Специальные метки двигателя
Информация, идентифицирующая негабаритные и негабаритные компоненты, будет найдена в различных местах на двигателе. Кодировка и расположение следующие
- " M " или " R ", за которыми следует число, указывает, какие коренные или шатунные шейки имеют размер 0 001 дюйма (0,03 мм). Обнаружено на центральном противовесе коленчатого вала.
- " M-10 " или " R-10 " указывает на все коренные или шатунные шейки размером менее 0 010 дюйма (0,25 мм). Обнаружено на центральном противовесе коленчатого вала.
- "A" Означает, что все отверстия цилиндра.020" (.51 мм) имеют слишком большой размер. Найдена сверху передней площадки с правой стороны блока.
- " n " указатели.008 " (.20 мм) увеличенного размера клапанные подъемники. Обнаружено на передней подушке с правой стороны блока.
- " O / S " Indicates.005 " (0,13 мм) увеличенный размер штоков клапанов и штампуется на бобышке термостата в передней части головки цилиндров.
Расположение клапанов
E-I-E-I-E-I-I-E-I-E-I-E (передний-to-задний).
Клапаны и пружины клапанов
| Внимание | При снятии клапанов с головки цилиндров всегда удаляйте заусенцы из канавок замка штока клапана, чтобы предотвратить повреждение направляющих клапана. |
