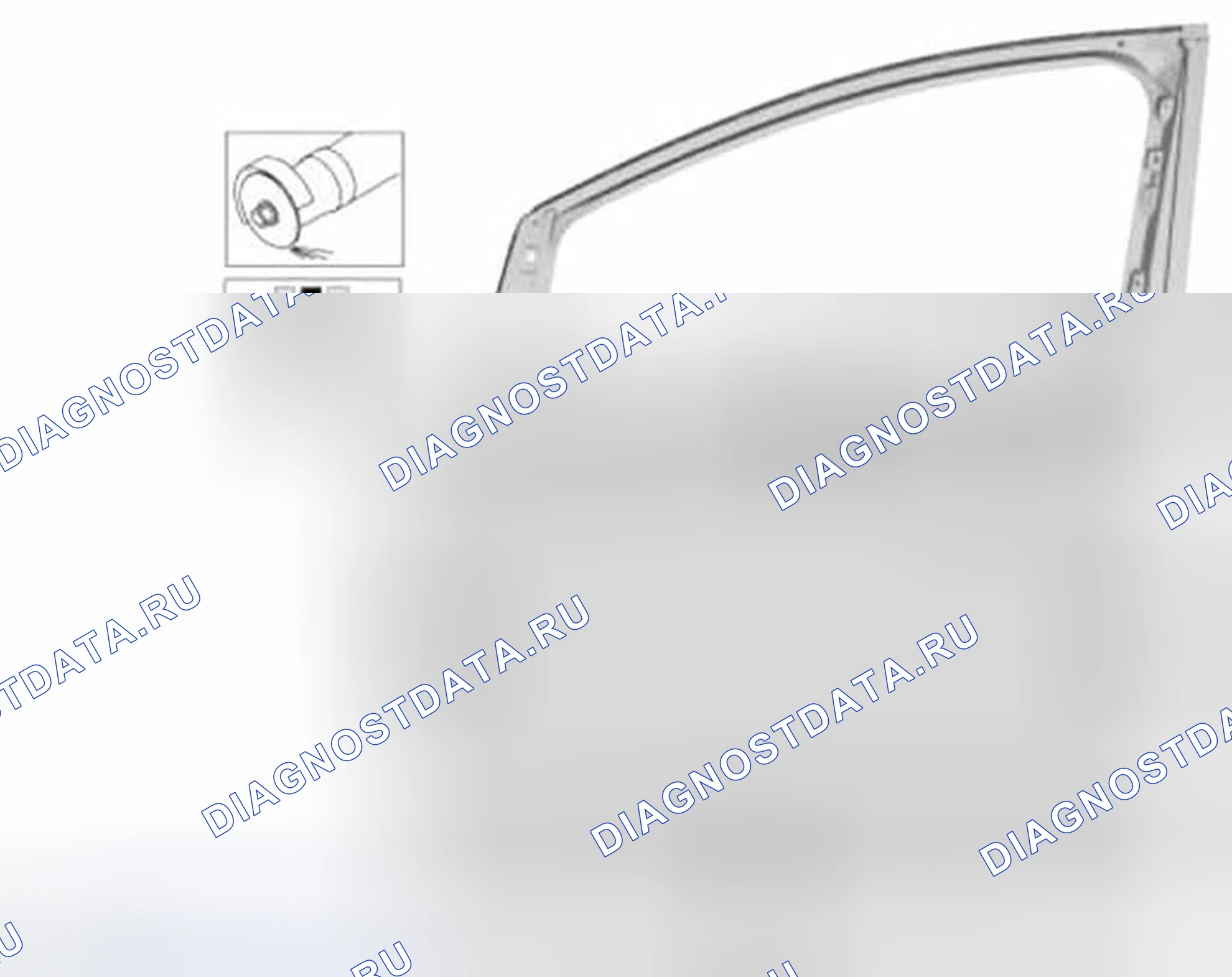
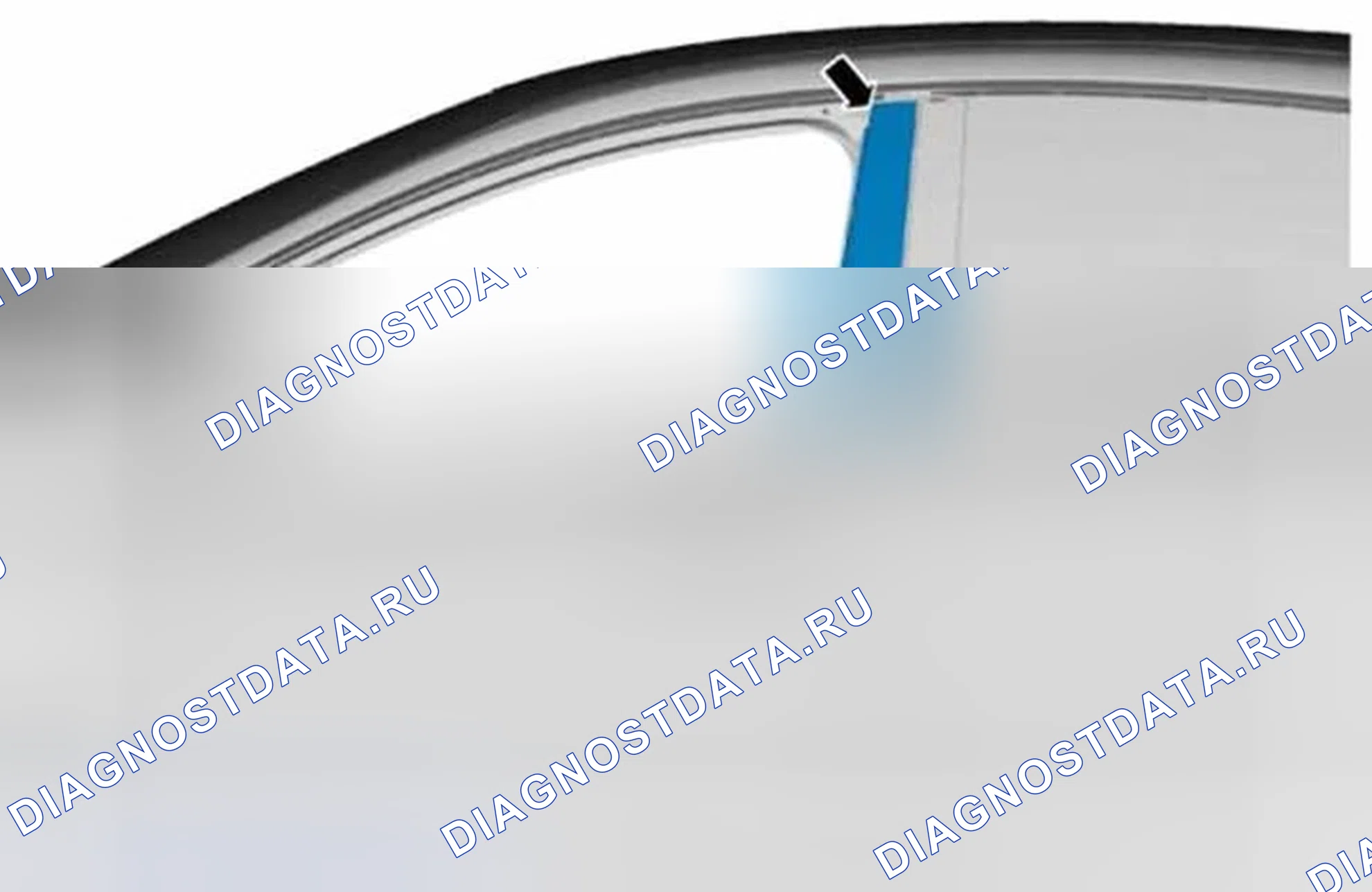
Как снять ремонт боковой панелей из листового металла: снятия и установки
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
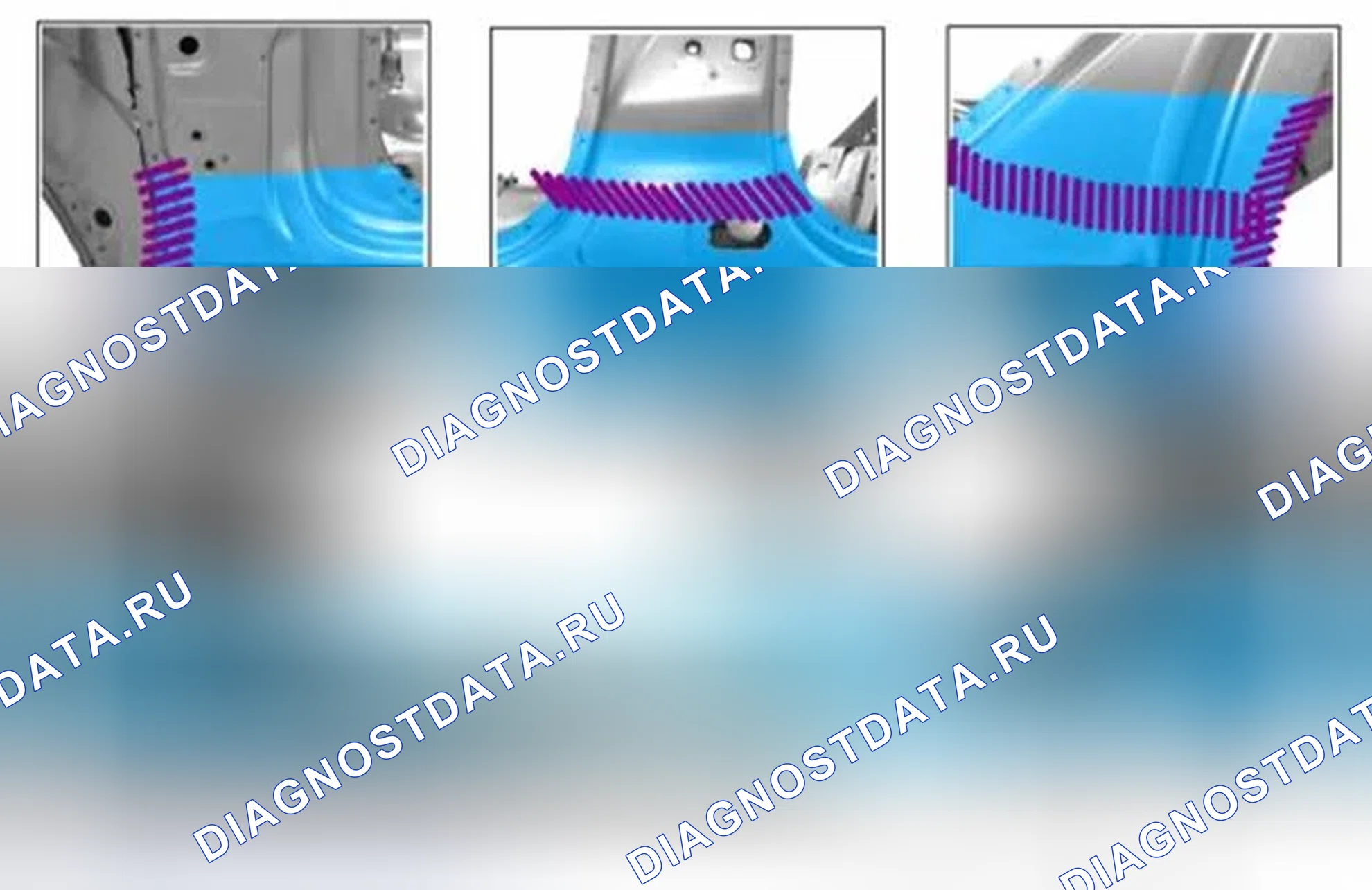
Схема №140
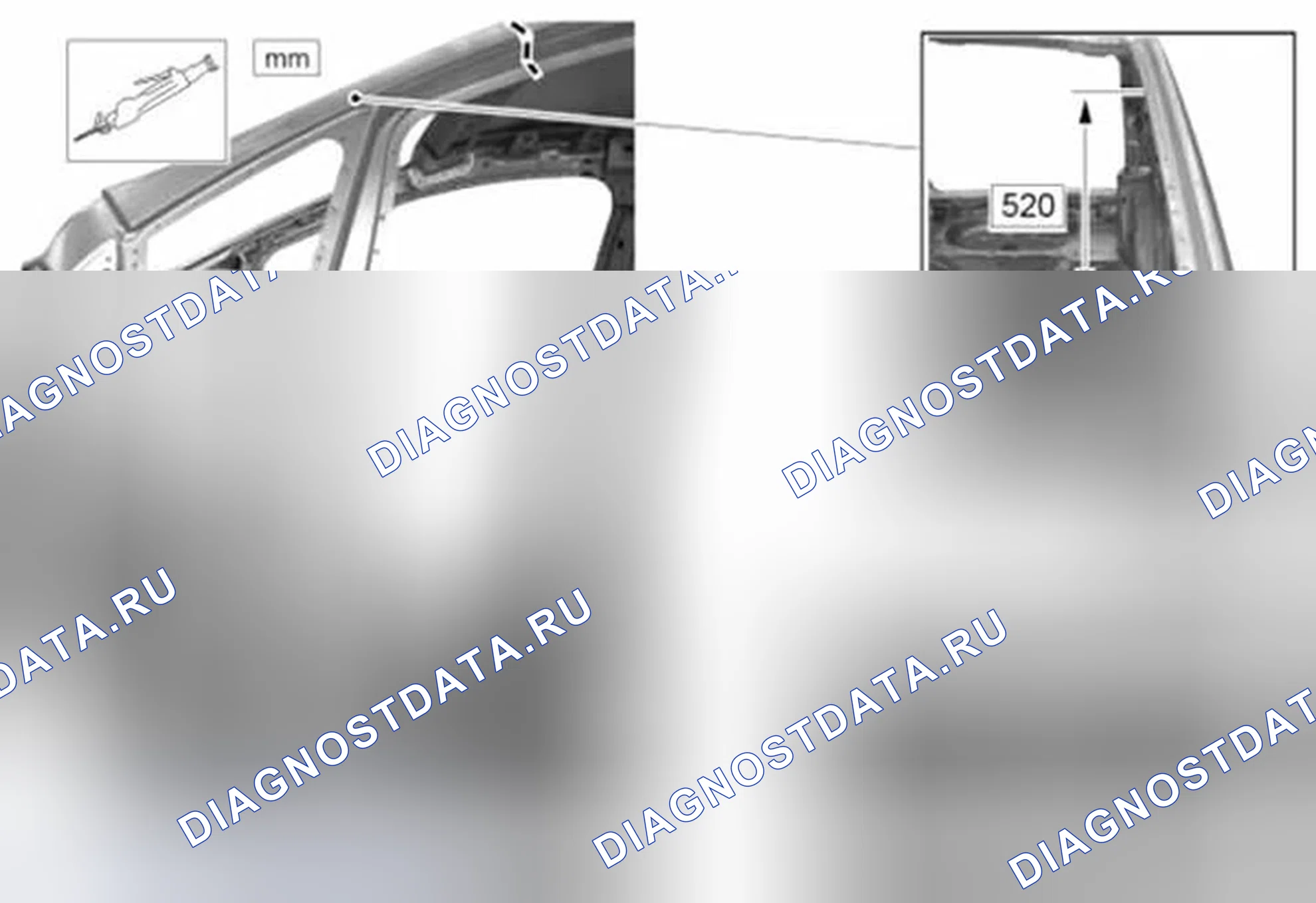
Схема №141

Схема №142

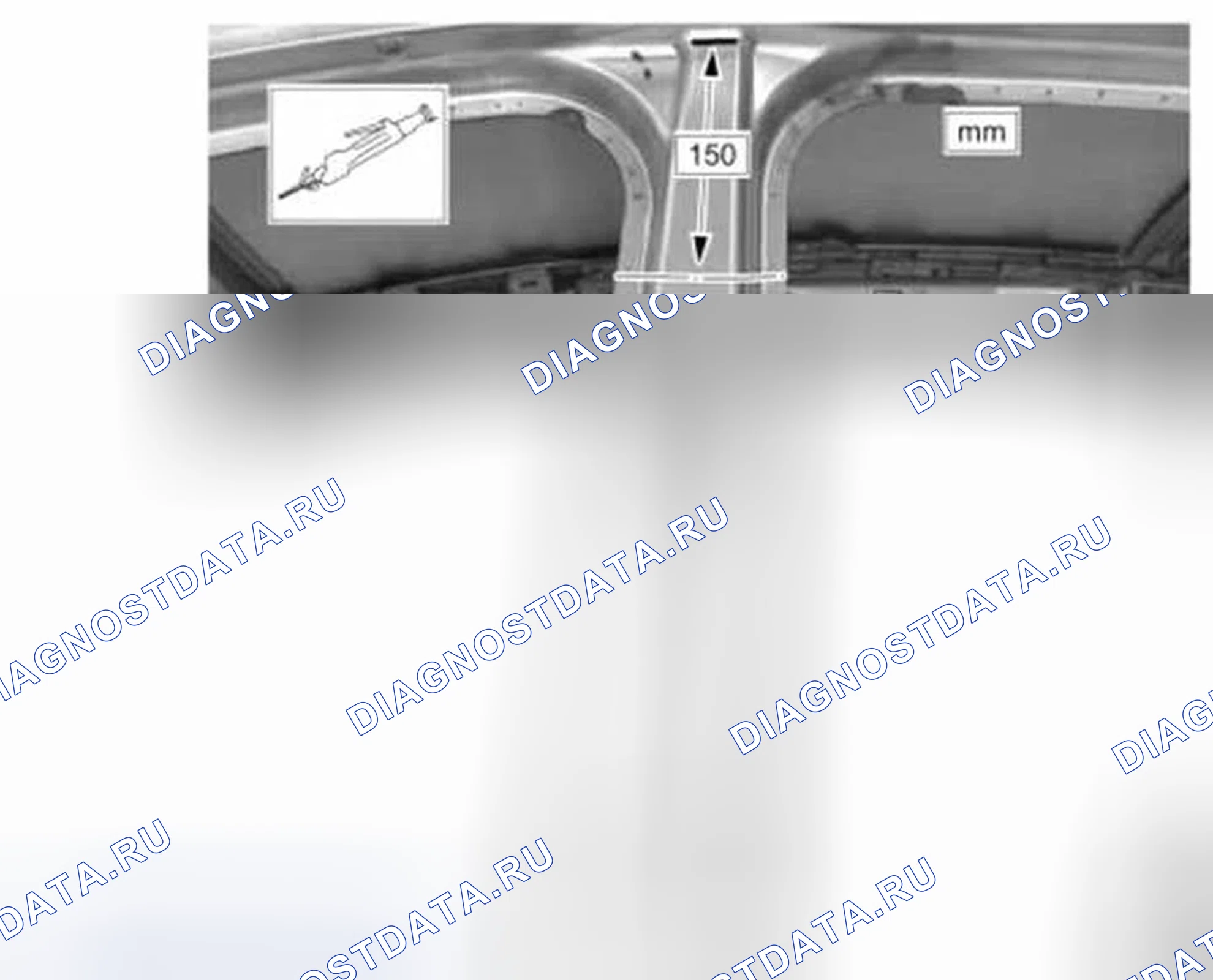
Схема №143
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой процедуры обслуживания в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩЕЙ ИНФОРМАЦИИ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ ".
- См.: " КРЫЛО ". См.: " ПЕРЕДНЯЯ ДВЕРЬ ". См.: " ПЕРЕДНЕЕ ОКОННОЕ СТЕКЛО ". См.: " ЛОБОВОЕ СТЕКЛО ".
- Используйте общее оборудование: Воздушная пила тела
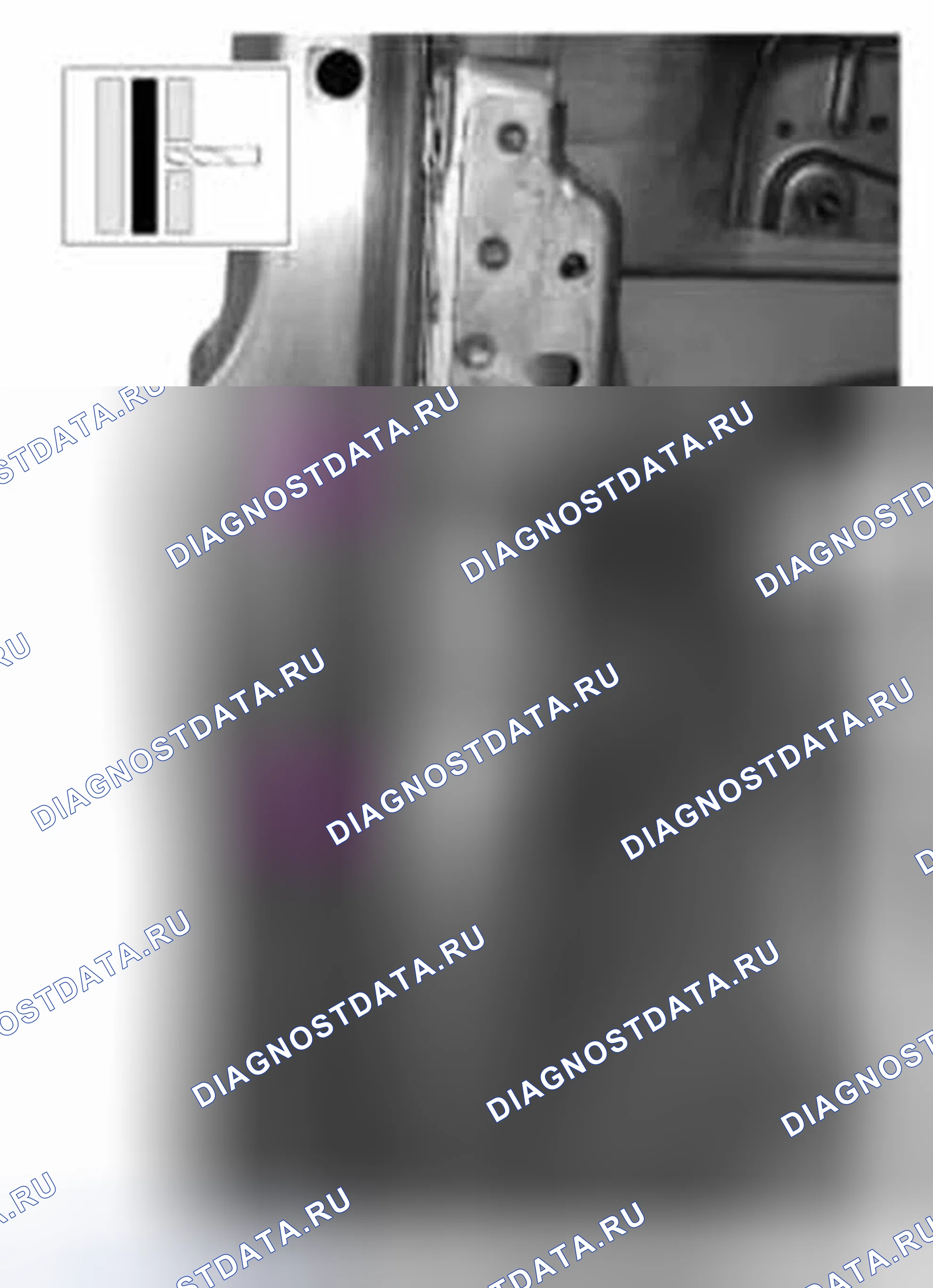
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Пушка горячего воздуха
Схема №144

