Неустойчивый
Испытайте транспортное средство в тех же условиях, о которых сообщил клиент, чтобы убедиться, что система работает должным образом.
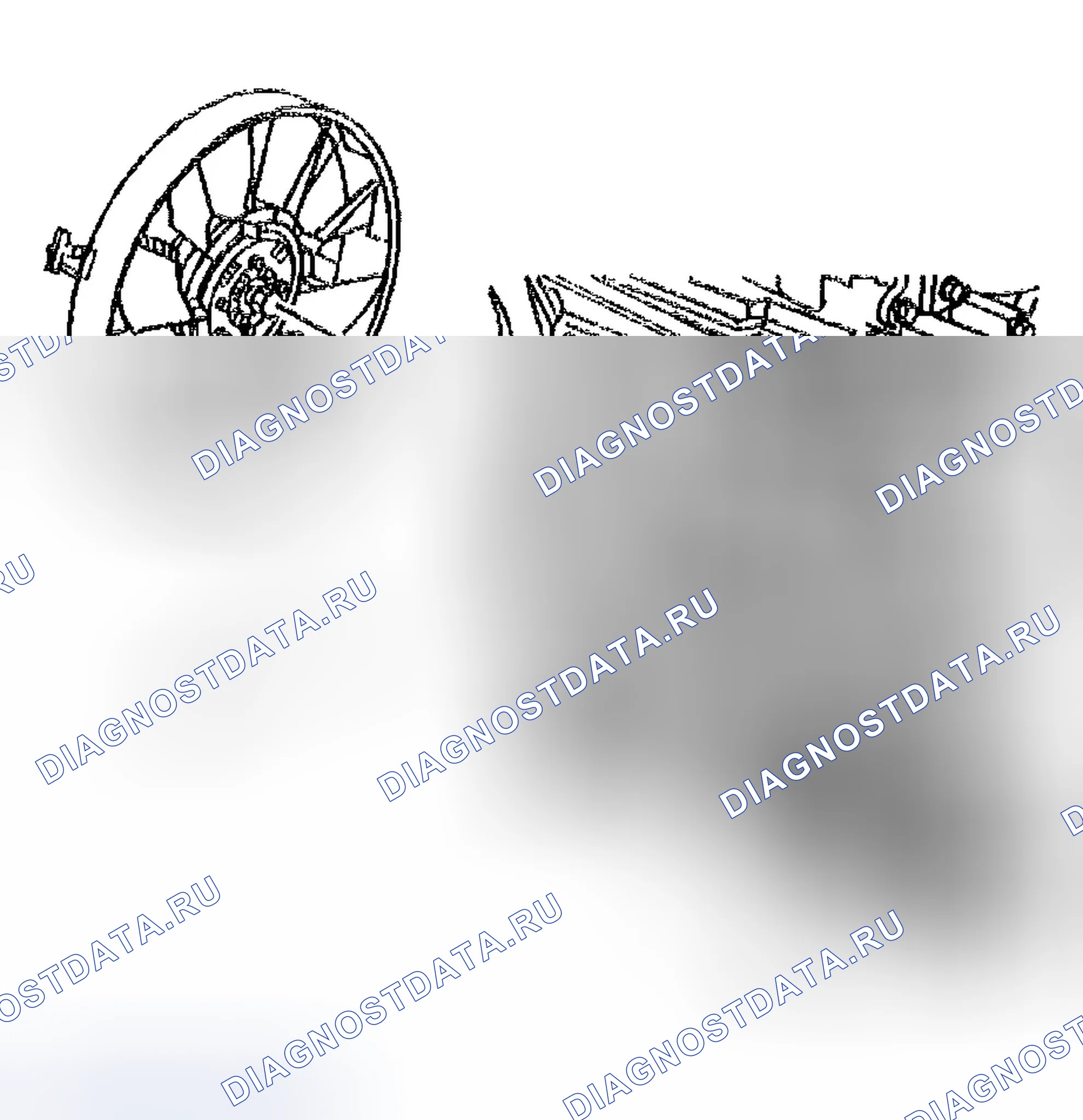
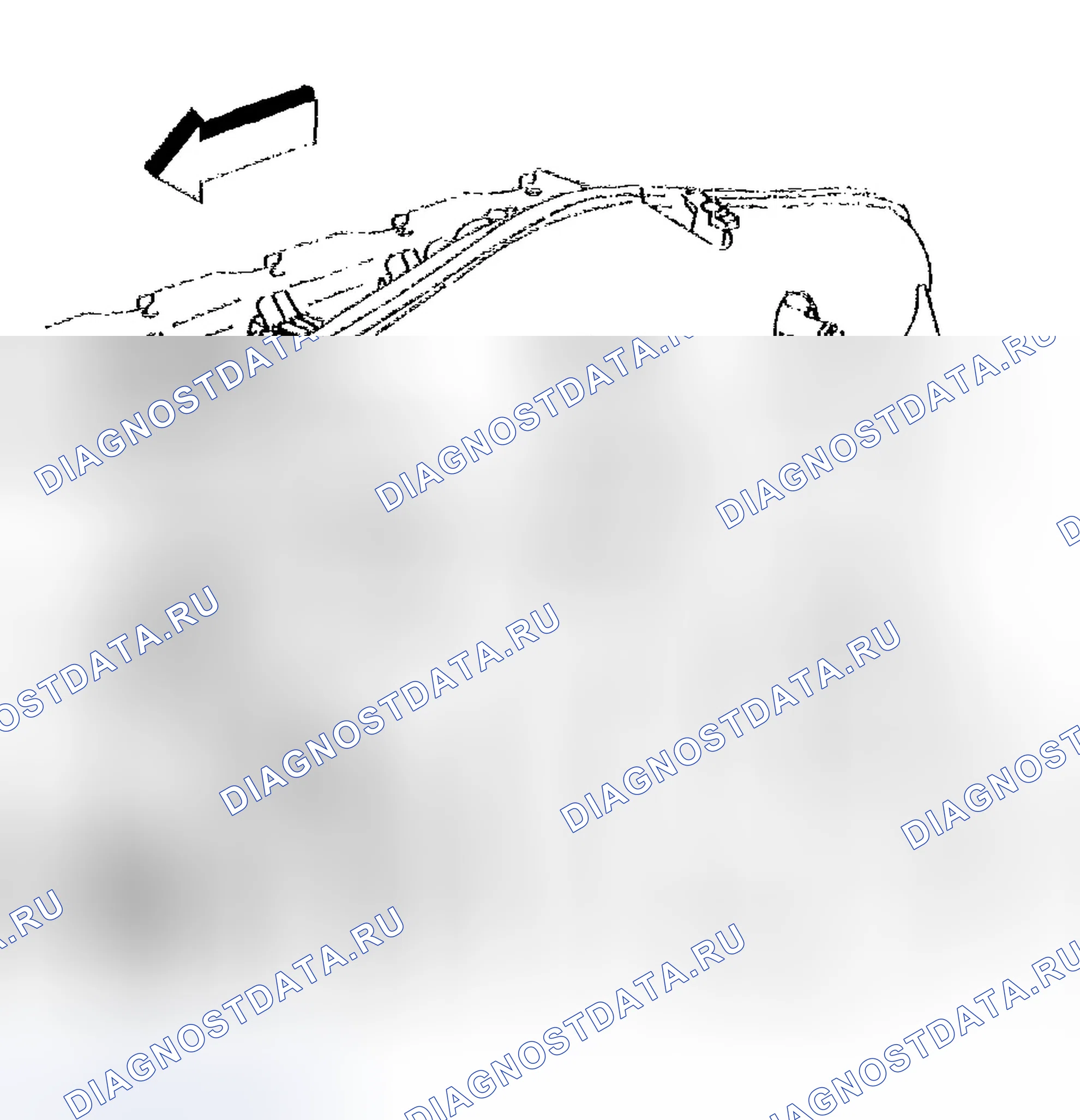
Передняя опора двигателя
ПримечаниеСломанные или поврежденные опоры могут привести к несоосности и разрушению некоторых компонентов трансмиссии. При разрыве одной опоры остальные опоры подвергаются анормально высоким напряжениям.
Схема №1214
- Установите домкрат под масляный поддон.
- Вставьте деревянный блок между масляным поддоном двигателя и домкратом полюса.
- Поднимите домкрат до соприкосновения деревянной колодки с масляным поддоном двигателя.
- Поднимите двигатель, чтобы слегка натянуть резиновую подушку. Наблюдайте за обеими опорами, поднимая двигатель.
- Замените крепления, если существует любое из следующих условий: Жесткая резиновая поверхность, покрытая тепловыми трещинами. Резиновая подушка отделена от металлической пластины крепления. Резиновая подушка расколота по центру. Крепление протекает
- Если имеется перемещение между металлической пластиной крепления и точками ее крепления, опустите двигатель и затяните болты или гайки, крепящие крепление к двигателю, раме или кронштейну.
Схема №1215
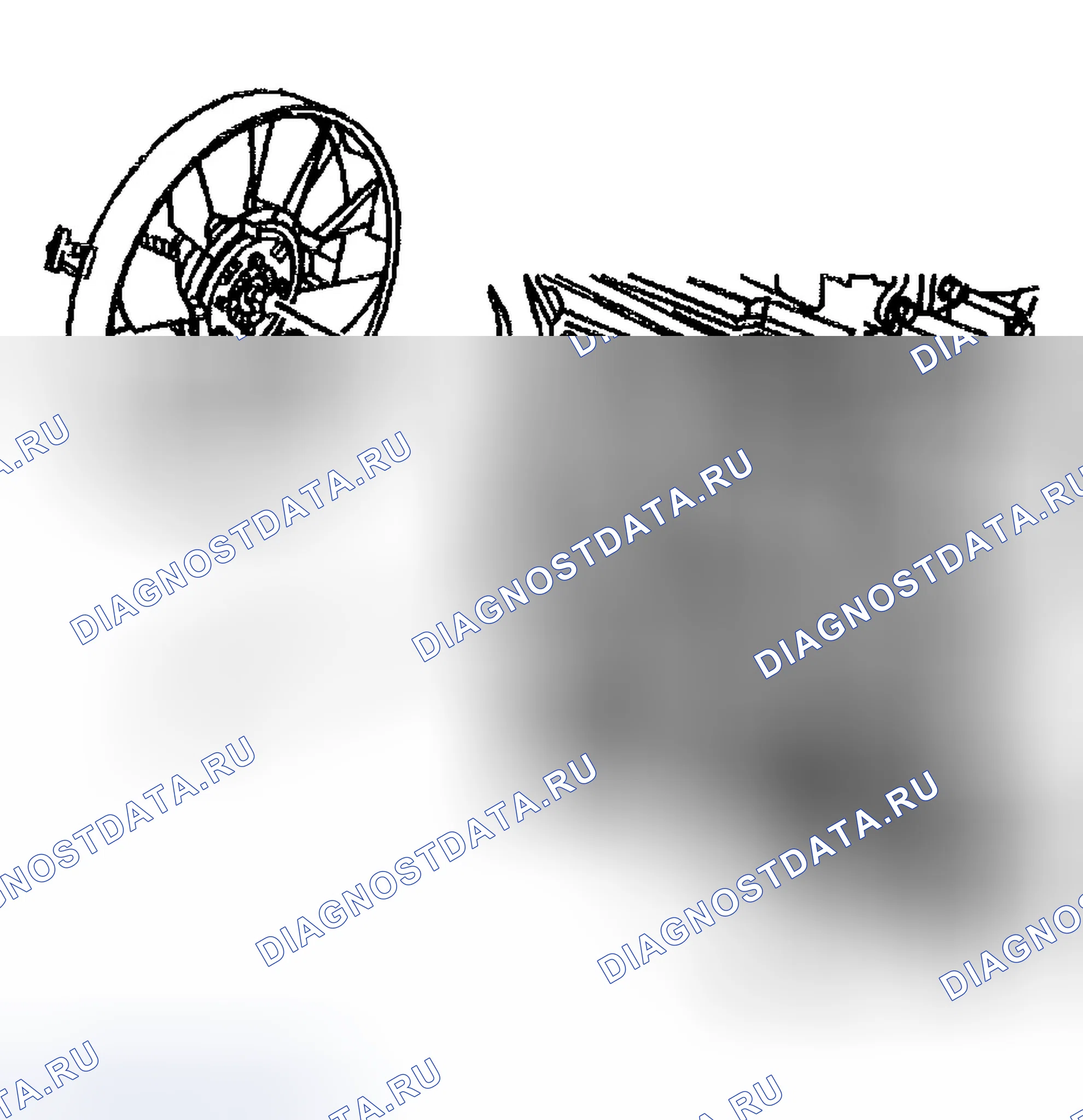
Схема №1216
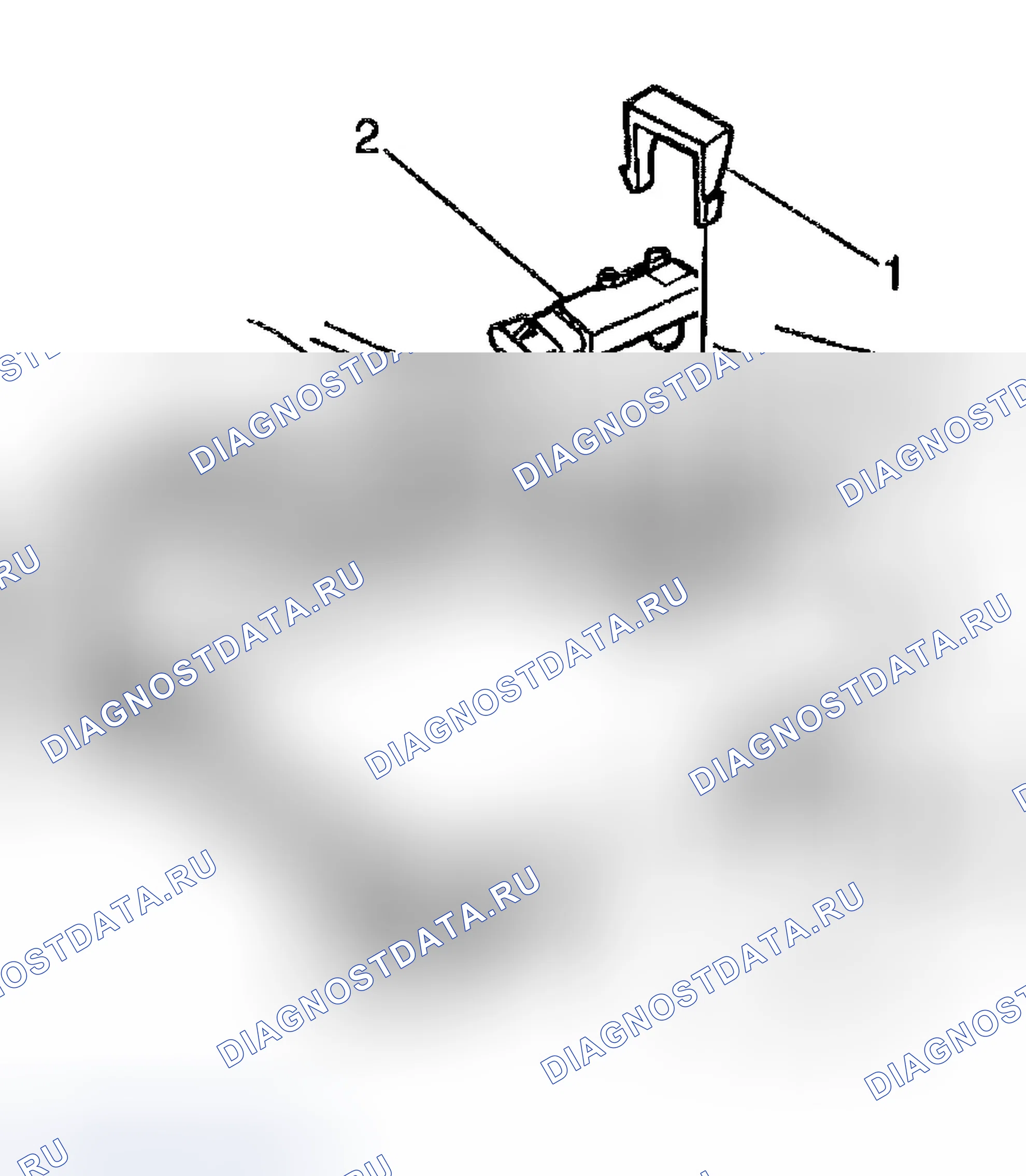
Схема №1217
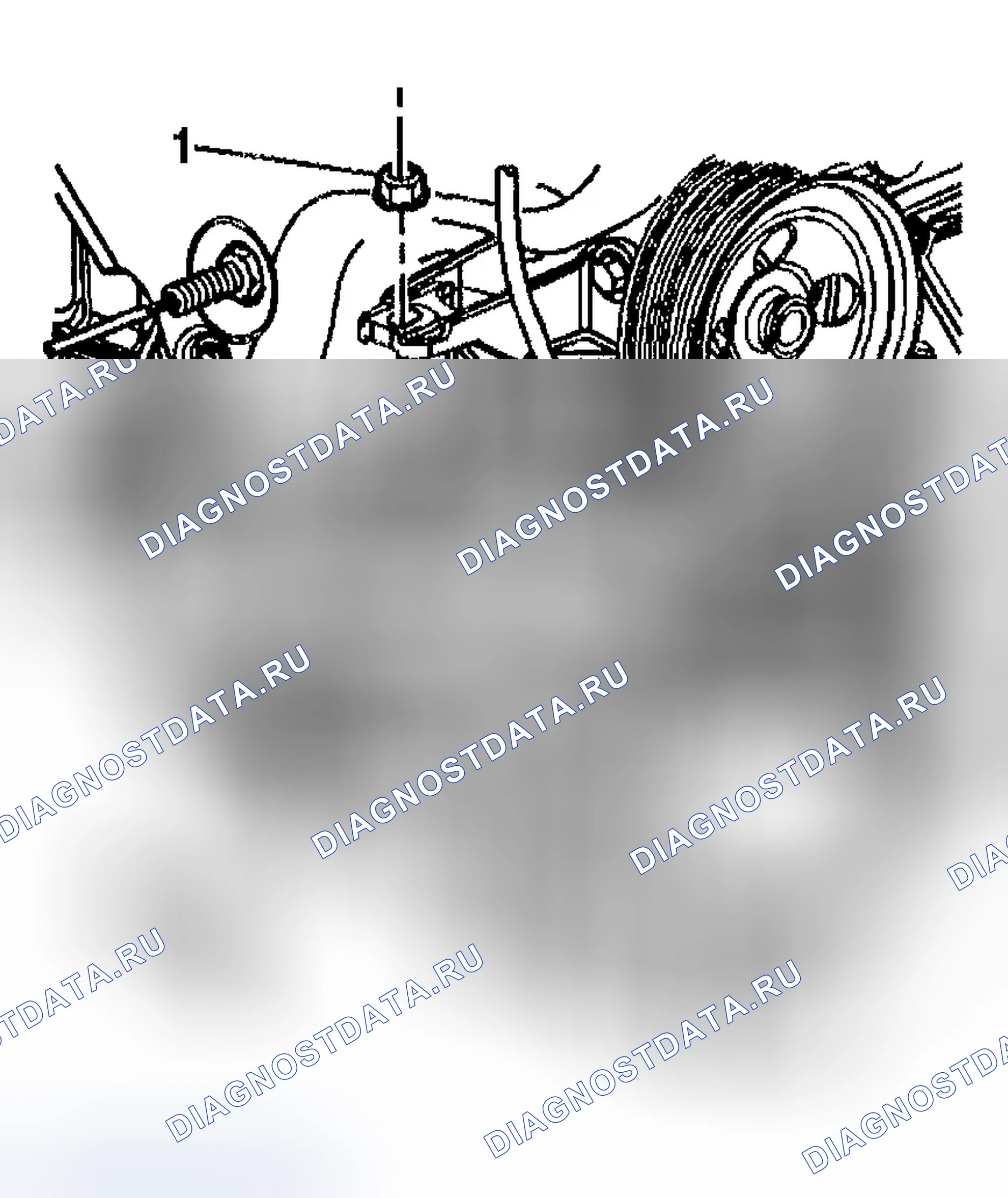
Схема №1218
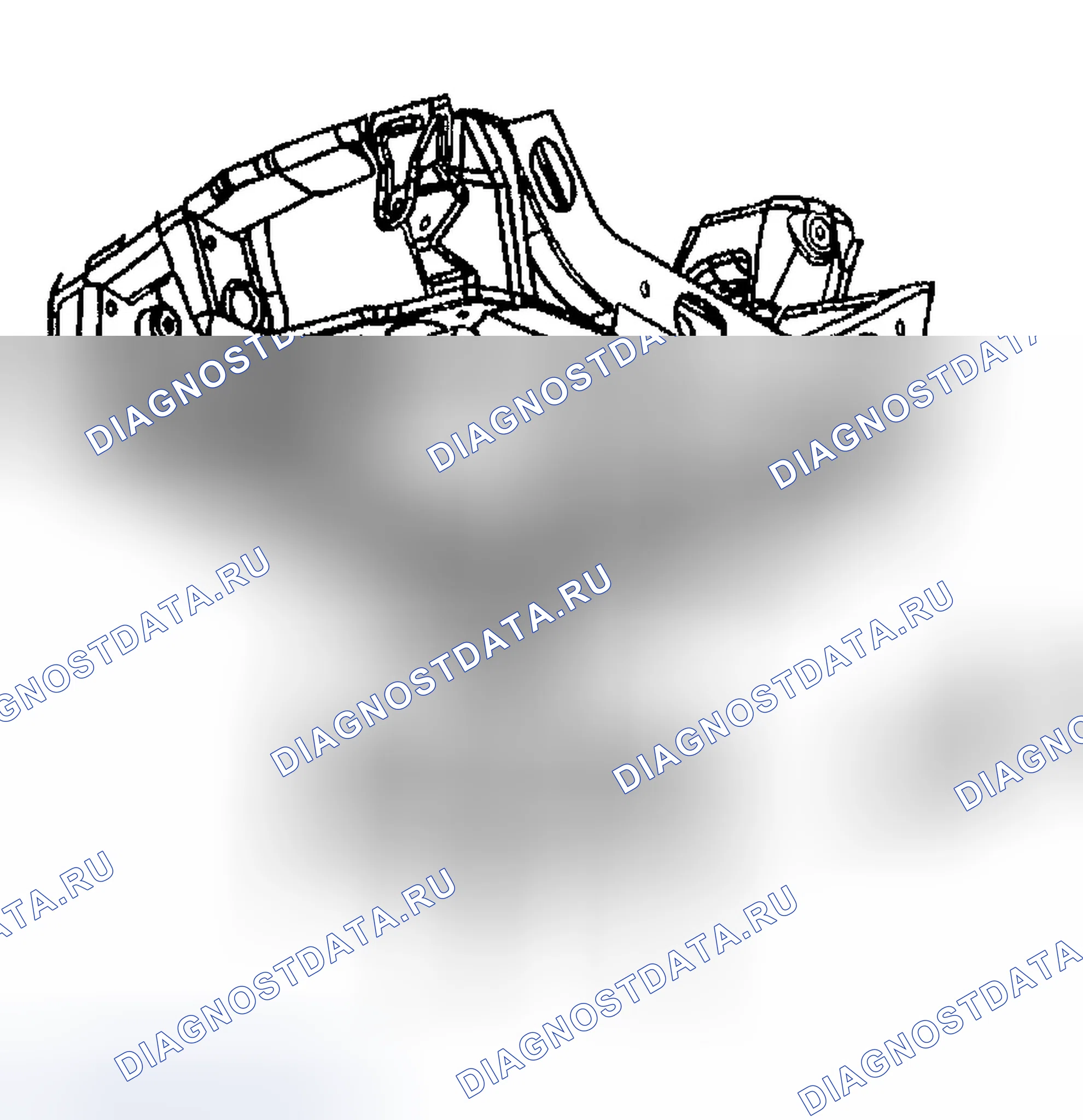
Схема №1219
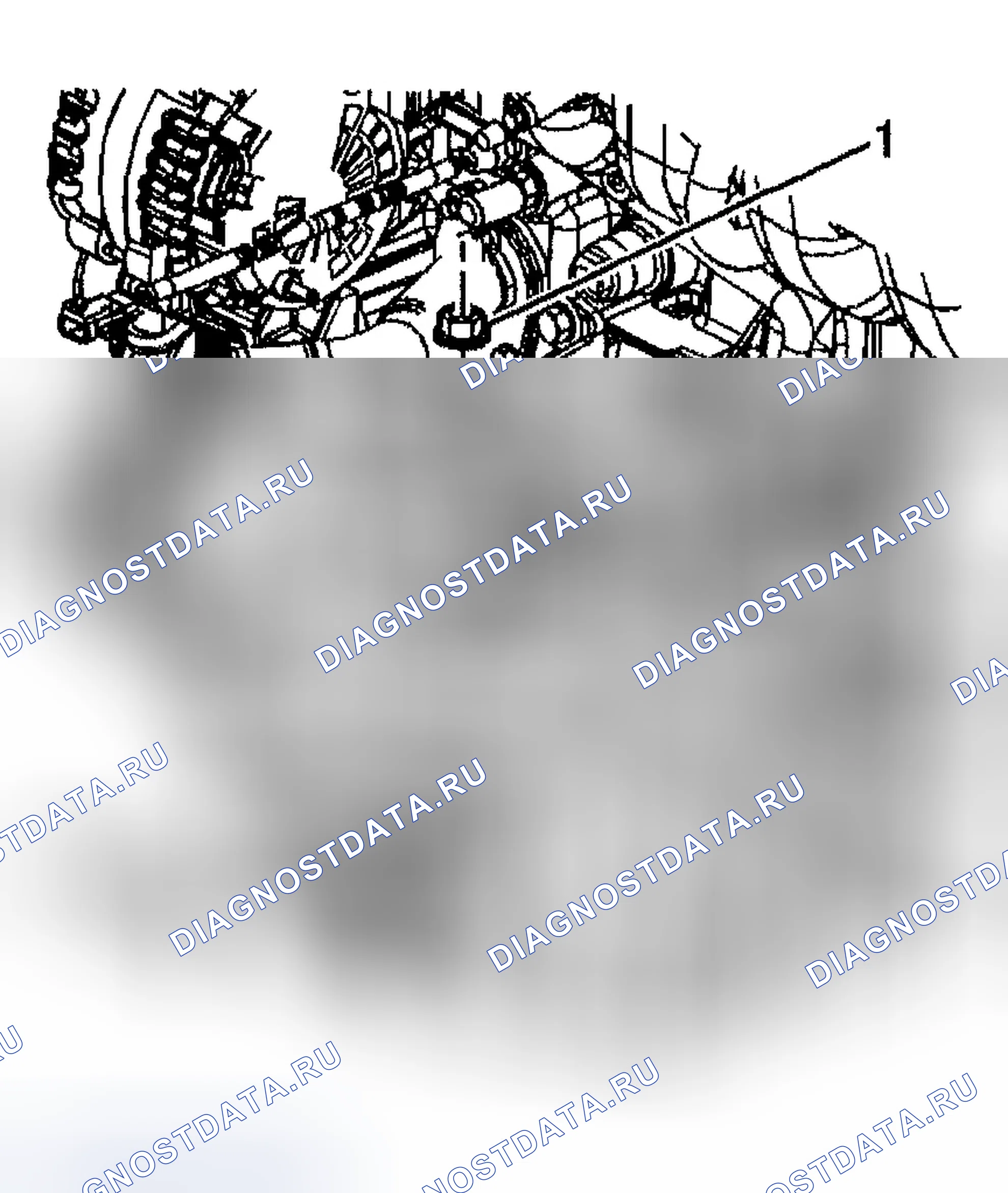
Схема №1220
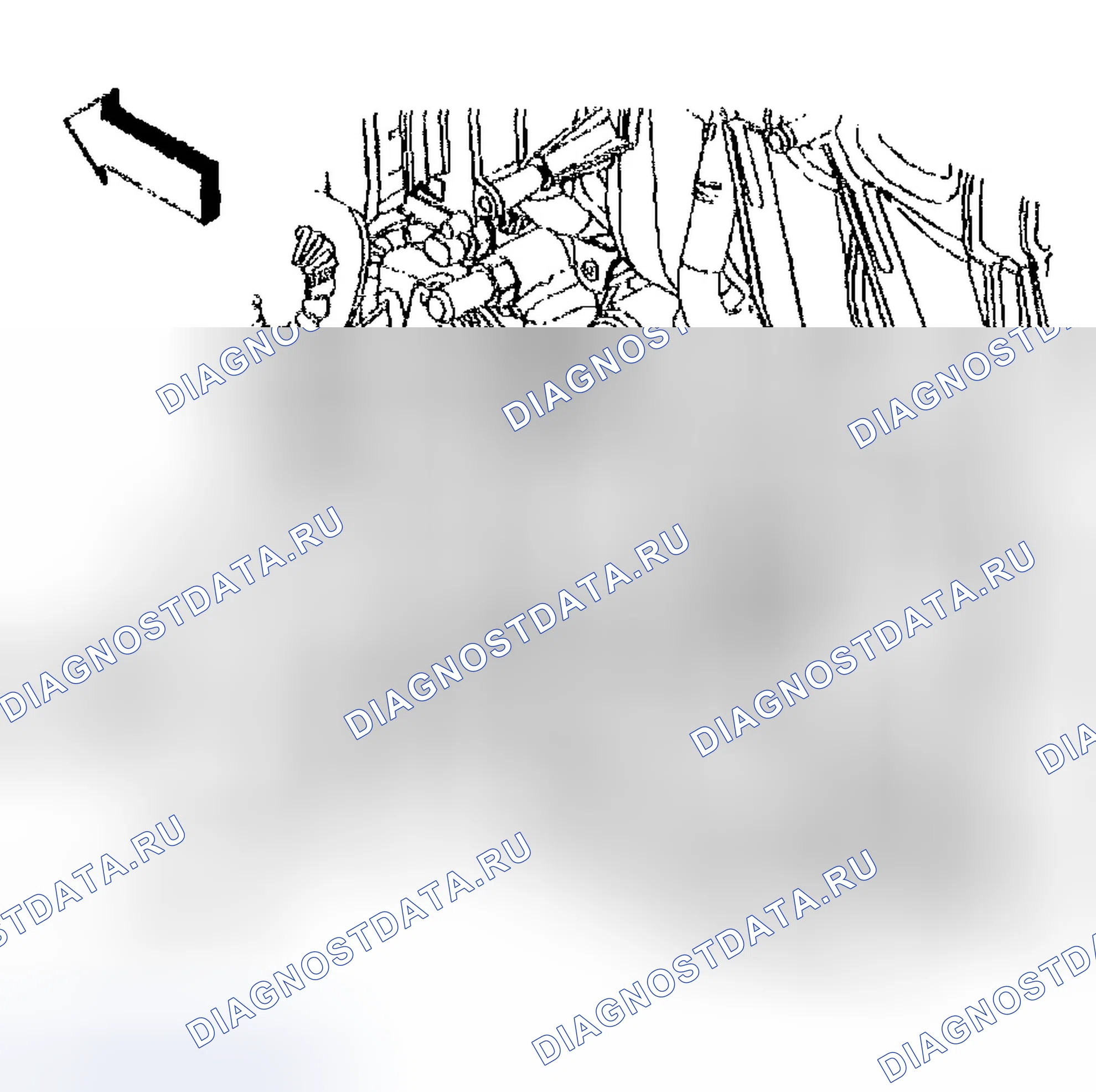
Схема №1221
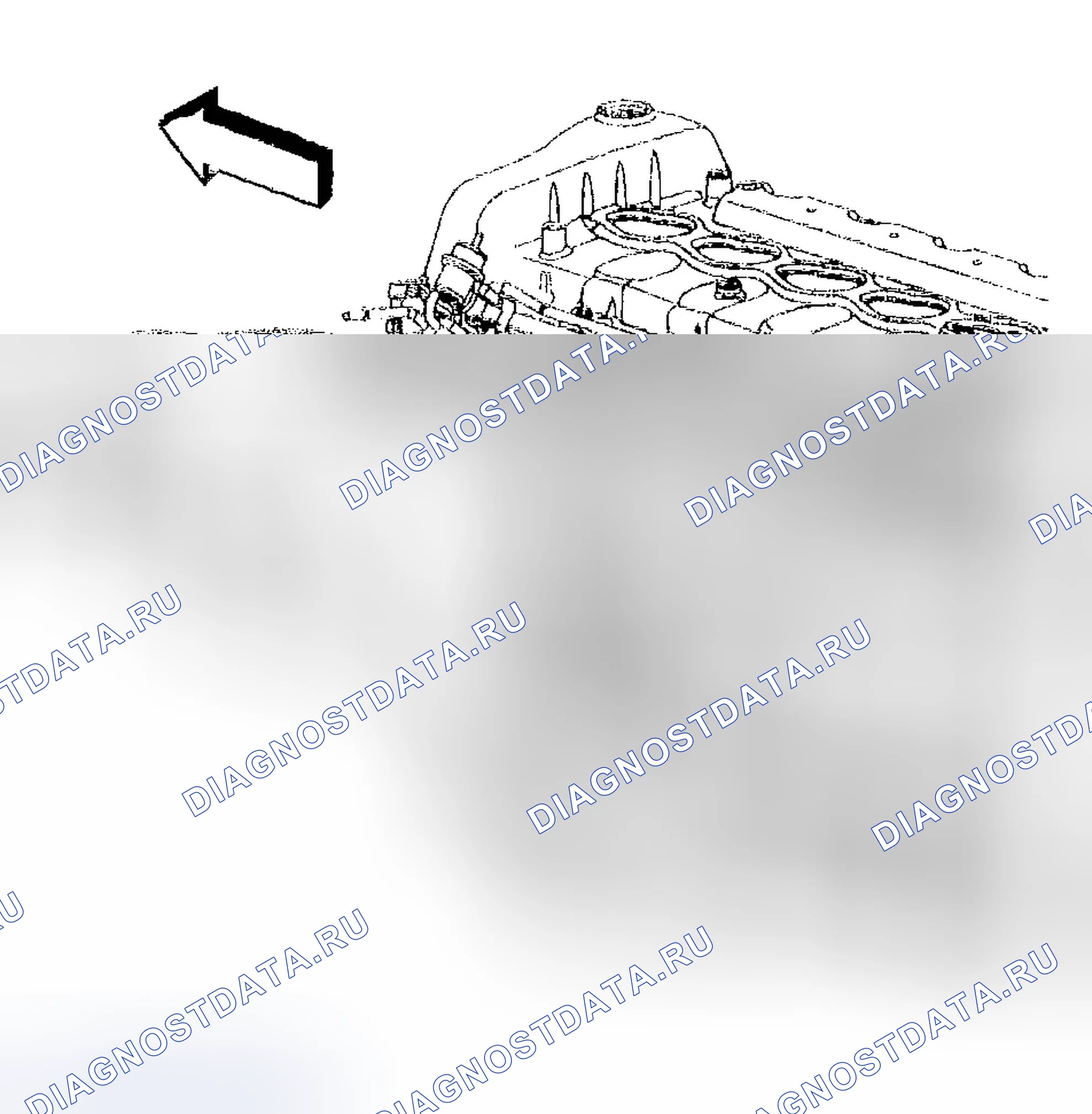
- Отсоедините отрицательный кабель батареи. Обратитесь к ПРОЦЕДУРЕ ОТСОЕДИНЕНИЯ / ПОДКЛЮЧЕНИЯ ОТРИЦАТЕЛЬНОГО КАБЕЛЯ БАТАРЕИ в разделе " Электрооборудование двигателя ".
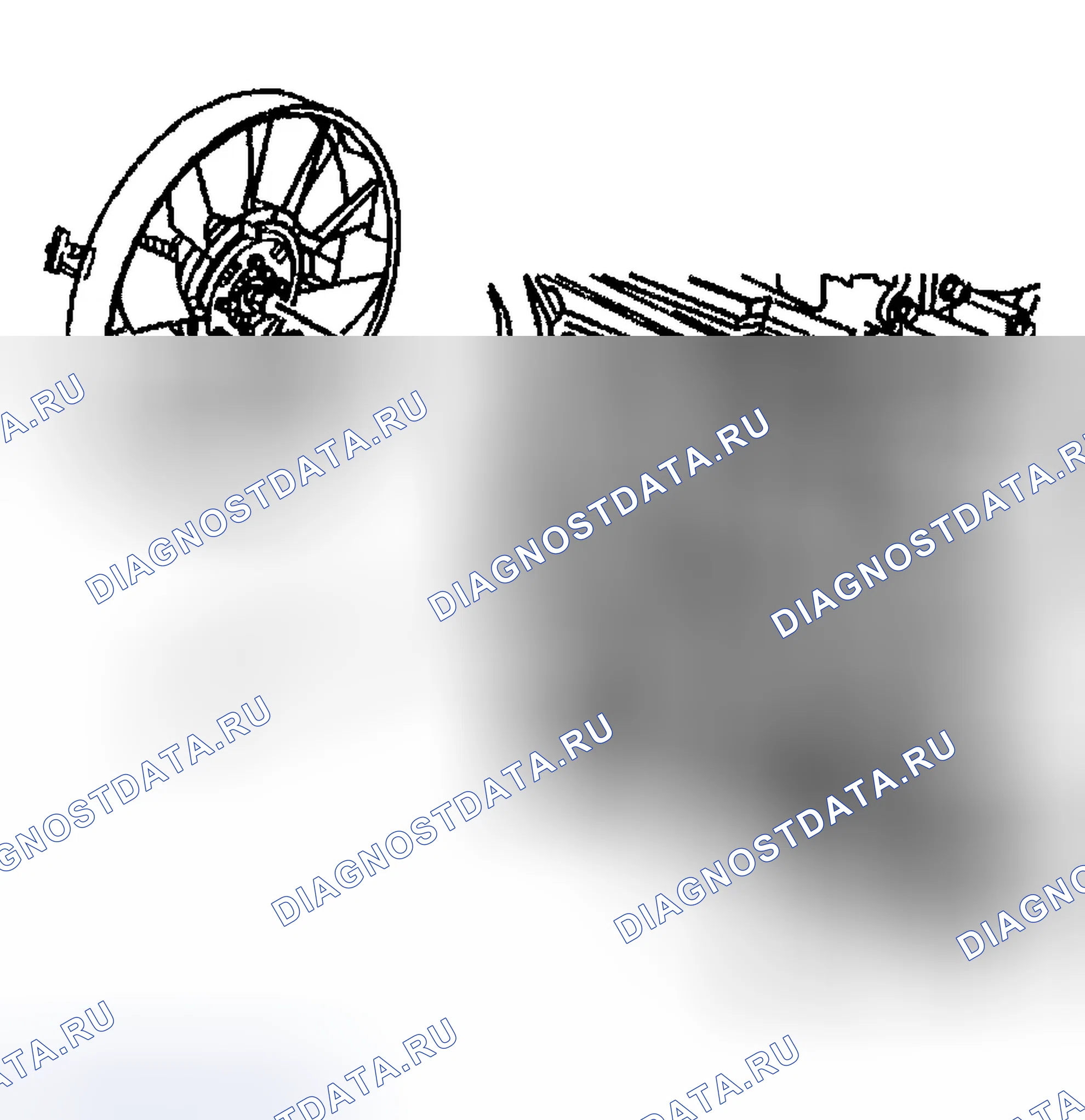
- Снимите вентилятор охлаждения, см. раздел " ЗАМЕНА ВЕНТИЛЯТОРА И КОЖУХА ОХЛАЖДЕНИЯ " в разделе " Охлаждение двигателя ".
