Неустойчивый
Испытайте транспортное средство в тех же условиях, о которых сообщил клиент, чтобы убедиться, что система работает должным образом.
Пропуск воспламенения базового двигателя без внутренних шумов двигателя
| Причина | Исправление |
|---|---|
| Аномалии, сильные трещины, удары или отсутствующие области в ремне привода вспомогательных устройств Аномалии в системе привода вспомогательных устройств и/или компонентах могут вызвать изменения оборотов двигателя и привести к пропуску зажигания расшифровка кода ошибки. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Замените приводной ремень. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива могут привести к пропуску расшифровка кода ошибки. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Осмотрите компоненты и при необходимости отремонтируйте или замените их. |
| Свободный или неправильно установленный маховик двигателя или балансир коленчатого вала Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости отремонтируйте или замените маховик и/или балансир. |
| Строгое ограничение потока отработавших газов может привести к значительной потере характеристик двигателя и может привести к установлению расшифровка кода ошибки. Возможные причины ограничений включают в себя разрушенные или вдавленные трубы или заглушенные глушители и/или каталитические преобразователи. | Отремонтируйте или замените по мере необходимости. |
| Неправильно установленные или поврежденные вакуумные шланги | Отремонтируйте или замените по мере необходимости. |
| Неправильное уплотнение между впускным коллектором и головками цилиндров или корпусом дроссельной заслонки. | При необходимости замените впускной коллектор, прокладки, головки цилиндров и/или корпус дроссельной заслонки. |
| Неправильно установленный или поврежденный датчик абсолютное давление во впускном коллекторе Уплотнительная втулка датчика абсолютное давление во впускном коллекторе не должна быть разорвана или повреждена. | При необходимости отремонтируйте или замените датчик абсолютное давление во впускном коллекторе. |
| Повреждение корпуса датчика абсолютное давление во впускном коллекторе | Замените впускной коллектор. |
| Изношенные или ослабленные коромысла Концевые крышки подшипников коромысел и/или игольчатые подшипники должны быть неповрежденными и находиться в надлежащем положении. | При необходимости замените коромысла клапана. |
| Застрявшие клапаны Накопление углерода на штоке клапана может привести к неправильному закрытию клапана. | Отремонтируйте или замените по мере необходимости. |
| Чрезмерно изношенная или неправильно выровненная цепь синхронизации | При необходимости замените цепь ГРМ и звездочки. |
| Изношенные лепестки распределительного вала | Замените кулачковый вал и регуляторы люфта клапана. |
| Избыточное давление масла Система смазки с избыточным давлением масла может привести к чрезмерной подкачке подъемника клапана и потере компрессии. | Выполните испытание масла под давлением. См. " Диагностика и тестирование давления масла ". Отремонтируйте или замените масляный насос в соответствии с требованиями. |
| Неисправные прокладки головки цилиндров и/или трещины или другие повреждения головок цилиндров и проходов системы охлаждения блока двигателя Расход охлаждающей жидкости может привести или не привести к перегреву двигателя. | Осмотрите на предмет насыщения свечей зажигания хладагентом. Осмотрите головки цилиндров, блок двигателя и/или прокладки головки. Отремонтируйте или замените по мере необходимости. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Проведите испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. |
| Поврежденное колесо с реактивным двигателем коленчатого вала Поврежденное колесо с реактивным двигателем коленчатого вала может привести к различным симптомам в зависимости от тяжести и места повреждения. Системы с электронной связью, DIS или катушкой на цилиндр и сильным повреждением реактивного кольца могут демонстрировать периодическую потерю положения коленчатого вала, прекращать подачу сигнала, а затем повторно синхронизировать положение коленчатого вала. Системы с электронной связью, DIS или катушкой на цилиндр и небольшим повреждением реактивного кольца могут не иметь потери положения коленчатого вала и не могут иметь место пропуски зажигания. Однако может быть установлено P0300 расшифровка кода ошибки. Системы с механической связью, высоковольтным переключателем и сильным повреждением дроссельного кольца могут вызывать дополнительные импульсы и вызывать подачу топлива и искры к точке генерирования P0300 расшифровка кода ошибки или P0336. | При необходимости замените датчик и/или коленчатый вал. |
Пропуски зажигания на основном двигателе с ненормальным внутренним шумом в нижней части двигателя
| Причина | Исправление |
|---|---|
| Аномалии, сильные трещины, удары или отсутствующие области в ремне привода вспомогательных устройств Аномалии в системе привода вспомогательных устройств и/или компонентах могут вызывать изменения оборотов двигателя, шумы, подобные неисправному нижнему двигателю, а также приводить к условию пропуска зажигания. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Замените приводной ремень. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Осмотрите компоненты, отремонтируйте или замените при необходимости. |
| Свободный или неправильно установленный маховик двигателя или балансир коленчатого вала Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости отремонтируйте или замените маховик и/или балансир. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Выполните испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. |
| Изношенные упорные подшипники коленчатого вала Сильно изношенные упорные поверхности на коленчатом валу и/или упорном подшипнике могут позволить движение коленчатого вала вперед и назад и создать расшифровка кода ошибки без фактического условия пропуска зажигания. | При необходимости замените коленчатый вал и подшипники. |
Пропуск воспламенения базового двигателя с утечкой охлаждающей жидкости
| Причина | Исправление |
|---|---|
| Неисправная прокладка головки цилиндров и/или растрескивание, или иное повреждение проходов головки цилиндров и системы охлаждения блока двигателя. Расход охлаждающей жидкости может вызвать или не вызвать перегрев двигателя. | Осмотрите на предмет насыщения свечей зажигания хладагентом. Провести испытание цилиндра на утечку. Осмотрите головку цилиндров и блок двигателя на предмет повреждений каналов для охлаждающей жидкости и/или неисправной прокладки головки. Отремонтируйте или замените по мере необходимости. |
Пропуск воспламенения базового двигателя с чрезмерным расходом масла
| Причина | Исправление |
|---|---|
| Изношенные клапаны, направляющие клапанов и/или масляные уплотнения штока клапана | Осмотрите свечи зажигания на наличие масляных отложений. Отремонтируйте или замените по мере необходимости. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. Осмотрите цилиндры на предмет потери компрессии. См. " Испытание двигателя на компрессию ". Выполните испытание цилиндра на утечку и компрессию, чтобы определить причину. Отремонтируйте или замените по мере необходимости. |
Двигатель не будет вращаться - Коленчатый вал не будет вращаться
| Причина | Исправление |
|---|---|
| Изъятый компонент системы привода вспомогательных устройств | Снимите приводные ремни приспособления. Провернуть коленчатый вал вручную в месте расположения балансира или маховика. |
| Гидравлически заблокированный цилиндр Охлаждающая жидкость/антифриз в цилиндре Масло в цилиндре Топливо в цилиндре | Снимите свечи зажигания и проверьте наличие жидкости. Осмотрите, нет ли сломанной прокладки головки. Осмотрите на наличие трещин в блоке двигателя или головке цилиндров. Осмотрите на предмет налипания топливного инжектора. Осмотрите на наличие трещин в стенке цилиндра. |
| Изъятый гидротрансформатор автоматической коробки передач | Отверните болты гидротрансформатора. Провернуть коленчатый вал вручную в месте расположения балансира или маховика. |
| Изъятая механическая коробка передач | Выключите сцепление. Провернуть коленчатый вал вручную в месте расположения балансира или маховика. |
| Обрыв цепи ГРМ и/или зубчатых колес | Осмотрите цепь ГРМ и зубчатые колеса. Отремонтируйте по мере необходимости. |
| Захваченный балансировочный вал | Осмотрите балансировочный вал. Отремонтируйте по мере необходимости. |
| Материал в цилиндре Сломанный клапан Материал поршня Посторонний материал Треснувшая стенка цилиндра | Осмотрите цилиндр на наличие поврежденных компонентов и/или посторонних материалов. Осмотрите на предмет упавшей стенки цилиндра. Отремонтируйте или замените по мере необходимости. |
| Изношенный коленчатый вал или шатунные подшипники | Осмотрите подшипники коленчатого вала и шатуна. Осмотрите на предмет упавшей стенки цилиндра. Отремонтируйте по мере необходимости. |
| Изогнутый или сломанный шатун | Осмотрите шатуны. Отремонтируйте по мере необходимости. |
| Сломанный коленчатый вал | Осмотрите коленчатый вал. Отремонтируйте по мере необходимости. |
Охлаждающая жидкость в камере сгорания
| Причина | Исправление |
|---|---|
| ОПРЕДЕЛЕНИЕ: Чрезмерный белый дым и / или запах типа охлаждающей жидкости, поступающий из выхлопной трубы, может указывать на наличие охлаждающей жидкости в камере сгорания. Низкие уровни охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут привести к " перегреву ", который может привести к повреждению компонентов двигателя. Более низкая, чем нормальная, скорость проворачивания коленчатого вала может указывать на попадание охлаждающей жидкости в камеру сгорания. См. " Двигатель не будет проворачиваться - коленчатый вал не будет вращаться ". Удалите свечи зажигания и проверьте на предмет наличия охлаждающей жидкости. | |
| Неисправна прокладка головки цилиндров | Замените прокладку головки и компоненты в соответствии с требованиями. См. " Очистка и проверка головки цилиндров " и " Замена головки цилиндров ". |
| Деформированная головка цилиндров | Замените головку блока цилиндров и прокладку (см. раздел " Чистка и осмотр головки блока цилиндров "). |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Гильза цилиндра с трещинами | При необходимости замените компоненты. |
| Пористость головки или блока цилиндров | При необходимости замените компоненты. |
Охлаждающая жидкость в моторном масле
| Причина | Исправление |
|---|---|
| ОПРЕДЕЛЕНИЕ: Поврежденное или обесцвеченное масло на стороне двигателя или " переполнение " компрессионных пузырьков в двигателе может указывать на попадание охлаждающей жидкости в картер двигателя. Низкие уровни охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут привести к " перегреву ", который может привести к повреждению компонента двигателя. Загрязненное масло в двигателе и масляный фильтр должны быть заменены. Проверьте масло на предмет чрезмерного вспенивания или переполнения. Масло, разбавленное охлаждающей жидкостью, может не смазывать должным образом подшипники коленчатого вала и может привести к повреждению компонента. | |
| Неисправна прокладка головки цилиндров | Замените прокладку головки и компоненты в соответствии с требованиями. См. " Очистка и проверка головки цилиндров " и " Замена головки цилиндров ". |
| Деформированная головка цилиндров | Замените головку блока цилиндров и прокладку (см. раздел " Чистка и осмотр головки блока цилиндров "). |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Гильза цилиндра с трещинами | При необходимости замените компоненты. |
| Пористость головки или блока цилиндров | При необходимости замените компоненты. |
Необходимые инструменты
J 44811 Приспособление для натяжения ремня Разгрузчик
Балансировка подвески двигателя и трансмиссии - все подвески
| Важно | Выполните шаги процедуры балансировки, перечисленные ниже. Крепления силового агрегата должны быть последовательно затянуты. |
|---|
- Поднимите и поддержите транспортное средство. См. " Подъем и подъем транспортного средства ".
- Ослабьте переднюю опору трансаксела через болт.
- Ослабьте крепление задней оси через болт.
- Опустите автомобиль.
- Расположите два напольных домкрата с деревянными блоками под двигателем и трансмиссией, чтобы поддерживать силовой агрегат в сборе.
- Ослабьте крепление трансмиссия к болтам трансмиссия.
- Ослабьте крепление двигателя к болтам кронштейна.
- Переставьте оба напольных домкрата, чтобы обеспечить зазор 1/8 дюйма между креплением и кронштейном.
- Установить крепление трансакселя на болты трансакселя. Затянуть: Затянуть болты до 45 Н.м (33 фунта фута).
- Установите болты крепления двигателя. Затянуть: Затянуть болты до 50 Н.м (37 фунтов фут).
- Выньте напольные домкраты из-под масляного поддона.
- Энергично встряхните силовой агрегат спереди назад и дайте силовому агрегату осесть.
- Поднимите автомобиль.
- Затяните болт крепления задней коробки передач. Затяните болт до 100 Н.м (74 фунта на фут).
- Затяните передний болт крепления трансакселя. Затяните: Затяните болт до 100 Н.м (74 фунта фута).
- Опустите автомобиль.
Баланс крепления силового агрегата - нижнее крепление
| Важно | Выполните шаги процедуры балансировки, перечисленные ниже. Крепления силового агрегата должны быть последовательно затянуты. |
|---|
- Поднимите и поддержите транспортное средство. См. " Подъем и подъем транспортного средства ".
- Ослабьте переднюю опору трансаксела через болт.
- Ослабьте крепление задней оси через болт.
- Энергично встряхните силовой агрегат спереди назад и дайте силовому агрегату осесть.
- Затяните болт крепления задней коробки передач. Затяните болт до 100 Н.м (74 фунта на фут).
- Затяните передний трансаксель n монтировать через болт. Затяните: Затяните болт до 100 Н.м (74 фунта фут).
- Опустите автомобиль.
Держатель подпорки двигателя
Необходимые инструменты
- J 28467-B Универсальное опорное приспособление двигателя
- J 36462-A Набор опор для опоры двигателя
- J 41602 Комплект переходника лебедки для защиты кузова
J 35268-A Распределительный вал/Передний главный уплотнитель
J 45027 Инструмент натяжного устройства
J 42067 Задний главный уплотнитель
Хонингование цилиндра
Необходимые инструменты
J 8087 Датчик диаметра цилиндра
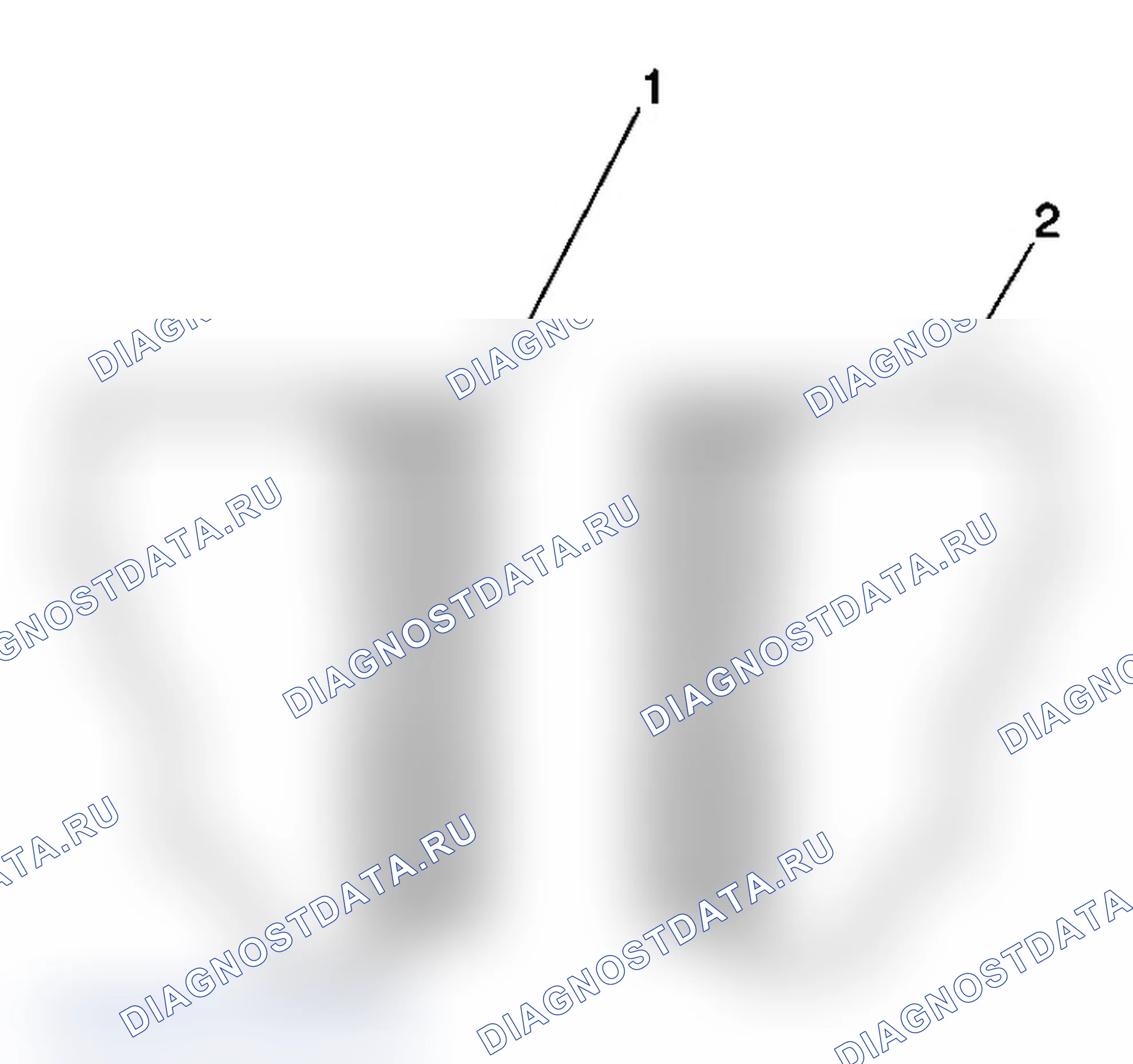
- Измерить отверстие цилиндра на некруглость и конусность.
- Измерьте размер (1) на 13 мм (1/2 дюйма) ниже поверхности прокладки головки. Измерьте размер (2) на 100 мм (4 дюйма) ниже поверхности прокладки головки.
- Измерьте отверстия цилиндра, установив циферблат J 8087 на нуль в цилиндре в точке желаемого измерения. Зафиксируйте циферблатный индикатор на нуле перед снятием циферблата с цилиндра. Измерьте по точкам контакта датчика внешним микрометром, при этом датчик должен быть установлен на том же нуле, что и при снятии датчика с цилиндра.
- Мелкие вертикальные царапины, сделанные торцами кольца, сами по себе не вызывают чрезмерного расхода масла. Не отточите цилиндр, чтобы удалить эти царапины.
- Если отверстие застеклено, но исправно в других отношениях, слегка разбейте глазурь с помощью хона. Замените поршневые кольца. См. " Поршень, шатун и установка подшипника ". Хонинговальные камни должны быть чистыми, острыми и прямыми. Медленно перемещайте хон вверх и вниз, чтобы получить рисунок перекрестной штриховки 45 градусов. Тщательно промойте отверстие водой с мылом. Просушите отверстие. Протрите отверстие чистым машинным маслом в отверстии. Измерьте отверстие заново.
- Если отверстие цилиндра не соответствует спецификации, установите новую втулку отверстия цилиндра. См. " Снятие втулки цилиндра " и " Установка втулки цилиндра ".
- Если хонингование не требуется, очистите расточки цилиндров горячей водой с моющим средством. Смажьте расточку чистым моторным маслом после промывки и просушки расточки.
Обрезка гильзы цилиндра
Инструмент для подрезки EN-45680-861 в сборе (2) из EN 45680-850 содержит или требует следующих компонентов для завершения подрезки гильзы цилиндра 2.4L, 88 мм
- Сборщик мусора (3), с фильтром EN-45680-865 из EN 45680-850
- Клапан воздушный регулирующий 1
- Двигатель дрели с патроном 1/2 дюйма, 1 1/8 л.с., 7 ампер, тройным редуктором и частотой вращения 450-600 об/мин по часовой стрелке
- EN-45680-881 сверло с фаской от EN-45680-880. См. " Специальные инструменты ".
- EN-45680-885 расточенный триммер пилот от EN-45680-880. См. " Специальные инструменты ".
- Калибровочное кольцо в сборе EN-45680-886 из EN-45680-880. См. " Специальные инструменты ". Предварительный загрузчик обрезного инструмента (1) Установить калибровочное кольцо (2)
- EN-45680-884 металлическая стружка ловит пробку (3) от EN-45680-880. См. " Специальные инструменты ".
- Адаптер привода EN-45680-866 (4) по EN 45680-850
- EN-45680-864 болты (5) из EN 45680-850
- После установки НОВОЙ втулки (втулок) отверстия цилиндра в блок двигателя обрезать излишек материала с фланца втулки отверстия цилиндра.
- Поместите металлическую пробку фиксатора для бритья EN-45680-884 в гильзу отверстия цилиндра, которую необходимо обрезать. Поместите верхнюю часть примерно на 3,0 мм (0,12 дюйма) ниже верхней поверхности гильзы отверстия цилиндра.
- Поместите дополнительные металлические пробки EN-45680-884 во все оставшиеся гильзы отверстия цилиндра.
- Убедитесь, что металлическая пробка захвата для бритья EN-45680-884 находится на 3,0 мм (0,12 дюйма) ниже верхней поверхности втулки отверстия цилиндра.
- Убедиться, что на основании триммера в сборе EN-45680-861: EN-45680-881 установлены пилотная горелка триммера правильного диаметра и долото фаски, втулка 88 мм от EN-45680-880. См. " Специальные инструменты ". EN-45680-885 пилотная горелка триммера, втулка 88 мм от EN-45680-880. См. " Специальные инструменты ".
- Сторона канавки установочного калибровочного кольца (1) на узле калибровочного кольца EN-45680-886 должна быть расположена вверх на плоской поверхности.
- Осторожно установите инструмент для обрезки в сборе EN-45680-861 на установочное кольцо датчика.
- Ослабьте винт с буртиком вала (2).
- Протолкните втулку вала (2) вниз с помощью приспособления для предварительной нагрузки (1) до тех пор, пока втулка вала не расположится напротив верхней части фланцевого подшипника (3).
- Надавите вниз на муфту и внутренний приводной вал с помощью приспособления для предварительной нагрузки (1) 6, затем затяните винт муфты вала. Затяните: Затяните винт муфты вала до 19 Н.м (14 фунтов футов).
- Поместите инструмент для подрезки в сборе EN-45680-861 на цилиндр, подлежащий подрезке, направив стрелку направления (1) на одной линии с осевой линией коленчатого вала и передней частью блока.
- Установите 4 болта EN-45680-864 (2) в болтовые отверстия головки цилиндров в блоке. Затяните: Затяните болты до 20 Н.м.
- Закрепите переходник привода EN-45680-866 (1) в патроне сверла.
- Подсоедините источник сжатого воздуха (75-125 фунт / кв. дюйм) к быстроразъемному соединению (3), расположенному на узле обрезного инструмента EN-45680-861. Поверните клапан сжатого воздуха (2) в открытое положение. Это запустит вакуумную систему Вентури, которая будет улавливать металлическую стружку.
- Поместите переходник привода EN-45680-866 и сверло в сборе (1) вертикально на конец переходника привода обрезного инструмента в сборе EN-45680-861. Не прикладывайте направленное вниз усилие к сверлу до достижения полной скорости вращения. После достижения полной скорости вращения постепенно прикладывайте направленное вниз усилие до тех пор, пока режущее действие не будет завершено приблизительно за 5 секунд.
- Извлеките переходник привода EN-45680-866 (1) и сверлильный узел из узла обрезного инструмента EN-45680-861.
- Выключите клапан сжатого воздуха (2).
- Снимите с блока двигателя инструмент триммерного эффекта в сборе EN-45680-861.
- Удалите любые материальные стружки, которые могут быть найдены на металлической вилке замка для бритья.
- Протрите гильзу канала цилиндра и окружающие участки, чтобы не было остатков порошка, а затем удалите металлическую пробку EN-45680-884.
- Установите прямую кромку на блок цилиндров перпендикулярно центральной линии коленчатого вала.
- С помощью светильника осветите заднюю сторону прямой кромки.
- Глядя на переднюю часть прямой кромки, проверьте, не выступает ли свет через нижнюю часть прямой кромки и верхнюю часть фланца втулки отверстия цилиндра. Если свет присутствует с любой стороны или с обеих сторон втулки отверстия цилиндра, втулка отверстия цилиндра вырезана неправильно, и необходимо установить новую втулку отверстия цилиндра.
- Глядя на переднюю часть прямой кромки, проверьте, не выступает ли свет через нижнюю часть прямой кромки и верхнюю часть поверхности палубы блока цилиндров. Если с обеих сторон блока цилиндров присутствует свет, то втулка расточки цилиндра вырезана правильно.
- Переходите к следующей муфте отверстия, которую необходимо обрезать, повторяя при необходимости шаги 10-23.
Измерение шатуна
- Очистите шатуны в растворителе и просушите сжатым воздухом.
- Проверьте соединительные стержни на наличие следующих признаков: Скручивания, изгиба, забоин или трещин Царапины или истирание на опорной поверхности стержня
- Если отверстия шатунов содержат незначительные царапины или потертости, зачистите отверстия в круговом направлении легкой шлифовальной шкуркой. НЕ царапайте шток или колпачок штока.
- Если балка штока поцарапана или имеет другие повреждения, замените шатун.
- Измерьте поршневой палец до расточки шатуна, используя следующую процедуру: Используя внешний микрометр, сделайте два измерения поршневого пальца в области контакта шатуна. С помощью внутреннего микрометра измерьте отверстие шатунного поршневого пальца. Вычесть диаметр поршневого пальца из диаметра отверстия под поршневой палец. Зазор должен быть не более 0 021 мм (0,0008 дюйма).
- При наличии чрезмерного зазора замените поршневой палец.
- При наличии еще излишнего зазора замените шатун.
Измерение поршня
- Очистите юбки поршня и штифты чистящим растворителем. ЗАПРЕЩАЕТСЯ производить проволочную чистку какой-либо части поршня.
- Очистите канавки поршневого кольца очистителем канавок. Убедитесь, что отверстия и пазы масляного кольца чистые.
- Проверьте поршни на наличие следующих условий: Треснувшие кольцевые площадки, юбки или бобышки под пальцы Кольцевые канавки на наличие забоин, заусенцев, которые могут вызвать связывание Деформированные или изношенные кольцевые площадки Эрозионные участки в верхней части поршня (1) Потертости или поврежденные юбки (2) Изношенные отверстия под поршневые пальцы (3)
- Замените поршни, на которых видны какие-либо признаки или повреждения или чрезмерный износ.
- Измерьте отверстие поршневого пальца до зазоров поршневого пальца, используя следующую процедуру: Отверстия и пальцы поршневого пальца должны быть свободны от лака или задиров. Используйте внешний микрометр для измерения поршневого пальца в зонах контакта поршня. Используя внутренний микрометр, измерьте отверстие поршневого пальца. Вычесть измерение отверстия поршневого пальца из поршневого пальца. Зазор должен быть в пределах 0 002-0 012 мм (0,00007-0,00047 дюйма). Если зазор слишком велик, определите, какой компонент не соответствует спецификации.
- Измерьте концевой зазор поршневого кольца, используя следующую процедуру: Поместите поршневое кольцо в область отверстия, где будет проходить поршневое кольцо (приблизительно 25 мм или 1 дюйм вниз от поверхности палубы). Убедитесь, что кольцо является квадратным с отверстием цилиндра, установив кольцо с головкой поршня. Измерьте концевой зазор поршневого кольца с помощью щупов. Сравните измерения с приведенными ниже: Верхний концевой зазор компрессионного кольца должен быть 0,20-0,40 мм (0,0060-0 015 дюйма). Второй зазор компрессионного кольца должен быть равен 0,02 мм.
- Измерьте боковой зазор поршневого кольца, используя следующую процедуру: Прокатайте поршневое кольцо полностью вокруг канавки поршневого кольца. Если любое связывание вызвано искаженным поршневым кольцом, замените кольцо. С поршневым кольцом на поршне используйте щупы для проверки зазора в нескольких местах. Зазор между поверхностью верхнего поршневого кольца и площадкой кольца должен быть не более 0 075 мм (0,0030 дюйма). Если зазор больше, чем спецификации, замените поршневое кольцо. Если новое кольцо не уменьшает верхний боковой зазор поршня на 0 030 мм или установите новое кольцо на 0 030 мм.
- Верхнее компрессионное кольцо может быть установлено любой стороной вверх. На 2-м компрессионном кольце рядом с концом имеется установочная выемка для идентификации верхней стороны. Установите 2-е компрессионное кольцо лункой вверх.
- Зазор между поверхностью второго поршневого кольца и контактной площадкой кольца не должен превышать 0 069 мм (0,0026 дюйма).
- Если новое кольцо не уменьшает зазор до 0 069 мм (0,0026 дюйма) или менее, установите новый поршень.
- Измерьте ширину поршня, используя следующую процедуру: Используя внешний микрометр, измерьте ширину поршня на 14,5 мм (0 570 дюйма) выше дна юбки поршня у упорной поверхности, перпендикулярной осевой линии поршневого пальца. Сравните измерение поршня с его первоначальным цилиндром, вычитая ширину поршня из диаметра цилиндра. Надлежащая спецификация зазора для поршня составляет 0 010-0 041 мм (0,0006-0,0016 дюйма).
- Если зазор, полученный в результате измерения, больше указанных технических условий и отверстия цилиндров находятся в пределах технических условий, замените поршень.
Подбор поршня
- Осмотрите отверстие цилиндра блока цилиндров двигателя согласно разделу " Чистка и осмотр блока цилиндров двигателя ".
- Осмотрите поршень и поршневой палец. См. " Очистка и осмотр поршня, шатуна и подшипника ".
- Используйте датчик отверстия и измерьте диаметр отверстия цилиндра. Измерить в точке на расстоянии 64 мм (2,5 дюйма) от верхней части отверстия цилиндра.
- Измерьте размер отверстия микрометром и запишите показания.
- С помощью микрометра или суппорта под прямым углом к поршню измерьте поршень на расстоянии 14 мм (0 570 дюйма) от дна юбки.
- Вычесть диаметр поршня из диаметра канала цилиндра для определения зазора между поршнем и каналом.
- Правильный зазор между поршнем и отверстием см. в разделе " Механические характеристики двигателя ".
- Если надлежащий зазор не может быть получен, выберите другой поршень и измерьте зазоры.
- Если надлежащая посадка не может быть получена, отточите отверстие цилиндра или замените блок цилиндров.
- Когда зазор между поршнем и отверстием цилиндра будет соответствовать техническим требованиям, отметьте верхнюю часть поршня с помощью постоянного маркера для установки на соответствующий цилиндр. См. " Разделительные детали ".
Общее восстановление резьбы
Необходимые инструменты
J 42385-850 Комплект для ремонта резьбы
Схема №111
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа (1). В процессе установки втулки приводной инструмент расширяет нижнюю наружную резьбу вставки в основной материал (2). Это действие механически фиксирует вставку на месте. Кроме того, при установке на соответствующую глубину фланец вставки будет упираться в расточку ремонтируемого отверстия.
- Просверлите резьбу поврежденного отверстия (1). Для вкладышей M6 требуется минимальная глубина сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка (2) постучите по резьбе просверленного отверстия. Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный, в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш 2. Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью. Продолжайте вращать установочное приспособление (1) через вставку. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Осмотрите вставку на правильность установки в отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
Как отремонтировать резьбу отверстия под болт головок цилиндров
- Комплект для ремонта резьбы отверстия под болт головки цилиндров состоит из следующих предметов: Сверло (1) Метчик (2) Монтажник (3) Втулка (4) Установочный штифт (5) Втулка (6) Болты (7) Крепежная пластина (8)
- Установите крепежную пластину 3, болты 1 и втулку 2 на палубу блока двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту (4).
- Вставьте центрирующий штифт (1) через втулку в отверстие.
- Вставьте центрирующий штифт в требуемое отверстие и затяните крепежные болты (2).
- Извлеките центрирующий штифт из отверстия.
- При необходимости установите стакан 2 на сверло 1.
- Просверлите резьбу поврежденного отверстия. Просверлите отверстие до соприкосновения стопорного бурта сверла или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия.
- С помощью ключа TAP постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка (3) на метке не совместится с верхней частью втулки сверла (2).
- Снимите крепежную пластину (1), втулку (2) и болты.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 или GM P/N 1237798 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш и драйвер 1. Вращать инструмент привода до совмещения метки на инструменте с поверхностью деки блока двигателя. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Как отремонтировать резьбу отверстия болта главной крышки
- Комплект для ремонта резьбы основного болта колпачка состоит из следующих элементов: Сверло (1) метчик (2) монтажник (3) крепежная пластина (4) длинные болты (5) короткие болты (6) установочный штифт (7) втулка (8)
- При необходимости извлеките установочные штифты из отверстий (1-4).
- Установите крепежную пластину, болт и втулку на блок двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту.
- Поместите центрирующий штифт в нужное отверстие и затяните крепежные болты приспособления.
- Просверлите поврежденное отверстие.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка (3) на метчике не совместится с верхней частью втулки (2).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463) или аналогичный, в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите резьбовые LOCTITE™ 277, J 42385-109 (1) или аналогичные на резьбу наружного диаметра вставки (2).
- Установите вставку и привод через втулку (2), крепежную пластину (1) и в отверстие. Вращайте приводной инструмент до тех пор, пока метка на инструменте (3) не совместится с верхней частью втулки (2). Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Снимите привод, втулку (2), крепежную пластину (1) и болты.
- При необходимости установите установочные штифты в отверстия (1-4).
Синхронизация балансировочного вала с двигателем
- Установите звездочку привода балансирного вала.
- Установите цепь привода балансирного вала с выстроенными в линию цветными звеньями с метками на звездочках привода балансирного вала и звездочке коленчатого вала. На цепи три цветных звена. Два звена имеют совпадающие цвета, и одно звено имеет уникальный цвет. Чтобы выровнять звенья со звездочками, выполните следующие действия. Ориентируйте цепь так, чтобы цветные звенья были видны.
- Установите уникально окрашенное звено (1) так, чтобы оно совпадало с отметкой синхронизации на звездочке балансировочного вала на впускной стороне.
- Работая по часовой стрелке вокруг цепи, поместите первое соответствующее цветное звено (2) в линию с меткой синхронизации на звездочке привода коленчатого вала. (положение приблизительно на 6 часов на звездочке кривошипа)
- Поместите цепь (3) на звездочку привода водяного насоса. Выравнивание не является критичным.
- Совместите последнее соответствующее цветное звено (4) с меткой синхронизации на звездочке привода балансировочного вала на стороне выпуска.
Предварительная смазка двигателя
Необходимые инструменты
J 45299 Предлюбер двигателя
- Снимите сигнализатор давления масла.
- Установите адаптер M12 x 1.75 No детали 509376.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299, чтобы подать минимум 1-1,9 литра (1-2 кварты) моторного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите сигнализатор давления масла на двигатель, затяните и доверните сигнализатор давления масла до 22 Н.м.
- Долейте моторное масло до нужного уровня.
Блок цилиндров
Блок цилиндров потерян пенопластовый литой алюминий с 4 цилиндрами, расположенными поточно. Цилиндры запрессовали на место железные вкладыши. Блок имеет 5 подшипников коленчатого вала с упорным подшипником, расположенным на втором подшипнике спереди двигателя. Блок цилиндров содержит опорную плиту, образующую верхний и нижний картеры. Такая конструкция способствует жесткости блока цилиндров и снижению шума и вибрации.
Коленчатый вал
Коленчатый вал - чугунный шаровидный с 8 противовесами. Противовес номер 8 - это еще и реактивное колесо системы зажигания. Коренные подшипниковые шейки просверлены крест-накрест, а верхние подшипники - рифленые. Коленчатый вал имеет ведомую звездочку балансирного вала скользящей посадки. Основной подшипник номер 2 - упорный подшипник. Для контроля крутильных колебаний используется гармонический демпфер.
Шатун и поршень
Шатуны выполнены из порошкового металла. Шатун содержит плавающий поршневой палец. Поршни выполнены из литого алюминия. Поршневые кольца относятся к типу с низким натяжением для уменьшения трения. Верхнее компрессионное кольцо представляет собой ковкий чугун с молибденовой облицовкой и покрытыми фосфатом сторонами. Второе компрессионное кольцо - серое железное. Масляное кольцо представляет собой пружинную конструкцию из 3-х частей с хромированием.
Масляный поддон
Поддон картера выполнен из литого алюминия. Поддон картера включает в себя крепление к трансмиссии для обеспечения дополнительной конструктивной поддержки.
Головка блока цилиндров
Головка цилиндров представляет собой потерянную отливку из пеноалюминия. Используют запрессованные порошковые металлические направляющие клапана и вставки седла клапана. Форсунка для впрыска топлива расположена во впускном отверстии. Головка цилиндров содержит цапфы распределительного вала и крышки распределительного вала.
Клапаны
На цилиндр приходится 2 впускных и 2 выпускных клапана. На всех впускных клапанах используются вращатели. Вращатели расположены в нижней части пружины клапана для уменьшения возвратно-поступательной массы клапанного механизма. На всех клапанах используются положительные уплотнения штока клапана.
Распределительный вал
Используются два распредвала, один для всех впускных клапанов, другой - для всех выпускных. Распредвалы чугунные.
Регуляторы перекоса клапанов
В системе клапанов используется роликовый толкатель, на который воздействует гидравлический регулятор зазора. Следящий элемент с роликовым пальцем уменьшает трение и шум.
Крышка распределительного вала
Крышка распределительного вала имеет стальную вентиляционную перегородку картера. Крышка распределительного вала имеет посадочные места для системы зажигания.
Привод распределительного вала
Для привода распределительного вала используется роликовая цепь. Имеется натяжное устройство и активная направляющая, используемые на провисающей стороне цепи для управления движением цепи и шумом. Цепной привод способствует длительному сроку службы клапанного механизма и малому техническому обслуживанию.
Впускной и выпускной коллектор
Впускной коллектор выполнен из композитного пластика. Во впускном коллекторе установлена система распределения и управления принудительной вентиляцией картера (принудительная вентиляция картера (PCV) (принудительная вентиляция картера)). Выпускной коллектор представляет собой конструкцию с двумя плоскостями, которая способствует хорошему низкому крутящему моменту и производительности.
Схема №112
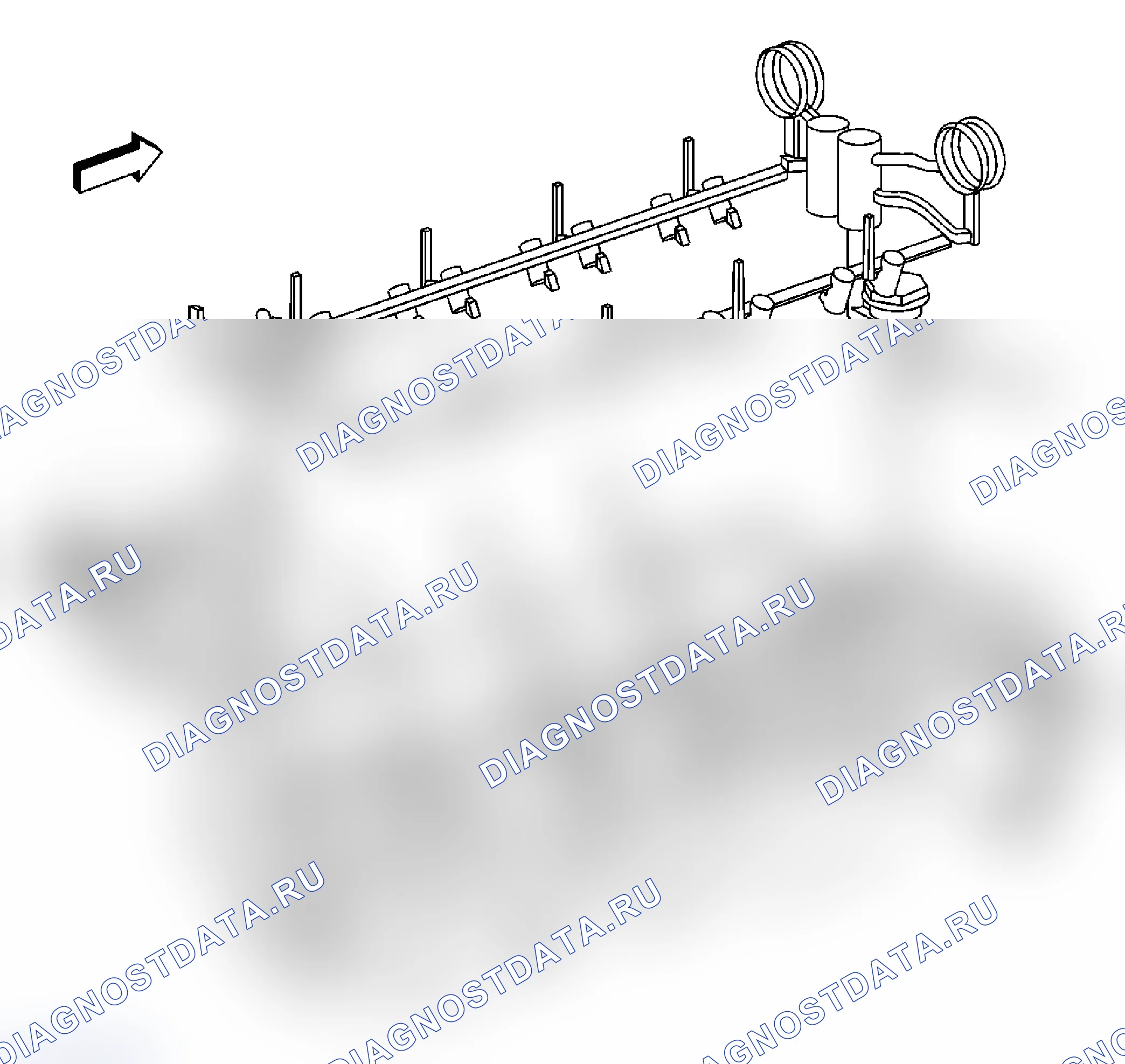
Масло под давлением подается на коленчатый вал, шатуны, узел балансирного вала, опорные поверхности распределительного вала, регуляторы люфтов клапанов и гидравлический натяжитель цепи ГРМ. Все остальные движущиеся части смазываются самотеком или разбрызгиванием. Масло поступает в масляный насос героторного типа через неподвижный входной экран. Привод масляного насоса осуществляется от коленчатого вала. Корпус масляного насоса находится в пределах передней крышки двигателя. Масло под давлением из насоса проходит через масляный фильтр. Масляный фильтр расположен с правой (передней) стороны блока двигателя. Масляный фильтр размещен в отливке, которая интегрирована с блоком двигателя. Масляный фильтр - одноразового картриджного типа. Перепускной клапан в крышке фильтра обеспечивает непрерывный поток масла в случае, если масляный фильтр должен стать ограниченным. Затем масло поступает в галерею, где распределяется на балансирные валы, коленчатый вал, распределительные валы и форсунку масленки цепи ГРМ распределительного вала. Подшипники шатуна смазываются постоянными проходами потока масла через коленчатый вал, соединяющий коренные шейки с шейками шатуна. Канавка вокруг каждого верхнего коренного подшипника подает масло в просверленные каналы коленчатого вала. Масло под давлением проходит через дроссельное отверстие головки цилиндров в головку цилиндров, а затем в каждую подающую галерею распределительного вала. Литые каналы питают каждый регулятор гидроэлемента, а просверленные каналы питают каждую опорную поверхность распределительного вала. На конце устанавливается выключатель или датчик давления масла в двигателе. Масло возвращается в поддон картера через каналы, отлитые в головку цилиндров. Смазка цепи ГРМ сливается непосредственно в масляный поддон.
Чистота и аккуратность
Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в десятитысячных долях дюйма. При обслуживании любых внутренних деталей двигателя важны уход и чистота. Для защиты и смазки поверхностей во время начальной эксплуатации на трущиеся участки при сборке следует наносить свободное покрытие из моторного масла. На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения являются частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если это специально не оговорено.
Когда компоненты арматурного ряда снимаются для обслуживания, они должны быть сохранены в порядке. В момент установки их следует устанавливать в тех же местах и с теми же сопрягаемыми поверхностями, что и при демонтаже.
Разделение деталей
| Важно | Разборка поршня, прессовая посадка поршневого пальца и шатуна могут создать задиры или повреждение поршневого пальца и отверстия поршневого пальца. Если поршень, палец и шатун были разобраны, замените компоненты в сборе. Многие внутренние компоненты двигателя будут развивать специфические модели износа на своих поверхностях трения. При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы или организованы таким образом, чтобы обеспечить установку в их первоначальное место и положение. |
|---|
Разделение, маркировка или организация следующих компонентов
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Шатун к шейке коленчатого вала
- Шатун к крышке подшипника Рекомендуются карандаш для краски или инструмент травильного/гравировального типа. Штамповка шатуна или крышки вблизи отверстия подшипника может повлиять на геометрию компонента.
- Коренные и шатунные подшипники коленчатого вала
- Регуляторы перекоса распределительного вала и клапанов
- Регуляторы зазоров клапанов, направляющие регуляторов зазоров, штанги толкателей и коромысла в сборе
- Клапан к направляющей клапана
- Пружина клапана и регулировочная прокладка в положение головки цилиндров
- Расположение и направление крышки основного подшипника блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
J 28410 Съемник прокладок
Повторное использование прокладок и нанесение герметиков
- Не используйте повторно прокладки, если не указано иное.
- Прокладки, которые могут быть использованы повторно, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на прокладку или уплотнительную поверхность, если это не указано в сервисной информации.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Удары следует делать на изгибах или усиленных участках, чтобы предотвратить деформацию деталей.
Как очистить поверхности прокладок
- Удалите всю прокладку и уплотнительный материал с детали с помощью J 28410 или аналогичного устройства.
- Необходимо соблюдать осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкодисперсные частицы, которые масляный фильтр не может удалить из масла. Этот порошок является абразивным и, как известно, вызывает внутренние повреждения двигателя.
Соединение труб
| Важно | В двигателях обычно используются три типа герметика. Это герметик RTV, герметик для удаления анаэробных прокладок и состав для соединения труб. Правильное укупорочное средство и его количество должны использоваться в правильном месте для предотвращения утечек масла. НЕ меняйте 3 типа герметиков. Используйте только конкретный герметик или его эквивалент, как рекомендовано в процедуре обслуживания. |
|---|
- Состав для соединения труб представляет собой податливый герметик, который не полностью затвердевает. Этот тип герметика используется там, где 2 нежесткие детали, такие как масляный поддон и блок двигателя, собраны вместе.
- Не используйте стык труб в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере. Чтобы удалить герметик или материал прокладки, обратитесь к разделу " Замена прокладок двигателя ".
- Нанесите состав для соединения труб на чистую поверхность. Используйте размер или количество шариков, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий. Не допускайте попадания укупорочного средства в глухие резьбовые отверстия, так как это может помешать правильному зажиму болта или вызвать повреждение компонента при затягивании болта.
- На одну уплотнительную поверхность нанести непрерывный валик соединения труб. Уплотняемые поверхности, подлежащие повторной герметизации, должны быть чистыми и сухими.
- Затяните болты в соответствии с техническими условиями. Не затягивайте.
RTV Sealer
- Герметик для вулканизации при комнатной температуре (RTV) затвердевает при воздействии воздуха. Этот тип герметика используется там, где 2 жесткие детали, такие как нижний картер и блок двигателя, собраны вместе.
- Не используйте герметик RTV в местах, где ожидаются экстремальные температуры. Эти области включают в себя: выпускной коллектор, прокладку головки или другие поверхности, где указан разделитель прокладок.
- Следуйте всем рекомендациям и указаниям по технике безопасности, которые находятся на контейнере. Чтобы удалить герметик или материал прокладки, обратитесь к разделу " Замена прокладок двигателя ".
- Нанесите RTV на чистую поверхность. Используйте размер бортика, как указано в процедуре. Пропустите валик внутрь любых болтовых отверстий. Не допускайте попадания укупорочного средства в глухие резьбовые отверстия, так как это может помешать правильному зажиму болта или вызвать повреждение при затягивании болта.
- Соберите компоненты, пока RTV еще влажный, в течение 3 минут. Не ждите, пока RTV закончится.
- Затянуть болты до технических характеристик. Не затягивайте.
Инструмент и оборудование
Специальные инструменты перечислены и проиллюстрированы в этом разделе с полным списком в конце раздела. Эти инструменты или их эквиваленты специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также позволит свести к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие элементы
- Одобренные защитные очки и защитные перчатки
- Чистая, хорошо освещенная рабочая зона
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Поддоны или контейнеры для хранения для хранения деталей и крепежных элементов
- Соответствующий набор ручного инструмента
- Утвержденный стенд для ремонта двигателя
- Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов