Неустойчивый
Испытайте транспортное средство в тех же условиях, о которых сообщил клиент, чтобы убедиться, что система работает должным образом.
Пропуск воспламенения базового двигателя без внутренних шумов двигателя
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| Соединители жгута топливных инжекторов подсоединены к неправильным топливным инжекторам/цилиндрам | При необходимости переместите разъемы жгута топливного инжектора. |
| Аномалии, такие как сильное растрескивание, удары или отсутствующие области в ремне привода вспомогательных устройств Аномалии в системе привода вспомогательных устройств и/или компонентах могут вызвать изменения оборотов двигателя и привести к коду неисправности диагностики пропусков зажигания (расшифровка кода ошибки). Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости замените приводной ремень. См. Замена приводного ремня. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива Может привести к пропуску расшифровка кода ошибки. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Осмотрите компоненты и при необходимости отремонтируйте или замените их. |
| Свободный или неправильно установленный гибкий диск двигателя или балансир коленчатого вала Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости отремонтируйте или замените гибкую пластину и/или балансир. См. Замена гибкой пластины автоматической коробки передач или Замена балансира коленчатого вала. |
| Строгое ограничение потока отработавших газов может привести к значительной потере характеристик двигателя и может привести к установлению расшифровка кода ошибки. Возможные причины ограничений включают в себя разрушенные или вдавленные трубы или заглушенные глушители и/или каталитические преобразователи. | При необходимости отремонтируйте или замените. |
| Неправильно установленные или поврежденные вакуумные шланги | При необходимости отремонтируйте или замените. |
| Неправильное уплотнение между впускным коллектором и головками цилиндров или корпусом дроссельной заслонки | При необходимости замените впускной коллектор, прокладки, головки цилиндров и/или корпус дроссельной заслонки. |
| Неправильно установленный или поврежденный датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) коллектора (абсолютное давление во впускном коллекторе) Уплотнительная втулка датчика абсолютное давление во впускном коллекторе не должна быть разорвана или повреждена. | При необходимости отремонтируйте или замените датчик абсолютное давление во впускном коллекторе. |
| Изношенные или ослабленные коромысла Концевые крышки подшипников коромысел и/или игольчатые подшипники должны быть неповрежденными и находиться в надлежащем положении. | При необходимости замените коромысла клапана. |
| Изношенные или изогнутые толкатели | При необходимости замените штанги толкателей, коромысла и подъемники. Осмотрите верхнюю часть поршней на предмет контакта с клапанами. Если в верхней части поршня виден контакт клапана, замените поршень и палец в сборе. |
| Прихват клапанов Накопление углерода на штоке клапана может привести к неправильному закрытию клапана. | При необходимости отремонтируйте или замените. |
| Чрезмерно изношенная или неправильно выровненная цепь синхронизации | При необходимости замените цепь ГРМ, натяжное устройство и звездочки. |
| Изношенные лепестки распределительного вала | Замените кулачковый вал и подъемники клапанов. |
| Избыточное давление масла Система смазки с избыточным давлением масла может привести к чрезмерной накачке подъемника клапана и потере компрессии. | Провести опрессовку масла. См. Диагностика и тестирование давления масла. При необходимости отремонтируйте или замените масляный насос. |
| Неисправные прокладки головки цилиндров и/или трещины или другие повреждения головок цилиндров и проходов системы охлаждения блока двигателя Расход охлаждающей жидкости может привести или не привести к перегреву двигателя. | Осмотрите на предмет насыщения свечей зажигания хладагентом. См. Проверка свечи зажигания. Осмотрите головки цилиндров, блок двигателя и/или прокладки головки. См. Хладагент в камере сгорания. При необходимости отремонтируйте или замените. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. См. Проверка свечи зажигания. Осмотрите цилиндры на предмет потери компрессии. См. Испытание двигателя на сжатие. Провести испытания цилиндра на герметичность и сжатие для выявления причины. См. Испытание цилиндра на утечку. При необходимости отремонтируйте или замените. |
| Поврежденное колесо с реактивным двигателем коленчатого вала Поврежденное колесо с реактивным двигателем коленчатого вала может привести к различным симптомам в зависимости от тяжести и места повреждения. Системы с электронной связью, DIS или катушкой на цилиндр и сильным повреждением реактивного кольца могут демонстрировать периодическую потерю положения коленчатого вала, прекращать подачу сигнала, а затем синхронизировать положение коленчатого вала. Системы с электронной связью, DIS или катушкой на цилиндр и небольшим повреждением реактивного кольца могут не иметь потери положения коленчатого вала и не могут иметь место пропуски зажигания. Однако может быть установлено P0300 расшифровка кода ошибки. Системы с механической связью, высоковольтным переключателем и сильным повреждением дроссельного кольца могут вызывать дополнительные импульсы и вызывать подачу топлива и искры к точке генерирования P0300 расшифровка кода ошибки или P0336. | При необходимости замените датчик и/или коленчатый вал. |
| Неправильная работа активной системы управления топливом | Отремонтируйте, как требовалось. См. раздел Диагностика системы деактивации цилиндров (активного управления подачей топлива). |
| Неправильная работа привода и/или системы управления положением распределительного вала (положение распредвала) | Отремонтируйте, как требовалось. См. Диагностика и тестирование позиционного привода распределительного вала и электромагнитного клапана. |
Пропуски зажигания на основном двигателе с ненормальным внутренним шумом в нижней части двигателя
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| Аномалии, такие как сильное растрескивание, удары или отсутствующие области в ремне привода вспомогательных устройств Аномалии в системе привода вспомогательных устройств и/или компонентах могут вызывать изменения оборотов двигателя, шумы, подобные неисправному нижнему двигателю, а также приводить к условию пропуска зажигания. Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости замените приводной ремень. См. Замена приводного ремня. |
| Изношенные, поврежденные или неправильно выровненные компоненты вспомогательного привода или чрезмерное биение шкива Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | Осмотрите компоненты и при необходимости отремонтируйте или замените их. |
| Свободный или неправильно установленный гибкий диск двигателя или балансир коленчатого вала Код пропуска зажигания может присутствовать без фактического условия пропуска зажигания. | При необходимости отремонтируйте или замените гибкую пластину и/или балансир. См. Замена гибкой пластины автоматической коробки передач или Замена балансира коленчатого вала. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. См. Проверка свечи зажигания. Осмотрите цилиндры на предмет потери компрессии. См. Испытание двигателя на сжатие. Выполните испытания цилиндра на герметичность и сжатие для определения причины. См. Испытание цилиндра на утечку. При необходимости отремонтируйте или замените. |
| Изношенные упорные подшипники коленчатого вала Сильно изношенные упорные поверхности на коленчатом валу и/или упорном подшипнике могут позволить движение коленчатого вала вперед и назад и создать расшифровка кода ошибки без фактического условия пропуска зажигания. | При необходимости замените коленчатый вал и подшипники. |
Пропуск воспламенения базового двигателя с утечкой охлаждающей жидкости
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| Неисправные прокладки головки цилиндров и/или трещины или другие повреждения головок цилиндров и проходов системы охлаждения блока двигателя Расход охлаждающей жидкости может привести или не привести к перегреву двигателя. | Осмотрите на предмет насыщения свечей зажигания хладагентом. См. Проверка свечи зажигания. Провести испытание цилиндра на утечку. См. Испытание цилиндра на утечку. Осмотрите головки цилиндров и блок двигателя на предмет повреждений каналов для охлаждающей жидкости и/или неисправной прокладки головки. См. Хладагент в камере сгорания. При необходимости отремонтируйте или замените. |
Пропуск воспламенения базового двигателя с чрезмерным расходом масла
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| Изношенные клапаны, направляющие клапанов и/или масляные уплотнения штока клапана | Осмотрите свечи зажигания на наличие масляных отложений. См. Проверка свечи зажигания. При необходимости отремонтируйте или замените. |
| Изношенные поршневые кольца Расход масла может вызвать или не вызвать пропуск зажигания двигателя. | Осмотрите свечи зажигания на наличие масляных отложений. См. Проверка свечи зажигания. Осмотрите цилиндры на предмет потери компрессии. См. Испытание двигателя на сжатие. Выполните испытания цилиндра на герметичность и сжатие для определения причины. См. Испытание цилиндра на утечку. При необходимости отремонтируйте или замените. |
Двигатель не будет вращаться - Коленчатый вал не будет вращаться
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| Изъятый компонент системы привода вспомогательных устройств | Снимите ремень привода приспособления. Убедитесь, что двигатель вращается. Проверните коленчатый вал вручную в месте расположения балансира коленчатого вала или гибкой пластины. При необходимости отремонтируйте или замените компоненты. |
| Захваченная передача | Снимите болты крепления демпфера к пластине. Убедитесь, что двигатель вращается. Проверните коленчатый вал вручную в месте расположения балансира коленчатого вала или гибкой пластины. При необходимости отремонтируйте или замените компоненты. |
| Разорванная цепь ГРМ | Осмотрите цепь ГРМ, натяжное устройство и звездочки. При необходимости отремонтируйте или замените компоненты. |
| Захваченная цепь синхронизации или звездочки синхронизации | Осмотрите цепь ГРМ и звездочки на предмет наличия посторонних материалов или заедания цепи. При необходимости отремонтируйте или замените компоненты. |
| Заедание или поломка распределительного вала | Осмотрите распределительный вал и подшипники распределительного вала. При необходимости отремонтируйте или замените компоненты. |
| Изогнутый клапан в головке цилиндров | Осмотрите клапаны и головки цилиндров. При необходимости отремонтируйте или замените компоненты. |
| Изымаемый масляный насос | Осмотрите масляный насос в сборе. При необходимости отремонтируйте или замените. |
| Гидравлически заблокированный цилиндр Охлаждающая жидкость/антифриз в цилиндре Масло в цилиндре Топливо в цилиндре | Снимите свечи зажигания и осмотрите цилиндр на наличие жидкости. При вращении двигателя со снятыми свечами зажигания поршень, на такте сжатия, будет выталкивать жидкость из камеры сгорания. См. Хладагент в камере сгорания. Осмотрите на предмет неисправных/сломанных прокладок головки. Осмотрите на предмет треснувшего блока двигателя или головки цилиндров. Осмотрите на предмет налипания топливного инжектора. При необходимости отремонтируйте или замените компоненты. |
| Материал в цилиндре Сломанный клапан Сломанные поршневые кольца Поршневой материал Посторонний материал | Осмотрите цилиндр на наличие поврежденных компонентов и/или посторонних материалов. При необходимости отремонтируйте или замените компоненты. |
| Изношенный коленчатый вал или шатунные подшипники | Осмотрите подшипники коленчатого вала и шатуна. При необходимости отремонтируйте или замените компоненты. |
| Изогнутый или сломанный шатун | Осмотрите шатуны. При необходимости замените поршень и палец в сборе. |
| Сломанный коленчатый вал | Осмотрите коленчатый вал. При необходимости отремонтируйте или замените компоненты. |
Охлаждающая жидкость в камере сгорания
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| ОПРЕДЕЛЕНИЕ: Чрезмерный белый дым и/или запах типа охлаждающей жидкости, исходящий из выхлопной трубы, может указывать на наличие охлаждающей жидкости в камере сгорания. Низкий уровень охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут привести к перегреву двигателя, что может привести к повреждению компонентов двигателя. Более медленная, чем обычно, скорость проворачивания может указывать на попадание хладагента в камеру сгорания. См. Двигатель не проворачивается - коленчатый вал не вращается. Снимите свечи зажигания и осмотрите на предмет насыщения свечей зажигания хладагентом или охлаждающей жидкостью в расточке цилиндра. Произвести осмотр путем проведения испытания баллона на утечку. Во время этого испытания избыточные пузырьки воздуха внутри хладагента могут указывать на неисправную прокладку или поврежденный компонент. Проверить путем проведения испытания цилиндра на сжатие. Два цилиндра рядом на блоке двигателя, с низким сжатием, могут свидетельствовать о вышедшей из строя прокладке головки цилиндров. См. Испытание двигателя на сжатие. | |
| Треснувший впускной коллектор или неисправная прокладка | При необходимости замените компоненты. |
| Неисправна прокладка головки цилиндров | При необходимости замените прокладку головки и компоненты. См. разделы Чистка и осмотр головки цилиндров и Замена головки цилиндров - левая сторона или Замена головки цилиндров - правая сторона. |
| Деформированная головка цилиндров | Обработайте головку цилиндров до надлежащей плоскостности, если это применимо, и замените прокладку головки цилиндров. См. Очистка и проверка головки цилиндров. |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Треснувшая гильза цилиндра или блок двигателя | При необходимости замените компоненты. |
| Пористость головки цилиндров или блока цилиндров двигателя | При необходимости замените компоненты. |
Охлаждающая жидкость в моторном масле
| Причина | Исправление |
|---|---|
| Просмотрите работу системы, чтобы ознакомиться с ее функциями. При необходимости отключите функцию автостопа перед ремонтом. См. Описание гибридных режимов работы. | |
| ОПРЕДЕЛЕНИЕ: Пенистое или обесцвеченное масло или состояние переполнения моторного масла может указывать на попадание охлаждающей жидкости в картер двигателя. Низкий уровень охлаждающей жидкости, неработающий вентилятор охлаждения или неисправный термостат могут привести к перегреву, что может привести к повреждению компонентов двигателя. Загрязненное моторное масло и масляный фильтр следует менять. Осмотрите масло на предмет чрезмерного вспенивания или переполнения. Масло, разбавленное охлаждающей жидкостью, может неправильно смазывать подшипники коленчатого вала и может привести к повреждению компонентов. См. Снижение шума двигателя независимо от частоты вращения двигателя. Произвести осмотр путем проведения испытания баллона на утечку. Во время этого испытания чрезмерные пузырьки воздуха в системе охлаждения могут указывать на неисправную прокладку или поврежденный компонент. Проверить путем проведения испытания цилиндра на сжатие. Два цилиндра бок о бок на блоке двигателя с низким сжатием могут свидетельствовать о вышедшей из строя прокладке головки цилиндров. См. Испытание двигателя на сжатие. | |
| Неисправна прокладка головки цилиндров | При необходимости замените прокладку головки и компоненты. См. разделы Чистка и осмотр головки цилиндров и Замена головки цилиндров - левая сторона или Замена головки цилиндров - правая сторона. |
| Деформированная головка цилиндров | Обработайте головку цилиндров до правильной плоскостности, если это применимо, и замените прокладку головки цилиндров. См. Очистка и проверка головки цилиндров. |
| Треснувшая головка цилиндров | Замените головку цилиндров и прокладку. |
| Треснувшая гильза цилиндра или блок двигателя | При необходимости замените компоненты. |
| Пористость головки цилиндров, блока цилиндров или коллектора | При необходимости замените компоненты. |
Измерение цилиндра для больших размеров
- Отрегулируйте микрометр до размера немного меньшего, чем размер отверстия. См. Механические характеристики двигателя.