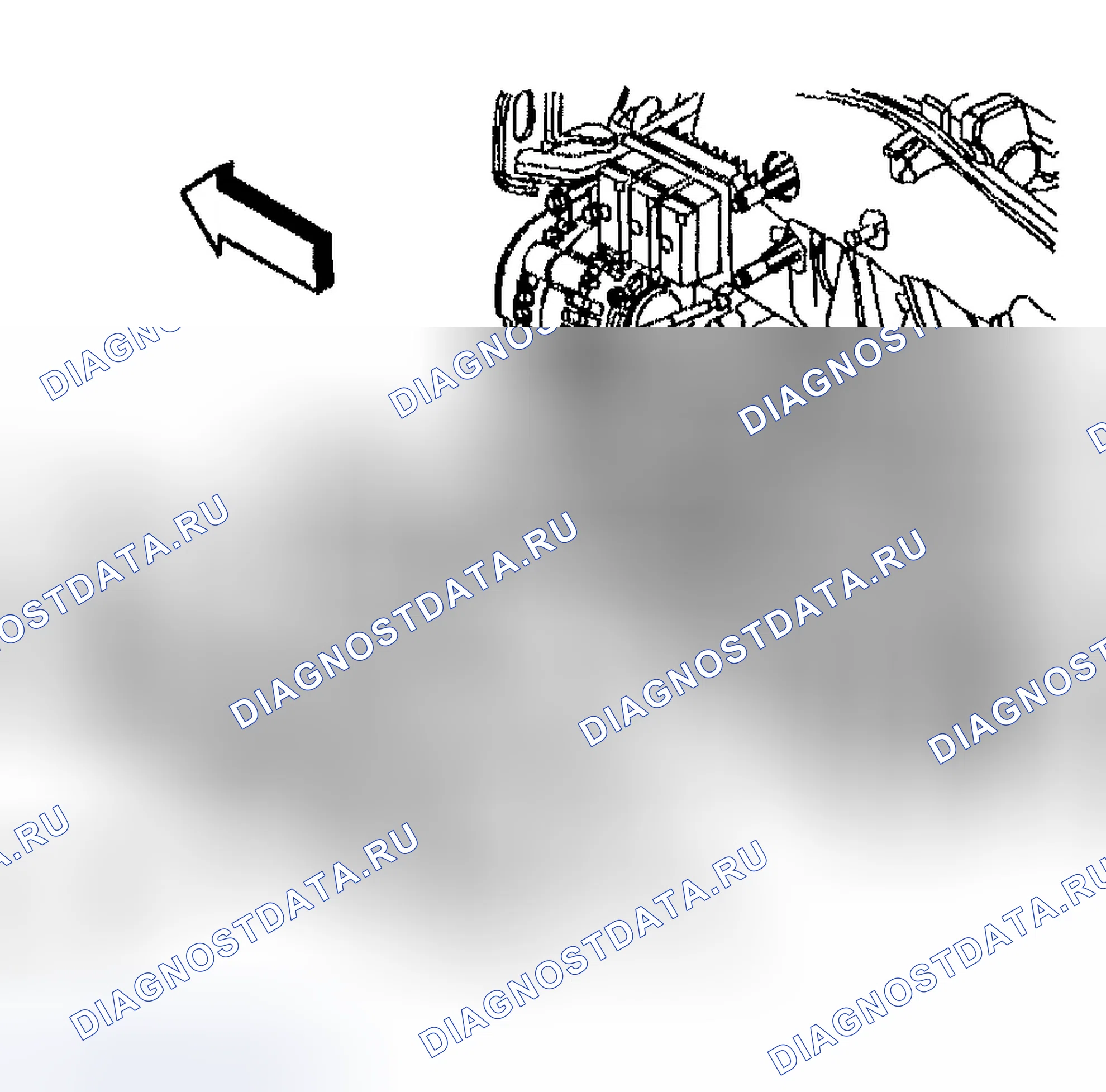
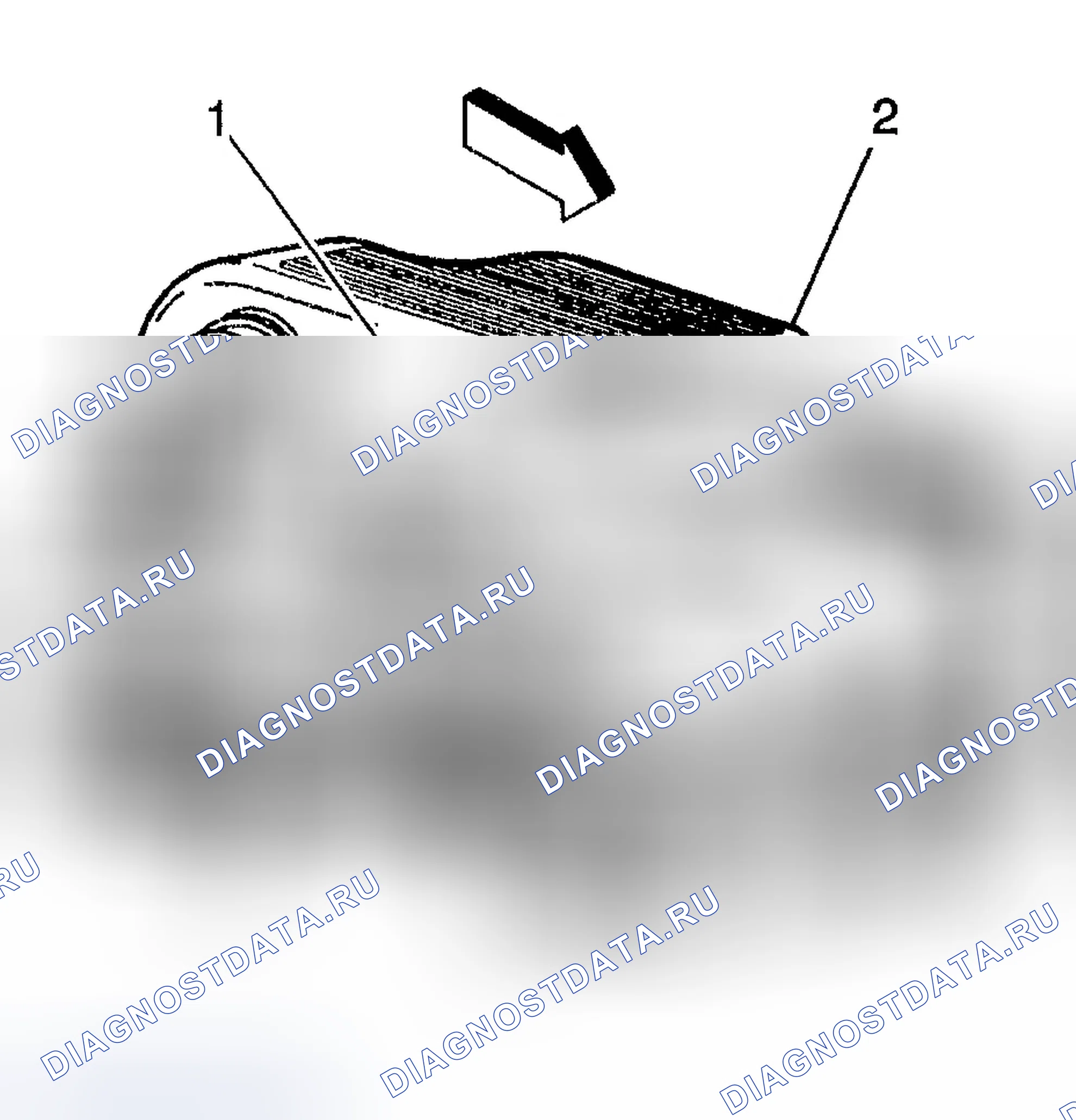
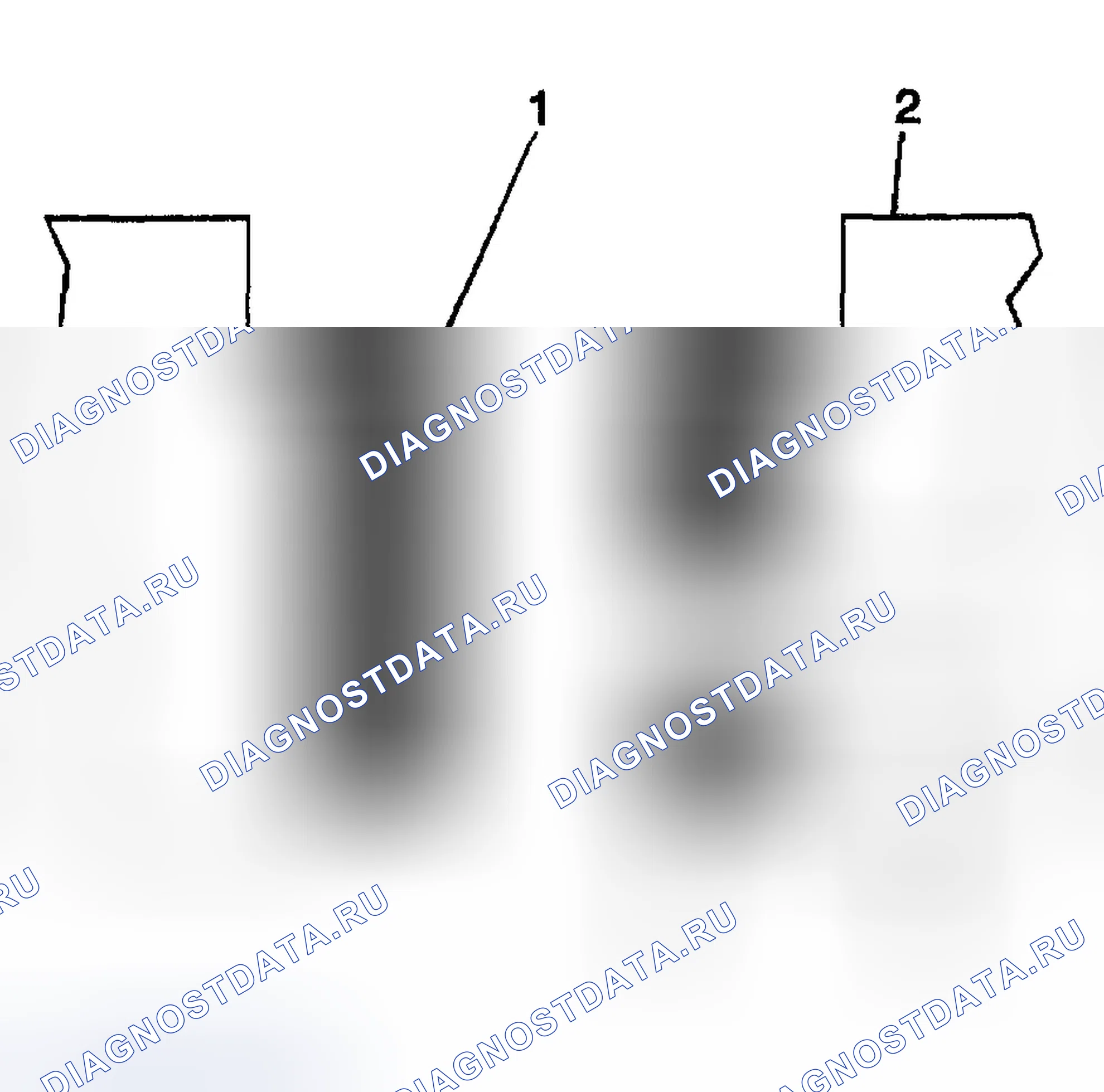
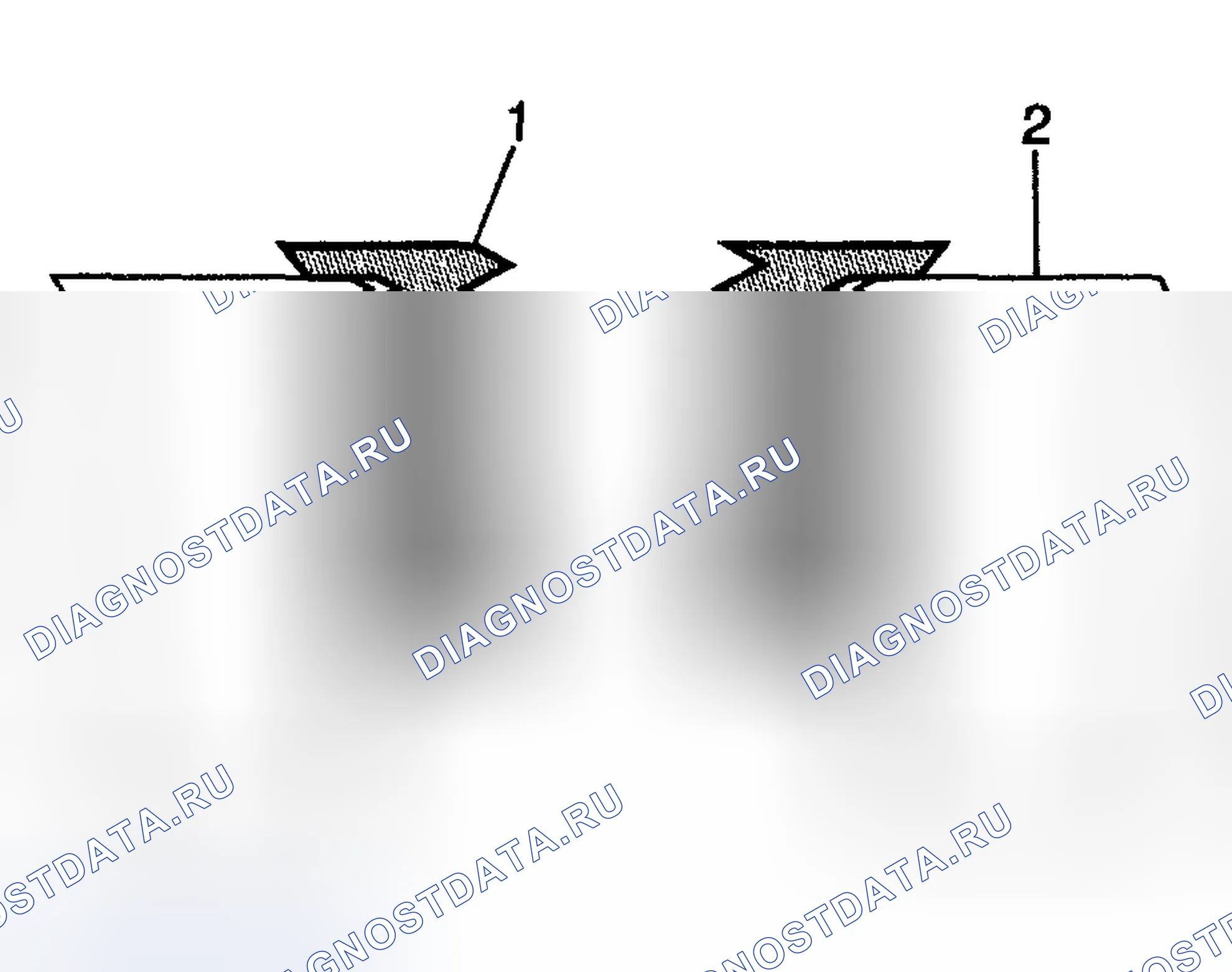
- Снимите электрический соединитель датчика МАП и фиксатор 1.
- Снимите датчик абсолютное давление во впускном коллекторе (2).
- Снимите левый ударный модуль (если снимается крепление рамы). См. ЗАМЕНА УДАРНОГО МОДУЛЯ в передней подвеске.
- Отверните правую и левую верхние гайки крепления двигателя.
- Поднимите транспортное средство. См. " ПОДЪЕМ И ПОДЪЕМ ТРАНСПОРТНОГО СРЕДСТВА " в разделе " Общая информация ".
- Отверните правую и левую нижние гайки крепления двигателя.
- Отверните болты крепления защитного экрана двигателя.
- ВАЖНО: При установке домкрата на масляный поддон обращайте пристальное внимание на то, чтобы не повредить датчик уровня масла.
- Опустите автомобиль и поместите домкрат напольного исполнения под поддон картера с блоком дерева.
- Поднимите двигатель домкратом ровно настолько, чтобы очистить шпильки крепления двигателя.
- Выньте левую опору двигателя из кронштейна.
- Отверните болты левого кронштейна крепления двигателя.
- Снимите левый кронштейн крепления двигателя.
- При необходимости снимите болты крепления левой рамы двигателя.
- При необходимости снимите левый кронштейн рамы крепления двигателя.
Схема №1222
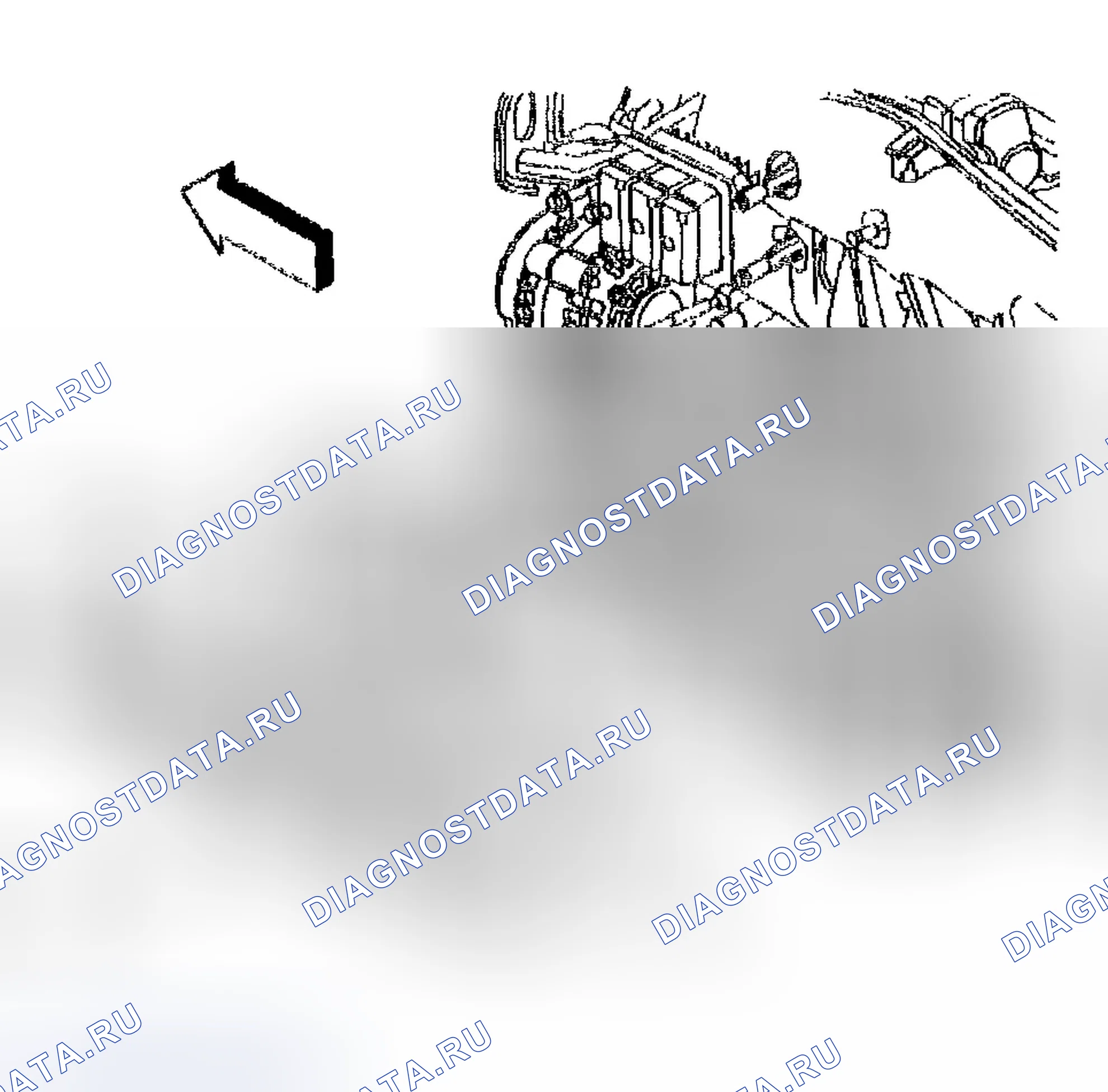
Схема №1223
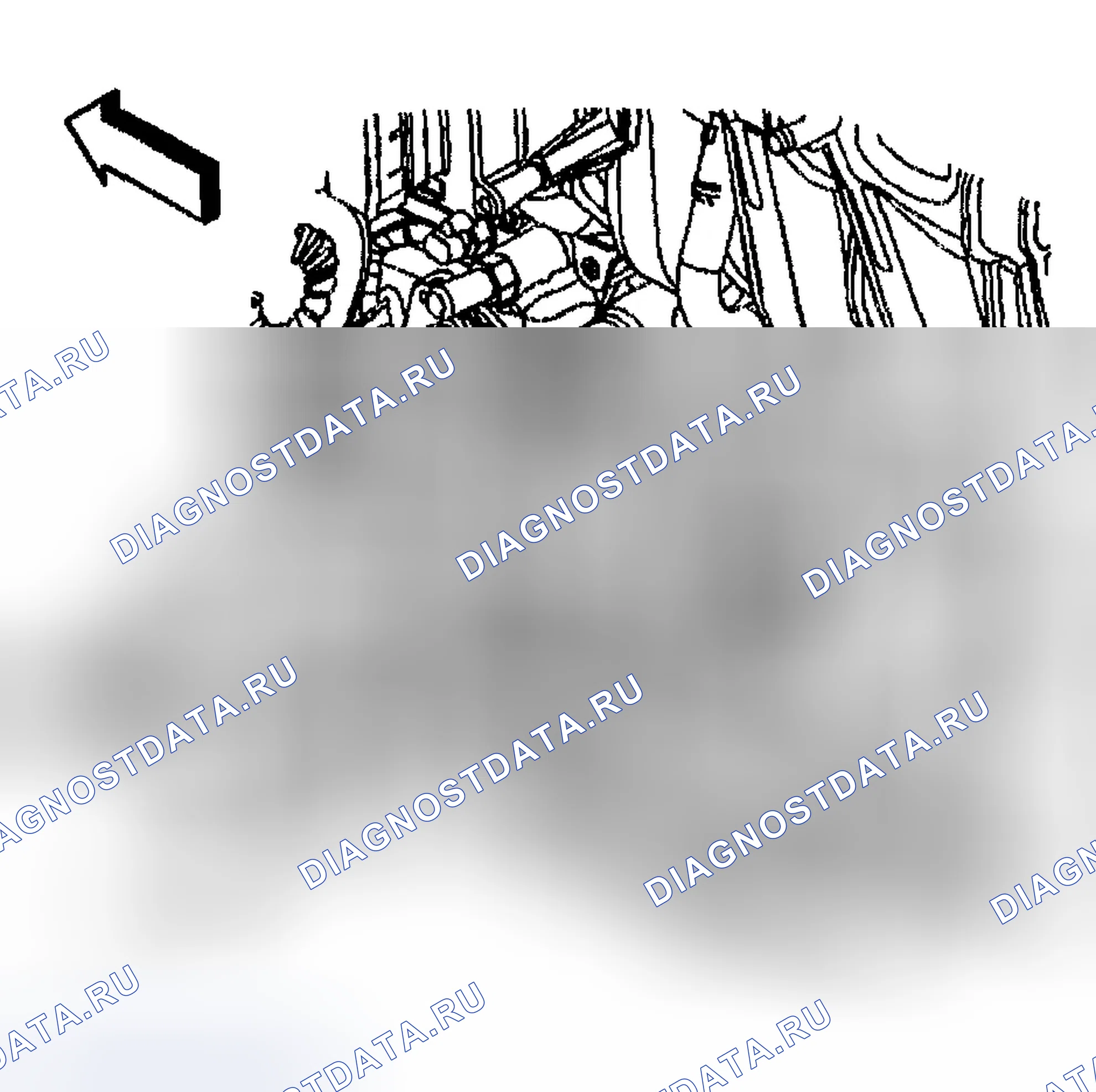
Схема №1224
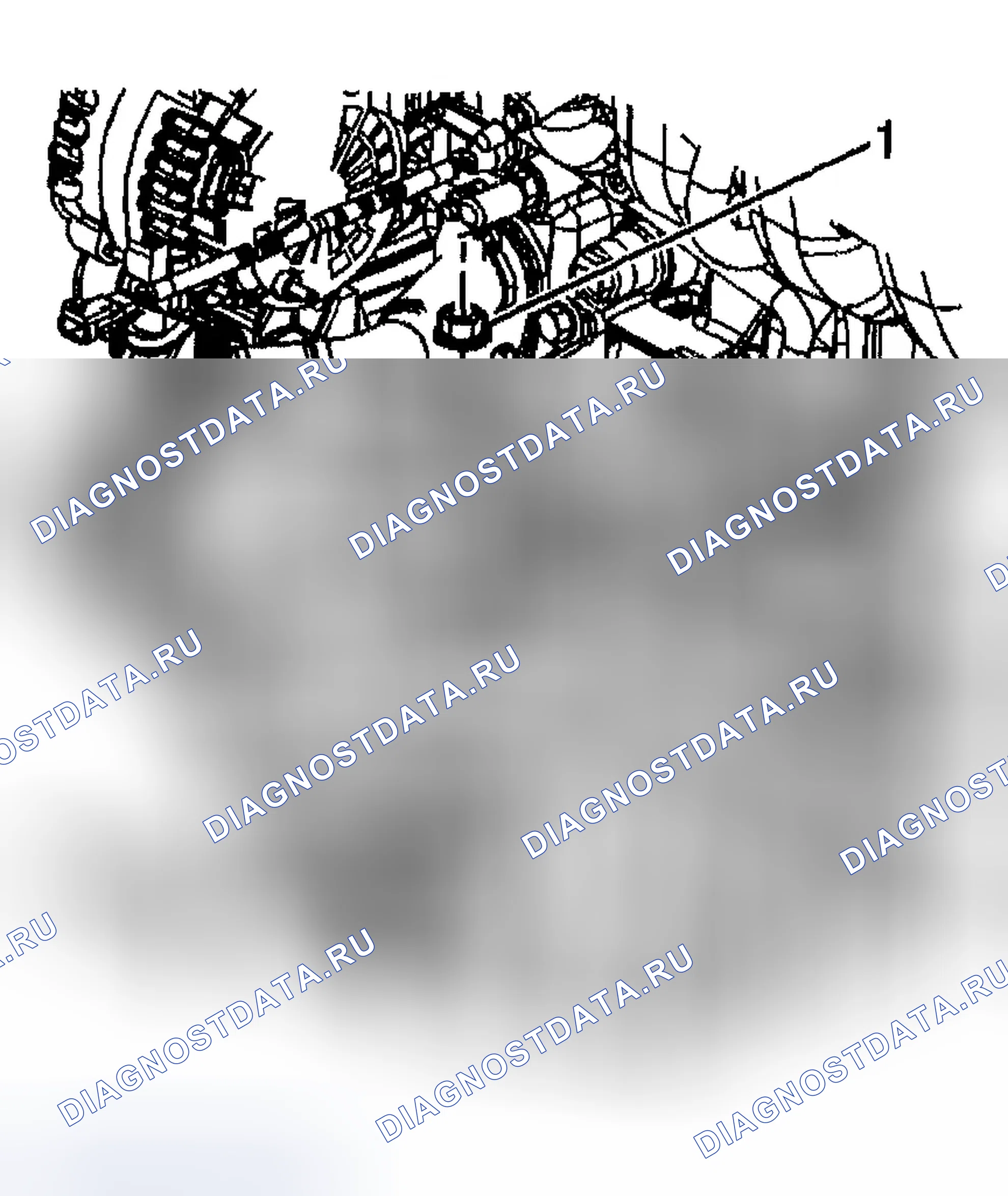
Схема №1225
Схема №1226
Схема №1227
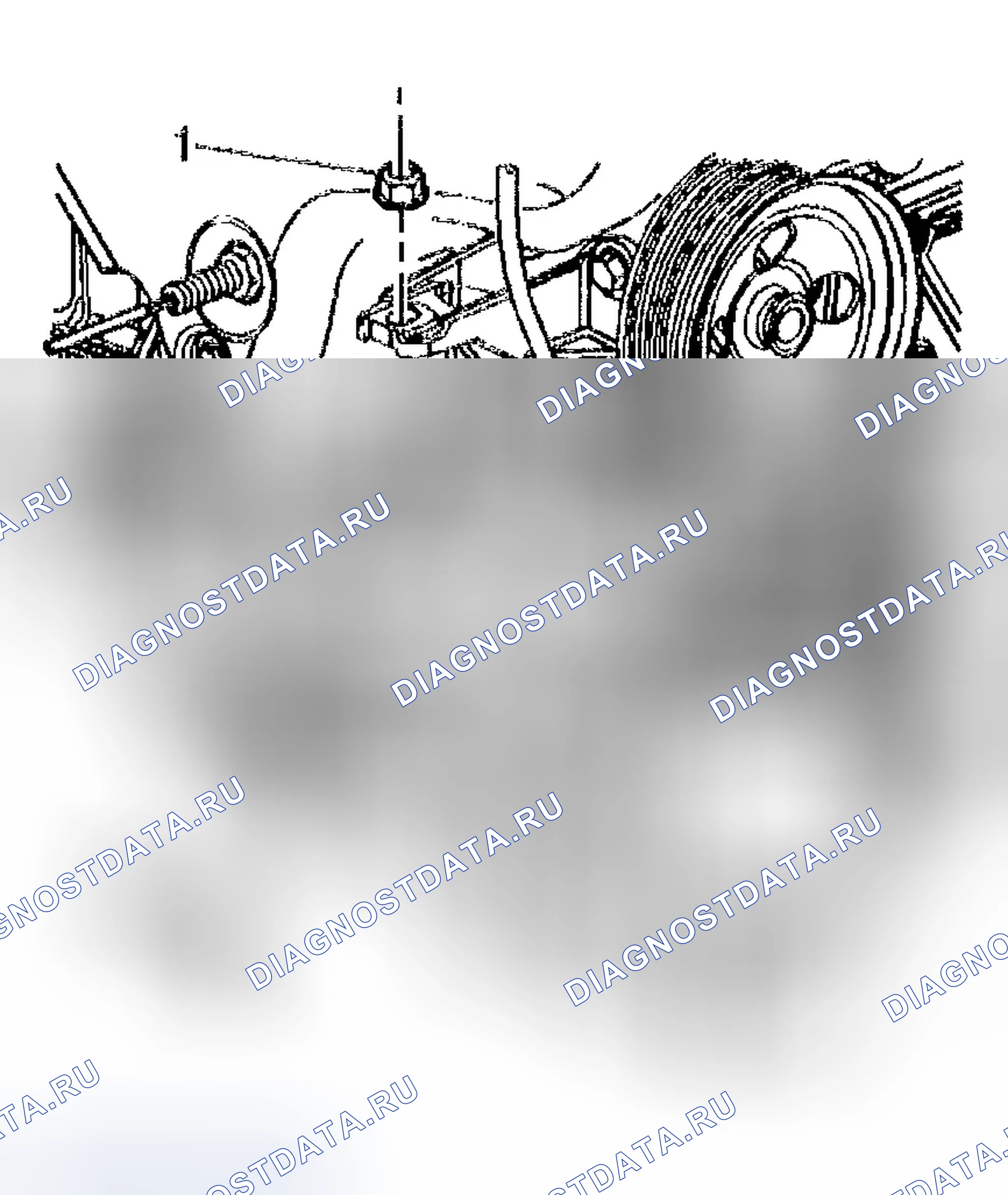
Схема №1228
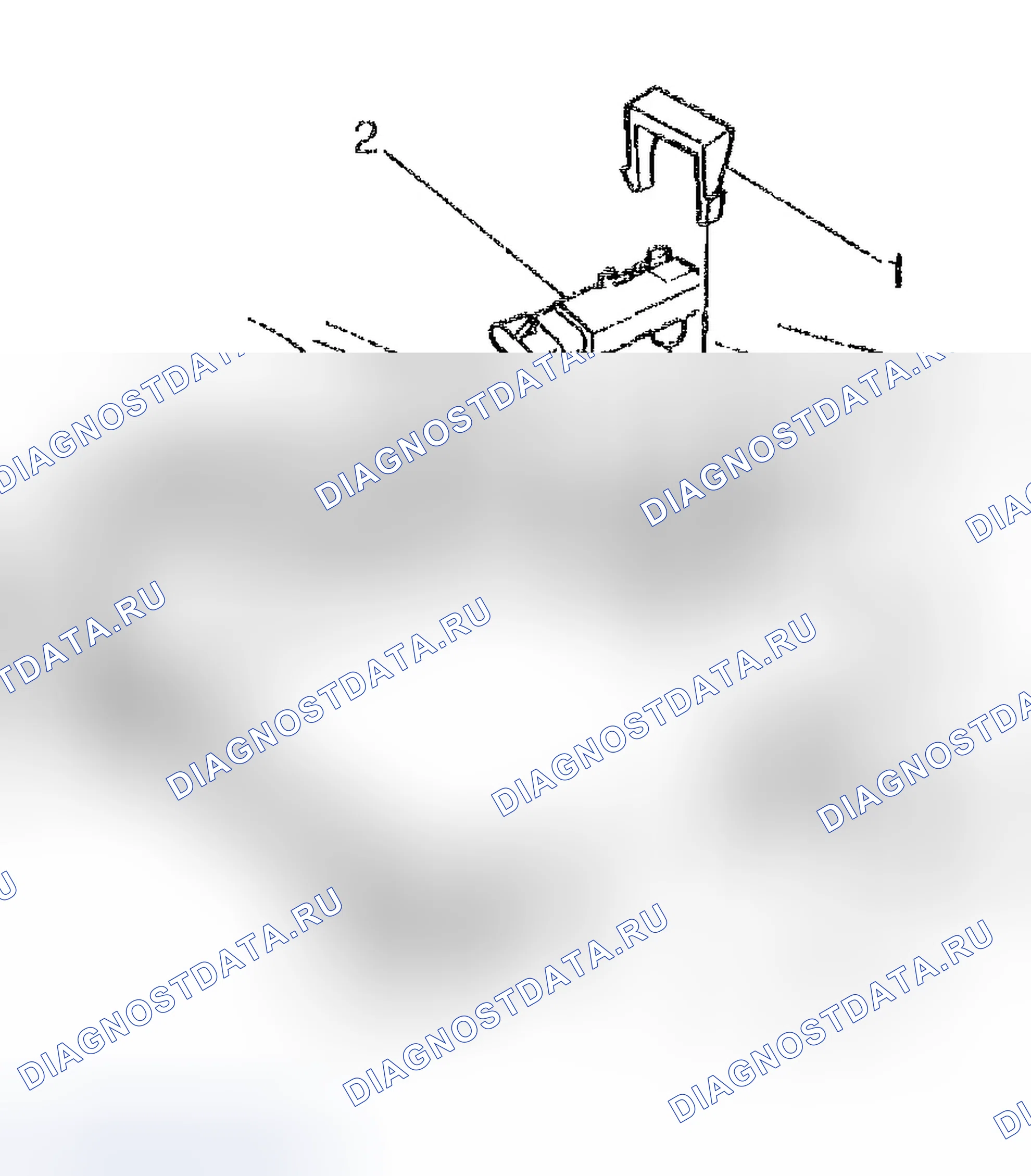
Схема №1229
- Установите левый кронштейн рамы крепления двигателя, если он снят. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЛЕНИИ " в разделе " Предостережения и примечания ".
- Установите болты кронштейна левой рамы двигателя, если они были сняты, и затяните болты кронштейна до 110 Н.м.
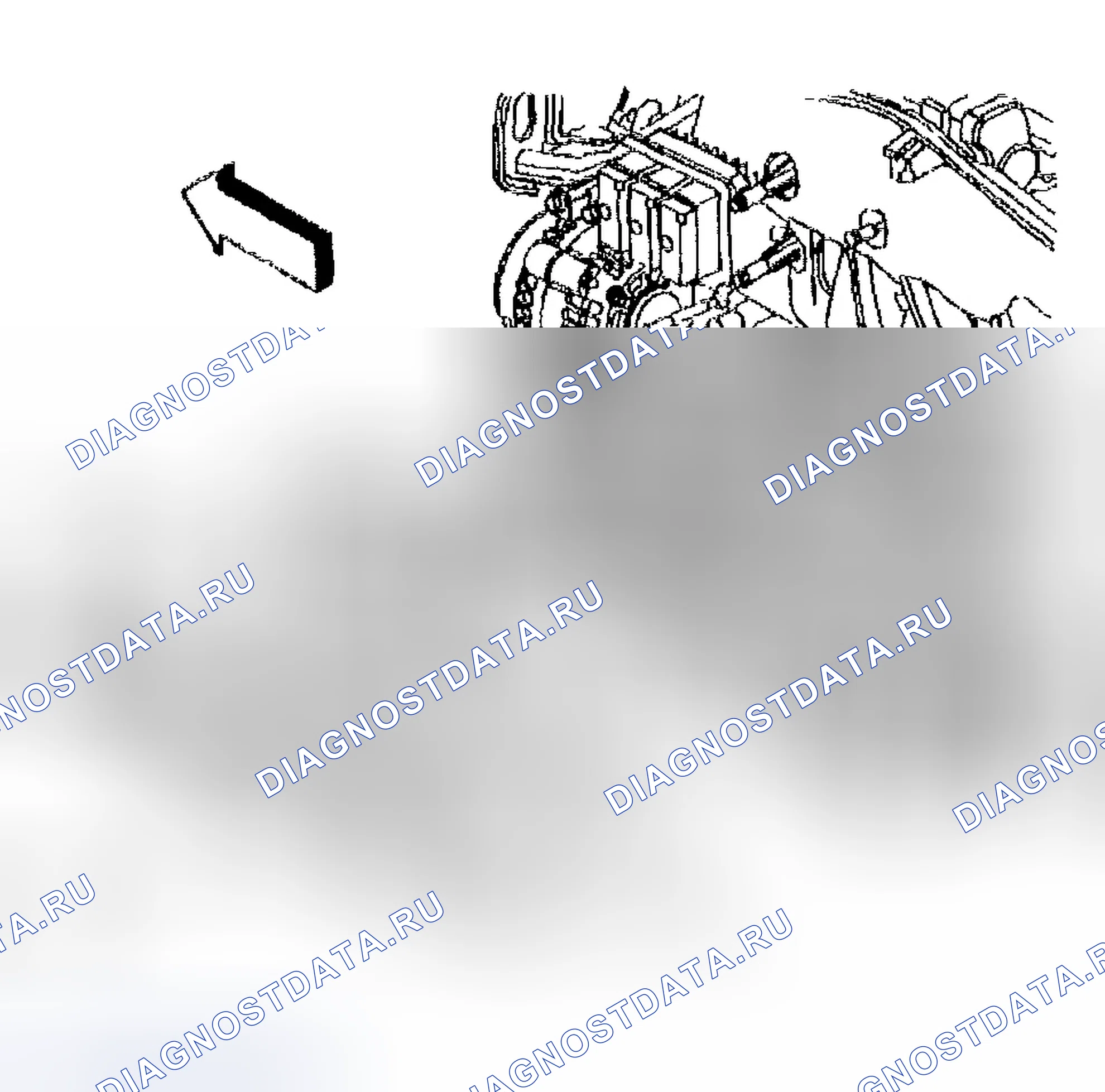
- Установите левый кронштейн подвески двигателя и закрепите его болтами 1. Затяните болты кронштейна подвески двигателя до 50 Н · м.
- Установите левую опору двигателя на кронштейн.
- Опустите двигатель на опоры двигателя.
- Наверните правую и левую верхние гайки крепления двигателя, затяните и затяните верхние гайки крепления двигателя до 70 Н.м (52 фунта-фута).
- Поднимите автомобиль и извлеките домкрат из-под автомобиля.
- Установите защитный экран двигателя и закрепите его болтами. Затяните болты защитного экрана двигателя до 25 Н.м.
- Установите правую и левую гайки нижней опоры двигателя. Затяните гайки нижней опоры двигателя на момент 70 Н · м (52 фунта · фут).
- Опустите автомобиль.
- Установите левый ударный модуль (см. раздел " Замена ударного модуля " в разделе " Передняя подвеска ").
- Установите датчик абсолютное давление во впускном коллекторе (2).
- Установите фиксатор 1 датчика МАП и электрический соединитель.
- Подсоедините гайку ступицы вентилятора охлаждения к валу водяного насоса.
- Установите вентилятор охлаждения (см. раздел " ЗАМЕНА ВЕНТИЛЯТОРА И КОЖУХА ОХЛАЖДЕНИЯ " в разделе " Охлаждение двигателя ").
