Расположение клапанов
- Левая сторона - впускной и струйный клапаны.
- Правая сторона - выпускные клапаны.
ПримечаниеРегуляторы Auto-Lash применяются на выпускных и впускных клапанах. Регулировка НЭ на этих клапанах не требуется. Струйные клапаны ДОЛЖНЫ быть отрегулированы. Перед регулировкой клапанов убедитесь, что болты головки затянуты надлежащим образом.
Двигатель
ПримечаниеСнять двигатель и трансмиссию в сборе.
- Левая сторона - впускной и струйный клапаны.
- Правая сторона - выпускные клапаны.
- После снятия распределительного вала и коромысла в сборе сжать пружину клапана и снять фиксаторы фиксатора (хранители). Снимите все фиксаторы, пружины, седла пружин и клапаны, соблюдая надлежащий порядок для повторной сборки.
- Проверить длину и давление пружины обратного клапана. Стандартная прямоугольность пружины должна составлять 1 1/2 градуса или менее. Заменить пружину, если за пределами 2 градусов из квадрата.
Как обслужить направляющий клапан
- Проверить зазор между штоком клапана и направляющей, и, если зазор превышает эксплуатационные пределы, как указано в таблице, заменить направляющую клапана следующим компонентом большего размера. Направляющие доступны в различных увеличенных размерах. См. Таблицу " НАПРАВЛЯЮЩИЕ КЛАПАНА УВЕЛИЧЕННЫЕ РАЗМЕРЫ ". НАПРАВЛЯЮЩАЯ КЛАПАНА УВЕЛИЧЕННАЯ 13.5.50 Размер 13.55ZES Маркировка Направляющая Размер (мм) Отверстие головки цилиндра: Дюйм (мм) 5.05.5138-.5145 (13.07) 25.25.5216-.52.222 (13.25-13.25-13.25-13.25) (ref-48291-S13222591952001011500000)
- Нагрейте головку цилиндра примерно до 249°C и с помощью устройства для удаления/установки направляющих клапанов (MD998115) выдвиньте каждую направляющую к камере сгорания. После охлаждения головки до комнатной температуры расширяют направляющую расточку в головке цилиндров до заданного размера.
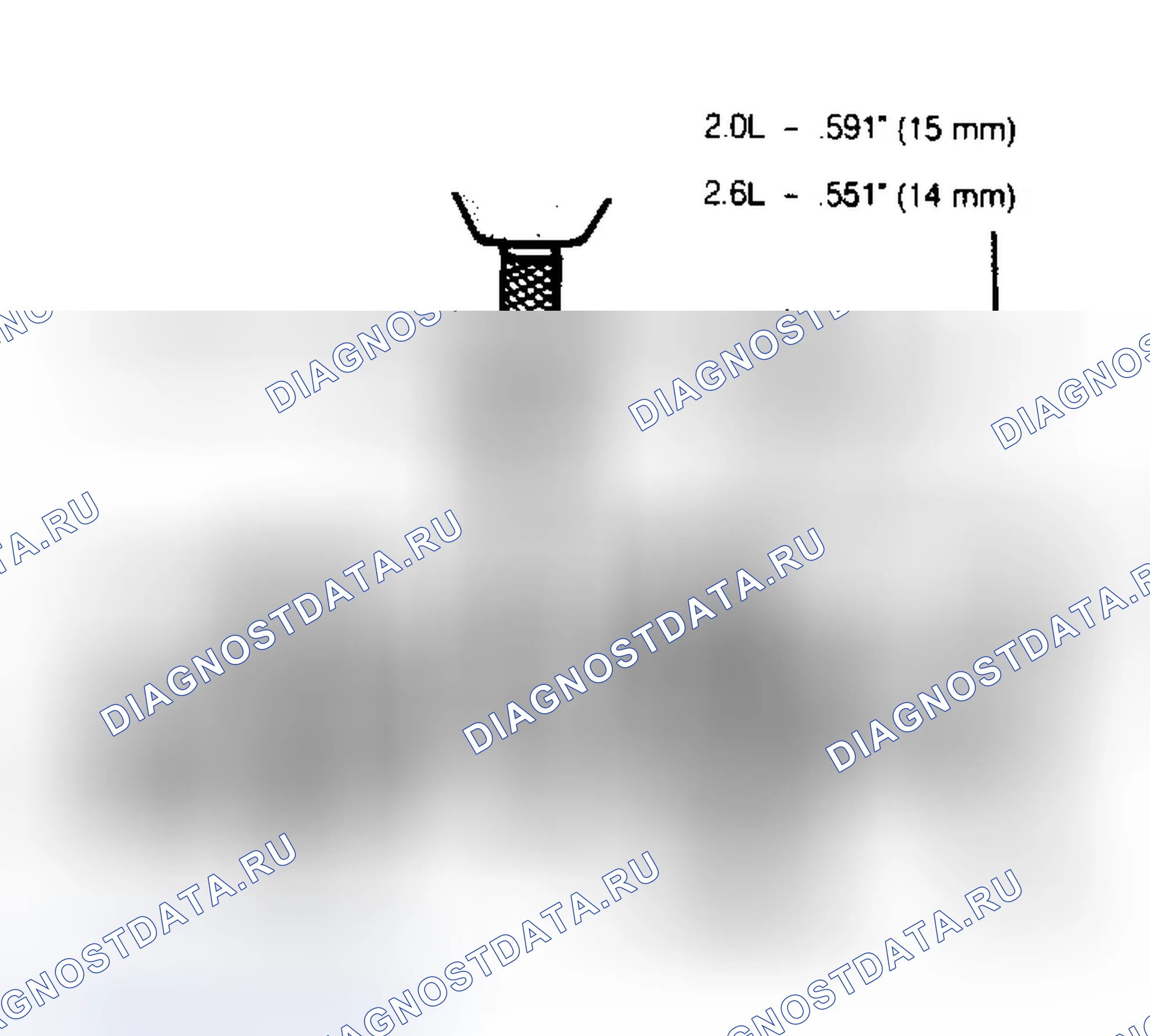
- Для установки новых направляющих подогрейте головку до той же температуры, быстро вставьте и заведите направляющие в головку. При правильной установке направляющая должна выступать над поверхностью головки на 551" (14 мм). (Схема №23) Проверить внутренний диаметр направляющей и произвести развертку при необходимости.
Направляющая клапана Установки и высота Головки цилиндра перед установкой должна быть нагрета. Схема №23
Масляные уплотнения штока клапана
После установки седла пружины клапана поместите уплотнение штока на направляющую. Используйте установщик уплотнения клапана (MD998377) и слегка постучите уплотнением по месту. ЗАПРЕЩАЕТСЯ повторно использовать старые уплотнения или скручивать уплотнения при установке.
Как обслужить седло клапана
- Проверить седло клапана на наличие повреждений или износа. При необходимости замените или доработайте седло. При доработке седла сначала проверьте направляющую клапана. При необходимости замените направляющую, затем проверьте седло на наличие необходимых исправлений. Восстановление седла клапана с помощью измельчителя или резака на заданную ширину контакта.
