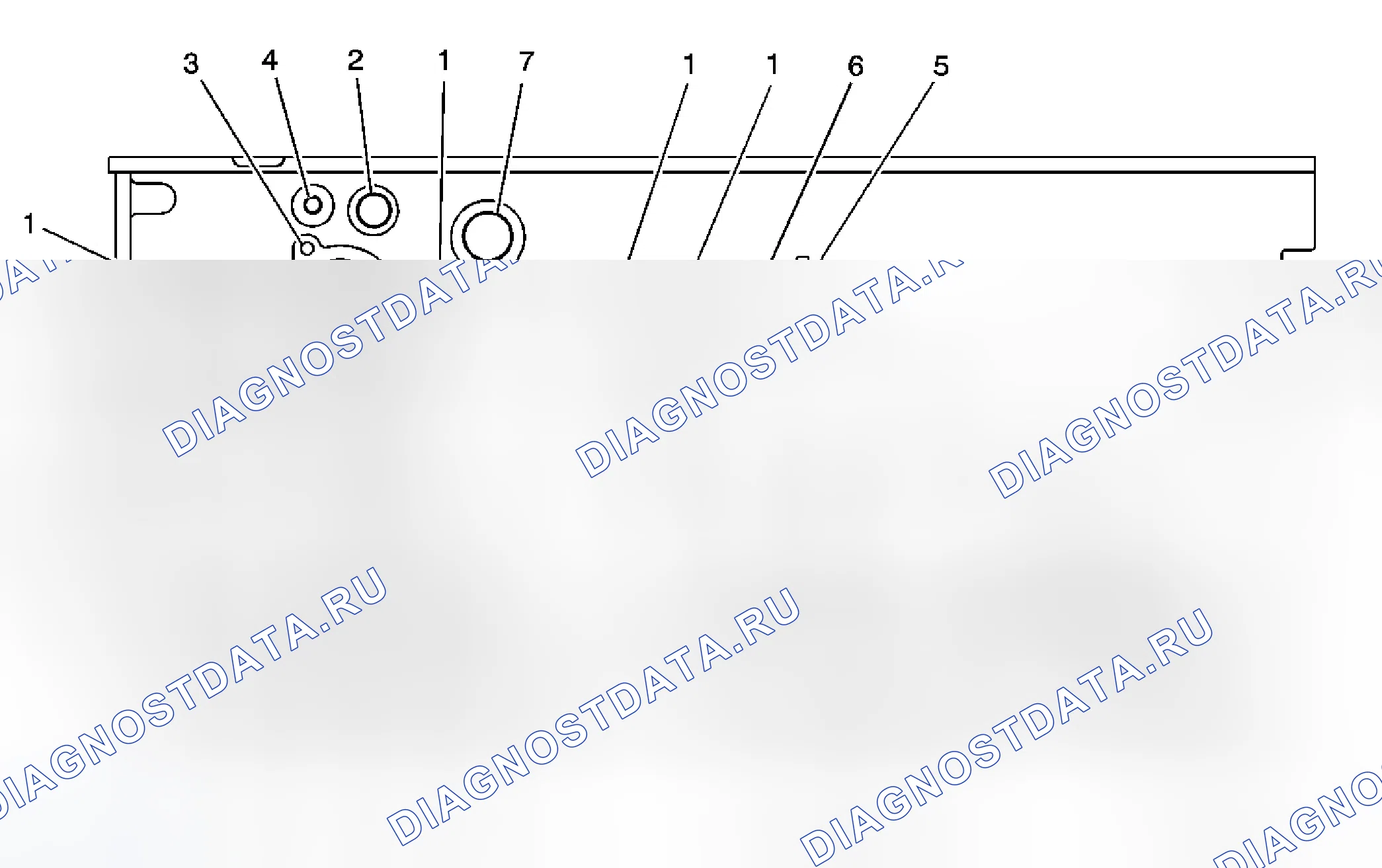
Схема №43
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 40 | 1.576 | 25 | 0.985 |
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 40 | 1.576 | 25 | 0.985 |
| 3 | M 10 x 1,5 | 856 | 857 | Н/д | 858 | 859 | 855 | 42 | 1.654 | 25 | 0.985 |
| 4 | M 10 x 1,5 | 856 | 857 | Н/д | 858 | 859 | 855 | 42 | 1.654 | 25 | 0.985 |
| 5 | M 10 x 1,5 | 856 | 857 | Н/д | 858 | 859 | 855 | 42 | 1.654 | 25 | 0.985 |
| 6 | M 10 x 1,5 | 856 | 857 | Н/д | 858 | 859 | 855 | 42 | 1.654 | 25 | 0.985 |
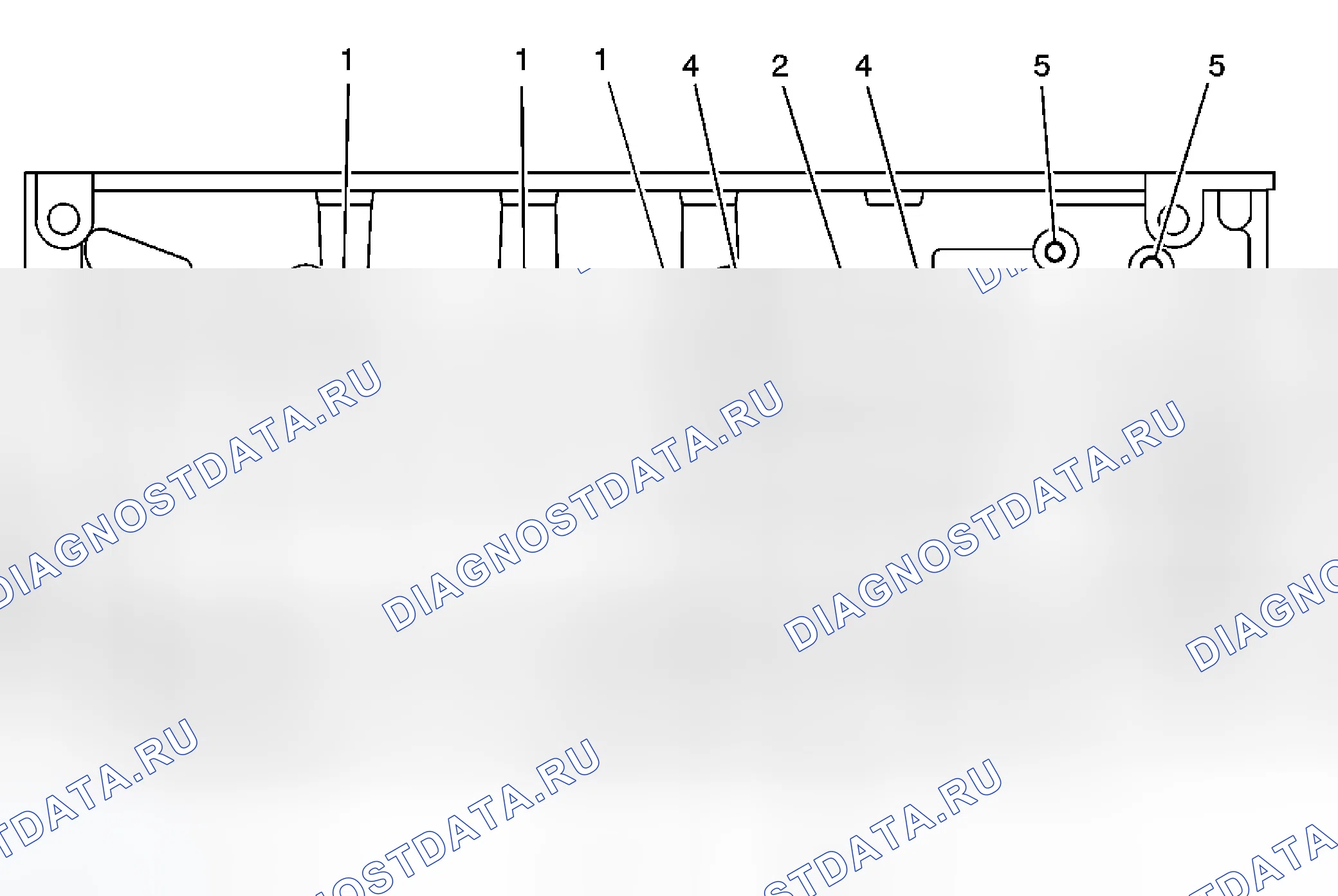
Масляный поддон - вид слева
Схема №44
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 42 | 1.654 | 25 | 0.985 |
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 42 | 1.654 | 25 | 0.985 |
| 3 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 42 | 1.654 | 25 | 0.985 |
| 4 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 420 | 42 | 1.654 | 25 | 0.985 |
Масляный поддон - вид справа
Схема №45
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | THRU | THRU | ||
| 2 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | THRU | THRU | ||
| 3 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | THRU | THRU | ||
| 4 | M 10 x 1,5 | 211 | 212 | Н/д | 213 | 214 | 215 | THRU | THRU | ||
Масляный поддон - вид сзади
Схема №46
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | M 6 x 1 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 30 | 1.182 | 26 | 1.024 |
| 2 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 3 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | THRU | THRU | ||
| 4 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 5 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 6 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 7 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 17 | 0.669 | 14 | 0.551 |
| 8 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 17 | 0.669 | 14 | 0.551 |
| 9 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 17 | 0.669 | 14 | 0.551 |
| 10 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 11 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 414 | THRU | THRU | ||
| 12 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 13 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 16.5 | 0.65 | 13 | 0.512 |
| 14 | M 6 x 1 | Н/д | Н/д | Н/д | Н/д | Н/д | Н/д | 30 | 1.182 | 26 | 1.024 |
Передняя крышка двигателя
Схема №47
| Расположение сервисного отверстия | Размер резьбы | Дрель | Цековка | Стопорная муфта | Сигнал | Водитель | Вставка | Глубина бурения (макс.) | Глубина врезки (мин.) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Мм | (в) | Мм | (в) | ||||||||
| 1 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
| 2 | M 6 x 1 | 201 | 202 | Н/д | 203 | 204 | 205 | 22 | 0.866 | 18 | 0.709 |
Корпус заднего масляного уплотнения коленчатого вала
Схема №48
| Выноска | Наименование компонента |
|---|---|
| 100 | Блок двигателя |
| 101 | Направляющий штифт коробки передач |
| 102 | Установочный штифт головки цилиндра |
| 102 | Установочный штифт головки цилиндра |
| 103 | Штифт фиксатора крышки главного подшипника |
| 104 | Направляющий штифт передней крышки двигателя |
| 105 | Гильза цилиндра |
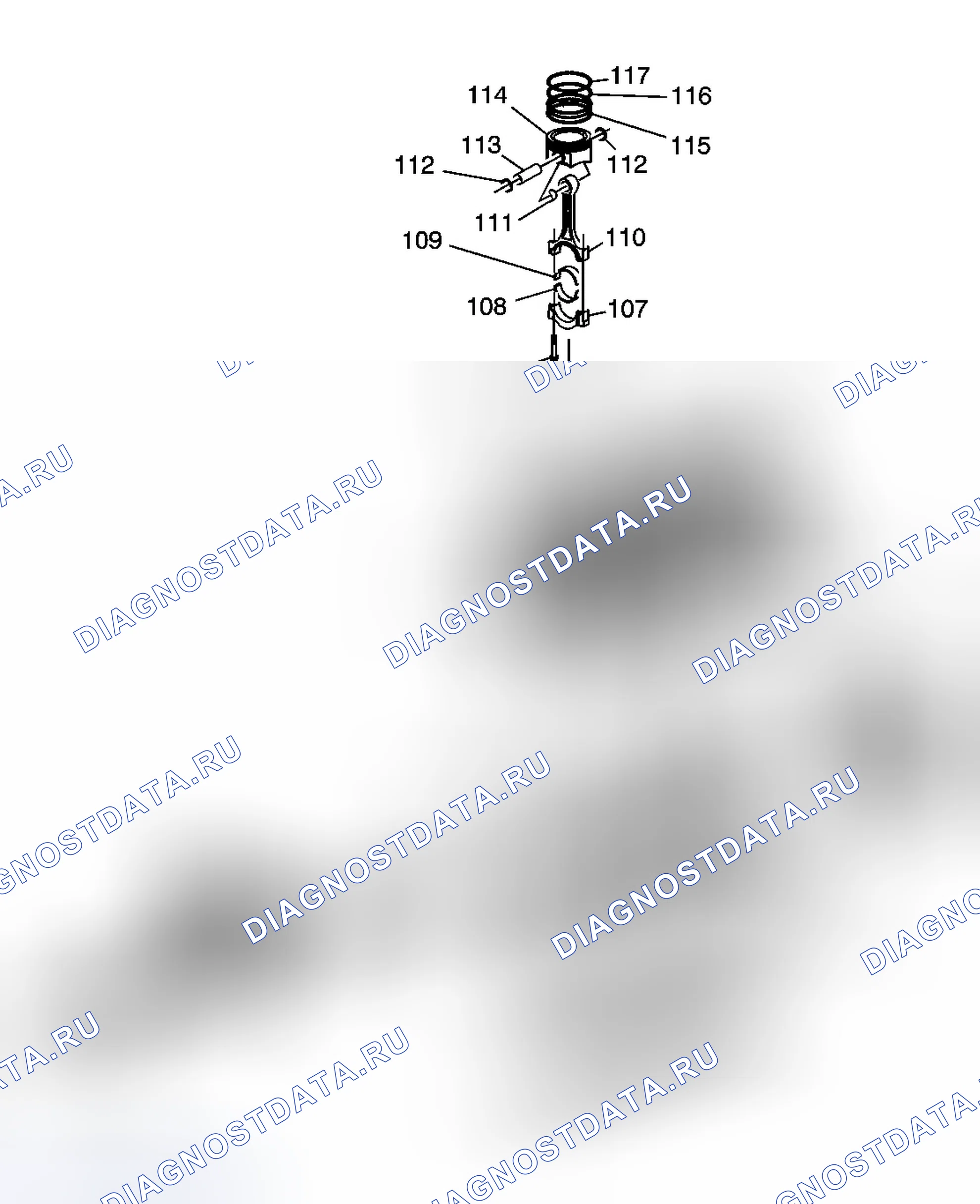
| 106 | Болт шатуна |
| 107 | Крышка шатуна |
| 108 | Шатун Нижний подшипник |
| 109 | Шатун Верхний подшипник |
| 110 | Шатун |
| 111 | Втулка шатуна |
| 112 | Фиксатор поршневого пальца |
| 112 | Фиксатор поршневого пальца |
| 113 | Поршневой палец |
| 114 | Поршень |
| 115 | Комплект маслосъемных колец |
| 116 | Нижнее компрессионное кольцо |
| 117 | Верхнее компрессионное кольцо |
| 118 | Коленчатый вал |
| 119 | Верхние коренные подшипники |
| 120 | Основной упорный подшипник |
| 121 | Нижний основной подшипник |
| 122 | Крышка главного подшипника |
| 123 | Элемент жесткости крышки основного подшипника |
| 124 | Болт крышки главного подшипника |
| 125 | Маховик - автоматическая коробка передач |
| 126 | Болт маховика |
| 127 | Звездочка коленчатого вала |
| 128 | Балансир коленчатого вала |
| 129 | Болт балансира коленчатого вала |
Схема №49
| Выноска | Наименование компонента |
|---|---|
| 200 | Головка блока цилиндров |
| 201 | Прокладка головки цилиндров |
| 202 | Кронштейн подъема двигателя |
| 203 | Болты кронштейна подъема двигателя |
| 204 | Впускной клапан |
| 205 | Выпускной клапан |
| 206 | Заглушки для отверстий для доступа |
| 207 | Болт головки цилиндра |
| 208 | Регуляторы перекоса клапанов |
| 209 | Уплотнения клапанов |
| 210 | Пружины клапана |
| 211 | Фиксаторы пружины клапана |
| 212 | Ключи для клапанов |
| 213 | Коромысла клапана |
| 214 | Болт головки цилиндра |
| 215 | Свеча зажигания |
| 216 | A.i.r. Заглушка трубопровода |
| 217 | Заглушка водяной рубашки |
| 218 | Заглушка масляной галереи |
| 219 | Заглушка масляной галереи |
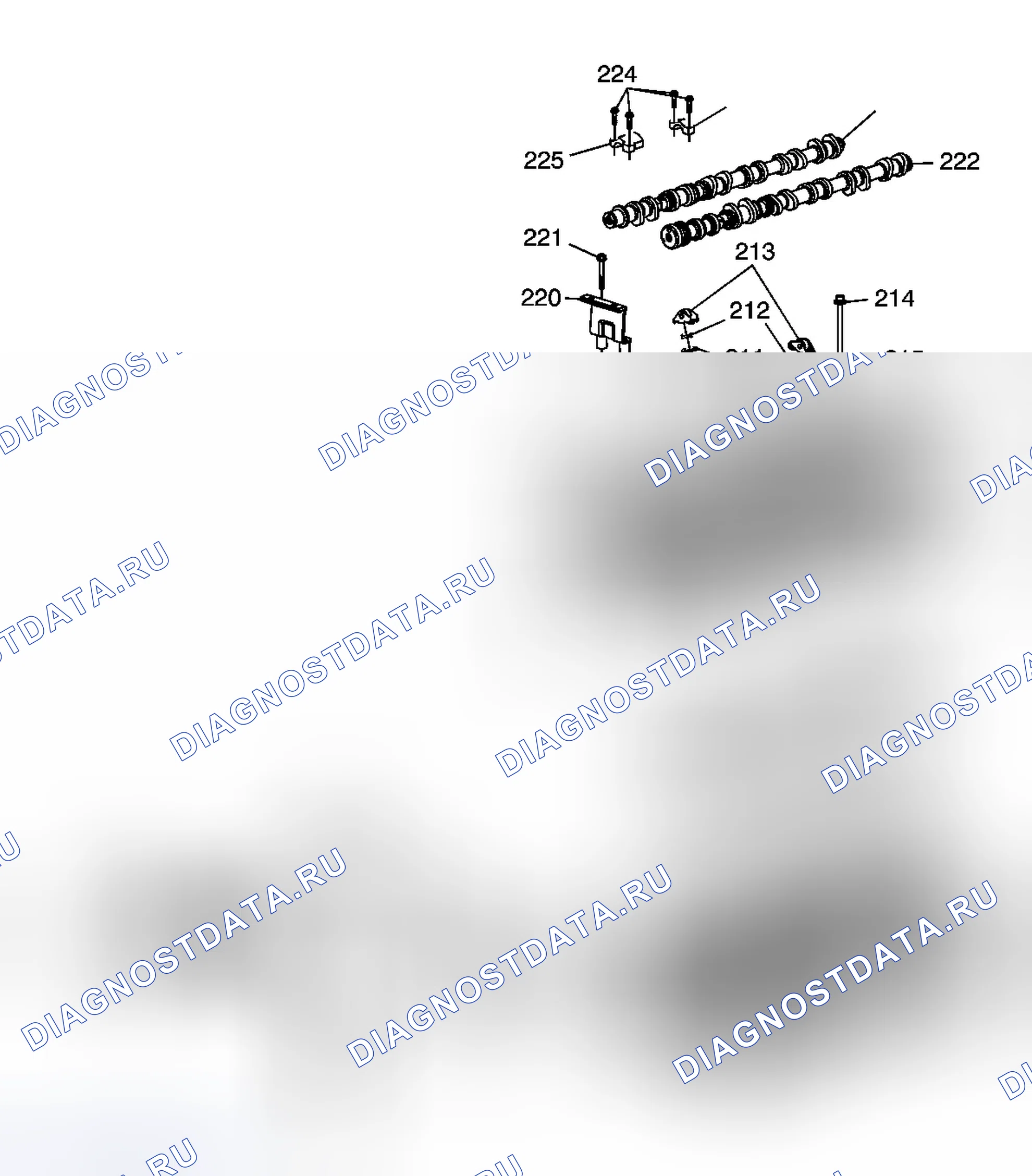
| 220 | Верхняя направляющая цепи газораспределения |
| 221 | Верхний направляющий болт цепи газораспределения |
| 222 | Распределительный вал впуска |
| 223 | Распределительный вал выпуска |
| 224 | Болты крышки распределительного вала |
| 225 | Крышка распределительного вала |
| 225 | Крышка распределительного вала |
| 226 | Исполнительный механизм распределительного вала выпуска |
| 227 | Болт привода распределительного вала выпуска |
| 228 | Звездочка распределительного вала впуска |
| 229 | Болт звездочки распределительного вала впуска |
| 230 | Цепь ГРМ |
| 231 | Натяжной башмак цепи ГРМ |
| 232 | Болт башмака натяжителя цепи ГРМ |
| 233 | Руководство по цепи синхронизации |
| 234 | Направляющий болт цепи ГРМ |
| 235 | Натяжное устройство приводной цепи распределительного вала |
| 236 | Болт натяжителя цепи ГРМ |
Схема №50
| Выноска | Наименование компонента |
|---|---|
| 300 | Водяной насос |
| 301 | Шкив водяного насоса |
| 302 | Болт шкива водяного насоса |
| 303 | Прокладка водяного насоса |
| 304 | Болт водяного насоса |
| 305 | Корпус термостата |
| 306 | Уплотнение корпуса термостата |
| 307 | Болт корпуса термостата |
| 308 | Водовыпуск |
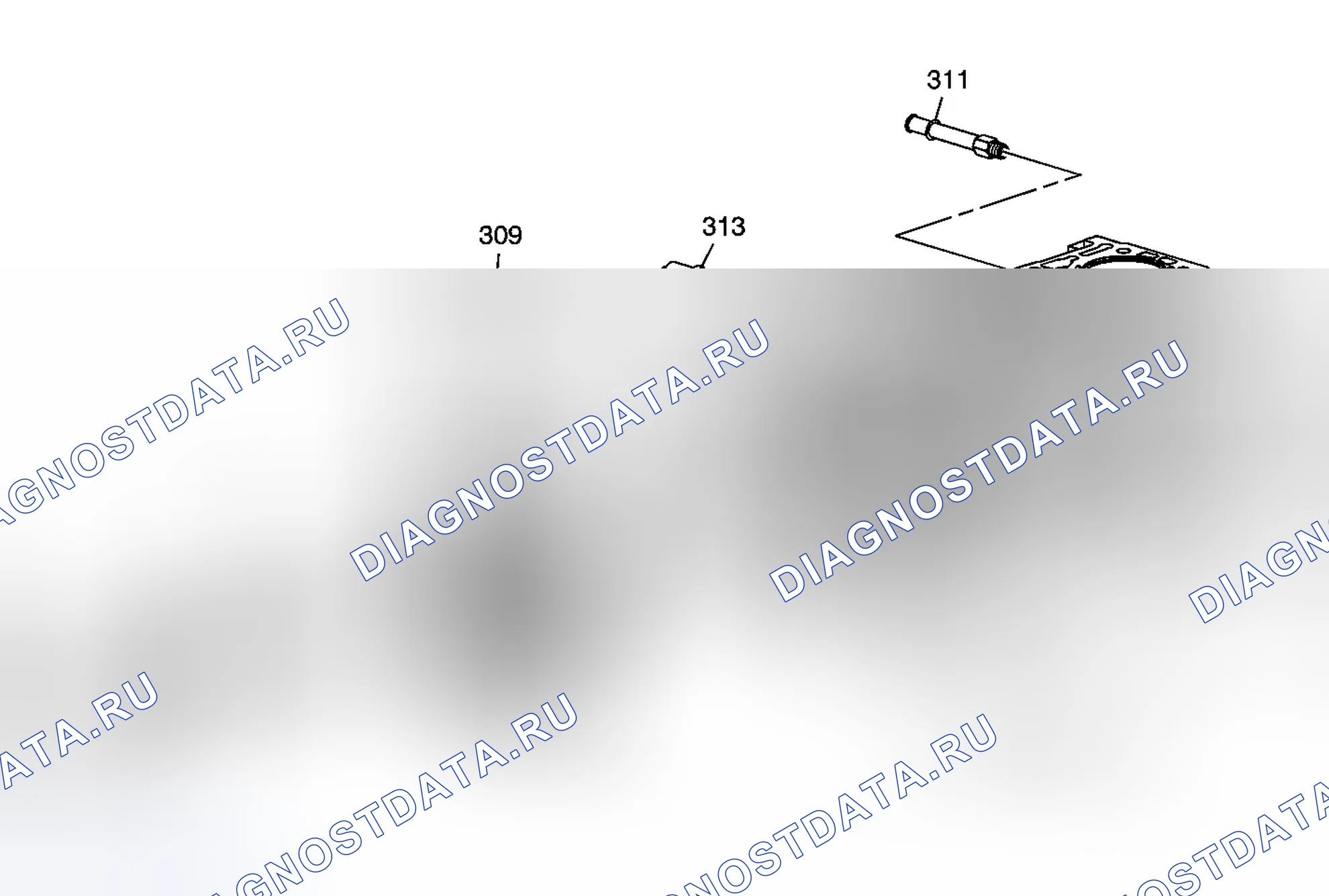
| 309 | Болт выхода воды |
| 310 | Уплотнение выхода воды |
| 311 | Фитинг входного шланга нагревателя |
