Стандартная процедура - хонингование отверстия цилиндра
Перед хонингованием набейте много чистых цеховых полотенец под расточками и над коленчатым валом, чтобы абразивные материалы не попадали в область коленчатого вала.
Схема №84
- При тщательном использовании цилиндрический калибр Hone C-823, оснащенный 220 зернистыми камнями, является лучшим инструментом для этой работы. В дополнение к обезжириванию, это уменьшит конусность и некруглость, а также удалит легкие задиры, задиры и царапины. Обычно несколько ударов очистят отверстие и сохранят требуемые пределы. ВНИМАНИЕ: НЕ используйте жесткие хоны для удаления глазури на стенках цилиндра.
- Обезжиривание стенок цилиндра может быть выполнено, если отверстие цилиндра является прямым и круглым. Используйте хон для обработки поверхности цилиндра, Honing Tool C-3501, оснащенный 280 камнями с зерном (C-3501-3810). Около 20-60 ходов, в зависимости от состояния отверстия, будет достаточно для обеспечения удовлетворительной поверхности. Используя хонинговальное масло C-3501-3880, или легкое хонинговое масло, доступное от основных дистрибьюторов масла. ВНИМАНИЕ: НЕ ИСПОЛЬЗУЙТЕ двигатель или трансмиссионное масло, минерал или керосин.
- Хонингование должно быть сделано путем перемещения хона вверх и вниз достаточно быстро, чтобы получить узор штриховки. Хоны должны пересекаться под углом от 50 ° до 60 ° для правильной посадки колец. (Рисунок 12)
- Управляемая скорость мотора хона между 200 и 300 об / мин необходима для получения правильного угла перекрестной штриховки. Количество ходов вверх и вниз в минуту можно регулировать, чтобы получить желаемый угол от 50 ° до 60 °. Более быстрые ходы вверх и вниз увеличивают угол перекрестной штриховки.
- После хонингования необходимо, чтобы блок был очищен для удаления всех следов абразива. С помощью щетки промыть детали раствором горячей воды и моющим средством. Тщательно просушите детали. Используйте чистую белую безворсовую ткань для проверки чистоты отверстия. Смазать отверстия после очистки для предотвращения ржавчины.
Стандартная процедура - с прокладок и уплотнителей на месте
На двигателе есть много мест, где используются прокладки на месте. Необходимо соблюдать осторожность при применении прокладок на месте, чтобы обеспечить получение желаемых результатов. НЕ используйте прокладочный материал на месте, если не указано иное. Размер, непрерывность и расположение шариков имеют большое значение. Слишком тонкий шарик может привести к утечке, в то время как слишком большой может привести к переливу, который может сломаться и помешать линиям подачи жидкости. Непрерывный шарик надлежащей ширины необходим для получения прокладки без утечек.
Существуют многочисленные типы прокладочных материалов, формуемых на месте, которые используются в области двигателей. Материалы прокладок Mopar® двигатель RTV генератор II, Mopar® ATF-RTV и Mopar® прокладка Maker имеют различные свойства и не могут использоваться вместо других.
Двигатель MOPAR® RTV генератор II
Mopar® двигатель RTV генератор II используется для герметизации компонентов, подвергающихся воздействию моторного масла. Этот материал представляет собой специально разработанный черный силиконовый каучук RTV, который сохраняет адгезионные и герметизирующие свойства при воздействии моторного масла. Влага в воздухе вызывает отверждение материала. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
MOPAR® ATF RTV
Mopar® ATF RTV - это специально разработанный черный силиконовый каучук RTV, который сохраняет адгезию и уплотняющие свойства для уплотнения компонентов, подвергающихся воздействию жидкости автоматической коробки передач, охлаждающих жидкостей двигателя и влаги. Этот материал доступен в тюбиках по три унции и имеет срок годности один год. После одного года этот материал не будет должным образом вылечить. Всегда проверяйте упаковку на срок годности перед использованием.
Устройство для изготовления прокладок MOPAR®
Mopar ® прокладка Maker - это прокладочный материал анаэробного типа. Материал отверждается в отсутствие воздуха при сжатии между двумя металлическими поверхностями. Он не отверждается, если его оставить в незакрытой трубке. Анаэробный материал предназначен для использования между двумя обработанными поверхностями. НЕ используйте на гибких металлических фланцах.
Уплотнительная прокладка MOPAR®
Mopar ® прокладка Герметик - это медленно сохнущий, постоянно мягкий герметик. Этот материал рекомендуется для герметизации резьбовых фитингов и прокладок от утечки масла и охлаждающей жидкости. Может использоваться на резьбовых и обработанных деталях при любых температурах. Этот материал используется на двигателях с прокладками головки цилиндра из многослойной стали (MLS). Этот материал также предотвратит коррозию. Mopar ® прокладка Герметик доступен в аэрозольном баллоне на 13 унций или на 4 унций / 16 унций с аппликатором.
Стандартная процедура - ремонт поврежденной или изношенной резьбы
| Внимание | Убедитесь, что резьбовые отверстия сохраняют исходную осевую линию. |
|---|
Поврежденные или изношенные нити могут быть отремонтированы. По сути, этот ремонт состоит из
- Высверливание изношенных или поврежденных резьб.
- Постукивание по отверстию с помощью специального крана Heli-Coil Tap, или аналогичного.
- Установка вставки в резьбовое отверстие для возвращения отверстия к первоначальному размеру резьбы.
Стандартная процедура - гидростатический замок
| Внимание | НЕ используйте стартер для вращения коленчатого вала. Могут возникнуть серьезные повреждения. |
|---|
Если двигатель подозревается в гидростатической блокировке (независимо от того, что вызвало проблему), выполните следующие действия.
- Выполните процедуру сброса давления топлива.
- Отсоедините отрицательный кабель (кабели) от батареи.
- Осмотрите воздухоочиститель, систему всасывания и впускной коллектор, чтобы убедиться, что система сухая и очищена от посторонних материалов.
- Поместите торговое полотенце вокруг свечей зажигания, чтобы поймать любую жидкость, которая может находиться под давлением в головке цилиндра. Снимите свечи зажигания.
- При снятых всех свечах зажигания проверните коленчатый вал с помощью бруса-прерывателя и розетки.
- Определите жидкость в баллонах (хладагент, топливо, масло и т.д.).
- Убедитесь, что вся жидкость была удалена из цилиндров.
- Отремонтируйте двигатель или компоненты по мере необходимости, чтобы предотвратить повторение этой проблемы.
- Впрысните небольшое количество машинного масла в цилиндры, чтобы смазать стенки. Это предотвратит повреждение при перезапуске.
- Установите новые свечи зажигания. Затяните свечи зажигания до крутящего момента 41 Н · м (30 футов / фунт).
- Слейте моторное масло. Снимите и утилизируйте масляный фильтр.
- Установить сливную пробку. Затянуть пробку до крутящего момента 34 Н · м (25 фут-фунтов).
- Установите новый масляный фильтр.
- Заправьте картер двигателя указанным количеством и маркой масла. См. " СМАЗКА ". (ref-174645-S15385582582005040700000)
- Подключите отрицательный кабель (кабели) к аккумулятору.
- Запустите двигатель и проверьте наличие утечек.
