Неустойчивый
Испытайте транспортное средство в тех же условиях, о которых сообщил клиент, чтобы убедиться, что система работает должным образом.
Передняя опора двигателя
ПримечаниеСломанные или поврежденные опоры могут привести к несоосности и разрушению некоторых компонентов трансмиссии. При разрыве одной опоры остальные опоры подвергаются анормально высоким напряжениям.
Схема №657
- Установите домкрат под масляный поддон.
- Вставьте деревянный блок между масляным поддоном двигателя и домкратом полюса.
- Поднимите домкрат до соприкосновения деревянной колодки с масляным поддоном двигателя.
- Поднимите двигатель, чтобы слегка натянуть резиновую подушку. Наблюдайте за обеими опорами, поднимая двигатель.
- Замените крепления, если существует любое из следующих условий: Жесткая резиновая поверхность, покрытая тепловыми трещинами. Резиновая подушка отделена от металлической пластины крепления. Резиновая подушка расколота по центру. Крепление протекает
- Если имеется перемещение между металлической пластиной крепления и точками ее крепления, опустите двигатель и затяните болты или гайки, крепящие крепление к двигателю, раме или кронштейну.
Схема №658
Схема №659
Схема №660
Схема №661
Схема №662
Схема №663
Схема №664
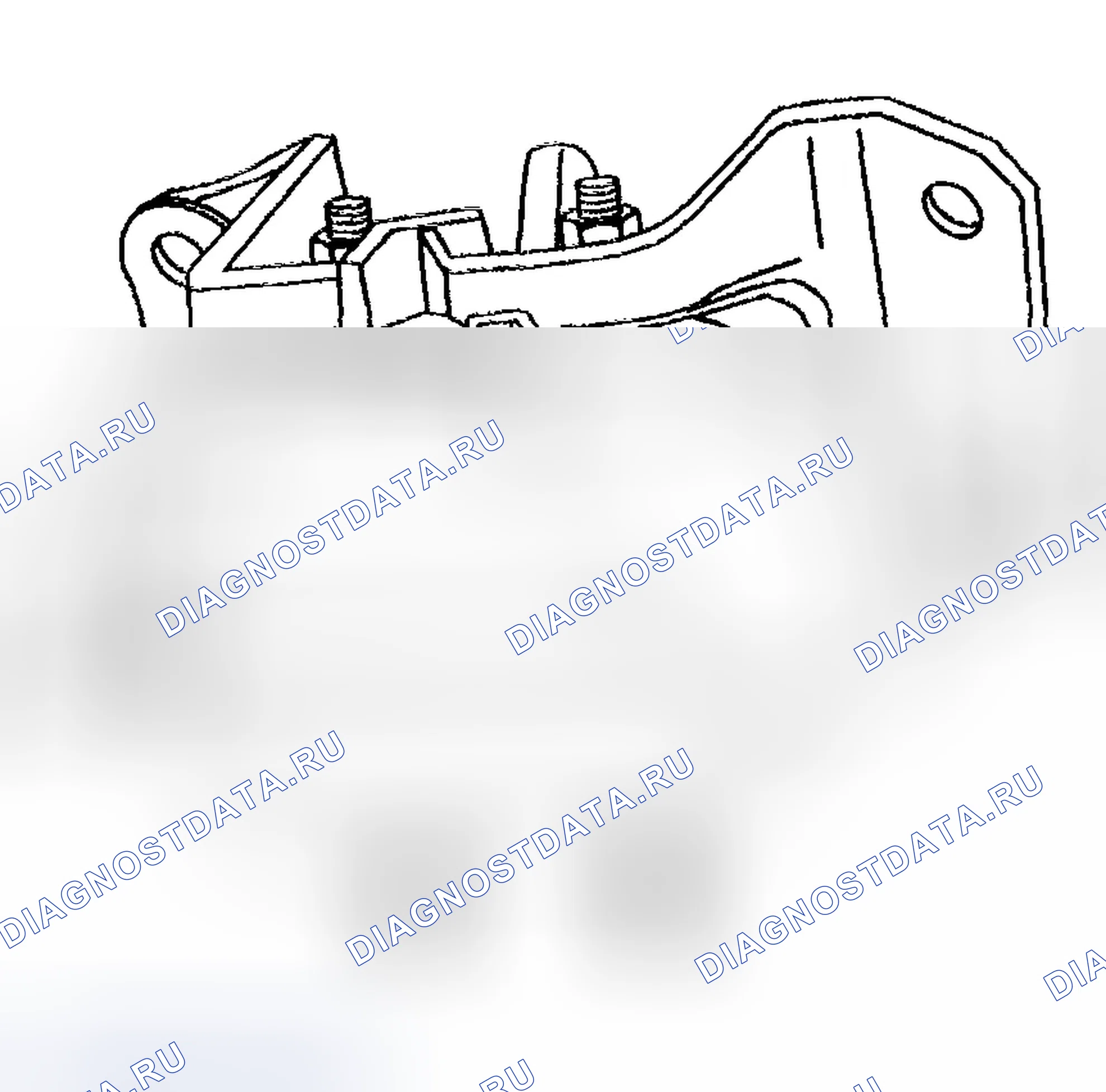
Схема №665
- Поднимите и поддержите транспортное средство. См. Подъем и подъем транспортного средства в общей информации.
- Снимите переднюю шину и колеса согласно указаниям по ДЕМОНТАЖУ И МОНТАЖУ ШИН И КОЛЕС
- Снимите защитный щиток двигателя (см. раздел " ЗАМЕНА ЗАЩИТНОГО ЩИТКА ДВИГАТЕЛЯ " в разделе " Рама и днище ").
- Снимите ударный модуль (см. раздел " Замена ударного модуля " в разделе " Передняя подвеска ").
- Снимите гайки крепления нижней опоры двигателя с кронштейна рамы опоры двигателя.
- Снимите 3 крепежных болта с верхнего кронштейна крепления двигателя к кронштейну блока двигателя.
- Снимите крепежные болты кронштейна подвески двигателя на 3 рамы.
- Установите домкрат под масляный поддон.
- Вставьте деревянный блок между масляным поддоном и домкратом полюса.
- Поднимите двигатель на 2 1 / 4 дюйма от дна поддона картера до переднего края поперечины опоры трансмиссии.
- Снимите кронштейн рамы крепления двигателя с рамы.
- Снимите крепление двигателя с верхним кронштейном крепления двигателя в сборе.
- Отделите крепление двигателя от верхнего кронштейна крепления двигателя.
- В случае повреждения снимите проставку кронштейна крепления двигателя.
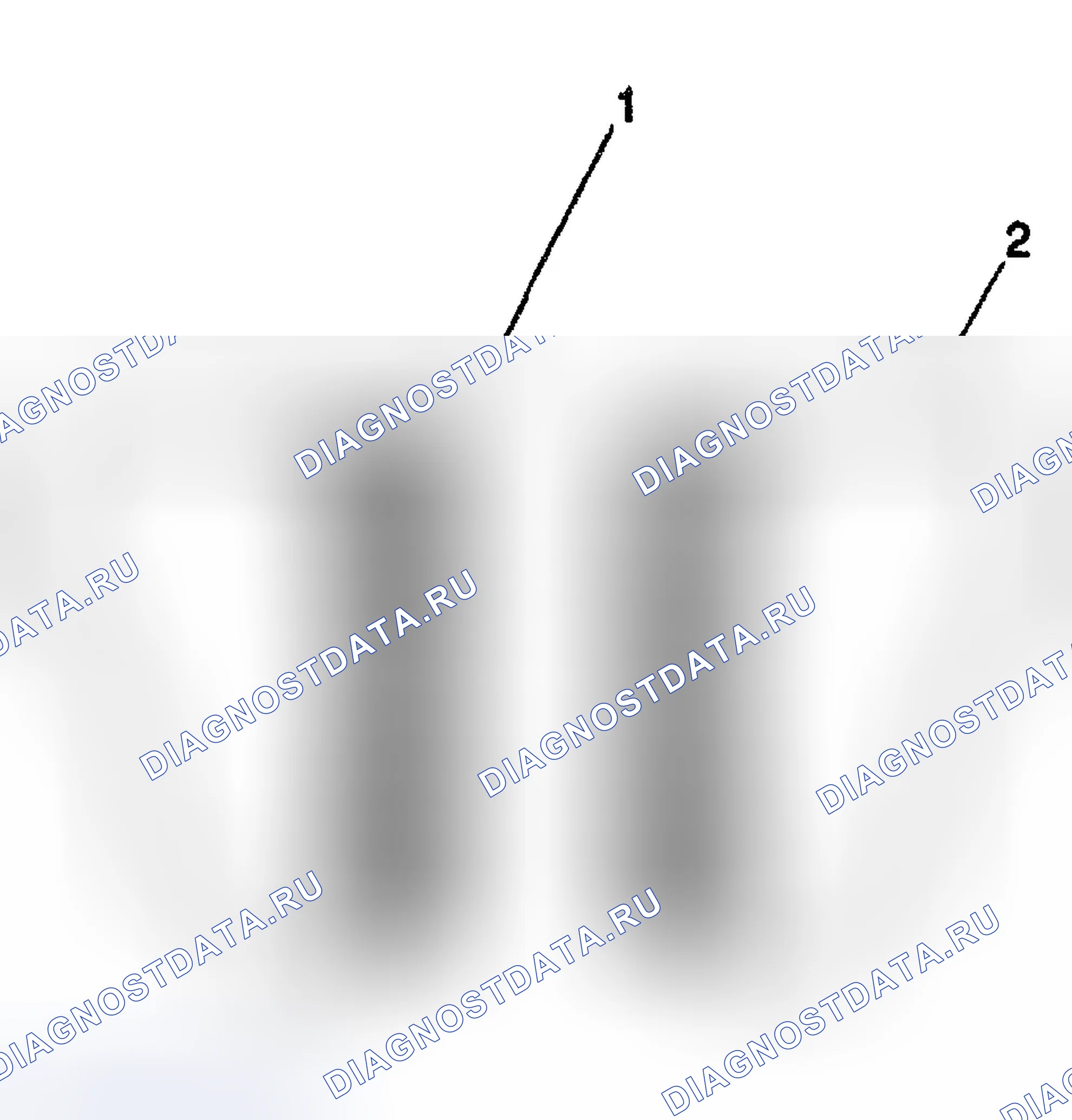
Порядок бурения
| Важно | Для 5,3-литровых двигателей доступны рабочий поршень размером 0,5 мм (0,02 дюйма) и комплект поршневых колец. |
|---|
Схема №666
- Измерьте все поршни микрометром, чтобы определить диаметр отверстия цилиндра.
- Перед тем, как использовать любой тип борштанги, используйте мелкий напильник и очистите верхнюю часть блока цилиндров, удалив любую грязь или заусенцы. Если вы не проверите блок цилиндров, борштанга может быть неправильно расположена, наклонена, а отверстие цилиндра может быть расточено под неправильным углом.
- Тщательно следуйте инструкциям производителя по эксплуатации оборудования.
- Когда вы расточите цилиндры, убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников коленчатого вала до надлежащего крутящего момента, чтобы избежать искажения отверстий цилиндров во время окончательной сборки.
- Когда вы возьмете окончательный разрез с помощью борштанги, оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования и посадки поршня.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечного зазора крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкосортными камнями. Выполните окончательную хонингование мелкосортным камнем, хонингование цилиндра до надлежащего зазора.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно проверить расточку цилиндра на посадку с выбранным поршнем. Все измерения поршня или отверстия цилиндра должны производиться с компонентами при нормальной комнатной температуре.
- При хонинговании цилиндра для подгонки к крупногабаритному поршню, сначала выполните предварительное хонингование с помощью 100-гранитного камня. Выполните окончательное хонингование цилиндра с помощью 240-гранитного камня и получите 45-градусный рисунок штриховки. 240-гранитный камень является предпочтительным для окончательного хонингования. Если 240-гранитный камень недоступен, 220-гранитный камень может быть использован в качестве замены.
- При хонинговании для устранения конусности в цилиндре сделайте полные ходы по всей длине расточки. Повторно проверьте измерение вверху, в середине и внизу расточки.
- Финишные отметки должны быть чистыми, но не острыми. Отделочные метки также должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- Измерив выбранный поршень в точке калибровки и добавив среднее значение спецификации зазора, можно определить требуемый окончательный размер хонингования цилиндра.
- После завершения восстановленные отверстия цилиндров должны иметь меньше или соответствовать указанным требованиям к некруглости и конусности.
- После окончательного хонингования и перед проверкой поршня на посадку отверстия цилиндров очистить горячей водой и моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки расточки цилиндра просушите расточку чистой ветошью.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Процедура дегазации
Используя шаровой тип или самоцентрирующийся хонинговальный инструмент, слегка обезжирьте отверстие цилиндра. Дегазацию следует производить только для удаления любых отложений, которые могли образоваться. Используйте 240-гранитный камень из карбида кремния или эквивалентного материала при предварительной обработке процедуры обезжиривания.
Для окончательного хонингования предпочтителен камень зернистостью 240. При отсутствии камня с зернистостью 240 в качестве заменителя может быть использован камень с зернистостью 220.
Схема №667
Процедура очистки
| Важно | Соблюдайте осторожность при обращении с коленчатым валом. Избегайте повреждения опорных поверхностей или лепестков реактивного кольца положения коленчатого вала. Повреждение зубьев реактивного кольца положения коленчатого вала может повлиять на производительность системы On-Board Diagnostics (бортовая система диагностики) II. |
|---|
Схема №668
- Очистите коленчатый вал растворителем.
- Тщательно очистите все масляные каналы и осмотрите на наличие ограничений или заусенцев. ВНИМАНИЕ: См. " ПРЕДОХРАНИТЕЛЬНЫЕ ОЧКИ ВНИМАНИЕ " в Предостережениях и уведомлениях.
- Просушите коленчатый вал сжатым воздухом.
Измерение зазора между основными подшипниками - калибровка пластическим методом
| Важно | Основные подшипники коленчатого вала являются прецизионными вставками. Крышки основных подшипников обрабатываются с блоком двигателя для обеспечения надлежащего зазора и не могут быть снабжены прокладками или подшиты для посадки подшипника. Если зазоры будут сочтены чрезмерными, могут потребоваться новые подшипники и / или блок двигателя и крышка ремонт или замена. |
|---|
Не вращайте коленчатый вал, пока калибровочный пластик находится между шейкой коленчатого вала и опорной поверхностью.
Зазоры подшипников коленчатого вала являются критическими. Чрезмерный зазор подшипников может повлиять на сигналы датчиков положения коленчатого вала и может повлиять на работу системы бортовой диагностики (бортовая система диагностики) II.
| Важно | Перед снятием крышки снимите боковые болты крышки подшипника. |
|---|
Схема №669
Схема №670
Схема №671
Схема №672
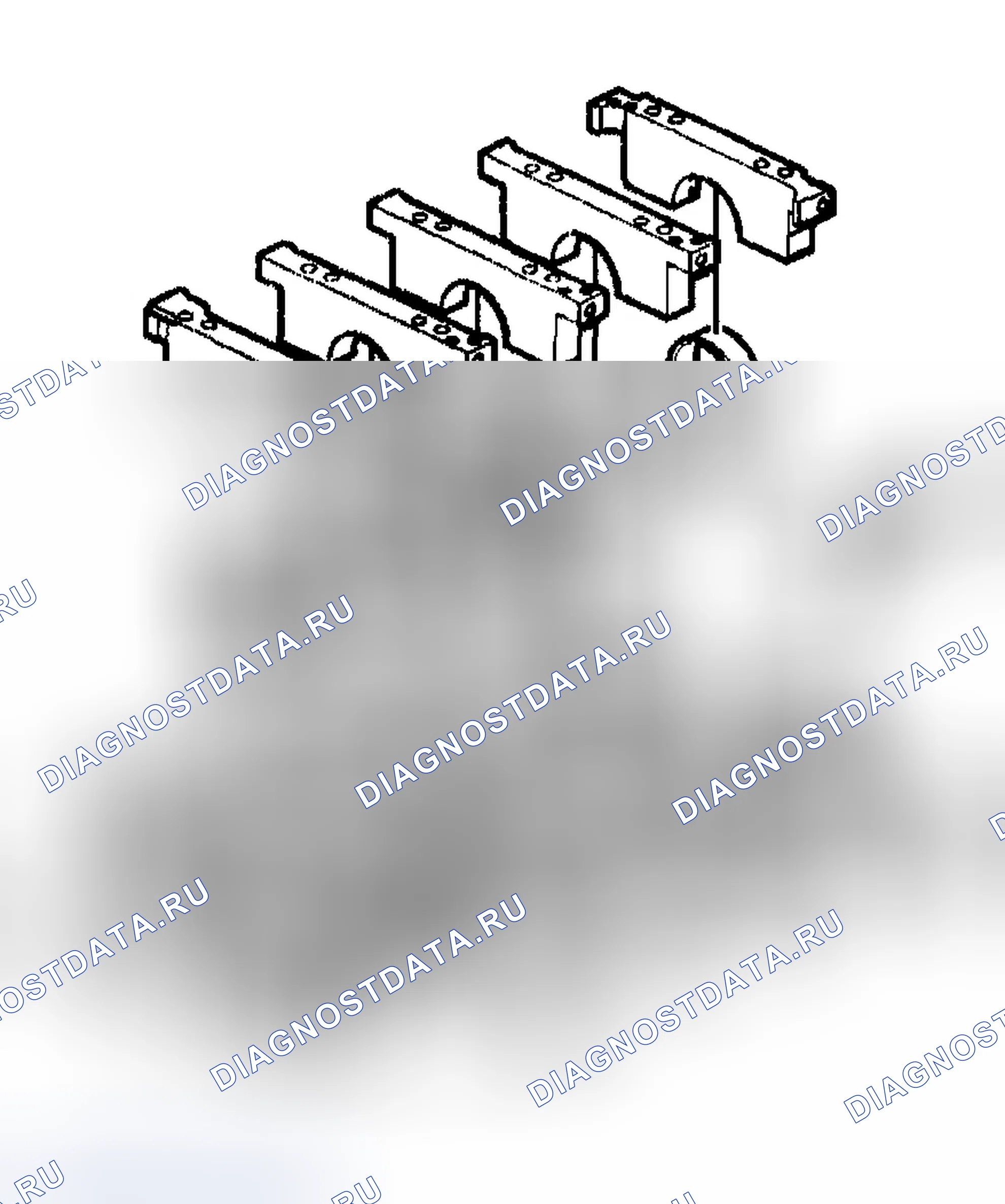
Схема №673
Схема №674
Схема №675
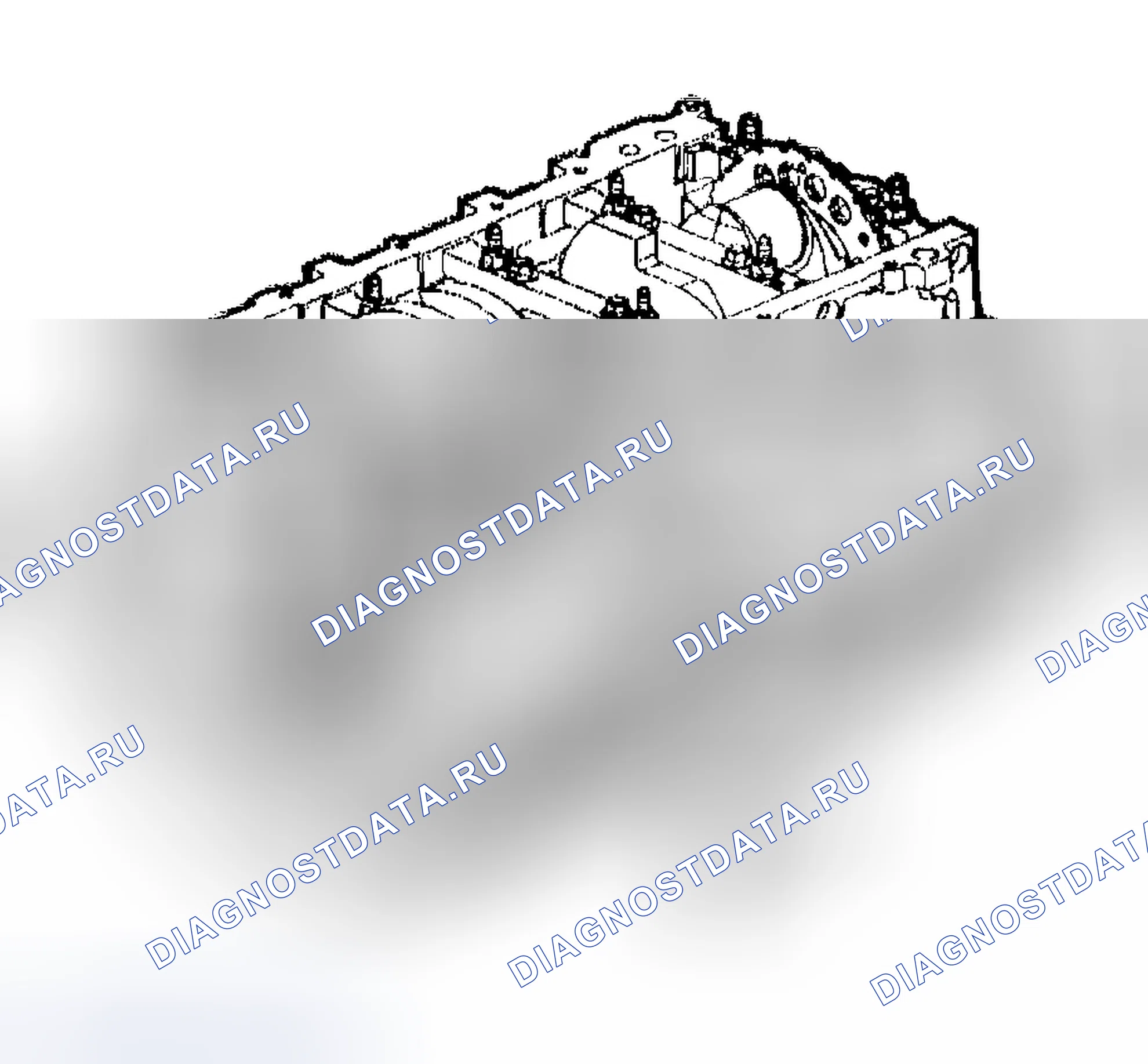
Схема №676
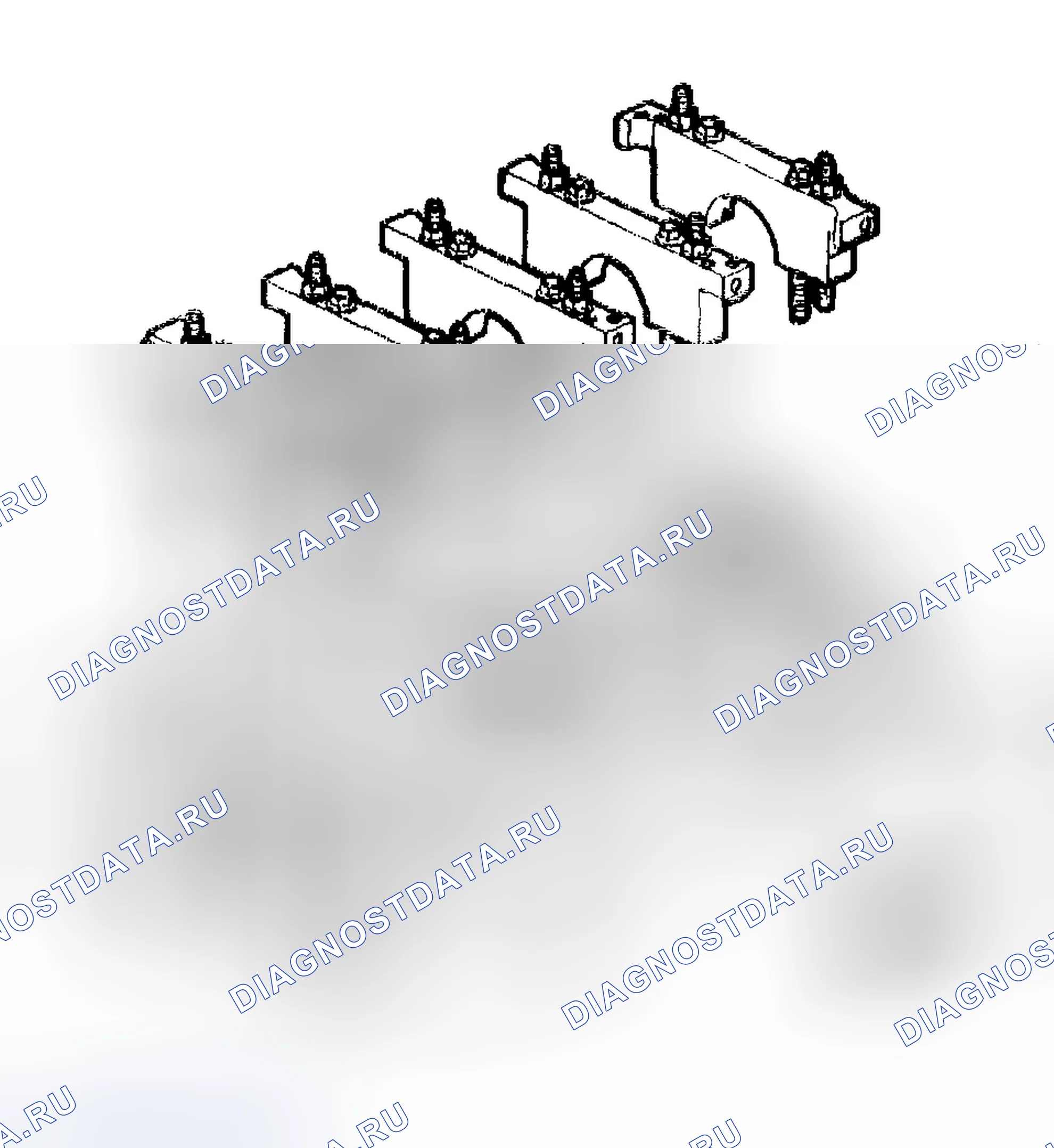
Схема №677
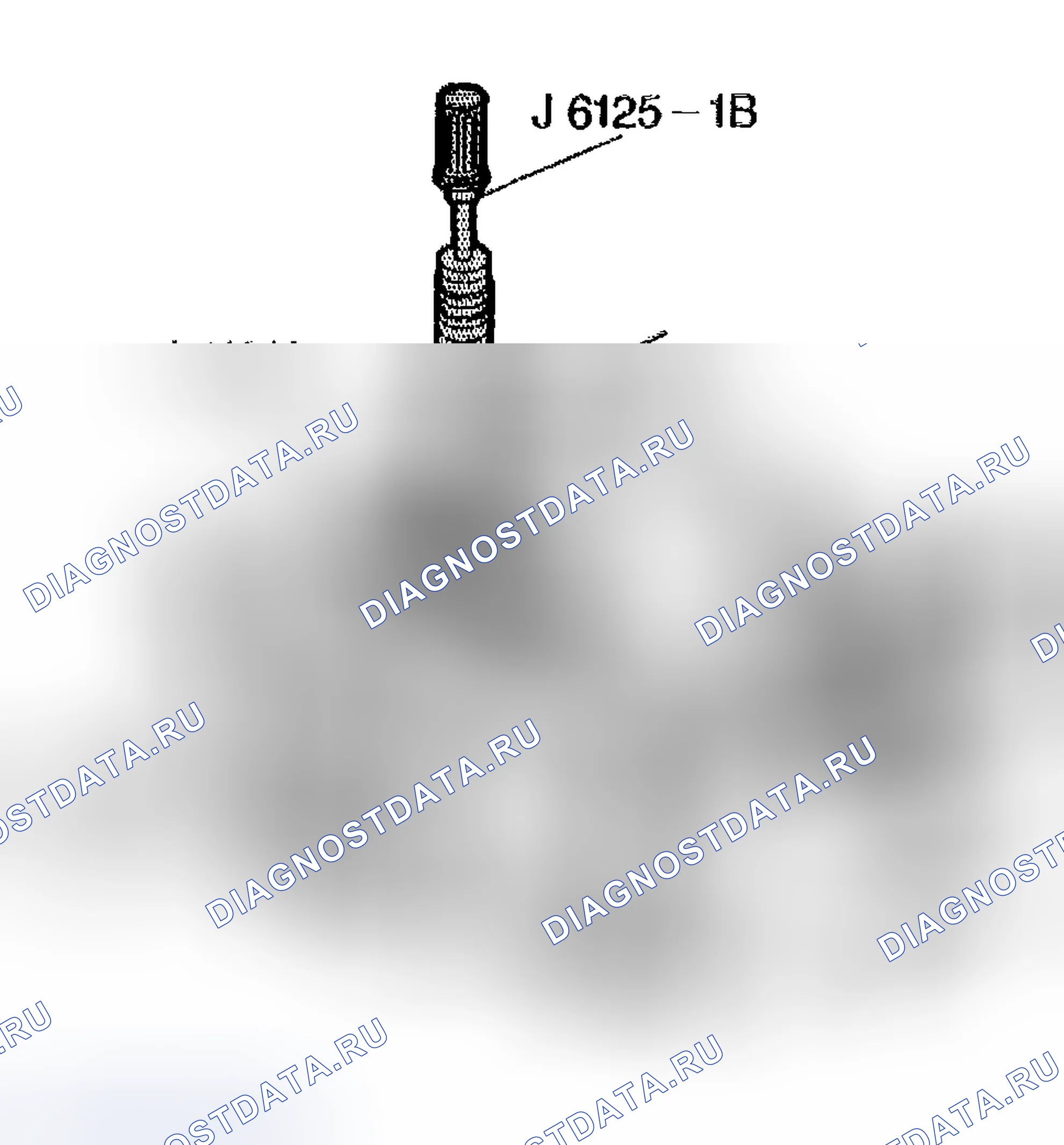
Схема №678
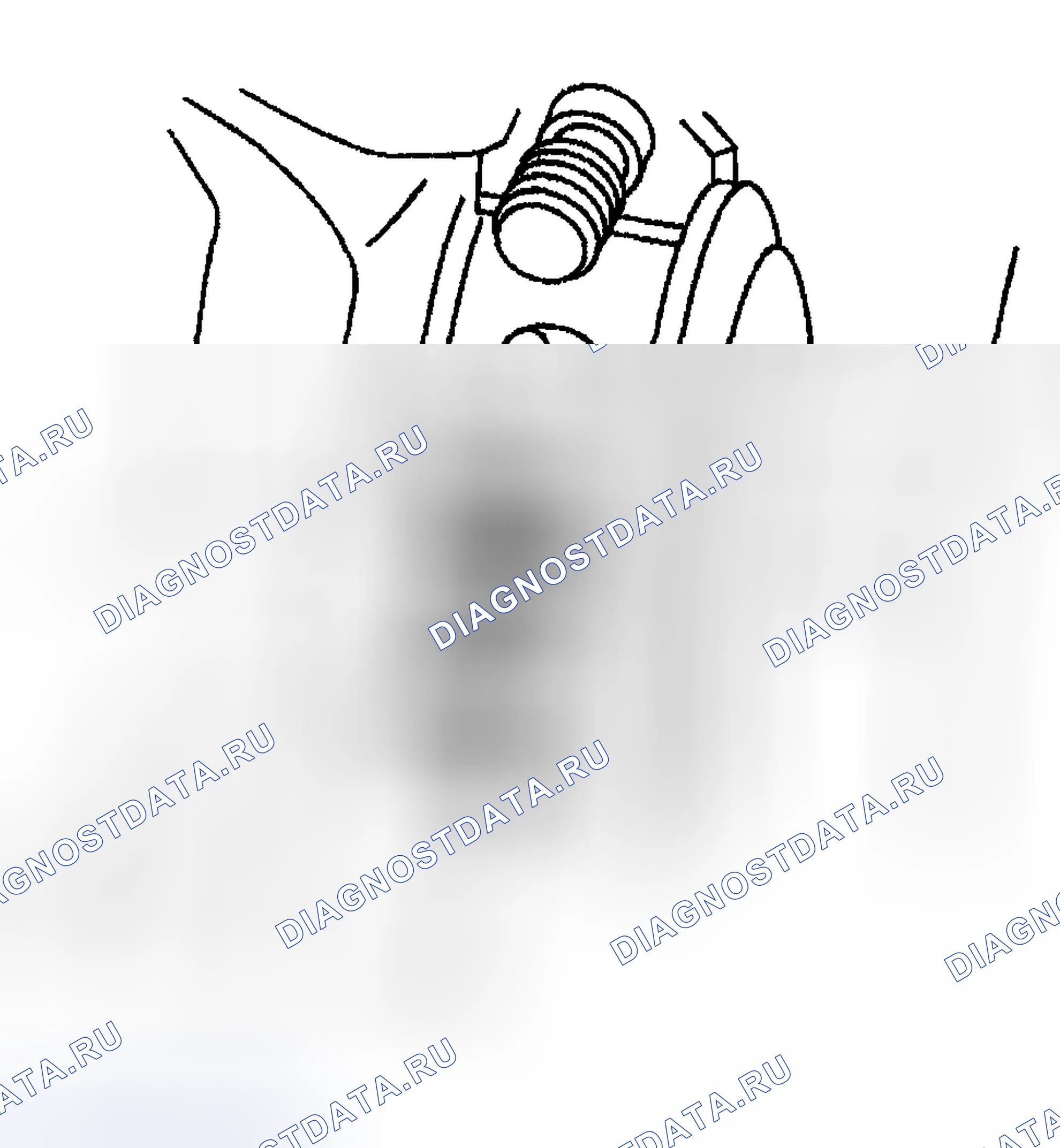
Схема №679
- Снимите боковые болты крышки подшипника M8.