- Вставить шаблон J 8087: в микрометр и обнулить шкалу шаблона отверстия.
- Используйте калибр J 8087: и измерьте отверстие цилиндра на наличие избыточного размера. Сдвиньте датчик отверстия вверх и вниз по всей длине отверстия цилиндра. Измерьте отверстие, как параллельное, так и перпендикулярное осевой линии коленчатого вала, вверху, в центре и внизу отверстия. Отверстие цилиндра, которое превышает максимальный диаметр, должно обслуживаться поршнем увеличенного размера. См. Механические характеристики двигателя.
Порядок бурения
- Измерьте все поршни микрометром, чтобы определить диаметр отверстия цилиндра.
- Прежде чем использовать любой тип борштанги, используйте мелкий напильник и очистите верхнюю часть блока цилиндров, удалив любую грязь или заусенцы. Если не проверять блок цилиндров, возможно, расточная оправка неправильно расположена или наклонена, а расточка отверстия цилиндра может быть выполнена под неправильным углом.
- Тщательно следуйте инструкциям производителя по эксплуатации оборудования.
- При расточке цилиндров убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников коленчатого вала до надлежащего крутящего момента во избежание искажения расточек цилиндров при окончательной сборке.
- Когда вы возьмете окончательный разрез с помощью борштанги, оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования и посадки поршня.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечного зазора крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкосортными камнями. Выполните окончательную хонингование мелкосортным камнем, хонингование цилиндра до надлежащего зазора.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно проверить расточку цилиндра на посадку с выбранным поршнем. Все измерения поршня или отверстия цилиндра должны производиться с компонентами при нормальной комнатной температуре.
- При хонинговании цилиндра для подгонки к негабаритному поршню сначала выполните предварительное хонингование 100-крупнозернистым камнем.
- Выполните окончательное хонингование цилиндра с помощью камня с зернистостью 240 и получите рисунок штриховки с перекрестием 45 градусов. Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
- Финишные отметки должны быть чистыми, но не острыми. Отделочные метки также должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- Измерив выбранный поршень в точке калибровки и добавив среднее значение спецификации зазора, можно определить требуемый окончательный размер хонингования цилиндра.
- После окончательного хонингования и перед проверкой поршня на посадку отверстия цилиндров очистить горячей водой и моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки расточки цилиндра просушите расточку чистой ветошью.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Схема №58
Используя шаровой тип или самоцентрирующийся хонинговальный инструмент, слегка обезжирьте отверстие цилиндра. Дегазацию следует производить только для удаления любых отложений, которые могли образоваться. При выполнении процедуры обезжиривания используйте 240-гранитный камень из карбида кремния или эквивалентного материала.
Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
Процедура очистки
- Очистите коленчатый вал растворителем.
- Тщательно очистите все масляные каналы (2) и осмотрите на наличие ограничений или заусенцев.
- Просушите коленчатый вал сжатым воздухом.
Измерение зазора между основными подшипниками - калибровка пластическим методом
- Снимите крышки подшипников, половинки подшипников и болты. См. Демонтаж коленчатого вала и подшипников.
- Установите калибровочный пластик на шейку коленчатого вала. Установить калибрующий пластик на всю ширину шейки подшипника коленчатого вала.
- Установите крышки подшипников, половинки подшипников и болты. См. Установка коленчатого вала и подшипника.
- Снимите крышки подшипников, половинки подшипников и болты. См. Демонтаж коленчатого вала и подшипников.
- Используя весы, поставляемые с комплектом пластикового измерителя, измерьте калибровочный пластик в его самой широкой области. Если калибровочный пластик показывает неравномерность в шейке, превышающую 0 025 мм (0 001 дюйма), снимите коленчатый вал и измерьте шейку микрометром. Если зазор не может быть доведен до технических характеристик, замените коленчатый вал или блок двигателя в соответствии с требованиями. См. Механические характеристики двигателя.
Измерение зазора шатунного подшипника - калибровочный пластический метод
- Снимите крышку подшипника, половину подшипника и болты. См. Демонтаж поршня, шатуна и подшипника.
- Установить калибрующую пластмассу на шейку подшипника шатуна. Установить калибрующий пластик на всю ширину цапфы.
- Установите крышку подшипника, половину подшипника и болты. См. Монтаж поршня, шатуна и подшипника.
- Снимите крышку подшипника, половину подшипника и болты. См. Демонтаж поршня, шатуна и подшипника.
- Используя весы, поставляемые с комплектом пластикового измерителя, измерьте калибровочный пластик в его самой широкой области. См. Механические характеристики двигателя.
Измерение зазора шатунного подшипника - с помощью J 43690/J 43690-100
J 43690: инструмент был разработан как более точный метод для измерения зазоров подшипников шатуна. Приведенные ниже инструкции дают общее представление о настройке и использовании инструментов. Для получения более подробной информации обратитесь к листам инструкций по работе с инструментом, предоставленным производителем инструмента.
Схема №59
Инструмент для проверки подшипников штока
- J 43690-20 Поворотное основание (1)
- J 43690-19 Индикатор набора номера (2)
- J 43690-2 Основание (3)
- J 43690-5, J 43690-6 Ручка (4)
- J 43690-10, J 43690-11 Фут (5)
- 280307 Винт (6)
- J 43690-1 Поворотный кронштейн в сборе (7)
- J 43690-3, J 43690-7, J 43690-8 Винты (8)
- 280319 Винт (9)
- 280311 Винт (10)
- J 43690-17, J 43690-18 переходник (11)
- 280310 Контакт (12)
Схема №60
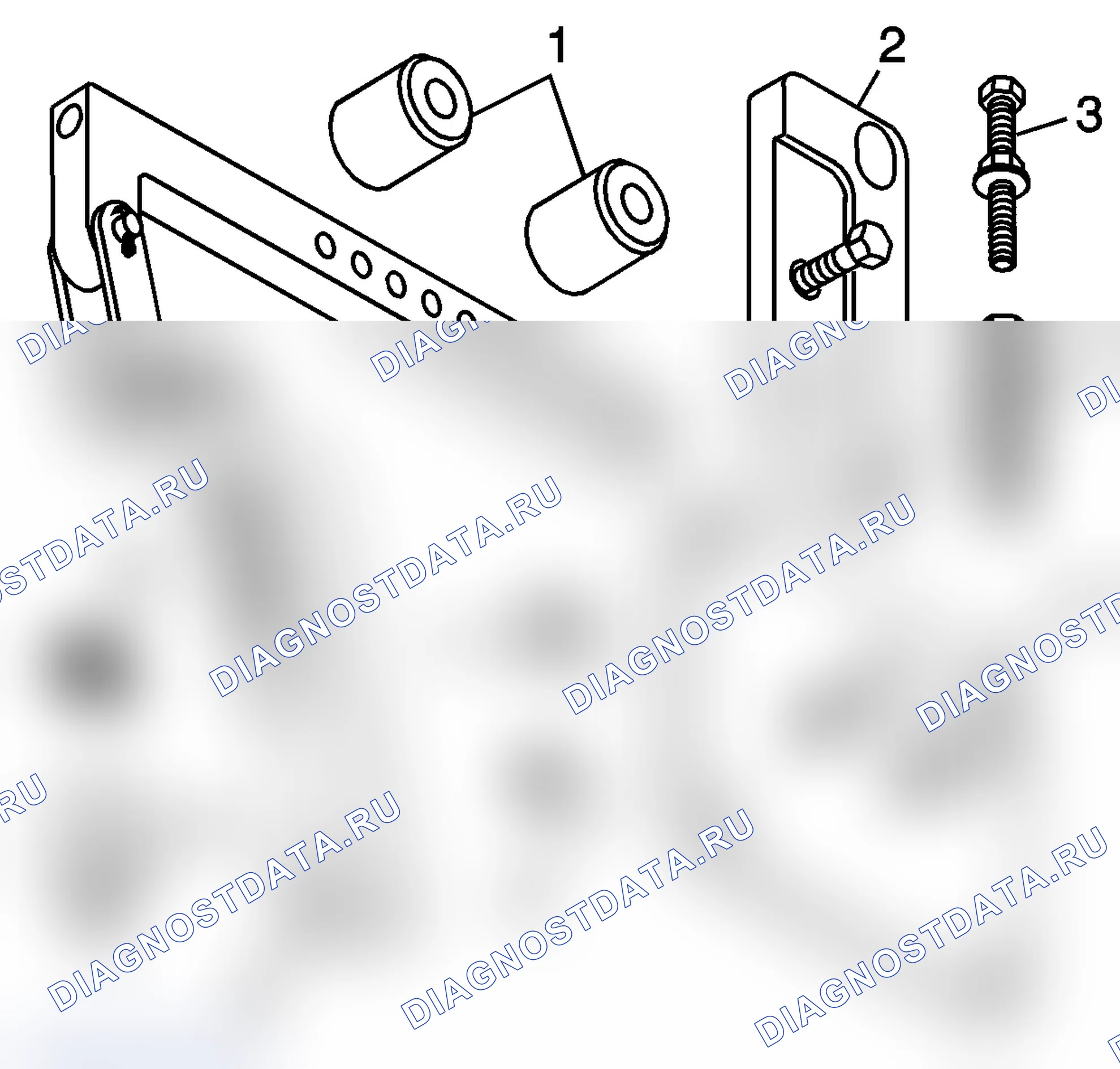
Инструмент для проверки подшипников штока - комплект адаптера
- J 43690-104 Проставка (1)
- J 43690-105 Фиксирующая пластина (2)
- 505478 Болт (3)
- 511341 Болт (4)
- J 43690-106 Фиксирующая пластина (5)
- J 43690-107 Крышка (6)
- J 43690-102 Фут (7)
- J 43690-101 Поворотный кронштейн в сборе (8)
- Переходник J 43690-103 (9)
- 505439 Адаптер (10)
- Проверните коленчатый вал до тех пор, пока измеряемая шейка/шатун не окажется в положении на 12 часов.