- Подсоедините отрицательный кабель батареи. Обратитесь к ПРОЦЕДУРЕ ОТСОЕДИНЕНИЯ / ПОДКЛЮЧЕНИЯ ОТРИЦАТЕЛЬНОГО КАБЕЛЯ БАТАРЕИ в разделе " Электрооборудование двигателя ".
Схема №1230
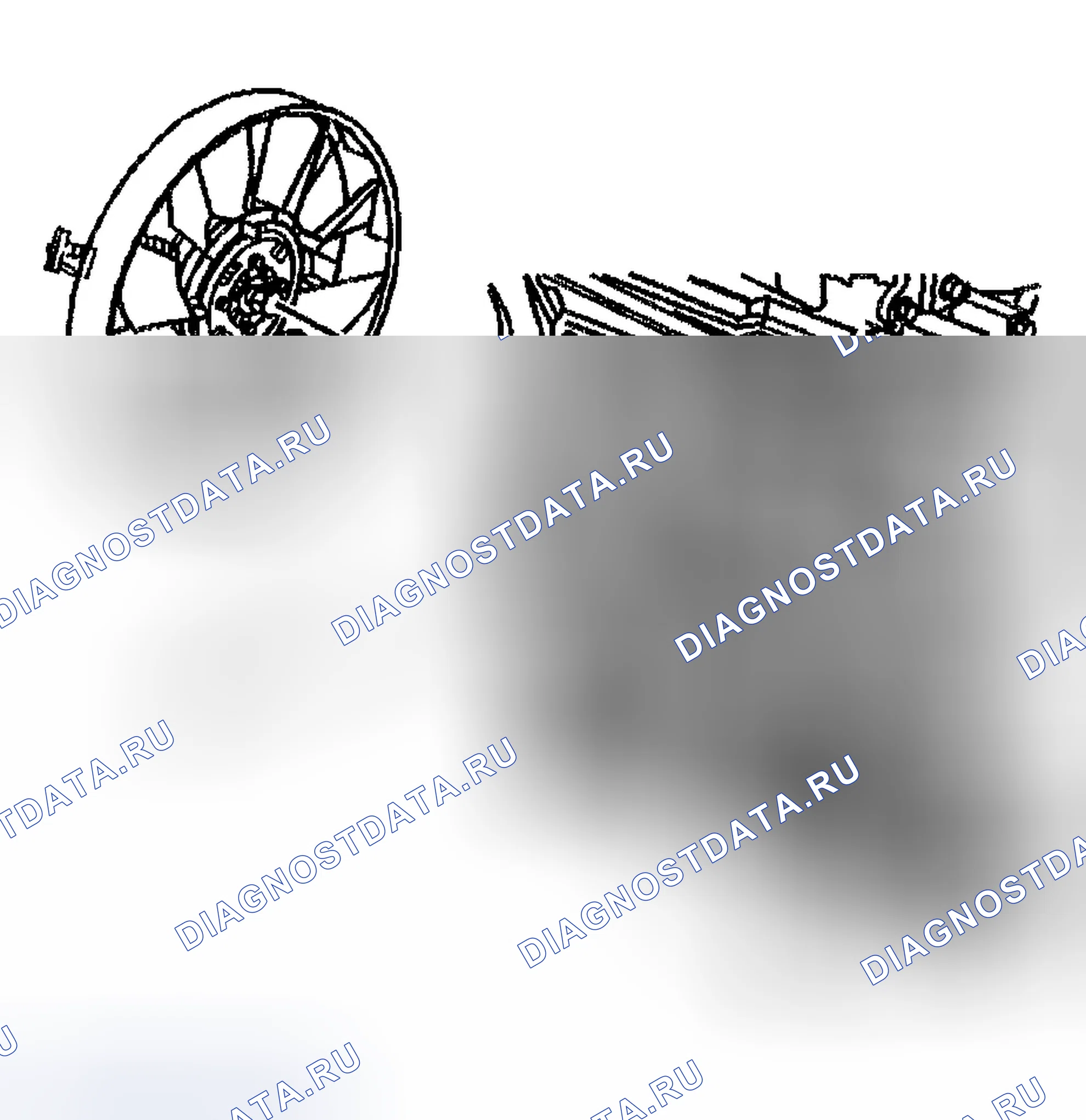
Схема №1231
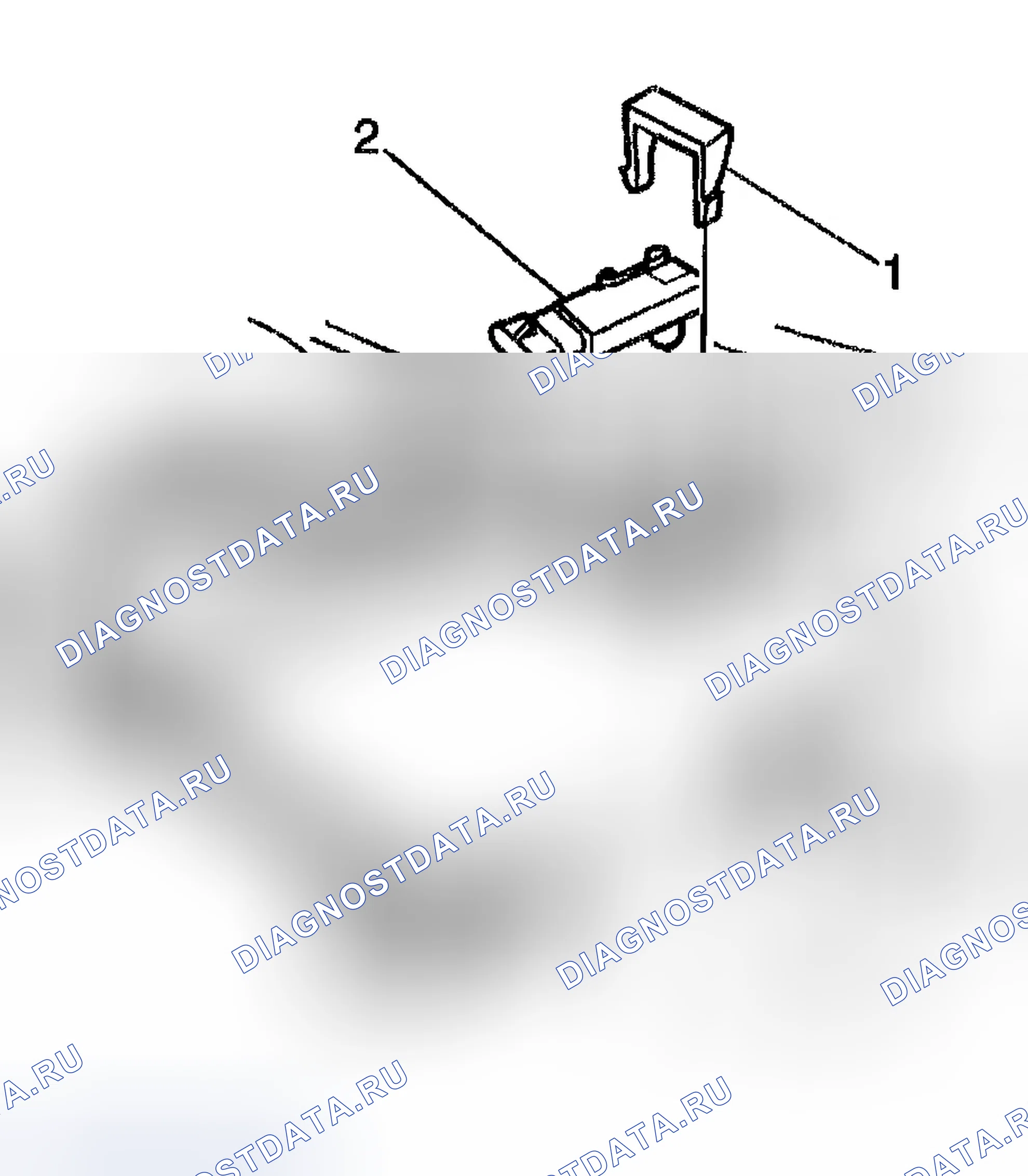
Схема №1232
Схема №1233
Схема №1234
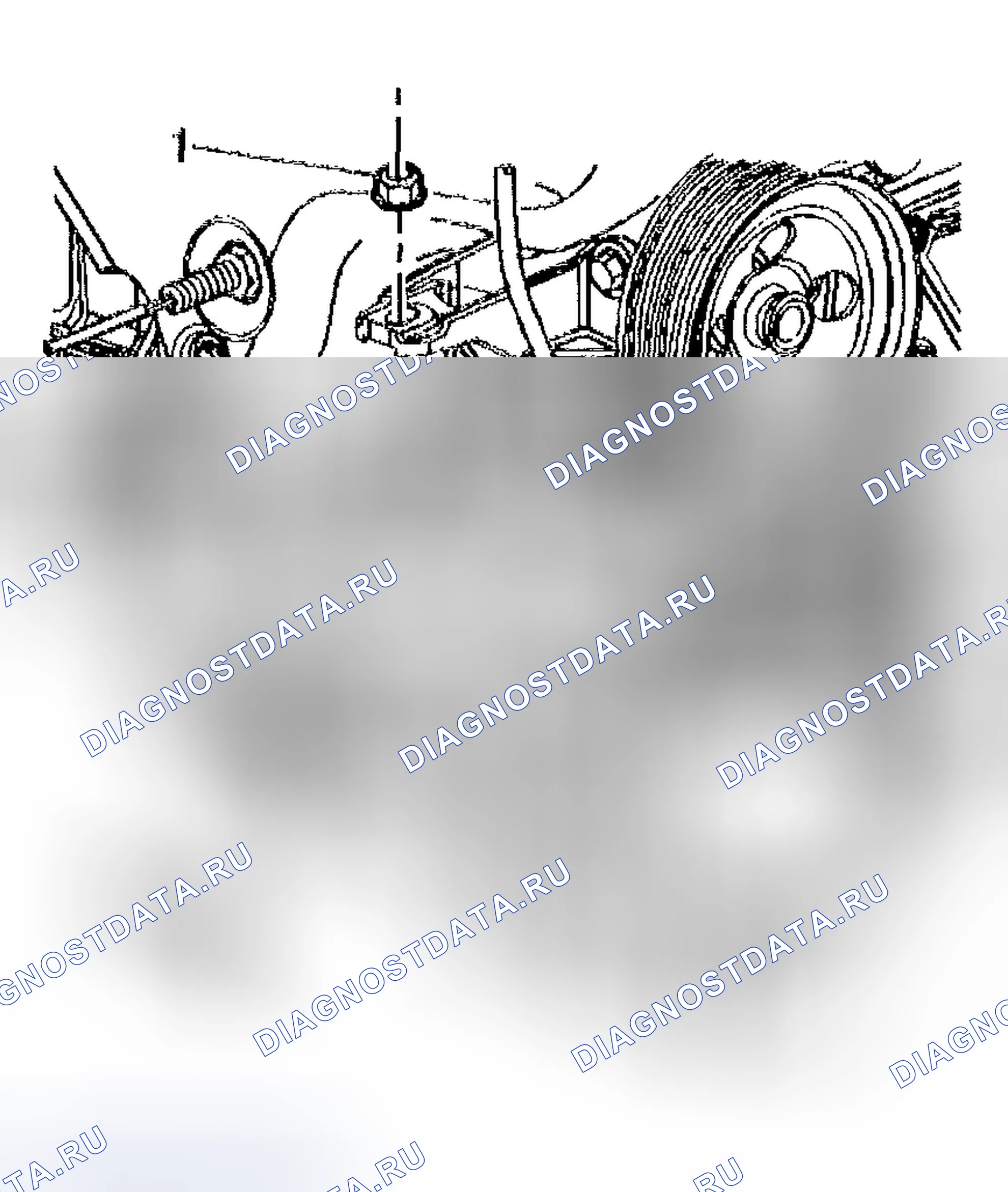
Схема №1235
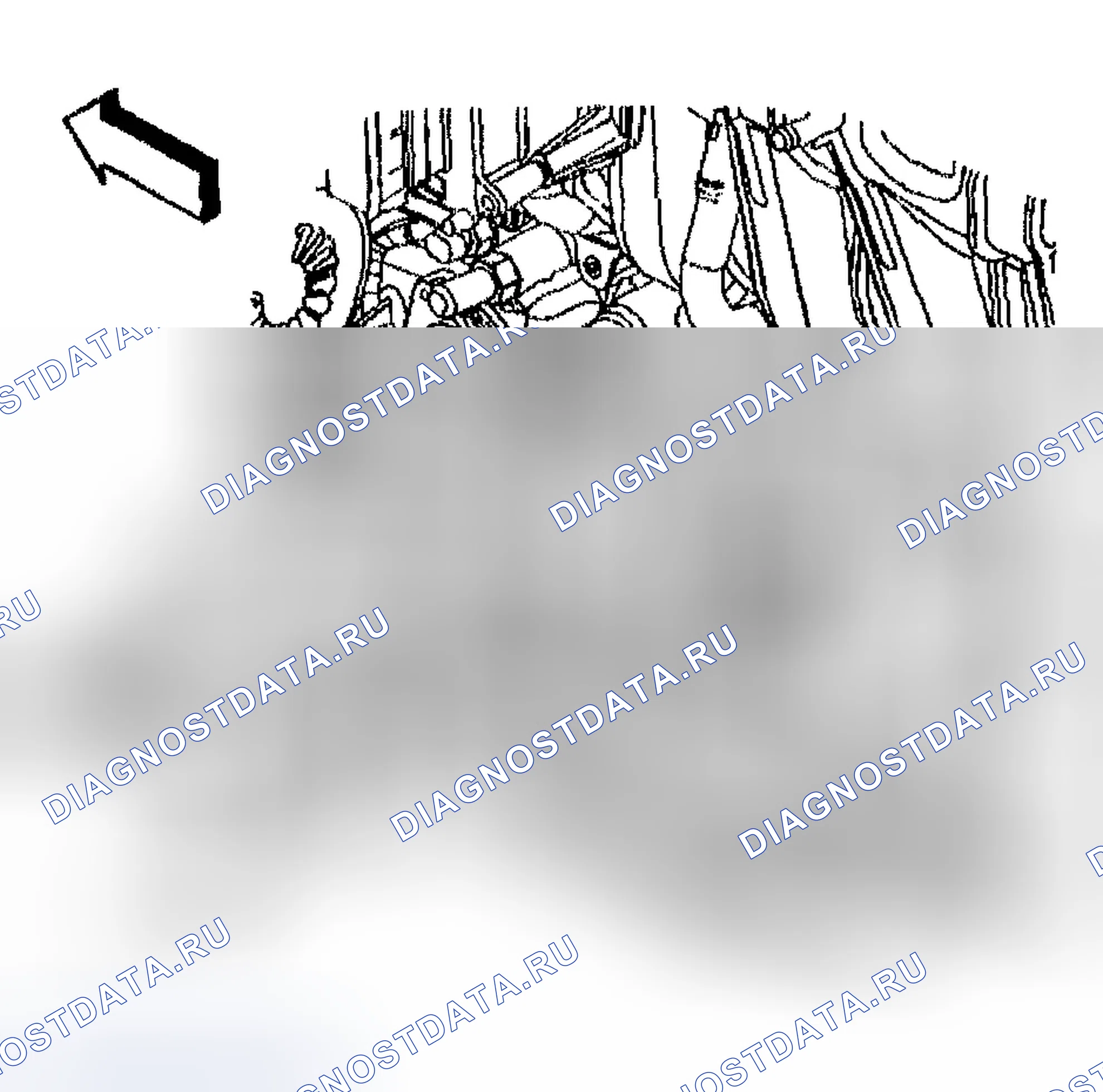
Схема №1236
- Отсоедините отрицательный кабель батареи. Обратитесь к ПРОЦЕДУРЕ ОТСОЕДИНЕНИЯ / ПОДКЛЮЧЕНИЯ ОТРИЦАТЕЛЬНОГО КАБЕЛЯ БАТАРЕИ в разделе " Электрооборудование двигателя ".
- Снимите вентилятор охлаждения, см. раздел " ЗАМЕНА ВЕНТИЛЯТОРА И КОЖУХА ОХЛАЖДЕНИЯ " в разделе " Охлаждение двигателя ".
- Снимите электрический соединитель датчика МАП и фиксатор 1.
- Снимите датчик абсолютное давление во впускном коллекторе (2).
- Снимите правый ударный модуль, если снимается рама крепления двигателя. См. ЗАМЕНА УДАРНОГО МОДУЛЯ в передней подвеске.
- Отверните правую и левую верхние гайки крепления двигателя.
- Поднимите транспортное средство. См. " ПОДЪЕМ И ПОДЪЕМ ТРАНСПОРТНОГО СРЕДСТВА " в разделе " Общая информация ".
- Отверните правую и левую нижние гайки крепления двигателя.
- Отверните болты крепления защитного щитка двигателя.
- Снимите защитный экран двигателя. ВАЖНО: При установке домкрата на масляный поддон обращайте пристальное внимание на то, чтобы не повредить датчик уровня масла.
- Опустите автомобиль и поместите домкрат напольного исполнения под поддон картера с блоком дерева.
- Поднимите двигатель домкратом ровно настолько, чтобы очистить шпильки крепления двигателя.
- Снимите правую опору двигателя с кронштейна.
- Отверните болты правого кронштейна крепления двигателя.
- Снимите правый кронштейн крепления двигателя.
- При необходимости снимите болты крепления правой рамы двигателя.
- При необходимости снимите правый кронштейн рамы крепления двигателя.
Схема №1237
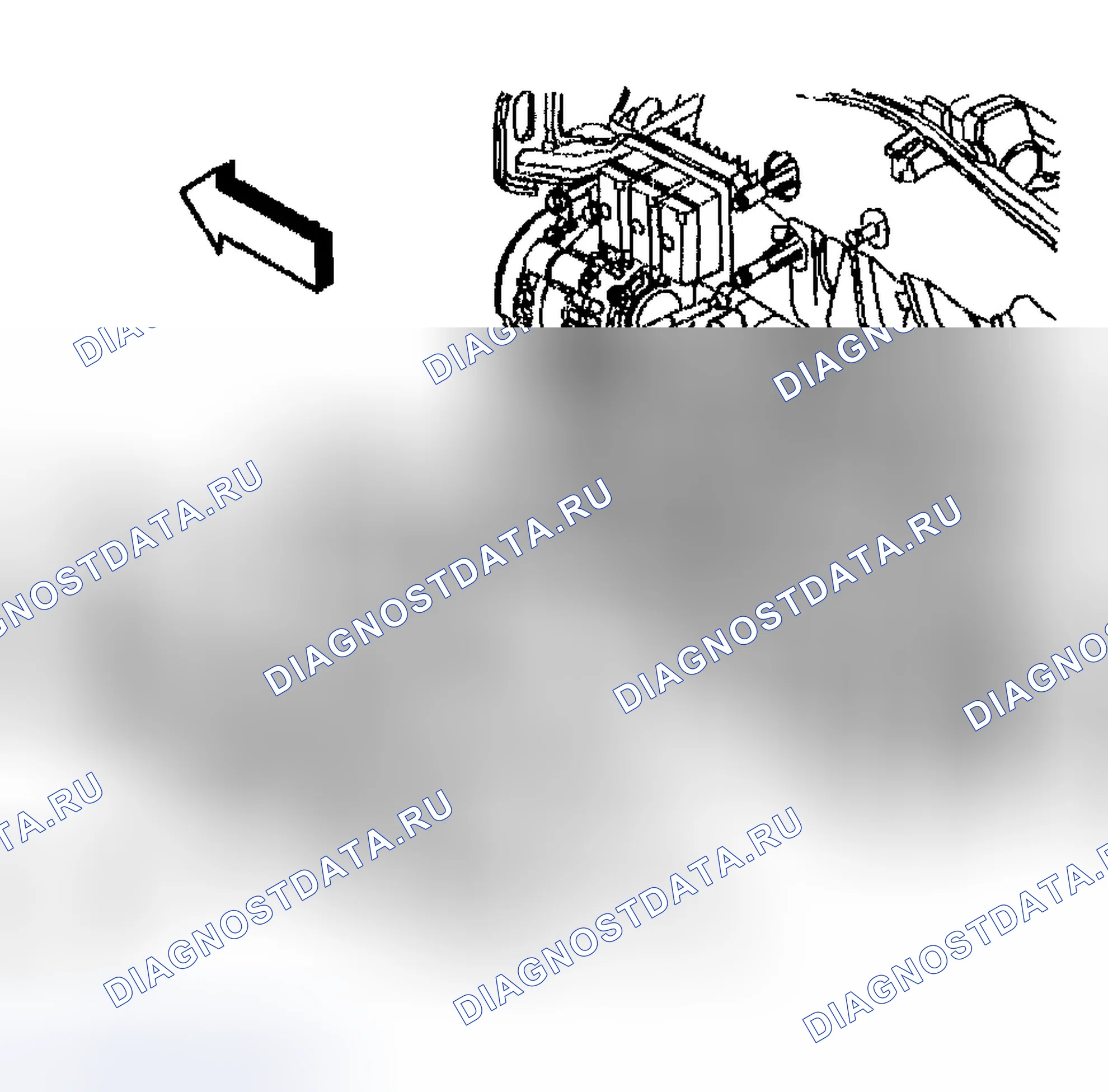
Схема №1238
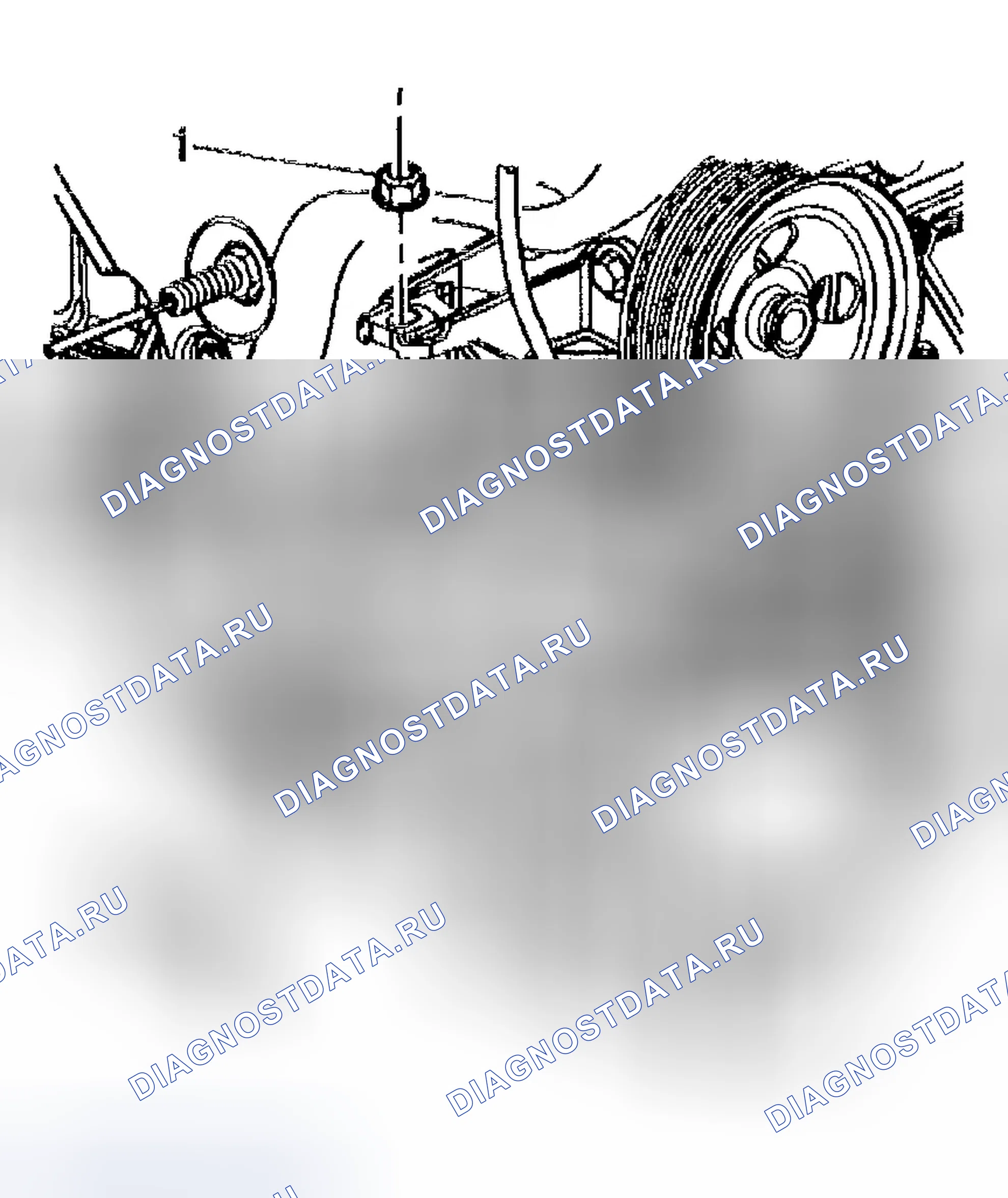
Схема №1239
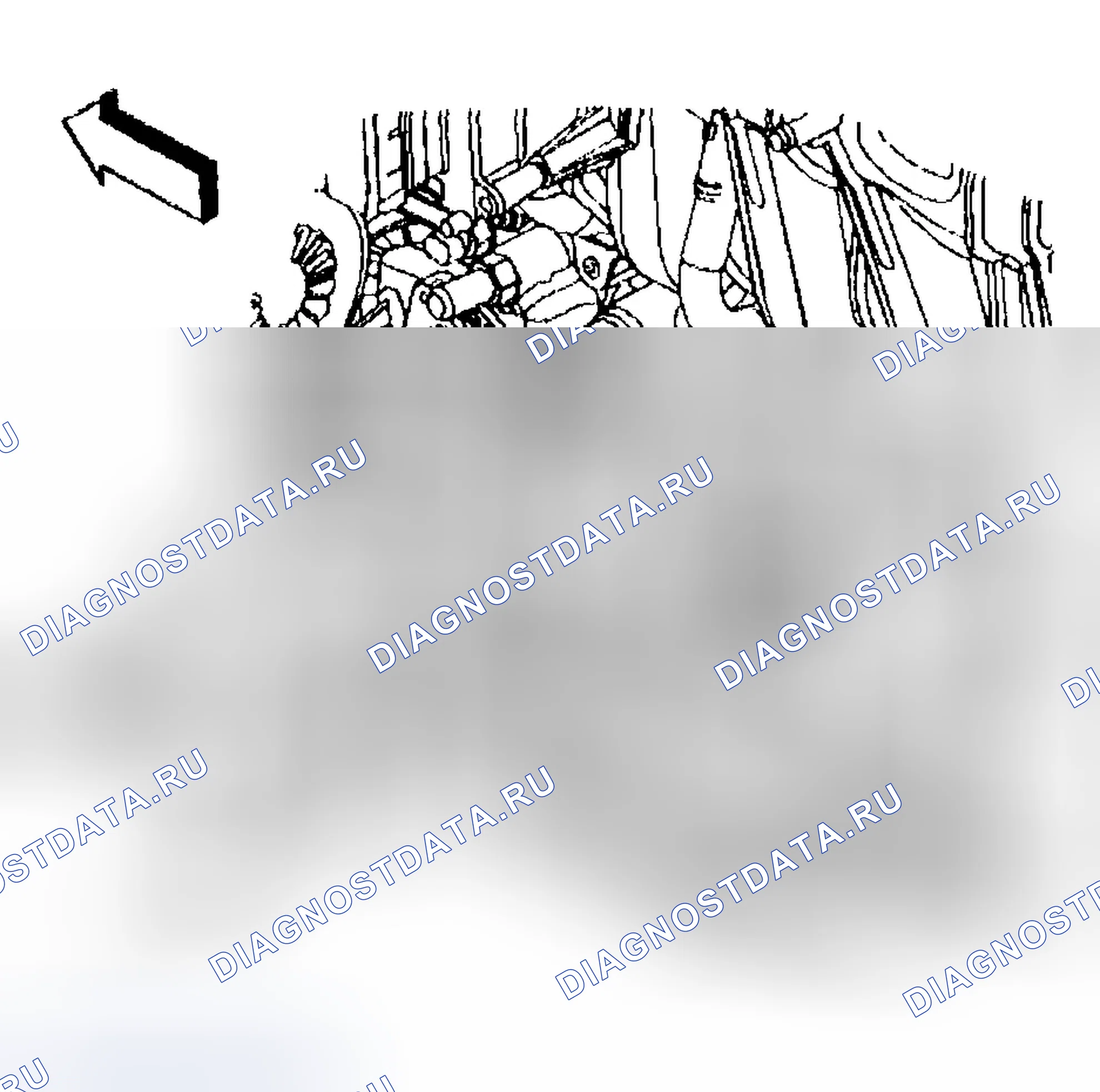
Схема №1240
Схема №1241
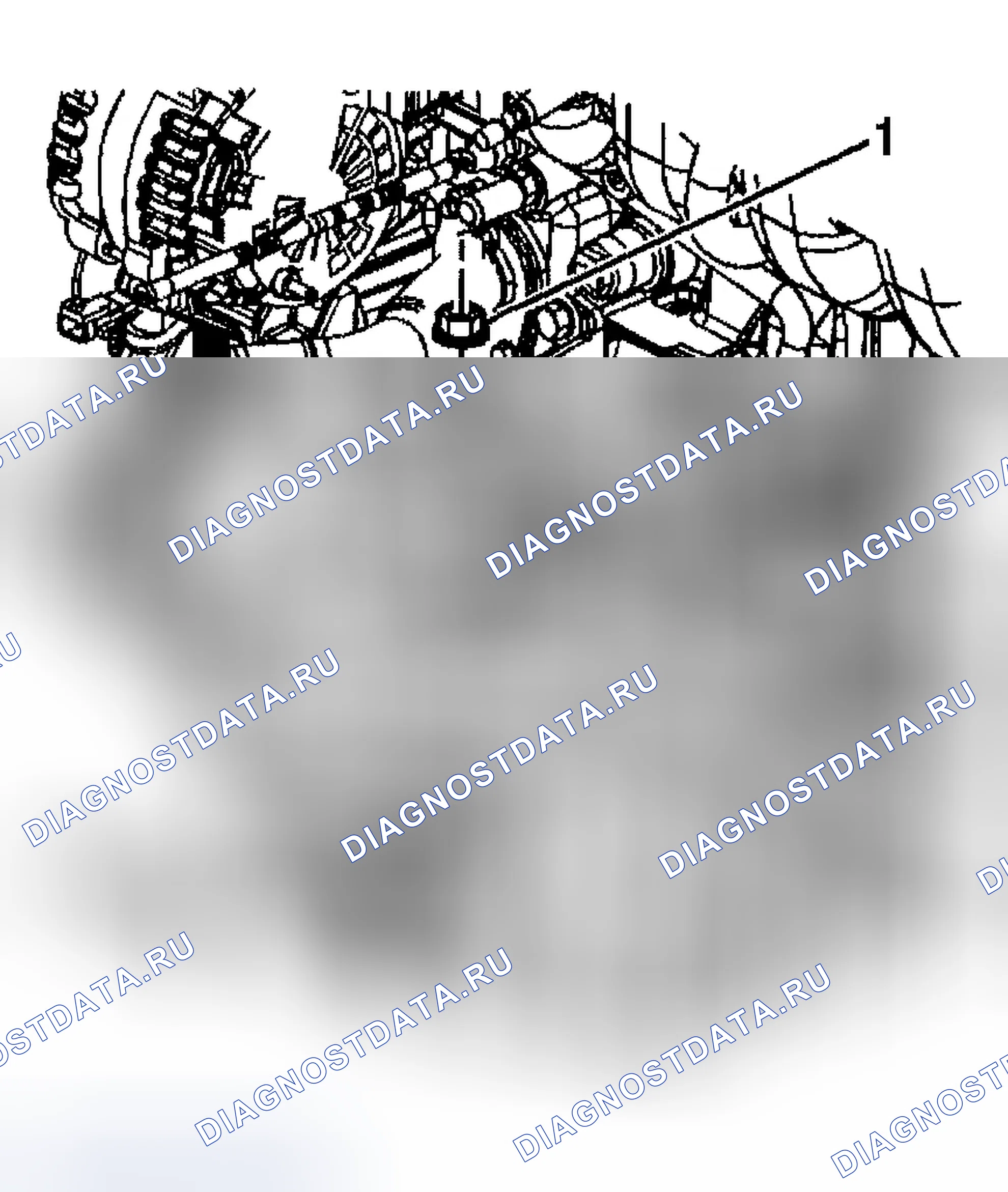
Схема №1242
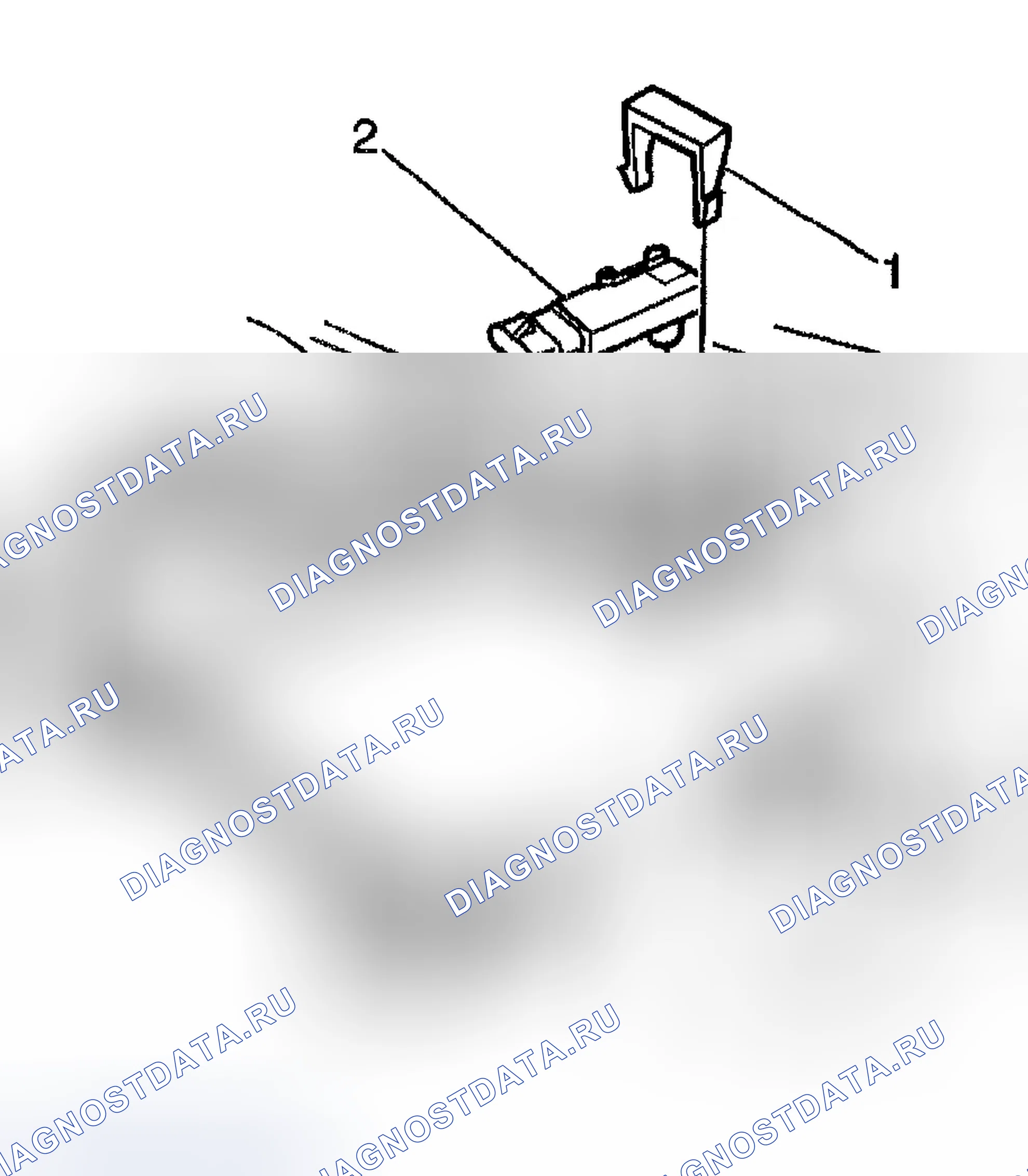
Схема №1243
- Установите правый кронштейн рамы крепления двигателя, если он был снят.
- Установите болты кронштейна правой рамы двигателя, если они были сняты, и затяните болты кронштейна до 110 Н.м.
- Установите правый кронштейн крепления двигателя и закрепите его болтами (1). Затяните болты крепления двигателя до 50 Н · м.
- Установите правую опору двигателя.
- Опустите двигатель на опоры двигателя.
- Наверните правую и левую верхние гайки крепления двигателя, затяните и затяните верхние гайки крепления двигателя до 70 Н.м (52 фунта-фута).
- Поднимите транспортное средство и извлеките напольный домкрат из-под транспортного средства.
- Установите защитный экран двигателя и закрепите его болтами. Затяните болты защитного экрана двигателя до 25 Н.м.
- Установите правую и левую гайки нижней подвески двигателя и затяните гайки нижней подвески двигателя до 70 Н · м (52 фунта · фут).
- Опустите автомобиль.
- Установите правый ударный модуль. См. раздел " Замена ударного модуля " в разделе " Передняя подвеска ".
- Установите датчик абсолютное давление во впускном коллекторе (2).
- Установите фиксатор 1 датчика МАП и электрический соединитель.
- Подсоедините гайку ступицы вентилятора охлаждения к валу водяного насоса.
- Установите вентилятор охлаждения (см. раздел " ЗАМЕНА ВЕНТИЛЯТОРА И КОЖУХА ОХЛАЖДЕНИЯ " в разделе " Охлаждение двигателя ").
- Подсоедините отрицательный кабель батареи. Обратитесь к ПРОЦЕДУРЕ ОТСОЕДИНЕНИЯ / ПОДКЛЮЧЕНИЯ ОТРИЦАТЕЛЬНОГО КАБЕЛЯ БАТАРЕИ в разделе " Электрооборудование двигателя ".