Как установить ремонт боковой панелей из листового металла: снятия и установки
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
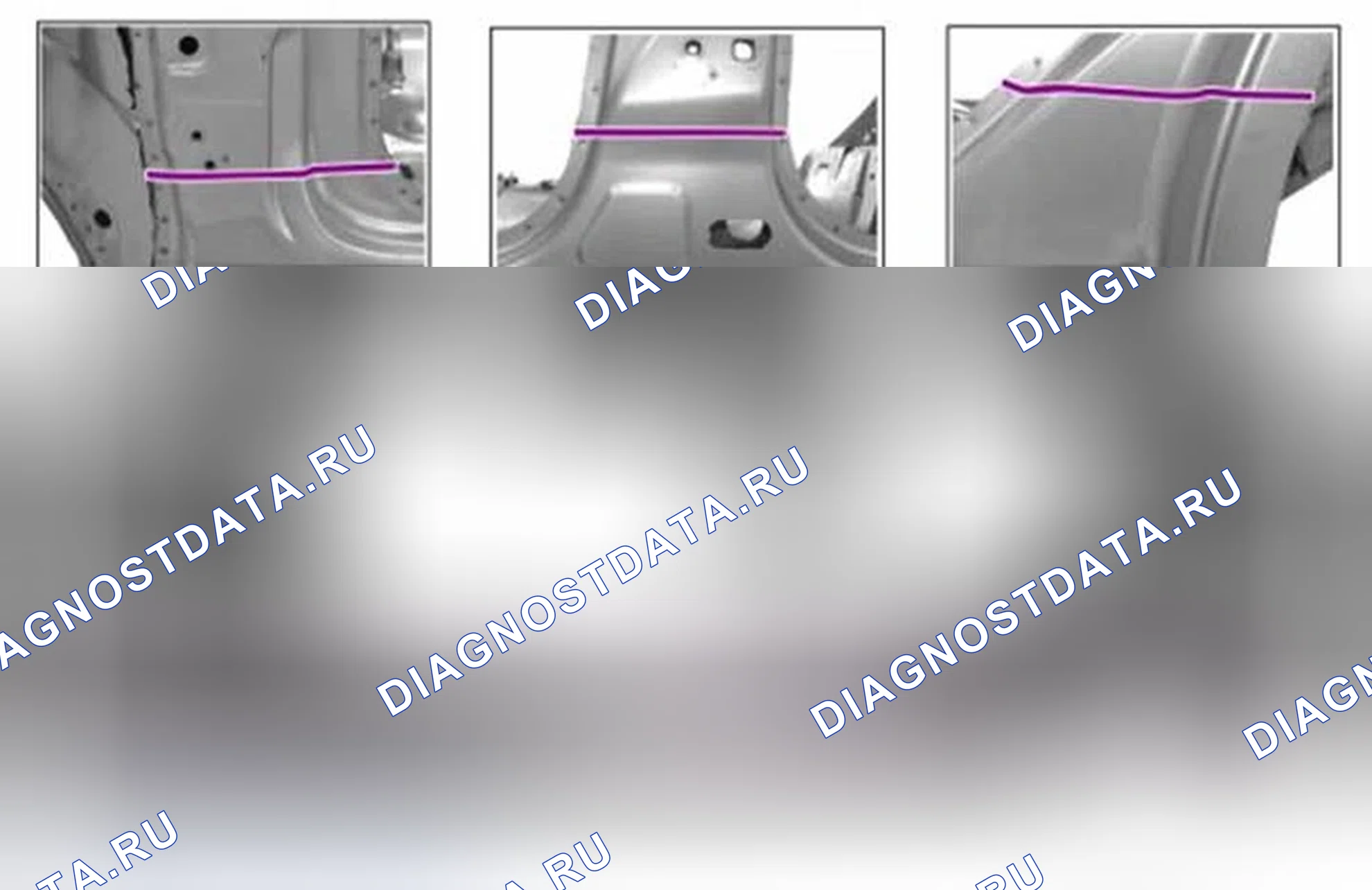
Схема №145
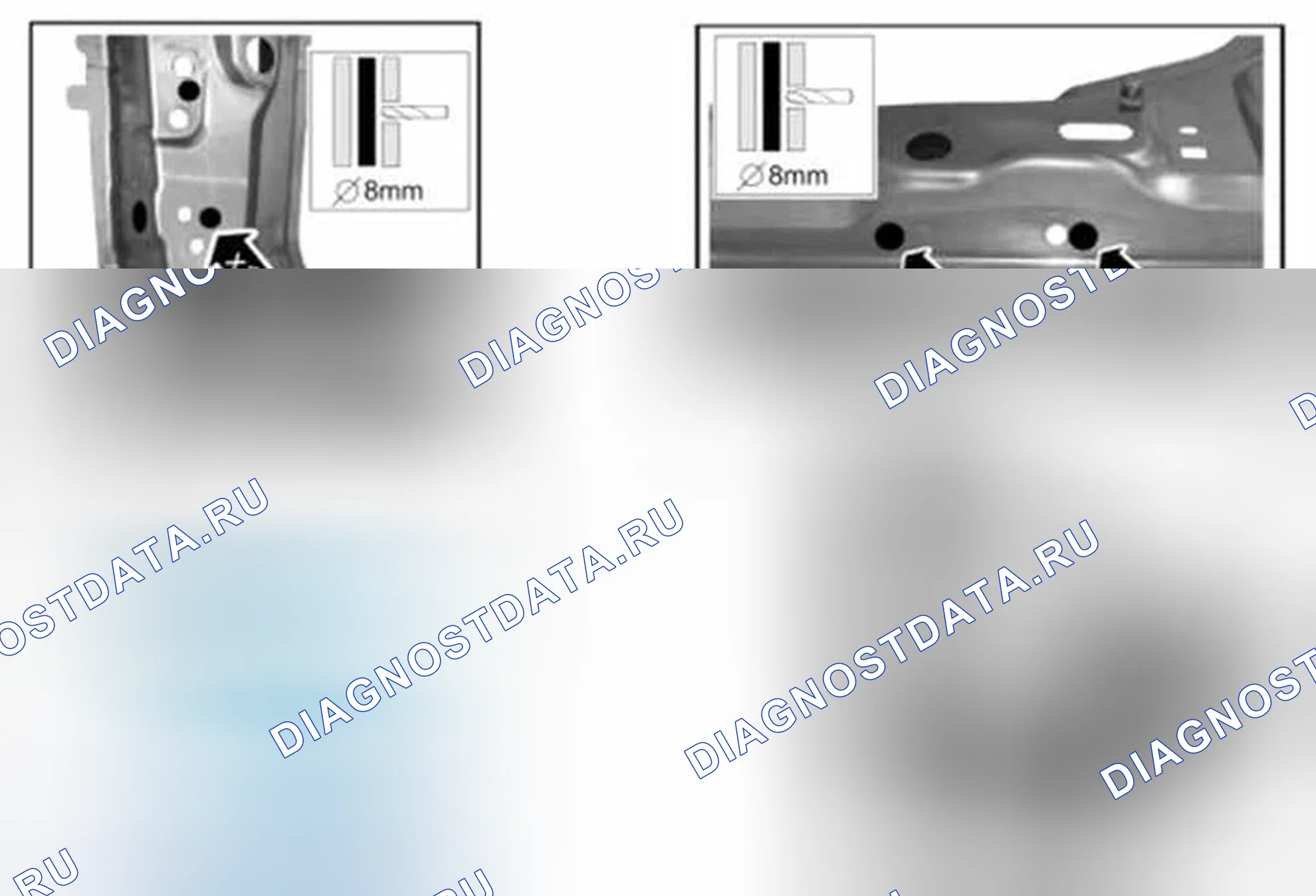
Схема №146
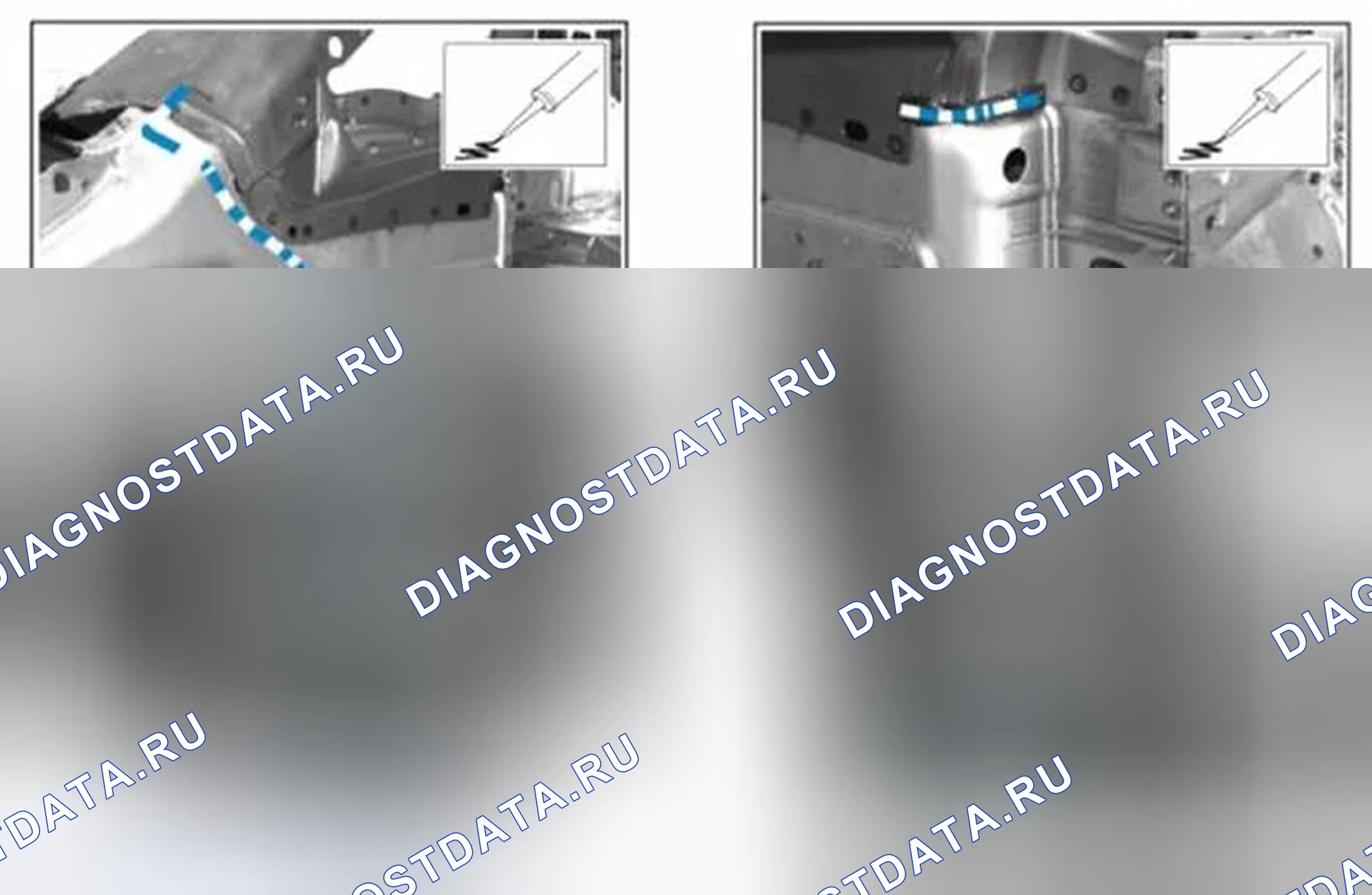
Схема №147
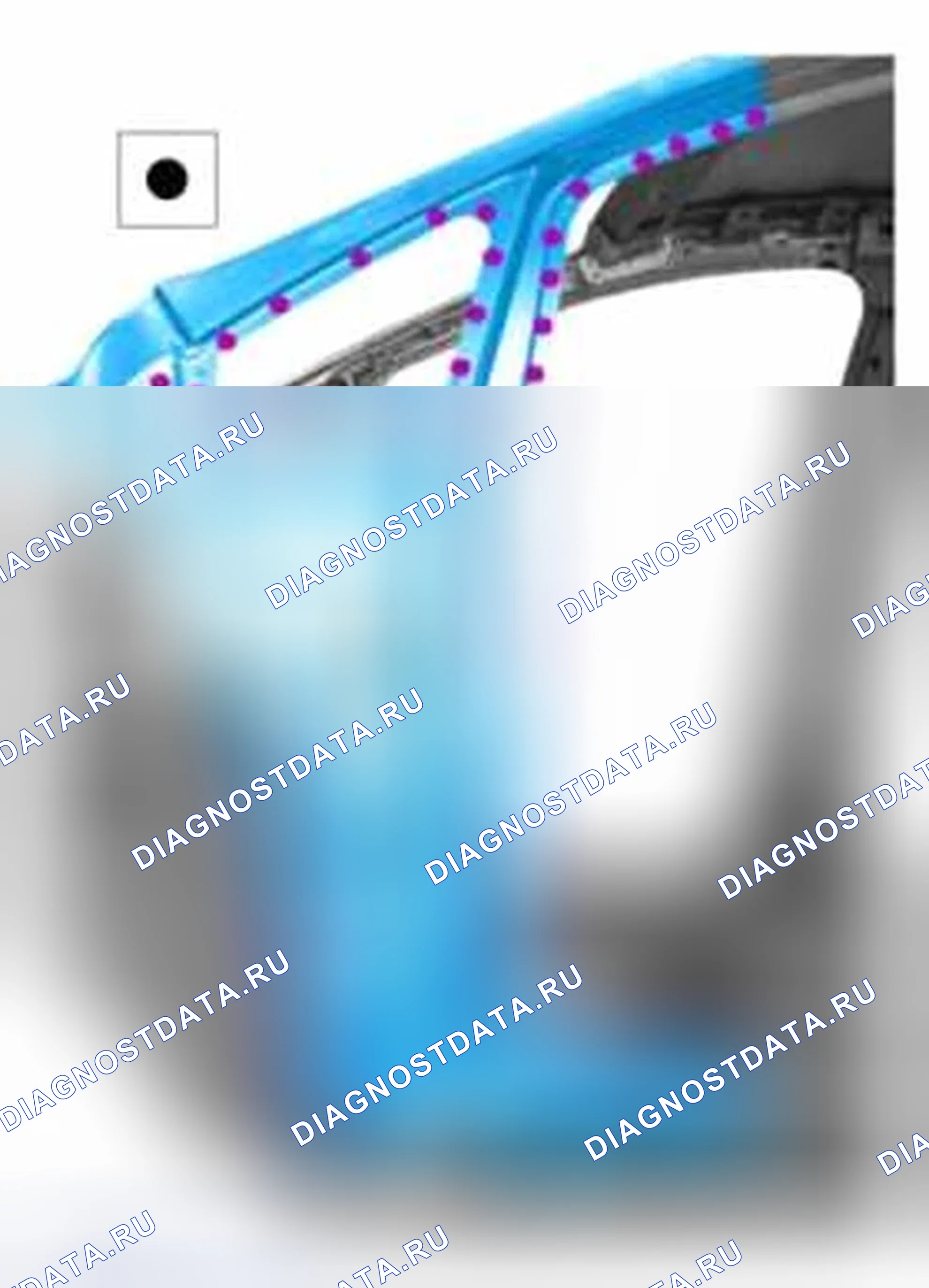
Схема №148