| 312 | Фитинг выходного шланга нагревателя |
| 313 | Датчик температуры ОЖ |
Схема №51
| Выноска | Наименование компонента |
|---|---|
| 400 | Масляный поддон |
| 401 | Болт масляного поддона |
| 401 | Болт масляного поддона |
| 402 | Гайка масляного поддона |
| 403 | Шпилька масляного поддона |
| 404 | Пробка для слива масла |
| 405 | Прокладка пробки слива масла |
| 406 | Приемная трубка масляного насоса |
| 407 | Болт заборной трубки масляного насоса |
| 407 | Болт заборной трубки масляного насоса |
| 408 | Масляный фильтр |
| 409 | Переходник масляного фильтра |
| 410 | Перепускной клапан масляного фильтра |
| 411 | Масляный насос |
| 412 | Уплотнение масляного насоса |
| 413 | Болт масляного насоса |
| 414 | Предохранительный клапан давления масла |
| 415 | Пружина предохранительного клапана давления масла |
| 416 | Заглушка предохранительного клапана давления масла |
| 417 | Внутренняя шестерня масляного насоса |
| 418 | Внешняя шестерня масляного насоса |
| 419 | Прокладка приемного патрубка масляного насоса |
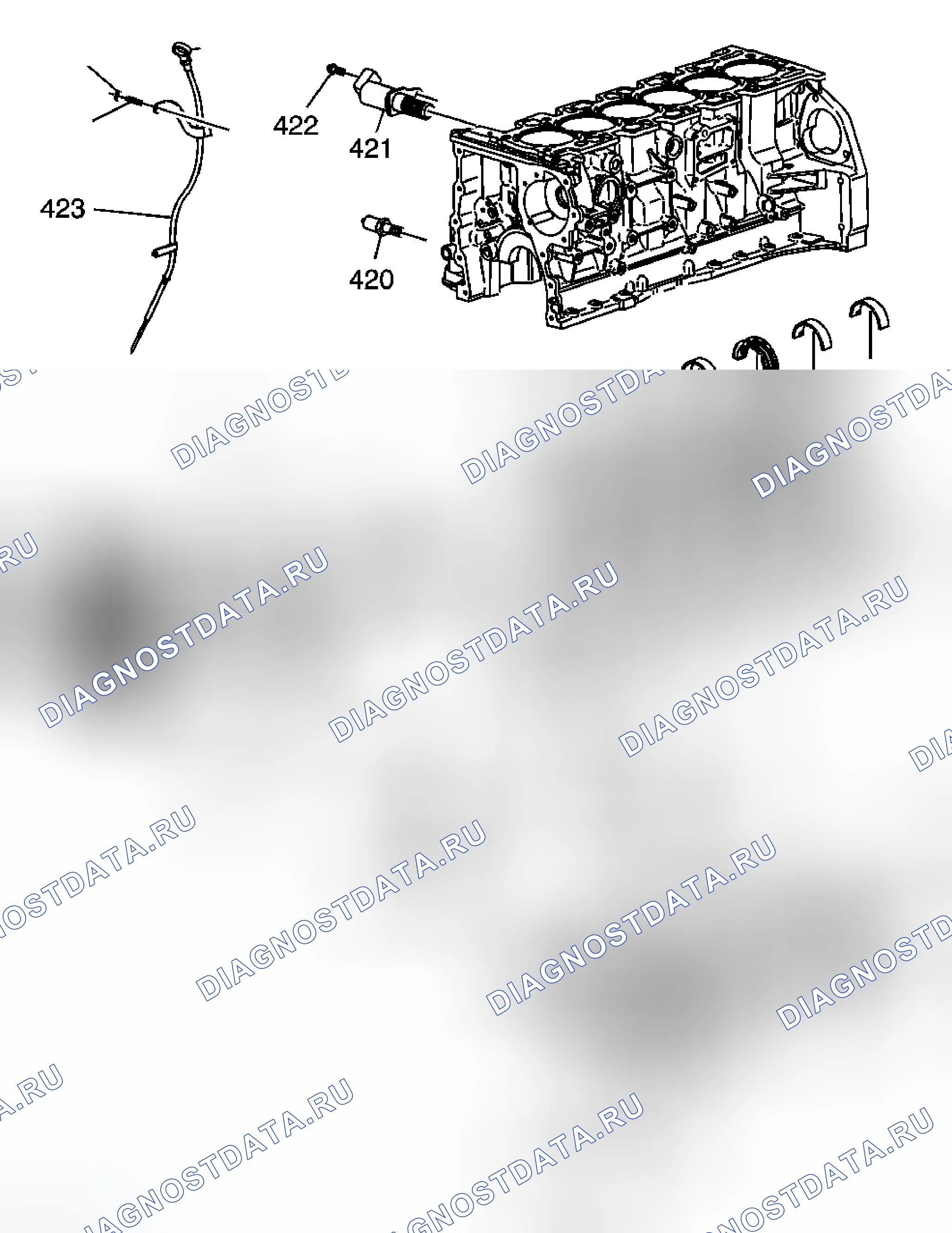
| 420 | Реле давления масла |
| 421 | Электромагнитный клапан привода с распределительным валом |
| 422 | Болт электромагнитного клапана привода положения распределительного вала |
| 423 | Трубка индикатора уровня масла |
| 424 | Указатель уровня масла |
| 425 | Шпилька трубки указателя уровня масла |
| 426 | Гайка трубки индикатора уровня масла |
Схема №52
| Выноска | Наименование компонента |
|---|---|
| 500 | Впускной коллектор |
| 501 | Уплотнение впускного коллектора |
| 502 | Болт впускного коллектора |
| 503 | Принудительный вентиляционный шланг картера |
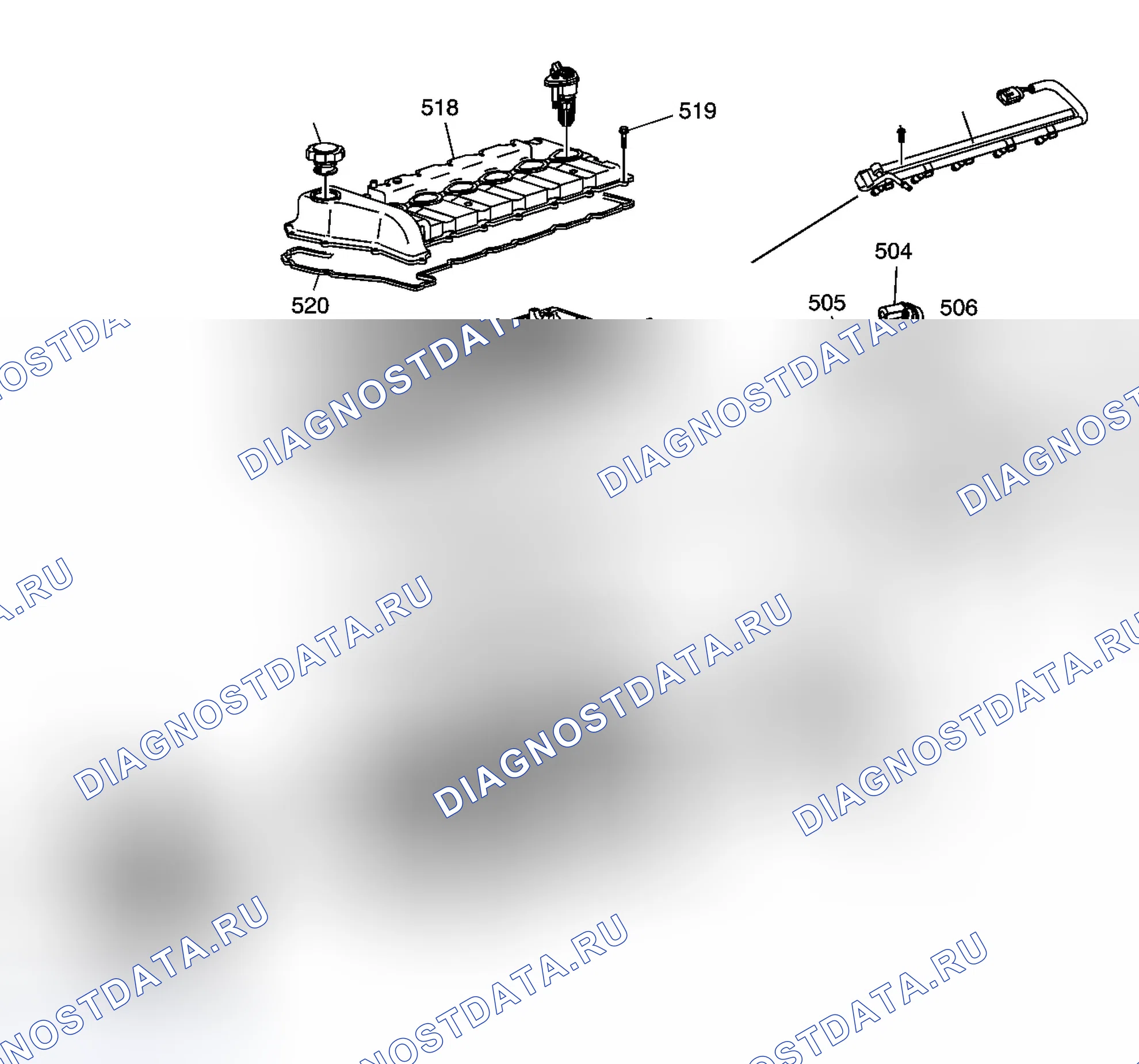
| 504 | Модуль управления дроссельной заслонкой |
| 505 | Болт модуля управления дросселем |
| 506 | Уплотнение модуля управления дросселем |
| 507 | Направляющая топливного инжектора |
| 508 | Болт направляющей топливного инжектора |
| 509 | Корпус заднего масляного уплотнения коленчатого вала |
| 510 | Болт заднего корпуса масляного уплотнения коленчатого вала |
| 511 | Задний сальник коленчатого вала |
| 512 | Передняя крышка двигателя |
| 513 | Болт передней крышки двигателя |
| 514 | Болт передней центральной крышки двигателя |
| 515 | Переднее масляное уплотнение двигателя |
| 516 | Болт передней крышки двигателя |
| 517 | Проставка болта передней крышки двигателя |
| 518 | Крышка распределительного вала |
| 519 | Болт крышки распределительного вала |
| 520 | Уплотнение крышки распределительного вала |
| 521 | Крышка для заполнения маслом |
Схема №53
| Выноска | Наименование компонента |
|---|---|
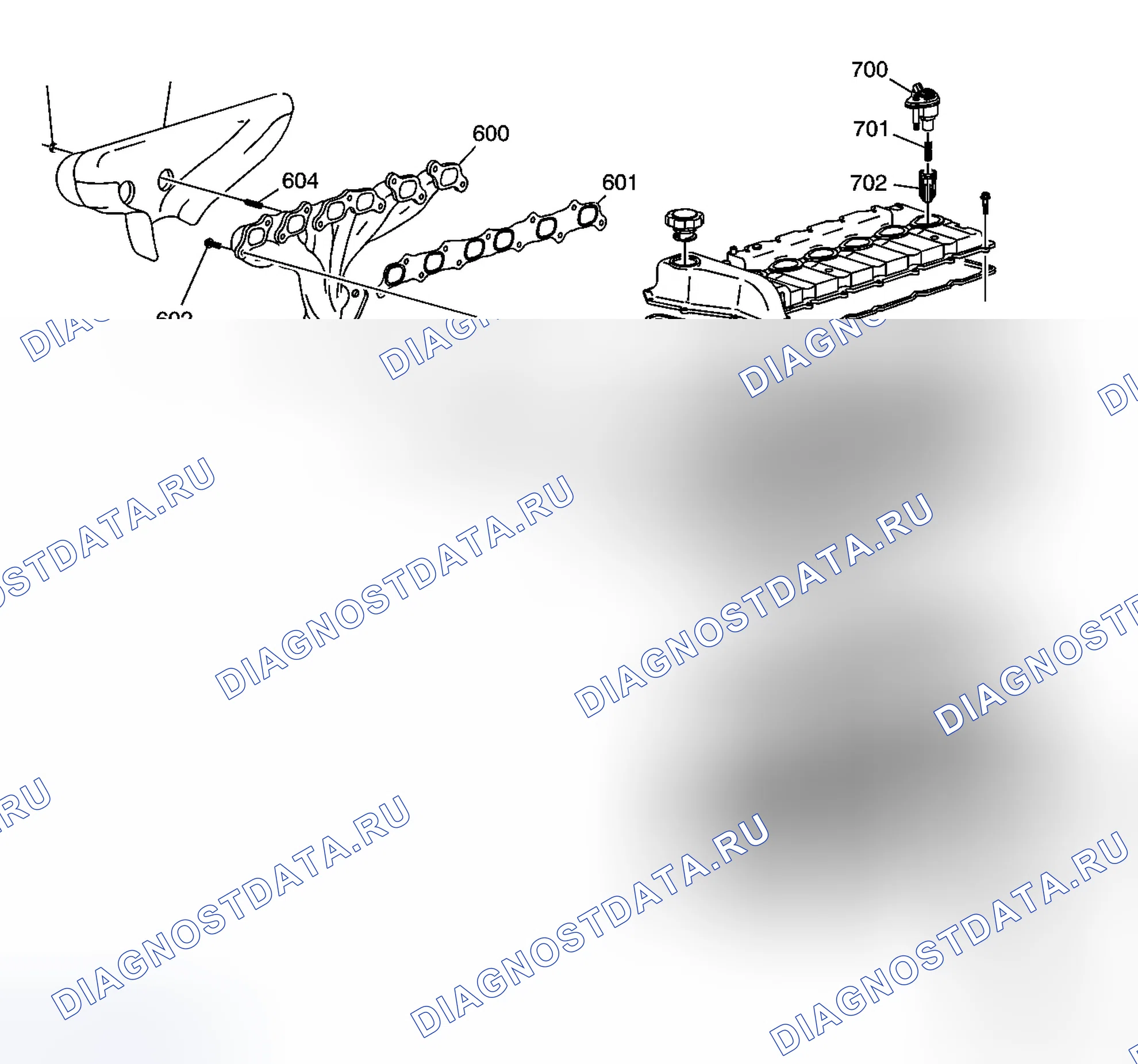
| 600 | Выпускной коллектор |
| 601 | Прокладка выпускного коллектора |
| 602 | Болт выпускного коллектора |
| 603 | Тепловой экран выпускного коллектора |
| 604 | Шпилька теплового экрана выпускного коллектора |
| 605 | Гайка теплового экрана выпускного коллектора |
| 606 | A.i.r. Крышка |
| 607 | A.i.r. Прокладка крышки |
| 608 | A.i.r. Шпилька крышки |
| 609 | A.i.r. Накидная гайка |
| 700 | Блок управления зажиганием |
| 701 | Пружина модуля управления зажиганием |
| 702 | Кожух модуля управления зажиганием |
| 703 | Датчик положения распределительного вала выпуска |
| 704 | Болт датчика положения распределительного вала выпуска |
| 705 | Соленоид продувки фильтра EVAP |
| 706 | Электромагнитный болт продувочного соленоида выпускного фильтра EVAP |
| 707 | Датчик детонации |
| 708 | Датчик детонации |
| 709 | Датчик положения коленвала |
| 710 | Болт датчика положения коленчатого вала |
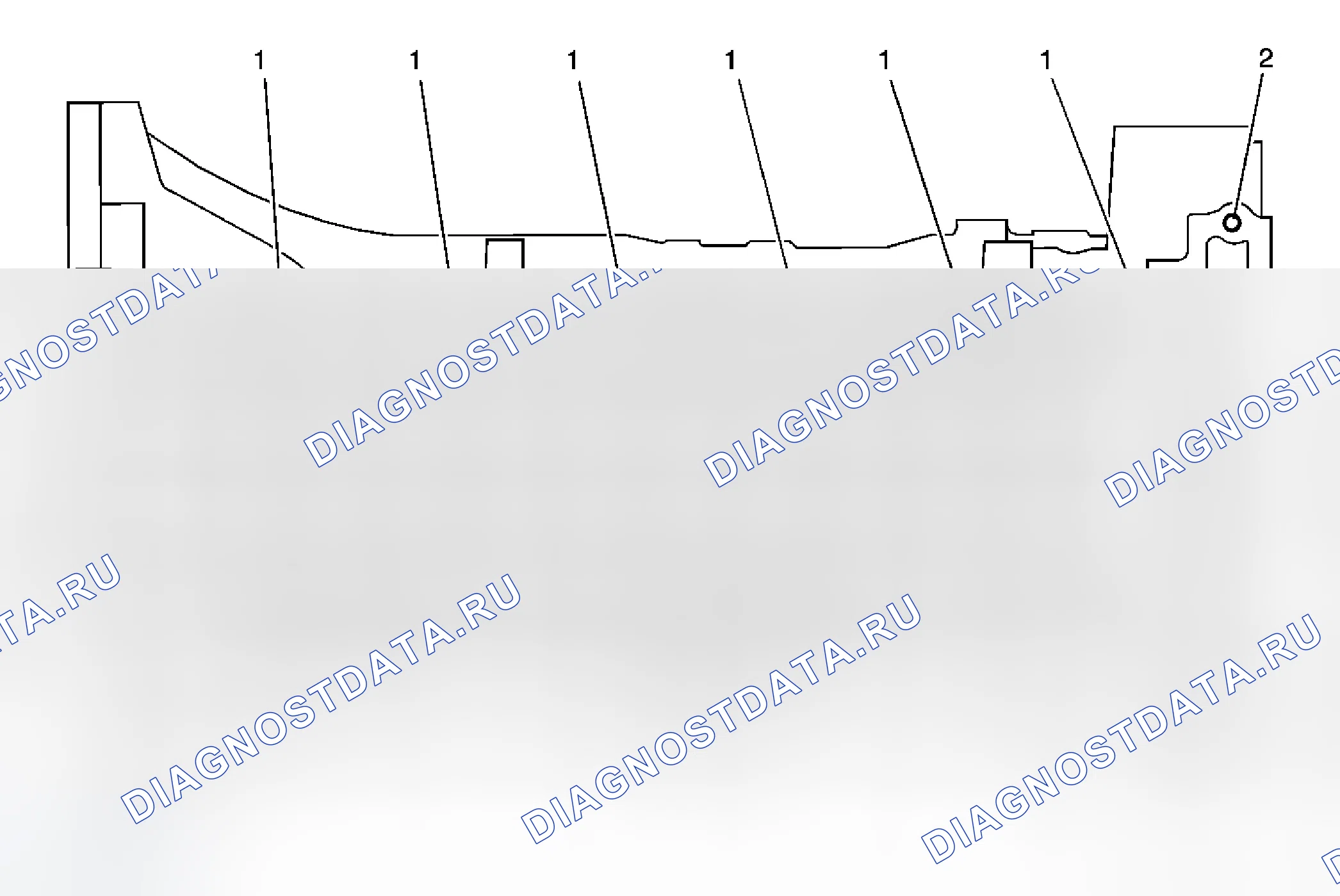
Схема №54
| Выноска | Наименование компонента |
|---|---|
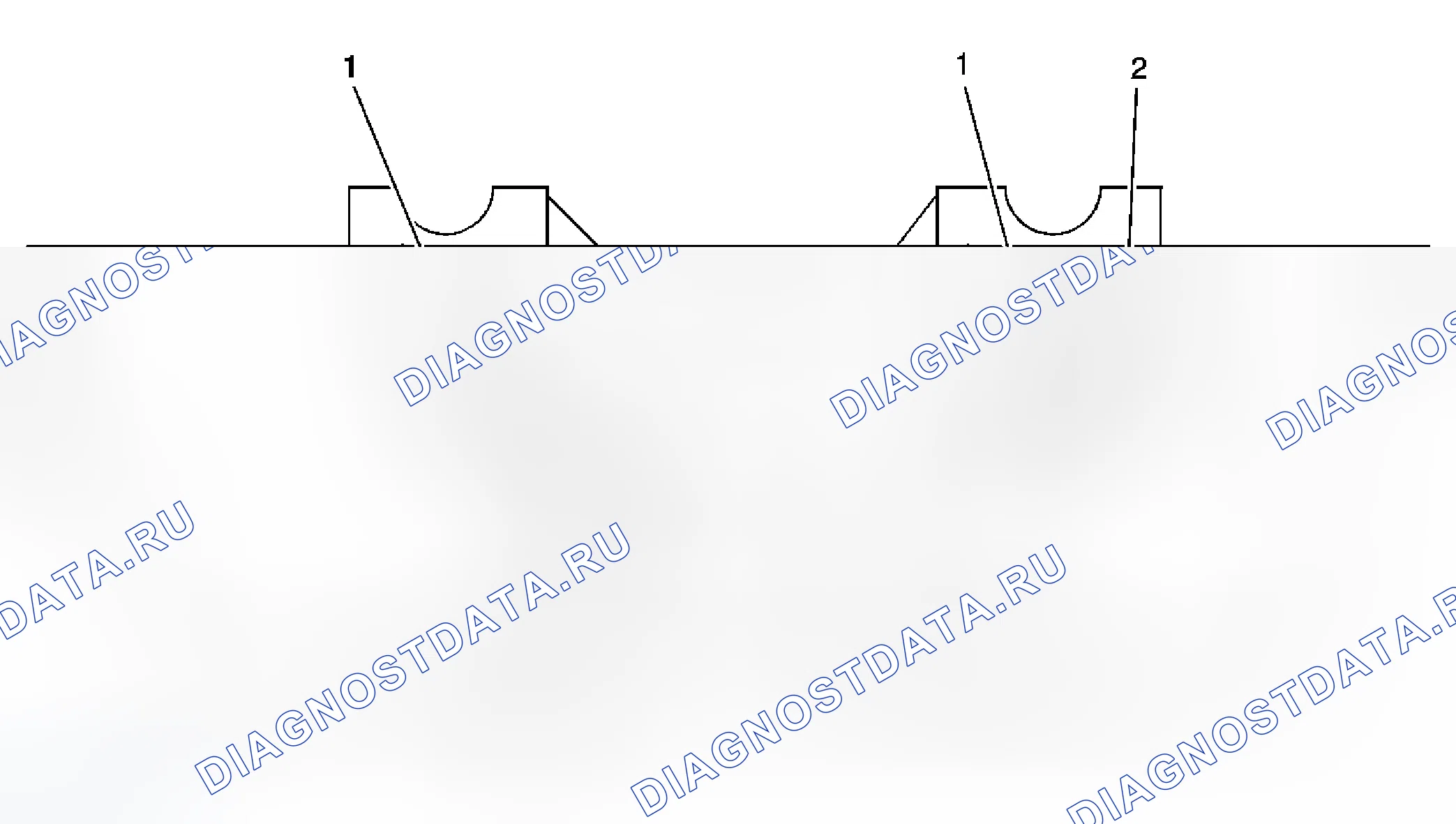
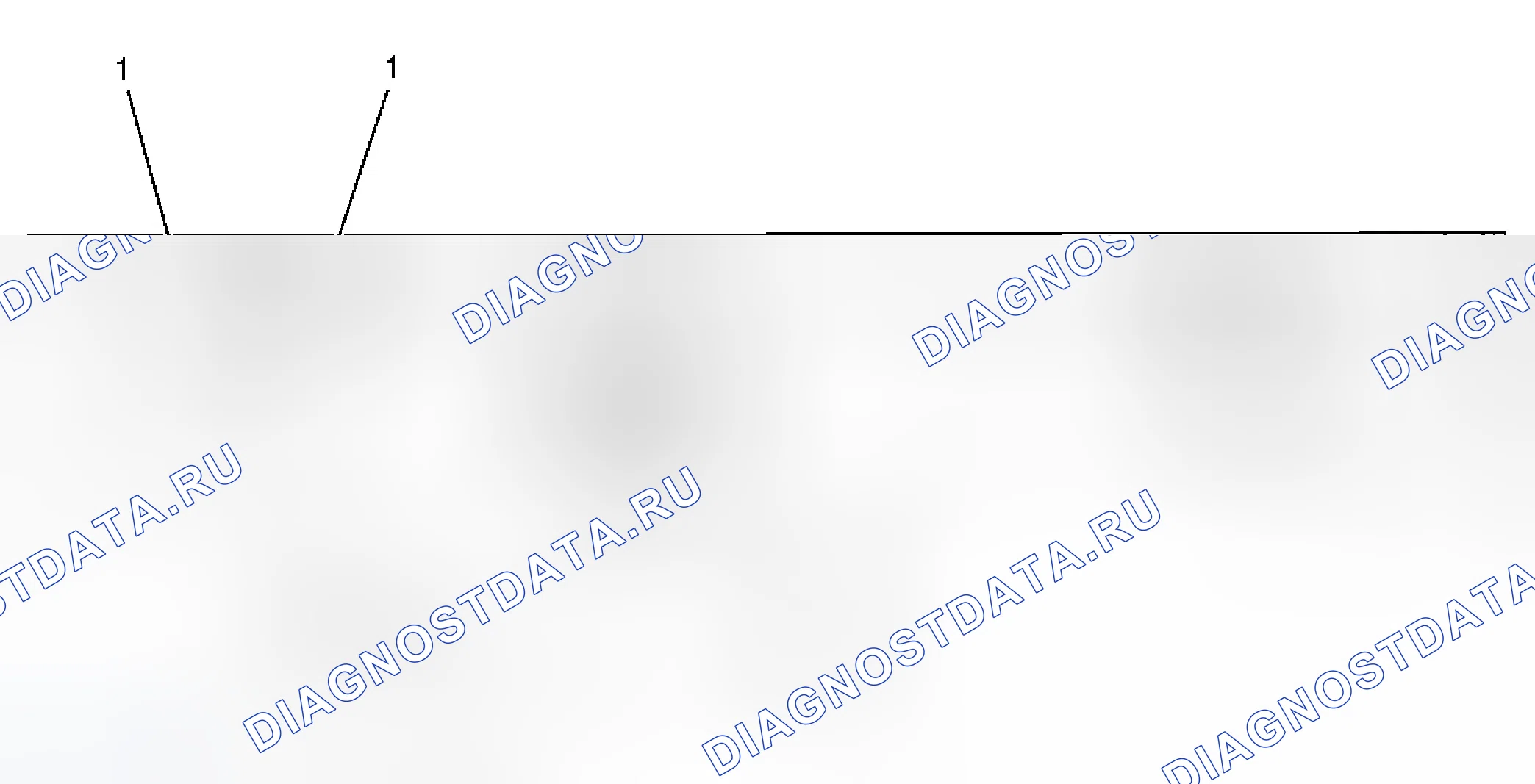
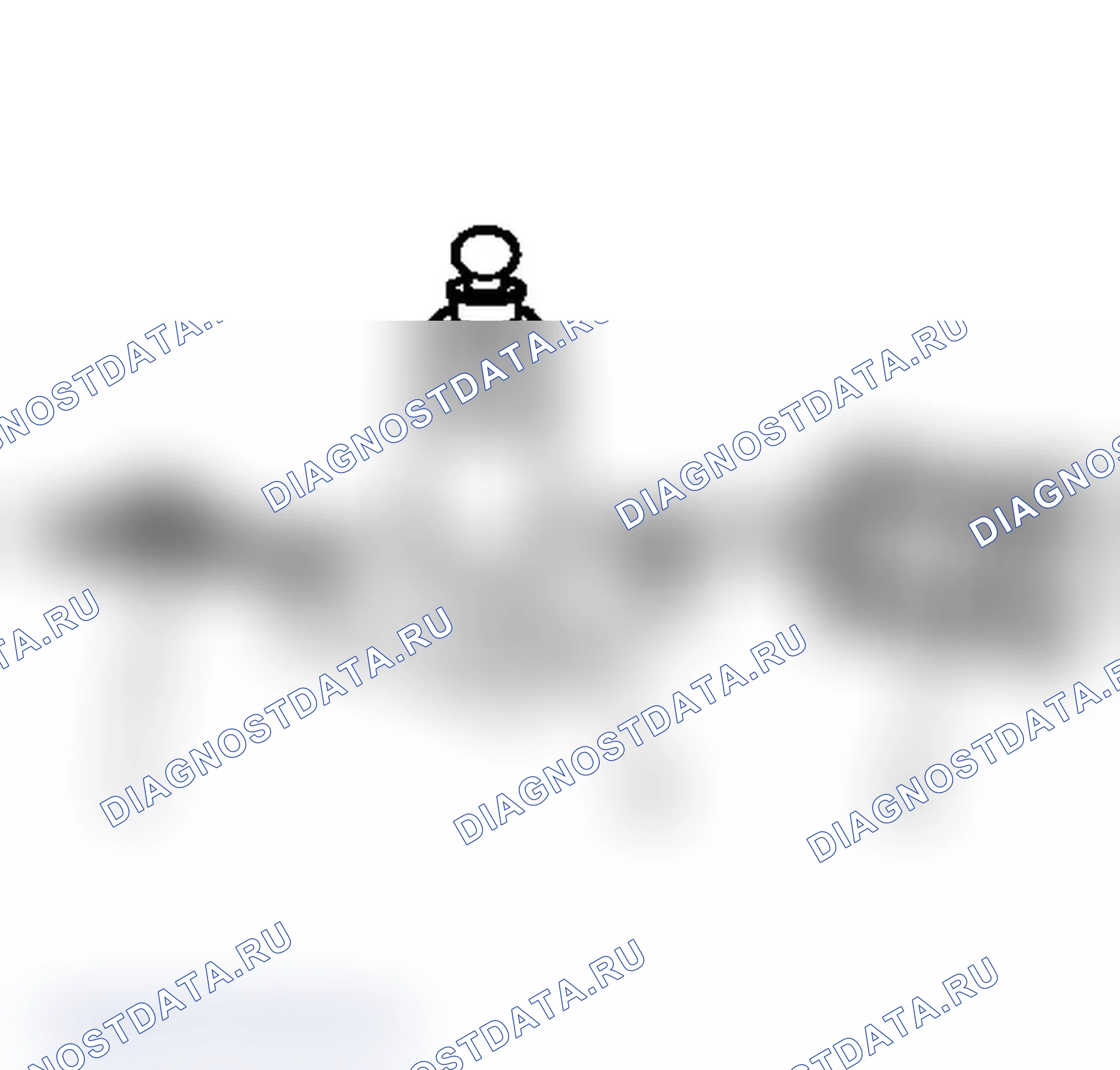
| 1 | Расположение идентификатора двигателя |
| 2 | Расположение идентификатора двигателя |
| 3 | Первая цифра идентифицирует место сборки двигателя - все первые цифры будут V, этот двигатель строится только на Flint двигатель South |
| 4 | Вторая цифра обозначает год сборки |
| 5 | Третья и четвертая цифры обозначают месяц сборки |
| 6 | Пятая и шестая цифры обозначают дату сборки |
| 7 | Цифры с седьмой по десятую обозначают последовательность сборки двигателя |
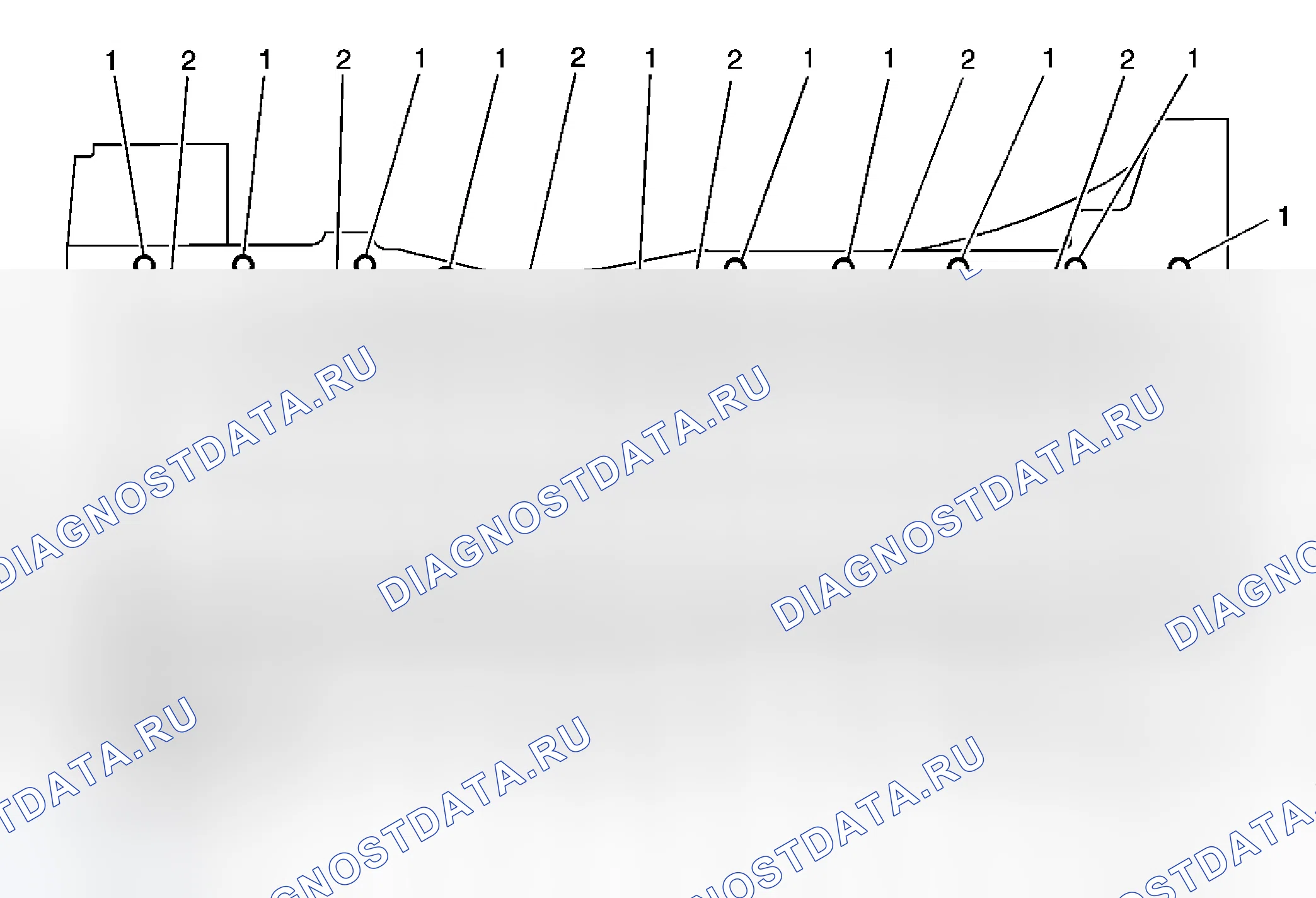
Схема №55

| Выноска | Наименование компонента |
|---|---|
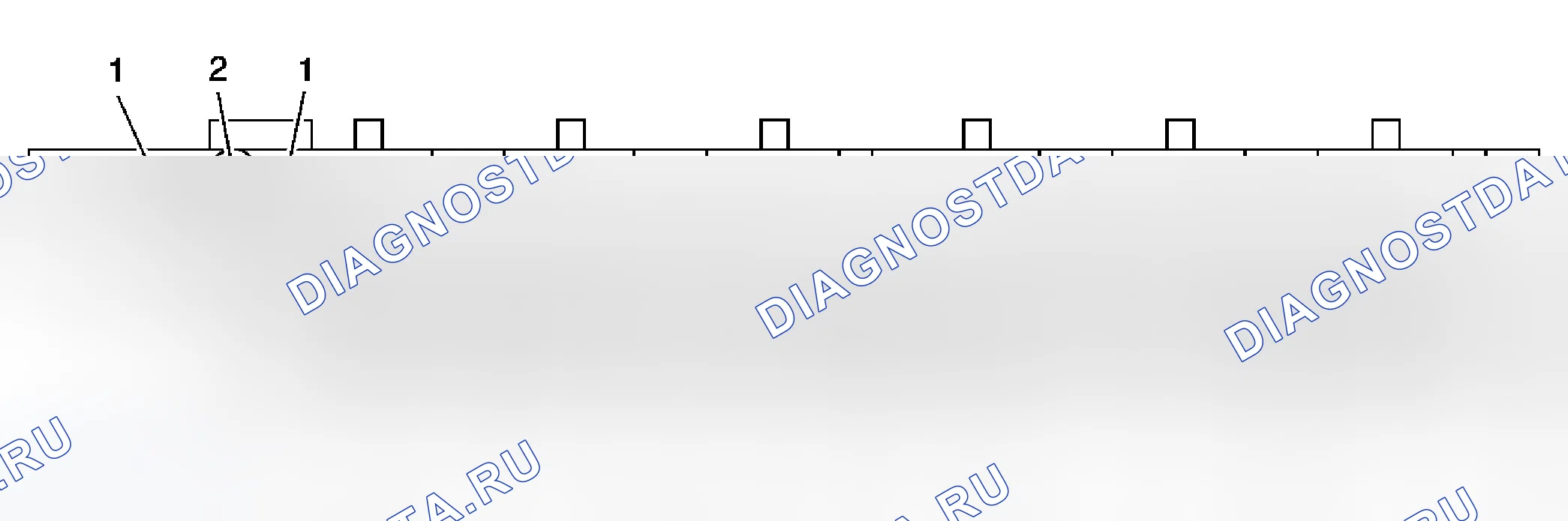
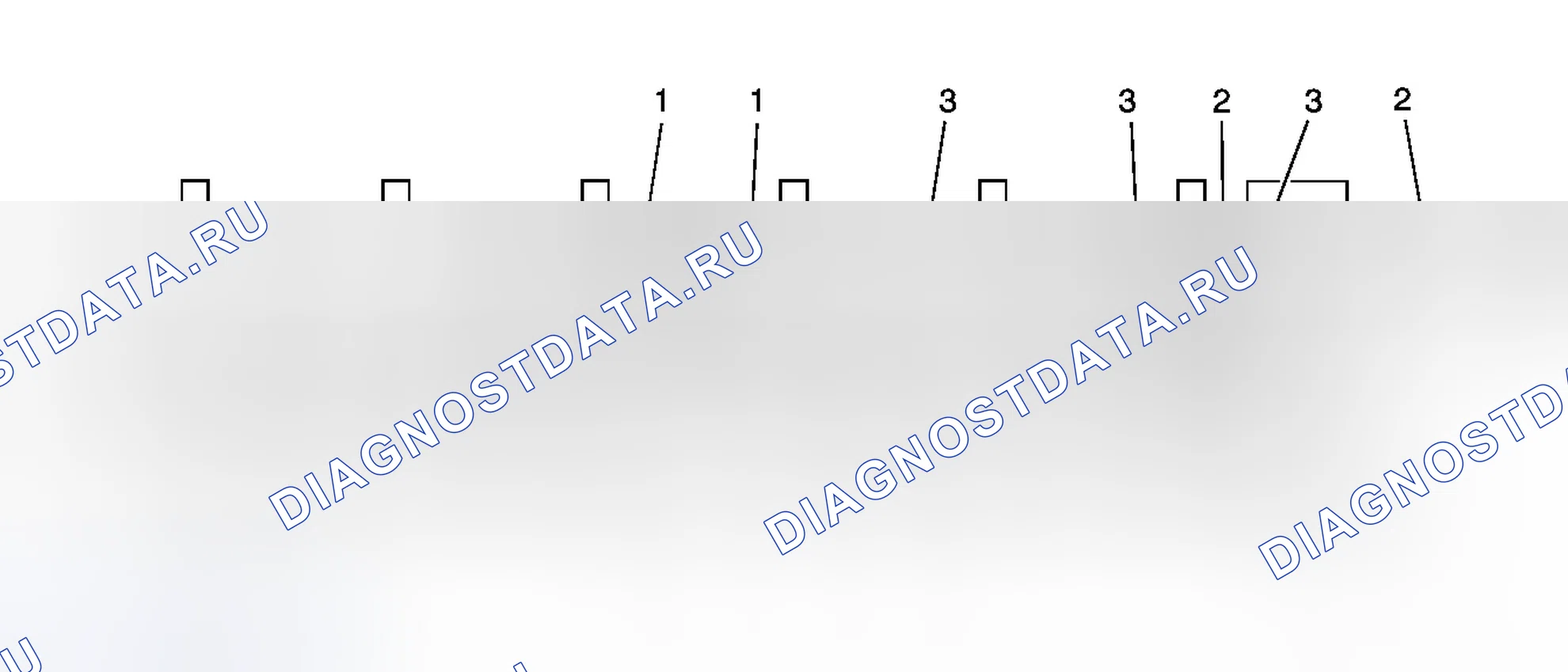
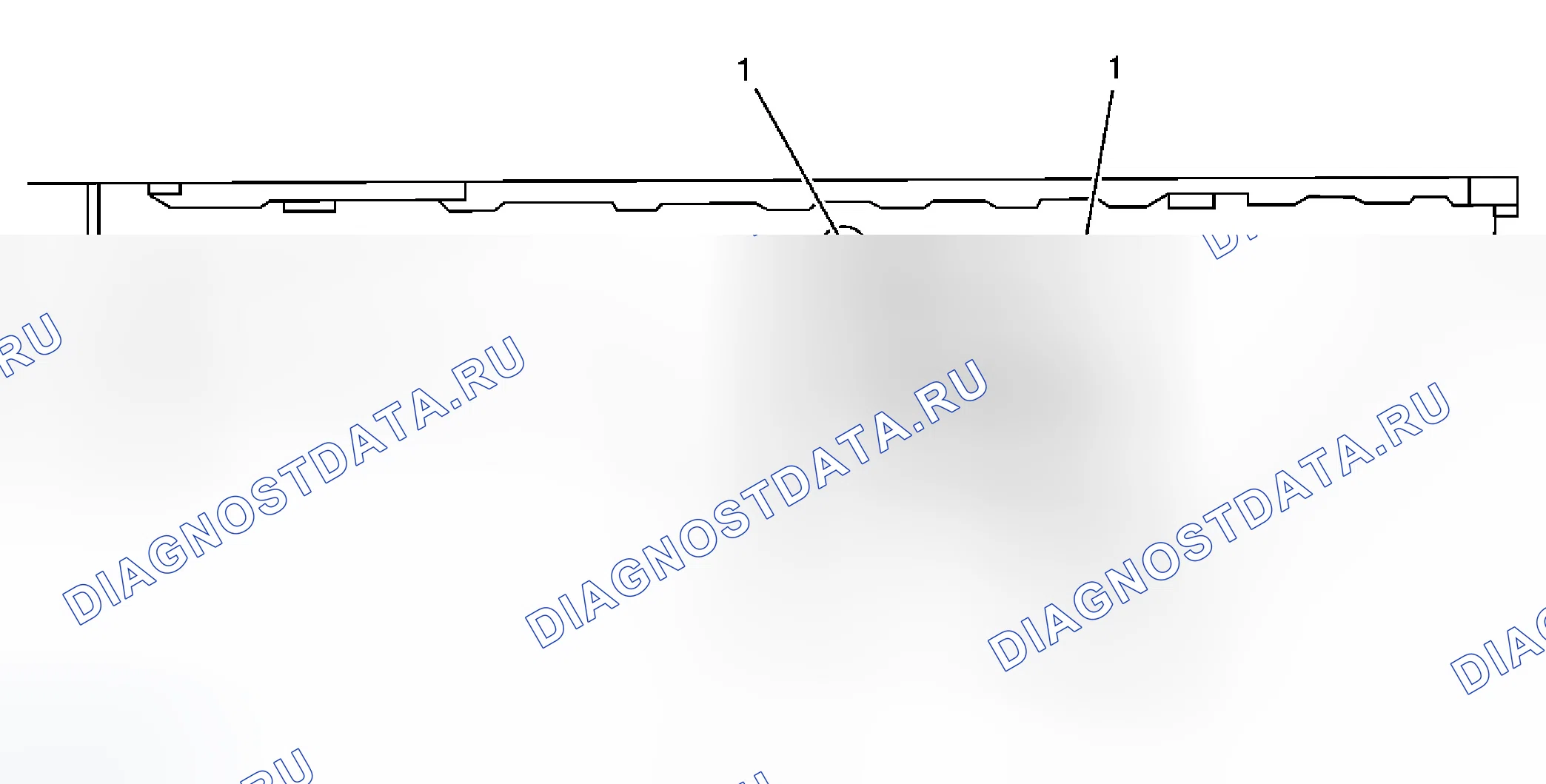
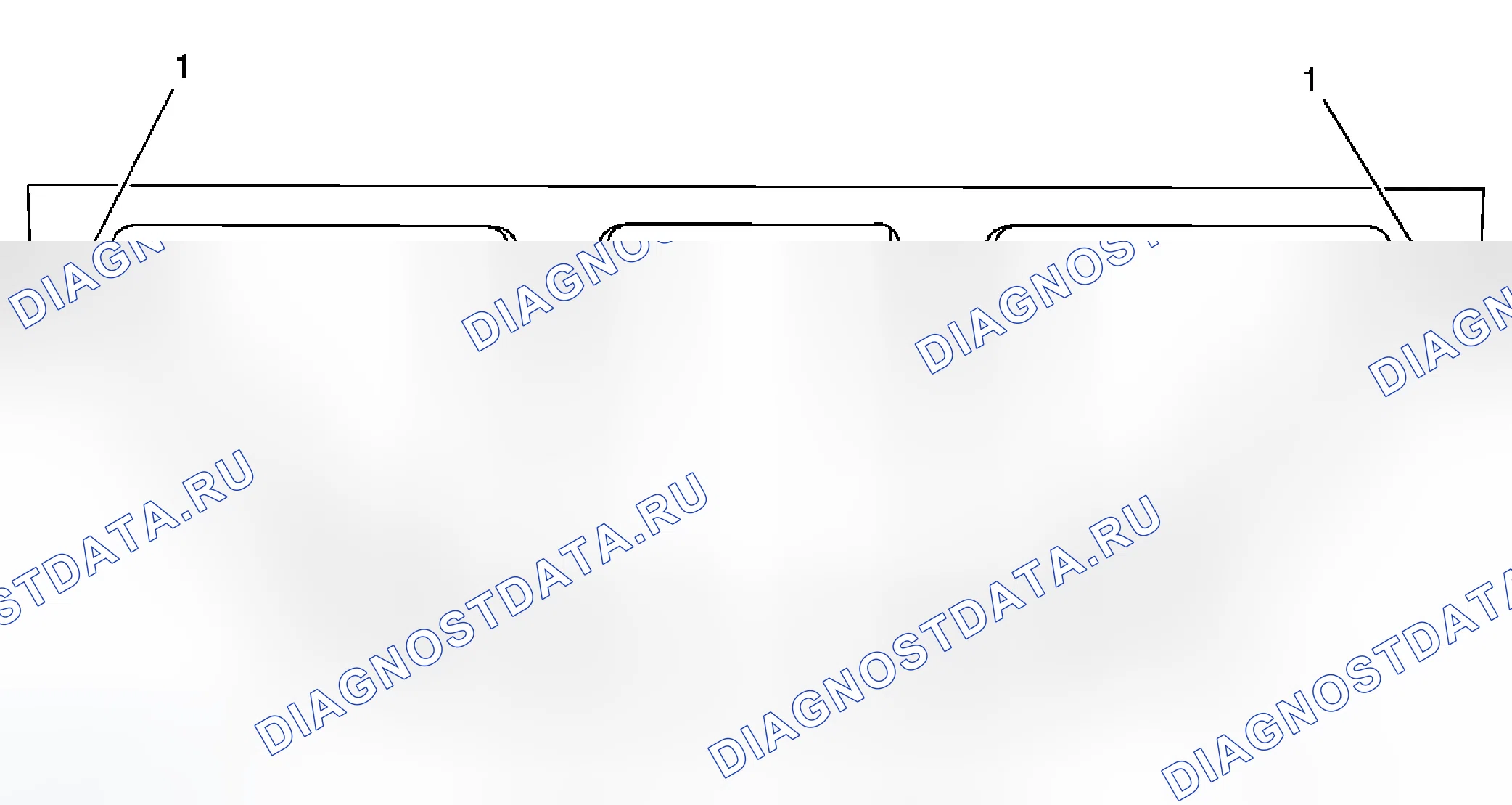
| 1 | Отметки времени |
| 1 | Отметки времени |
| 1 | Отметки времени |
Неустойчивый
Испытайте транспортное средство в тех же условиях, о которых сообщил клиент, чтобы убедиться, что система работает должным образом.
Пропуск воспламенения базового двигателя без внутренних шумов двигателя
| Причина | Исправление |
|---|---|
| Неисправности (сильное растрескивание, неровности или отсутствующие участки) ремня привода вспомогательных устройств (Неисправности в системе привода вспомогательных устройств и / или компонентов могут вызывать изменения оборотов двигателя и приводить к пропуску зажигания расшифровка кода ошибки. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания). | Замените приводной ремень. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива могут привести к пропуску зажигания расшифровка кода ошибки. (Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания.) | Осмотрите компоненты и при необходимости отремонтируйте или замените их. |
| Неплотно или неправильно установленный маховик двигателя или балансир коленчатого вала (Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания.) | При необходимости отремонтируйте или замените маховик и/или балансир. |
| Ограниченная система выпуска (серьезное ограничение потока выхлопных газов может привести к значительной потере характеристик двигателя и может привести к установлению расшифровка кода ошибки. Возможные причины ограничений включают разрушенные или вдавленные трубы или заглушенные глушители и / или каталитические нейтрализаторы). | Отремонтируйте или замените по мере необходимости. |
| Неправильно установленные или поврежденные вакуумные шланги | Отремонтируйте или замените по мере необходимости. |
