Материал (ы)
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Гибкий ремонт пены | Fusor ® 121 или эквивалент; получить локально | | |
| Краска для внутренней покраски Motorcraft ® | PM-19M547-XXXXH | | |
| Клей для склеивания металла | TA-1 | | |
| Нейтрализатор кислоты Motorraft ® | ZC-1-A | | |
| Промотор адгезии Motorcraft ® | PM-19A316-AA | | |
| Щелочной нейтрализатор для автомобилей | ZC-2-A | | |
| Промывка деталей Motorcraft ® | ZC-3-A | | |
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Клей для склеивания пластмасс | TA-9 | | |
| Укупорочное устройство кювета крыши | Fusor ® 122EZ или аналог, получают локально | | |
| Герметизатор шва | TA-2 | | |
| Очиститель стекла Motorcraft ® Ultra сброс Spray | ZC-23 | ESR-M14P5-A | |
| Облицовка и клей Уплотнитель | Перматекс ® 81850 или аналог | | |
| 3m TM Perfect-It TM Показать автомобиль жидкий воск | 39026 или эквивалент; получить на месте | | |
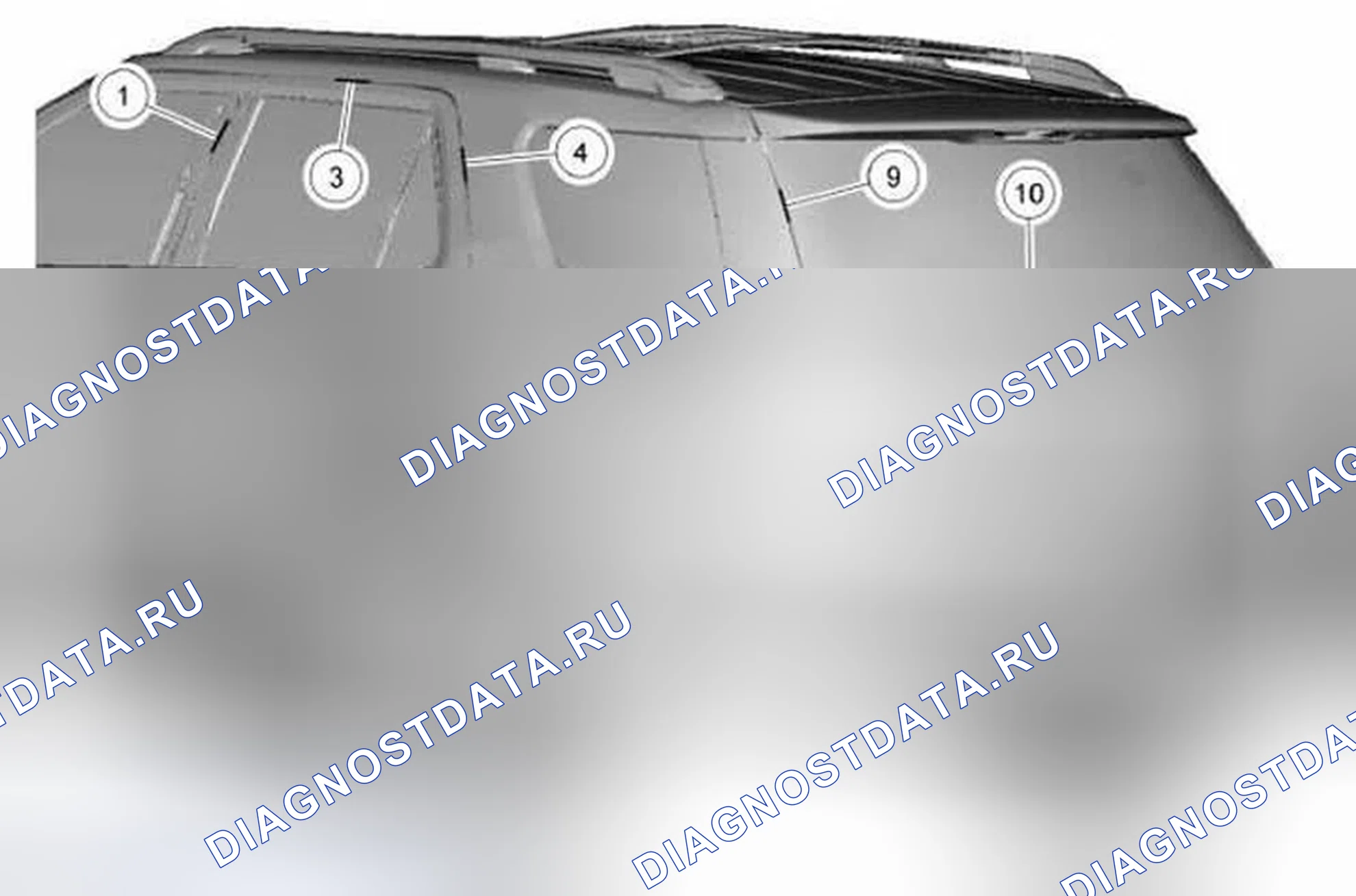
Поля кузова - задние панели
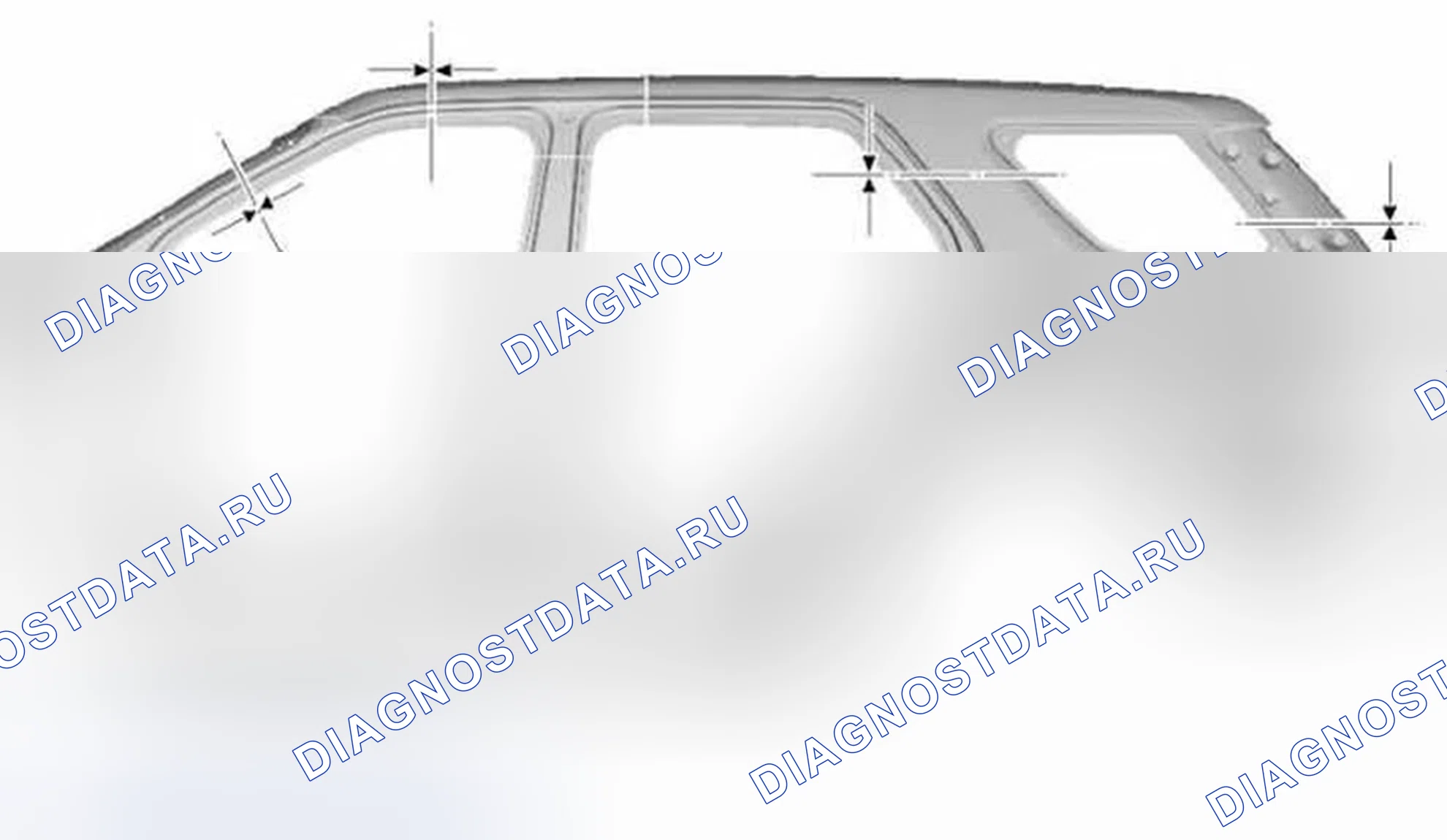
ПримечаниеЕсли не указано иное, размеры запаса применимы к правой и левой стороне транспортного средства.
Схема №156
| Пункт | Описание | Спецификация маржи | Технические условия на промывку |
|---|
| 1 | Передняя дверь - задняя дверь (верхняя) | 4,5 мм (0,1772 дюйма) ± 2,7 мм (0,1063 дюйма) | 0 мм (0 дюймов) ± 2,7 мм (0,1063 дюйма) |
| 2 | От передней двери до задней двери (средняя панель) | 3,4 мм (0,1339 дюйма) ± 1,5 мм (0,0591 дюйма) | 0,5 мм (-0,0197 дюйма) ± 2 мм (0,0787 дюйма) |
| 3 | Задняя дверь со стороны тела (верхняя панель) | 3,8 мм (0,1496 дюйма) ± 2 мм (0,0787 дюйма) | 2,5 мм (0,0984 дюйма) ± 2,4 мм (0,0945 дюйма) |
| 4 | Задняя дверь со стороны тела (средняя панель) | 3,8 мм (0,1496 дюйма) ± 2 мм (0,0787 дюйма) | 2,5 мм (0,0984 дюйма) ± 2,4 мм (0,0945 дюйма) |
| 5 | Задняя дверь со стороны тела (нижняя панель) | 3,4 мм (0,1339 дюйма) ± 1,5 мм (0,0591 дюйма) | 0 мм (0 дюймов) ± 2 мм (0,0787 дюйма) |
| 6 | Задний фонарь в сторону кузова | 2 мм (0,0787 дюйма) ± 2 мм (0,0787 дюйма) | 0 мм (0 дюймов) ± 2 мм (0,0787 дюйма) |
| 7 | Задний фонарь к задней панели | 2 мм (0,0787 дюйма) ± 2 мм (0,0787 дюйма) | |
| 8 | Задний фонарь на затвор | 5 мм (0,1969 дюйма) ± 2,9 мм (0,1142 дюйма) | |
| 9 | Стекло дверь багажника на D-образную стойку | 5 мм (0,1969 дюйма) ± 4 мм (0,1575 дюйма) | |
| 10 | Дверь багажника в стекло дверь багажника | 3 мм (0,1181 дюйма) ± 2,2 мм (0,0866 дюйма) | |
| 11 | Дверь багажника на заднюю панель | 7 мм (0,2756 дюйма) ± 3,4 мм (0,1339 дюйма) | |
Схема №157
Схема №158
Схема №159
Схема №160
Схема №161
Пластиковые компоненты
ПримечаниеПриведенные ниже иллюстрации не включают все доступные уровни отделки. Фактический уровень отделки автомобиля определит жизнеспособность проведения ремонта пластмасс.