Схема №149
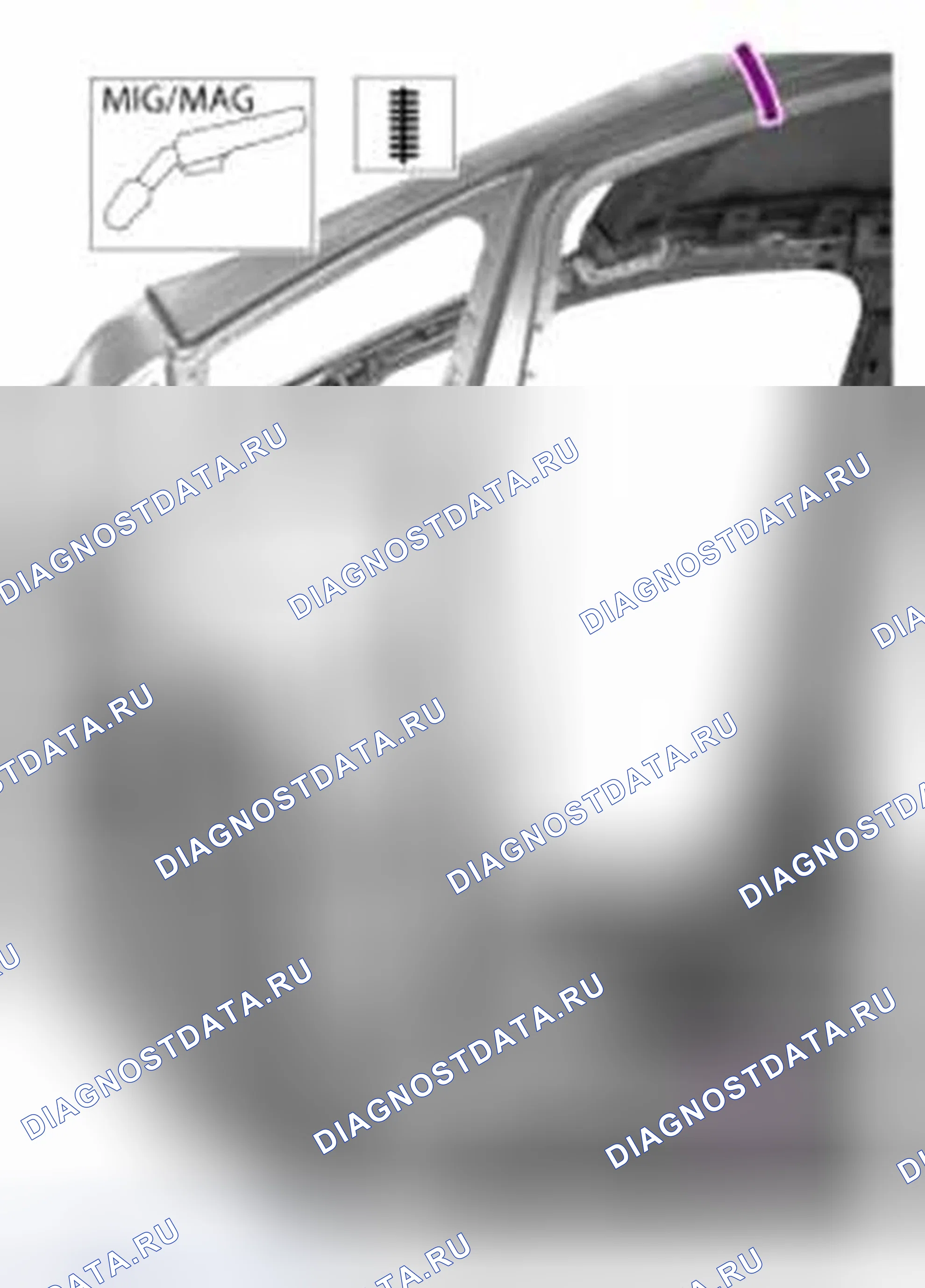
Схема №150
- Используйте общее оборудование: Сверло 8 мм Материал: Клей для склеивания металла / Ta-1
- Материал: Шовный герметик / Ta-2 Материал: Клей для склеивания металла / Ta-1
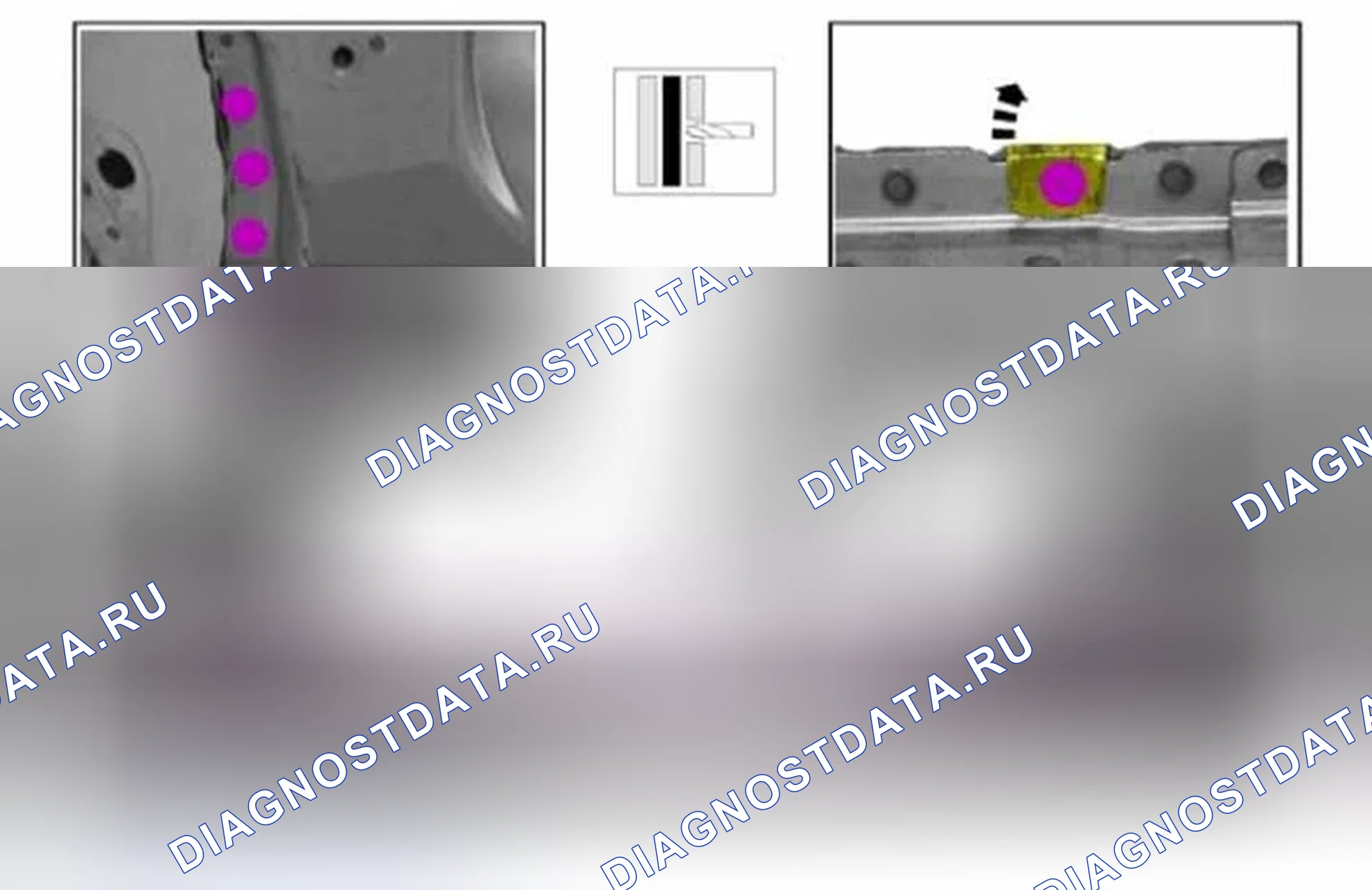
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
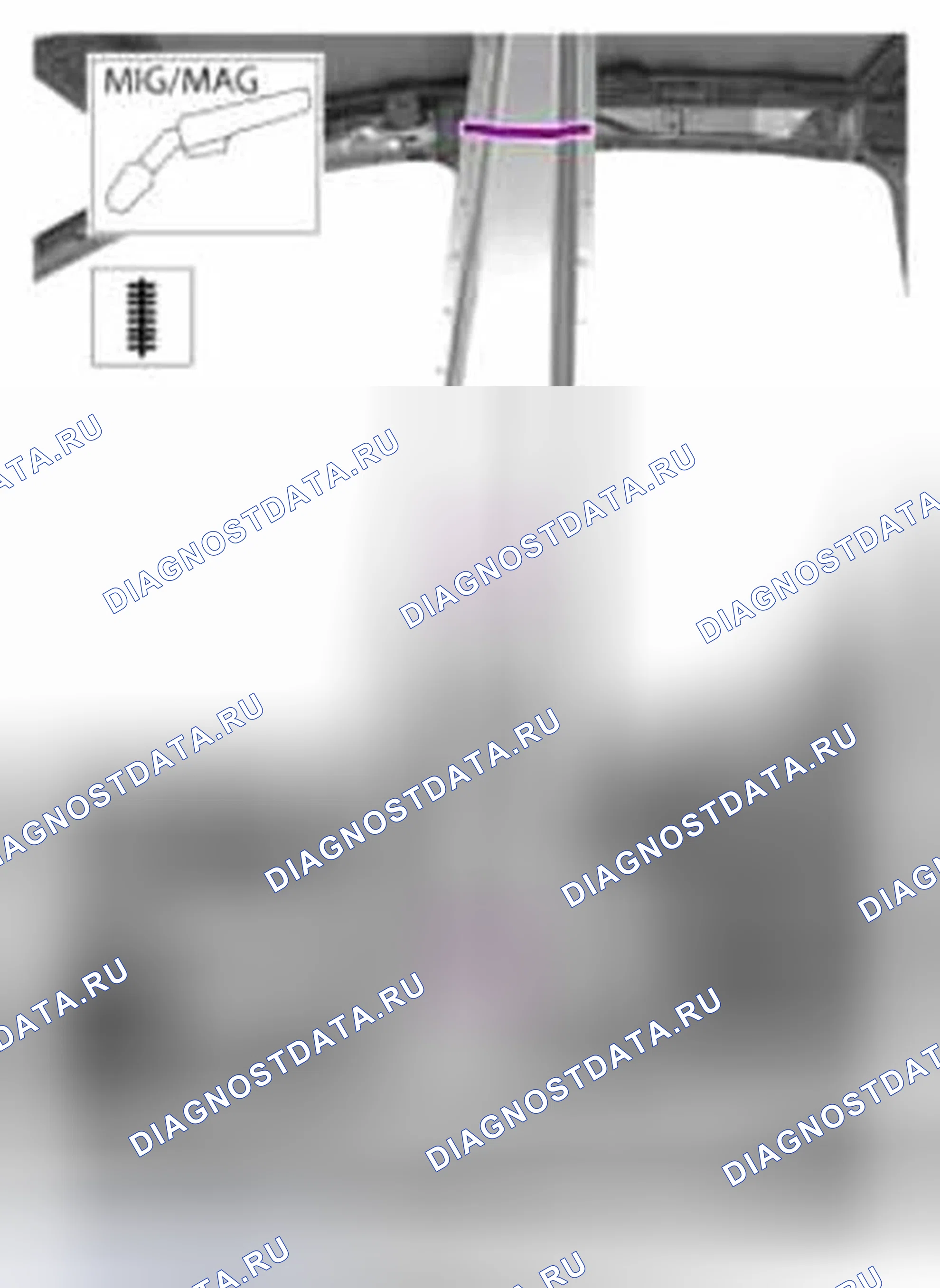
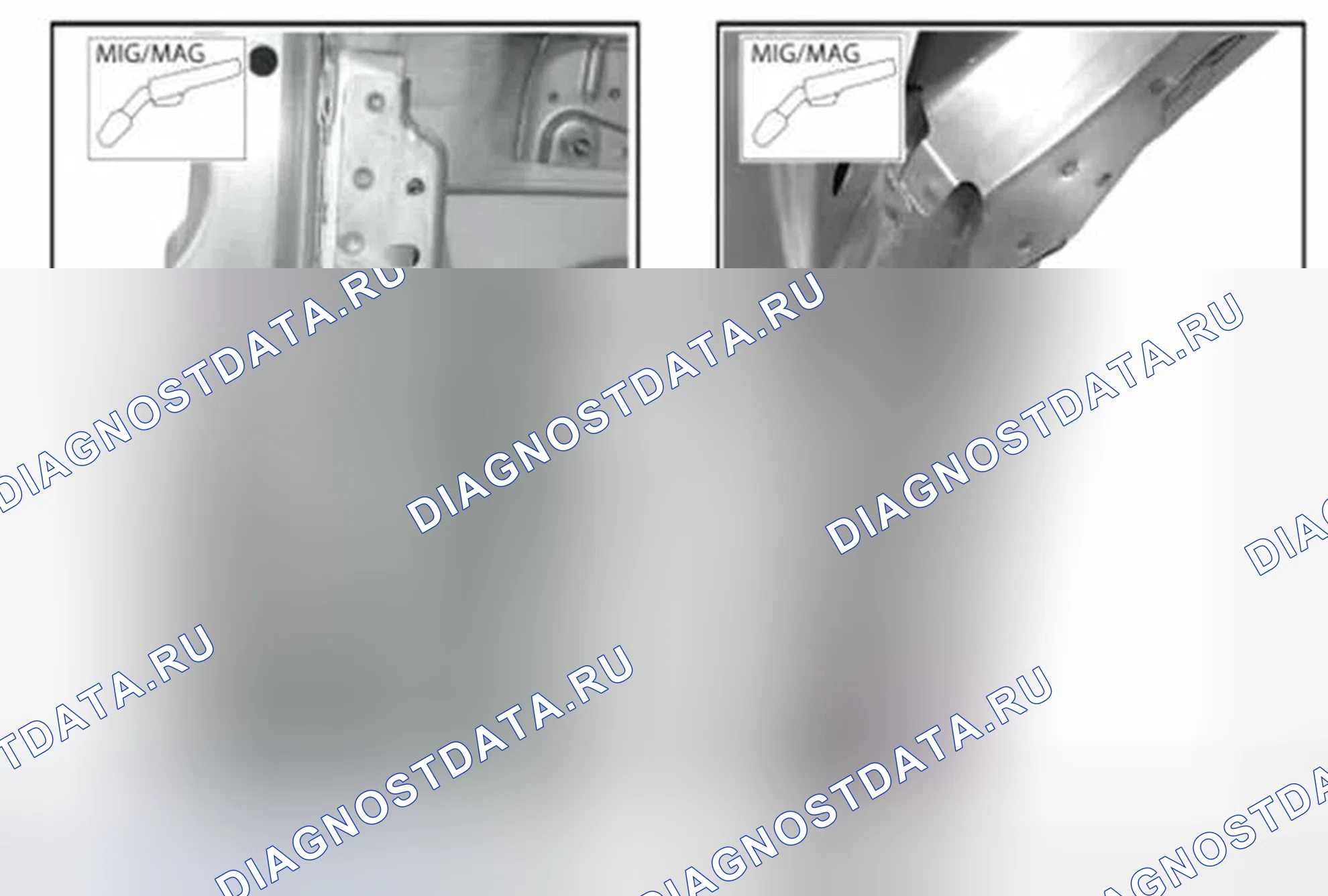
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Уплотнительные работы: Все участки должны быть уплотнены до уровня производства. Материал: Шовный герметик / Ta-2
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен подвергаться воздействию и повреждению из-за чрезмерно высоких температур. Температура в некоторых кузовных цехах может превышать 60°C. Поэтому во время операций по повторной отделке температура в покрасочном цехе должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- См. раздел " ПРЕДОТВРАЩЕНИЕ КОРРОЗИИ ".
- См.: " ЛОБОВОЕ СТЕКЛО ". См.: " ПЕРЕДНЕЕ ОКОННОЕ СТЕКЛО ЧЕТВЕРТИ ". См.: " КРЫЛО ". См.: " ПЕРЕДНЯЯ ДВЕРЬ ".
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №151
Схема №152
Схема №153

Схема №154
Схема №155
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой сервисной процедуры в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩАЯ ИНФОРМАЦИЯ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " РЕМОНТ ТЕЛА ЗДОРОВЬЕ И БЕЗОПАСНОСТЬ И ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ".
- См.: " ЗАДНЯЯ ДВЕРЬ ". См.: " ПАНЕЛЬ КРЫШИ ". См.: " ПАНЕЛЬ КРЫШИ - ТРАНСПОРТНЫЕ СРЕДСТВА С: ПАНОРАМНОЙ ПАНЕЛЬЮ КРЫШИ ". См.: " ВНЕШНЯЯ ПАНЕЛЬ B-СТОЙКИ ".
- Используйте общее оборудование: Воздушная пила тела
- Используйте общее оборудование: Сферический резак
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
- Если оборудовано. Используйте общее оборудование: Сверло точечной сварки
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Пушка горячего воздуха
- Используйте общее оборудование: Воздушная пила тела
- Использование общего оборудования: Точечная сварка сверла
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №156
Схема №157

Схема №158
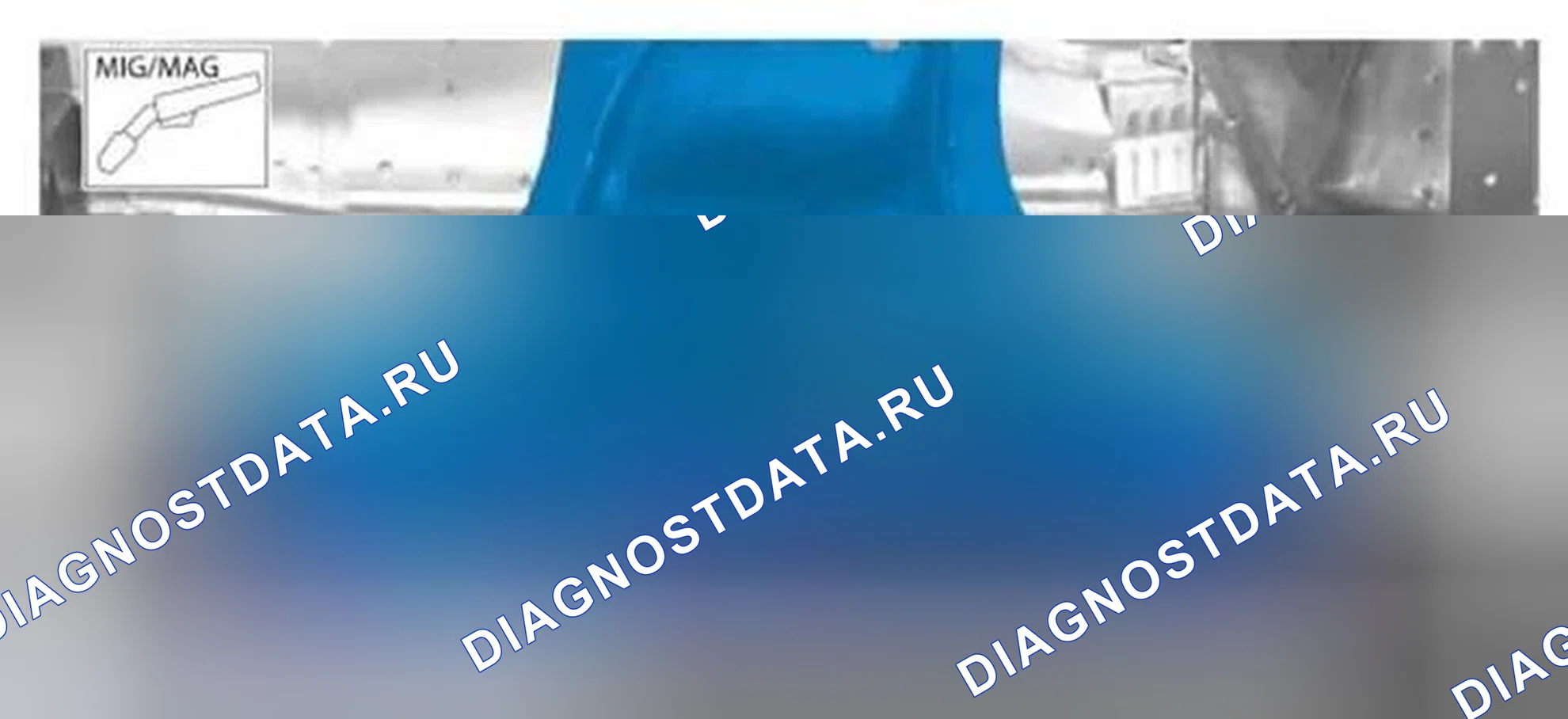
Схема №159
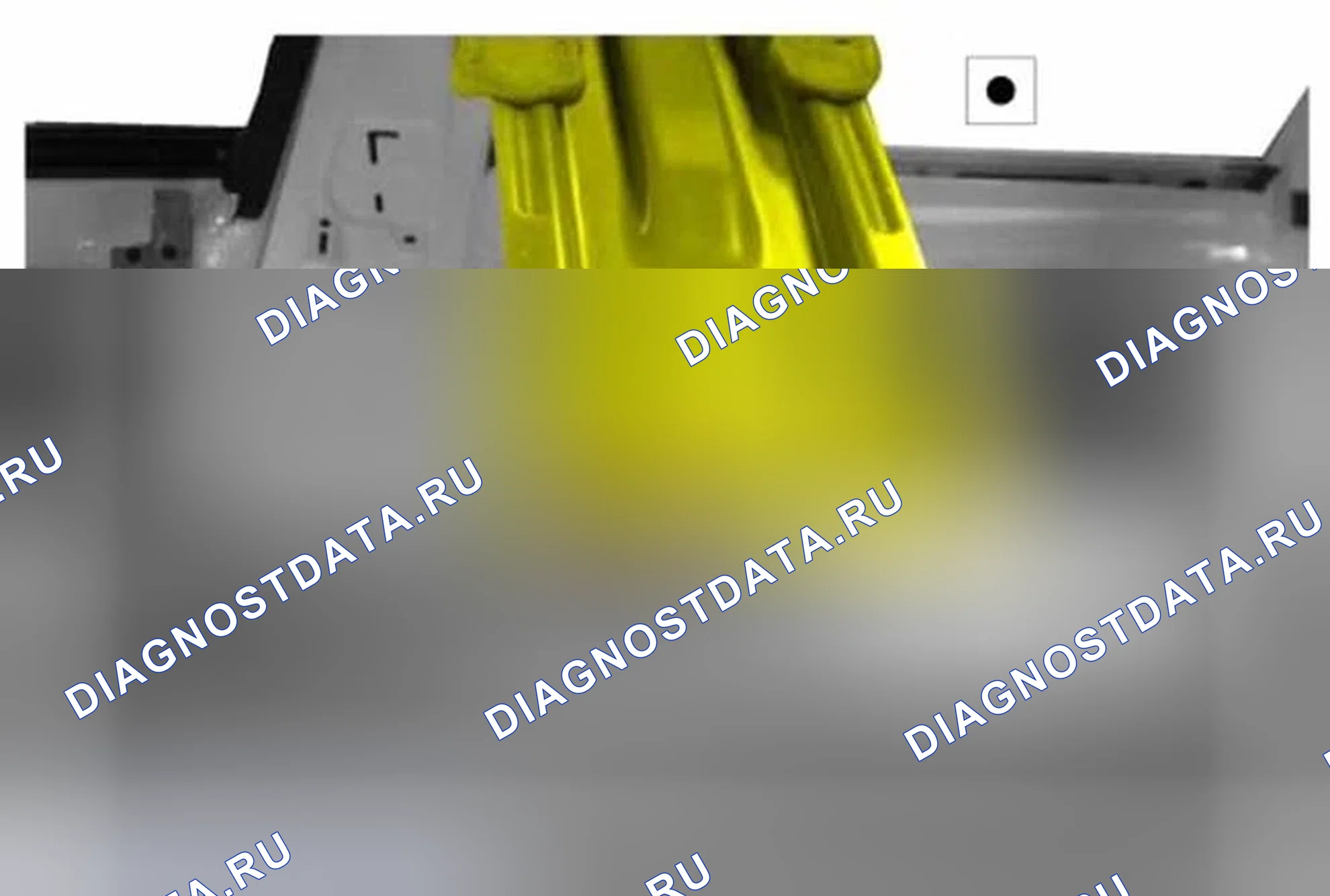
Схема №160
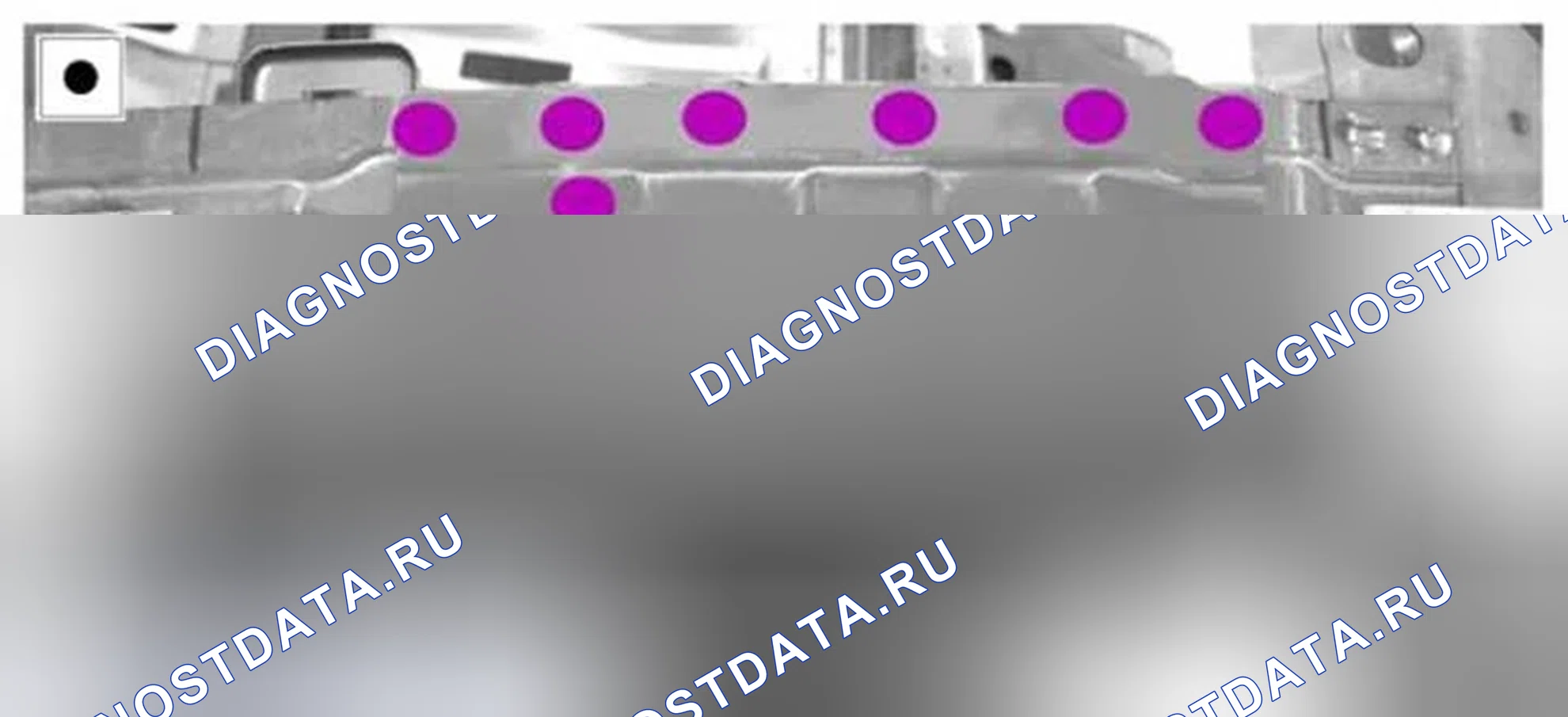
Схема №161