|---|
Высота установки пружины клапана
- При перезатачивании клапанов или седел замерьте установленную высоту пружины, замерьте от нижней поверхности седла пружины в головке цилиндров (при установке проставок замерьте от верхней части проставки) до нижней поверхности фиксатора пружины.
- Если высота не в пределах, установите прокладку 1 / 16 " (1,5 мм) между пружиной клапана и головкой цилиндра для коррекции высоты пружины. Установленная высота пружины клапана для всех моделей должна быть 1 5 / 8 " - 1 11 / 16 " (41,3-42,9 мм).
Масляные уплотнения штока клапана
На всех клапанах используются манжетные масляные уплотнения. На впускном клапане используется длинное уплотнение, а на выпускном клапане - короткое уплотнение. Если уплотнения по какой-либо причине сняты, замените на новые уплотнения. (Рисунок 4)
Узлы впускных и выпускных клапанов Короткое уплотнение применяется на выпускных клапанах. Схема №12
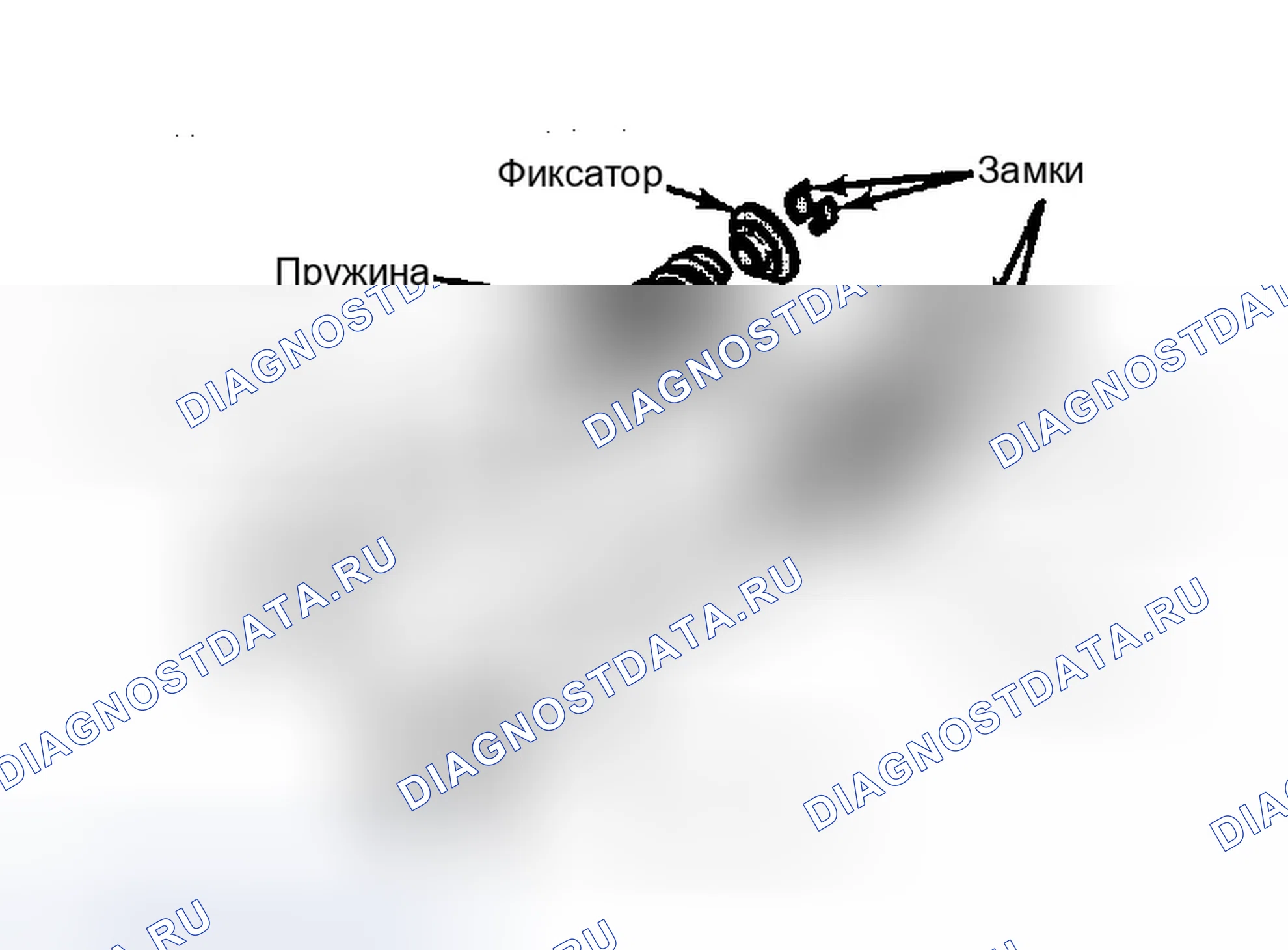
Схема №13
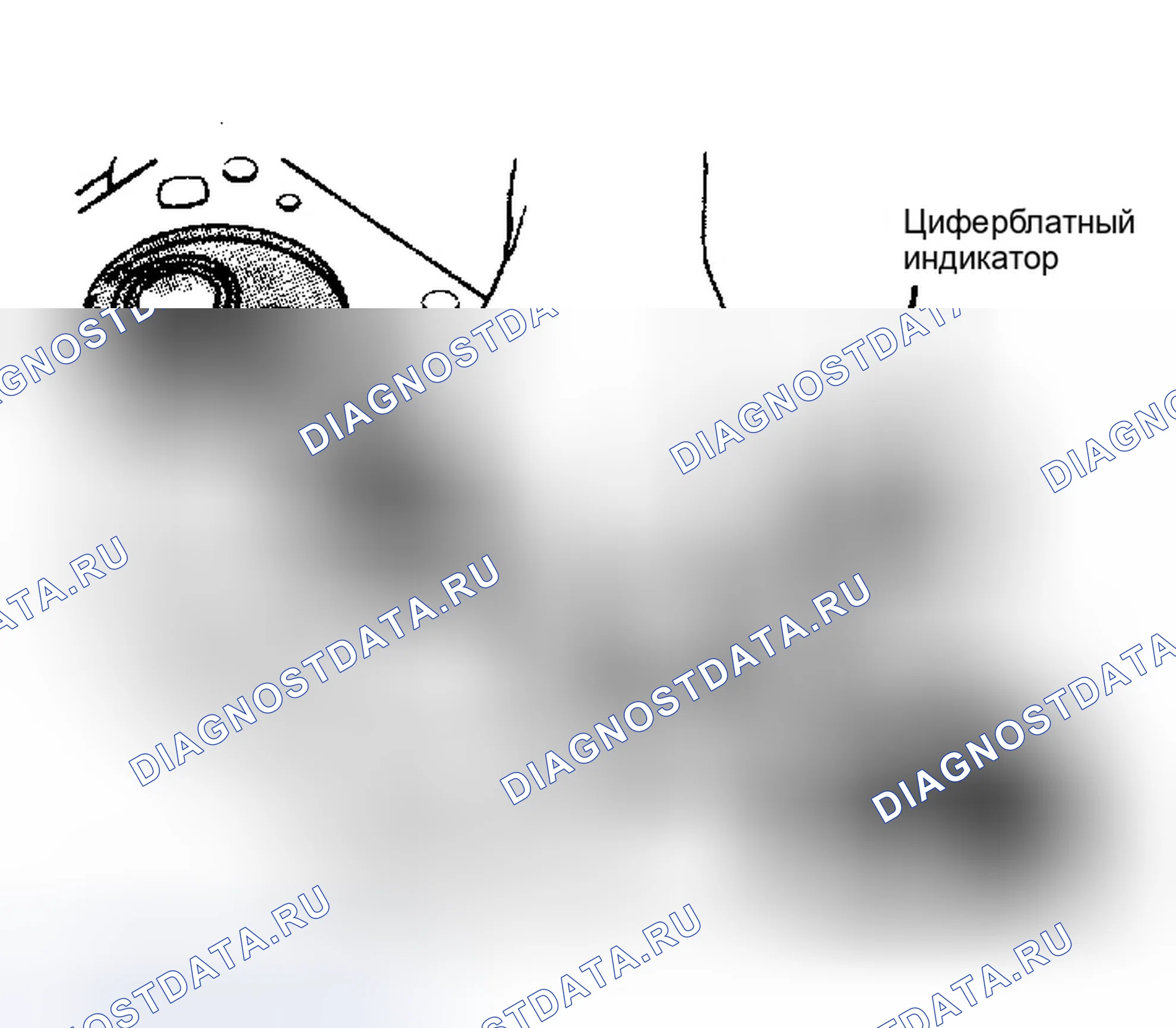
- После снятия пружины клапана и очистки направляющей клапана установите втулку (C-3973) на шток клапана. Установите клапан в головку цилиндра.