| Неправильное уплотнение между впускным коллектором и головкой цилиндров или корпусом дроссельной заслонки. | При необходимости замените впускной коллектор, прокладки, головку цилиндров и / или корпус дроссельной заслонки. |
| Неправильно установленный или поврежденный абсолютное давление во впускном коллекторе-датчик (уплотнительная втулка абсолютное давление во впускном коллекторе-датчика не должна быть разорвана или повреждена). | При необходимости отремонтируйте или замените датчик абсолютное давление во впускном коллекторе. |
| Повреждение корпуса датчика абсолютное давление во впускном коллекторе и / или уплотнительного кольца | Замените впускной коллектор. |
| Изношенные или ослабленные коромысла клапанов (концевые крышки подшипников коромысла и / или игольчатые подшипники должны быть неповрежденными и находиться в надлежащем положении) | При необходимости замените коромысла клапана. |
| Изношенные регуляторы зазора клапана | Замените регуляторы зазоров клапанов. |
| Заедание клапанов (накопление углерода на штоке клапана может привести к неправильному закрытию клапана). | Отремонтируйте или замените по мере необходимости. |
| Чрезмерно изношенная или неправильно выровненная цепь синхронизации | При необходимости замените цепь ГРМ и звездочки. |
| Изношенные лепестки распределительного вала | Замените кулачковый вал и регуляторы люфта клапана. |
| Избыточное давление масла | Выполните испытание масла под давлением. См. " Диагностика и тестирование давления масла ". Отремонтируйте или замените масляный насос в соответствии с требованиями. (ref-200396-S05176206452005102000000) |
| Неисправность прокладки головки цилиндров и / или растрескивание или иные повреждения проходов головки цилиндров и системы охлаждения блока двигателя. (Расход охлаждающей жидкости может привести или не привести к перегреву двигателя.) | Осмотрите головку цилиндров, блок цилиндров и / или прокладку головки двигателя на предмет наличия в свечах зажигания следов охлаждающей жидкости, при необходимости отремонтируйте или замените. |
| Изношенные поршневые кольца (расход масла может вызвать или не вызвать пропуск зажигания двигателя). | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Проведите испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. (ref-200396-S26481969892005102000000) |
| Поврежденное реактивное колесо коленчатого вала (Поврежденное реактивное колесо коленчатого вала может привести к различным симптомам в зависимости от тяжести и места повреждения.) Системы с электронной связью (DIS или катушка на цилиндр) и сильным повреждением кольца реактивного вала могут демонстрировать периодическую потерю положения коленчатого вала, прекращают подачу сигнала, а затем повторно синхронизируют положение коленчатого вала.) Системы с электронной связью (DIS или катушка на цилиндр) и небольшим повреждением кольца реактивного вала могут не проявлять потери положения коленчатого вала. P0300 P0300 P0336 | При необходимости замените датчик и/или коленчатый вал. |
Пропуск воспламенения базового двигателя без внутренних шумов двигателя
Пропуски зажигания на основном двигателе с ненормальным внутренним шумом в нижней части двигателя
| Причина | Исправление |
|---|---|
| Неисправности (сильное растрескивание, неровности или отсутствующие участки) ремня привода вспомогательных устройств (Неисправности в системе привода вспомогательных устройств и / или компонентов могут вызывать изменения оборотов двигателя, шумы, подобные неисправному нижерасположенному двигателю, а также приводить к условию пропуска зажигания. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания). | Замените приводной ремень. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива (Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания.) | Осмотрите компоненты, отремонтируйте или замените при необходимости. |
| Неплотно или неправильно установленный маховик двигателя или балансир коленчатого вала (Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания.) | При необходимости отремонтируйте или замените маховик и/или балансир. |
| Изношенные поршневые кольца (расход масла может вызвать или не вызвать пропуск зажигания двигателя). | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Выполните испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. (ref-200396-S26481969892005102000000) |
| Изношенные упорные подшипники коленчатого вала (сильно изношенные упорные поверхности на коленчатом валу и / или упорном подшипнике могут позволить движение коленчатого вала вперед и назад и создать расшифровка кода ошибки без фактического условия пропуска зажигания.) | При необходимости замените коленчатый вал и подшипники. |
Пропуски зажигания на основном двигателе с ненормальным внутренним шумом в нижней части двигателя
Пропуск воспламенения базового двигателя с утечкой охлаждающей жидкости
| Причина | Исправление |
|---|---|
| Неисправность прокладки головки цилиндров и / или растрескивание или иные повреждения проходов головки цилиндров и системы охлаждения блока двигателя. (Расход охлаждающей жидкости может привести или не привести к перегреву двигателя.) | Осмотрите на предмет насыщения свечей зажигания хладагентом. Провести испытание цилиндра на утечку. Осмотрите головку цилиндров и блок двигателя на предмет повреждений каналов для охлаждающей жидкости и/или неисправной прокладки головки. Отремонтируйте или замените по мере необходимости. |
Пропуск воспламенения базового двигателя с утечкой охлаждающей жидкости
Пропуск воспламенения базового двигателя с чрезмерным расходом масла
| Причина | Исправление |
|---|---|
| Изношенные клапаны, направляющие клапанов и/или масляные уплотнения штока клапана | Осмотрите свечи зажигания на наличие масляных отложений. Отремонтируйте или замените по мере необходимости. |
| Изношенные поршневые кольца (расход масла может вызвать или не вызвать пропуск зажигания двигателя). | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Выполните испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. (ref-200396-S26481969892005102000000) |
Пропуск воспламенения базового двигателя с чрезмерным расходом масла
Двигатель не будет вращаться - Коленчатый вал не будет вращаться