8.0л Двигатель
| Описание | Характеристика |
|---|---|
| Распределительный вал | |
| Диаметр подшипника | |
| № 1 | 53,16-53,19 мм (2 093-2 094 дюйма) |
| № 2 | 52,76-52,78 мм (2 077-2 078 дюйма) |
| № 3 | 52,35-52,37 мм |
| № 4 | 51,94-51,97 мм (2 045-2 046 дюйма) |
| № 5 | 51,54-51,56 мм (2 029-2 030 дюйма) |
| № 6 | 48,74-48,77 мм (1 919-1 920 дюйма) |
| Диаметр цапфы подшипника | |
| № 1 | 53,11-53,14 мм (2 091-2 092 дюйма) |
| № 2 | 52,69-52,72 мм (2,0745-2,0755 дюйма) |
| № 3 | 52,30-52,32 мм (2 059-2 060 дюйма) |
| № 4 | 51,89-51,92 мм (2 043-2 044 дюйма) |
| № 5 | 51,49-51,51 мм (2 027-2 028 дюйма) |
| № 6 | 48,69-48,72 мм (1 917-1 918 дюйма) |
| Зазор между подшипником и шейкой | |
| № 1, 3, 4, 5, 6 | 0,0254-0,0762 мм (0 001-0 003 дюйма) |
| № 2 | 0,0381-0,0889 мм (0,0005-0,0035 дюйма) |
| Лимит обслуживания | 0 127 мм (0 005 дюйма) |
| Окончание воспроизведения | 0 127-0 381 мм (0 005-0 015 дюйма) |
| ШАТУНЫ | |
| Диаметр отверстия поршневого пальца | 24 940-24 978 мм (0,9819-0,9834 дюйма) |
| Боковой зазор | 0,25-0,46 мм (0 010-0 018 дюйма) |
| Общий вес (меньше подшипника) | 744 г (26,24 унции) |
| Коленчатый вал | |
| Диаметр шейки штока | 53 950-53 975 мм (2 124-2 125 дюйма) |
| Вне цикла (макс.) | 0,0254 мм (0 001 дюйма) |
| Конусность (макс.) | 0,0254 мм (0 001 дюйма) |
| Зазор подшипника | 0 005-0 074 мм (0,0002-0,0029 дюйма) |
| Лимит обслуживания | 0,0762 мм (0 003 дюйма) |
| Диаметр цапфы коренного подшипника | 76 187-76 213 мм (2,8995-3,0005 дюйма) |
| Вне цикла (макс.) | 0,0254 мм (0 001 дюйма) |
| Конусность (макс.) | 0,0254 мм (0 001 дюйма) |
| Зазор подшипника | 0,0051-0 058 мм (0,0002-0,0023 дюйма) |
| Лимит обслуживания | 0 071 мм (0,0028 дюйма) |
| Окончание воспроизведения | 0 076-0 305 мм (0 003-0 012 дюйма) |
| Обслуживание Limit - Конечная игра | 0 381 мм (0 015 дюйма) |
| Блок цилиндров | |
| Диаметр отверстия цилиндра | 101,60-101,65 мм (4,0003-4,0008 дюйма) |
| Вне цикла (макс.) | 0,0762 мм (0 003 дюйма) |
| Конусность (макс.) | 0 127 мм (0 005 дюйма) |
| Диаметр отверстия подъемника | 22 982-23 010 мм (0,9048-0,9059 дюйма) |
| ГОЛОВКА ЦИЛИНДРА И КЛАПАНЫ | |
| Угол наклона седла клапана | 44.5° |
| Биение (макс.) | 0,0762 мм (0 003 дюйма) |
| Ширина (Отделка) - Впуск | 1 016-1 524 мм (0 040-0 060 дюйма) |
| Угол наклона торца клапана | 45° |
| Диаметр головки клапана | |
| Впуск | 48 640-48 900 мм (1 915-1 925 дюйма) |
| Выпускная система | 41 123-41 377 мм (1 619-1 629 дюйма) |
| Общая длина | |
| Впуск | 145,19-145,82 мм (5 716-5 741 дюйма) |
| Выпускная система | 145,54-146,18 мм (5 730-5 755 дюйма) |
| Подъем (при нулевом ударе) | |
| Впуск | 9,91 мм (0 390 дюйма) |
| Выпускная система | 10,34 мм (0 407 дюйма) |
| Диаметр штока | 7 900-7 920 мм (0 311-0 312 дюйма) |
| Направляющее отверстие | 9 500-9 525 мм (0 374-0 375 вкл.) |
| Зазор между штоком и направляющей | 0 025-0 076 мм (0 001-0. 003 дюйма) |
| Лимит обслуживания | 0,4318 (0 017 дюйма) |
| Свободная длина пружины клапана | 49 962 мм (1 967 дюйма) |
| Натяжение пружины | |
| Клапан закрыт | 378 Н @ 41,66 мм (85 фунтов @ 1,64 дюйма) |
| Клапан открыт | 890 Н @ 30,89 мм (200 фунтов @ 1 212 дюйма) |
| Количество катушек | 6.8 |
| Высота установки | 41,66 мм (1,64 дюйма) |