- Присоедините циферблатный индикатор к головке цилиндра и расположите его под прямым углом к измеряемому штоку клапана. (Таблица 5) Переместите клапан к циферблатному индикатору и от него. Измерьте суммарный боковой люфт. Суммарный боковой люфт не должен превышать 0 017 " (0,43 мм). (Таблица 5): Зазор между штоком измерительного клапана и направляющей. Суммарный боковой люфт не должен превышать 0 017 " (0,43 мм).
- Если направляющие клапана требуют проработки, не пытайтесь выполнить проработку со стандартной глубины 0 030 " (0,76 мм) за один шаг. Используйте процедуру наращивания при проработке до размера 0 030 " (0,76 мм).
- Сменные клапаны с негабаритными штоками имеются в габаритах 0 005 " (0,13 мм), 0 015 " (0,38 мм) и 0 030 " (0,76 мм).
Схема №14
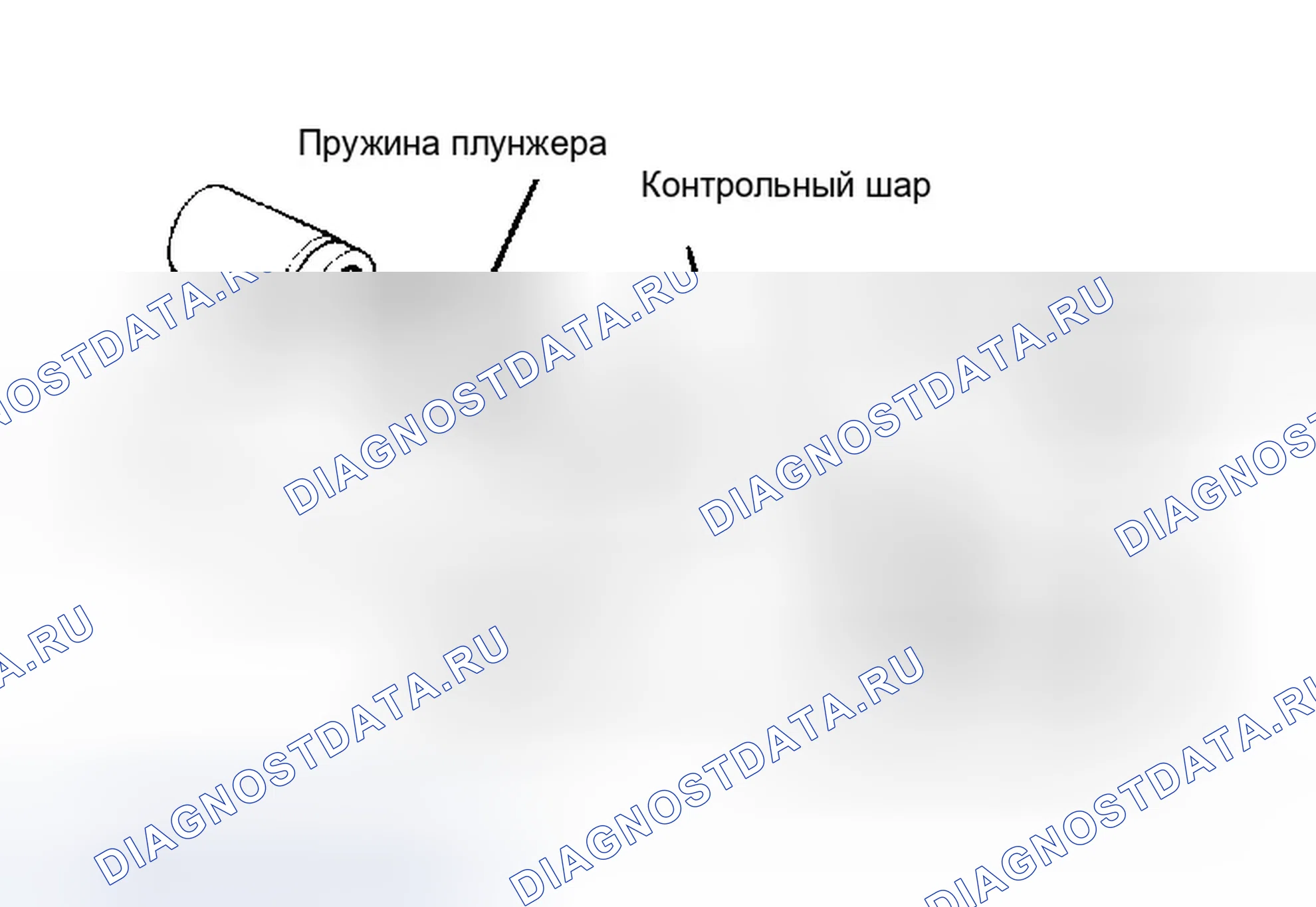
- Перед испытанием разберите подъемник и очистите все детали от лака и углерода. Соберите подъемник.
