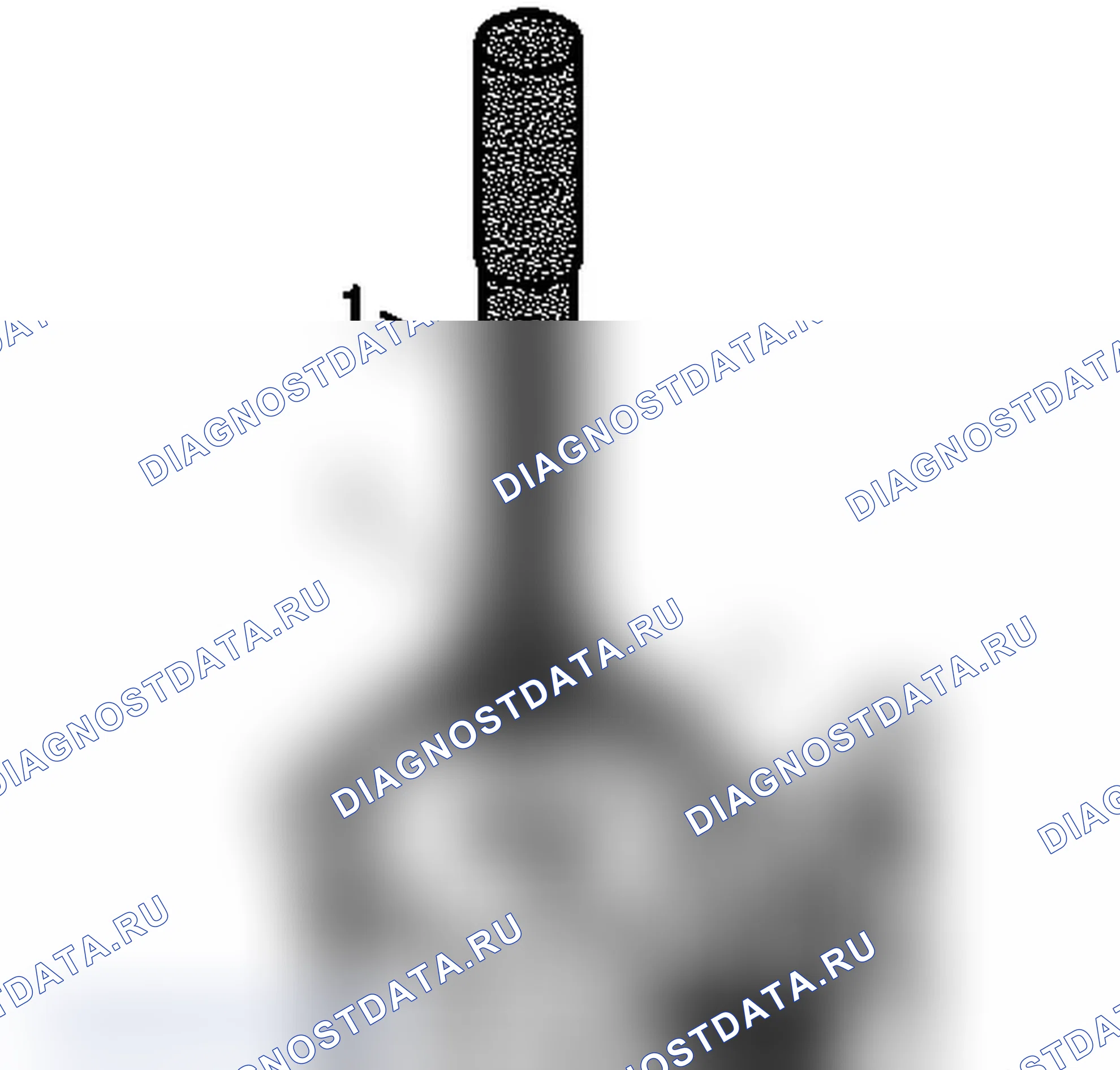
Как проверить длину поршневого пальца сервопривода 2-4 диапазона
Специальный инструмент
J 33037 2-4 Промежуточная лента Нанести штифтовой калибр
- Разберите сервопривод 2-4 в сборе. Снимите стопорное кольцо (24), шайбу (23), пружину (22) и второй поршневой палец (13).