| Диаметр проволоки | 4,50 мм (0 177 дюйма) |
| ГИДРАВЛИЧЕСКИЕ ТОЛКАТЕЛИ | |
| Диаметр корпуса | 22 949-22 962 мм (0,9035-0,9040 дюйма) |
| Зазор (до отверстия) | 0,0203-0,0610 мм (0,0008-0,0024 дюйма) |
| Сухая ресница | 1 524-5 334 мм (0 060-0 210 дюйма) |
| Длина толкателя | 195,52-196,02 мм (7 698-7 717 дюйма) |
| ДАВЛЕНИЕ МАСЛА | |
| Ограничитель холостого хода (мин. *) при 3000 об / мин | 83 к Па (12 фунт / кв. дюйм) 345-414 к Па (50-60 фунт / кв. дюйм) |
| * При нулевом давлении масла на холостом ходу бордюра ДВИГАТЕЛЬ НЕ ЗАПУСКАЙТЕ. | |
| Масляный насос | |
| Зазор над роторами (макс.) | 0,1906 мм (0,0075 дюйма) |
| Крышка не плоская (макс.) | 0 051 мм (0 002 дюйма) |
| Толщина внутреннего ротора (мин.) | 14 925-14 950 мм (0,5876-0,5886 дюйма) |
| Внешний ротор | |
| Зазор (макс.) | 0,1626 мм (0 006 дюйма) |
| Диаметр (мин.) | 82 461 мм (3 246 дюйма) |
| Толщина (мин.) | 14 925 мм (0,5876 дюйма) |
| Зазор между роторами (макс.) | 0 584 мм (0,0230 дюйма) |
| ПОРШНИ | |
| Зазор в верхней части юбки | 0 013-0 038 мм (0,0005-0,0015 дюйма) |
| Длина поршня | 82,5 мм (3,25 дюйма) |
| Глубина канавки поршневого кольца | |
| # 1 и 2 | 91,30-91,55 мм (3 594-3 604 дюйма) |
| #3 | 92,90-93,15 мм (3 657-3 667 дюйма) |
| Вес | 463-473 грамма (16,33-16,68 унции) |
| Зазор между поршнем и отверстием | 0 013-0 038 мм (0,0005-0,0015 дюйма) |
| Лимит обслуживания | 0,0762 мм (0 003 дюйма) |
| ПОРШНЕВЫЕ ПАЛЬЦЫ | |
| Зазор в поршне | 0 010-0 020 мм (0,0004-0,0008 дюйма) |
| Диаметр | 24 996-25 001 мм (0,9841-0,9843 дюйма) |
| Окончание воспроизведения | NONE |
| Длина | 67,8-68,3 мм (2,67-2,69 дюйма) |
| ПОРШНЕВЫЕ КОЛЬЦА | |
| Кольцевой зазор | |
| Компрессионные кольца | 0 254-0 508 мм (0 010-0 020 дюйма) |
| Контроль масла (стальные рельсы) | 0 381-1 397 мм (0 015-0 055 дюйма) |
| Зазор со стороны кольца | |
| Компрессионные кольца Масло | 0 074-0 097 мм (0,0029-0,0038 дюйма) |
| Кольцо (стальные рельсы) | 2 591-2 743 мм (0 102-0 108 дюйма) |
| РАСПРЕДЕЛЕНИЕ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ | |
| Выпускной клапан | |
| Замыкает (ATDC) | 25° |
| Размыкается (BBDC) | 60° |
| Продолжительность | 265 ° |
| Впускной клапан | |
| Замыкает (ATDC) | 61 ° |
| Размыкается (BBDC) | 6° |
| Продолжительность | 246° |
| Перекрытие клапанов | 31° |
Технические характеристики двигателя
Схема №85
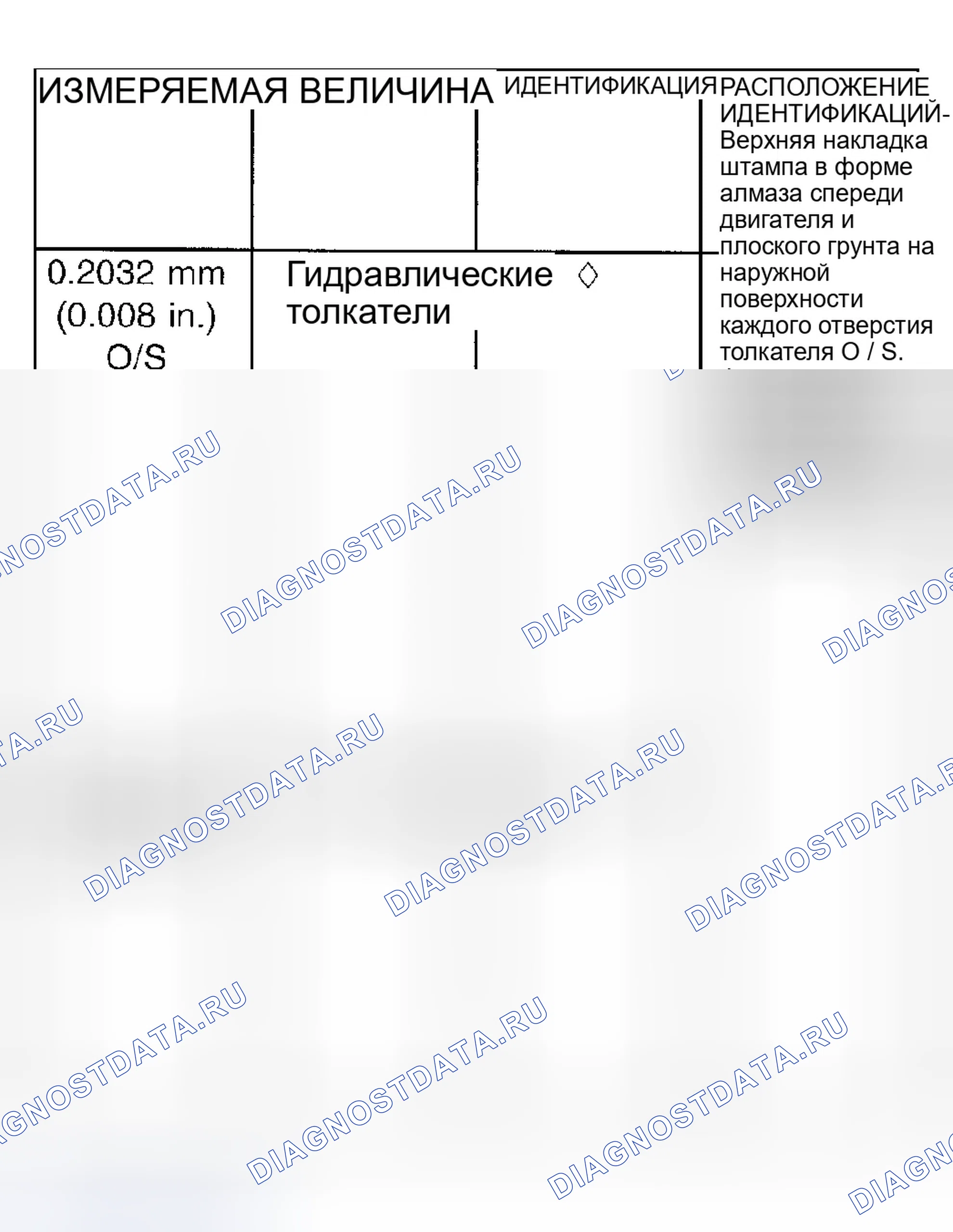
Схема №86
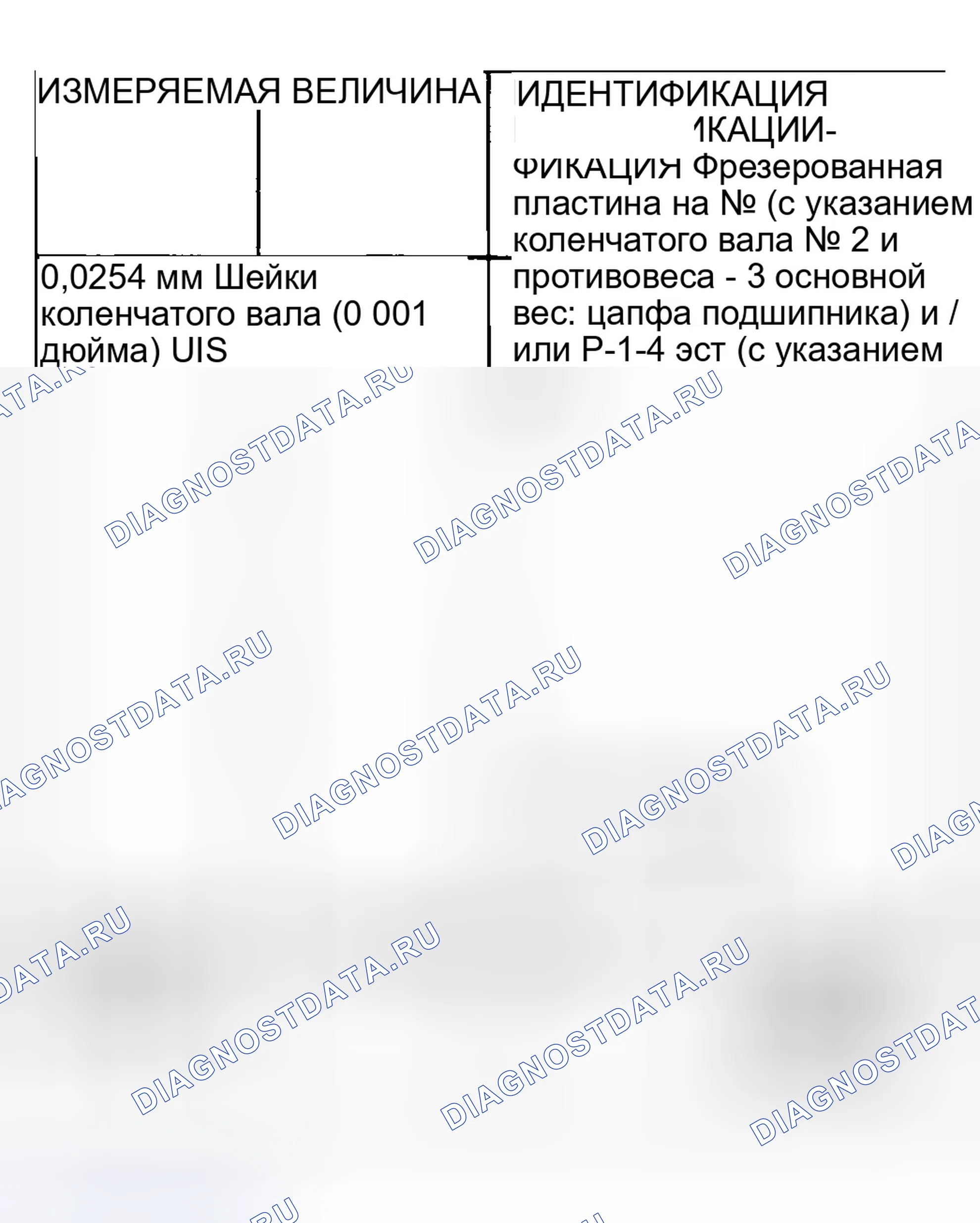
Схема №87
Схема №88

Схема №89
Схема №90
Схема №91
Схема №92
Схема №93
Схема №94
Схема №95
Схема №96
Схема №97
Схема №98
Схема №99
Схема №100
Схема №101
Схема №102
Схема №103
Схема №104
Схема №105
Схема №106
Схема №107
Схема №108
Схема №109
Способ тестирования системы охлаждения.
| Предупреждение | При наличии тестера системы охлаждения давление будет быстро нарастать. Избыточное давление, возникающее при непрерывной работе двигателя, должно быть сброшено до безопасной точки давления. Никогда не допускайте, чтобы давление превышало 138 к Па (20 фунтов на квадратный дюйм). |
|---|
Установите тестер системы охлаждения 7700 или аналогичный на горловину колпачка под давлением. Запустите двигатель и наблюдайте за манометром тестера. Если манометр пульсирует с каждым рабочим ходом цилиндра, очевидна утечка давления сгорания.
