Материал
| Пункт | Характеристика | Заправочная емкость |
|---|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A | |
| Ремонт гибкой пены TA-4 | ||
| Краска для распыления внутри помещений PM-19M547-xxxxH | ||
| Клей для склеивания металла TA-1 | ||
| Клей для металлической коммутационной панели TA-3 | ||
| Нейтрализатор кислоты для автомобилей ZC-1-A | ||
| Промотор адгезии к транспортным средствам PM-19A316-AA | ||
| Щелочной нейтрализатор для автомобилей ZC-2-A | ||
| Мотоцикл Заказной Прозрачный Пальто Польский ZC-8-A | ||
| Мойка деталей мотоцикла ZC-3-A | ||
| Подготовка поверхности металла для мотоциклов ZC-31-A | ||
| Грунтовка класса «Премиум» для автомобилей PM-25-A | ||
| Система Quart для нанесения грунтовочного покрытия класса Premium PM-25-B | ||
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A | ||
| Квартовый PM-24-B ингибитора ржавчины для автотранспортных средств | ||
| Клей для склеивания пластмасс TA-9 | ||
| Устройство для герметизации кюветов крыши TA-15 | ||
| Герметизатор шва TA-2 | ||
| Облицовка и адгезив Уплотнитель TA-14 |
МАТЕРИАЛ
| Общее оборудование | |
|---|---|
| 3 устройство точечной сварки с инвертором фаз 254-00002 | |
| Сварочный аппарат Compuspot 700F 190-50080 | |
| I4 Инверторный сварочный аппарат 254-00014 | |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
Сводная таблица сварных соединений
| Испытательная толщина металла (мм) | Размер самородка |
|---|---|
| 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 0.9 + 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 2.0 + 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 + 2.0 | 4,7 мм (0,18 дюйма) |
| 2.0 + 0.9 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 3.0 + 1.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 0.9 + 0.7 + 0.9 | 4,3 мм (0,16 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
Кузов состоит из следующих
- Все стальные корпуса
- Стальная панель крыши и опциональная панорамная панель крыши с подвижными передними и фиксированными задними стеклянными панелями
- Передняя конструкция кабины Unibody
- Колесная база 2 805 мм (110,43 дюйма)
- Лазерная сварка внутренних направляющих рамы в передней конструкции, которая не может быть секционирована
- Передняя конструкция, общая для Ford Edge и Lincoln Mkx
- Опорная балка радиатора из гибридного стекловолокнистого полипропиленового материала
- Edge и Mkx имеют уникальную переднюю панель и решетку
- Высокопрочные низколегированные (HSLA), высокопрочные и мягкие стали
- Двухфазная сталь, расположенная в боковых элементах кузова стойки А (верхней) и внешней арматуры стойки В
- Болтовые съемные передние крылья, навесные двери и капот
- Стальной колпак
- Кранцы из высокопрочной стали, стойкой к вмятинам
- Внешняя панель со стороны тела, изготовленная из мягкой стали
- Внешняя панель, обращенная к телу, будет доступна как замена услуги из двух частей
- Стальные двери, включающие устойчивые к вмятинам высокопрочные стальные наружные панели
- Внешняя панель затвора изготовлена из высокопрочной стали, стойкой к вмятинам
- Высокопрочный болт на передней и задней балках бампера
- Узлы подвески и рулевого управления переднего и заднего подрамников
- Нижняя часть кузова, общая для Edge и Mkx