- Установите штырь (13) и датчик J 33037 (1).
- Установите стопорное кольцо крышки сервопривода (29) для закрепления инструмента.
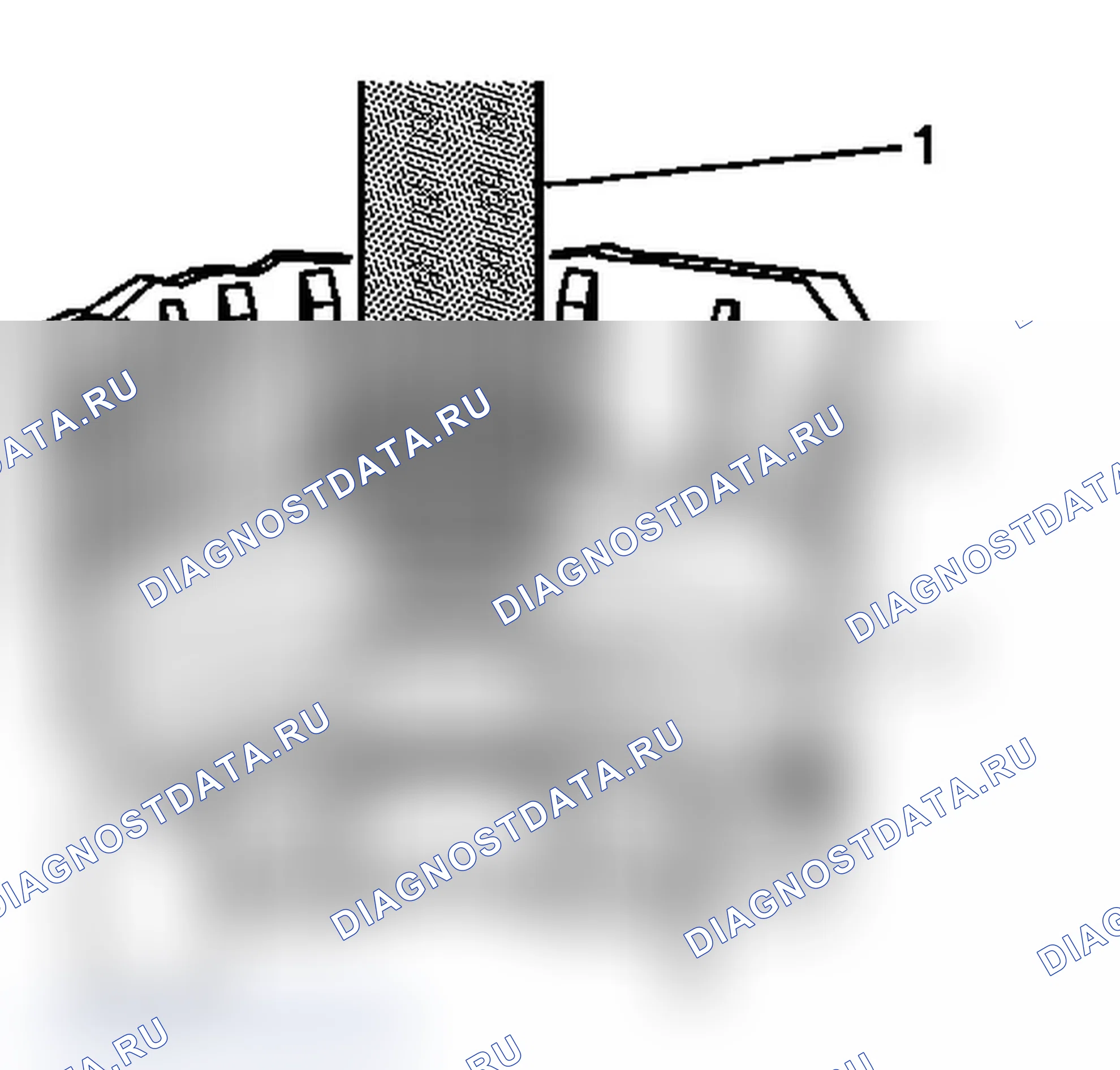
- Приложить крутящий момент 11 Н.м (98 фунтов на дюйм). Если белая линия появляется в щели датчика (1), то длина вывода правильная.