- После доработки клапан и седло следует притереть компаундом. Необходимо проверить раковину седла клапана (износ седла внутрь, допускающий слишком глубокое седло клапана в головке). Проверьте, измерив установленную высоту пружины между гнездом пружины и фиксатором, установив все компоненты пружины.
- Стандартный размер 1 590 «(40,4 мм) с дополнительным пределом износа 0 039»(1,0 мм). Замените седло клапана, если оно выходит за допустимые пределы. Чтобы снять седло клапана, разрежьте резаком. Отверстие гнезда машины в надлежащий размер для сменного гнезда. Нагрейте головку примерно до 250°C и нажмите на сиденье большего размера.
- Сменные сиденья имеют размеры 0 012 дюйма (0,30 мм) и 0 024 дюйма (0,60 мм) и маркированы соответственно «30» и «60». После установки, обработайте седло клапана согласно спецификации.
Струйные клапаны
Используя гнездо струйного клапана (MD998310), снимите струйные клапаны. Разобрать клапан с помощью пружинных плоскогубцев (MD998309), сжать пружину и снять фиксатор фиксатора. Проверьте головку и седло клапана на наличие повреждений и убедитесь, что струйный клапан плавно скользит в корпусе без люфта.
| Внимание | Убедитесь, что гнездо струйного клапана не наклонено относительно центра клапана. Если гнездо наклонено, шток может прогнуться и привести к неправильной работе клапана. ЗАПРЕЩАЕТСЯ пытаться отремонтировать узел струйного клапана. В случае неисправности замените струйный клапан в сборе. |
|---|
Схема №24

- Прогрейте двигатель до нормальной рабочей температуры. Провернуть коленчатый вал по часовой стрелке и расположить цилиндр № 1 в ВМТ такта сжатия. Убедитесь, что метки на шкиве коленчатого вала и звездочке распределительного вала правильно совмещены. (Схема №24)
- Отрегулировать зазор струйного клапана на цилиндрах № 1 и 2 до технических характеристик. См. таблицу " ЗАЗОР КЛАПАНА " в данной статье. Провернуть коленчатый вал на 360 градусов и повторить процедуру на остальных ведомых устройствах. (ref-48291-S37923922112001011500000)
| Внимание | ЗАПРЕЩАЕТСЯ сжимать пружину струйного клапана при регулировке зазора клапана. |
|---|
| Применение | Холодный вход. (мм) | Горячий вход. (мм) |
|---|---|---|
| Струйный клапан | .007 (.17) | .010 (.25) |
ЗАЗОР КЛАПАНА
Как установить поршни
- После проверки блока на наличие трещин, царапин или других отклонений измерьте отверстия на 3 уровнях для проверки искажения. Если деформация превышает 0 001 "(0,02 мм) от стандартного размера отверстия, необходимо переустановить блок и установить поршни большего размера. ПРИМЕЧАНИЕ: Поршни выпускаются в стандартном исполнении с размерами 0 010 «(0,25 мм), 0 020»(0,50 мм), 0 030 «(0,75 мм) и 0 040»(1,0 мм). Негабаритные поршни штампуют на головке для индикации негабаритного количества.