- Для проверки снимите колпачок с плунжера и плунжера с корпуса подъемника. Заполните корпус подъемника чистым керосином и установите плунжер. Снимите обратный клапан для полной установки плунжера. Замените колпачок. (Выпуск 6) (Выпуск 6): Гидравлический подъемник в сборе Детали не взаимозаменяемы между подъемниками.
- Поместите подъемник вертикально в тестер подъемника (C-4343). Проверьте утечку с помощью сжимающего инструмента. Если плунжер немедленно разрушается, разберите, очистите и повторите испытание. Если быстрая утечка все еще происходит, замените подъемник.
- Проверьте все подъемники на предмет износа и замените при необходимости. Если подъемник или отверстие подъемника в блоке цилиндров потерто, забито или имеет признаки прилипания, расширите отверстие до следующего негабаритного размера и замените на негабаритный подъемник.
Как проверить на растяжение
- Снимите переднюю крышку. Установите динамометрический ключ и гнездо на болт звездочки распределительного вала. Используя крутящий момент 30 футов фунтов (41 Н.м) (с установленной головкой), или крутящий момент 15 футов фунтов (20 Н.м) (со снятой головкой), поверните звездочку распределительного вала в нормальном направлении вращения, чтобы удалить слабину цепи. НЕ ПОЗВОЛЯЙТЕ коленчатому валу вращаться.
- Поместите стальную линейку рядом с цепью ГРМ для измерения величины перемещения цепи. Приложите тот же крутящий момент в обратном направлении и измерьте величину перемещения цепи. (Рисунок 8) Если перемещение превышает 1 / 8 " (3 мм), замените цепь ГРМ.
Распределение фаз газораспределения
| Внимание | НЕ вращайте коленчатый вал дальше, чем указано, так как пружина клапана может упасть и привести к серьезному повреждению клапанного механизма. |
|---|
- Проворачивайте коленчатый вал до тех пор, пока выпускной клапан № 6 не закроется, а впускной клапан № 6 не откроется. Вставьте проставку 1 / 4 " (6,35 мм) между коромыслом и наконечником штока клапана впускного клапана № 1. Пружинная нагрузка на проставку должна стравить вниз подъемник, вниз подъемник плунжер.
- Установите циферблатный индикатор на впускном клапане № 1 так, чтобы точка индикатора соприкасалась с фиксатором пружины клапана. Шток циферблатного индикатора должен быть параллелен штоку клапана. Нулевой циферблатный индикатор.
- Вращайте коленчатый вал по часовой стрелке до тех пор, пока циферблатный индикатор не покажет 0 010 " (0,25 мм) подъема. Если синхронизация клапана правильна, метка синхронизации на шкиве коленчатого вала должна читаться от 12 ° BTDC до TDC.
- Если показания не попадают в установленные пределы, осмотрите указательные метки звездочек, износ цепи ГРМ и точность метки " ВМТ " на указателе ГРМ.
Масляный поддон
См. статью " ДЕМОНТАЖ МАСЛЯНОГО ПОДДОНА ДВИГАТЕЛЯ - 6-ЦИЛ " в данном разделе. (ref-25578)
Как установить поршни
- Когда отверстия в поршне и цилиндре сухие и чистые, измерьте зазор между поршнем и стенкой цилиндра. Измерения следует проводить при 21°C. Измерьте диаметр юбки поршня 90 ° к оси поршневого пальца. Измерьте отверстие цилиндра на середине цилиндра и 90 ° к осевой линии коленчатого вала.