- Удалите болты и шпильки крышки подшипника M10. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЕЖЕ " в разделе " Предостережения и примечания ".
- Установите J 41818 на крышку подшипника. Затяните болты J 41818 до 11 Н.м (100 фунтов в дюйм).
- Установите 6125-1B J на J 41818, чтобы снять крышку подшипника.
- Снимите крышку подшипника и нижний подшипник.
- Установите калибровочный пластик на шейку коленчатого вала. Установить калибрующий пластик на всю ширину шейки подшипника коленчатого вала.
- Установите подшипник, крышку подшипника, болты и болты / шпильки. Затяните 7.1. Затяните внутренние болты (1-10) перед удалением первого болта на 7.5 м н.у. (15 фунтов фут). 7.2. Затяните внутренние болты (1-10) перед удалением последнего болта на 80 градусов с помощью J 36660-A. 7.3. Затяните внешние болты / шпильки (11-20) перед удалением первого болта на 20 м н.у. (15 фунтов фут). 7.4.
- Снимите боковые болты крышки подшипника M8.
- Снимите болты крышки подшипника и болты / шпильки.
- Снимите крышку подшипника с помощью 6125-1B J 41818 и J.
- Измерьте калибровочный пластик в его самой широкой области, используя весы, поставляемые с комплектом пластикового датчика. Если калибровочный пластик показывает неравномерность в шейке, превышающую 0 025 мм (0 001 дюйма), снимите коленчатый вал и измерьте шейку микрометром. Если зазор между подшипниками превышает 0 065 мм (0,0025 дюйма), выберите и установите комплект подшипников меньшего размера и измерьте зазор с помощью калибровочного пластика. Если зазор не может быть приведен к техническим характеристикам, замените коленчатый вал или зачистите коленчатый вал для использования со следующим подшипником меньшего размера.
- Измерить люфт конца коленчатого вала. 12.1 Произвести тягу коленчатого вала вперед или назад. 12.1 Вставить щуп между центральным подшипником коленчатого вала и опорной поверхностью коленчатого вала и измерить зазор подшипника. Надлежащий зазор люфта конца коленчатого вала составляет 0,04-0,2 мм (0,0015-0,0078 дюйма). 12.3. Если зазор подшипника не соответствует техническим требованиям: Проверить поверхности щупа на наличие забоин, борозд или поднятых металлических поверхностей Произвести замену полученных дефектов торца вала можно, если зазор конца коленчатого вала составляет 0,04-0,2-0,2 мм (0,0015-0,0078 дюйма). 12,3. Если зазор зазора зазора зазора зазора зазора зазора зазора. если зазор зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора). если зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора зазора заз
Измерение зазора шатунного подшипника - калибровочный пластический метод
| Важно | Шатунные подшипники - это прецизионный вставной тип. Шатуны имеют порошковую металлическую конструкцию и не могут быть отшлифованы или подшиты для посадки подшипника. Если зазоры оказываются чрезмерными, требуется новый подшипник и / или шатун. |
|---|
Не вращайте коленчатый вал, пока калибровочный пластик находится между шейкой коленчатого вала и опорной поверхностью.
Схема №680
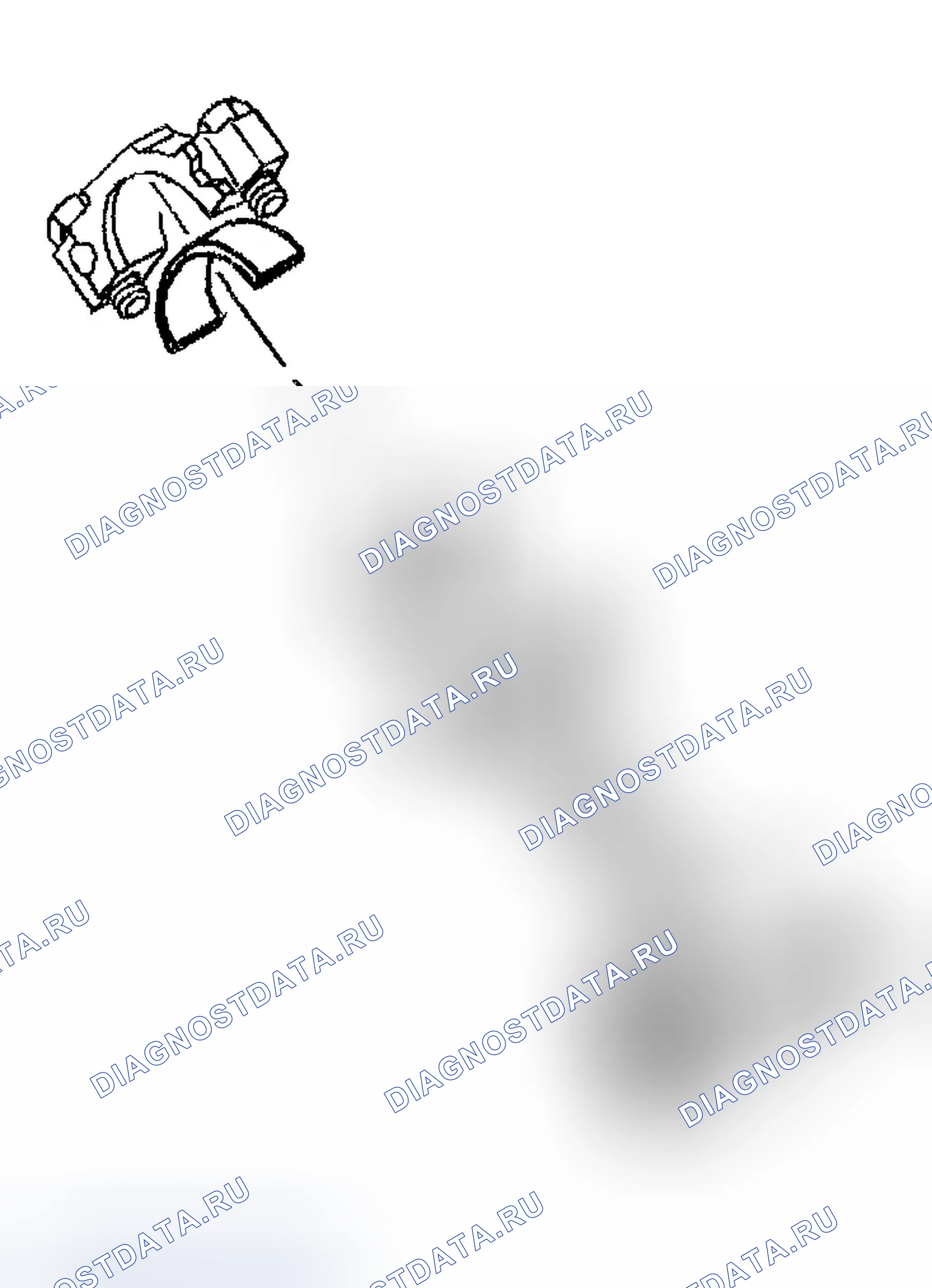
Схема №681
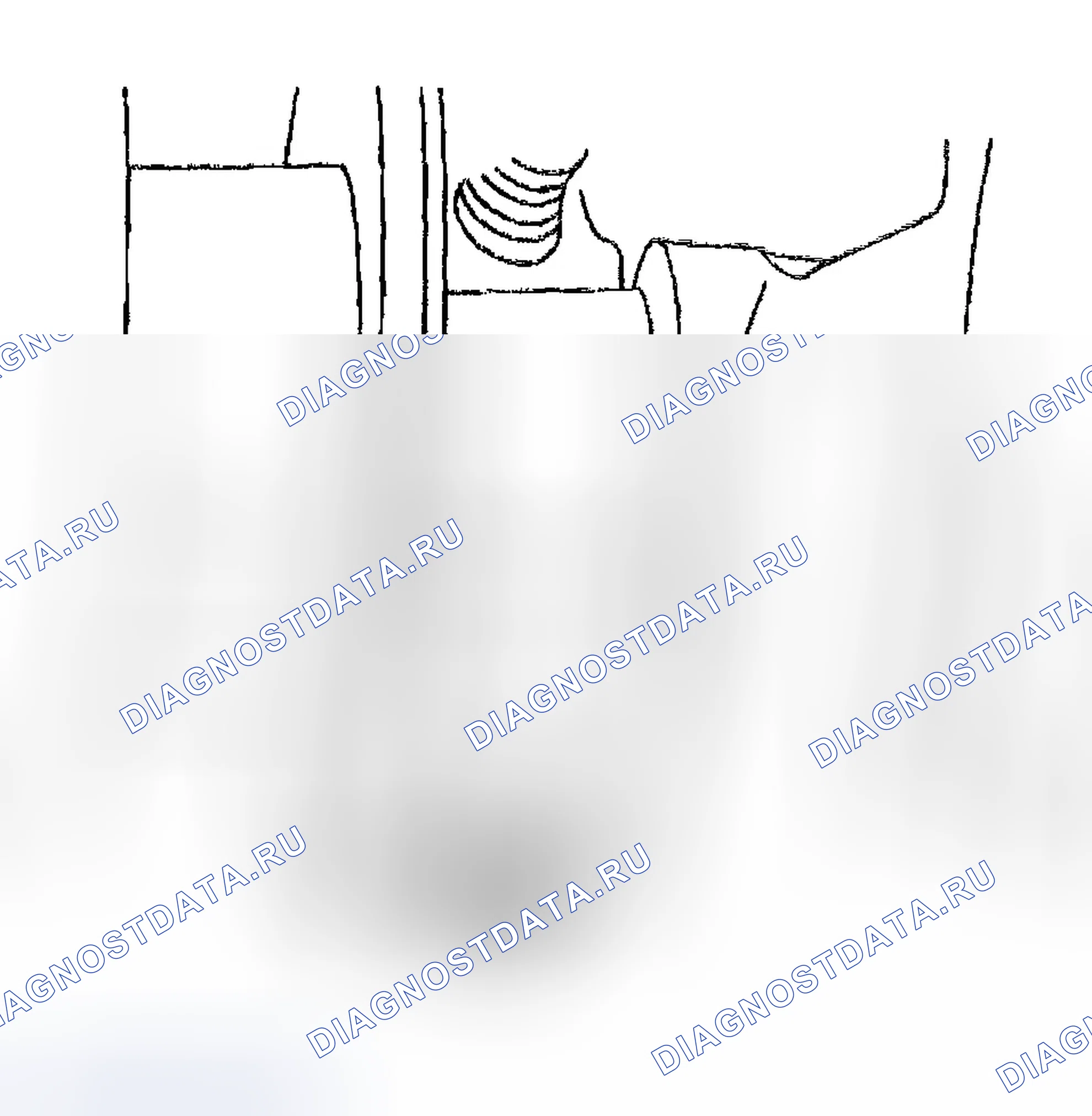
Схема №682
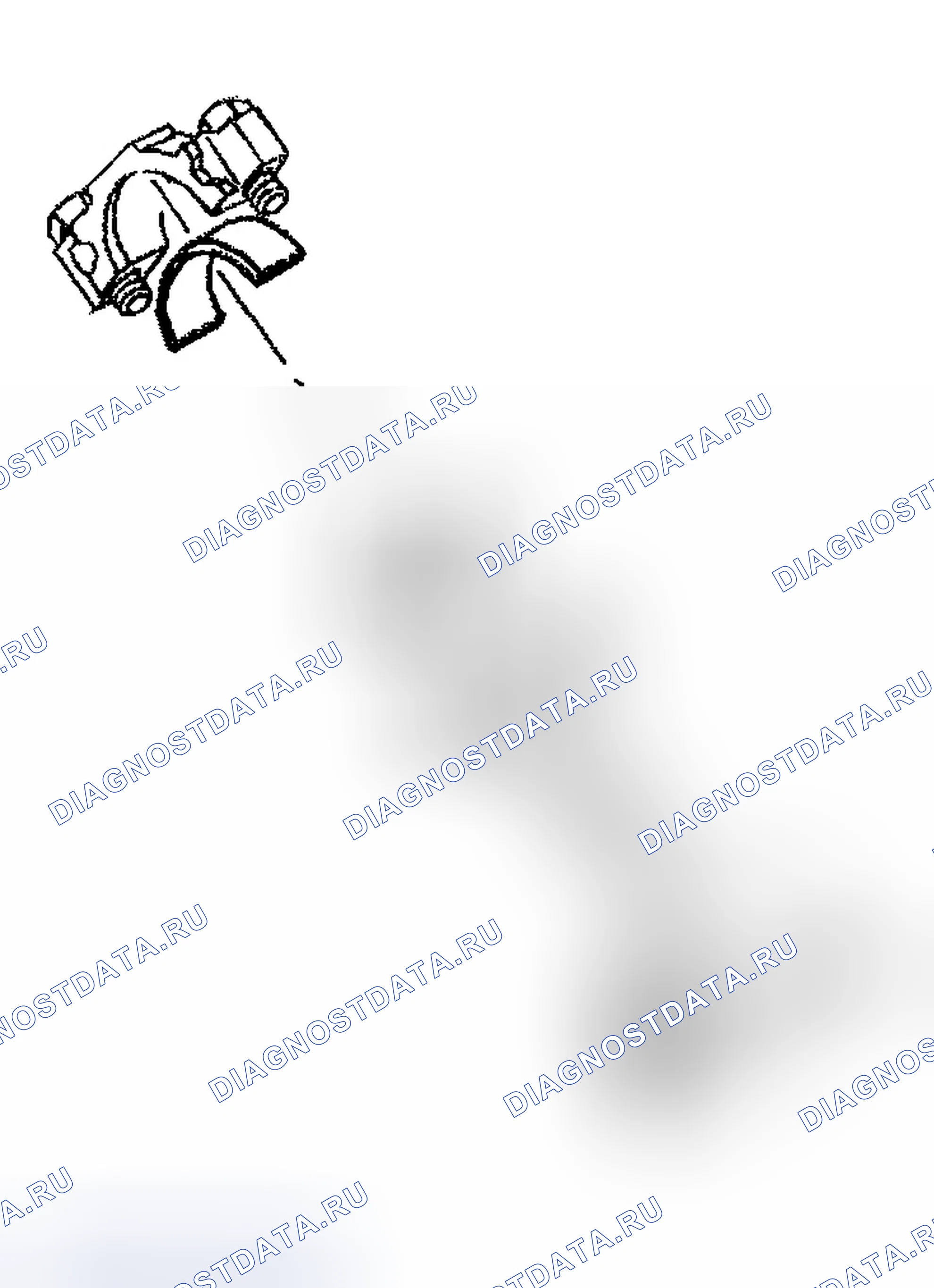
Схема №683
- Снимите крышку подшипника, половину подшипника и болты.
- Установить калибрующую пластмассу на шейку подшипника шатуна. Установить калибрующий пластик на всю ширину цапфы.
- Установите крышку подшипника, подшипник и болты. Затяните 3.1. Затяните болты шатуна в первом проходе до 20 Н.м (15 фунтов футов). 3.2. Затяните болты шатуна в последнем проходе до 75 градусов с помощью J 36660-A. См. " ПОРШЕНЬ, ШАТУН И УСТАНОВКА ПОДШИПНИКА ".
- Снимите крышку подшипника, подшипник и болты.
- Измерьте калибровочный пластик в его самой широкой области, используя весы, поставляемые с комплектом пластикового датчика. Зазор шатунного подшипника должен быть 0 023-0 076 мм (0,0009-0 003 дюйма).
Измерение зазора шатунного подшипника - с помощью J 43690/J 43690-100
J 43690 и J 43690-100 были разработаны как более точный метод измерения зазоров подшипников шатуна. Приведенные ниже инструкции дают общее представление о настройке и использовании инструментов. Для получения более подробной информации обратитесь к листам инструкций по работе с инструментом, предоставленным производителем инструмента.