- Проверить наружный диаметр поршня измерением в точке 0 079 "(2 мм) от низа юбки и под углом 90 градусов к отверстию под палец. Определить величину переборки цилиндра, необходимую для соблюдения заданного зазора.
Поршневые пальцы
ПримечаниеИдентификационная метка на шатуне обращена в сторону передней части двигателя.
Проверить посадку пальца в расточке поршня без штока. При комнатной температуре штырь следует плавно вдавливать рукой. При сборке смажьте моторным маслом наружную сторону пальца и расточку поршневого пальца. Метки штока и поршня (указывающие на передний) расположите вверх. Совместить штифт с установщиком и запрессовать штифт в поршень и шток.
ПримечаниеДля посадки штифта на шток при нормальной температуре потребуется 1653-3858 фунтов (750-1750 кг) для продавливания поршня через шток.
ПримечаниеКомпрессионные кольца отличаются конструкцией скребковой кромки. В поперечном сечении кольцо № 1 имеет бочкообразную скребковую кромку, а кольцо № 2 - коническую кромку.
Поршневые кольца
- Измерить боковой и торцевой зазор поршневого кольца для всех поршней и при необходимости заменить кольца. При замене колец без расточки проверьте концевой зазор кольца в нижней части цилиндра, который менее изношен. При замене кольца обязательно используйте одно того же размера.
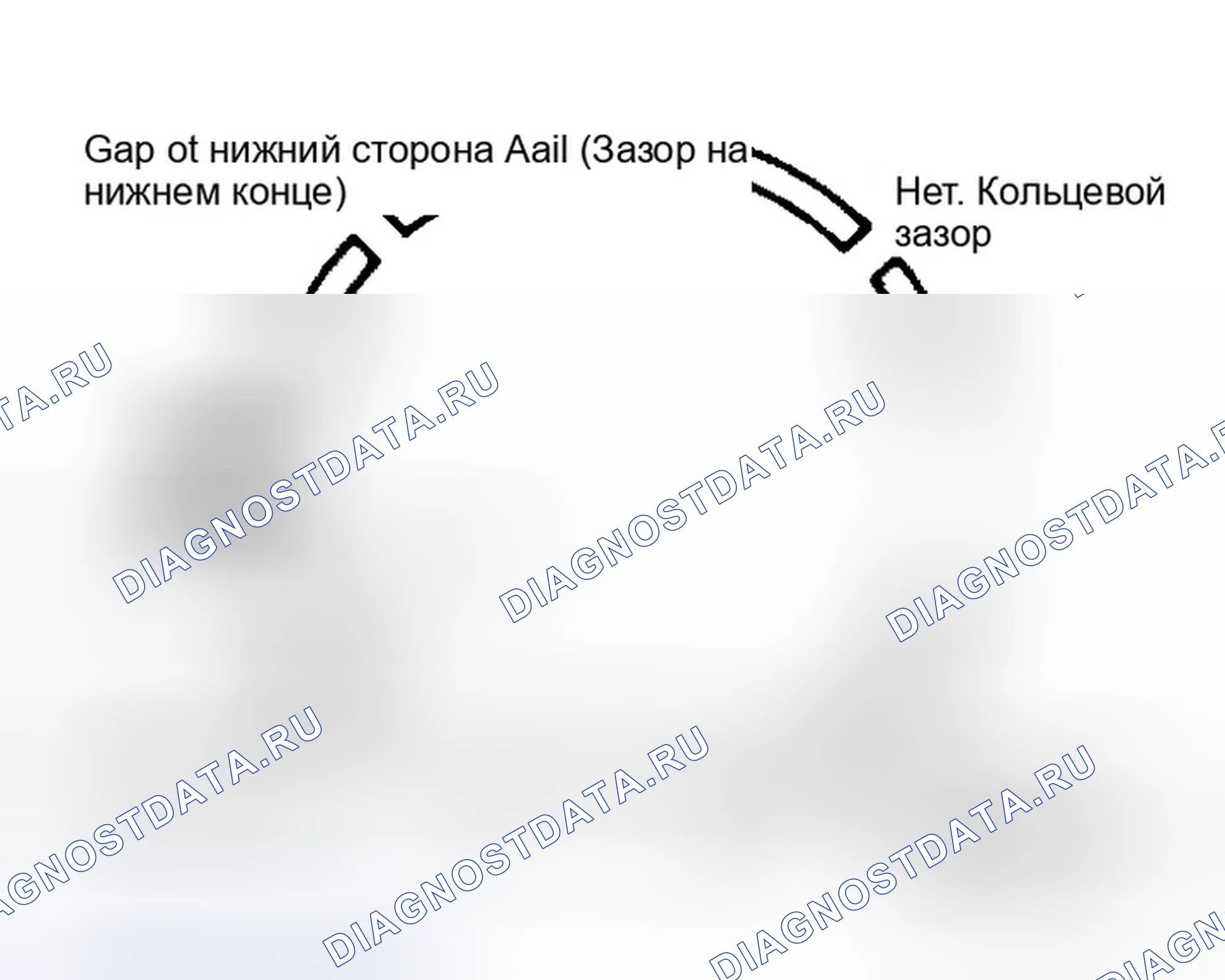
- Установите кольца на поршень с торцевыми зазорами в шахматном порядке с интервалом 120 градусов. Убедитесь, что кольцевой зазор не совпадает с упорной поверхностью отверстия под палец. Также убедитесь, что метки производителя обращены вверх при установке колец.
Положения зазоров поршневых колец Зазоров ступенчатых колец для минимизации потерь на сжатие. Схема №25
| Внимание | Установите сначала масляное кольцо без использования расширителя колец. Зазор расширителя следует устанавливать более чем на 45 градусов от зазоров боковых рельсов, а рельсы при установке должны плавно поворачиваться. |
|---|
| Размер кольца | Маркировка размера |
|---|---|
| Стандарт | Нет метки |