- Используйте общее оборудование: сверло 8 мм
- Используйте общее оборудование: сверло 8 мм
- Используйте общее оборудование: Сверло 8 мм Материал: Клей для склеивания металла / Ta-1
- Материал: Клей для склеивания металла / Ta-1
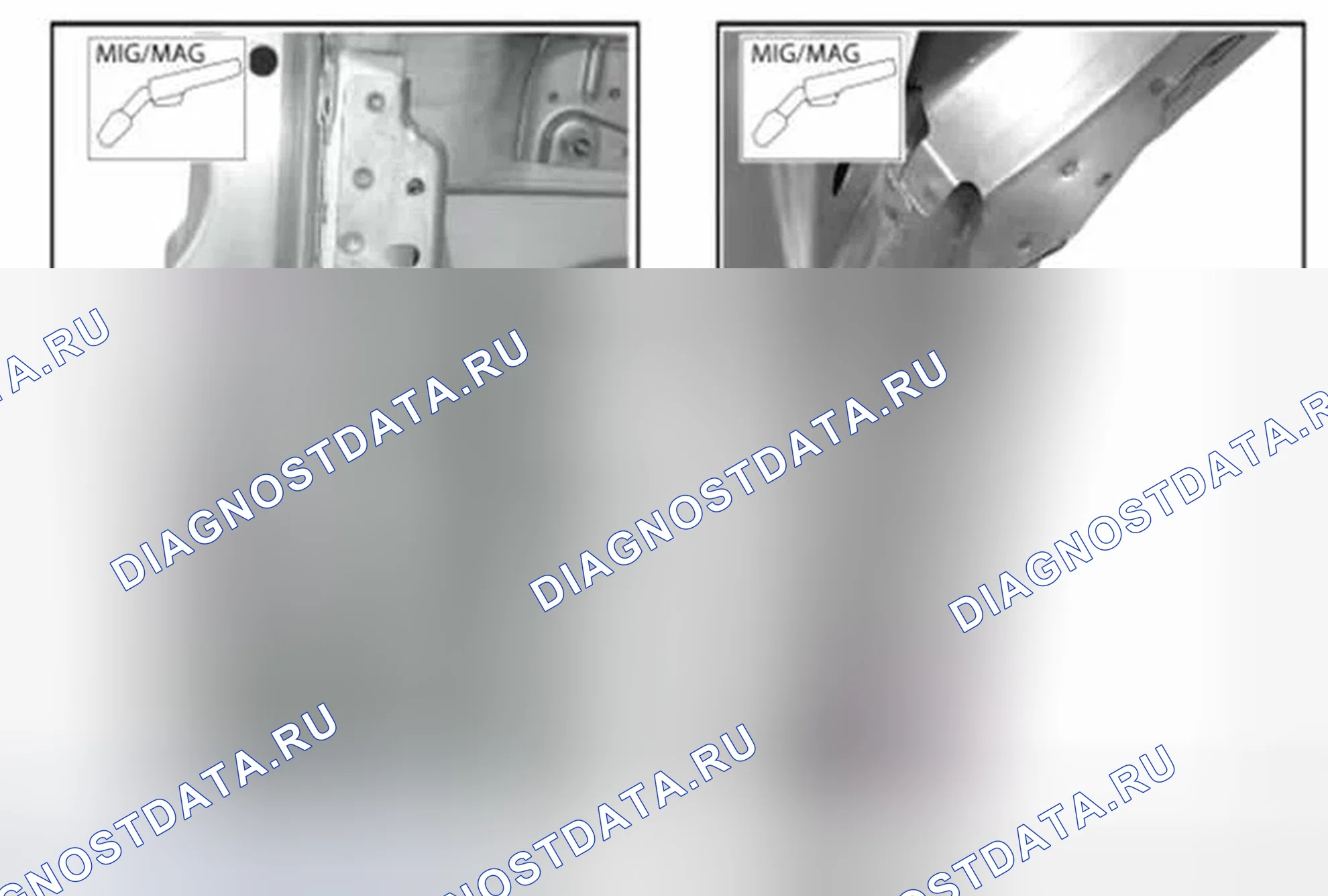
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Если оборудовано. Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен подвергаться воздействию и повреждению из-за чрезмерно высоких температур. Температура в некоторых кузовных цехах может превышать 60°C. Поэтому во время операций по повторной отделке температура в покрасочном цехе должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- Восстановите антикоррозионную защиту согласно: " ЗАЩИТА ОТ КОРРОЗИИ ".
- См.: " ПАНЕЛЬ КРЫШИ ". См.: " ПАНЕЛЬ КРЫШИ - ТРАНСПОРТНЫЕ СРЕДСТВА С: ПАНОРАМНОЙ ПАНЕЛЬЮ КРЫШИ ". См.: " ВНЕШНЯЯ ПАНЕЛЬ СТОЙКИ B ". См.: " ЗАДНЯЯ ДВЕРЬ ".
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №162
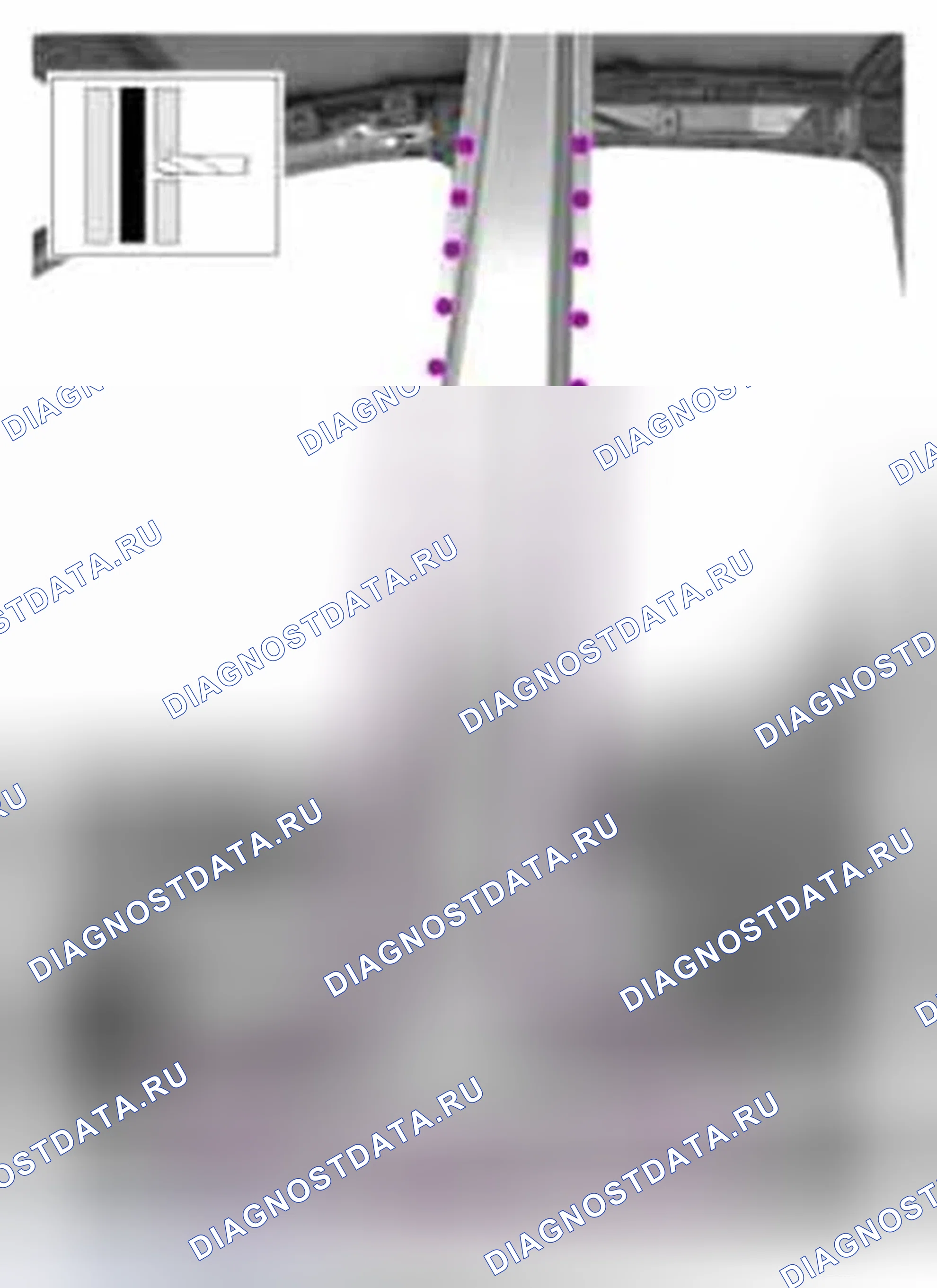
Схема №163
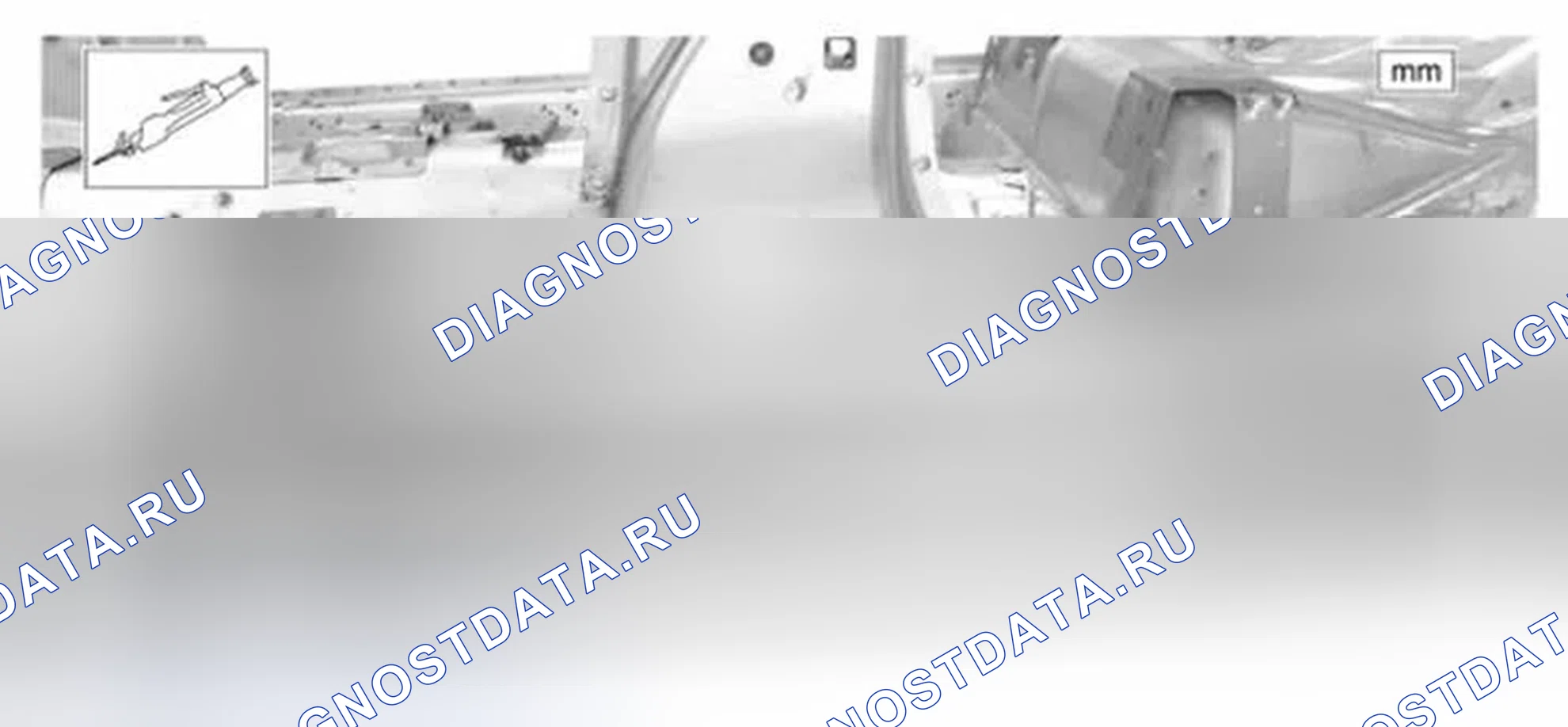
Схема №164
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой процедуры обслуживания в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩЕЙ ИНФОРМАЦИИ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ ".
- Переставьте ковровое покрытие и жгут проводов в сторону от зоны ремонта. См. раздел " ФОРМОВКА ПАНЕЛИ КОРОМЫСЛА ". См. раздел " ПЕРЕДНЯЯ ДВЕРЬ ". См. раздел " ЗАДНЯЯ ДВЕРЬ ". См. раздел " обивка СТОЙКИ B ". См. раздел " РЕГУЛЯТОР ВЫСОТЫ ПЛЕЧ РЕМНЯ БЕЗОПАСНОСТИ ". См. раздел " ПОДУШКА БЕЗОПАСНОСТИ С БОКОВЫМ ЗАНАВЕСОМ ".(/ford/c-max/ii-2010-2015/remont/podushki-bezopasnosti/#dopolnitelnaia-uderzhivaiushchaia-sistema)
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Воздушная пила тела
- Вырезать только внешнюю панель. Используйте общее оборудование: Воздушная пила тела
- Используйте общее оборудование: Пушка горячего воздуха
Схема №165

ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №166

Схема №167
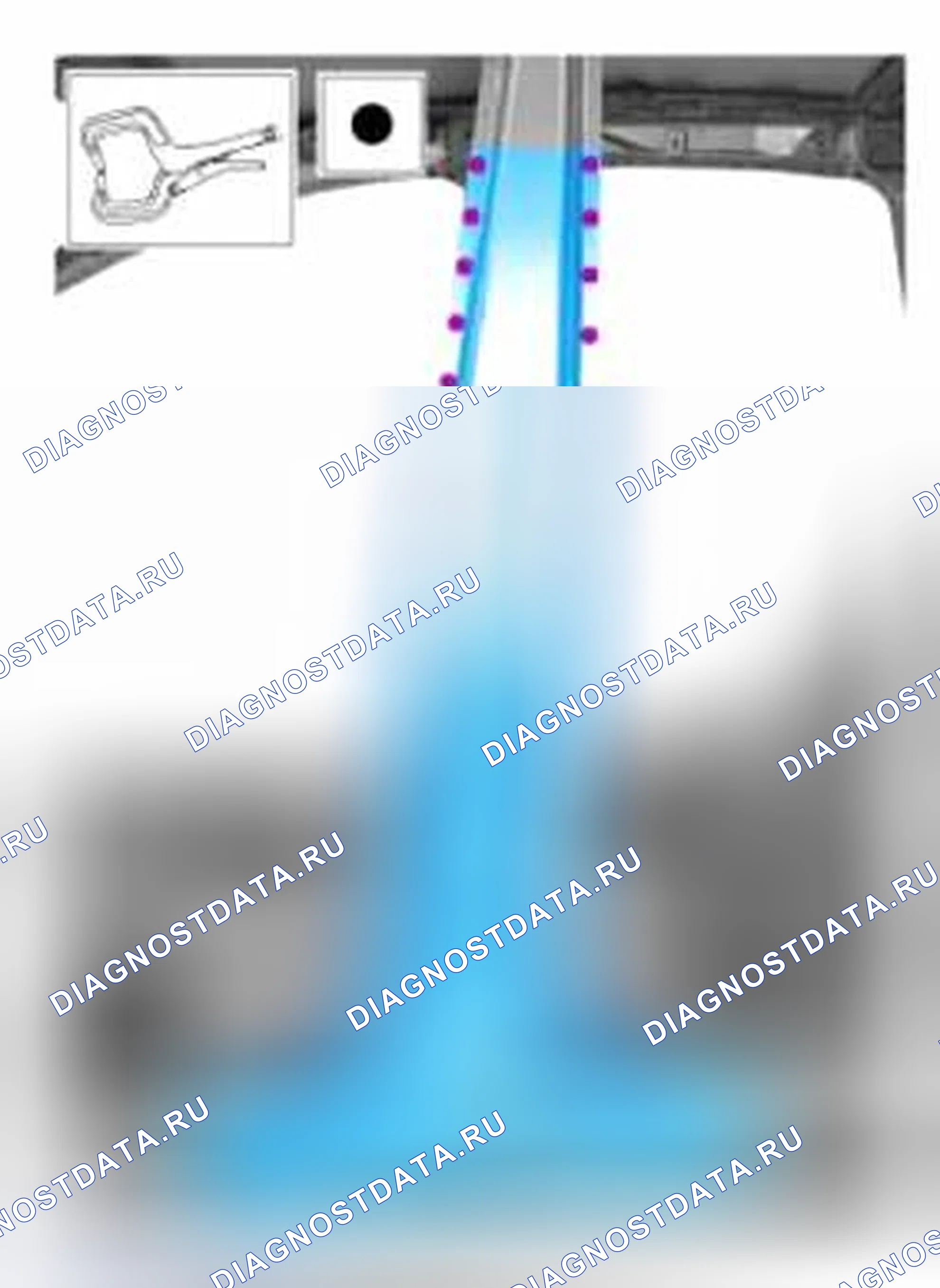
Схема №168
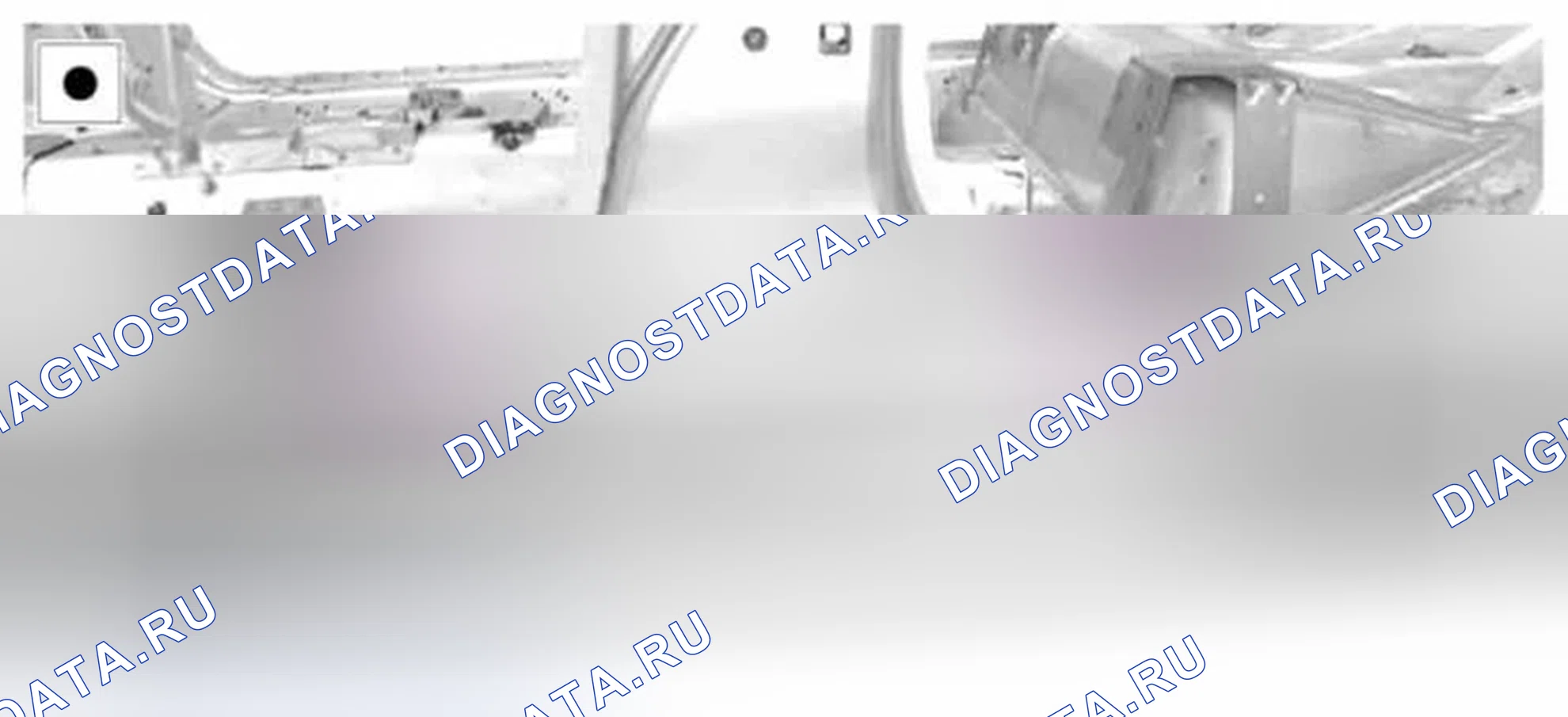
Схема №169
- Используйте общее оборудование: сверло 8 мм
- Материал: Клей для склеивания металла / Ta-1
- Используйте общее оборудование: Запорные плоскогубцы Используйте общее оборудование: Оборудование для точечной сварки сопротивлением
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Отделка ремонтного участка с использованием типовых процедур отделки металла.
- Уплотнительные работы: Все участки должны быть уплотнены до уровня производства. Материал: Шовный герметик / Ta-2 Материал: Fusor ® Flexible Foam Repair / 121
- ПРИМЕЧАНИЕ: Hvtb (высоковольтная тяговая батарея) в электромобилях должна подвергаться воздействию чрезмерно высоких температур и повреждаться. Температура в некоторых покрасочных цехах кузовного цеха может превышать 60°C. Поэтому во время операций повторной отделки температура покрасочного цеха должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- Восстановите антикоррозионную защиту согласно: " ЗАЩИТА ОТ КОРРОЗИИ ".
- Переставьте ковровое покрытие и жгут проводов. См. " ФОРМОВКА ПАНЕЛИ КОРОМЫСЛА ". См. " ПЕРЕДНЯЯ ДВЕРЬ ". См. " ЗАДНЯЯ ДВЕРЬ ". См. " РЕГУЛЯТОР ВЫСОТЫ ПЛЕЧ РЕМНЯ БЕЗОПАСНОСТИ ". См. " ПОДУШКА БЕЗОПАСНОСТИ БОКОВОГО ЗАНАВЕСА ". См. " ПАНЕЛЬ ОТДЕЛКИ СТОЙКИ B ".(/ford/c-max/ii-2010-2015/remont/podushki-bezopasnosti/#dopolnitelnaia-uderzhivaiushchaia-sistema)
ПримечаниеЛевый борт показан, правый аналогичен.
Схема №170

Схема №171

Схема №172
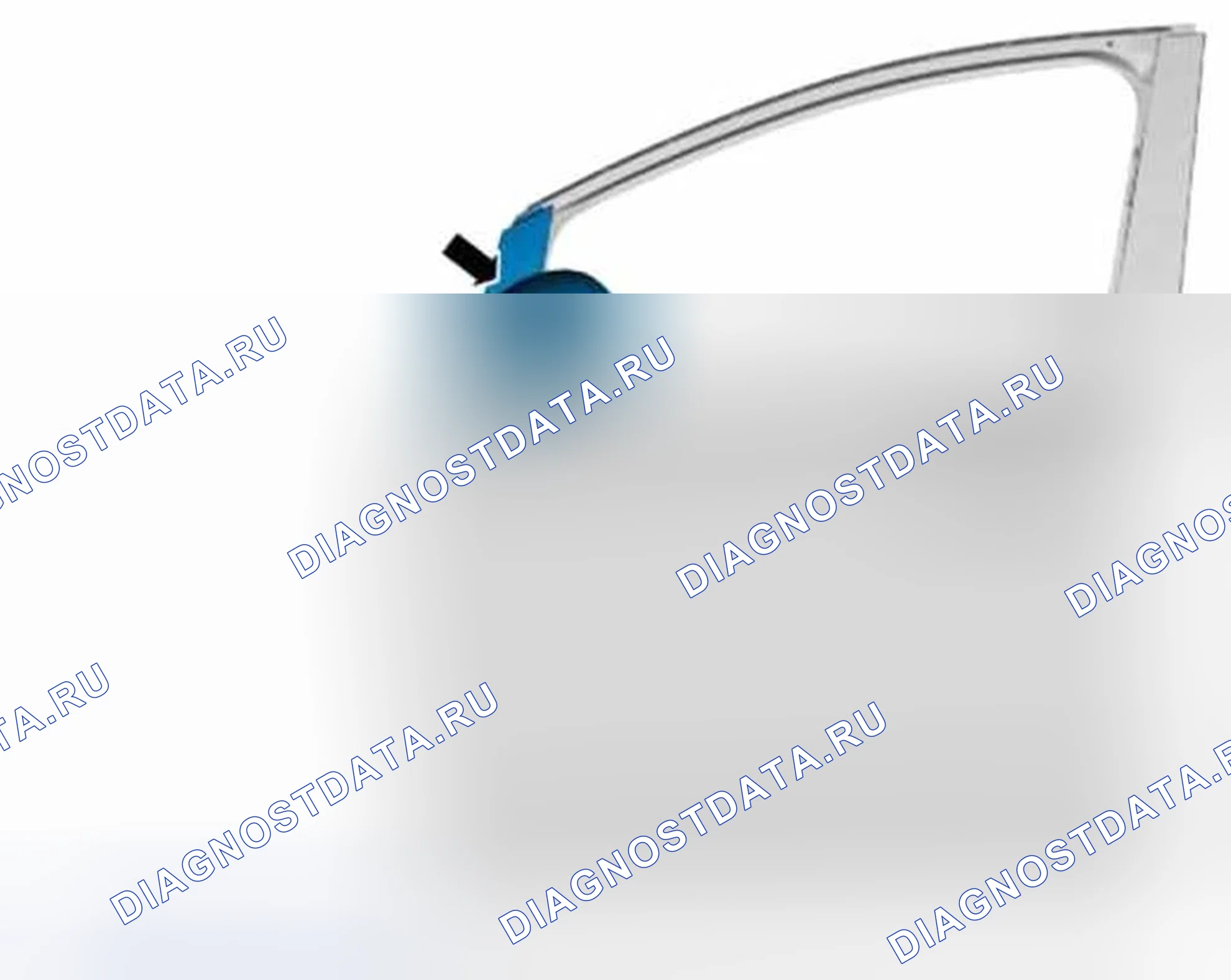
Схема №173
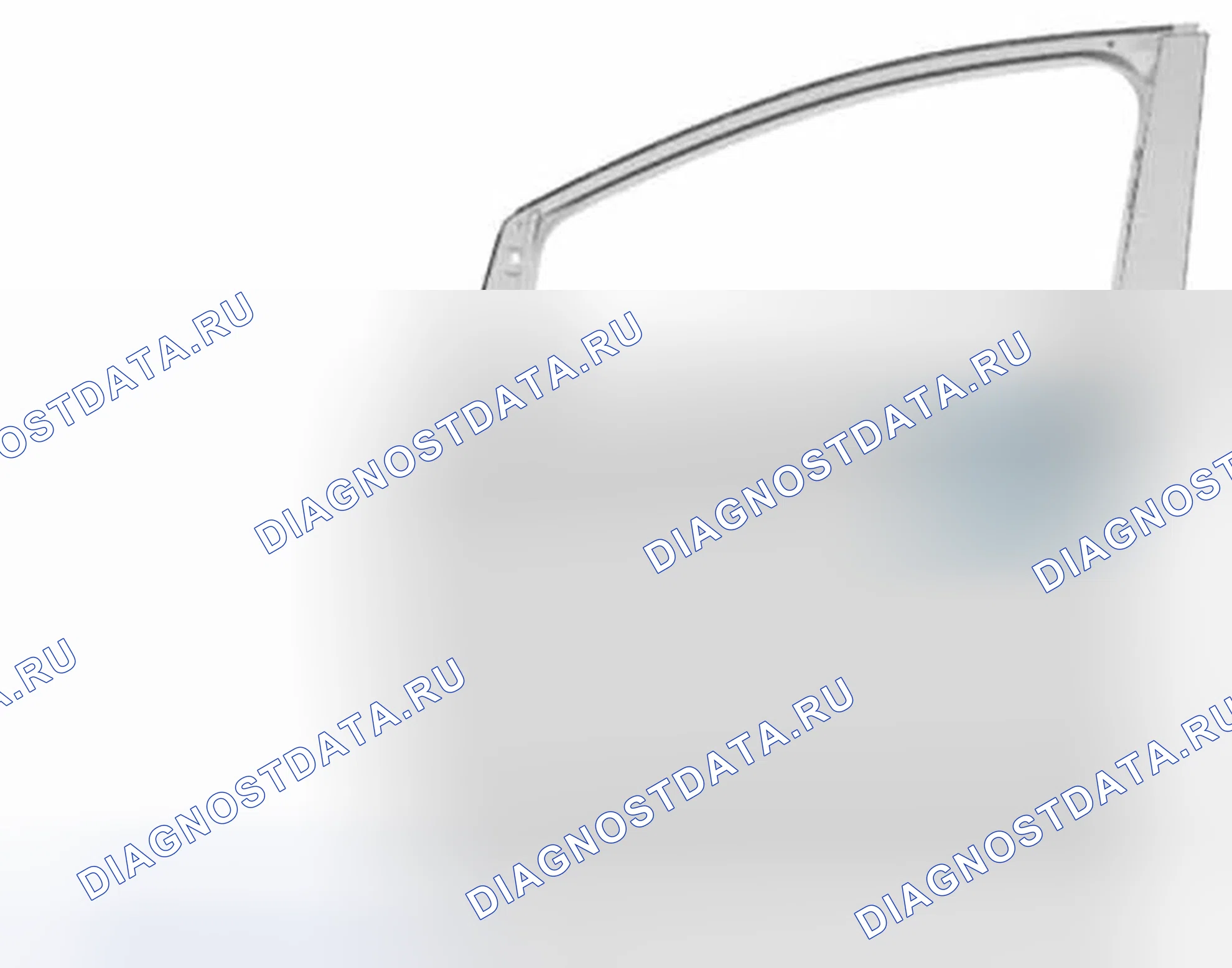
Схема №174
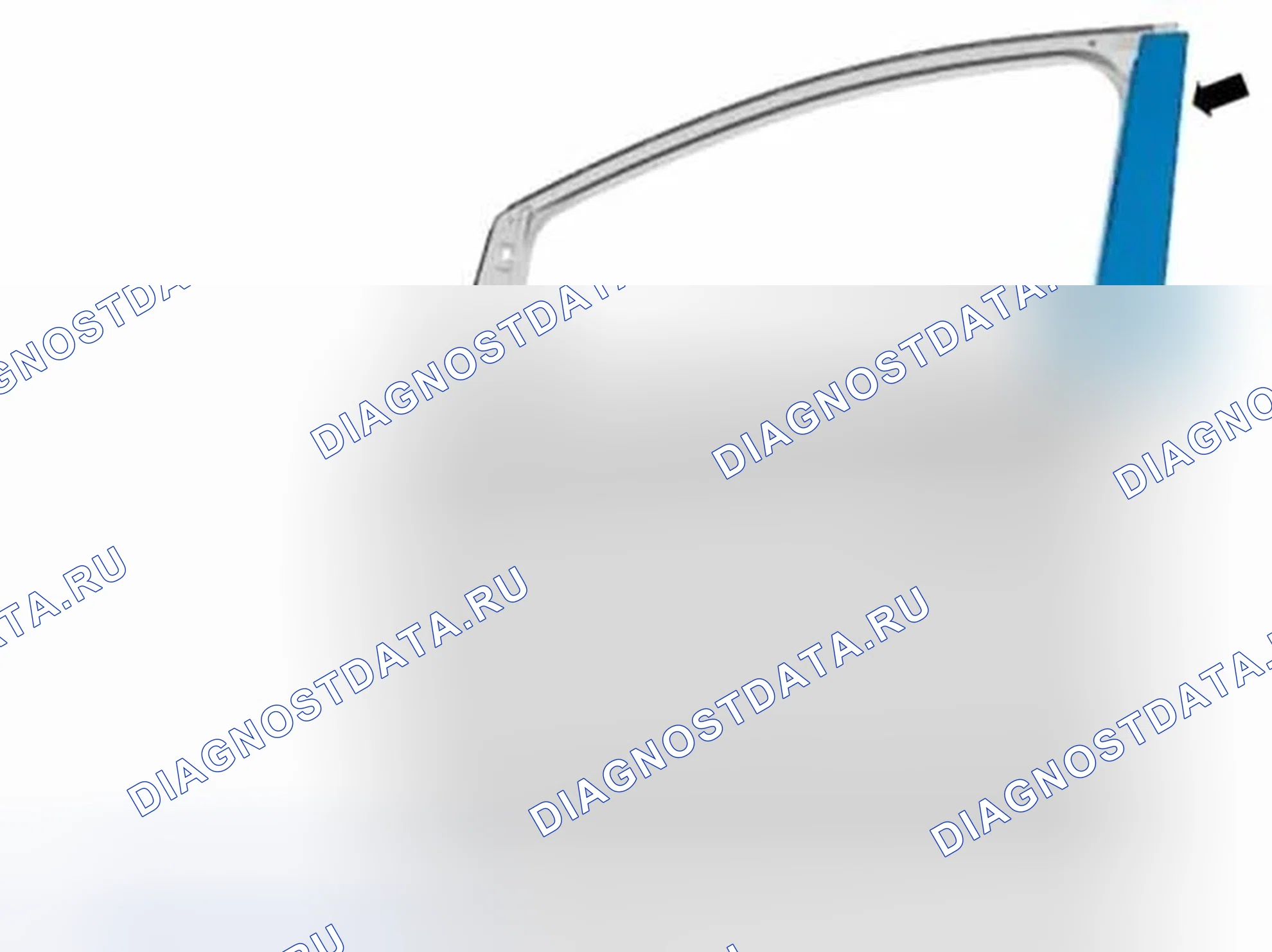
Схема №175
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой сервисной процедуры в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩАЯ ИНФОРМАЦИЯ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " РЕМОНТ ТЕЛА ЗДОРОВЬЕ И БЕЗОПАСНОСТЬ И ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ".
- Установите новое или восстановите по мере необходимости.
- См. раздел " ОКОННОЕ СТЕКЛО ПЕРЕДНЕЙ ДВЕРИ ".
- См. раздел " ПРОГОН СТЕКЛА ПЕРЕДНЕЙ ДВЕРИ СВЕРХУ ".
- См. раздел " ПЕРЕДНЯЯ ДВЕРЬ ".
- См. раздел " НАРУЖНОЕ ЗЕРКАЛО ".
- См. раздел " НАРУЖНАЯ РУЧКА ПЕРЕДНЕЙ ДВЕРИ ".
- См. раздел " ФОРМОВКА ВЕРХНЕЙ ЧАСТИ ПЕРЕДНЕЙ ДВЕРИ ".
- Использование общего оборудования: Grinder
- Используйте общее оборудование: Нож
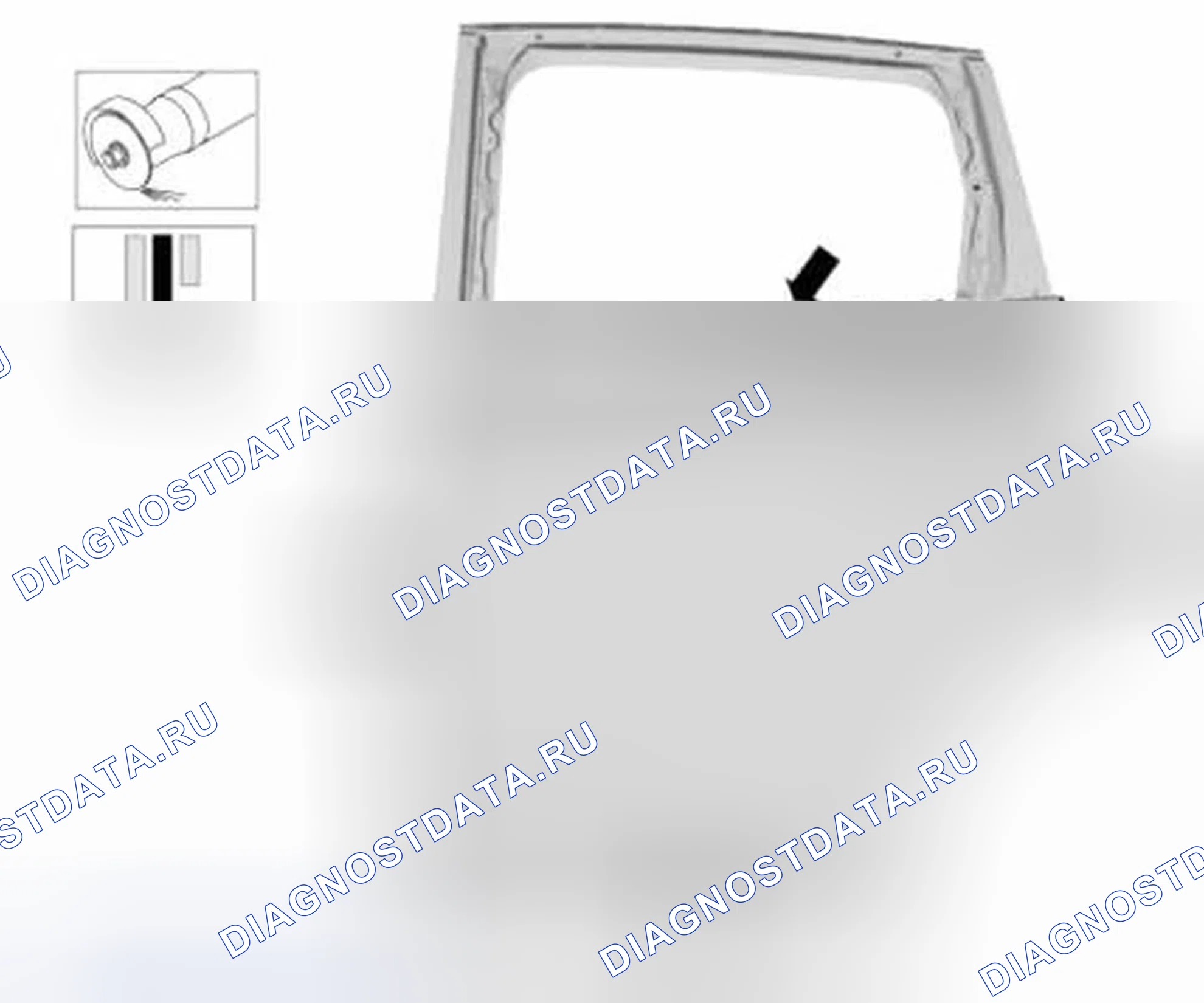
Схема №176

