Необходимые инструменты
J 43654 Съемник/установщик фиксатора поршневого пальца. См. Специальные инструменты.
- Смажьте моторным маслом втулку малого конца шатуна и расточку поршневого пальца поршня.
- Установите поршневой палец в поршень и шатун.
- Установите стопорные кольца поршневого пальца.
- Смажьте канавки поршневого кольца моторным маслом.
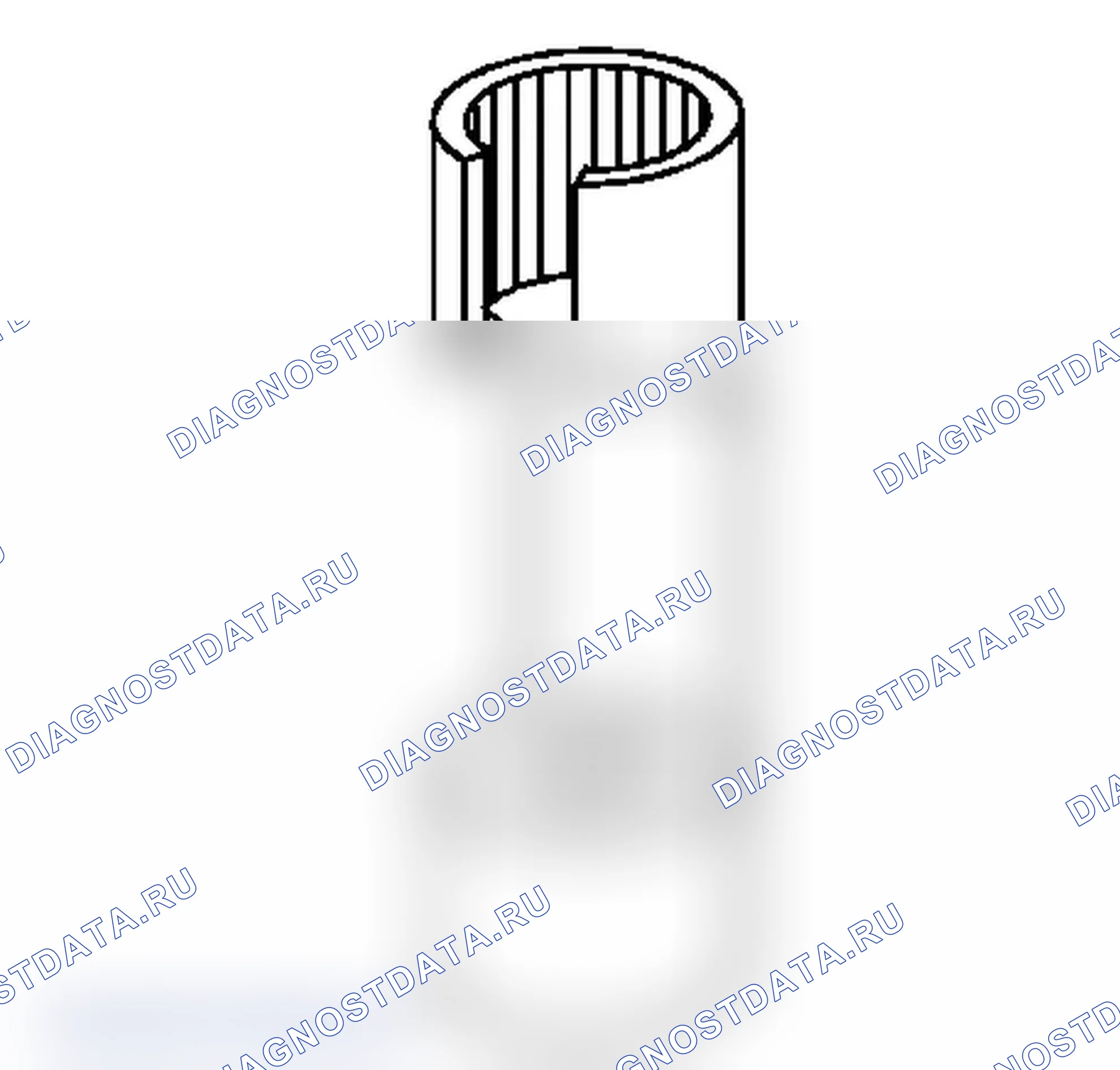
- Установите поршневые кольца с помощью расширителя поршневых колец.