- Панели пола под кузовом, изготовленные из мягкой стали
- Элемент (ы) передней стороны пола под кузовом, изготовленный из высокопрочных и двухфазных сталей
- Боковой (ые) элемент (ы) заднего пола без кузова, изготовленный (е) из двухфазной стали
- Конструкционный клей, используемый в соединении боковой панели капота с верхней панелью капота, кромке задней колесной ниши со стороны кузова, заднем подоконнике днища кузова и усилении внутреннего крыла
Размерную информацию см. на следующих иллюстрациях
ПримечаниеРазмеры применяются к правой и левой стороне.
Схема №1

| Пункт | Описание | Характеристика |
|---|---|---|
| 1 | Фара в сборе с решеткой | 2,5 мм (0,09 дюйма) ± 2,3 мм (0,09 дюйма), Mkx - 4,0 мм (0,15 дюйма) ± 3,0 мм (0,11 дюйма), кромка |
| 2 | Фара в сборе с навесной панелью | 2,5 мм (0,09 дюйма) ± 2,0 мм (0,07 дюйма) |
| 3 | Крыло к бордюрной рейке | 0,5 мм (0,01 дюйма) ± 1,0 мм (0,03 дюйма) |
| 4 | Капот к крылу | 4,0 мм (0,15 дюйма) ± 1,5 мм (0 059 дюйма) |
| 5 | Входная дверь в переднюю стойку | 4,7 мм (0,18 дюйма) ± 1,25 мм (0,04 дюйма) |
| 6 | От крыла до двери | 4,0 мм (0,15 дюйма) ± 1,5 мм (0,05 дюйма) |
| 7 | Облицовка передней двери до облицовки задней двери | 7,0 мм (0,27 дюйма) ± 2,0 мм (0,07 дюйма) |
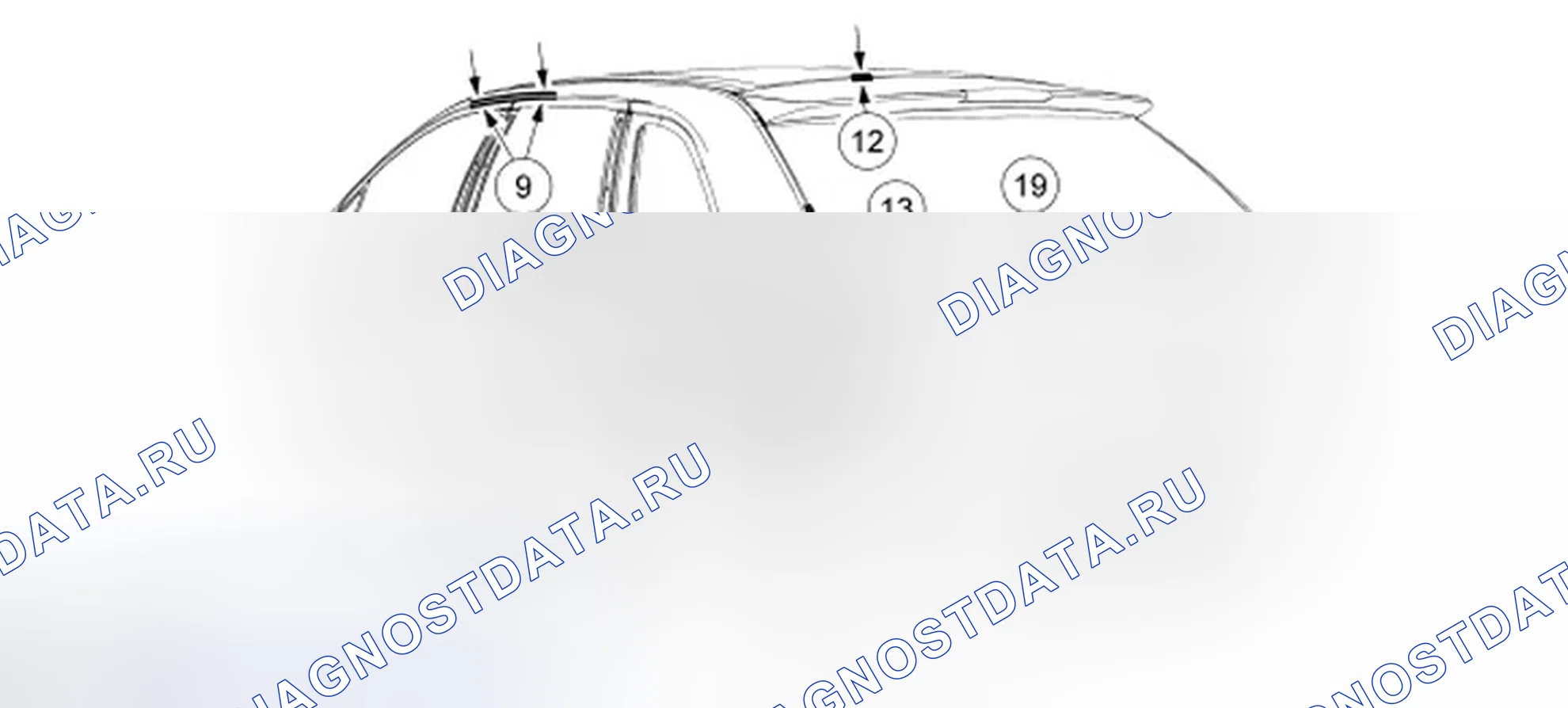
ПримечаниеРазмеры применяются к правой и левой стороне.
Схема №2
| Пункт | Описание | Характеристика |
|---|---|---|
| 8 | Передняя дверь к задней двери | 4,0 мм (0,15 дюйма) ± 1,5 мм (0,05 дюйма) |
| 9 | Дверь (двери) к панели открывания двери | 4,7 мм (0,18 дюйма) ± 1,25 мм (0,04 дюйма) |
| 10 | Задняя дверь в сторону кузова | 4,0 мм (0,15 дюйма) ± 1,5 мм (0,05 дюйма) |
| 11 | Обшивка задней двери до обшивки четверти панели | 7,0 мм (0,27 дюйма) ± 2,0 мм (0,07 дюйма) |
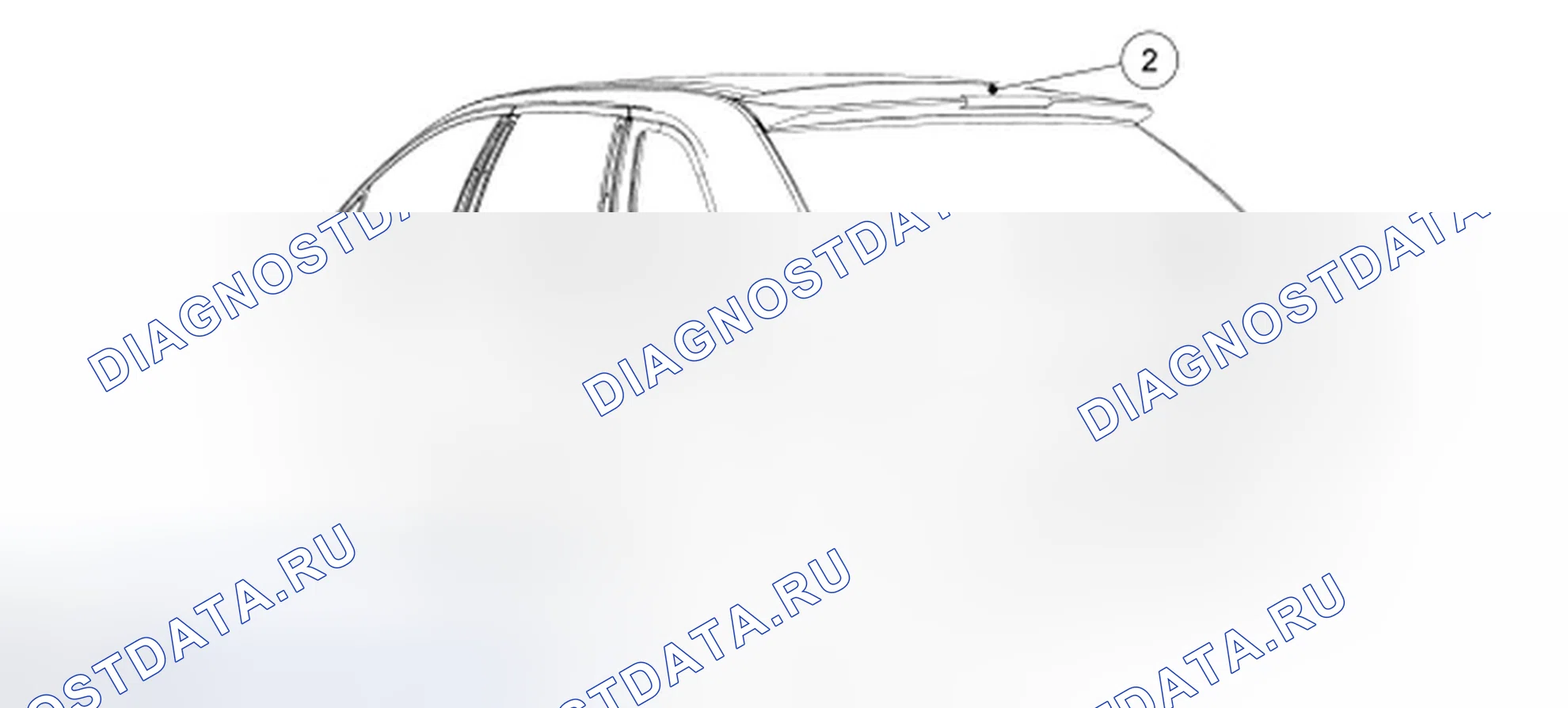
| 12 | Спойлер на крышу | 12,0 мм (0,47 дюйма) ± 2,3 мм (0,09 дюйма) |
| 13 | Стекло дверь багажника на D-образную стойку | 5,5 мм (0,21 дюйма) ± 3,5 мм (0,13 дюйма) |
| 14 | Топливная дверь в сторону кузова | 3,0 мм (0,11 дюйма) ± 1,0 мм (0,03 дюйма) |
| 15 | Задний фонарь в сторону кузова | 2,0 мм (0,07 дюйма) ± 2,0 мм (0,07 дюйма) |
| 16 | Бордюрная рейка в четверть панели | 0,5 мм (0,01 дюйма) ± 0,5 мм (0,01 дюйма) |
| 17 | Задний фонарь к приборной панели | 2,5 мм (0,09 дюйма) ± 2,5 мм (0,09 дюйма) |
| 18 | Задний фонарь на затвор | 5,5 мм (0,21 дюйма) ± 0,09 дюйма (2,28 мм) (задний фонарь примерно 1 мм (0,03 дюйма)) |
| 19 | Стекло дверь багажника на панель дверь багажника | 4,0 мм (0,15 дюйма) ± 2,0 мм (0,07 дюйма) |
| 20 | Дверь багажника на навесную панель | 7,0 мм (0,27 дюйма) ± 3,5 мм (0,13 дюйма) |
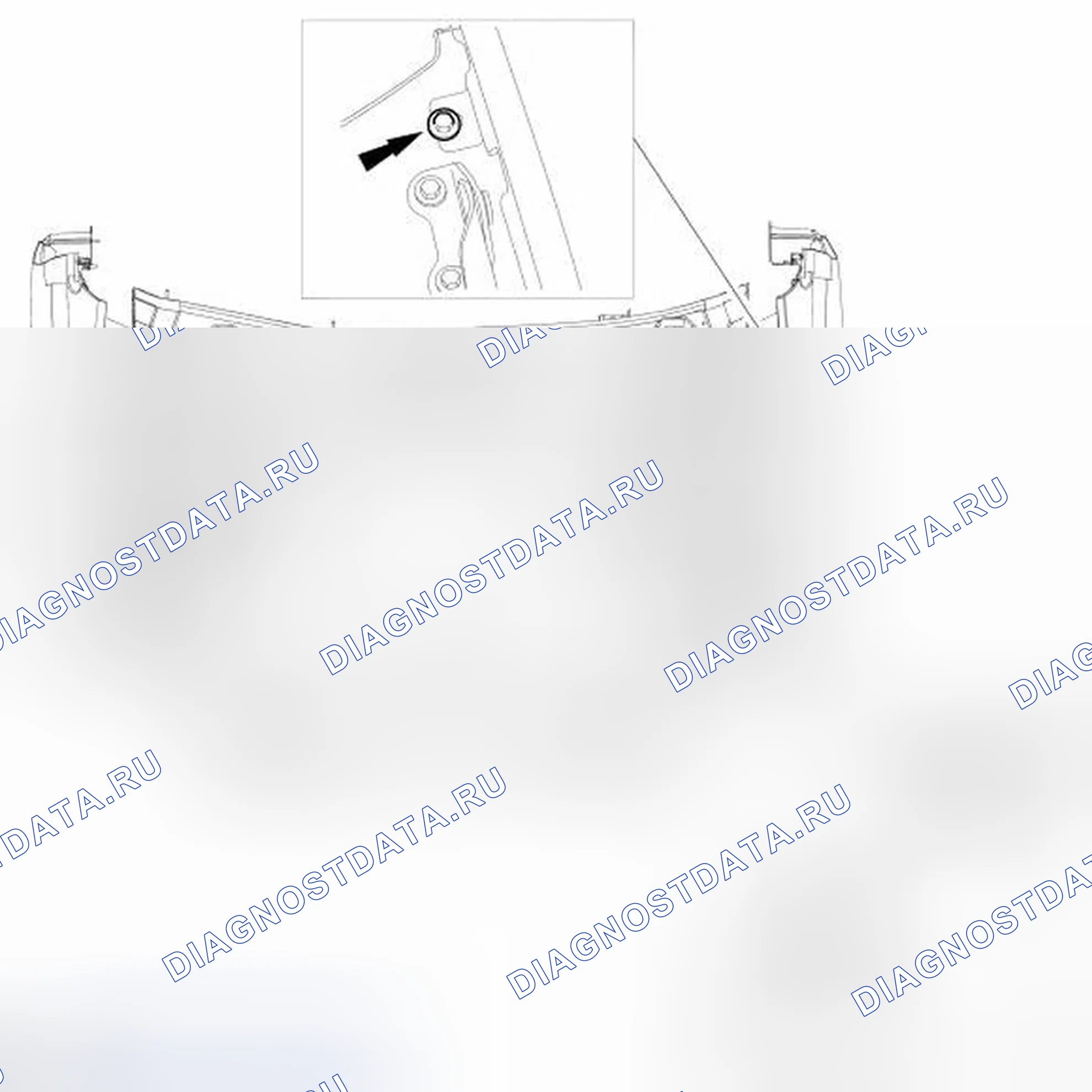
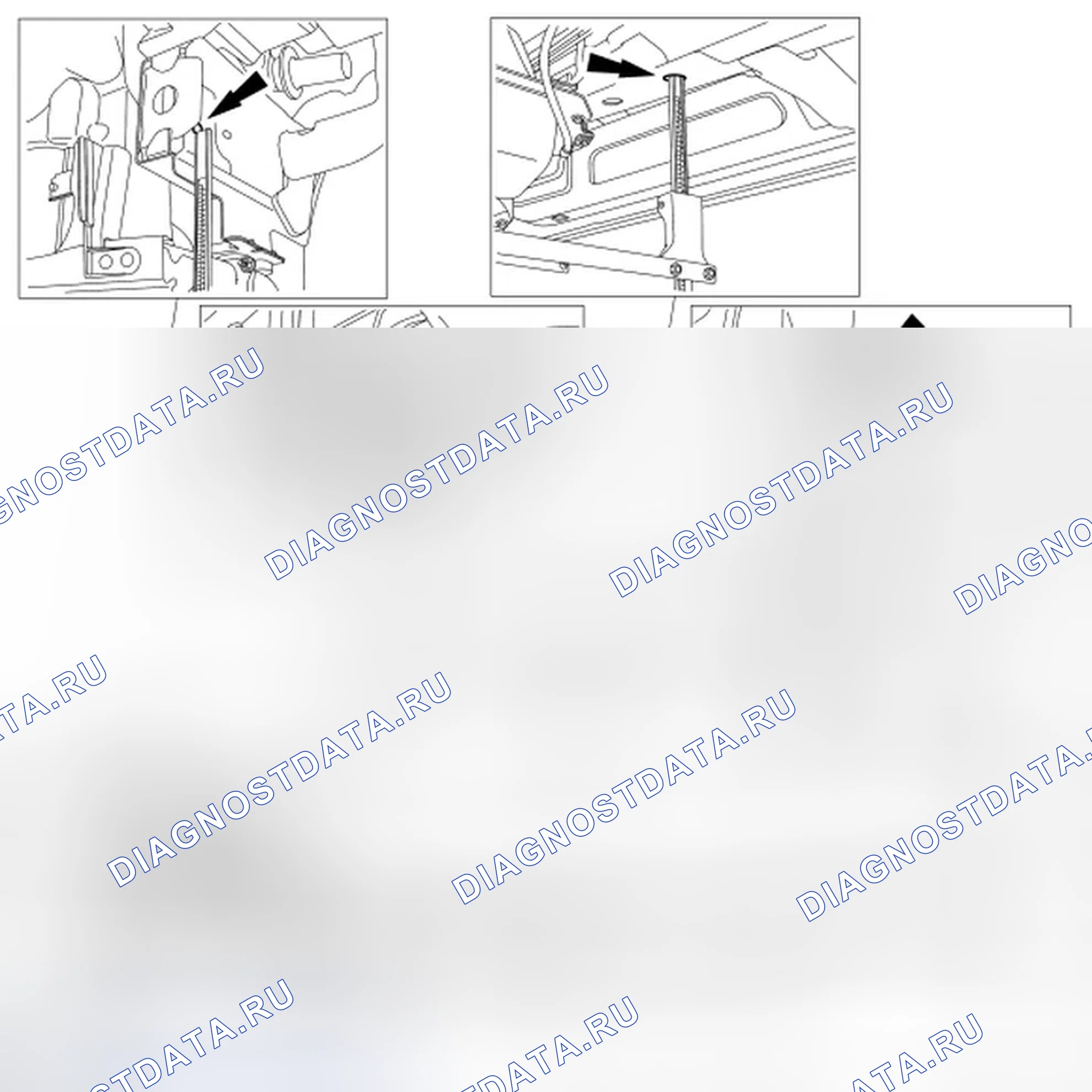
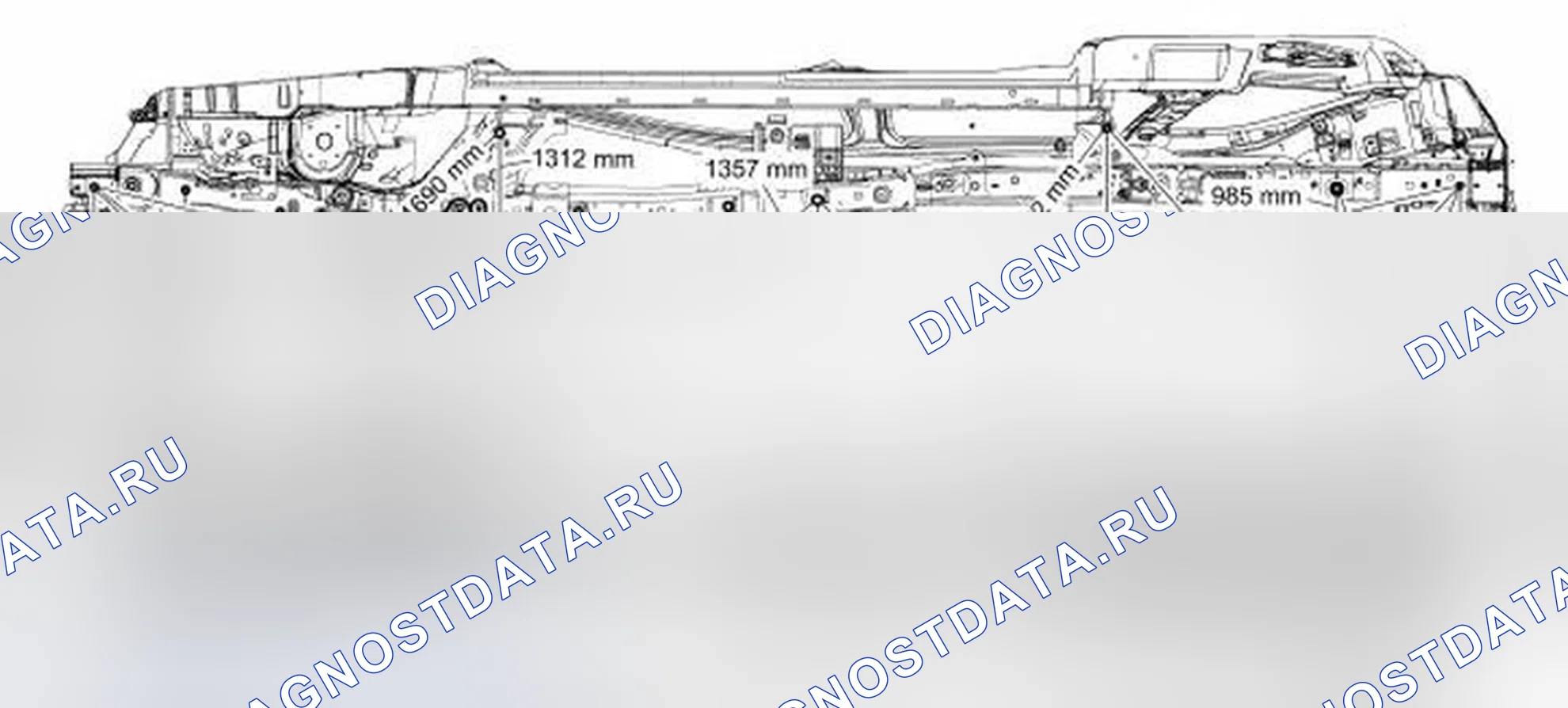
Размеры под капотом
ПримечаниеСледующие размерные иллюстрации являются общими для Ford Edge и Lincoln Mkx.
| Внимание | Балка радиатора является гибридным компонентом. Если происходит повреждение опорного компонента радиатора, его не следует ремонтировать. Следует установить новый компонент. Обратитесь к статье " ОХЛАЖДЕНИЕ ДВИГАТЕЛЯ ". Несоблюдение этих инструкций может отрицательно повлиять на работу системы охлаждения. (ref-292560) |
|---|
ПримечаниеИзмерения получают по центру, если не указано иное.