Схема №177
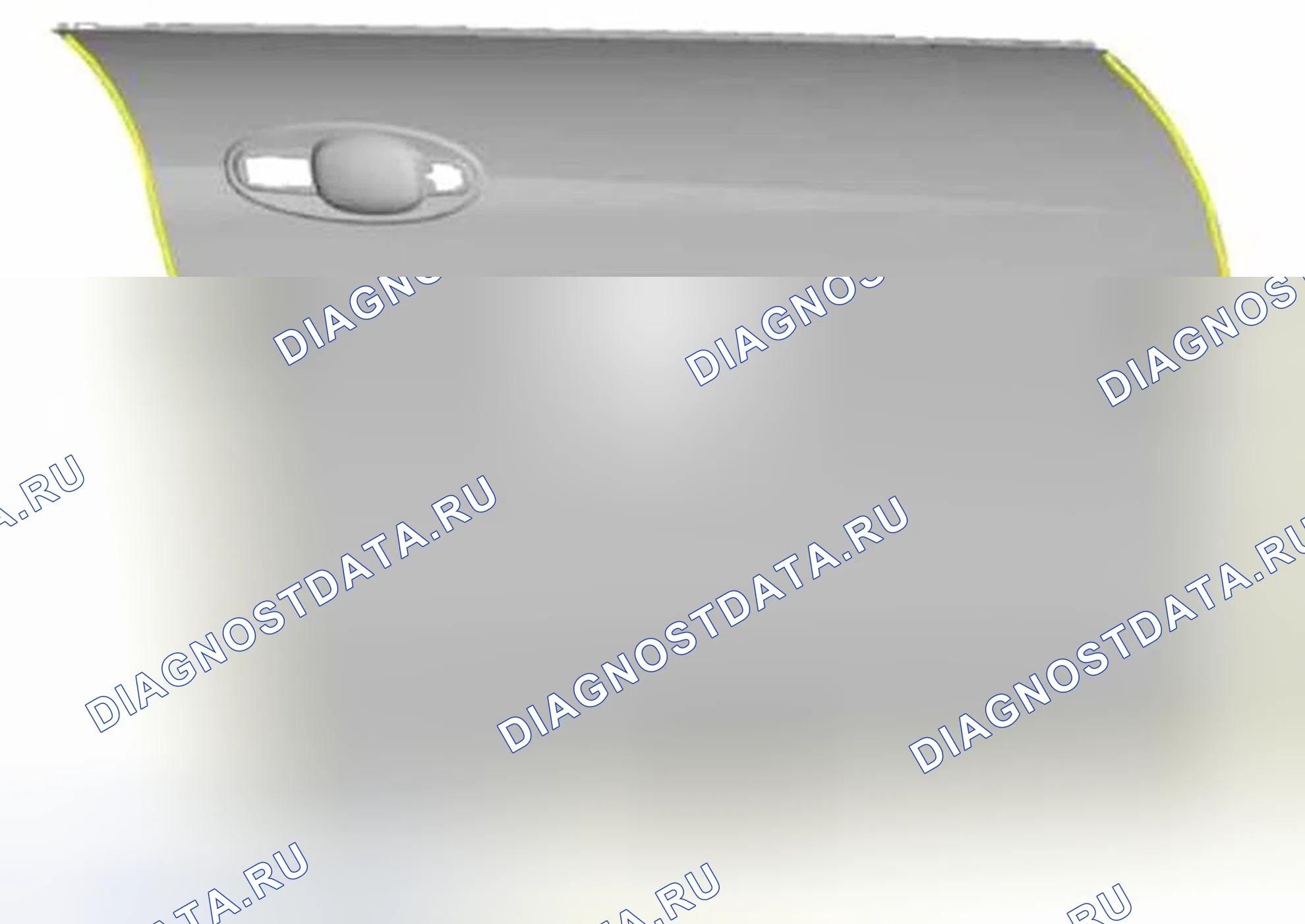
Схема №178

Схема №179

Схема №180

Схема №181

Схема №182
- Использование общего оборудования: Grinder
- Снять э-покрытие с сопрягаемой поверхности.
- Материал: Клей для склеивания металла / Ta-1
- Установить и частично установить фланец.
- Прихватка. Используйте общее оборудование: MIG / MAG Сварочное оборудование
- ПРИМЕЧАНИЕ: Сгладьте любое остаточное выдавливание клея в шов, чтобы действовать как герметик. Снимите дверь и завершите процесс отбортовки.
- Выполнить пескоструйную обработку и нанести грунтовку, одобренную Ford.
- Материал: шовный герметик / Ta-2
- Выполните повторную отделку фланца дверной коробки, используя систему покраски, одобренную Ford.
- См. раздел " ПЕРЕДНЯЯ ДВЕРЬ ".
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен быть затронут и поврежден чрезмерно высокими температурами. Температура в некоторых кузовных цехах, покрасочных кабинах может превышать 60°C. Поэтому во время операций по очистке температура покрасочной кабины должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительность обжига, если они были бы выше 45 минут, потребуют высокое напряжение.
- См. раздел " НАРУЖНАЯ РУЧКА ПЕРЕДНЕЙ ДВЕРИ ".
- См. раздел " ФОРМОВКА ВЕРХНЕЙ ЧАСТИ ПЕРЕДНЕЙ ДВЕРИ ".
- Материал: Fusor ® Гибкая пена Ремонт / 121
- Восстановите антикоррозионную защиту согласно: " ЗАЩИТА ОТ КОРРОЗИИ ".
- Установите уплотнения оконного стекла. См.: " ПРОГОН СТЕКЛА ПЕРЕДНЕЙ ДВЕРИ ".
- См. раздел " ОКОННОЕ СТЕКЛО ПЕРЕДНЕЙ ДВЕРИ ".
- См. раздел " НАРУЖНОЕ ЗЕРКАЛО ".
ПримечаниеЛевый борт показан, правый аналогичен.
Схема №183
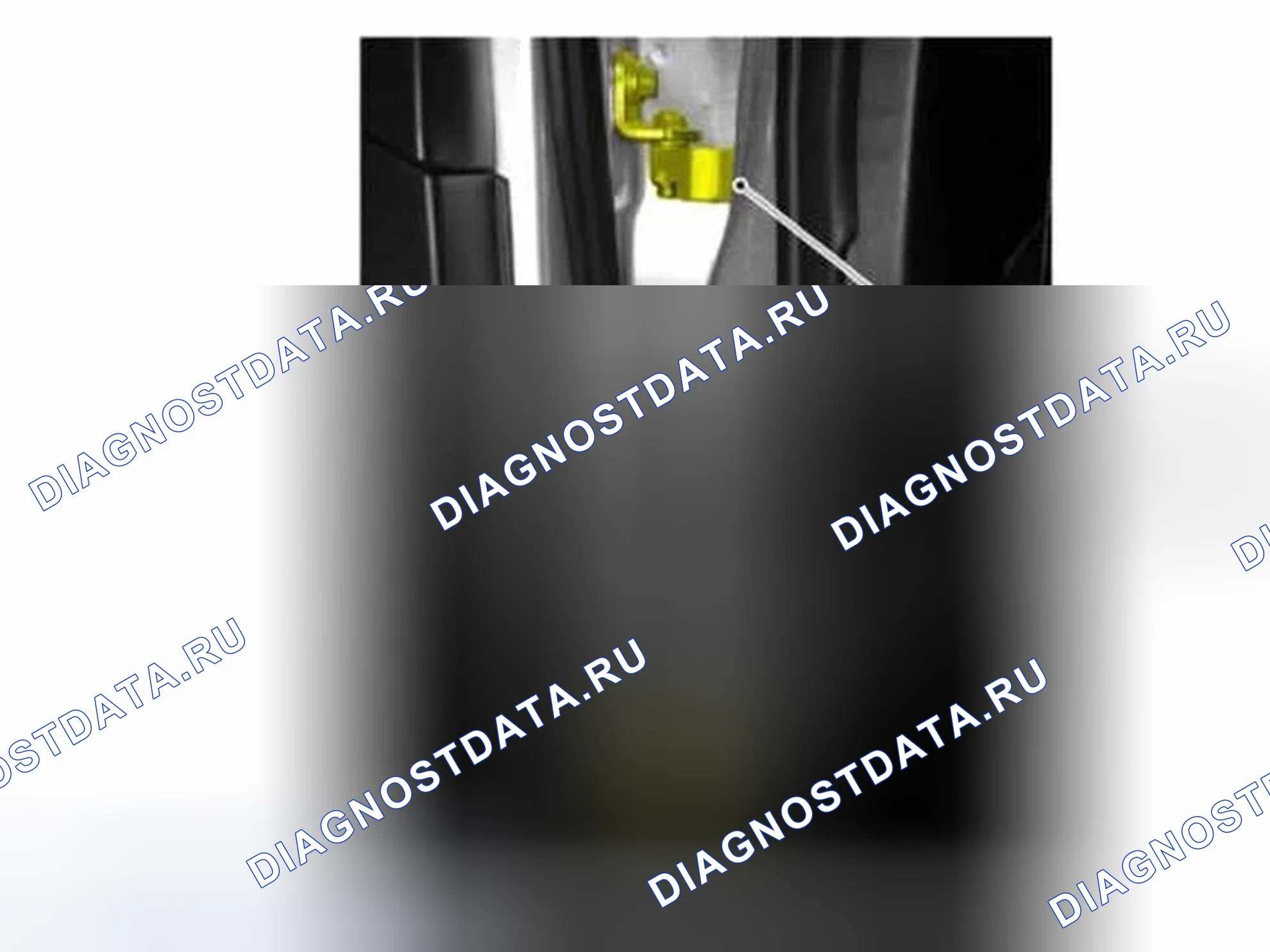
Схема №184

Схема №185

Схема №186
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой сервисной процедуры в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩАЯ ИНФОРМАЦИЯ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " РЕМОНТ ТЕЛА ЗДОРОВЬЕ И БЕЗОПАСНОСТЬ И ОБЩИЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ ".
- Восстановите или установите новое по мере необходимости.
- См. раздел " ОКОННОЕ СТЕКЛО ЗАДНЕЙ ДВЕРИ ".
- См. раздел " ВЕРХНИЙ ХОД СТЕКЛА ЗАДНЕЙ ДВЕРИ ".
- См. раздел " ЗАДНЯЯ ДВЕРЬ ".
- См. раздел " НАРУЖНАЯ РУЧКА ЗАДНЕЙ ДВЕРИ ".
- См. раздел " ВЕРХНЯЯ ФОРМОВКА ЗАДНЕЙ ДВЕРИ ".
- Использование общего оборудования: Grinder
- Используйте общее оборудование: Нож
Схема №187
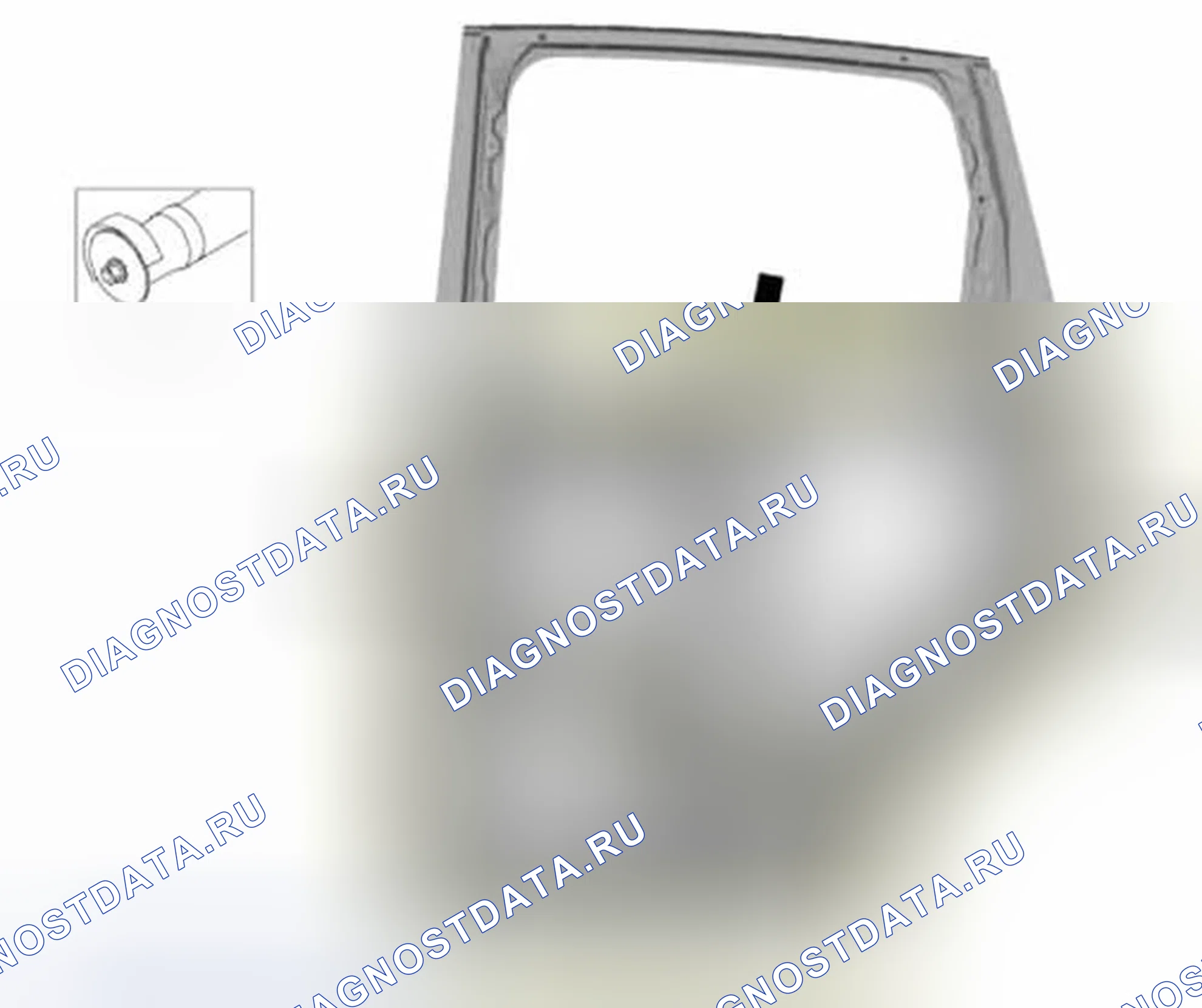
Схема №188
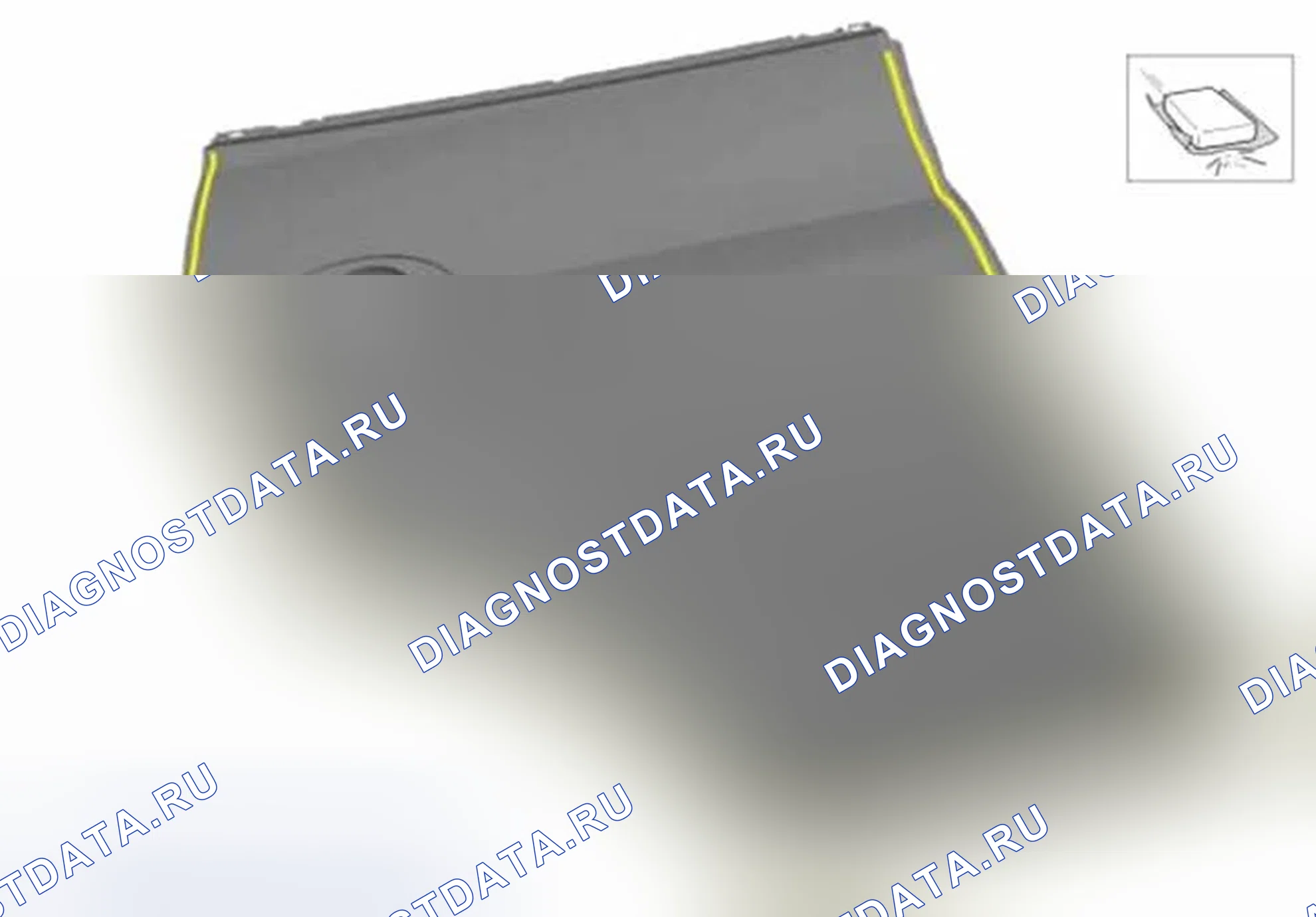
Схема №189