- Снимите крышку подшипника и болты (1).
- Снимите половину подшипника 2.
- Вставьте кусок запаса бумажной карты на шейку коленчатого вала.
- Установите половину подшипника 2 и колпачок и болты 1. См. Спецификации затяжки крепежа.
- Установить: J 43690-2 (5) J 43690-3 (4) J 43690-101 (2) 280310 (3) J 43690-5 (1)
- Установите поворотное основание 1 и циферблатный индикатор 2.
- Отрегулируйте по инструкции завода-изготовителя и замерьте зазор шатунного подшипника. Чрезмерным считается шатун с зазором, превышающим 0 076 мм (0 003 дюйма). Сервисные компоненты, по мере необходимости.
Поршневые, штифтовые и поршневые кольца
- Очистите лак и углерод с поршня (107) с помощью чистящего растворителя.
- Просушите компоненты сжатым воздухом.
- Очистите канавки поршневого кольца с помощью подходящего инструмента для очистки кольцевых канавок.
- Прочистите смазочные отверстия и прорези.
- Осмотрите поршень на наличие следующих условий: Трещины в площадках поршневого кольца, юбке поршня или бобышках пальца Канавки поршневого кольца на наличие забоин, заусенцев или коробления, которые могут привести к связыванию поршневого кольца НЕЗНАЧИТЕЛЬНЫЕ дефекты можно удалить с поршня мелким напильником. Эрозионные зоны в верхней части поршня (1) Потертости или поврежденные юбки (2) Задиры в отверстии поршневого пальца (3) или поршневого пальца
- Вставить кромку поршневого кольца в канавку поршневого кольца. Полностью обкатать поршневое кольцо вокруг поршня. Если связывание вызвано искаженной кольцевой канавкой, НЕЗНАЧИТЕЛЬНЫЕ дефекты могут быть удалены с помощью мелкого файла. Если связывание вызвано деформированным поршневым кольцом, замените кольца, как требуется.
- Измерьте щупом боковой зазор поршневого кольца. Если боковой зазор не соответствует спецификациям, попробуйте другое поршневое кольцо. Если надлежащий зазор между кольцом и канавкой не может быть получен, замените поршень и палец в сборе. См. Механические характеристики двигателя.
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте микрометр и измерьте наружный диаметр поршневого пальца (OD).
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте внутренний микрометр и измерьте внутренний диаметр отверстия поршневого пальца.
- Вычесть измерение наружного диаметра поршневого пальца из измерения внутреннего диаметра отверстия поршневого пальца для определения зазора между поршневым пальцем и отверстием. См. Механические характеристики двигателя.
Измерение торцевого зазора поршневого кольца
- Поместите поршневое кольцо в отверстие цилиндра на 6,5 мм (0,25 дюйма) ниже верхней части зоны перемещения кольца. Оба кольца следует устанавливать так, чтобы ориентирующие метки были обращены к верхней части поршня.
- Вставить щуп и измерить торцевой зазор поршневого кольца. См. Механические характеристики двигателя.
Шатун и подшипники
- Очистите шатун (105) и колпачок (103) в растворителе.
- Просушите компоненты сжатым воздухом.
- Проверьте шатун на наличие следующих условий: Скручивание (1) Правильная посадка сопрягаемых поверхностей шатуна и крышки (2) Забоины или выбоины в отверстии подшипника (3) Повреждение установочных пазов подшипника (4)
- Измерить отверстие подшипника шатуна для некруглого состояния. См. Механические характеристики двигателя.
- Чтобы определить зазор между поршневым пальцем и отверстием шатуна, используйте микрометр и измерьте наружный диаметр поршневого пальца.
- Для определения зазора между поршневым пальцем и отверстием шатуна измерьте микрометром внутренний диаметр отверстия шатунного пальца (1).
- Вычесть измерение наружного диаметра поршневого пальца из измерения внутреннего диаметра отверстия шатунного пальца для определения зазора между поршневым пальцем и отверстием. См. Механические характеристики двигателя.
- Осмотрите шатунные подшипники на наличие кратеров или карманов. Сплющенные участки на половинах подшипника указывают на усталость.
- Осмотрите шатунные подшипники на предмет чрезмерного задирания или обесцвечивания.
- Осмотрите шатунные подшипники на предмет попадания грязи или мусора в материал подшипника.
- Осмотрите шатунные подшипники на предмет неправильной посадки, на которую указывают яркие, полированные участки поверхности подшипника.
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте внутренний микрометр и измерьте внутренний диаметр отверстия поршневого пальца.
- Вычесть измерение наружного диаметра поршневого пальца из измерения внутреннего диаметра отверстия поршневого пальца для определения зазора между поршневым пальцем и отверстием. См. Механические характеристики двигателя.
Информация об использовании инструмента
Информация о приводах подшипников, расширителей и расширителей
- Инструмент состоит из направляющего конуса (1), ведущих шайб (2 или 3), приводов подшипников расширителя (4-8), приводных штанг (9 или 10), губок расширителя (11), втулки расширителя (12), конуса расширителя (13), вала расширителя (14) и узла расширителя (15).
- Детандер в сборе (15) используется в качестве привода для подшипника, когда внутренний диаметр составляет 28 575-37 465 мм (1 125-1 475 дюйма), и используется с малой шайбой.
- Внутренний диаметр привода подшипника детандера номер 1 составляет 37 465-43,18 мм (1 475-1,7 дюйма) и используется с детандером в сборе (15) и малой шайбой.
- Внутренний диаметр привода подшипника детандера номер 2 составляет 43,18-48 895 мм (1,7-1 925 дюйма) и используется с детандером в сборе (15) и большой шайбой.
- Внутренний диаметр привода подшипника детандера номер 3 составляет 48 895-54,61 мм (1 925-2,15 дюйма) и используется с детандером в сборе (15) и большой шайбой.
- Внутренний диаметр привода подшипника расширителя номер 4 составляет 54,61-60 325 мм (2 150-2 375 дюйма) и используется с узлом расширителя (15) и большой шайбой.
- Внутренний диаметр привода 5 подшипника детандера составляет 60 325-68 326 мм (2 375-2,69 дюйма) и используется с детандером в сборе (15) и большой шайбой.
Сборка и эксплуатация инструмента
- Выберите правильный расширяющий драйвер и шайбу из информации о расширяющем драйвере и шайбе.
- Поместите расширяющийся драйвер на узел расширителя.
- Убедитесь, что линии разделения между сегментами расширяющегося привода выровнены с линиями разделения узла расширителя.
- Небольшим концом конуса, обращенным к приводному узлу, поместите направляющий конус над ведущей планкой.
- Установите ведущую шайбу на резьбовую часть расширителя в сборе.
- Навинтите узел расширителя с ведущей шайбой на ведущий стержень. Для снятия внутренних подшипников может потребоваться установка удлинителя приводной штанги.
- Вставьте инструмент (1) во внутренний подшипник распределительного вала и затяните до плотного прилегания. Работайте инструментом спереди или сзади блока двигателя. На некоторых блоках двигателя гайка на узле расширителя недоступна, кроме как с любого конца. В этом случае необходимо использовать гнездо и удлинитель для увеличения и уменьшения узла расширителя.
- Вставьте нейлоновый конус (2) в передний или задний подшипник распределительного вала. Это позволит правильно выровнять инструмент.
- Выведите подшипник из блока двигателя или в него.
- Повторите процедуру для дополнительных внутренних подшипников.
- Для концевых подшипников, передних, позиция номер 1, и задних, позиция номер 5, снимите нейлоновый конус и удлинитель приводной штанги.
- Выведите подшипники из блока двигателя или введите их в блок.
Измерение подъема кулачка распределительного вала
- С помощью индикатора подъема кулачка J 8520 измерьте подъем кулачка распределительного вала.
- Снимите коромысла клапанов и болты.
- Вставьте установочную шпильку циферблатного индикатора в отверстие болта коромысла клапана.
- Соберите компоненты J 8520: индикатор подъема лепестка и установите на шпильку.
- Установите вал циферблатного индикатора на конец штанги толкателя.
- Поверните лицевую сторону циферблатного индикатора на ноль.
- Медленно вращайте коленчатый вал по часовой стрелке, пока циферблатный индикатор не получит свои самые высокие и самые низкие показания.
- Сравните итог со спецификациями. См. Механические характеристики двигателя. Общий подъем лепестка - это разница между наибольшим и наименьшим показаниями.
Подъемники неактивного топливного клапана
- Очистите компоненты в чистящем растворителе.
- Просушите компоненты сжатым воздухом.
- Проверьте подъемники клапанов на наличие следующих условий: Изогнутый или сломанный зажим (1) Изношенное гнездо толкателя (2) Потертости или изношенные стороны (3) Если подъемник клапана показывает износ, проверьте отверстия подъемника блока двигателя на предмет износа или повреждения. Плоские пятна на ролике (4) Ослабленный или поврежденный штифт (5) Закупоренное масляное отверстие (6) Изношенный или поврежденный роликовый подшипник Ролик должен вращаться свободно без привязки или шероховатости.
Подъемники активного топливного клапана
- Очистите компоненты в чистящем растворителе.
- Просушите компоненты сжатым воздухом.
- Проверьте подъемники клапанов на наличие следующих условий: Сломанная или разрушенная пружина (1) Изношенная розетка толкателя (2) Закупоренное смазочное отверстие (3) Закупоренное отверстие переключения масла подъемника (4) Плоские пятна на ролике (5) Изношенный или поврежденный роликовый подшипник (6) Ролик должен вращаться свободно без привязки или шероховатости. Потертости или изношенные стороны (7)
Схема №61
Проверить направляющие подъемника клапана на наличие следующих условий
- Трещины или повреждения (1)
- Чрезмерный износ монтажных отверстий подъемника (2)
Расширение направляющей части клапана
- С помощью циферблатного индикатора J 8001: измерьте зазор между штоком клапана и направляющей. Расположите наконечник циферблатного индикатора J 8001 в верхней части направляющей клапана. Зазор между штоком клапана и направляющей может быть также получен путем использования микрометра для измерения диаметра штока клапана и измерительного прибора шарового типа для измерения направляющего отверстия.
- Если измерение зазора между штоком клапана (1) и направляющей (2) не соответствует техническим требованиям, клапан и/или головка цилиндра должны быть заменены. См. Механические характеристики двигателя.
- Осмотрите штоки клапанов на предмет чрезмерного задирания, износа или коробления. Шток клапана, имеющий чрезмерные задиры (3 или 4) или износ (4 или 6), подлежит замене. Если направляющая клапана изношена или имеет чрезмерный зазор между штоком и направляющей, головку цилиндра следует заменить.
- Измерить диаметр штока клапана. Если диаметр штока клапана не соответствует спецификации, клапан необходимо заменить. См. Механические характеристики двигателя. Если диаметр штока клапана соответствует техническим требованиям, а зазор между штоком и направляющей чрезмерен, головку цилиндров необходимо заменить.
Притирка седла и клапана
- Проверьте клапан на наличие следующих условий: Обгоревшие или эродированные участки (1) Изношенный запас (2) Изогнутый шток (3) Изношенный или забитый шток (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверить поверхность клапана на наличие следующих условий: Износ или отсутствие запаса (1 или 4) Точечные поверхности (2) Обгоревшие или эродированные участки (3)
- Осмотрите запас клапана. Выпускной клапан может быть заменен, если запас находится в пределах спецификации до шлифования. См. Механические характеристики двигателя.
- Заменить выпускные клапаны с точечной коррозией на соответствующей машине для замены клапанов.
- Замените клапан, если запас не соответствует спецификации после шлифовки. См. Механические характеристики двигателя.
- Если торец клапана отшлифован, измерьте высоту установки пружины клапана после повторной сборки головки цилиндров. Клапан и/или головка цилиндра должны быть заменены, если установленная высота пружины клапана не соответствует техническим требованиям. См. Сборка головки цилиндров.