Как очистить 8,0 л V10 двигатель: прочее
Очистите все поверхности блока цилиндров и головок цилиндров. Убедитесь, что материал не попадает в подъемники и окружающую впадину.
Очистите переднюю и заднюю поверхности прокладки блока цилиндров с помощью подходящего растворителя.
Очистите выпускной коллектор до мест сопряжения головки цилиндров.
Очистите поверхность прокладки крышки головки цилиндров.
При необходимости прочистите верхнюю направляющую.
Направляющие клапана
Измерить направляющий зазор штока клапана следующим образом
Схема №110
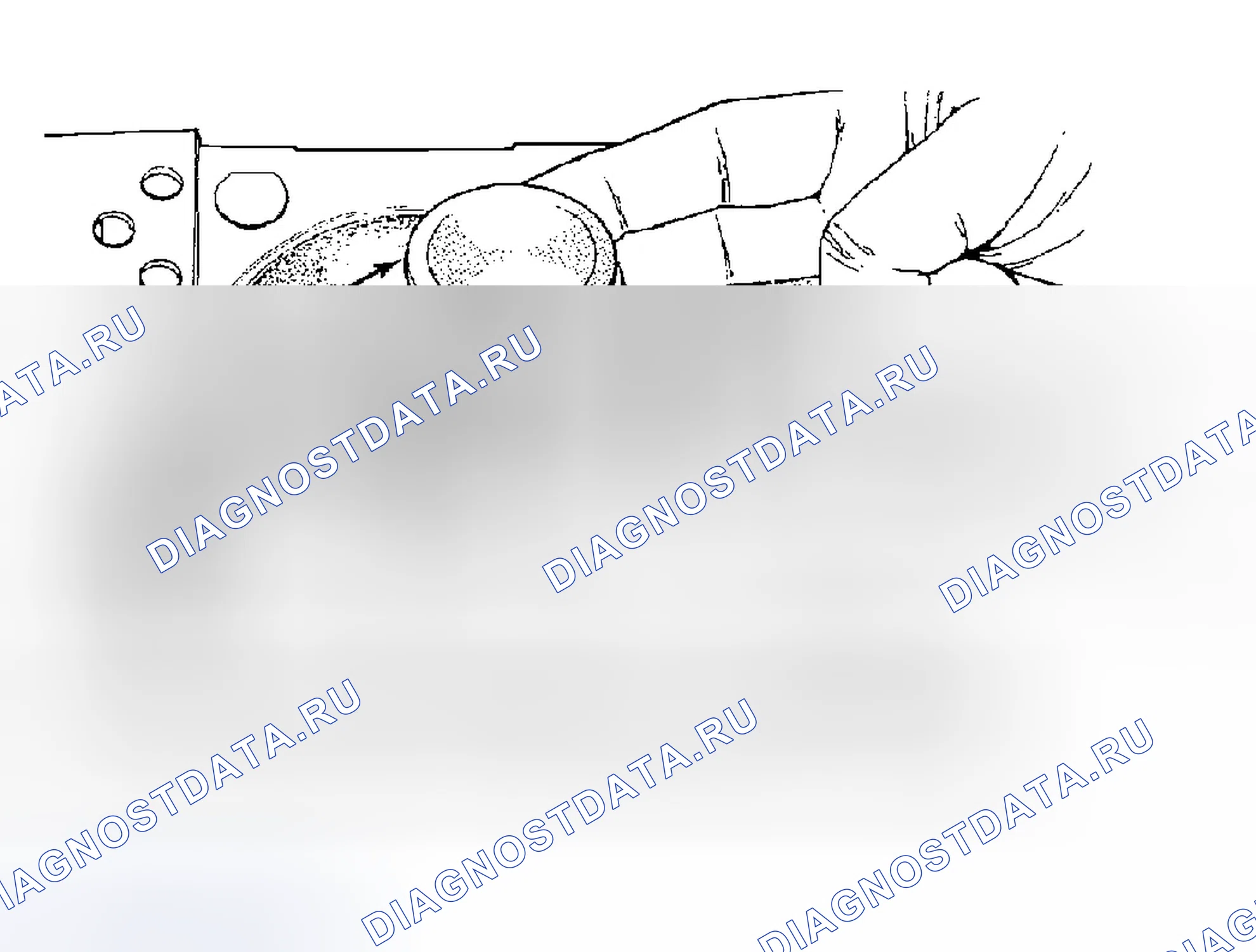
Схема №111
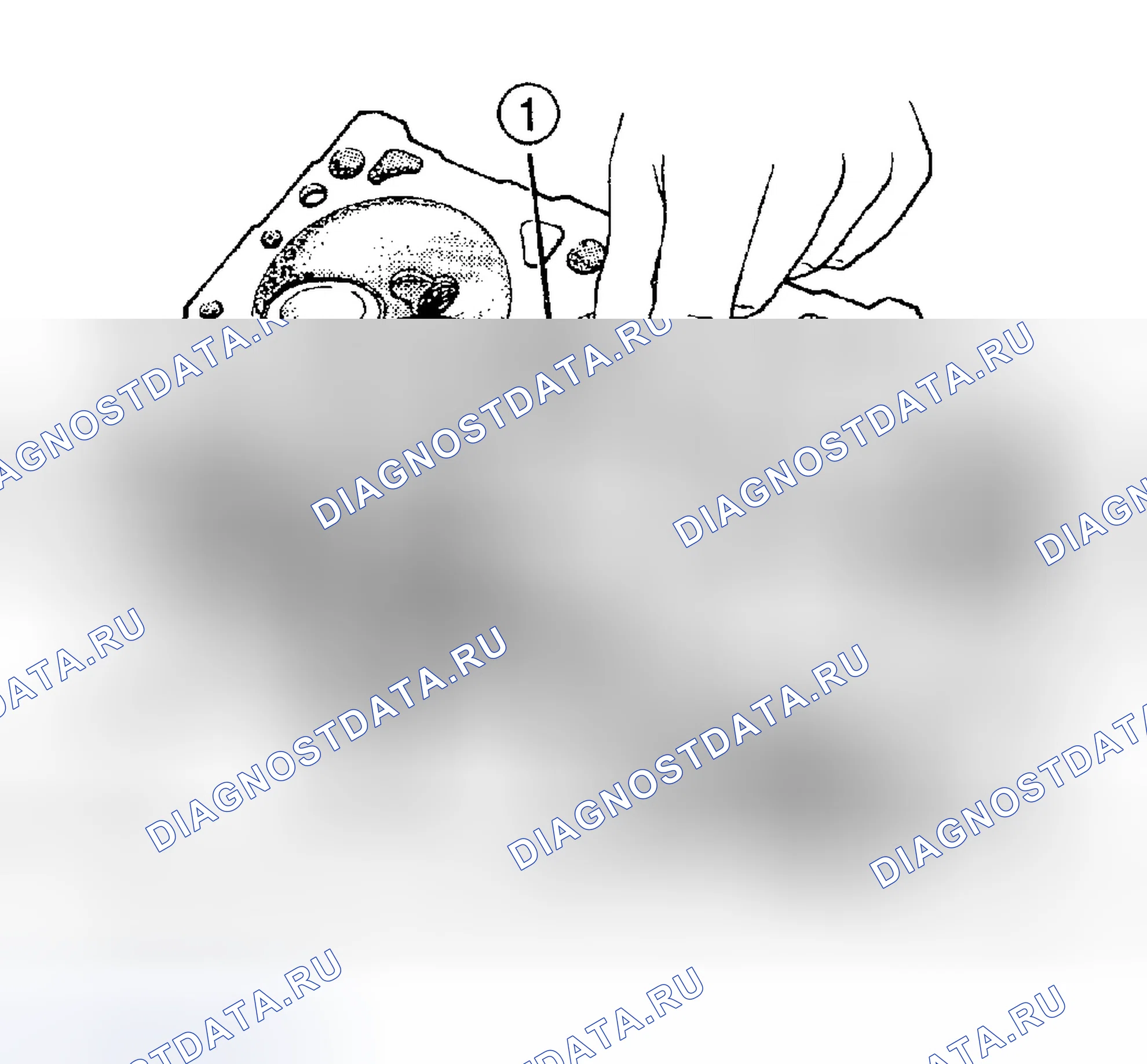
Схема №112
- Установить черную направляющую втулку клапана C-6819 на шток клапана для ВПУСКНОГО клапана и установить клапан. (Таблица 49) Специальная втулка устанавливает клапан на правильной высоте для проверки с помощью циферблатного индикатора.