| Причина | Исправление |
|---|---|
| Изъятый компонент системы привода вспомогательных устройств | Снимите ремень привода вспомогательных устройств. Убедитесь, что двигатель будет вращаться. Проверните коленчатый вал вручную в месте расположения балансира коленчатого вала или маховика. Отремонтируйте или замените компоненты в соответствии с требованиями. |
| Изъятый гидротрансформатор автоматической коробки передач | Отверните болты преобразования крутящего момента в маховик. Убедитесь, что двигатель вращается. Проверните коленчатый вал вручную в месте расположения балансира коленчатого вала или маховика. При необходимости отремонтируйте или замените компоненты. |
| Разорванная цепь ГРМ | Осмотрите цепь ГРМ и шестерни. При необходимости отремонтируйте или замените компоненты. |
| Захваченная цепь ГРМ или шестерни ГРМ | Осмотрите цепь ГРМ и шестерни на предмет наличия посторонних материалов или заедания цепи. При необходимости отремонтируйте или замените компоненты. |
| Заедание или поломка распределительного вала | Осмотрите распределительный вал, отремонтируйте или замените компоненты в соответствии с требованиями. |
| Изогнутый клапан в головке цилиндров | Осмотрите клапаны и головку цилиндров. Отремонтируйте или замените компоненты в соответствии с требованиями. |
| Изымаемый масляный насос | Осмотрите масляный насос в сборе. Отремонтируйте или замените по мере необходимости. |
| Гидравлически заблокированный цилиндр Охлаждающая жидкость/антифриз в цилиндре Масло в цилиндре Топливо в цилиндре | Снимите свечи зажигания и проверьте наличие жидкости в цилиндре. При вращении двигателя со снятыми свечами зажигания поршень (на такте сжатия) вытолкнет жидкость из камеры сгорания. Осмотрите на предмет неисправной / сломанной прокладки головки. Осмотрите на предмет треснувшего блока двигателя или головки цилиндра. Осмотрите на предмет налипшего топливного инжектора. Отремонтируйте или замените компоненты по мере необходимости. |
| Материал в цилиндре Сломанный клапан Сломанное поршневое кольцо (кольца) Поршневой материал Посторонний материал | Осмотрите цилиндр на наличие поврежденных компонентов и/или посторонних материалов. При необходимости отремонтируйте или замените компоненты. |
| Изношенный коленчатый вал или шатунные подшипники | Осмотрите подшипники коленчатого вала и шатуна. При необходимости отремонтируйте или замените компоненты. |
| Изогнутый или сломанный шатун | Осмотрите шатуны, при необходимости отремонтируйте или замените компоненты. |
| Сломанный коленчатый вал | Осмотрите коленчатый вал. При необходимости отремонтируйте или замените компоненты. |
Двигатель не будет вращаться - Коленчатый вал не будет вращаться
Охлаждающая жидкость в камере сгорания
| Причина | Исправление |
|---|---|
| ОПРЕДЕЛЕНИЕ: Чрезмерный белый дым и / или запах типа сжатия охлаждающей жидкости, поступающий из выхлопной трубы, может указывать на наличие охлаждающей жидкости в камере сгорания. Низкие уровни охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут приводить к " перегреву ", который может привести к повреждению компонентов двигателя. Более медленная, чем нормальная, скорость проворачивания коленчатого вала может указывать на попадание охлаждающей жидкости в камеру сгорания. См. " Двигатель не проворачивается - коленчатый вал не проворачивается ". Удалите свечи зажигания и проверьте на предмет наличия охлаждающей жидкости. (ref-200396-S17828510472005102000000)(ref-200396-S34452899722005102000000)(ref-200396-S26481969892005102000000) | |
| Неисправна прокладка головки цилиндров | Замените прокладку головки и компоненты в соответствии с требованиями. См. " Очистка и проверка головки цилиндров " и " Замена головки цилиндров ". (ref-200396-S37667247692005102000000)(ref-200396-S03232749552005102000000) |
| Деформированная головка цилиндров | Замените головку цилиндров и прокладку (см. раздел " Замена головки цилиндров "). (ref-200396-S03232749552005102000000) |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Растресканная гильза цилиндра или блок двигателя | При необходимости замените компоненты. |
| Пористость головки цилиндров или блока цилиндров двигателя | При необходимости замените компоненты. |
Охлаждающая жидкость в камере сгорания
Охлаждающая жидкость в моторном масле
| Причина | Исправление |
|---|---|
| ОПРЕДЕЛЕНИЕ: Поврежденная или обесцвеченная боковая прокладка цилиндра или " переполнение " компрессионного масла двигателя может указывать на попадание охлаждающей жидкости в картер двигателя. Низкие уровни охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут привести к " перегреву ", который может привести к повреждению компонента двигателя. Загрязненное масло двигателя и масляный фильтр должны быть заменены. Проверьте масло на предмет чрезмерного вспенивания или переполнения. Масло, разбавленное охлаждающей жидкостью, может не смазывать должным образом подшипники коленчатого вала и может привести к повреждению компонента. См. (ref-200396-S19839392782005102000000)(ref-200396-S34452899722005102000000)(ref-200396-S26481969892005102000000) | |
| Неисправен внешний маслоохладитель двигателя | При необходимости замените компоненты. |
| Неисправна прокладка головки цилиндров | Замените прокладку головки и компоненты в соответствии с требованиями. См. " Очистка и проверка головки цилиндров " и " Замена головки цилиндров ". (ref-200396-S37667247692005102000000)(ref-200396-S03232749552005102000000) |
| Деформированная головка цилиндров | Замените прокладку головки цилиндров (см. раздел " Замена головки цилиндров "). (ref-200396-S03232749552005102000000) |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Растресканная гильза цилиндра или блок двигателя | При необходимости замените компоненты. |
| Пористость головки цилиндров, блока цилиндров или коллектора | При необходимости замените компоненты. |
| Неисправное уплотнение на передней крышке двигателя | Переуплотните или замените переднюю крышку. |
Охлаждающая жидкость в моторном масле
Необходимые инструменты
J 38722 Тестер компрессии. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
Испытание на давление сжатия цилиндров двигателя определяет состояние колец, клапанов и прокладки головки.