- Проверьте наличие свободного седла клапана в головке цилиндров. Седло клапана имеет посадку с натягом на головку цилиндров.
- Очистите направляющие отверстия клапана подходящим инструментом. Удалите весь углерод или грязь из отверстий. Для получения надлежащих результатов направляющая клапана должна быть чистой для инструмента для шлифования седла.
- Зачистите седло клапана. Для получения надлежащих результатов следует тщательно следовать рекомендациям производителя оборудования. Независимо от типа используемого оборудования, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование направляющего инструмента в направляющей.
- Осмотрите седла клапанов. Седла клапанов должны быть концентричны осевой линии направляющей, измерить биение седла клапана. Общее значение биения индикатора должно быть в пределах спецификации. См. Механические характеристики двигателя. Если седло клапана было отшлифовано, измерьте установленную высоту пружины клапана после повторной сборки головки цилиндров. Головка цилиндра и/или клапан должны быть заменены, если установленная высота пружины клапана не соответствует техническим требованиям после шлифовки седла. См. Сборка головки цилиндров.
- Снимите и утилизируйте прокладки 514 от впускного коллектора до головки цилиндров.
- Снимите датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) (абсолютное давление во впускном коллекторе) (714). См. Демонтаж впускного коллектора.
- Извлеките электромагнитный клапан продувки канистры EVAP, трубки EVAP и топливную рейку с форсунками. См. Демонтаж топливной направляющей и форсунок.
- Снимите корпус дросселя и прокладку. См. Демонтаж корпуса дроссельной заслонки в сборе.
- Очистите впускной коллектор (500) в растворителе.
- Просушите впускной коллектор сжатым воздухом.
Как отремонтировать резьбу
Специальный инструмент
- J 42385-100: Комплект для ремонта резьбы головки/основного болта
- J 42385-200: Общий комплект для ремонта резьбы
- J 42385-300: Комплект приспособлений и оборудования
Аналогичные региональные инструменты см. в разделе Специальные инструменты.
Схема №62
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа (1). В процессе установки втулки приводной инструмент расширяет нижнюю наружную резьбу вставки в основной материал (2). Это действие механически фиксирует вставку на месте. Кроме того, при установке на соответствующую глубину фланец вставки будет упираться в расточку ремонтируемого отверстия.
- Просверлите резьбу поврежденного отверстия (1). Для вкладышей M6 требуется минимальная глубина сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка (2) постучите по резьбе просверленного отверстия. Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш 2. Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью. Продолжайте вращать установочное приспособление (1) через вставку. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Осмотрите вставку на правильность установки в отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
Как отремонтировать резьбу отверстия под болт головок цилиндров
- Комплект для ремонта резьбы болта головки цилиндров состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Втулка (4) Центровочный штифт (5) Втулка (6) Болты (7) Крепежная пластина (8)
- Установите крепежную пластину 3, болты 1 и втулку 2 на палубу блока двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту (4).
- Вставьте центрирующий штифт (1) через втулку в отверстие.
- Вставьте центрирующий штифт в требуемое отверстие и затяните крепежные болты (2).
- Извлеките центрирующий штифт из отверстия.
- Установите стакан 2 на сверло 1.
- Просверлите резьбу поврежденного отверстия. Просверлите отверстие до соприкосновения стопорного бурта сверла или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия.
- Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка (1) на метчике не совместится с верхней частью втулки сверла (3).
- Снимите крепежную пластину (2), втулку (3) и болты.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш и драйвер 1. Вращать инструмент привода до совмещения метки на инструменте с поверхностью деки блока двигателя. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Как отремонтировать резьбу отверстия болта главной крышки
- Комплект для ремонта резьбы основного болта колпачка состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Крепежная пластина (4) Длинные болты (5) Короткие болты (6) Центровочный штифт (7) Втулка (8)
- Установите крепежную пластину, болт и втулку на блок двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту.
- Поместите центрирующий штифт в нужное отверстие и затяните крепежные болты приспособления.
- Просверлите поврежденное отверстие. Наружные болтовые отверстия 11-20 имеют более мелкие расточки. Используйте с дрелью стакан J 42385-316. Сверлить до соприкосновения стопорного бурта бурового долота или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка на метчике не совместится с верхней частью втулки. Для более глубоких основных отверстий колпачка 1-10 вращайте кран до тех пор, пока верхняя метка (4) на кране не совместится с верхней частью втулки (3). Для более мелких отверстий 11-20 основного колпачка вращайте метку до тех пор, пока нижняя метка (1) на метке не совместится с верхней частью втулки (3).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Вставьте вставку и привод (1) через крепежную пластину и втулку в отверстие. Вращайте приводной инструмент до тех пор, пока метка на инструменте (3) не совместится с верхней частью втулки (2). Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Подбор поршня
- С помощью микрометра под прямым углом измерьте наружный диаметр поршня (ОД). Измерьте диаметр 43 мм (1,69 дюйма) от верхней части поршня. См. Механические характеристики двигателя.
- Запишите наружный диаметр поршня.
- Настройте микрометр на записанный наружный диаметр поршня.
- Вставьте датчик J 8087: в микрометр и обнулите шкалу датчика.
- С помощью манометра J 8087: измерьте внутренний диаметр отверстия цилиндра. Измерить в точке на расстоянии 64 мм (2,5 дюйма) от верхней части цилиндра.
- Запишите внутренний диаметр отверстия цилиндра.
- Вычесть наружный диаметр поршня из внутреннего диаметра канала цилиндра для определения зазора между поршнем и каналом. См. Механические характеристики двигателя.
- Если надлежащий зазор не может быть получен, выберите другой узел поршня и пальца и измерьте зазоры снова. Если надлежащая посадка не может быть достигнута, может потребоваться хонингование отверстия цилиндра для поршня большего размера.
Процедура двигателя механического - гибридного (HP2) 6.0L (LZ1): прочее
- Снимите фильтр моторного масла и залейте чистое моторное масло.
- Установите масляный фильтр и затяните до 30 Н.м (22 фунта на фут).
- Найдите заглушку левой передней масляной галереи блока двигателя (116).
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на J 45299: preluber, чтобы подать минимум 1-1,9 литра (1-2 литра) моторного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установить заглушку галереи на двигатель и затянуть до 60 Н.м (44 фунта фута).
- Долейте моторное масло до нужного уровня.
Распределительный вал и система привода
Биллетный стальной 1 штучный распределительный вал поддерживается 5 подшипниками, запрессованными в блок двигателя. Привод положения распределительного вала (положение распредвала) установлен на передней части распределительного вала и удерживается электромагнитным клапаном положение распредвала. Привод КМП осуществляется звездочкой коленчатого вала через цепь ГРМ распределительного вала. Колесо датчика ОГТ встроено в переднюю поверхность привода ОГТ, а датчик ОГТ и магнит привода ОГТ установлены в передней крышке двигателя. Спереди блока двигателя над звездочкой коленчатого вала установлен натяжитель цепи ГРМ. Звездочка коленчатого вала с наружным шлицем установлена на коленчатом валу шпонкой и шпоночной канавкой. Наружные шлицы звездочки коленчатого вала приводят в движение шестерню привода масляного насоса. Удерживающая пластина, установленная в передней части блока цилиндров двигателя, поддерживает положение распределительного вала. См. Описание позиционного привода распределительного вала и электромагнитного клапана и Описание системы привода распределительного вала.
Коленчатый вал
Коленчатый вал литой чугунный шаровой Коленчатый вал опирается на 5 подшипников коленчатого вала. Подшипники удерживаются крышками подшипников коленчатого вала, которые обработаны с блоком двигателя для правильной центровки и зазора. Шейки коленчатого вала подрезаны и прокатаны. Центральная коренная шейка является упорной шейкой. Реактивное кольцо положения коленчатого вала (положение коленвала) установлено по прессовой посадке сзади коленчатого вала. Дроссельное кольцо отдельно не исправно.
Головки цилиндров
Головки цилиндров отлиты из алюминия и имеют запрессованные на месте направляющие клапана из порошкового металла и седла клапанов. Проходы для системы отбора воздуха охлаждающей жидкости двигателя находятся в передней части каждой головки цилиндров. Крышки коромысел клапанов крепятся к головкам цилиндров 4 болтами крышек коромысел, установленными по центру. Для увеличения потока используются высокопоточные головки цилиндров с модифицированными впускными и выпускными окнами.
Блок двигателя
Блок двигателя представляет собой конфигурацию глубокой юбки 90 градусов V типа «кулачок в блоке» с 5 крышками подшипников коленчатого вала. Блок двигателя - литой алюминий. 5 крышек подшипников коленчатого вала имеют по 4 вертикальных крепежных болта М10 и 2 горизонтальных - М8. Распределительный вал поддерживается 5 подшипниками распределительного вала, запрессованными в блок.
Выпускные коллекторы
Выпускные коллекторы выполнены в 1 штучной чугунной конструкции. Выхлопные коллекторы направляют выхлопные газы из камер сгорания в выхлопную систему. Каждый коллектор также имеет установленный снаружи тепловой экран, который удерживается болтами.
Гибридные средства управления
См. Описание гибридных режимов работы.
Впускной коллектор
Впускной коллектор представляет собой 1 составную конструкцию, которая включает латунные резьбовые вставки для установки топливной рейки, корпуса дросселя и шпилек для жгута проводов. Каждая сторона впускного коллектора уплотнена с головкой цилиндров с помощью не используемой повторно силиконовой уплотнительной прокладки/нейлонового несущего узла. Корпус дросселя с электронным приводом крепится болтами к передней части впускного коллектора. Корпус дросселя уплотнен 1-х штучной нажимной силиконовой прокладкой. Топливопровод в сборе, с 8 отдельными топливными форсунками, удерживается на впуске 4 болтами. Для обеспечения герметичности форсунки устанавливаются в отдельные отверстия коллектора с уплотнительными кольцами. Кронштейн упора топливной рейки удерживается сзади левой головки цилиндров установочным болтом. Датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) в коллекторе (абсолютное давление во впускном коллекторе) установлен и закреплен в верхней передней части впускного коллектора и уплотнен уплотнительным кольцом. Соленоидный клапан продувки фильтра с испарением (EVAP) установлен на топливопроводе в левой передней части впускного коллектора. Внутри впускного коллектора каналы для охлаждающей жидкости отсутствуют.
Масляный поддон
Несущий поддон картера с задним картером выполнен из литого алюминия. В конструкцию включены монтажная бобышка масляного фильтра, отверстие сливной пробки, перегородка и датчик уровня масла. Перепускной клапан масляного фильтра теперь встроен в масляный фильтр новой конструкции. Предохранительный клапан активного масла управления топливом также находится внутри масляного поддона. Выравнивание структурного масляного поддона с задней частью блока двигателя и корпуса трансмиссии имеет решающее значение.
Система клапанов
Движение передается от распределительного вала через гидравлические роликовые клапанные подъемники и трубчатые толкатели на коромысла роликового типа. Нейлоновый подъемник клапана направляет положение и удерживает подъемники клапана. Коромысла клапанов для каждой группы цилиндров установлены на стойках или шарнирных опорах. Каждое коромысло удерживается на шарнирной опоре и головке цилиндров болтом. Запорная арматура выполнена сетчатой. Цилиндры 1, 4, 6 и 7 - это активное управление топливом. См. Описание системы деактивации цилиндров (активное управление топливом).
Модуль управления двигателем (блок управления двигателем)
См. Описание системы деактивации цилиндров (активное управление топливом).
Схема №63
Распределительный вал предназначен для обеспечения смазочного тракта для подачи масла под давлением к приводу положения распределительного вала (положение распредвала). Масло двигателя под давлением поступает в распределительный вал в месте расположения цапфы подшипника номер 2. Масло проходит через распределительный вал, выходит спереди и попадает в электромагнитный клапан привода ОГТ.
Схема №64
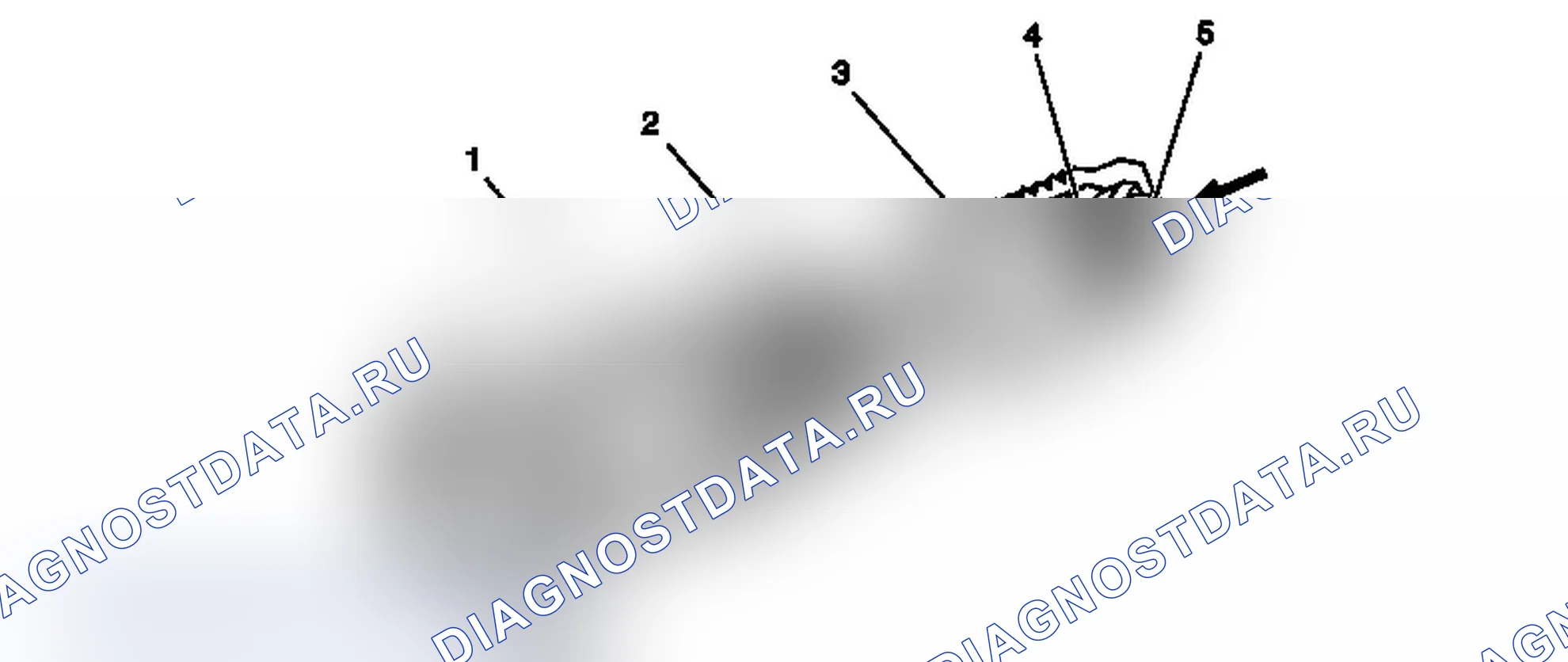
Электромагнитный клапан привода КМП состоит из корпуса, золотникового клапана (1), возвратной пружины золотника (2), масляного фильтра (3), возвратной пружины входного обратного шарика (4) и входного обратного шарика (5). Машинное масло под давлением поступает в клапан и через фильтр поступает на золотник. Положение золотника контролируется магнитом КМП и модулем управления двигателем (МУД). При перемещении золотника в надлежащее положение поток масла направляется через клапан в узел привода ОГТ. Электромагнитный клапан положение распредвала представляет собой конструкцию с крутящим моментом и пределом текучести и должен заменяться каждый раз при снятии.
Схема №65
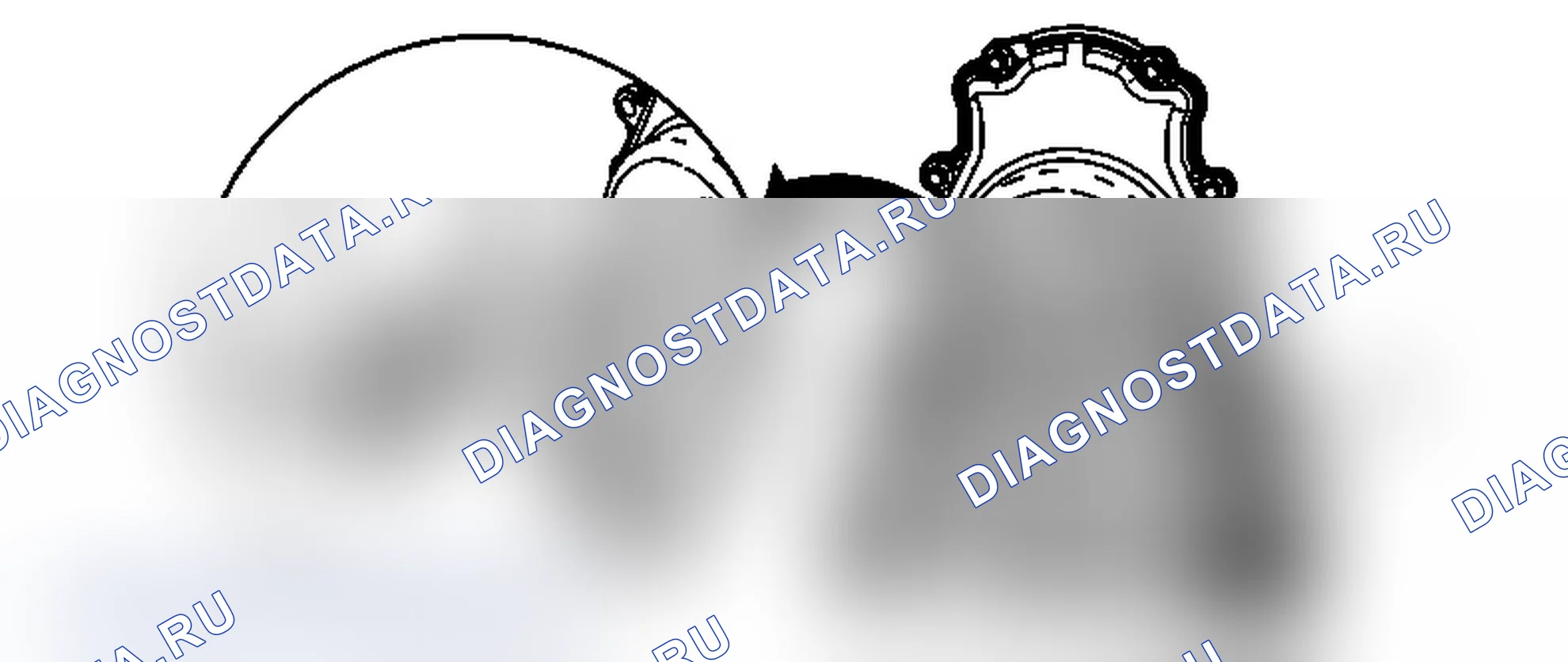
Магнит 752 привода СМР расположен в передней крышке двигателя и уплотнен прокладкой 753. Магнит привода СМР управляется 12-вольтовым импульсным сигналом шириной 150 Гц с коэффициентом заполнения 0-100% от блок управления двигателем. При подаче питания соленоид использует электромагнитную силу на магнитном стержне для позиционирования золотникового клапана соленоидного клапана ХМП.
Схема №66
Привод СМР представляет собой конструкцию лопастного типа, которая гидравлически изменяет угол или синхронизацию распределительного вала относительно положения коленчатого вала. Привод СМР допускает более раннее или более позднее открытие впускного и выпускного клапанов во время 4-тактного цикла двигателя. Привод ОГТ не может изменять продолжительность открытия клапана или подъема клапана. Привод ОГТ должен обслуживаться как узел. Работа системы описана в Описании системы привода распределительного вала.
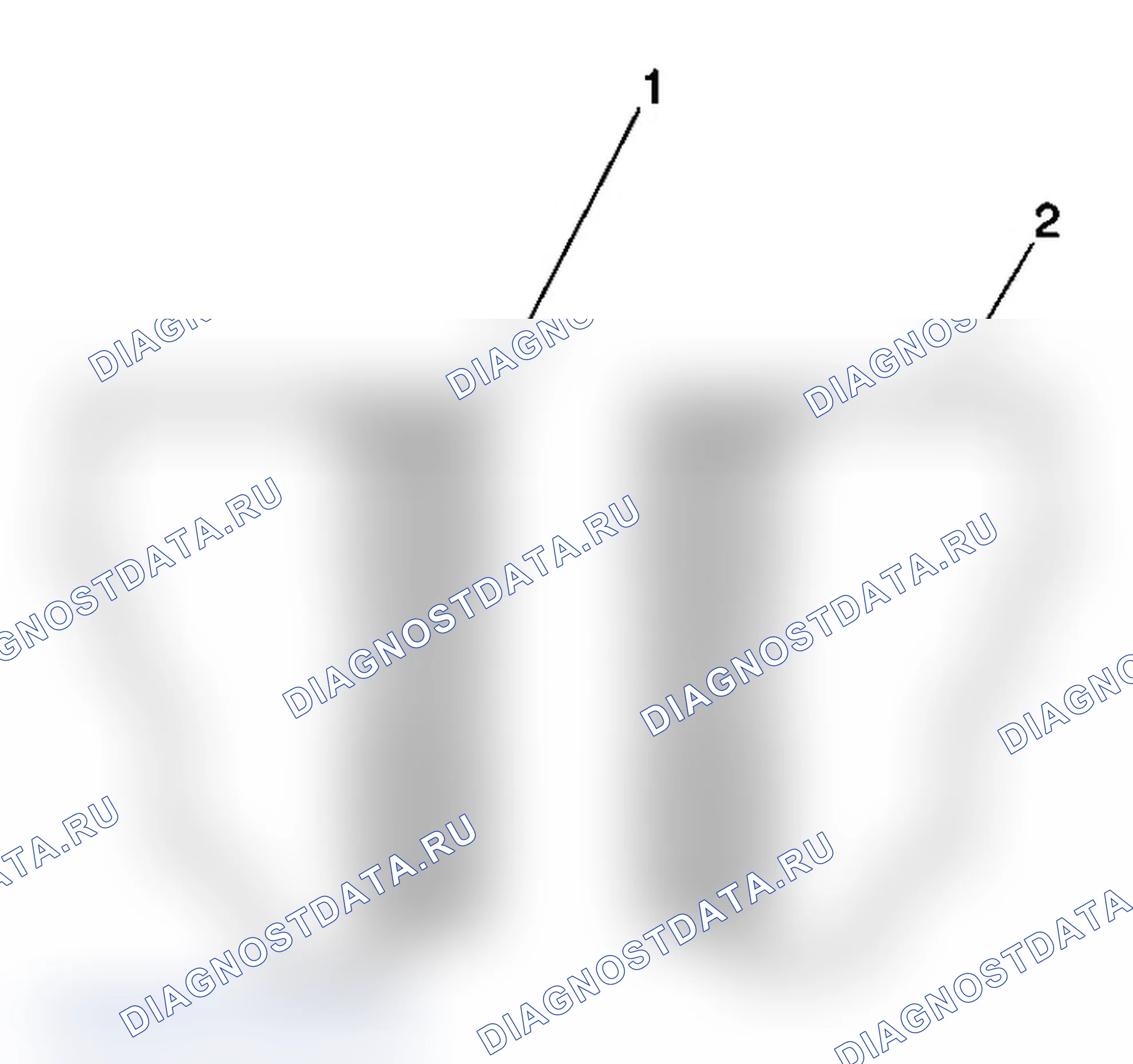
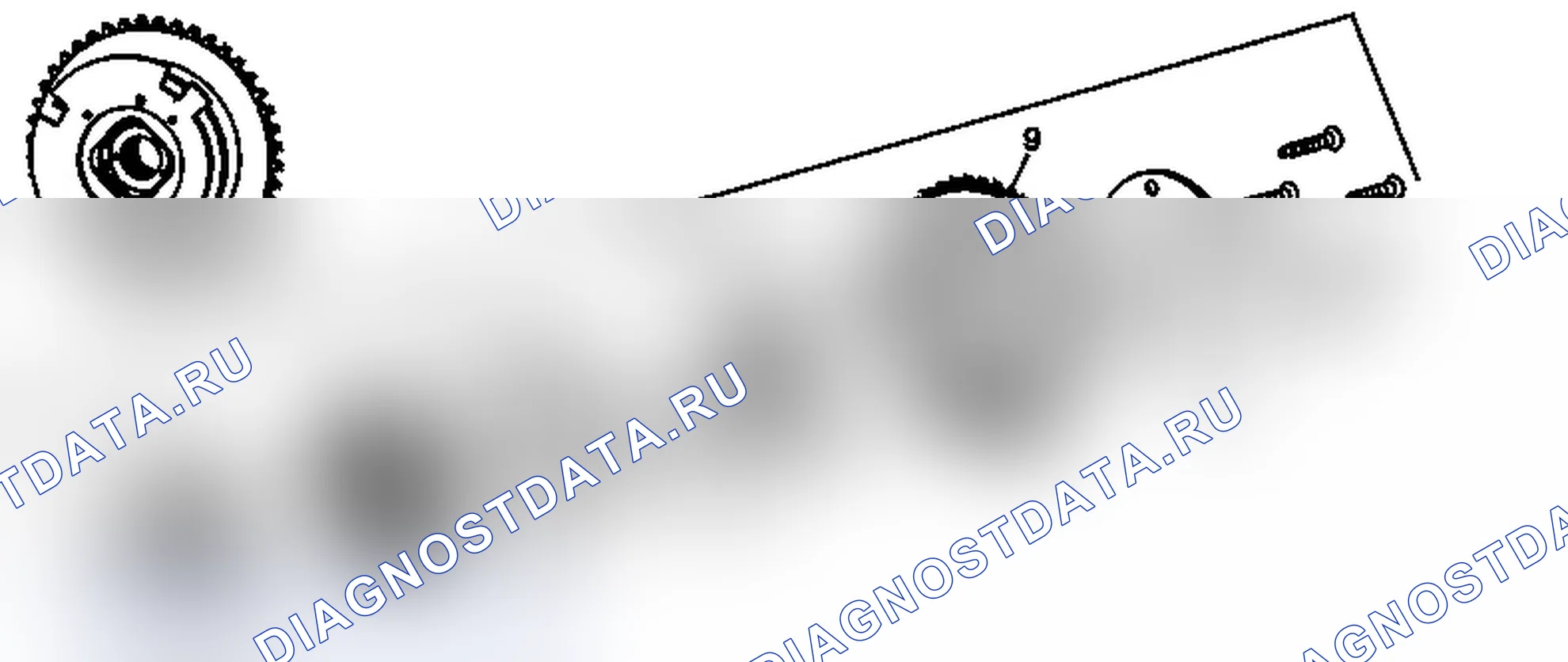
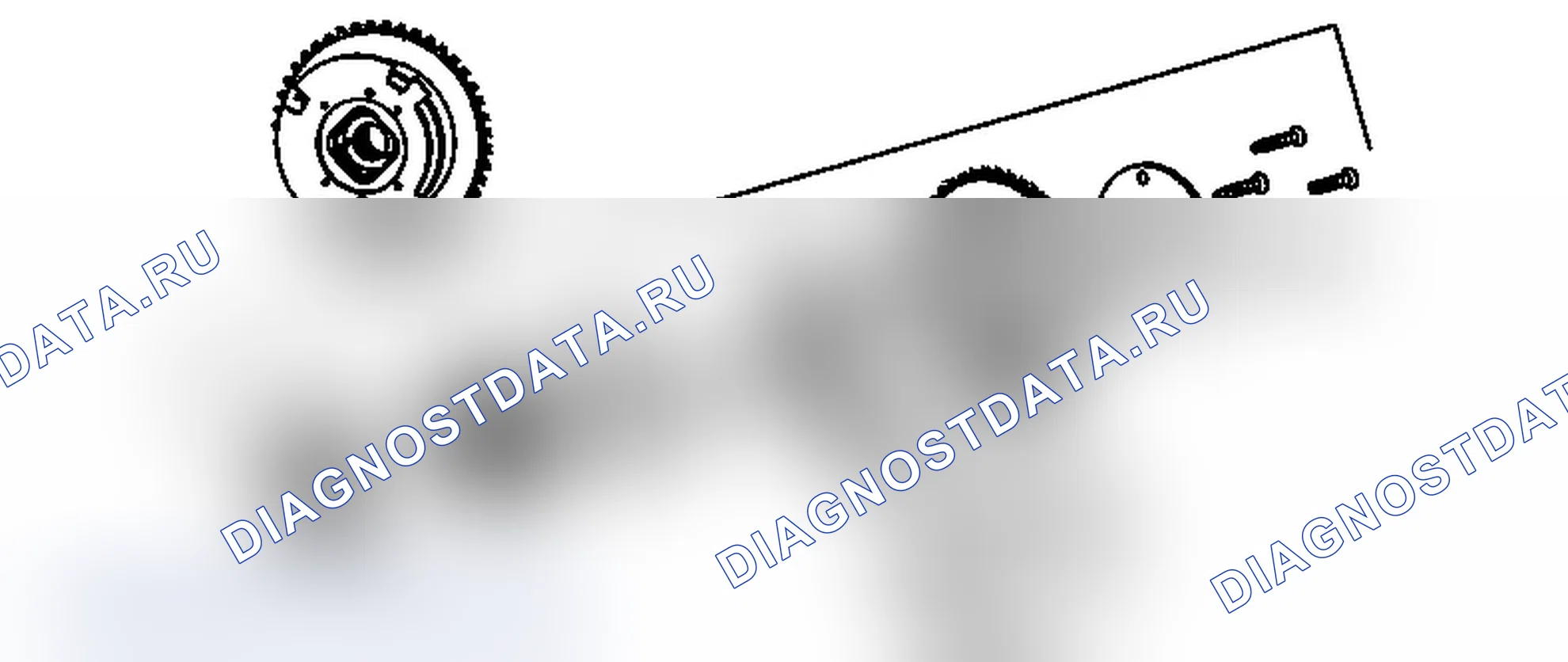
Привод КМП состоит из колеса (1) реактивного сопротивления КМП, штифтов (2) удержания колеса, возвратной пружины (3), передней крышки (4), штифта (5) положения парковки, пружины (6) положения парковки, лопастей и пластинчатых пружин (7), ротора (8), корпуса с цепной звездочкой (9), уплотнительной крышки/упорной пластины (10) и болтов (11).
Схема №67
Исполнительный механизм ОГТ динамически изменяет события фаз газораспределения относительно фаз газораспределения поршня, управляя положением распределительного вала. Иногда это называют изменением фаз газораспределения или фазированием распределительного вала. Изменяемые фазы газораспределения или фазировка распределительного вала не меняют длительность или подъем.
- Опережая синхронизацию распределительного вала, можно добиться улучшения низкого конечного крутящего момента.
- За счет незначительной задержки синхронизации распределительного вала может быть достигнуто улучшение мощности высокого конца.
- За счет значительного замедления синхронизации распределительного вала может быть достигнуто улучшение экономии топлива при малой нагрузке.
В исполнительном механизме КМП имеется 5 полостей, разделенных лопатками.
- При направлении масла в полости опережения (1) происходит опережение ГРМ распределительного вала.
- При направлении масла в полости замедления (2) происходит замедление синхронизации распределительного вала.
- При направлении масла в обе полости распределительный вал удерживается неподвижно.
Схема №68
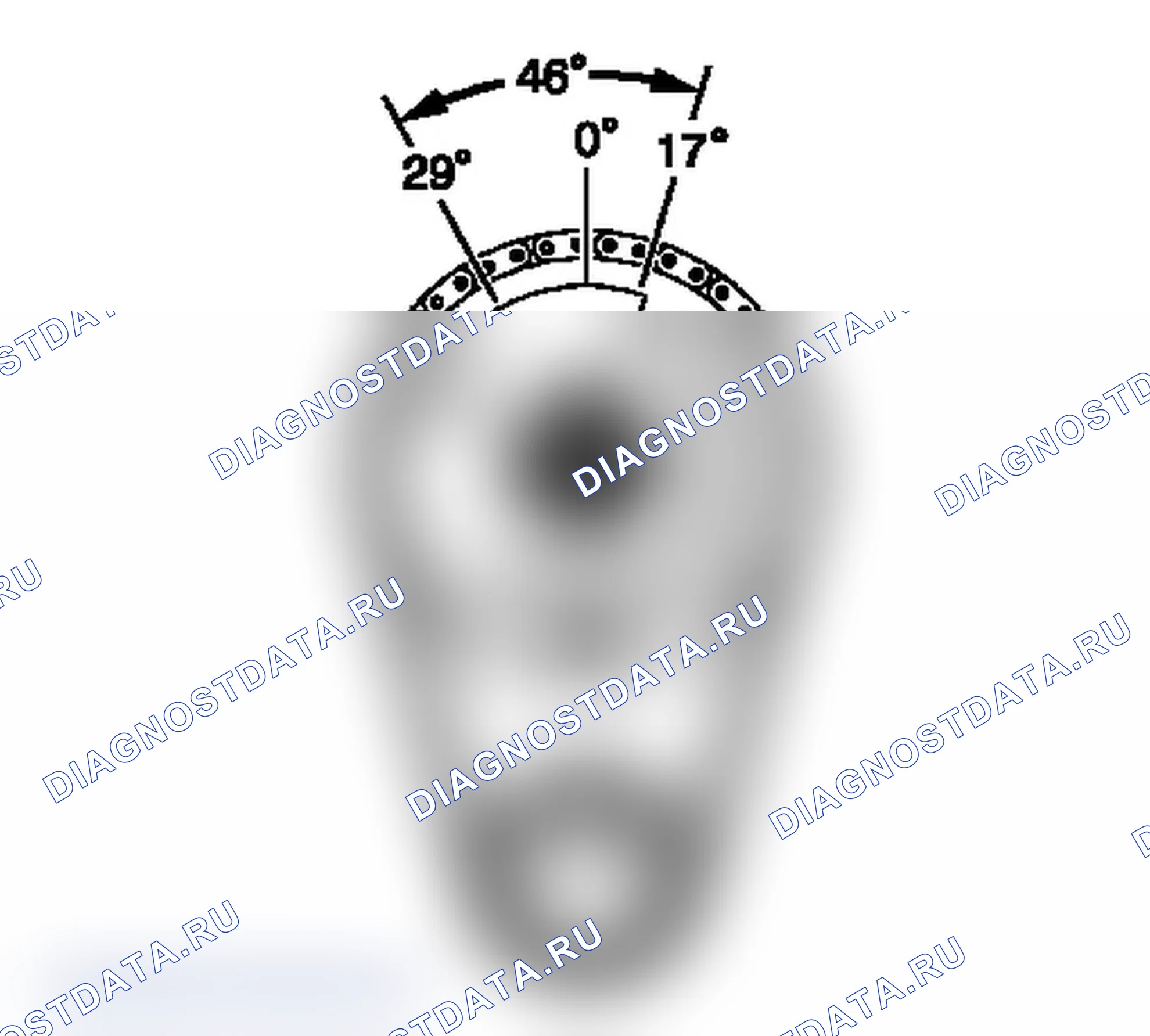
Привод 6.0L LFA положение распредвала имеет диапазон полномочий 46 градусов. При неработающем двигателе и отсутствии давления моторного масла на исполнительный механизм ОГТ пружина высокого натяжения устанавливает распределительный вал в положение парковки с задержкой 29 градусов. Во время нормальной работы двигателя и на основе требований к рабочим характеристикам блок управления двигателем может регулировать синхронизацию распределительного вала, как требуется, в пределах диапазона от 29 градусов запаздывания до 17 градусов опережения.
Схема №69

- Масло поступает в распределительный вал у второй цапфы коренного подшипника (1).
- Масло проходит через распределительный вал в обратный шарик (2) клапана привода КМП и фильтр (3).
- Масло выходит из клапана и проходит через внутренние каналы распределительного вала (4).
- Масло выходит из распределительного вала и поступает в отверстия для входа масла в привод.
- Масло проходит через привод и направляется обратно в клапан (5).