Схема №190

Схема №191
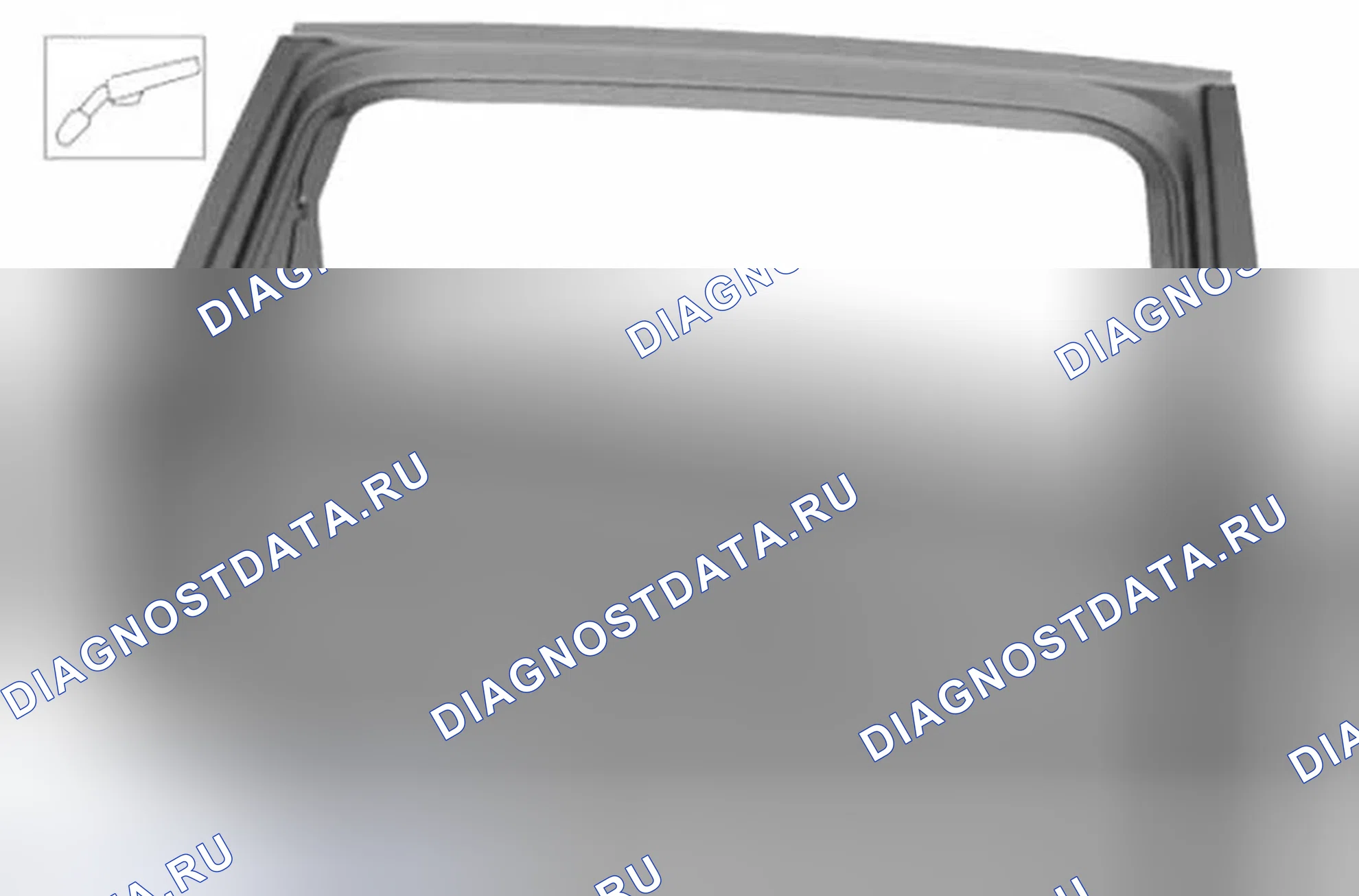
Схема №192
Схема №193
Схема №194
Схема №195
Схема №196

- Использование общего оборудования: Grinder
- Материал: Клей для склеивания металла / Ta-1
- Установить и частично фланцевать.
- Прихватка, как указано. Используйте общее оборудование: MIG / MAG Сварочное оборудование
- ПРИМЕЧАНИЕ: Плавное остаточное выдавливание клея в шов, чтобы действовать как герметик. Снимите и завершите процесс подшивки.
- Подготовьте зону ремонта подола и нанесите грунтовку, одобренную Ford.
- Материал: шовный герметик / Ta-2
- Выполните повторную отделку области подола, используя одобренную Ford систему окраски.
- См. раздел " ЗАДНЯЯ ДВЕРЬ ".
- Подготовьте панель к повторной отделке.
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен подвергаться воздействию и повреждению из-за чрезмерно высоких температур. Температура в некоторых кузовных цехах может превышать 60°C. Поэтому во время операций по повторной отделке температура в покрасочном цехе должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- См. раздел " НАРУЖНАЯ РУЧКА ЗАДНЕЙ ДВЕРИ ".
- См. раздел " ВЕРХНЯЯ ФОРМОВКА ЗАДНЕЙ ДВЕРИ ".
- Материал: Fusor ® Гибкая пена Ремонт / 121
- См. раздел " ПРЕДОТВРАЩЕНИЕ КОРРОЗИИ ".
- См. раздел " ВЕРХНИЙ ХОД СТЕКЛА ЗАДНЕЙ ДВЕРИ ".
- См. раздел " ОКОННОЕ СТЕКЛО ЗАДНЕЙ ДВЕРИ ".
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №197
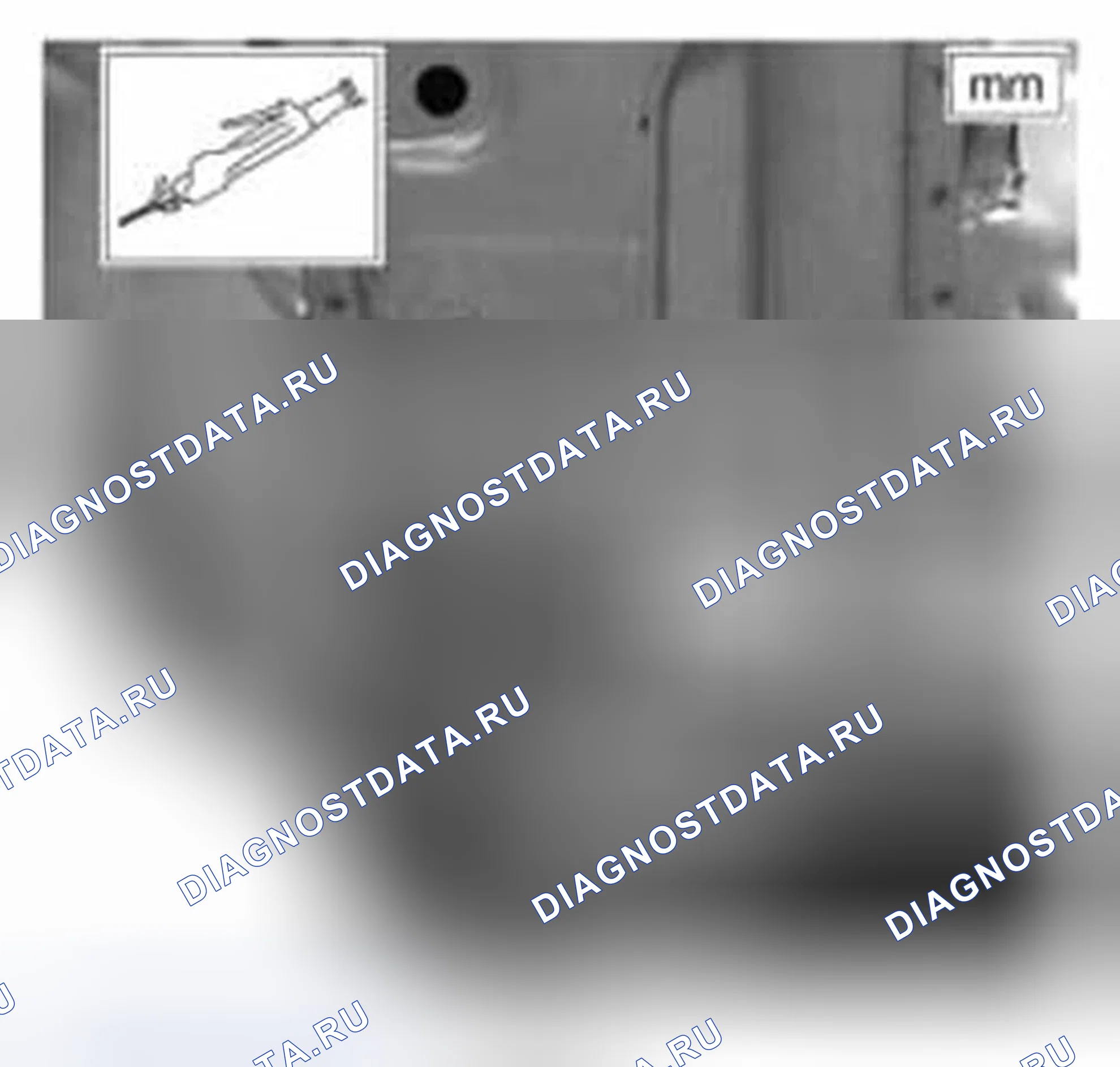
Схема №198
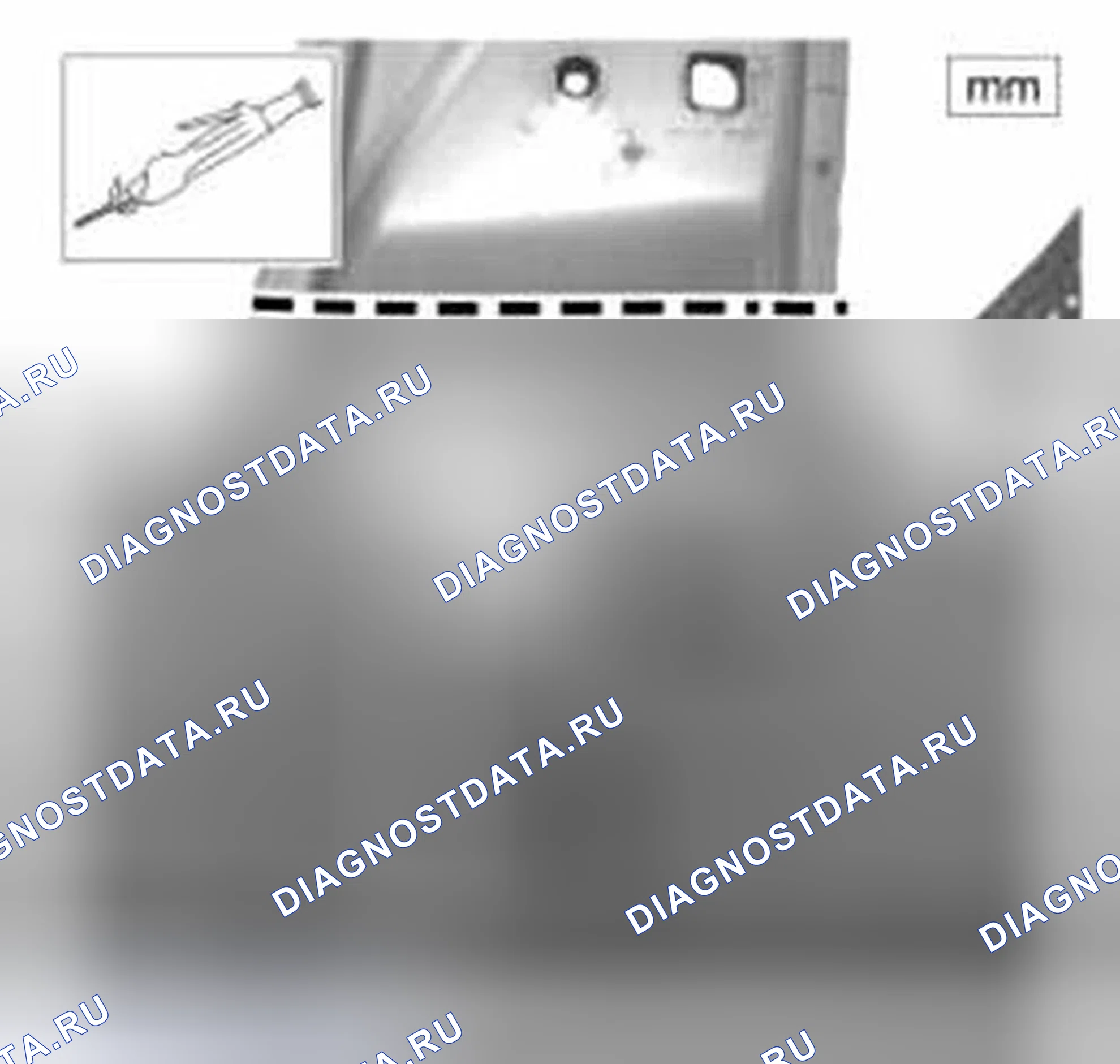
Схема №199
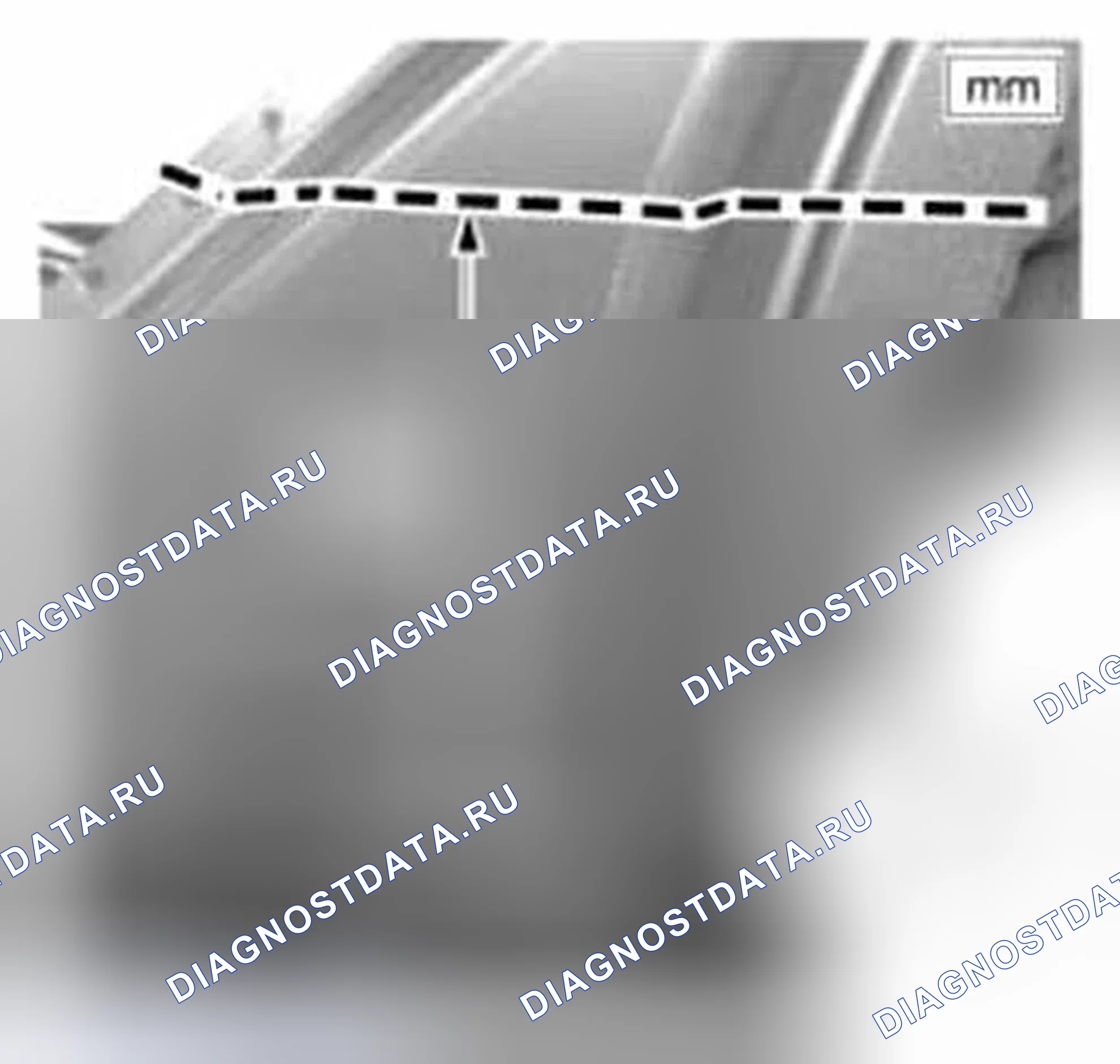
Схема №200
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой процедуры обслуживания в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩЕЙ ИНФОРМАЦИИ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ ".
- Переместите ковровое покрытие и жгут проводов в сторону от рабочей зоны. См.: " ПЕРЕДНЯЯ ДВЕРЬ ". См.: " ЗАДНЯЯ ДВЕРЬ ". См.: " ФОРМОВКА КАЧАЮЩЕЙСЯ ПАНЕЛИ ". См.: " КРЫЛО ". См.: " обивка СТОЙКИ A ". См.: " обивка СТОЙКИ B ". См.: " обивка СТОЙКИ C ".
- Используйте общее оборудование: Воздушная пила тела
- Используйте общее оборудование: Воздушная пила тела
- Используйте общее оборудование: Воздушная пила тела
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Пушка горячего воздуха
Схема №201
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №202