- Если требуется новый палец, обратитесь к разделу Выбор поршневого пальца сервопривода 2-4 диапазона, чтобы определить правильную длину пальца.
Как проверить люфт на конце коробок передач
Специальный инструмент
- J 8001 Набор индикаторов набора номера
- J 24773-A Извлекатель масляного насоса
- J 25022 Адаптер крепления концевого люфта (245 мм и 258 мм)
- J 25025-7A Стойка крепления циферблатного индикатора
- J 34725 Адаптер для проверки люфтов (298 мм)
- J 43205 Адаптер концевого люфта (300 мм)
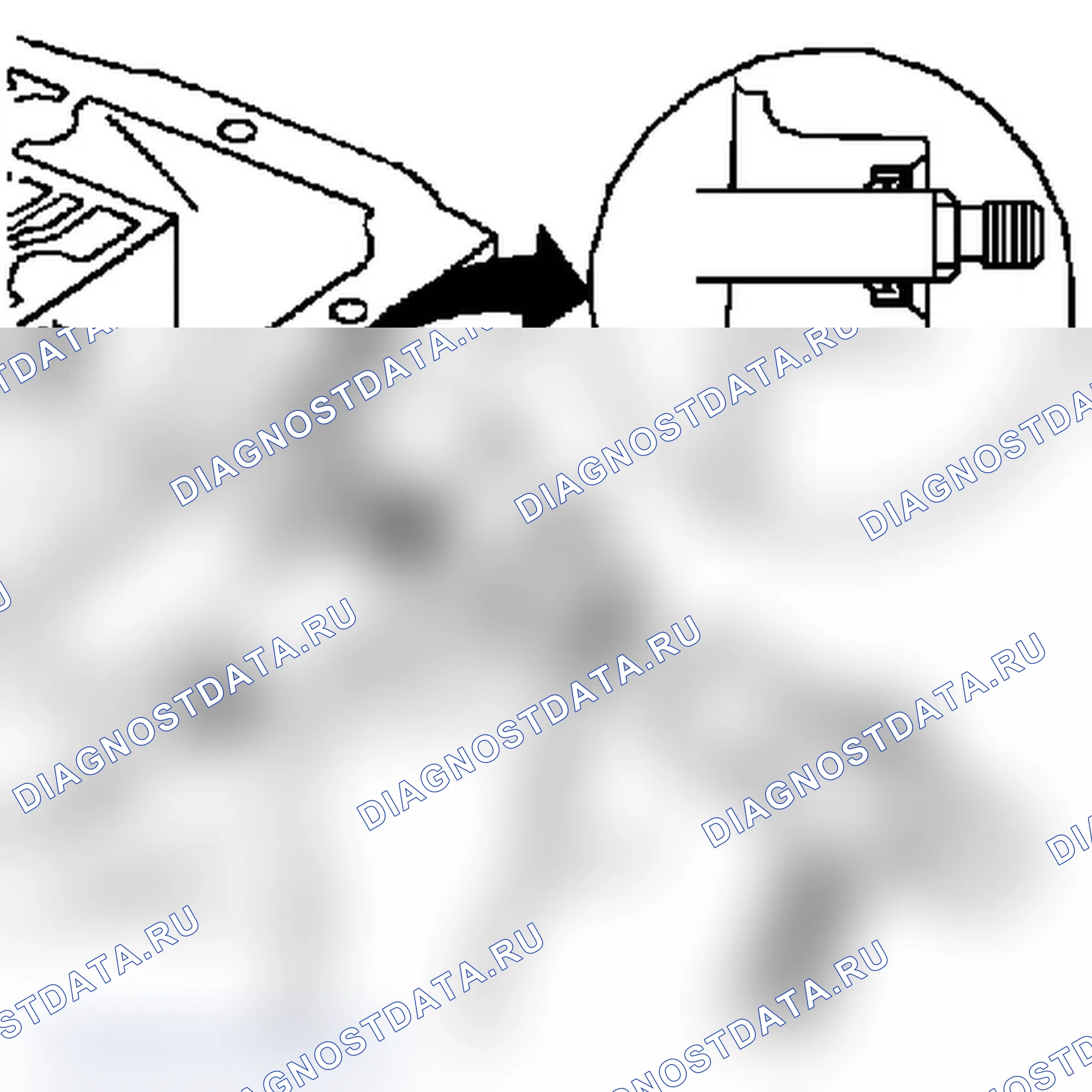
- Установите переходник приспособления для торцевого люфта. Используйте переходник J 25022 (245 мм и 258 мм) для вала турбины 245 мм и 258 мм (1). Используйте переходник J 34725 (298 мм) для вала турбины 298 мм (2). Используйте переходник J 43205 (300 мм) для вала турбины 300 мм (3).