- Ориентируйте концевые зазоры поршневого кольца, как показано.
J 8062 Пружинный компрессор
J 38820 Маслосъемник штока клапана. См. Специальные инструменты.
- С помощью J 8062 сжать пружину клапана.
- Снимите шпонки клапанов (1).
- Снимите J 8062 с головки цилиндров.
- Снимите верхнее седло пружины клапана (2).
- Снимите пружину клапана 3.
- Снимите клапан 6.
- Снимите уплотнение штока клапана (4) с помощью J 38820. См. Специальные инструменты.
- Снимите нижнее седло пружины клапана 5.
Притирка седла и клапана
- Удалите углерод с направляющей клапана и поверхности седла клапана.
- Снова установите поверхность клапана на 45 градусов. Если после повторной облицовки запас по клапану упадет ниже спецификации, то клапан следует утилизировать.
- Используйте подходящий инструмент, чтобы довести ширину контакта клапана до стандартного значения. Угол наклона седла клапана составляет 45 градусов.
- Нанести состав для притирки клапана на поверхность седла клапана.
- Вставьте клапан в головку цилиндров.
- Поверните клапан вперед и назад в его седле, чтобы притереть торец клапана к седлу клапана.
Как отремонтировать резьбу
В продаже имеются комплекты для ремонта резьбы общего назначения.
- Определите размер, шаг и глубину поврежденной резьбы.
- При необходимости отрегулируйте упорные буртики на режущем инструменте. Постучите по стопорным манжетам на необходимую глубину.
- Просверлите поврежденную резьбу.
- Удалите стружку.
- Смажьте верхнюю резьбу чистым моторным маслом.
- Используйте кран для того, чтобы нарезать новую резьбу.
- Прочистите резьбу.
- Навинтите резьбовую вставку на оправку установщика резьбовой вставки. Зацепите хвостовик резьбовой вставки за конец оправки.
- Смазать резьбовую вставку чистым моторным маслом - кроме случаев установки в алюминий - и установить резьбовую вставку.
- Если хвостовик резьбовой вставки не отламывается при демонтаже установщика резьбовой вставки, отламывайте хвостовик с помощью пробойника.
Схема №177
Крутящий момент фитинга топливопровода является критическим для предотвращения утечек топлива в топливной системе с непосредственным впрыском топлива под высоким давлением. Предпочтительный способ заключается в использовании раструба с раструбной гайкой. При использовании раструба с накидной гайкой динамометрический ключ может быть настроен на указанный крутящий момент. См. Технические условия на затяжку крепежных деталей.
Если для закручивания топливопроводов используется лапка воронок, то требуется особое внимание к положению лапки воронок по отношению к моментному ключу.
- Если лапка воронок удерживается перпендикулярно (90 градусов) к динамометрическому ключу в течение всей процедуры затяжки, то динамометрический ключ может быть установлен в соответствии с перечисленной спецификацией крутящего момента. См. Технические условия на затяжку крепежных деталей.
- Если ножка воронок расположена прямо с помощью динамометрического ключа, то уставка крутящего момента должна быть скорректирована, чтобы компенсировать увеличение рычага.
- Если лапка воронок удерживается в любом положении, отличном от 90 градусов, или на одной линии с гаечным ключом, требуются более сложные корректировки установки крутящего момента, и поэтому позиционирование лапки воронок таким образом не рекомендуется.
Если необходимо расположить лапку воронок на одной линии с динамометрическим ключом, процедура корректировки спецификации крутящего момента заключается в следующем.
- Измерьте расстояние между центром конца ножного ключа воронок и центром квадратного отверстия привода.
- Измерьте длину моментного ключа от центра квадратного привода до центра рукоятки.
- Разделите измерение длины лапки воронок на длину моментного ключа. Эта цифра представляет собой процент дополнительного крутящего момента, превышающего уставку динамометрического ключа, который будет приложен к фитингу.
- Вычесть результаты шага 3 из числа 1. Эта цифра представляет собой процент от указанной спецификации крутящего момента, на который следует установить динамометрический ключ.
- Умножьте результаты шага 4 на указанную уставку крутящего момента. См. Технические условия на затяжку крепежных деталей. Эта цифра является правильной настройкой, на которую должен быть установлен динамометрический ключ при использовании лапки воронок на одной линии с динамометрическим ключом.