J 43690 Инструмент для проверки подшипников штанги
Схема №684
- J 43690-20 Поворотное основание (1)
- J 43690-19 Индикатор набора номера (2)
- J 43690-2 Основание (3)
- J 43690-5, -6 Ручка (4)
- J 43690-10, -11 фут (5)
- 280307 Винт (6)
- J 43690-1 Поворотный кронштейн в сборе (7)
- J 43690-3, -7, -8 винты (8)
- 280319 Винт (9)
- 280311 Винт (10)
- J 43690-17, -18 переходник (11)
- 280310 Контакт (12)
J 43690-100 Инструмент для проверки подшипников штанги - комплект адаптера
Схема №685
- J 43690-104 Проставка (1)
- J 43690-105 Фиксирующая пластина (2)
- 505478 Болт (3)
- 511341 Болт (4)
- J 43690-106 Фиксирующая пластина (5)
- J 43690-107 Крышка (6)
- J 43690-102 Фут (7)
- J 43690-101 Поворотный кронштейн в сборе (8)
- Переходник J 43690-103 (9)
- 505439 Адаптер (10)
| Важно | Коленчатый вал должен быть надежно закреплен без движения или вращения, чтобы получить точное показание. |
|---|
Схема №686
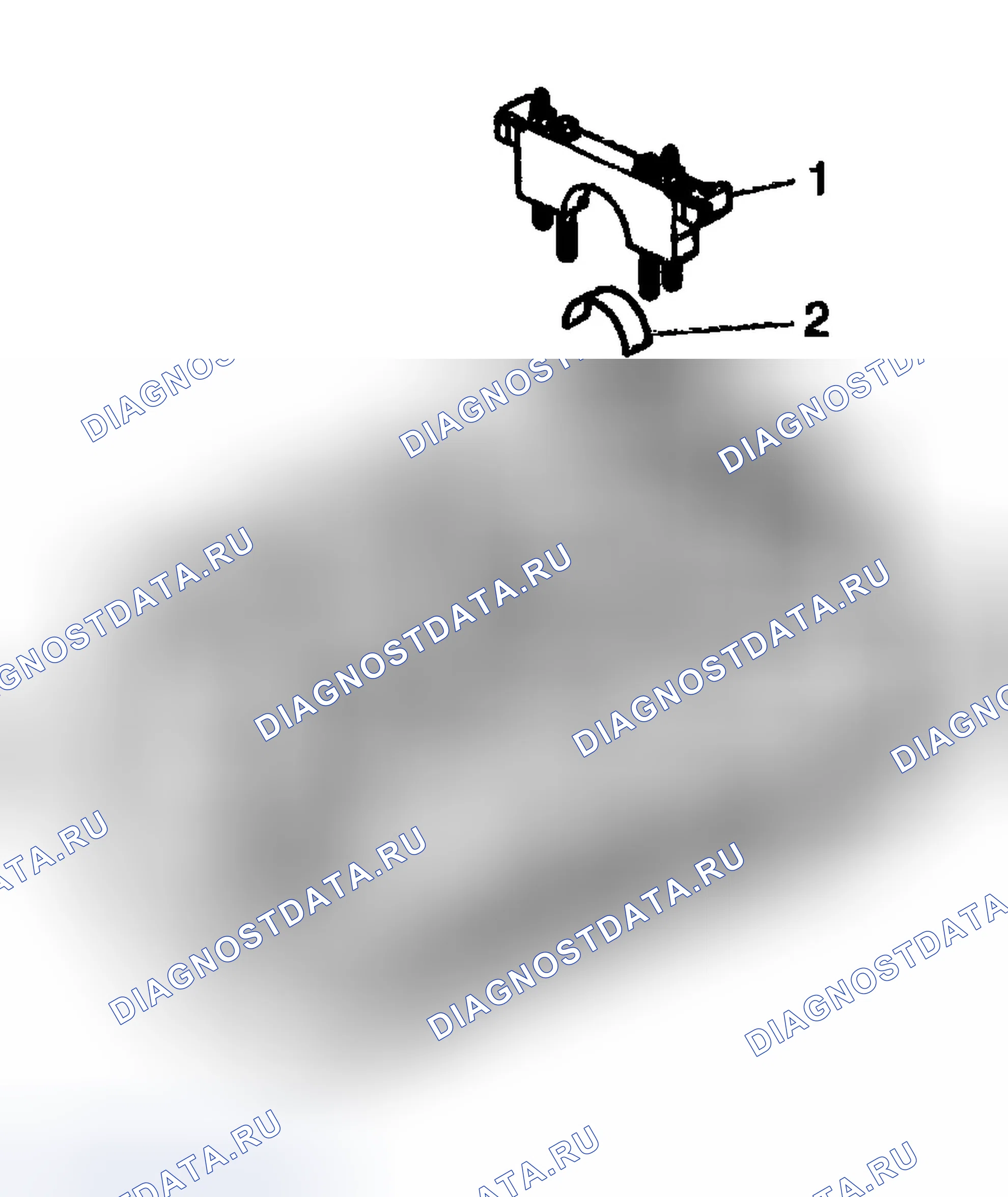
Схема №687
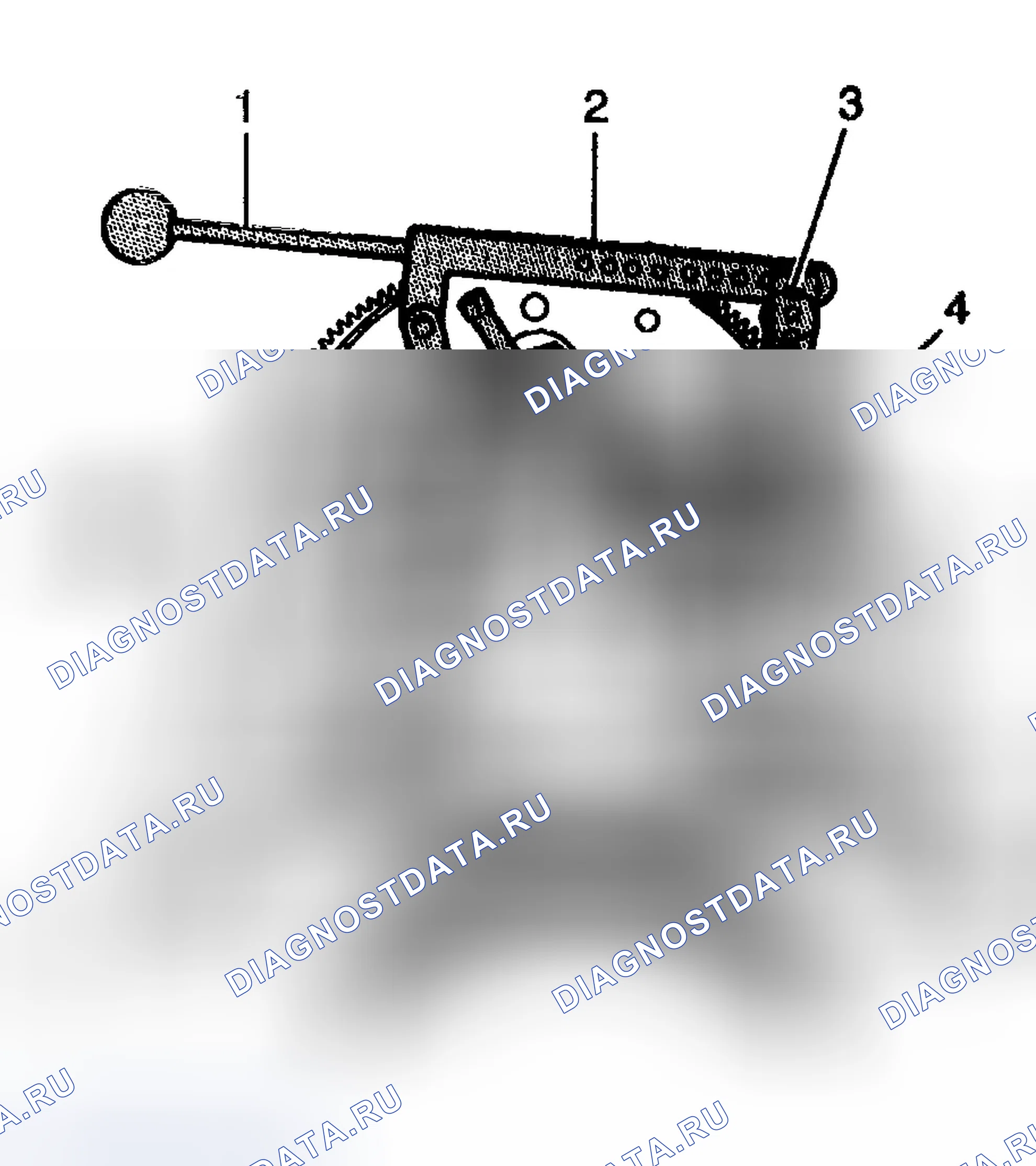
Схема №688
- Проверните коленчатый вал до тех пор, пока измеряемая шейка/шатун не окажется в положении на 12 часов.
- Снимите крышку подшипника и болты (1).
- Снимите половину подшипника 2.
- Вставьте кусок запаса бумажной карты на шейку коленчатого вала.
- Установите половину подшипника (2), крышку и болты (1) согласно " Техническим условиям на затяжку крепежа ".
- Установить: 6.1. J 43690-2 (5) 6.2. J 43690-3 (4) 6.3. J 43690-101 (2) 6.4. 280310 (3) 6.5. J 43690-5 (1)
- Установите поворотное основание 1 и циферблатный индикатор 2.
- Отрегулируйте по инструкции завода-изготовителя и замерьте зазор шатунного подшипника. Чрезмерным считается шатун с зазором, превышающим 0 076 мм (0 003 дюйма). Обслуживание компонентов по мере необходимости.
Схема №689
- Очистите балансир коленчатого вала в растворителе.
- Очистите канавки ремня от всей грязи или мусора проволочной щеткой.
- Просушите балансир коленчатого вала сжатым воздухом.
- Осмотрите балансир коленчатого вала на предмет следующего: Изношенной, рифленой или поврежденной поверхности уплотнения ступицы Поверхность уплотнения ступицы балансира коленчатого вала с чрезмерным задиранием, канавками, ржавчиной или другими повреждениями необходимо заменить. Незначительные дефекты на поверхности уплотнения ступицы могут быть удалены полировочным составом или мелкой шкуркой. ВАЖНО: Для того, чтобы ремень следил должным образом, канавки ремня должны быть свободны от всей грязи или мусора. Загрязненные или поврежденные канавки ремня Канавки балансировочного ремня не должны иметь каких-либо забоин, борозд или других повреждений, которые могут не позволить ремню отслеживать должным образом. Незначительные дефекты могут быть удалены с помощью мелкого файла. Изношенная, изношенная или поврежденная резина между ступицей и шкивом
Схема №690
- Очистить маховик в растворителе.
- Просушите маховик сжатым воздухом.
- Осмотрите маховик автоматической коробки передач на наличие следующих условий: Поврежденные зубья коронной шестерни Трещины напряжения вокруг мест расположения болтовых отверстий маховика к коленчатому валу ВАЖНО: Не пытайтесь отремонтировать сварные участки, которые удерживают коронную шестерню на пластине маховика. Установите новый маховик. Сварные участки, удерживающие зубчатый венец на маховике для образования трещин
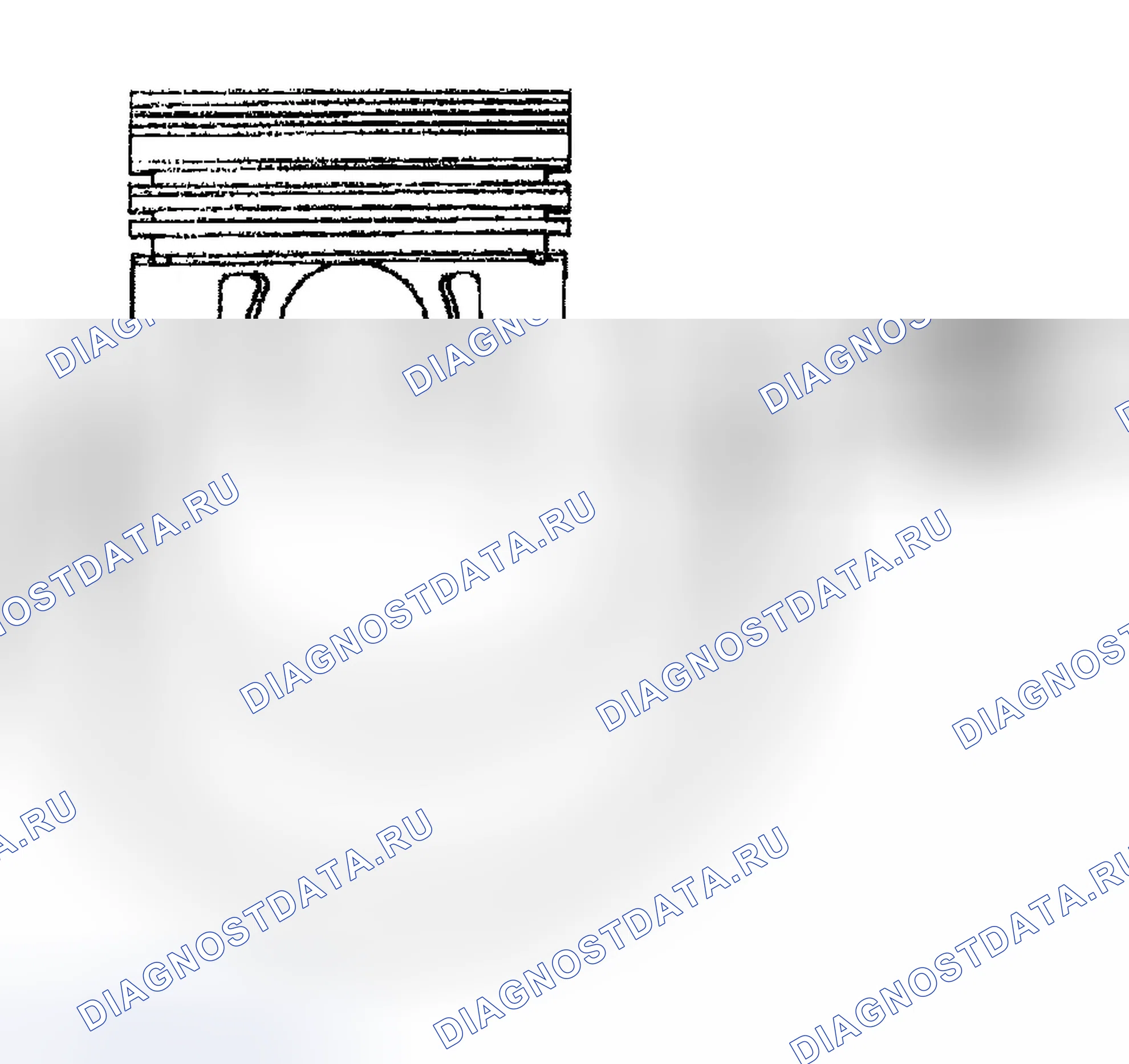
Поршень и палец
| Важно | Замените поршни и штифты, которые повреждены или имеют признаки чрезмерного износа. Поршень и штифт представляют собой согласованный набор. Если требуется обслуживание, замените поршень и штифт в сборе. Не чистите проволокой ни одну часть поршня. |
|---|
Схема №691
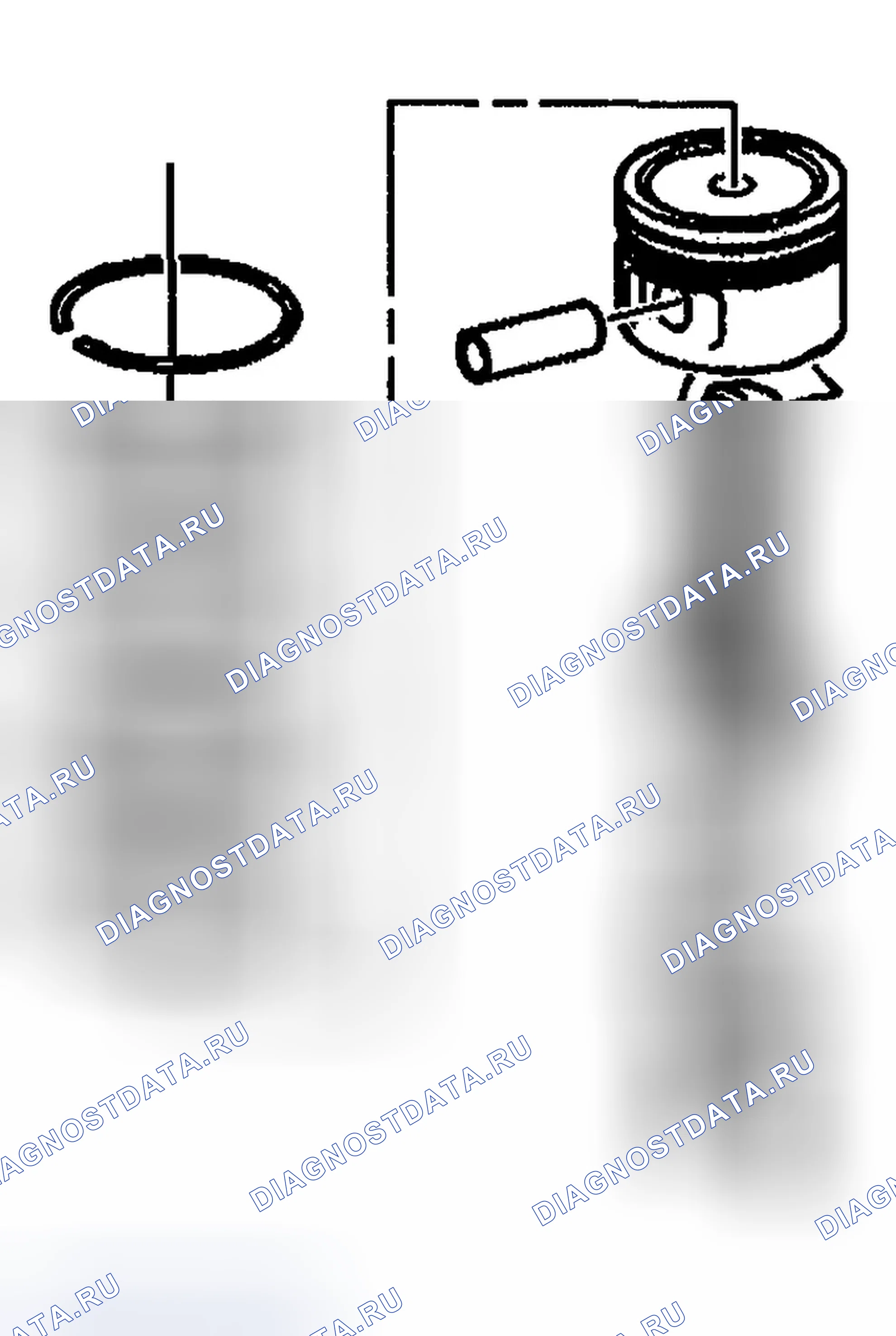
Схема №692
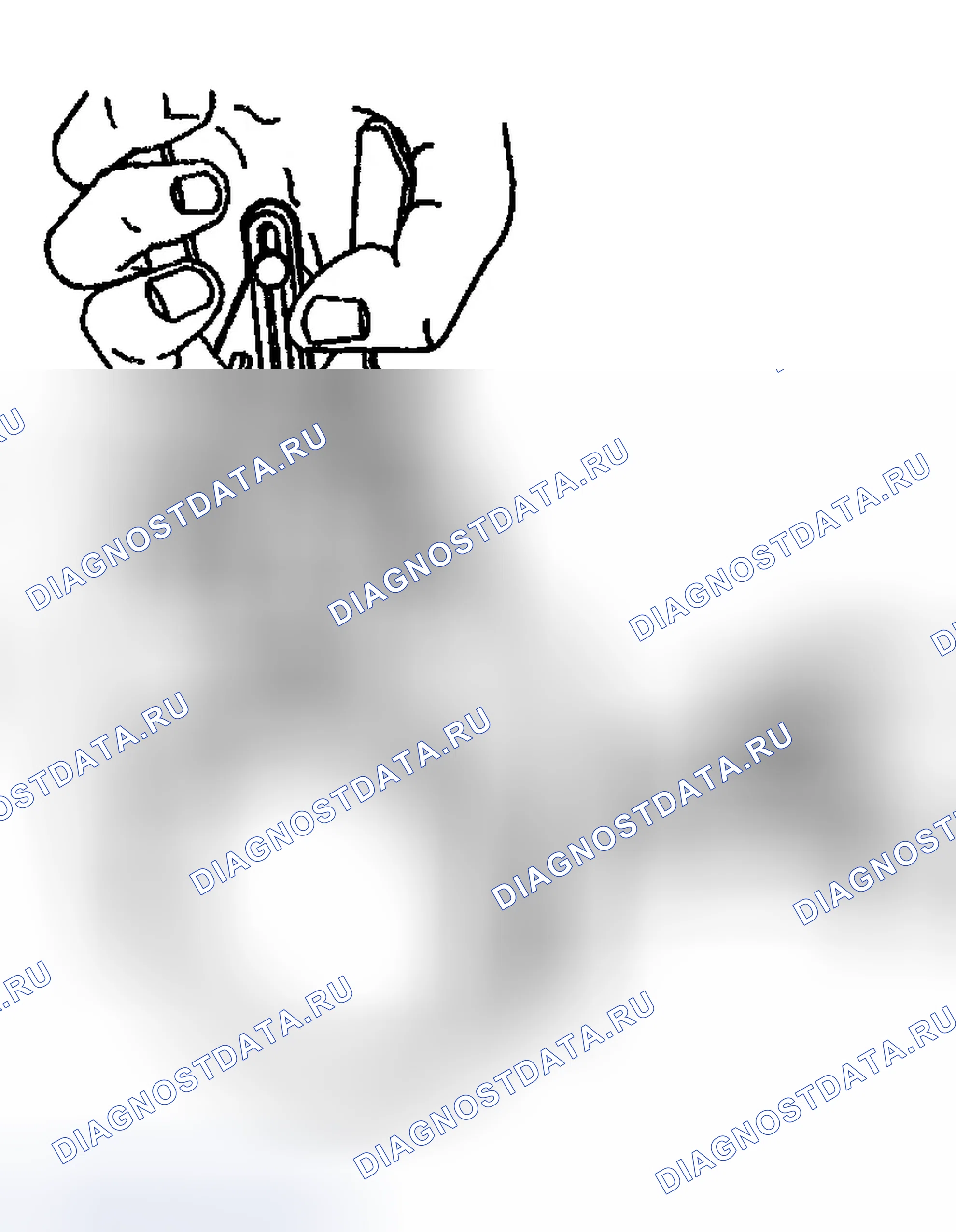
Схема №693
Схема №694
Схема №695
Схема №696

Схема №697
- Очистите лак с поршня и штыря чистящим растворителем.
- Просушите поршень и палец сжатым воздухом.
- Очистите канавки поршневого кольца с помощью подходящего инструмента для очистки кольцевых канавок.
- Прочистите смазочные отверстия и прорези.
- Осмотрите поршень и палец на наличие следующих признаков: Трещины в посадочных местах поршневого кольца, юбке поршня или бобышках пальца Канавки поршневого кольца на наличие забоин, заусенцев или коробления, которые могут привести к связыванию поршневого кольца НЕЗНАЧИТЕЛЬНЫЕ дефекты могут быть удалены с поршня мелким напильником. Потертости или поврежденные юбки (2) Разрушенные участки в верхней части поршня (1) Задиры в отверстии поршневого пальца (3) или поршневого пальца ВАЖНО: Измерения компонентов следует проводить с компонентами при нормальной комнатной температуре.
- Измерить боковой зазор между поршневым кольцом и канавкой поршневого кольца. 6.1. Вставить край поршневого кольца в канавку поршневого кольца. 6.2. Полностью обкатать поршневое кольцо вокруг поршня. Если обвязка вызвана деформированной канавкой поршневого кольца, НЕЗНАЧИТЕЛЬНЫЕ дефекты канавки кольца могут быть удалены мелким напильником. Если обвязка вызвана деформированным поршневым кольцом, заменить поршневое кольцо.
- Измерьте щупом боковой зазор поршневого кольца.
- Если боковой зазор не соответствует спецификациям, попробуйте другой набор поршневых колец. См. " МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ ".
- Если надлежащий зазор между поршневым кольцом и канавкой поршневого кольца не может быть достигнут, замените поршень и штифт в сборе.
- Чтобы определить зазор между поршневым пальцем и расточкой, используйте микрометр и измерьте поршневой палец.
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте внутренний микрометр и измерьте отверстие поршневого пальца. ВАЖНО: Поршень и палец представляют собой согласованный набор. Если зазор не соответствует спецификациям, замените поршень и палец в сборе.
- Чтобы определить правильный зазор между поршневым пальцем и отверстием, вычесть диаметр поршневого пальца из диаметра отверстия поршневого пальца. См. " МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ ".
Шатун и подшипники
| Важно | Порошковый металлический шатун и колпачок обрабатываются для обеспечения надлежащих зазоров. Шатун и колпачок должны использоваться в сборе без ремонта или изменений любой из сопрягаемых поверхностей. |
|---|
Не пытайтесь отремонтировать сопрягаемые поверхности шатуна или колпачка. Если требуется обслуживание, то шатун и колпачок необходимо заменить в сборе.
Схема №698
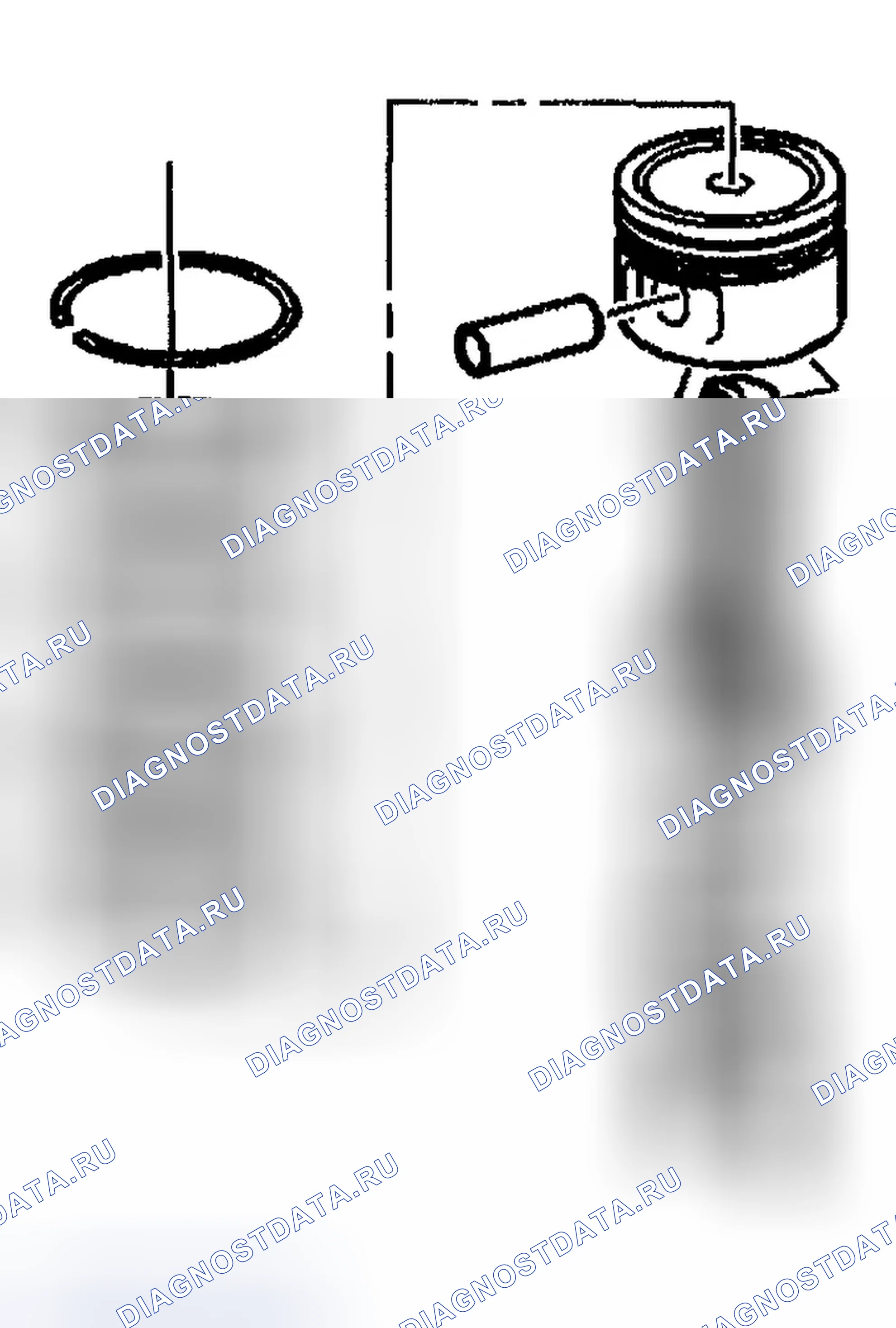
Схема №699

Схема №700

Схема №701
Схема №702
Схема №703
- Очистите шатун и колпачок в растворителе. ВАЖНО: Замените шатун, если резьба отверстия под болт повреждена. Не пытайтесь отремонтировать резьбу отверстия под болт шатуна.
- Прочистите резьбовые отверстия болтов шатуна. ВНИМАНИЕ: Обратитесь к разделу " ЗАЩИТНЫЕ ОЧКИ ВНИМАНИЕ " в разделах " Предостережения " и " Примечания ".
- Просушите шатун сжатым воздухом.
- Осмотрите шатун на предмет: Скручивания забоин или выбоин в отверстии подшипника Повреждение посадочных пазов подшипника в отверстии подшипника Правильная посадка шатуна и сопрягаемых поверхностей колпачка
- Измерьте отверстие подшипника шатуна на некруглость. Если измерение превышает 0 008 мм (0,0003 дюйма), замените узел шатуна.
- Осмотрите шатунные подшипники на предмет наличия кратеров или карманов. Сплющенные участки на половинах подшипников также указывают на усталость.
- Осмотрите шатунные подшипники на предмет чрезмерного задирания или обесцвечивания.
- Осмотрите шатунные подшипники на предмет попадания грязи или мусора в материал подшипника.
- Осмотрите шатунные подшипники на предмет неправильной посадки, на которую указывают яркие, полированные участки подшипника.
Измерение торцевого зазора поршневого кольца
| Важно | Не пытайтесь запилить конец поршневого кольца для посадки в отверстии цилиндра. Измерьте поршневое кольцо в цилиндре, в котором будет использоваться поршневое кольцо. |
|---|
Схема №704
- Поместите поршневое кольцо в расточку цилиндра.
- Вставить поршневое кольцо в отверстие на 6,5 мм (0,25 дюйма) ниже зоны перемещения поршневого кольца.
- Установите щуп и измерьте зазор между торцами поршневых колец (см. раздел " МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ ").