Схема №1244
Схема №1245
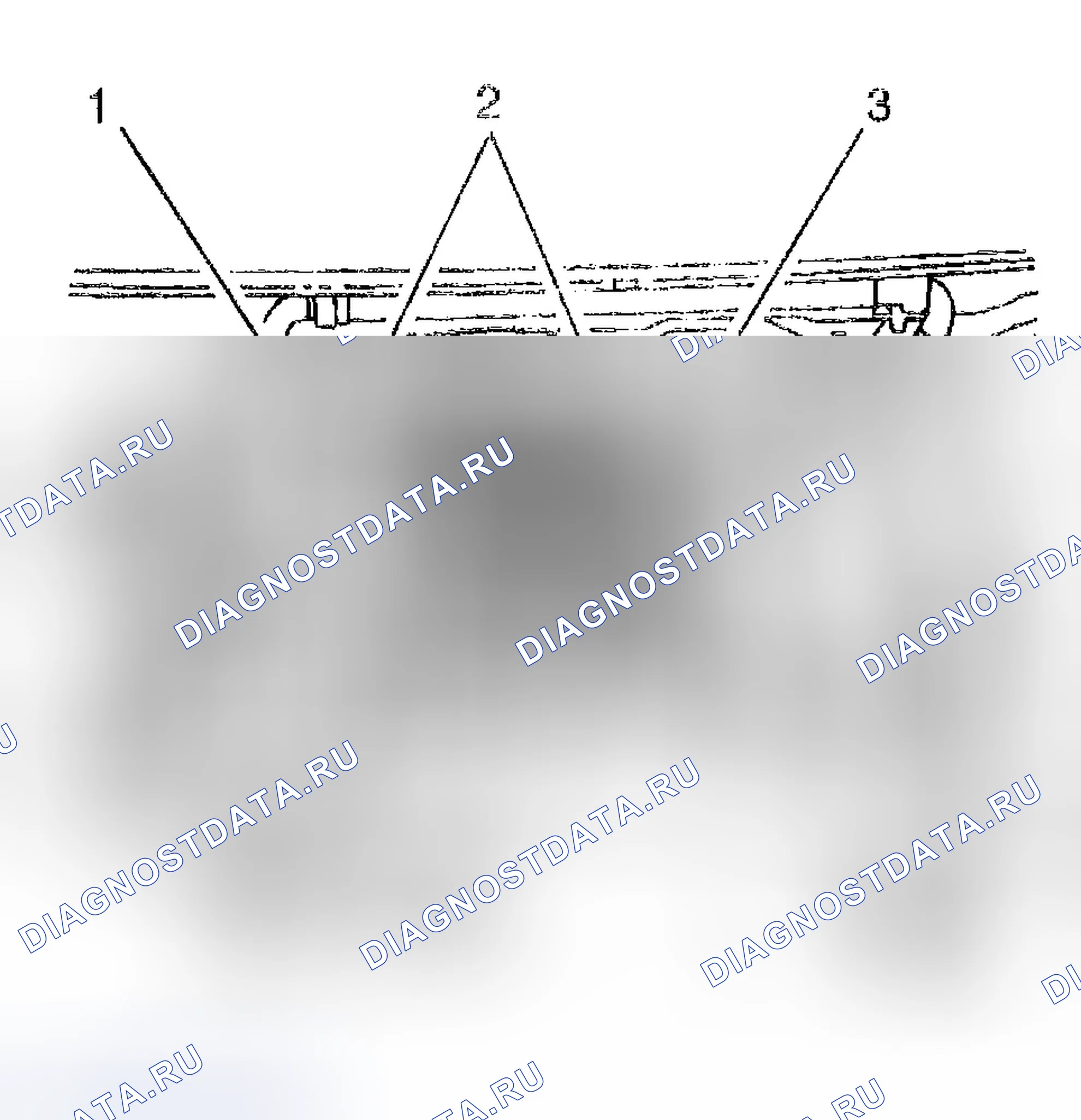
Схема №1246
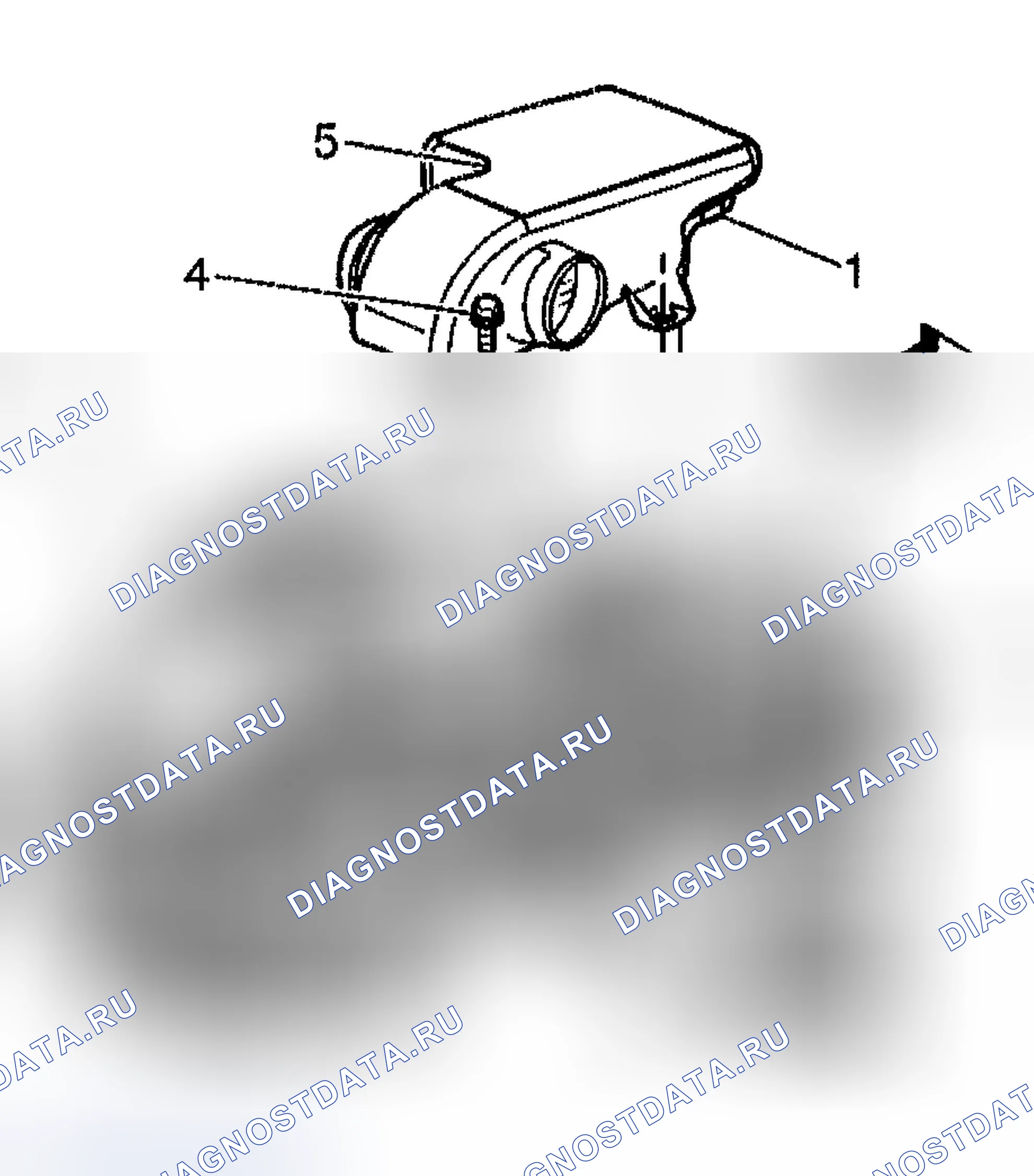
Схема №1247
- Отсоедините шланг загрязненного воздуха картера от впускного коллектора.
- Отсоедините шланг загрязненного воздуха картера от трубки жиклера ПКВ.
- Ослабьте зажимы корпуса дроссельной заслонки (2).
- Отсоедините шланг подачи вакуума регулятора давления топлива от выходного резонатора воздухоочистителя.
- Выньте 2 резонатора к болтам двигателя (4) из выходного резонатора воздухоочистителя (5).
- Поднимите переднюю часть выходного резонатора воздухоочистителя (2).
- Отсоедините шланг чистого воздуха картера от порта крышки клапана.
- Отсоедините шланг чистого воздуха картера от выходного резонатора воздухоочистителя (2).
Схема №1248
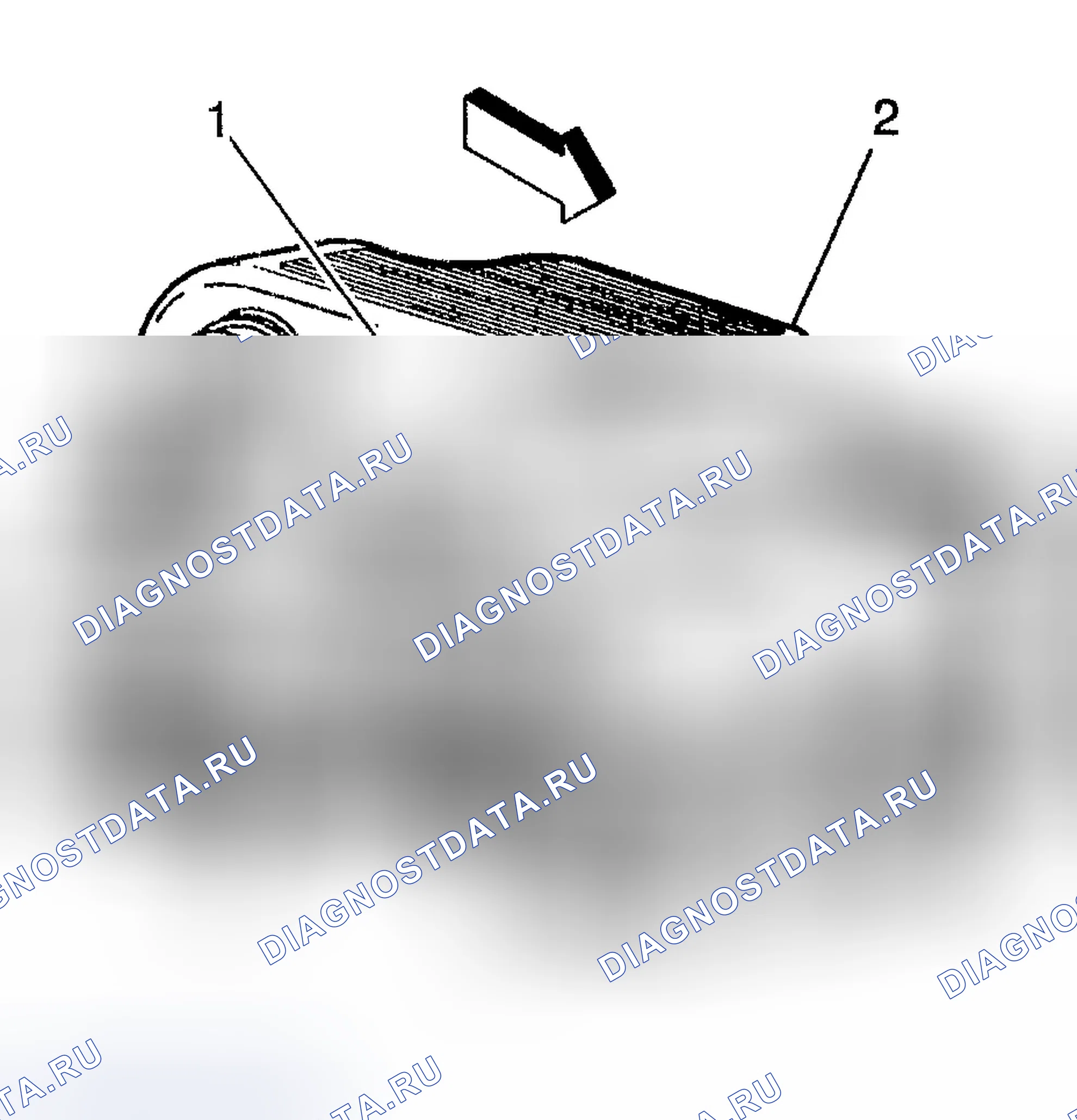
Схема №1249
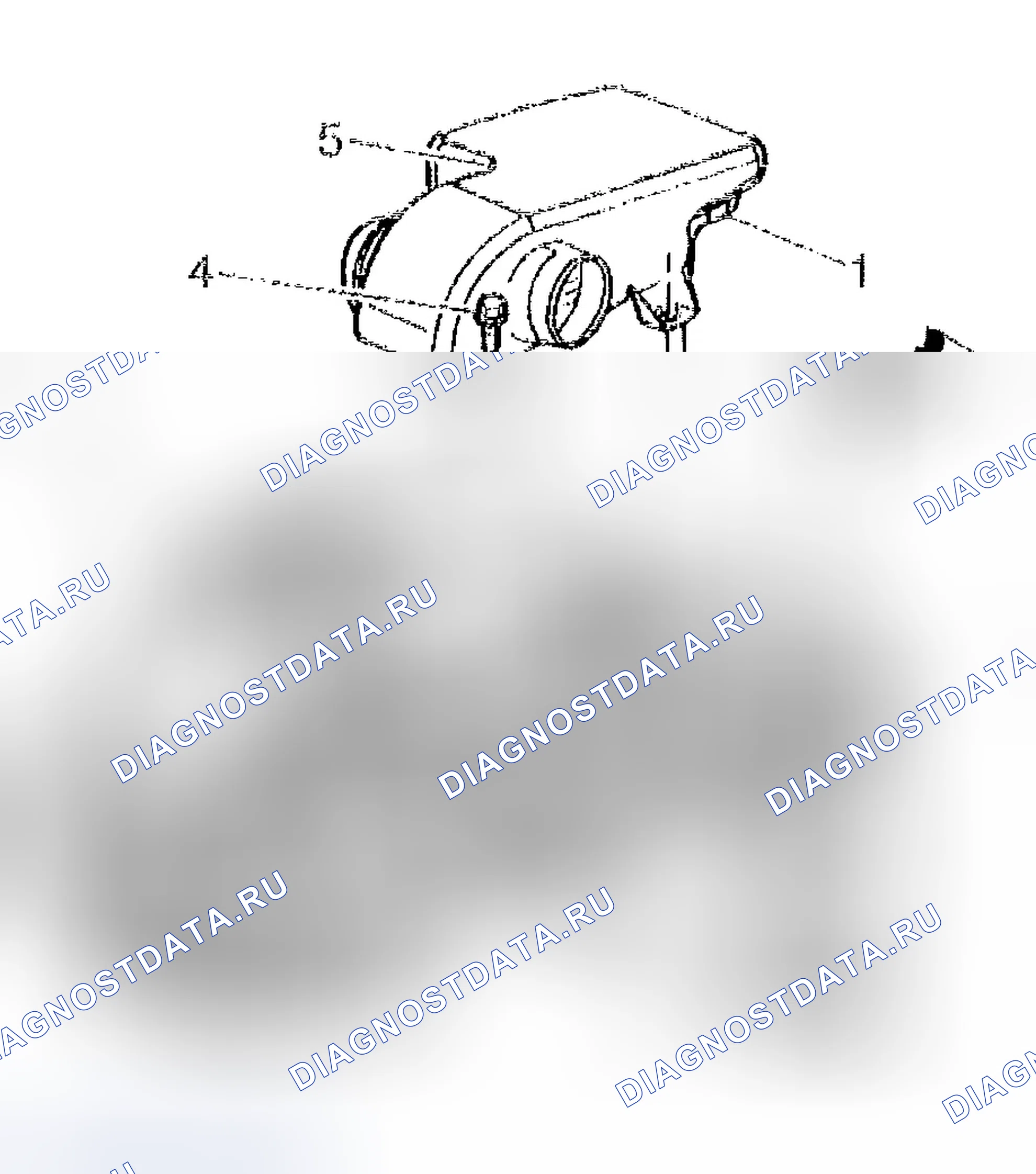
Схема №1250
Схема №1251
- Подсоедините шланг чистого воздуха картера к выходному резонатору воздухоочистителя (2).
- Подсоедините шланг чистого воздуха картера к отверстию крышки клапана. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЕЖЕ " в предостережениях и уведомлениях.
- Установите 2 резонатора на болты двигателя (4) к выходному резонатору воздухоочистителя (5). Затяните болты до 6 Н.м (53 фунта на дюйм).
- Затяните зажимы корпуса дроссельной заслонки (2). Затяните зажимы до 4 Н.м (35 фунтов на дюйм).
- Подсоедините шланг подачи вакуума регулятора давления топлива к выходному резонатору воздухоочистителя.
- Подсоедините шланг загрязненного воздуха картера к впускному коллектору.
- Подсоедините шланг загрязненного воздуха картера к трубке диафрагмы принудительная вентиляция картера (PCV) (принудительная вентиляция картера).
Схема №1252
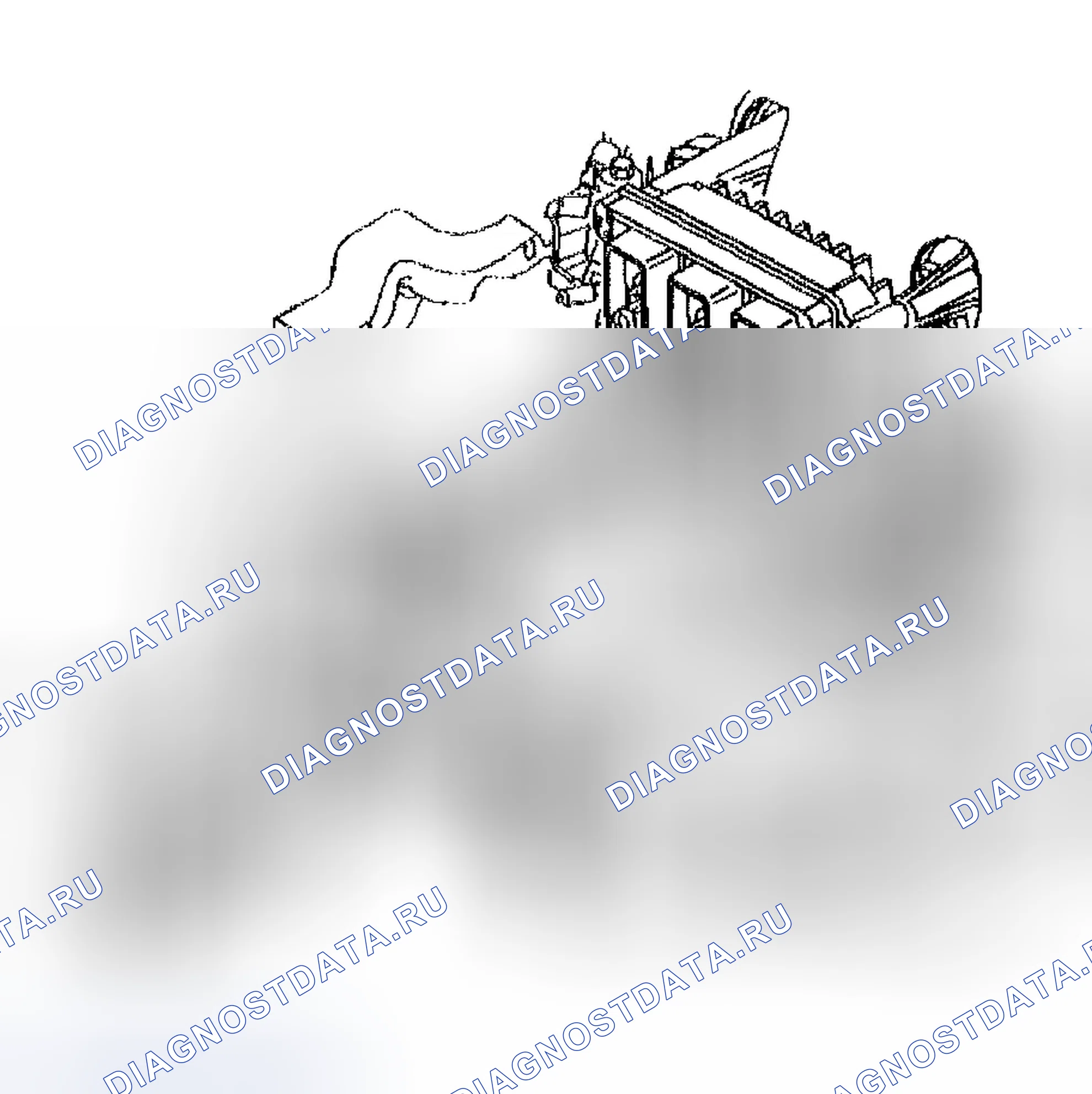
Схема №1253
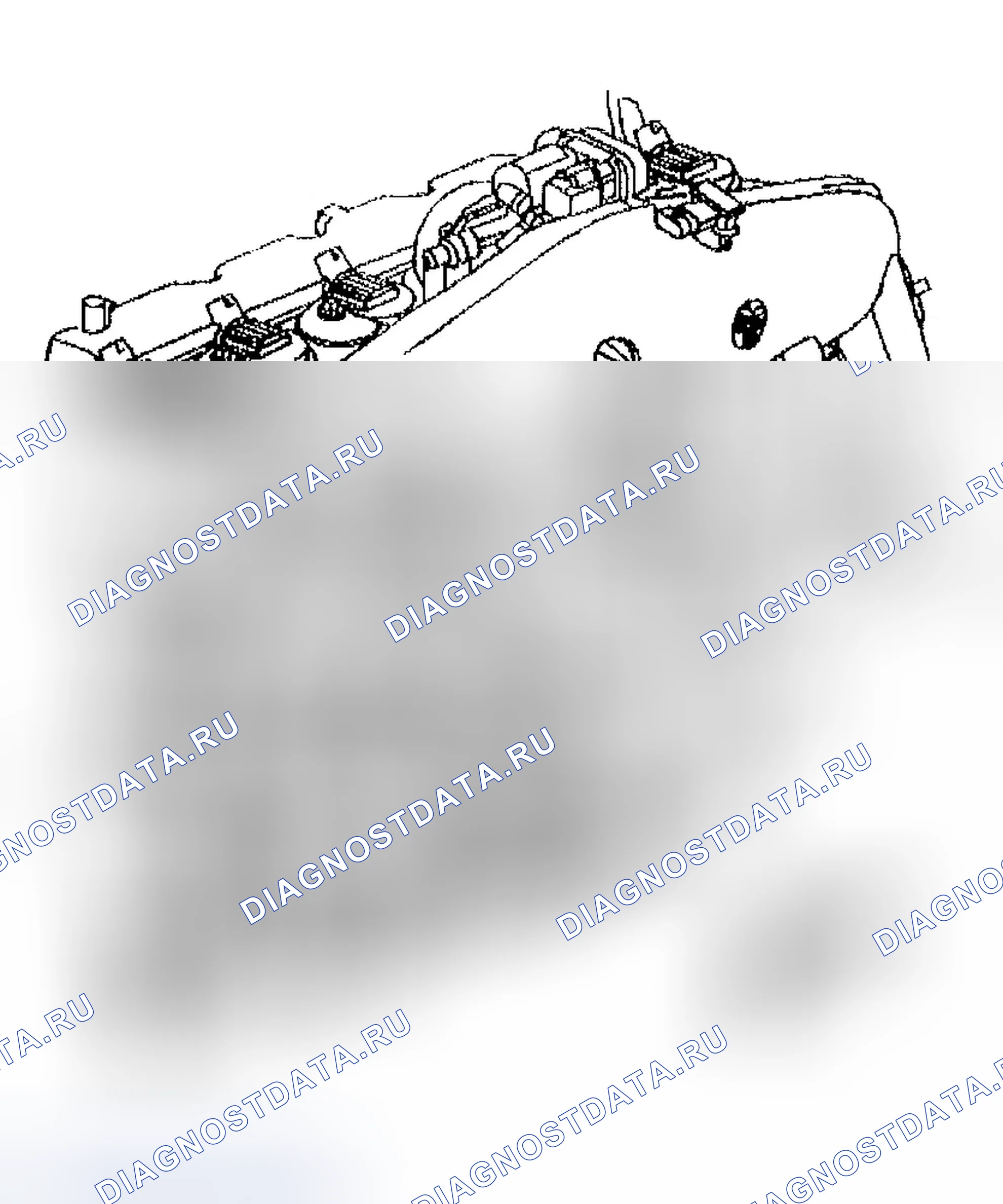
Схема №1254
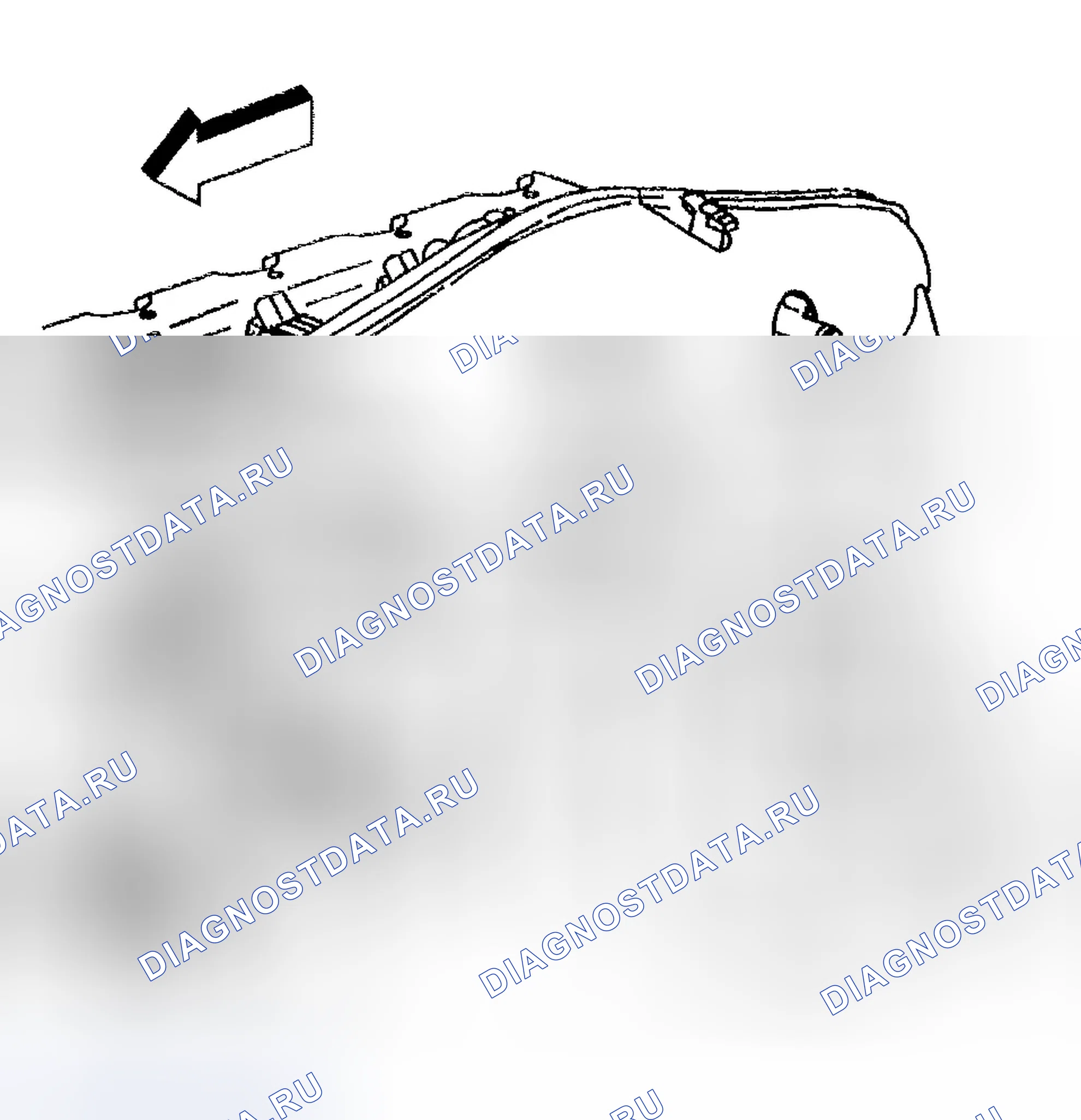
Схема №1255
- Снимите корпус дроссельной заслонки (см. раздел " КОРПУС ДРОССЕЛЬНОЙ ЗАСЛОНКИ ").
- Снимите МУП согласно " МОДУЛЮ УПРАВЛЕНИЯ СИЛОВЫМ АГРЕГАТОМ ".
- Отсоедините все жгуты от кронштейна жгута двигателя.
- Снимите передний дифференциальный вентиляционный шланг с зажима кронштейна.
- Отверните болт кронштейна подвесной системы двигателя и снимите кронштейн.
- Отсоедините электрический соединитель датчика МАП.
- Отсоедините шланг вентиляции картера.
- Отсоедините тормозной шланг у бустера.
- Снимите генератор согласно указаниям пункта ЗАМЕНА ГЕНЕРАТОРА (4.2л ДВИГАТЕЛЬ) в разделе " Двигатель электрический ".
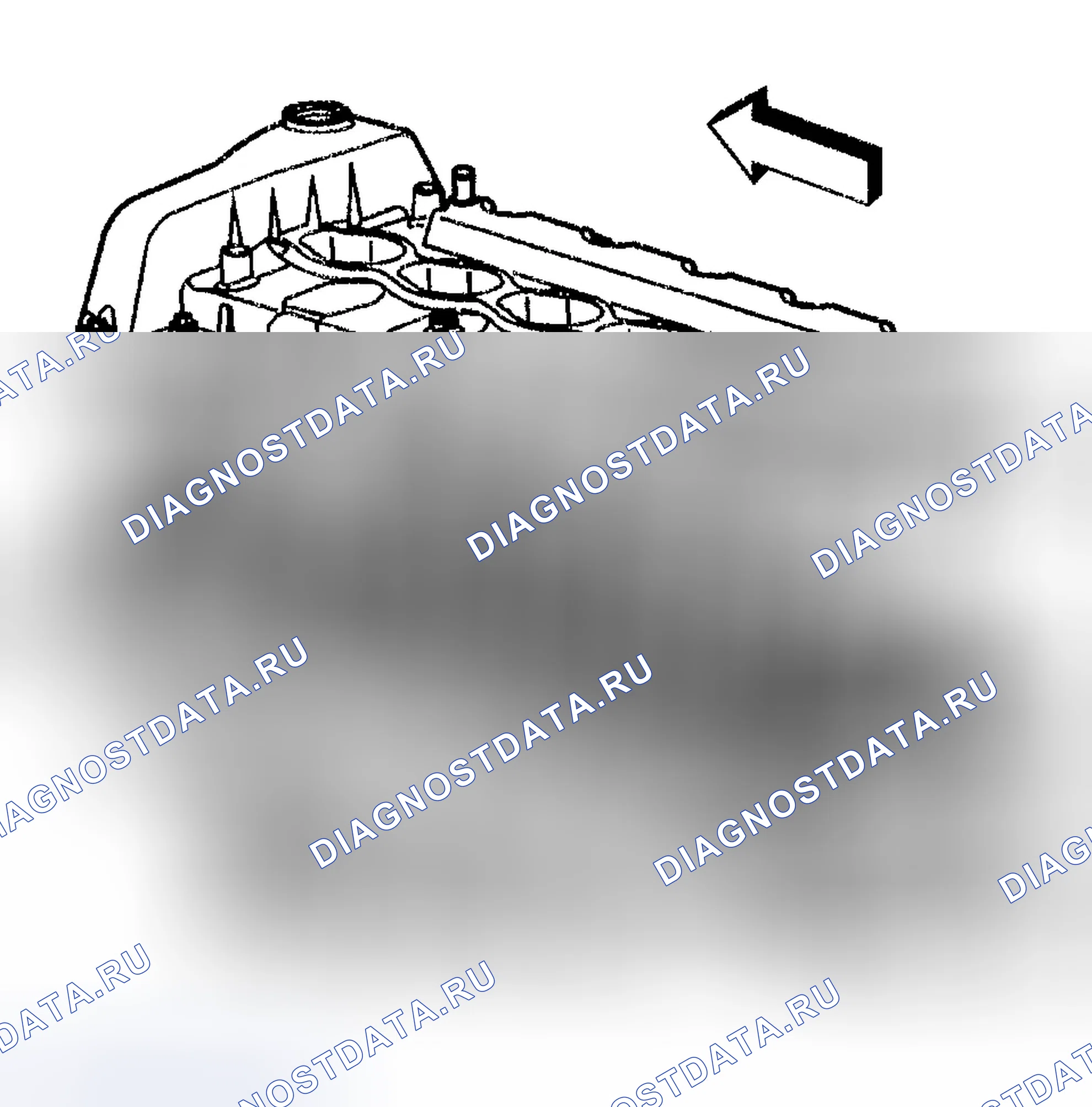
- Ослабьте и снимите болты впускного коллектора.
- Снимите впускной коллектор.
Схема №1256
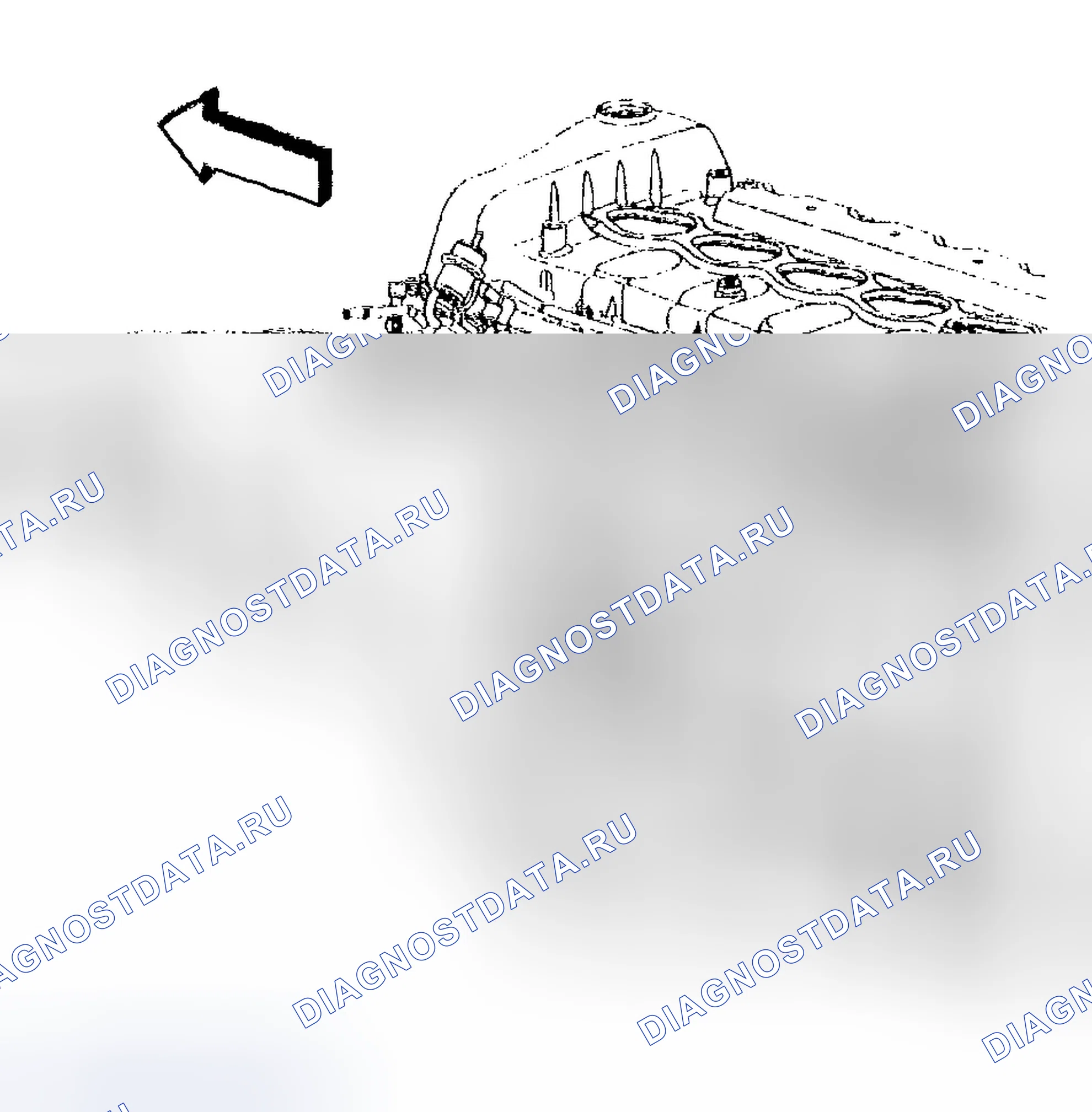
Схема №1257
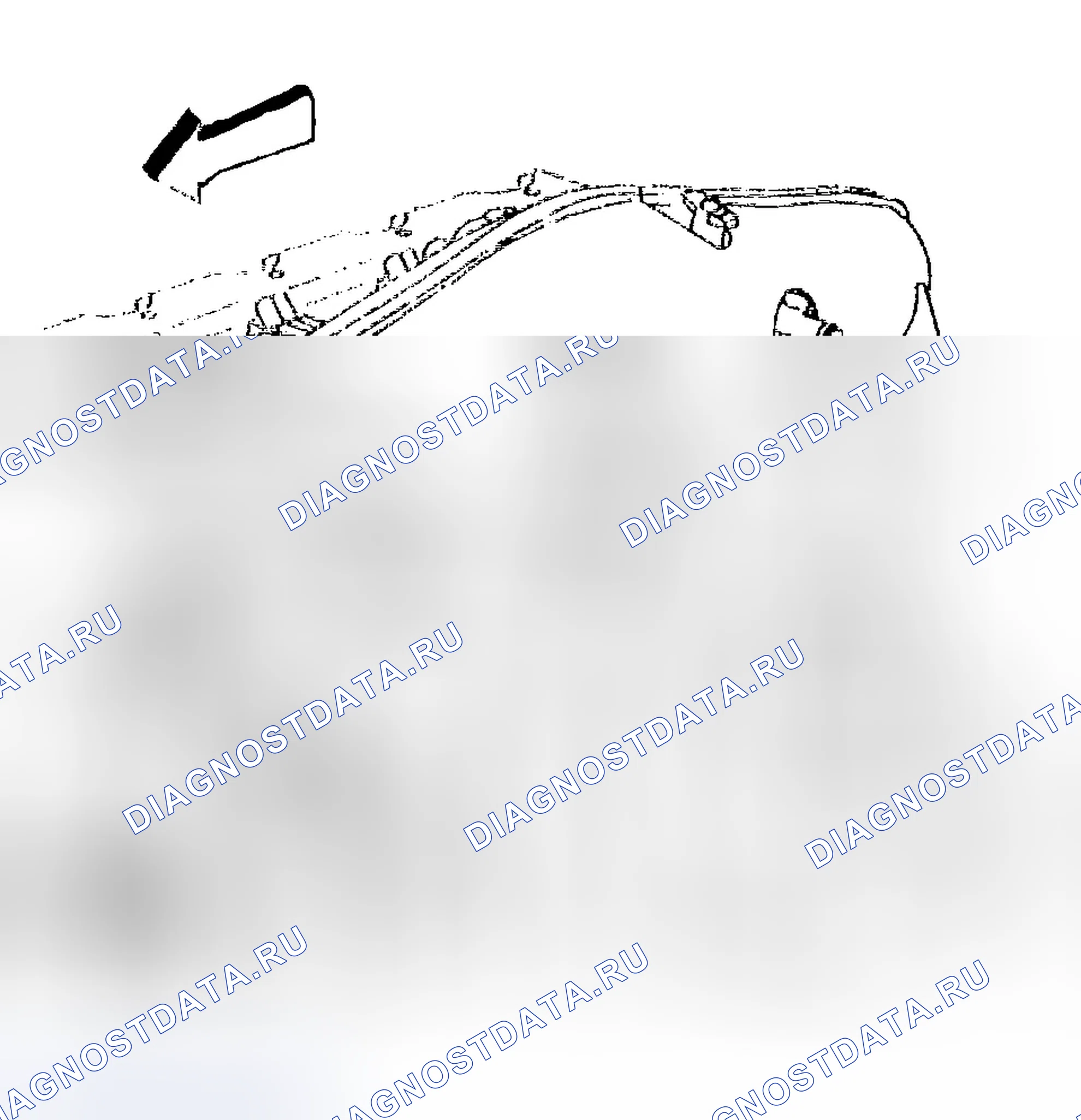
Схема №1258
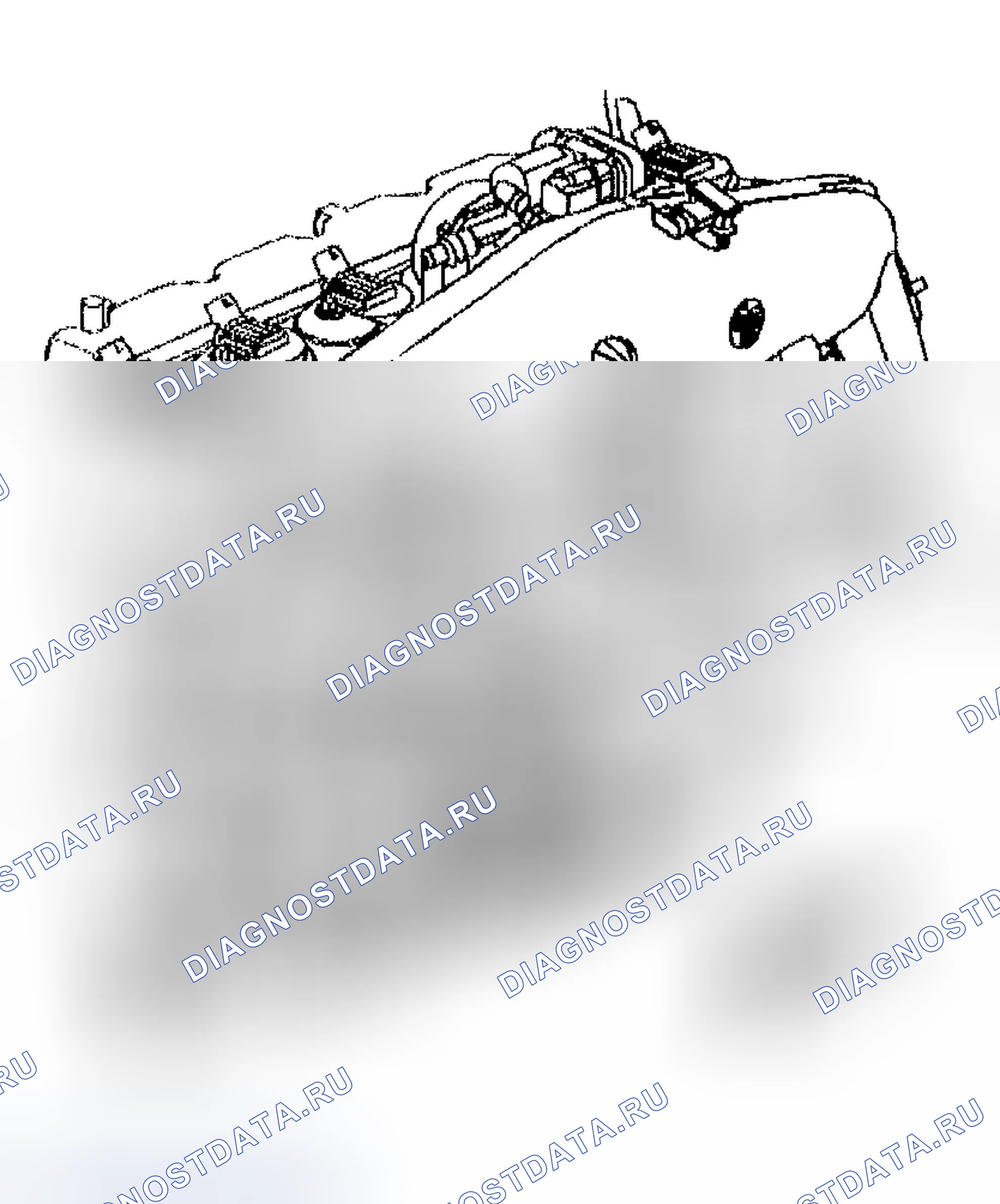
Схема №1259
- Установите новую прокладку впускного коллектора. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЛЕНИИ " в разделе " Предостережения и примечания ".
- Установите впускной коллектор на двигатель и закрепите его болтами. Затяните болты впускного коллектора до 10 Н · м (89 фунтов на дюйм).
- Установите генератор согласно указаниям в разделе ЗАМЕНА ГЕНЕРАТОРА (4.2л ДВИГАТЕЛЬ) или в разделе Двигатель электрический.
- Установите тормозной шланг на бустер.
- Смажьте внутренний диаметр вентиляционного шланга картера Gm P / N 12345884 (канадский P / N 5728223) или эквивалентным.
- Установите шланг вентиляции картера.
- Установите электрический соединитель датчика МАП.
- Установите кронштейн жгута двигателя, закрепите его болтом, затяните и затяните болт кронштейна жгута двигателя до 50 Н.м.
- Установите вентиляционный шланг переднего дифференциала на зажим кронштейна подвесной системы двигателя.
- Установите все жгуты в исходное место на кронштейн жгута двигателя.
- Установите МУП согласно " МОДУЛЮ УПРАВЛЕНИЯ ТРАНСМИССИЕЙ ".
- Установите корпус дросселя (см. " КОРПУС ДРОССЕЛЯ ").
Схема №1260
Схема №1261
Схема №1262
Схема №1263
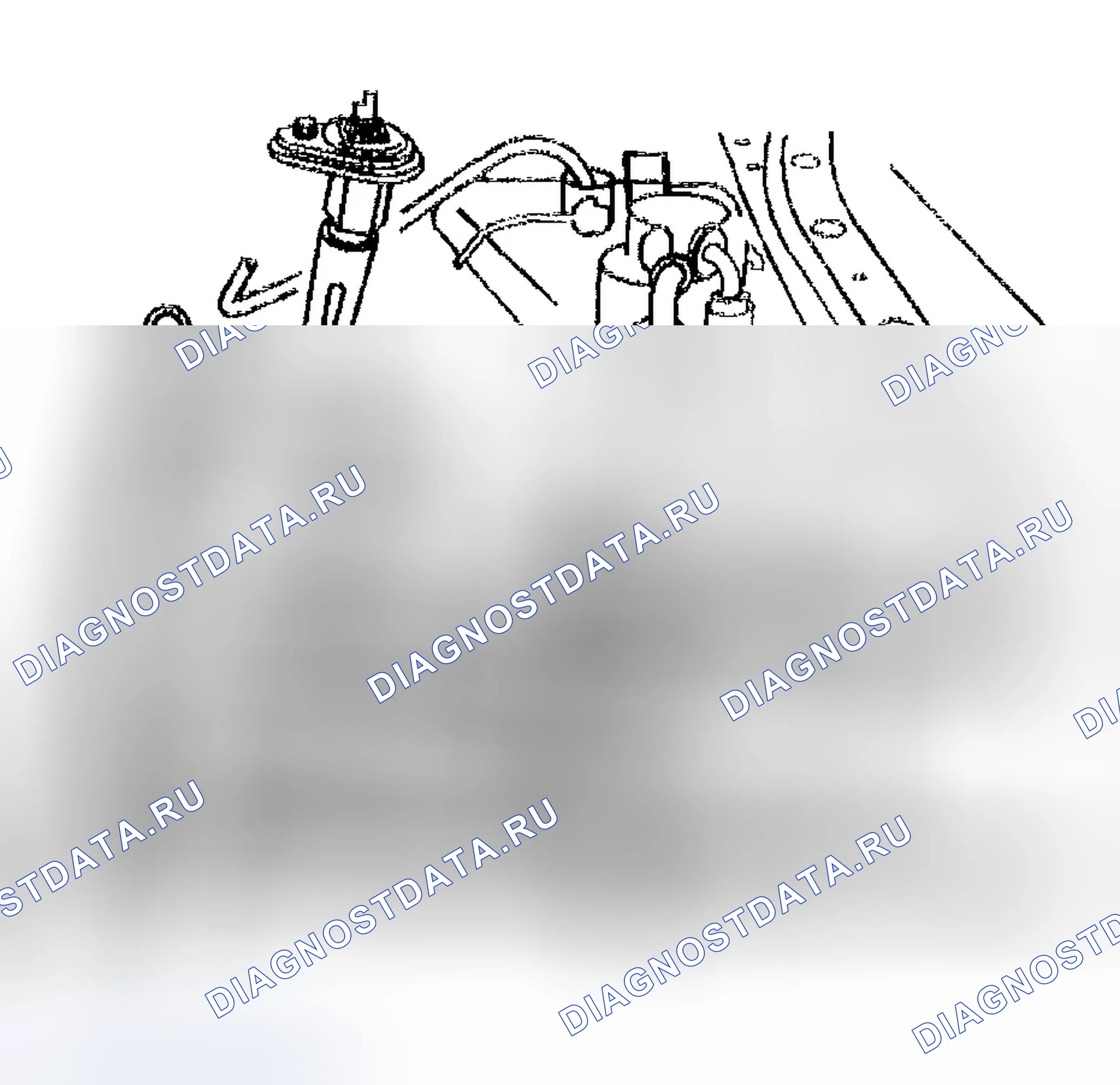
Схема №1264
Схема №1265
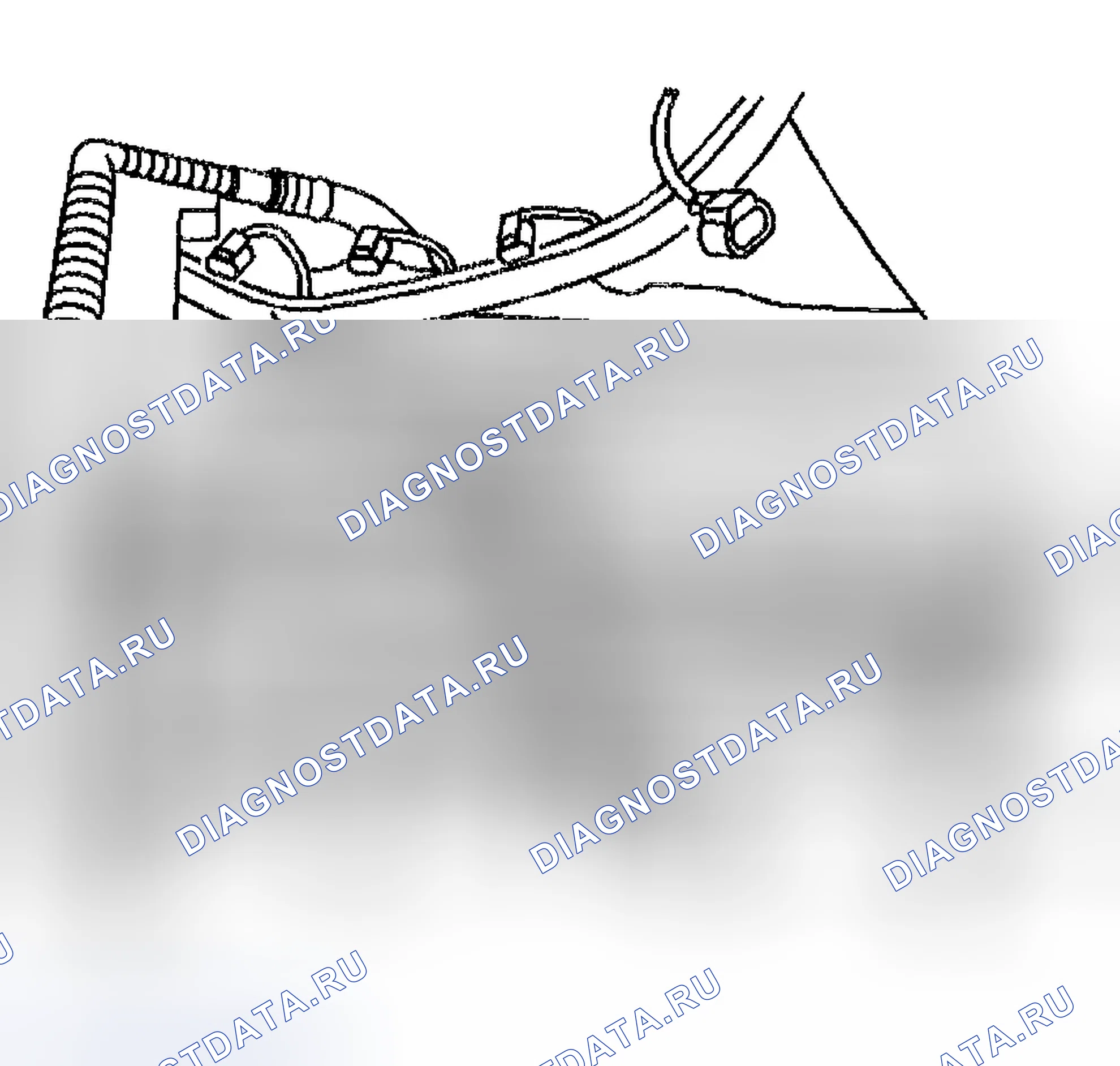
Схема №1266
- Снимите впускной коллектор в соответствии с разделом " ЗАМЕНА ВПУСКНОГО КОЛЛЕКТОРА ".
- Разрядите кондиционер. См. РЕКУПЕРАЦИЯ И ПЕРЕЗАРЯДКА ХЛАДАГЕНТА в системах отопления, вентиляции и кондиционирования воздуха.
- Снимите линию A / C с гайки кронштейна трубки указателя уровня масла.
- Снимите линию кондиционирования воздуха с аккумулятора.
- Выверните болт кронштейна ЛА из крюка подъема двигателя.
- Снимите кронштейн подъема двигателя.
- Отсоедините электрические разъемы модуля управления зажиганием.
- Ослабьте и снимите болты модуля управления зажиганием.
- Снимите модуль управления зажиганием.
- Отсоедините корпус электрического жгута двигателя от крышки распределительного вала (1), стараясь не повредить зажимы, удерживающие корпус на месте.
- Отсоедините электрический соединитель жгута впрыска топлива.
- Ослабьте и снимите болты крышки распределительного вала.
- Снимите крышку распределительного вала.
- Очистите и осмотрите крышку распределительного вала. См. " Очистка и осмотр крышки распределительного вала ".
Схема №1267
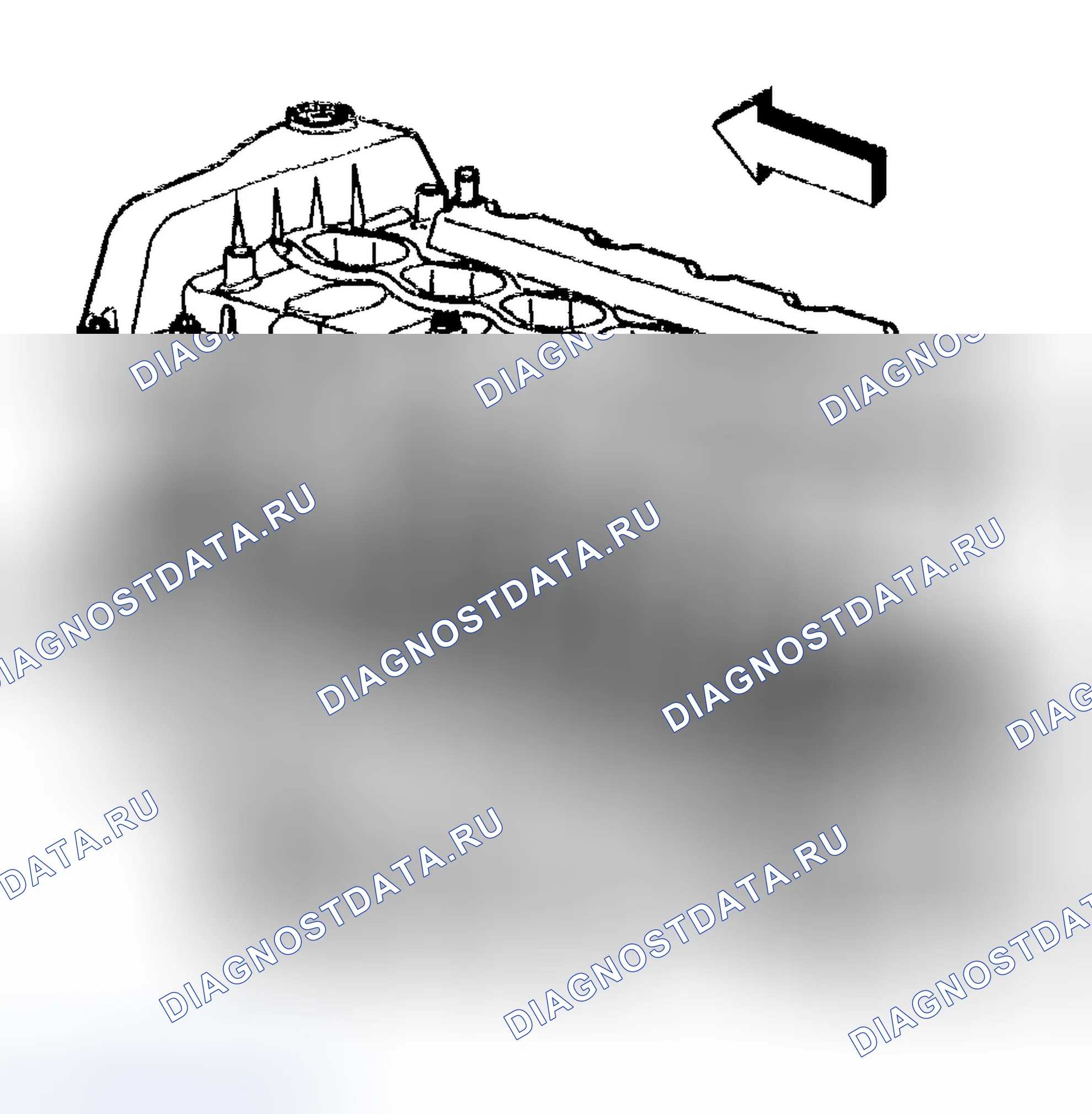
Схема №1268
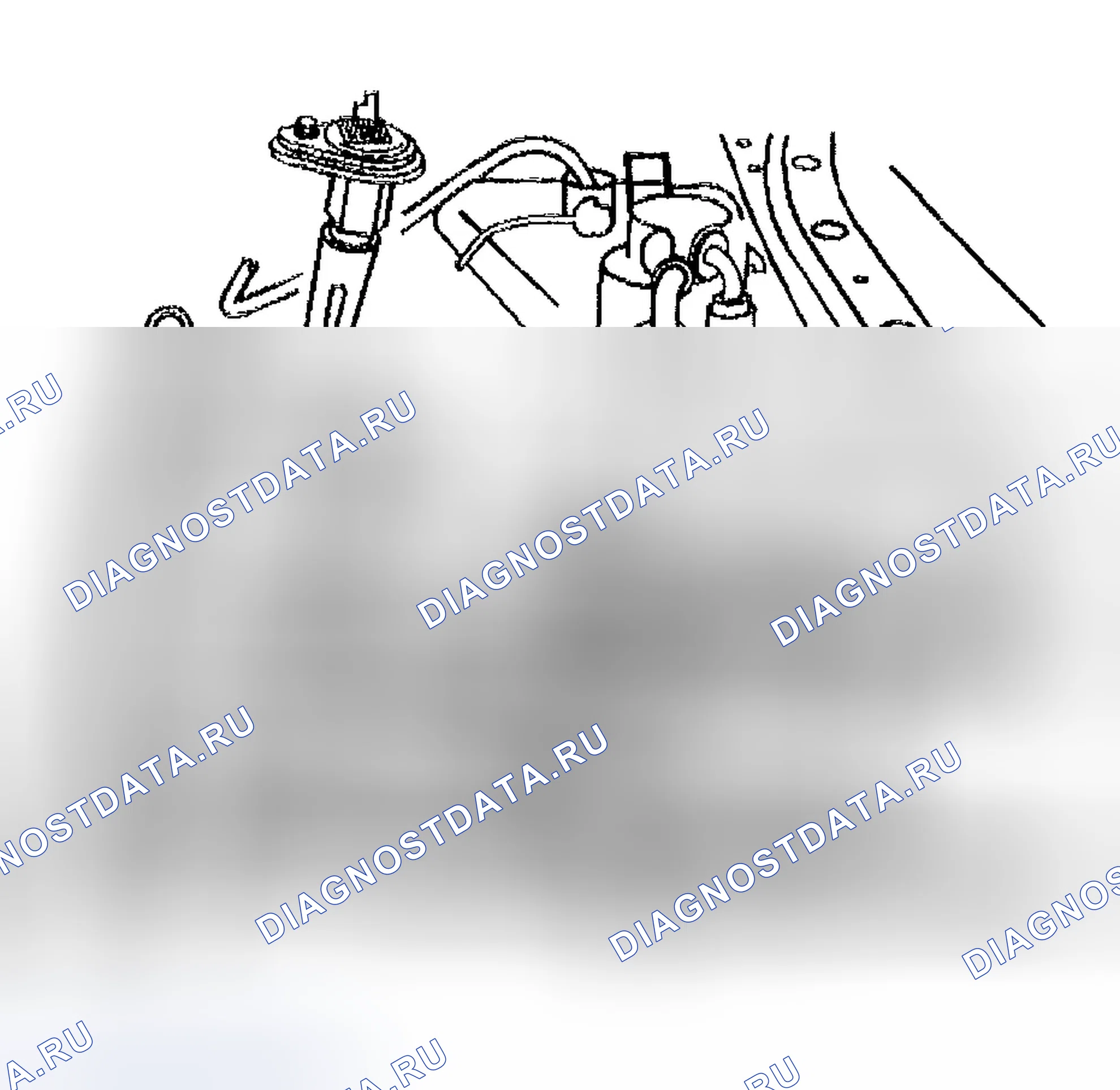
Схема №1269
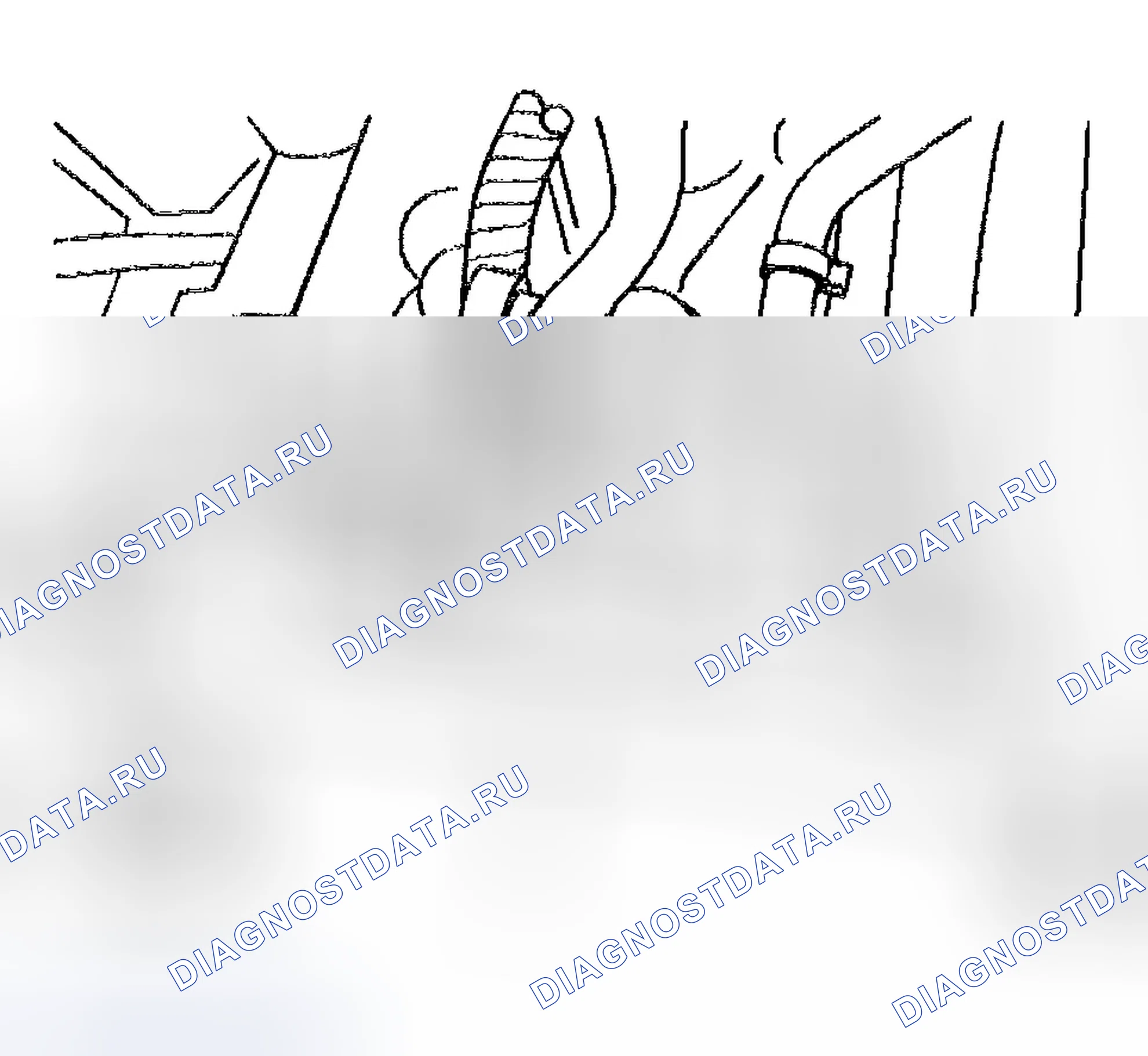
Схема №1270
Схема №1271
- Установите новое уплотнение крышки распределительного вала.
- Установите новые резиновые уплотнения модуля управления зажиганием. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЕЖЕ " в Предостережениях и уведомлениях.
- Установите крышку распределительного вала и закрепите болтами крышки кулачка. Затяните болты крышки распределительного вала до 10 Н.м (89 фунтов в дюйм).
- Установить модули управления зажиганием и закрепить модули болтами. Затянуть Затянуть болты катушки зажигания до 10 Н.м (89 фунтов в дюйм).
- Подсоедините электрические разъемы модуля управления зажиганием.
- Установите электрические соединители топливной форсунки.
- Установите корпус электрожгута двигателя 1.
- Установите кронштейн линии кондиционирования воздуха на шпильку трубки указателя уровня масла и закрепите его гайкой. Затяните гайку кронштейна линии кондиционирования воздуха на 7 Н.м (62 фунта на дюйм).
- Установите подъемный кронштейн двигателя и закрепите подъемный крюк болтами. Затяните болты подъемного кронштейна до 50 Н.м.
- Установите кронштейн линии A / C на подъемный кронштейн двигателя и закрепите кронштейн A / C болтом. Затяните болт кронштейна A / C до 10 Н · м (89 фунтов на дюйм).
- Установите впускной коллектор согласно разделу " ЗАМЕНА ВПУСКНОГО КОЛЛЕКТОРА ".
- Перезарядите систему кондиционирования воздуха. См. ВОССТАНОВЛЕНИЕ ХЛАДАГЕНТА И ПЕРЕЗАРЯДКА в системах отопления, вентиляции и кондиционирования воздуха.
Процедура хонингования
| Внимание | См. раздел " ОСТОРОЖНО, ЗАЩИТНЫЕ ОЧКИ " в разделах " Предостережения " и " Примечания ". |
|---|
Схема №1272

- При хонинговании отверстий цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые острые камни надлежащего сорта на количество снимаемого материала. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. НЕ оттачивайте до конечного сорта крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы были удалены с помощью камней мелкого сорта. Выполните окончательное хонингование мелким камнем и отточите отверстие цилиндра по схеме поперечной штриховки под углом 45-65 градусов для получения надлежащего зазора.
- Во время операции хонингования тщательно проверьте расточку цилиндра. Повторно проверьте посадку отверстия цилиндра с выбранным поршнем. Все измерения отверстия поршня или цилиндра следует производить с компонентами при нормальной комнатной температуре.
- При хонинговании для устранения конусности в расточке цилиндра используйте полные ходы по всей длине расточки цилиндра. Повторно проверьте измерение в верхней, средней и нижней части отверстия цилиндра. Финишные отметки должны быть чистыми, но не острыми. На отделочных марках не должно быть внедренных частиц или разорванного или сложенного металла.
- После завершения восстановленные отверстия цилиндров должны иметь меньше или соответствовать указанным требованиям к некруглости и конусности.
- 5.2. Тщательно промойте отверстия цилиндров чистой горячей водой. 5.3. Просушите отверстия цилиндров чистой ветошью. 5.4. Не допускайте, чтобы абразивный материал оставался в отверстиях цилиндров. Абразивный материал может привести к преждевременному износу новых поршневых колец и отверстий цилиндров. Абразивные подшипники могут привести к загрязнению двигателя.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для указанного цилиндра, на который он был установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Порядок бурения
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
Схема №1273
- Перед началом операции хонингования или реборинга измерьте все новые поршни микрометром, контактирующим в точках, находящихся точно под углом 90 градусов от осевой линии поршневого пальца.
- Припилите верхнюю часть блока цилиндров, чтобы удалить грязь или заусенцы перед использованием любого типа борштанги.
- Следуйте инструкциям производителя по использованию бурильного оборудования.
- При переборке цилиндров убедитесь, что все крышки подшипников коленчатого вала установлены в исходном положении и направлении.
- Затяните крышки подшипников коленчатого вала до соответствующих характеристик крутящего момента, чтобы избежать искажения отверстий цилиндров при окончательной сборке.
- При выполнении окончательного реза с помощью борштанги оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования. Это придает требуемое положение спецификациям зазора цилиндров. Тщательно выполните операцию хонингования и расточки, чтобы сохранить заданные зазоры между поршнями, поршневыми кольцами и расточками цилиндров.
Как отремонтировать резьбу
Необходимые инструменты
- J 42385-400 Комплект для ремонта резьбы
- J 43965 Удлинительный комплект
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа. В процессе установки вкладыша инструмент установочного драйвера производит холодную накатку нижней внутренней резьбы и расширение нижней наружной резьбы вкладыша в основной материал. Это действие механически фиксирует вставку на месте.
Набор инструментов J 42385-400 предназначен для использования либо с подходящим воротком, либо с двигателем сверла. Ограниченный доступ и ремонт большего отверстия могут быть лучше обработаны с помощью воротка. Расширение J 43965 также может потребоваться для привода инструмента для ремонта резьбы в зависимости от доступа к ремонтируемому отверстию.
Схема №1274
Очень важно, чтобы сверление, зенкование и нарезание резьбы в ремонтируемом отверстии осуществлялось по той же осевой линии, что и в исходном отверстии.
Схема №1275
Во время сверления и постукивания по ремонтируемому отверстию обеспечьте последовательную обработку инструмента перпендикулярно поверхности основного материала.
Схема №1276
Восстановление утопленной резьбы
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Использование смазочно-охлаждающей жидкости Gm P / N США 1052864, Gm P / N Канада 992881, Wd 40 ® или аналогичной рекомендуется при выполнении процедур бурения, зенкования и нарезания резьбы. НЕ извлекайте оригинальную стопорную манжету из сверла с зенковкой. |
|---|
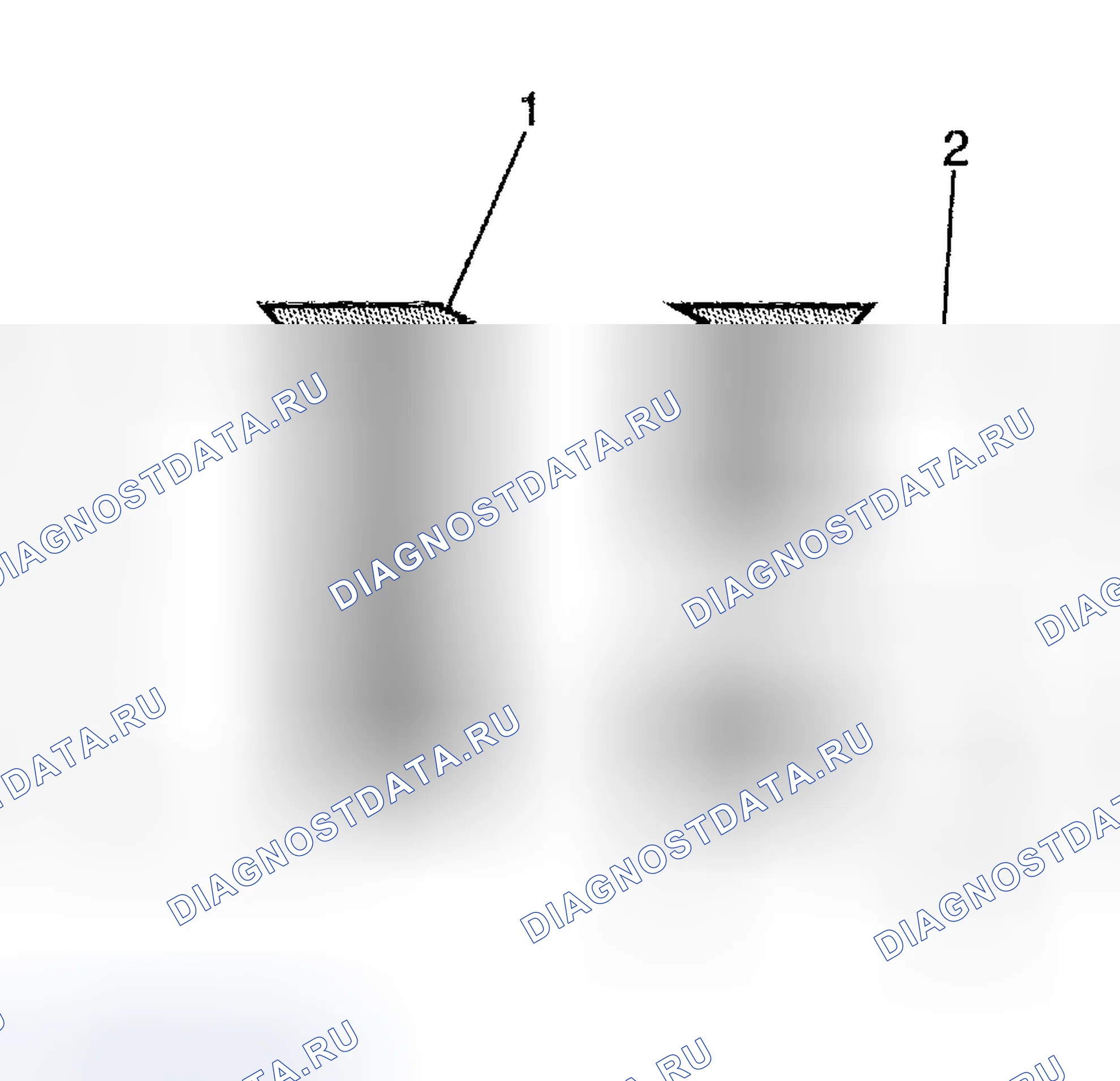
При установке на соответствующую глубину фланец вставки (1) будет упираться в расточку (2) просверленного/резьбового отверстия.
Схема №1277
Схема №1278
Схема №1279
Схема №1280
Схема №1281
Схема №1282
Схема №1283
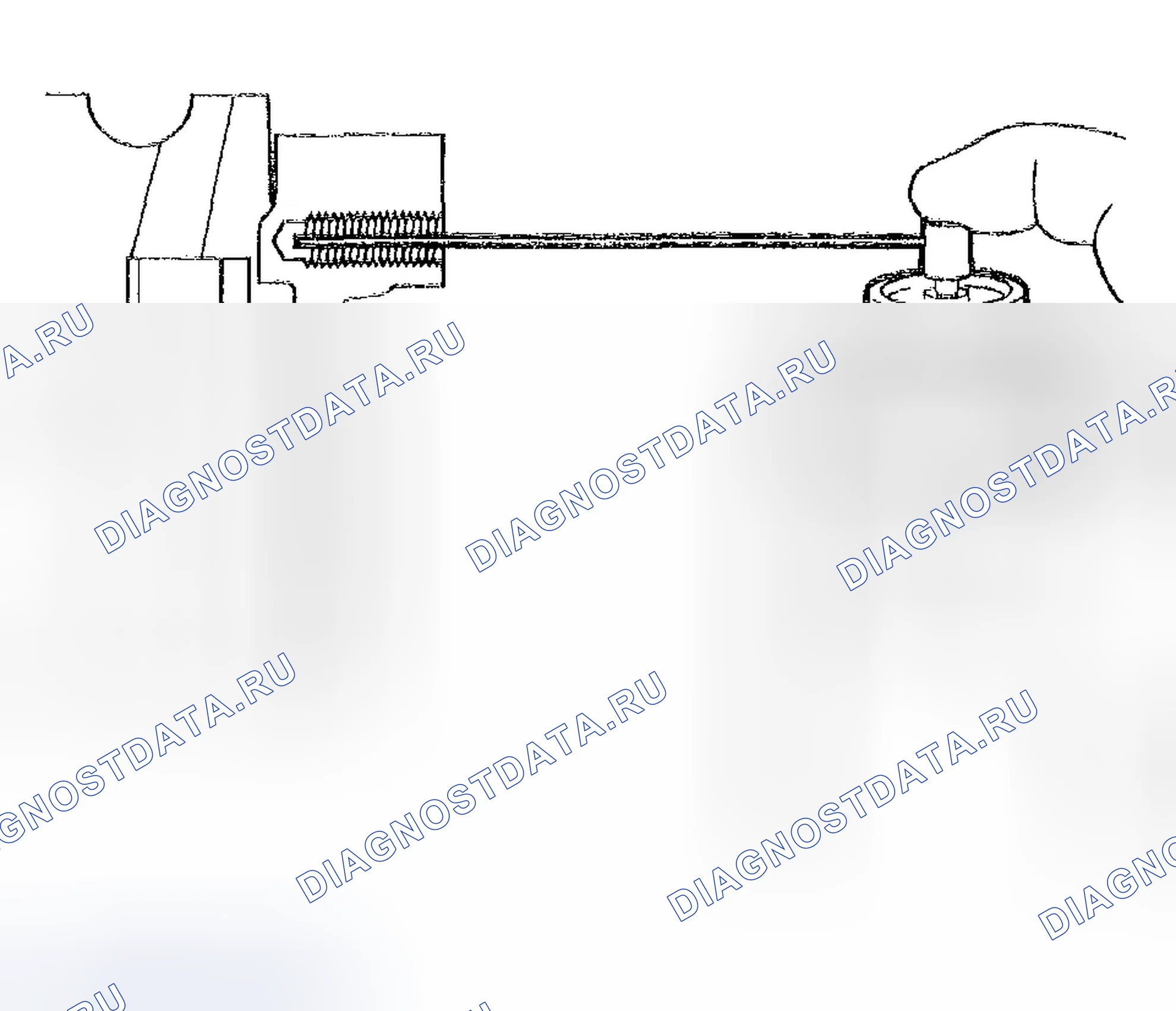
Схема №1284
Схема №1285
Схема №1286
Схема №1287
Схема №1288
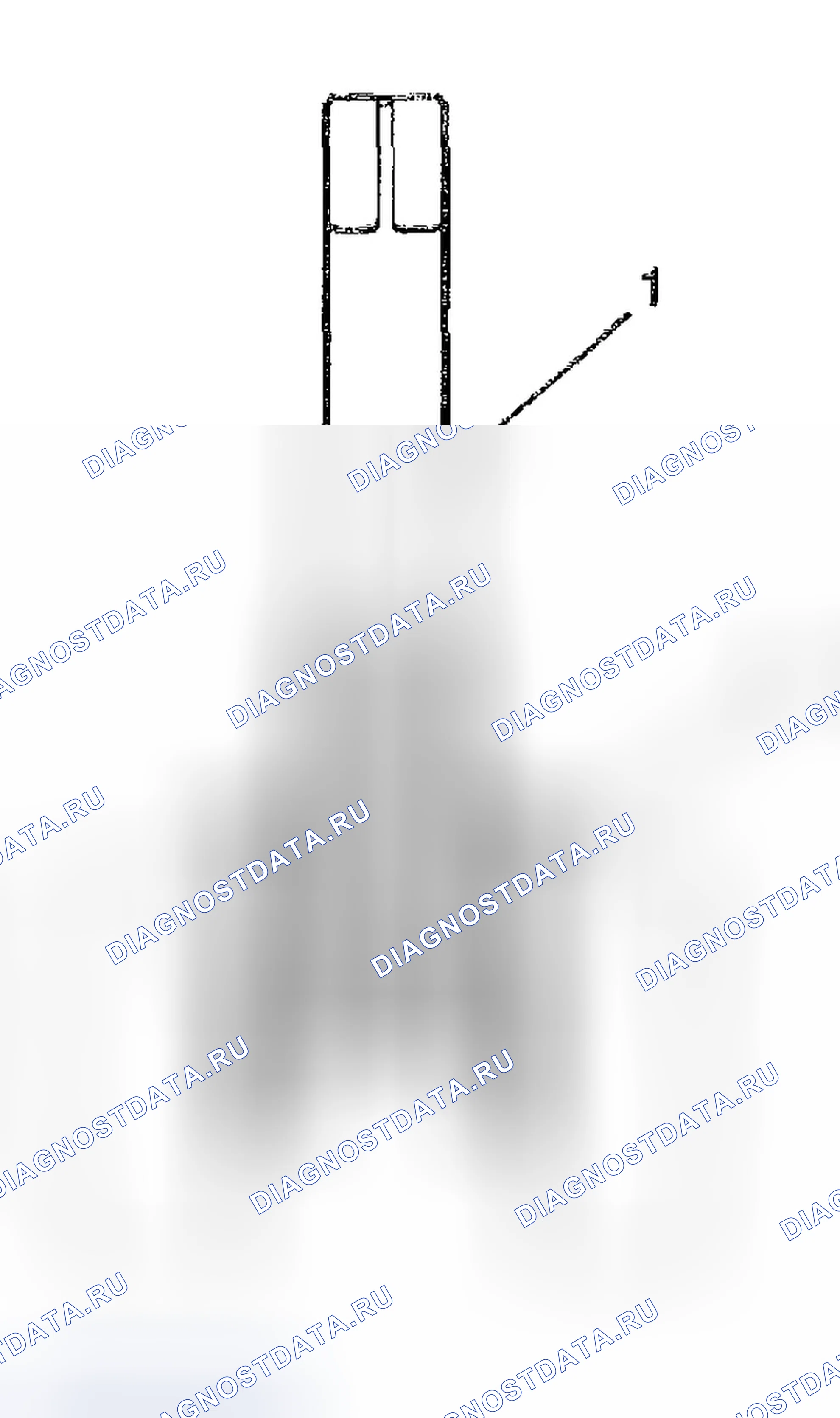
Схема №1289
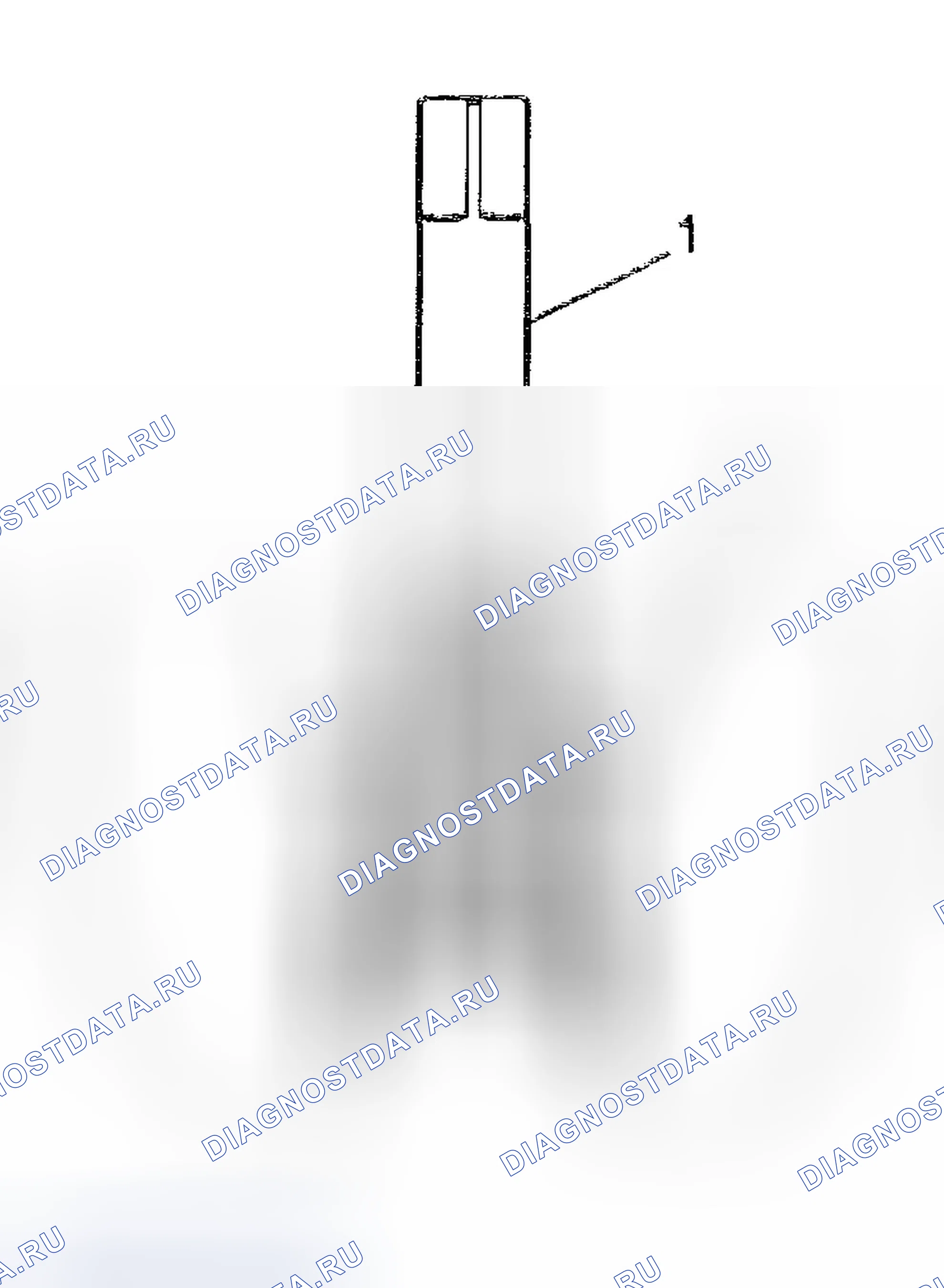
Схема №1290
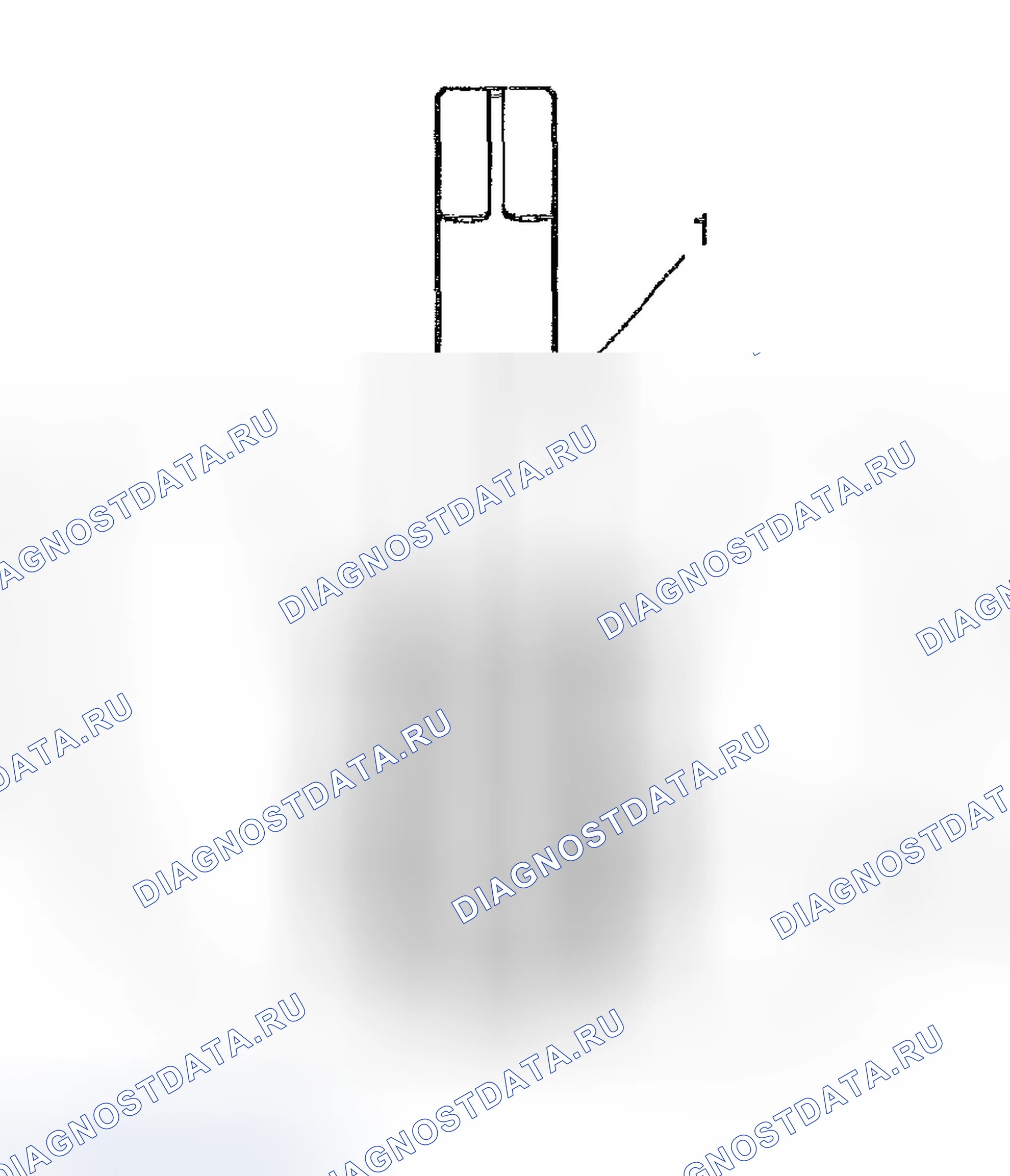
Схема №1291
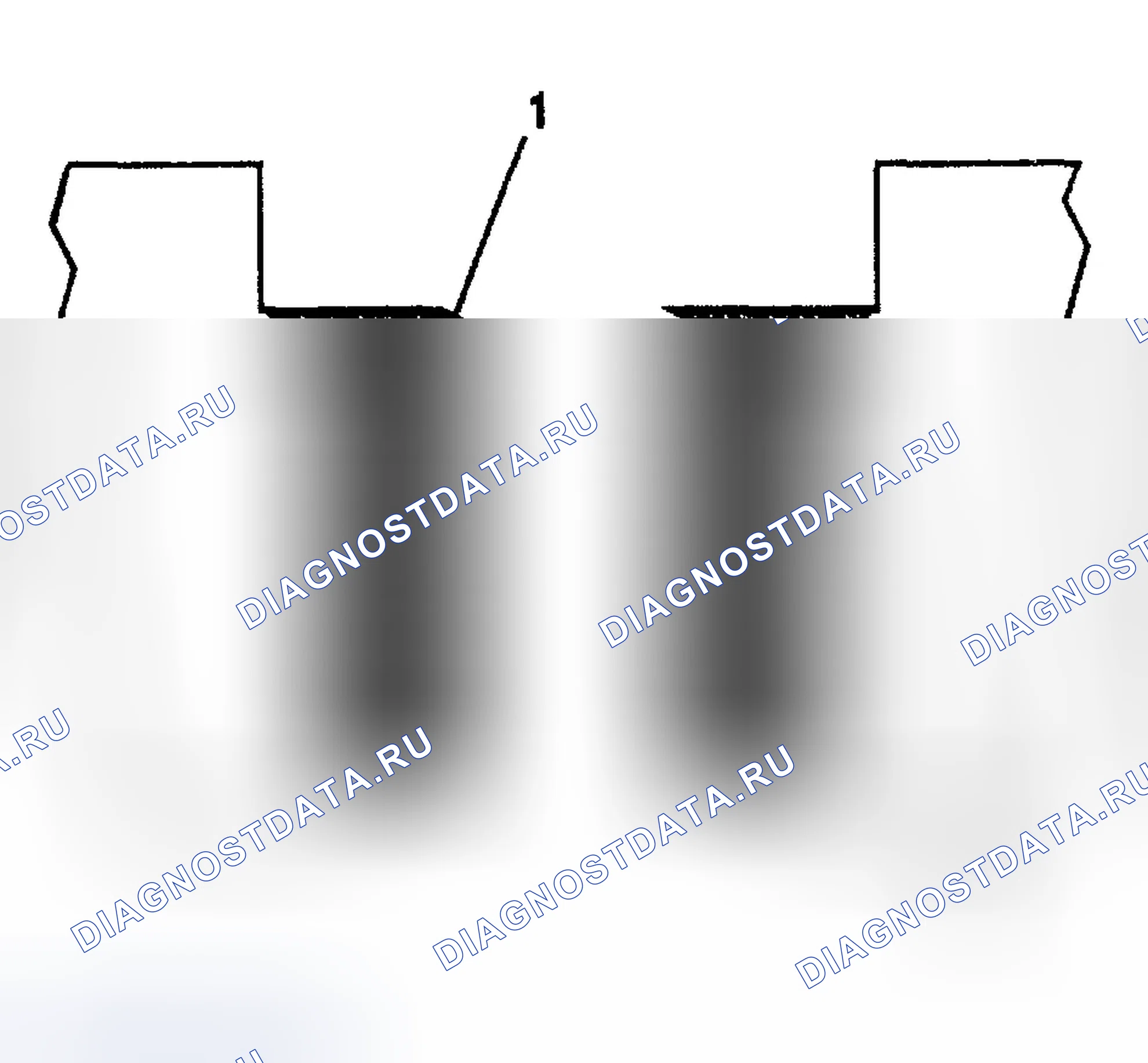
Схема №1292
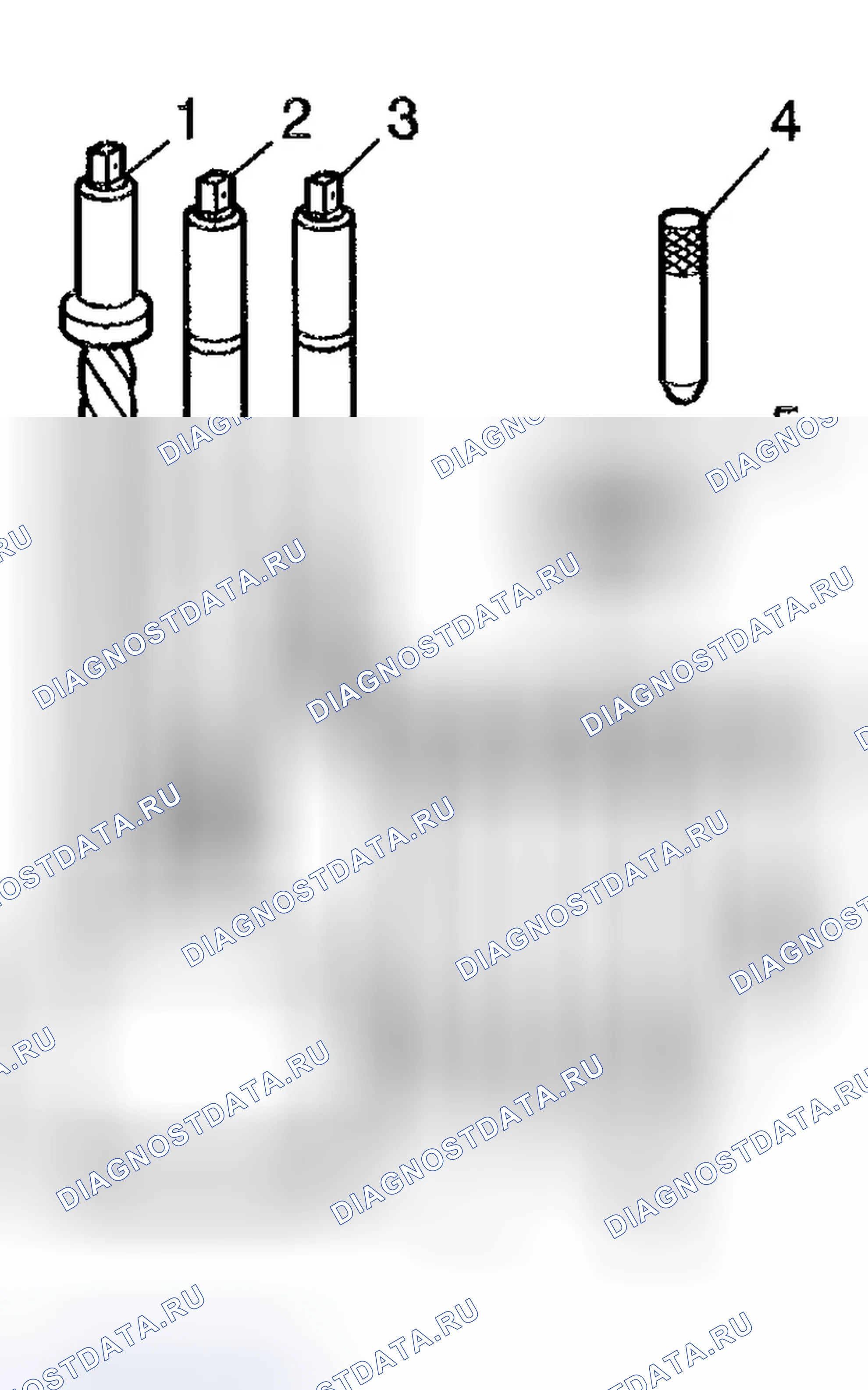
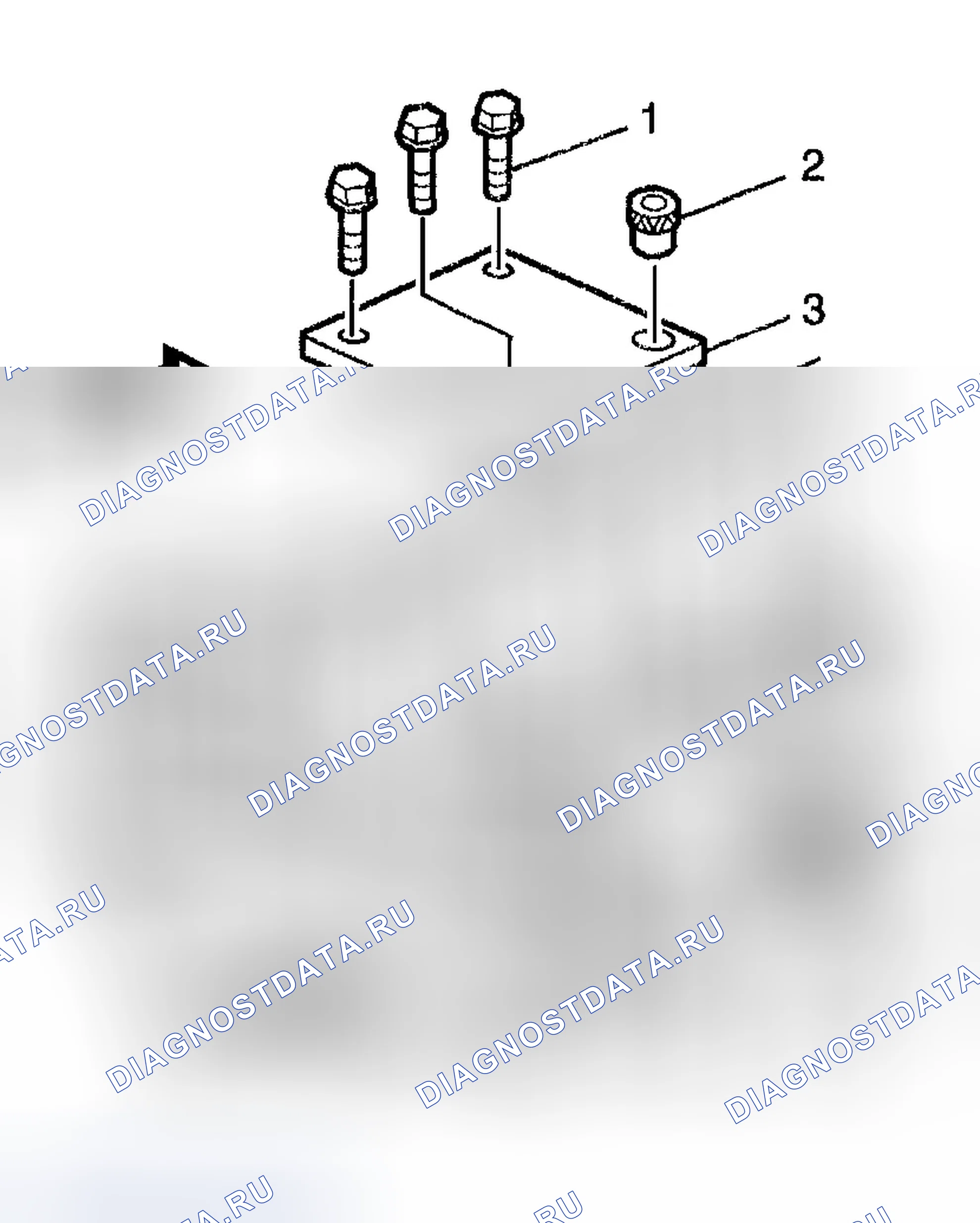
- При необходимости установите на сверло-цековку (1) стопорную манжету (2). ВАЖНО: В процессе сверления необходимо неоднократно удалять сверло и очищать от стружки отверстие и желоба сверла. Сверлить отверстие до соприкосновения стопорной манжеты с поверхностью основного материала.
- Высверлите резьбу поврежденного отверстия. ВАЖНО: Вся стружка должна быть удалена из просверленного отверстия перед постукиванием.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Во время процесса постукивания необходимо многократно удалять метчик и чистить стружку из отверстия и желобков метчика. Убедитесь, что метчик создал полную резьбу хотя бы на глубину, равную длине вставки.
- Используя подходящий ключ для постукивания, постукивайте по резьбе просверленного отверстия. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия перед установкой вставки.
- Используя сжатый воздух, зачистите любую стружку.
- Очиститель брызг Gm P / N США 12377981, Gm P / N Канада 10953463 или эквивалент в резьбовое отверстие. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия до установки вставки.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с наружным диаметром (Od) вставки.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку (2) в резьбовое отверстие. ВАЖНО: Если вставка не будет завинчиваться до тех пор, пока фланец не соприкоснется с цекованной поверхностью, немедленно удалите вставку с помощью инструмента для извлечения винта и осмотрите резьбовое отверстие на наличие оставшейся стружки и / или неправильного постукивания.
- Установите вкладыш до тех пор, пока фланец (2) вкладыша не соприкоснется с цекованной поверхностью. ВАЖНО: Инструмент для установки драйвера затянется до полного ввинчивания через вкладыш. Это приемлемо. Резьба в нижней части вкладыша формируется, и вкладыш механически запирает вкладыш в резьбу основного материала.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Как отремонтировать конический трубный резьбу
Резьбовая ремонтная вставка для конических трубных резьб покрыта прозрачным серебряным цинковым покрытием.
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
| Важно | При выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Gm P / N США 1052864, Gm P / N Канада 992881, Wd 40 ® или эквивалентную. |
|---|
При установке на соответствующую глубину фланец (1) вставки будет посажен на поверхность (2) основного материала просверленного/резьбового отверстия.
Схема №1293
| Важно | В процессе сверления необходимо многократно удалять сверло и очищать стружку из отверстия и желобков сверла. Сверлить отверстие до соприкосновения стопорного бурта с поверхностью основного материала. |
|---|
Схема №1294
Схема №1295
Схема №1296
Схема №1297
Схема №1298
Схема №1299
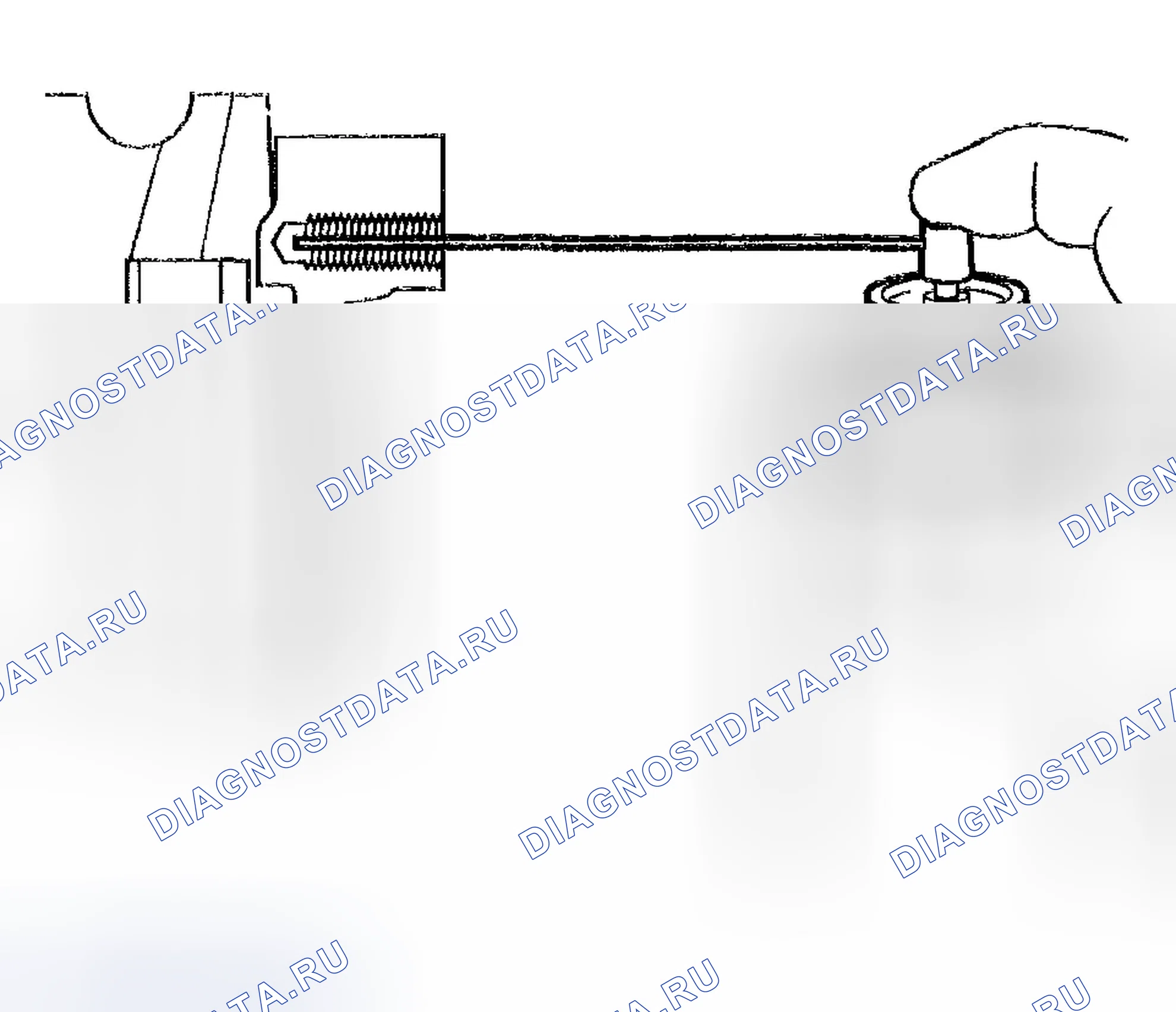
Схема №1300
Схема №1301
Схема №1302
Схема №1303
Схема №1304
Схема №1305
Схема №1306
Схема №1307
Схема №1308
- Высверлите резьбу поврежденного отверстия. ВАЖНО: Вся стружка должна быть удалена из просверленного отверстия перед постукиванием.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Во время процесса постукивания необходимо многократно удалять метчик и чистить стружку из отверстия и желобков метчика. Убедитесь, что метчик создал полную резьбу хотя бы на глубину, равную длине вставки.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Постукивайте по просверленному отверстию до тех пор, пока резьба в верхней части метчика (2) не опустится до поверхности основного материала. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия перед установкой вставки.
- Используя сжатый воздух, зачистите любую стружку.
- Очиститель брызг Gm P / N США 12377981, Gm P / N Канада 10953463 или эквивалент в резьбовое отверстие. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия до установки вставки.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с наружным диаметром (Od) вставки.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку (2) в резьбовое отверстие. ВАЖНО: Если вставка не будет завинчиваться до тех пор, пока фланец не соприкоснется с поверхностью основного материала, немедленно удалите вставку с помощью винтового извлекающего инструмента и осмотрите резьбовое отверстие на наличие оставшейся стружки и / или неправильного постукивания.
- Вставка устанавливается до тех пор, пока фланец (2) вставки не соприкоснется с поверхностью основного материала. ВАЖНО: Инструмент для установки драйвера затянется до того, как будет полностью завинчена вставка. Это приемлемо. Резьба в нижней части вставки формируется, и вставка механически запирает вставку в резьбу основного материала.
- Продолжайте вращать инструмент для установки драйвера (1) до тех пор, пока верхняя часть резьбового участка (2) не вровень с верхней частью вставки (3).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
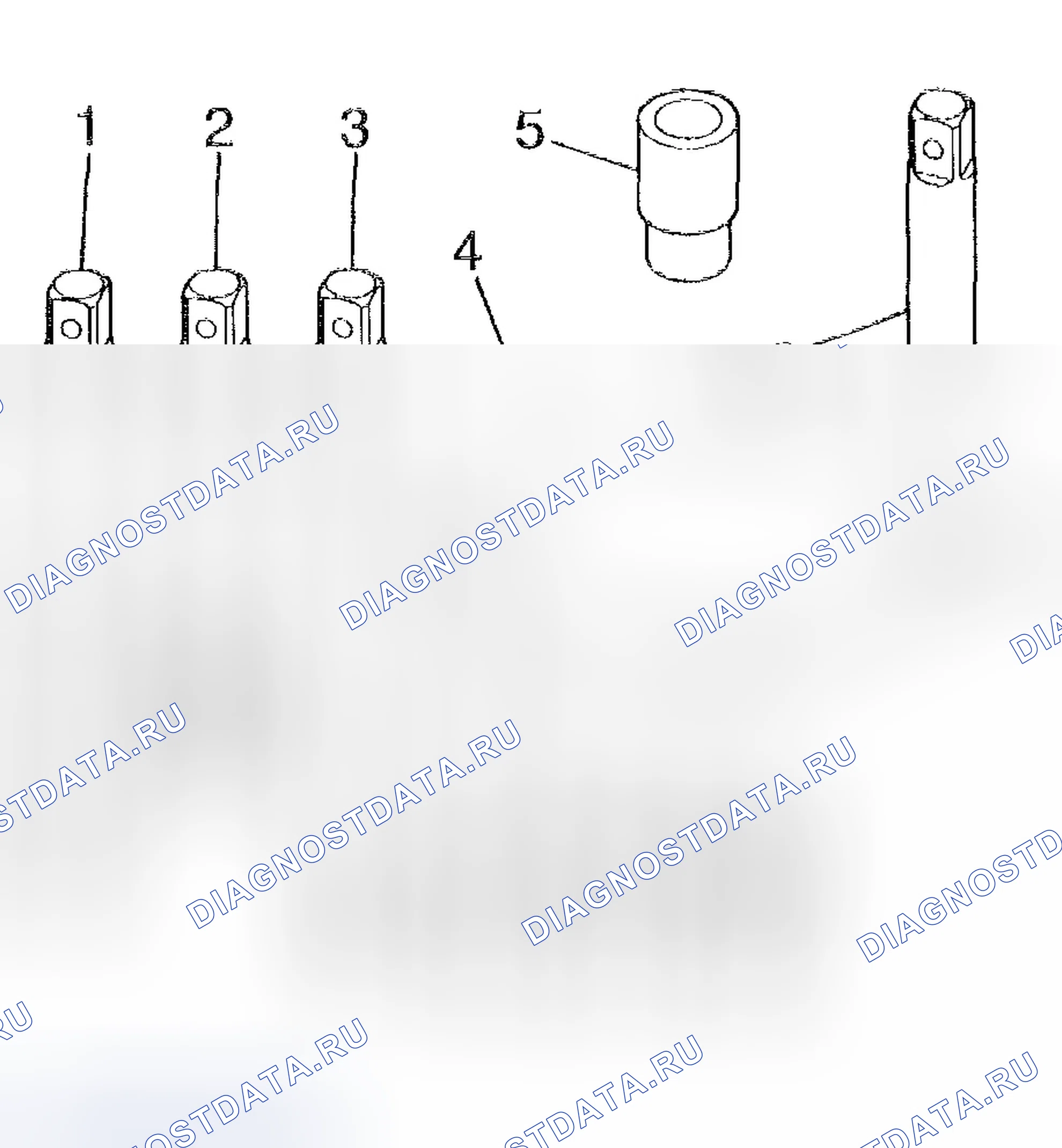
Как отремонтировать резьбу отверстия под болт головок цилиндров
Требуемые инструменты для отверстия под болт головки цилиндров состоят из следующих элементов:
- Сверло (1) J 42385-402
- Кран (2) J 42385-403
- Установочный драйвер (3) J 42385-404
- Юстировочный штифт (4) J 42385-303
- Втулка (5) J 42385-302
- Болты (6) J 42385-421
- Крепежная пластина (7) J 42385-401
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
Схема №1309
| Важно | Удалите крепежную пластину перед установкой вставки с помощью инструмента для установки. Рекомендуется использовать смазочно-охлаждающую жидкость типа Gm P / N США 1052864, Gm P / N Canada 992881, Wd 40 ® или эквивалент при выполнении процедур сверления, зенкования и нарезания резьбы. |
|---|
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
Схема №1310
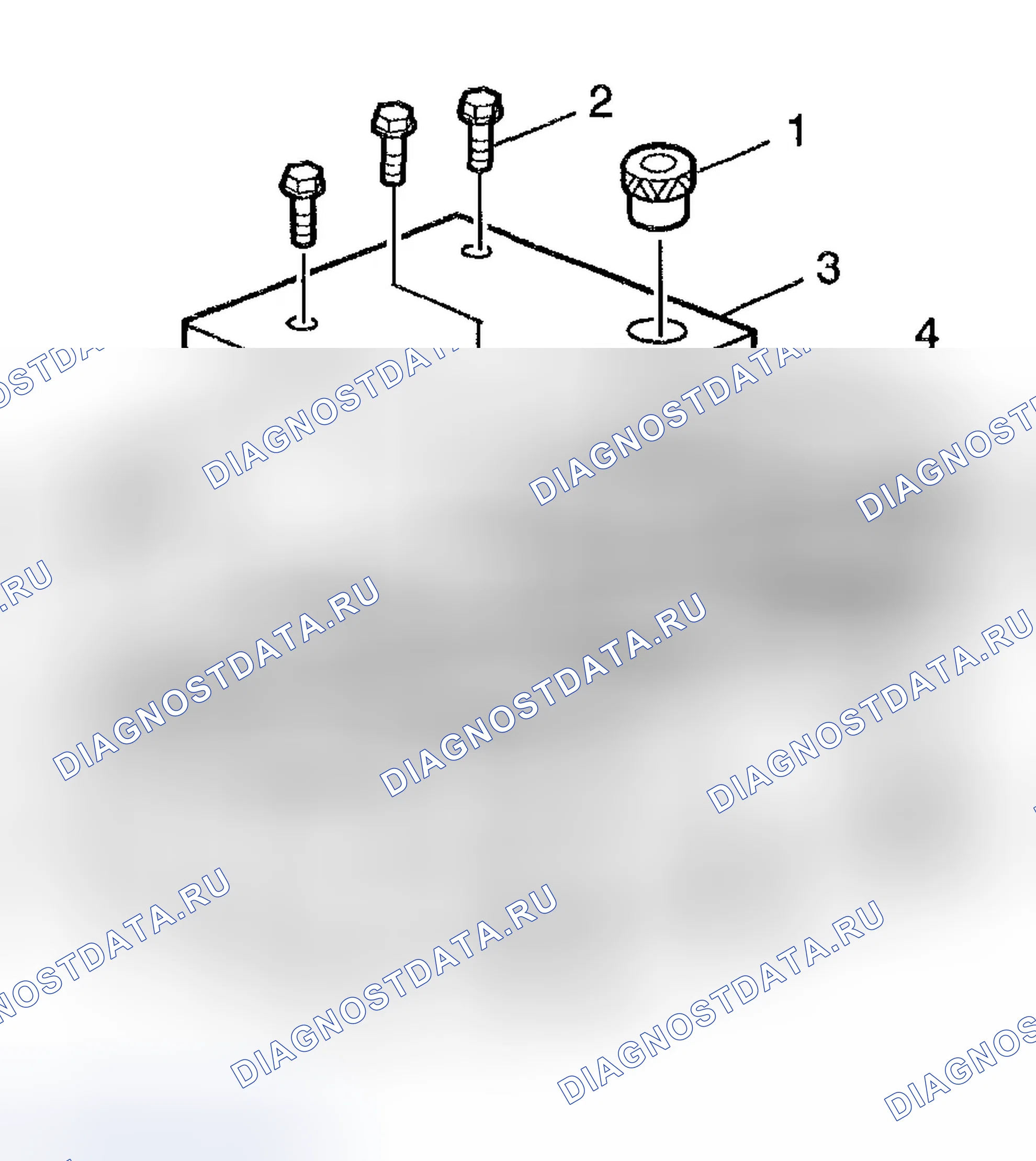
Схема №1311
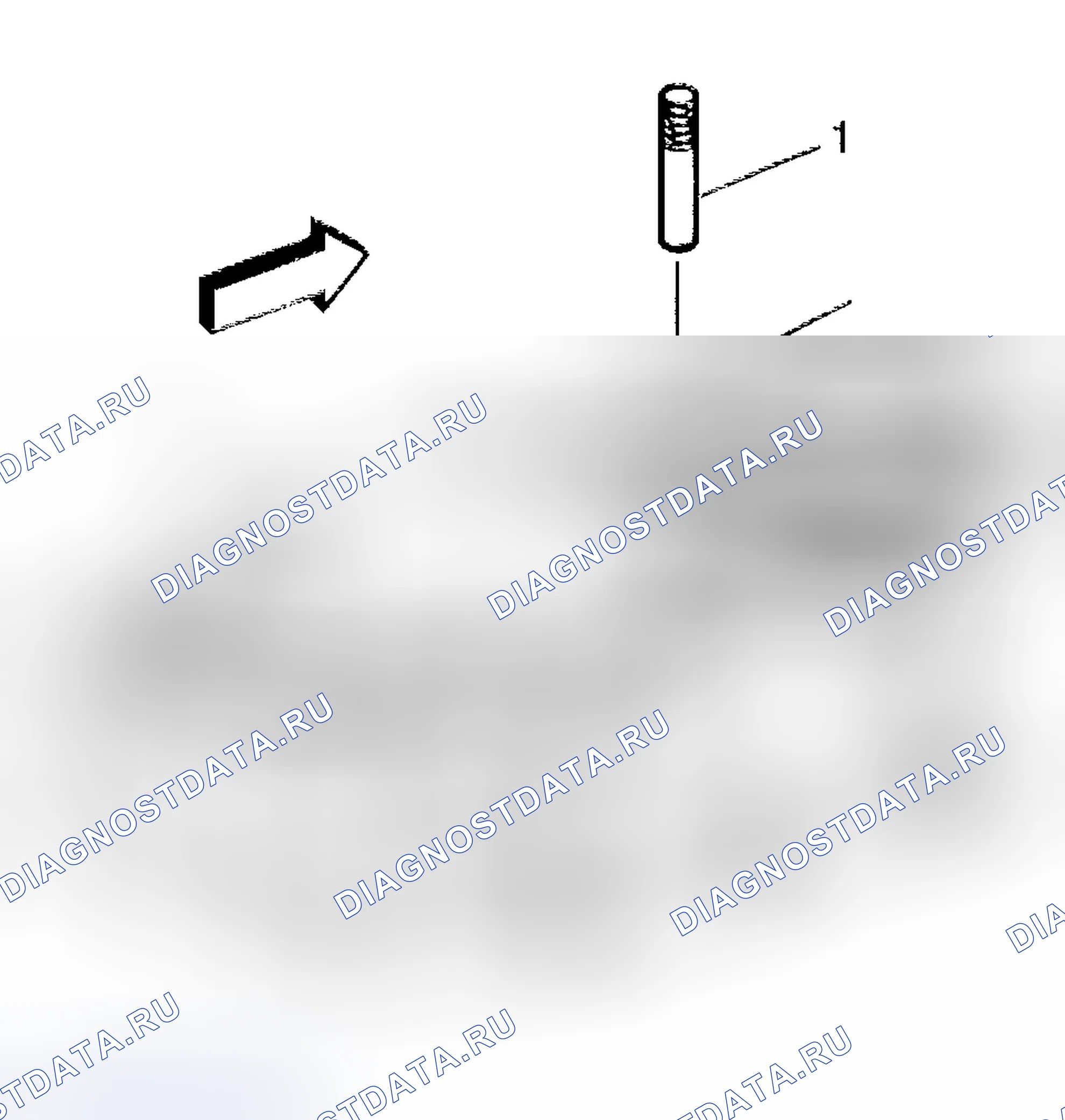
Схема №1312
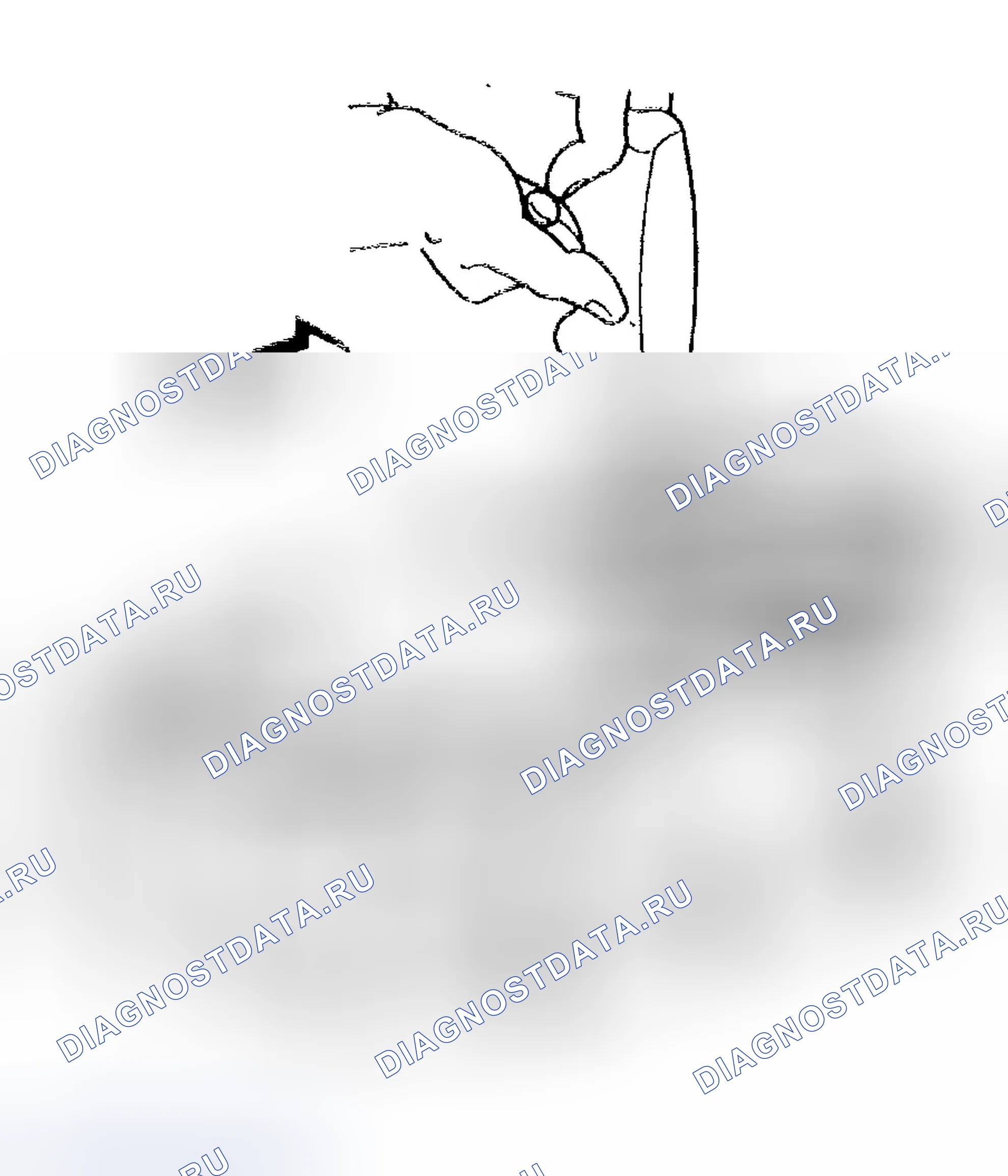
Схема №1313
Схема №1314
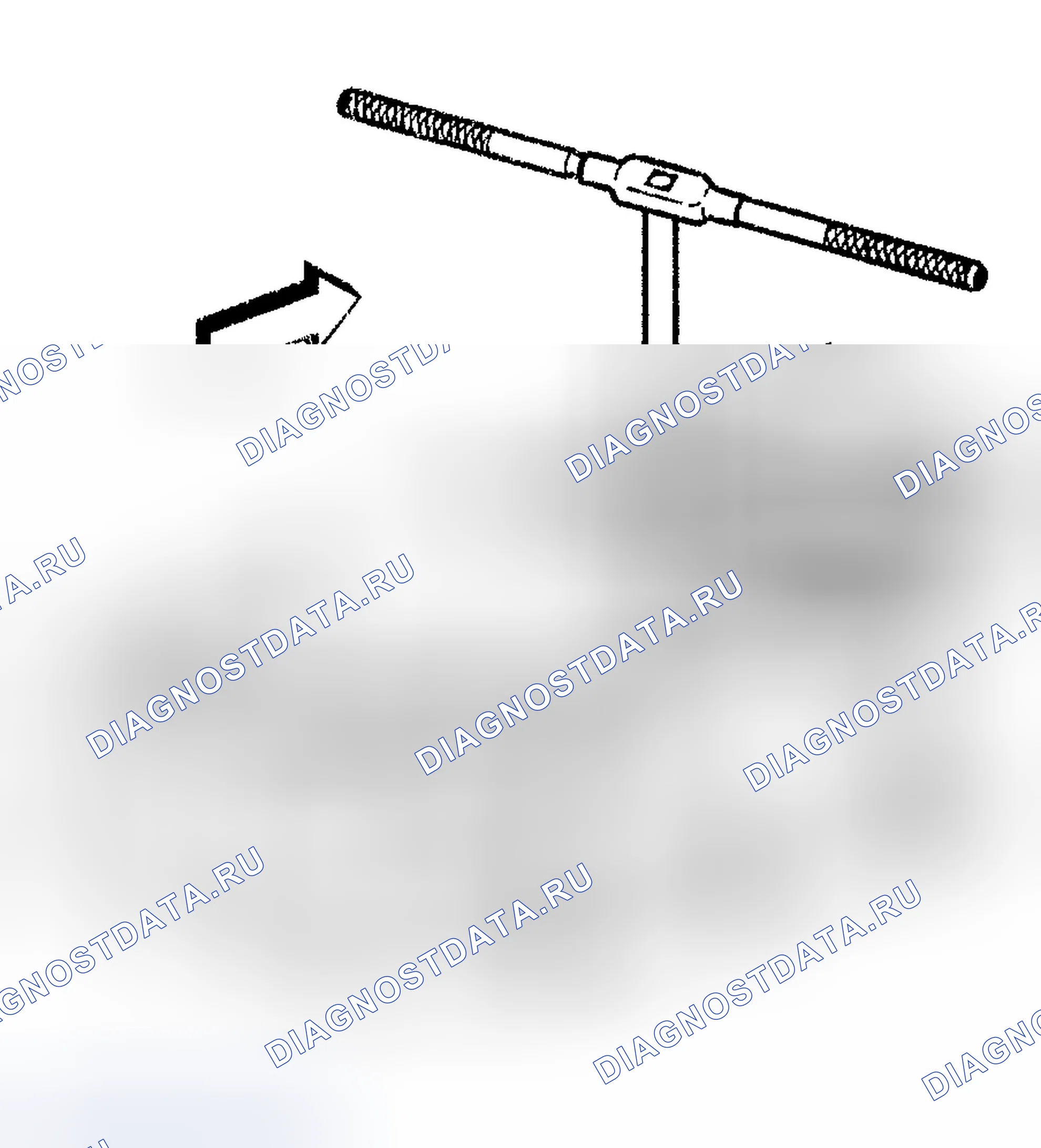
Схема №1315
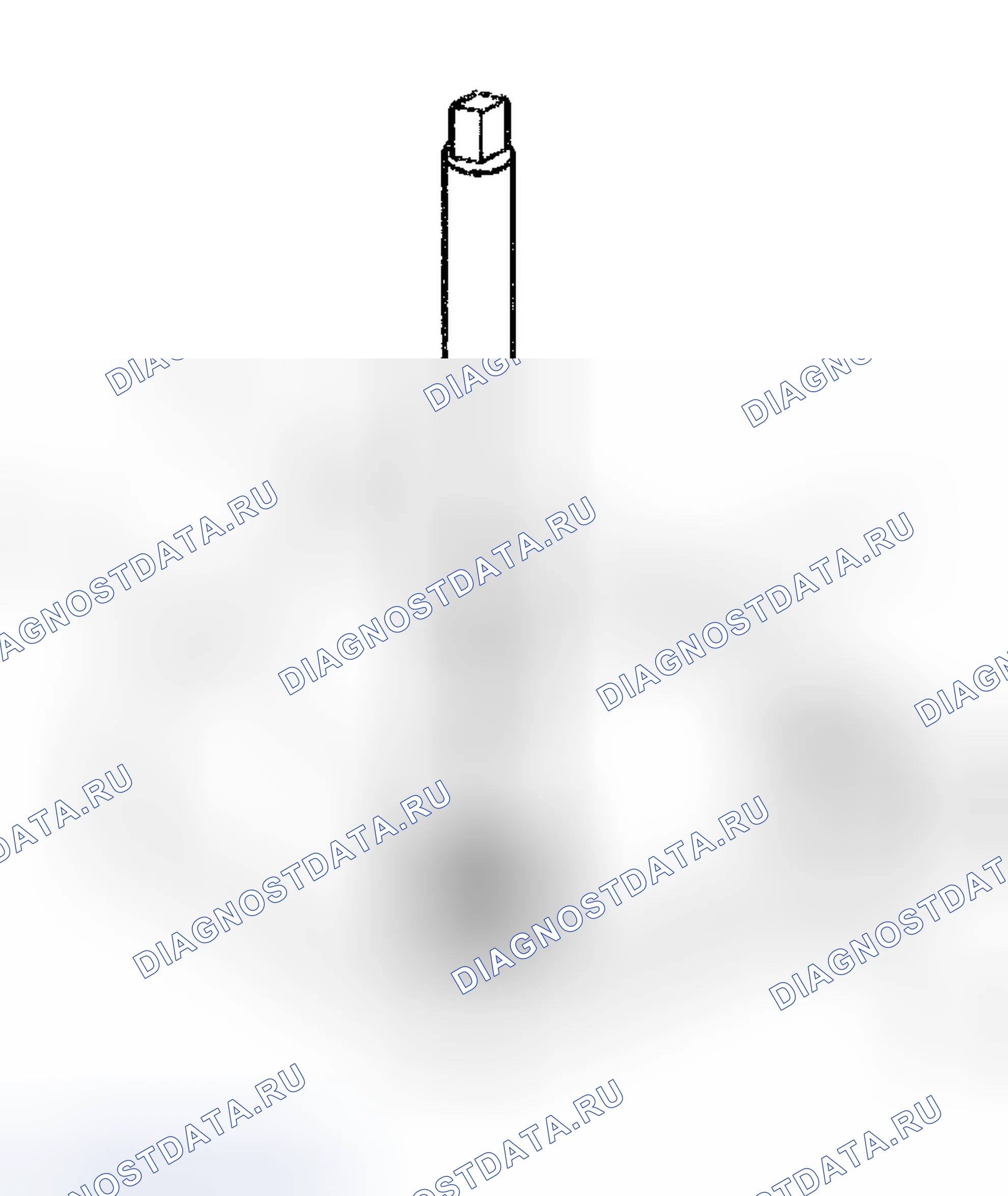
Схема №1316
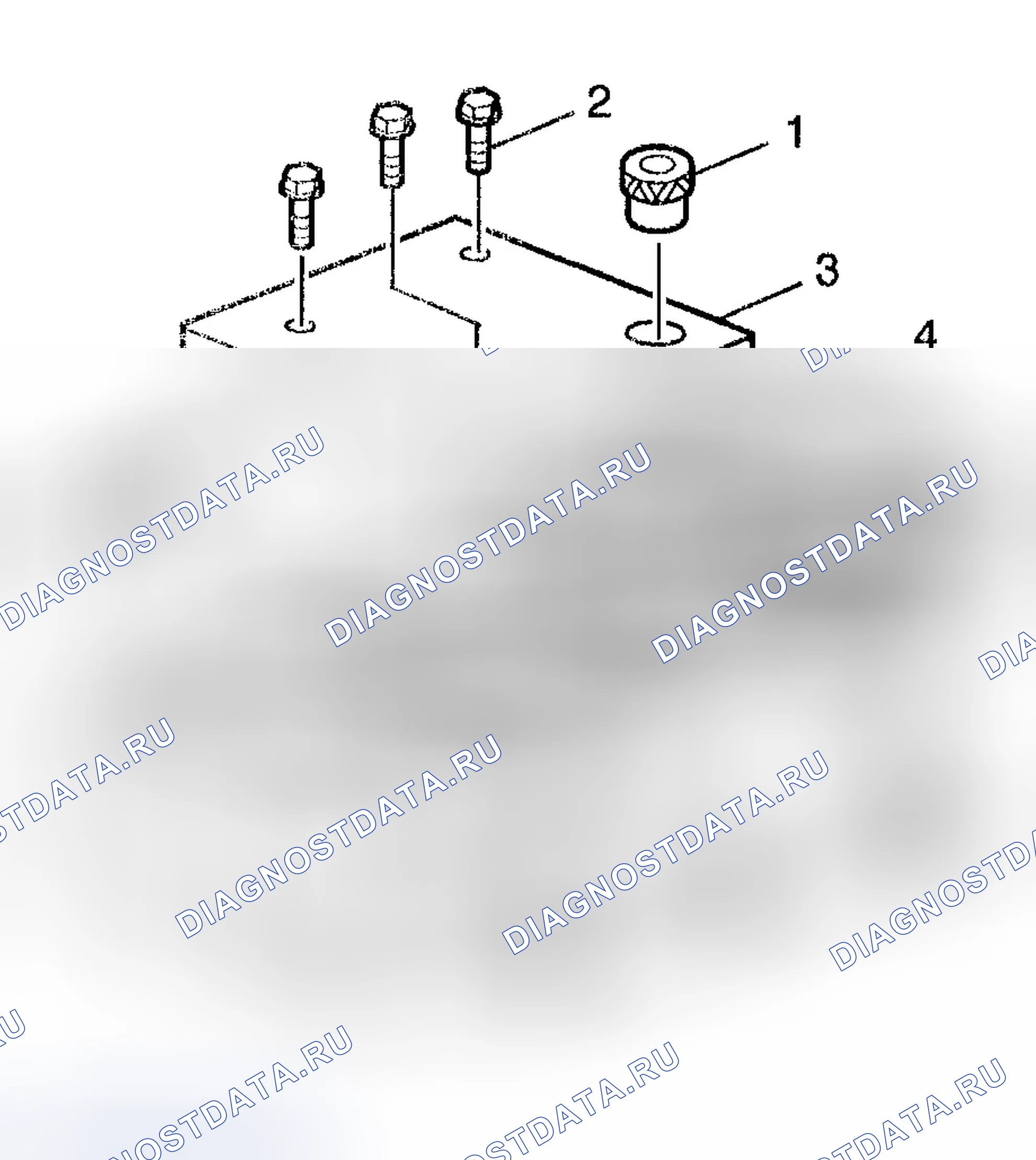
Схема №1317
Схема №1318
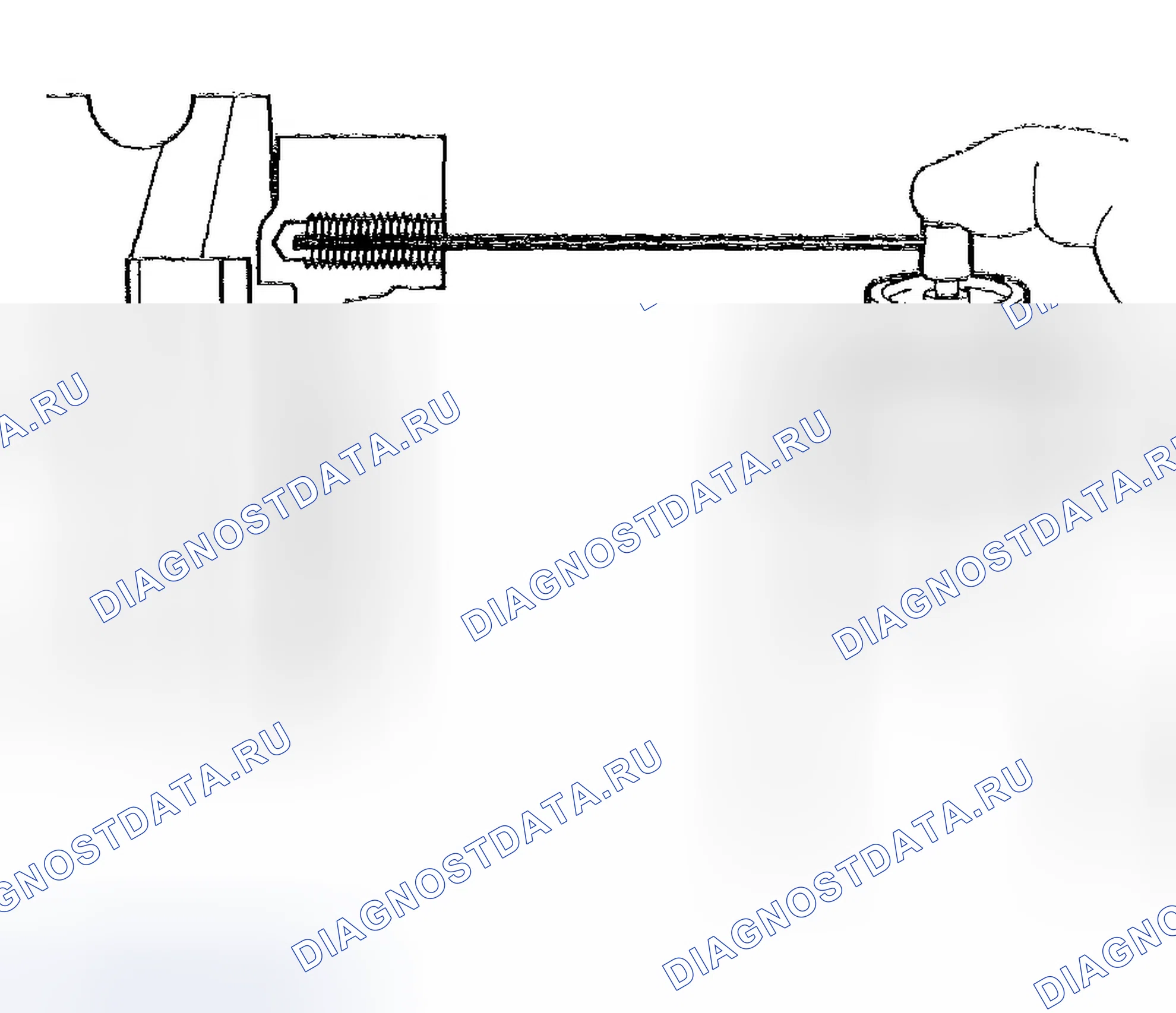
Схема №1319
Схема №1320
Схема №1321
Схема №1322
Схема №1323
- Установите крепежную пластину (3) с втулкой (1) над отверстием болта головки цилиндров, подлежащим ремонту (4).
- Свободно установите болты крепежной пластины (2) в остальные отверстия под болты головки цилиндров.
- Вставьте центрирующий штифт (1) через втулку в отверстие под болт головки цилиндров.
- Вставьте центрирующий штифт в отверстие под болт головки цилиндров и затяните крепежные болты (2).
- Вынуть центрирующий штифт (1) из отверстия под болт головки цилиндров ВАЖНО: В процессе сверления необходимо многократно вынимать сверло и чистить стружку из отверстия и желобков сверла.
- Высверлите резьбу поврежденного отверстия. ВАЖНО: Вся стружка должна быть удалена из просверленного отверстия перед постукиванием.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Во время процесса постукивания необходимо многократно удалять метчик и чистить стружку из отверстия и желобков метчика. Убедитесь, что метчик создал полную резьбу хотя бы на глубину, равную длине вставки.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие для болта головки цилиндров до тех пор, пока первая метка (1) на метчике не выровняется с верхней частью втулки сверла (3). ВАЖНО: Снимите крепежную пластину перед установкой вставки с помощью инструмента для установки.
- Снимите болты крепежной пластины (2).
- Снимите крепежную пластину (3) и втулку (1). ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия перед установкой вставки.
- Используя сжатый воздух, зачистите любую стружку.
- Очиститель брызг Gm P / N США 12377981, Gm P / N Канада 10953463 или эквивалент в резьбовое отверстие. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия до установки вставки.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Не допускайте контакта масла или другого постороннего материала с наружным диаметром (Od) вставки.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вставки (2).
- Установите вставку и установочный драйвер (1) в резьбовое отверстие.
- Начать вставку в резьбовое отверстие. ВАЖНО: Если вставка не будет нарезать резьбу до тех пор, пока фланец не соприкоснется с цекованной поверхностью, немедленно удалите вставку с помощью винтового извлекающего инструмента и осмотрите резьбовое отверстие на наличие оставшейся стружки и / или неправильного постукивания.
- Установите вкладыш до тех пор, пока фланец вкладыша не соприкоснется с цекованной поверхностью. ВАЖНО: Инструмент для установки драйвера затянется до полного ввинчивания через вкладыш. Это приемлемо. Резьба в нижней части вкладыша формируется, и вкладыш механически запирает вкладыш в резьбу основного материала.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
Как отремонтировать резьбу отверстия главного болта коленчатого вала
| Важно | Для ремонта некоторых отверстий под основные болты коленчатого вала необходимо установить крепежную пластину вверх дном. НЕ снимайте крепежную пластину перед установкой вставки с помощью установочного драйвера. Крепежная пластина остается на месте в течение всего процесса восстановления резьбы. |
|---|
Необходимые инструменты для отверстия под болт основного подшипника коленчатого вала состоят из следующих элементов:
Схема №1324
- Сверло (1) J 42385-417
- Кран (2) J 42385-418
- Установочный драйвер (3) J 42385-419
- Крепежная пластина (4) J 42385-401
- Втулка (5) J 42385-307
- Юстировочный штифт (6) J 42385-308
- Болты (7) J 42385-510
| Внимание | См. раздел " ПРЕДОСТЕРЕЖЕНИЕ О ЗАЩИТНЫХ ОЧКАХ " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Убедитесь, что крепежная пластина установлена |
|---|
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
Схема №1325
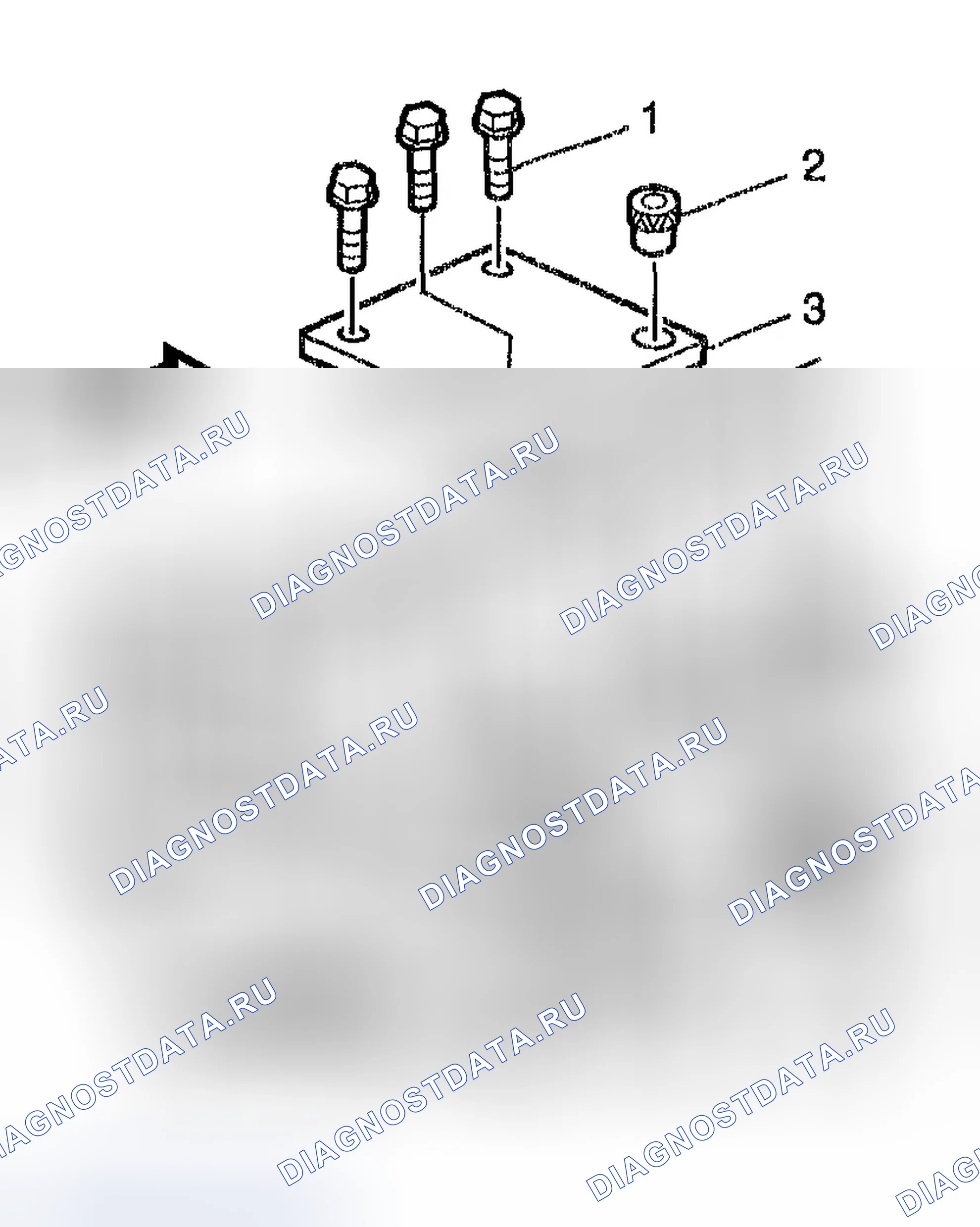
Схема №1326
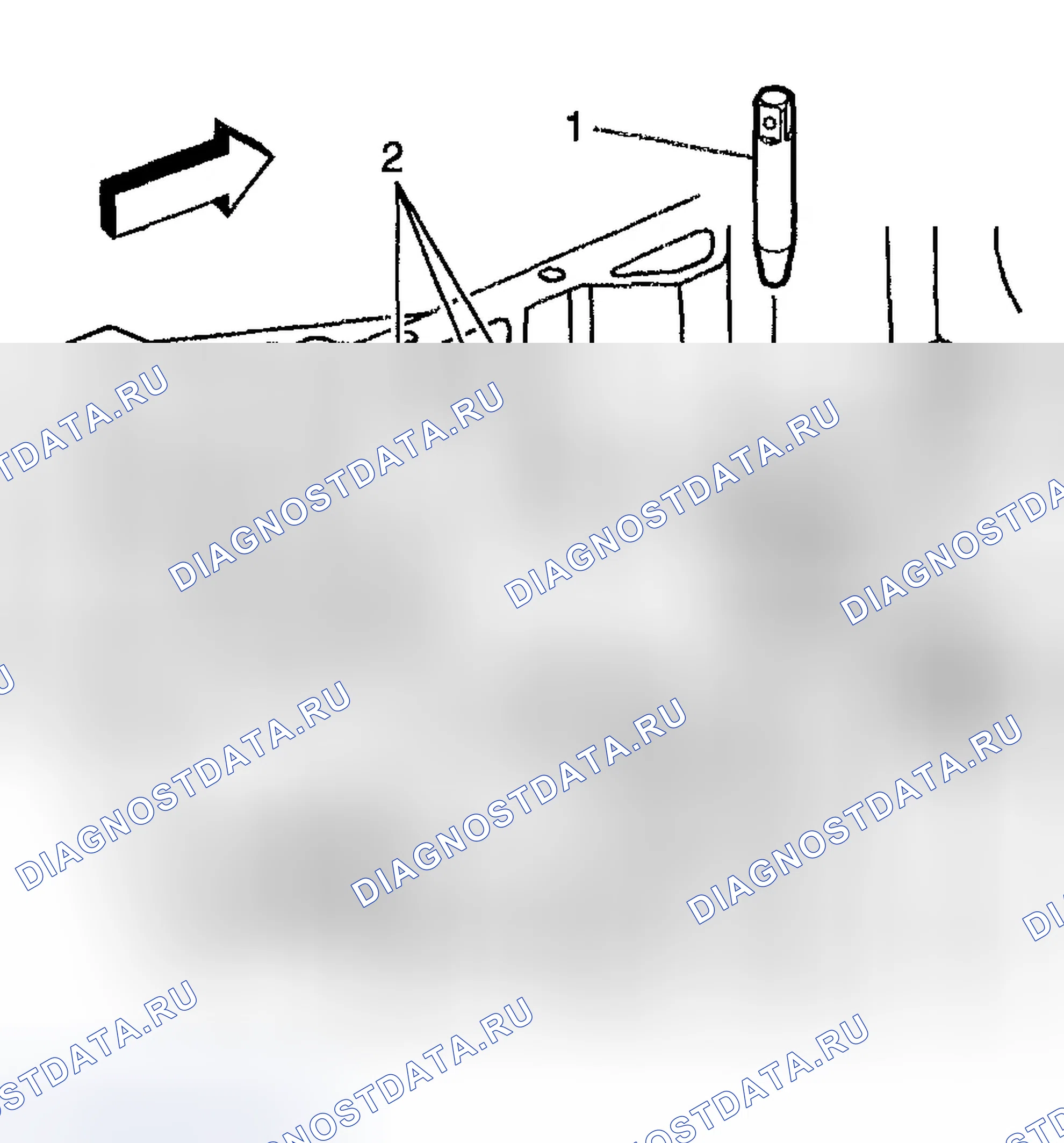
Схема №1327
Схема №1328
Схема №1329
Схема №1330
Схема №1331
Схема №1332
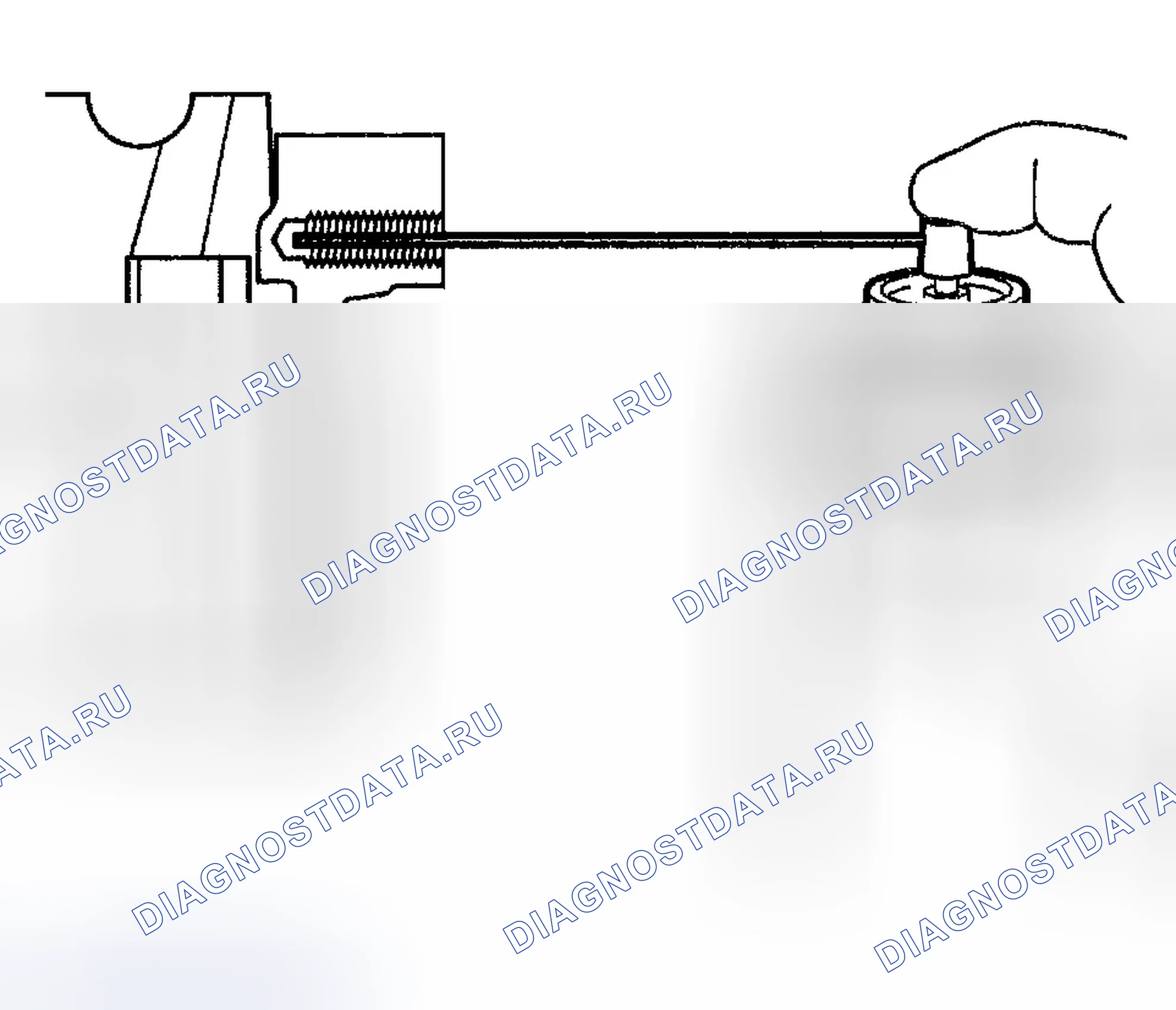
Схема №1333
Схема №1334
Схема №1335
Схема №1336
Схема №1337
Схема №1338
Схема №1339
- Расположите крепежную пластину (3) с втулкой (2), установленной над отверстием болта основного колпачка коленчатого вала, подлежащим ремонту.
- Свободно установите крепежные пластинчатые болты (1) в оставшиеся отверстия для болтов основного колпачка коленчатого вала.
- Вставьте центрирующий штифт (1) через втулку в отверстие для болта основного колпачка коленчатого вала.
- Вставьте центрирующий штифт в отверстие под болт основного колпачка коленчатого вала и затяните крепежные болты (2).
- Вынуть центрирующий штифт (1) из отверстия под болт основного колпачка коленчатого вала ВАЖНО: В процессе сверления необходимо многократно удалять сверло и чистить стружку из отверстия и гофр сверла Просверлить отверстие под основной болт коленчатого вала до совмещения метки (1) на сверле с верхом втулки сверла (2).
- Высверлите резьбу поврежденного отверстия. ВАЖНО: Вся стружка должна быть удалена из просверленного отверстия перед постукиванием.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Не снимайте крепежную пластину, убедитесь, что крепежная пластина установлена <unk> <unk> во время процессов обработки и установки вставки. Во время процесса постукивания необходимо неоднократно удалять метчик и чистить стружку из отверстия и желобков метчика. Убедитесь, что метчик создал полную резьбу, по крайней мере, на глубину, равную длине вставки.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия.
- Для того, чтобы нарезать новую резьбу для вставки на соответствующую глубину, поверните метчик в отверстие болта основного колпачка коленчатого вала до тех пор, пока метка (3) на метчике не выровняется с верхней частью втулки сверла (2). ВАЖНО: Вся стружка должна быть удалена из нарезанного отверстия перед установкой вставки.
- Используя сжатый воздух, зачистите любую стружку.
- Очиститель брызг Gm P / N США 12377981, Gm P / N Канада 10953463 или эквивалент в резьбовое отверстие. ВАЖНО: Вся стружка должна быть удалена из резьбового отверстия до установки вставки.
- Используя сжатый воздух, очистите любую стружку. ВАЖНО: Не снимайте крепежную пластину, убедитесь, что крепежная пластина установлена <unk> <unk> в процессе установки вставки. Не допускайте контакта масла или другого постороннего материала с внешним диаметром (Od) вставки.
- Смажьте резьбу установочного инструмента драйвера (2) маслом драйвера (1) J 42385-110.
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите герметик для резьбовых соединений Gm P / N США 12345493, Gm P / N Канада 10953488, J 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу с наружным диаметром (2).
- Установите вставку и установочный драйвер (1) в резьбовое отверстие.
- Начать вставку в резьбовое отверстие. ВАЖНО: Если вставка не будет нарезать резьбу до тех пор, пока фланец не соприкоснется с цекованной поверхностью, немедленно удалите вставку с помощью винтового извлекающего инструмента и осмотрите резьбовое отверстие на наличие оставшейся стружки и / или неправильного постукивания.
- Установите вкладыш до тех пор, пока фланец вкладыша не соприкоснется с цекованной поверхностью. ВАЖНО: Инструмент для установки драйвера затянется до полного ввинчивания через вкладыш. Это приемлемо. Резьба в нижней части вкладыша формируется, и вкладыш механически запирает вкладыш в резьбу основного материала.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Вращайте инструмент для установки привода до тех пор, пока метка (3) на инструменте для установки привода не совместится с верхней частью втулки сверла (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
- Снимите болты крепежной пластины (1).
- Снимите крепежную пластину (3) и втулку (2).
Предварительная смазка двигателя
Необходимые инструменты
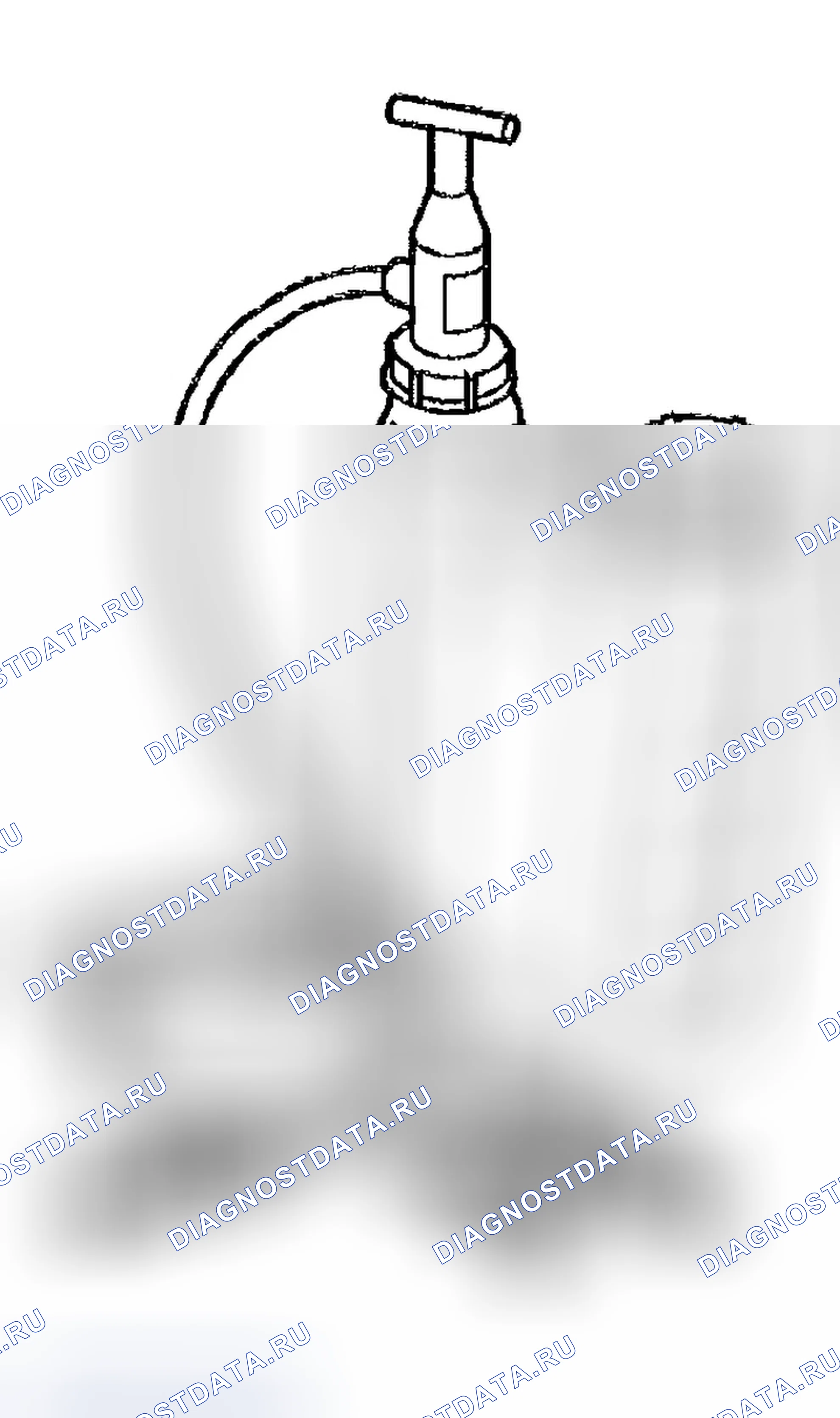
J 45299 Предлюбер двигателя
| Важно | Для правильной заправки двигателя требуется постоянный / непрерывный поток чистого моторного масла. Обязательно используйте утвержденное моторное масло, как указано в руководстве для владельцев. |
|---|
ПримечаниеСм. " УВЕДОМЛЕНИЕ О КРЕПЕЖНОЙ ДЕТАЛИ " в разделе " Предостережения и уведомления ".
Схема №1340
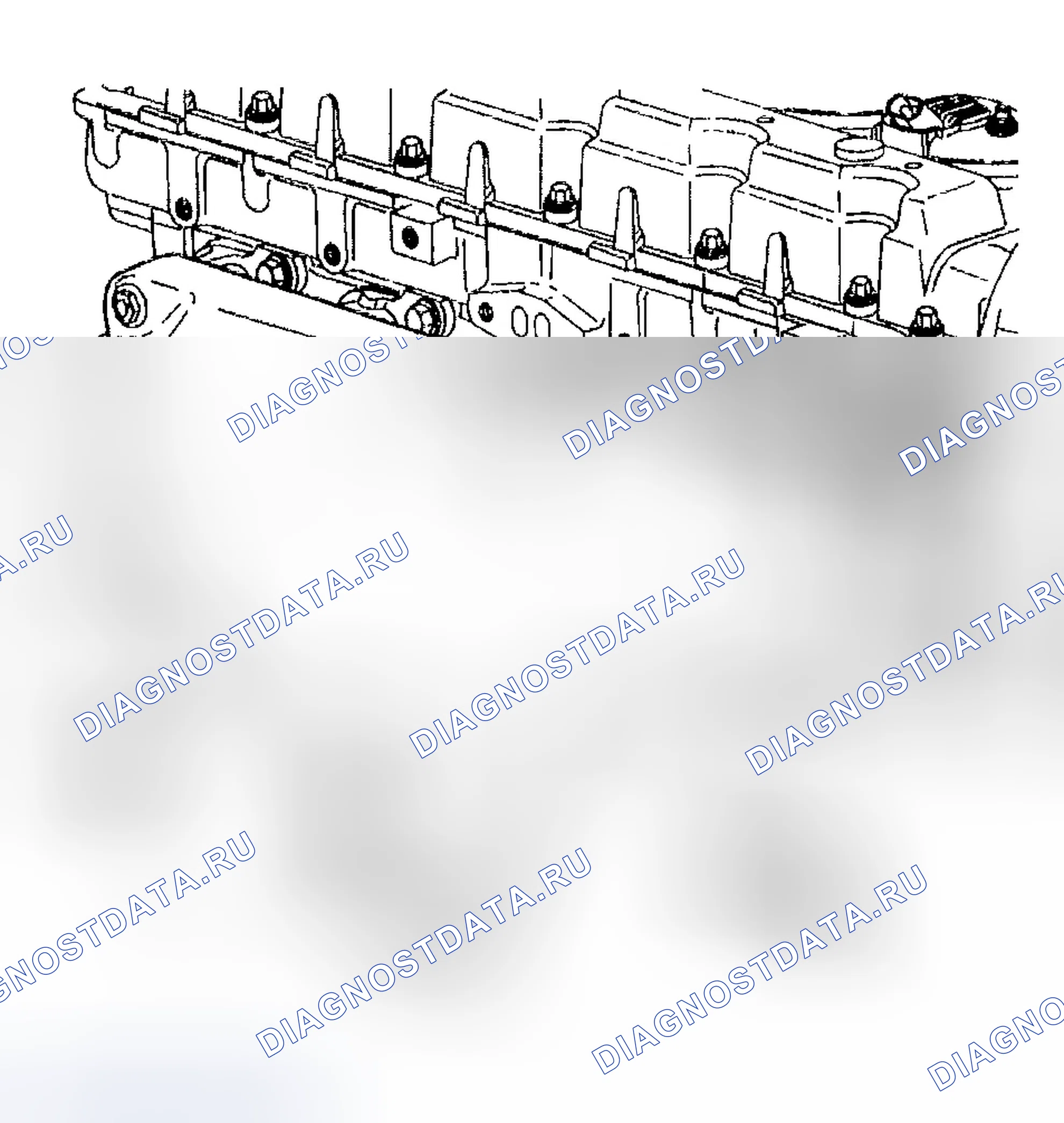
Схема №1341
- Снимите масляный фильтр двигателя, заполните чистым моторным маслом и установите на место. Затяните масляный фильтр до 30 Н · м (22 фунта · фут).
- Снимите пробку (1) масляной галереи блока двигателя.
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299, чтобы подать минимум 1-2 кварты машинного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите пробку (1) масляной галереи блока двигателя и затяните датчик давления масла до 35 Н.м.
- Долейте моторное масло до нужного уровня.
Схема №1342
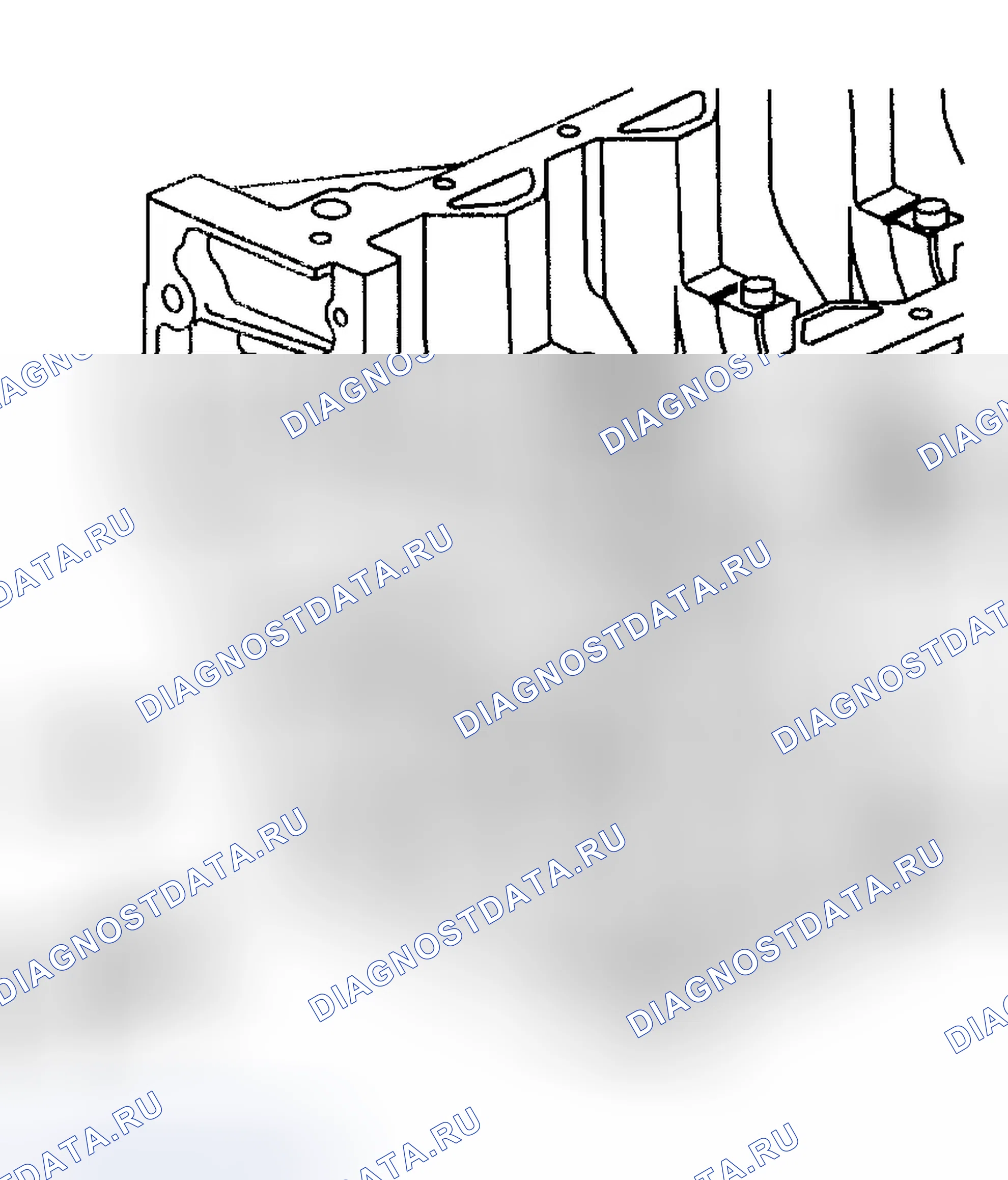
Схема №1343
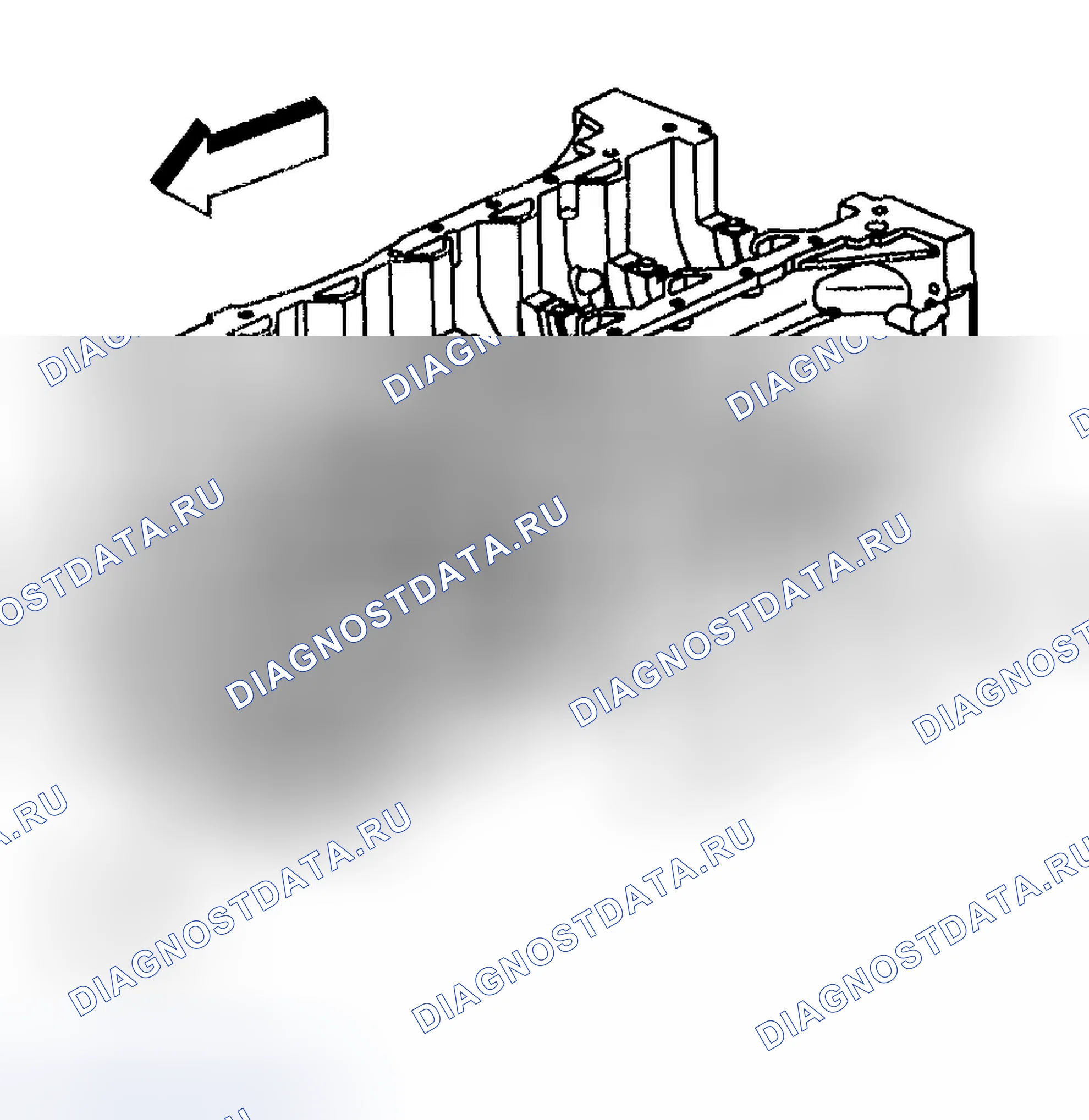
Схема №1344
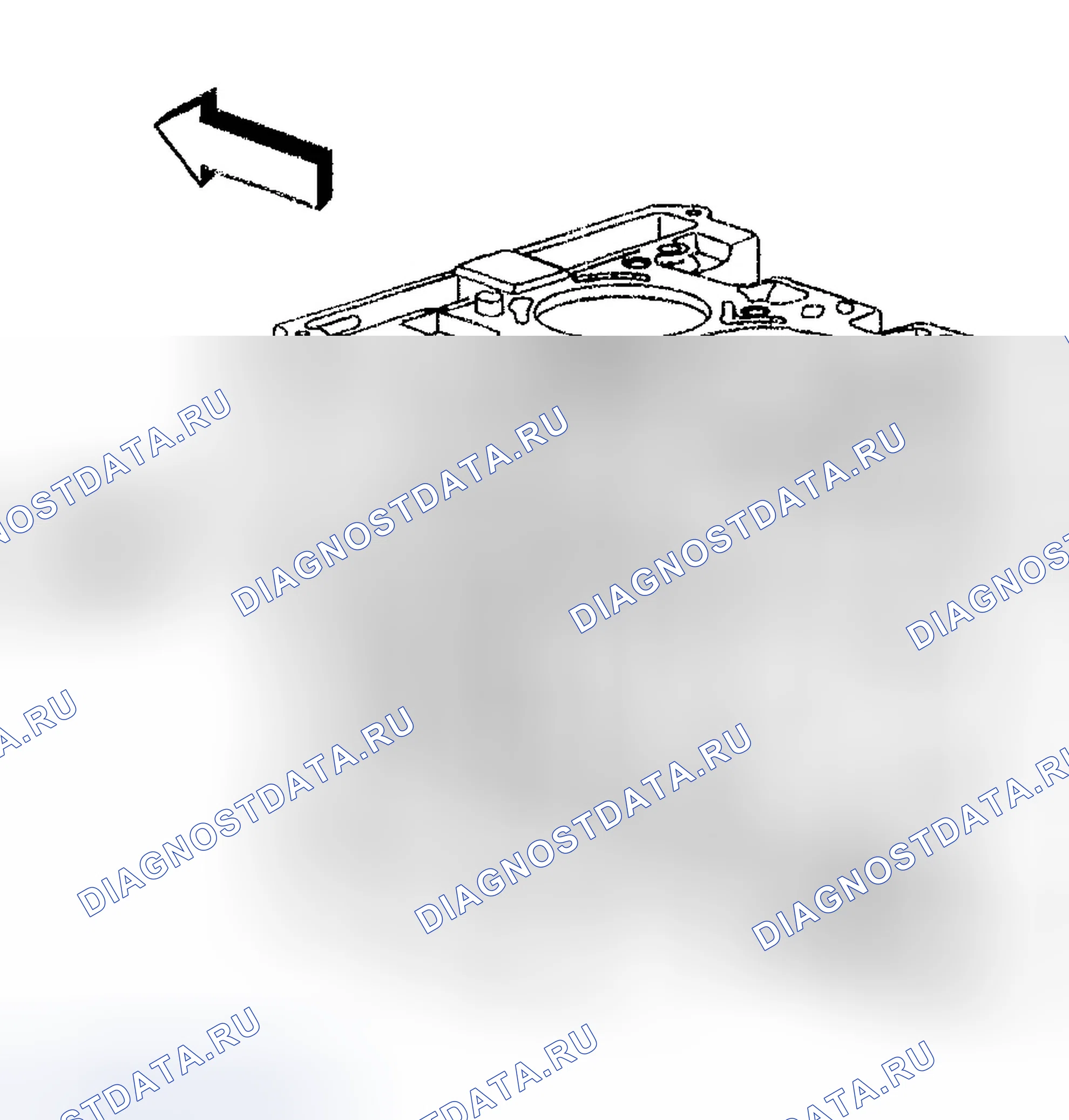
Схема №1345
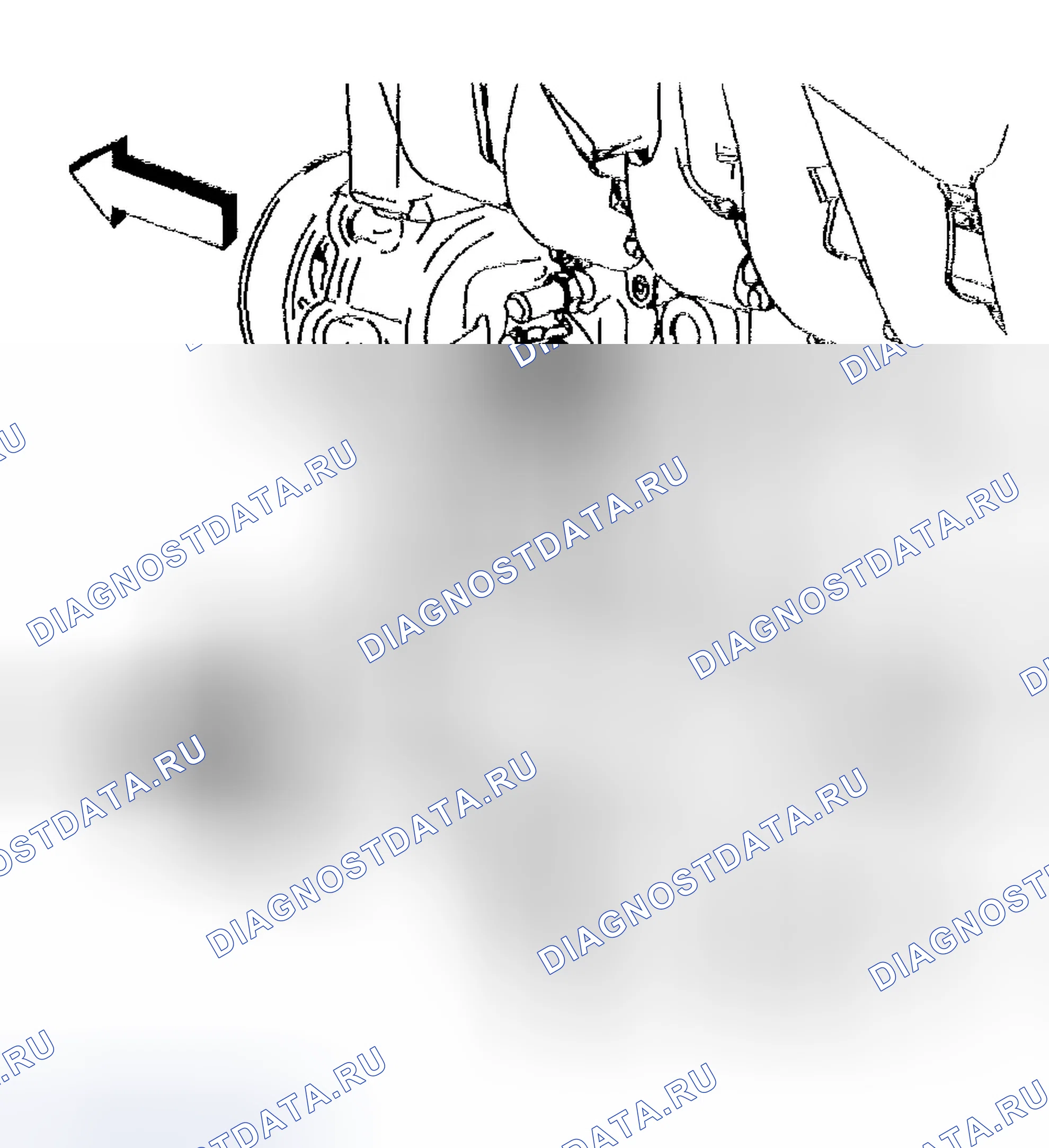
Схема №1346
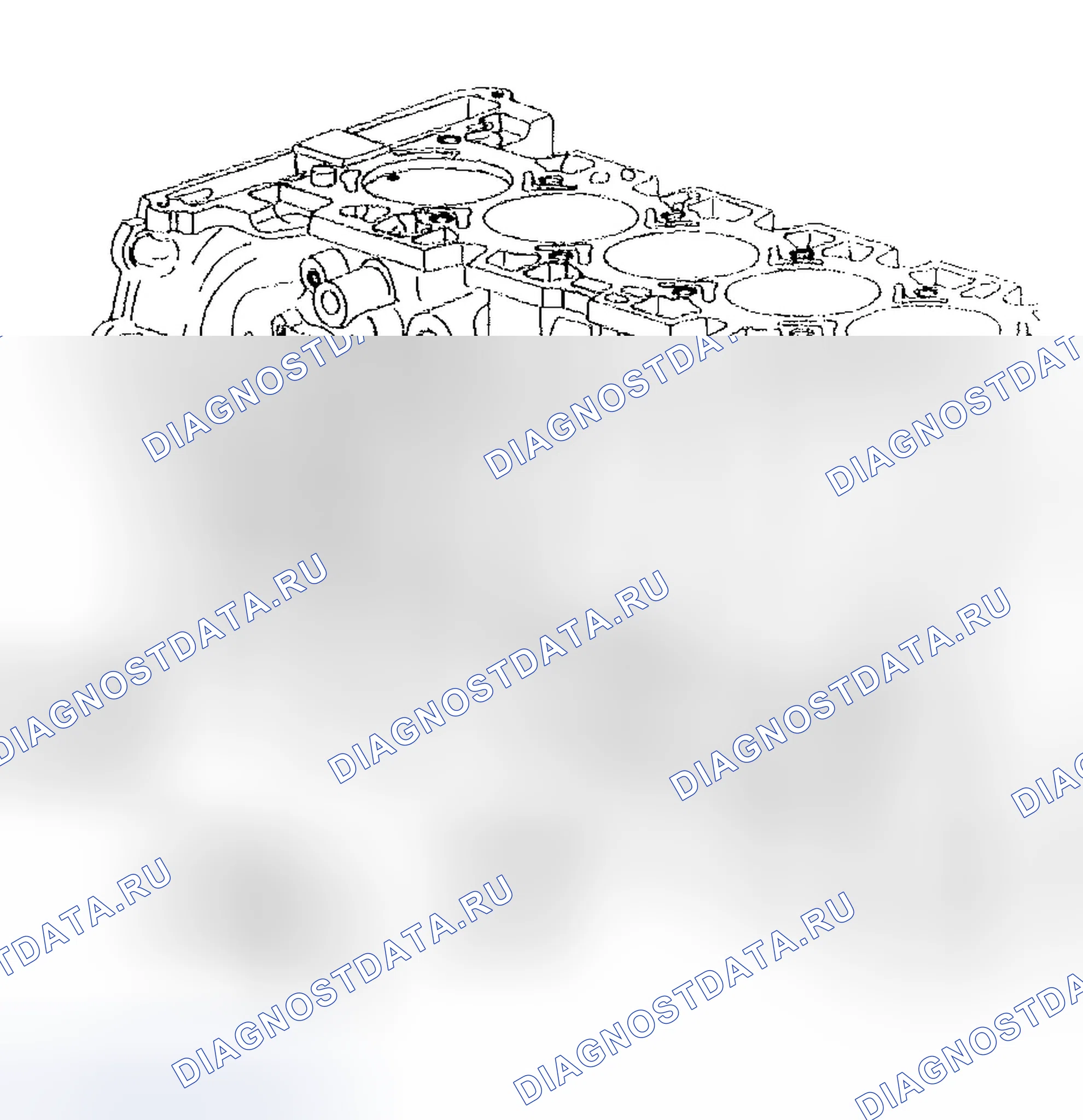
Схема №1347
- Добавьте герметик Gm P / N США 12346004, Gm P / N Канада 10953480 к резьбе пробки. ПРИМЕЧАНИЕ: См. " УВЕДОМЛЕНИЕ О КРЕПЕЖЕ " в Предостережениях и уведомлениях.
- Установите пробку масляной галереи блока двигателя сзади блока, затяните и затяните пробку масляной галереи блока двигателя до 80 Н.м.
- Добавить герметик Gm P / N США 12346004, Gm P / N Канада 10953480 к резьбе пробки.
- Установите заглушки масляных галерей блока двигателя спереди и слева от блока, затяните боковые заглушки масляных галерей блока двигателя до 35 Н.м, затяните переднюю (1) заглушку масляных галерей блока двигателя до 80 Н.м.
- Добавьте герметик Gm P / N США 12346004, Gm P / N Канада 10953480 к резьбе датчика температуры охлаждающей жидкости.
- Установить датчик температуры охлаждающей жидкости. Затянуть Затянуть датчик температуры охлаждающей жидкости до 20 Н.м.
- Добавьте герметик Gm P / N США 12346004, Gm P / N Канада 10953480 к резьбе болта электромагнита EVAP. Затяните Затяните болт электромагнита EVAP до 10 Н.м (89 фунтов в).
- Установить датчики детонации. Затянуть датчики детонации до 25 Н · м (18 фунтов на фут).
- Добавьте герметик Gm P / N США 12346004, Gm P / N Канада 10953480 к болту датчика положения коленчатого вала.
- Установите датчик положения коленчатого вала и болт. Затяните Затяните болт датчика положения коленчатого вала до 10 Н.м (89 фунтов в дюйм).
Блок двигателя
Потерянный пенопласт полностью алюминиевый блок двигателя использует конструкцию глубокой юбки для повышенной жесткости. Цилиндры расположены в прямой ориентации 6 цилиндров. Крышки подшипников коленчатого вала имеют несущую балку или " лестницу " для повышенной жесткости конструкции и снижения вибрации.
Масляный поддон
Цельный литой алюминиевый масляный поддон способствует жесткости коленчатого вала и блока, уменьшая при этом общий вес. Масляный поддон крепится болтами к корпусу колокола, а также к блоку. Это устраняет точки вибрации и заставляет весь силовой агрегат действовать как одно литье. Для удаления масляного поддона используются домкратные винты.
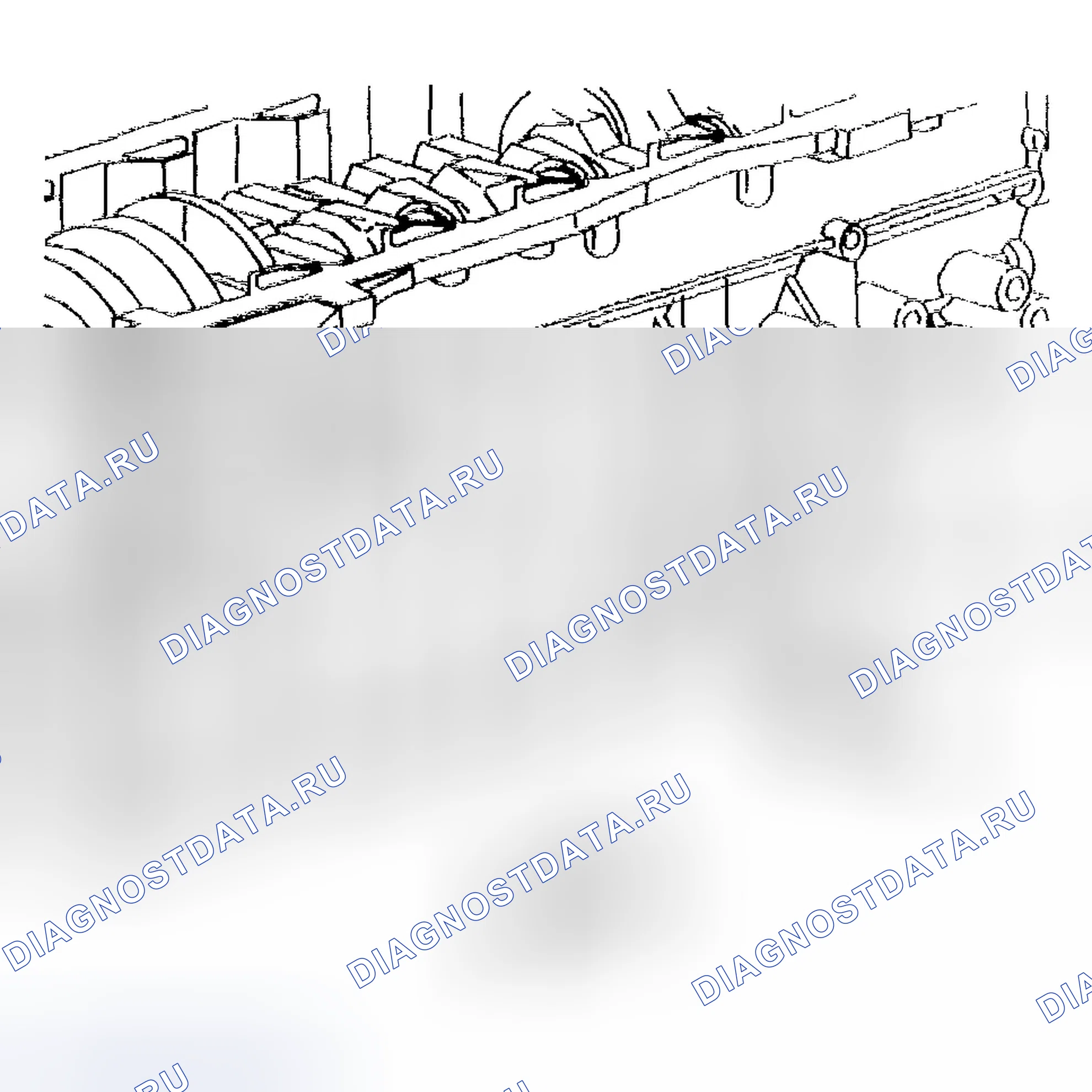
Коленчатый вал
Коленчатый вал имеет чугунную конструкцию с семью основными подшипниками.
Шатуны
Соединительные стержни изготовлены из кованого порошкового металла. Соединительные стержни и крышки имеют изломанную разъемную конструкцию для повышения долговечности и снижения внутреннего трения. Необходимо соблюдать осторожность, чтобы не повредить сопрягаемые поверхности во время сервисных процедур.
Поршни
Поршни имеют полностью плавающую конструкцию. Поршневые пальцы скользят в бронзовом втулочном шатуне и удерживаются в поршне круглыми проволочными фиксаторами. Есть два компрессионных кольца и одно маслосъемное кольцо.
Головка блока цилиндров
Головка цилиндра также сделана из потерянного пеноалюминия для более легкого веса и быстрого рассеивания тепла. Есть 4 клапана на цилиндр, и порты имеют высокую вихревую конструкцию для улучшения сгорания. Прокладка головки цилиндра состоит из стальной ламинированной конструкции.
Система клапанов
Двигатель использует двойные верхние распределительные валы и роликовые следящие элементы для снижения трения, что приводит к улучшенному газовому пробегу.
Топливная система
На двигателе применена новая электронная система управления дроссельной заслонкой. Управление исполнительным механизмом дроссельной заслонки или система TAC устраняет тросовую проводку от педали к модулю управления дроссельной заслонкой. Все перемещения дроссельной заслонки управляются блок управления силовым агрегатом (PCM) (блок управления силовым агрегатом).
Масляный насос
Масляный насос имеет зубчатый привод непосредственно от коленчатого вала. Шестерня привода масляного насоса представляет собой скользящую посадку на коленчатый вал.
Крышки двигателя
Есть передняя крышка двигателя и задняя крышка двигателя, обе сделаны из алюминия. Передняя крышка двигателя и задняя крышка двигателя имеют герметичные соединения " Т " и должны быть сняты после масляного поддона. Передняя и задняя крышки должны быть установлены перед масляным поддоном. Для снятия крышек используются винты домкрата. Направляющие штифты используются для помощи в установке обеих крышек.
Информация о новой продукции
Цель новой информации о продукте состоит в том, чтобы выделить или указать важные новые функции для сервисного сообщества.
Изменения могут включать один или несколько из следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются специальные инструменты
Новые герметики и/или клеи
- Номера деталей SPO в США и Канаде
- 3-связующий герметик No детали 12378521
Новые возможности движка LL8
- Конструкция поддона-оси масляного поддона
- Исполнительный механизм положения распределительного вала выпуска
- Клапан привода положения распределительного вала выпуска
- Болты домкрата на передней крышке, задней крышке и масляном поддоне
Характеристики двигателя
- Порошковые металлические шатуны
- Полностью плавающие поршневые пальцы
- Потерянный пенопластовый литой алюминиевый блок и головка
- Композитная пластиковая крышка распределительного вала
- Электронное управление дроссельной заслонкой - ETC
- Составной впускной коллектор
- Мост / несущая балка - лестница жесткости
- Топливная рейка из нержавеющей стали
- Система зажигания " катушка на свече "
- Термостат на стороне впуска
- Без рециркуляция отработавших газов
- Нет воздуха
Чистота и аккуратность
Автомобильный двигатель - это комбинация многих из следующих поверхностей
- Машинный
- Заточенный
- Полированный
- Сложенный
Допуски этих поверхностей измеряются в десятитысячных долях дюйма. При обслуживании любой внутренней детали двигателя важна чистота и уход. Нанесите свободное покрытие моторного масла на места трения во время сборки, чтобы защитить и смазать поверхности при первоначальной эксплуатации. На протяжении всего этого раздела практикуйте надлежащие процедуры очистки и защиты обработанных поверхностей и зон трения.
ПримечаниеПовреждение двигателя может произойти в результате использования абразивной бумаги, подушки или моторизованной проволочной щетки для очистки любых поверхностей прокладки двигателя.
Всякий раз, когда вы снимаете компоненты клапанного механизма, поддерживайте компоненты в порядке. Следуйте этой процедуре, чтобы установить компоненты в тех же местах и с теми же сопрягаемыми поверхностями, что и при удалении.
| Внимание | Обратитесь к разделу " ПРЕДУПРЕЖДЕНИЕ ОБ ОТКЛЮЧЕНИИ БАТАРЕИ " в разделах " Предостережения " и " Примечания ". |
|---|
Отсоедините отрицательные кабели батареи, прежде чем выполнять какие-либо серьезные работы на двигателе. Для получения дополнительной информации об отключении батареи см. Батарея в электрической части.
Разделение деталей
Компоненты двигателя внутреннего сгорания развивают модели износа с их сопрягаемыми компонентами. Во время разборки двигателя части должны быть разделены и содержаться в порядке, чтобы их можно было повторно установить в том же месте, откуда они были извлечены.
Как заменить прокладки двигателя
- Не используйте повторно прокладки, если не указано иное. Многоразовые прокладки будут идентифицированы в процедуре обслуживания. Не наносите герметик на какую-либо прокладку или уплотнительную поверхность, если это не оговорено в процедуре обслуживания.
- Используйте винты домкрата для разделения компонентов. ВАЖНО: Не используйте никакой другой метод или технику для того, чтобы удалить материал прокладки с компонентов. Не используйте следующие предметы для того, чтобы очистить поверхности прокладки: Абразивные прокладки Песчаная бумага Электроинструменты Эти методы очистки могут повредить компонент. Абразивные прокладки также производят мелкие частицы, которые масляный фильтр не может удалить из масла. Эти частицы абразивны и могут вызвать внутренние повреждения двигателя.
- Удалите всю прокладку и уплотнительный материал с компонента с помощью пластикового или деревянного скребка. Не допускайте зарезов и царапин на уплотнительных поверхностях. ВАЖНО: Не допускайте попадания герметика в любые глухие резьбовые отверстия. Герметик может вызвать следующие условия: Помешать правильной посадке болта Вызвать повреждение при затяжке болта
- При сборке компонентов используйте только герметик, указанный в сервисной процедуре. Убедитесь, что уплотнительные поверхности чистые и не содержат мусора или масла. При нанесении герметика на компонент нанесите размер бортика, как указано в процедуре обслуживания.
- Затяните болты в соответствии с техническими условиями.
Типы герметиков
| Важно | Правильный герметик и количество герметика должны использоваться в правильном месте, чтобы предотвратить утечки масла, утечки охлаждающей жидкости или ослабление крепежа. ЗАПРЕЩАЕТСЯ заменять герметики. Используйте только герметик (или эквивалент), как указано в процедуре обслуживания. |
|---|
Следующие 2 основных типа герметика обычно используются в двигателях
- Аэробный герметик (вулканизация при комнатной температуре (RTV))
- Анаэробный герметик, который включает в себя следующее: Прокладка элиминатор Труба Резьбовой замок
Аэробный тип комнатная температура вулканизации (TRV) герметик
Аэробный тип Комнатная температура Вулканизация (RTV) герметик отверждается при воздействии воздуха. Этот тип герметика используется там, где 2 компонента (такие как впускной коллектор и блок двигателя) собраны вместе.
Используйте следующую информацию при использовании герметика RTV
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Любые другие поверхности, где другой тип герметика указан в процедуре обслуживания
- Всегда следуйте всем рекомендациям по безопасности и указаниям, которые есть на контейнере с герметиком RTV.
- Используйте пластиковый или деревянный скребок, чтобы удалить весь герметик RTV с компонентов.
| Важно | Не допускайте попадания герметика RTV в какие-либо глухие резьбовые отверстия, так как это может помешать правильному зажиму крепежа или вызвать повреждение при затягивании крепежа. |
|---|
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте размер шарика герметика RTV, как указано в процедуре обслуживания.
- Нанесите уплотнительный валик RTV на внутреннюю поверхность болтовых отверстий.
- Соберите компоненты, пока герметик RTV еще влажный на ощупь. Не ждите, пока герметик RTV до кожи.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Анаэробный тип Threadlock герметик
Герметик резьбовой анаэробного типа отверждается при отсутствии воздуха. Этот тип герметика используется для блокировки резьбы и уплотнения болтов, фитингов, гаек и шпилек. Этот тип герметика отверждается только тогда, когда заключен между 2 плотно прилегающими металлическими поверхностями.
Используйте следующую информацию при использовании герметика threadlock
- Всегда следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере для герметика резьбового замка.
- Уплотняемые резьбовые поверхности должны быть чистыми и сухими.
- Нанесите герметик threadlock, как указано на контейнере для герметика threadlock.
| Важно | Частично затянутые крепежные детали, а затем затвердевание герметика резьбового замка в течение более пяти минут может привести к неправильной нагрузке зажима собранных компонентов. |
|---|
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Герметик для труб анаэробного типа
Герметик для труб анаэробного типа отверждается в отсутствие воздуха и остается податливым при отверждении. Этот тип герметика используется там, где 2 детали собраны вместе и требуют герметичного соединения.
Используйте следующую информацию при использовании герметика для труб
- Не используйте герметик для труб в зонах, где ожидаются экстремальные температуры. Эти области включают: Выпускной коллектор Прокладка головки Поверхности, где указан другой герметик
- Всегда следуйте всем рекомендациям по технике безопасности и указаниям, которые есть на контейнере с герметиком для труб.
- Уплотняемые поверхности должны быть чистыми и сухими.
- Используйте валик герметика для труб такого размера или количества, как указано в процедуре обслуживания.
| Важно | Не допускайте попадания герметика трубы в какое-либо из глухих резьбовых отверстий, так как герметик трубы может препятствовать правильному зажиму крепежа, или вызвать повреждение компонента при затягивании крепежа. |
|---|
- Нанесите валик герметика трубы на внутреннюю сторону любых участков отверстий под болты.
- Нанести непрерывный валик герметика трубы на 1 уплотнительную поверхность.
- Затяните крепежные детали последовательно (если указано) и с надлежащим моментом затяжки. НЕ ДОПУСКАЙТЕ чрезмерного затягивания крепежных деталей.
Инструмент и оборудование
Работайте в чистой и хорошо освещенной зоне. Перед началом работы имейте в наличии следующие компоненты
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Лотки для обеспечения упорядоченности деталей и крепежных элементов
- Соответствующий набор ручного инструмента
Утвержденный стенд для ремонта двигателя предотвратит травмирование персонала или повреждение компонентов двигателя. Специальные инструменты предназначены для быстрого и безопасного выполнения операций, для которых предназначены инструменты. Использование инструментов позволит минимизировать возможные повреждения компонентов двигателя. Прецизионные измерительные инструменты необходимы для проверки определенных критических компонентов. Моментные ключи нужны для правильной сборки различных деталей.