- Проверить отверстие цилиндра на конусность или некруглость с помощью микрометра или калибра отверстия цилиндра. Отверстие цилиндра не должно быть более 0 005 " (0,13 мм) некруглости. Конусность не должна превышать 0 010 " (0,25 мм). Если не в пределах, цилиндры отверстия и хона.
- Поршни доступны в стандартном исполнении с увеличенным размером 0 020 дюйма (0,51 мм). После сверления и хонингования всегда тщательно мойте цилиндры с помощью щетки и мыльной воды, а затем хорошо промойте. Масляные отверстия после очистки предотвращают ржавчину.
Установочные кольца
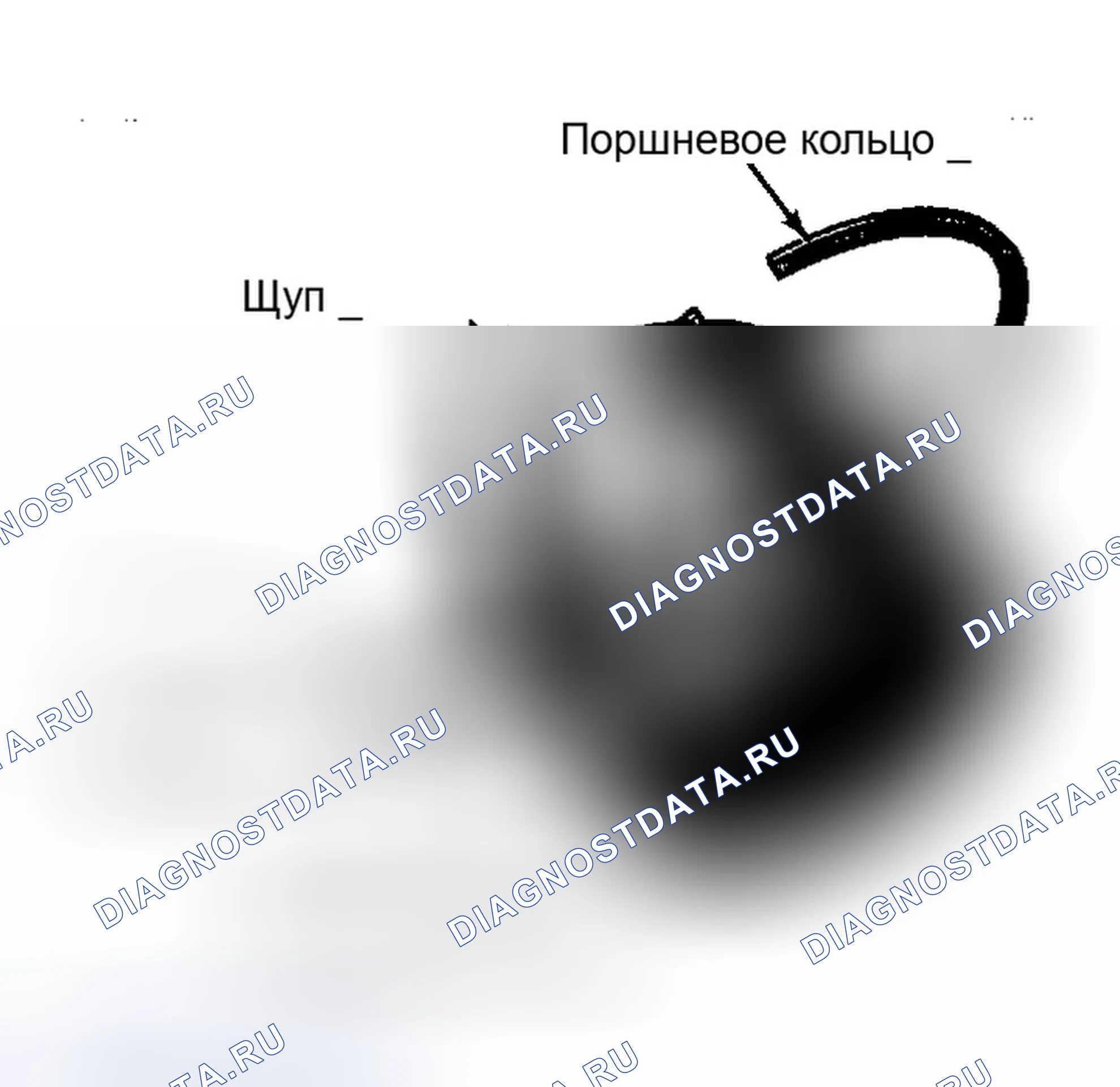
- Проверьте щупом зазор торца кольца в расточке цилиндра. Кольцо должно быть квадратным в расточке и примерно 2 " от дна расточки цилиндра. Установите кольца на поршень, начиная снизу с расширителя масляного кольца и рельсов, затем работая вверх до установки верхнего компрессионного кольца.
- Убедитесь, что метка " ID " на каждом компрессионном кольце обращена вверх. Проверьте щупом боковой зазор кольца в кольцевой канавке поршня. (Рис. 10) Стальные масляные кольцевые рельсы не должны заедать в кольцевой канавке и боковой зазор не должен быть чрезмерным.
Измерение бокового зазора поршневого кольца Убедитесь в чистоте канавок кольца. Схема №15
Как проверить посадку штифта
Соберите съемник / установщик поршневого пальца как для удаления пальца. Поместите сборку в тиски, закрепив торец основного винта между губками тисков. Прикрепите динамометрический ключ к гайке и испытайте крутящий момент до 15 футов фунтов (20 Н.м). Если шатун перемещается вниз на поршневом пальце, замените шатун.
Шатунные подшипники
ПримечаниеПроверьте зазоры подшипников методом Plastigage, убедитесь, что с проверяемых поверхностей удалена масляная пленка.
- Убедитесь, что крышки штока маркированы для идентификации цилиндра. Вращайте коленчатый вал до тех пор, пока проверяемый шатун не начнет двигаться к верхней части двигателя. Снимите крышку штока. Поместите полоску Plastigage по всей ширине нижнего подшипника, примерно на 1 / 4 " от центра крышки и в сторону от масляных отверстий.
- После установки Plastigage установите и затяните крышку штока в соответствии с техническими требованиями. НЕ вращайте коленчатый вал. Снимите крышку. Измерьте сжатую ширину Plastigage (со шкалой, поставляемой в комплекте) для определения зазора между подшипниками. Новые подшипники доступны в стандартном исполнении,.001 " (.03 мм),.002 " (.05 мм),.003 " (.08 мм),.010 " (.25 мм) и.012 " (.31 мм). Всегда устанавливайте новые подшипники попарно.
- Некруглый или конический на любой шейке не должен превышать 0 001 " (0,03 мм). Установите шатунные подшипники настолько маленькие, чтобы образовавшийся хвостовик вписывался в обработанную канавку в шатуне.
Схема №16
- Проверяйте зазоры главных подшипников по одному. Для точного определения зазора сначала необходимо устранить вес коленчатого вала (при проверке с установленным двигателем). Для этого следует использовать картонную прокладку минимальной толщины А.010 " (.25 мм) (крышка спичечного книжки).
- Снимите основную крышку (крышки) коленчатого вала с обеих сторон проверяемого подшипника. См. таблицу КОНТРОЛЬ ЗАЗОРА ОСНОВНОГО ПОДШИПНИКА. Поместите картонную прокладку между корпусом (корпусами) подшипника и снятой крышкой (крышками). Установите " шиммированную " крышку (крышки) подшипника и затяните до 10-15 футов фунтов (14-20 Н.м).
- Снимите основной колпачок проверяемого подшипника. Используя метод Plastigage, проверьте зазор между основным подшипником. Затяните основной колпачок в соответствии со спецификацией. ПРОВЕРКА ЗАЗОРА МЕЖДУ ОСНОВНЫМ ПОДШИПНИКОМ ПРИ ПРОВЕРКЕ ПРОКЛАДКИ Номер 1 Номер подшипника 2 Номер подшипника 2 Номер подшипника 1 и 3 Номер подшипника 3 Номер подшипника 2 и 4 Номер подшипника 4 Номер подшипника 3
- При установке новых подшипников, всегда устанавливайте парами. Новые подшипники доступны в стандартном,.001 " (.03 мм),.002 " (.05 мм),.003 " (.08 мм),.010 " (.25 мм) и.012 " (.31 мм) размере.