Пример
- Измерение стопы ворон = 25 мм (1,0 дюйм)
- Динамометрический ключ = 355 мм (14,0 дюйма)
- 25 мм/355 мм (1,0 дюйм/14,0 дюйма) = 0,07, или 7%
- 1-0,07 = 0,93, или 93%
- 0,93 x 41 Н.м (30 фунтов на фут) = 38 Н.м (28 фунтов на фут)
Угломер J 45059
- Установите верхние подшипники коленчатого вала в блок цилиндров. Половины подшипника, которые должны быть вставлены в седло коренного подшипника коленчатого вала, имеют широкую канавку и масляное отверстие в центре подшипника (1).
- Установите нижние подшипники коленчатого вала в крышки подшипников коленчатого вала. Половины подшипника, которые должны быть вставлены в крышки коренных подшипников коленчатого вала, НЕ имеют масляного отверстия или канавки в подшипнике (2).
- Установите верхние упорные подшипники на блок цилиндров. В блоке цилиндров два упорных подшипника (1 и 3) и один нижний упорный подшипник в крышке подшипника коленчатого вала № 5 (2).
- Смазать поверхности подшипников коленчатого вала моторным маслом.
- Установите коленчатый вал в блок цилиндров.
- Установите крышку подшипника коленчатого вала № 5 с нижним упорным подшипником 2.
- Установите оставшиеся четыре крышки подшипников коленчатого вала.
- Установите НОВЫЕ болты крышки подшипника коленчатого вала.
- Затяните болты крышки подшипника коленчатого вала в правильной последовательности. Затянуть: 1-й шаг 98 Н.м (72 фунта фута). 2-я ступень 132 Н.м (97 фунтов футов). 3-й шаг 30 градусов с использованием J 45059.
- Очистите резьбу болта боковой крышки подшипника коленчатого вала, уплотнительный фланец и монтажные отверстия с помощью GM P/N 12377981 (Canadian P/N 10953463) или эквивалентного. Болты и монтажные отверстия просушите сжатым воздухом.
- Нанести GM P/N 12346004 (Canadian P/N 10953480) на резьбу и уплотнительный фланец болтов.
- Установите десять болтов. Затянуть: Затянуть боковые болты крышки подшипника коленчатого вала до 70 Н.м (52 фунта фута).
- Установите датчик давления масла. Затянуть: Затянуть датчик давления масла до 41 Н.м (30 фунтов фут).
J 7872 Набор индикаторов набора номера
- Установите упорную пластину распределительного вала на распределительный вал.
- Установите ведомую шестерню распределительного вала.
- Установите новый болт ведомой шестерни распределительного вала. Оставьте палец болта плотно прижатым.
- Установите распределительный вал и зубчатую передачу в сборе в блок цилиндров, совместив шестерню распределительного вала с шестерней коленчатого вала, как показано на рисунке.
- Установите болты упорной пластины распределительного вала. Затянуть: Затянуть болты упорной пластины распределительного вала до 22 Н.м (16 фунтов футов).
- Снимите болт кольца возбудителя, который был установлен для удержания натяжения пружины двухсекционного кулачкового зубчатого колеса.
- Установить кольцо возбудителя датчика положения распределительного вала на шестерню распределительного вала.
- Установите кольцевые болты возбудителя датчика положения распределительного вала. Затянуть: Затянуть болты кольца возбудителя датчика положения распределительного вала до 9 Н.м (80 фунтов в дюйм).
- Заблокируйте коленчатый вал от проворачивания с помощью деревянной рукоятки.
- Установите новый болт шестерни распределительного вала. Затянуть: Затянуть новый болт шестерни распределительного вала до 234 Н.м (173 фунта фута).
- Измерить люфт конца распределительного вала с помощью J 7872. Производственная стоимость составляет 0 050-0 114 мм (0,0020-0,0045 дюйма), а предел обслуживания - 0,2 мм (0,0079 дюйма). Замените шестерню распределительного вала или упорную пластину распределительного вала, если измеренное значение превышает эксплуатационный предел.
J 44645 Монтажник переднего сальника коленчатого вала. См. Специальные инструменты.
- Смазать уплотняющую поверхность коленчатого вала моторным маслом.
- Поместите переднее масляное уплотнение коленчатого вала на коленчатый вал.
- Установите J 44645 на коленчатый вал. См. Специальные инструменты.
- Прижмите переднее масляное уплотнение коленчатого вала к коленчатому валу с помощью J 44645, пока инструмент не опустится на дно. См. Специальные инструменты.