Схема №203
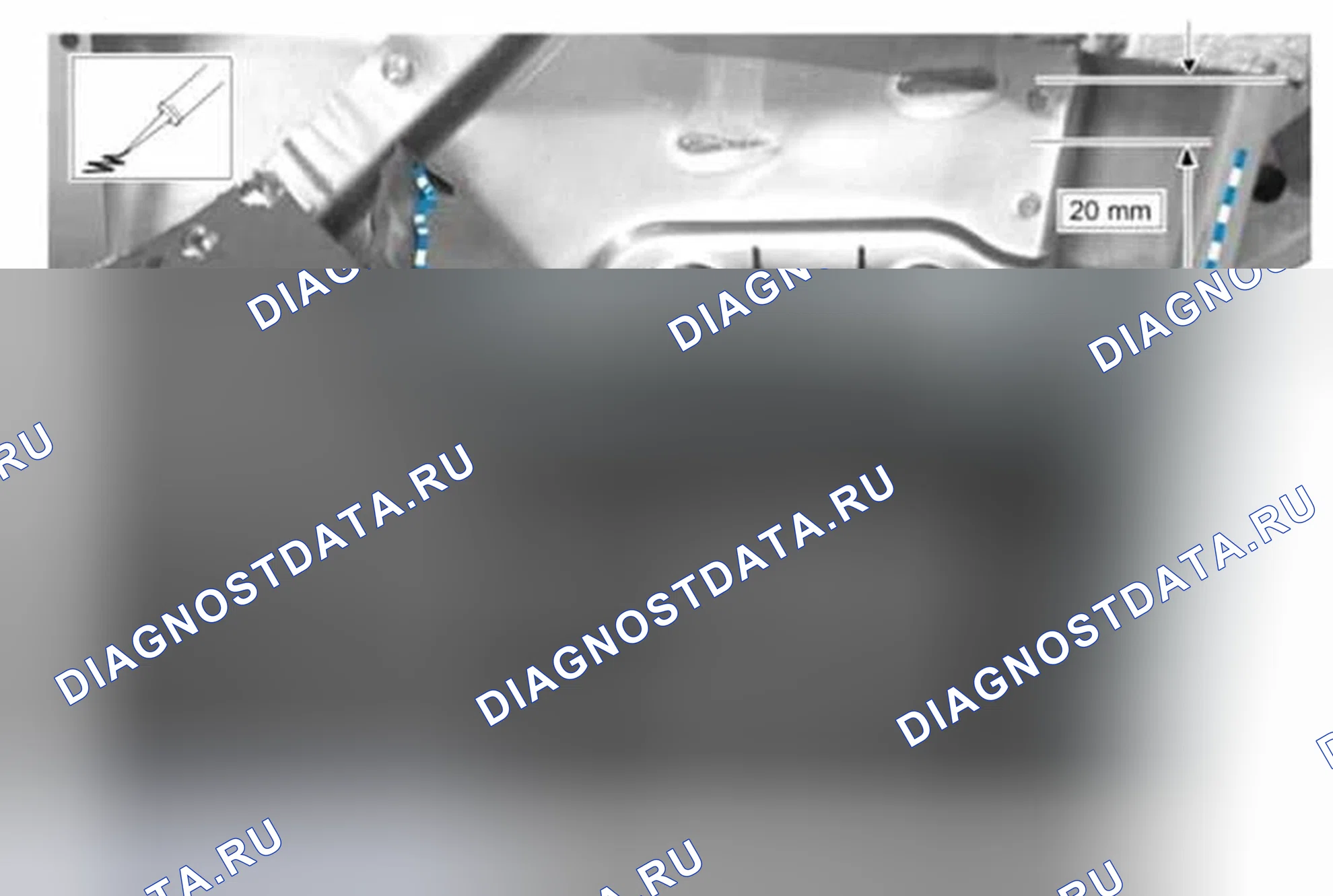
Схема №204
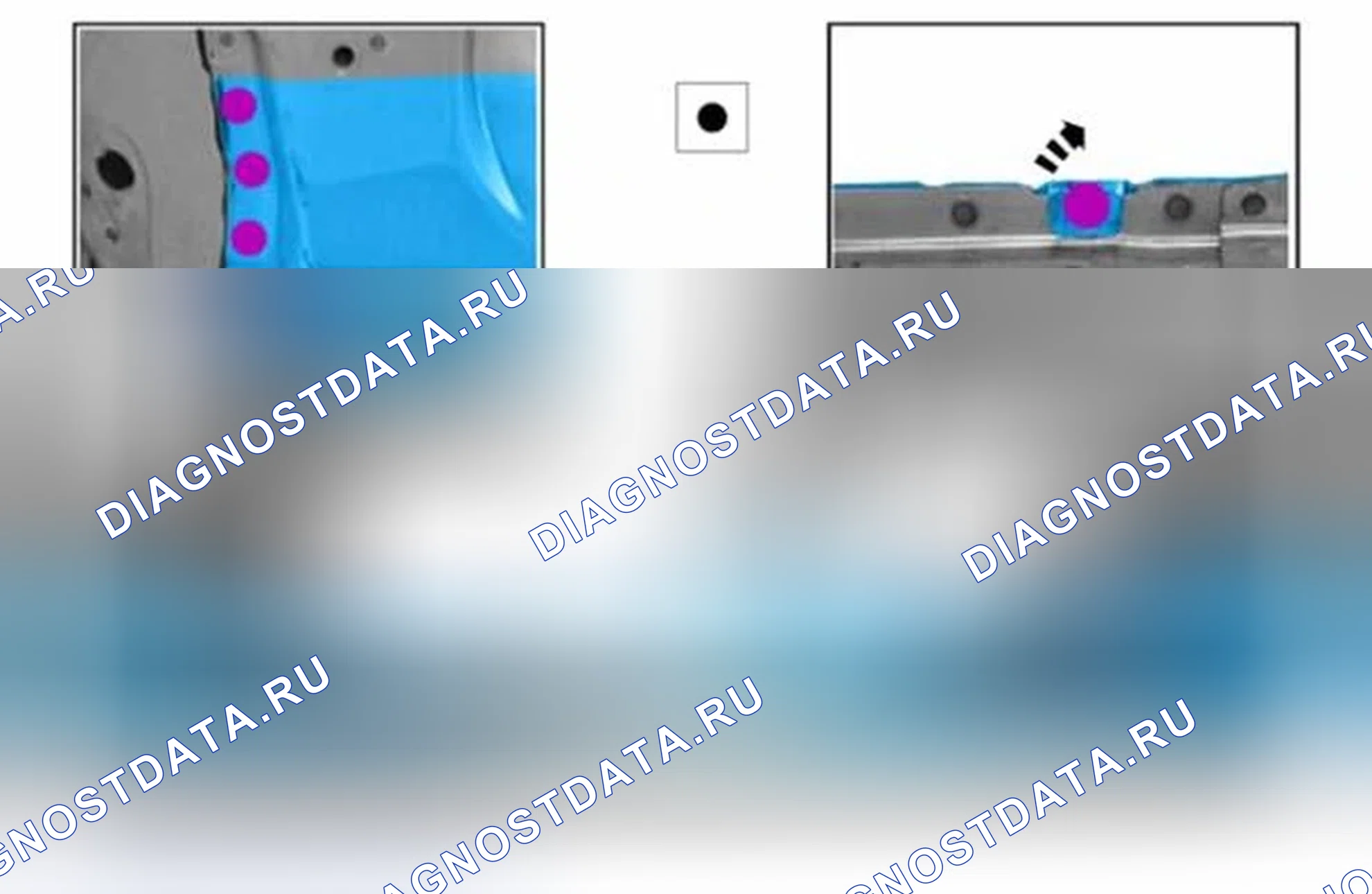
Схема №205
- Используйте общее оборудование: сверло 8 мм
- Материал: Клей для склеивания металла / Ta-1
- Материал: Клей для склеивания металла / Ta-1
- Материал: Клей для склеивания металла / Ta-1
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Склеивание и сварка См.: " МЕТОДЫ СОЕДИНЕНИЯ ". Материал: Клей для склеивания металла / Ta-1
- Склеивание и сварка См.: " МЕТОДЫ СОЕДИНЕНИЯ ". Материал: Клей для склеивания металла / Ta-1
- Отделка всех стыков с использованием типовых методов отделки металла.
- Залейте зону ремонта, используя грунтовку, одобренную Ford.
- Уплотнительные работы: Все участки должны быть уплотнены до уровня производства. Материал: Шовный герметик / Ta-2
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен подвергаться воздействию и повреждению из-за чрезмерно высоких температур. Температура в некоторых кузовных цехах может превышать 60°C. Поэтому во время операций по повторной отделке температура в покрасочном цехе должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- Восстановите антикоррозионную защиту согласно: " ЗАЩИТА ОТ КОРРОЗИИ ".
- См.: " КРЫЛО ". См.: " ПЕРЕДНЯЯ ДВЕРЬ ". См.: " ЗАДНЯЯ ДВЕРЬ ". См.: " ВТЯГИВАЮЩЕЕ УСТРОЙСТВО РЕМНЯ БЕЗОПАСНОСТИ И УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОГО НАТЯЖЕНИЯ ". См.: " обивка СТОЙКИ C ". См.: " обивка СТОЙКИ B ". См.: " обивка СТОЙКИ A ". См.: " ФОРМ.
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой процедуры обслуживания в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩЕЙ ИНФОРМАЦИИ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ ".
- См.: " СЕКЦИЯ НАРУЖНОЙ ПАНЕЛИ СТОЙКИ А И АРМАТУРА ". См.: " СТОЙКА В И АРМАТУРА ". См.: " ПАНЕЛЬ КОРОМЫСЛА ".
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №206
Схема №207
- Материал: Клей для склеивания металла / Ta-1
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Используйте общее оборудование: Сопротивление точечной сварки оборудования
- Уплотнительные работы: Все участки должны быть уплотнены до уровня производства. Материал: Шовный герметик / Ta-2
- Выполнить сварку следующим образом: См. " СЕКЦИЯ НАРУЖНОЙ ПАНЕЛИ СТОЙКИ А И АРМИРОВАНИЕ ". См.: " СТОЙКА В И АРМИРОВАНИЕ ". См.: " ПАНЕЛЬ КОРОМЫСЛА ".
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №208
Схема №209

Схема №210

Схема №211

Схема №212
- ПРЕДУПРЕЖДЕНИЕ: Перед началом любой процедуры обслуживания в этой статье обратитесь к разделу " Предупреждения о безопасности " в " ОБЩЕЙ ИНФОРМАЦИИ ". Несоблюдение этой инструкции может привести к серьезным травмам. См.: " МЕРЫ ПРЕДОСТОРОЖНОСТИ ДЛЯ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ ".
- См. раздел " КРЫЛО ". См. раздел " ПЕРЕДНЯЯ ДВЕРЬ ".
- Используйте общее оборудование: Воздушная пила тела
- Использование общего оборудования: Точечная сварка сверла
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Пушка горячего воздуха
- Использование общего оборудования: Точечная сварка сверла
- Используйте общее оборудование: Пушка горячего воздуха
ПримечаниеЭлектромобили содержат систему HVTB (высокий напряжение Traction аккумулятор). Перед резкой или сваркой рядом с HVTB (высоковольтная тяговая батарея), HVTB (высоковольтная тяговая батарея) должна быть удалена, чтобы избежать теплового повреждения.
Схема №213
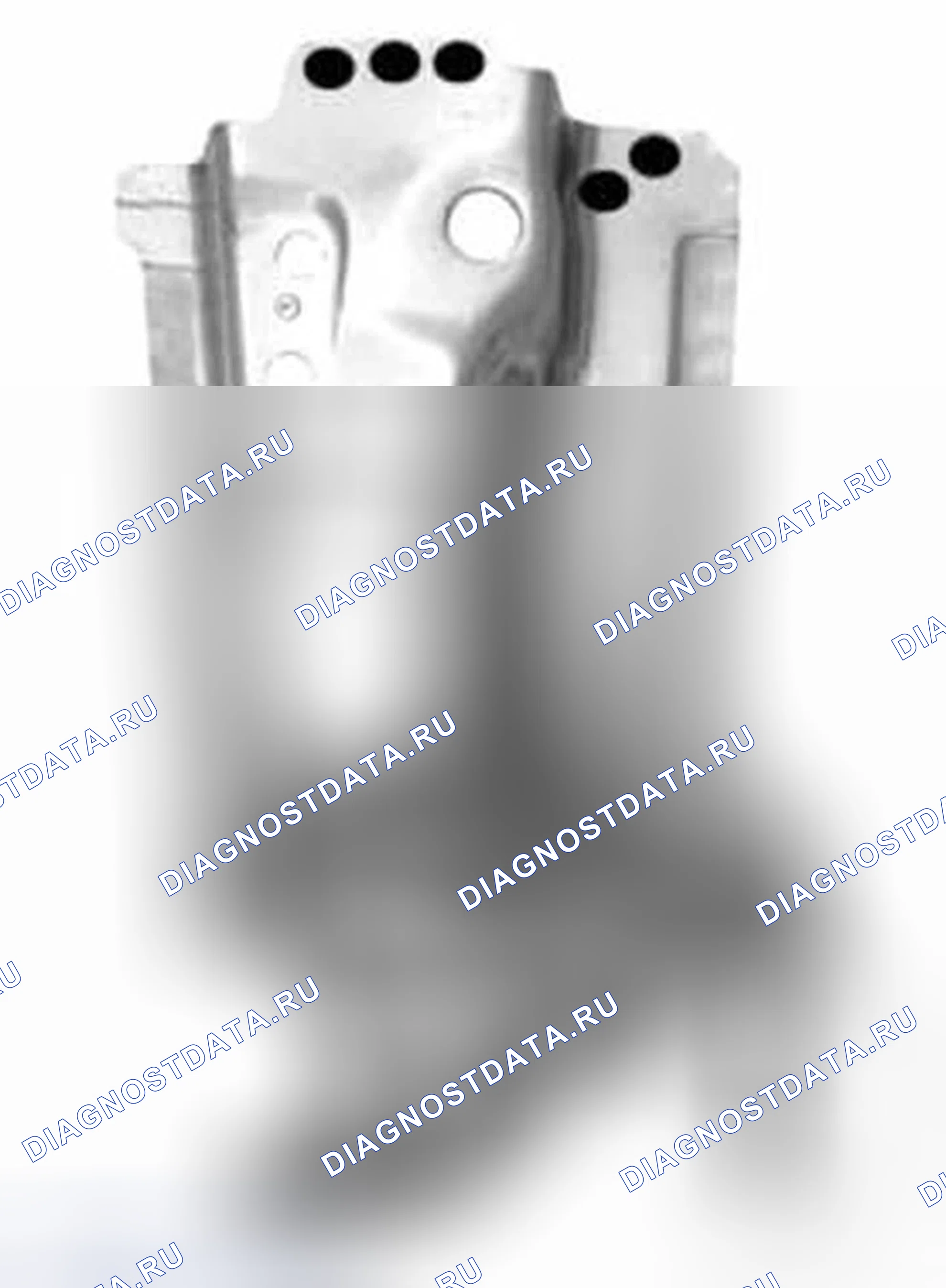
Схема №214
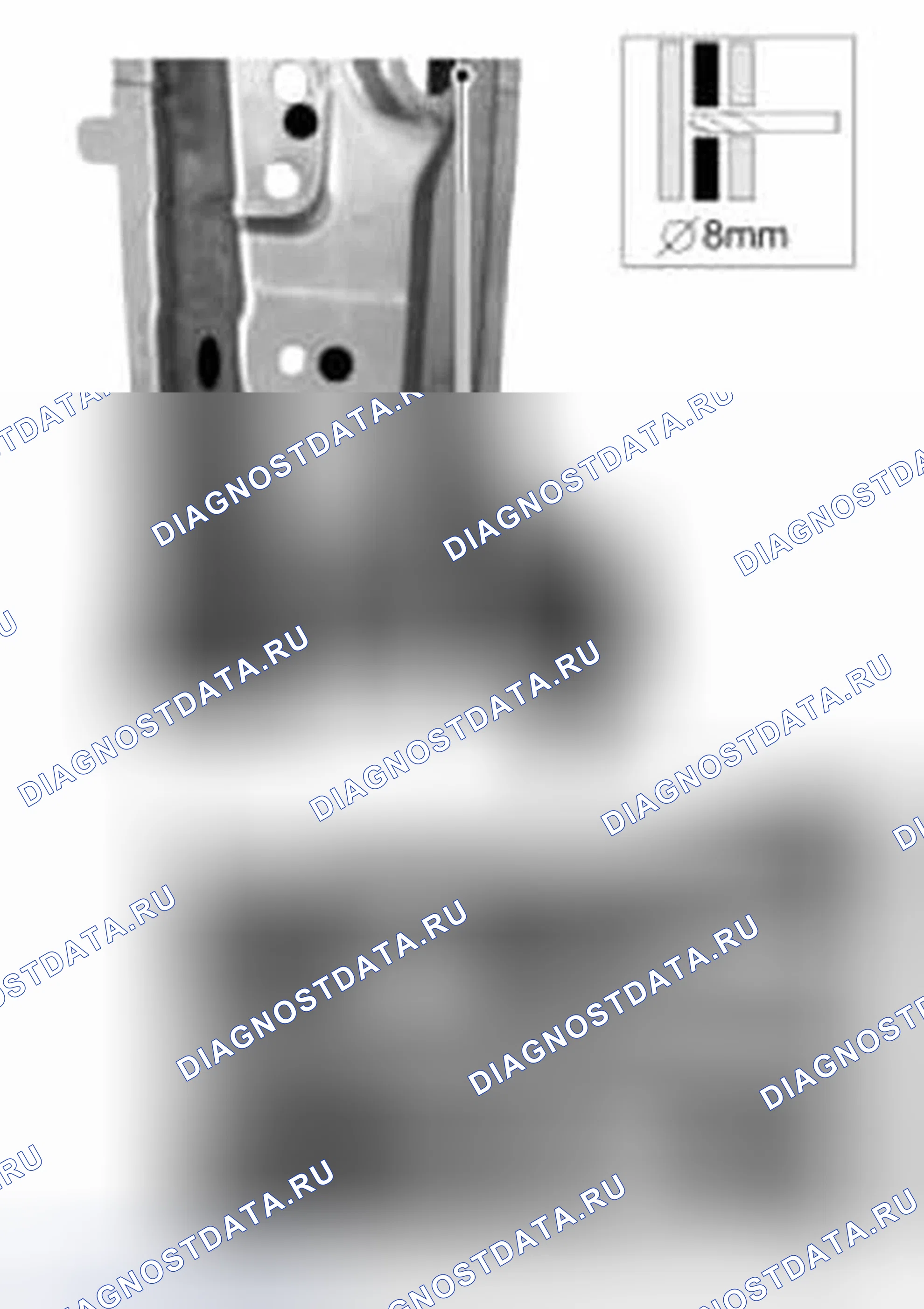
Схема №215

Схема №216
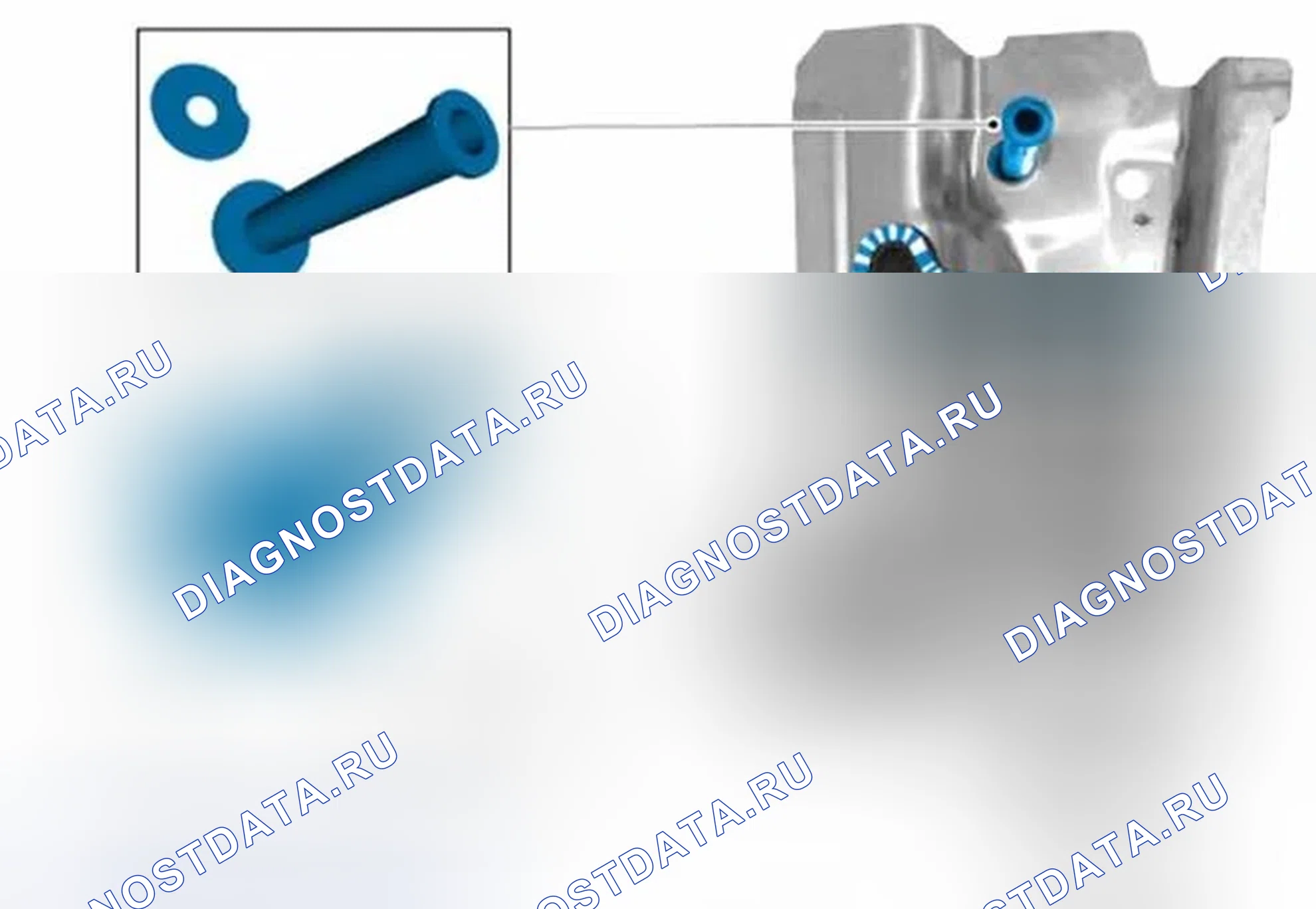
Схема №217

Схема №218

Схема №219
- Используйте общее оборудование: сверло 8 мм
- Используйте общее оборудование: сверло 8 мм
- Используйте общее оборудование: сверло 8 мм
- Материал: Шовный герметик / Ta-2 Материал: Клей для склеивания металла / Ta-1
- Материал: Клей для склеивания металла / Ta-1
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Материал: Шовный герметик / Ta-2 Материал: Пластиковый связующий клей / Ta-9
- Используйте общее оборудование: Запорные плоскогубцы Используйте общее оборудование: Оборудование для точечной сварки сопротивлением
- Используйте общее оборудование: Запорные плоскогубцы Используйте общее оборудование: Оборудование для точечной сварки сопротивлением
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Использование общего оборудования: MIG / MAG Сварочное оборудование
- Отделка всех сращиваемых соединений с использованием типовых процедур отделки металла.
- Заправка зоны ремонта с использованием грунтовки, одобренной Ford.
- Уплотнительные работы: Все участки должны быть уплотнены до уровня производства. Материал: Шовный герметик / Ta-2
- Восстановите антикоррозионную защиту согласно: " ЗАЩИТА ОТ КОРРОЗИИ ".
- ПРИМЕЧАНИЕ: Hvtb (высоковольтный кольцевой тяговый аккумулятор) в электромобилях должен подвергаться воздействию и повреждению из-за чрезмерно высоких температур. Температура в некоторых кузовных цехах может превышать 60°C. Поэтому во время операций по повторной отделке температура в покрасочном цехе должна быть установлена на уровне 60°C со временем обжига 45 минут или менее. Температуры, превышающие 60°C, или продолжительности обжига, превышающие 45 минут, должны быть удалены.
- См. раздел " КРЫЛО ". См. раздел " ПЕРЕДНЯЯ ДВЕРЬ ".
Примечание
- См. также:
- ПОДУШКА БЕЗОПАСНОСТИ БОКОВОЙ ЗАВЕСЫ