Определение размеров под капотом. Схема №3
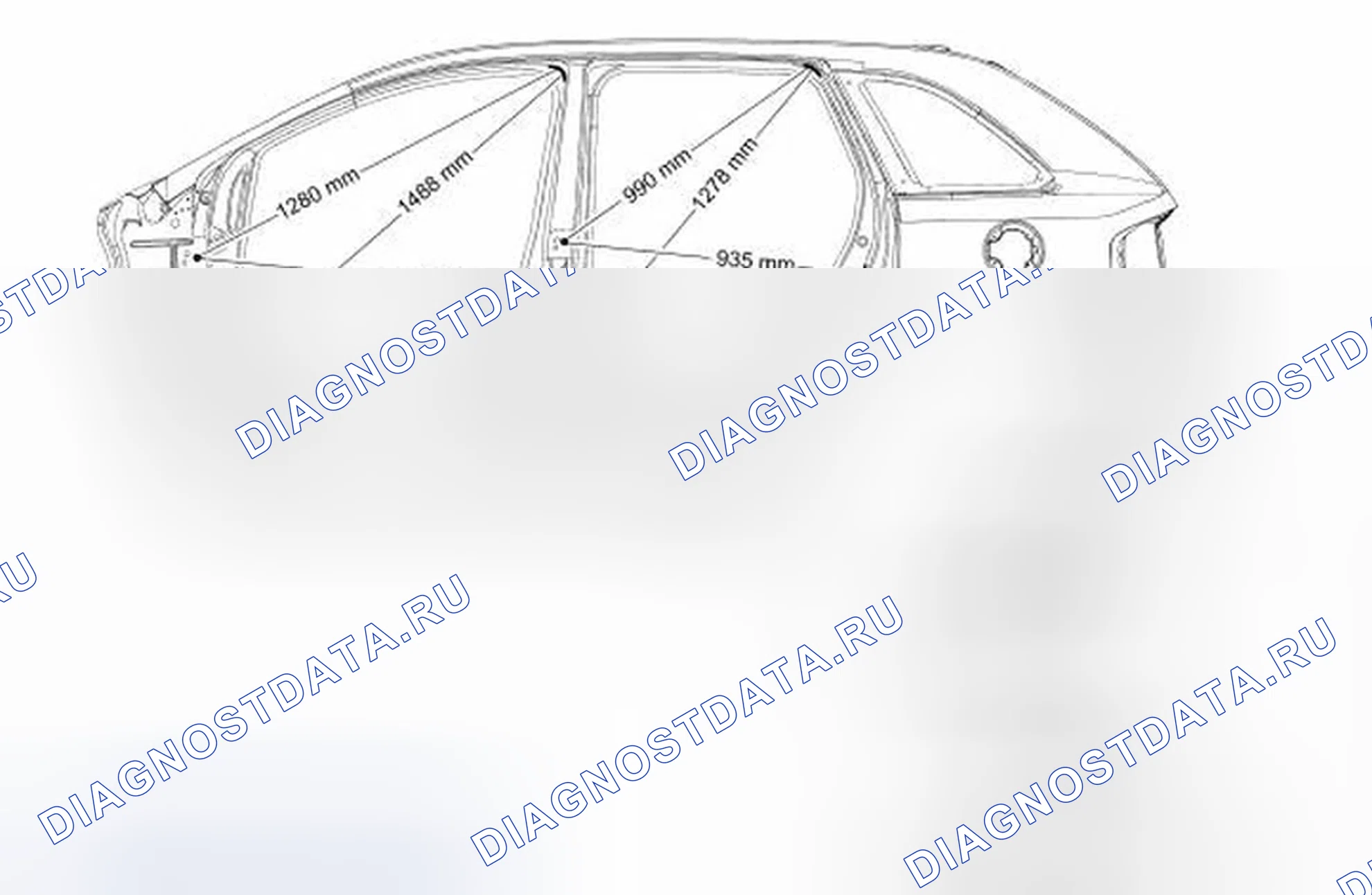
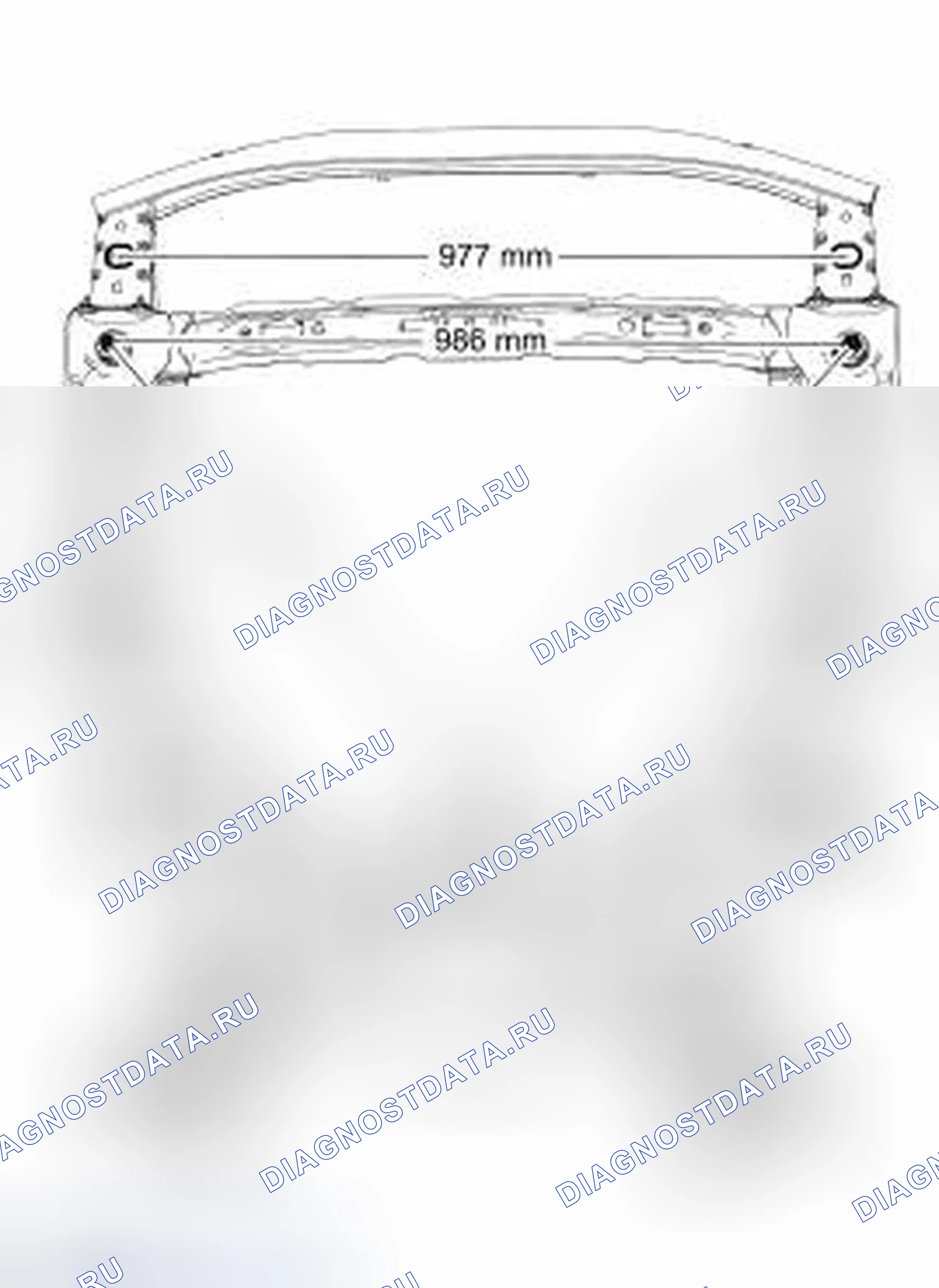
Размеры закрытия со стороны тела
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №4
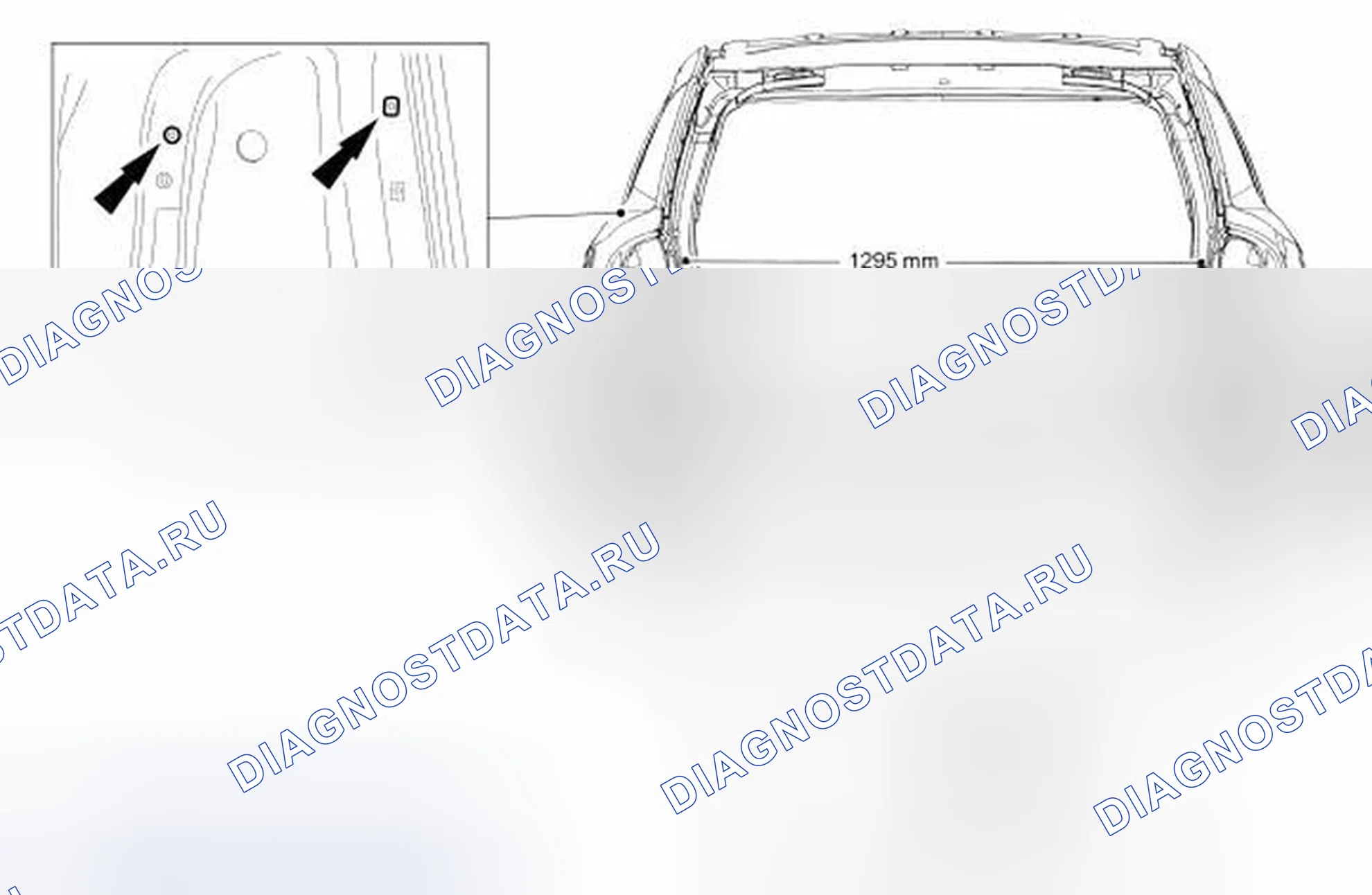
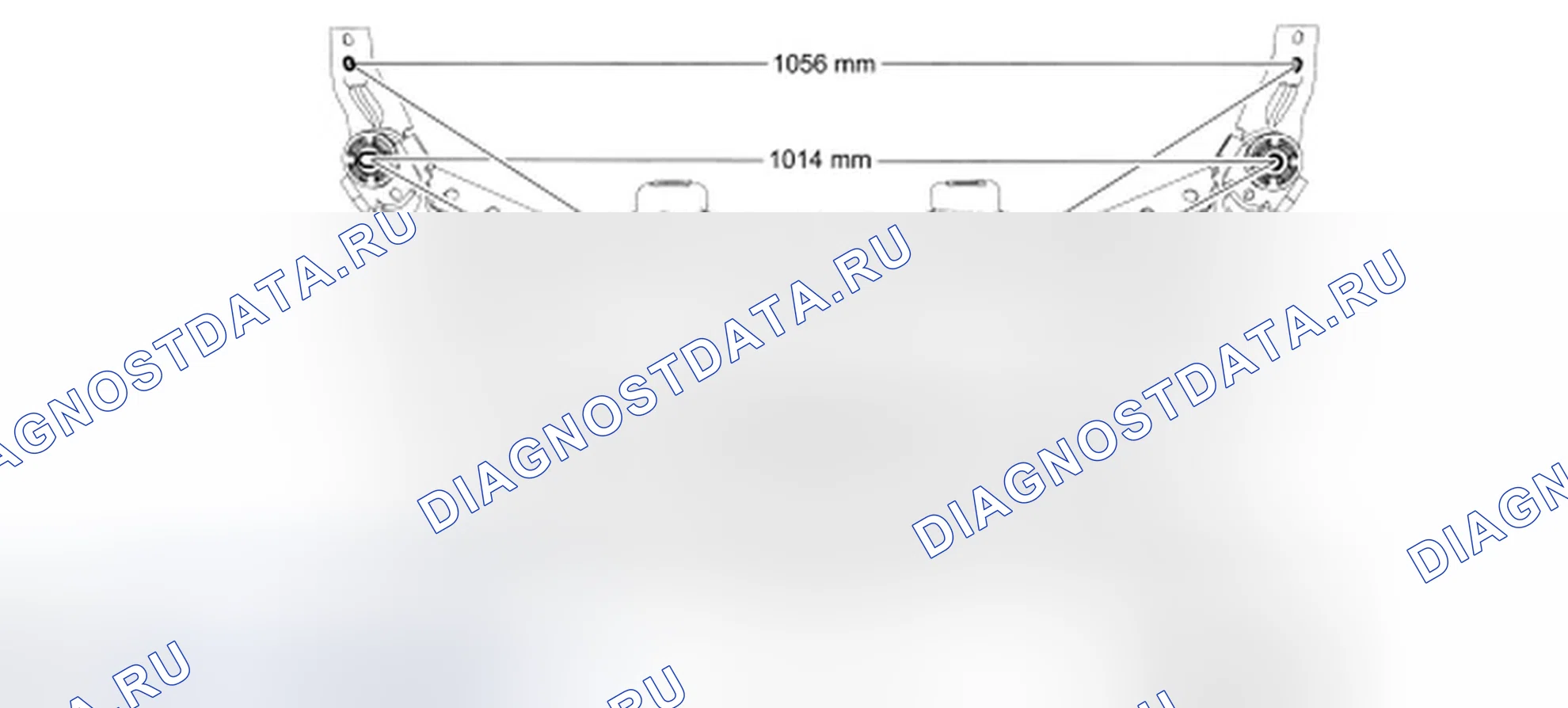
Размеры заднего проема
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №5
Размеры нижней части кузова
| Внимание | Для данного транспортного средства отсутствует комплект для обслуживания рамного рельса. Внутренняя секция рамного рельса сварена лазерной сваркой и не может быть секционирована. Обязательно, чтобы сменная секция была установлена в том виде, в котором она была доставлена в оригинальном месте заводского шва. Несоблюдение этих инструкций может поставить под угрозу управление энергией столкновения транспортного средства. |
|---|
ПримечаниеЕсли не указано иное, базовая высота определяется по отверстиям и пазам в центре.
Схема №6
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №7
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №8
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеПолный привод (AWD), показанный на иллюстрации, точки измерения, общие с передним приводом (Fwd).
Схема №9
Меры предосторожности при сварке - сталь
| Пункт | Характеристика |
|---|---|
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A |
Общие технические характеристики
| Пункт | Характеристика |
|---|---|
| Пробка сварного отверстия | 8 мм (0,31 дюйма) |
| Сварочная проволока ER70S-3 или аналог | 0,9-0,11 мм (0 035-0 045 дюйма) |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА СВАРКУ
| Общее оборудование | |
|---|---|
| 3 устройство точечной сварки с инвертором фаз 254-00002 | |
| Сварочный аппарат Compuspot 700F 190-50080 | |
| I4 Инверторный сварочный аппарат 254-00014 | |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
| Испытательная толщина металла (мм) | Размер самородка |
|---|---|
| 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 0.9 + 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 2.0 + 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 + 2.0 | 4,7 мм (0,18 дюйма) |
| 2.0 + 0.9 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 3.0 + 1.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 0.9 + 0.7 + 0.9 | 4,3 мм (0,16 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и удалите или расположите подальше от зон, подверженных тепловому воздействию. Несоблюдение этих инструкций может привести к неправильной работе электронного модуля и связанных с ним компонентов.
ПримечаниеПри необходимости выполнения сварки руководствуйтесь указаниями раздела " СВАРКА ". (ref-292531-S41707723362008080400000)
При сварке мягкой или высокопрочной стали необходимо использовать правильное оборудование и настройки. Инертный газ по металлу (MIG) и резистивная точечная сварка под давлением (STRW) являются предпочтительными способами. Поверхности должны быть чистыми и свободными от посторонних материалов.
- Всегда следует носить правильную защитную одежду.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Установите защитные кожухи вокруг компонентов и жгутов проводов для защиты от брызг при сварке.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва.
- Используйте шлифовальные диски и проволочные щетки, предназначенные для типа свариваемого материала.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва. Для сварки стали МИГ обычно используют ER70S-2 или ER70S-6 проволоку.
- Отсоедините кабель массы аккумуляторной батареи от аккумуляторной батареи согласно статье " АККУМУЛЯТОРНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ ". (ref-292545)
- Компоненты, изготовленные из высокопрочной стали, не следует нагревать для выпрямления или ремонта. Сильно изогнутые или перекрученные компоненты следует заменить новыми.
- Заводские точечные сварные швы могут быть заменены либо сварными швами STRW, либо пробочными швами MIG. Точечные / пробочные сварные швы должны быть равны заводским сварным швам как в месте, так и в количестве. Не размещайте новый точечный сварной шов непосредственно над первоначальным местом сварки. Отверстие пробкового сварного шва должно быть диаметром 8 мм (0,31 дюйма).
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Там, где это применимо, рекомендуется использовать грунтовку со сквозным сварным швом.
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт без покрытия. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
Меры предосторожности при сварке - двухфазная сталь
При сварке двухфазной стали необходимо использовать правильное оборудование и настройки. Рекомендуемые методы - MIG и STRW. Поверхности должны быть чистыми и свободными от посторонних материалов.
ER70-S-6 является рекомендуемой спецификацией проволоки для использования при сварке двухфазных стальных деталей.
Рекомендуемые газовые смеси включают СО2, 92Ar8C02, 84Ar16C02 и 77Ar23C02.
Компоненты, изготовленные из двухфазной стали, не следует нагревать для выпрямления или ремонта. Сильно изогнутые или перекрученные компоненты следует заменить новыми.
Не используйте оборудование Oxyacetylene для сварки двухфазной стали.
- Всегда следует носить правильную защитную одежду.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Установите защитные кожухи вокруг компонентов и жгутов проводов для защиты от брызг при сварке.
- Используйте шлифовальные диски и проволочные щетки, предназначенные для типа свариваемого материала.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва.
- Отсоедините кабель массы аккумуляторной батареи от аккумуляторной батареи согласно статье " АККУМУЛЯТОРНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ ". (ref-292545)
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Заводские точечные сварные швы могут быть заменены либо сварными швами STRW, либо пробочными швами MIG. Точечные / пробочные сварные швы должны быть равны заводским сварным швам как в месте, так и в количестве. Не размещайте новый точечный сварной шов непосредственно над первоначальным местом сварки. Отверстие пробкового сварного шва должно быть диаметром 8 мм (0,31 дюйма).
- Там, где это применимо, рекомендуется использовать грунтовку со сквозным сварным швом.
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт без покрытия. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
Гасители звука и изоляторы
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Внимание | Мастика изготавливается из горючего материала и должна быть удалена до проведения сварочных процедур на участок. Зоны нагрева от сварки вблизи мастики могут вызвать горение материала мастики. |
|---|
| Внимание | После ремонта антикоррозионная защита должна быть восстановлена на участке ДО нанесения мастичного материала. Компоненты из листового металла могут корродировать под мастичным материалом, если не правильно обработаны. |
|---|
ПримечаниеСледующие иллюстрации служат в качестве ссылки для указания мест расположения мастичных пластырей (бутиловых накладок). Помимо указанных на иллюстрации используются дополнительные изоляторы и гасители звука.
ПримечаниеДля приведения транспортного средства в соответствие с конструктивными требованиями отсутствующие или поврежденные глушители звука и изоляторы должны быть заменены надлежащим компонентом для сервисной замены.
ПримечаниеВид интерьера поддона пола.
Схема №10
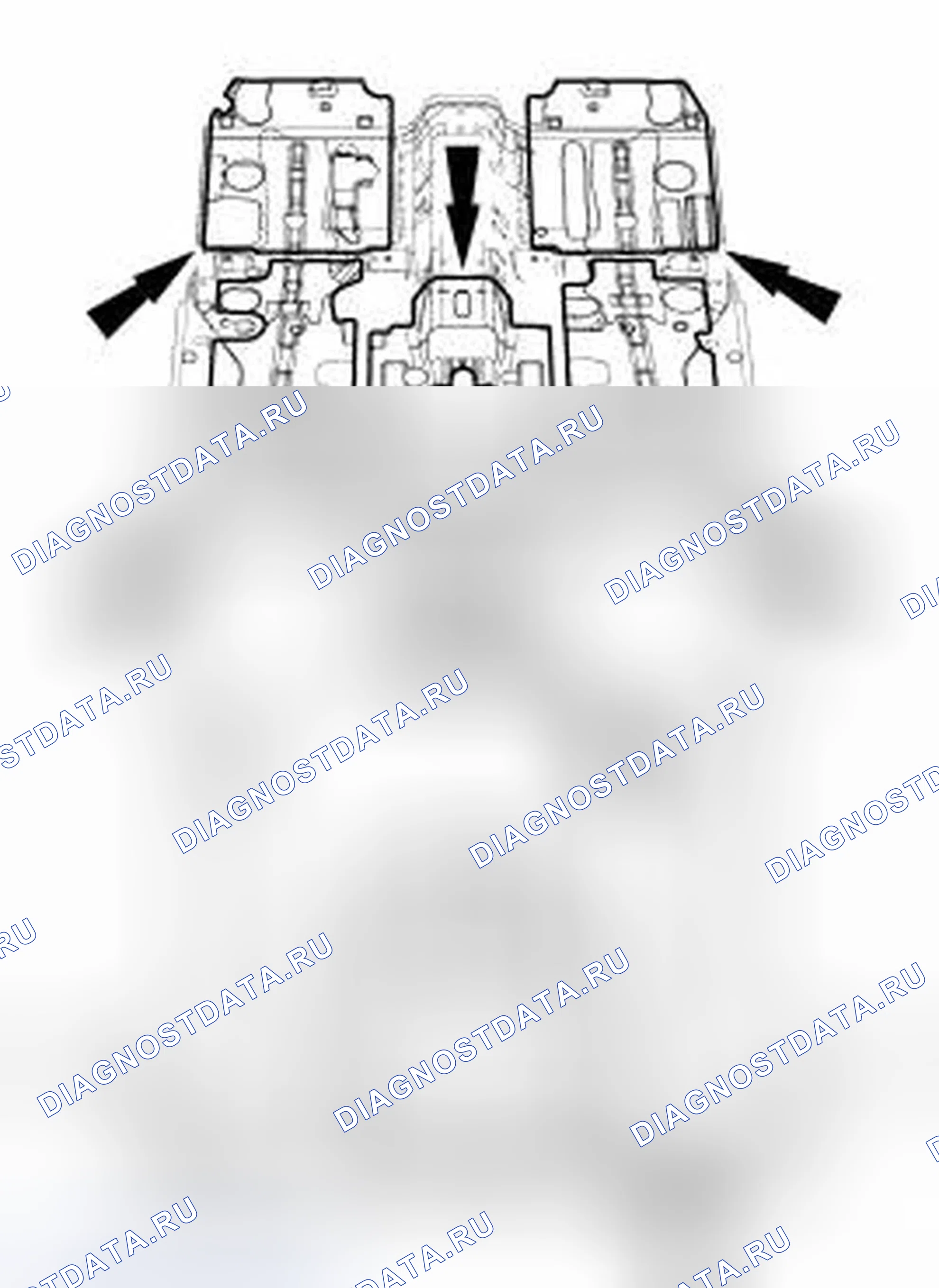
- Всякий раз, когда проводится замена существующего мастичного изолятора, поверхность должна быть тщательно очищена, чтобы убедиться, что произойдет правильное сцепление. Перед нанесением мастики поверхность должна быть не ниже 10°C. Использование тепловой пушки для нагрева поверхности металла будет способствовать адгезии.
Пластиковые компоненты
ПримечаниеLincoln Mkx показан на иллюстрации, Ford Edge похож.
ПримечаниеПриведенные ниже иллюстрации не включают все доступные уровни отделки. Фактический уровень отделки автомобиля определит жизнеспособность проведения ремонта пластика.
Схема №11

| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 17C831 | Крышка бампера (передняя) - термопластичный полиолефин (ТПО) |
Схема №12
| Пункт | Номер детали | Описание |
|---|---|---|
| 2 | 41602 | Облицовка затвора - акрилонитрил-бутадиен-стирол (АБС) |
| 3 | 425A22 | Литье лицевой панели дверь багажника - акрилонитрил-бутадиен-стирол + поликарбонат (ABS + PC) |
| 4 | 17K835 | Крышка бампера (задняя) - термопластичный полиолефин (ТПО) |
Несколько соображений будут определять жизнеспособность процедуры (процедур) пластического ремонта
- Является ли повреждение косметическим или структурным?
- Можно ли проводить ремонт на транспортном средстве?
- Деталь легко доступна?
- Является ли ремонт компонентов наиболее экономически эффективным методом?
- Можно ли экономически восстановить компонент до первоначальной прочности и внешнего вида?
- Будет ли ремонт предусматривать максимально быстрый и качественный ремонт?
Для применения в автомобилях используется несколько типов пластика. Однако все пластмассы будут относиться к 2 основным категориям: термопластичные или термореактивные пластмассы.
Термореактивная пластмасса - как правило, термореактивные пластмассы изготавливаются с 2-х компонентными термореактивными смолами. При смешивании выделяется тепло, что приводит к необратимому отверждению. Из-за этого термореактивные пластмассы потребуют использования для ремонта клея, состоящего из 2 частей.
Листовой формованный компаунд (SMC) - Листовой формованный компаунд (SMC) - это тип термореактивного пластика, в котором используются стекловолокна или нейлоновые волокна в сочетании с термореактивными полиэфирными смолами. После полного отверждения SMC является прочным и жестким.
SMC аналогичен, но не идентичен стеклопластику. Ford Motor Company использует SMC в таких компонентах, как крылья, капоты и подъемные ворота.
Термопластичные компаунды - Термопластичные компаунды производятся с помощью процесса, который является обратимым. Термопласты могут повторно формоваться с помощью повторного нагрева. Эта характеристика термопластов делает пластиковую сварку возможной альтернативой ремонту. Ремонт термопластичных компаундов все еще возможен благодаря использованию двухкомпонентных клеящих и наполнительных ремонтных материалов и усилений по мере необходимости. Термопласты широко используются в компонентах внутренней отделки, колесных факелах, обшивках боковых сторон кузова и крышках бамперов.