- Снимите воздуховод с модуля управления дроссельной заслонкой.
- Снимите модули управления зажиганием.
- Отключить топливную систему.
- Снимите свечи зажигания.
- Измерить компрессию двигателя, используя следующую процедуру: Прочно установить J 38722 в отверстие свечи зажигания. См. " Специальные инструменты ". Попросите помощника провернуть двигатель через как минимум четыре такта сжатия в испытательном цилиндре. Проверить и записать показания на J 38722 при каждом такте. См. " Специальные инструменты ". Отсоединить J 38722. См. " Специальные инструменты ". Повторить испытание на компрессию для каждого цилиндра. (ref-200396-S26818425802005102000000)(ref-200396-S26818425802005102000000)(ref-200396-S26818425802005102000000)
- Запишите показания сжатия со всех цилиндров. Нормальное показание должно составлять приблизительно 1482 к Па (215 фунт / кв. дюйм). Самое низкое показание не должно быть меньше 70 процентов от самого высокого показания.
- Ниже приведены примеры возможных измерений: При нормальном измерении компрессии компрессия быстро и равномерно нарастает до заданной компрессии на каждом цилиндре. Когда сжатие является низким при первом ходе и имеет тенденцию нарастать при последующих ходах, но не достигает нормального сжатия, или если сжатие значительно улучшается при добавлении трех впрысков масла, причиной могут быть поршневые кольца. Когда сжатие низкое на первом такте и не нарастает на последующих тактах, или добавление масла не влияет на сжатие, причиной могут быть клапаны. Когда компрессия низкая на двух соседних цилиндрах, или в картере присутствует хладагент, причиной может быть прокладка головки.
- Установите воздуховод на корпус дросселя.
- Установите свечи зажигания.
- Включить топливную систему.
- Установите модули управления зажиганием.
J 35667-A Тестер утечки головки цилиндров. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Отсоедините отрицательный кабель массы батареи.
- Снимите свечи зажигания (см. раздел " Замена свечи зажигания " в разделе " Управление двигателем "). (ref-200372-S40778924732005102000000)
- Поверните коленчатый вал, чтобы поместить поршень в испытываемый цилиндр в верхней мертвой точке (ВМТ) такта сжатия.
- Установить J 35667-A. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Приложите давление воздуха к J 35667-A и отрегулируйте в соответствии с инструкциями производителя. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Запишите значение утечки из цилиндра. Утечка из цилиндра, превышающая 25 процентов, считается чрезмерной и может потребовать обслуживания компонентов. В ситуациях чрезмерной утечки проверьте следующие условия: Звуки утечки воздуха в модуле управления дроссельной заслонкой или шланге впуска воздуха могут указывать на изношенный или сгоревший впускной клапан или сломанную клапанную пружину. Звуки утечки воздуха в выхлопной трубе выхлопной системы могут указывать на изношенный или сгоревший выпускной клапан или сломанную клапанную клапанную пружину. Звуки утечки воздуха из картера, трубки индикатора уровня масла или маслозаправочной трубки могут указывать на изношенные поршневые поршневые кольца, поврежденную головку или поврежденную головку.
- Проведите испытание на герметичность остальных баллонов и запишите значения.
Передняя опора двигателя
- Установите домкрат под масляный поддон.
- Вставьте деревянный блок между масляным поддоном двигателя и домкратом полюса.
- Поднимите домкрат до соприкосновения деревянной колодки с масляным поддоном двигателя.
- Поднимите двигатель, чтобы слегка натянуть резиновую подушку. Наблюдайте за обеими опорами, поднимая двигатель.
- Замените крепления, если существует любое из следующих условий: Жесткая резиновая поверхность, покрытая тепловыми трещинами. Резиновая подушка отделена от металлической пластины крепления. Резиновая подушка расколота по центру. Крепление протекает
- Если имеется перемещение между металлической пластиной крепления и точками ее крепления, опустите двигатель и затяните болты или гайки, крепящие крепление к двигателю, раме или кронштейну.
J 36660-A Измеритель угла крутящего момента
J 44218 Установщик уплотнений. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 44219 Центровочные штифты крышки. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 44227 Задний уплотнитель. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 36660-A Измеритель угла крутящего момента
J 44220 Кронштейн подъема двигателя. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
Требуется инструмент
J 41240 Съемник сцепления вентилятора и установщик. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите J 41240 для удержания шкива. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Отверните болты шкива водяного насоса.
- Извлеките J 41240. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Снять шкив водяного насоса
- Отверните болты водяного насоса.
- Снимите водяной насос.
- Снимите прокладку водяного насоса.
J 41816-2 Протектор конца коленчатого вала. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Выверните болт балансира коленчатого вала.
- Установите J 41816-2 в конец коленчатого вала. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- С помощью съемника с тремя челюстями снимите балансир коленчатого вала.
- Удалите J 41816-2. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 41556 Направляющие шатуна. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Маркировать поршень номером цилиндра, с которого снимается поршень.
- Отметьте шатун и крышку шатуна с положением цилиндра. Также отметьте ориентацию. Это обеспечит правильную сборку крышек и шатунов.
- Снимите шатунные болты.
- Снимите крышку шатуна и половину подшипника.
- Установить J 41556 на шатун. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Снимите шатун и поршень в сборе, вытолкните узел.
- Снимите J 41556. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
Хонингование цилиндра
- При хонинговании отверстий цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые острые камни надлежащего сорта на количество снимаемого материала. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. НЕ оттачивайте до конечного сорта крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы были удалены с помощью камней мелкого сорта. Выполните окончательное хонингование мелким камнем и отточите отверстие цилиндра по схеме поперечной штриховки под углом 45-65 градусов для получения надлежащего зазора.
- Во время операции хонингования тщательно проверьте расточку цилиндра. Повторно проверьте посадку отверстия цилиндра с выбранным поршнем. Все измерения отверстия поршня или цилиндра следует производить с компонентами при нормальной комнатной температуре.
- При хонинговании для устранения конусности в расточке цилиндра используйте полные ходы по всей длине расточки цилиндра. Повторно проверьте измерение в верхней, средней и нижней части отверстия цилиндра. Финишные отметки должны быть чистыми, но не острыми. На отделочных марках не должно быть внедренных частиц или разорванного или сложенного металла.
- После завершения восстановленные отверстия цилиндров должны иметь меньше или соответствовать указанным требованиям к некруглости и конусности.
- После окончательного хонингования и перед проверкой поршня на посадку следует очистить расточку цилиндра горячей водой и моющим средством. Протрите отверстия цилиндров жесткой щетинной щеткой. Тщательно промойте расточки цилиндров чистой горячей водой. Просушите отверстия цилиндров чистой ветошью. Не допускайте попадания абразивного материала в отверстия цилиндров. Абразивный материал может вызвать преждевременный износ новых поршневых колец и расточек цилиндров. Абразивный материал загрязняет моторное масло и может вызвать преждевременный износ подшипников.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для указанного цилиндра, на который он был установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
J 43654 Съемник / монтажник фиксатора поршневого пальца. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Снимите поршневые кольца с помощью расширителя поршневых колец.
- Снимите стопорные зажимы поршневого пальца.
- Снимите поршневой палец.
J 8087 Цилиндрический калибр. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Очистите и замочите следующие компоненты в растворе для очистки карбюратора, чтобы удалить углерод, шлам и лак: Поршневой поршневой палец Шатун
- Установите колпачок шатуна.
- Поместите узел шатуна на контрольное приспособление.
- Осмотрите узел шатуна на предмет изгиба или скручивания.
- Замените любые изогнутые или закрученные шатуны.
- Если в большом отверстии шатуна имеются небольшие царапины или потертости, зачистите отверстие в круговом направлении легкой шлифовальной шкуркой. НЕ зачищайте шатун или колпачок.
- Измерьте поршневой палец до отверстия шатуна, используя следующую процедуру: Используя внешний микрометр, сделайте два измерения поршневого пальца в области контакта шатуна. Используя внутренний микрометр, измерьте отверстие шатунного поршневого пальца. Вычесть диаметр поршневого пальца из диаметра отверстия поршневого пальца. Зазор не должен быть более 0 018 мм (0,0007 дюйма).
- При наличии чрезмерного зазора замените поршневой палец.
- При наличии еще излишнего зазора замените шатун.
- Если имеются признаки расточки штифта или забивания штифта, замените шток и штифт в сборе.
- Проверьте шатунные подшипники на наличие следующих условий: Кратеры или карманы Сплющенные секции Чрезмерные задиры или обесцвечивание. Внедренный мусор яркие, полированные секции
- Осмотрите внутреннюю поверхность подшипника шатуна и наружный диаметр шейки подшипника шатуна на предмет износа, что указывает на высокие точки.
- Осмотрите отверстие шатунного подшипника на конусность и некруглость.
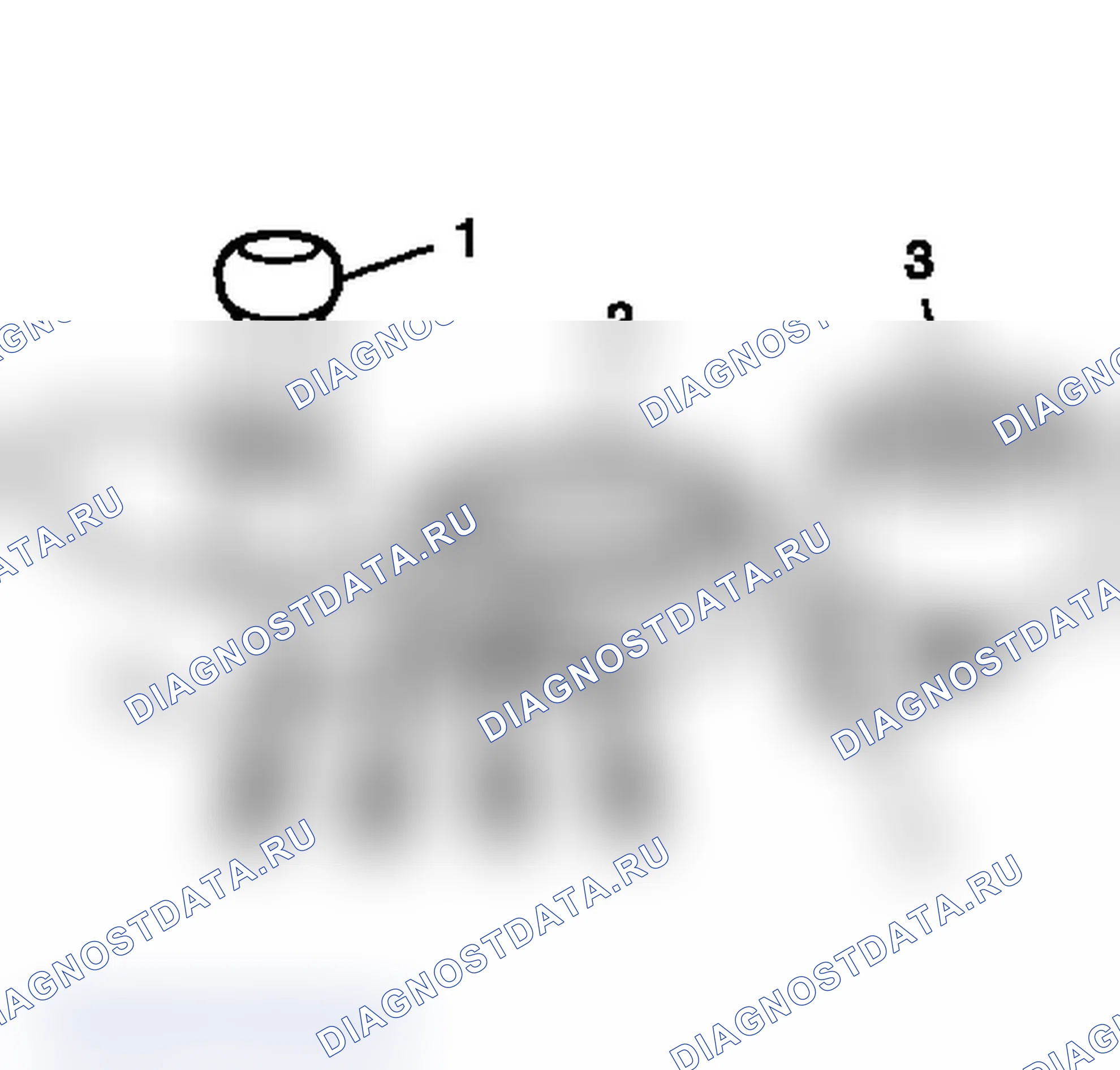
- Осмотрите шатунные болты на растяжение (сравните с новым или известным хорошим болтом). (1) - растянутый болт, (2) - новый или хороший болт.
- Очистите юбки поршня и штифты чистящим растворителем. ЗАПРЕЩАЕТСЯ производить проволочную чистку какой-либо части поршня.
- Очистите канавки поршневого кольца. Убедитесь, что отверстия и пазы масляного кольца чистые.
- Проверьте поршни на наличие следующих условий: Треснувшие кольцевые площадки, юбки или бобышки для пальцев Кольцевые канавки на наличие забоин, заусенцев, которые могут вызвать связывание Деформированные или изношенные кольцевые площадки Эродированные участки в верхней части поршня Рубленые или поврежденные юбки Изношенные отверстия для поршневых пальцев
- Замените поршни, на которых видны какие-либо признаки или повреждения или чрезмерный износ.
- Измерьте диаметр поршня для размера с помощью микрометра или суппорта под прямым углом к центральной линии пальца, поперек юбок, на расстоянии 38 мм (1,50 дюйма) от верхней части поршня.
- Замените поршень, если он изношен сверх технических характеристик или поврежден.
- Используйте J 8087 для измерения отверстия цилиндра. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Отточите по размеру, если необходимо. Используйте следующую процедуру, чтобы отточить отверстие цилиндра до правильного размера. Выберите поршень. Отточите отверстие цилиндра, чтобы получить рекомендованный зазор. Очистите поршень и отверстие цилиндра водой с мылом. Просушите отверстие цилиндра и поршень. Смазайте отверстие цилиндра чистым моторным маслом.
- Используйте следующую процедуру, чтобы измерить зазор между поршнем и отверстием цилиндра. Вычесть диаметр поршня из диаметра отверстия цилиндра, чтобы определить зазор между поршнем и отверстием. Сравните зазор между поршнем и отверстием, используя спецификации, чтобы определить, находится ли зазор в приемлемом диапазоне. Если используемый поршень не является приемлемым, можно выбрать новый рабочий поршень.
- Когда поршень выбран, отметьте его, чтобы идентифицировать цилиндр, для которого был установлен поршень.
- Выбор набора новых поршневых колец.
- Установите каждое кольцо, по одному, в соответствующий цилиндр.
- Установите поршень этого цилиндра вверх дном (верхняя часть поршня давит на кольцо) и отожмите кольцо приблизительно на 25 мм (1 дюйм) вниз от поверхности палубы.
- Снимите поршень.
- Замерьте щупом зазор торца кольца.
- Если зазор между кольцами выходит за пределы диапазона, указанного в спецификации, замените кольца.
- Измерить боковой зазор поршневого кольца - компрессионные кольца.
- Выполните следующие действия для измерения бокового зазора компрессионного кольца. Прокрутите поршневое кольцо вокруг канавки. Измерьте боковой зазор щупом. Если кольцо слишком плотно, осмотрите канавку поршневого кольца на наличие забоин, заусенцев или повреждений. Используйте наждачную ткань для удаления любых незначительных заусенцев. Если боковой зазор кольца больше, чем указано в спецификации, замените поршень.
EN-45680-400 Комплект для снятия и установки гильзы цилиндра. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Если коленчатый вал все-таки установлен, поверните коленчатый вал так, чтобы противовес был в правую сторону, а шатунная шейка - в левую и не совпадала с расточкой цилиндра.
- Установите съемник втулки цилиндра EN 45680-402 (1), который является частью EN-45680-400, через отверстие цилиндра. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Совместите башмак (1) съемника втулки цилиндра по EN 45680-402 с дном втулки цилиндра (117).
- Удерживайте резьбовой вал съемника гильзы отверстия цилиндра по EN 45680-402 вверх, чтобы сохранить центровку башмака с нижней частью гильзы отверстия цилиндра.
- Установите приспособление EN 456850-401 (4) на резьбовой вал съемника втулки отверстия цилиндра EN 456850-402 и блок двигателя.
- Установите подшипник 3 и гайку 1.
- Затяните гайку 1 к подшипнику 3.
- Установите и затяните 4 крепежных болта (2) в болтовые отверстия головки цилиндров блока. Затяните: Затяните болты до 15 Н.м (11 фунтов футов).
- Поверните гайку по часовой стрелке, чтобы снять втулку отверстия цилиндра.
- Снимите приспособление EN 45680-401, съемник втулки отверстия цилиндра EN 45680-402 и втулку отверстия цилиндра (117) с блока двигателя.