- Установите Silver клапан Guide Sleeve Tool C-6818 над штоком клапана для ВЫПУСКНОГО клапана и установите клапан. Специальная втулка помещает клапан на правильной высоте для проверки с помощью циферблатного индикатора.
- Прикрепите инструмент циферблатного индикатора C-3339 к головке цилиндра и установите его под прямым углом к измеряемому штоку клапана. (Таблица 50)
- Переместите клапан к индикатору и от него. Общее показание циферблатного индикатора не должно превышать 0 432 мм (0 017 дюйма). Перемотайте направляющие для клапанов с большим размером штоков, если показание циферблатного индикатора чрезмерно или если штоки потерты или забиты. (Рисунок 51) Доступны сервисные клапаны с большим размером штоков, как показано на иллюстрации. Перейдите к следующему шагу.
- Медленно поворачивайте расширитель вручную и тщательно очистите направляющую перед установкой нового клапана. Расширьте направляющие клапана от стандартных до 0 381 мм (0 015 дюйма). Используйте двухэтапную процедуру, чтобы направляющие клапана были развернуты по отношению к седлу клапана: Шаг 1 - Расширение до 0,0763 мм (0 003 дюйма). Шаг 2 - Расширение до 0 381 мм (0 015 дюйма).
Как заменить клапаны и сёдла клапанов
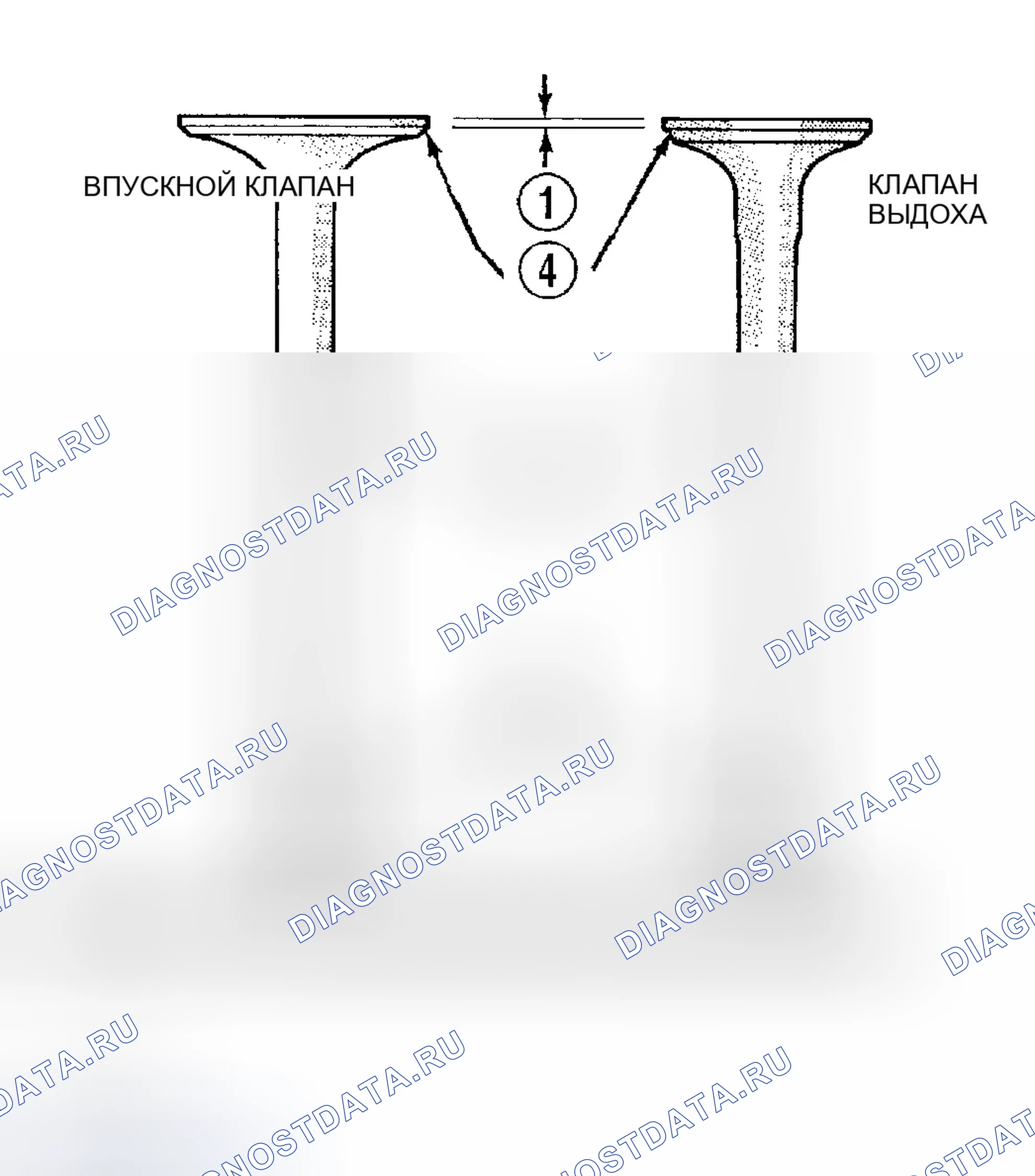
Впускной и выпускной клапаны имеют угол наклона торца 45 ° и угол наклона седла от 45 ° до 44 1 / 2 °. (Рис. 52) и (Рис. 53).
Схема №113
Схема №114
Клапаны
Осмотрите оставшийся запас после замены клапанов. (Рисунок 54) Клапаны с запасом менее 1 190 мм (0 047 дюйма) следует утилизировать.
Схема №115
Седла клапанов
- При замене седел клапана важно, чтобы для повторной посадки камней использовался направляющий пилот клапана правильного размера. Должна быть получена истинная и полная поверхность.
- Измерьте концентричность седла клапана с помощью циферблатного индикатора. Общее биение не должно превышать 0 038 мм (0,0015 дюйма) общего показания индикатора.