Полиолефин - Полиолефины колеса попадают в семейство термопластов с одной уникальной характеристикой: маслянистые или восковые ощущения к материалу при шлифовании или шлифовании. Полиолефин очень хорошо поддается переплавке с помощью тепла. Из-за этого компоненты, изготовленные из этого материала, хорошо поддаются возможности сварки пластика. Большинство адгезивных ремонтных материалов и краски не будут приклеиваться к поверхности полиолефина, если только усилитель адгезии, специально разработанный для пластика, не будет сначала нанесен на открытую поверхность сырья.
Правильная идентификация различных типов пластмасс необходима для выбора соответствующего метода (ов) ремонта для проведения высококачественного ремонта пластмасс. См. " ИДЕНТИФИКАЦИЯ ПЛАСТМАСС ". (ref-292531-S07774634032008080400000)
Охотники на тюленей
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
МАТЕРИАЛ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
- Щеточный шовный герметик - герметик, предназначенный для восстановления первоначального вида матового шва. Применяется для герметизации нахлесточных соединений в листовом металле, которые свариваются точечной сваркой (например, напольные и капоты).
- Укупорочное устройство для канавы крыши - Самоустанавливающееся укупорочное устройство, используемое для капельных рельсов, швов крыши, четвертных панелей до задней палубы и для протечек воды.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на стоячих косметических швах, швах кровати грузовика, швах обшивки двери с инструментами и поддонах пола.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, которые требуют перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного герметизатора.
Пластыри
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Клей для склеивания металла TA-1 | |
| Клей для металлической коммутационной панели TA-3 | |
| Подготовка поверхности металла для мотоциклов ZC-31 | |
| Клей для склеивания пластмасс TA-9 | |
| Герметизатор шва TA-2 | |
| Облицовка и адгезив Уплотнитель TA-14 |
МАТЕРИАЛ
Клеи используются в различных областях применения. Типичные области применения клеев включают кровельные панели, дверные обшивки и четвертные панели. Области применения отделки включают боковые формовки кузова, эмблемы, стационарное стекло и снятие атмосферных воздействий. Также используются комбинированные герметики/клеи. Подготовка поверхности имеет решающее значение для высококачественного ремонта. Крайне важно следовать инструкциям на этикетке продукта.
Работа в хорошо проветриваемом помещении и защита прилегающих поверхностей при работе с клеями. Применение средств защиты глаз и защитной одежды рекомендуется и при работе с клеями. Провести пробную подгонку, разметить и выровнять поверхности перед склеиванием материалов между собой.
Герметики шва и защита от коррозии могут быть необходимы после отверждения клея (ов), в зависимости от применения. Ниже приведен список клеев, рекомендуемых для определенных типов применений.
- Клей для склеивания металла - для склеивания холоднокатаной стали, оцинкованной стали, алюминия и правильно подготовленного E-покрытия. Он используется для замены дверной обшивки и кровельной панели и замены конструкционного клея OEM.
- Клей для склеивания пластмасс - для склеивания различных пластмасс с пластмассами и пластмасс с загрунтованными, окрашенными или покрытыми Е металлами. Также для соединения компонентов отделки общего назначения.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на: стоячих косметических швах, швах для кровати грузовика, швах для дверной обшивки и поддонах для пола.
- Отделка и клей Уплотнитель - для использования на формовке со стороны кузова, эмблемах, отделке, ударных полосах бампера и ковровом покрытии.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Конструкционный клей
ПримечаниеНа следующих иллюстрациях указаны места расположения конструкционного клея.
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой металлическим инертным газом (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеИзвлеките листовой металл из внешнего корпуса из поврежденного участка перед выполнением замены усиливающей панели. См. " РЕКОМЕНДАЦИИ ПО СЕКЦИОНИРОВАНИЮ ". (ref-292531-S16073301242008080400000)
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций, использующие что-либо, кроме оригинальных деталей Ford. Ремонт конструкций (рам, рельсов, фартуков и панелей кузова), выполненный с использованием деталей, отличных от деталей Ford Motor Company, не был проверен. Кроме того, эквивалентность конструкций и защита от коррозии не могут быть гарантированы. Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford с использованием оригинальных деталей были проверены инженерами Ford.
ПримечаниеЛевая сторона показана на иллюстрации, правая сторона симметрично противоположна.
Схема №13
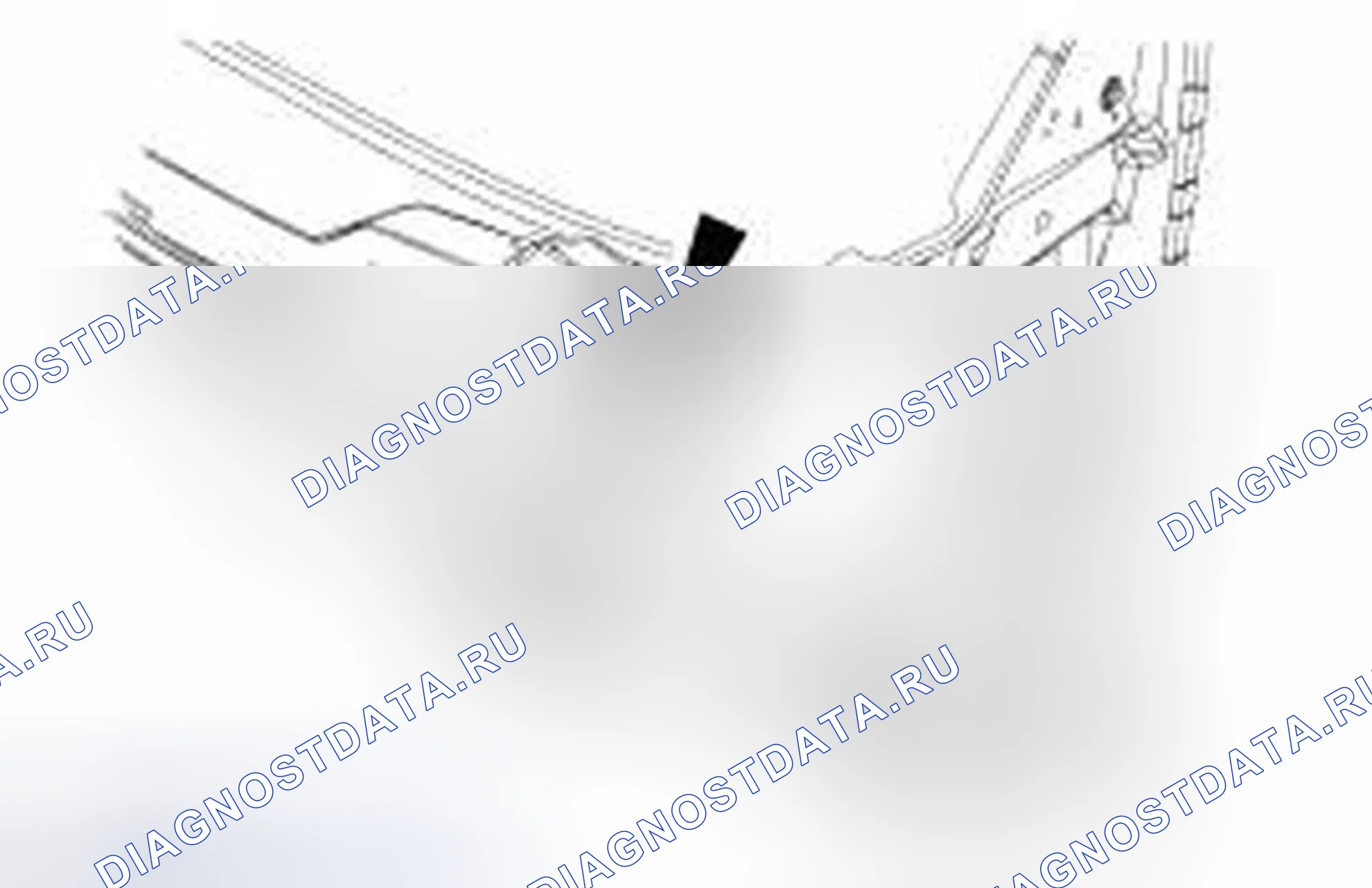
Схема №14
ПримечаниеКлеящее вещество, наносимое на кромочный фланец рулевой рубки.
ПримечаниеЛевая сторона показана на иллюстрации, правая сторона симметрично противоположна.
Схема №15
Рекомендации по секционированию
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Клей для металлической коммутационной панели TA-3 | |
| Подготовка поверхности металла для мотоциклов ZC-31-A | |
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A | |
| Герметизатор шва TA-2 |
МАТЕРИАЛ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Запрещается выполнять ремонт бокового сечения кузова в местах лазерных сварных швов. Заводская лазерная сварка не может быть продублирована с помощью обычного сварочного оборудования, и структурная целостность может быть поставлена под угрозу. Несоблюдение этой инструкции может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
| Предупреждение | Запрещается обрезать или зачищать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в статье " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и статье " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. (ref-292555)(ref-292554) |
|---|
| Предупреждение | Запрещается производить ремонт бокового сечения кузова в местах крепления дверной петли или ударника. Сварка в пределах 50 мм (1,96 дюйма) от мест расположения дверных петель или бойков может нарушить структурную целостность во время столкновения. Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных тепловому воздействию.
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой металлическим инертным газом (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеПри необходимости выполнения сварки руководствуйтесь указаниями раздела " СВАРКА ". (ref-292531-S41707723362008080400000)
- При выполнении процедур секционирования боковых панелей кузова или участков стоек должны соблюдаться правильные размеры транспортного средства. Для получения дополнительной информации см. раздел " КУЗОВ ". (ref-292531-S23060333802008080400000)
- Новая конструкция передней и задней дверей включает прецизионную кромку наружной панели вдоль дверной рамы, которая имеет форму крюка. При повреждении в результате столкновения вся дверная обшивка должна быть заменена.
- Защита от коррозии должна быть восстановлена всякий раз, когда необходимо зашкурить или отшлифовать окрашенные поверхности или E-покрытие, или когда проводится ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
- При необходимости повреждать транспортное средство и высверливать точечные сварные швы из поврежденного участка. Используя воздушное долото или возвратно-поступательную пилу, отрежьте часть панели, подлежащую замене.
- По возможности создайте элемент подкладки, используя часть старой панели. Это создаст более прочное соединение.
- При сварке перекрывающихся поверхностей или подложек, нанесите антикоррозионный материал между поверхностями перед сваркой. После того, как поверхности были сварены, нанесите антикоррозионный материал на наружные поверхности или подложки. Убедитесь, что горизонтальные соединения и фланцы правильно уплотнены герметиком для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные соединения и коррозия, как правило, происходит более быстро в этих областях. Металлические поверхности должны быть чистыми и сухими, прежде чем наносить герметик.
- Выполните процедуры повторной отделки в соответствии с инструкциями производителя краски.
Восстановление антикоррозионной защиты после ремонта
СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ Название инструмента Номер инструмента Ингибитор ржавчины Установочный комплект 286-00002 Пистолет-распылитель для нанесения грунтовки 286-00001
Схема №16
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла для мотоциклов ZC-31-A | |
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Система Quart для нанесения грунтовочного покрытия класса Premium PM-25-B | |
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A | |
| Квартовый PM-24-B ингибитора ржавчины для автотранспортных средств |
МАТЕРИАЛ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСверление отверстий для доступа в кузовных панелях не рекомендуется. Сверление отверстий нарушит первоначальную лакокрасочную отделку и будет способствовать коррозии.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИнгибитор ржавчины является продуктом на основе воска и должен быть тщательно перемешан перед нанесением на автомобиль. Храните продукт при температуре выше 20°C, чтобы избежать загустевания материала. Если продукт был оставлен в холодной среде, поместите емкость в горячую воду на 5-10 минут. Не допускайте попадания воды на колпачок емкости. Перед применением энергично перемешать или встряхнуть.
- На поверхностях не должно быть масла, грязи и других посторонних материалов. Процесс проводите в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Ингибитор ржавчины следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Уставка давления воздуха для пистолета-аппликатора составляет 448-517 кПа (65-75 фунт/кв. дюйм). Используйте длинную палочку при опрыскивании закрытых зон. Распылительная насадка обеспечивает 360-градусную картину распыления. Вставьте палочку как можно дальше в отверстие для доступа, нажмите на курок и подождите 2-3 секунды и медленно вытяните палочку из отверстия для доступа. Короткий, крючкообразный жезл распыляется в одном направлении и должен быть повернут для обеспечения полного охвата. Нанесите материал в светлых туманообразных покрытиях. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
- Нанесите ингибитор ржавчины, как показано на иллюстрации, на внутреннюю поверхность дверной коробки на всех внутренних металлических поверхностях, используя наиболее подходящую палочку аппликатора. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- Нанесите ингибитор коррозии на закрытую канальную часть фланцевых участков точечной сварки с помощью короткого крючкообразного переходника. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- Нанесите ингибитор коррозии на закрытую канальную часть фланцевых участков точечной сварки с помощью короткого крючкообразного переходника. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
Грунтовка кузова и рамы
- Протрите участок проволочной щеткой и убедитесь, что на поверхностях нет масла, грязи и других посторонних материалов. Процесс нанесения грунтовки осуществляют в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Флакон крепится непосредственно к раздаточному пистолету. Грунтовку следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Давление воздуха для пистолета-аппликатора составляет 552-621 кПа (80-90 фунт/кв. дюйм). Нанесите легкие аэрозольные покрытия, аппликаторные спреи в виде тумана. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
- Нанести грунтовочный материал на наружные открытые кромки после выполнения процесса сварки и повторной отделки.