| 0 010 "(.25 мм) Негабаритный | 25 |
| 0 020 "(.50 мм) Негабаритный | 50 |
| 0 030 "(0,75 мм) | 75 |
| 0 040" (1,00 мм) Негабаритный | 100 |
РАЗМЕРЫ ПОРШНЕВЫХ КОЛЕЦ
Основные подшипники
- При снятом с автомобиля двигателе снимите масляный поддон и головку цилиндров. Снять поршневые и штоковые узлы, как описано ранее. Снять крышки подшипников коленчатого вала.
- Осмотрите каждый подшипник на предмет отслаивания, оплавления, заедания или неправильного контакта. Замените неисправные подшипники. Измерьте наружный диаметр шатунных шеек и коленчатого вала, чтобы определить, является ли он некруглым или коническим.
- Используйте метод Plastigage для проверки зазора подшипника. Если зазор превышает предельные значения, следует заменить подшипник или установить подшипник меньшего размера. Подшипники меньшего размера доступны с размерами более 0 010 "(0,25 мм), 0 020" (0,50 мм) и 0 030 "(0,75 мм).
ПримечаниеЗАПРЕЩАЕТСЯ проворачивать коленчатый вал с установленным Plastigage.
Система загрязнения маслом
Используется система смазки с принудительной подачей. Масляный насос представляет собой насос шестеренного типа, который приводится в действие от цепи уравновешивающего вала. Ведомая шестерня насоса приводит в движение вал противовеса.
Давление масла
| Применение | На холостом ходу psi (кг/см2) | Максимальное фунт/кв. дюйм (кг/см2) |
|---|---|---|
| Завоевание | 11 (.77) | 57 (4) |
| Налетчик | 7.1 (.5) | 78 (5.5) |
| Пикап Ram-50 | 7.1 (.5) | 57 (4) |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДАВЛЕНИЕ МАСЛА
Характеристики коренных и шатунных подшипников коленчатого вала
| Применение | В. (мм) | |
|---|---|---|
| Основные подшипники | ||
| Диаметр цапфы | 2.362 (60) | |
| Разрешение | .0008-.0020 (.02-.05) | |
| Упорный подшипник | № 3 | |
| Люфт конца коленчатого вала | .002-.007 (.05-.18) | |
| Шатунные подшипники | ||
| Диаметр цапфы | 2.087 (53) | |
| Разрешение | .0008-.0024 (.02-.06) | |
| Боковой люфт | .004-.010 (.10-.25) | |
ХАРАКТЕРИСТИКИ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА