Специальные инструменты
СПЕЦИАЛЬНЫЙ ПЕРЕЧЕНЬ ИНСТРУМЕНТОВ Комплект для установки ингибитора коррозии 286-00002 Пистолет-распылитель грунтовки 286-00001
Схема №89
Схема №90
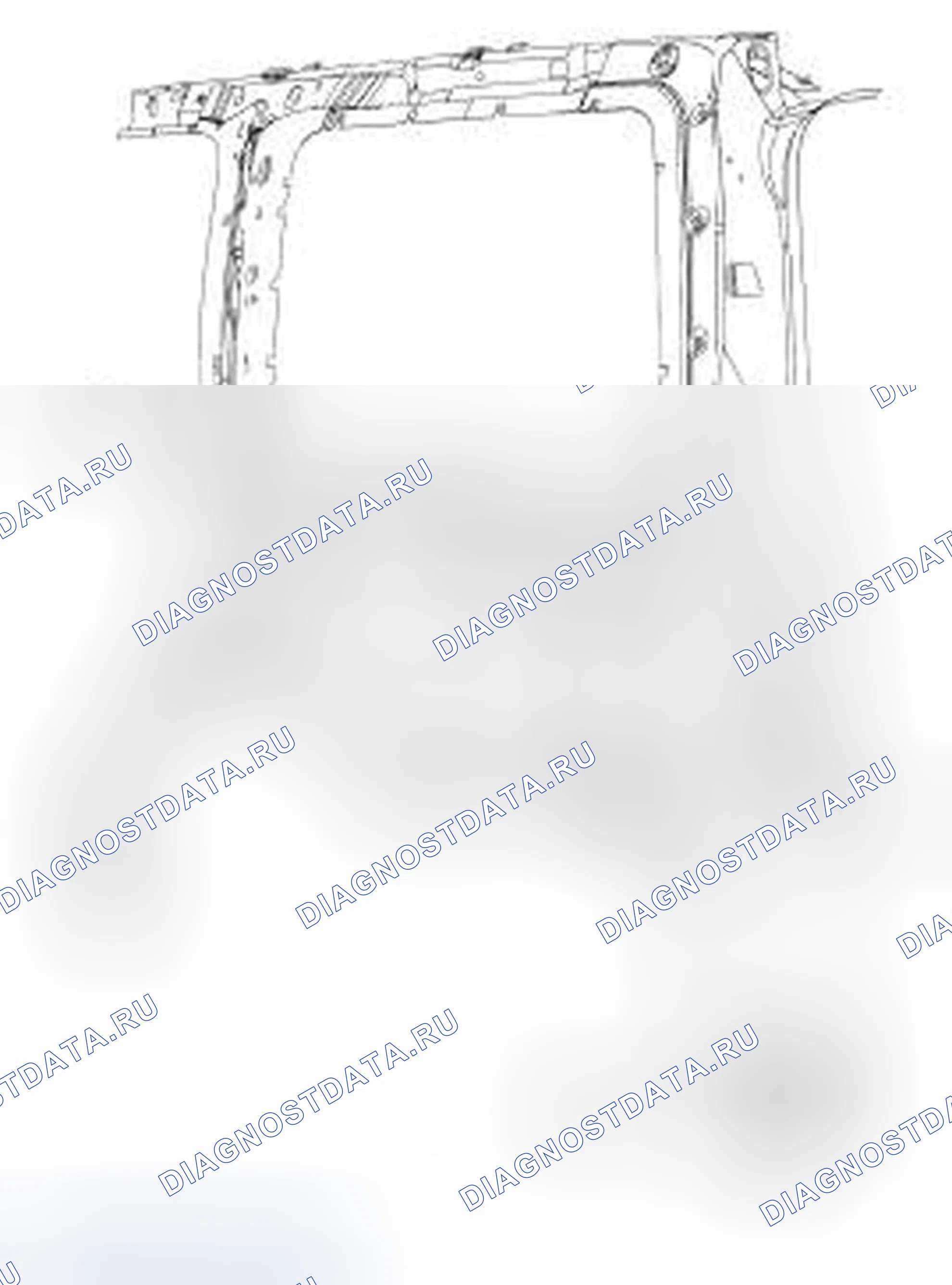
Местоположение вставок несущего пенопласта
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением каких-либо ремонтных работ вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или пассажира (ов) транспортного средства. (ref-364075) |
|---|
| Предупреждение | Запрещается обрезать или шлифовать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в разделах " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или водителя транспортного средства. (ref-364121)(ref-364075) |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных тепловому воздействию.
ПримечаниеСтруктурная пена и нейлоновый носитель должны содержаться в нижней части D-колонны, Rh и Lh стороне. Нейлоновый носитель расположен между внутренней и внешней панелью D-колонны. При ремонте, не заменяя листовой металл кузова, и детали структурного пенопласта кажутся поврежденными, область должна быть полностью заполнена. Это будет заключать в себе детали арматуры или треснувшую пену на месте и устранять потенциальные дребезжания. При выполнении полного заполнения может потребоваться только 13 картриджей структурного пенопласта для полного заполнения полости.
Схема №91
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 41017 LH/41016 прав. | Нейлоновый носитель |
| 2 | 27865 LH/27864 прав. | Внутренняя панель со стороны тела |
НАИМЕНОВАНИЕ ИЗДЕЛИЯ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
ПримечаниеЗаводские точечные сварные швы могут быть заменены пробочными сварными швами с сопротивлением сжатию (STRW) или металлическим инертным газом (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеСледующие стадии включают стадии удаления обращенной к телу внешней панели (панелей), а также установку несущего элемента из конструкционного пенопласта и нейлона.
Схема №92
- ПРИМЕЧАНИЕ: Когда необходимо выполнить процедуры сварки, обратитесь к разделу " СВАРКА ". Защита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт оголенного металла. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". Убедитесь, что горизонтальные соединения и фланцы правильно уплотнены герметиком шва для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные соединения, и коррозия имеют тенденцию к более быстрому образованию на этих поверхностях шва. (ref-364119-S33024573852010062700000)(ref-364119-S39510106292010062700000)
- Высверлите точечные сварные швы поврежденной панели, подлежащей секционированию. Используя отрезное колесо, возвратно-поступательную пилу или плазменный резак, прорезать только поврежденный участок наружной панели и удалить заменяемый участок.
- При сварке перекрывающихся поверхностей или подложек перед сваркой между поверхностями следует нанести грунтовку сквозного сварного шва.
- Используйте воздуховод или маскирующую ленту, чтобы закрыть открытую нижнюю часть нейлонового держателя. Вставьте и вытолкните нейлоновый держатель вверх от нижней части автомобиля, чтобы зафиксировать в пространстве между внутренней и внешней панелью D-стойки.
- Установить и приварить прокладку из листового металла под нейлоновой подложкой.
- Вставьте один блок мягкого пенопласта 140 мм (5,51 дюйма) x 100 мм (3,93 дюйма) x 75 мм (2,95 дюйма) в зону крепления корпуса № 4 (овальное отверстие внутри зоны левитации). Передний край блока должен быть снаружи по направлению к D-образной стойке. Блок предотвратит расширение пены в крепление корпуса.
- Нанесите алюминиевую клейкую ленту, чтобы закрыть все отверстия на внутренней стороне корпуса и под ним в зоне ремонта.
- Подготовьте картриджи из конструкционной пены к применению путем нагрева с помощью тепловой пушки или аналогичного метода, чтобы получить рабочую температуру от 46°C до 74°C. Это позволит облегчить поток пены из картриджей. Можно использовать пневматический или ручной пистолет для нанесения.
- Дозируйте пену в нижнюю стойку D через большое прямоугольное отверстие в отверстии хвостовой подсветки. Дайте пене затвердеть в течение 15 минут и удалите алюминиевую ленту по мере необходимости.
- Восстановите зону ремонта в соответствии с требованиями, используя процедуры покраски, одобренные Ford. После того, как поверхности были очищены, нанесите антикоррозионный материал в соответствии с требованиями.
СПЕЦИАЛЬНАЯ ТАБЛИЦА ИНСТРУМЕНТОВ Тепловая пушка 107-R0300 Термообработка индукционная резистивная точечная сварка 254-00001
Схема №93

Схема №94

СПЕЦИАЛЬНАЯ ТАБЛИЦА ИНСТРУМЕНТОВ Тепловой пистолет 107-R0300 Термообработка Индукционная стойкая точечная сварка 254-00001 Pro 230 Сварщик MIG 208-00030