- Ослабьте гайку (1), чтобы снять втулку отверстия цилиндра (117).
- Осмотрите отверстие цилиндра в блоке цилиндров на наличие трещин или повреждений. При наличии трещин или повреждений замените блок цилиндров.
- Осмотрите поршень, поршневые кольца и шатун на наличие повреждений. См. " Очистка и осмотр поршня, шатуна и подшипников ". (ref-200396-S08374110392005102000000)
EN-45680-400 Комплект для снятия и установки гильзы цилиндра. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите НОВУЮ втулку цилиндра (117) на блок цилиндров.
- Установите приспособление EN 45680-401 / приспособление для установки втулки отверстия цилиндра EN 45680-403 в сборе (1), которое является частью EN-45680-400, поверх втулки отверстия цилиндра (117) и на блок цилиндров. См. " Специальные инструменты ". Не прикладывайте давление вниз к втулке отверстия цилиндра (117). (ref-200396-S26818425802005102000000)
- Вставьте 4 болта крепления в ножки зажимного приспособления EN 45680-401 (1).
- Затяните 4 крепежных болта. Не прикладывайте давление вниз к втулке отверстия цилиндра (117). Затяните: Затяните 4 крепежных болта до 15 Н.м.
- Совместите нижнюю часть втулки (117) отверстия цилиндра с отверстием цилиндра блока (100).
- Совместите установочную оправку (1) с верхней частью втулки (117) отверстия цилиндра.
- Выровняйте блок толкателей (2) установщика втулки отверстия цилиндра по EN 45680-403 в канавке приспособления по EN 45680-401 (1).
- С помощью храповика поверните резьбовой вал приспособления EN 45680-401 / приспособления для установки втулки отверстия цилиндра EN 45680-403 в сборе (1), чтобы установить втулку отверстия цилиндра (117) в блок двигателя (100).
- Не устанавливайте втулку цилиндра в блок полностью. Оставьте приблизительно 1/16 дюйма втулки отверстия цилиндра над поверхностью блока цилиндров.
- С помощью динамометрического ключа затяните резьбовой вал приспособления EN 45680-401 / установщика втулки отверстия цилиндра EN 45680-403 в сборе до 102 Н.м (75 фунтов футов), чтобы полностью разместить втулку отверстия цилиндра в блоке цилиндров. При правильной установке втулки отверстия цилиндра минимальная часть фланца втулки отверстия цилиндра будет выступать над поверхностью палубы блока.
- Снимите приспособление EN 45680-401 / приспособление для установки втулки отверстия цилиндра EN 45680-403 в сборе (1) с блока цилиндров (100).
Схема №56
- EN 45680-865 Сборщик мусора (3)
- EN 45680-411 Обрезной инструмент в сборе (2)
- Воздушный регулирующий клапан (1 - часть EN 45680-411
- Двигатель дрели с патроном 1/2 дюйма, 1 1/8 л.с., 7 ампер, тройным редуктором и частотой вращения 450-600 об/мин по часовой стрелке
Схема №57
- Предварительный загрузчик инструмента облицовки (1)
- EN 45680-412 Комплект измерительного кольца (2)
- EN 45680-413 Металлическая стружка Фиксирующая пробка (3)
- EN 45680-866 Адаптер привода (4)
- EN 45680-414 Болты (5)
- После установки НОВОЙ втулки (втулок) отверстия цилиндра в блок двигателя обрезать излишек материала с фланца втулки отверстия цилиндра.
- Поместите металлическую пробку замка для бритья EN 45680-413 в гильзу отверстия цилиндра, подлежащую облицовке. Поместите верхнюю часть EN 45680-413 примерно на 3,0 мм (0,12 дюйма) ниже верхней поверхности гильзы отверстия цилиндра.
- Установите дополнительные металлические пробки для захвата при бритье по EN 45680-413 во все оставшиеся гильзы отверстия цилиндра.
- Убедитесь, что металлическая пробка замка для бритья EN 45680-413 находится на 3,0 мм (0,12 дюйма) ниже верхней поверхности втулки отверстия цилиндра.
- Сторона канавки установочного калибровочного кольца EN 45680-412 (1) должна быть расположена вверх на плоской поверхности.
- Осторожно установите инструмент для облицовки в сборе по EN 45680-411 на установочное измерительное кольцо по EN 45680-412.
- Ослабьте винт с буртиком вала (2).
- Протолкните втулку вала (2) вниз с помощью приспособления для предварительной нагрузки (1) до тех пор, пока втулка вала не расположится напротив верхней части фланцевого подшипника (3).
- Надавите вниз на муфту и внутренний приводной вал с помощью приспособления для предварительной нагрузки (1), затем затяните винт муфты вала. Затяните: Затяните винт муфты вала до 19 Н.м (14 фунтов футов).
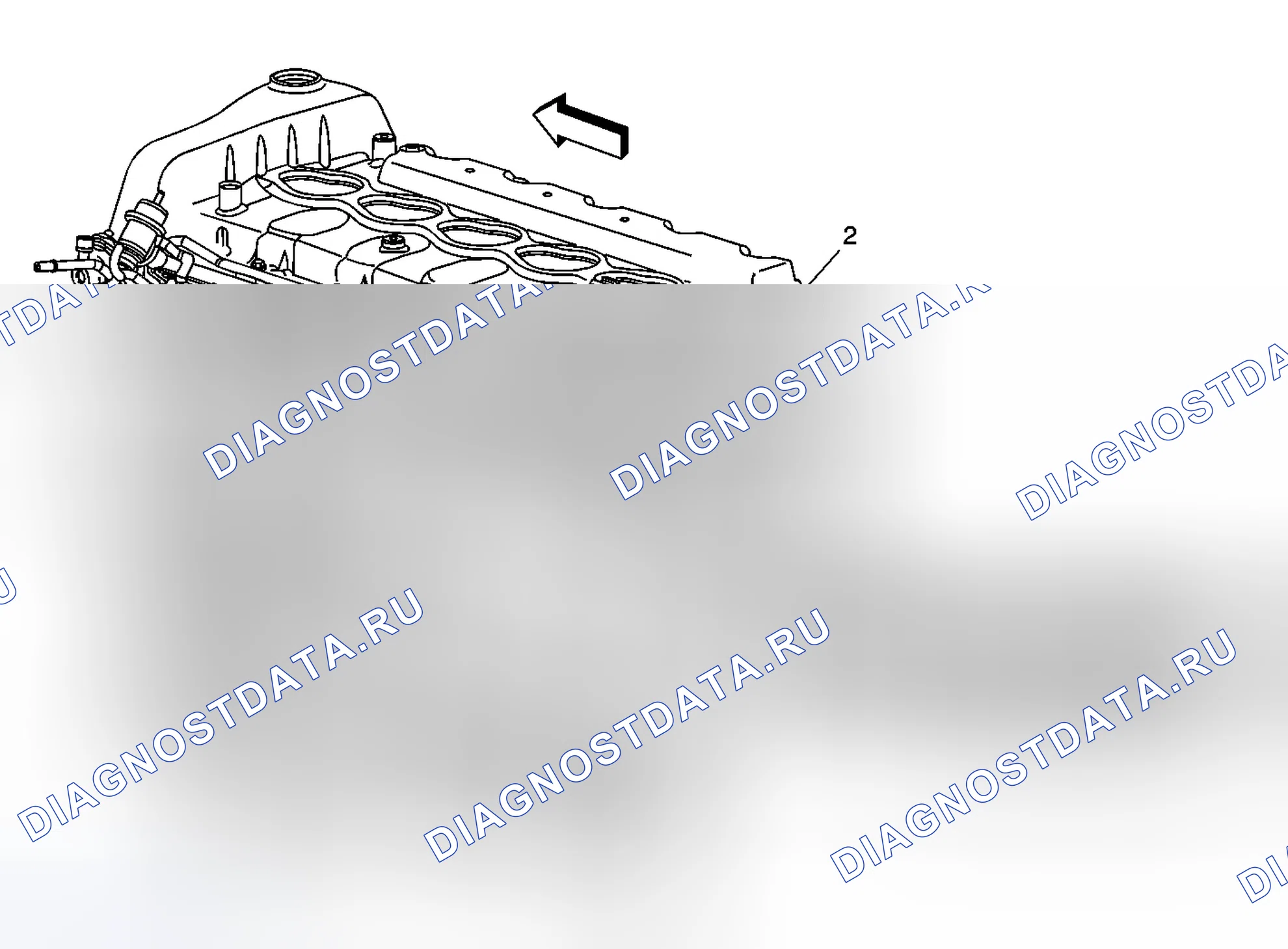
- Поместите инструмент облицовки в сборе EN 45680-411 на цилиндр, подлежащий облицовке, направленной стрелкой (1), указывающей в линию с осевой линией коленчатого вала и передней частью блока.
- Установите 4 болта EN 45680-414 (2) в болтовые отверстия головки цилиндров в блоке. Затяните: Затяните болты до 20 Н.м (15 фунтов футов).
- Закрепите адаптер привода EN 45680-866 (1) в патроне сверла.
- Подсоедините источник сжатого воздуха (75-125 фунт / кв. дюйм) к быстроразъемному соединению с наружной резьбой (3), расположенному на инструменте облицовки в сборе EN 45680-411. Поверните клапан сжатого воздуха (2) в открытое положение. Это запустит вакуумную систему Вентури, которая будет улавливать металлическую стружку.
- Поместите адаптер привода EN 45680-866 и сверло в сборе (1) вертикально на конец адаптера привода обрезного инструмента в сборе EN 45680-411. Не прикладывайте направленное вниз усилие к сверлу, пока не будет достигнута полная скорость вращения. После достижения полной скорости вращения постепенно прикладывайте направленное вниз усилие до тех пор, пока действие резания не будет завершено приблизительно за 5 секунд.
- Снимите переходник привода EN 45680-866 (1) и сверло в сборе с обрезного инструмента в сборе EN 45680-411.
- Выключите клапан сжатого воздуха (2).
- Снимите инструмент триммера в сборе EN 45680-411 с блока цилиндров двигателя.
- Удалите любую стружку материала, которая может быть найдена на металлической вилке замка для бритья EN 45680-413.
- Протрите гильзу канала цилиндра и окружающие ее участки, чтобы не осталось остатков порошка, а затем удалите металлическую пробку замка для бритья по EN 45680-413.
- Установите прямую кромку на блок цилиндров перпендикулярно центральной линии коленчатого вала.
- С помощью светильника осветите заднюю сторону прямой кромки.
- Глядя на переднюю часть прямой кромки, проверьте, не выступает ли свет через нижнюю часть прямой кромки и верхнюю часть фланца втулки отверстия цилиндра. Если свет присутствует с любой стороны или с обеих сторон втулки отверстия цилиндра, втулка отверстия цилиндра вырезана неправильно, и необходимо установить новую втулку отверстия цилиндра.
- Глядя на переднюю часть прямой кромки, проверьте, не выступает ли свет через нижнюю часть прямой кромки и верхнюю часть поверхности палубы блока цилиндров. Если с обеих сторон блока цилиндров присутствует свет, то втулка расточки цилиндра вырезана правильно.
- Переходите к следующей муфте отверстия, которую необходимо обрезать, повторяя при необходимости шаги 10-23.
J 43654 Съемник / установщик фиксатора поршневого пальца. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Смазать поршневой палец чистым моторным маслом.
- Установите один из фиксаторов поршневого пальца в канавку фиксатора.
- Установите шатун и поршневой палец, вдавливая поршневой палец до упора в установленный фиксатор поршневого пальца.
- Установите фиксатор второго поршневого пальца.
- Установить следующие компоненты нижнего кольца в сборе (кольцо контроля масла). Расширитель Нижнее кольцо контроля масла Верхнее кольцо контроля масла
- Установите среднее кольцо (компрессионное кольцо) канавкой напильника вниз.
- Установите верхнее кольцо.
J 7872 Магнитный базовый циферблатный индикатор
- Очистите распределительные валы чистящим растворителем.
- Проверьте распределительные валы на наличие следующих условий: Забитые шейки распределительного вала Поврежденные лепестки распределительного вала Поврежденные пазы фиксатора звездочки распределительного вала Поврежденная резьба
- Измерьте выступы распределительного вала с помощью микрометра. Выступы впускного распределительного вала должны быть минимум 41,5 мм (1 635 дюйма). Выступы выпускного распределительного вала должны быть минимум 41 мм (1 615 дюйма).
- Замерьте с помощью J 7872 биение распределительного вала, установите распределительный вал в V-образные блоки между центрами и замерьте промежуточную шейку распределительного вала.
- Замерьте с помощью J 7872 подъем кулачка распределительного вала, смажьте моторным маслом зоны контакта распределительного вала с V-образными колодками, установите распределительный вал на V-образные колодки и замерьте подъем кулачка распределительного вала.
- Если подъем кулачка распределительного вала не соответствует техническим требованиям, замените распределительный вал.
J 9666 Тестер пружины клапана
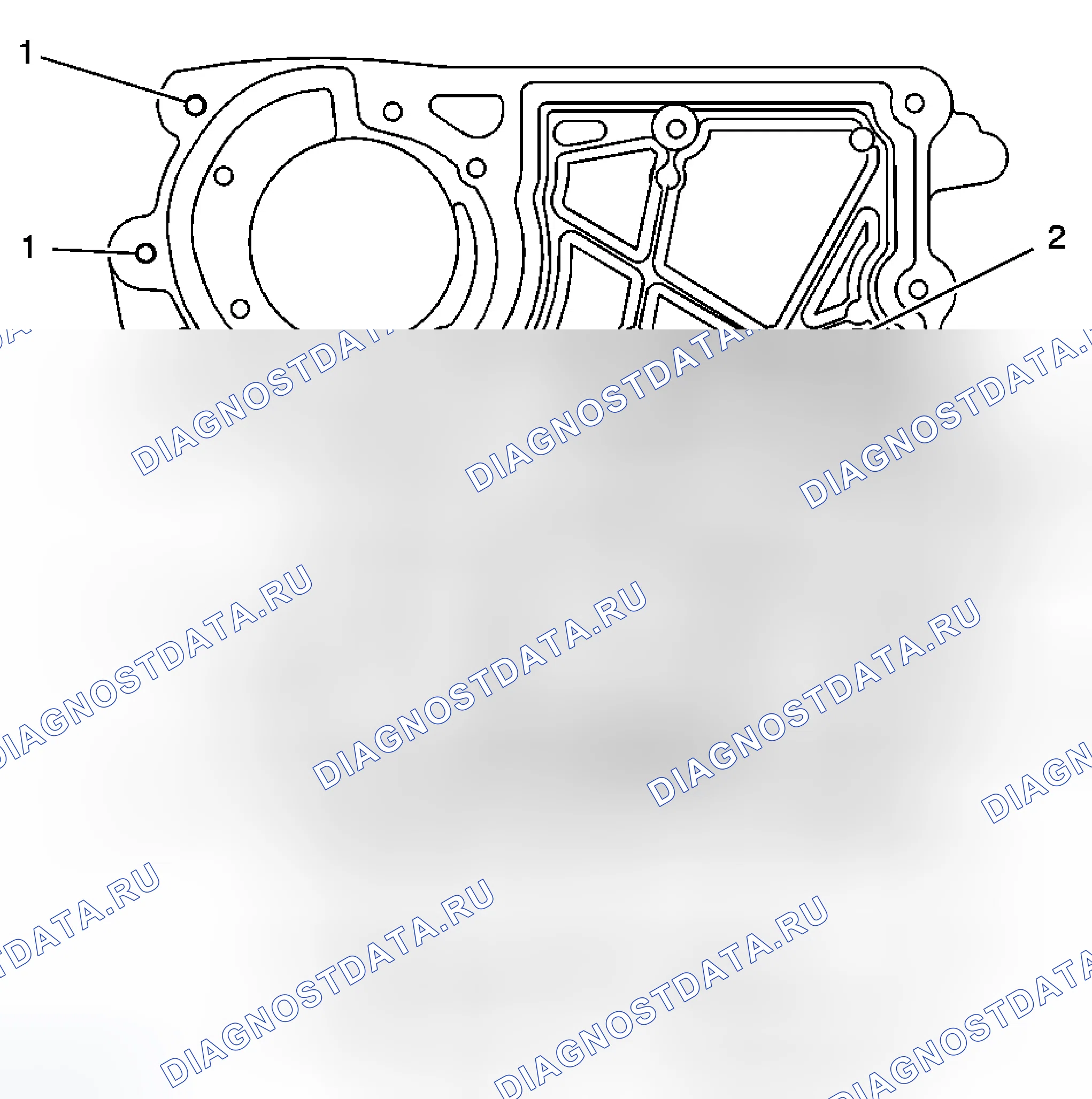
- Осмотрите прокладку головки цилиндров и сопрягаемую поверхность. Осмотрите на предмет утечек, коррозии и продувки.
- Если прокладка вышла из строя, определите причину. Следующие условия могут привести к отказу прокладки: Неправильная установка Деформированная головка цилиндра Отсутствующие или не полностью сидящие штифты Низкий крутящий момент на болтах головки цилиндра Неправильная длина Болты головки цилиндра Деформированная поверхность блока цилиндров Царапаные поверхности Инородные материалы Треснувшие резьбовые отверстия блока двигателя
- Очистите следующие компоненты: Поверхности прокладки Не используйте моторизованную щетку на уплотнительной поверхности прокладки головки. Штоки клапанов и головки клапанов Резьба отверстий под болты Удалите всю грязь, мусор или материал блокировки резьбы из отверстий под болты.
- Осмотрите сопрягаемые поверхности головки цилиндров на плоскостность с помощью щупа и прямой кромки.
- При деформации более 0,08 мм (0 003 дюйма) замените головку цилиндра.
- Осмотрите головку цилиндров на наличие трещин.
- Осмотрите деку головки цилиндров на предмет коррозии.
- Осмотрите пружины клапана на прямоугольность.
- Используйте J 9666 для измерения натяжения пружины клапана. Замените пружину клапана, если натяжение не соответствует спецификации.
- Осмотрите направляющие клапана на предмет износа. Направляющие клапана могут быть расширены до размера 0 075 мм (0 003 дюйма), и могут быть установлены забойные клапаны большего размера. Следует использовать уплотнение клапана того же размера.
- Осмотрите седла клапанов на предмет чрезмерного износа, повреждений или мест перегрева.
- Используйте следующую процедуру для измерения концентричности седла клапана: Поднимите клапан с седла клапана. Нанесите синий краситель на поверхность клапана. Седло и поверните клапан. Следы синего красителя, перенесенные на седло клапана, являются показателем концентричности седла клапана.
- Используйте следующую процедуру для измерения биения клапана: Очистите синий краситель. Нанесите синий краситель на седло клапана. Седло и поверните клапан. Следы синего красителя, перенесенные на клапан, указывают на биение клапана.
- При повреждении седел клапанов замените головку.
- Проверьте клапаны на наличие следующих повреждений: Канавка (1, 2) Изогнутый шток клапана (3). Замените любой изогнутый клапан. Заусенцы или царапины (4). Незначительные заусенцы или царапины могут быть удалены с помощью мелкого масляного камня. Сколы или изношенные шпоночные канавки (5). Замените при повреждении. Износ наконечника клапана (6). Замените при износе.
Как отремонтировать резьбу
Необходимые инструменты
- J 42385-400 Комплект для ремонта резьбы. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- J 43965 Extension Kit. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа. В процессе установки вкладыша инструмент установочного драйвера производит холодную накатку нижней внутренней резьбы и расширение нижней наружной резьбы вкладыша в основной материал. Это действие механически фиксирует вставку на месте.