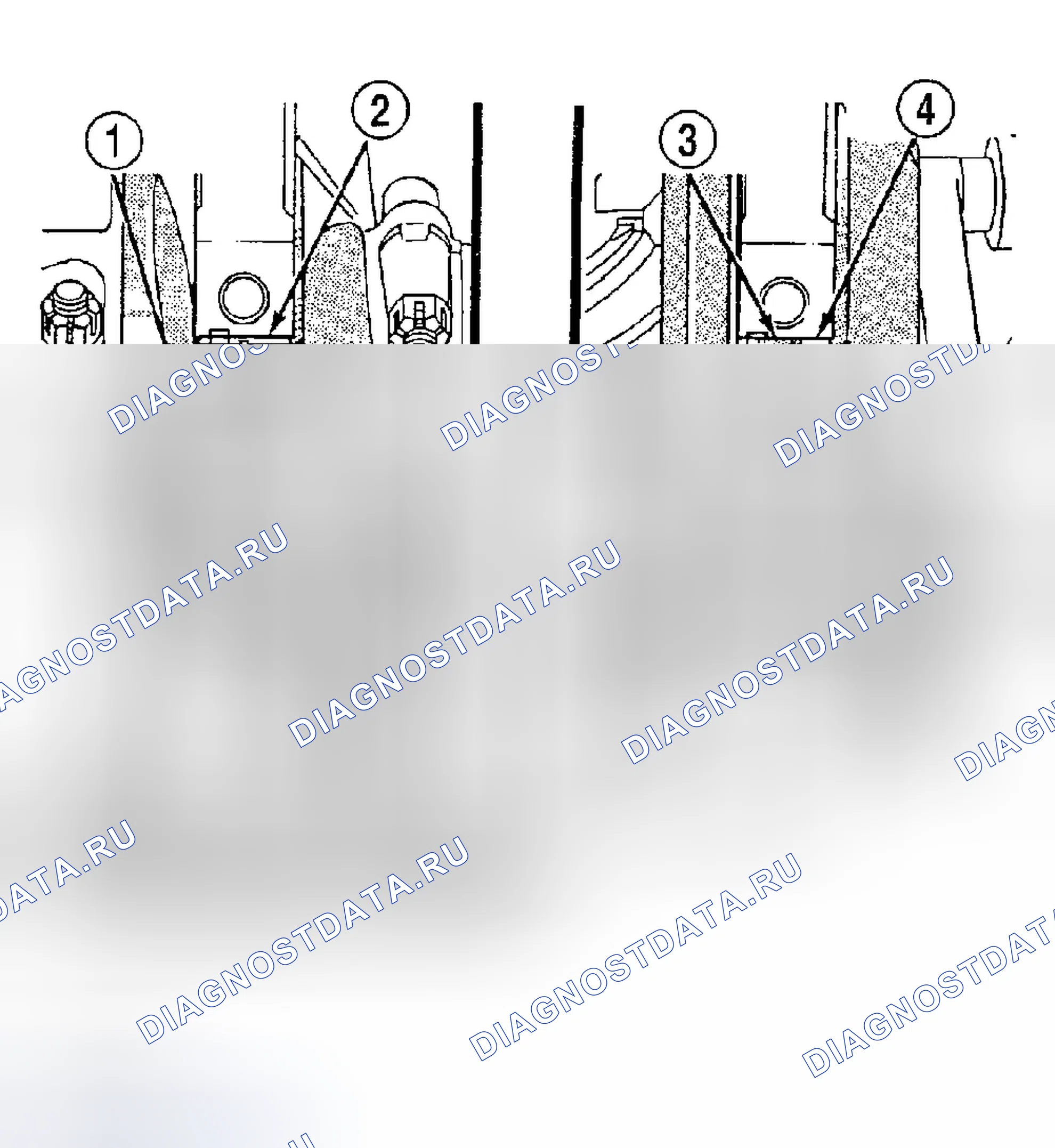
- Осмотрите седло клапана прусским синим, чтобы определить, где клапан контактирует с седлом. Для этого СЛЕГКА покройте седло клапана прусским синим, затем установите клапан на место. Вращайте клапан легким давлением. Если синий переносится на центр торца клапана, контакт удовлетворительный. Если синий переносится на верхний край торца клапана, нижнее седло клапана с 15 ° камнем. Если синий переносится на нижний край торца клапана, поднимите седло клапана с 60 ° камнем.
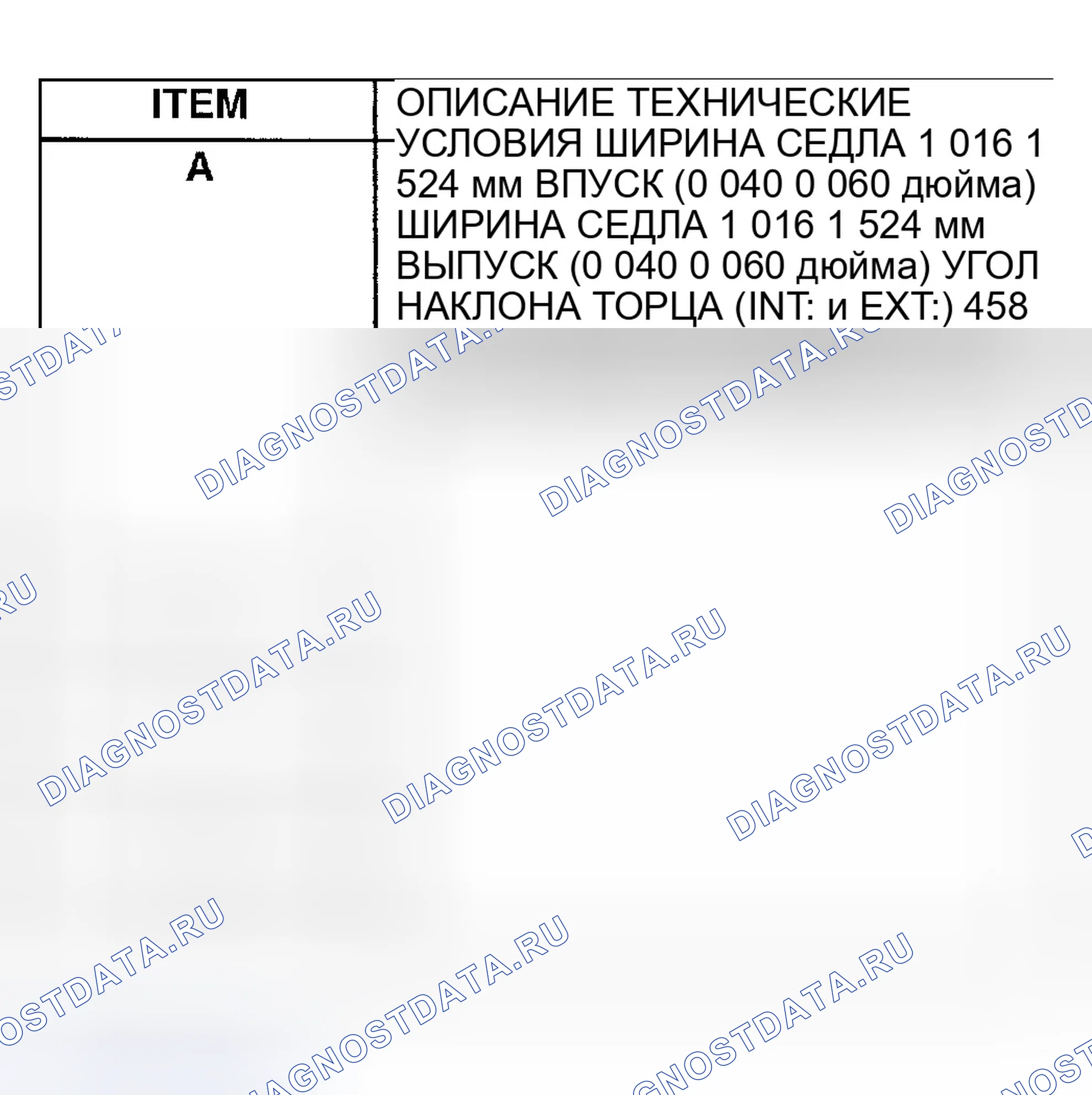
- Когда седло правильно расположено, ширина седел клапана должна быть 1 016-1 524 мм (0 040-0 060 дюйма).