- Нанесите ингибитор ржавчины на внутренние поверхности рельса после проведения сварочного процесса. Используйте длинную палочку и вставьте, насколько это возможно, нажмите спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью затуманена.
- На открытые поверхности после проведения сварочного процесса нанести грунтовочный материал. Убедитесь, что полностью покрыты любые голые металлические участки.
Повторная отделка - экологический ущерб
| Пункт | Характеристика |
|---|---|
| Нейтрализатор кислоты для автомобилей ZC-1-A | |
| Щелочной нейтрализатор для автомобилей ZC-2-A | |
| Мойка деталей мотоцикла ZC-3-A |
МАТЕРИАЛ
Оксид железа (рельсовая пыль) или кислотная очистка от дождя
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания.
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и, в тяжелых случаях, окрашивание внутри пятен воды.
- Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Подготовить нейтрализатор кислоты путем смешивания 8 частей воды с нейтрализатором 1 части в ведре.
- Работая быстро и начиная с верхней части автомобиля и работая в стороны, нанесите смесь нейтрализатора кислоты на весь автомобиль. Смочите носитель раствором и слегка перемешайте в течение 5-7 минут. Продолжайте движение вокруг автомобиля от 4 до 5 раз. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Сушите только горизонтальные поверхности автомобиля, не сушите стекло в это время.
- Налейте щелочной нейтрализатор в бутылку для сквирта и нанесите раствор на чистую промывочную митту.
- Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Готовят детальную промывку путем смешивания 29,5 мл (1 унция) с 3.78L воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
Отделка поверхности после обеззараживания
- Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
Исправление - производственный ущерб
| Пункт | Характеристика |
|---|---|
| Мойка деталей мотоцикла ZC-3-A |
МАТЕРИАЛ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВо избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее.
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
- Промойте место ремонта детальной промывкой или рН-нейтральным мылом и водой.
- Удалите всю отделку, эмблемы и оборудование из области, подлежащей ремонту.
- Песок или среда взрывают поврежденную поверхность, сохраняя зону ремонта как можно меньшей.
- Обработайте любую оголенную металлическую поверхность, чтобы предотвратить мгновенную коррозию, и при необходимости загрунтуйте и замкните песок перед повторной обработкой.
- Маскируйте соседние панели для защиты от распыления.
- При необходимости произведите точечный ремонт основного покрытия в соответствии с предписанными изготовителем красок процедурами.
- Следуя предписанной изготовителем краски процедуре, нанесите прозрачное покрытие на всю панель.
Сварное соединение
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Подготовка поверхности металла для мотоциклов ZC-31-A | |
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Квартовый PM-24-B ингибитора ржавчины для автотранспортных средств | |
| Герметизатор шва TA-2 |
МАТЕРИАЛ
Сварное соединение - метод контактной точечной сварки под давлением (STRW)
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford. Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии. Возврат автомобиля в предаварийное состояние может быть обеспечен только в том случае, если ремонтные процедуры выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов. Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварное соединение - это метод, используемый для соединения металлов с использованием точечной сварки под давлением (STRW) или сварки металлическим инертным газом (MIG) и структурного клея. Шаги, перечисленные в данной процедуре, относятся к обоим видам сварки. STRW является предпочтительным способом. Сварку в среде инертного газа следует использовать только в тех случаях, когда к свариваемым участкам невозможно получить доступ с помощью машин типа STRW.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Зачистите сопрягаемую поверхность исходных фланцев не более чем на 25 мм (0,98 дюйма) в месте нанесения металлического связующего клея. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Следуйте предписанным производителем процедурам сварки и настройкам. Для получения дополнительной информации обратитесь к разделу " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ ". (ref-292531-S05593046632008080400000)
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Создайте тестовый образец. Приготовьте металл и клей, как описано. Нанести валик клея 6-9 мм (0,23-0,35 дюйма) и приварить образец. Поместите сваренный образец в тиски и проведите разрушающие испытания сварного шва путем отслаивания металлолома с помощью больших плоскогубцев замкового типа. Измерьте сварное соединение, чтобы убедиться, что оно соответствует требованиям к сварным соединениям Ford. Если сварное соединение не соответствует требуемому размеру, отрегулируйте настройки сварщика до тех пор, пока не будет достигнут правильный размер сварного соединения. При достижении правильного размера сварной точки сервисная деталь может быть соединена сваркой. ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ Толщина металла (мм) Размер сварных соединений 0,7 + 0,7 4,3 мм (0,16 дюйма) 0,7 + 0,7 + 0,7 4,3 мм (0,16 дюйма) 0,9 + 0,9 4,7 мм (0,18 дюйма) 0,9 + 0,9 + 0,9 4,7 мм (0,18 дюйма) 1,0 + 1,0 5,2 мм (0,2 дюйма) 1,0 + 1,0 + 1,0 5,2 мм (0,2 дюйма) 2,0 + 2,0 7,1 мм (0,27 дюйма) 2,0 + 2,0 + 2,0 7,1 мм (0,27 дюйма) 3,0 + 3,0 8,7 мм (0,34 дюйма) 3,0 + 3,0 + 3,0 8,7 мм (0,34 дюйма) 3,0 + 0,7 4,3 мм (0,16 дюйма) 0,7 + 3,0 + 1,0 5,2 мм (0,2 дюйма) 2,0 + 2,0 + 0,7 4,3 мм (0,16 дюйма) 0,9 + 0,9 + 2,0 4,7 мм (0,18 дюйма) 2,0 + 0,9 + 1,0 5,2 мм (0,2 дюйма) 1,0 + 3,0 + 1,0 5,2 мм (0,2 дюйма) 3,0 + 1,0 + 2,0 7,1 мм (0,27 дюйма) 0,9 + 0,7 + 0,9 4,3 мм (0,16 дюйма)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6-9 мм (0,23-0,35 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости произведите антикоррозионную обработку места ремонта в соответствии с разделом " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
Сварное соединение - метод сварки металлическим инертным газом (MIG)
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСварка металлическим инертным газом (MIG) может быть заменена точечной сваркой под давлением (STRW). Он может использоваться только для сварки участков, недоступных для оборудования STRW. Однако при доступности предпочтительным способом является STRW.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сварка дверных обшивок не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Повторите процедуру с шага 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок. Используя исходную панель в качестве привязки, просверлите или пробейте отверстия диаметром 8 мм (0,31 дюйма) точно в таком же количестве, как и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварки, зачистите непосредственный периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки; это сведет коррозию к минимуму.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,98 дюйма) на места сварного шва пробки для предотвращения загрязнения от клея.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Нанести на подготовленную поверхность фланца транспортного средства валик клея толщиной 6-9 мм (0,23-0,35 дюйма). Снимите ленту с мест сварки пробок.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости произведите антикоррозионную обработку места ремонта в соответствии с разделом " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-292531-S40939069302008080400000)
Пластика Refishing - Внешний
| Пункт | Характеристика |
|---|---|
| Промотор адгезии к транспортным средствам PM-19A316-AA |
МАТЕРИАЛ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- Первым шагом к любой процедуре ремонта или повторной отделки является идентификация типа пластика. Это термореактивный или термопластичный, зернистый или гладкий? Это определит, как его следует очистить и подготовить для повторной отделки. Для получения дополнительной информации см. " ИДЕНТИФИКАЦИЯ ПЛАСТИКА ". Важно, чтобы использовался правильный очиститель, в зависимости от того, какая система покраски используется, на основе растворителя или на водной основе. Очистите деталь теплой водой / мягким моющим средством и серой подушкой, а затем с помощью пластикового очистителя удалите воск, силикон и другие загрязнения. (ref-292531-S07774634032008080400000)
- Для новых деталей может потребоваться обжиг в распылительной камере или нагревание с помощью нагревательных ламп, чтобы высвободить захваченные растворители или антиадгезивы, используемые в процессе производства.
- После очистки слегка посыпьте песком 600-зернистую или более мелкую наждачную бумагу. Очистите остатки шлифовки пластиковым очистителем и протрите чисто.
- Для предотвращения сморщивания и подъема верхнего покрытия перед выполнением процедуры повторной отделки может потребоваться герметик.
- Гибкие и неэластичные компоненты должны подвергаться повторной отделке отдельно, так как гибкая добавка обычно добавляется в лакокрасочный материал при повторной отделке гибких пластиков.
- Рекомендуется выполнять процесс повторной отделки с компонентом, установленным на транспортном средстве, для контроля цвета и смешивания соседних панелей.
- Нанести промотор адгезии. Для достижения наилучших результатов используйте только в том случае, если температура продукта и поверхности составляет от 15°C до 33°C. В случаях высокой влажности нанесите активатор адгезии в распылительной кабине или контролируемом климате. Для создания движения воздуха с целью ускорения процесса отверждения промотора адгезии можно использовать фены или вентиляторы. Энергично встряхивать можно в течение одной полной минуты перед применением и повторять в течение 10 секунд после каждой полной минуты применения. Испытайте спрей на скрытой области перед продолжением.
- Держите банку на расстоянии от 150 мм (5,9 дюйма) до 254 мм (10 дюймов) от поверхности и распыляйте полное влажное покрытие с устойчивым движением назад и вперед. Убедитесь, что все участки поверхности покрыты. Наблюдают равномерный блеск/покрытие по поверхности, пока промотор адгезии еще влажный.
- Дать активатору адгезии высохнуть 2-3 минуты и снова нанести второе влажное покрытие. Дать высохнуть 2-3 минуты.
- Продолжайте процесс повторной отделки и следуйте процедурам системы покраски, одобренным Ford. Шаги могут различаться у разных производителей красок.
Пластика Refishing - Интерьер
| Пункт | Характеристика |
|---|---|
| Краска для распыления внутри помещений PM-19M547-xxxxH | |
| Промотор адгезии к транспортным средствам PM-19A316-AA |
МАТЕРИАЛ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- Первым шагом к любой процедуре ремонта или повторной отделки является идентификация типа пластика. Это термореактивный или термопластичный, зернистый или гладкий? Это определит, как его следует очистить и подготовить к повторной отделке. Для получения дополнительной информации см. " ИДЕНТИФИКАЦИЯ ПЛАСТИКА ". Очистите деталь теплой водой / мягким моющим средством и серой подушкой, а затем пластиковым очистителем для удаления воска, силикона и других загрязнений. (ref-292531-S07774634032008080400000)
- Используйте краску для внутренней отделки только тогда, когда температура продукта и поверхности составляет от 15 ° C до 33 ° C (от 16°C до 33°C). Помутнение может происходить в условиях высокой влажности. Чтобы облегчить это, нанесите краску в распылительной камере или контролируемом климате. Для создания движения воздуха с целью ускорения процесса отверждения краски можно использовать фены или вентиляторы. Перед использованием можно энергично встряхивать в течение 2 полных минут. Нанесите на небольшую незаметную область, чтобы проверить соответствие цвета.
- Держите банку вертикально на расстоянии 305 мм (12 дюймов) от окрашиваемой поверхности. Наносить в легком тумане пальто, используя ровные штрихи из стороны в сторону. Прекратить распыление в конце тактов.
- Нанесите 2-3 слоя тумана, оставляя примерно 10 минут между слоями. Тяжелые покрытия будут приводить к образованию пятен и прогибов и могут захватывать растворители, что приводит к неправильному отверждению.
Промотор адгезии
ПримечаниеПравильная подготовка поверхности должна быть проведена до нанесения какого-либо промотора адгезии или лакокрасочного продукта. Тщательно очистить поверхность, подлежащую покрытию. Удалите любую смазку, грязь, лак, влагу или посторонние материалы с помощью пластикового воска и средства для удаления смазки, протерев в одном направлении. Чтобы убедиться в правильной адгезии, крайне важно перед нанесением удалить весь силикон, кондиционеры и существующую краску. При нанесении материалов для повторной отделки на компоненты автомобиля, замаскируйте соседние области для защиты от распыления.
- Для достижения наилучших результатов используйте только в том случае, если температура продукта и поверхности составляет от 15 ° C до 33 ° C (от 16°C до 33°C). В случаях высокой влажности нанесите активатор адгезии в распылительной кабине или контролируемом климате. Для создания движения воздуха с целью ускорения процесса отверждения промотора адгезии можно использовать фены или вентиляторы.
- Энергично встряхивать можно в течение одной полной минуты перед применением и повторять в течение 10 секунд после каждой полной минуты применения. Испытайте спрей на скрытой области перед продолжением.
- Держите банку на расстоянии от 150 мм (5,9 дюйма) до 254 мм (10 дюймов) от поверхности и распыляйте полное влажное покрытие с устойчивым движением назад и вперед. Убедитесь, что все участки поверхности покрыты. Наблюдают равномерный блеск/покрытие по поверхности, пока промотор адгезии еще влажный.
- Дать активатору адгезии высохнуть 2-3 минуты и снова нанести второе влажное покрытие. Дать высохнуть 2-3 минуты.
- Нанесите цветное покрытие как можно скорее после высыхания второго слоя промотора адгезии, в течение 10 минут, если это возможно.
