Сводная таблица сварных соединений
| Испытательная толщина металла (в миллиметрах) | Размер самородка |
|---|---|
| 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 0.9 + 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 2.0 + 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 + 2.0 | 4,7 мм (0,18 дюйма) |
| 2.0 + 0.9 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 3.0 + 1.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 0.9 + 0.7 + 0.9 | 4,3 мм (0,16 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
Рекомендуемая FORD матрица ремонтопригодности стали
| Сорт | Торговые описания | Способ сварки | Холодный ремонт | Использование тепла для ремонта | Температурный диапазон | Максимальная теплота | ||
|---|---|---|---|---|---|---|---|---|
| Металлический инертный газ (MIG) | Точечная сварка под давлением (STRW) | MIG Braze | ||||||
| Мягкая сталь | Умеренный | Да | Да | NA | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Ламинированная сталь | Бесшумная сталь | Нет | Да | Нет | Да (1) | NA | NA | NA |
| Испечь закаленный | BH 180, BH210, BH 250, BH 280 | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Твердый раствор усиленный | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 | |
| Высокопрочный низколегированный сплав (HSLA) | HSLA 250, HSLA 350, HSLA 550 | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Двухфазный = 600 МПа Предел прочности при растяжении | DP 500, DP 600 | Да | Да | Да (2) | Да (1) | Нет | NA | NA |
| Двухфазный = 600 МПа Предел прочности при растяжении (в частности, для марок 780 и 980) (3) | DP 700, DP 780, DP 900 | Да (4) | Да | Да (2) | Нет | Нет | NA | NA |
| Сверхвысокопрочная сталь (UHSS) (мартенситная, бороновая) (5) | Бор | Да (1) | Да | Да (2) | Нет | Нет | NA | NA |
| Сталь, индуцированная трансформацией (TRIP) | TRIP 590, TRIP 780, TRIP 980 | NA | NA | NA | NA | NA | NA | NA |
| (1) Холодный ремонт может быть выполнен, если повреждение исключает изломы. Раздел может быть выполнен только в том случае, если это одобрено процедурой в руководстве по эксплуатации. (2) Пайка MIG допускается только для неструктурных применений. (3) Двухфазные стали DP 700, DP 780 и DP 980 должны быть заменены в заводских соединениях, без секционирования, если это не одобрено процедурой в руководстве по эксплуатации. (4) Для DP 980 использовать только пробковую сварку MIG, без стежной сварки. (5) Компоненты боров должны быть заменены в заводских соединениях, не допускаются. | ||||||||
| (1) | Холодный ремонт может быть выполнен, если повреждение исключает изломы. Может раздел, только если утвержденная процедура в руководстве по ремонту. |
|---|
| (2) | Пайка MIG допускается только для неструктурных применений. |
|---|
| (3) | Двухфазные стали DP 700, DP 780 и DP 980 должны быть заменены в заводских соединениях, без секционирования, если только это не одобрено процедурой в руководстве по ремонту. |
|---|
| (4) | Для DP 980 используйте только пробковую сварку MIG, без стежковой сварки. |
|---|
| (5) | Компоненты бора должны быть заменены на заводских стыках, секционирование не допускается. |
|---|
РЕКОМЕНДУЕМАЯ FORD МАТРИЦА РЕМОНТОПРИГОДНОСТИ СТАЛИ
Материал
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Клей для склеивания металла TA-1 | |
| Подготовка поверхности металла для мотоциклов ZC-31-A | |
| Клей для склеивания пластмасс TA-9 | |
| Облицовка и адгезив Уплотнитель TA-14-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо провести шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия металла. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
Клеи используются в различных областях применения. Типичные области применения клеев включают кровельные панели, дверные обшивки и четвертные панели. Области применения отделки включают боковые формовки кузова, эмблемы, стационарное стекло и снятие атмосферных воздействий. Также используются комбинированные герметики/клеи. Подготовка поверхности имеет решающее значение для высококачественного ремонта. Крайне важно следовать инструкциям на этикетке продукта.
Работа в хорошо проветриваемом помещении и защита прилегающих поверхностей при работе с клеями. Применение средств защиты глаз и защитной одежды рекомендуется и при работе с клеями. Провести пробную подгонку, разметить и выровнять поверхности перед склеиванием материалов между собой.
Герметики шва и защита от коррозии могут быть необходимы после отверждения клея (ов), в зависимости от применения. Ниже приведен список клеев, рекомендуемых для определенных типов применений.
- Клей для склеивания металла - для склеивания холоднокатаной стали, оцинкованной стали, алюминия и правильно подготовленного E-покрытия. Он используется для замены дверной обшивки и кровельной панели и замены конструкционного клея OEM.
- Клей для склеивания пластмасс - для склеивания различных пластмасс с пластмассами и пластмасс с загрунтованными, окрашенными или покрытыми Е металлами. Также для соединения компонентов отделки общего назначения.
- Отделка и клей Уплотнитель - для использования на боковом молдинге кузова, эмблемах, отделке, ударных полосах бампера и ковровом покрытии.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
ПримечаниеНа следующих иллюстрациях обозначены места расположения конструкционного клея.
Схема №96
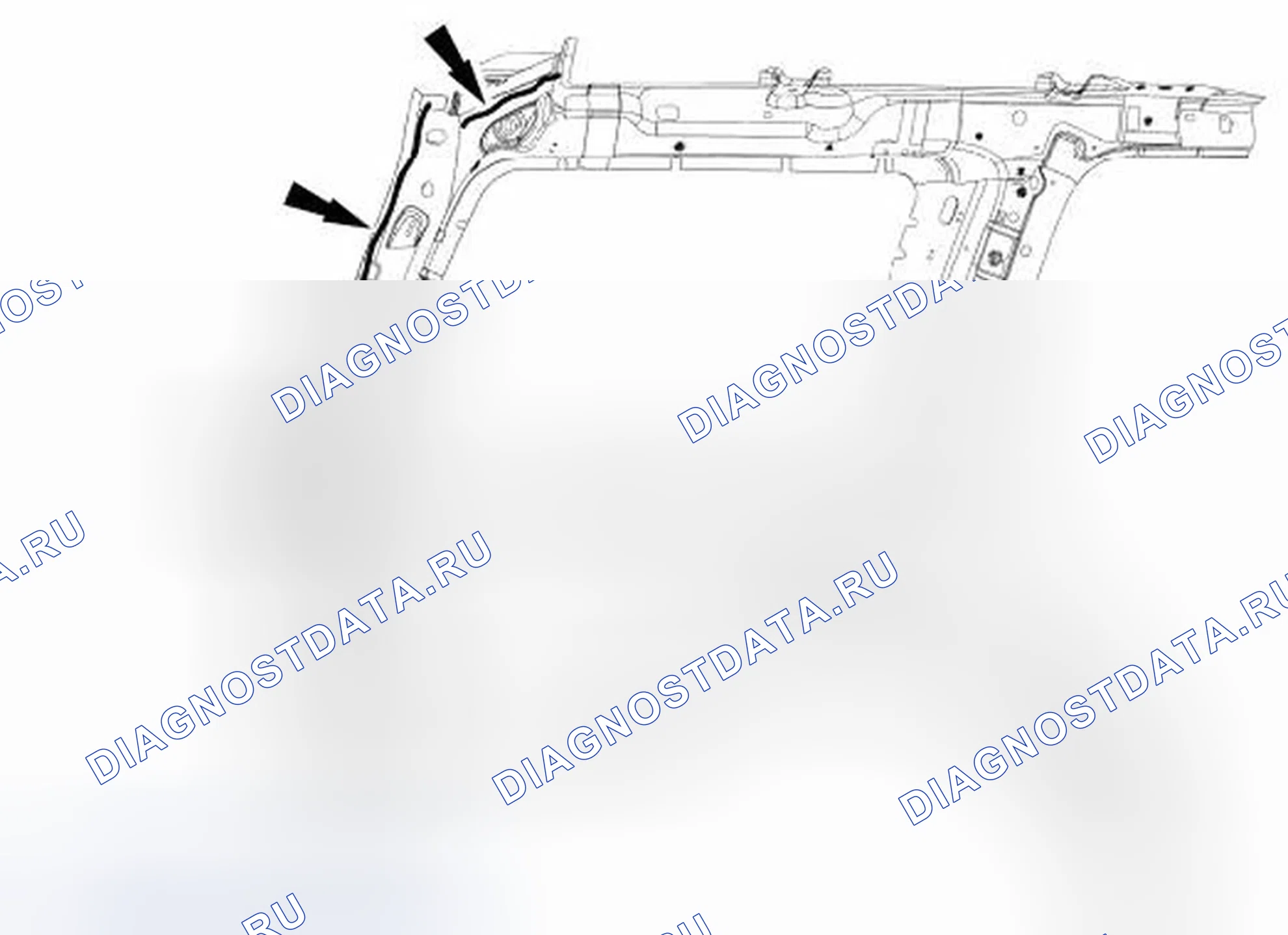
Схема №97
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
Кузов состоит из следующих
- Полнорамная конструкция кузова
- Высокопрочные низколегированные (HSLA), высокопрочные и мягкие стали
- Уникальная передняя конструкция, построенная из высокопрочных труб из гидроформованной стали
- Верхняя рейка опоры радиатора, изготовленная из магния
- Нижний рельс опоры радиатора из гидроформованной высокопрочной стали
- Экспедиционный капот, изготовленный из алюминия
- Капот навигатора изготовлен из листового формованного композита (SMC)
- Болт-на высокопрочной балке переднего бампера
- Expedition и Navigator имеют уникальную переднюю панель, решетку радиатора и фары
- Болтовые, съемные передние крылья, откидные двери, ворота и капот
- Стальные двери
- Стальные крылья
- Стальные квартальные панели
- Expedition и Navigator дверь багажника изготовлены из алюминия
- Сварная высокопрочная балка заднего бампера
- Стандартная колесная база 3023 мм (119 дюймов) и дополнительная колесная база 3327 мм (131 дюйм)
- Конструкционный клей, используемый в задней подоконнике и четверти панели D-образной стойки от внутренней до внешней панели
- Конструкционная пена с нейлоновой вставкой, используемая в D-образной стойке
- Материал глушителя звука, используемый на поддонах пола
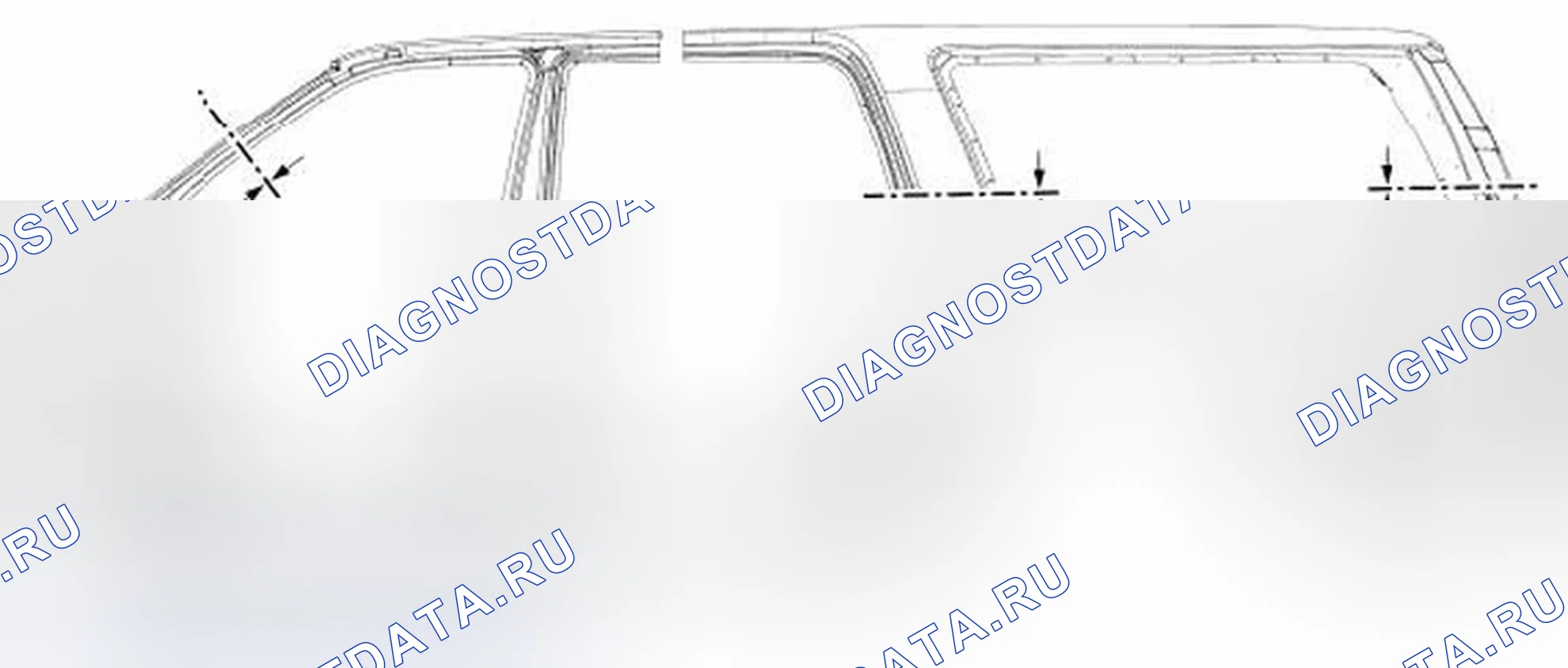
Размерную информацию см. на следующих иллюстрациях
Поля тела
ПримечаниеРазмеры применяются к правой и левой стороне.
ПримечаниеТехнические условия на подфлюсовый колпак для крыла составляют 1,2 мм (0 047 дюйма) ± 2,0 мм (0 078 дюйма). Колпак не следует регулировать, если он находится в пределах вышеуказанных технических условий, так как это является целью проектирования.
Схема №98
| Пункт | Описание | Характеристика |
|---|---|---|
| 1 | Решетка к бордюрной рейке | 2,0 мм (0,07 дюйма) ± 0,5 мм (0,01 дюйма) |
| 2 | Капот к решетке | 6,5 мм (0,25 дюйма) ± 2,5 мм (0,09 дюйма) |
| 3 | Фара к решетке радиатора | 4,0 мм (0,15 дюйма) ± 2,5 мм (0,09 дюйма) |
| 4 | Капот к фаре | 6,5 мм (0,25 дюйма) ± 2,5 мм (0,09 дюйма) |
| 5 | Фара к фасаде | 4,0 мм (0,15 дюйма) ± 2,0 мм (0,07 дюйма) |
| 6 | От крыла до фары | 4,0 мм (0,15 дюйма) ± 2,0 мм (0,07 дюйма) |
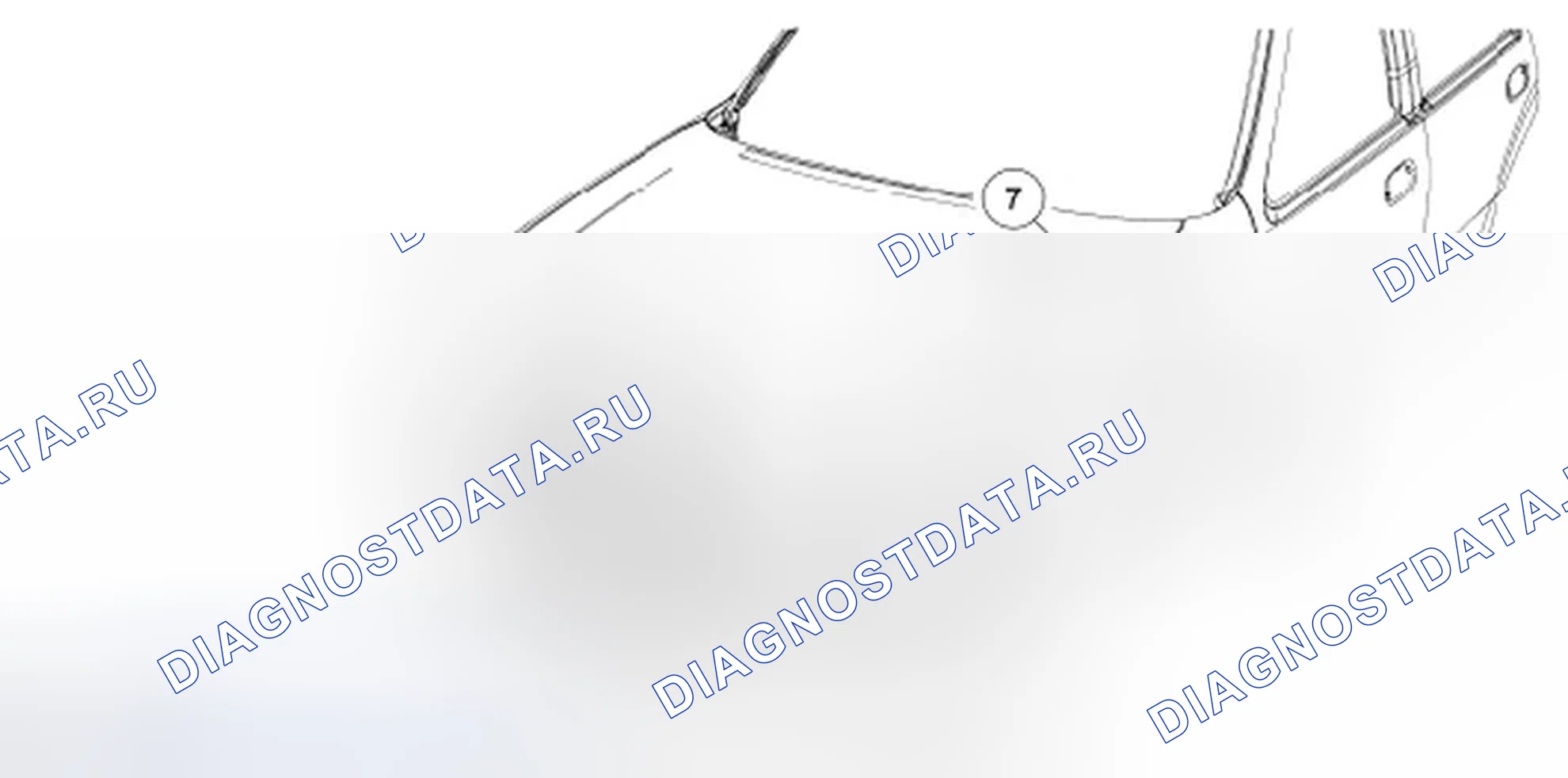
| 7 | Капот к крылу | 4,5 мм (0,17 дюйма) ± 2,0 мм (0,07 дюйма) |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
ПримечаниеРазмеры применяются к правой и левой стороне.
Схема №99
| Пункт | Описание | Характеристика |
|---|---|---|
| 8 | Бордюрная рейка к крылу | 0,0 мм (дюйм) ± 1,5 мм (0,05 дюйма) |
| 9 | Входная дверь в крыло | 4,5 мм (0,17 дюйма) ± 2,0 мм (0,07 дюйма) |
| 10 | Передняя дверь к задней двери | 4,5 мм (0,17 дюйма) ± 2,0 мм (0,07 дюйма) |
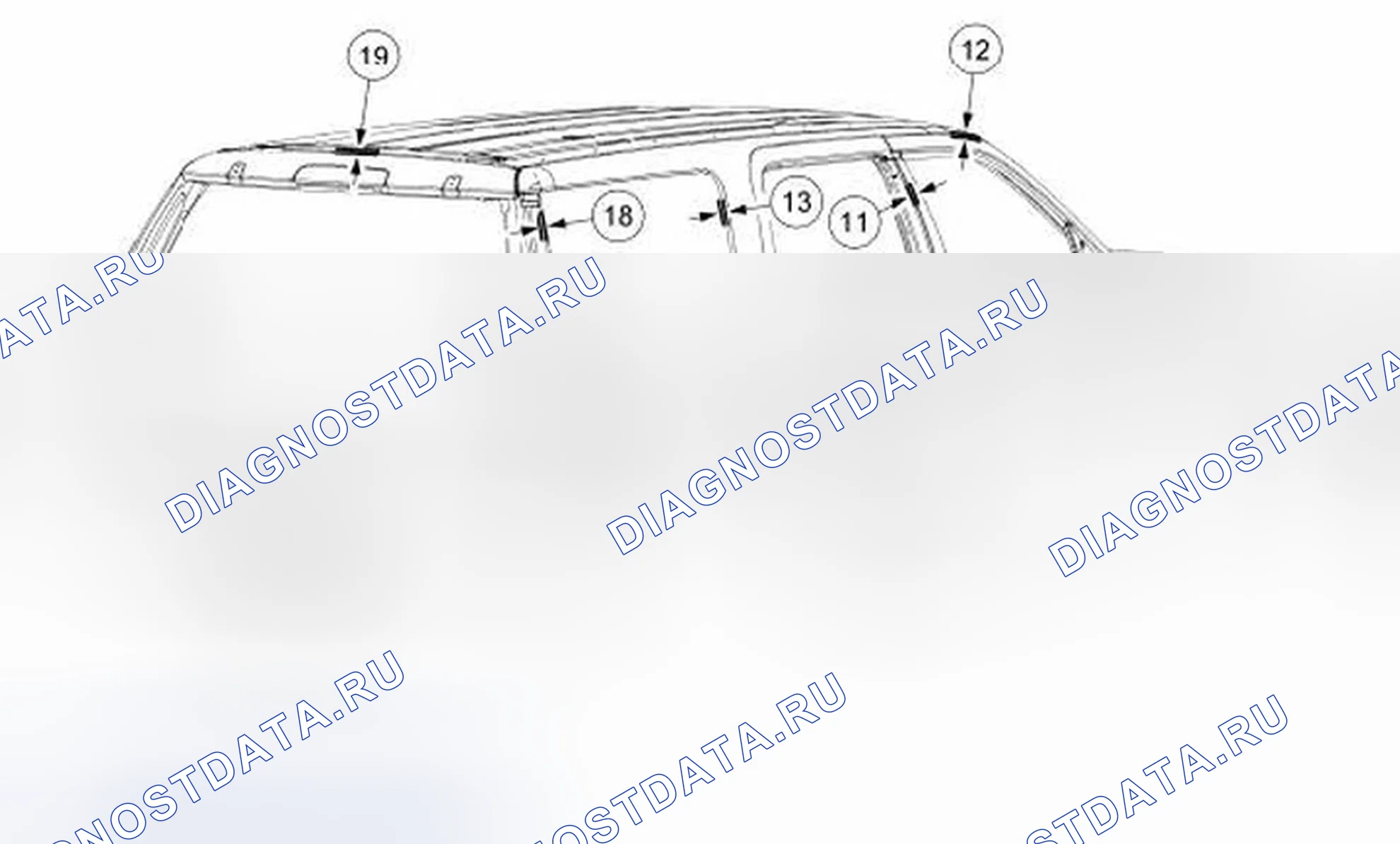
| 11 | Передняя дверь - задняя дверь (верхняя) | 4,5 мм (0,17 дюйма) ± 2,0 мм (0,07 дюйма) |
| 12 | Дверь на крышу | 5,0 мм (0,19 дюйма) ± 0,5 мм (0,01 дюйма) |
| 13 | Стекло в четверть панели | 5,0 мм (0,19 дюйма) ± 2,5 мм (0,09 дюйма) |
| 14 | Задняя дверь в четверть панели | 4,5 мм (0,17 дюйма) ± 2,5 мм (0,09 дюйма) |
| 15 | Задний фонарь к задней панели | 4,0 мм (0,15 дюйма) ± 2,0 мм (0,07 дюйма) |
| 16 | Задняя лампа на четверть панели | 2,0 мм (0,07 дюйма) ± 1,5 мм (0,05 дюйма) |
| 17 | Дверь багажника в четверть панели | 5,0 мм (0,19 дюйма) ± 2,5 мм (0,09 дюйма) |
| 18 | Стекло на наружную панель стойки D | 5,5 мм (0,21 дюйма) ± 2,5 мм (0,09 дюйма) |
| 19 | Подъемные ворота на крышу | 10,0 мм (0,39 дюйма) ± 2,5 мм (0,09 дюйма) |
| 20 | Дверь багажника на навесную панель | 3,0 мм (0,11 дюйма) ± 1,0 мм (0,03 дюйма) |
| 21 | Дверь багажника в четверть панели | 5,0 мм (0,19 дюйма) ± 2,5 мм (0,09 дюйма) |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Размеры под капотом
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №100
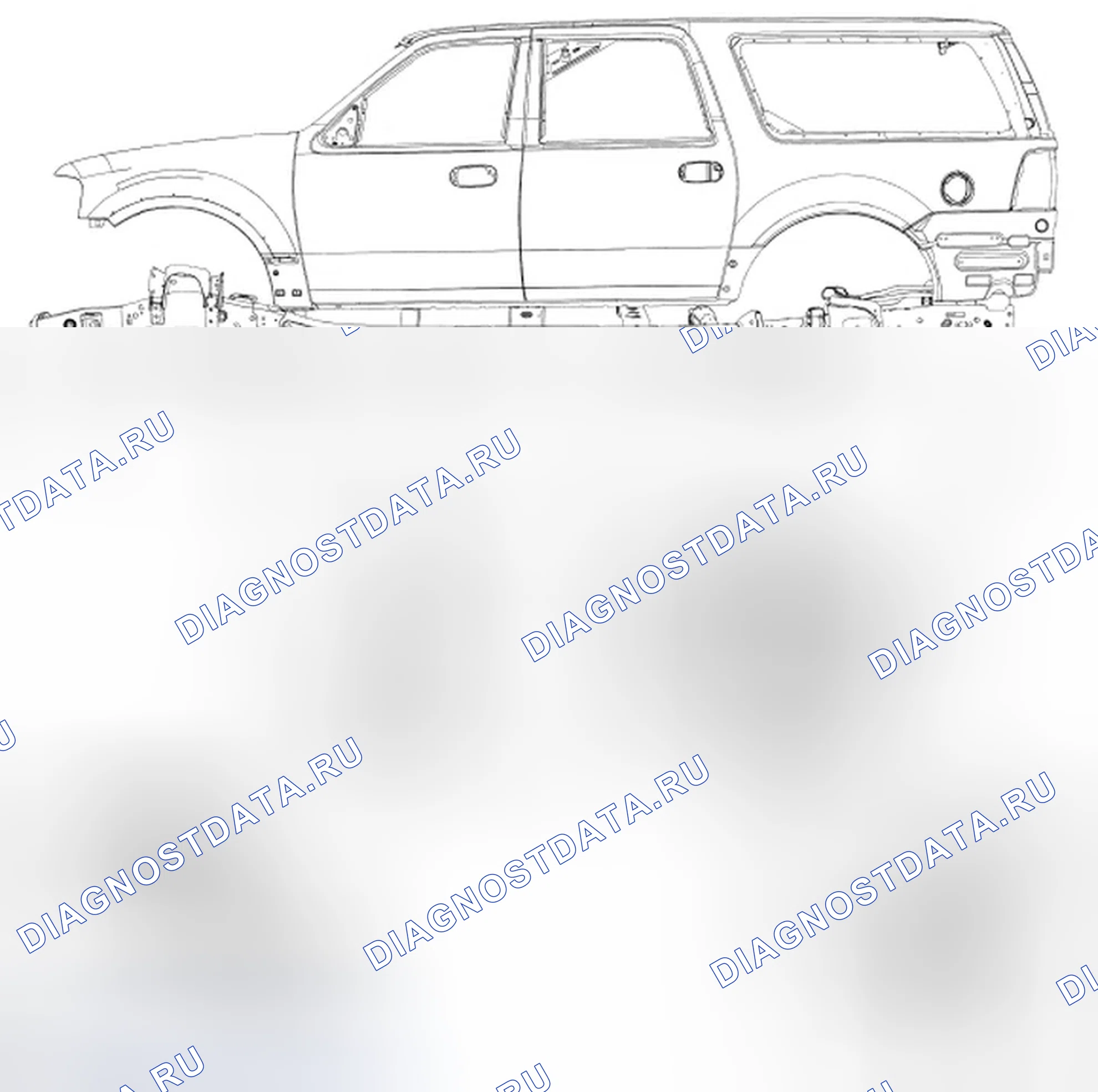
Размеры стороны тела
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеExpedition 3327 мм (131 дюйм) удлиненная колесная база показана на иллюстрации, открывание передних дверей общее для всех моделей.
ПримечаниеРазмеры применяются к правой и левой стороне.
Схема №101
Проем задней двери - колесная база 3023 мм (119 дюймов)
ПримечаниеРазмеры применяются к правой и левой стороне.
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №102
Размеры заднего проема кузова
ПримечаниеРазмеры общие для всех моделей.
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №103
Высота опорного элемента рамы
ПримечаниеРеперные измерения, показанные спереди (№ 1) и сзади (№ 6). Калибр для измерения реперной отметки № 3 расположен на расстоянии 28 мм (1,1 дюйма) сзади от фланца поперечины трансмиссии № 3. Вид вставки показан с левой стороны.
Схема №104
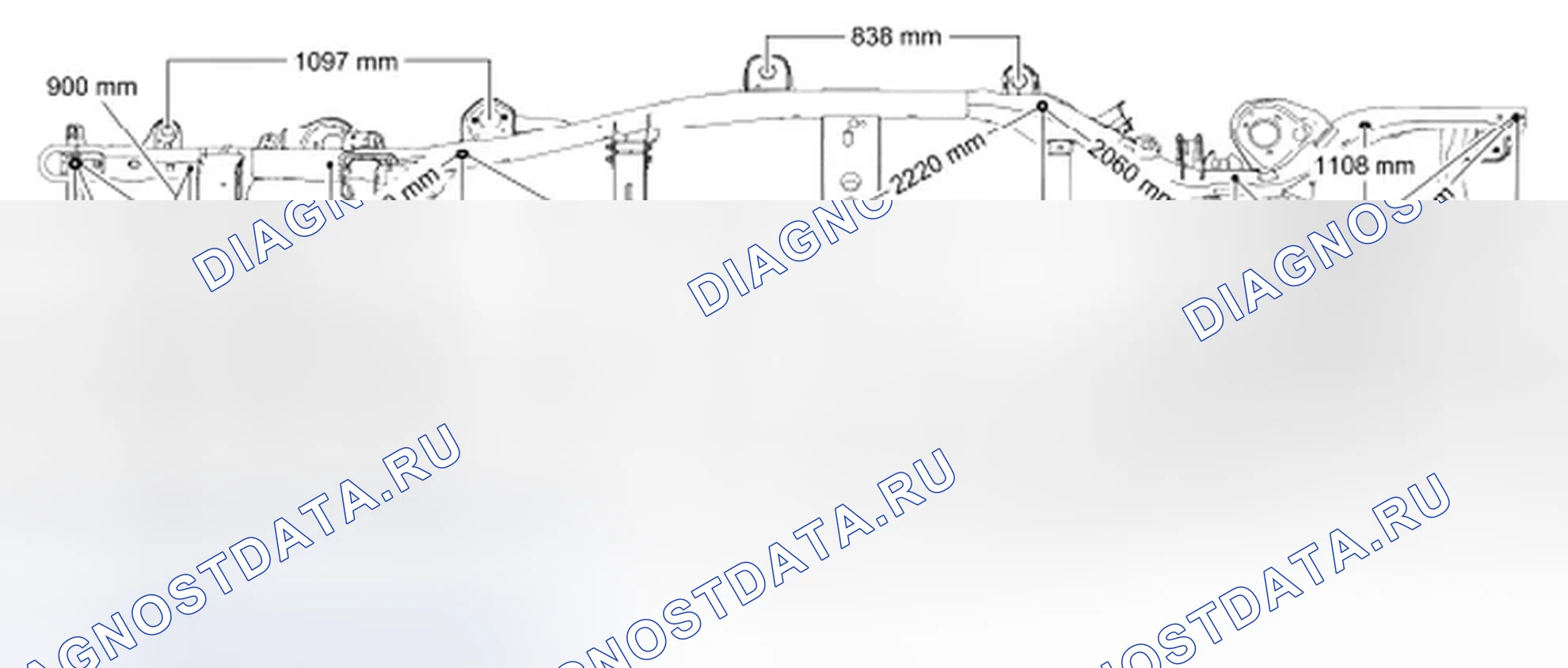
Размеры рамы - 3023 мм (119 дюймов) Колесная база
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеДля передней секции рамного рельса имеется набор для секционирования рамного рельса. При выполнении любой процедуры ремонта рамы необходимо соблюдать заводские размеры рамы. См. " ЭЛЕМЕНТЫ РАМЫ ". (ref-364119-S00426679142010062700000)
Схема №105
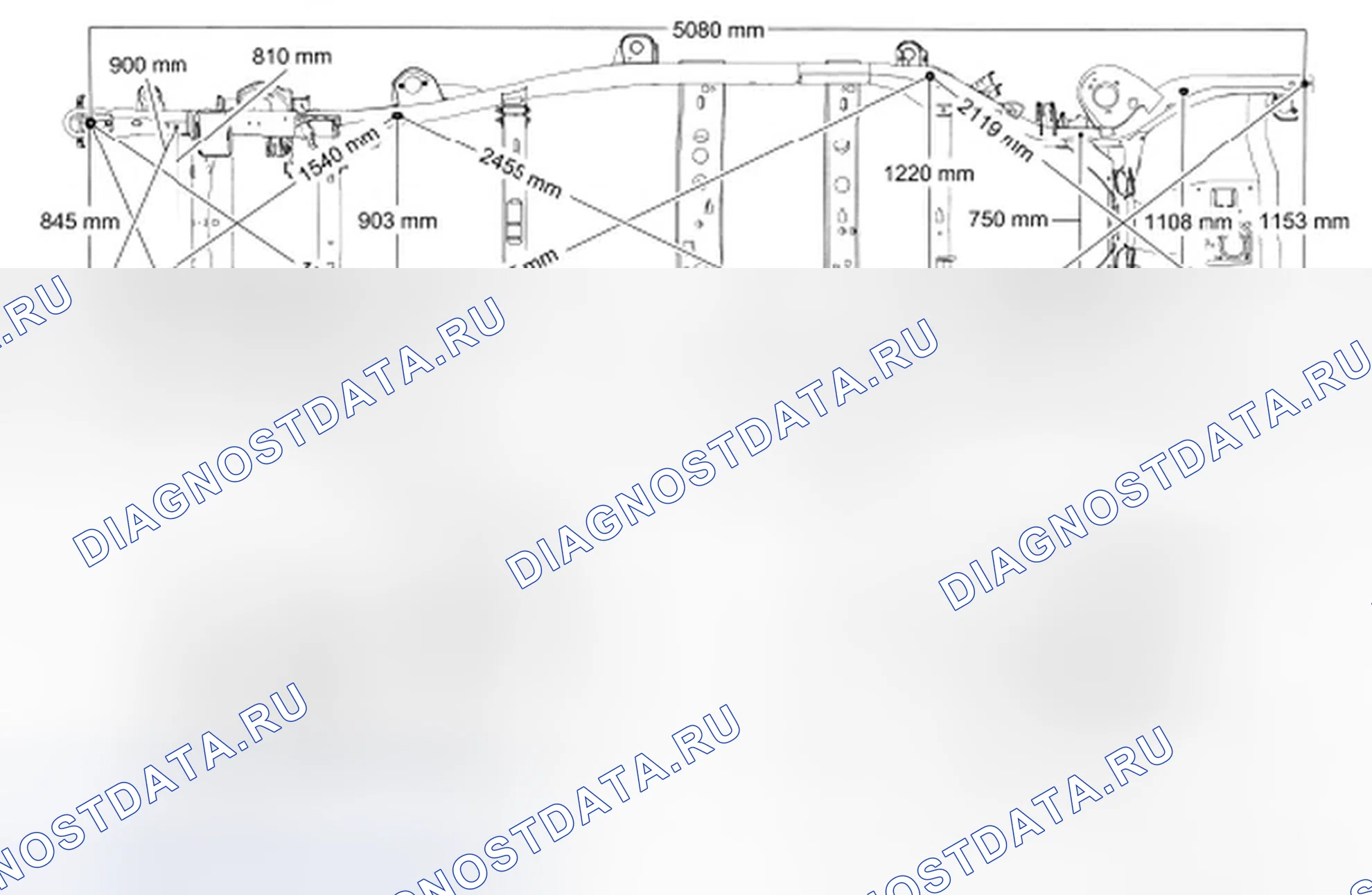
Размеры рамы - 3327 мм (131 дюйм) Колесная база
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеДля передней секции рамного рельса имеется набор для секционирования рамного рельса. При выполнении любой процедуры ремонта рамы необходимо соблюдать заводские размеры рамы. См. " ЭЛЕМЕНТЫ РАМЫ ". (ref-364119-S00426679142010062700000)
Схема №106
Наружные пластиковые компоненты - окрашенные
ПримечаниеПриведенные ниже иллюстрации не включают все доступные уровни отделки. Фактический уровень отделки автомобиля определит жизнеспособность проведения ремонта пластика.
Схема №107
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 40010 | Дверь багажника (Navigator) - листовой формованный композит (SMC) |
| 2 | 17K835 | Крышка бампера (задняя) - термопластичный олефин (TPO) |
| 3 | 25557 LH/25556 прав. | Молдинг колесных арок (задний) - TPO |
| 4 | 20879 LH/20878 прав. | Дверной молдинг (задний) - TPO |
| 5 | 20879 LH/20878 прав. | Литье дверей (спереди) - TPO |
| 6 | 16612 | Капот (навигатор) - SMC |
| 7 | 16039 LH/16038 прав. | Молдинг колесных арок (спереди) - TPO |
| 8 | 17D597 | Крышка бампера (передняя) - TPO |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Схема №108
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 404C42 | Аппликация дверь багажника - поликарбонат (PC) + акрилонитрил-бутадиен-стирол (ABS) |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Несколько соображений будут определять жизнеспособность процедуры (процедур) пластического ремонта
- Является ли повреждение косметическим или структурным?
- Можно ли проводить ремонт на транспортном средстве?
- Деталь легко доступна?
- Является ли ремонт компонентов наиболее экономически эффективным методом?
- Можно ли экономически восстановить компонент до первоначальной прочности и внешнего вида?
- Будет ли ремонт предусматривать максимально быстрый и качественный ремонт?
Для применения в автомобилях используется несколько типов пластика. Однако все пластмассы будут относиться к 2 основным категориям термопластичных или термореактивных пластмасс.
Термореактивный пластик
Обычно термореактивные пластмассы изготавливают из 2-х частей термореактивных смол. При смешивании выделяется тепло, что приводит к необратимому отверждению. Из-за этого термореактивные пластмассы потребуют использования для ремонта клея, состоящего из 2 частей.
Листовой формованный композит (SMC)
Листовой формованный композит (SMC) - это тип термореактивного пластика, в котором используются стекловолокна или нейлоновые волокна в сочетании с термореактивными полиэфирными смолами. При полном отверждении КдПМ является прочным и жестким.
SMC похож на стекловолокно, но не идентичен ему. Ford Motor Company использует SMC в таких компонентах, как крылья, капоты и подъемные ворота.
Термопластичные соединения
Термопластичные соединения получают способом, который является обратимым. Термопласты могут повторно формоваться путем повторного нагрева. Эта характеристика термопластов делает сварку пластмасс возможной ремонтной альтернативой. Ремонт термопластичных соединений по-прежнему возможен благодаря использованию 2-компонентных материалов для ремонта адгезивов и наполнителей и усилений по мере необходимости. Термопластики широко используются в компонентах внутренней отделки, колесных вспышках, обшивке боковых сторон кузова и крышках бамперов.
Полиолефин
Полиолефины попадают в семейство термопластов с одной уникальной характеристикой, маслянистым или восковым ощущением материала при шлифовании или шлифовании. Полиолефин очень хорошо поддается переплавке за счет использования тепла. Из-за этого компоненты, изготовленные из этого материала, хорошо поддаются возможности сварки пластика. Большинство адгезивных ремонтных материалов и краски не будут связываться с поверхностью полиолефина, если только усилитель адгезии, специально разработанный для пластика, не будет сначала нанесен на открытую сырую поверхность. В противном случае полиолефины являются типичными для ремонта.
- Крышки бамперов.
- Кожухи вентиляторов.
- Корпуса колес.
Правильная идентификация различных типов пластика необходима для выбора соответствующего метода (ов) ремонта, чтобы выполнить высококачественный ремонт пластика. См. " ИДЕНТИФИКАЦИЯ ПЛАСТИКА ". (ref-364119-S31544396032010062700000)
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
- Щеточный шовный герметик - герметик, предназначенный для восстановления первоначального вида матового шва. Применяется для герметизации нахлесточных соединений в листовом металле, которые свариваются точечной сваркой (например, напольные и капоты). Используйте продукт, полученный на месте.
- Укупорочное устройство для канавы крыши - Самоустанавливающееся укупорочное устройство, используемое для капельных рельсов, швов крыши, четвертных панелей до задней палубы и для протечек воды.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на стоячих косметических швах, швах кровати грузовика, швах обшивки двери с инструментами и поддонах пола.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, которые требуют перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного герметизатора.
Гасители звука и изоляторы
ПримечаниеМастика изготавливается из горючего материала и должна быть удалена до проведения сварочных процедур на участок. Зоны нагрева от сварки вблизи мастики могут вызвать горение материала мастики.
ПримечаниеАнтикоррозионная защита должна быть восстановлена на участке ПОСЛЕ нанесения мастичного материала. Средства защиты от коррозии могут быть на основе воска, и может произойти потеря адгезии.
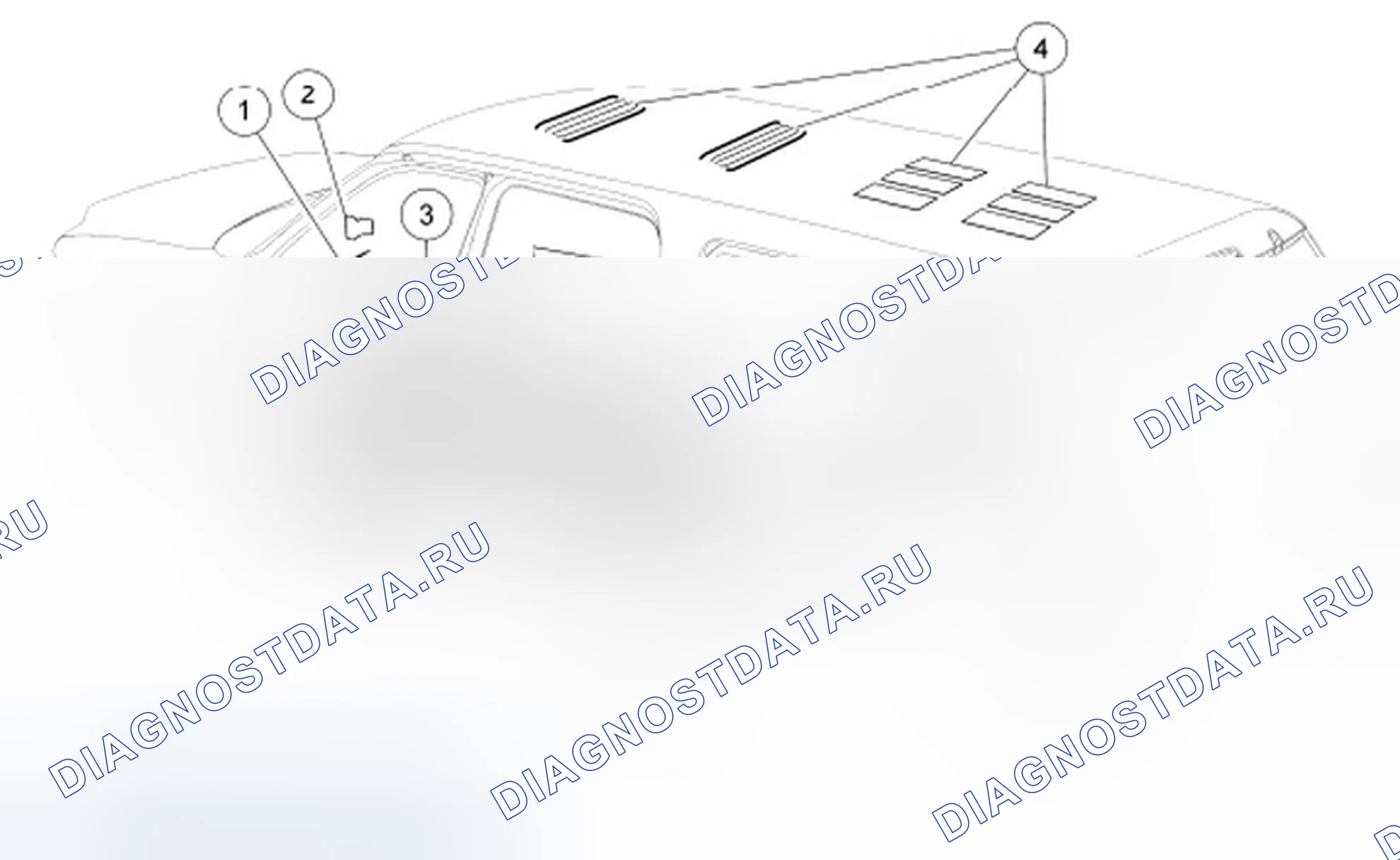
ПримечаниеСледующие иллюстрации служат в качестве ссылки для указания мест расположения мастичных пластырей (бутиловых накладок). Помимо указанных на иллюстрации используются дополнительные изоляторы и гасители звука.
ПримечаниеДля приведения транспортного средства в соответствие с конструктивными требованиями отсутствующие или поврежденные глушители звука и изоляторы должны быть заменены надлежащим компонентом для сервисной замены.
Схема №109
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 16E098 | Мастичный изолятор - кранец (ы) |
| 2 | 16E096 | Мастичный изолятор - кранец (ы) |
| 3 | 11172 | Мастичный изолятор - фронтальный напольный |
| 4 | 54344 | Мастичные изоляторы - кровля |
| 5 | 27786 | Мастичные изоляторы - рулевая рубка |
| 6 | 11530 | Мастичный изолятор - задний напольный |
| 7 | 113B56 | Мастичный изолятор - задний напольный |
| 8 | 11173 | Мастичный изолятор - фронтальный напольный |
| 9 | 20356 | Мастичный изолятор - дверная панель (панели) |
| 10 | 11180 | Мастичный изолятор - тоннель пола |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
- ПРИМЕЧАНИЕ: В тех случаях, когда мастика применяется в качестве перекачиваемого материала на заводе, допускается замена отсутствующей или поврежденной мастики в виде обрезанной по размеру бутиловой прокладки (прокладок) или закачиваемого мастичного материала (материалов) при проведении ремонта. Всякий раз, когда проводится замена существующего изолятора мастики, поверхность должна быть тщательно очищена, чтобы убедиться, что произойдет правильная адгезия. Поверхность должна быть 10°C или более перед нанесением мастики. Использование теплового пистолета для согревания поверхности.
| Пункт | Характеристика |
|---|---|
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Переработка пластмасс
Все компоненты
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Не окрашивайте крышки модуля подушек безопасности и дверцы развертывания. Краска может привести к неправильному развертыванию подушки безопасности. Несоблюдение этой инструкции может увеличить риск серьезных травм или смерти в результате аварии. |
|---|
ПримечаниеПри использовании любого одобренного Ford продукта для повторной отделки рекомендуется оставаться в рамках одной и той же системы покраски на протяжении всего процесса. Например, не используйте грунтовки одного производителя и верхние покрытия другого производителя.
- ПРИМЕЧАНИЕ: Необходимо соблюдать осторожность, если применять тепло к деталям. Термопластики размягчаются и имеют тенденцию терять свою форму при нагревании. Первым шагом для любой процедуры очистки силикона или повторной отделки является определение типа пластика. Это термореактивные или термопластичные, зернистые или гладкие? Это определит, как его следует очистить и подготовить для повторной отделки. Для получения дополнительной информации обратитесь к " ИДЕНТИФИКАЦИИ ПЛАСТМАСС ". Важно, чтобы правильный очиститель использовался, в зависимости от того, какая система покраски используется, на основе растворителя или на основе воды. (ref-364119-S31544396032010062700000)
- Для новых деталей может потребоваться обжиг в распылительной камере или нагревание с помощью нагревательных ламп, чтобы высвободить захваченные растворители или смазки для форм, используемые в производственных процессах. Незернистые компоненты
- После очистки слегка посыпьте песком 600-зернистую или более мелкую наждачную бумагу. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Зернистые компоненты
- После очистки допускается легкое использование серой подушечки при условии, что зернистость не будет сплющена. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Все компоненты
- Нанести пластиковый активатор адгезии на любую обнаженную пластиковую деталь в соответствии с рекомендациями изготовителя. На протяжении всей процедуры повторной отделки, каждый раз, когда обнаженный пластик подвергается воздействию по какой-либо причине, важно, чтобы промотор адгезии был повторно нанесен на эту область.
- Для предотвращения сморщивания и подъема верхнего покрытия перед выполнением процедуры повторной отделки может потребоваться герметик.
- Гибкие и неэластичные компоненты должны подвергаться повторной отделке отдельно, поскольку при повторной отделке гибких деталей может потребоваться гибкая добавка (обратитесь к рекомендации производителя краски).
- Рекомендуется проводить повторную отделку наружных компонентов на транспортном средстве (после врезки) для контроля соответствия цвета и сопряжения со смежными панелями.
- Продолжайте процесс повторной отделки и следуйте процедурам системы покраски, одобренным Ford. Шаги могут различаться у разных производителей красок.
| Пункт | Характеристика |
|---|---|
| Клей для склеивания пластмасс TA-9 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- ПРИМЕЧАНИЕ: Никогда не применяйте растворители, такие как лак, разбавитель или редуктор, на любом этапе ремонта пластмассы. Растворители, очистители и вода могут поглощаться многими типами пластмасс и стекловолокном, используемым для усиления. Если это происходит, пластик может разбухнуть в области ремонта и привести к отказу ремонта. Быстро удалите очистители и воду и используйте воздух и тепло для ускорения сушки. ПРИМЕЧАНИЕ: Во время ремонта многих пластмасс и особенно полиолефиновых пластмасс необходимо правильно нанести усилитель адгезии на подложку, чтобы отремонтировать материалы. (ref-364119-S31544396032010062700000)
- ПРИМЕЧАНИЕ: Всегда обращайтесь к указаниям изготовителя на этикетке для типа ремонтных материалов, наполнителей и связующих веществ, используемых в зависимости от материала. Определите, нужен ли усиливающий элемент в качестве подкладки при крупном ремонте. Постройте усиливающий элемент из куска лома пластика, подлежащего ремонту, и следуйте указаниям изготовителя на этикетке для типа используемой системы. При ремонте листового формованного композита (SMC) усиливающий элемент может быть выполнен с использованием нескольких слоев стеклоткани, насыщенных смолой или структурным клеем.
Как отремонтировать панели из листового формованного композита (SMC)
ПримечаниеСледующий порядок применяется при ремонте структурных трещин и больших борозд. Если повреждение является косметическим, использование армирующей ткани может не потребоваться.
- Панели, подлежащие ремонту, должны быть сухими и находиться при комнатной температуре от 18°C до 24°C до проведения ремонта. Обе стороны панели перед шлифовкой или шлифованием должны быть тщательно очищены.
- Закройте разрыв в SMC (спереди и сзади) маскирующей лентой. Это защищает поврежденный участок от поглощения очистителем препарата и исключает затекание очистителя через волокна в КдПМ.
- Удалите все воски, силиконы, грязь и дорожные масла с участка, окружающего обе стороны поврежденного участка, с помощью пластикового воска и средства для удаления жира. Удалите ленту и зашкурите заднюю часть ремонтного участка с помощью угловой шлифовальной машины, шлифовальной машины двойного действия (D / A) или вручную с помощью 80-крупнозернистой наждачной бумаги. Удалите всю пыль с помощью вакуума и липкой ткани.
- Создайте упрочняющую накладку, используя кусок лома SMC, который хорошо соответствует задней части поврежденного участка, или сформируйте накладку из стеклоткани. Обрежьте участок ткани, достаточно большой, чтобы покрыть зону ремонта, плюс 25,4 мм (1 дюйм) вокруг зоны ремонта. Отрежьте участок подложки из пластиковой пленки приблизительно на 25,4 мм (1 дюйм) больше, чем ткань. Уложите пластик на гладкую, ровную поверхность, где он будет использоваться для создания пирамидальной накладки.
- Следуйте инструкциям производителя и нанесите пластиковый ремонтный клей на подложку из пластиковой пленки и смажьте пластиковым распределителем до рекомендуемой толщины. Поместите предварительно нарезанную стеклоткань на пластиковую пленку с клеевым покрытием. Покройте тряпку слоем ремонтного клея и расправьте до рекомендуемой толщины.
- Нанесите подготовленный пластырь на обратную сторону панели и сожмите. Следуйте инструкциям производителя для отверждения клея. Снимите пластиковую пленку после отверждения клея и песок по мере необходимости для удаления шероховатостей.
- Удалите маскирующую ленту с передней стороны поврежденного участка и зачистите до опорной накладки. Используйте угловую шлифовальную машину с 30-40-зернистым колесом. Сделайте постепенное сужение в области, это предотвратит бычьи глаза или чтение в готовом ремонте. Зона, подготовленная песком с помощью шлифовального станка D/A или ручным песком с помощью наждачной бумаги с зернистостью 80.
- Постройте пирамидальную заплату, используя стеклоткань или эквивалент и пластичный ремонтный клей. Следуя инструкциям производителя, нанесите заплатку на поврежденный участок.
- Участок грубой зачистки для удаления излишков клея. Зона ремонта песка наждачной бумагой с зернистостью 80, не забывая вырезать немного ниже готовой поверхности SMC. Это позволит получить финишное покрытие из пластикового материала для ремонта кузова.
- Нанести отделочное покрытие из пластичного ремонтного присадочного материала в соответствии с указаниями производителя.
- Отделочный песок, грунтовка и верхнее покрытие с использованием систем покраски, одобренных Ford.
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- ПРИМЕЧАНИЕ: Следующие шаги должны использоваться в качестве руководства. В зависимости от того, какая марка клеев или накладных материалов используется, процедуры могут несколько различаться. Тщательно очистите поврежденный участок с помощью воска и средства для удаления жира, разработанного для использования с пластмассами.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Для небольшого ремонта на поврежденный участок можно нанести пластиковый клеевой наполнитель. Следуйте инструкциям производителя и создайте слои, чтобы сформировать толщину над поврежденным участком. Это позволит отшлифовать участок гладким.
- Чтобы отремонтировать большие отверстия или трещины, измерьте и отрежьте кусок стеклоткани или эквивалентный 25,4 мм (1 дюйм) больше, чем трещина или отверстие. Нанесите пластиковый ремонтный клей на поврежденный участок и немедленно нанесите стеклоткань в пластиковый клей для усиления. Нанесите дополнительный пластиковый ремонтный клей для прочности и формы, как требуется.
- Контур и форма ремонта по мере необходимости с помощью D / A-шлифовальной машины. Избегайте шлифования через ремонт.
- Отделка участка и выполнение всех необходимых покрасочных работ с использованием систем покраски, одобренных Ford.
Схема №110
- ПРИМЕЧАНИЕ: Осмотрите крышку бампера, чтобы определить, может ли ее часть быть отремонтирована до приемлемого уровня качества внешнего вида, прилегания и долговечности. Будут ли трудовые и материальные затраты на ремонт соответствовать или превышать стоимость новой сменной крышки бампера? Если крышка бампера определена как ремонтопригодная, перейдите к следующим шагам. ПРИМЕЧАНИЕ: Следующие шаги должны использоваться в качестве руководства. В зависимости от того, какая марка клеев или накладных материалов используется, процедуры могут незначительно отличаться. Удалите затронутый бампер для иллюстрации ". (ref-364101)
- Очистите сломанную лапку (и) с помощью пластикового воска и средства для удаления жира.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Отмерьте и отрежьте кусок стеклоткани или ее эквивалент, достаточно большой, чтобы сформировать переднюю часть язычка, затем отогните назад в форме клина примерно на 51 мм (2 дюйма) от исходного язычка.
- Подготовьте заплату из ремонтной клеевой ткани в соответствии с инструкциями производителя и нанесите на пораженный участок. Немедленно расположите пластырь из пластикового ремонтного материала, чтобы сформировать форму язычка.
- Обеспечьте соответствующее время отверждения и форму ремонтного язычка с помощью шлифовального станка с малым углом. Используйте крайнюю осторожность, чтобы не песок через внешнюю поверхность.
- Выполните все необходимые операции по ремонту лакокрасочного покрытия бампера с использованием систем покраски, одобренных Ford.
- Вновь соберите и установите крышку бампера, дополнительную информацию см. в разделе " БАМПЕРЫ ". (ref-364101)
| Пункт | Характеристика |
|---|---|
| Нейтрализатор кислоты Motorcraft ® ZC-1-A | |
| Щелочной нейтрализатор для автомобилей ZC-2-A | |
| Мотоцикл ® Заказной Прозрачный Пальто Польский ZC-8-A | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Оксид железа (рельсовая пыль) или кислотная очистка от дождя
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания.
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и, в тяжелых случаях, окрашивание внутри пятен воды.
- ПРИМЕЧАНИЕ: Никогда не наносите краску на частицы железа, так как снова появятся пятна ржавчины. Используйте только рекомендованную процедуру обеззараживания, подробно описанную ниже. Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Подготовить нейтрализатор кислоты путем смешивания 8 частей воды с нейтрализатором 1 части в ведре.
- ПРИМЕЧАНИЕ: Во избежание повреждения краски не допускайте высыхания продукта на транспортном средстве. ПРИМЕЧАНИЕ: Для каждого продукта, наносимого на транспортное средство, используйте отдельную промывочную митту. Работая быстро и начиная с верхней части транспортного средства и работая в стороны, нанесите смесь нейтрализатора кислоты на все транспортное средство. Держите транспортное средство влажным с помощью раствора и слегка перемешивайте в течение 5-7 минут. Продолжайте вокруг транспортного средства 4-5 раз. Для тяжелых условий работайте продукт до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Сушите только горизонтальные поверхности автомобиля, не сушите стекло в это время.
- ПРИМЕЧАНИЕ: Во избежание повреждения поверхности краски, не наносите щелочной нейтрализатор непосредственно на пластиковую отделку транспортного средства. ПРИМЕЧАНИЕ: Используйте отдельную промывочную митту для каждого продукта, нанесенного на транспортное средство. ПРИМЕЧАНИЕ: Щелочной нейтрализатор является готовым к использованию продуктом. Не смешивайте с водой. Налейте щелочной нейтрализатор в бутылку для брызг и нанесите раствор на чистую промывочную митту.
- ПРИМЕЧАНИЕ: Во избежание выхода из строя краски не допускайте высыхания щелочного нейтрализатора на автомобиле. Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Готовят детальную промывку путем смешивания 29,5 мл (1 унция) с 3.78L воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
Отделка поверхности после обеззараживания
- ПРИМЕЧАНИЕ: При попытке повлиять на ремонт с помощью полировки, полировки или цветного шлифования, не удаляйте избыток 0,3 мил лакокрасочной пленки или потребуется повторная полировка. ПРИМЕЧАНИЕ: Кислотный дождь обесцвечивание или травление может потребовать цвета шлифовки в дополнение к полировки и полировки. В крайних случаях может потребоваться повторная зачистка, если следующая процедура не восстанавливает отделку автомобиля. ПРИМЕЧАНИЕ: Не смешивайте продукты полировки. Используйте только один продукт производителя. ПРИМЕЧАНИЕ: Всегда следуйте последовательности использования продукта производителя. Используйте соответствующий полировальник или полировальник с рекомендуемой скоростью полирования, указанной производителем продукта. Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
| Пункт | Характеристика |
|---|---|
| Мотоцикл ® Заказной Прозрачный Пальто Польский ZC-8-A | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВо избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее.
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
- Промойте место ремонта детальной промывкой или рН-нейтральным мылом и водой.
- Удалите всю отделку, эмблемы и оборудование из области, подлежащей ремонту.
- ПРИМЕЧАНИЕ: Все расслоения должны быть удалены. Песок или среда взрывают поврежденную поверхность, сохраняя зону ремонта как можно меньшей.
- Обработайте любую оголенную металлическую поверхность, чтобы предотвратить мгновенную коррозию, и при необходимости загрунтуйте и замкните песок перед повторной обработкой.
- Маскируйте соседние панели для защиты от распыления.
- При необходимости произведите точечный ремонт основного покрытия в соответствии с предписанными изготовителем красок процедурами.
- Следуя предписанной изготовителем краски процедуре, нанесите прозрачное покрытие на всю панель.
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A | |
| Система Quart для нанесения грунтовочного покрытия PM-25-B | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A | |
| Система Quart на основе ингибитора ржавчины PM-24-B |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСверление отверстий для доступа в кузовных панелях не рекомендуется. Сверление отверстий нарушит первоначальную лакокрасочную отделку и будет способствовать коррозии.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИнструкции по подготовке и обращению см. на этикетке продукта.
Схема №111
Схема №112
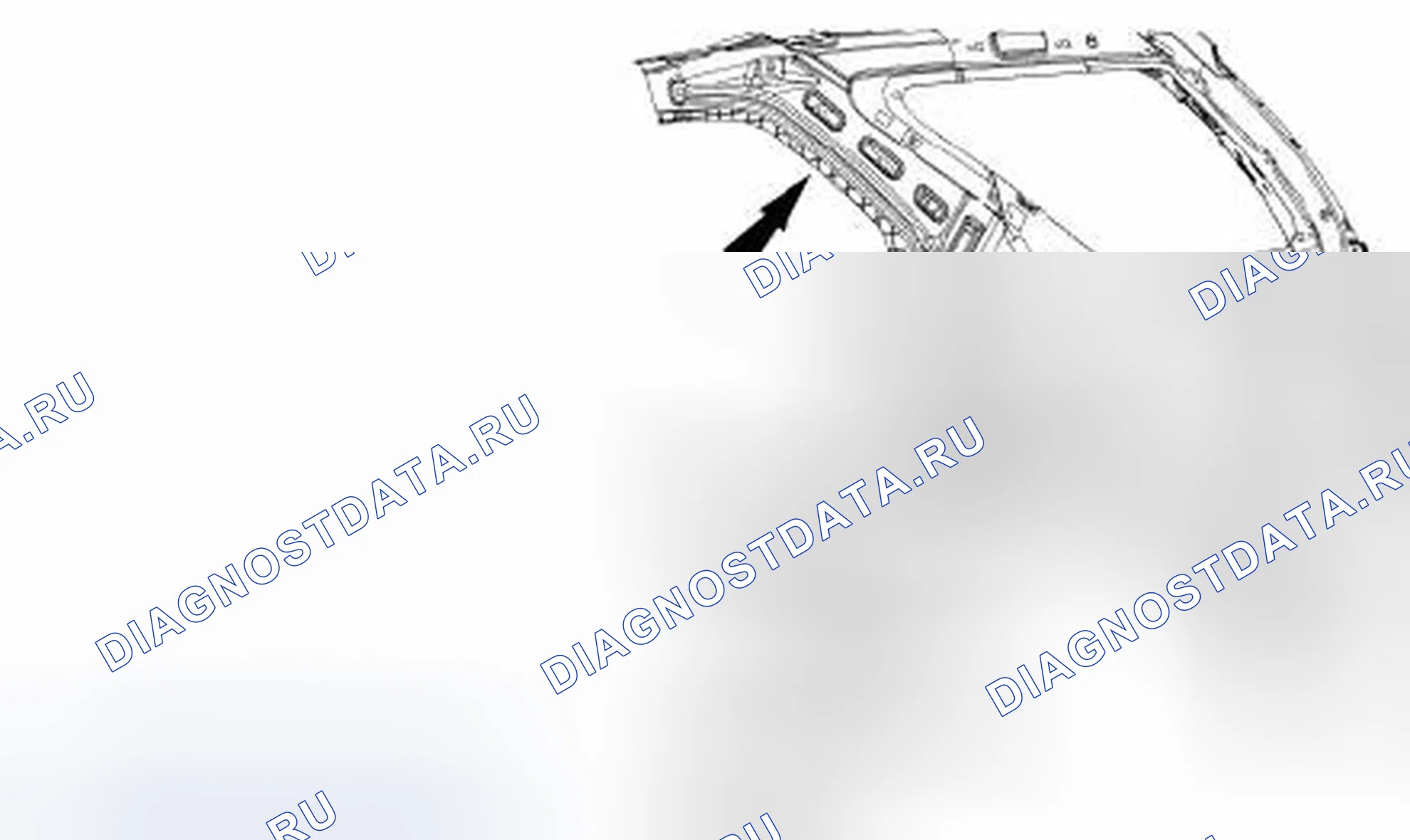
Схема №113
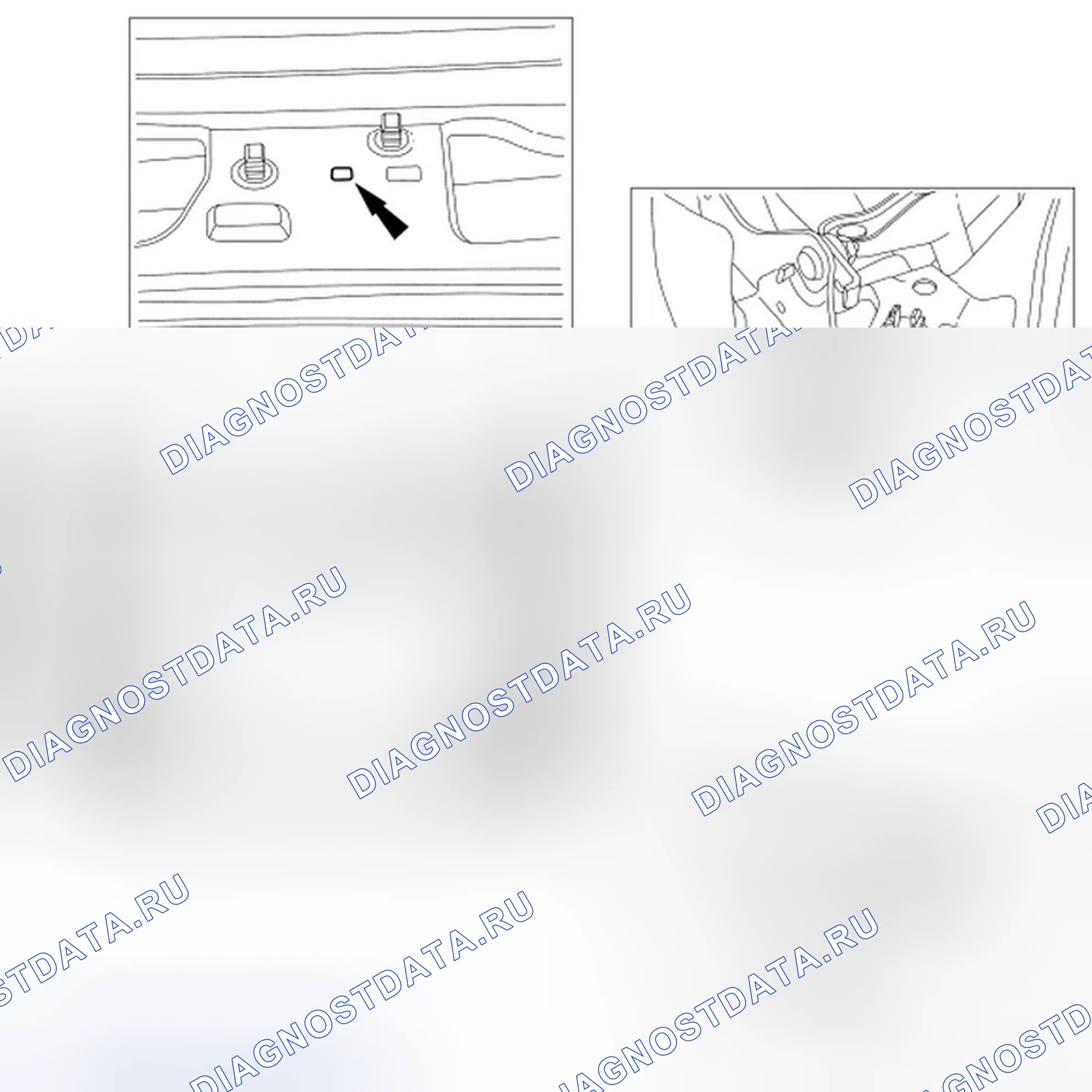
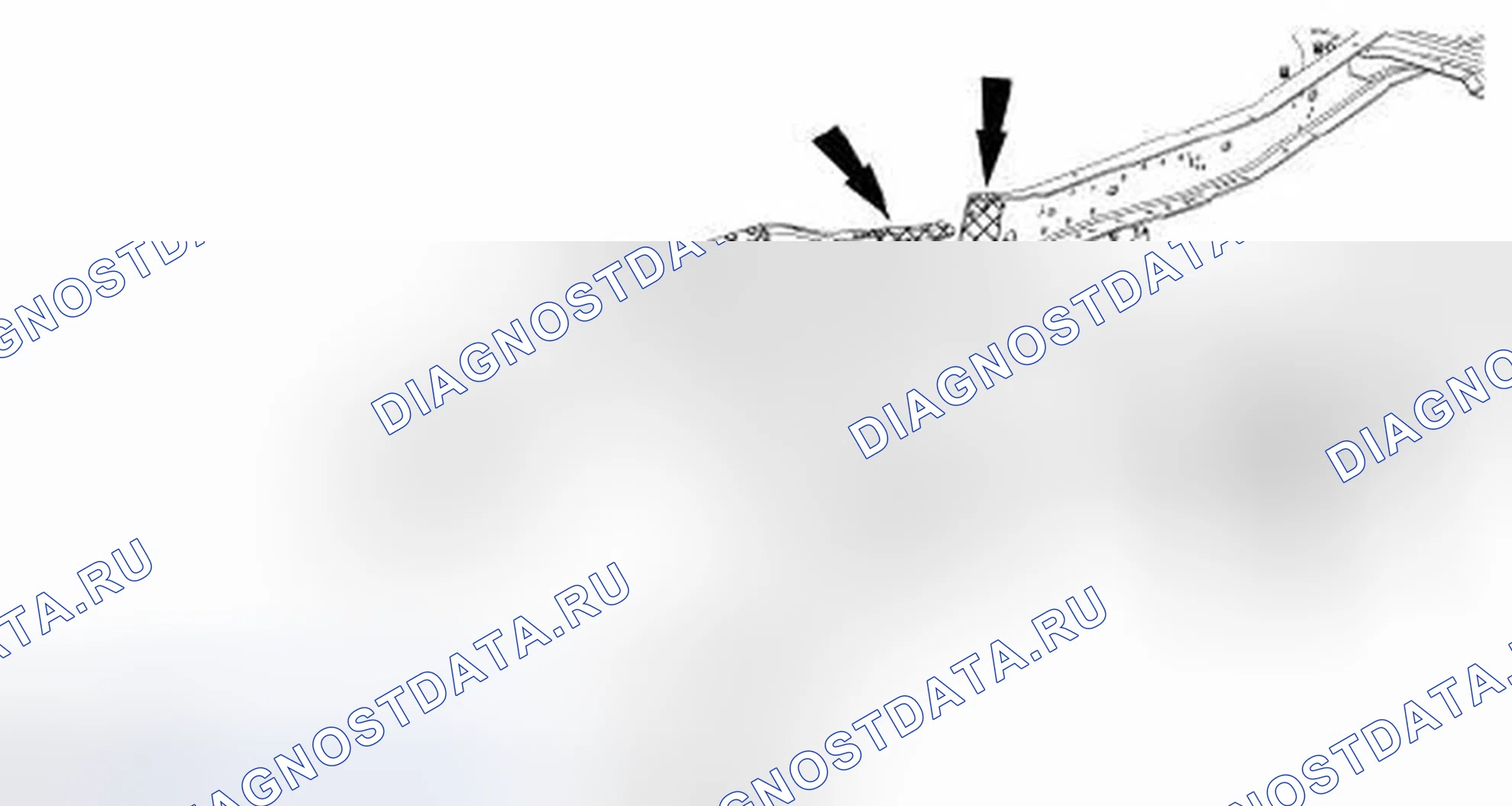
- На поверхностях не должно быть масла, грязи и других посторонних материалов. Процесс проводите в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Прикрепите канистру с ингибитором ржавчины к установочному комплекту 286-00002. Ингибитор ржавчины следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Уставка давления воздуха для пистолета-аппликатора составляет 448-517 кПа (65-75 фунт/кв. дюйм). Используйте длинную палочку при опрыскивании закрытых зон. Распылительная насадка обеспечивает 360-градусную картину распыления. Вставьте палочку как можно дальше в отверстие для доступа, нажмите на курок и подождите 2-3 секунды и медленно вытяните палочку из отверстия для доступа. Короткий, крючкообразный жезл распыляется в одном направлении и должен быть повернут для обеспечения полного охвата. Нанесите материал в светлых туманообразных покрытиях. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола. ПРИМЕЧАНИЕ: На следующих иллюстрациях представлены типичные области применения швов кузова и фланцев точечной сварки, и они не являются специфическими для транспортного средства.
- ПРИМЕЧАНИЕ: Вид снизу на дверной узел. Нанесите ингибитор ржавчины, как показано на внутренней стороне дверной оболочки, на все внутренние металлические поверхности, используя наиболее подходящую палочку-аппликатор. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Держите дверные дренажные отверстия чистыми, чтобы предотвратить накопление влаги.
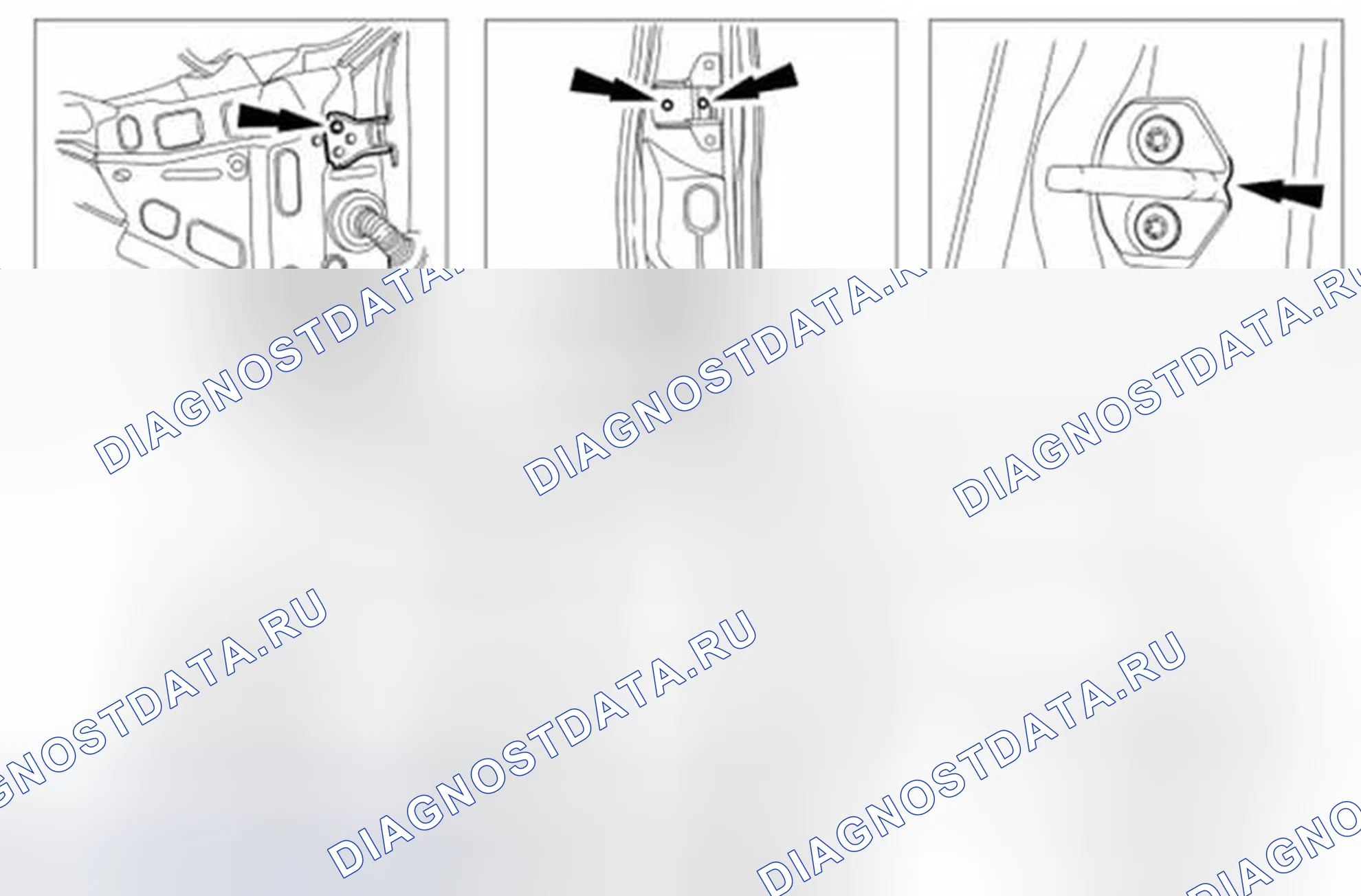
- ПРИМЕЧАНИЕ: Внутренний вид четверти панели. Нанесите ингибитор ржавчины на закрытую канальную часть участков фланца точечного сварного шва с помощью короткого, крючкообразного жезла. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- ПРИМЕЧАНИЕ: Вид открывания дверной рамы. Нанесите ингибитор ржавчины на закрытую канальную часть фланцевых участков точечного сварного шва, используя короткий, крючкообразный жезл. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
Схема №114
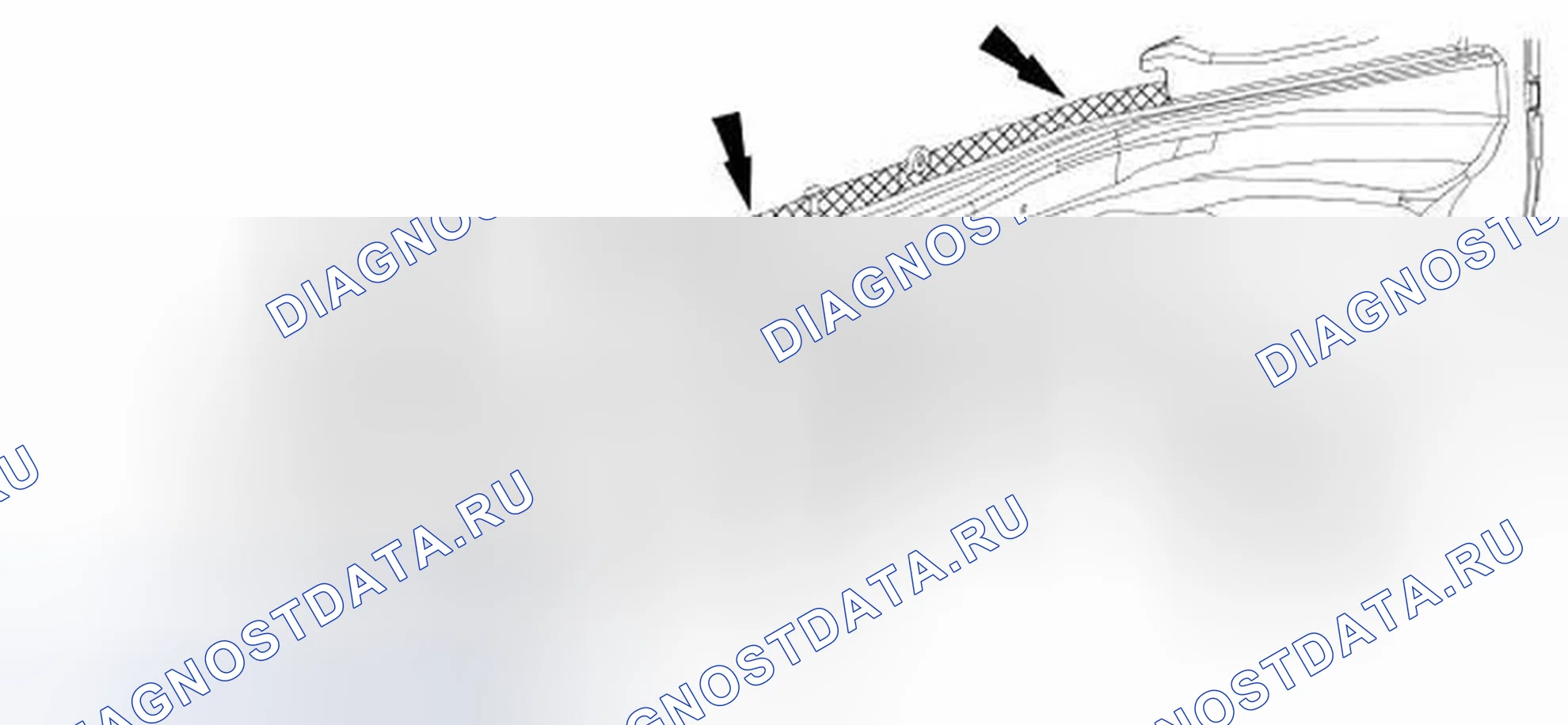
Схема №115
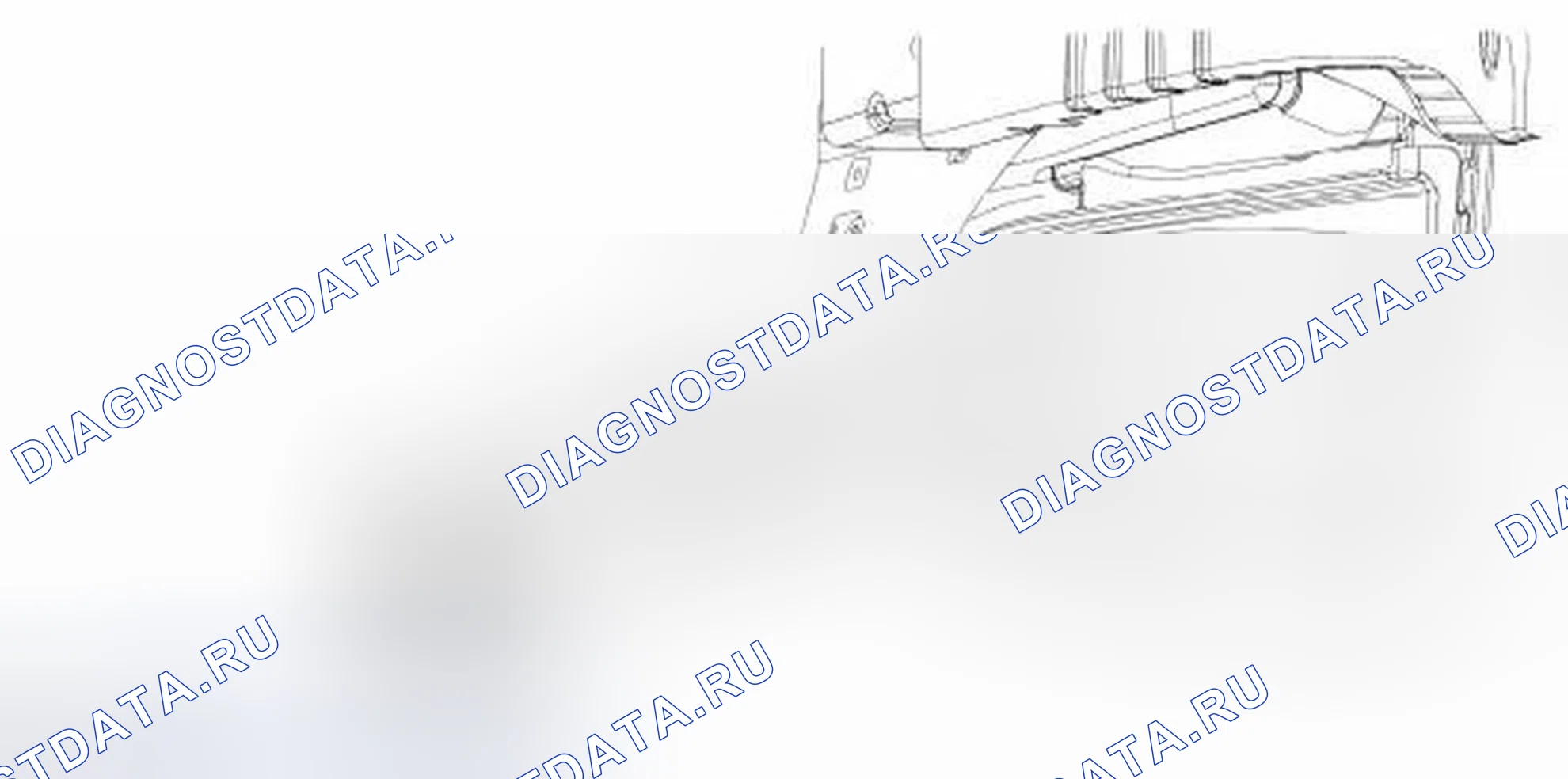
Схема №116
- ПРЕДУПРЕЖДЕНИЕ: Обязательно нанесите смазочный материал на поверхность распылителя. Нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. На поверхность распылителя. Нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. На поверхность распылителя. нанесите покрытие на поверхность распылителя. нанесите покрытие на поверхность распылителя. Нанесите покрытие на поверхность распылителя. Не ите покрытие на поверхность распылителя. Не ите покрытие на поверхность распылителя.
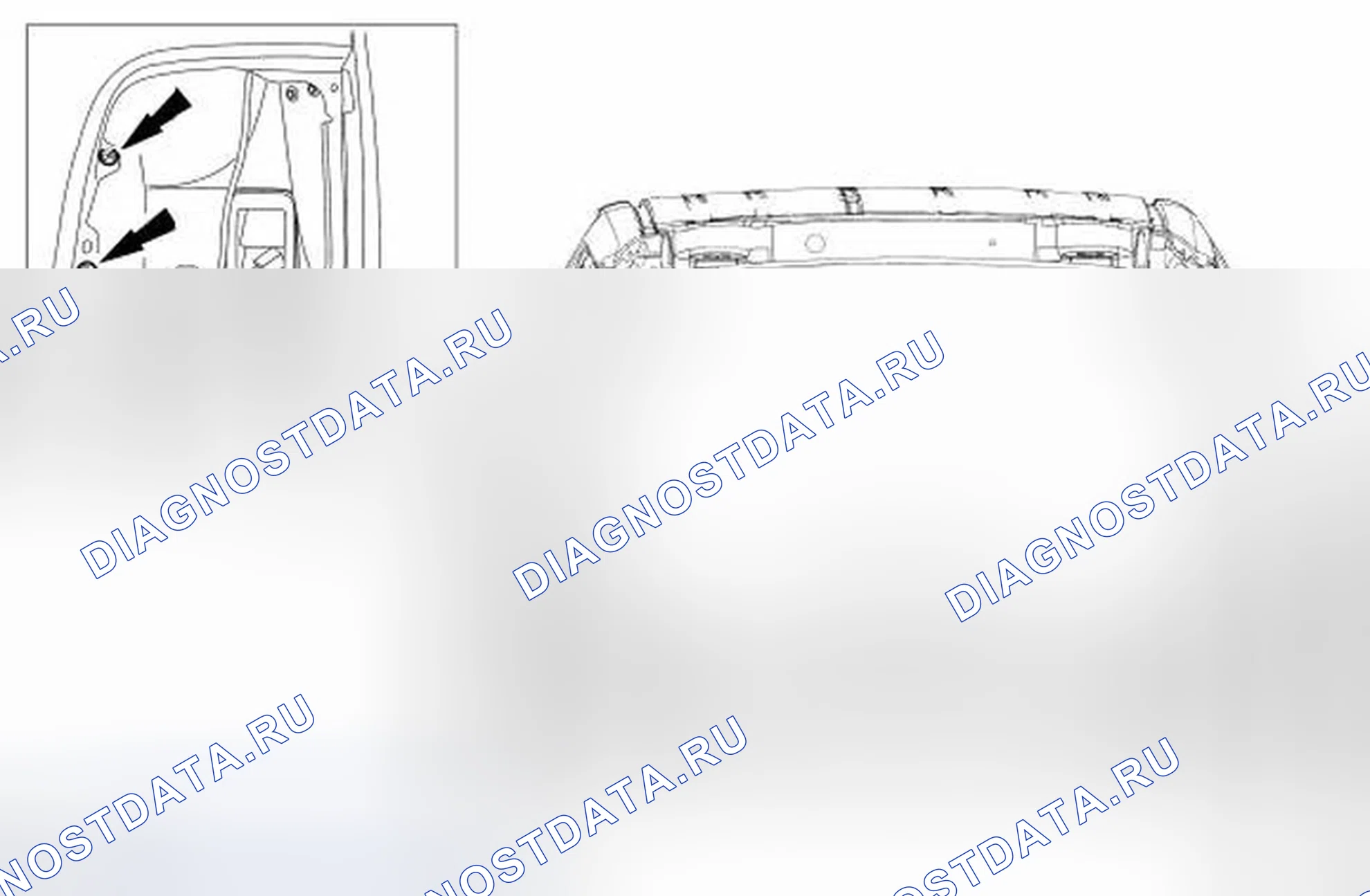
- ПРИМЕЧАНИЕ: Внешний вид фланца рамного рельса с точечной сваркой. Нанесите материал нижнего покрытия на внешние открытые края после выполнения процесса сварки и повторной отделки.
- ПРИМЕЧАНИЕ: Вид поперечного сечения типичного рельса рамы unibody показан на иллюстрации. Нанесите ингибитор ржавчины на внутренние поверхности рельса после выполнения процесса сварки. Используйте длинную палочку и вставьте, насколько это возможно, нажмите спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью затуманена.
- ПРИМЕЧАНИЕ: Полнорамное транспортное средство, ремонт передней части рельса до середины рельса, показанный на иллюстрации. Нанесите материал нижнего покрытия на открытые поверхности после выполнения процесса сварки. Убедитесь, что полностью покрыты любые оголенные металлические участки.
Общее оборудование
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩАЯ СХЕМА ОБОРУДОВАНИЯ
| Пункт | Характеристика |
|---|---|
| Грунтовка Motorcraft® Premium PM-25-A | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A | |
| Герметизатор шва TA-2 | |
| Структурная пена (средняя) Fusor ® 1908; получить локально |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
ПримечаниеПри выполнении любого ремонта боковой части кузова соблюдайте предписанные процедуры сварки. Дополнительную информацию см. в разделе " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ ". (ref-364119-S08518644922010062700000)
ПримечаниеЛевая сторона показана, правая - аналогично.
ПримечаниеИллюстрация линии разреза являются приблизительными. Иллюстрация предназначена в качестве ориентира.
Схема №117
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Грунтовка Motorcraft® Premium PM-25-A | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Сварное соединение - метод контактной точечной сварки под давлением (STRW)
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварное соединение - это метод, используемый для соединения металлов с использованием контактной точечной сварки типа сжатия (STRW) или металлического инертного газа (MIG) и структурного клея. Шаги, перечисленные в данной процедуре, относятся к обоим видам сварки. STRW является предпочтительным способом. Сварку в среде инертного газа следует использовать только в тех случаях, когда к свариваемым участкам невозможно получить доступ с помощью машин типа STRW.
ПримечаниеЗаводские точечные сварные швы следует заменить сварными швами STRW или MIG. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Зачистите сопрягаемую поверхность оригинальных фланцев не более чем на 25 мм (0,98 дюйма) в месте нанесения металлического связующего клея. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- ПРИМЕЧАНИЕ: Концы сварочных зажимов должны быть изолированы на концах с помощью ленты или аналогичного материала при выполнении сварки. Следуйте предписанным производителем процедурам сварки и настройкам. Для получения дополнительной информации см. " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ ". (ref-364119-S08518644922010062700000)
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- ПРИМЕЧАНИЕ: Сварка может быть выполнена в любое время в процессе отверждения клея или после того, как клей полностью отвержден. Настройки сварочного аппарата будут варьироваться при сварке с помощью влажного клея по сравнению со сваркой с помощью полностью отвержденного клея. См. Рекомендуемые производителем сварочного аппарата настройки 35 для сварки с помощью полностью отвержденного клея. Рекомендуется размещать шунтирующий сварной шов в области без клея, чтобы убедиться в проводимости, особенно при сварке с помощью полностью отвержденного клея. ПРИМЕЧАНИЕ: Обратитесь к этикетке продукта для подготовки и инструкции по обращению. Создайте контрольный образец 0,23. (ref-364119-S19557259192010062700000)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6-9 мм (0,23-0,35 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, перед снятием зажимов следует обеспечить время отверждения клея минимум от 1,5 до 2 часов при 21°C. Время отверждения при более низких температурах должно быть увеличено. Зажимы могут быть удалены сразу после сварки компонента. Вытрите излишки клея с панели, прежде чем она затвердеет.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, после отверждения клея, нанести обычный наполнитель кузова и блок-песок участок.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочный поверхностный слой в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
Сварное соединение - метод сварки металлическим инертным газом (MIG)
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСварное соединение MIG может быть заменено на STRW. Он может использоваться только для сварки участков, недоступных для оборудования STRW. Однако при доступности предпочтительным способом является STRW.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сварка дверных обшивок не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеЗаводские точечные сварные швы должны быть заменены сварными швами STRW или пробочными швами MIG. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Повторите шаг 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок. Используя исходную панель в качестве привязки, просверлите или пробейте отверстия диаметром 8 мм (0,31 дюйма) точно в таком же количестве, как и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварного шва, зачистите ближайший периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки, это сведет коррозию к минимуму.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,98 дюйма) на места сварного шва пробки для предотвращения загрязнения от клея.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- ПРИМЕЧАНИЕ: Обратитесь к инструкции по подготовке и обращению с продуктом. Нанесите 6-9 мм (0,23-0,35 дюйма) валик клея на подготовленную поверхность фланца автомобиля. Удалите ленту с мест сварного шва пробки.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Сварка может быть выполнена в любое время в процессе отверждения клея или после полного отверждения клея. ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, перед снятием зажимов подождите не менее 1,5-2 часов времени отверждения клея при 21°C. Время отверждения при более низких температурах должно быть увеличено. Зажимы могут быть удалены сразу после сварки компонента. Вытрите излишек клея с панели до его отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочный поверхностный слой в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
| Пункт | Характеристика |
|---|---|
| Flexible Foam Repair Fusorr ® 121 или аналог; получить локально | |
| Клей для склеивания металла TA-1 | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Схема №118
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 5D059 лев. / 5D058 прав. | Набор инструкций по секционированию рамной направляющей |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
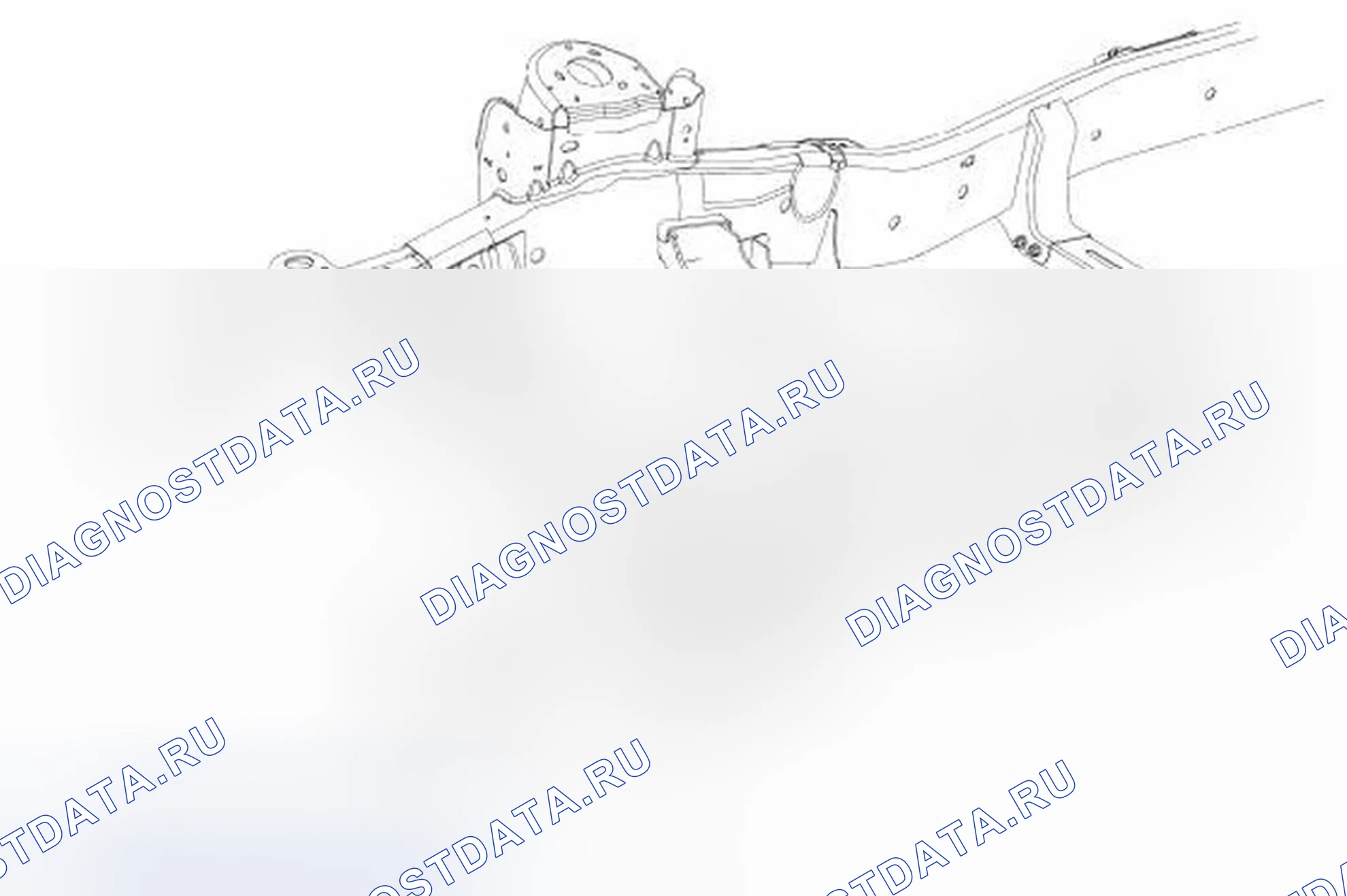
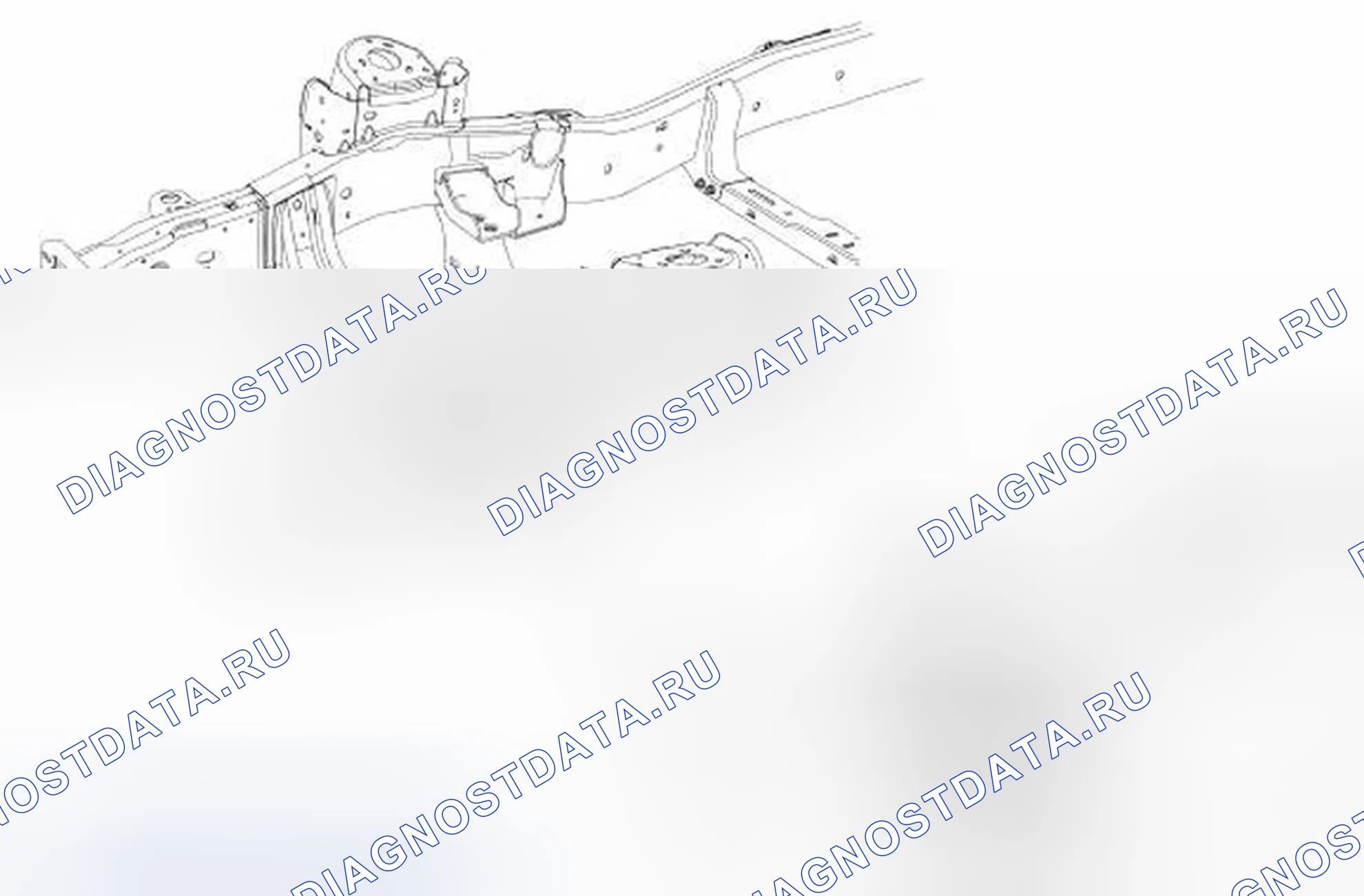
ПримечаниеНиже приведена пошаговая процедура выполнения замены рога передней рамы на моделях Expedition / Navigator. Expedition / Navigator - это кузов на рамном транспортном средстве, который разработан с энергопоглощающими функциями в рогах передней рамы для управления энергией удара. Секция рога рамы НЕ ДОЛЖНА выпрямляться, если какие-либо отверстия или поверхности показывают признаки разрушения или коробления. Если есть какие-либо признаки повреждения ЗА первой поперечиной рамы с точки зрения коробления или растрескивания, то вся рама должна быть установлена новой.
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных тепловому воздействию.
ПримечаниеПеред началом этой процедуры транспортное средство должно быть восстановлено до его правильных габаритных размеров. Для получения дополнительной информации см. " КУЗОВ " для размерной информации. (ref-364119-S31025218102010062700000)
ПримечаниеСменные передние рамные рога являются производственными деталями, разработанными с конусом для вставки в среднюю секцию рельса, чтобы помочь в выравнивании и сварочных работах. Буксирные крюки не входят в комплект сменной рамы.
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо зашкурить или отшлифовать окрашенные поверхности или E-покрытие, или когда проводится ремонт без покрытия металла. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
ПримечаниеПри выполнении ремонта рамы в сборе соблюдайте предписанные процедуры сварки. Дополнительную информацию см. в разделе " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ ". (ref-364119-S08518644922010062700000)
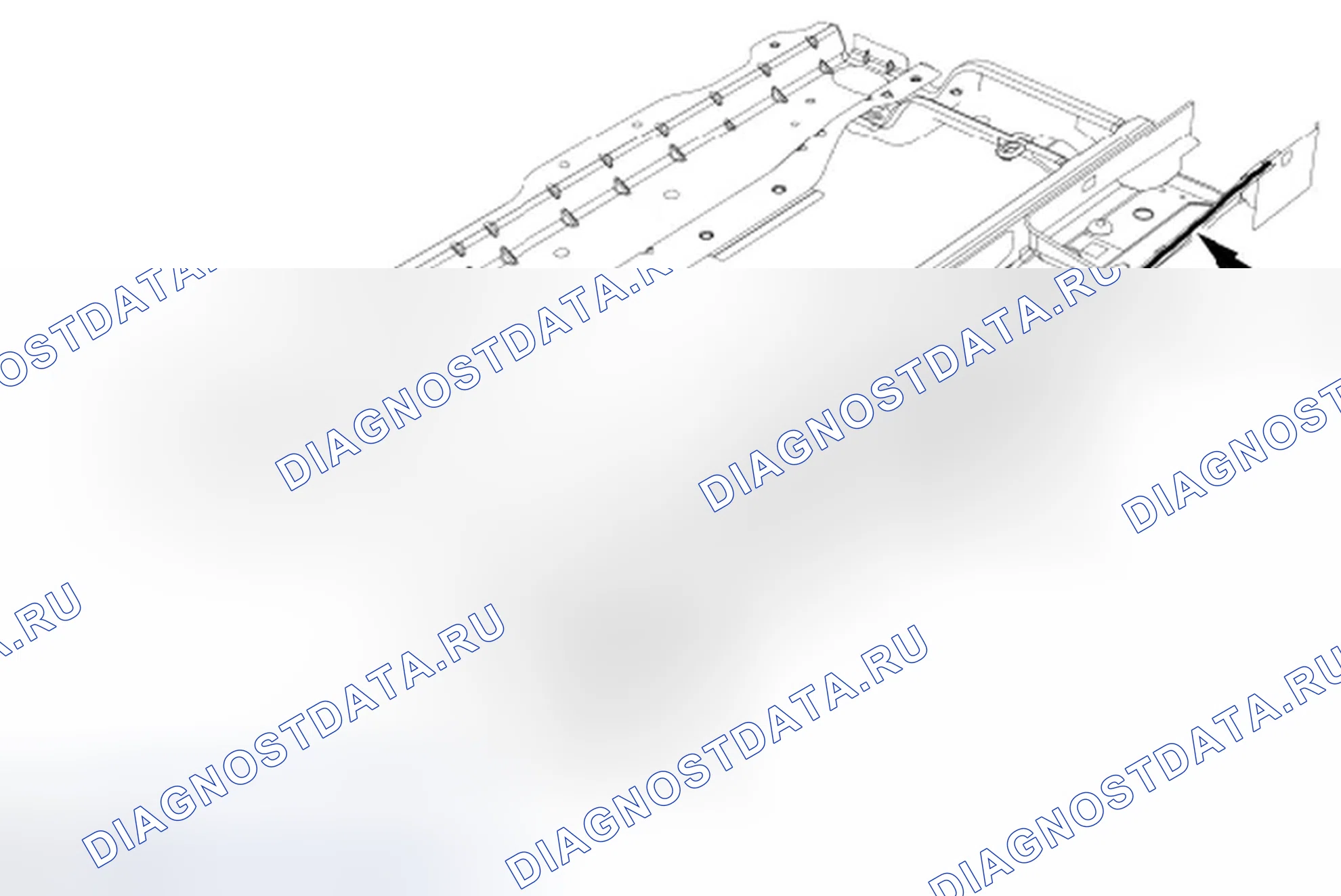
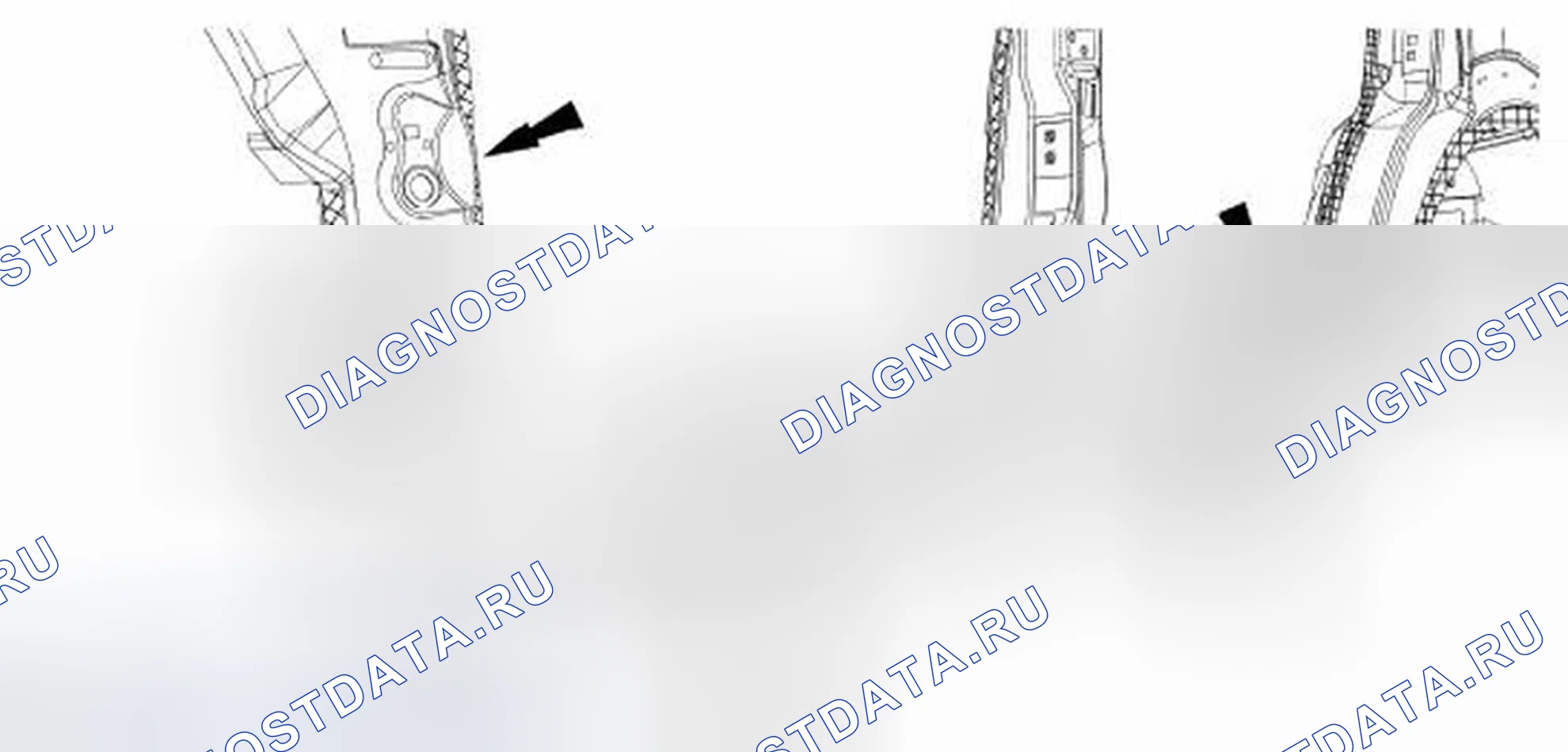
Схема №119
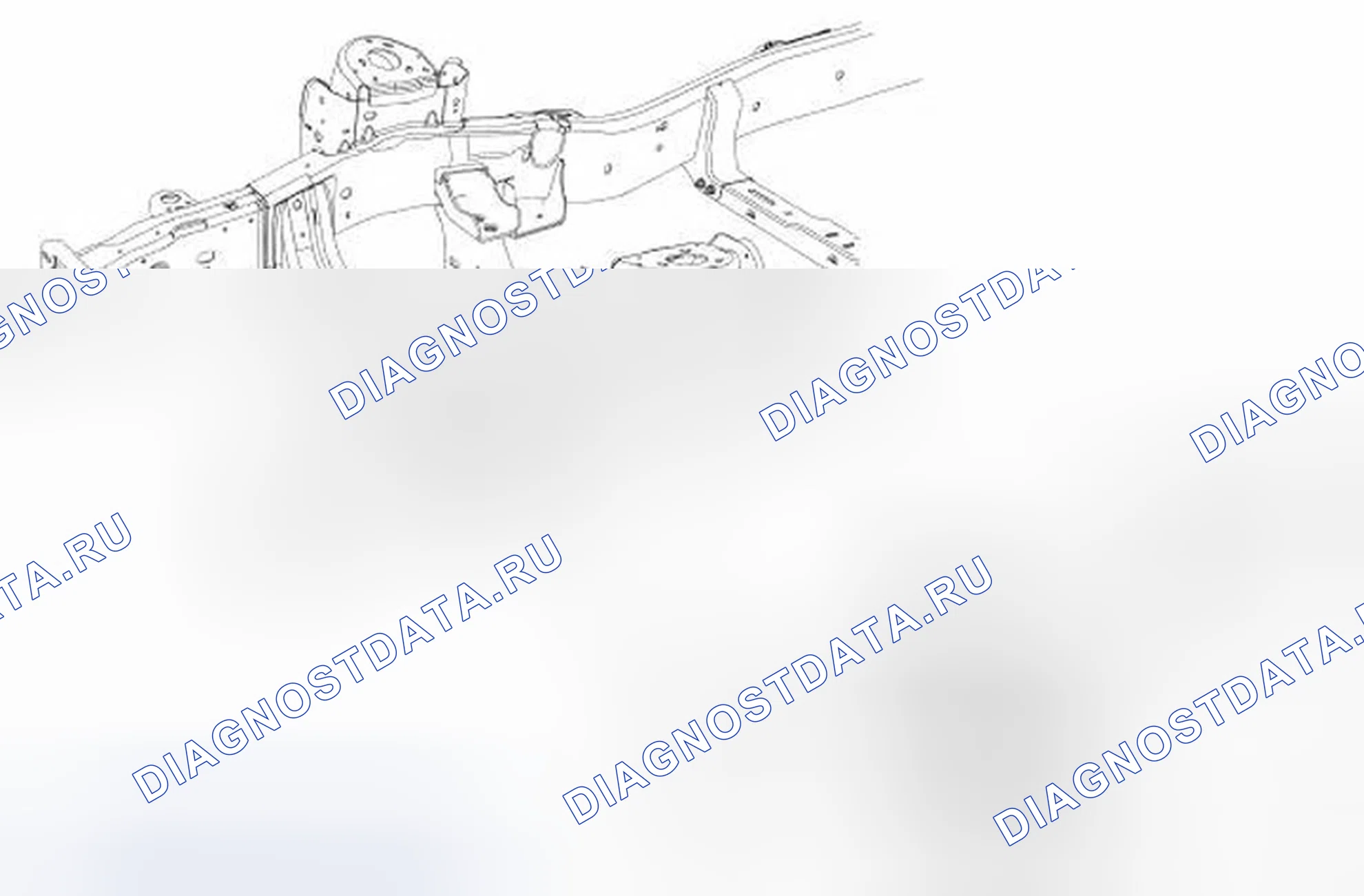
Схема №120
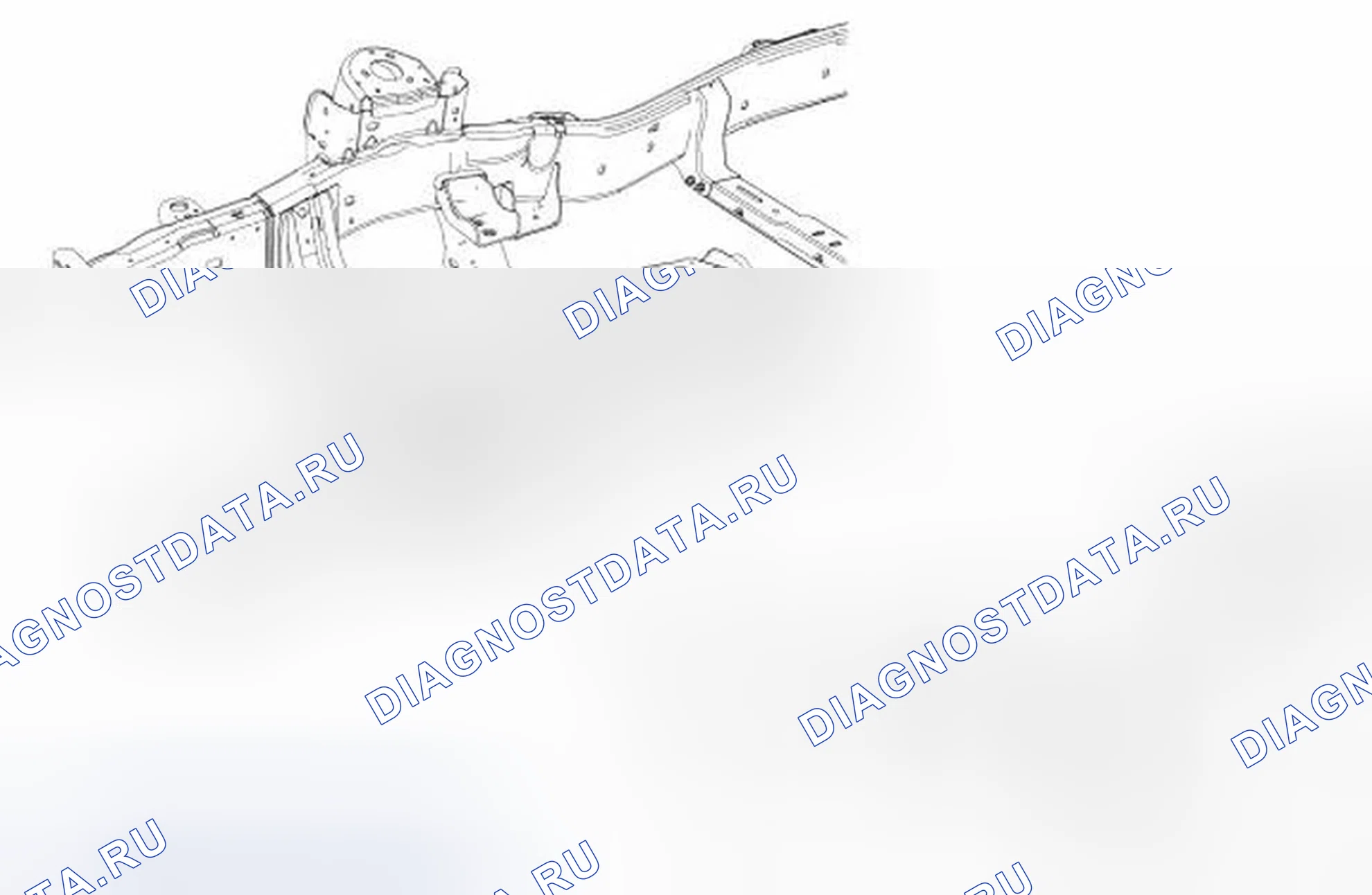
Схема №121
- Поместите транспортное средство на рамную стойку в соответствии с рекомендациями изготовителя. Измерьте транспортное средство для определения выравнивания кузова и рамы. См. " КУЗОВ " для получения информации о размерах. (ref-364119-S31025218102010062700000)
- Снимите передний бампер, дополнительную информацию см. в разделе " БАМПЕРЫ ", при наличии - снимите буксировочные крюки. (ref-364101)
- Открутите болты переднего конца из листового металла (FESM) и крепления корпуса. При необходимости поднимите корпус с рамы в сборе. Для получения дополнительной информации см. " РЕМОНТ КОРПУСА ". (ref-361776)
- Найдите вертикальную линию сварки передней консоли рамы по центру средней направляющей.
- ПРИМЕЧАНИЕ: НЕ РАЗРЕЗАЙТЕ непосредственно вдоль линии сварки. Оставьте достаточно материала на передней стороне линии сварки, чтобы кромка могла быть отшлифована точно до линии сварки. Это необходимо для обеспечения правильной подгонки между рамой и сменной секцией. Используя плазменный резак, возвратно-поступательную пилу или дробилку, удалите поврежденную переднюю раму роговой секции.
- ПРИМЕЧАНИЕ: Не утоняйте рамный рельс. Материал должен поддерживать минимальную толщину 3,1 мм (0,12 дюйма) после шлифовки. Это необходимо для поддержания правильного управления энергией в случае столкновения. Зачистите лишний сварочный материал, который остается перед линией сварки на среднем рельсе рамы.
- Удалите оставшуюся часть рога передней рамы (кольцеобразную деталь) изнутри средней направляющей с помощью плоскогубцев или аналогичного инструмента.
- С помощью проволочной щетки или наждачной бумаги удалите E-покрытие шириной от 15 мм (0,59 дюйма) до 20 мм (0,78 дюйма) с внутренней и внешней поверхностей существующего среднего рельса. Очистите поверхности с помощью проволочной щетки и очистителя металлических поверхностей. Нанесите богатую цинком, сквозную грунтовку на открытые внутренние и внешние сопрягаемые поверхности.
- С помощью проволочной щетки или наждачной бумаги удалите Е-покрытие шириной от 15 мм (0,59 дюйма) до 20 мм (0,78 дюйма) с внутренней и внешней поверхностей секции звукового сигнала сменной рамы. Очистите поверхности с помощью проволочной щетки и очистителя металлических поверхностей. Нанесите богатую цинком, сквозную грунтовку на открытые внутренние и внешние сопрягаемые поверхности.
- Установите переднюю секцию внутри средней направляющей рамы. Установите на место заменяемый звуковой сигнал рамы. Убедитесь, что кронштейн крепления FESM совпадает с отверстием в листовом металле. Отверстия должны совпадать, чтобы можно было заменить крепление FESM и установить болт крепления FESM.
- Перед началом сварочных работ убедитесь, что температура рамы и сменной детали достигла не менее 10°C. Необходимо использовать сварочный аппарат с металлическим инертным газом (MIG), способный производить 185-250 ампер. Используйте сварочную проволоку ER70S-3 или ER70S-6 диаметром 0,9-1,1 мм (0 035-0 043 дюйма), совместимую со сталью SAE 1010. Защитный газ должен быть 100% углекислого газа или 75% углекислого газа и 25% аргона.
- Прихватите секцию замены рога рамы в существующую раму в 4 небольших точках, центрированных на гранях между углами. Это удержит секцию на месте, чтобы проверить подгонку до полной сварки секции. Измерьте раму, чтобы убедиться, что заводские размеры сохраняются.
- Убедитесь, что замена секции рамы правильно выровнена. Выполните оставшуюся часть процедуры сварки. После завершения сварки зачистите излишки сварочного материала.
- Используйте краситель для определения наличия трещин или больших пустот в сварном соединении после завершения процесса сварки. При наличии трещин или других дефектов зачистите дефект и устраните его до устранения дефекта.
- Очистите отремонтированный участок (участки) и любые открытые металлические поверхности. Восстановите антикоррозионную защиту открытых поверхностей отремонтированного участка (участков) с помощью антикоррозионного покрытия на открытых внутренних и наружных поверхностях.
- Установите компоненты, снятые во время процедуры ремонта, и затяните крепежные детали в соответствии с правильной спецификацией.
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Грунтовка Motorcraft® Premium PM-25-A | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
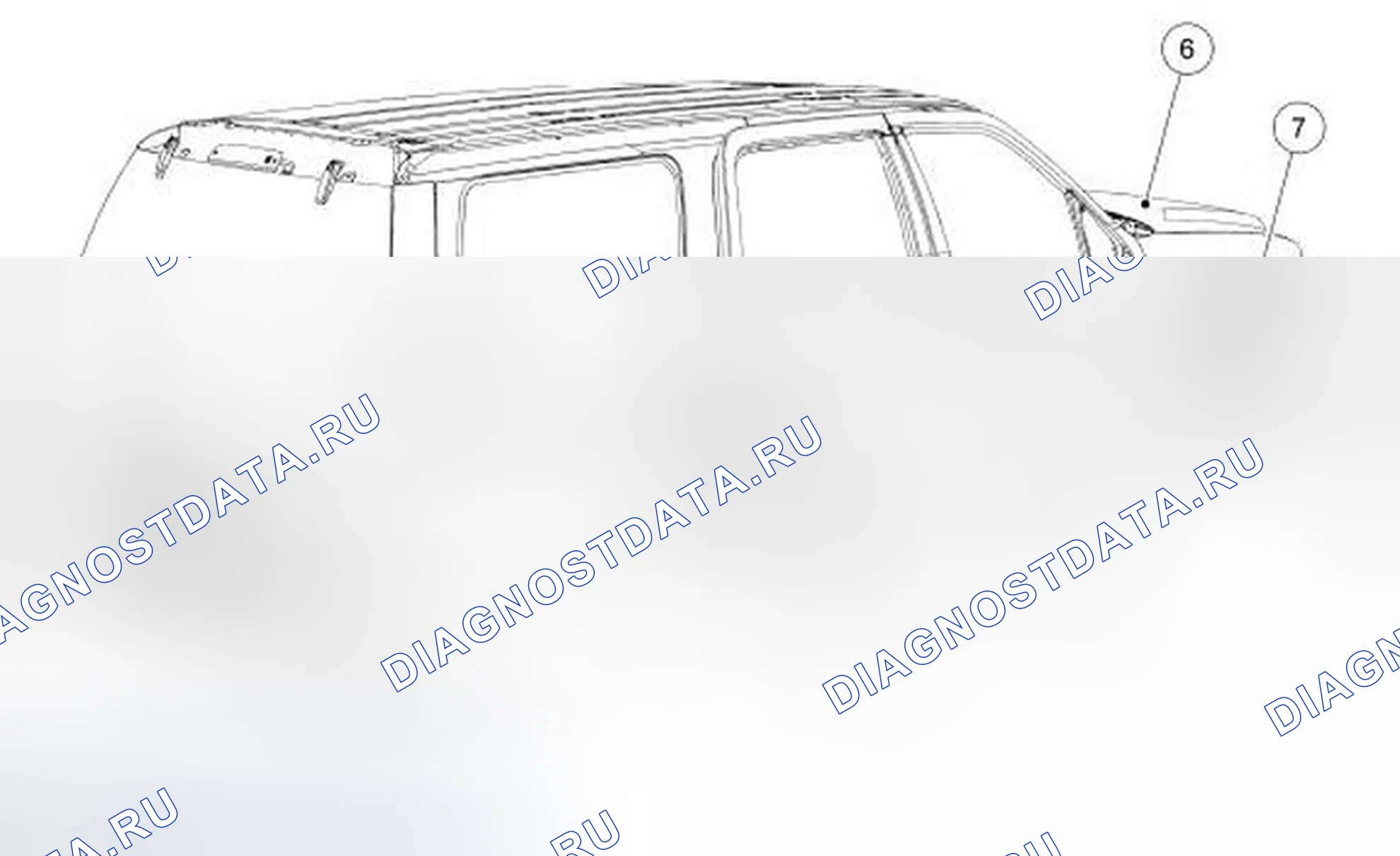
Схема №122
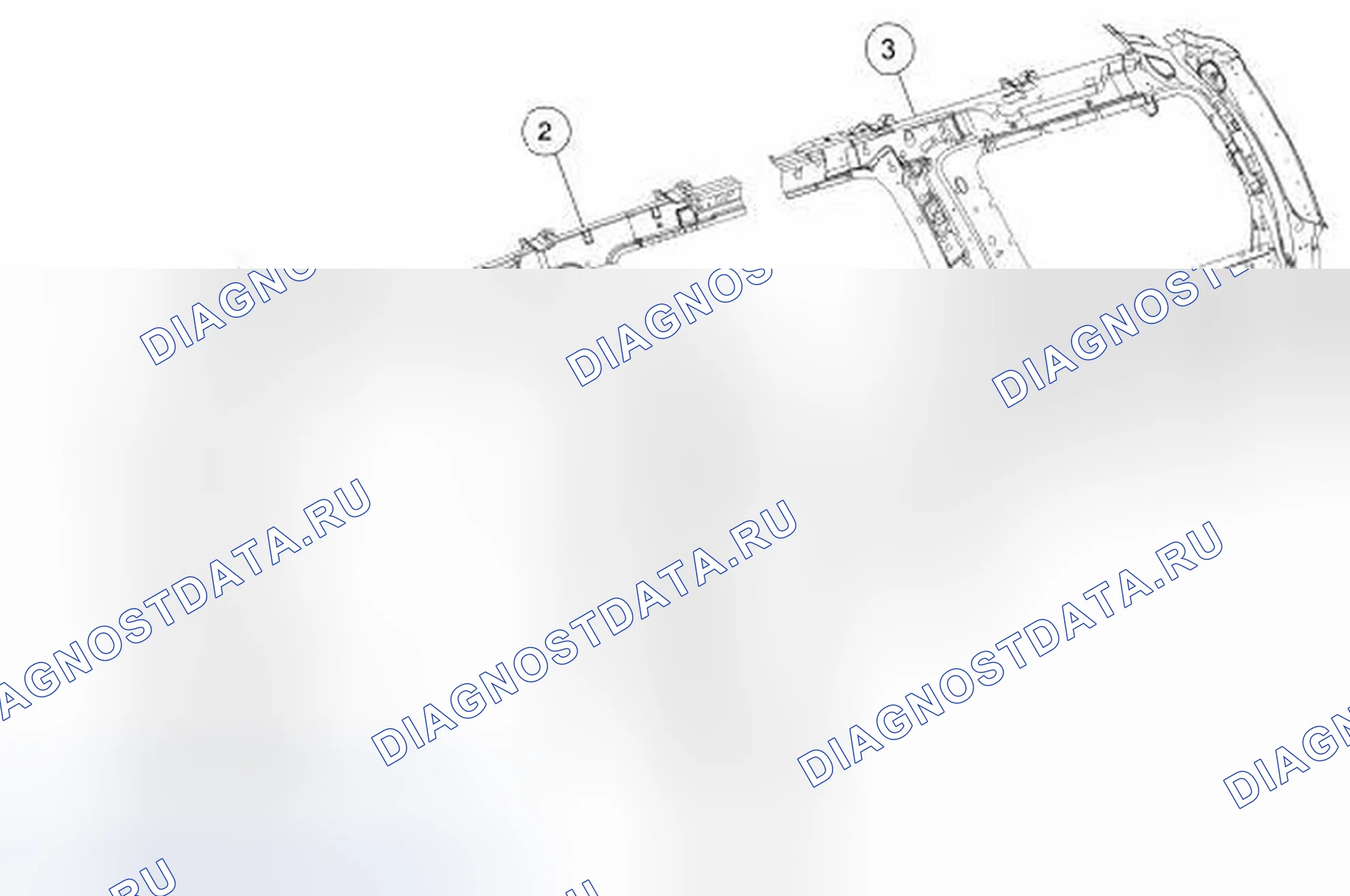
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 02501 LH/02500 прав. | Верхнее армирование А-колонны - мягкая сталь |
| 2 | 513A31 LH/513A30 прав. | Боковая направляющая крыши в сборе - мягкая сталь |
| 3 | 27865 LH/27864 прав. | Боковая внутренняя панель кузова - мягкая сталь |
| 4 | 27841 LH/27840 прав. | Арматура стойки В - мягкая сталь |
| 5 | 24301 LH/24300 прав. | B-стойка внутренняя - высокопрочная низколегированная сталь (HSLA) 350 и закаленная сталь (Bh) 280 |
| 6 | 22843 LH/22842 прав. | Арматура A-образной колонны - мягкая сталь |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Боковая панель капота к стойке A
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением каких-либо ремонтных работ вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или пассажира (ов) транспортного средства. (ref-364075) |
|---|
| Предупреждение | Запрещается обрезать или шлифовать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в разделах " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или водителя транспортного средства. (ref-364121)(ref-364075) |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных тепловому воздействию.
ПримечаниеПри выполнении ремонтных работ в зоне A-образной колонны вместо структурного сварного шва используется крепежный элемент, показанный на рисунке. Установка и затяжка крепежного элемента в соответствии с техническими требованиями обязательна. Вид справа показан.
Схема №123

| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | W701823 | Винт и шайба |
| 2 | 02039 LH/02038 прав. | Боковая панель капота |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Схема №124
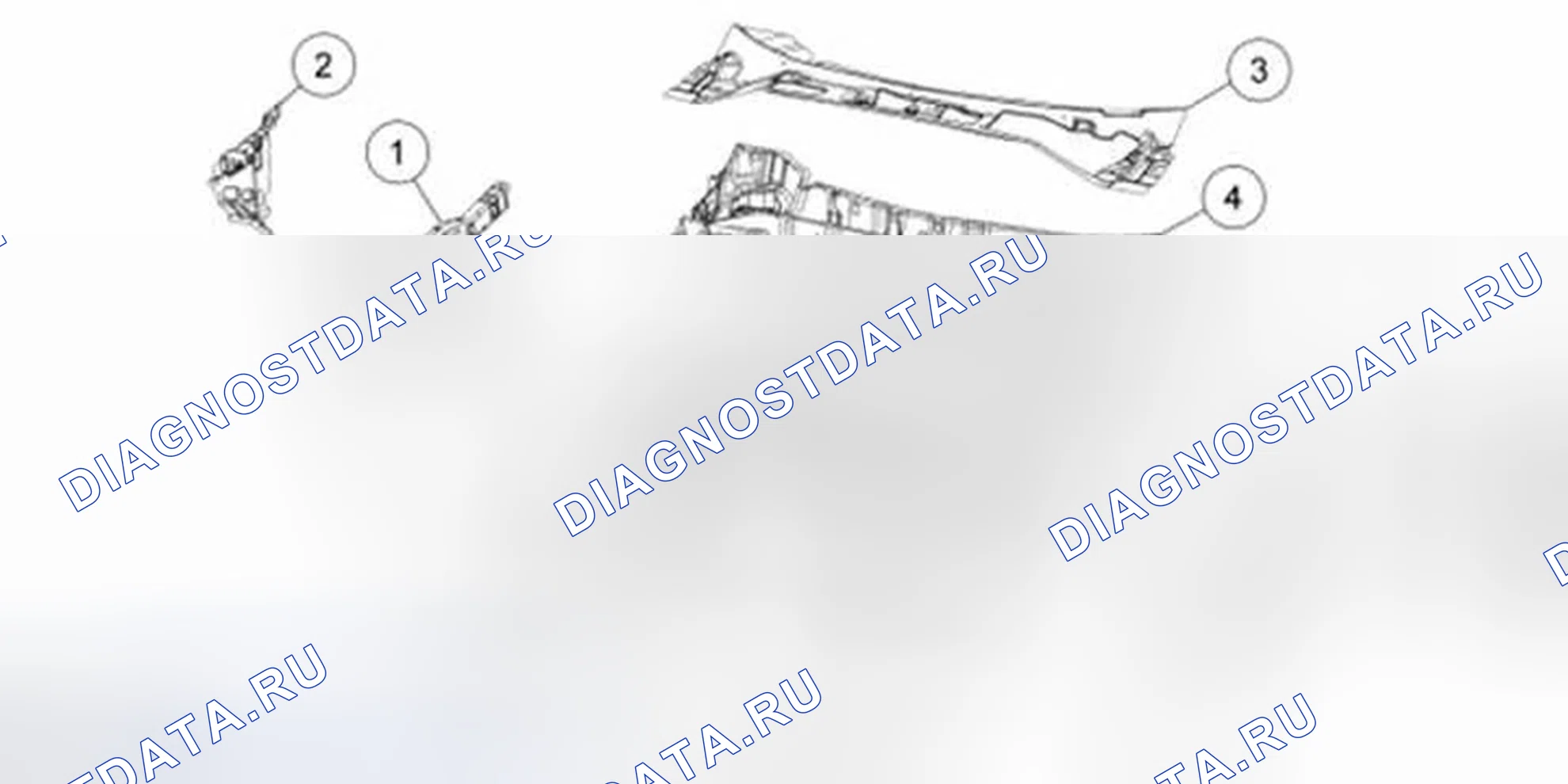
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 16274C | Усиливающий рельс внутреннего крыла в сборе - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | 16274B | Усиление внутреннего крыла кузова - мягкая сталь |
| 3 | 02015 | Верхняя наружная панель капота - мягкая сталь |
| 4 | 02030 | Нижняя панель капота - мягкая сталь |
| 5 | 01610 | Панель приборная - ламинированная сталь |
| 6 | 16275C | Усиливающий рельс внутреннего крыла в сборе - сталь HSLA 350 |
| 7 | 16275B | Усиление внутреннего крыла кузова - мягкая сталь |
| 8 | 16138 | Опора радиатора - магний |
| 9 | 16139 | Нижняя опора радиатора - сталь HSLA 350 |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Нижняя часть кузова - Передний пол
ПримечаниеПередняя напольная кастрюля и подкрепления являются общими для всех моделей.
Схема №125
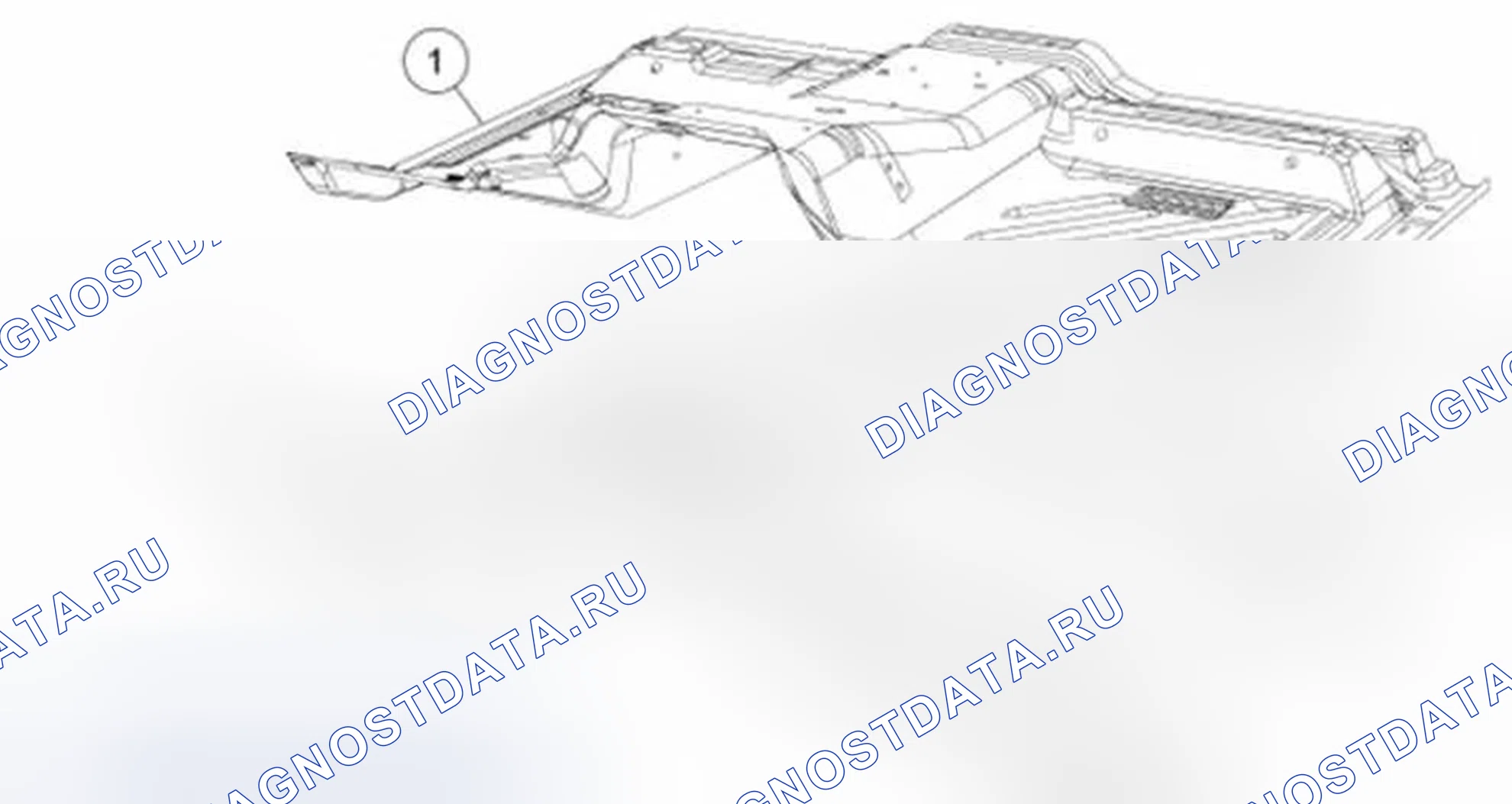
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 11135 | Узел поддона пола - мягкая сталь |
| 2 | 10684 | Поперечина в сборе - мягкая сталь |
| 3 | 10414 | Элемент жесткости приборной панели - высокопрочная низколегированная сталь (HSLA) 350 |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Схема №126
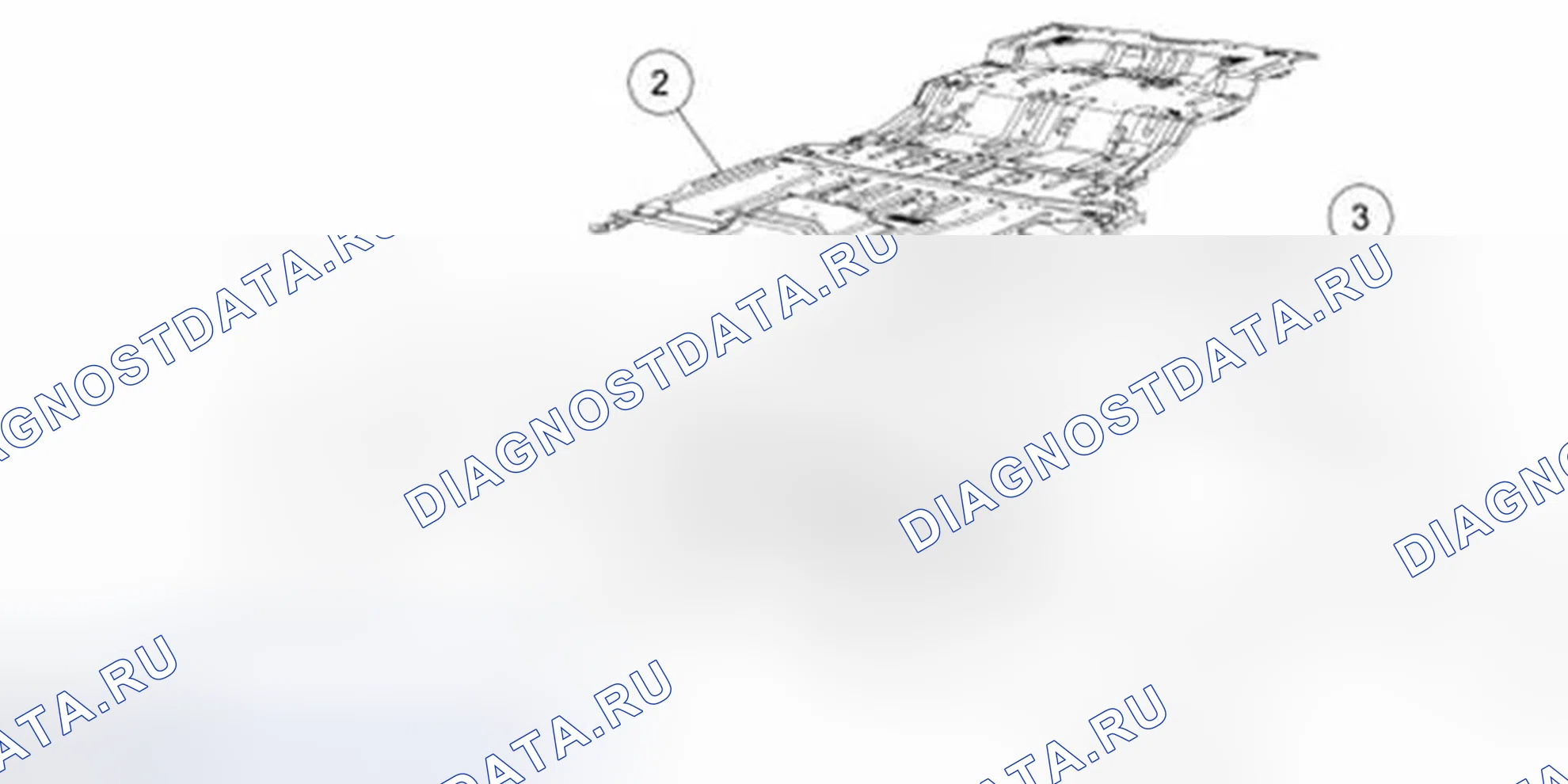
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10110 ПРАВ. | Узел бокового элемента пола - высокопрочный низколегированный (HSLA) 250 и мягкая сталь |
| 2 | 11215 | Узел поддона пола - мягкая сталь |
| 3 | 11323 | Панель армирования - мягкая сталь |
| 4 | 10928 | Панель армирования - сталь HSLA 350 |
| 5 | 10111 лев. | Боковой элемент пола в сборе - HSLA 250 и мягкая сталь |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
Схема №127
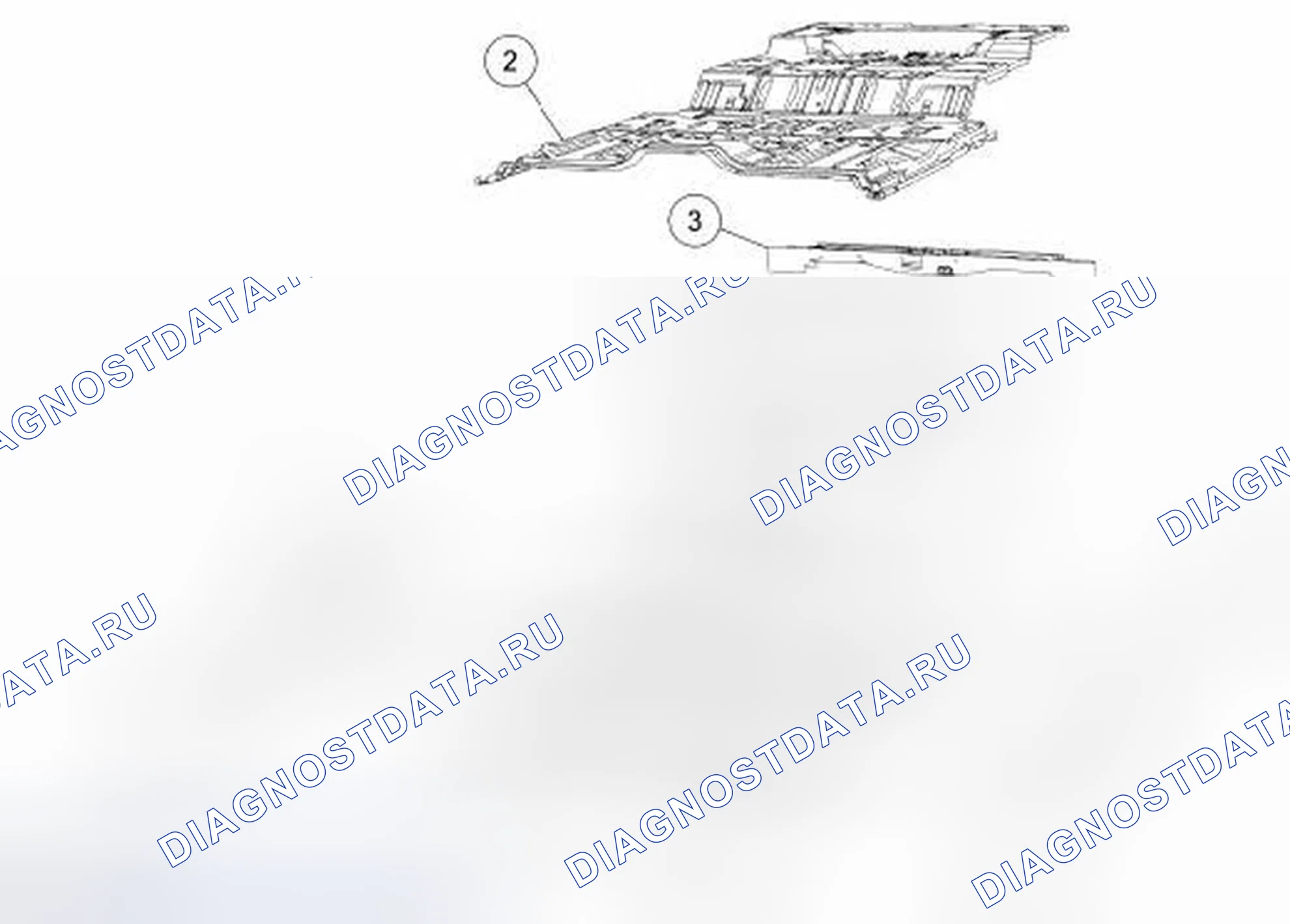
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10110 ПРАВ. | Узел бокового элемента пола - высокопрочный низколегированный (HSLA) 250 и мягкая сталь |
| 2 | 11215 | Узел поддона пола - мягкая сталь |
| 3 | 11323 | Панель подоконника заднего пола - мягкая сталь |
| 4 | Армирование (часть 11215) | |
| 5 | 112A18 | Рама в сборе - сталь HSLA 250 |
| 6 | 10456 | Боковые элементы пола - сталь HSLA 250 |
| 7 | 10928 | Панель армирования - сталь HSLA 250 |
| 8 | 10111 лев. | Боковой элемент пола в сборе - HSLA 250 и мягкая сталь |
| 9 | 10928 | Панель армирования - сталь HSLA 250 |
| 10 | 10120 | Боковые элементы пола - сталь HSLA 250 |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных воздействию тепла. Для получения дополнительной информации см. " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ ". (ref-364119-S08518644922010062700000)
ПримечаниеПри необходимости выполнения сварки руководствуйтесь указаниями раздела " СВАРКА ". (ref-364119-S33024573852010062700000)
- Перед выполнением любой замены усиливающей панели со стороны кузова удалите наружный листовой металл с поврежденного участка. Для получения дополнительной информации обратитесь к " РУКОВОДСТВУ ПО СЕКЦИОНИРОВАНИЮ ". ПРИМЕЧАНИЕ: Заводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами из металлического инертного газа (MIG). Точечные / пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и количеству. Не помещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие пробочного шва должно быть равно диаметру 8 мм (0,31 дюйма). (ref-364119-S09649617212010062700000)
- Перед выполнением какой-либо замены усиливающей панели удалите листовой металл наружного корпуса с поврежденного участка. Для получения дополнительной информации обратитесь к " РУКОВОДЯЩИМ ПРИНЦИПАМ СЕКЦИОНИРОВАНИЯ ". (ref-364119-S09649617212010062700000)
- При сварке внахлестку поверхностей или подложек перед сваркой между ними следует нанести грунтовку, после сварки поверхностей на поверхности или подложки нанести антикоррозионный материал, дополнительную информацию см. в разделе " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
- По возможности создайте элемент подкладки, используя часть старой панели. Это создаст более прочное соединение.
- В дополнение к защите от коррозии на открытые швы и швы необходимо нанести соответствующий герметик, особенно на горизонтальные поверхности, где собирается и мигрирует влага. Открытые швы и швы могут корродировать или ржаветь преждевременно, если герметик наложен неправильно. Очистите поверхности с помощью металлической подготовки поверхности или эквивалента перед наложением герметика. Для получения дополнительной информации см. " ГЕРМЕТИКИ ". (ref-364119-S29107193772010062700000)
- Продолжайте процесс повторной отделки в соответствии с рекомендациями производителя краски. Нанесите ингибитор ржавчины или грунтовочный материал на место ремонта в соответствии с требованиями. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-364119-S39510106292010062700000)
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| I4 Инверторный сварочный аппарат 254-00014 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Flexible Foam Repair Fusorr ® 121 или аналог; получить локально | |
| Клей для склеивания металла TA-1 | |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Схема №128
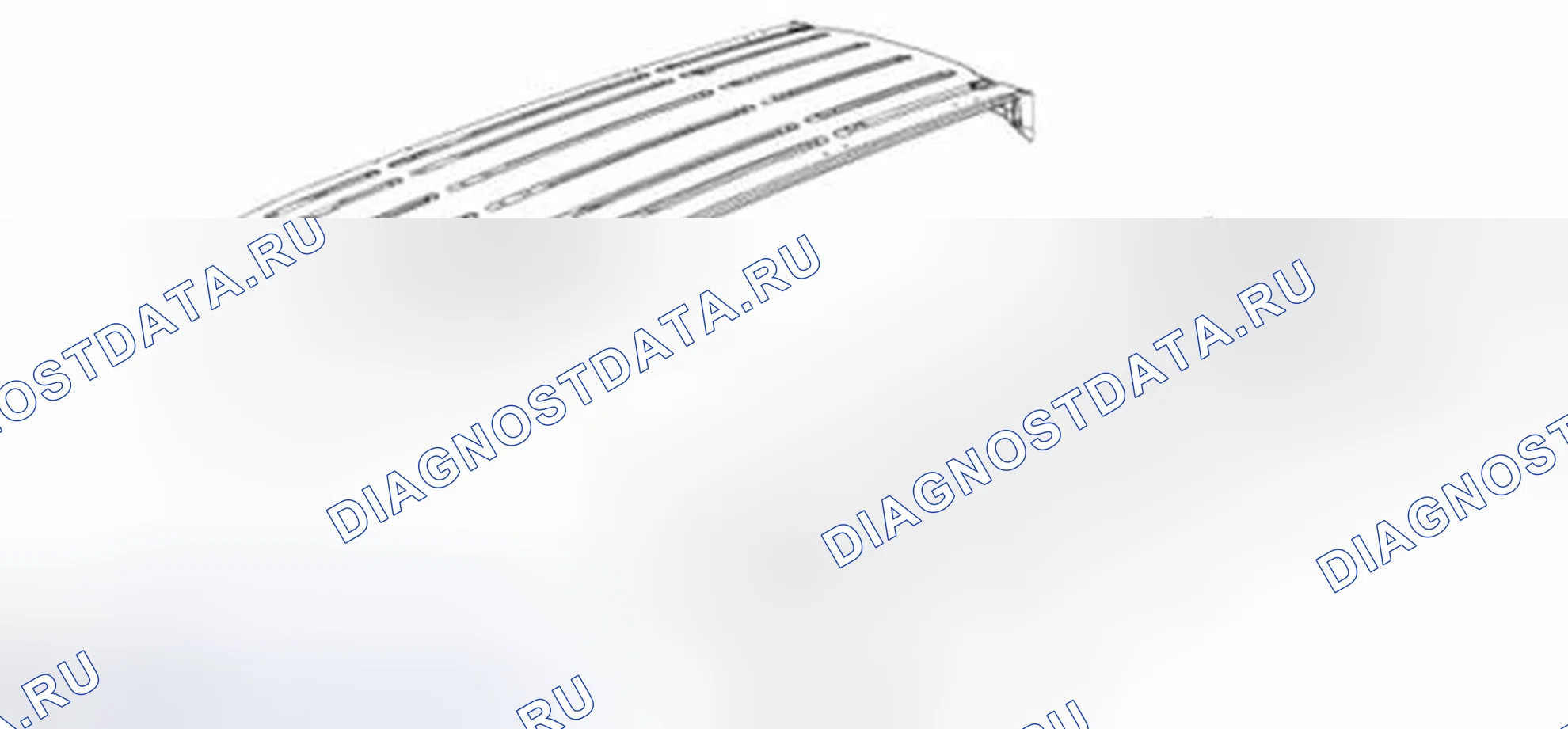
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 50202 | Панель крыши - мягкая сталь |
| 2 | 41304 | Усиление рельса задней крыши - мягкая сталь |
| 3 | 50222 | Арматура - высокопрочная низколегированная сталь (HSLA) 250 |
| 4 | 5022 | Арматура - сталь HSLA 250 |
| 5 | 50222 | Арматура - сталь HSLA 250 |
| 6 | 50222 | Арматура - сталь HSLA 250 |
| 7 | 03418 | Коллектор лобового стекла - сталь HSLA 350 |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