Тщательно очистите клапаны. Выбросьте сгоревшие, деформированные или треснувшие клапаны.
Удалите отложения углерода и лака изнутри направляющих клапанов надежным очистителем направляющих.
Тщательно очистите блок цилиндров и проверьте все заглушки отверстий сердечника на наличие утечек.
Стандартная процедура - фитинг шатунного подшипника
Установите все штоки на банк до завершения. НЕ чередуйте один банк с другим, потому что шатуны и поршни не взаимозаменяемы от одного банка к другому.
Крышки подшипников не взаимозаменяемы и должны быть промаркированы при снятии для обеспечения правильной сборки.
Каждая крышка подшипника имеет небольшую V-образную канавку на поверхности разъема. При установке нижнего вкладыша подшипника убедитесь, что V-образная канавка в вкладыше соответствует V-образной канавке в крышке. Это обеспечивает смазку стенки цилиндра в противоположном банке.
Пределы конусности или некруглости на любых шейках коленчатого вала должны поддерживаться на уровне 0 025 мм (0 001 дюйма). Подшипники доступны в размерах 0 025 мм (0 001 дюйма), 0 051 мм (0 002 дюйма), 0 076 мм (0 003 дюйма), 0 254 мм (0 010 дюйма) и 0 305 мм (0 012 дюйма).
Стандартная процедура - установка коренных подшипников коленчатого вала
Крышки подшипников не взаимозаменяемы и должны быть промаркированы при снятии для обеспечения правильной сборки. Верхняя и нижняя половины подшипника НЕ взаимозаменяемы. Все нижние половины коренного подшипника взаимозаменяемы. Верхние половины коренного подшипника № 2, 4 и 5 взаимозаменяемы. Верхние половины коренного подшипника № 1 и 6 взаимозаменяемы, это относится и к нижним половинам подшипника.
Основной подшипник № 3 является фланцевым для выдерживания нагрузки тяги коленчатого вала. Этот подшипник НЕ взаимозаменяем с любыми другими половинами подшипника в двигателе. Вкладыши подшипника доступны в стандартной и следующих размерах: 0,25 мм (0 001 дюйма), 0 051 мм (0 002 дюйма), 0 076 мм (0 003 дюйма), 0 254 мм (0 010 дюйма) и 0 305 мм (0 012 дюйма). Никогда не устанавливайте подшипник меньшего размера, который уменьшит зазор ниже технических характеристик.
Схема №116
- Снимите масляный поддон и приемную трубку масляного насоса. См. " МАСЛЯНЫЙ ПОДДОН ". (ref-174645-S32839009792005040700000)
- Перед снятием опознайте крышки подшипников, снимайте крышки подшипников по одной.
- Снять верхнюю половину подшипника, вставив инструмент C-3059 для удаления / установки коренного подшипника коленчатого вала в масляное отверстие коленчатого вала. (Рисунок 67)
- Медленно вращайте коленчатый вал по часовой стрелке, вытесняя верхнюю половину вкладыша подшипника.
HIGH
Если уровень масла выше отметки FULL, шатуны могут погрузиться в масло. При работающем двигателе это условие может создать пену в масляном поддоне. Пена в масляном поддоне будет подаваться к гидравлическим толкателям масляным насосом, заставляя их терять длину и позволять клапанам шумно садиться.
LOW
Низкий уровень масла может позволить масляному насосу всасывать воздух. Когда воздух подается к толкателям, они теряют длину, что позволяет клапанам шумно садиться. Любые утечки на впускной стороне масляного насоса, через который можно втягивать воздух, создадут такое же действие толкателя. Проверьте систему смазки от впускного сетчатого фильтра до крышки насоса, включая крышку фиксатора предохранительного клапана. Когда шум толкателя из-за аэрации, он может быть прерывистым или постоянным, и, как правило, более чем один толкатель будет шумным.
Очистите толкатель подходящим растворителем. Промойте в горячей воде и продуйте насухо чистой тряпкой или сжатым воздухом.
Стандартная процедура - поршневой фитинг
Поршень и стенка цилиндра должны быть чистыми и сухими. Заданный зазор между поршнем и стенкой цилиндра составляет 0 013-0 038 мм (0,0005-0,0015 дюйма). Максимально допустимый зазор составляет 0,0762 мм (0 003 дюйма).
Диаметр поршня следует измерять в верхней части юбки, под углом 90 ° к оси поршневого пальца. Отверстия цилиндров следует измерять на полпути вниз по отверстию цилиндра и поперек осевой линии коленчатого вала двигателя.
Поршни и отверстия цилиндров должны измеряться при нормальной комнатной температуре, 21°C.
Схема №117
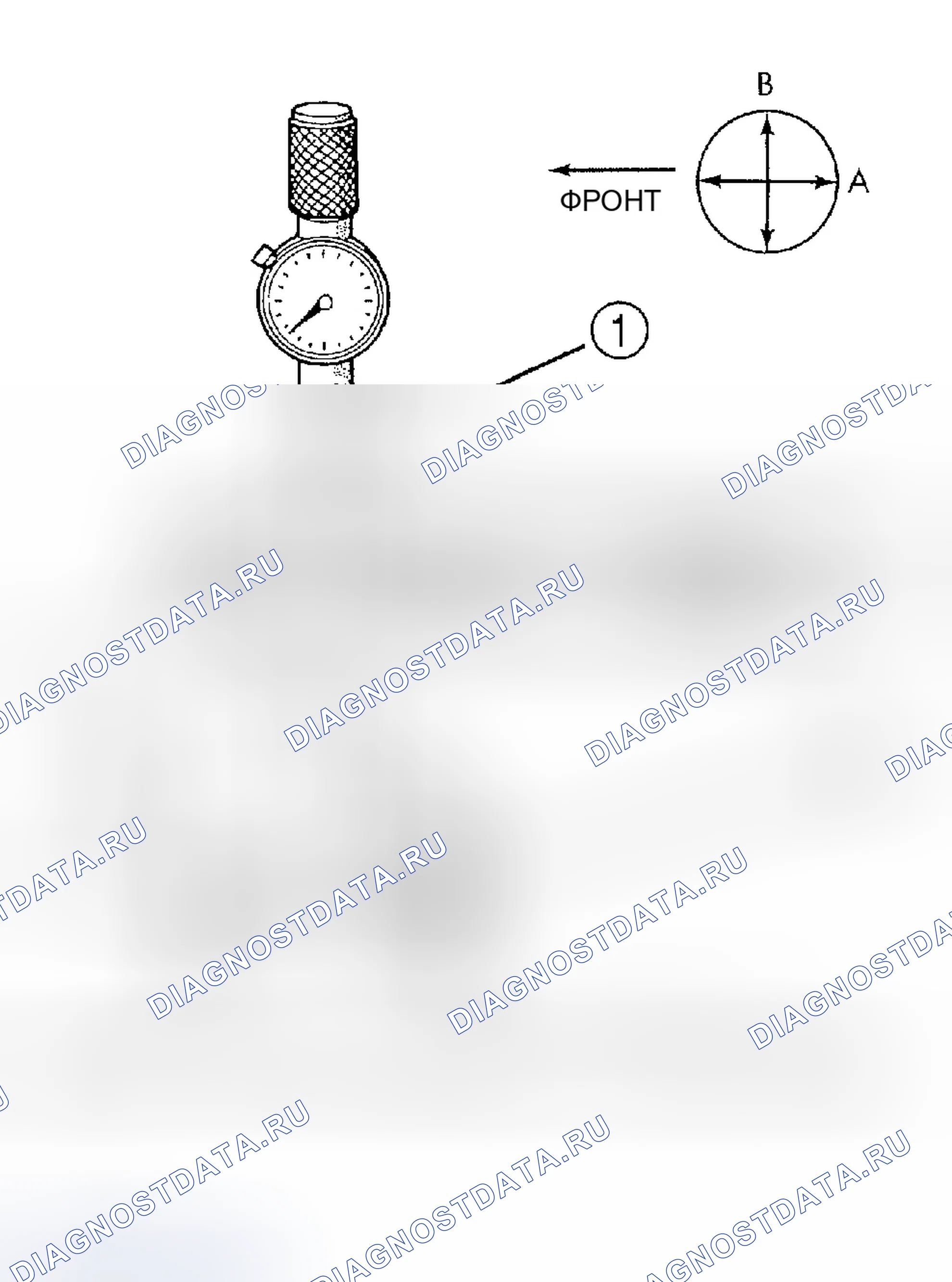
- Чтобы правильно выбрать поршень надлежащего размера, требуется калибр отверстия цилиндра, способный считывать in.0001 " ПРИРАЩЕНИЯ ПОРШНЯ ". ( 75) Если калибр отверстия недоступен, НЕ используйте внутренний микрометр. Материал покрытия наносится на поршень после окончательного процесса механической обработки поршня. Измерение внешнего диаметра покрытого поршня не даст точных результатов. Поэтому измерение внутреннего диаметра отверстия цилиндра с помощью циферблатного манометра ОБЯЗАТЕЛЬНО.
Очистите поршень и шатун в сборе с помощью подходящего растворителя.
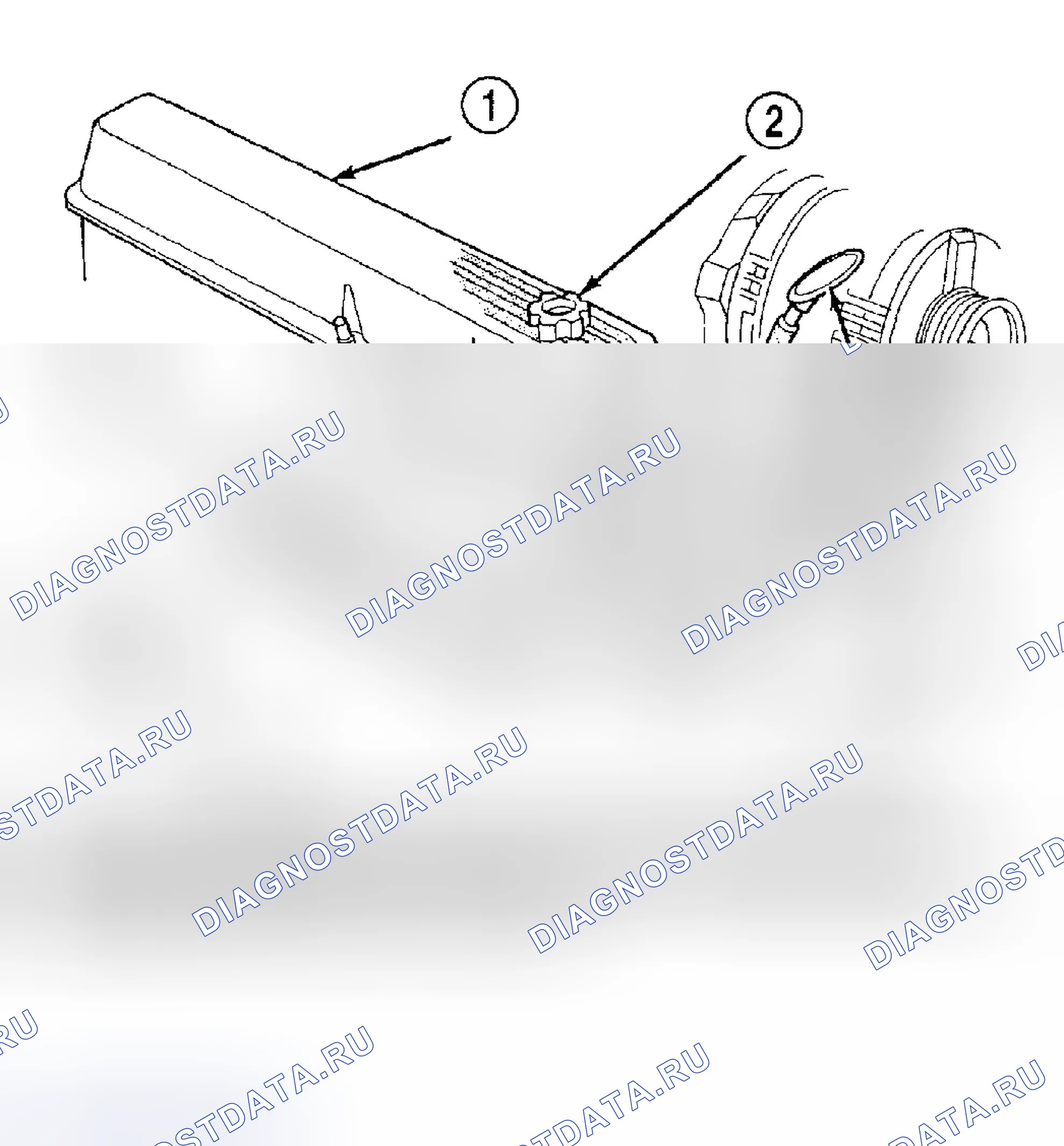
Указатель уровня масла (щуп)
Указатель уровня моторного масла расположен в правой передней части двигателя, слева от генератора. (Рисунок 89)
Схема №118
Как заменить масло двигателя
Меняйте моторное масло на пробегах и временных интервалах, описанных в графике технического обслуживания. Эту информацию можно найти в руководстве владельца.
Для замены масла двигателя
Запустите двигатель до достижения нормальной рабочей температуры.
- Расположите автомобиль на ровной поверхности и выключите двигатель.
- Принимающее транспортное средство.
- Снимите колпачок заливки масла.
- Поместите подходящий сливной поддон под слив картера.
- Снимите сливную пробку с картера и дайте маслу стечь в поддон. Осмотрите резьбы сливной пробки на предмет растяжения или других повреждений. Замените сливную пробку и прокладку, если они повреждены.
- Установите сливную пробку в картер.
- Замените масляный фильтр (см. " МАСЛЯНЫЙ ФИЛЬТР "). (ref-174645-S31526363682005040700000)
- Опустите автомобиль и заправьте картер указанным типом и количеством моторного масла. См. " СМАЗКА ". (ref-174645-S15385582582005040700000)
- Установите колпачок для заливки масла.
- Запустите двигатель и осмотрите на предмет утечек.
- Остановите двигатель и осмотрите уровень масла.
Очистите поверхности блока и прокладки поддона.
При наличии подрезать излишки герметика изнутри двигателя.
Очистите масляный поддон в растворителе и протрите насухо чистой тряпкой.
Тщательно очистите масляный экран и трубопровод в чистом растворителе и проверьте состояние экрана.
Промойте все детали в подходящем растворителе и тщательно осмотрите на предмет повреждений или износа.
Очистить коллектор в растворителе и продуть насухо сжатым воздухом.
Очистите переднюю и заднюю поверхности прокладки блока цилиндров с помощью подходящего растворителя.
Рейка приточного поддона должна быть чистой и сухой (свободной от всех посторонних материалов).
Очистите сопрягаемые поверхности на головке цилиндров и коллекторе. Промыть растворителем и продуть насухо сжатым воздухом.