Как отремонтировать пластмассы
| Пункт | Характеристика |
|---|---|
| Промотор адгезии к транспортным средствам PM-19A316-AA | |
| Клей для склеивания пластмасс TA-9 |
МАТЕРИАЛ
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- Выберите правильный метод ремонта, определив тип ремонтируемого пластика. Для получения дополнительной информации обратитесь к разделу " ИДЕНТИФИКАЦИЯ ПЛАСТИКА ", чтобы определить тип ремонтируемого пластика. (ref-292531-S07774634032008080400000)
- Определите, нужен ли кусок арматуры в качестве подкладки при большом ремонте. Изготовьте кусок арматуры из лома того типа пластика, который ремонтируется, и следуйте указаниям изготовителя на этикетке для типа используемой системы. При ремонте листового формованного композита (SMC) армирующий элемент может быть изготовлен с использованием нескольких слоев стеклоткани, пропитанной смолой или структурным клеем. Переплетение ткани или сетки должно быть достаточно рыхлым, чтобы позволить смоле тщательно проникать. Армирование должно охватывать всю площадь повреждения и выходить наружу за область повреждения или стыка.
Как отремонтировать панели из листового формованного композита (SMC)
ПримечаниеСледующий порядок применяется при ремонте структурных трещин и больших борозд. Если повреждение является косметическим, использование армирующей ткани может не потребоваться.
- Панели, подлежащие ремонту, должны быть сухими и находиться при комнатной температуре от 18°C до 24°C до проведения ремонта. Обе стороны панели перед шлифовкой или шлифованием должны быть тщательно очищены.
- Закройте разрыв в SMC (спереди и сзади) маскирующей лентой. Это защищает поврежденный участок от поглощения очистителем препарата и исключает затекание очистителя через волокна в КдПМ.
- Удалите все воски, силиконы, грязь и дорожные масла с участка, окружающего обе стороны поврежденного участка, с помощью пластикового воска и средства для удаления жира. Удалите ленту и отшлифуйте заднюю часть ремонтной зоны с помощью угловой шлифовальной машины, шлифовального станка двойного действия (D/A) или вручную с помощью наждачной бумаги с зернистостью 80. Удалите всю пыль с помощью вакуума и липкой ткани.
- Создайте упрочняющую накладку, используя кусок лома SMC, который хорошо соответствует задней части поврежденного участка, или сформируйте накладку из стеклоткани. Обрежьте участок ткани, достаточно большой, чтобы покрыть зону ремонта, плюс 25,4 мм (1 дюйм) вокруг зоны ремонта. Отрежьте участок подложки из пластиковой пленки приблизительно на 25,4 мм (1 дюйм) больше, чем ткань. Уложите пластик на гладкую, ровную поверхность, где он будет использоваться для создания пирамидальной накладки.
- Следуйте инструкциям производителя и нанесите пластиковый ремонтный клей на подложку из пластиковой пленки и смажьте пластиковым распределителем до рекомендуемой толщины. Поместите предварительно нарезанную стеклоткань на пластиковую пленку с клеевым покрытием. Покройте тряпку слоем ремонтного клея и расправьте до рекомендуемой толщины.
- Нанесите подготовленный пластырь на обратную сторону панели и сожмите. Следуйте инструкциям производителя для отверждения клея. Снимите пластиковую пленку после отверждения клея и песок по мере необходимости для удаления шероховатостей.
- Удалите маскирующую ленту с передней стороны поврежденного участка и зачистите до опорной накладки. Используйте угловую шлифовальную машину с 30-40-зернистым колесом. Сделайте постепенное сужение в области, это предотвратит бычьи глаза или чтение в готовом ремонте. Зона, подготовленная песком с помощью шлифовального станка D/A или ручным песком с помощью наждачной бумаги с зернистостью 80.
- Постройте пирамидальную заплату, используя стеклоткань или эквивалент и пластичный ремонтный клей. Следуя инструкциям производителя, нанесите заплатку на поврежденный участок.
- Участок грубой зачистки для удаления излишков клея. Зона ремонта песка наждачной бумагой с зернистостью 80, не забывая вырезать немного ниже готовой поверхности SMC. Это позволит получить финишное покрытие из пластикового материала для ремонта кузова.
- Нанести отделочное покрытие из пластичного ремонтного присадочного материала в соответствии с указаниями производителя.
- Отделочный песок, грунтовка и верхнее покрытие с использованием систем покраски, одобренных Ford.
Термопластичные соединения
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- Тщательно очистите поврежденный участок с помощью воска и средства для удаления жира, разработанного для использования с пластмассами.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Для мелкого ремонта на поврежденный участок можно нанести пластиковый клеевой наполнитель. Следуйте инструкциям производителя и постройте слои, чтобы сформировать толщину над поврежденным участком. Это позволит отшлифовать участок гладким.
- Для ремонта больших отверстий или трещин отмерьте и отрежьте кусок стеклоткани или эквивалент 25,4 мм (1 дюйм) больше, чем трещина или отверстие. Нанесите пластиковый ремонтный клей на поврежденный участок и сразу же нанесите стеклоткань в пластиковый клей для усиления. Нанесите дополнительный пластичный ремонтный клей для прочности и формы по мере необходимости.
- Контур и форма ремонта по мере необходимости с помощью шлифовального станка D/A. Избегайте шлифовки во время ремонта.
- Отделка участка и выполнение всех необходимых покрасочных работ с использованием систем покраски, одобренных Ford.
Восстановление вкладки - Бампер
- Снимите поврежденный бампер, дополнительную информацию см. в статье " БАМПЕРЫ ". (ref-292550)
- Очистите сломанную лапку (и) с помощью пластикового воска и средства для удаления жира.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Отмерьте и отрежьте кусок стеклоткани или ее эквивалент, достаточно большой, чтобы сформировать переднюю часть язычка, затем отогните назад в форме клина примерно на 51 мм (2 дюйма) от исходного язычка.
- Подготовьте заплату из ремонтной клеевой ткани в соответствии с инструкциями производителя и нанесите на пораженный участок. Немедленно расположите пластырь из пластикового ремонтного материала, чтобы сформировать форму язычка.
- Обеспечьте соответствующее время отверждения и форму ремонтного язычка с помощью шлифовального станка с малым углом. Используйте крайнюю осторожность, чтобы не песок через внешнюю поверхность.