Схема №58
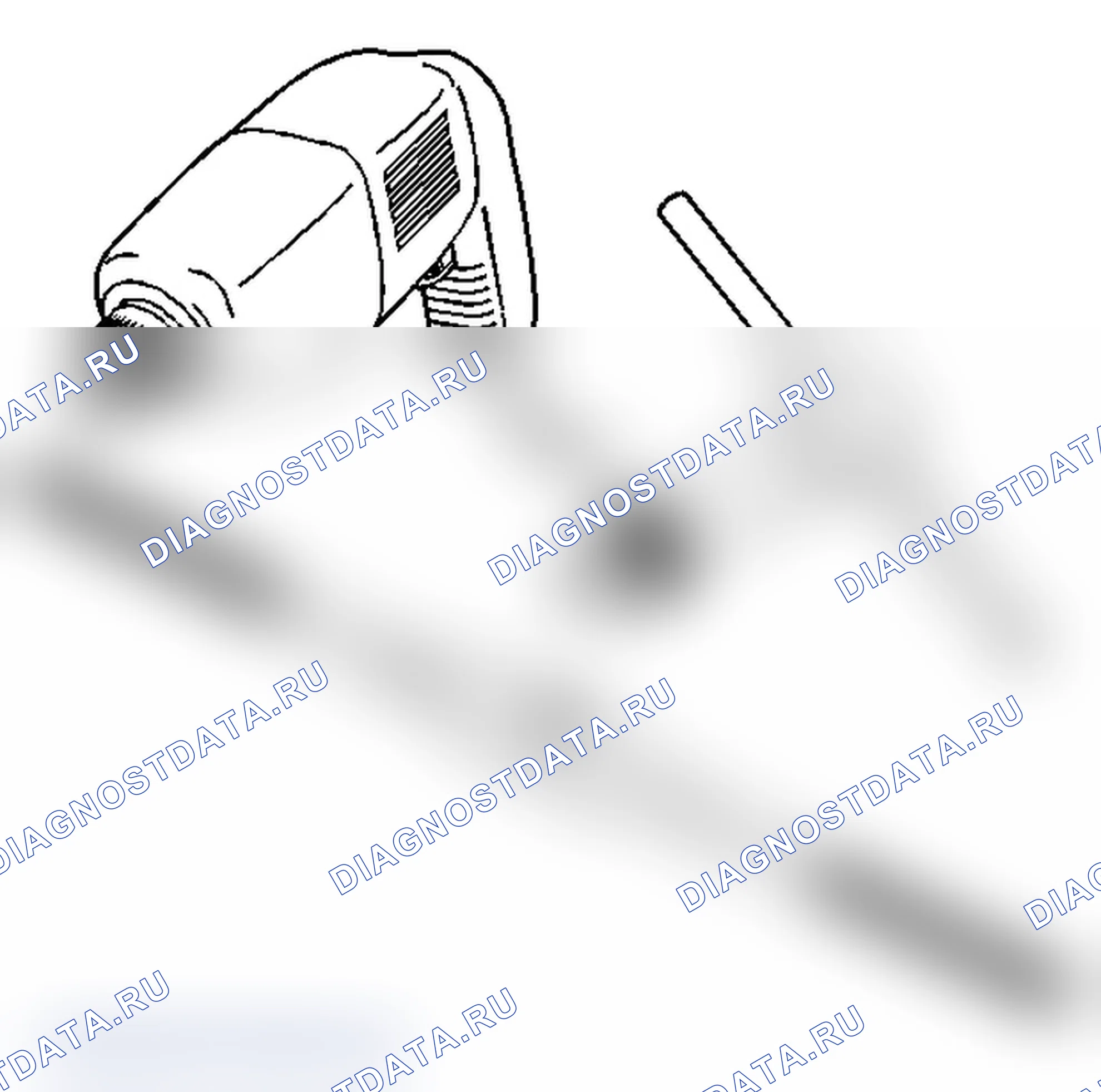
Набор инструментов J 42385-400 предназначен для использования либо с подходящим воротком, либо с двигателем сверла. См. " Специальные инструменты ". Ограниченный доступ и ремонт большего отверстия может быть лучше обработан с помощью воротка. Расширение J 43965 также может потребоваться для привода инструмента для ремонта резьбы в зависимости от доступа к ремонтируемому отверстию. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)(ref-200396-S26818425802005102000000)
Схема №59
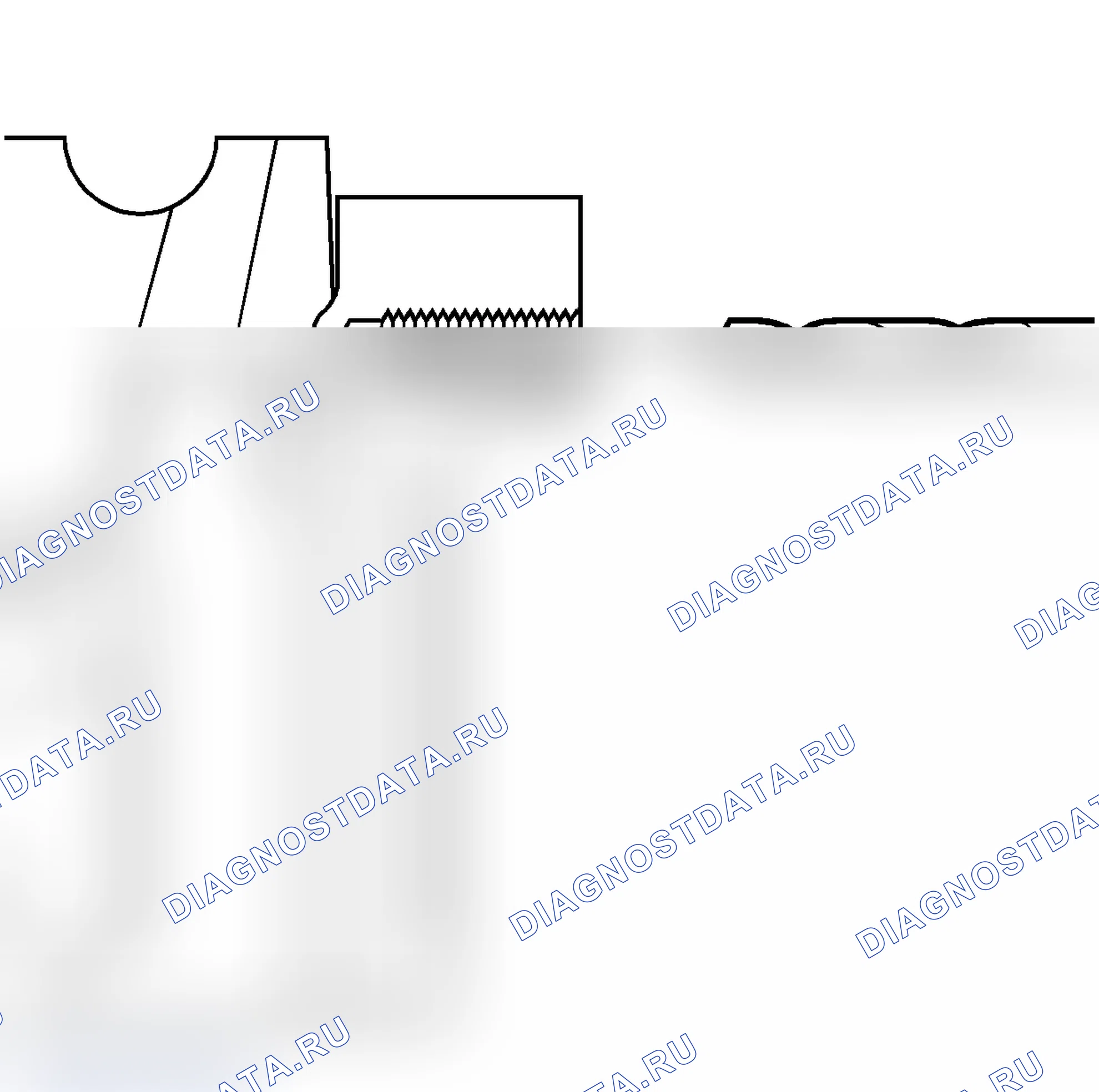
Очень важно, чтобы сверление, зенкование и нарезание резьбы в ремонтируемом отверстии осуществлялось по той же осевой линии, что и в исходном отверстии.
Схема №60
Во время сверления и постукивания по ремонтируемому отверстию обеспечьте последовательную обработку инструмента перпендикулярно поверхности основного материала.
Схема №61
Если резьбовое отверстие, подлежащее ремонту, имеет базовую поверхность, перпендикулярную осевой линии отверстия, имеются направляющие для нарезания резьбы, которые способствуют нарезанию резьбы в отверстии.
| Размер отвода | Направляющая касания | Размер ленты | Направляющая ленты | Размер отвода | Направляющая ленты |
|---|---|---|---|---|---|
| J 42385 | J 42385 | J 42385 | |||
| 6 x 1.0 | 729 | 10 x 1.5 | 731 | 14 x 1.5 | 736 |
| 8 x 1.25 | 730 | 12 x 1.5 | 732 | 20 x 1.5 | 737 |
Ремонт резьбы
Схема №62
| Важно | При выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Gm P / N США 1052864, Gm P / N Канада 992881, Wd 40 ® или эквивалентную. |
|---|
При установке на соответствующую глубину фланец (1) вставки будет посажен на расточку высверленного/резьбового отверстия и непосредственно под поверхность (2) основного материала.
- Просверлите резьбу поврежденного отверстия. Вставки M6 требуют минимальной глубины сверления 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины сверления 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить просверленное отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Для вставок M8 требуется минимальная глубина врезки 20 мм (0,79 дюйма). Для вставок M10 требуется минимальная глубина врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель Gm P / N США 12377981, Gm P / N Канада 10953463 или аналогичный в резьбовое отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку (2) в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Схема №63
| Важно | Использование смазочно-охлаждающей жидкости Gm P / N США 1052864, Gm P / N Канада 992881, Wd 40 ® или аналогичной рекомендуется при выполнении процедур бурения, зенкования и нарезания резьбы. НЕ извлекайте оригинальную стопорную манжету из сверла с зенковкой. |
|---|
При установке на соответствующую глубину фланец вставки (1) будет упираться в расточку (2) просверленного/резьбового отверстия.
- При необходимости установите стопорную манжету (2) на сверло с цековкой (1).
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель Gm P / N США 12377981, Gm P / N Канада 10953463 или аналогичный в резьбовое отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку (2) в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Как отремонтировать конический трубный резьбу
Резьбовая ремонтная вставка для конических трубных резьб покрыта прозрачным серебряным цинковым покрытием.
Схема №64
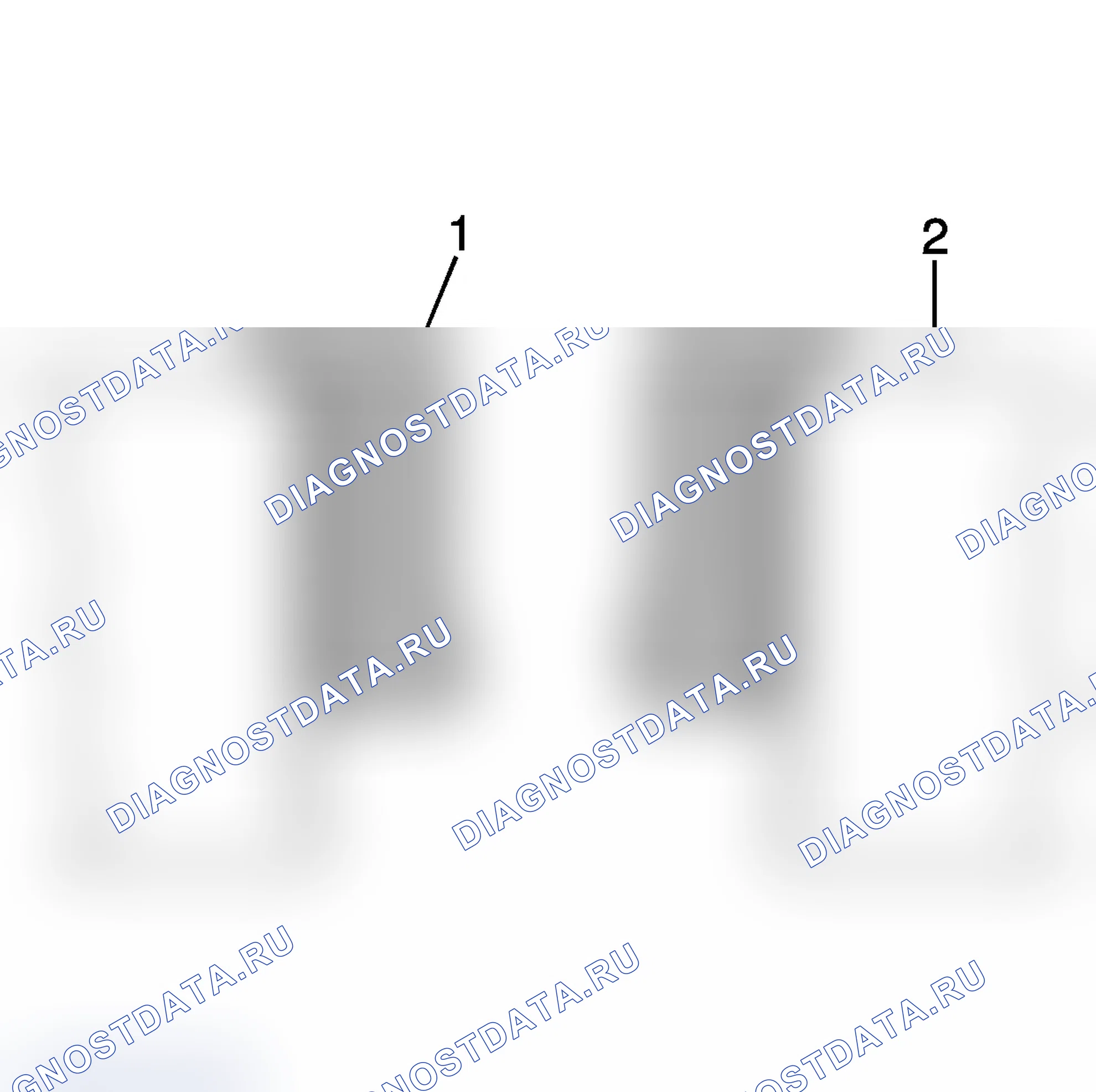
| Важно | При выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Gm P / N США 1052864, Gm P / N Канада 992881, Wd 40 ® или эквивалентную. |
|---|
При установке на соответствующую глубину фланец (1) вставки будет посажен на поверхность (2) основного материала просверленного/резьбового отверстия.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Пробейте просверленное отверстие до тех пор, пока резьба в верхней части метчика (2) не опустится на поверхность основного материала.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель Gm P / N США 12377981, Gm P / N Канада 10953463 или аналогичный в резьбовое отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку (2) в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца (2) вкладыша с поверхностью основного материала.
- Продолжайте вращать инструмент для установки драйвера (1) до тех пор, пока верхняя часть резьбового участка (2) не вровень с верхней частью вставки (3).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Схема №65
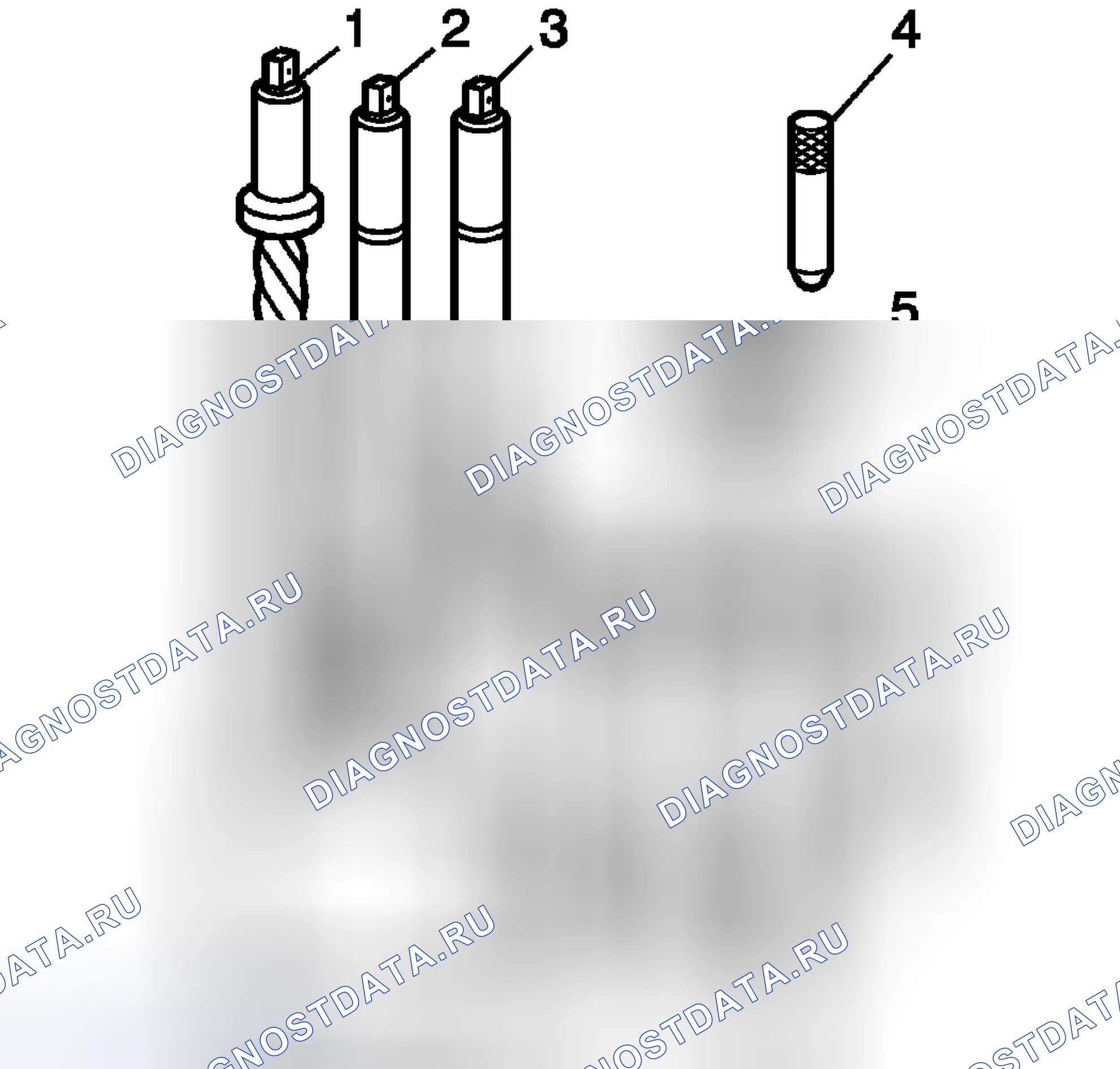
Требуемые инструменты для отверстия под болт головки цилиндров состоят из следующих элементов:
- Сверло (1) J 42385-402
- Кран (2) J 42385-403
- Установочный драйвер (3) J 42385-404
- Юстировочный штифт (4) J 42385-303
- Втулка (5) J 42385-302
- Болты (6) J 42385-421
- Крепежная пластина (7) J 42385-401
| Важно | Удалите крепежную пластину перед установкой вставки с помощью инструмента для установки. Рекомендуется использовать смазочно-охлаждающую жидкость типа Gm P / N США 1052864, Gm P / N Canada 992881, Wd 40 ® или эквивалент при выполнении процедур сверления, зенкования и нарезания резьбы. |
|---|
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
- Установите крепежную пластину (3) с втулкой (1) над отверстием болта головки цилиндров, подлежащим ремонту (4).
- Свободно установите болты крепежной пластины (2) в остальные отверстия под болты головки цилиндров.
- Вставьте центрирующий штифт (1) через втулку в отверстие под болт головки цилиндров.
- Вставьте центрирующий штифт в отверстие под болт головки цилиндров и затяните крепежные болты (2).
- Выньте центрирующий штифт (1) из отверстия под болт головки цилиндров.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие под болт головки цилиндров до тех пор, пока первая метка (1) на метчике не совместится с верхней частью втулки сверла (3).
- Снимите болты крепежной пластины (2).
- Снимите крепежную пластину (3) и втулку (1).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель Gm P / N США 12377981, Gm P / N Канада 10953463 или аналогичный в резьбовое отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вставки (2).
- Установите вставку и установочный драйвер (1) в резьбовое отверстие.
- Вставьте вставку в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
Схема №66
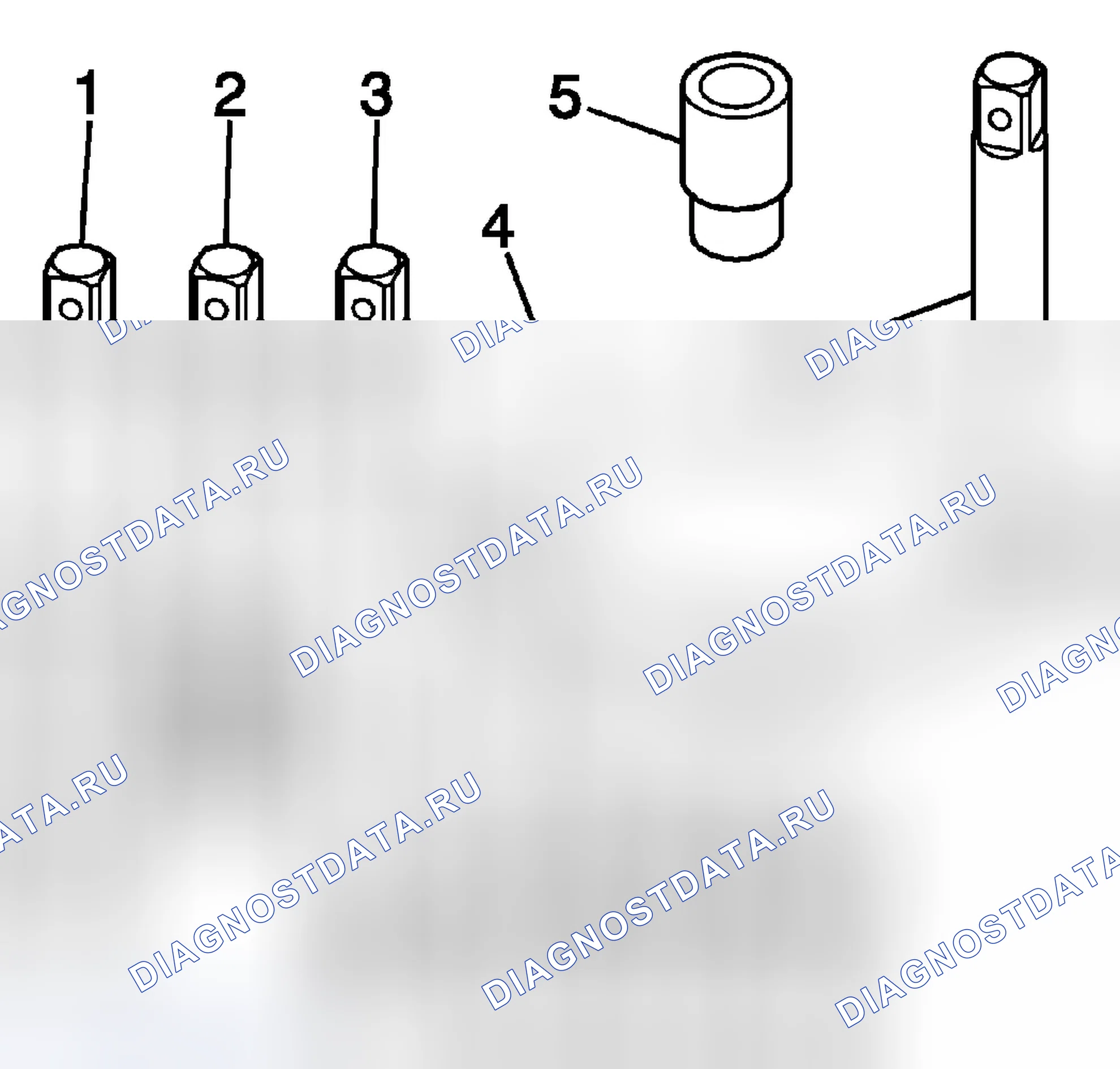
| Важно | Для ремонта некоторых отверстий под основные болты коленчатого вала необходимо установить крепежную пластину вверх дном. НЕ снимайте крепежную пластину перед установкой вставки с помощью установочного драйвера. Крепежная пластина остается на месте в течение всего процесса восстановления резьбы. |
|---|
Необходимые инструменты для отверстия под болт основного подшипника коленчатого вала состоят из следующих элементов:
- Сверло (1) J 42385-417
- Кран (2) J 42385-418
- Установочный драйвер (3) J 42385-419
- Крепежная пластина (4) J 42385-401
- Втулка (5) J 42385-307
- Юстировочный штифт (6) J 42385-308
- Болты (7) J 42385-510
| Важно | Убедитесь, что крепежная пластина установлена во время процессов обработки и установки вставки. Рекомендуется использовать смазочно-охлаждающую жидкость типа Gm P / N США 1052864, Gm P / N Canada 992881, Wd 40 ® или эквивалент при выполнении процедур сверления, зенкования и нарезания резьбы. |
|---|
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
- Расположите крепежную пластину (3) с втулкой (2), установленной над отверстием болта основного колпачка коленчатого вала, подлежащим ремонту.
- Свободно установите крепежные пластинчатые болты (1) в оставшиеся отверстия для болтов основного колпачка коленчатого вала.
- Вставьте центрирующий штифт (1) через втулку в отверстие для болта основного колпачка коленчатого вала.
- Вставьте центрирующий штифт в отверстие под болт основного колпачка коленчатого вала и затяните крепежные болты (2).
- Выньте центрирующий штифт (1) из отверстия болта основного колпачка коленчатого вала.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Для того чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие болта главного колпачка коленчатого вала до совмещения метки (3) на метчике с верхней частью втулки сверла (2).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель Gm P / N США 12377981, Gm P / N Канада 10953463 или аналогичный в резьбовое отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку и установочный драйвер (1) в резьбовое отверстие.
- Вставьте вставку в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Вращайте инструмент для установки привода до тех пор, пока метка (3) на инструменте для установки привода не совместится с верхней частью втулки сверла (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
- Снимите болты крепежной пластины (1).
- Снимите крепежную пластину (3) и втулку (2).
J 45059 Угломер. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите в блок верхние коренные подшипники коленчатого вала.
- Смазать поверхность верхнего коренного подшипника коленчатого вала чистым моторным маслом.
- Установите коленчатый вал.
- Установите нижние коренные подшипники коленчатого вала в крышки коренных подшипников.
- Смажьте поверхность нижнего коренного подшипника коленчатого вала чистым моторным маслом.
- Установите крышки коренных подшипников коленчатого вала.
- Установите элемент жесткости крышки коренного подшипника коленчатого вала.
- Установите новые болты коренного подшипника коленчатого вала. Запустите болты крышки коренного подшипника коленчатого вала вручную. Убедитесь, что нижняя часть крышки коренного подшипника коленчатого вала параллельна поверхности блока.
- Затяните болты крышки главного подшипника коленчатого вала с равными приращениями. Затяните: Затяните болты крышки главного подшипника коленчатого вала последовательно до 25 Н.м (18 фунтов футов). Используйте J 45059, чтобы затянуть болты крышки главного подшипника коленчатого вала еще на 180 градусов. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Замерьте люфт конца коленчатого вала. Надвиньте коленчатый вал вперед или назад. Вставьте щуп между упорным подшипником коленчатого вала и опорной поверхностью коленчатого вала и измерьте зазор подшипника. См. " Механические характеристики двигателя " для надлежащего зазора. Если зазор подшипника не соответствует спецификациям, осмотрите упорные поверхности на наличие забоин, борозд или приподнятого металла. Незначительные дефекты могут быть удалены мелким камнем. (ref-200396-S04002696082005102000000)
J 45059 Угломер. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите штифты (фиксатор головки цилиндров) (при необходимости).
- Установите новую прокладку головки цилиндров.
- Установите головку цилиндров.
- Установите новые болты головки цилиндров.
- Затяните новые болты головки цилиндров в следующей последовательности: Затяните (14) длинных болтов головки цилиндров последовательно до 30 Н.м (22 фунта футов). Используйте J 45059, чтобы затянуть болты головки цилиндров последовательно еще на 155 градусов. См. " Специальные инструменты ". Затяните (2 коротких) концевых болта до 7 Н.м (62 фунта дюйма). Используйте J 45059, чтобы затянуть короткие болты головки цилиндров еще на 60 градусов. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)(ref-200396-S26818425802005102000000)(ref-200396-S26818425802005102000000)
J 44221 Держатель кулачкового вала. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Покройте шейки распределительного вала, упорную поверхность шейки распределительного вала и лепестки распределительного вала чистым моторным маслом.
- Установите распределительный вал выпуска.
- Установите распределительный вал впуска.
- Установите J 44221 с плоским распределительным валом и цилиндром номер 1 в верхней мертвой точке. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите крышки распределительного вала выпуска.
- Установите крышки распределительного вала впуска.
- Установите болты крышки распределительного вала. Затяните: Затяните болты крышки распределительного вала до 12 Н.м (106 фунтов в дюйм).
- Удалите J 44221. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 44218 Установщик уплотнений. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Нанесите моторное масло на наружный диаметр переднего масляного уплотнения коленчатого вала.
- С помощью J 44218 установите переднее масляное уплотнение коленчатого вала. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Удалите J 44218. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 44219 Штифты для центровки крышки двигателя. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите болт проставки передней крышки двигателя, затяните и затяните болт проставки передней крышки двигателя до 10 Н.м (89 фунтов на дюйм).
- Установите фрикционную шайбу балансира коленчатого вала Gm P / N 12573950 над соплом коленчатого вала, вплотную к шестерне коленчатого вала.
- Установить J 44219. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Нанести на заднюю сторону передней крышки двигателя (1) валик уплотнителя Gm P / N США 12378521, Gm P / N Canada 88901148 диаметром 3 мм (0,12 дюйма).
- Совместите масляный насос со шлицами звездочки коленчатого вала.
- Установите переднюю крышку двигателя.
- Удалите J 44219. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите болты передней крышки двигателя. Затяните: Затяните болты передней крышки двигателя до 10 Н.м (89 фунтов в дюйм). Затяните малый центральный болт (1) до 10 Н.м (89 фунтов в дюйм).
J 41240 Съемник сцепления вентилятора и установщик. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите прокладку водяного насоса.
- Установите водяной насос.
- Установите болты водяного насоса. Затяните: Затяните болты водяного насоса до 10 Н.м (89 фунтов в дюйм).
- Установите шкив водяного насоса.
- Установите болты шкива водяного насоса.
- Установить J 41240 для удержания шкива. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Затяните болты шкива водяного насоса. Затяните: Затяните болты шкива водяного насоса до 25 Н.м (18 фунтов футов).
- Извлеките J 41240. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 44219 Центрирующие штифты корпуса. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Нанести 3 мм (0,12 дюйма) шарик Gm P / N США 12378521, Gm P / N Canada 88901148 на задний корпус масляного уплотнения (1).
- Установите J 44219 в блок. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Проведите корпусом заднего сальника коленчатого вала по центрирующим штифтам (J 44219) и коленчатому валу. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите болты корпуса заднего сальника коленчатого вала (кроме двух на место направляющих штифтов).
- Удалите J 44219. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите оставшиеся два болта заднего корпуса масляного уплотнения коленчатого вала. Затяните: Затяните болты заднего корпуса масляного уплотнения коленчатого вала до 10 Н.м (89 фунтов в дюйм).
- Удалите излишки материала со дна зоны уплотнения масляного поддона (1).
J 44227 Задний уплотнитель. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Используйте пластиковую установочную втулку, поставляемую с новым уплотнением, при установке нового уплотнения. Используйте J 44227 для установки заднего масляного уплотнения коленчатого вала. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Снимите J 44227. См. раздел " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 45059 Угломер. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Установите маховик.
- Установите новые болты маховика. Затяните: Затяните новые болты маховика до 25 Н.м (18 фунтов футов). Используйте J 45059, чтобы затянуть болты маховика еще на 50 градусов. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
J 45299 Двигатель Preluber. См. " Специальные инструменты ". (ref-200396-S26818425802005102000000)
- Снимите масляный фильтр двигателя, заполните чистым моторным маслом и установите на место. Затяните: Затяните масляный фильтр до 30 Н.м (22 фунта фута).
- Снимите пробку (1) масляной галереи блока двигателя.
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299, чтобы подать минимум 1-2 кварты моторного масла. См. " Специальные инструменты ". Наблюдайте за потоком моторного масла через гибкий шланг и в двигатель в сборе. (ref-200396-S26818425802005102000000)
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите пробку масляной галереи блока цилиндров двигателя (1), затяните и затяните датчик давления масла до 35 Н.м.
- Долейте моторное масло до нужного уровня.
Блок двигателя
Потерянный пенопласт полностью алюминиевый блок двигателя использует конструкцию глубокой юбки для повышенной жесткости. Цилиндры расположены в прямой ориентации 6 цилиндров. Крышки подшипников коленчатого вала имеют несущую балку или " лестницу " для повышенной жесткости конструкции и снижения вибрации.
Масляный поддон
Цельный литой алюминиевый масляный поддон способствует жесткости коленчатого вала и блока, уменьшая при этом общий вес. Масляный поддон крепится болтами к корпусу колокола, а также к блоку. Это устраняет точки вибрации и заставляет весь силовой агрегат действовать как одно литье. Для удаления масляного поддона используются домкратные винты.
Коленчатый вал
Коленчатый вал имеет чугунную конструкцию с семью основными подшипниками.
Шатуны
Соединительные стержни изготовлены из кованого порошкового металла. Соединительные стержни и крышки имеют изломанную разъемную конструкцию для повышения долговечности и снижения внутреннего трения. Необходимо соблюдать осторожность, чтобы не повредить сопрягаемые поверхности во время сервисных процедур.
Поршни
Поршни имеют полностью плавающую конструкцию. Поршневые пальцы скользят в бронзовом втулочном шатуне и удерживаются в поршне круглыми проволочными фиксаторами. Есть два компрессионных кольца и одно маслосъемное кольцо.
Головка блока цилиндров
Головка цилиндра также сделана из потерянного пеноалюминия для более легкого веса и быстрого рассеивания тепла. Есть 4 клапана на цилиндр, и порты имеют высокую вихревую конструкцию для улучшения сгорания. Прокладка головки цилиндра состоит из стальной ламинированной конструкции.
Система клапанов
Двигатель использует двойные верхние распределительные валы и роликовые следящие элементы для снижения трения, что приводит к улучшенному газовому пробегу.
Топливная система
На двигателе применена новая электронная система управления дроссельной заслонкой. Управление исполнительным механизмом дроссельной заслонки или система TAC устраняет тросовую проводку от педали к модулю управления дроссельной заслонкой. Все перемещения дроссельной заслонки управляются блок управления силовым агрегатом (PCM) (блок управления силовым агрегатом).
Масляный насос
Масляный насос имеет зубчатый привод непосредственно от коленчатого вала. Шестерня привода масляного насоса представляет собой скользящую посадку на коленчатый вал.
Крышки двигателя
Есть передняя крышка двигателя и задняя крышка двигателя, обе сделаны из алюминия. Передняя крышка двигателя и задняя крышка двигателя имеют герметичные соединения " Т " и должны быть сняты после масляного поддона. Передняя и задняя крышки должны быть установлены перед масляным поддоном. Для снятия крышек используются винты домкрата. Направляющие штифты используются для помощи в установке обеих крышек.
Информация о новой продукции
Цель новой информации о продукте состоит в том, чтобы выделить или указать важные новые функции для сервисного сообщества.
Изменения могут включать один или несколько из следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются специальные инструменты
Новые герметики и/или клеи
- Номера деталей SPO в США и Канаде
- 3-связующий герметик No детали 12378521
Новые возможности движка LL8
- Конструкция поддона-оси масляного поддона
- Исполнительный механизм положения распределительного вала выпуска
- Клапан привода положения распределительного вала выпуска
- Болты домкрата на передней крышке, задней крышке и масляном поддоне
Характеристики двигателя
- Порошковые металлические шатуны
- Полностью плавающие поршневые пальцы
- Потерянный пенопластовый литой алюминиевый блок и головка
- Композитная пластиковая крышка распределительного вала
- Электронное управление дроссельной заслонкой - ETC
- Составной впускной коллектор
- Мост / несущая балка - лестница жесткости
- Топливная рейка из нержавеющей стали
- Система зажигания " катушка на свече "
- Термостат на стороне впуска
- Без рециркуляция отработавших газов
- Нет воздуха
Чистота и аккуратность
Автомобильный двигатель - это комбинация многих из следующих поверхностей
- Машинный
- Заточенный
- Полированный
- Сложенный
Допуски этих поверхностей измеряются в десятитысячных долях дюйма. При обслуживании любой внутренней детали двигателя важна чистота и уход. Нанесите свободное покрытие моторного масла на места трения во время сборки, чтобы защитить и смазать поверхности при первоначальной эксплуатации. На протяжении всего этого раздела практикуйте надлежащие процедуры очистки и защиты обработанных поверхностей и зон трения.
ПримечаниеПовреждение двигателя может произойти в результате использования абразивной бумаги, подушки или моторизованной проволочной щетки для очистки любых поверхностей прокладки двигателя.
Всякий раз, когда вы снимаете компоненты клапанного механизма, поддерживайте компоненты в порядке. Следуйте этой процедуре, чтобы установить компоненты в тех же местах и с теми же сопрягаемыми поверхностями, что и при удалении.
Отсоедините отрицательные кабели батареи, прежде чем выполнять какие-либо серьезные работы на двигателе. Подробнее об отключении аккумулятора см. раздел «Двигатель электрический».
Разделение деталей
Компоненты двигателя внутреннего сгорания развивают модели износа с их сопрягаемыми компонентами. Во время разборки двигателя части должны быть разделены и содержаться в порядке, чтобы их можно было повторно установить в том же месте, откуда они были извлечены.
Как заменить прокладки двигателя
- Не используйте повторно прокладки, если не указано иное. Многоразовые прокладки будут идентифицированы в процедуре обслуживания. Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не оговорено в процедуре обслуживания.
- Для разделения компонентов используйте винты домкрата.
- Удалите всю прокладку и уплотнительный материал с компонента с помощью пластикового или деревянного скребка. Не допускайте зарезов и царапин на уплотнительных поверхностях.
- При сборке компонентов используйте только герметик, указанный в сервисной процедуре. Убедитесь, что уплотнительные поверхности чистые и не содержат мусора или масла. При нанесении герметика на компонент нанесите размер бортика, как указано в процедуре обслуживания.
- Затяните болты в соответствии с техническими условиями.
Типы герметиков
| Важно | Правильный герметик и количество герметика должны использоваться в правильном месте, чтобы предотвратить утечки масла, утечки охлаждающей жидкости или ослабление крепежа. ЗАПРЕЩАЕТСЯ заменять герметики. Используйте только герметик (или эквивалент), как указано в процедуре обслуживания. |
|---|
Следующие 2 основных типа герметика обычно используются в двигателях
- Аэробный герметик (вулканизация при комнатной температуре (RTV))
- Анаэробный герметик, который включает в себя следующее: Прокладка элиминатор Труба Резьбовой замок
Аэробный тип комнатная температура вулканизации (RTV) герметик
Аэробный тип Комнатная температура Вулканизация (RTV) герметик отверждается при воздействии воздуха. Этот тип герметика используется там, где 2 компонента (такие как впускной коллектор и блок двигателя) собраны вместе.
Используйте следующую информацию при использовании герметика RTV
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Любые другие поверхности, где другой тип герметика указан в процедуре обслуживания
- Всегда следуйте всем рекомендациям по безопасности и указаниям, которые есть на контейнере с герметиком RTV.
- Используйте пластиковый или деревянный скребок, чтобы удалить весь герметик RTV с компонентов.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте размер шарика герметика RTV, как указано в процедуре обслуживания.
- Нанесите уплотнительный валик RTV на внутреннюю поверхность болтовых отверстий.
- Соберите компоненты, пока герметик RTV еще влажный на ощупь. Не ждите, пока герметик RTV до кожи.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Анаэробный тип Threadlock герметик
Герметик резьбовой анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется для блокировки резьбы и уплотнения болтов, фитингов, гаек и шпилек. Этот тип герметика отверждается только тогда, когда заключен между 2 плотно прилегающими металлическими поверхностями.
Используйте следующую информацию при использовании герметика threadlock
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере для герметика резьбового замка.
- Уплотняемые резьбовые поверхности должны быть чистыми и сухими.
- Нанесите герметик threadlock, как указано на контейнере для герметика threadlock.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Герметик для труб анаэробного типа
Герметик для труб анаэробного типа отверждается в отсутствие воздуха и остается податливым при отверждении. Этот тип герметика используется там, где 2 детали собраны вместе и требуют герметичного соединения.
Используйте следующую информацию при использовании герметика для труб
- Не используйте герметик для труб в зонах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Поверхности, где указан другой герметик
- Всегда следуйте всем рекомендациям по технике безопасности и указаниям, которые есть на контейнере с герметиком для труб.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте валик герметика для труб такого размера или количества, как указано в процедуре обслуживания.
- Нанесите валик герметика трубы на внутреннюю сторону любых участков отверстий под болты.
- Нанести непрерывный валик герметика трубы на 1 уплотнительную поверхность.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Инструмент и оборудование
Работайте в чистой и хорошо освещенной зоне. Перед началом работы имейте в наличии следующие компоненты
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Лотки для обеспечения упорядоченности деталей и крепежных элементов
- Соответствующий набор ручного инструмента
Утвержденный стенд для ремонта двигателя предотвратит травмирование персонала или повреждение компонентов двигателя. Специальные инструменты предназначены для быстрого и безопасного выполнения операций, для которых предназначены инструменты. Использование инструментов позволит минимизировать возможные повреждения компонентов двигателя. Прецизионные измерительные инструменты необходимы для проверки определенных критических компонентов. Моментные ключи нужны для правильной сборки различных деталей.