- Установить съемник J 24773-A насоса.
- Снимите болт масляного насоса.
- Установить J 25025-7A монтажную стойку (или болт диаметром 278 мм или 11 дюймов) и законтрить гайку.
- Установите комплект циферблатного индикатора J 8001.
- Установите циферблатный индикатор J 8001 на нуль.
- Поднять съемник J 24773-A насоса. Правильный конечный люфт должен быть 0,13-0,92 мм (0 005-0 036 дюйма).
- Селективная упорная шайба (616), которая управляет торцевым люфтом, расположена между входным корпусом (621) и упорным подшипником (615) на ступице масляного насоса. Если результат измерения конечного люфта неверен, обратитесь к документу Технические характеристики конечного люфта. Выберите новую селективную упорную шайбу (616) на основе оригинальной селективной шайбы и информации, содержащейся в таблице. Если циферблатный индикатор не показывает торцевого люфта, то выборочная упорная шайба (616) и упорный подшипник (615) могут быть неправильно собраны.
- Исправьте люфт торца, изменив селективную упорную шайбу (616).
Втулка корпуса
Специальный инструмент
- Ручка драйвера J 8092
- J 34196-B Комплект для обслуживания ввода коробки передач
Схема №189
Снимите втулку корпуса (7) с помощью рукоятки привода J 8092 (1) и J 34196-10 (2), входящего в комплект поставки J 34196-B втулки.
Схема №190
Установите втулку корпуса (7) с помощью рукоятки привода J 8092 (1) и J 34196-10 (2), входящего в комплект J 34196-B втулки.
Схема №191
Установите новое ручное уплотнение вала (82).
Выбор нижней и обратной проставочных пластин сцепления
Специальный инструмент
- J 8001 Набор индикаторов набора номера
- J 26900-13 База магнитного индикатора
- Проверьте низкие и обратные диски сцепления на наличие следующих условий: Износ материала состава Материал теплового повреждения Материал отслаивания материала Стальные пластины тепловое повреждение Стальные пластины поверхностное чистовое повреждение
- Укладка нижней и обратной пластин сцепления в сборе на плоскую поверхность в следующем порядке: Одна волнистая пластина (682A) Пять волоконных пластин в сборе (682C) и четыре стальные пластины (682D), начиная с одной волоконной пластины в сборе и попеременно со стальной опорой нижней и обратной муфт (679)
- С помощью набора циферблатных индикаторов J 8001 (1) и базы индикаторов J 26900-13 (2) измерьте высоту пакета сцепления от рабочей поверхности до верха опоры сцепления низкого и заднего хода (679).
- Обратитесь к разделу Выбор разделительной пластины сцепления для заднего хода и заднего хода, чтобы выбрать правильную толщину разделительной пластины сцепления для заднего хода и заднего хода (682B).
- Установите надлежащую селективную разделительную пластину (682B) между волновой пластиной (682A) и первым узлом волоконной пластины (682C), стороной идентификации вверх. Общая высота пакета сцепления с селективной прокладкой должна составлять 29,23-29,90 мм (1,15-1,18 дюйма).
Как проверить ход поршня переднего сцепления
- С помощью щупов проверьте ход переднего диска сцепления. Проверьте ход между стопорным кольцом упорного диска передней муфты (651) и избирательным упорным диском передней муфты (650). Ход переднего диска сцепления должен быть 0 876-1 866 мм (0 034-0 073 дюйма).
- Выберите соответствующий упорный диск сцепления переднего хода (650) для получения правильного хода. См. Выбор упорной пластины сцепления переднего хода.
3-4 Проверка хода диска сцепления
- Проверьте с помощью щупов ход 3-го и 4-го дисков сцепления.
- Проверьте перемещение между селективной опорной пластиной (655) и первым узлом волоконной пластины (654A). Ход 3-го и 4-го дисков сцепления должен быть: Пять дисков - 0,99-2,14 мм (0 038-0 084 дюйма) Шесть дисков - 0,90-2,10 мм (0 035-0 082 дюйма) Семь дисков - 1,12-2,04 мм (0 044-0 080 дюйма)
- Выберите правильный 3-й и 4-й опорный диск для обеспечения правильного хода. См. Выбор третьего и четвертого опорных дисков сцепления.
Как проверить ход ведомого диска сцепления
- Приложите равномерно распределенную нагрузку к пакету сцепления.
- С помощью щупов проверьте ход входного диска муфты заднего хода.
- Проверьте ход между селективным опорным диском и стопорным кольцом муфты заднего хода. Характеристики хода диска сцепления Обратный ход входного диска сцепления должен составлять 1,02-2,01 мм (0 040-0 079 дюйма).
- Выберите подходящую селективную опорную пластину для получения правильного хода. См. раздел Выбор заднего диска муфты заднего хода.
Специальный инструмент
- J 8001 Набор индикаторов набора номера
- J 24773-A Извлекатель масляного насоса
- J 25022 Адаптер концевого люфта
- J 25025-7A циферблатный индикатор
- J 34725 Адаптер для проверки люфтов
- J 43205 Адаптер концевого люфта (300 мм)
- Установите переходник приспособления для торцевого люфта. Используйте переходник J 25022 для вала турбины 245 мм и 258 мм (1). Используйте контрольный переходник J 34725 для вала турбины диаметром 298 мм (2). Используйте переходник J 43205 (300 мм) для 300 мм вала турбины (3).
- Установить съемник J 24773-A насоса.
- Снимите болт масляного насоса.
- Установить стойку J 25025-7A образного циферблатного индикатора (или болт диаметром 278 мм или 11 дюймов) и законтрить гайку.
- Установите комплект циферблатного индикатора J 8001.
- Установите циферблатный индикатор J 8001 на нуль.
- Поднять съемник J 24773-A насоса. Правильный конечный люфт должен быть 0,13-0,92 мм (0 005-0 036 дюйма).
- Селективная шайба (616), которая управляет торцевым люфтом, расположена между входным корпусом (621) и упорным подшипником (615) на ступице масляного насоса. Если результат измерения конечного люфта неверен, обратитесь к таблице Технические характеристики конечного люфта. Выберите новую селективную шайбу (616) на основе оригинальной селективной шайбы и информации, содержащейся в таблице. Если циферблатный индикатор не показывает торцевого люфта, то выборочная шайба (616) и упорный подшипник (615) могут быть неправильно собраны.
- Исправьте люфт торца, поменяв селективную шайбу (616).
Процедура очистки
- Очистите все клапаны, пружины, втулки и корпус регулирующего клапана в чистом растворителе.
- Просушите все детали сжатым воздухом.
Специальный инструмент
J 33037 2-4 Промежуточная лента Нанести штифтовой калибр
- Установите штифт (13) и датчик J 33037.
- Установите стопорное кольцо крышки сервопривода (29) для закрепления инструмента.
- Приложить крутящий момент 11 Н.м (98 фунтов на дюйм). Если белая линия появляется в щели датчика (1), то длина вывода правильная.
- Если требуется новый палец, обратитесь к разделу Выбор поршневого пальца сервопривода 2-4 диапазона, чтобы определить правильную длину пальца.