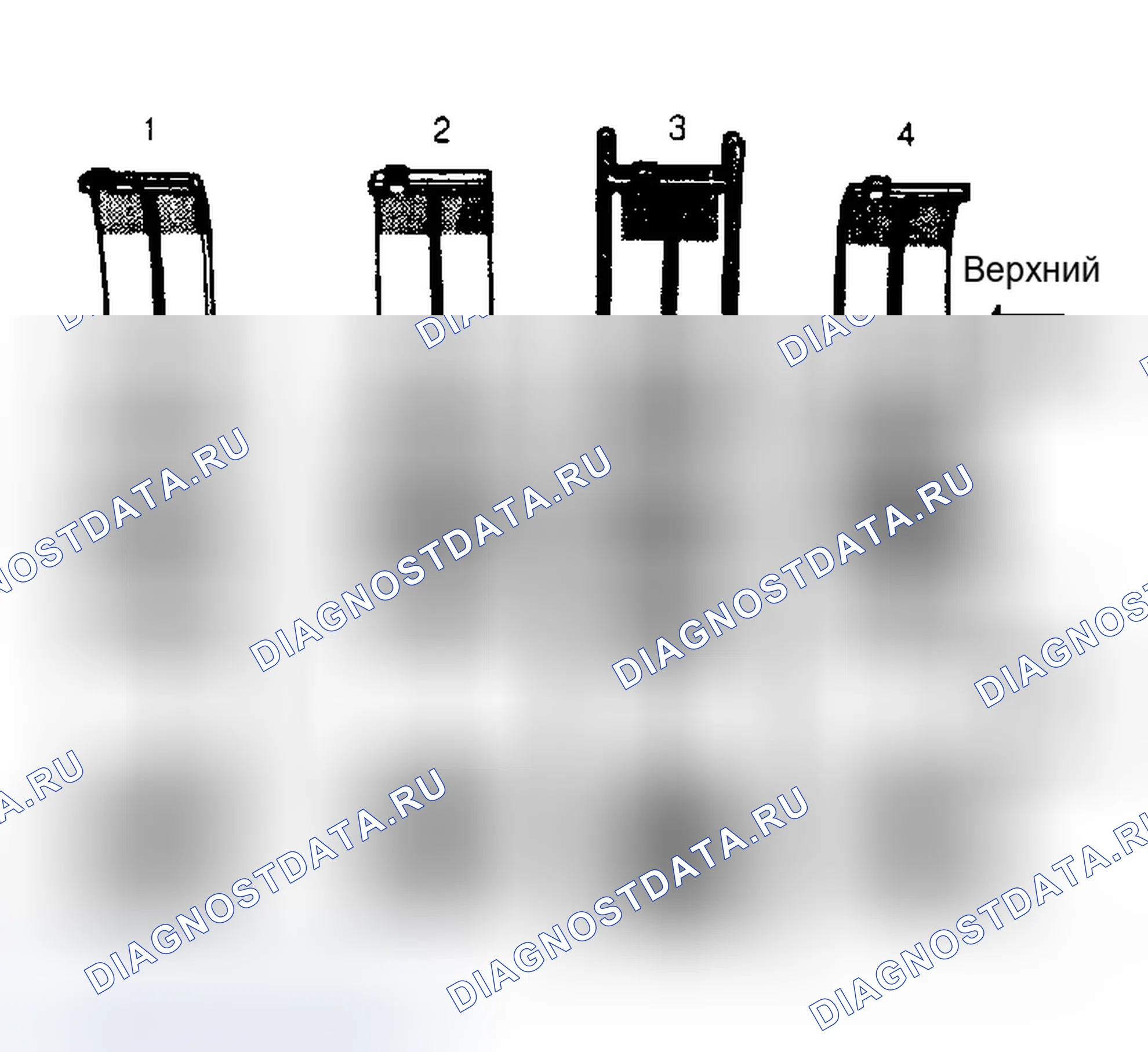
- Нижние коренные подшипники 1, 2 и 4 взаимозаменяемы. Верхние коренные подшипники 1, 2 и 4 взаимозаменяемы. Верхние коренные подшипники (торцевые подшипники с канавками) не взаимозаменяемы с нижними (торцевыми подшипниками скольжения). Упорные подшипники не взаимозаменяемы с любыми другими подшипниками. (Таблица 14) (Таблица 14): Обозначение главного подшипника Верхняя и нижняя половины подшипника не взаимозаменяемы.
- За один раз замените коренные подшипники 1. Для извлечения верхнего коренного подшипника из блока цилиндров вставьте Палец (C-3059) в масляное отверстие шейки коленчатого вала. Проверните коленчатый вал по часовой стрелке, позволяя пальцу вытолкнуть верхний подшипник из блока цилиндров.
- При установке нового верхнего коренного подшипника слегка снять фаску с острых кромок с плоской стороны нового подшипника, затем начать подшипник на месте. Используя штифт, повернуть новый подшипник в положение.
Люфт конца коленчатого вала
Установите циферблатный индикатор под прямым углом к фланцу коленчатого вала. При помощи прутка передвиньте коленчатый вал вперед к концу хода. Нулевой циферблатный индикатор. Передвиньте коленчатый вал к концу хода в противоположном направлении. Проверьте показания циферблатного индикатора. Если люфт торца не соответствует техническим требованиям, замените упорный подшипник (№ 3 коренного подшипника).
Масляный фильтр
Замените масляный фильтр при первой замене масла, а затем через каждые другие замены масла.
Нормальное давление масла
Нормальное давление масла должно составлять 30-70 фунт / кв. дюйм (2,1-4,9 кг / см 2) при 2000 об / мин.
Клапан регулятора давления масла
Клапан регулятора давления масла расположен в корпусе масляного насоса. Клапан не регулируется.