- Снимите J 44645. См. Специальные инструменты.
J 7872 Набор индикаторов набора номера
- Если возвратно-поступательный компонент (коленчатый вал, шатун, поршень или подшипники) не был заменен, установите ту же прокладку головки марки, которая была удалена.
- Маркировка на прокладке следующая: Марка А (1) Марка В (2) Марка С (3) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) (4) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) и настилом 0 008 дюйма (0 203 мм) (5)
- Толщина прокладки головки цилиндров определяется выступом головки поршня от поверхности деки блока цилиндров. Существуют прокладки головки цилиндров, доступные в трех различных толщинах. Следуйте приведенной ниже процедуре и обратитесь к разделу Спецификации выбора прокладок головки цилиндров, чтобы определить, какую прокладку использовать для каждой группы цилиндров.
- Убедитесь, что поршень и дека цилиндра не содержат углерода, прокладочного материала или других предметов, которые могут дать вам ошибочное измерение.
- Используйте J 7872 для измерения выступания поршня в двух различных точках на каждом поршне. Обнулите циферблатный индикатор до поверхности деки цилиндра. Установите стрелку циферблатного индикатора на верхнюю часть поршня. Убедитесь, что указатель находится непосредственно над осевой линией поршневого пальца, чтобы предотвратить неточные показания от качания поршня. Вращайте двигатель, чтобы прокрутить поршень через верхнюю мертвую точку, одновременно отмечая максимальное показание на циферблатном индикаторе. Повторите процедуру во второй точке измерения на поршне.
- Вычислите среднее значение выступания поршня для каждого цилиндра.
- Получить максимальное значение выступания поршня для этой группы цилиндров.
- Определите марку прокладки по максимальной величине выступания поршня с помощью диаграммы.
- Если разница между наибольшим измеренным выступом головки поршня и наименьшим измеренным выступом поршня в пределах одного блока цилиндров превышает 0,1 мм (0,0039 дюйма), то необходимо проверить следующее. Шатун в зазор поршневого пальца Поршень в зазор поршневого пальца
Если какой-либо из указанных выше зазоров выходит за рамки технических требований, то для ремонта обратитесь к соответствующему разделу. Если все вышеуказанные зазоры не выходят за эксплуатационные пределы, но отклонение выступа поршня превышает 0,1 мм (0,0039 дюйма), замените узел шатуна и поршня.
Угломер J 45059
- Маркировка на прокладке следующая: Марка А (1) Марка В (2) Марка С (3) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) (4) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) и настилом 0 008 дюйма (0 203 мм) (5)
- Установите прокладку левой головки цилиндров правильной марки. Прокладки левой и правой головки цилиндров не взаимозаменяемы. См. Выбор прокладки головки цилиндров.
- Установите левую головку цилиндров.
- Установите НОВЫЕ болты головки цилиндров М12. Затянуть болты головки цилиндров M12 в три этапа: Затянуть: 1-й этап 50 Н.м (37 фунтов футов) 2-й этап 80 Н.м (59 фунтов футов) 3-й этап затянуть на 60 градусов с помощью J 45059 4-й этап затянуть на 60 градусов с помощью J 45059
- Повторно используйте болты M8. Установите болты М8. Затяните: Затяните болты головки цилиндров M8 до 25 Н.м (18 фунтов футов).
Угломер J 45059
- Маркировка на прокладке следующая: Марка А (1) Марка В (2) Марка С (3) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) (4) Блок с надрезом 0 010-0 030 дюйма (0 254-0 762 мм) и настилом 0 008 дюйма (0 203 мм) (5)
- Установите правую прокладку головки цилиндров правильной марки. Прокладки левой и правой головки цилиндров не взаимозаменяемы. См. Выбор прокладки головки цилиндров.
- Установите правую головку цилиндров.
- Установите НОВЫЕ болты головки цилиндров М12. Повторно используйте болты M8. Затянуть болты головки цилиндров M12 в три этапа: Затянуть: 1-й этап 50 Н.м (37 фунтов футов) 2-й этап 80 Н.м (59 фунтов футов) 3-й этап затянуть на 60 градусов с помощью J 45059 4-й этап затянуть на 60 градусов с помощью J 45059
- Установите болты М8. Затяните: Затяните болты головки цилиндров M8 до 25 Н.м (18 фунтов футов).