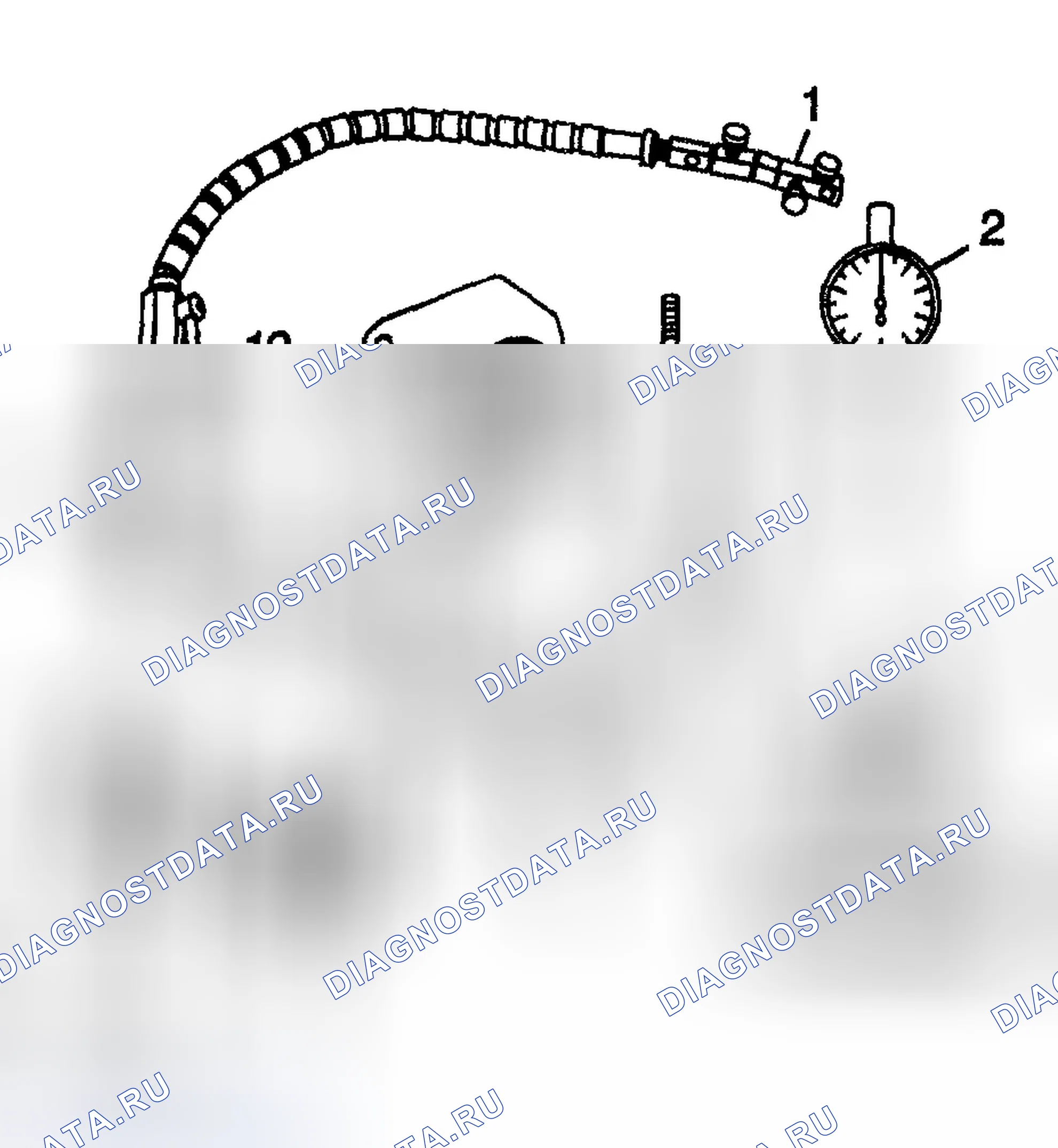
Измерение подъема кулачка распределительного вала
| Важно | Измерение подъема кулачка распределительного вала - это процедура, используемая для определения износа кулачков распределительного вала. |
|---|
Это испытание должно проводиться до разборки двигателя и с компонентами распределительного вала и клапанного механизма, установленными в двигателе.
Схема №705
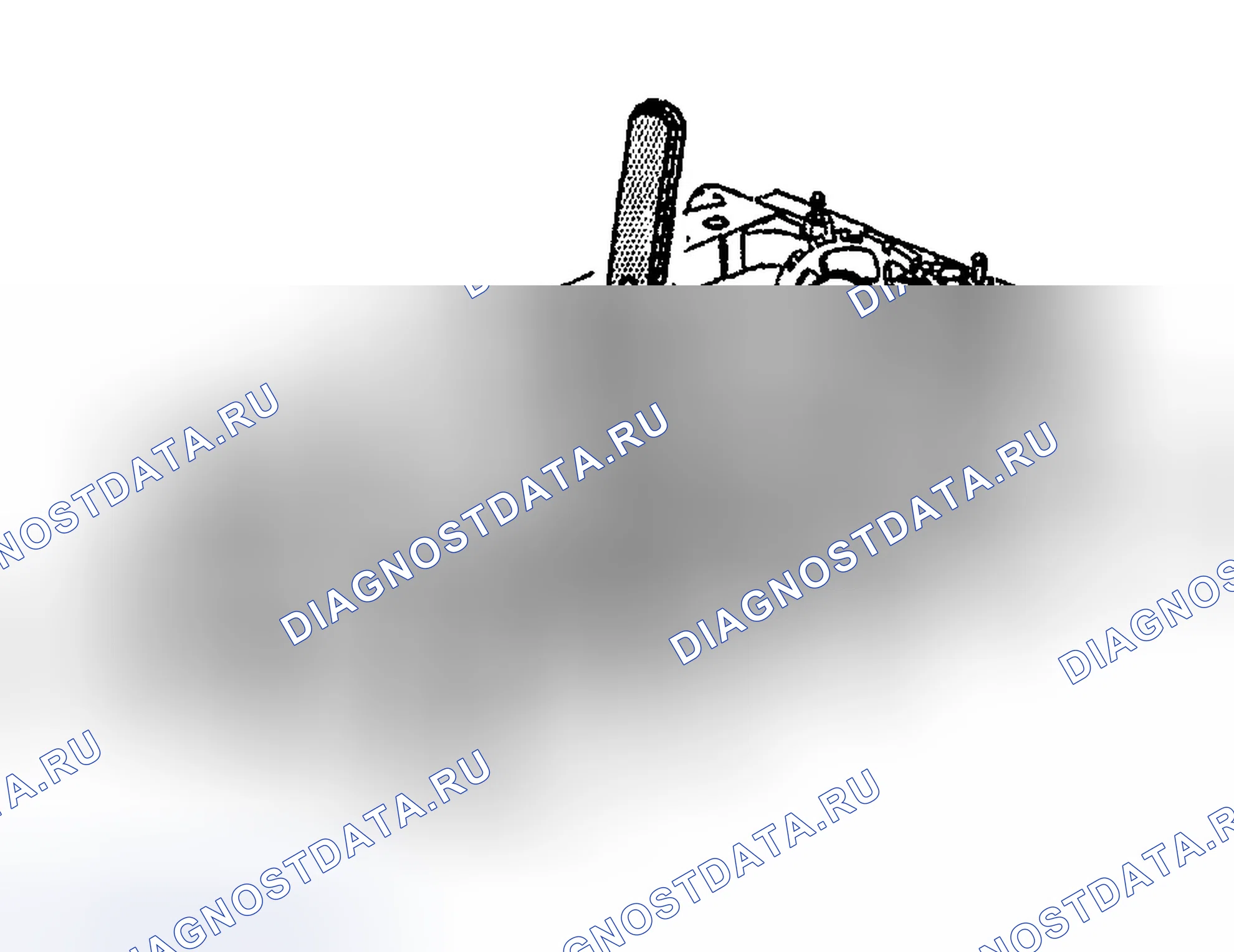
- Измерить подъем кулачка распределительного вала с помощью J 8520.
- Снимите коромысла клапанов и болты.
- Вставьте установочную шпильку циферблатного индикатора в отверстие болта коромысла клапана.
- Соберите компоненты J 8520 и установите на шпильку.
- Установите вал циферблатного индикатора на конец штанги толкателя.
- Поверните лицевую сторону циферблатного индикатора на ноль.
- Медленно вращайте коленчатый вал по часовой стрелке до тех пор, пока циферблатный индикатор не получит свои самые высокие и самые низкие показания.
- Сравните показанную общую подъемную силу со спецификациями: Правильная подъемная сила для входных лепестков 5.3L составляет 6,82 мм (0 268 дюйма). Правильная подъемная сила для выходных лепестков 5.3L составляет 6,96 мм (0 274 дюйма).
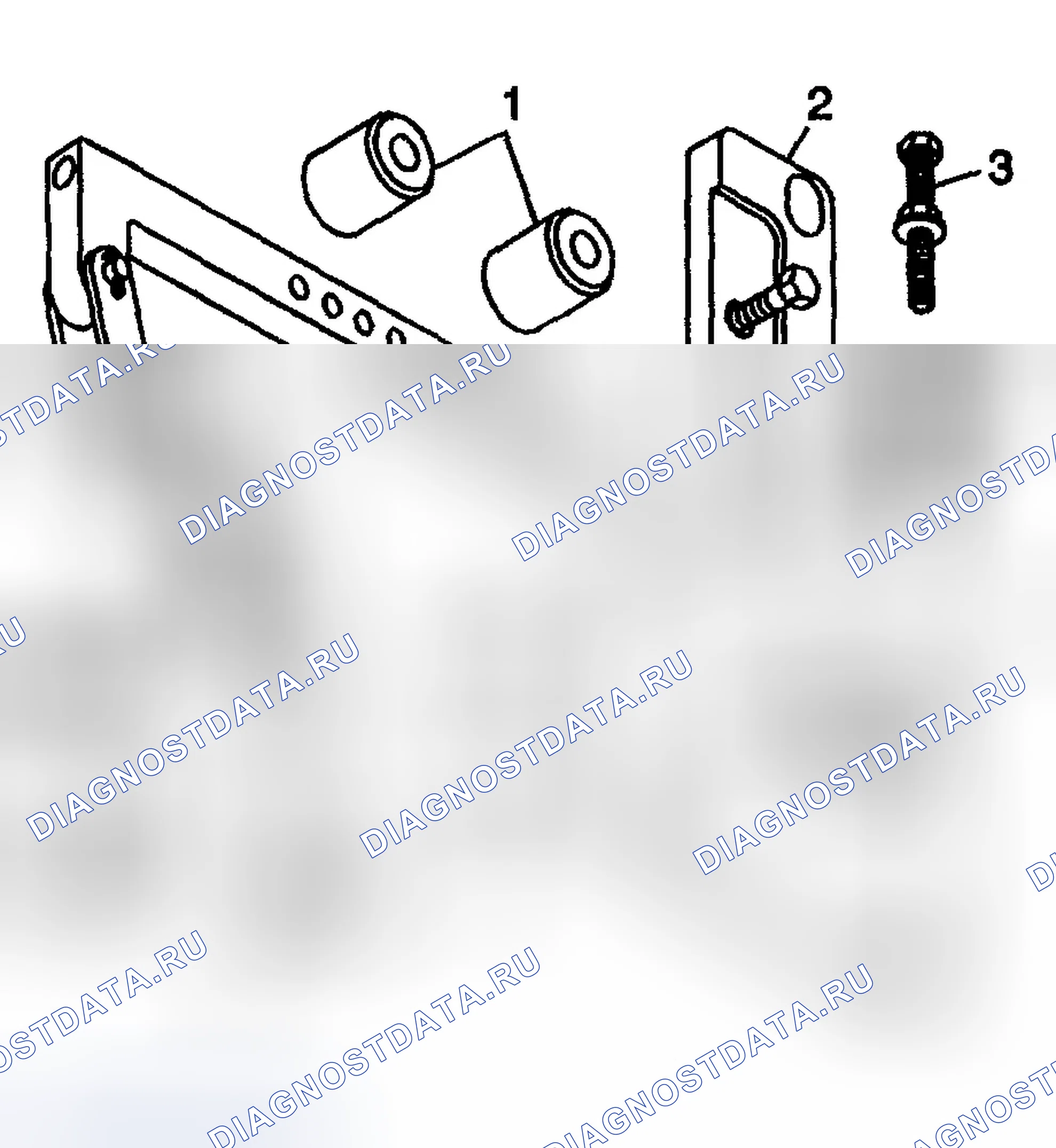
Расширение направляющих клапанов/шлифование клапанов и седел
Необходимые инструменты
J 37378-1 Направляющий расширитель клапана
Расширение направляющей части клапана
| Важно | Чрезмерный зазор между штоком клапана и направляющей может привести к зашумлению клапанного механизма, преждевременному износу масляного уплотнения штока клапана, повреждению компонентов и / или чрезмерному расходу моторного масла. Недостаточный зазор между штоком клапана и направляющей приведет к зашумлению или заеданию клапанов. Слишком жесткие клапаны могут нарушить плавность работы двигателя или привести к повреждению компонентов. |
|---|
Схема №706

Схема №707
Схема №708
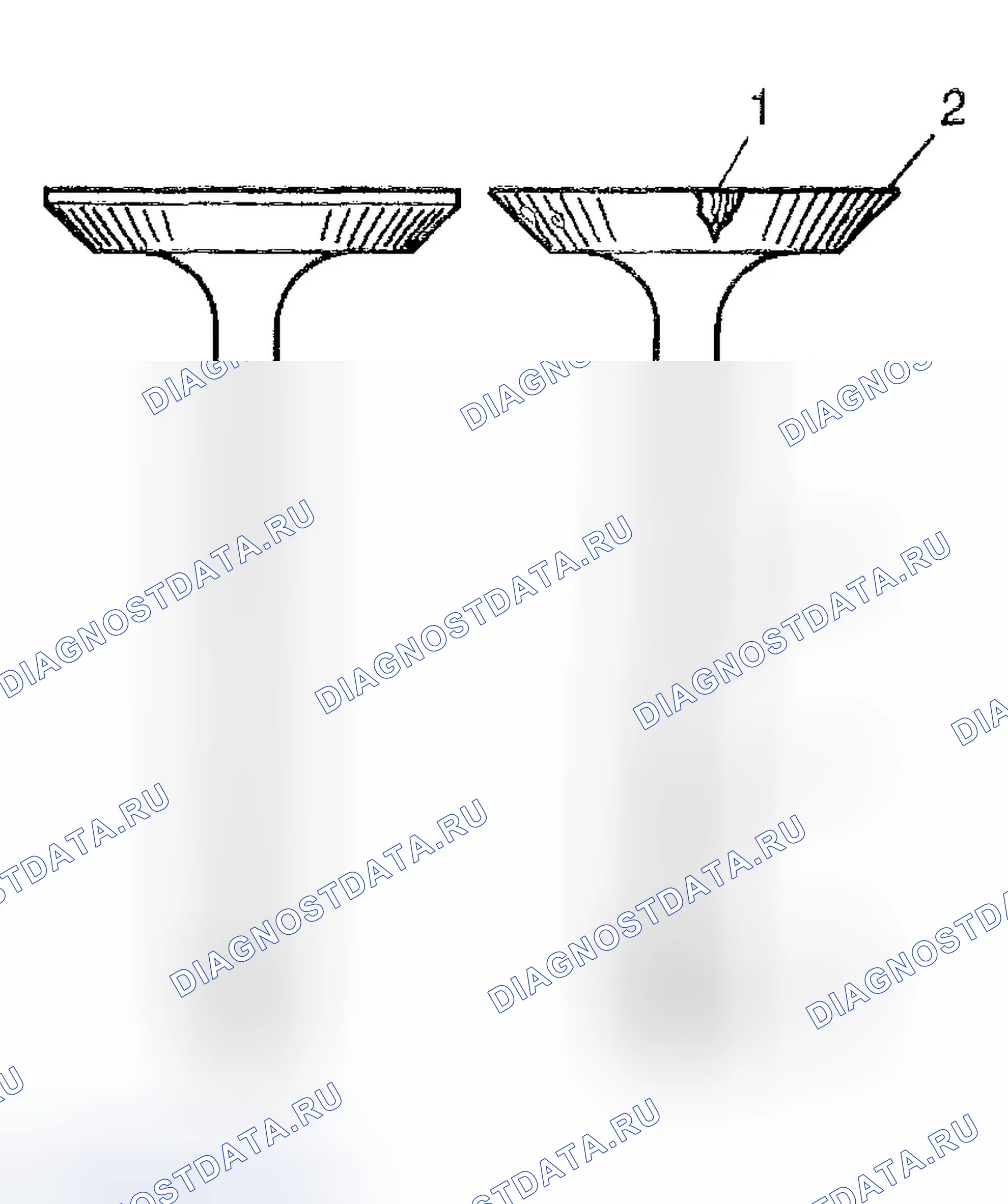
Схема №709
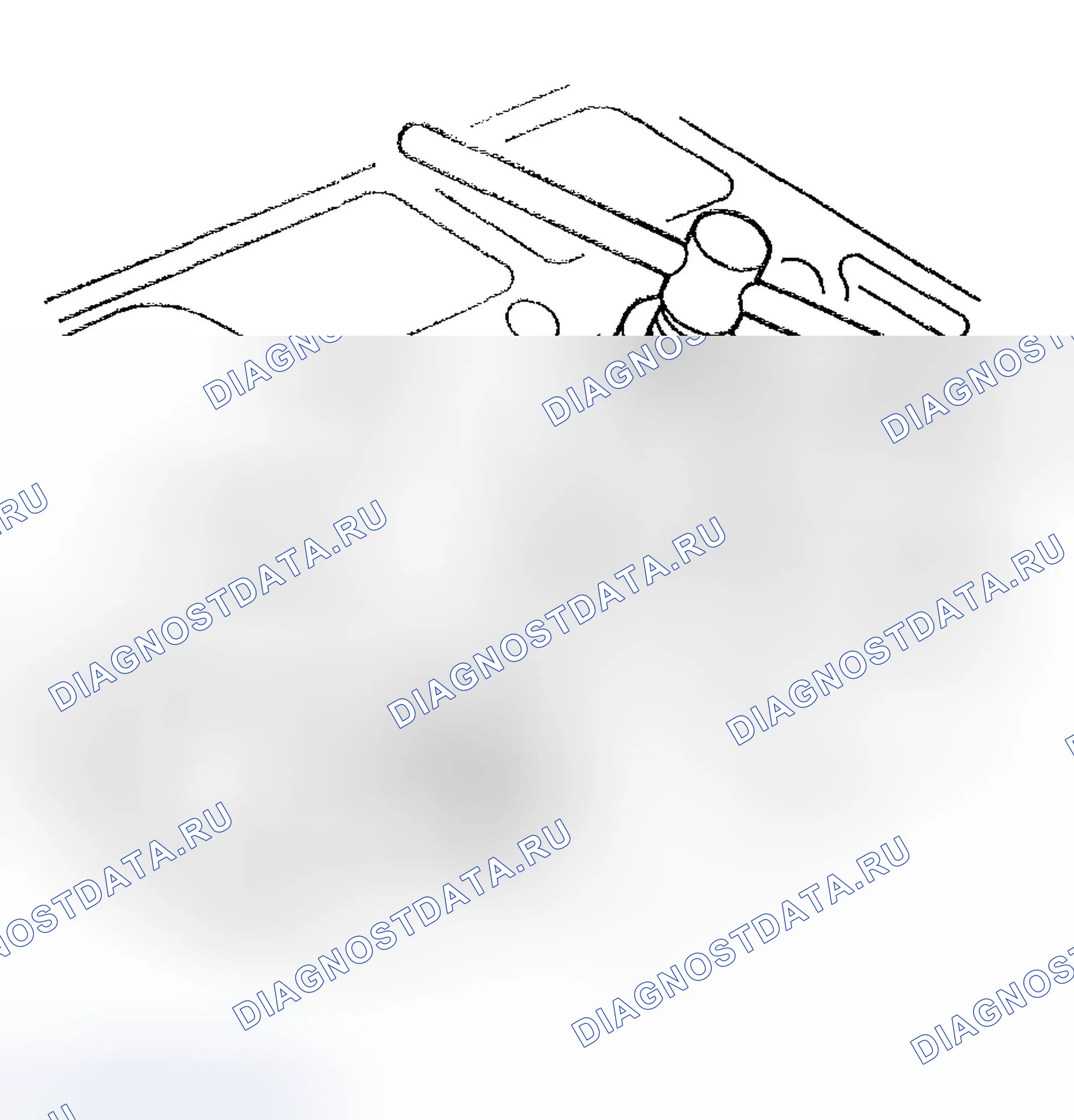
Схема №710
- Измерить зазор между штоком клапана и направляющей с помощью циферблатного индикатора. Расположите кончик циферблатного индикатора в верхней части направляющей клапана. Зазор между штоком клапана и направляющей может быть также получен при использовании микрометра для измерения диаметра штока клапана и измерительного прибора шарового типа для измерения отверстия направляющей.
- Необходимо заменить шток клапана (1) и направляющую (2) с избыточным зазором или заменить компоненты (см. " МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ ").
- Осмотрите штоки клапанов на предмет чрезмерного задирания, износа или коробления. Шток клапана, имеющий чрезмерные задиры (3 или 4) или износ (4 или 6), подлежит замене. Изношенную направляющую клапана, имеющую избыточный зазор между штоком и направляющей, следует доработать и установить клапаны с негабаритными штоками.
- Измерить диаметр штока клапана. Необходимо заменить шток клапана диаметром менее 7,95 мм (0 313 дюйма). Если диаметр штока клапана соответствует техническим требованиям, а зазор между штоком и направляющей слишком велик, направляющая клапана должна быть расширена до большего размера и установлен клапан с большим размером штока.
- Развернуть направляющую клапана с помощью J 37378-1.
- Очистить направляющую расточку от всей металлической стружки и мусора.
- Установите клапан 2 со штоком увеличенного размера в головку цилиндра 1.
- Проверьте правильность посадки клапана. Перемещайте клапан взад и вперед в направляющей. Клапан должен двигаться свободно без сопротивления или сопротивления.
Притирка седла и клапана
| Важно | Износ клапанных седел очень важен. Для того, чтобы обеспечить оптимальную мощность и производительность, необходимо, чтобы седло клапанов было заменено на более чем 25 мм. Необходимо, чтобы все клапаны были заменены. Для того, чтобы обеспечить оптимальную мощность и производительность, необходимо, чтобы было заменено несколько различных типов оборудования. Другим важным фактором является охлаждение головки клапана. Хороший контакт между клапаном и седлом обеспечит надлежащее рассеивание тепла. Рекомендации производителя оборудования должны тщательно соблюдаться для получения надлежащих результатов. Независимо от того, какое оборудование используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи. |
|---|
Схема №711
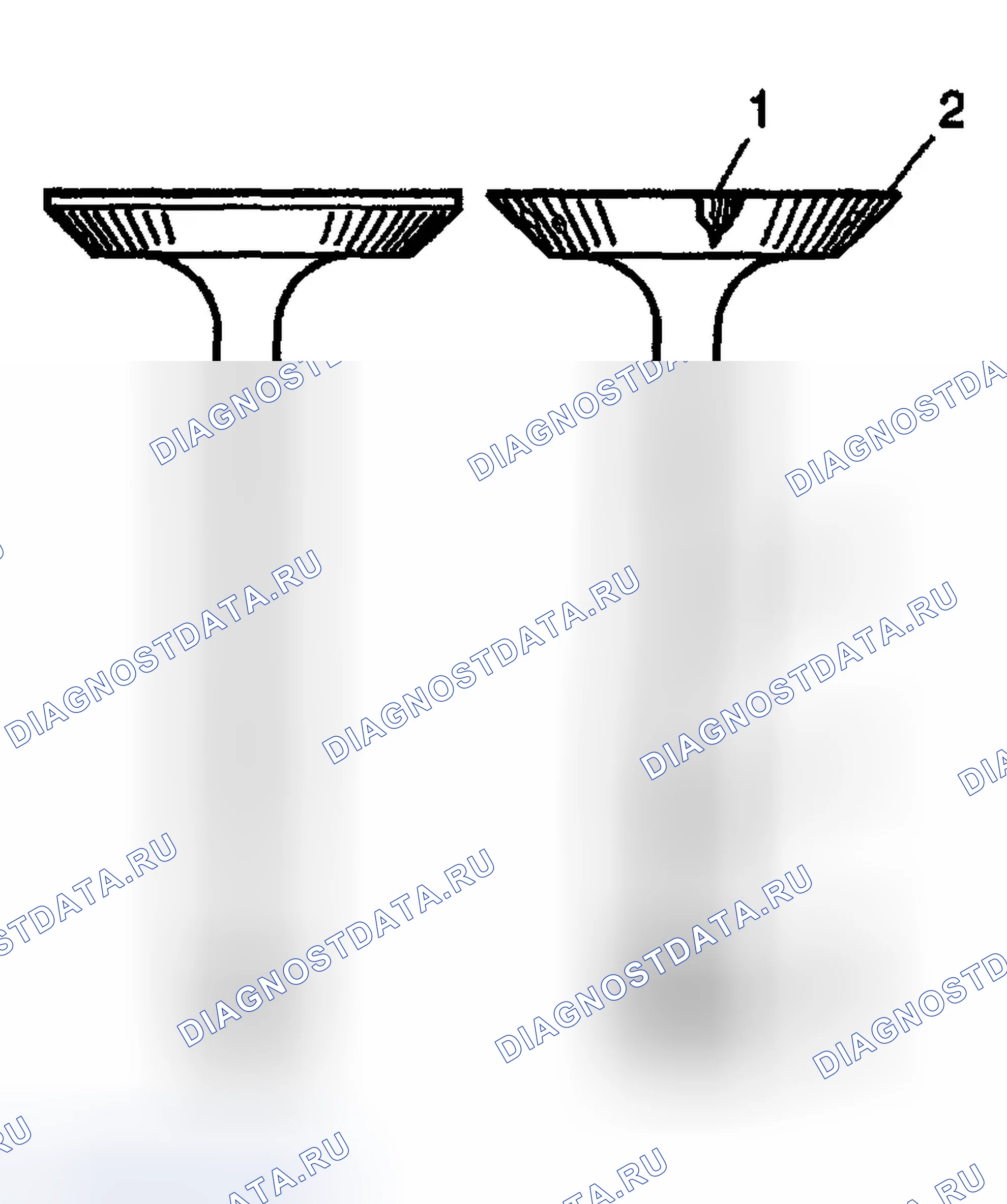
Схема №712
Схема №713

Схема №714
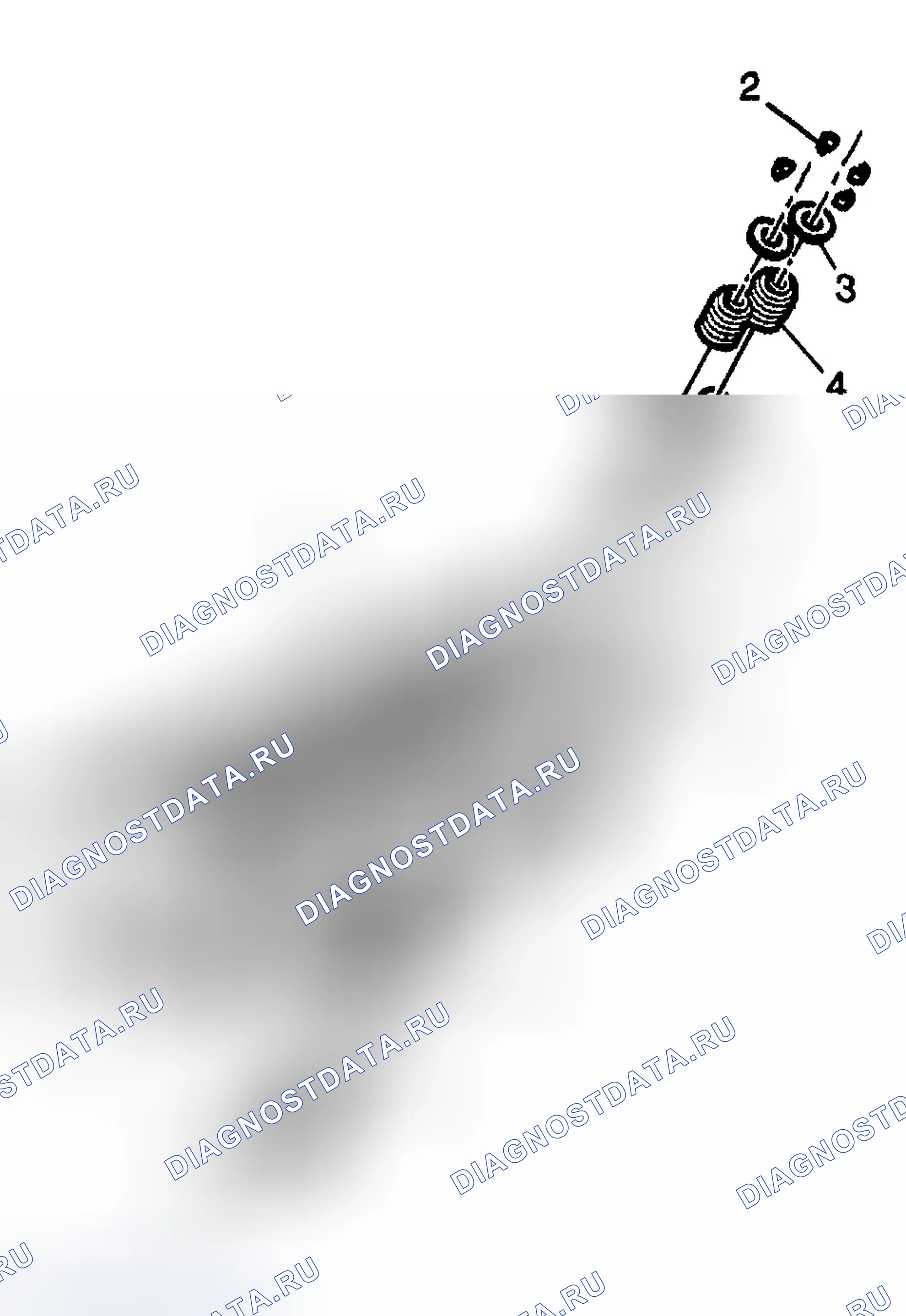
- Осмотрите клапан на наличие следующего: Обгоревшие или эродированные участки (1) Изношенный запас (2) Изогнутый шток (3) Изношенный или забитый шток, (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверить торцевую поверхность клапана на наличие следующих признаков: Износ или отсутствие запаса (1 или 4) Точечная поверхность (2) Обгоревшие или эродированные участки (3)
- Осмотрите запас клапана. Выпускной клапан может быть заменен, если перед шлифованием его толщина превышает 1,25 мм (0,05 дюйма).