- Положение золотника клапана направляет масло в каналы продвижения или замедления привода.
При определенных условиях клапан также может быть установлен в нейтральное положение без потока в каналы продвижения или замедления привода.
Схема №70
- Масло из распределительного вала поступает во впускное отверстие клапана (3) через внутренний обратный шарик и фильтр.
- Масло выходит из клапана (2) и проходит во внутренних каналах распределительного вала во входные отверстия (7) исполнительного механизма.
- В центральной масляной канавке привода создается давление, и масло снова поступает в клапан 1.
- Положение золотника клапана направляет масло из отверстий для продвижения (4) или замедления (5) клапана к приводу.
При определенных условиях клапан также может быть установлен в нейтральное положение без потока в каналы продвижения или замедления привода.
Схема №71

- Масло под давлением поступает в полости продвижения (1) привода и перемещает парковочный штифт (3) из запертого положения.
- При увеличении давления внутри полостей (1) продвижения ротор и распределительный вал вращаются по часовой стрелке, продвигая фазы газораспределения.
- По мере уменьшения рабочего цикла золотник переставляется и масло направляется в полости замедления (2), вращая ротор и распределительный вал против часовой стрелки, замедляя фазы газораспределения. При сигнале 0% -ного рабочего цикла на магнит золотник устанавливается в полностью выдвинутое положение и происходит полный поток в полости замедления привода. Когда рабочий цикл увеличивается почти до 50 процентов, поток в полости замедления уменьшается. При 50-процентном рабочем цикле золотник расположен нейтрально, без потока в полости продвижения и замедления. При рабочем цикле 51-100% золотник расположен так, чтобы обеспечить поток масла для продвижения полостей. С увеличением рабочего цикла увеличивается расход на продвижение полостей. При 100-процентном рабочем цикле имеется полный поток к полостям опережения исполнительного механизма. Приведенные выше значения коэффициента заполнения являются лишь ориентировочными, поскольку фактические значения коэффициента заполнения могут изменяться в зависимости от температуры моторного масла, температуры соленоидной катушки магнита, сопротивления катушки магнита и других особенностей.
Схема №72
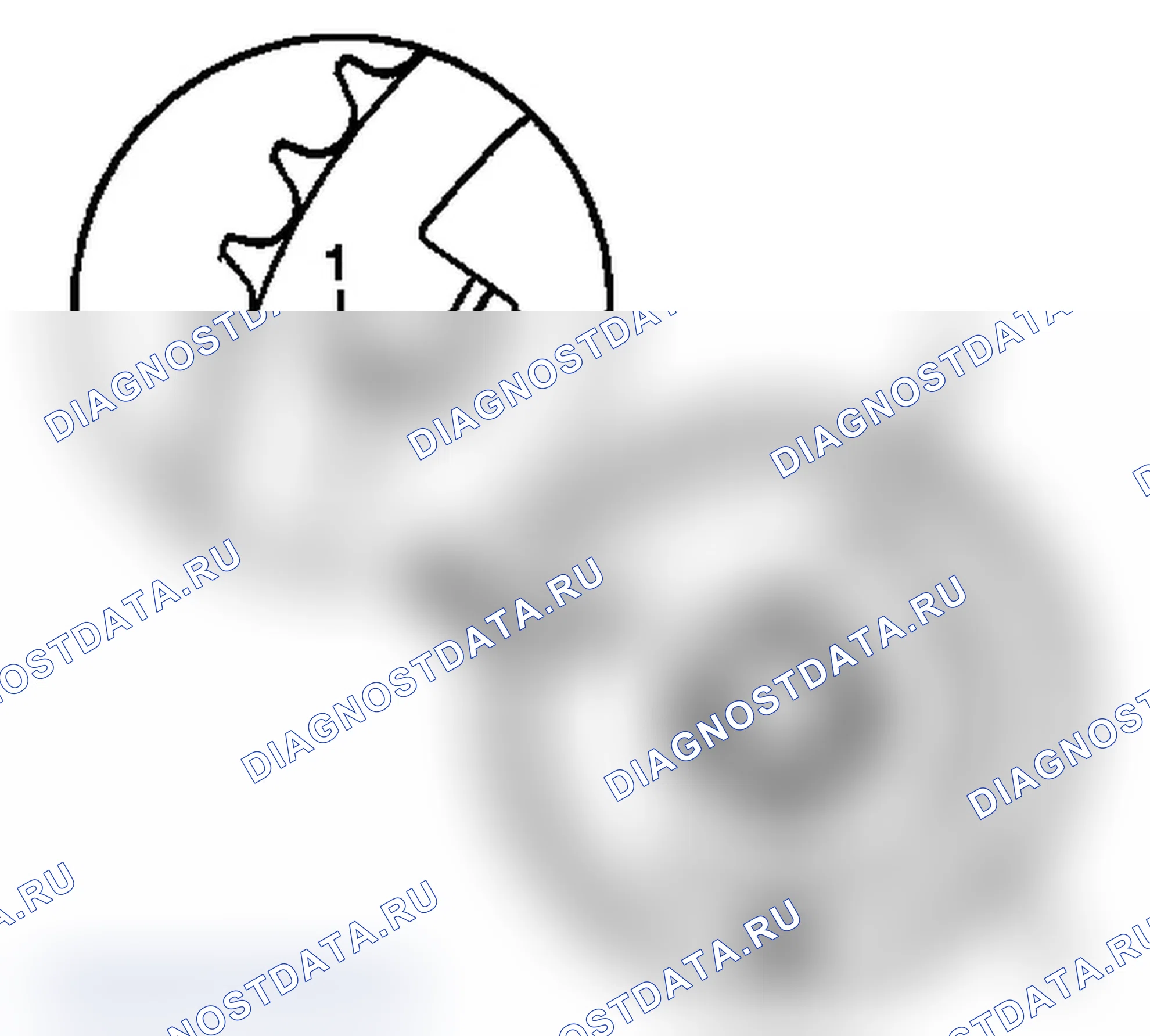
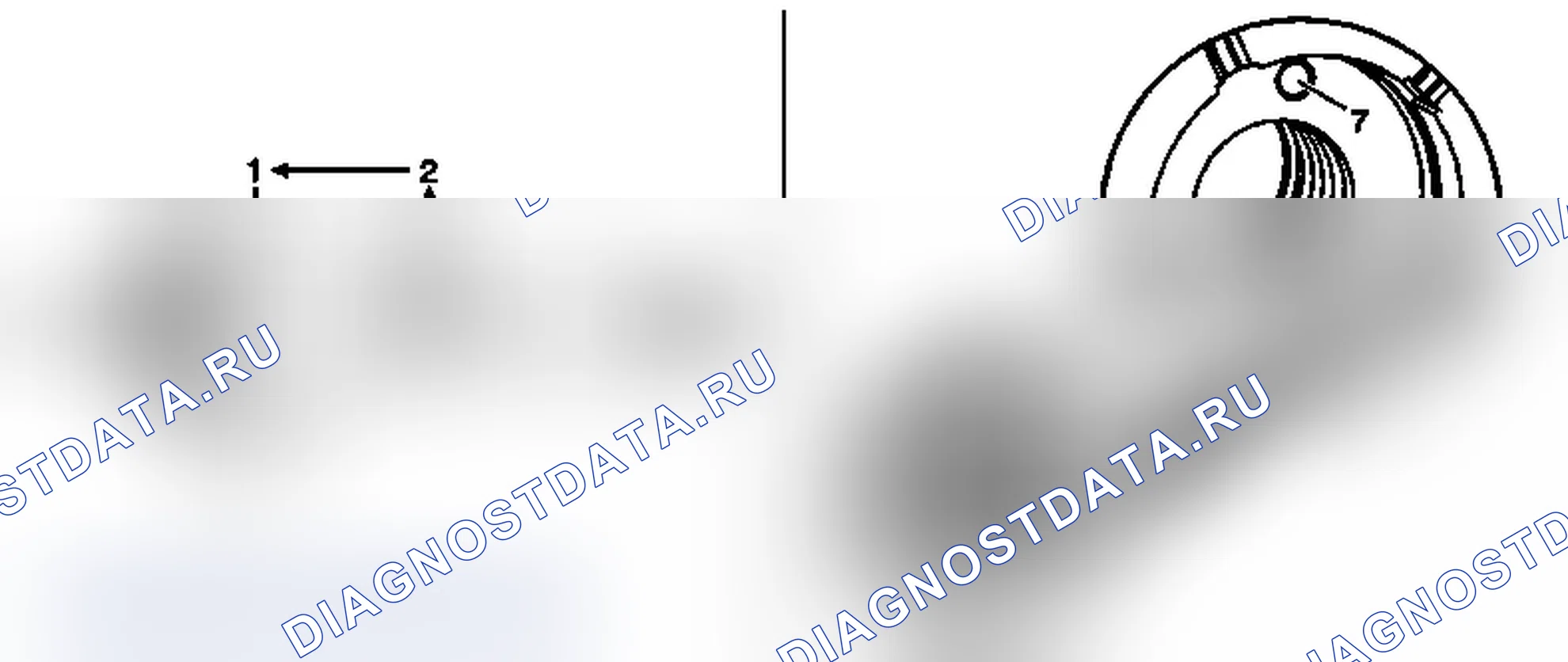
Привод ОГТ может быть подвергнут визуальному осмотру, чтобы определить, возвратила ли пружина растяжения барабан и ротор в исходное положение.
При возврате колеса в надлежащее исходное положение край зазубренной области колеса (2) совмещается с маркировкой (1) на звездочке распределительного вала.
Схема №73

| Предупреждение | См. Предупреждение о снятии и установке позиционера распределительного вала. |
|---|
Схема №74
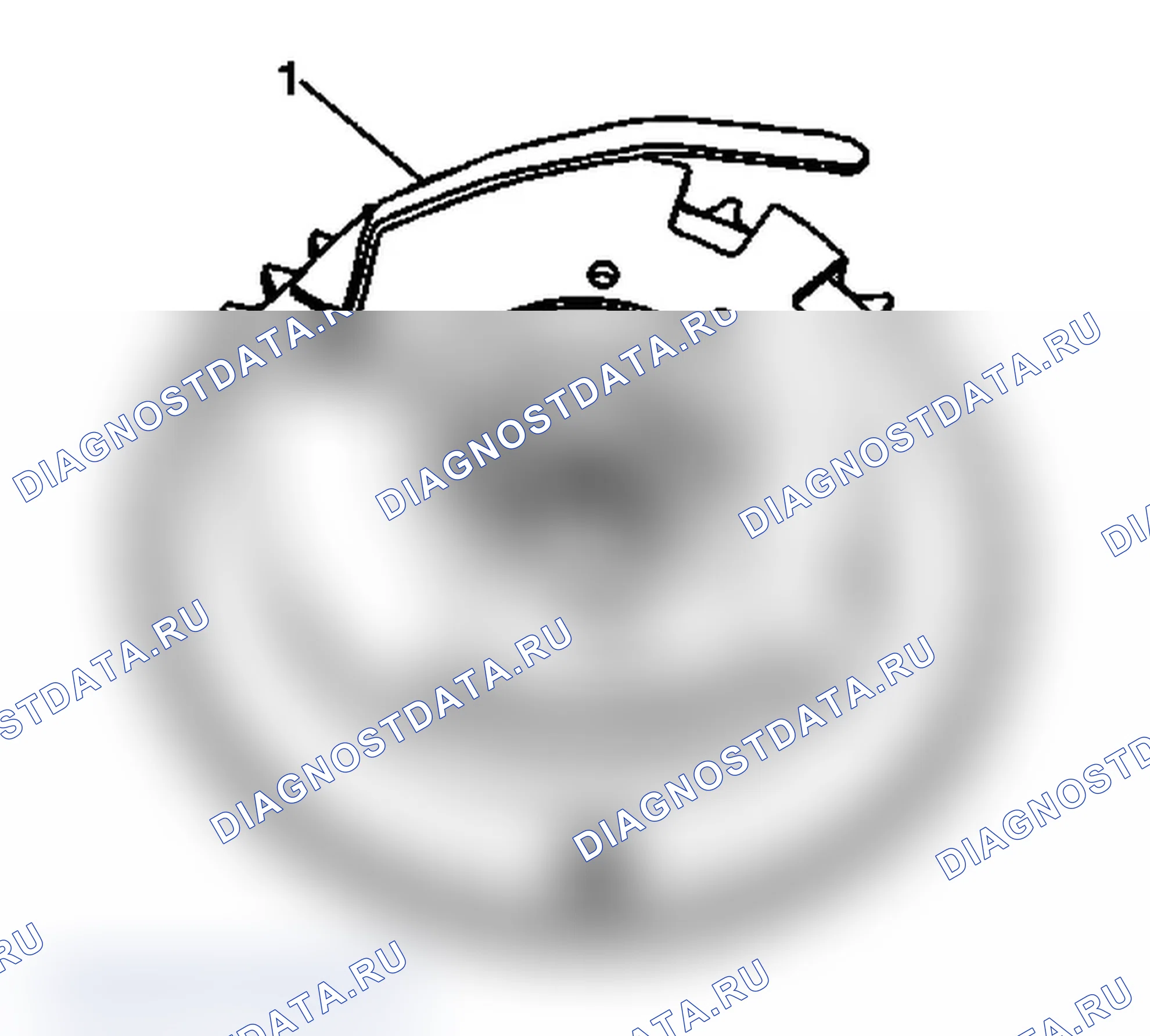
Установите стяжную обертку (1) для удержания колеса с реактивным двигателем на звездочке. Магнитное колесо крепится к корпусу привода с помощью 3-х роликовых штифтов.
Информация о новой продукции
Цель новой информации о продукте - выделить или указать важные изменения продукта по сравнению с предыдущим модельным годом.
Изменения могут включать один или несколько следующих элементов
- Значения крутящего момента и/или стратегии затяжки крепежа
- Изменены технические характеристики двигателя
- Новые герметики и/или клеи
- Изменения в процедуре разборки и сборки
- Пересмотр процедуры механической диагностики двигателя
- Требуются новые специальные инструменты
- Сравнение компонентов предыдущего года
Новые герметики и/или клеи
Герметики и клеи, при необходимости, определяются в рамках специальных процедур обслуживания. См. Клеи, жидкости, смазки и герметики.
Сравнение компонентов за предыдущий год
- Пробка типа заклепки заменяет крышки отбора воздуха охлаждающей жидкости, расположенные в верхней задней части каждой головки цилиндров. Чтобы правильно отремонтировать протекающую пробку, снимите головку цилиндров с двигателя, выньте пробку из головки цилиндров и установите первую расчетную крышку отбора воздуха охлаждающей жидкости и болт.
- Болт балансира коленчатого вала новой конструкции используется с четырехпроходным процессом затяжки.
- В узел масляного поддона теперь входит клапан сброса давления масла AFM.
Схема №75
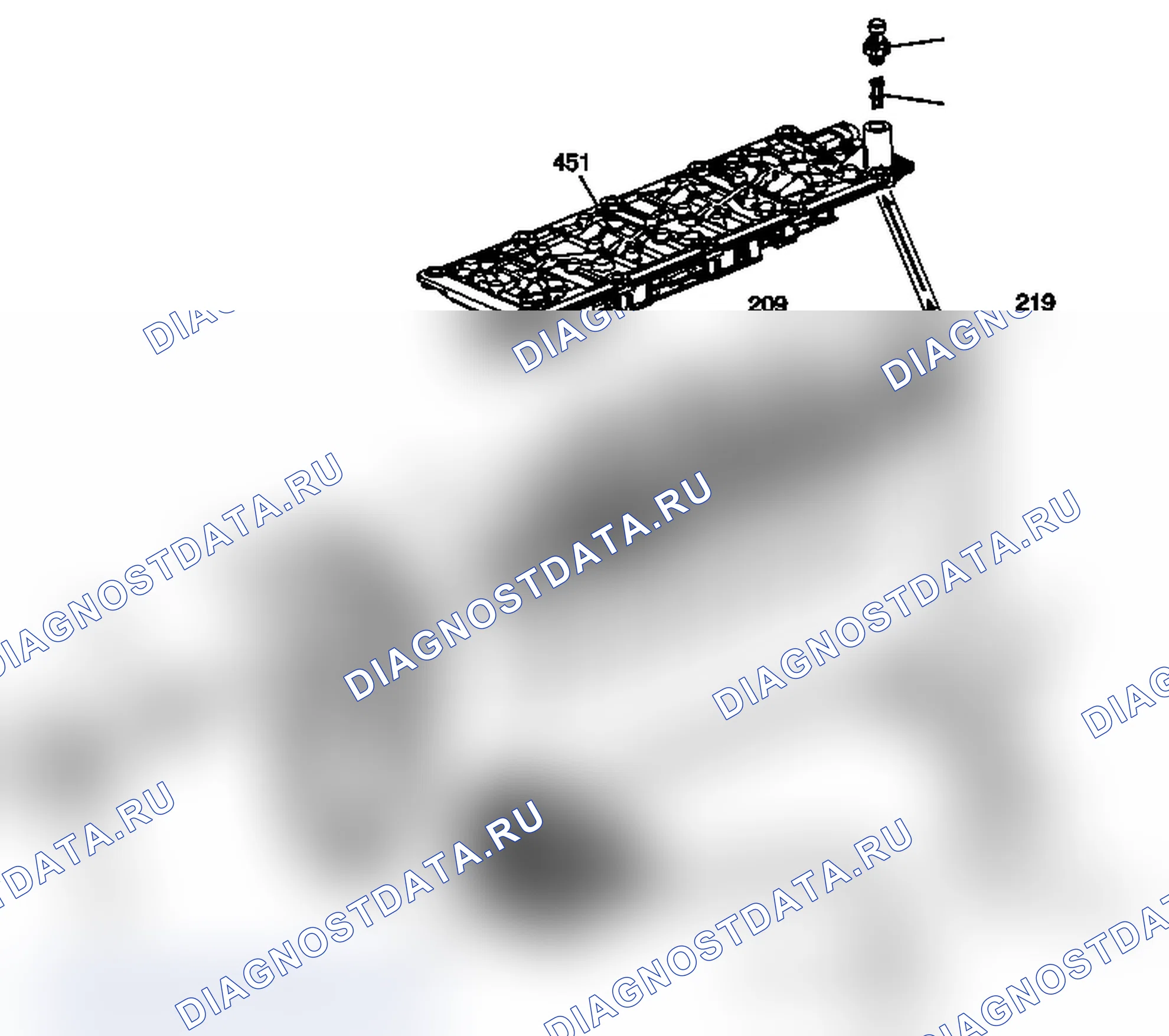
| Выноска | Наименование компонента |
|---|---|
| 200 | Распределительный вал |
| 209 | Подъемник клапанов - неактивное управление топливом |
| 219 | Подъемник клапанов - активное управление топливом |
| 234 | Положение распределительного вала (положение распредвала) Электромагнитный клапан привода |
| 235 | Исполнительный механизм ОГТ |
| 407 | Экран масляного насоса |
| 413 | Масляный насос - с переменным рабочим объемом |
| 437 | Масляный фильтр |
| 451 | Масляный впускной коллектор подъемника клапана |
| 452 | Масляный фильтр подъемника клапана |
| 455 | Активный клапан сброса давления масла управления топливом |
| 706 | Датчик давления масла |
| 752 | Магнит ОГТ |
Чистота и аккуратность
- На протяжении всего этого раздела следует понимать, что правильная очистка и защита обработанных поверхностей и участков трения является частью процедуры ремонта. Это считается стандартной цеховой практикой, даже если специально не указано.
- При обслуживании любых внутренних деталей двигателя важен уход и чистота.
- Когда компоненты снимаются для обслуживания, они должны быть промаркированы, организованы или сохранены в определенном порядке для сборки. См. Разделение деталей.
- В момент установки компоненты следует устанавливать в том же месте и с той же сопрягаемой поверхностью, что и при демонтаже.
- Автомобильный двигатель - это сочетание множества обработанных, отточенных, отполированных и притертых поверхностей с допусками, которые измеряются в миллиметрах или тысячных долях дюйма. Эти поверхности должны быть закрыты или защищены во избежание повреждения компонентов.
- На трущиеся участки при сборке следует наносить либеральное покрытие из чистого моторного масла.
- Правильная смазка защитит и смазает трущиеся поверхности при начальной эксплуатации.
Разделение деталей
| Важно | Многие внутренние компоненты двигателя будут развивать специфические модели износа на своих поверхностях трения. При разборке двигателя внутренние компоненты ДОЛЖНЫ быть отделены, промаркированы или организованы таким образом, чтобы обеспечить установку в их первоначальное место и положение. |
|---|
Разделение, маркировка или организация следующих компонентов
- Поршень и поршневой палец
- Поршень для конкретного отверстия цилиндра
- Поршневые кольца к поршню
- Расположение и ориентация шатуна относительно шейки коленчатого вала
- Шатун к крышке подшипника Рекомендуются карандаш для краски или инструмент травильного/гравировального типа. Штамповка шатуна или крышки вблизи отверстия подшипника может повлиять на геометрию компонента.
- Коренные и шатунные подшипники коленчатого вала
- Кулачковый вал и клапанные подъемники
- Подъемники клапанов, направляющие подъемников, штанги толкателей и коромысла в сборе
- Клапан к направляющей клапана
- Пружина клапана на место головки цилиндров
- Расположение и направление крышки основного подшипника блока двигателя
- Шестерни привода и ведомые шестерни масляного насоса
Использование прокладок и нанесение герметиков
- Не используйте прокладки повторно, если не указано иное.
- Прокладки, которые можно использовать снова, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на прокладку или уплотнительную поверхность, если это не указано в сервисной информации.
Разделение компонентов
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Удары следует делать на изгибах или усиленных участках, чтобы предотвратить деформацию деталей.
Как очистить поверхности прокладок
- Удалите всю прокладку и уплотнительный материал с детали, используя J 28410: съемник или эквивалент.
- Необходимо соблюдать осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкодисперсные частицы, которые масляный фильтр не может удалить из масла. Этот порошок является абразивным и, как известно, вызывает внутренние повреждения двигателя.
- Не используйте прокладки повторно, если не указано иное.
- Прокладки, которые можно использовать снова, будут идентифицированы в процедуре обслуживания.
- Не наносите герметик на прокладку или уплотнительную поверхность, если это не указано в сервисной информации.
- Для разделения компонентов используйте резиновый молоток.
- Отогните компонент в сторону, чтобы ослабить компоненты.
- Удары следует делать на изгибах или усиленных участках, чтобы предотвратить деформацию деталей.
- Удалите всю прокладку и уплотнительный материал с детали, используя J 28410: съемник или эквивалент.
- Необходимо соблюдать осторожность, чтобы избежать зарезов или царапин на уплотнительных поверхностях.
- Не используйте никакой другой метод или технику для удаления герметика или прокладочного материала с детали.
- Не используйте абразивные подушки, наждачную бумагу или электроинструмент для очистки поверхностей прокладки. Эти способы очистки могут привести к повреждению уплотнительных поверхностей компонентов. Абразивные подушки также дают мелкодисперсные частицы, которые масляный фильтр не может удалить из масла. Этот порошок является абразивным и, как известно, вызывает внутренние повреждения двигателя.
Инструмент и оборудование
Специальные инструменты перечислены и проиллюстрированы в этом разделе, с полным списком в конце раздела. Эти инструменты или их эквиваленты специально разработаны для быстрого и безопасного выполнения операций, для которых они предназначены. Использование этих специальных инструментов также сводит к минимуму возможные повреждения компонентов двигателя. Некоторые высокоточные измерительные инструменты требуются для проверки определенных критических компонентов. Моментные ключи и угломер крутящего момента необходимы для правильной затяжки различных креплений.
Для надлежащего обслуживания двигателя в сборе должны быть легко доступны следующие элементы
- Одобренные защитные очки и защитные перчатки
- Чистая, хорошо освещенная рабочая зона
- Подходящий бак для очистки деталей
- Источник сжатого воздуха
- Поддоны или контейнеры для хранения для хранения деталей и крепежных элементов
- Соответствующий набор ручного инструмента
- Утвержденный стенд для ремонта двигателя
- Утвержденное подъемное устройство двигателя, которое будет адекватно выдерживать вес компонентов