- Выполните все необходимые операции по ремонту лакокрасочного покрытия бампера с использованием систем покраски, одобренных Ford.
- Соберите и установите на место крышку бампера, дополнительную информацию см. в статье " БАМПЕРЫ ". (ref-292550)
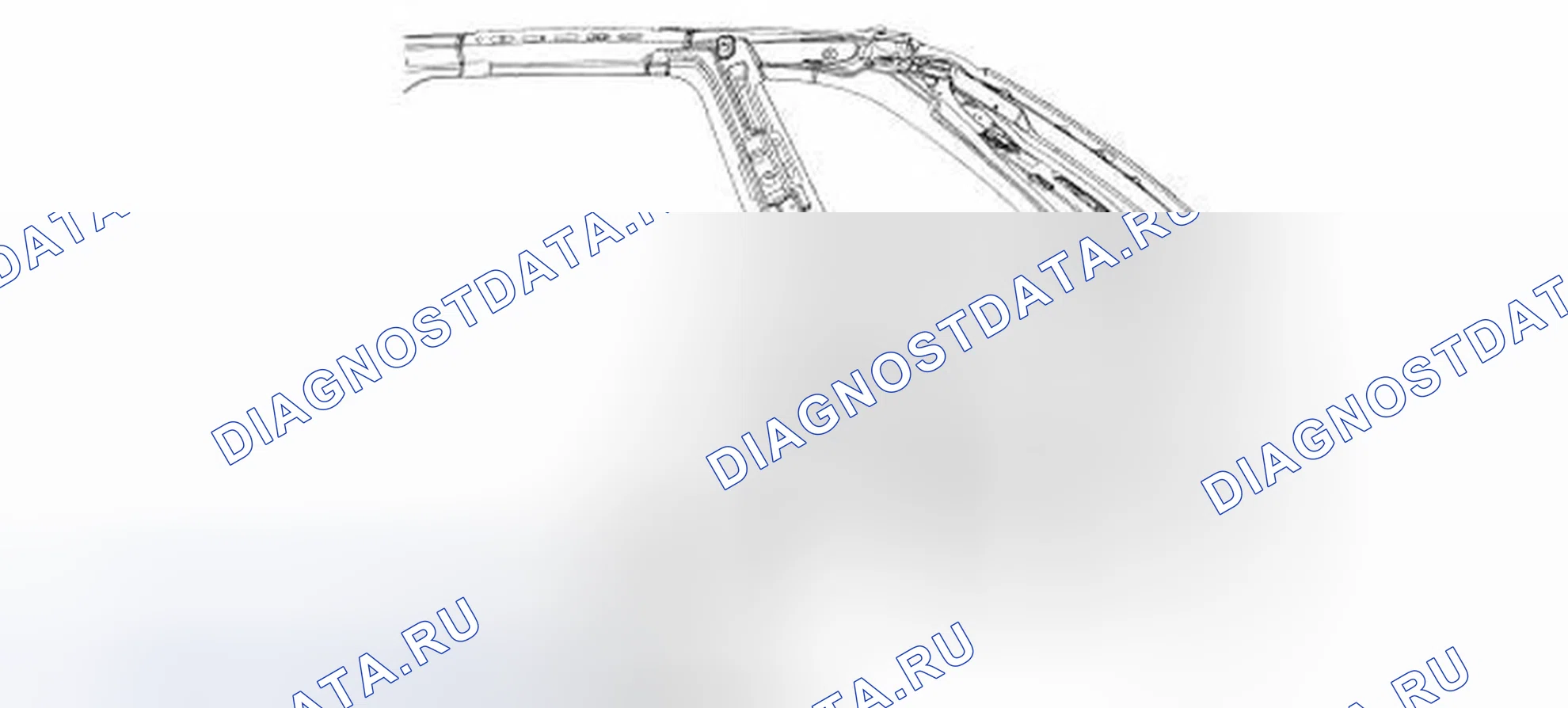
Внутренние усиливающие панели кузова
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Клей для металлической коммутационной панели TA-3 | |
| Грунтовка класса «Премиум» для автомобилей PM-25-A | |
| Аэрозоль ингибитора ржавчины для автомобилей PM-24-A | |
| Подготовка поверхности металла для мотоциклов ZC-31-A | |
| Герметизатор шва TA-2 |
МАТЕРИАЛ
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой металлическим инертным газом (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
Схема №17
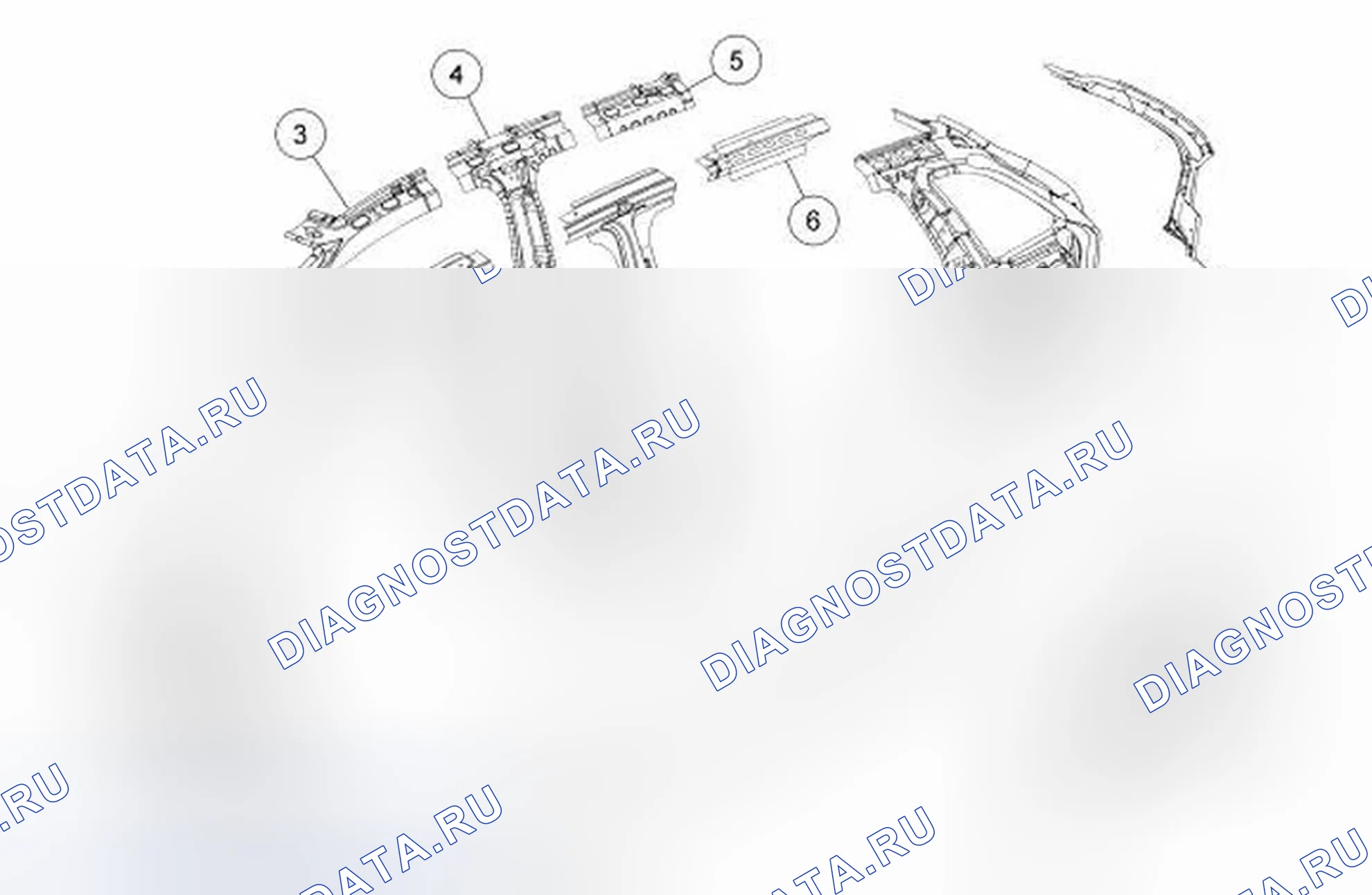
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 02521 лев. / 02520 прав. | Усиление передней стойки кузова - высокопрочная сталь |
| 2 | 513A31 лев./ 513A30 прав. | Армирование А-колонны - двухфазная сталь |
| 3 | 02509 LH/02508 RH | Внутренняя арматура А-колонны - высокопрочная сталь |
| 4 | 24359 лев. / 24358 прав. | B-образная внутренняя арматура колонны - высокопрочная сталь |
| 5 | 27831 лев. / 27830 прав. | Армирование рельсов крыши - высокопрочная сталь |
| 6 | 513K31 лев. / 513K30 прав. | Усиление рельсов задней крыши - высокопрочная сталь |
| 7 | 27865 лев. / 27864 прав. | Внутренняя панель со стороны тела - высокопрочная и мягкая сталь |
| 8 | 45101 лев. / 45100 прав. | Желоб дверь багажника в сборе - высокопрочная сталь |
| 9 | 27835 лев. / 27834 прав. | Рулевая рубка в сборе - мягкая сталь |
| 10 | 24383 ЛЕВ./24382 ПРАВ. | Внешняя арматура стойки В - двухфазная сталь |
| 11 | 101E23 лев. / 101E22 прав. | Армирование панели коромысла - высокопрочная сталь |
Схема №18
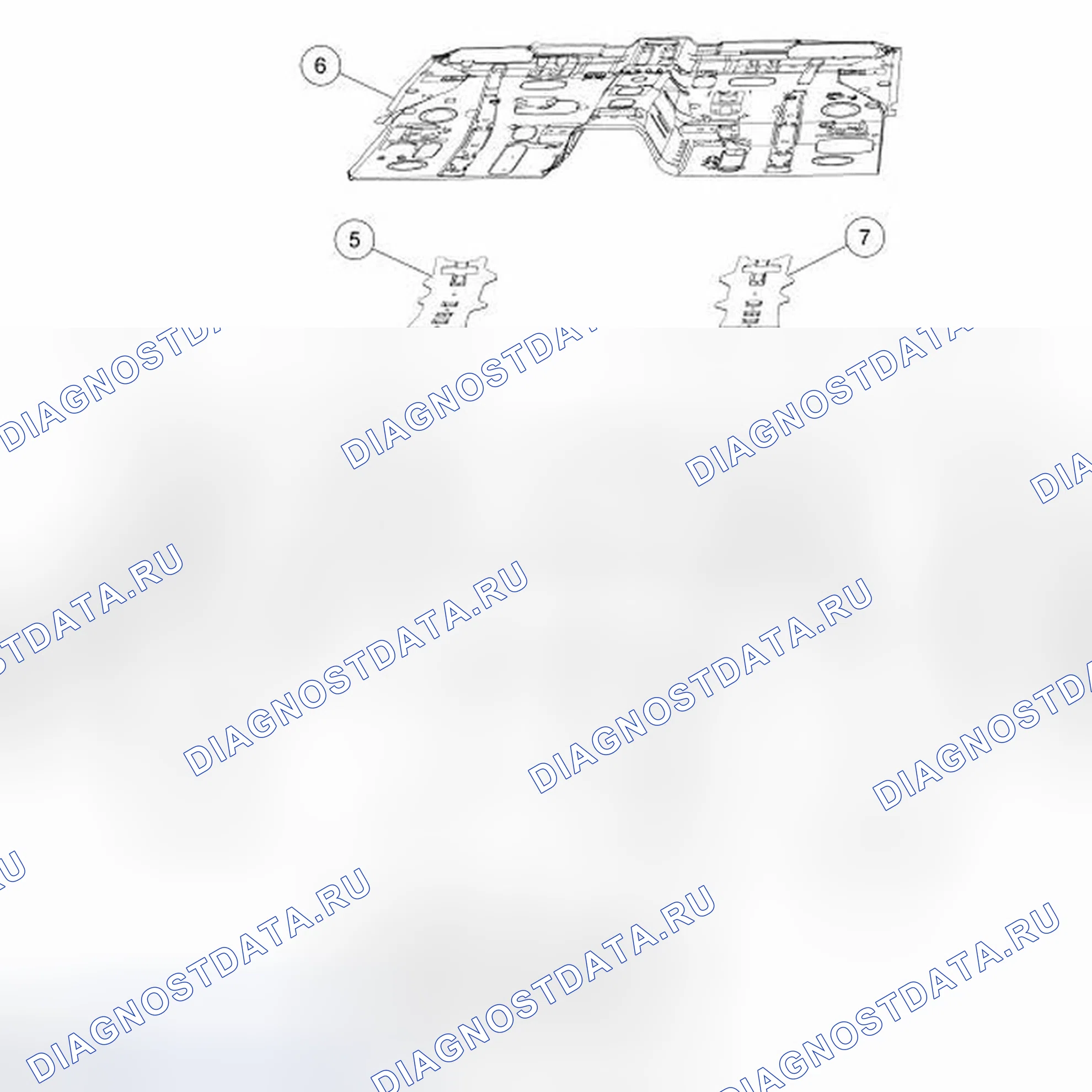
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | Арматура (часть нижней части кузова в сборе 11000) | |
| 2 | Арматура (часть нижней части кузова в сборе 11000) | |
| 3 | 10110 | Узел боковины (Rh) - двухфазная сталь |
| 4 | Рамный рельс (часть днища кузова в сборе 11000) - двухфазная сталь | |
| 5 | Арматура (часть нижней части кузова в сборе 11000) | |
| 6 | 11140 | Узел поддона пола - мягкая сталь |
| 7 | Арматура (часть нижней части кузова в сборе 11000) | |
| 8 | 10696 | Траверса - высокопрочная сталь |
| 9 | Рамный рельс (часть днища кузова в сборе 11000) - двухфазная сталь | |
| 10 | 10111 | Боковина в сборе (левая) - двухфазная сталь |
| 11 | Арматура (часть нижней части кузова в сборе 11000) | |
| 12 | Арматура (часть нижней части кузова в сборе 11000) | |
| 13 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 14 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 15 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 16 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 17 | Арматура (часть днищевого узла 11140) - высокопрочная сталь | |
| 18 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 19 | Арматура (часть днищевого узла 11000) - высокопрочная сталь | |
| 20 | 10684 | Поперечина - мягкая сталь |
Схема №19
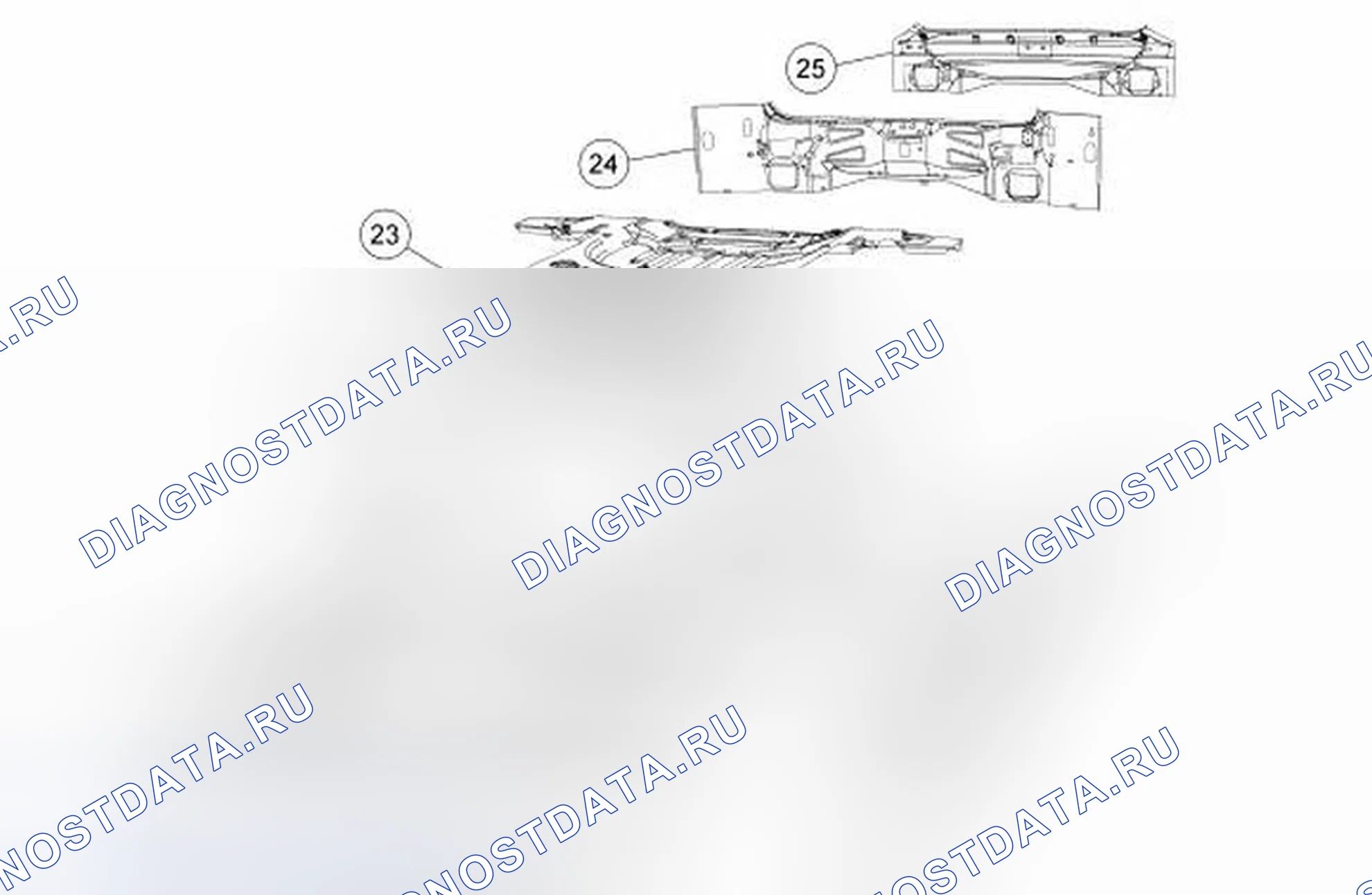
| Пункт | Номер детали | Описание |
|---|---|---|
| 21 | Задний лонжерон днища кузова - высокопрочная и двухфазная сталь | |
| 22 | 17C38 | Арматура (часть узла поддона пола 11215) - высокопрочная сталь |
| 23 | 11215 | Центральный и задний пол в сборе - мягкая сталь |
| 24 | Панель (часть панели в сборе 11323) - мягкая сталь | |
| 25 | Панель (часть панели в сборе 11323) - мягкая сталь | |
| 26 | 10928 | Панель - мягкая сталь |
| 27 | Задний лонжерон днища кузова - высокопрочная и двухфазная сталь | |
| 28 | 101C16 | Поперечина - мягкая сталь |
| 29 | 10716 | Траверса - высокопрочная сталь |
| 30 | Армирование (часть 10716) | |
| 31 | Армирование (часть 10716) | |
| 32 | Армирование (часть 10716) | |
| 33 | Армирование (часть 10716) |
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями защитного фонаря, перед выполнением любого секционного ремонта вблизи линии крыши или участков панели паруса транспортного средства снимите модуль защитного фонаря и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению защитного фонаря. См. статью " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или водителя или пассажиров транспортного средства. (ref-292554) |
|---|
| Предупреждение | Запрещается обрезать или зачищать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в статье " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и статье " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. (ref-292555)(ref-292554) |
|---|
| Предупреждение | Запрещается выполнять ремонт бокового сечения кузова в местах лазерных сварных швов. Заводская лазерная сварка не может быть продублирована с помощью обычного сварочного оборудования, и структурная целостность может быть поставлена под угрозу. Несоблюдение этой инструкции может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
| Предупреждение | Запрещается производить ремонт бокового сечения кузова в местах крепления дверной петли или ударника. Сварка в пределах 50 мм (1,96 дюйма) от мест расположения дверных петель или бойков может нарушить структурную целостность во время столкновения. Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
- Извлеките листовой металл из внешнего корпуса из поврежденной области перед выполнением замены усиливающей панели. Для получения дополнительной информации см. " РЕКОМЕНДАЦИИ ПО СЕКЦИОНИРОВАНИЮ ". (ref-292531-S16073301242008080400000)
- При сварке перекрывающихся поверхностей или подложек перед сваркой нанесите между ними антикоррозионный материал. После того, как поверхности были сварены, нанесите антикоррозионный материал на наружные поверхности или подложки. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". Убедитесь, что горизонтальные соединения и фланцы правильно уплотнены герметиком для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные соединения и коррозия, как правило, происходит более быстро в этих областях. Металлические поверхности должны быть чистыми и сухими перед нанесением герметика. (ref-292531-S40939069302008080400000)
- Выполните процедуры повторной отделки в соответствии с указаниями изготовителя.