- Заменить выпускные клапаны с точечной коррозией на соответствующей машине для замены клапанов.
- Замените клапан, если после шлифовки запас толщины составляет менее 1,25 мм (0,05 дюйма).
- Если торец клапана отшлифован, может потребоваться регулировка пружины клапана для получения надлежащей высоты установки пружины. См. " РАЗБОРКА ГОЛОВКИ ЦИЛИНДРА ".
- Проверьте наличие свободного седла клапана (8 или 11) в головке цилиндра (1). Седло клапана имеет посадку с натягом на головку цилиндра.
- Очистите отверстия направляющей клапана (6) подходящим инструментом. Удалите весь углерод или грязь из отверстий. Направляющая клапана должна быть чистой для шлифовального инструмента седла для получения надлежащих результатов.
- Зачистите седло клапана. Для получения надлежащих результатов следует тщательно следовать рекомендациям производителя оборудования. Независимо от того, какой тип оборудования используется, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование направляющего инструмента в направляющей.
- Осмотрите седла клапанов. Седла клапанов должны быть концентричны в пределах 0,05 мм (0,0021 дюйма) от общего показания индикатора. Если седло клапана было отшлифовано, может потребоваться регулировка пружины клапана для достижения надлежащей высоты установки пружины. См. " РАЗБОРКА ГОЛОВКИ ЦИЛИНДРА ".
| Важно | Не используйте повторно уплотнительные прокладки впускного коллектора к головке цилиндров. |
|---|
Схема №715
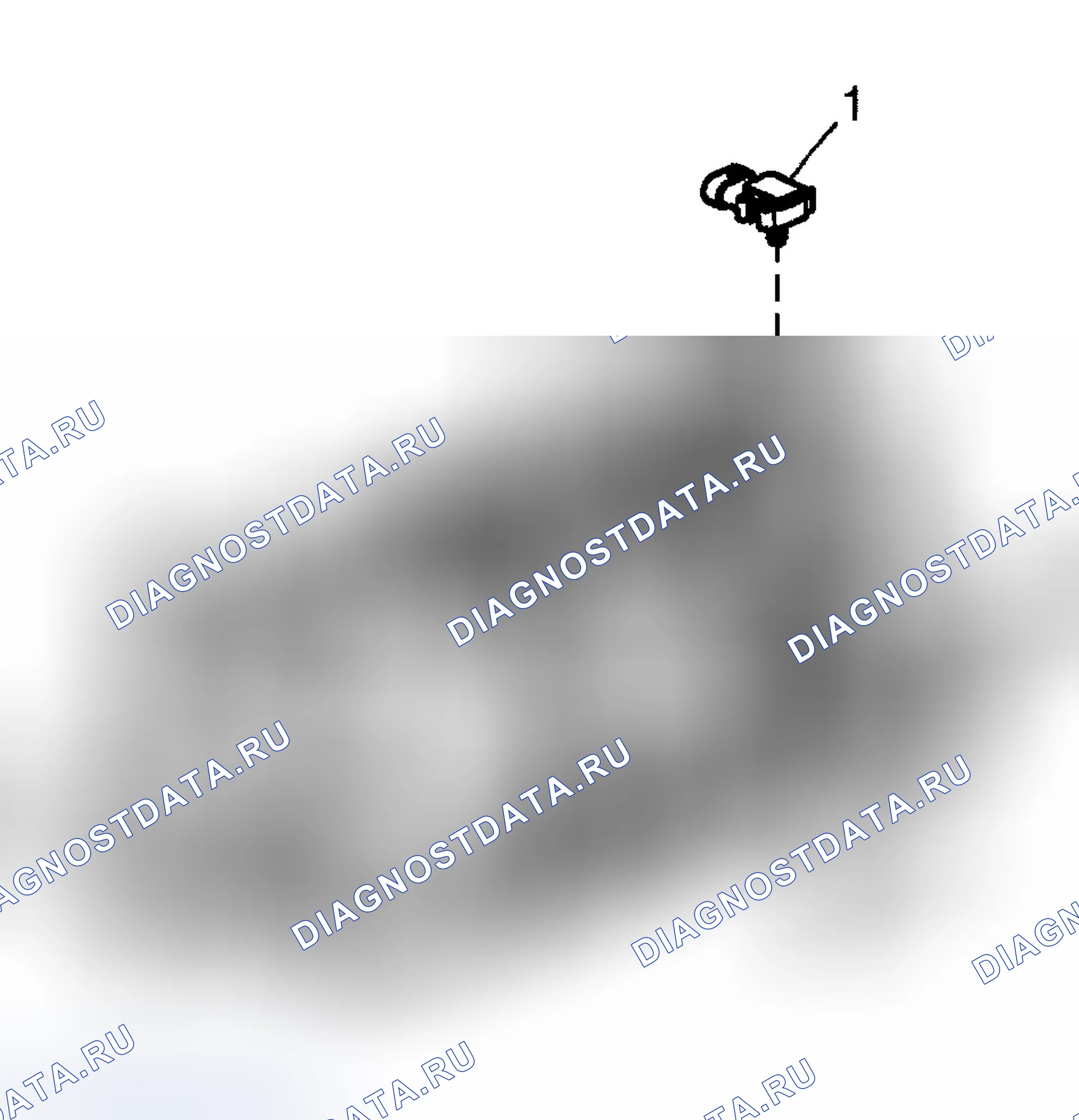
Схема №716
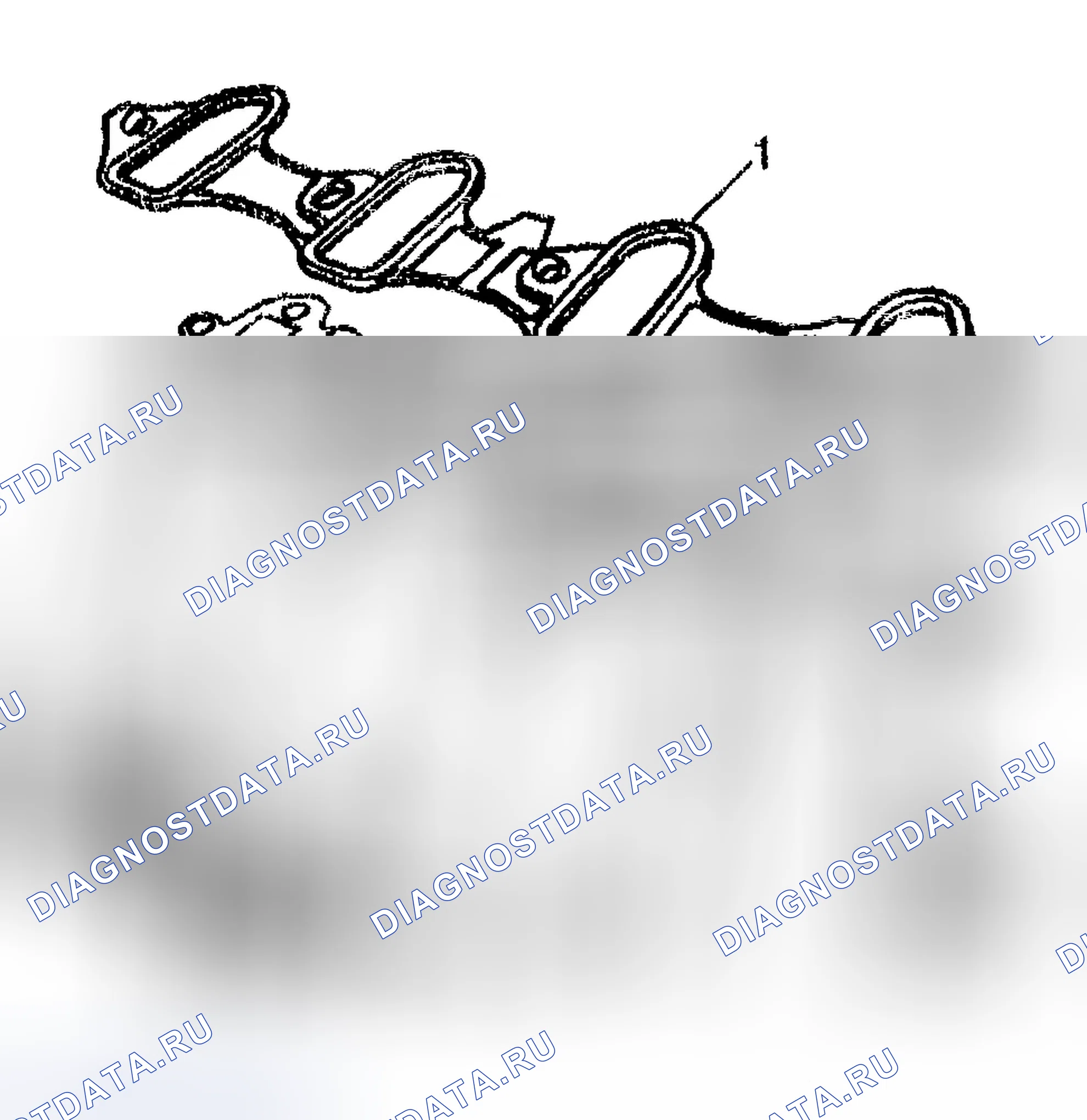
Схема №717
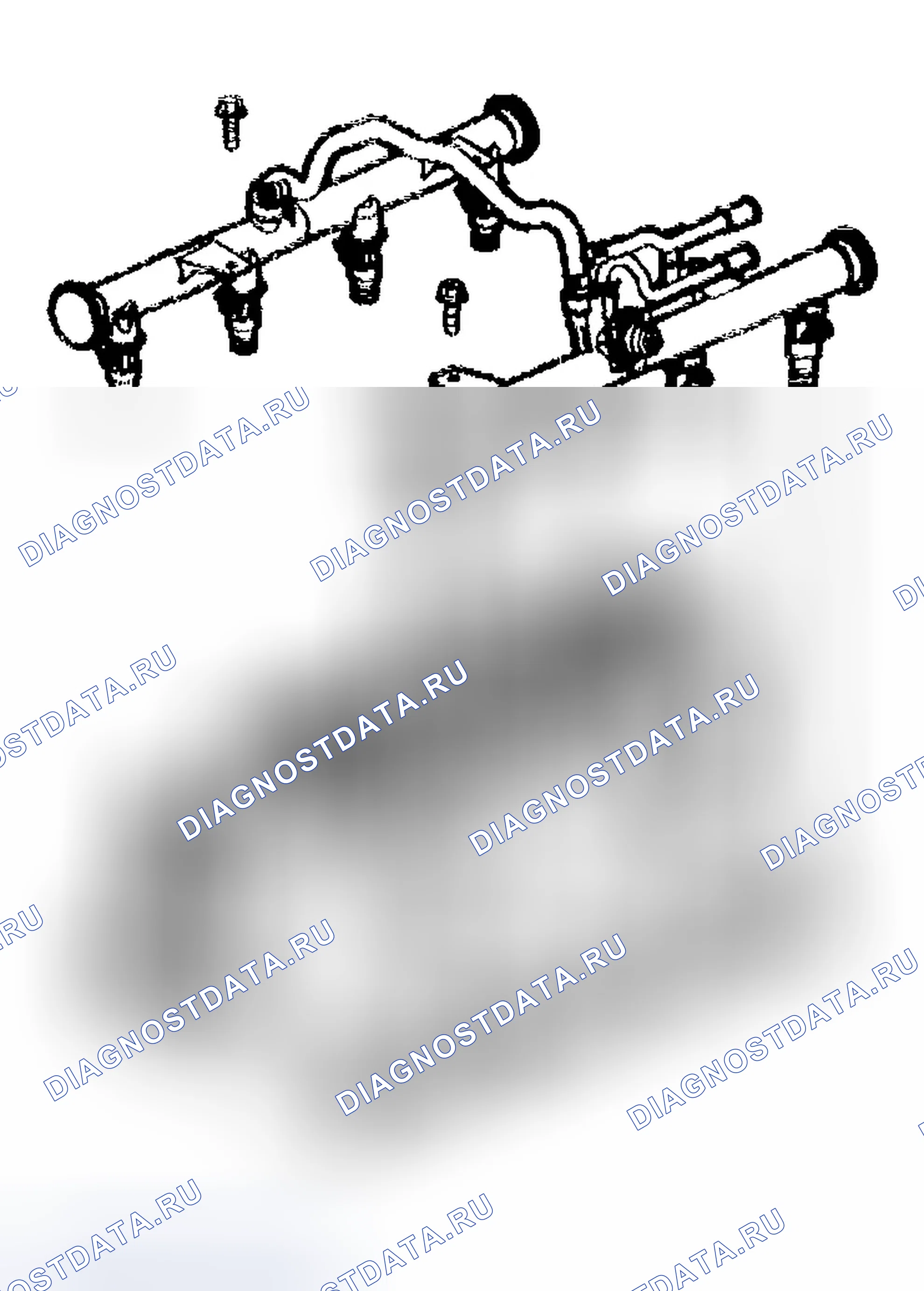
Схема №718
Схема №719
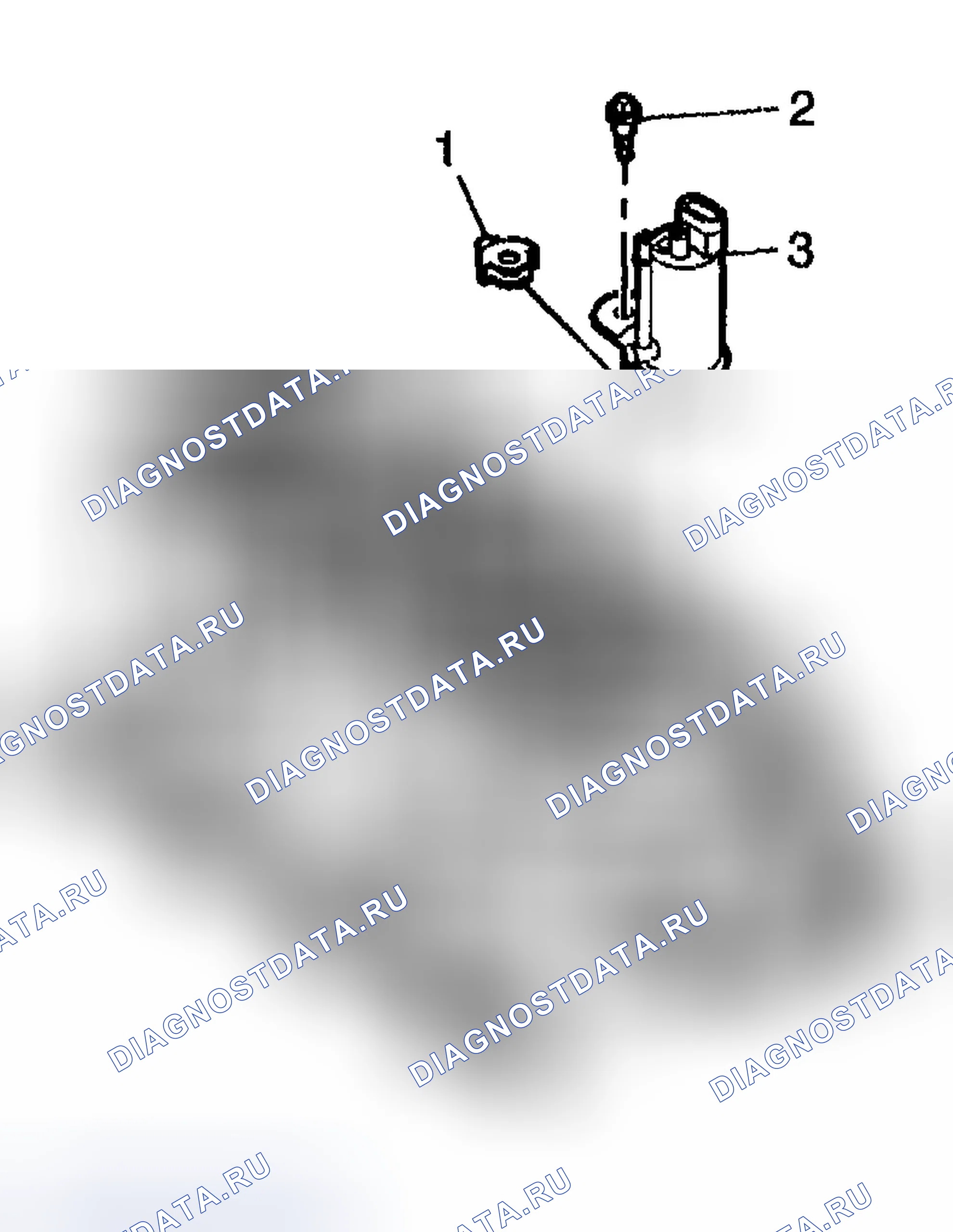
- Снимите датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) (абсолютное давление во впускном коллекторе) (1) с задней стороны воздухозаборника. Датчик абсолютное давление во впускном коллекторе должен быть установлен после завершения процедур очистки и проверки.
- Осмотрите уплотнительную втулку на датчике абсолютное давление во впускном коллекторе. Втулка не должна быть разорвана или повреждена.
- Снять и утилизировать прокладки 1 впускного коллектора к головке цилиндров.
- Снимите топливную рейку с форсунками (см. " ДЕМОНТАЖ ТОПЛИВНОЙ РЕЙКИ И ФОРСУНОК ").
- Снимите корпус дросселя и прокладку (см. " ДЕМОНТАЖ КОРПУСА ДРОССЕЛЯ ").
- Удалите соленоид продувки испарительных выбросов (EVAP) (3), болт (2) и изолятор (1).
- Очистите впускной коллектор в растворителе. Очистите поверхности прокладки впускного коллектора. Очистите внутренние каналы впускного коллектора. ВНИМАНИЕ: См. " ЗАЩИТНЫЕ ОЧКИ ВНИМАНИЕ " в Предостережениях и уведомлениях.
- Просушите впускной коллектор сжатым воздухом.
Схема №720
Схема №721
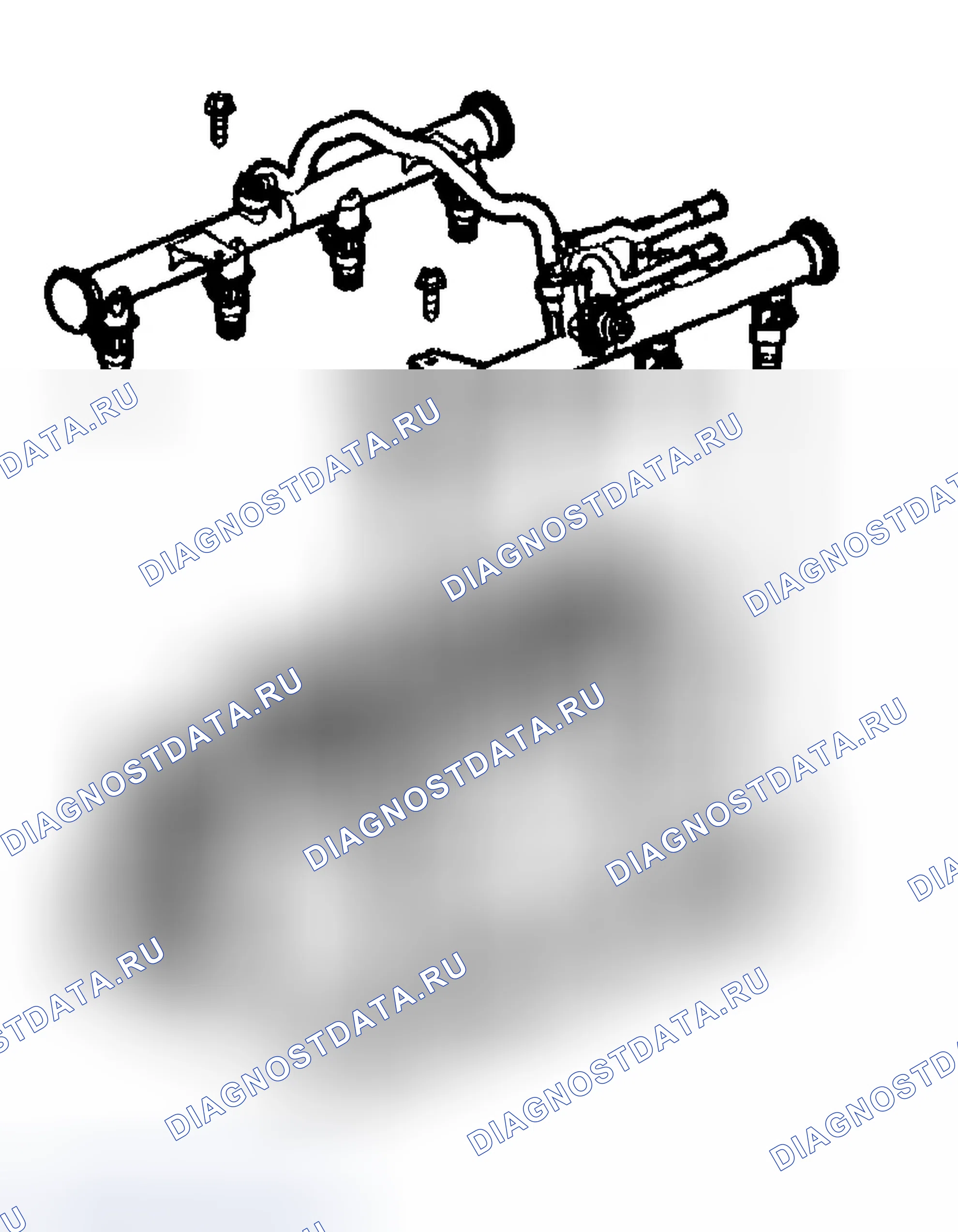
Схема №722
Схема №723
Схема №724
- Осмотрите шпильки корпуса дросселя и резьбовые вкладыши на предмет ослабления или повреждения резьбы.
- Осмотрите шпильку электрожгута и резьбовую вставку на предмет ослабления или повреждения резьбы.
- Осмотрите вкладыши болтов топливной рейки на предмет ослабления или повреждения резьбы.
- Осмотрите вакуумные проходы впускного коллектора на предмет наличия мусора или ограничений.
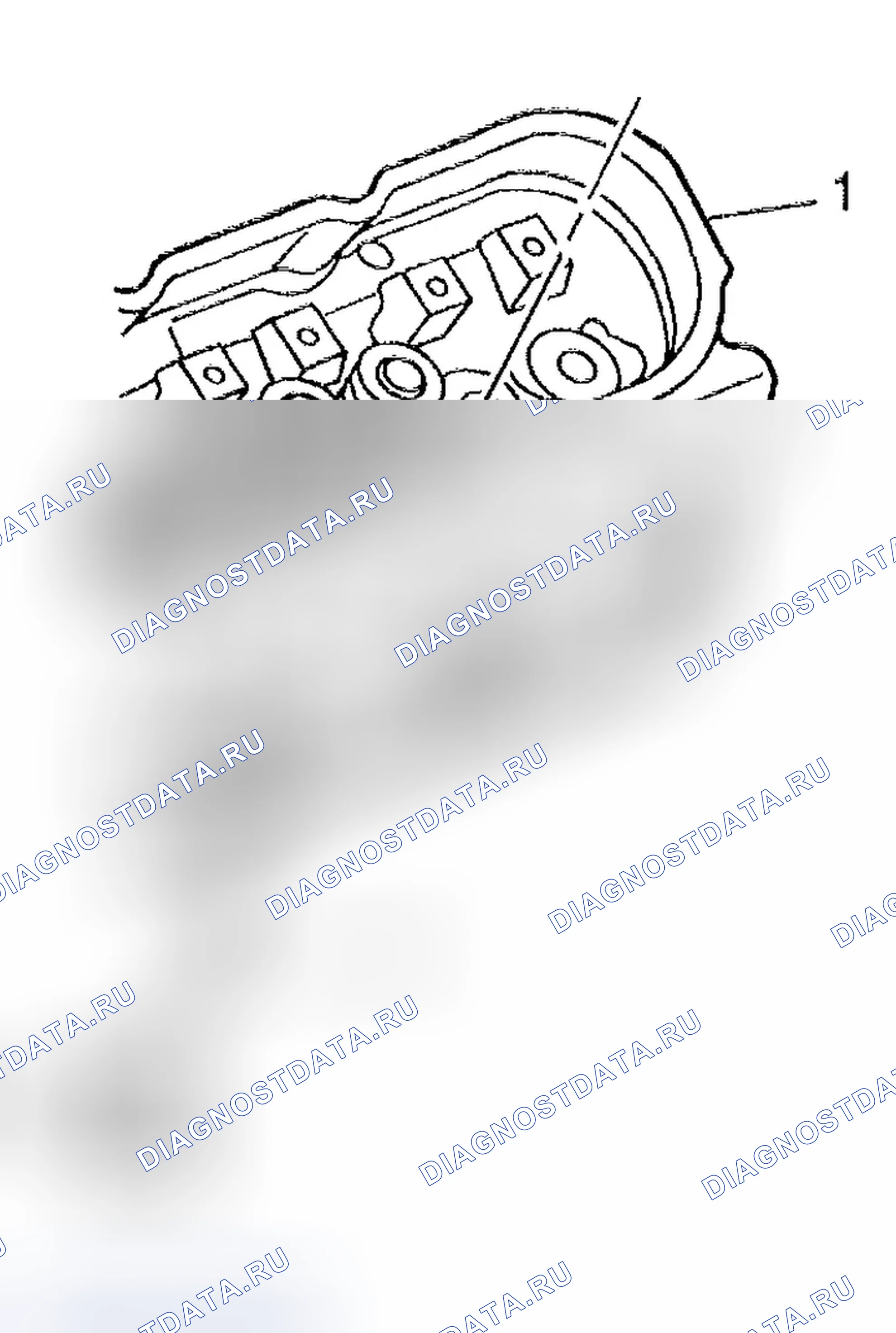
- Проверьте, нет ли поврежденных или сломанных вакуумных фитингов, поврежденного монтажного отверстия датчика абсолютное давление во впускном коллекторе (1) или сломанных фиксирующих язычков датчика абсолютное давление во впускном коллекторе.
- Осмотрите составной впускной коллектор в сборе на наличие трещин или других повреждений. Осмотрите места между заборными полозьями.
- Осмотрите все уплотнительные поверхности прокладки на предмет повреждений.
- Осмотрите отверстия топливного инжектора на предмет чрезмерного задирания или повреждения.
- 9.1 Расположите прямую кромку поперек поверхности палубы головки цилиндра впускного коллектора. Расположите прямую кромку поперек как минимум двух отверстий литникового канала. 9.2 Вставьте щуп между впускным коллектором и прямой кромкой. Впускной коллектор с короблением более 3 мм (0 118 дюйма) на площади 200 мм (7,87 дюйма) деформируется и должен быть заменен.
- Установите датчик абсолютное давление во впускном коллекторе (1). ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЛЕНИИ " в разделе " Предостережения и примечания ".
- Установите электромагнит EVAP, болт и изолятор. Затяните и затяните болт электромагнита EVAP до 10 Н.м (89 фунтов на дюйм).
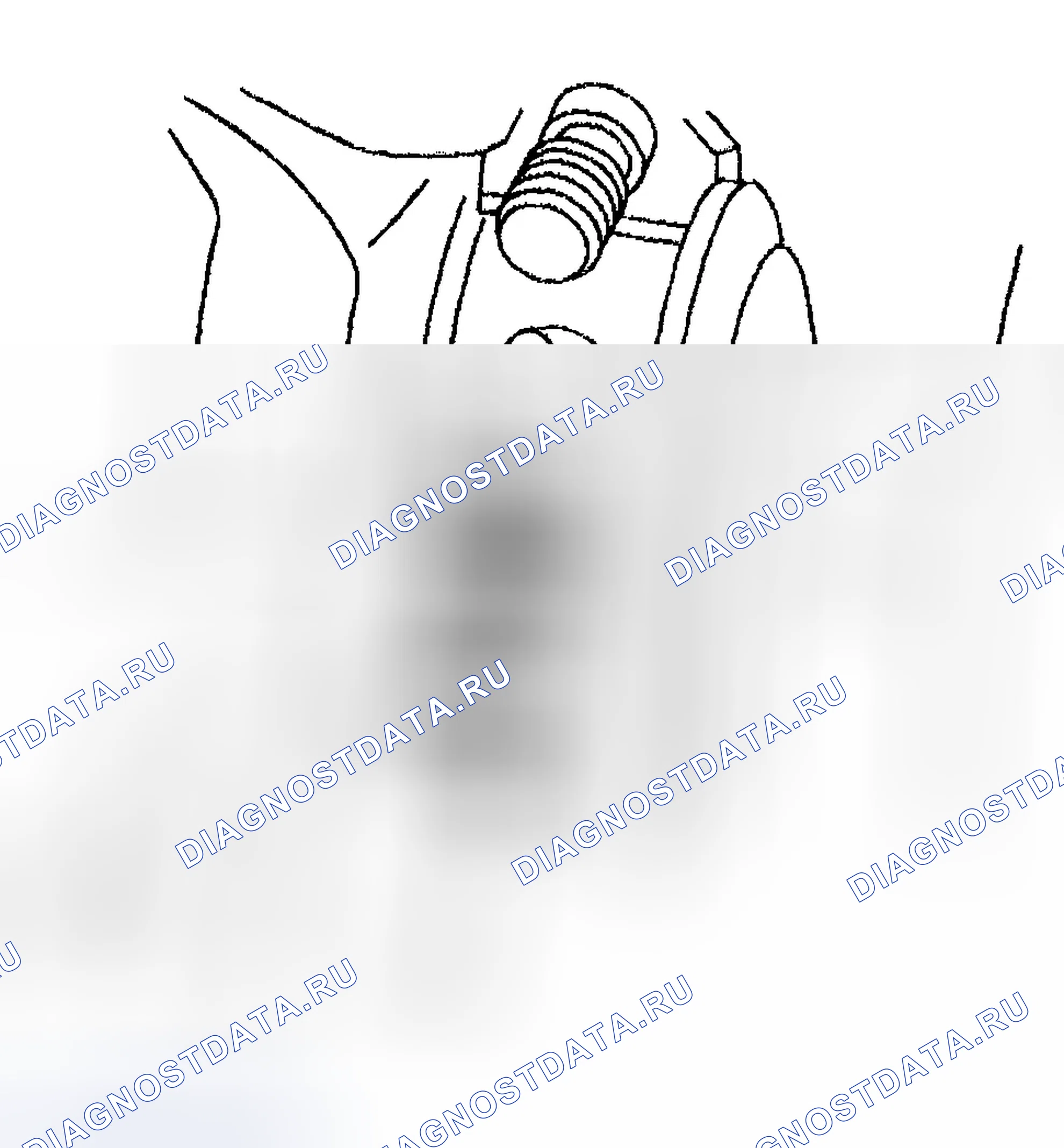
Как отремонтировать резьбу
Необходимые инструменты
- J 42385-100 Головка/Комплект для ремонта резьбы основного болта
- J 42385-200 Общий комплект резьбы
- J 42385-300 Арматура/Комплект оборудования
Общее восстановление резьбы
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа (1). В процессе установки втулки приводной инструмент расширяет нижнюю наружную резьбу вставки в основной материал (2). Это действие механически фиксирует вставку на месте. Кроме того, при установке на соответствующую глубину фланец вставки будет упираться в расточку ремонтируемого отверстия.
Схема №725
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
| Важно | При выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Gm P / N 1052864 (Canadian P / N 992881), Wd 40 ® или эквивалентную. |
|---|
На инструменте драйвера установщика НЕОБХОДИМО использовать масло драйвера.
Наборы инструментов предназначены для использования либо с подходящим воротком, либо с двигателем сверла.
Схема №726
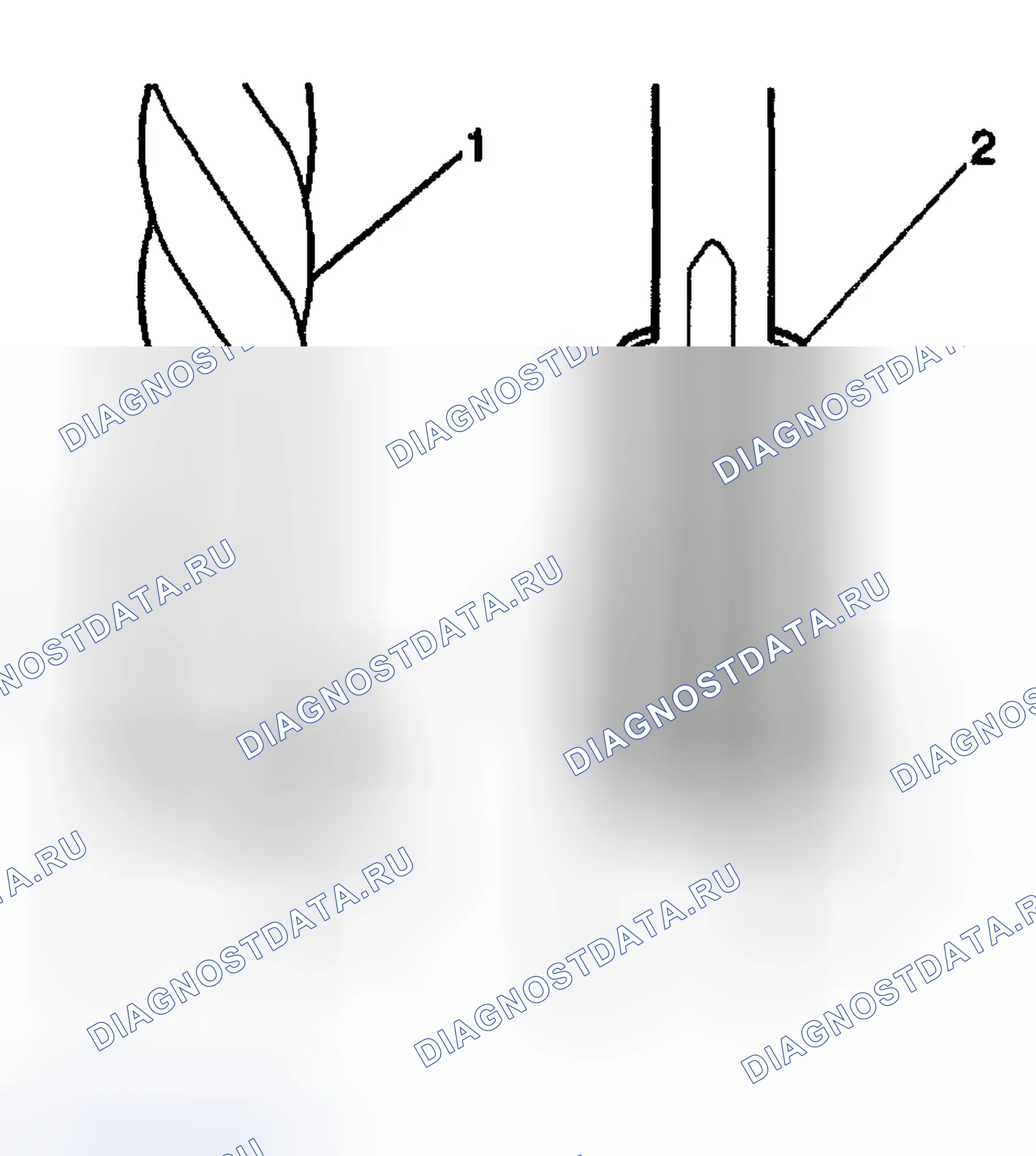
Схема №727

Схема №728
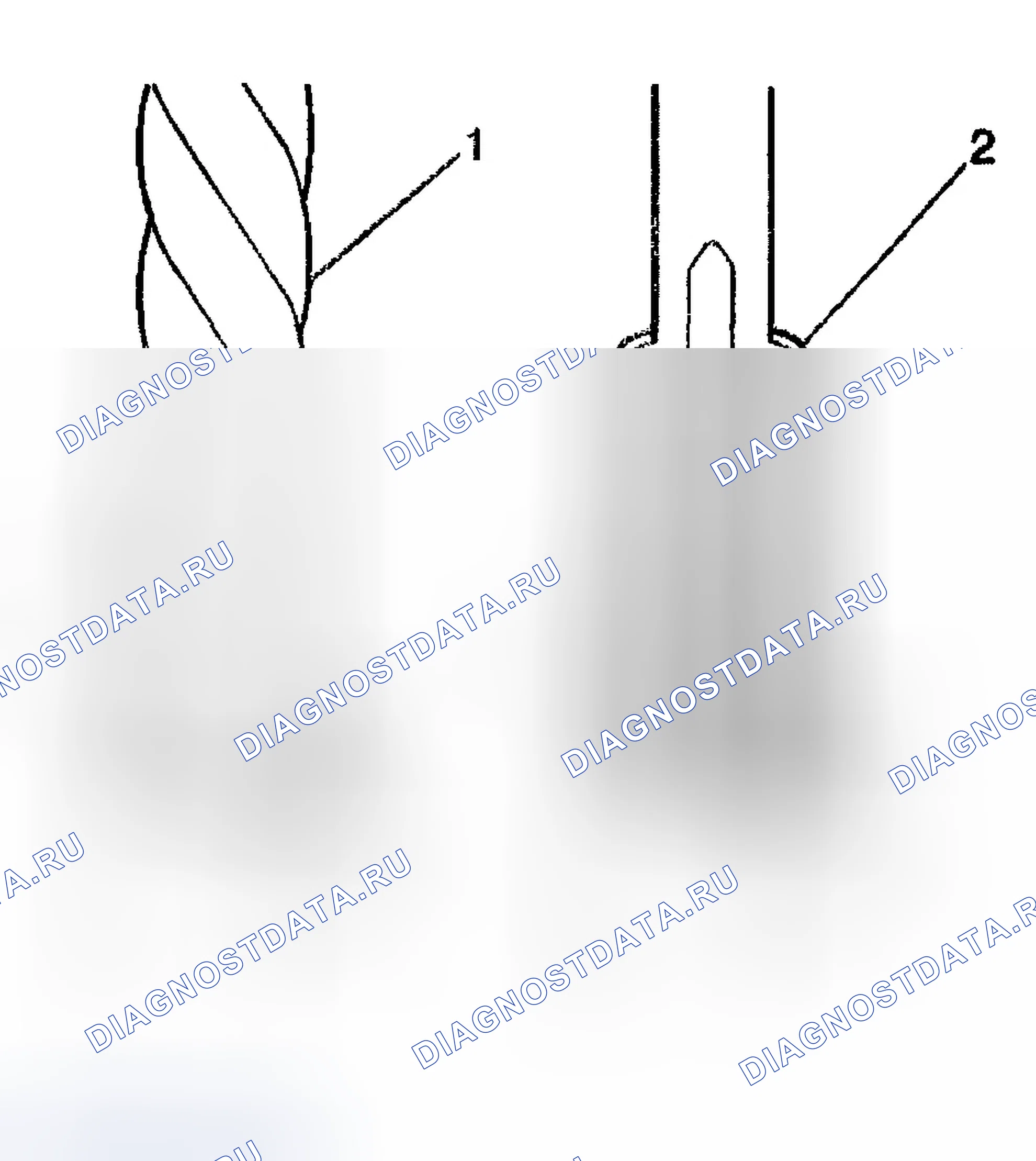
Схема №729
Схема №730
Схема №731
Схема №732
Схема №733
- Просверлите резьбу поврежденного отверстия (1). Для вкладышей M6 требуется минимальная глубина сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка (2) постучите по резьбе просверленного отверстия. Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовой замок LOCTITE <unk> 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вкладыша (2).
- Установите в отверстие вкладыш 2. Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью. Продолжайте вращать установочное приспособление (1) через вставку. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Осмотрите вставку на правильность установки в отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
Схема №734
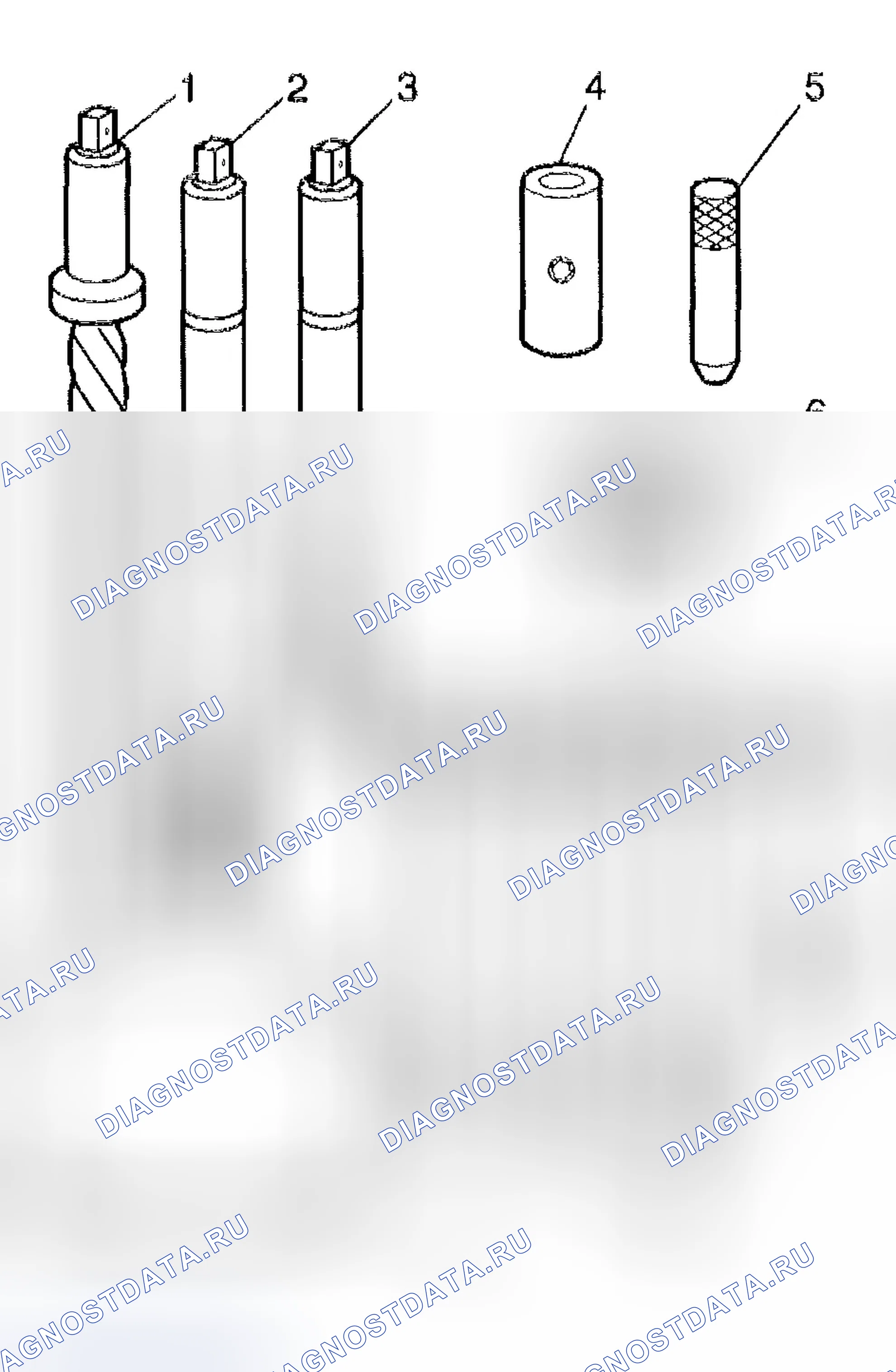
Схема №735
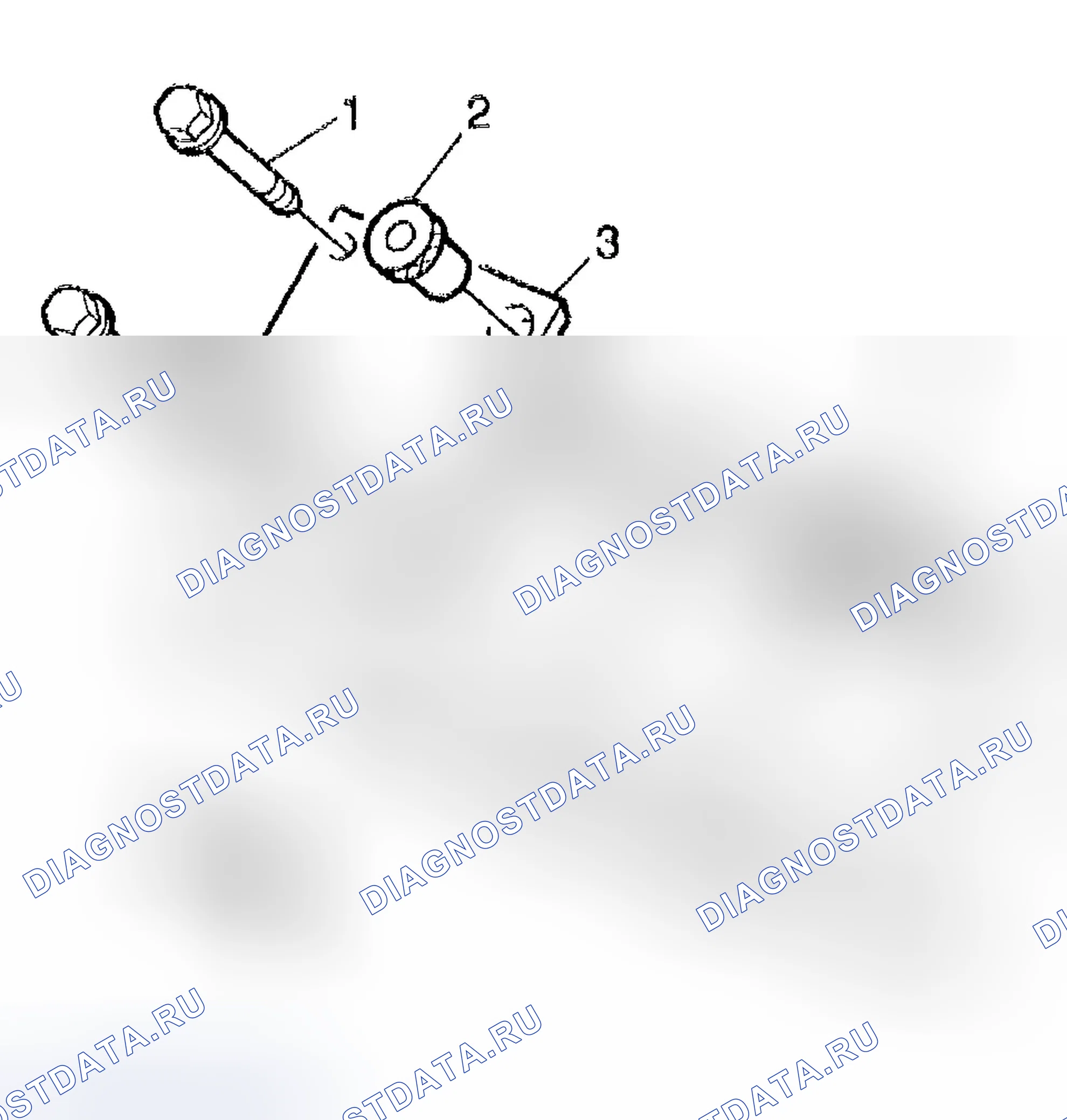
Схема №736
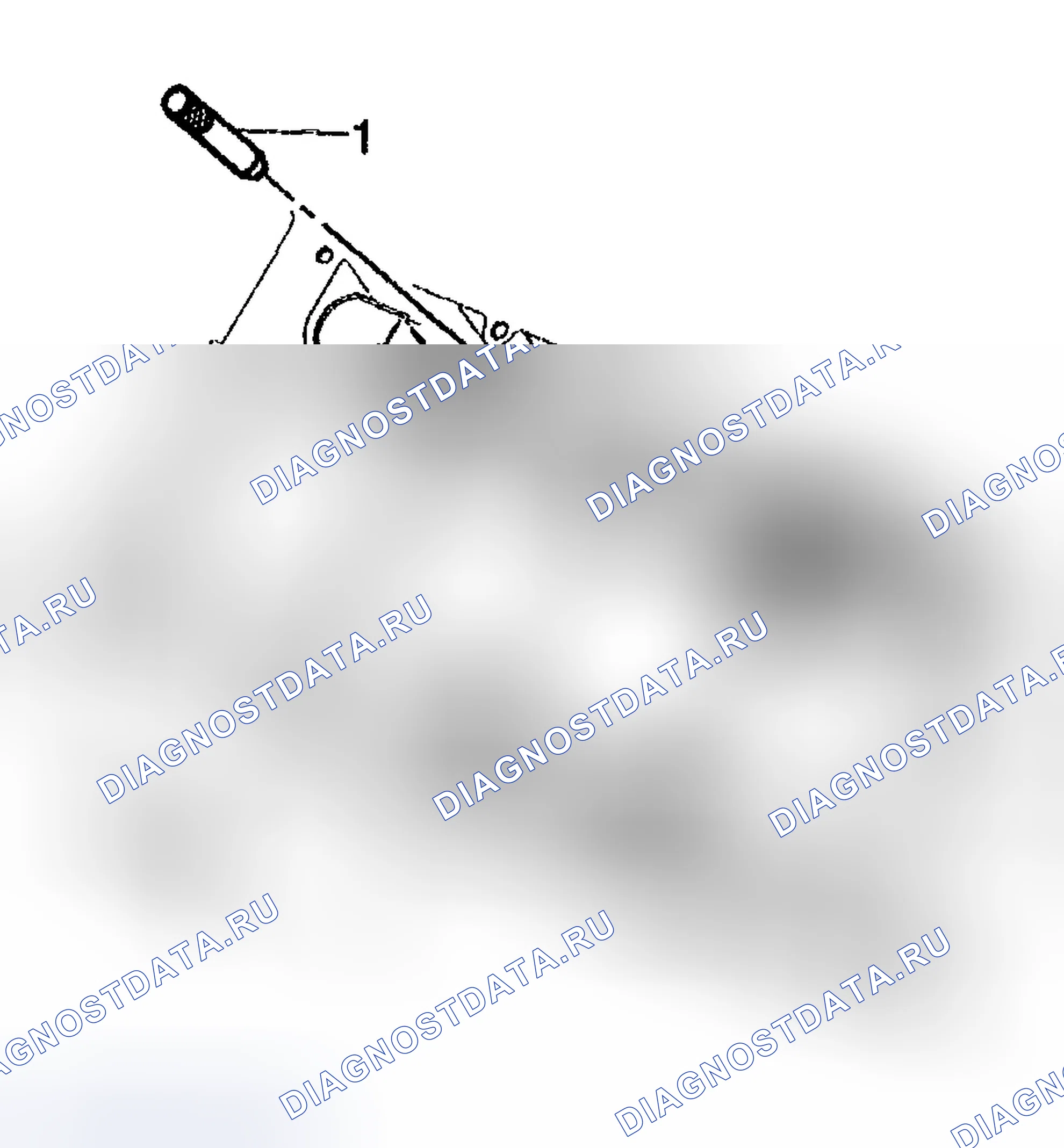
Схема №737
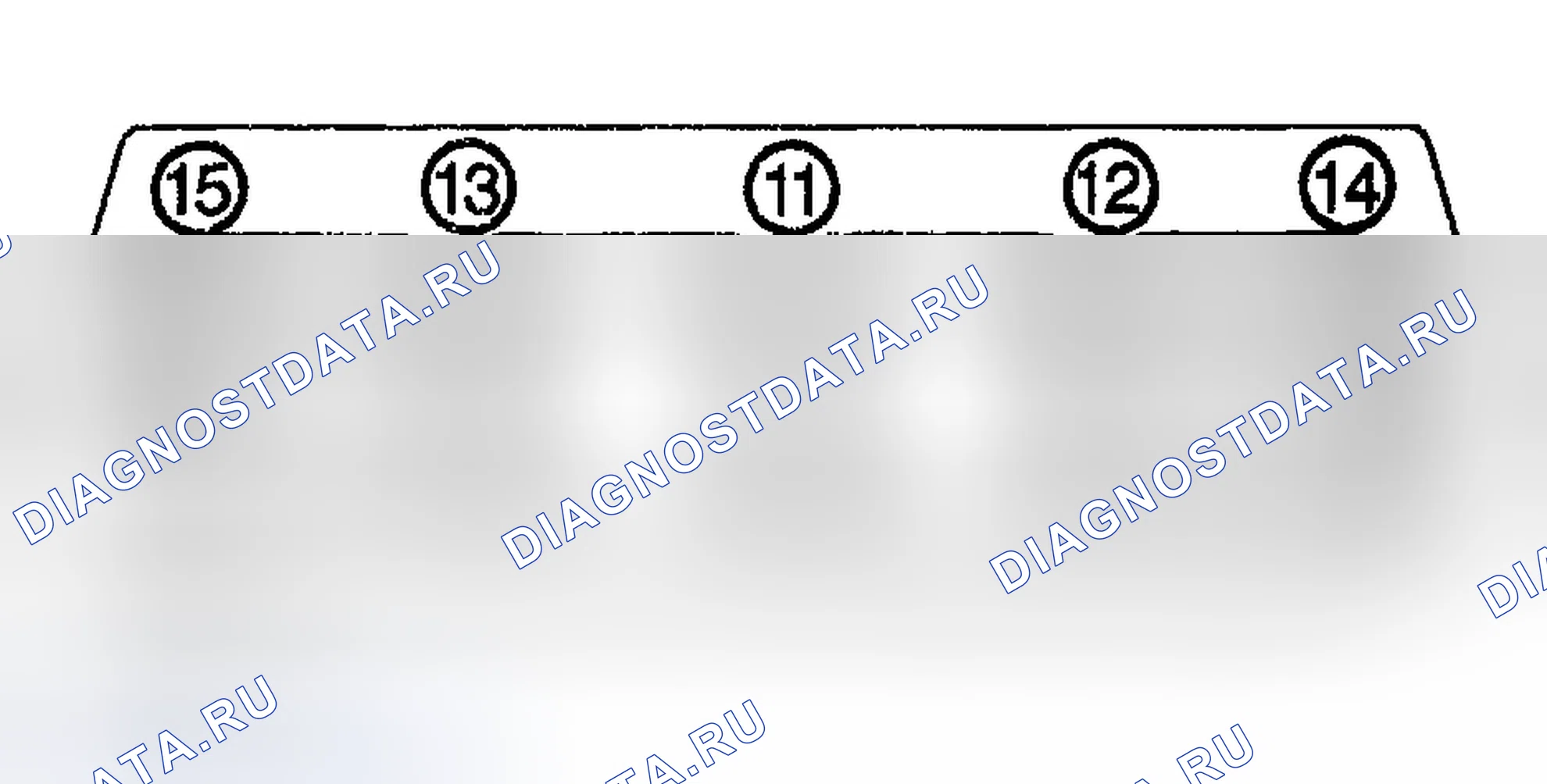
Схема №738
Схема №739
Схема №740
Схема №741
Схема №742
Схема №743
Схема №744
Схема №745
- Комплект для ремонта резьбы под болт головки цилиндров состоит из следующих элементов: Наборы для сверления (1) Метчик (2) Подходящий установщик (3) Втулка (4) Центровочный штифт (5) Втулка (6) Болты (7) Крепежная пластина (8) ВНИМАНИЕ: См. " БЕЗОПАСНОСТЬ ОЧКИ ВНИМАНИЕ " в Предостережениях и примечаниях. ВАЖНО: Использование режущей жидкости типа Gm P / n 1052864 (Canadian P / N 81) инструмент, рекомендуемый для сверления.
- Установите крепежную пластину 3, болты 1 и втулку 2 на палубу блока двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту (4).
- Вставьте центрирующий штифт (1) через втулку в отверстие.
- Вставьте центрирующий штифт в требуемое отверстие и затяните крепежные болты (2).
- Извлеките центрирующий штифт из отверстия.
- Отверстия для болтов головки цилиндров 1-8 являются глубокими отверстиями и будут просверлены без втулки сверла. Отверстия для болтов головки цилиндров 9 и 10 являются более мелкими отверстиями, сверление ДОЛЖНО быть выполнено с втулкой сверла на месте.
- Установите, при необходимости, стакан 2 на сверло 1. ВАЖНО: В процессе проработки необходимо многократно вынуть сверло и очистить отверстие от стружки.
- Просверлите резьбу поврежденного отверстия. Просверлите отверстие до соприкосновения стопорного бурта сверла или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия.
- Для того, чтобы врезать новую резьбу на нужную глубину, поверните метчик в отверстие до совмещения меток (1 или 4) на метчике с верхней частью втулки сверла (3). Для более глубоких отверстий под болты головки цилиндров 1-8 вращайте метчик до совмещения верхней метки на метчике (4) с верхней частью втулки сверла. Для более мелких отверстий под болты головки цилиндров 9 и 10 вращайте метчик до совмещения нижней метки на метчике (1) с верхней частью втулки сверла.
- Снимите крепежную пластину (2), втулку (3) и болты.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш и драйвер 1. Вращать инструмент привода до совмещения метки на инструменте с поверхностью деки блока двигателя. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Схема №746
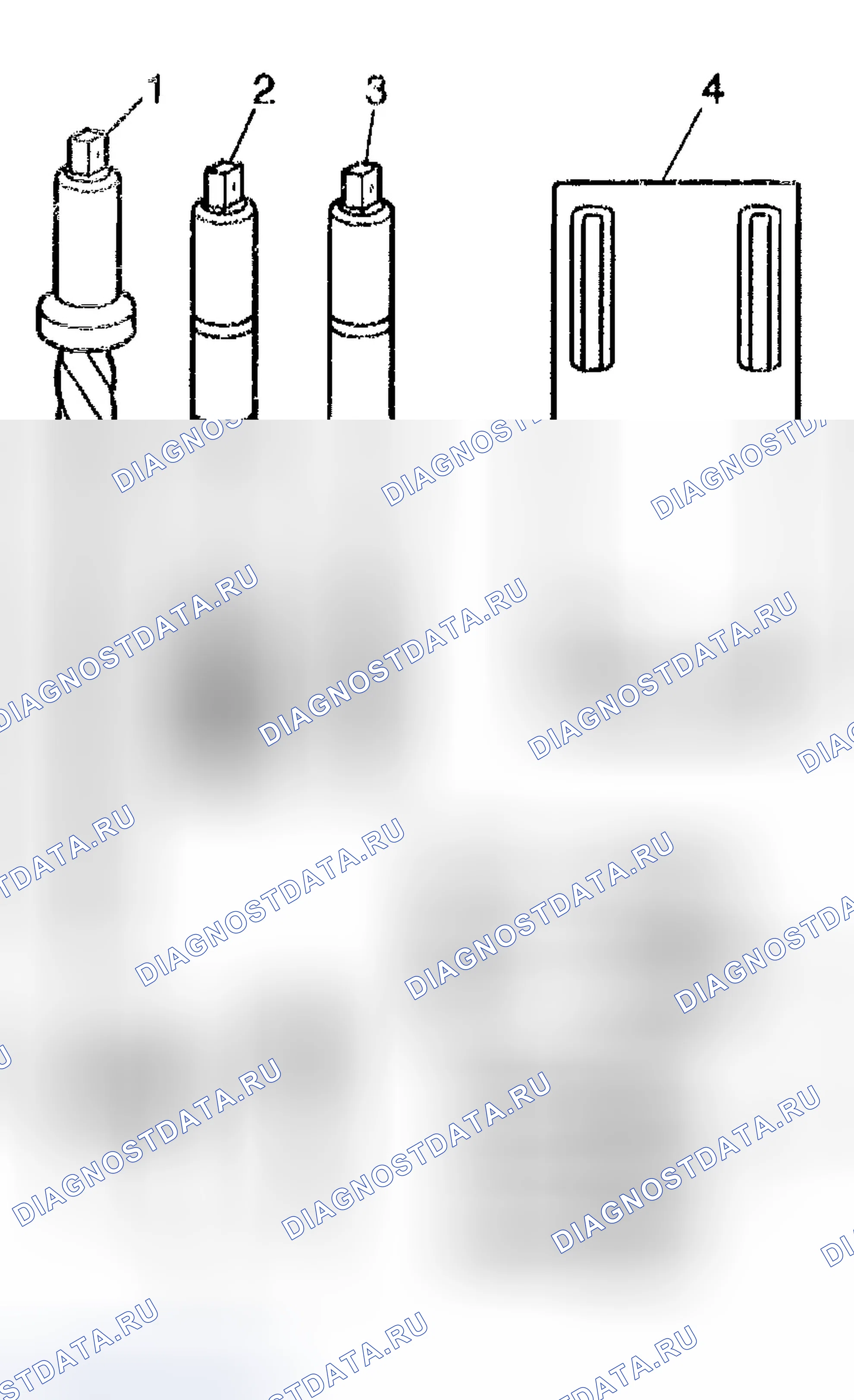
Схема №747
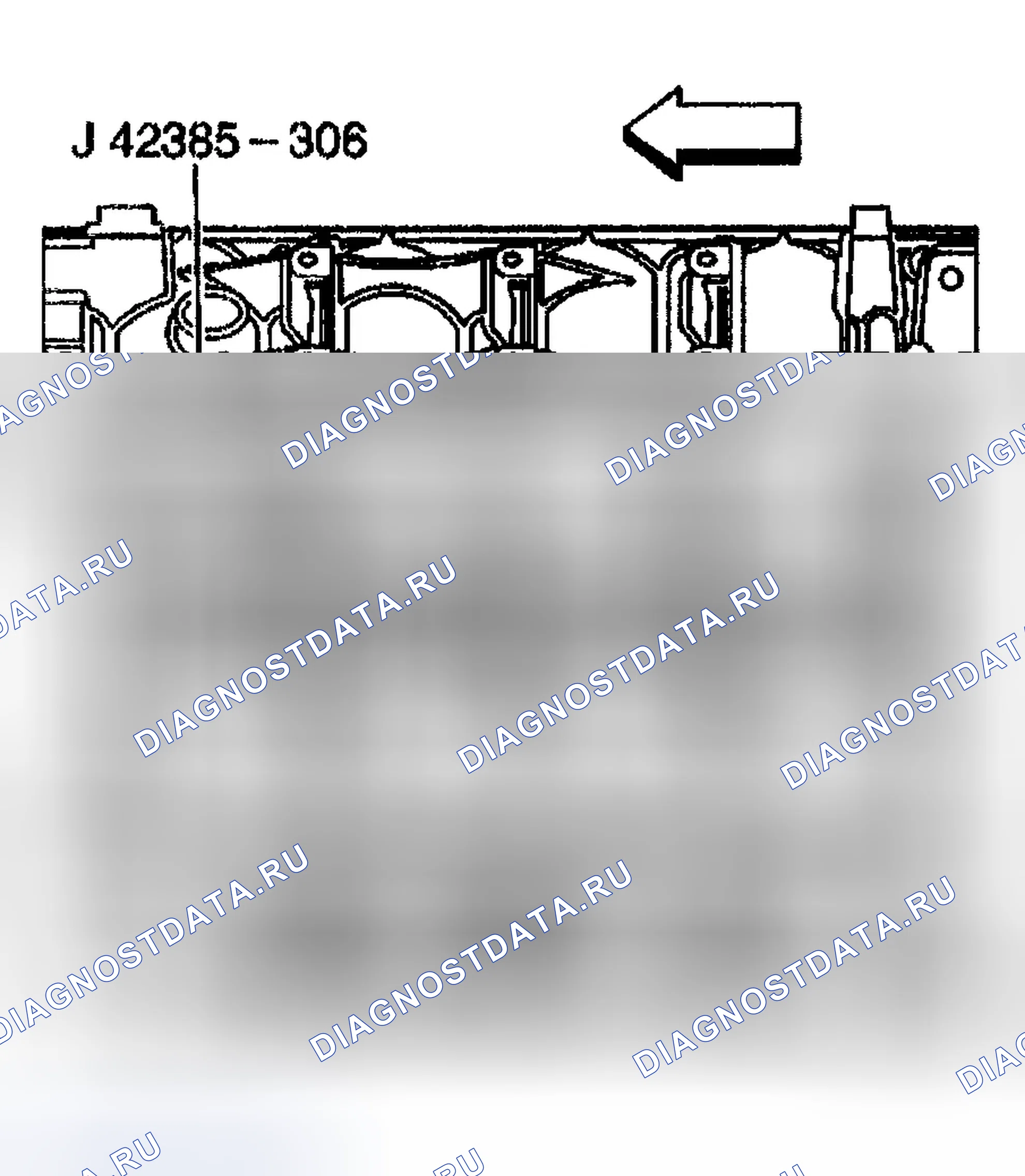
Схема №748
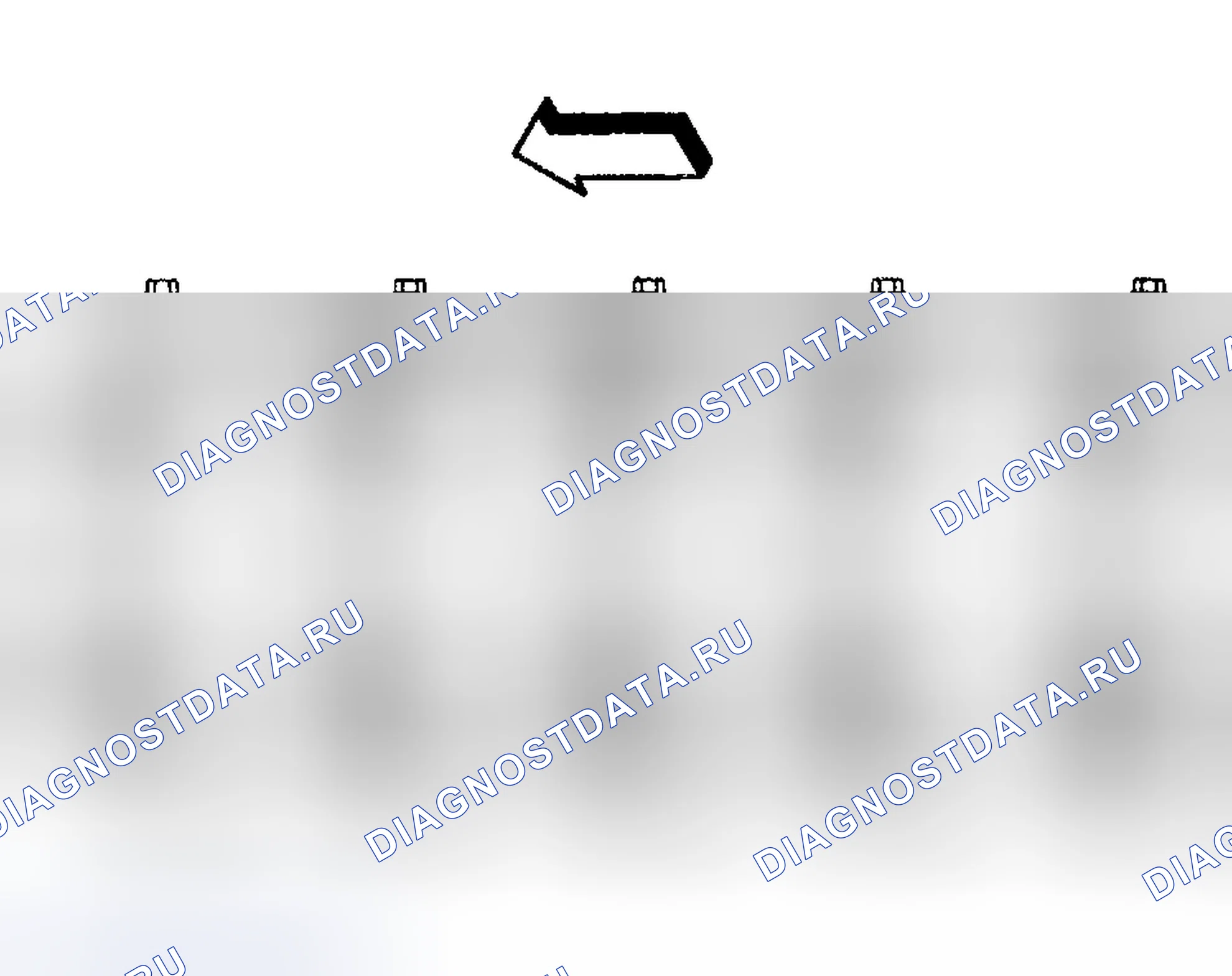
Схема №749
Схема №750
Схема №751
Схема №752
Схема №753
- Комплект для ремонта резьбы основного болта колпачка состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Крепежная пластина (4) Длинные болты (5) Короткие болты (6) Центровочный штифт (7) Втулка (8)
- Установите крепежную пластину, болт и втулку на блок двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту.
- Поместите центрирующий штифт в нужное отверстие и затяните крепежные болты приспособления.
- Просверлите поврежденное отверстие. Наружные болтовые отверстия 11-20 имеют более мелкие расточки. Используйте с дрелью стакан J 42385-316. Сверлить до соприкосновения стопорного бурта бурового долота или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка на метчике не совместится с верхней частью втулки. Для более глубоких основных отверстий колпачка 1-10 вращайте кран до тех пор, пока верхняя метка (4) на кране не совместится с верхней частью втулки (3). Для более мелких отверстий 11-20 основного колпачка вращайте метку до тех пор, пока нижняя метка (1) на метке не совместится с верхней частью втулки (3).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите любое режущее масло и стружку из отверстия. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовой замок LOCTITE ® 277, J 42385-109 (1), или аналогичный на резьбу наружного диаметра вставки (2). ВАЖНО: Крепежная пластина и втулка остаются установленными на блок двигателя во время процедуры установки вставки.
- Вставьте вставку и привод (1) через крепежную пластину и втулку в отверстие. Вращайте приводной инструмент до тех пор, пока метка на инструменте (3) не совместится с верхней частью втулки (2). Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Предварительная смазка двигателя
Необходимые инструменты
J 45299 Предлюбер двигателя
ПримечаниеСм. " УВЕДОМЛЕНИЕ О КРЕПЕЖНОЙ ДЕТАЛИ " в разделе " Предостережения и уведомления ".
| Важно | Для правильной заправки двигателя требуется постоянный и непрерывный поток чистого моторного масла. Обязательно используйте одобренное моторное масло, как указано в руководстве для владельцев. |
|---|
Схема №754
Схема №755
- Снимите масляный фильтр двигателя, заполните чистым моторным маслом и снова установите масляный фильтр. Затяните и затяните масляный фильтр до 30 Н · м (22 фунта · фут).
- Найдите заглушку (1) левой передней масляной галереи блока двигателя.
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299, чтобы подать минимум 1-1,9 литра (1-2 кварты) моторного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите пробку галереи на двигатель, затяните и затяните пробку масляной галереи до 60 Н.м (44 фунта фута).
- Долейте моторное масло до нужного уровня.
Подбор поршня
| Важно | Измерения всех компонентов следует проводить вместе с компонентами при нормальной комнатной температуре. |
|---|
Для правильной посадки поршня отверстия цилиндров блока двигателя не должны иметь чрезмерного износа или конусности.
Схема №756
Комплект из бывших в употреблении поршня и пальца может быть установлен, если после очистки и осмотра они соответствуют техническим условиям.
Схема №757
Схема №758
- Осмотрите расточку цилиндра блока двигателя на предмет задиров или других повреждений.
- Осмотрите поршень и поршневой палец. См. " ОЧИСТКА И ОСМОТР ПОРШНЯ, ШАТУНА И ПОДШИПНИКОВ ".
- Измерьте поршень микрометром под прямым углом к поршню. Измерьте поршни на расстоянии 43 мм (1,69 дюйма) от головки. См. " ОЧИСТКА И ОСМОТР ПОРШНЯ, ШАТУНА И ПОДШИПНИКОВ ".
- Запишите диаметр поршня.
- Отрегулируйте микрометр в соответствии с записанным диаметром поршня.
- Вставить датчик отверстия в микрометр и обнулить лимб датчика отверстия.
- Измерьте диаметр отверстия цилиндра с помощью датчика. Измерьте в точке на расстоянии 64 мм (2,5 дюйма) от верхней части отверстия цилиндра.
- Запишите диаметр отверстия цилиндра.
- Вычесть диаметр поршня из диаметра отверстия цилиндра, чтобы определить зазор между поршнем и отверстием. См. " МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДВИГАТЕЛЯ ".
- Если надлежащий зазор не может быть получен, выберите другой поршень и измерьте зазоры. Если надлежащая посадка не может быть получена, отверстие цилиндра может потребовать сверления и хонингования для замены негабаритного поршня или блока двигателя.
Распределительный вал и система привода
Стальной цельный распределительный вал заготовки поддерживается пятью подшипниками, запрессованными в блок двигателя. Распределительный вал имеет механически обработанное реактивное кольцо датчика распределительного вала, включенное между четвертой и пятой цапфами подшипника. Звездочка синхронизации распределительного вала установлена спереди распределительного вала и приводится в движение звездочкой коленчатого вала через цепь синхронизации распределительного вала. Звездочка коленчатого вала со шлицами установлена на коленчатом валу с помощью шпонки и шпоночной канавки. Шлицы звездочки коленчатого вала приводят в движение ведомую шестерню масляного насоса. Удерживающая пластина, установленная в передней части блока цилиндров двигателя, поддерживает положение распределительного вала.
Коленчатый вал
Коленчатый вал отлит из чугуна. Коленчатый вал поддерживается пятью подшипниками коленчатого вала. Подшипники удерживаются крышками подшипников коленчатого вала, которые обработаны с блоком двигателя для правильной центровки и зазора. Шейки коленчатого вала подрезаны и прокатаны. Центральная коренная шейка - это упорная шейка. Положение коленчатого вала. Кольцо реактивного вала запрессовано установлено в задней части коленчатого вала. Кольцо реактивного вала не подлежит отдельному обслуживанию.
Головки цилиндров
Головки цилиндров отлиты из алюминия и имеют запрессованные на месте направляющие клапана из порошкового металла и седла клапанов. Проходы для системы отбора воздуха охлаждающей жидкости двигателя находятся в передней части каждой головки цилиндров. Крышки коромысел клапанов крепятся к головке цилиндров четырьмя установленными по центру болтами крышек коромысел.
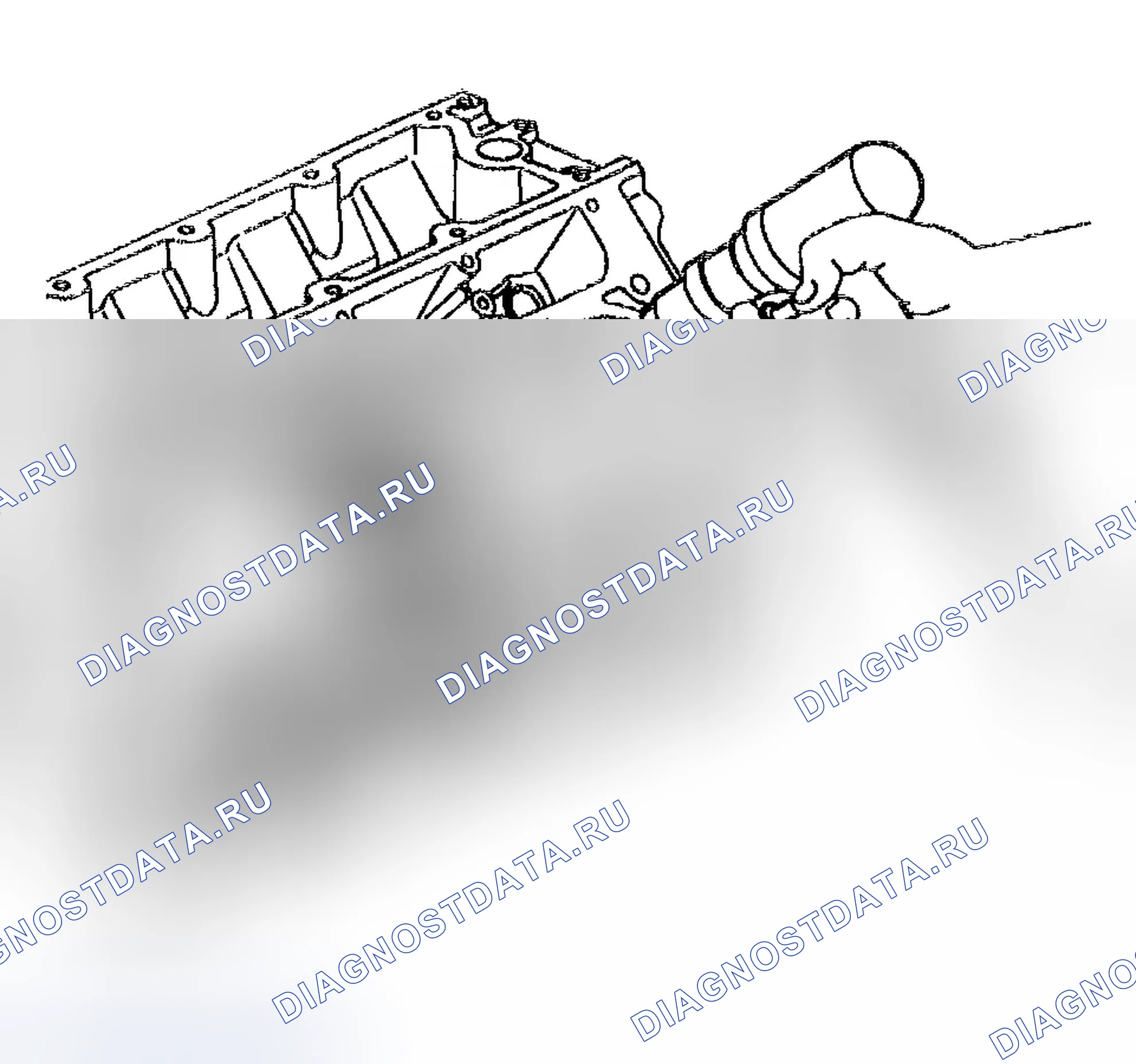
Блок двигателя
Блок двигателя представляет собой конфигурацию с глубокой юбкой 90 градусов V типа " кулачок в блоке " с пятью крышками подшипников коленчатого вала. Блок двигателя выполнен из литого алюминия. Пять крышек подшипников коленчатого вала имеют по четыре вертикальных крепежных болта M10 и два горизонтальных болта M8. Распредвал поддерживается пятью подшипниками распределительного вала, запрессованными в блок.
Выпускные коллекторы
Выпускные коллекторы представляют собой цельную чугунную конструкцию. Выхлопные коллекторы направляют выхлопные газы из камер сгорания в выхлопную систему. Каждый коллектор также имеет установленный снаружи тепловой экран, который удерживается болтами.
Впускной коллектор
Впускной коллектор представляет собой цельную составную конструкцию, которая включает в себя латунные резьбовые вставки для установки топливного коллектора, корпус дроссельной заслонки, кронштейн для крепления испарительного выброса (EVAP), соленоид и шпильку для жгута проводов. Каждая сторона впускного коллектора уплотнена к головке цилиндра одноразовой силиконовой уплотнительной прокладкой и нейлоновым несущим узлом. Электронный привод болтов корпуса дроссельной заслонки к передней части впускного коллектора. Корпус дроссельной заслонки уплотнен одной деталью, вставленной в индивидуальной силиконовой прокладке.
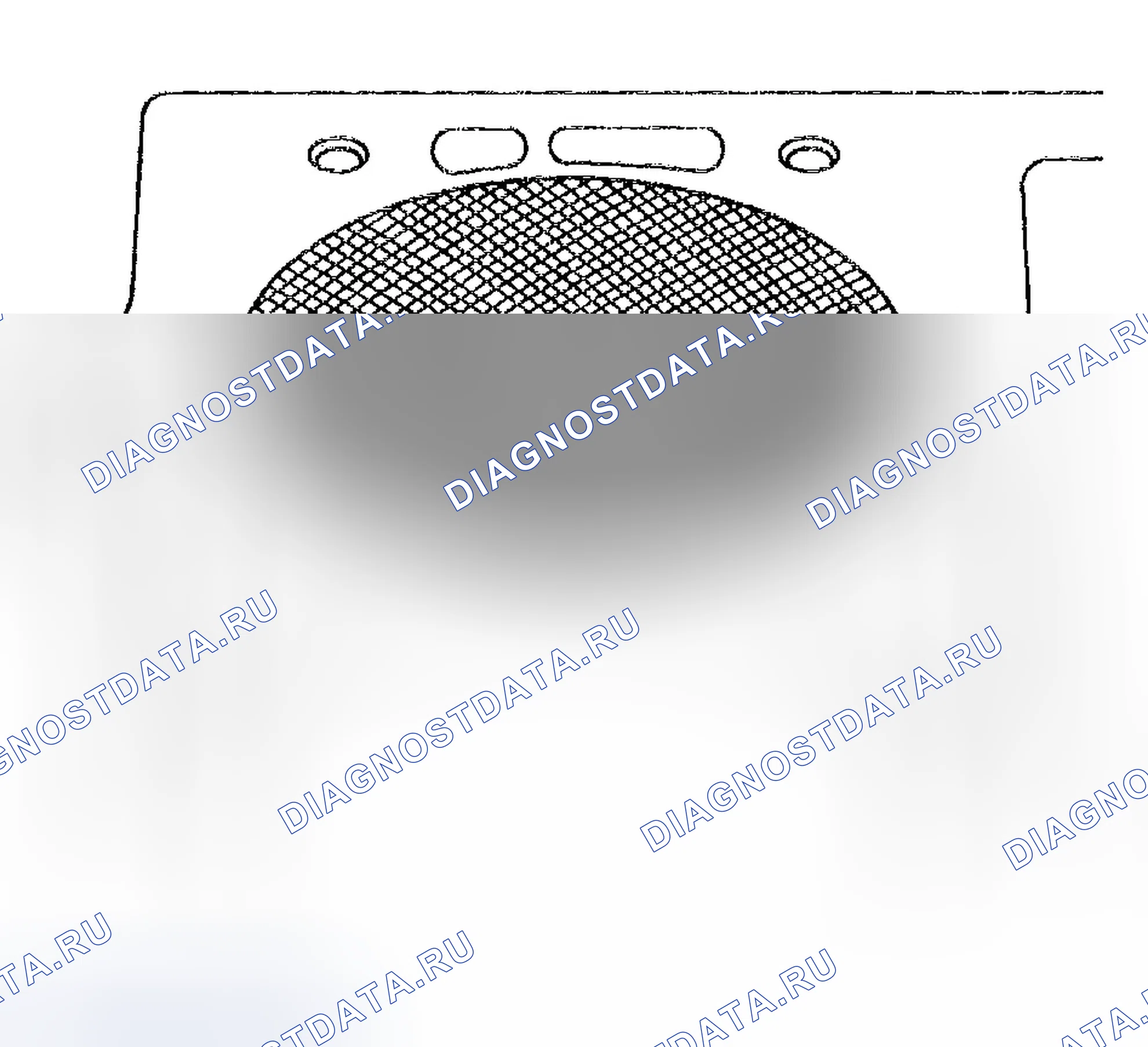
Масляный поддон
Конструктивный масляный поддон изготовлен из литого алюминия. В конструкцию включены монтажная втулка масляного фильтра, отверстие сливной пробки, отверстие трубки индикатора уровня масла и перегородка масляного поддона. Внутренний узел трубки направляет масло под давлением из блока двигателя в масляный фильтр, который установлен в центральной области поддона. Отфильтрованное масло затем возвращается в блок двигателя через узел трубки в масляные галереи блока двигателя. Выравнивание конструктивного масляного поддона с задней частью блока двигателя и картером коробки передач является критическим.
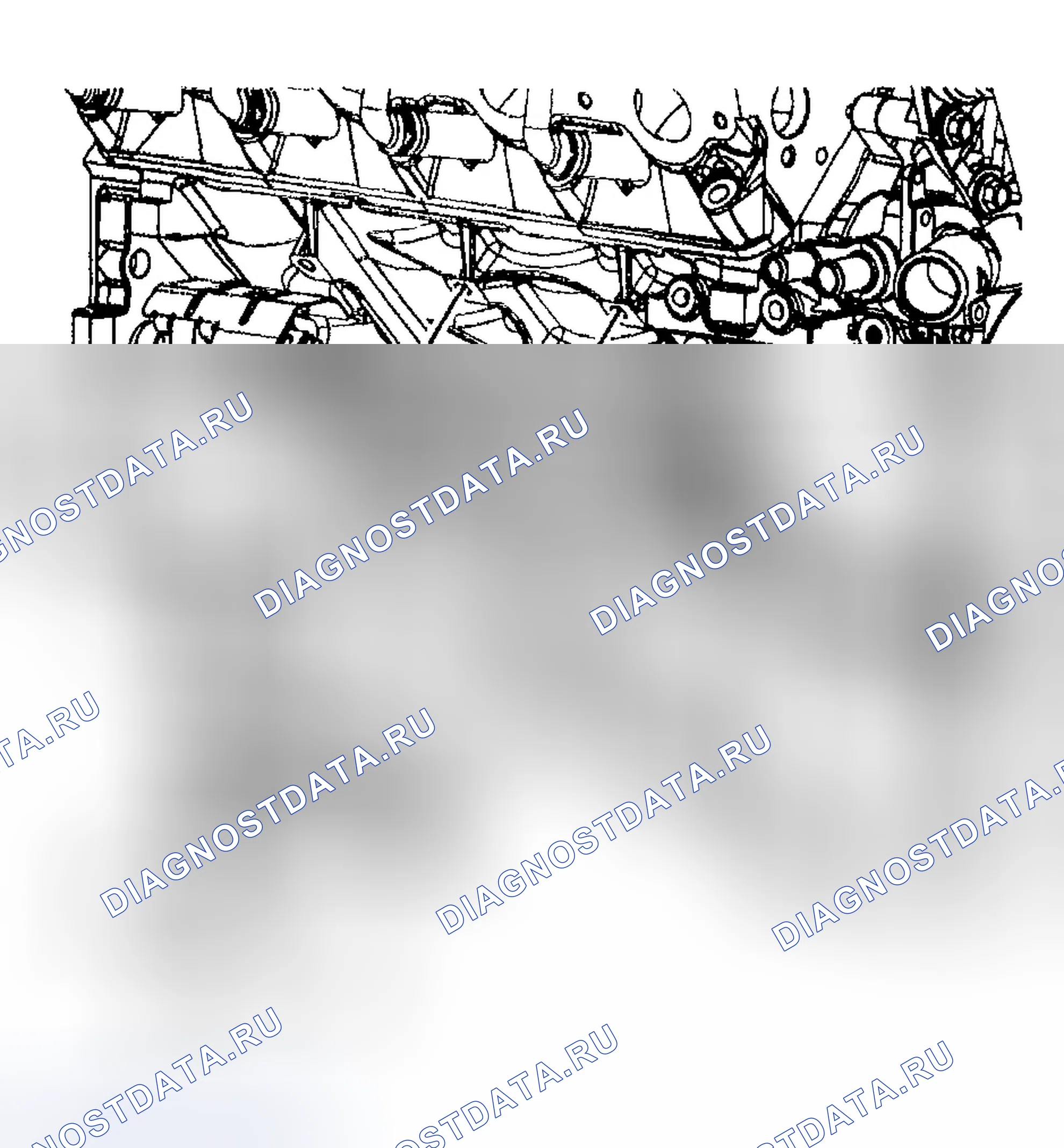
Система клапанов
Движение передается от распределительного вала через гидравлические роликовые клапанные подъемники и трубчатые толкатели на коромысла роликового типа. Нейлоновый подъемник клапана направляет положение и удерживает подъемники клапана. Коромысла клапанов для каждой группы цилиндров установлены на стойках, шарнирных опорах. Каждое коромысло удерживается на шарнирной опоре и головке цилиндров болтом. Запорная арматура выполнена сетчатой.
Информация о новой продукции
Цель новой информации о продукте - выделить или указать важные изменения продукта по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько из следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Изменены технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются новые специальные инструменты
- Сравнение компонентов предыдущего года
Новые герметики и/или клеи
Добавлены канадские номера деталей SPO.
Сравнение компонентов за предыдущий год
- Новый движок 5.3L был разработан и идентифицирован как RPO LM4 VIN P.
- Двигатели 5.3L LM4 используют алюминиевый блок двигателя.
- В некоторых областях применения используется прокладка головки цилиндров многослойной стальной конструкции.
- Новый электронный корпус дросселя будет использоваться во всех приложениях.
- Система рециркуляции отработавших газов (ERG) удалена.
- Новый алюминиевый масляный поддон, который вмещает ось поддона
- Во всех приложениях 2003 года используется поршень с юбкой, покрытой графитом.
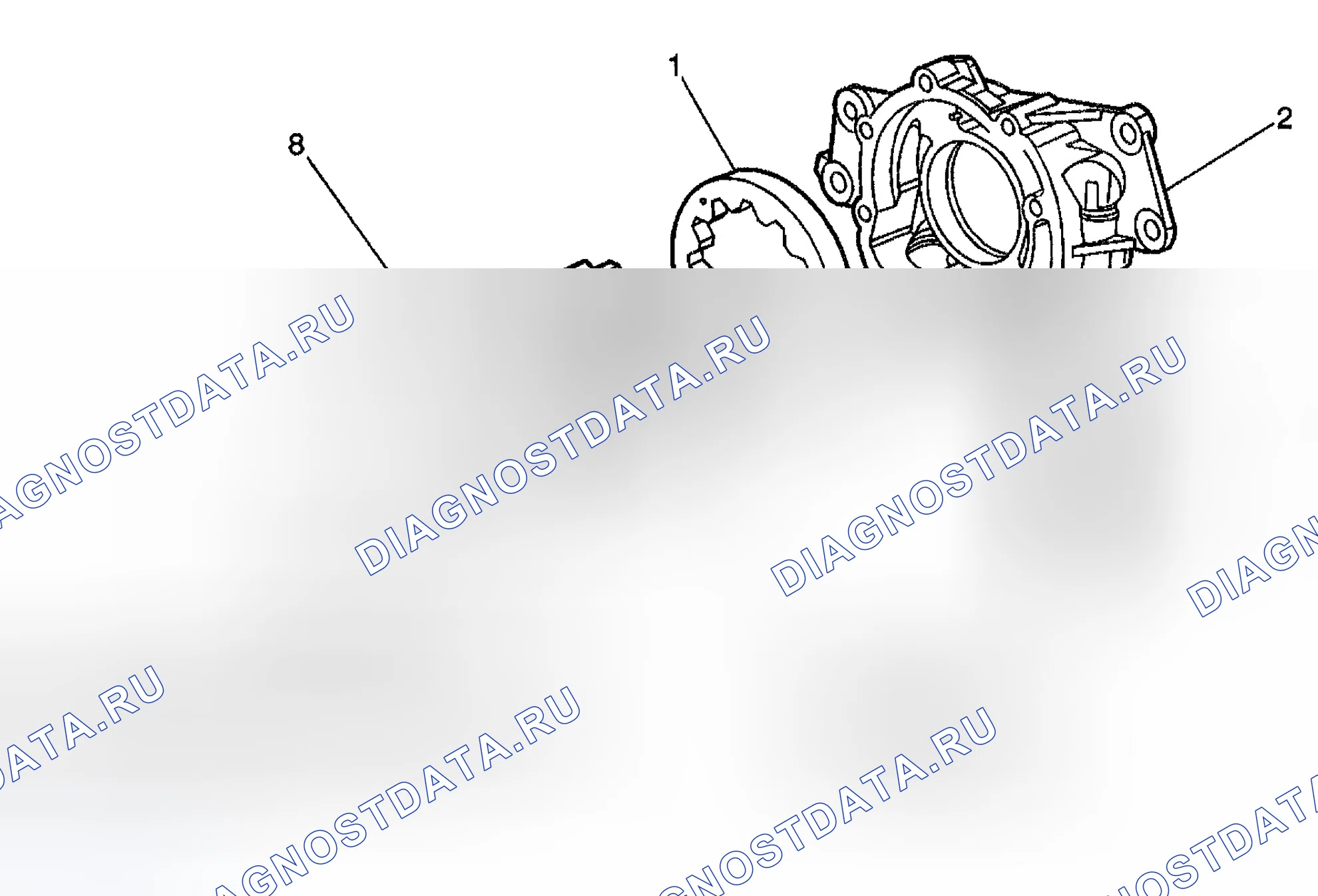
Схема №759
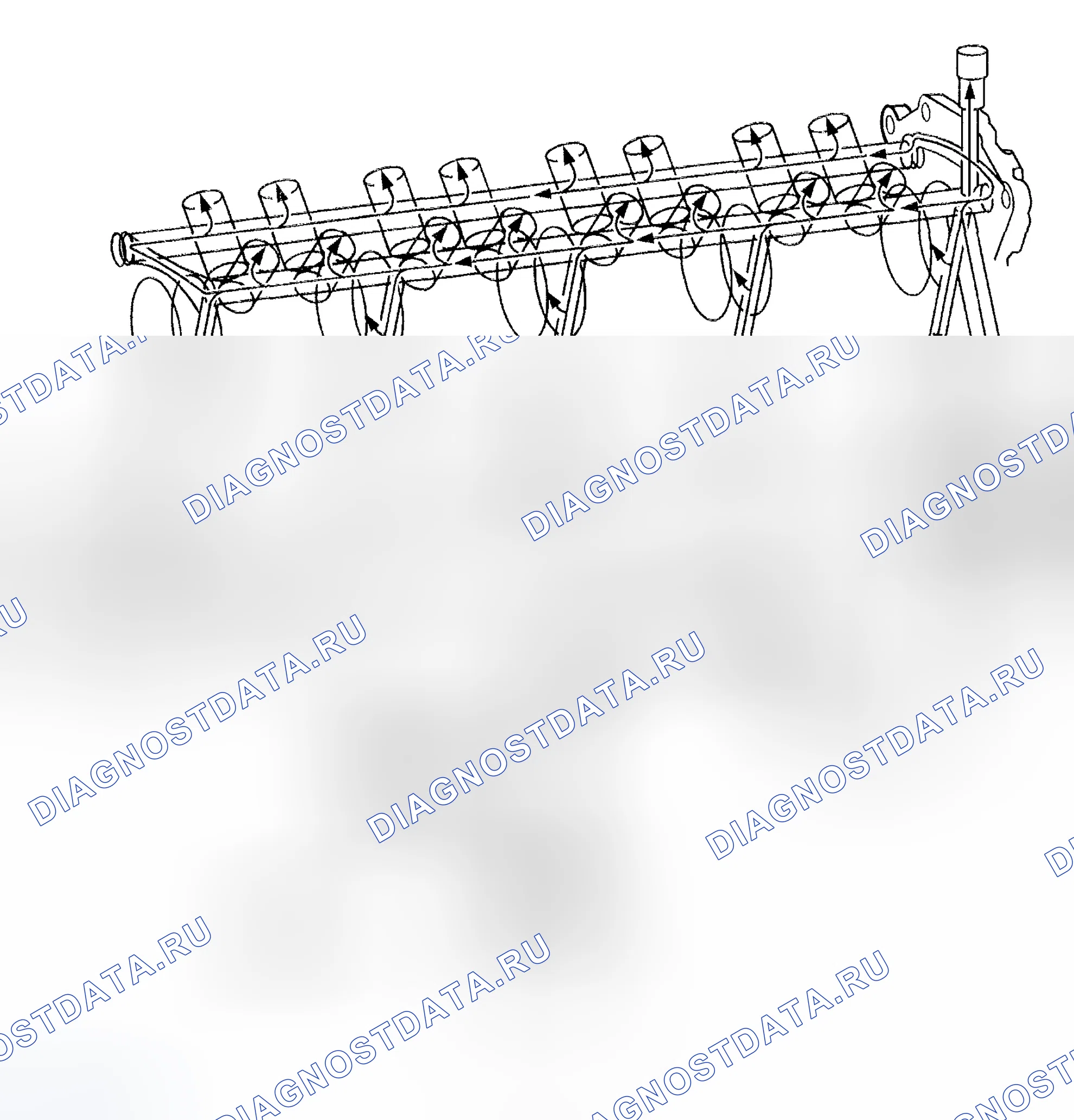
Масляная смазка двигателя направляется масляным клапаном картерного типа в сборе. Насос установлен на передней части блока двигателя и приводится в действие непосредственно ступицей коленчатого вала. Шестерни насоса вращаются и вытягивают масло из масляного поддона через вредный экран и трубу. Масло нагнетается, когда оно проходит через насос и направляется через масляные галереи блока двигателя. Внутри узла масляного насоса находится предохранительный клапан, который поддерживает давление масла в указанном диапазоне.
В некоторых применениях имеется внешний маслоохладитель. Масло направляется из масляного насоса через нижнюю главную масляную галерею к масляному фильтру полного потока. Затем масло направляется через выходную масляную галерею масляного поддона, расположенную в левой задней части масляного поддона, и во внешний маслоохладитель через узел шланга. Масло проходит через масляный охладитель и возвращается в двигатель через входную масляную галерею масляного поддона, которая расположена в левой задней части масляного поддона. Затем масло направляется в верхние главные масляные галереи и остальную часть двигателя.
Схема №760
Чистота и аккуратность
- На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения является частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если это специально не оговорено.
- При обслуживании любых внутренних деталей двигателя важен уход и чистота.
- Когда компоненты снимаются для обслуживания, они должны быть помечены, организованы или сохранены в определенном порядке для сборки. См. " РАЗДЕЛЯЮЩИЕ ЧАСТИ ".
- В момент установки компоненты следует устанавливать в том же месте и с той же сопрягаемой поверхностью, что и при демонтаже.
- Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в миллиметрах или тысячных долях дюйма. Эти поверхности должны быть закрыты или защищены во избежание повреждения компонентов.
- На трущиеся участки при сборке следует наносить либеральное покрытие из чистого моторного масла.
- Правильная смазка защитит и смазает трущиеся поверхности при начальной эксплуатации.
Разделение деталей
| Важно | Многие внутренние компоненты двигателя будут развивать специфические модели износа на своих поверхностях трения. |
|---|
При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы или организованы таким образом, чтобы обеспечить установку в их первоначальное место и положение.
Разделение, маркировка или организация следующих компонентов
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Шатун к шейке коленчатого вала
- Шатун к крышке подшипника Рекомендуются карандаш для краски или инструмент травильного/гравировального типа. Штамповка шатуна или крышки вблизи отверстия подшипника может повлиять на геометрию компонента.
- Коренные и шатунные подшипники коленчатого вала
- Кулачковый вал и клапанные подъемники
- Подъемники клапанов, направляющие подъемников, штанги толкателей и коромысла в сборе
- Клапан к направляющей клапана
- Пружина клапана и регулировочная прокладка в положение головки цилиндров
- Расположение и направление крышки основного подшипника блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Как заменить прокладки двигателя
Необходимые инструменты
J 28410 Съемник прокладок
Использование прокладок и нанесение герметиков
- Не используйте прокладки повторно, если не указано иное.
- Прокладки, которые можно использовать снова, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на прокладку или уплотнительную поверхность, если это не указано в сервисной информации.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Удары следует делать на изгибах или усиленных участках, чтобы предотвратить деформацию деталей.
Как очистить поверхности прокладок
- Удалите всю прокладку и уплотнительный материал с детали с помощью J 28410 или аналогичного устройства.
- Необходимо соблюдать осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкодисперсные частицы, которые масляный фильтр не может удалить из масла. Этот порошок является абразивным и, как известно, вызывает внутренние повреждения двигателя.
Соединение труб
| Важно | В двигателях обычно используются три типа герметика. Это герметик для вулканизации при комнатной температуре (RTV), герметик для удаления анаэробных прокладок и соединение труб. Правильное укупорочное средство и его количество должны использоваться в правильном месте для предотвращения утечек масла. НЕ меняйте 3 типа герметиков. Используйте только конкретный герметик или его эквивалент, как рекомендовано в процедуре обслуживания. |
|---|
- Состав для соединения труб представляет собой податливый герметик, который не полностью затвердевает. Этот тип герметика используется там, где две нежесткие части, такие как масляный поддон и блок двигателя, собраны вместе.
- Не используйте стык труб в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Соблюдайте все рекомендации и указания по технике безопасности, которые есть на контейнере.
- Чтобы удалить герметик или материал прокладки, обратитесь к разделу " ЗАМЕНА ПРОКЛАДОК ДВИГАТЕЛЯ ". ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О ГЕРМЕТИКЕ " в разделах " Предостережения " и " Примечания ".
- Нанесите состав для соединения труб на чистую поверхность. Используйте размер или количество шариков, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий.
- На одну уплотнительную поверхность нанести непрерывный валик соединения труб. Уплотняемые поверхности, подлежащие повторной герметизации, должны быть чистыми и сухими.
- Затяните болты в соответствии с техническими условиями. Не затягивайте.
RTV Sealer
- Герметик RTV твердеет при воздействии воздуха. Этот тип герметика используется там, где две нежесткие части, такие как впускной коллектор и блок двигателя, собраны вместе.
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Соблюдайте все рекомендации и указания по технике безопасности, которые имеются на контейнере. Чтобы удалить герметик или прокладочный материал, обратитесь к разделу " ЗАМЕНА ПРОКЛАДОК ДВИГАТЕЛЯ ". ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О ГЕРМЕТИКЕ " в разделах " Предостережения " и " Примечания ".
- Нанесите RTV на чистую поверхность. Используйте размер бортика, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий.
- Соберите компоненты, пока RTV еще влажный, в течение 3 минут. Не ждите, пока RTV закончится.
- Затянуть болты до технических характеристик. Не затягивайте.
Анаэробный герметик
- Анаэробный эксгаустер затвердевает при отсутствии воздуха. Этот тип герметика используется там, где две жесткие детали, например, отливки, собираются вместе. При разборке двух жестких деталей и отсутствии легко заметного уплотнителя или прокладки, детали, вероятно, собирались с использованием прокладочного элиминатора.
- Соблюдайте все рекомендации и указания по технике безопасности, которые есть на контейнере. Чтобы удалить герметик или материал прокладки, обратитесь к разделу " ЗАМЕНА ПРОКЛАДОК ДВИГАТЕЛЯ ".
- Нанесите непрерывный валик разделителя прокладок на один фланец. Поверхности, подлежащие уплотнению, должны быть чистыми и сухими. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О ГЕРМЕТИКЕ " в Предостережениях и уведомлениях.
- ВАЖНО: Анаэробные герметичные соединения, которые частично затянуты и могут затвердеть более пяти минут, могут привести к неправильному шиммированию и герметизации соединения.
- Затянуть болты до технических характеристик. Не затягивайте.
- После правильной затяжки креплений удалите излишки герметика с внешней стороны соединения.
Инструмент и оборудование
Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Эти инструменты или их эквиваленты специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также позволит свести к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие элементы
- Одобренные защитные очки и защитные перчатки
- Чистая, хорошо освещенная рабочая зона
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Поддоны или контейнеры для хранения для хранения деталей и крепежных элементов
- Соответствующий набор ручного инструмента
- Утвержденный стенд для ремонта двигателя
- Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов