Измерение торцевого люфта коленчатого вала
- Поместите циферблатный индикатор у носка коленчатого вала.
- Осторожно прижмите коленчатый вал к крайним переднему и заднему положениям с помощью инструмента для поводка, контролируя при этом перемещение циферблатного индикатора.
- Люфт конца коленчатого вала не должен превышать спецификации. См. " Механические характеристики двигателя (Lfw) ".
- Если технические характеристики превышены, проверьте наружный диаметр упорного подшипника и упорную стенку коленчатого вала на предмет износа и / или чрезмерного биения. См. " Механические характеристики двигателя (Lfw) ".
- При необходимости замените упорный подшипник или коленчатый вал.
Процедура очистки
- Удалите старый резьбовой герметик, прокладочный материал или герметик с помощью съемника EN 28410.
- Очистить растворителем все следующие участки: Уплотнительные поверхности Охлаждающие каналы Масляные каналы Цапфы подшипников
- Очистить растворителем все резьбовые и сквозные отверстия.
- Просушите блок двигателя сжатым воздухом.
Конус отверстия измерительного цилиндра
- Измерьте отверстие цилиндра вдоль упорных поверхностей, перпендикулярно осевой линии коленчатого вала, на 10 мм (0 397 дюйма) ниже поверхности деки и запишите свое измерение.
- Измерьте отверстие цилиндра вдоль упорных поверхностей, перпендикулярно осевой линии коленчатого вала, на 100 мм (3 976 дюйма) ниже поверхности деки и запишите свое измерение.
- Вычислите разницу между 2 измерениями. Результатом будет конусность цилиндра.
- Сравните свои результаты с " Механическими спецификациями двигателя (Lfw) ". Если цилиндры превышают спецификации, блок цилиндров может быть завышен до 0,25 мм (0 010 дюйма). Существует только один размер завышенных поршней и колец, доступных для обслуживания.
Отверстие измерительного цилиндра некруглое
- Измерьте диаметр как упорного, так и не упорного цилиндра на 10 мм (0 397 дюйма) ниже палубы. Запишите свои измерения.
- Вычислите разницу между 2 измерениями. Результат укажет на некруглость на верхнем торце цилиндра.
- Измерьте диаметр как упорного, так и не упорного цилиндра на 100 мм (3 976 дюйма) ниже поверхности палубы. Запишите свои измерения.
- Вычислите разницу между 2 измерениями. Результат будет указывать на некруглость на нижнем конце цилиндра.
- Сравните свои результаты с " Механическими спецификациями двигателя (Lfw) ". Если цилиндры превышают эти спецификации, блок цилиндров может быть завышен до 0,25 мм (0 010 дюйма). Существует только один размер завышенных поршней и колец, доступных для обслуживания.
- Очистить в растворителе следующие компоненты: Подшипники коленчатого вала Подшипники шатунные Шейки коленчатого вала Шейки шатунной шейки Масляные каналы коленчатого вала Резьбовые отверстия коленчатого вала
- Сжатым воздухом просушить: Подшипники коленчатого вала Шатунные подшипники Шейки коленчатого вала Шейки шатунной шейки Масляные каналы коленчатого вала Резьбовые отверстия коленчатого вала
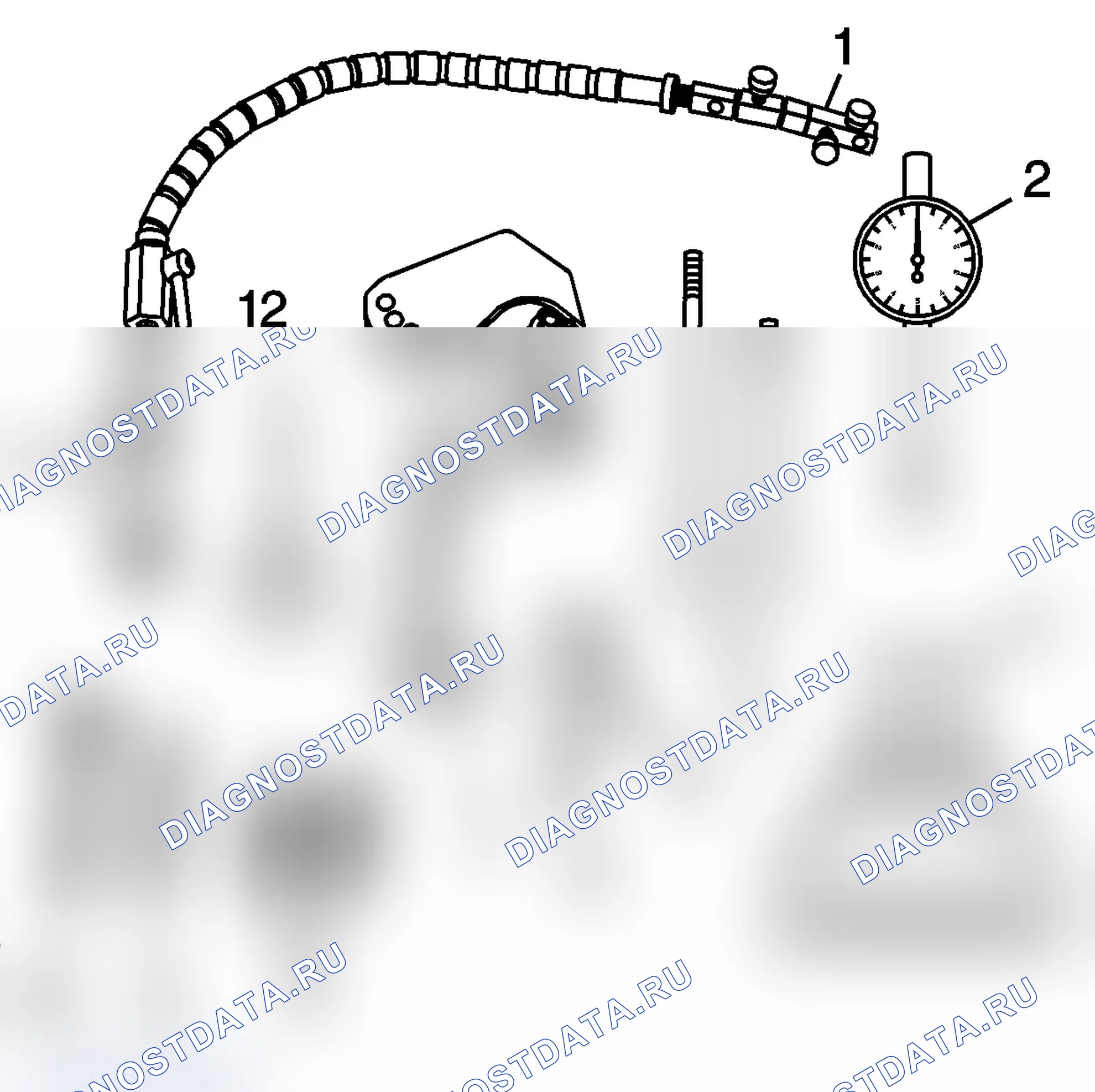
Измерение коленчатого вала
Специальный инструмент
GE 7872 Магнитный базовый циферблатный индикатор
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Используя подходящее приспособление, поддержите коленчатый вал.
- Установите индикатор GE 7872.
- Измерьте биение коленчатого вала с помощью индикатора GE 7872. См. " Механические характеристики двигателя (Lfw) ".
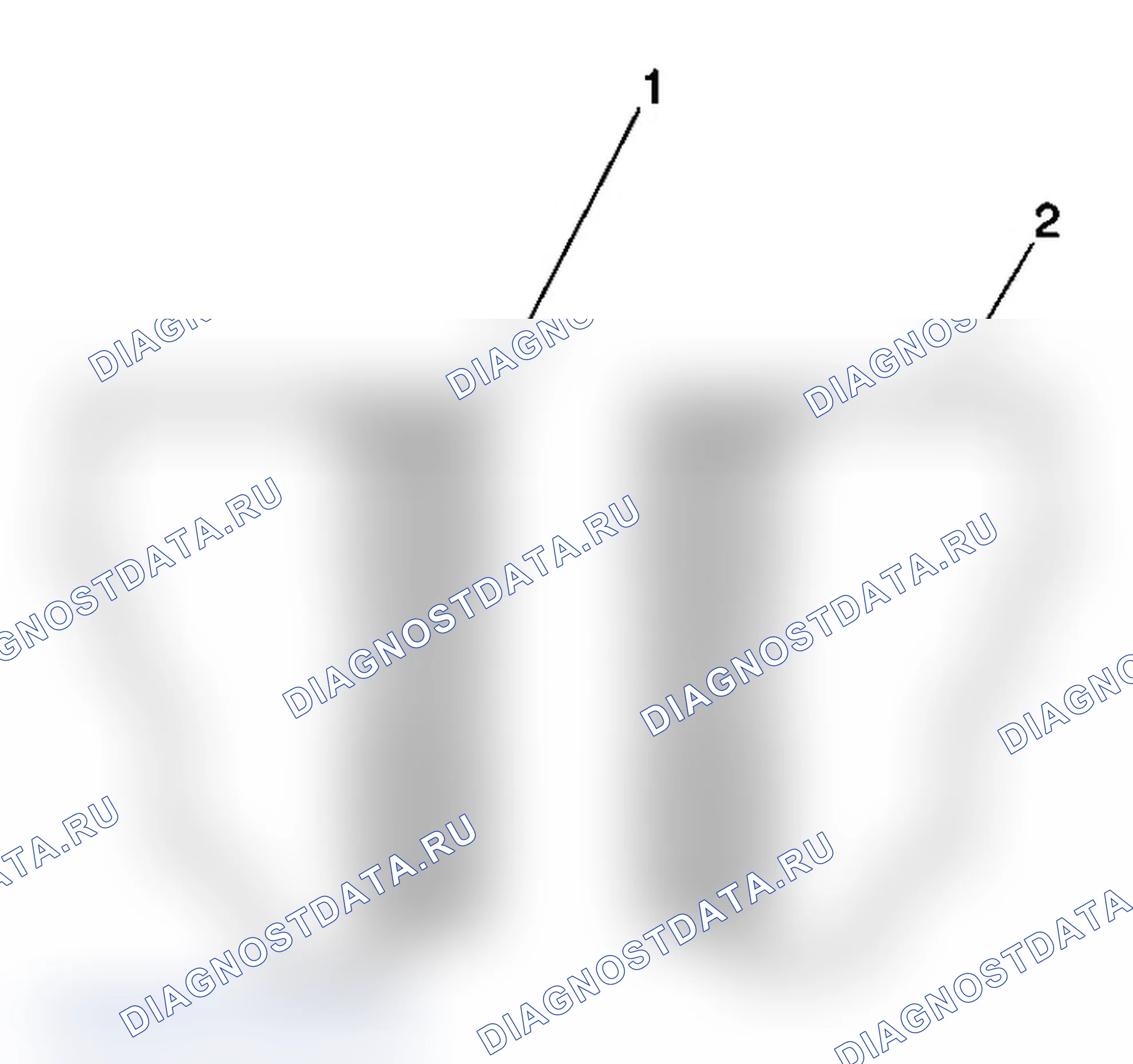
- Измерьте ширину упорной стенки коленчатого вала (1) на предмет износа с помощью внутреннего микрометра. См. " Механические характеристики двигателя (Lfw) ".
- Измерьте биение поверхности упорной стенки коленчатого вала (2) с помощью индикатора GE 7872. См. " Механические характеристики двигателя (Lfw) ".
- Если шейки коленчатого вала повреждены или изношены сверх спецификаций, то коленчатый вал может быть отшлифован на 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных коренных подшипников.
- Осмотрите коренные шейки коленчатого вала на предмет размера, используя внешний микрометр.
- Осмотрите шатунные шейки на наличие заниженных размеров с помощью внешнего микрометра.
- Сравните свои измерения с теми, которые перечислены в " Механических спецификациях двигателя (Lfw) ". Если шейки шатунной шейки изношены сверх спецификаций, коленчатый вал может быть отшлифован на 0,25 мм (0 010 дюйма). Существует только 1 размер негабаритных шатунных подшипников, доступных для обслуживания.
- Измерьте цапфы коренного подшипника и шатунной шейки на отсутствие скругления, используя следующую процедуру: Используя внешний микрометр, измерьте цапфу в крайних переднем и заднем местах на цапфе. Назовите эти точки А и В. Измерьте журнал в 2 новых местах ровно под 90 градусов от первых точек. Назовите эти точки C и D. Вычтите A из C и B из D. Различия укажут журнал вне цикла. Овальность не должна превышать максимум 0 004 мм (0,00016 дюйма). При износе шеек сверх технических условий допускается шлифовка коленчатого вала 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных подшипников коленчатого вала и шатуна.
- Измерьте шейки коренного подшипника и шатунной шейки на конусность, используя следующую процедуру: Используя внешний микрометр, измерьте шейку на крайнем переднем (А) и заднем (В) концах шейки параллельно осевой линии коленчатого вала. Вычесть наименьшее из наибольшего измерения. Результатом будет конусность цапфы. Если конусность шейки коренного подшипника превышает 0 004 мм (0,00016 дюйма), замените коленчатый вал. При износе шеек сверх технических условий допускается шлифовка коленчатого вала 0,25 мм (0 010 дюйма). Для обслуживания доступен только 1 размер негабаритных подшипников коленчатого вала и шатуна.
- Очистите балансир коленчатого вала в растворителе, совместимом с резиной (1).
- Просушите балансир коленчатого вала сжатым воздухом.
- Очистите маховик двигателя в растворителе.
- Просушите маховик двигателя сжатым воздухом.
- Очистите юбки поршня и штифты чистящим растворителем.
- Очистите канавки поршневого кольца очистителем канавок. Убедитесь, что отверстия и пазы масляного кольца чистые.
- Просушите поршень сжатым воздухом.
Процедура измерения поршня
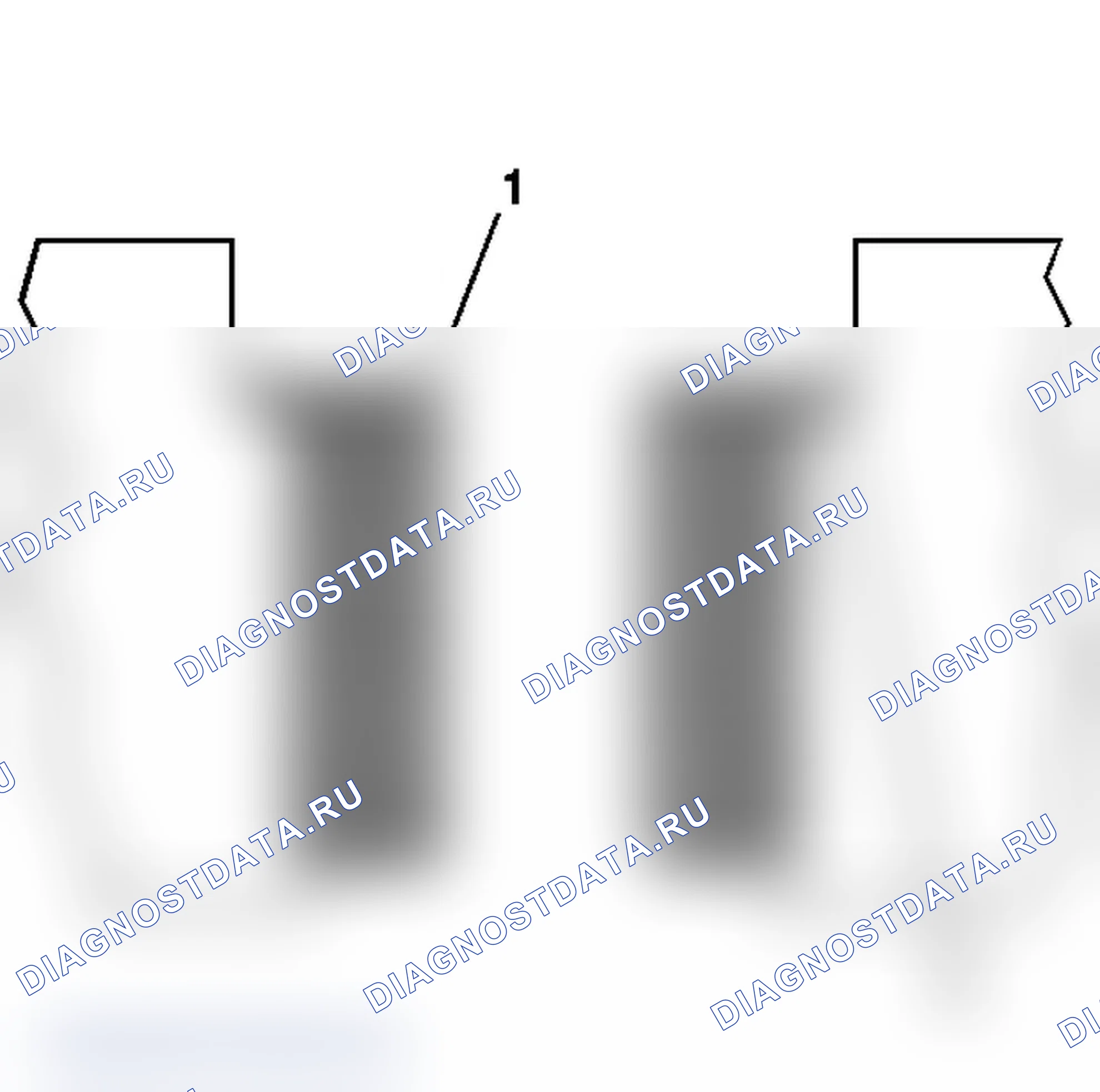
- Измерьте ширину поршня, используя следующую процедуру: Используя внешний микрометр, измерьте ширину поршня на 30 мм (1 181 дюйма) ниже головки, верхней части (1), на упорных поверхностях поршня, перпендикулярно осевой линии поршневого пальца. Сравните измерение поршня с его первоначальным цилиндром, вычитая ширину поршня из диаметра цилиндра. Проверьте ваши измерения с " Механическими спецификациями двигателя (Lfw) ". Если зазор, полученный посредством измерения, больше, чем предусмотренные спецификацией, и замените отверстия цилиндра в пределах.
- Измерьте отверстие поршневого пальца до зазоров поршневого пальца, используя следующую процедуру: Отверстия и пальцы поршневого пальца должны быть свободны от лака или задиров. Используйте внешний микрометр для измерения поршневого пальца в зонах контакта поршня.
- Используя внутренний микрометр, измерьте отверстие поршневого пальца. Сравните ваш результат с диаметром поршневого пальца и зазором между поршневым пальцем и отверстием поршневого пальца, перечисленным в " Механических спецификациях двигателя (Lfw) ".
- Если зазор является чрезмерным, определите, какая деталь не соответствует спецификации, и замените при необходимости.
- Необходимо заменить поршень, если какой-либо из его размеров выходит за пределы спецификации.
- Если новый поршень не соответствует техническим требованиям к зазору, возможно, потребуется увеличить размер блока цилиндров до 0,25 мм (0 010 дюйма). Существует только один размер негабаритных поршней и колец, доступных для обслуживания.
Процедура измерения поршневого кольца
- Измерьте концевой зазор поршневого кольца, используя следующую процедуру: Поместите поршневое кольцо в область отверстия, где поршневое кольцо будет проходить приблизительно 25 мм (1 дюйм) вниз от поверхности палубы. Убедитесь, что кольцо является квадратным с отверстием цилиндра, установив кольцо с головкой поршня. Измерьте концевой зазор поршневого кольца с помощью щупов. См. " Механические характеристики двигателя (Lfw) ". Если зазор превышает предусмотренные характеристики, поршневые кольца должны быть заменены. Повторите процедуру для всех поршневых колец.
- Измерьте боковой зазор поршневого кольца, используя следующую процедуру: Прокатайте поршневое кольцо полностью вокруг канавки поршневого кольца. Если какая-либо связь вызвана кольцевой канавкой, обработайте канавку мелким напильником. Если какая-либо связь вызвана деформированным поршневым кольцом, замените кольцо. С поршневым кольцом на поршне используйте щупы для проверки зазора в нескольких местах. Сравните измерения со стороной зазора поршневого кольца, указанной в " Технических условиях на механическое оборудование двигателя (Lfw) ".
- Рядом с концом компрессионных колец имеется установочная выемка (1) для идентификации. Установите компрессионные кольца лункой вверх.
- Если новое кольцо не уменьшает зазор до надлежащей спецификации, установите новый поршень.
- Если новый поршень не соответствует техническим требованиям к зазору, возможно, потребуется увеличить размер блока цилиндров до 0,25 мм (0 010 дюйма). Существует только один размер негабаритных поршней и колец, доступных для обслуживания.
Процедура очистки шатуна
- Очистите шатуны в растворителе.
- Просушите шатун сжатым воздухом.
- Снимите колпачок шатуна и прочистите резьбу.
- Снимите шатунный подшипник и утилизируйте. Никогда не используйте повторно шатунный подшипник, используемый в работающем двигателе.
Процедура измерения шатуна
Конец поршневого пальца
- Используя наружный микрометр, сделайте 2 замера поршневого пальца в зоне контакта шатуна.
- С помощью внутреннего микрометра измерьте отверстие шатунного поршневого пальца.
- Вычесть диаметр поршневого пальца из отверстия поршневого пальца.
- Сравните измерения зазора с " Механическими спецификациями двигателя (Lfw) ".
- При чрезмерном зазоре замените поршневой палец. Если новый штифт не решает проблему зазора, замените шатун.
Конец подшипника коленчатого вала шатуна
- С помощью внутреннего микрометра измерьте отверстие подшипника коленчатого вала шатуна.
- Сравните измерения отверстий с " Механическими спецификациями двигателя (Lfw) ".
- Замените шатун, если расточка выходит за пределы спецификаций. ЗАПРЕЩАЕТСЯ переделывать шатун.
- Удалите старый резьбовой герметик, прокладочный материал или герметик с помощью съемника EN 28410.
- Очистите все поверхности головки цилиндров некоррозионным растворителем.
- Продуйте все масляные галереи сжатым воздухом.
- Удалите любые нагары из камер сгорания с помощью щетки GE 8358.
- Очистите карманы подъемника от мусора или отложений.
Измерение головок цилиндра
Зазор шейки распределительного вала
- Установите крышку подшипника распределительного вала в головку цилиндров без распределительного вала.
- Установить болты крышки распределительного вала и затянуть до 10 Н.м (89 фунтов в дюйм).
- Измерить подшипники распределительного вала с помощью внутреннего микрометра.
- Вычесть диаметр шейки распределительного вала из диаметра подшипника распределительного вала. Это обеспечит рабочий зазор. Если рабочий зазор превышает технические характеристики и шейки распределительного вала находятся в пределах технических характеристик, замените головку цилиндров.
Центровка цапф распределительного вала
- Убедитесь в исправности распределительных валов.
- Осмотрите опорные поверхности распределительного вала головки цилиндров на наличие дефектов или царапин, которые могут препятствовать надлежащему зазору распределительного вала. Устраните незначительные дефекты или царапины.
- Установить распределительные валы в головку цилиндров.
- Установите крышки подшипников распределительного вала.
- Установить болты крышки распределительного вала и затянуть до 10 Н.м (89 фунтов в дюйм).
- Убедитесь, что распределительные валы свободно вращаются в головке цилиндров. Если распределительный вал не работает свободно, замените головку цилиндров.
Проверка плоскостности палубы
- Убедитесь, что палубы головки цилиндров чистые и не содержат прокладочного материала.
- Проверьте поверхность на наличие дефектов или царапин, которые могут препятствовать надлежащему уплотнению прокладки головки цилиндров.
- Разместите прямую кромку по диагонали лицевой поверхности крышки блока цилиндров.
- Замерьте щупом зазор между прямой кромкой и торцом палубы головки цилиндров в 4-х точках по прямой кромке.
- Если коробление составляет менее 0,05 мм (0 002 дюйма), поверхность деки головки цилиндров не требует повторной облицовки.
- Если коробление составляет 0,05-0,20 мм (0 002-0 008 дюйма) или присутствуют какие-либо дефекты или царапины, которые могут препятствовать надлежащему уплотнению прокладки головки цилиндров, поверхность деки головки цилиндров требует повторной облицовки.
- Если требуется шлифовка, максимальное количество, которое можно удалить, составляет 0,25 мм (0 010 дюйма).
- Если поверхность палубы головки цилиндров требует удаления материала более 0,25 мм (0 010 дюйма), головку необходимо заменить.
Измерение направляющей втулки клапана
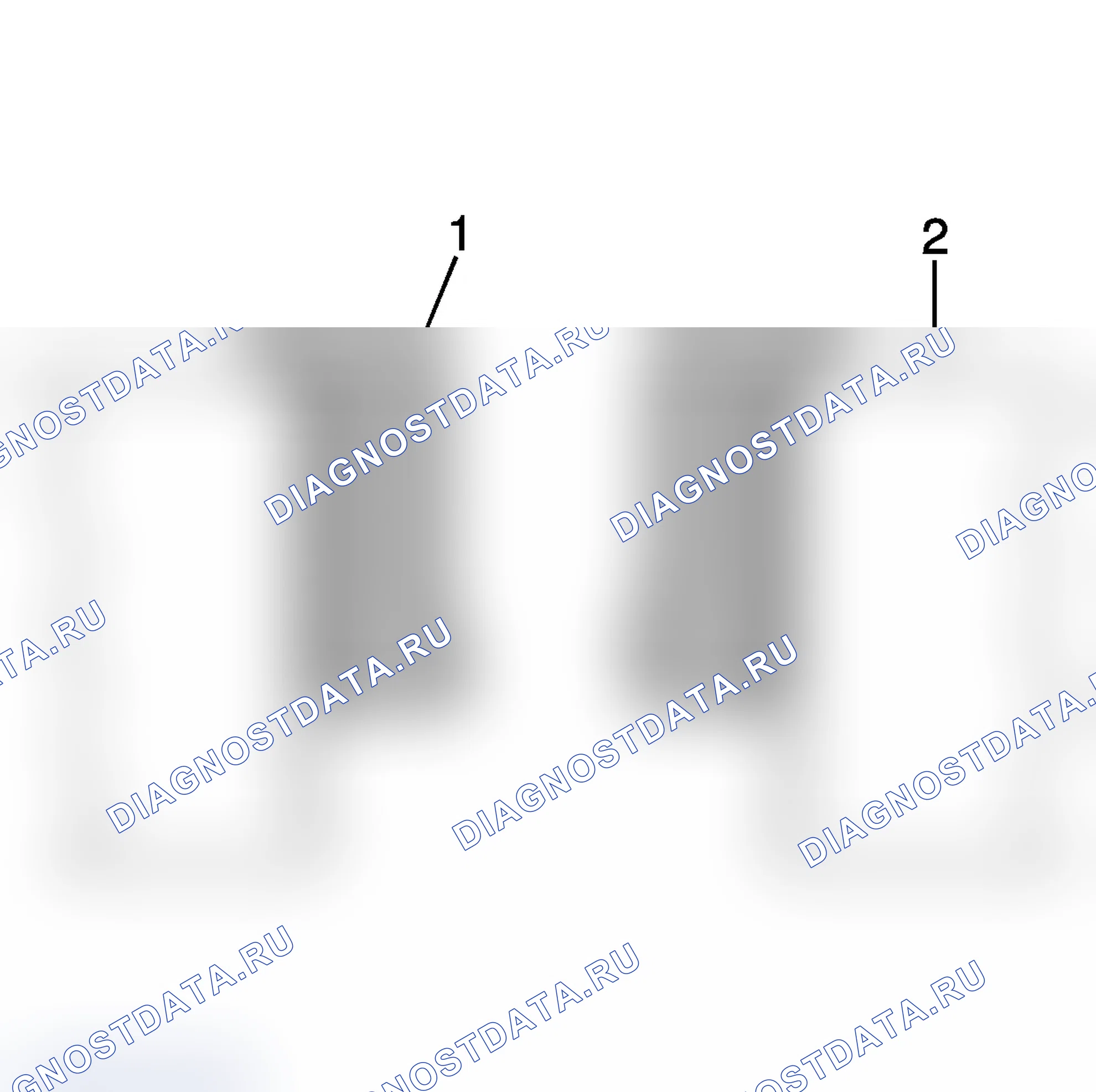
- Замерьте зазор между штоком клапана 1 и направляющей 2. Чрезмерный зазор между штоком клапана и направляющей может привести к чрезмерному расходу масла, а также к поломке клапана. Недостаточный зазор приведет к шумному и липкому функционированию клапана и нарушит плавность сборки двигателя.
- Прижмите комплект GE 8001 к головке цилиндров на рейке крышки распределительного вала.
- Расположите циферблатный индикатор так, чтобы движение штока клапана из стороны в сторону, поперечные к головке цилиндров, вызвало прямое движение штока индикатора. Шток циферблатного индикатора должен соприкасаться со стороной штока клапана чуть выше направляющей клапана.
- Опустите головку клапана примерно на 0 064 мм (0,0025 дюйма) от седла клапана.
- Используйте легкое давление при перемещении штока клапана из стороны в сторону, чтобы получить показания зазора. См. " Механические характеристики двигателя (Lfw) " для правильного зазора. Если зазор для клапана больше, чем спецификации, и новый шток клапана стандартного диаметра не приведет к зазору в соответствии со спецификациями, направляющая клапана может быть увеличена на 0 075 мм (0 003 дюйма) с помощью расширителя EN 42096. Существует 1 размер избыточного штока, доступный для обслуживания. Износ направляющей клапана в нижней части 10 мм (390 мм).
Методика выполнения измерений
- Измерьте натяжение пружины клапана с помощью тестера EN 22738-B. См. " Механические характеристики двигателя (Lfw) ".
- При обнаружении низкой нагрузки на пружину клапана замените пружины клапана. НЕ используйте прокладки для увеличения нагрузки пружины. Использование прокладок может привести к опусканию пружины клапана до того, как выступ распределительного вала достигнет пикового подъема.
Процедура очистки клапана
- Используйте мягкую щетинную проволочную щетку для очистки головки клапана от нагара. НЕ используйте проволочную щетку на любой части штока клапана. Шток клапана хромирован для обеспечения повышенных характеристик износа. Проволочная щетка для чистки стебля могла удалить хромовое покрытие.
- Тщательно очистите клапан растворителем и протрите насухо.
Процедура измерения ширины седла клапана
- Измерьте ширину седла клапана в головке цилиндров с помощью соответствующей шкалы.
- Измерьте ширину седла на поверхности клапана (1) с помощью соответствующей шкалы.
- Сравните результаты измерений со спецификациями, приведенными в разделе " Механические характеристики двигателя (Lfw) ".
- Если ширина седла приемлема, проверьте круглость седла клапана с помощью процедуры измерения круглости седла клапана.
- Если ширина седла не приемлема, необходимо заменить клапан. Правильная ширина седла клапана имеет решающее значение для обеспечения правильной величины рассеивания тепла клапаном.
Процедура измерения округлости седла клапана
- Измерить круглость седла клапана с помощью циферблатного индикатора, прикрепленного к коническому пилоту, установленному в направляющей. Пилот должен иметь небольшую привязку при установке в направляющую.
- Сравните результаты измерений со спецификациями, приведенными в разделе " Механические характеристики двигателя (Lfw) ".
- Если седло клапана превышает спецификацию круглости, необходимо заменить клапан.
- Если используются новые клапаны, округлость седла клапана должна быть в пределах 0,05 мм (0 002 дюйма).
Процедура измерения запаса клапана
- Измерить запас клапана по соответствующей шкале.
- Обратитесь к спецификациям в этом разделе для минимального запаса клапана и сравните их с вашими измерениями.
- Если поля клапанов выходят за рамки спецификации, замените клапаны.
- Если пределы клапана соответствуют техническим требованиям, испытайте клапан на концентричность седла, используя процедуру измерения концентричности между клапанами.
Процедура измерения концентричности между клапанами и седлами
- Слегка покройте поверхность клапана синим красителем (3).
- Установите клапан в головку цилиндров.
- Поверните клапан к седлу с давлением, достаточным для износа красителя.
- Снимите клапан с головки цилиндров.
- Осмотрите торец клапана. Если поверхность клапана концентрична, обеспечивая надлежащее уплотнение со штоком клапана, то вокруг всей поверхности (1) будет сделана непрерывная метка. ПРИМЕЧАНИЕ: Знак износа ДОЛЖЕН быть не менее 0,5 мм (0 020 дюйма) от наружного диаметра, запаса, клапана. Если метка износа находится слишком близко к краю, сиденье должно быть восстановлено, чтобы отодвинуть область контакта от края. Если поверхность не концентрична со штоком, метка НЕ будет непрерывной вокруг поверхности клапана. Клапан должен быть заменен, а седло должно быть восстановлено с использованием процедуры восстановления клапана и седла.
Порядок восстановления клапана и седла
- Заземлите седла клапанов (2) в соответствии с техническими требованиями к углу, приведенными в " Механических спецификациях двигателя (Lfw) ".
- Используя соответствующую спецификацию угла, приведенную в " Механических спецификациях двигателя (Lfw) ", отшлифовать, снять давление с седел клапана (1), чтобы правильно расположить посадочную поверхность клапана (2) к клапану.
- Используя соответствующую спецификацию угла, приведенную в " Механических спецификациях двигателя (Lfw) ",, зачистить, подрезать седла клапанов (3), чтобы сузить ширину седел клапанов до значений, приведенных в " Механических спецификациях двигателя (Lfw) ".
- При шлифовании гнезд зачистите как можно меньше материала. Срезание седла клапана приводит к снижению давления пружины клапана.
- Установите клапан в головку цилиндров. Не притирайте клапаны ни при каких условиях, будь то новые или бывшие в употреблении.
- После получения правильной ширины седла клапана в головке цилиндров необходимо заново измерить высоту штока клапана, используя Процедуру измерения высоты штока клапана.
- Если высота штока клапана приемлема, испытайте седла на концентричность, используя процедуру измерения концентричности между клапанами.
Порядок измерения высоты штока клапана
- Установите клапан в направляющую клапана.
- Убедитесь, что клапан посажен на седло клапана головки цилиндров.
- Установить масляное уплотнение штока клапана.
- Установите фиксатор пружины клапана и замки штока клапана.
- Измерьте расстояние (1) между головкой цилиндров и нижней частью фиксатора пружины клапана согласно " Техническим условиям на механическую часть двигателя (Lfw) ".
- При превышении максимальной высоты следует установить новый клапан и повторно измерить высоту штока клапана.
- Если высота штока клапана все же превышает максимальную спецификацию высоты, головку цилиндров необходимо заменить.
- Очистите распределительный вал в растворителе.
- Просушите распредвал сжатым воздухом.
Измерение распределительного вала
- С распределительным валом в подходящем приспособлении измерьте распределительный вал на предмет износа.
- Измерьте диаметр и некруглость шеек распределительного вала с помощью внешнего микрометра. См. " Механические характеристики двигателя (Lfw) ". Если диаметр меньше, чем указано в спецификации, замените распределительный вал. Если некруглость превышает спецификации, замените распределительный вал.
- Измерьте биение распределительного вала с помощью индикатора GE 7872. См. " Механические характеристики двигателя (Lfw) ".
- Измерьте ширину тяги распределительного вала на износ с помощью глубинного микрометра. См. " Механические характеристики двигателя (Lfw) ".
- Измерьте биение поверхности упорной стенки распределительного вала с помощью индикатора GE 7872 в соответствии с документом " Механические характеристики двигателя (Lfw) ".
- Если распределительный вал поврежден или изношен сверх технических характеристик, замените распределительный вал. Механическая обработка распределительного вала не допускается.
- Измерьте выступы распределительного вала на износ с помощью индикатора GE 7872.
- Поместите индикатор GE 7872 с наконечником индикатора на базовую окружность (1) лепестка распределительного вала. Поместите индикатор GE 7872 на нуль. Вращайте распределительный вал до тех пор, пока наконечник индикатора не окажется в самой высокой точке (3) на лепестке. Это показание является подъемом лепестка распределительного вала. См. " Механические характеристики двигателя (Lfw) ". Если указанное измерение значительно ниже этих характеристик, замените двигатель с кулачковым валом.
- Очистить растворителем все следующие компоненты: Звездочка коленчатого вала Цепь первичного привода ГРМ Башмак цепи первичного привода ГРМ Направляющие цепи первичного привода ГРМ Натяжитель цепи первичного привода ГРМ Цепи вторичного привода ГРМ направляющие цепи вторичного привода ГРМ Натяжители цепи вторичного привода ГРМ Болты крепления компонентов ГРМ
- Промойте растворителем внешнюю поверхность каждого привода распределительного вала.
- Просушите компоненты ГРМ сжатым воздухом.
- Очистите компоненты масляного насоса некоррозионным растворителем.
- Просушите компоненты масляного насоса сжатым воздухом.
- Очистите компоненты адаптера масляного фильтра некоррозионным растворителем.
- Просушите детали адаптера масляного фильтра сжатым воздухом.
- Удалите старый резьбовой герметик, прокладочный материал или герметик с помощью съемника EN 28410.
- Очистите компоненты масляного поддона и масляного поддона в растворителе.
- Очистить отверстия под болты от мусора.
- Просушите компоненты масляного поддона и поддона картера сжатым воздухом.
- Промойте трубу масляного насоса и сито растворителем.
- Трубопровод масляного насоса и экран просушите сжатым воздухом.
- Удалите любой герметик RTV (1) с передней крышки двигателя с помощью съемника EN 28410.
- Очистить отверстия под болты от мусора.
- Очистите переднюю крышку двигателя в растворителе.
- Просушите переднюю крышку двигателя сжатым воздухом.
Левая крышка распределительного вала
- Снять и выбросить втулки болтов левой крышки распределительного вала.
- Снимите шариковую шпильку смотрового щитка топливного инжектора.
- Снимите колпачок заливки масла.
- Снять и выбросить прокладку крышки левого распределительного вала.
- Снимите и утилизируйте уплотнения левой экранирующей трубки свечи зажигания.
Правая крышка распределительного вала
- Снять и выбросить втулки болтов правой крышки распределительного вала.
- Снять и выбросить правую прокладку крышки распределительного вала.
- Снимите и утилизируйте уплотнения защитной трубки правой свечи зажигания.
- Очистить крышки распределительных валов в растворителе.
- Просушите крышки распределительных валов сжатым воздухом.
- Установите НОВЫЕ уплотнения экранирующей трубки левой свечи зажигания с помощью драйвера Dt 5590 (1) и установщика J-25254-A (2).
- Установите НОВУЮ прокладку левой крышки распределительного вала.
- Установите колпачок заливки масла.
- Установить шариковую шпильку крышки смотрового экрана топливного инжектора и затянуть до 10 Н.м (89 фунтов в дюйм).
- Установите НОВЫЕ втулки болтов левой крышки распределительного вала.
- Установите НОВЫЕ уплотнения катушки защитной трубки правой свечи зажигания с помощью драйвера Dt 5590 (1) и установщика J-25254-A (2).
- Установите НОВУЮ прокладку крышки правого распределительного вала.
- Установите НОВЫЕ втулки болтов правой крышки распределительного вала.
Процедура очистки впускного коллектора
- Удалите любую оставшуюся прокладку и/или материал прокладки из следующего: Корпус дроссельной заслонки Впускной коллектор
- Очистите следующие участки впускного коллектора растворителем. Зоны уплотнения прокладок впускного коллектора Проходы впускного коллектора Проход шланга усилителя тормозов Проход соленоида испарительной эмиссии (EVAP) Проходы вакуумного шланга принудительной вентиляции картера (принудительная вентиляция картера (PCV))
- Просушите сжатым воздухом впускной коллектор и корпус дросселя.
- Удалите старый прокладочный материал с уплотнительных поверхностей водяного насоса.
- Очистите корпус водяного насоса от всей лишней грязи и мусора.
Как отремонтировать резьбу
Специальный инструмент
- EN 42385-700 высокий Feature Thread Repair Kit
- EN 42385-2000 Комплект резьбовых вставок
- EN 43965 Комплект расширения для ремонта резьбы
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа. В процессе установки вкладыша инструмент установочного драйвера производит холодную накатку нижней внутренней резьбы и расширение нижней наружной резьбы вкладыша в основной материал. Это действие механически фиксирует вставку на месте.
Схема №103
Сверло и зенкер из комплекта инструментов EN 42385-700 и комплекта вставок EN 42385-2000 предназначены для использования либо с подходящим воротком, либо с двигателем сверла. Ограниченный доступ и ремонт больших отверстий могут быть лучше обработаны с использованием воротка. Удлинитель из комплекта EN 43965 также может потребоваться для привода инструмента для ремонта резьбы в зависимости от доступа к ремонтируемому отверстию. При постукивании по отверстию и при установке вкладыша используйте только вороток.
Схема №104
Очень важно, чтобы сверление, зенкование и нарезание резьбы в ремонтируемом отверстии осуществлялось по той же осевой линии, что и в исходном отверстии.
Схема №105
Во время сверления и постукивания по ремонтируемому отверстию обеспечьте последовательную обработку инструмента перпендикулярно поверхности основного материала.
Схема №106
Если резьбовое отверстие, подлежащее ремонту, имеет базовую поверхность, перпендикулярную осевой линии отверстия, имеются направляющие для нарезания резьбы, которые способствуют нарезанию резьбы в отверстии.
| Размер отвода | Направляющая касания | Размер отвода | Направляющая касания | Размер отвода | Направляющая касания |
|---|---|---|---|---|---|
| EN 42385 | EN 42385 | EN 42385 | |||
| 6 x 1.0 | 729 | 10 x 1.5 | 731 | 14 x 1.5 | 736 |
| 8 x 1.25 | 730 | 12 x 1.5 | 732 | 20 x 1.5 | 737 |
Схема №107
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеПри выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ". При установке на соответствующую глубину фланец (1) вставки будет посажен на зенковку просверленного / нарезанного отверстия и чуть ниже поверхности (2) основного материала.
- Просверлите резьбу поврежденного отверстия. Технические характеристики вкладышей M6 требуют минимальной глубины сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить просверленное отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой. Технические характеристики Вставки M6 требуют минимальной глубины врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вкладыша (2). См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку (2) в резьбовое отверстие только вручную.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Схема №108
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеПри выполнении процедур сверления, зенкования и нарезания резьбы рекомендуется использовать смазочно-охлаждающую жидкость Wd 40 ® или эквивалентную. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ". НЕ снимайте оригинальную стопорную манжету с сверла с зенковкой.
При установке на соответствующую глубину фланец вставки (1) будет упираться в расточку (2) просверленного/резьбового отверстия.
- При необходимости установите стопорную манжету (2) на сверло с цековкой (1).
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вкладыша (2). См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку (2) в резьбовое отверстие только вручную.
- Установите вкладыш до соприкосновения фланца 2 вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера (1) через вставку (2).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Как отремонтировать конический трубный резьбу
Резьбовая ремонтная вставка для конических трубных резьб покрыта прозрачным серебряным цинковым покрытием.
Схема №109
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеИспользование смазочно-охлаждающей жидкости Wd 40 ® или аналогичной рекомендуется при выполнении процедур сверления, зенкования и нарезания резьбы. См. " Клеи, жидкости, смазки и герметики " для рекомендуемой смазочно-охлаждающей жидкости.
При установке на соответствующую глубину фланец (1) вставки будет посажен на поверхность (2) основного материала просверленного/резьбового отверстия.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Пробейте просверленное отверстие до тех пор, пока резьба в верхней части метчика (2) не опустится на поверхность основного материала.
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу Od вкладыша (2). См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку (2) в резьбовое отверстие только вручную.
- Установите вкладыш до соприкосновения фланца вкладыша (3) с поверхностью основного материала.
- Продолжайте вращать инструмент для установки драйвера (1) до тех пор, пока верхняя часть резьбового участка (2) не вровень с верхней частью вставки (3).
- Осмотрите вставку (1) на предмет правильности установки (2) в резьбовое отверстие.
- Любая установленная вставка, которая ограничивает или блокирует канал (3) для масла или охлаждающей жидкости двигателя, должна иметь канал (4) для масла или охлаждающей жидкости двигателя, просверленный до первоначального размера канала для масла или охлаждающей жидкости двигателя. После сверления сужения или засорения очистите любую стружку и снова проденьте инструмент установочного драйвера через вставку, чтобы удалить любые заусенцы, вызванные сверлением канала для масла или охлаждающей жидкости двигателя.
Как отремонтировать резьбу отверстия под болт головок цилиндров
Специальный инструмент
- EN 42385-700 высокий Feature Thread Repair Kit
- EN 42385-2000 Комплект резьбовых вставок
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
Схема №110
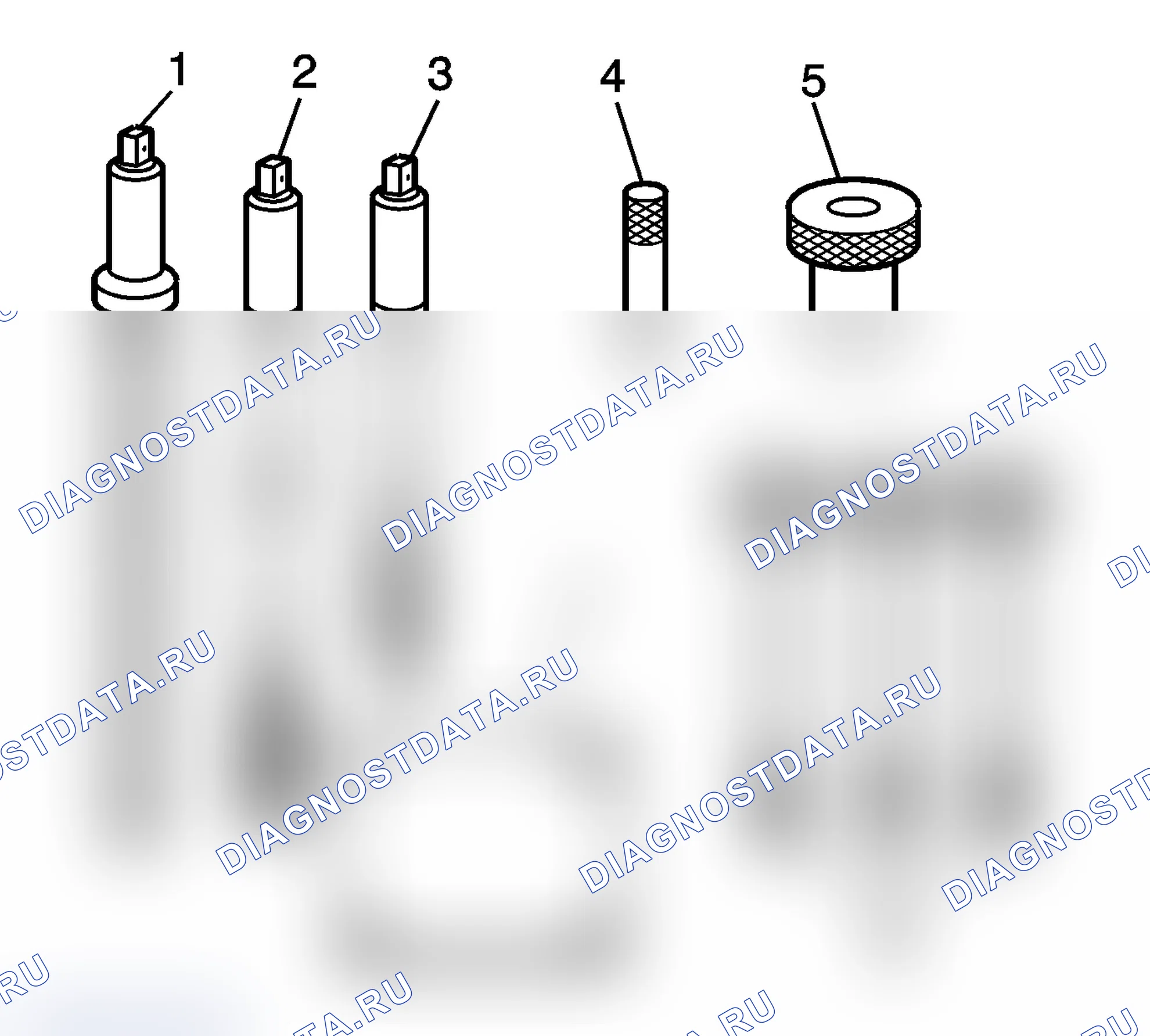
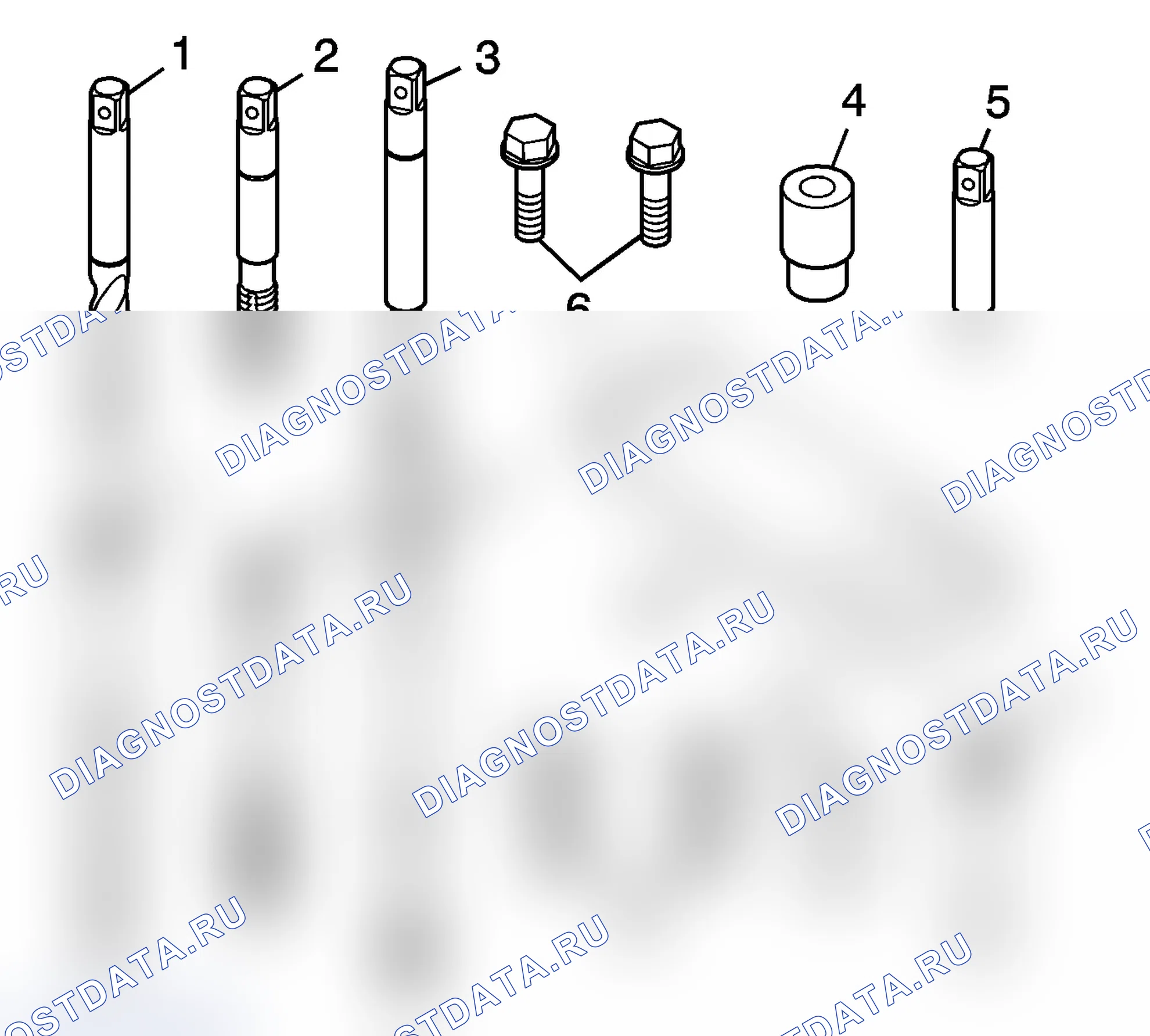
Оснастка для ремонта резьбы болтов головки цилиндров входит в комплекты EN 42385-2000 insert kit и EN 42385-700 kit. Компоненты для ремонта резьбы болта головки цилиндров состоят из следующих
- EN 42385-723 Сверло (1)
- EN 42385-724 Отвод (2)
- EN 42385-725 Установочный драйвер (3)
- EN 42385-303 Центрирующий штифт (4)
- EN 42385-302 Втулка (5)
- EN 42385-733 Болты (6)
- EN 42385-401 Крепежная пластина (7)
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеУдалите крепежную пластину перед установкой вставки с помощью инструмента для установки. Рекомендуется использовать смазочно-охлаждающую жидкость Wd 40 ® или эквивалентную жидкость при выполнении процедур сверления, зенкования и постукивания. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ".
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
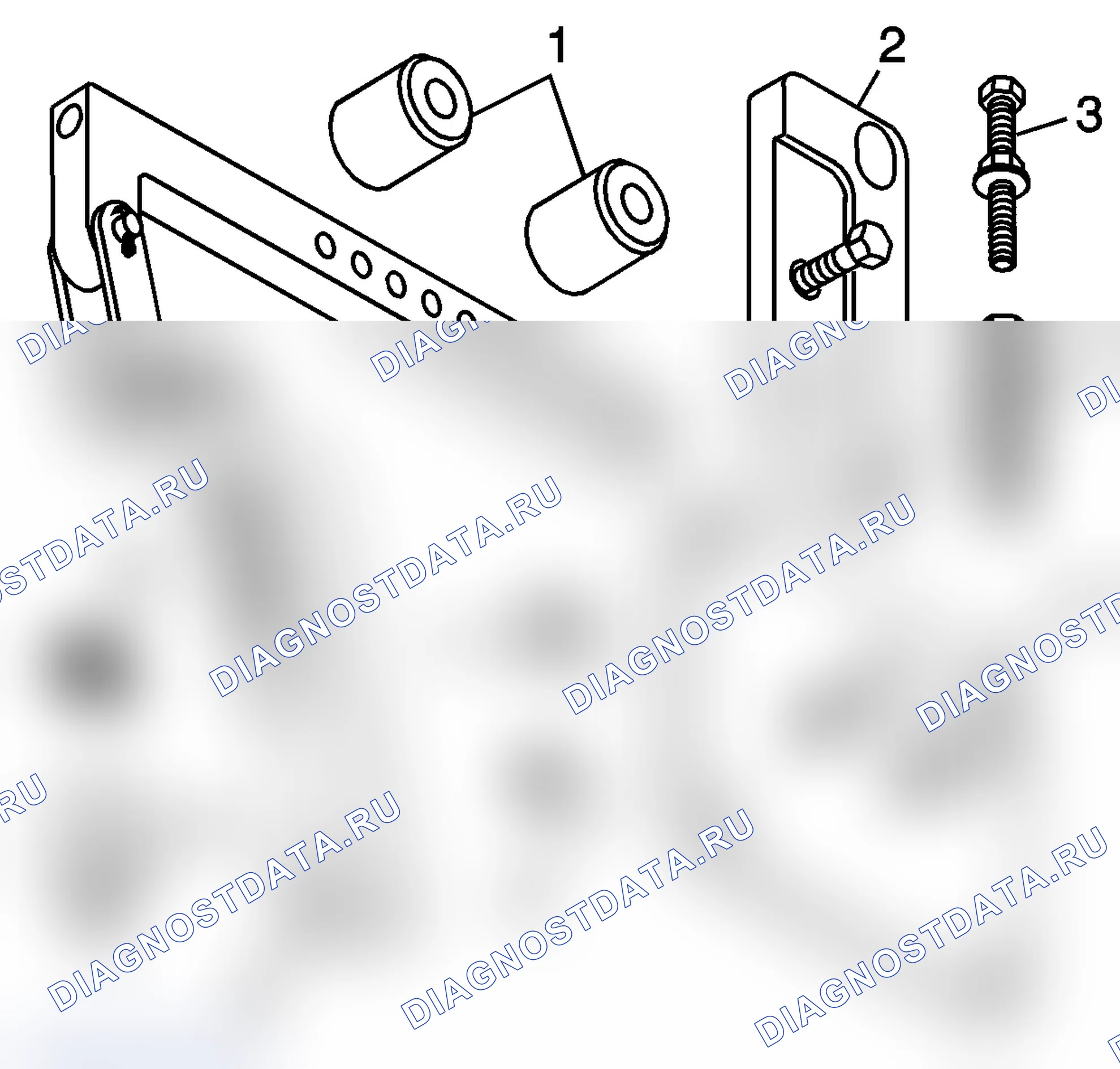
- Установите крепежную пластину (3) с втулкой (1) над отверстием болта головки цилиндров, подлежащим ремонту (4).
- Свободно установите болты крепежной пластины (2) в остальные отверстия под болты головки цилиндров.
- Вставьте центрирующий штифт (1) через втулку в отверстие под болт головки цилиндров.
- Вставьте центрирующий штифт в отверстие под болт головки цилиндров и затяните крепежные болты (2).
- Выньте центрирующий штифт (1) из отверстия под болт головки цилиндров.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие под болт головки цилиндров до совмещения метки (3) на метчике с верхней частью втулки сверла (2).
- Снимите болты крепежной пластины (2).
- Снимите крепежную пластину (3) и втулку (1).
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ®; или эквивалент (1) на резьбу (2) наружного диаметра вкладыша. Рекомендуемый герметик см. в разделе " Клеи, жидкости, смазки и герметики ".
- Вставьте вставку и установочный драйвер (1) в резьбовое отверстие только вручную.
- Вставьте вставку в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Для того, чтобы полностью сформировать новую резьбу во вставке, проверните установочный инструмент драйвера через вставку до совмещения метки (1) на установочном инструменте драйвера с поверхностью деки блока цилиндров двигателя (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
Как отремонтировать резьбу отверстия главного болта коленчатого вала
Специальный инструмент
- EN 42385-700 высокий Feature Thread Repair Kit
- EN 42385-2000 Комплект резьбовых вставок
Для получения информации об эквивалентных региональных инструментах см. раздел " Специальные инструменты ".
Схема №111
ПримечаниеДля ремонта некоторых отверстий под основные болты коленчатого вала необходимо установить крепежную пластину вверх дном. НЕ снимайте крепежную пластину перед установкой вставки с помощью установочного драйвера. Крепежная пластина остается на месте в течение всего процесса восстановления резьбы.
Инструмент для ремонта резьбы отверстия под основной подшипник коленчатого вала входит в комплекты EN 42385-2000 insert kit и EN 42385-700 kit. Компоненты для ремонта резьбы отверстия под болт основного подшипника коленчатого вала состоят из следующих компонентов:
- EN 42385-702 Сверло (1) для забортных отверстий
- EN 42385-703 Отвод (2) для забортных отверстий
- EN 42385-704 Драйвер установки (3) для внешних отверстий
- EN 42385-726 Втулка (4) для забортных отверстий
- EN 42385-727 Центрирующий штифт (5) для внешних отверстий
- EN 42385-728 Болты (6) для забортных отверстий
- EN 42385-720 Сверло (7) для внутренних отверстий
- EN 42385-721 Отвод (8) для внутренних отверстий
- EN 42385-722 Установочный драйвер (9) для внутренних отверстий
- EN 42385-713 Втулка (10)
- EN 42385-308 Центрирующий штифт (11)
- EN 42385-734 Болты (12)
- EN 42385-712 Крепежная пластина (13)
Внешние болтовые отверстия
| Предупреждение | См. раздел " Предупреждение о защитных очках ". |
|---|
ПримечаниеУбедитесь, что крепежная пластина установлена во время обработки и установки вставки. Рекомендуется использовать смазочно-охлаждающую жидкость Wd 40 ® или эквивалентную жидкость при выполнении процедур сверления, зенкования и нарезания резьбы. Рекомендуемая смазочно-охлаждающая жидкость приведена в разделе " Клеи, жидкости, смазки и герметики ".
При установке на соответствующую глубину фланец вставки будет упираться в расточку просверленного/резьбового отверстия.
- Поместите крепежную пластину (3) с втулкой (2), установленной над отверстием болта основного колпачка коленчатого вала, подлежащим ремонту.
- Свободно установите крепежные пластинчатые болты (1) в оставшиеся отверстия для болтов основного колпачка коленчатого вала.
- Вставьте центрирующий штифт (1) через втулку в отверстие для болта основного колпачка коленчатого вала.
- Вставьте центрирующий штифт в отверстие под болт основного колпачка коленчатого вала и затяните крепежные болты (2).
- Выньте центрирующий штифт (1) из отверстия болта основного колпачка коленчатого вала.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Для того чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие болта главного колпачка коленчатого вала до совмещения метки (3) на метчике с верхней частью втулки сверла (2).
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу (2) наружного диаметра вкладыша. См. раздел " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку и установочный драйвер в резьбовое отверстие только вручную.
- Вставьте вставку в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Вращайте инструмент для установки привода до тех пор, пока метка (3) на инструменте для установки привода не совместится с верхней частью втулки сверла (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
- Снимите болты крепежной пластины (1).
- Снимите крепежную пластину (3) и втулку (2).
Внутренние болтовые отверстия
- Расположите крепежную пластину (3) с втулкой (1), установленной над отверстием болта основного колпачка коленчатого вала, которое подлежит ремонту.
- Свободно установите крепежные пластинчатые болты (2) в оставшиеся отверстия для болтов основного колпачка коленчатого вала.
- Вставьте центрирующий штифт (1) через втулку в отверстие для болта основного колпачка коленчатого вала.
- Вставьте центрирующий штифт в отверстие под болт основного колпачка коленчатого вала и затяните крепежные болты (2).
- Выньте центрирующий штифт (1) из отверстия болта основного колпачка коленчатого вала.
- Просверлите резьбу поврежденного отверстия.
- Используя сжатый воздух, зачистите любую стружку.
- Используя подходящий ключ для постукивания, постучите по резьбе просверленного отверстия только рукой.
- Для того чтобы нарезать новую резьбу для вставки на нужную глубину, поверните метчик в отверстие болта главного колпачка коленчатого вала до совмещения метки (3) на метчике с верхней частью втулки сверла (2).
- Используя сжатый воздух, зачистите любую стружку.
- Распылите очиститель в резьбовое отверстие. Обратитесь к разделу " Клеи, жидкости, смазки и герметики " для получения рекомендуемого очистителя.
- Используя сжатый воздух, зачистите любую стружку.
- Смажьте резьбу инструмента для установки драйвера (2) с помощью EN 42385-110 (1).
- Установите вставку (2) на приспособление для установки драйвера (1).
- Нанесите резьбовой герметик, EN 42385-109, LOCTITE 277 ® или эквивалент (1) на резьбу (2) наружного диаметра вкладыша. См. раздел " Клеи, жидкости, смазки и герметики " для получения рекомендуемого герметика.
- Установите вставку и установочный драйвер в резьбовое отверстие только вручную.
- Вставьте вставку в резьбовое отверстие.
- Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью.
- Продолжайте вращать инструмент для установки драйвера через вставку.
- Вращайте инструмент для установки привода до тех пор, пока метка (3) на инструменте для установки привода не совместится с верхней частью втулки сверла (2).
- Осмотрите вставку на предмет правильности установки в резьбовое отверстие.
- Снимите болты крепежной пластины (2).
- Снимите крепежную пластину (3) и втулку (1).
Процедура измерения зазора между подшипниками коленчатого вала
- Поместите кусок свежего пластикового калибровочного материала при комнатной температуре на все шейки подшипника коленчатого вала.
- Определите правильный порядок крышек главного подшипника. Крышки коренных подшипников пронумерованы от 1 (1) до 4, при этом крышка переднего коренного подшипника помечена цифрой 1. Стрелка (2) должна быть ориентирована на переднюю часть двигателя.
- Установите крышки коренных подшипников коленчатого вала.
- Свободно установите оригинальные болты с внутренней основной крышкой.
- Свободно установите оригинальные болты с внешней основной крышкой.
- Свободно установите оригинальные болты с короткой/внутренней боковой основной крышкой.
- Свободно установите оригинальные болты с длинной/внешней боковой основной крышкой.
- Постучите по крышкам коренных подшипников коленчатого вала молотком с мягкой поверхностью.
- Затянуть болты основных крышек с помощью прибора EN 45059 в следующей последовательности
- Сначала затяните внутренние болты (1-8) в два прохода. Затяните внутренние болты до 20 Н.м (15 фунтов футов) на первом проходе. Затяните внутренние болты (1-8) еще на 80 градусов на втором проходе.
- Во-вторых, затяните внешние болты (9-16) за два прохода. В первом проходе затяните внешние болты до 15 Н.м (11 фунтов футов). Во втором проходе затяните внешние болты (9-16) еще на 110 градусов.
- В-третьих, затяните короткие / внутренние болты (17-20) за два прохода. В первом проходе затяните короткие / внутренние болты до 30 Н.м (22 фунта фута). Затяните короткие / внутренние болты (17-20) еще на 60 градусов во втором проходе.
- Затяните длинные / внешние болты (21-24) в четвертый раз за два прохода. Затяните длинные / внешние болты на 30 Н · м (22 фунта на фут) в первом проходе. Затяните длинные / внешние болты (21-24) еще на 60 градусов во втором проходе.
- После достижения окончательного крутящего момента дайте узлу сесть на 2 минуты.
- Отверните боковые болты крышки подшипника коленчатого вала.
- Снимите внешние болты крышки подшипника коленчатого вала.
- Отвернуть внутренние болты крышки подшипника коленчатого вала.
- Снимите крышки подшипников коленчатого вала с помощью переходника GE 6125-1B и съемника EN 49102.
- Определите зазор подшипника коленчатого вала путем сравнения ширины сплющенного пластмассового калибровочного материала в его самой широкой точке с градуировкой на контейнере калибровочного материала.
- Сравните ваши измерения с " Техническими условиями на механическое отверстие двигателя (Lfw) ". Если новые подшипники не обеспечивают надлежащего зазора между коленчатым валом и подшипником, проверьте следующее: Повторно измерьте шейки коленчатого вала для правильного указанного размера и убедитесь, что установлены соответствующие новые подшипники. Если шейки коленчатого вала имеют неправильный размер, замените или повторно отшлифуйте коленчатый вал. Допускается обработка коленчатого вала и доступны подшипники с недостаточным размером. Повторно измерьте диаметр коленчатого вала и двигатель.
- Очистите пластмассовый калибрующий материал от шеек подшипников коленчатого вала мягкой безворсовой тканью.
- Поднимите коленчатый вал из блока цилиндров.
- Нанесите свободное количество предварительной смазки коленчатого вала или чистого моторного масла на верхнюю и нижнюю поверхности подшипника. См. " Клеи, жидкости, смазки и герметики " для получения рекомендуемой смазки.
- Аккуратно опустите коленчатый вал в положение в блоке цилиндров.
- Определите правильный порядок крышек главного подшипника. Крышки коренных подшипников пронумерованы от 1 (1) до 4, при этом крышка переднего коренного подшипника помечена цифрой 1. Стрелка (2) должна быть ориентирована на переднюю часть двигателя.
- Установите крышки коренных подшипников коленчатого вала.
- Свободно установите оригинальные болты с внутренней основной крышкой.
- Свободно установите НОВЫЕ болты внешней основной крышки.
- Постучите по крышкам коренных подшипников коленчатого вала молотком с мягкой поверхностью.
- Свободно установите НОВЫЕ болты с короткой/внутренней боковой основной крышкой.
- Свободно установите НОВЫЕ болты с длинной/внешней боковой основной крышкой.
- Затяните основные болты с помощью прибора EN 45059 в следующей последовательности.
- Сначала затяните внутренние болты (1-8) в два прохода. Затяните внутренние болты до 20 Н.м (15 фунтов футов) на первом проходе. Затяните внутренние болты (1-8) еще на 80 градусов на втором проходе.
- Во-вторых, затяните внешние болты (9-16) за два прохода. В первом проходе затяните внешние болты до 15 Н.м (11 фунтов футов). Во втором проходе затяните внешние болты (9-16) еще на 110 градусов.
- В-третьих, затяните короткие / внутренние болты (17-20) за два прохода. В первом проходе затяните короткие / внутренние болты до 30 Н.м (22 фунта фута). Затяните короткие / внутренние болты (17-20) еще на 60 градусов во втором проходе.
- Затяните длинные / внешние болты (21-24) в четвертый раз за два прохода. Затяните длинные / внешние болты на 30 Н · м (22 фунта на фут) в первом проходе. Затяните длинные / внешние болты (21-24) еще на 60 градусов во втором проходе.
- Убедитесь, что коленчатый вал проворачивается без обвязки и шума.
Процедура измерения зазора шатунного подшипника - с использованием пластикового калибра
- Поместите кусок свежего пластикового калибровочного материала при комнатной температуре по всей длине шейки шатуна.
- Установите шатунный подшипник в крышку шатуна.
- Установите торцевую крышку шатуна на его первоначальный шатун и убедитесь, что фиксирующие язычки подшипника выровнены на одной стороне стержня.
- Вставьте шатунные болты в крышку шатуна и затяните шатунные болты до 30 Н.м (22 фунта фута).
- Ослабьте болты шатуна до тех пор, пока показание крутящего момента не станет равным нулю.
- Повторно затяните шатунные болты. Первый проход Затяните шатунные болты до 25 Н.м (18 фунтов футов). Окончательный проход Затяните шатунные болты еще на 110 градусов, используя измеритель EN 45059.
- Дайте узлу сидеть не менее 2 минут.
- Отверните болты крышки шатуна.
- Снимите колпачок шатуна.
- Определить зазор подшипника шатуна путем сравнения ширины сплющенного пластмассового калибрующего материала в его наиболее широкой точке с градуировкой на контейнере калибрующего материала.
- Сравните ваши измерения с механическими характеристиками двигателя. Если новые подшипники не обеспечивают надлежащего зазора между коленчатым валом и шатунным подшипником, проверьте следующее: Повторно измерьте шатунные шейки коленчатого вала на правильность указанного размера и убедитесь, что устанавливаются надлежащие новые подшипники. Если шатунные шейки коленчатого вала имеют неправильный размер, замените или выполните повторную шлифовку коленчатого вала. Допускается обработка коленчатого вала и доступны подшипники меньшего размера. Повторно измерить диаметр отверстия подшипника шатуна для обеспечения надлежащего размера. Шатун не поддается механической обработке, и шатун должен быть заменен, если он не соответствует спецификации.
- Очистите пластмассовый калибрующий материал от шеек шатунных подшипников мягкой безворсовой тканью.
Процедура измерения зазора шатунного подшипника - с использованием EN 43690-A
Инструмент для проверки 43690-A EN был разработан как более точный метод измерения зазоров подшипников шатуна. Приведенные ниже инструкции дают общее представление о настройке и использовании инструментов. Для получения более подробной информации обратитесь к листам инструкций по работе с инструментом, предоставленным производителем инструмента.
Схема №112
Инструмент для проверки 43690-A EN
- EN 43690-20 Поворотное основание (1)
- EN 43690-19 Циферблатный индикатор (2)
- EN 43690-2 Основание (3)
- EN 43690-5, -6 Ручка (4)
- EN 43690-10, -11 фут (5)
- 280307 Винт (6)
- EN 43690-1 Поворотный кронштейн в сборе (7)
- EN 43690-3, -7, -8 Винты (8)
- 280319 Винт (9)
- 280311 Винт (10)
- EN 43690-17, -18 адаптер (11)
- 280310 Контакт (12)
Схема №113
Комплект переходников EN 43690-A
- EN 43690-104 Проставка (1)
- EN 43690-105 Фиксирующая пластина (2)
- 505478 Болт (3)
- 511341 Болт (4)
- EN 43690-106 Фиксирующая пластина (5)
- EN 43690-107 Крышка (6)
- EN 43690-102 Фут (7)
- EN 43690-101 Поворотный кронштейн в сборе (8)
- EN 43690-103 Адаптер (9)
- 505439 Адаптер (10)
- Установите шатунный подшипник в крышку шатуна.
- Установите торцевую крышку шатуна на его первоначальный шатун и убедитесь, что фиксирующие язычки подшипника выровнены на одной стороне стержня.
- Вставьте шатунные болты в крышку шатуна и затяните шатунные болты до 30 Н.м (22 фунта фута).
- Ослабьте болты шатуна до тех пор, пока показание крутящего момента не станет равным нулю.
- Повторно затяните шатунные болты. Первый проход Затяните шатунные болты до 25 Н.м (18 фунтов футов). Окончательный проход Затяните шатунные болты еще на 110 градусов, используя измеритель EN 45059.
- Проверните коленчатый вал до тех пор, пока шейка коленчатого вала и измеряемый шатун не окажутся в положении на 12 часов.
- Отверните основные болты коленчатого вала, необходимые для установки фиксирующей пластины EN 43690-105.
- Установите основные болты EN 43690-105 и коленчатого вала.
- Ослабьте болты шатуна до тех пор, пока показание крутящего момента не станет равным нулю.
- Повторно затяните шатунные болты. Первый проход Затяните шатунные болты до 25 Н.м (18 фунтов футов). Окончательный проход Затяните шатунные болты еще на 110 градусов, используя измеритель EN 45059.
- Во время и после установки убедитесь, что каждый поршень расположен правильно в правильном цилиндре. Стрелка на верхней части каждого поршня должна указывать на переднюю часть двигателя.
- Повторите эти процедуры для остальных поршневых/шатунных узлов, используя EN-48589 гнездо для вращения коленчатого вала.
Предварительная смазка двигателя
ПримечаниеВ Европе эта процедура не используется.
Специальный инструмент
- EN 21867-6 Фитинг адаптера давления масла
- EN 45299 Предлюбер двигателя
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Снимите крышку масляного фильтра.
- Установите картридж масляного фильтра НОВ.
- Смажьте резьбу колпака масляного фильтра чистым моторным маслом.
- Установите крышку масляного фильтра и затяните до 25 Н· м (18 фунтов на фут).
- Снимите блок передачи давления масла с переходника масляного фильтра.
- Установите фитинг EN 21867-6.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на предлюбере EN 45299, чтобы подать минимум 1-1,9 литра (1-2 кварты) моторного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установите блок передачи давления масла и затяните до 20 Н· м.
- Долейте моторное масло до нужного уровня.