Система загрязнения маслом
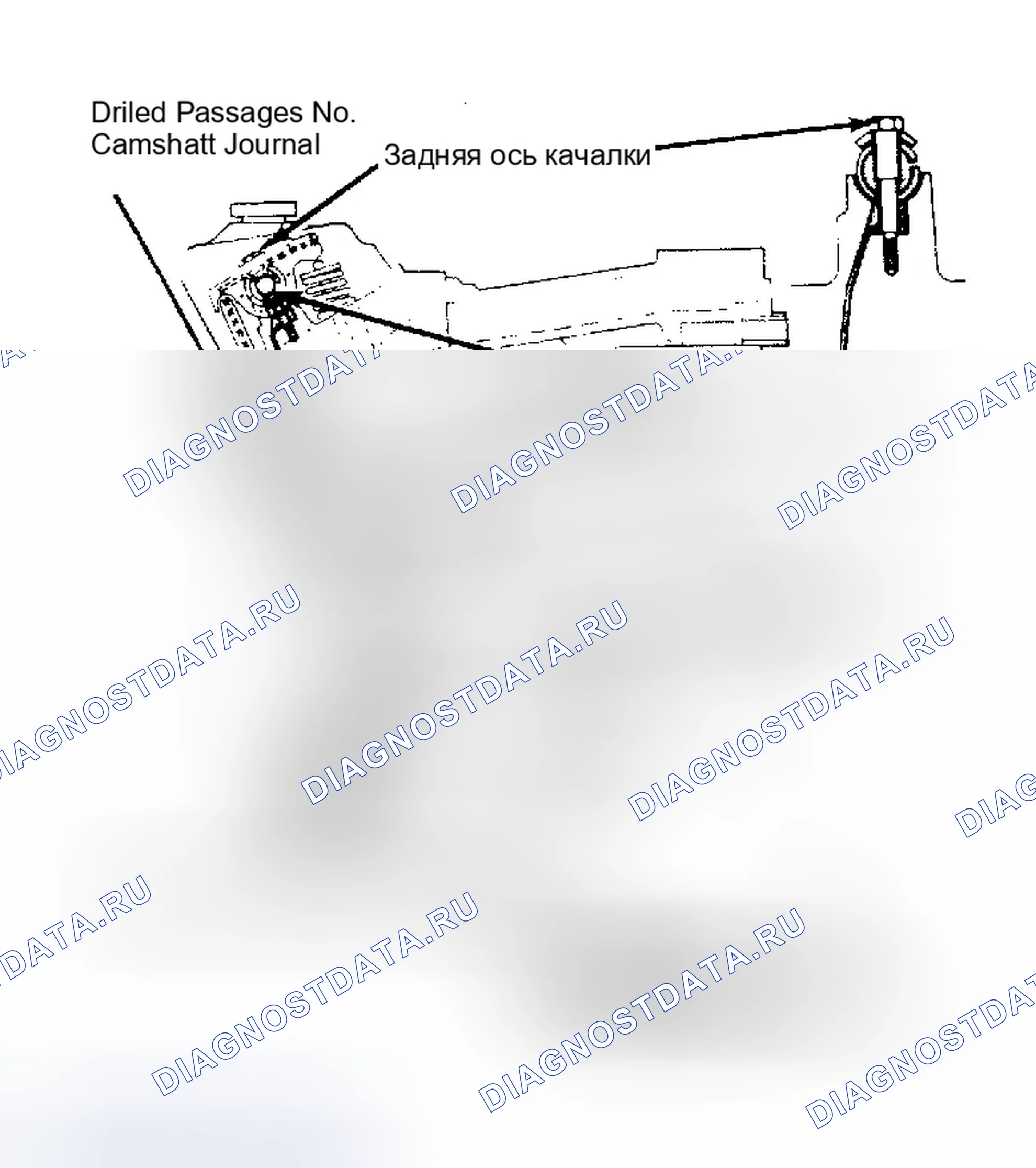
На правой стороне блока снаружи установлен роторный масляный насос, в дно которого ввинчена трубка-подборщик и сетчатый фильтр, вдоль правой стороны картера проходит основная галерея.
От масляного насоса масло принудительно подается непосредственно на распределительный вал и на коленчатый вал для смазки этих компонентов и их соответствующих подшипников, а шатунные подшипники смазываются из каналов, высверленных из коренных подшипников коленчатого вала.
Из шейки распределительного вала № 4 масло непрерывно подается на смазку вала коромысла и коромысел. Коромысла клапанов направляют полный поток масла через толкатели к подъемникам. Уменьшенный, дозированный поток от коромысел смазывает наконечники штоков клапанов.