Схема №162
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 17D957 -APTM (менее автоматизированная система парковки) / 17D957 -BPTM (с автоматизированной системой парковки) | Верхняя крышка переднего бампера | | TPO | |
| 2 | 17626 | Валанс переднего бампера | | TPO | |
| 3 | 17D957 -b (меньше противотуманных фар) / 17D957 -c (с противотуманными фарами) | Нижняя крышка переднего бампера | | TPO | |
| 4 | 16038 прав / 16039 лев | Формовка колесных арок | | TPO | |
| 5 | 20878 прав. / 20879 лев. | Формовка входной двери | | TPO | |
Схема №163
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7825556 прав / 7825557 лев | Формовка задней двери | | TPO | |
| 2 | 7829164 прав / 7829165 лев | Формовка задней колесной арки | | TPO | |
| 3 | 17F828 | Нижняя крышка заднего бампера | | TPO | |
| 4 | 17K835 | Верхняя крышка заднего бампера | | TPO | |
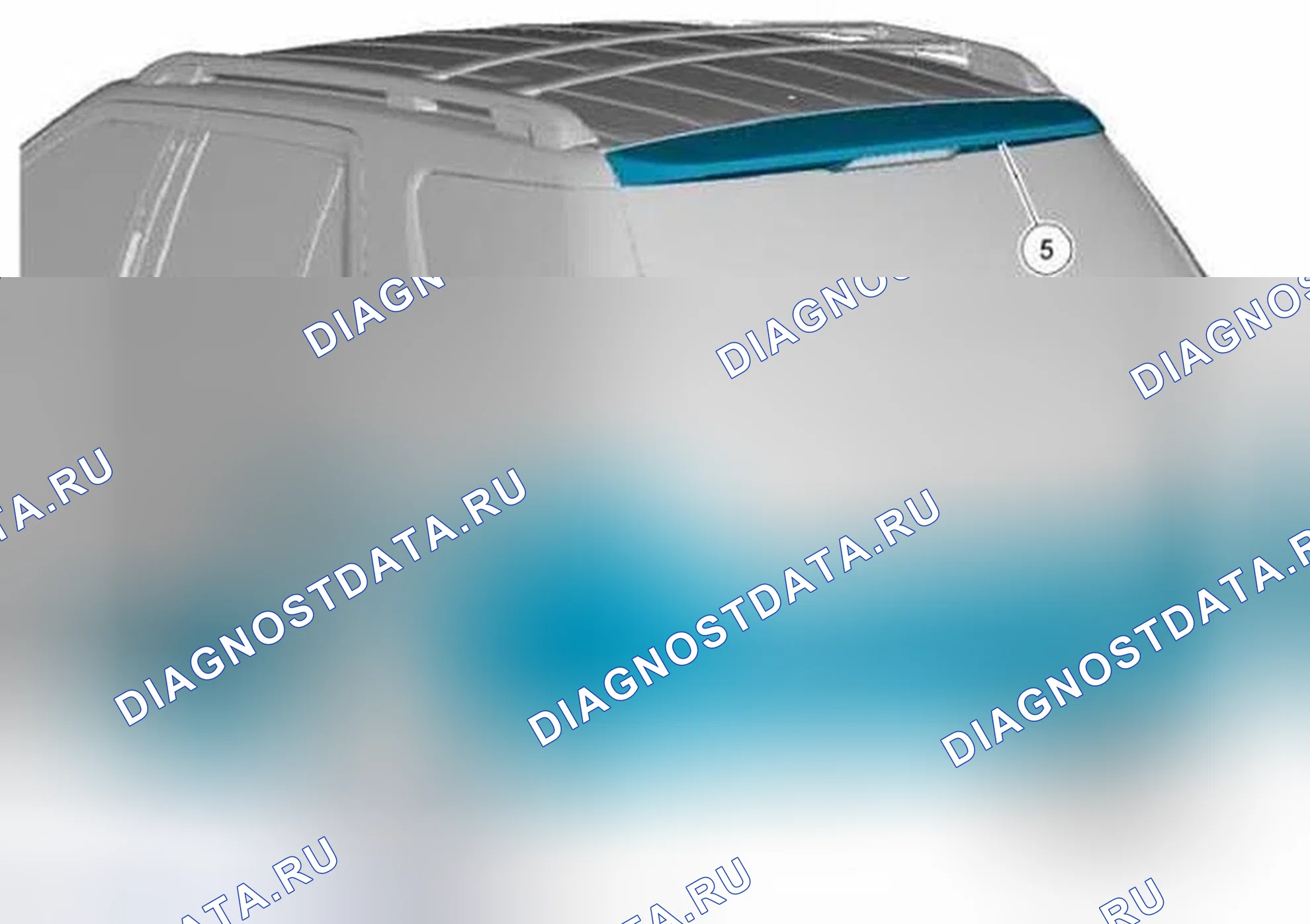
| 5 | 7844210 | Спойлер дверь багажника | | ABS | |
Несколько соображений будут определять жизнеспособность процедуры (процедур) пластического ремонта
- Можно ли использовать ПОЛИРОВАННУЮ отделку и структурные элементы? Можно ли производить ремонт с помощью термопластичных материалов. Можно ли использовать термопластичные материалы в сочетании с термопластичными материалами. Можно ли использовать термопластичные материалы. Является ли ремонт компонентов наиболее экономически эффективным? Ремонт предусматривает самый быстрый и высококачественный ремонт? Несколько типов пластика используются для автомобильного применения. Однако все пластмассы будут попадать в 2 основные категории термопластичных или термоотверждающихся пластмасс.
- Полиолефины попадают в семейство термопластов с одной уникальной характеристикой: маслянистое или восковое ощущение к материалу при шлифовании или шлифовании. Полиолефин очень хорошо поддается переплавке за счет использования тепла. Из-за этого компоненты, изготовленные из этого материала, хорошо поддаются возможности сварки пластмасс. Большинство адгезивных ремонтных материалов и красок не будут связываться с поверхностью полиолефина, если только на открытую необработанную поверхность сначала не будет нанесен промотор адгезии, специально разработанный для пластика. В противном случае полиолефины ремонтируются, как и большинство других термопластов. Полиолефины применяются в крышках бамперов, бандажах вентиляторов и корпусах колес.
Правильная идентификация различных типов пластика необходима для выбора соответствующего метода (ов) ремонта, чтобы выполнить высококачественный ремонт пластика. СМ. " Идентификация пластика ". (ref-517623-S33693997772012121200000)
Меры предосторожности при сварке - сталь
Название иллюстрации Номер tkitnumber ИНВЕРТОРНЫЙ СВАРОЧНЫЙ АППАРАТ С СВАРОЧНЫМ АППАРАТОМ 254-00015
Схема №164
| Пункт | Характеристика |
|---|
| Отверстие под сварной шов пробки | 8 мм (0 315 дюйма) |
| Сварочная проволока ER70S-3 или аналог | 0,9 мм (0,0354 дюйма) - 1,1 мм (0,0433 дюйма) |
| Сварочная проволока ER70-S-6 или аналог | 0,9 мм (0,0354 дюйма) - 1,1 мм (0,0433 дюйма) |
Общие технические характеристики
| Испытательная толщина металла | Размер самородка |
|---|
| 0,7 мм (0,0276 дюйма) + 0,7 мм (0,0276 дюйма) | 4,3 мм (0,1693 дюйма) |
| 0,7 мм (0,0276 дюйма) + 0,7 мм (0,0276 дюйма) + 0,7 мм (0,0276 дюйма) | 4,3 мм (0,1693 дюйма) |
| 0,9 мм (0,0354 дюйма) + 0,9 мм (0,0354 дюйма) | 4,7 мм (0 185 дюйма) |
| 0,9 мм (0,0354 дюйма) + 0,9 мм (0,0354 дюйма) + 0,9 мм (0,0354 дюйма) | 4,7 мм (0 185 дюйма) |
| 1 мм (0,0394 дюйма) + 1 мм (0,0394 дюйма) | 5,2 мм (0,2047 дюйма) |
| 1 мм (0,0394 дюйма) + 1 мм (0,0394 дюйма) + 1 мм (0,0394 дюйма) | 5,2 мм (0,2047 дюйма) |
| 2 мм (0,0787 дюйма) + 2 мм (0,0787 дюйма) | 7,1 мм (0,2795 дюйма) |
| 2 мм (0,0787 дюйма) + 2 мм (0,0787 дюйма) + 2 мм (0,0787 дюйма) | 7,1 мм (0,2795 дюйма) |
| 3 мм (0,1181 дюйма) + 3 мм (0,1181 дюйма) | 8,7 мм (0,3425 дюйма) |
| 3 мм (0,1181 дюйма) + 3 мм (0,1181 дюйма) + 3 мм (0,1181 дюйма) | 8,7 мм (0,3425 дюйма) |
| 3 мм (0,1181 дюйма) + 0,7 мм (0,0276 дюйма) | 4,3 мм (0,1693 дюйма) |
| 0,7 мм (0,0276 дюйма) + 3 мм (0,1181 дюйма) + 1 мм (0,0394 дюйма) | 5,2 мм (0,2047 дюйма) |
| 2 мм (0,0787 дюйма) + 2 мм (0,0787 дюйма) + 0,7 мм (0,0276 дюйма) | 4,3 мм (0,1693 дюйма) |
| 0,9 мм (0,0354 дюйма) + 0,9 мм (0,0354 дюйма) + 2 мм (0,0787 дюйма) | 4,7 мм (0 185 дюйма) |
| 2 мм (0,0787 дюйма) + 0,9 мм (0,0354 дюйма) + 1 мм (0,0394 дюйма) | 5,2 мм (0,2047 дюйма) |
| 1 мм (0,0394 дюйма) + 3 мм (0,1181 дюйма) + 1 мм (0,0394 дюйма) | 5,2 мм (0,2047 дюйма) |
| 3 мм (0,1181 дюйма) + 1 мм (0,0394 дюйма) + 2 мм (0,0787 дюйма) | 7,1 мм (0,2795 дюйма) |
| 0,9 мм (0,0354 дюйма) + 0,7 мм (0,0276 дюйма) + 0,9 мм (0,0354 дюйма) | 4,3 мм (0,1693 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением каких-либо ремонтных работ вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или пассажира (ов) транспортного средства. (ref-517622) |
|---|
ПримечаниеПри выполнении контрольных сварных швов с использованием сварки заглушками MIG или технологии STRW необходимо руководствоваться " КАРТОЙ СВАРНЫХ СВАРНЫХ СОЕДИНЕНИЙ ". (ref-517623-S00871358122012121200000)
При сварке мягкой или высокопрочной стали необходимо использовать правильное оборудование и настройки. MIG и STRW являются предпочтительными методами. Поверхности должны быть чистыми и свободными от посторонних материалов.
- Должна быть надета правильная защита глаз.
- Всегда следует носить правильную защитную одежду.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Используйте чистящие щетки и абразивные шлифовальные круги, предназначенные для типа свариваемых материалов.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварочного аппарата. Для сварки стали МИГ обычно используют ER70S-3 или ER70S-6 проволоку.
- ER70-S-6 рекомендуется использовать при сварке двухфазных стальных деталей.
- Компоненты, изготовленные из двухфазной стали, не следует нагревать для выпрямления или ремонта. Новые компоненты должны быть установлены в случае сильного изгиба или перегиба.
- Не используйте оборудование Oxyacetylene для сварки двухфазной стали.
- Отсоедините кабель массы аккумуляторной батареи (см. раздел " ОТСОЕДИНЕНИЕ АККУМУЛЯТОРНОЙ БАТАРЕИ "). (ref-517589-S39248827582012121200000)
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Антикоррозионная защита должна быть восстановлена всякий раз, когда выполняется ремонт без покрытия металла. СМ. " Восстановление антикоррозионной защиты после ремонта ". (ref-517623-S35767474912012121200000)
- Для обеспечения правильной работы оборудования необходимо использовать соответствующий источник питания.
- Заводские точечные сварные швы могут быть заменены пробочными сварными швами STRW или MIG. Точечные / пробочные сварные швы должны быть равны заводским сварным швам как по месту, так и по количеству. Не устанавливайте новый точечный сварной шов непосредственно над первоначальным местом сварки. Отверстие для пробкового сварного шва должно иметь диаметр 8 мм (0 315 дюйма).
- Транспортные средства, оборудованные защитным навесом, требуют демонтажа этих компонентов до проведения любых сварочных работ в зонах крыши или со стороны кузова транспортного средства. СМ. " МОДУЛЬ ЗАЩИТНОГО НАВЕСА ". (ref-517622-S28927328262012121200000)
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Герметизатор шва | TA-2 | | |
Общая процедура
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением каких-либо ремонтных работ вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или пассажира (ов) транспортного средства. (ref-517622) |
|---|
| Предупреждение | Запрещается выполнять ремонт бокового сечения кузова в местах лазерных сварных швов. Заводская лазерная сварка не может быть продублирована с помощью обычного сварочного оборудования, и структурная целостность может быть поставлена под угрозу. Несоблюдение этой инструкции может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
| Предупреждение | Не выполняйте ремонт бокового сечения кузова в местах крепления дверной петли или фиксатора. Сварка в пределах 50 мм (1,9685 дюйма) от мест расположения дверной петли или фиксатора может нарушить структурную целостность во время столкновения. Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажира транспортного средства. |
|---|
ПримечаниеЗаводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами MIG. Точечные / пробочные сварные швы должны быть равны заводским сварным швам как по месту, так и по количеству. Не устанавливайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие пробкового сварного шва должно быть диаметром 8 мм (0 315 дюйма).
ПримечаниеЕсли необходимо выполнить сварку, ОБРАТИТЕСЬ к разделу " Сварка ". (ref-517623-S07686499142012121200000)
ПримечаниеЛевая сторона показана на иллюстрации, правая - аналогично.
Схема №165
- ПРЕДУПРЕЖДЕНИЕ: Ни один из использованных или восстановленных частей кузова (как указано ниже) не может быть использован для ремонта частей кузова. Только запасные части, изготовленные из Форда, или восстановленные части кузова не могут быть проверены на соответствие требованиям безопасности. Только запасные части, изготовленные из Форда, или восстановленные части кузова не могут быть проверены на соответствие требованиям безопасности. Использование таких частей может привести к серьезным травмам.
- ПРИМЕЧАНИЕ: Грунтовка для сквозного сварного шва должна наноситься только на сопрягаемые поверхности в непосредственной зоне сварного шва. При сварке перекрывающихся поверхностей или подложек перед сваркой наносите грунтовку для сквозного сварного шва между поверхностями.
- Убедитесь, что горизонтальные стыки и фланцы правильно уплотнены шовным герметиком для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные стыки, и коррозия, как правило, происходит более быстро в этих областях. Перед нанесением шовного герметика металлические поверхности должны быть чистыми и сухими.
- Продолжайте процесс повторной отделки в соответствии с рекомендациями по покраске, одобренными Ford. Нанесите антикоррозионный материал на наружные поверхности или подложки после повторной отделки.
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
Грунтовка
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеНе допускайте нанесения грунтовки на компоненты силового агрегата. Несоблюдение этих инструкций может привести к неправильной работе этих компонентов.
ПримечаниеИнструкции по подготовке и обращению см. на этикетке продукта.
ПримечаниеИзбегайте очистки распылением воды под высоким давлением в обработанной области нижней части тела в течение 24 часов.
ПримечаниеНа приведенных ниже иллюстрациях представлены типичные области применения рамных рельсов, которые не относятся к конкретному транспортному средству.
Схема №166
Схема №167
Схема №168
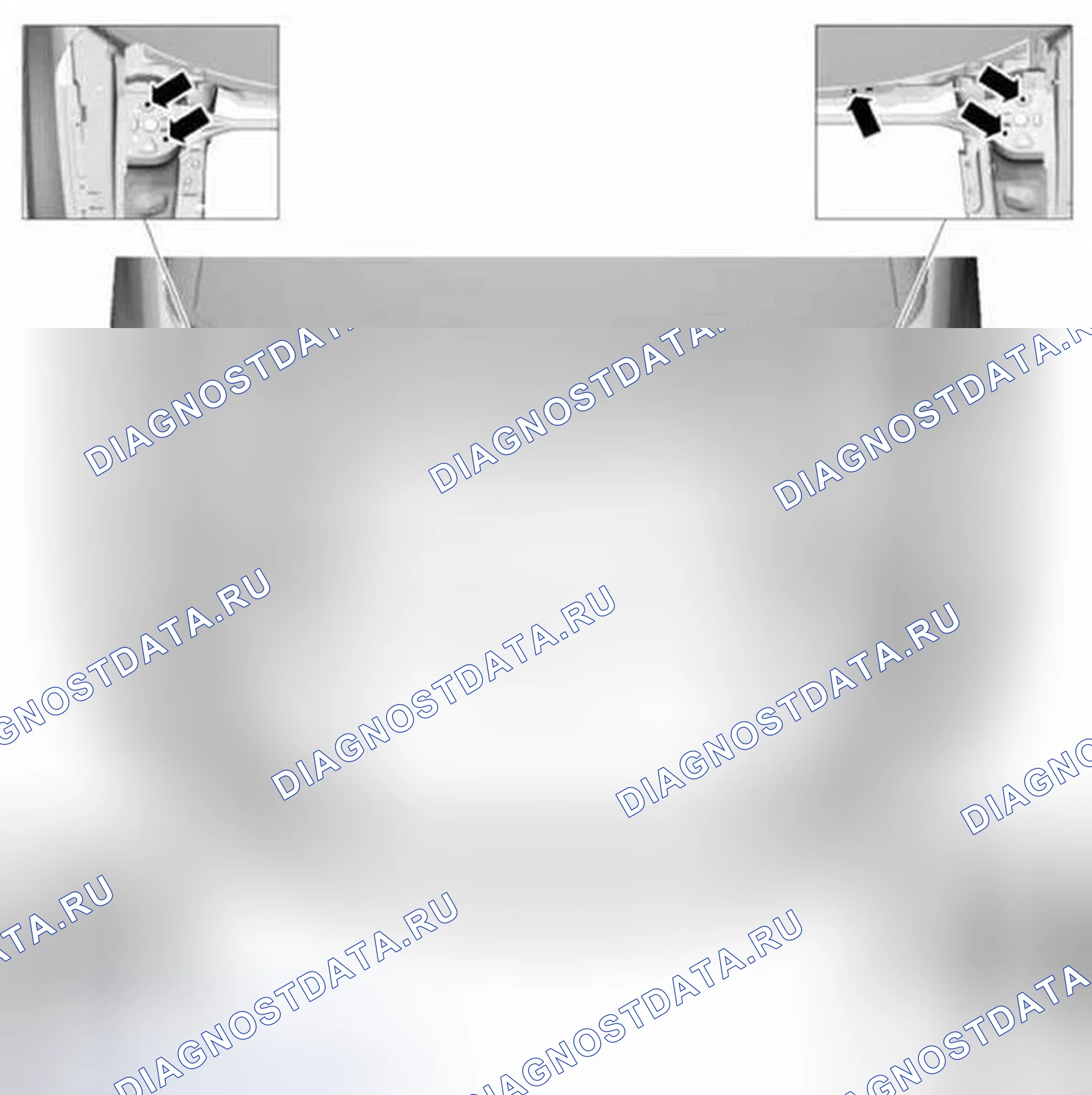
- Протрите поверхность щеткой и убедитесь, что на поверхности нет масла, грязи и других посторонних веществ. Выполните процесс нанесения грунтовочного покрытия в следующей последовательности. Тщательно очистите и обезжирьте металлические поверхности с помощью Motorcraft ® Metal Surface Prep для удаления воска и смазки. Для достижения наилучших результатов автомобиль должен иметь комнатную температуру. Канистра прикрепляется непосредственно к раздаточному пистолету. Прикрепите канистру для нанесения грунтовочного покрытия к 300-SAT12740. Высококачественное покрытие должно быть нанесено после сварки и очистки воздуха.
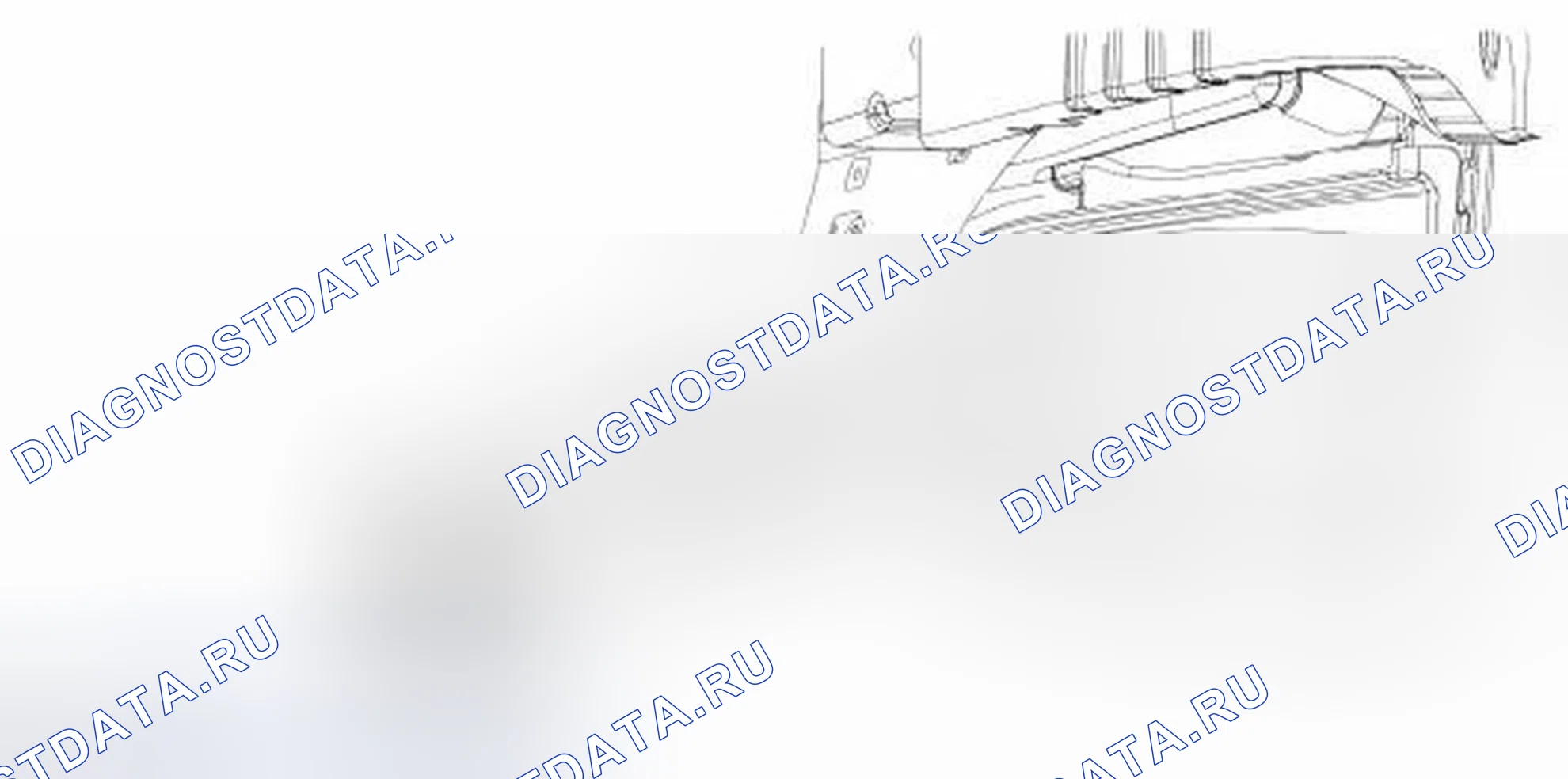
- ПРИМЕЧАНИЕ: Внешний вид фланца рамного рельса точечной сварки. Нанести грунтовочный материал Premium Undercoating на наружные открытые края после выполнения процесса сварки и повторной отделки.
- ПРИМЕЧАНИЕ: Вид поперечного сечения типичного рамного рельса, показанного на иллюстрации. Нанесите ингибитор ржавчины на внутренние поверхности рельса после выполнения сварочного процесса. Нажмите на спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью затуманена.
- ПРИМЕЧАНИЕ: Полнорамное транспортное средство, ремонт передней части рельса до середины рельса, показанный на иллюстрации. Нанесите Premium Undercoating на открытые поверхности после выполнения процесса сварки. Убедитесь, что полностью покрыты любые оголенные металлические участки.
Ингибитор ржавчины
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСверление отверстий для доступа в кузовных панелях не рекомендуется. Сверление отверстий нарушит первоначальную лакокрасочную отделку и будет способствовать коррозии.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИнструкции по подготовке и обращению см. на этикетке продукта.
ПримечаниеНа следующих иллюстрациях представлены типичные области применения швов кузова и фланцев точечной сварки, и они не относятся к конкретному транспортному средству.
Схема №169
Схема №170
Схема №171
- Поверхности должны быть свободны от минерального масла, грязи и других посторонних материалов. Выполняйте процесс в следующей последовательности. Тщательно очистите и обезжирьте металлические поверхности с помощью Motorft ® Metal Surface Prep для удаления воска и смазки. Для достижения наилучших результатов автомобиль должен иметь комнатную температуру. Прикрепите канистру с ингибитором ржавчины к 300-SAT9795. Ингибитор ржавчины следует наносить после процесса сварки и повторной отделки. Продукт не может быть приварен, так как аппликатор давления воздуха 448 к пистолету.
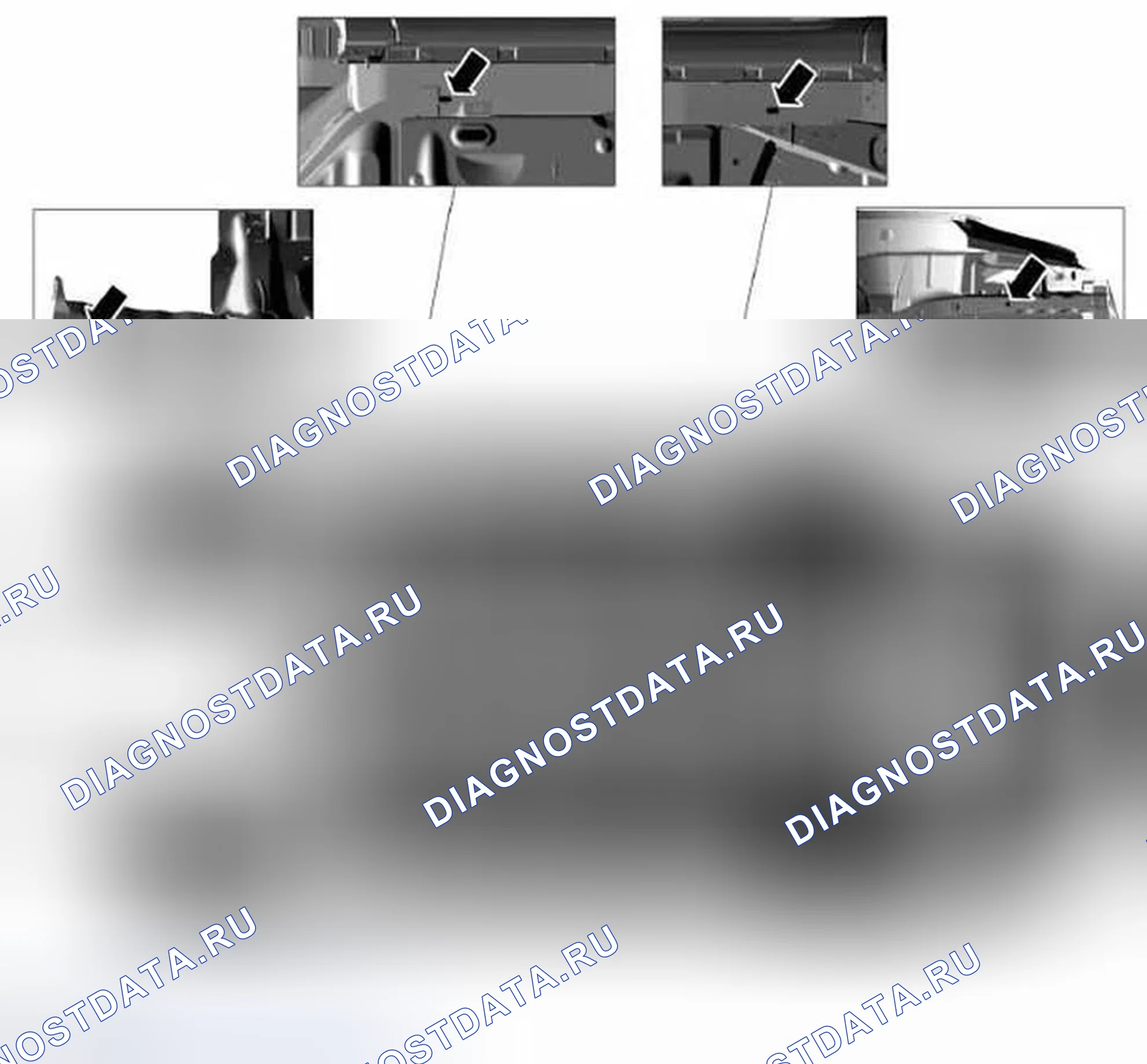
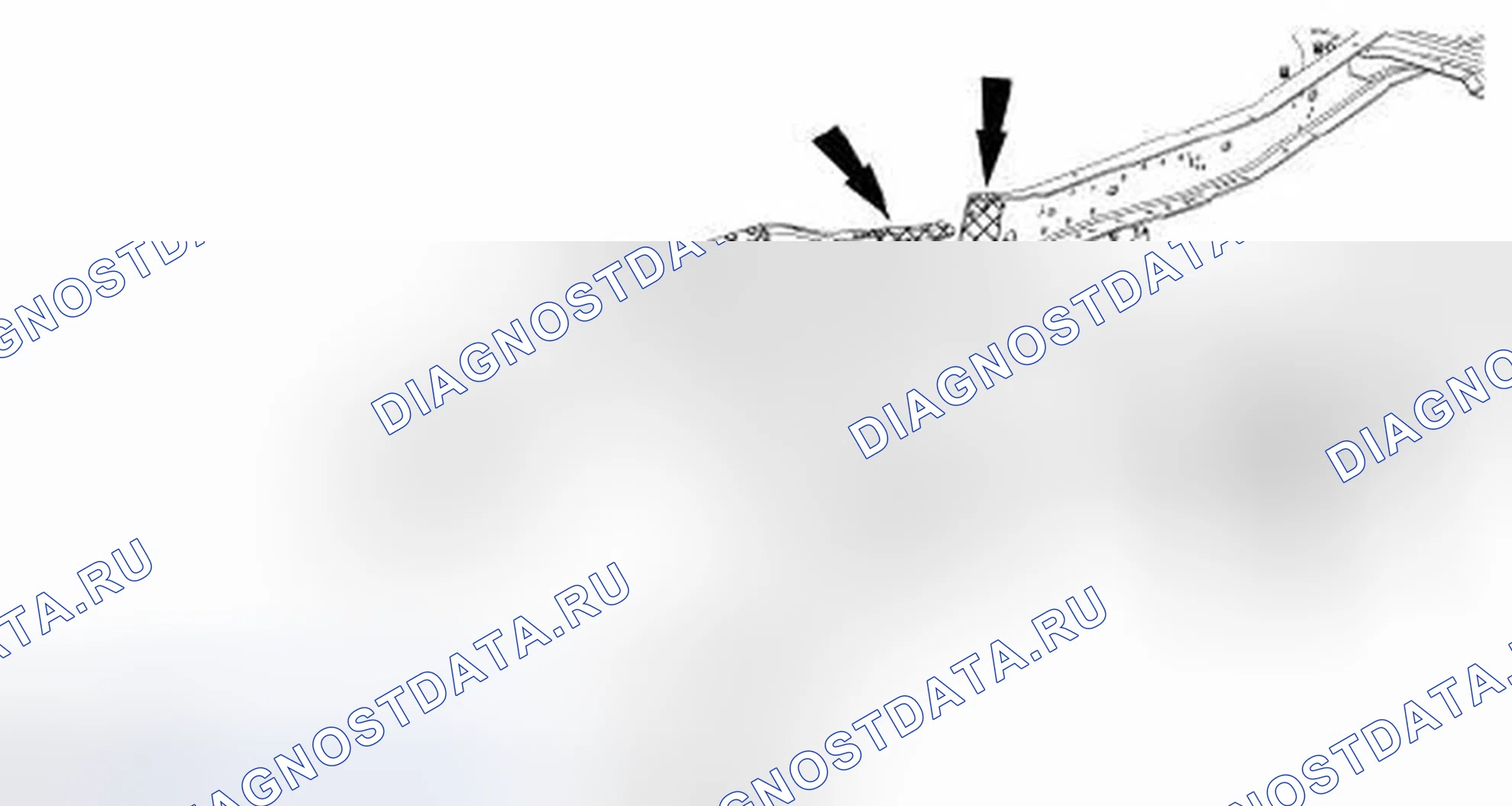
- ПРИМЕЧАНИЕ: Нижний вид дверного узла. Нанесите ингибитор ржавчины, как показано на иллюстрации, на внутреннюю часть дверной оболочки на всех внутренних металлических поверхностях с использованием наиболее подходящей палочки-аппликатора. Нанесите материал на открытые края после выполнения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более восприимчивы к коррозии. Держите дверные сливные отверстия чистыми, чтобы предотвратить накопление влаги.
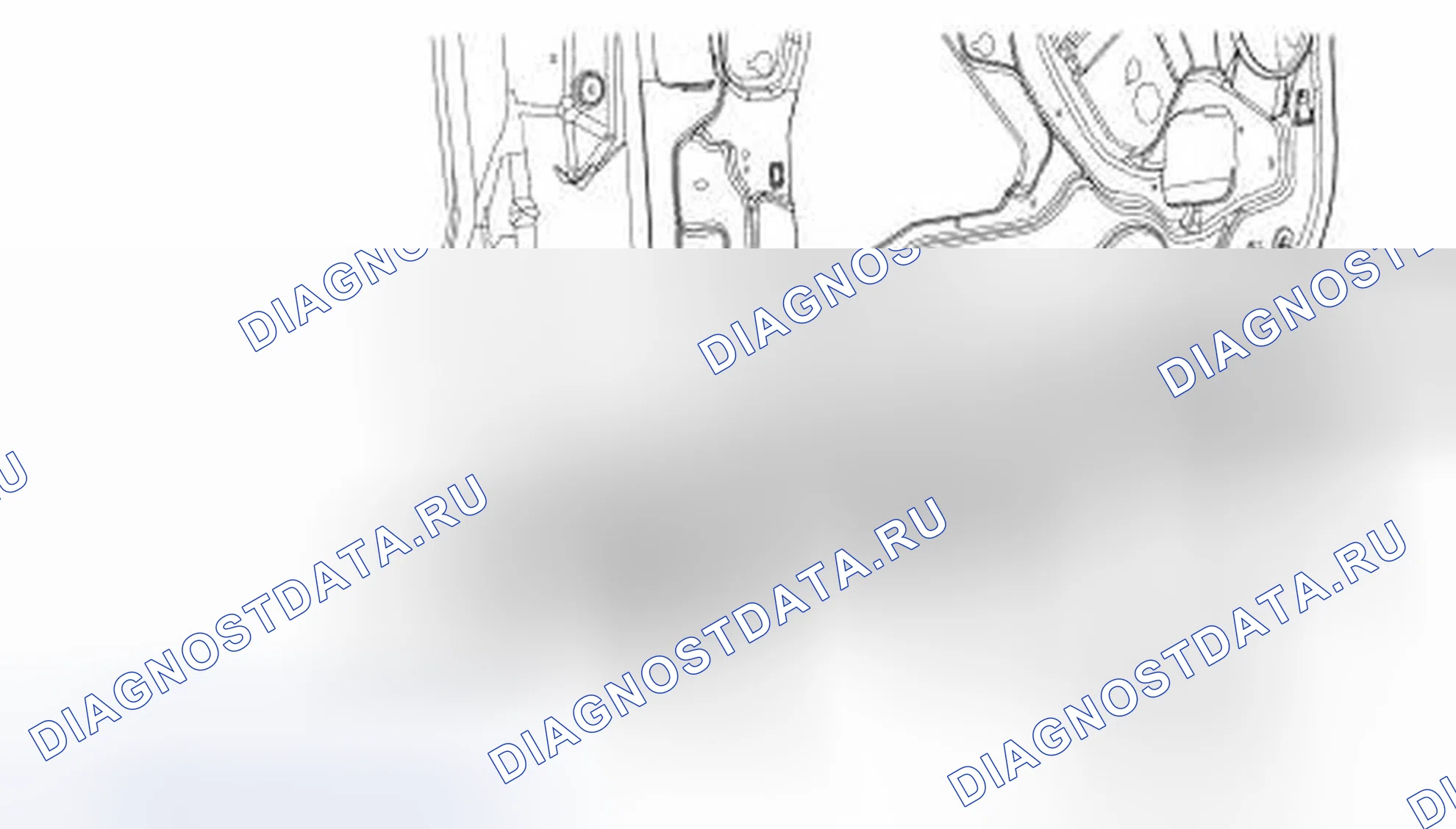
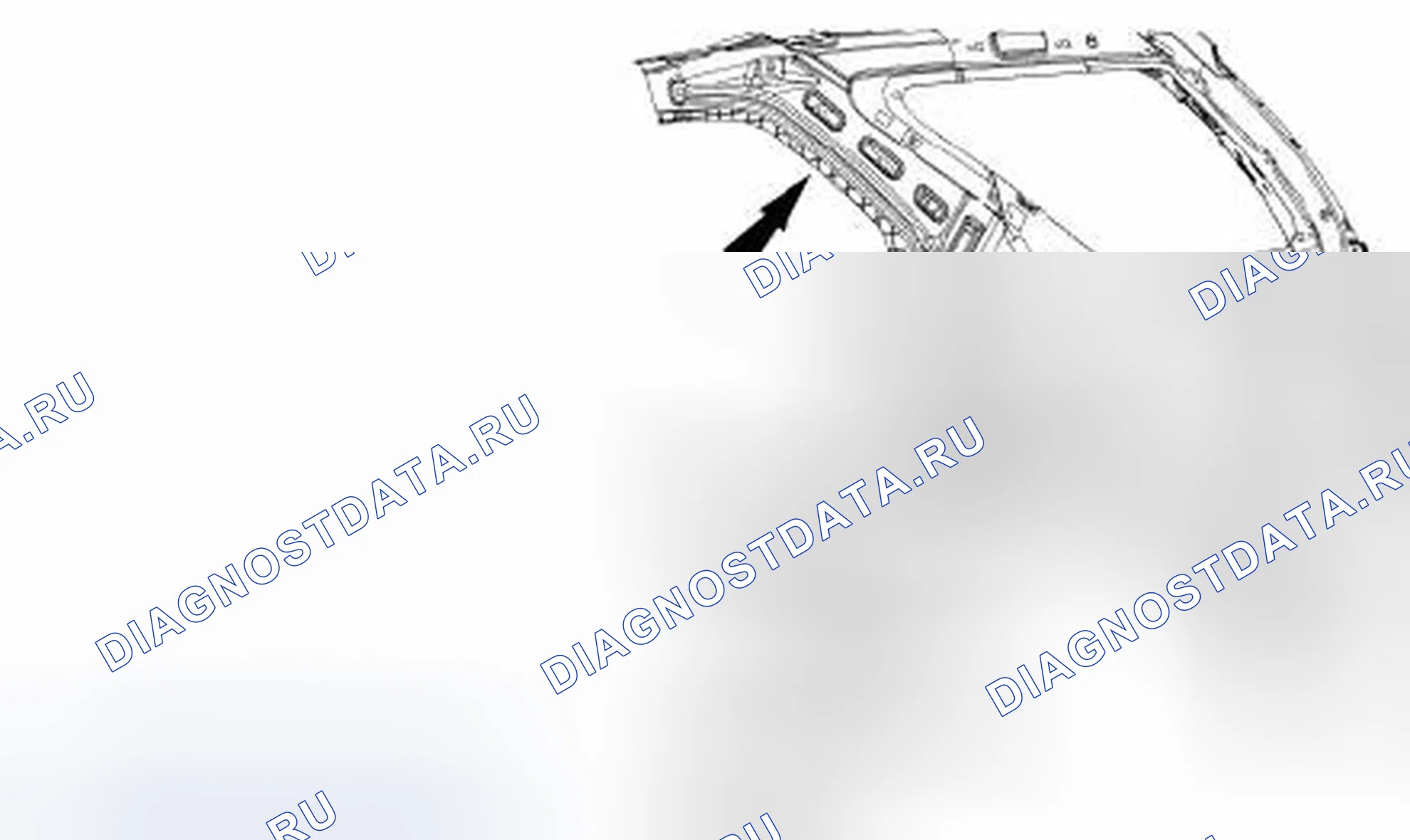
- ПРИМЕЧАНИЕ: Внутренний вид четверти панели. Нанесите ингибитор ржавчины на закрытую часть канала на участках фланцев точечной сварки. Нанесите ингибитор ржавчины на открытые края после выполнения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- ПРИМЕЧАНИЕ: Вид открывания дверной рамы. Нанесите ингибитор ржавчины на закрытую канальную часть фланцевых участков точечной сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Нейтрализатор кислоты Motorraft ® | ZC-1-A | | |
| Щелочной нейтрализатор для автомобилей | ZC-2-A | | |
| Промывка деталей Motorcraft ® | ZC-3-A | | |
| 3m TM Perfect-It TM Показать автомобиль жидкий воск | 39026 или эквивалент; получить на месте | | |
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. Всегда носите защитное оборудование, включая защиту глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания.
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и, в тяжелых случаях, окрашивание внутри пятен воды.
- ПРИМЕЧАНИЕ: Никогда не наносите краску на частицы железа, так как снова появятся пятна ржавчины. Используйте только рекомендованную процедуру обеззараживания, подробно описанную ниже. Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Приготовьте нейтрализатор кислоты Motorcraft ®, смешав 8 частей воды с 1 частью нейтрализатора в ведре.
- ПРИМЕЧАНИЕ: Во избежание повреждения краски не допускайте высыхания продукта на транспортном средстве. ПРИМЕЧАНИЕ: Используйте отдельную чистую скрученную рукавицу для мытья шерсти ягнят для каждого продукта, нанесенного на транспортное средство. Часто ополаскивайте, чтобы удалить любые частицы, попавшие в волокна. Работая быстро и начиная с верхней части транспортного средства и работая по бокам, нанесите смесь нейтрализатора кислоты Motorfft ® на все транспортное средство. Держите транспортное средство влажным с раствором и слегка перемешивайте в течение 5-7 минут. Продолжайте вокруг транспортного средства 4-5 раз для работы в течение 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Сушите только горизонтальные поверхности автомобиля, не сушите стекло в это время.
- ПРИМЕЧАНИЕ: Во избежание повреждения поверхности краски не наносите щелочной нейтрализатор непосредственно на пластиковую отделку транспортного средства. ПРИМЕЧАНИЕ: Используйте отдельную чистую скрученную рукавицу для мытья шерсти ягнят для каждого продукта, наносимого на транспортное средство. Часто ополаскивайте, чтобы удалить любые частицы, попавшие в волокна. ПРИМЕЧАНИЕ: Щелочной нейтрализатор является готовым к использованию продуктом. Не смешивайте с водой. Налейте щелочной нейтрализатор в бутыль для брызг и нанесите раствор на чистую рукавицу для мытья.
- ПРИМЕЧАНИЕ: Во избежание выхода из строя краски не допускайте высыхания щелочного нейтрализатора на автомобиле. Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Приготовьте детальную промывку, смешав 29,5 мл (1 мкл на унцию) с 3,78 л воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
- ПРИМЕЧАНИЕ: При попытке повлиять на ремонт с помощью полировки, полировки или цветного шлифования, не удаляйте избыток 0,3 мил лакокрасочной пленки или потребуется повторная полировка. ПРИМЕЧАНИЕ: Кислотный дождь обесцвечивание или травление может потребовать цвета шлифовки в дополнение к полировки и полировки. В крайних случаях может потребоваться повторная зачистка, если следующая процедура не восстанавливает отделку автомобиля. ПРИМЕЧАНИЕ: Не смешивайте продукты полировки. Используйте только один продукт производителя. ПРИМЕЧАНИЕ: Всегда следуйте последовательности использования продукта производителя. Используйте соответствующий полировальник или полировальник с рекомендуемой скоростью полирования, указанной производителем продукта. Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Промывка деталей Motorcraft ® | ZC-3-A | | |
| 3m TM Perfect-It TM Показать автомобиль жидкий воск | 39026 или эквивалент; получить на месте | | |
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. Всегда носите защитное оборудование, включая защиту глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВо избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее.
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. Всегда носите защитное оборудование, включая защиту глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеИдентификация различных типов пластика необходима для выбора соответствующих методов ремонта, чтобы сделать высококачественный ремонт пластика. Пластмассы, как правило, можно разбить на 2 категории, термопласты и термореактивные пластмассы. Термопласты можно повторно формовать нагреванием. Это делает сварку пластмасс возможной альтернативой ремонту.
- ПРИМЕЧАНИЕ: В некоторых случаях, полированный корпус, полированный корпус, полированный корпус, полированные панели, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус, полированный корпус.
- Полиолефиновый пластик также можно идентифицировать, поместив небольшую щепку в емкость с водой, если образец плавает, то это полиолефиновый пластик. Неполиолефин будет тонуть при помещении в контейнер с водой.
- Обычно термореактивные пластмассы являются жесткими или полужесткими. SMC усилен стеклом и другими волокнами и является прочным и жестким. SMC используется для больших панелей, таких как колпаки, подъемные ворота, крылья и четвертные панели. Испытание на ожог может быть надежным методом определения того, является ли пластик термореактивным пластиком. При использовании этого метода необходимо соблюдать особую осторожность. ПРИМЕЧАНИЕ: Компонент должен быть изолирован от транспортного средства и всех горючих материалов, чтобы выполнить это испытание. Нанесите открытый материал на угол пламени, который становится поврежденным.
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Краска для внутренней покраски Motorcraft ® | PM-19M547-XXXXH | | |
| Промотор адгезии Motorcraft ® | PM-19A316-AA | | |
| Предупреждение | Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. Не красите какие-либо крышки модуля подушек безопасности или двери для развертывания. Краска может привести к неправильному развертыванию подушки безопасности. Несоблюдение этой инструкции может увеличить риск серьезных травм или смерти в результате аварии. |
|---|
ПримечаниеПри использовании любого одобренного Ford продукта для повторной отделки рекомендуется оставаться в рамках одной и той же системы покраски на протяжении всего процесса. Например, не используйте грунтовки одного производителя и верхние покрытия другого производителя.
- ПРИМЕЧАНИЕ: Необходимо соблюдать осторожность при нанесении тепла на детали. Термопластики размягчаются и имеют тенденцию терять свою форму при нагревании. Первым шагом для любой процедуры ремонта или повторной очистки является определение типа пластика. Это термореактивные или термопластичные, зернистые или гладкие? Это определит, как его следует очистить и подготовить для повторной отделки. СМ. " Идентификация пластмасс ". Важно, чтобы использовался правильный очиститель, в зависимости от того, какая система покраски используется, на основе растворителя или на основе воды. (ref-517623-S33693997772012121200000)
- Для новых деталей может потребоваться обжиг в распылительной камере или нагревание с помощью нагревательных ламп, чтобы высвободить захваченные растворители или смазки для форм, используемые в производственных процессах.
- ПРИМЕЧАНИЕ: Зернистые компоненты могут быть только слегка зачищены шлифовальной подушкой серого цвета. Несоблюдение этого направления может привести к выравниванию зернистости. После очистки слегка посыпьте песком 600-зернистую или более мелкую наждачную бумагу. Удалите остатки шлифовки пластиковым очистителем и протрите насухо.
- Нанести пластиковый активатор адгезии на любую обнаженную пластиковую деталь в соответствии с рекомендациями изготовителя. На протяжении всей процедуры повторной отделки, каждый раз, когда обнаженный пластик подвергается воздействию по какой-либо причине, важно, чтобы промотор адгезии был повторно нанесен на эту область.
- Для предотвращения сморщивания и подъема верхнего покрытия перед выполнением процедуры повторной отделки может потребоваться герметик.
- Гибкие и неэластичные компоненты должны подвергаться повторной отделке отдельно, поскольку при повторной отделке гибких деталей может потребоваться гибкая добавка (обратитесь к рекомендации производителя краски).
- Рекомендуется проводить повторную отделку наружных компонентов на транспортном средстве (после врезки) для контроля соответствия цвета и сопряжения со смежными панелями.
- Компоненты внутренней отделки могут быть подвергнуты повторной отделке с использованием краски для внутренней отделки Motorcraft® или любых процедур, одобренных Ford. Шаги могут различаться у разных производителей красок.
- Продолжайте процесс повторной отделки и следуйте процедурам системы покраски, одобренным Ford. Шаги могут различаться у разных производителей красок.
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Клей для склеивания металла | TA-1 | | |
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
Метод резистивной точечной сварки под давлением (STRW)
| Предупреждение | Поврежденные части кузова и инфракрасные лучи, полученные при сварке, не могут привести к каким-либо повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям. |
|---|
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварка - это метод, используемый для соединения металлов с помощью сварки STRW или MIG и структурного клея. Шаги, перечисленные в этой процедуре, относятся к обоим типам сварки. STRW является предпочтительным методом. Сварка MIG должна использоваться только в тех случаях, когда области, подлежащие сварке, не могут быть доступны с помощью оборудования типа STRW.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Зачистите сопрягаемую поверхность оригинальных фланцев не более 25 мм (0,9843 дюйма) там, где будет нанесен клей для соединения металла. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы или не разжечь металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы. Очистите поверхности с помощью подготовки металлической поверхности или эквивалентной.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- ПРИМЕЧАНИЕ: Концы сварочных зажимов должны быть изолированы на концах с помощью ленты или аналогичного материала при выполнении сварки. Следуйте предписанным производителем процедурам сварки и настройкам. СМ. " Меры предосторожности при сварке - сталь ". (ref-517623-S08925033172012121200000)
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- ПРИМЕЧАНИЕ: Сварка может быть выполнена в любое время во время процесса отверждения клея, или после того, как клей полностью отвержден. Настройки сварочного аппарата будут варьироваться при сварке через влажный клей по сравнению с сваркой через полностью отвержденный клей. См. Рекомендуемые производителем сварочного аппарата настройки для сварки через полностью отвержденный клей. Рекомендуется разместить шунтирующий сварной шов в области без клея, чтобы убедиться в проводимости, особенно при сварке через полностью отвержденный клей. ПРИМЕЧАНИЕ: См. Этикетку продукта для обработки и инструкции по подготовке. (ref-517623-S19606817282012121200000)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6 мм (0,2362 дюйма) - 9 мм (0,3543 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Обратитесь к этикетке продукта для времени отверждения и инструкции по обращению. Зажимы могут быть удалены сразу после того, как компонент сварен. Вытрите излишки клея с панели, прежде чем она отвердеет.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- Произведите антикоррозионную обработку зоны ремонта в соответствии с требованиями. СМ. " Восстановление антикоррозионной защиты после ремонта ". (ref-517623-S35767474912012121200000)
Метод сварки металлическим инертным газом (MIG)
| Предупреждение | Поврежденные части кузова и инфракрасные лучи, полученные при сварке, не могут привести к каким-либо повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям, повреждениям. |
|---|
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварка - это метод, используемый для соединения металлов с помощью сварки STRW или MIG и структурного клея. Шаги, перечисленные в этой процедуре, относятся к обоим типам сварки. STRW является предпочтительным методом. Сварка MIG должна использоваться только в тех случаях, когда области, подлежащие сварке, не могут быть доступны с помощью оборудования типа STRW.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Используя соответствующую шлифовальную машину, тщательно зачистите всю область приемного фланца после оригинальных сварных швов. Обязательно удалите все E-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы или не истончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы. Очистите поверхность с помощью Motorft ® Metal или эквивалентной подготовки поверхности.
- Повторите процедуру с шага 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных швов. Используя оригинальную панель в качестве эталона, просверлите или пробейте отверстия диаметром 8 мм (0 315 дюйма) в точном количестве, как и оригинальные точечные сварные швы. Отверстия должны быть расположены как можно ближе к первоначальным местам точечной сварки, без облицовки точно поверх первоначального участка точечной сварки. Чтобы убедиться в правильности выполнения сварного шва, зачистите непосредственный периметр отверстия сварного шва. Зачистите только в области сварного шва; это сведет к минимуму потенциальную коррозию.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,9843 дюйма) на места сварного шва пробки для предотвращения загрязнения клеем.
- Приготовьте клей для склеивания металла. Дозируйте небольшое количество клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- ПРИМЕЧАНИЕ: Время отверждения и инструкции по обращению указаны на этикетке продукта. Нанесите на подготовленную поверхность фланца транспортного средства валик клея шириной 6 мм (0,2362 дюйма) -9 мм (0,3543 дюйма). Снимите ленту с участков сварного шва пробки.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- ПРИМЕЧАНИЕ: Сварку можно проводить в любое время в процессе отверждения клея или после полного отверждения клея. ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, обратитесь к этикетке продукта за временем отверждения и инструкциями по обращению. Хомуты могут быть сняты сразу после сварки компонента. Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями по покраске, одобренными Ford.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- Произведите антикоррозионную обработку зоны ремонта в соответствии с требованиями. СМ. " Восстановление антикоррозионной защиты после ремонта ". (ref-517623-S35767474912012121200000)
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Клей для склеивания пластмасс | TA-9 | | |
Как отремонтировать панели из листового формованного композита (SMC)
| Предупреждение | Всегда носите защитное оборудование, включая средства защиты глаз с боковыми щитками и пылезащитную маску при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- ПРИМЕЧАНИЕ: Никогда не применяйте растворители, такие как разбавитель лака или редуктор, на любом этапе ремонта пластика. Растворители, очистители и вода поглощаются многими типами пластмасс и стекловолокном, используемым для армирования. Если это произойдет, пластик может разбухнуть в зоне ремонта и привести к выходу ремонта из строя. Быстро удалите очистители и воду и используйте воздух и тепло для ускорения сушки. ПРИМЕЧАНИЕ: Во время ремонта многих пластиков и, в частности, полиолефиновых пластиков, на подложку должен быть нанесен промотор адгезии, позволяющий ремонтным материалам и краске правильно соединяться. Повторное нанесение требуется при шлифовании или шлифовании через герметик или грунтованные слои. ПРИМЕЧАНИЕ: По возможности рекомендуется проводить как можно больший объем ремонта пластика на транспортном средстве. Детали, установленные на автомобиль, удерживаются в правильном выравнивании на протяжении всего ремонта. Попытка отремонтировать деталь с транспортного средства может привести к нарушению центровки. Это может привести к срыву ремонта. ПРИМЕЧАНИЕ: В отношении типа используемых ремонтных материалов, наполнителей и связующих веществ всегда обращайтесь к указаниям изготовителя на этикетке, поскольку они относятся к конкретному материалу. ПРИМЕЧАНИЕ: При ремонте структурных трещин и крупных борозд применяется следующая процедура. Если повреждение является косметическим, использование армирующей ткани может не потребоваться. Панели, подлежащие ремонту, должны быть сухими и при комнатной температуре от 18 ° С (18°C) до 24 ° С (24°C) до проведения любого ремонта. Обе стороны панели перед шлифовкой или шлифованием должны быть тщательно очищены.
- Закройте разрыв в SMC (спереди и сзади) маскирующей лентой. Это защищает поврежденный участок от поглощения очистителем препарата и исключает затекание очистителя через волокна в КдПМ.
- Удалите все воски, силиконы, грязь и дорожные масла с участка, окружающего обе стороны поврежденного участка, с помощью пластикового воска и средства для удаления смазки. Удалите ленту и зашкурите заднюю часть ремонтного участка с помощью угловой шлифовальной машины, шлифовальной машины D / A или вручную с помощью наждачной бумаги с 80 зернами. Удалите всю пыль с помощью вакуумной и липкой ткани.
- Создайте упрочняющую накладку, используя кусок лома SMC, который хорошо соответствует задней части поврежденного участка, или сформируйте накладку из стеклоткани. Обрежьте участок ткани, достаточно большой, чтобы покрыть зону ремонта, плюс 25,4 мм (1 дюйм) вокруг зоны ремонта. Отрежьте участок подложки из пластиковой пленки приблизительно на 25,4 мм (1 дюйм) больше, чем ткань. Уложите пластик на гладкую, ровную поверхность, где он будет использоваться для создания пирамидальной накладки.
- Следуйте инструкциям производителя и нанесите пластиковый ремонтный клей на подложку из пластиковой пленки и смажьте пластиковым распределителем до рекомендуемой толщины. Поместите предварительно нарезанную стеклоткань на пластиковую пленку с клеевым покрытием. Покройте тряпку слоем ремонтного клея и расправьте до рекомендуемой толщины.
- Нанесите подготовленный пластырь на обратную сторону панели и сожмите. Следуйте инструкциям производителя для отверждения клея. Снимите пластиковую пленку после отверждения клея и песок по мере необходимости для удаления шероховатостей.
- Удалите маскирующую ленту с передней стороны поврежденного участка и зачистите до опорной накладки. Используйте угловую шлифовальную машину с колесом с зернистостью от 30 до 40. Сделайте постепенное сужение в области, это предотвратит бычьи глаза или сквозное чтение в готовом ремонте. Песок подготовленный участок с помощью шлифовального станка D / A или ручной песок с 80-зернистой шкуркой.
- Постройте пирамидальную заплату, используя стеклоткань или эквивалент и пластичный ремонтный клей. Следуя инструкциям производителя, нанесите заплатку на поврежденный участок.
- Участок грубой зачистки для удаления излишков клея. Зона ремонта песка наждачной бумагой с зернистостью 80, не забывая вырезать немного ниже готовой поверхности SMC. Это позволит получить финишное покрытие из пластикового материала для ремонта кузова.
- Нанести отделочное покрытие из пластичного ремонтного присадочного материала в соответствии с указаниями производителя.
- Отделочный песок, грунтовка и верхнее покрытие с использованием систем покраски, одобренных Ford.
Как отремонтировать термопластичные соединения
| Предупреждение | Всегда носите защитное оборудование, включая средства защиты глаз с боковыми щитками и пылезащитную маску при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. Всегда обращайтесь к MSDS при обращении с химическими веществами и носите защитное оборудование в соответствии с указаниями. Примеры могут включать, но не ограничиваться респираторами и химически стойкими перчатками. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- ПРИМЕЧАНИЕ: Никогда не применяйте растворители, такие как лак, разбавитель или редуктор, на любом этапе ремонта пластмассы. Растворители, чистящие средства и вода могут поглощаться многими типами пластмасс и стекловолокном, используемым для усиления. Если это происходит, пластик может разбухать в зоне ремонта и вызывать отказ в ремонте. Быстро удалите чистящие средства и воду и используйте воздух и тепло для ускорения сушки. ПРИМЕЧАНИЕ: Во время ремонта многих пластмасс и особенно полиолефиновых пластмасс необходимо правильно нанести усилитель адгезии на подложку, чтобы отремонтировать. (ref-517623-S33693997772012121200000)
- ПРИМЕЧАНИЕ: Всегда обращайтесь к указаниям изготовителя на этикетке для типа используемых ремонтных материалов, наполнителей и связующих веществ, поскольку они относятся к конкретному материалу. Определите, нужен ли кусок арматуры в качестве подкладки при крупном ремонте. Постройте кусок арматуры из лома типа ремонтируемой пластмассы и следуйте указаниям изготовителя на этикетке для типа используемой системы.
- ПРИМЕЧАНИЕ: Следующие шаги должны использоваться в качестве руководства. В зависимости от того, какая марка клеев или накладных материалов используется, процедуры могут несколько различаться. Тщательно очистите поврежденный участок с помощью воска и средства для удаления жира, разработанного для использования с пластмассами.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Для небольшого ремонта на поврежденный участок можно нанести пластиковый клеевой наполнитель. Следуйте инструкциям производителя и создайте слои, чтобы сформировать толщину над поврежденным участком. Это позволит отшлифовать участок гладким.
- Чтобы отремонтировать большие отверстия или трещины, измерьте и отрежьте кусок стеклоткани или эквивалентный 25,4 мм (1 дюйм) больше, чем трещина или отверстие. Нанесите пластиковый ремонтный клей на поврежденный участок и немедленно нанесите стеклоткань в пластиковый клей для усиления. Нанесите дополнительный пластиковый ремонтный клей для прочности и формы, как требуется.
- Контур и форма ремонта по мере необходимости с D / A. Избегайте шлифовки через ремонт.
- Отделка участка и выполнение всех необходимых покрасочных работ с использованием систем покраски, одобренных Ford.
Восстановление вкладки
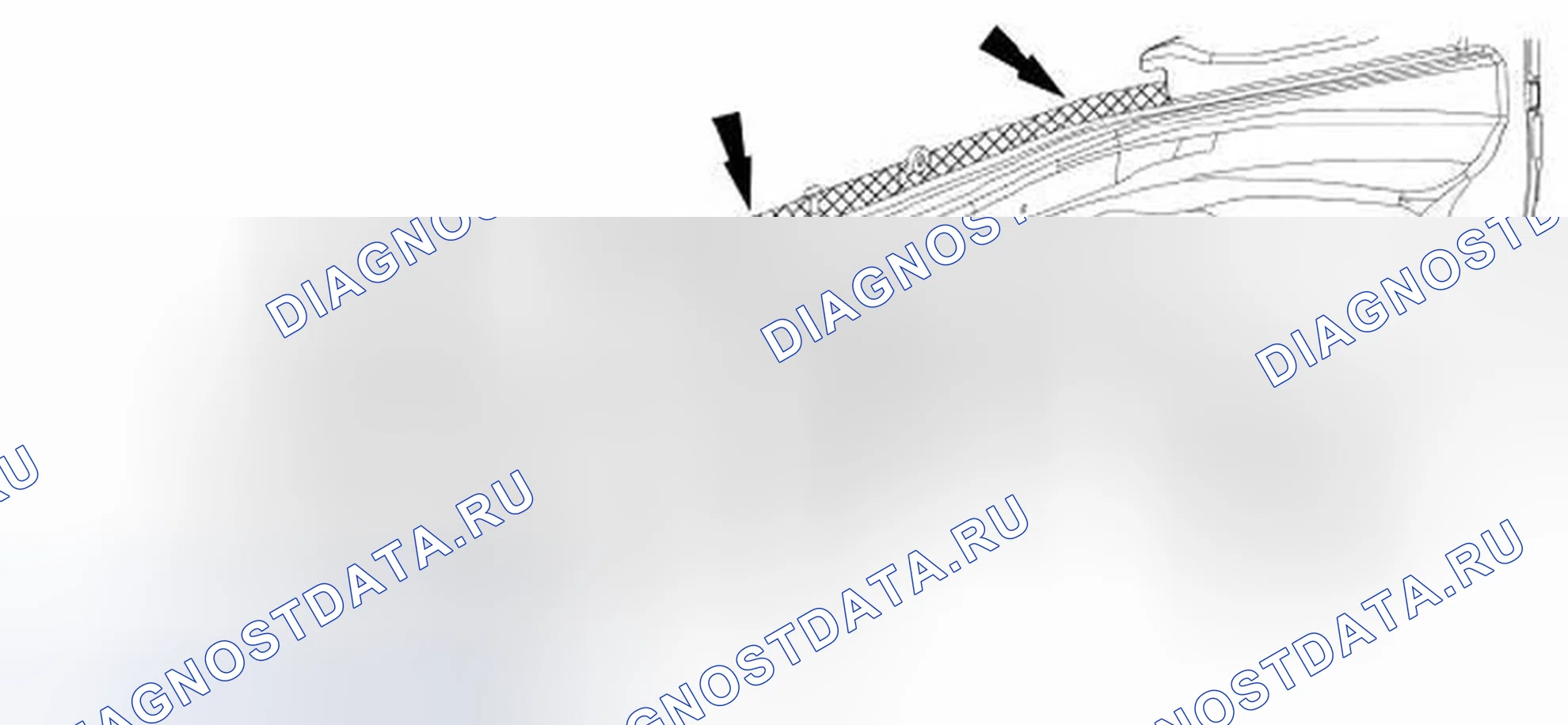
ПримечаниеСледующая процедура предназначена в качестве руководства для ремонта язычков в целом и использует пример ремонта бампера в качестве образца.
Схема №172
- ПРИМЕЧАНИЕ: Осмотрите компонент, чтобы определить, может ли часть его быть отремонтирована до приемлемого уровня качества внешнего вида, посадки и долговечности. Будут ли трудовые и материальные затраты на ремонт соответствовать или превышать стоимость новой сменной крышки бампера? Если крышка бампера определена как ремонтопригодная, перейдите к следующим шагам. ПРИМЕЧАНИЕ: Следующие шаги должны использоваться в качестве руководства. В зависимости от того, какая марка клеев или накладных материалов используется, процедуры могут незначительно отличаться. Удалите затронутую крышку бампера см. в разделе " КРЫШКА БАМПЕРА ЕРА - ПЕРЕДНЯЯ ". (ref-517604-S34304040952012121200000)(ref-517604-S41186539882012121200000)
- ПРИМЕЧАНИЕ: Иллюстрация не относится к транспортному средству. Очистите сломанную вкладку (и) с помощью пластикового воска и средства для удаления жира.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Отмерьте и отрежьте кусок стеклоткани или ее эквивалент, достаточно большой, чтобы сформировать переднюю часть язычка, затем отогните назад в форме клина примерно на 51 мм (2 дюйма) от исходного язычка.
- Подготовьте заплату из ремонтной клеевой ткани в соответствии с инструкциями производителя и нанесите на пораженный участок. Немедленно расположите пластырь из пластикового ремонтного материала, чтобы сформировать форму язычка.
- Обеспечьте соответствующее время отверждения и форму ремонтного язычка с помощью шлифовального станка с малым углом. Используйте крайнюю осторожность, чтобы не песок через внешнюю поверхность.
- Выполните все необходимые операции по ремонту лакокрасочного покрытия бампера с использованием систем покраски, одобренных Ford.
- Собрать и установить крышку бампера: СМ. " КРЫШКА БАМПЕРА - ПЕРЕДНЯЯ ", или СМ. " КРЫШКА БАМПЕРА - ЗАДНЯЯ ". (ref-517604-S34304040952012121200000)(ref-517604-S41186539882012121200000)
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
Разнесенный вид
ПримечаниеСм. Рекомендуемую Ford матрицу ремонтопригодности стали. СМ. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для правильных требований к сварке. (ref-517623-S05026544052012121200000)
Схема №173
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | | Монтажный кронштейн бампера (часть 16054 Rh / 16055 Lh | | HSLA | Красный / зеленый |
| 2 | 16054 прав. / 16055 лев. | Перрон и рельс в сборе | | HSLA | Красный / зеленый |
Схема №174
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7810456 прав / 7810457 лев | Задний рамный рельс | | HSLA | Красный / зеленый |
| 2 | 7411250 прав / 7411251 лев | Удлинение бокового элемента заднего пола | | Мягкая сталь | Зеленый / желтый |
| 3 | 7441054 прав. / 7441055 лев. | Усиление бокового элемента заднего этажа | | HSLA | Красный / зеленый |
Схема №175
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Гибкий ремонт пены | Fusor ® 121 или эквивалент; получить локально | | |
| Клей для склеивания металла | TA-1 | | |
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Герметизатор шва | TA-2 | | |
| Укупорочное устройство кювета крыши | Fusor ® 122EZ или аналог, получают локально | | |
| Предупреждение | К поврежденным или поврежденным деталям не могут быть применены защитные защитные средства. К поврежденным или поврежденным деталям не могут быть применены защитные защитные защитные средства. К поврежденным или поврежденным деталям не могут быть применены защитные защитные средства от повреждений. К поврежденным или поврежденным деталям не могут быть применены защитные средства от повреждений. К поврежденным или поврежденным деталям не могут быть применены защитные средства от повреждений. |
|---|
ПримечаниеОбязательно обеспечьте адекватную защиту всего стекла, внешней отделки и внутренней отделки во избежание загрязнения поверхности от ремонтных материалов.
ПримечаниеСм. Рекомендуемую Ford матрицу ремонтопригодности стали. СМ. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для правильных требований к сварке. (ref-517623-S05026544052012121200000)
Схема №176
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7850202 -a (меньше люка) / 7850202 -b (с люком) | Панель крыши | | Мягкая сталь | Зеленый / желтый |
| 2 | 7803410 | Панель заголовков лобового стекла | | HSLA | Красный / зеленый |
| 3 | 7851273 | Лук кровельный | | UHSS - Мартинсит | Оранжевый / зеленый |
| 4 | 7851277 | Лук кровельный | | Мягкая сталь | Зеленый / желтый |
| 5 | 7851277 | Лук кровельный | | Мягкая сталь | Зеленый / желтый |
| 6 | 7851277 | Лук кровельный | | Мягкая сталь | Зеленый / желтый |
| 7 | 7841302 | Задний коллектор крыши в сборе | | HSLA | Красный / зеленый |
Схема №177
Схема №178
Схема №179
- Снять питание с удерживающей системы: СМ. раздел " СНЯТИЕ ПИТАНИЯ И ПОВТОРНОЕ ВКЛЮЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ УДЕРЖИВАЮЩЕЙ СИСТЕМЫ (SRS) - С ИНТЕЛЛЕКТУАЛЬНЫМ ДОСТУПОМ (Ia) " ИЛИ СМ. " СНЯТИЕ ПИТАНИЯ И ПОВТОРНОЕ ВКЛЮЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ УДЕРЖИВАЮЩЕЙ СИСТЕМЫ (SRS) - БЕЗ ИНТЕЛЛЕКТУАЛЬНОГО ДОСТУПА (Ia) ". (ref-517622-S36473711872012121200000)(ref-517622-S38356514382012121200000)
- Снимите багажник СОГЛАСНО РАЗДЕЛУ " БАГАЖНИК НА КРЫШЕ ". (ref-517612-S29303192432012121200000)
- Снимите облицовку. СМ. " HEADLINER ". (ref-517611-S38020358062012121200000)
- Снимите боковые воздушные завесы СОГЛАСНО " МОДУЛЮ ЗАЩИТНОГО ФОНАРЯ ". (ref-517622-S28927328262012121200000)
- Снимите лобовое стекло СОГЛАСНО " ЛОБОВОМУ СТЕКЛУ ". (ref-517617-S26450018392012121200000)
- Снимите дверь багажника на кузове. СМ. " дверь багажника ". (ref-517610-S18790008852012121200000)
- Снимите антенну СОГЛАСНО " АНТЕННА ". (ref-538889-S06529357742013033000000)
- Удалить точечные сварные швы у заднего проема.
- Удалите точечные сварные швы у проема лобового стекла.
- Снимите шовный герметик в канале канавы крыши.
- Аккуратно обрежьте наружную панель крыши по внутреннему шву желоба канавы крыши.
- Используя широкоформатный скребок или острый нож, отделите наружную панель крыши от пены Nvh носовой части крыши, оставляя как можно больше пены на носовых частях крыши.
- Снимите наружную панель крыши.
Схема №180
- Тщательно зачистите область кювета крыши на гладкой поверхности кузова, чтобы выровнять оставшийся листовой металл и лазерный сварной шов со старой панели крыши.
- Зачистите до гладкой поверхности любые нагромождения сварного шва, остающиеся в задних или лобовых отверстиях.
- Установите новую панель крыши на транспортное средство и проверьте правильность посадки.
- Индексируйте подгонку кровельной панели к телу и снимите кровельную панель.
- ПРИМЕЧАНИЕ: Заводские точечные сварные швы могут быть заменены на сварные швы с заглушками MIG или STRW. Сварные швы с заглушками или точечные швы должны быть равными заводским точечным сварным швам как по месту, так и по количеству. Подготовьте транспортное средство к установке компонента. Удалите покрытие на панели крыши на поверхности сопряжения с кузовом транспортного средства. Если сварка с заглушками MIG, просверлите отверстия под сварные швы с заглушками 8 мм (0,31 дюйма) вдоль фланцев передней и задней панели и удалите только грунтовку с нижней стороны панели крыши.
- Нанесите непрерывный валик клея из металлической панели на переднюю и заднюю панели коллектора, дуги крыши и сопрягаемые поверхности кювета крыши.
- ПРИМЕЧАНИЕ: Не поднимайте панель из кузова после установки. Если панель требует изменения положения, сдвиньте панель в правильное положение выравнивания. Расположите панель крыши на транспортном средстве в соответствии с указательными метками, сделанными в испытательной арматуре.
- Плотно зажмите (без повреждения) панель крыши в местах лобового стекла и заднего проема и проверьте полный контакт клея с дугами крыши и панелью крыши во всех местах. При необходимости нанесите дополнительный клей.
- Сгладьте любое выдавливание клея в канале канавы крыши. Дополнительный клей не нужно удалять. Позвольте избытку действовать как герметик.
- Штекер STRW или MIG приваривают сопрягаемые поверхности лобового стекла и заднего проема.
- Дайте клею полностью затвердеть, а затем песок и залейте область канавы крыши.
- Нанести шовный герметик на шов кювета крыши и дать возможность отвердеть.
- Выполните повторную отделку панели крыши с использованием любой системы повторной отделки, одобренной Ford Motor Company.
- Установите боковые воздушные завесы согласно " МОДУЛЮ ФОНАРЯ БЕЗОПАСНОСТИ ". (ref-517622-S28927328262012121200000)
- Установите антенну СОГЛАСНО " АНТЕННА ". (ref-538889-S06529357742013033000000)
- Установите облицовку. СМ. " HEADLINER ". (ref-517611-S38020358062012121200000)
- Установить багажник СОГЛАСНО РАЗДЕЛУ " БАГАЖНИК НА КРЫШЕ ". (ref-517612-S29303192432012121200000)
- Установить дверь багажника СОГЛАСНО " дверь багажника ". (ref-517610-S18790008852012121200000)
- Установите лобовое стекло согласно " ЛОБОВОМУ СТЕКЛУ ". (ref-517617-S26450018392012121200000)
- Восстановить питание удерживающей системы: СМ. " СНЯТИЕ И ВОССТАНОВЛЕНИЕ ПИТАНИЯ ДОПОЛНИТЕЛЬНОЙ УДЕРЖИВАЮЩЕЙ СИСТЕМЫ (SRS) - С ИНТЕЛЛЕКТУАЛЬНЫМ ДОСТУПОМ (Ia) " или СМ. " СНЯТИЕ И ВОССТАНОВЛЕНИЕ ПИТАНИЯ ДОПОЛНИТЕЛЬНОЙ УДЕРЖИВАЮЩЕЙ СИСТЕМЫ (SRS) - БЕЗ ИНТЕЛЛЕКТУАЛЬНОГО ДОСТУПА (Ia) ". (ref-517622-S36473711872012121200000)(ref-517622-S38356514382012121200000)
Панель крыши - с лунной крышей
| Предупреждение | Перед началом любой процедуры обслуживания в этой сервисной информации, СМ. " ПРЕДУПРЕЖДЕНИЯ О БЕЗОПАСНОСТИ ". Несоблюдение этой инструкции может привести к серьезным травмам. (ref-517526-S34296494722012121200000) |
|---|
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Гибкий ремонт пены | Fusor ® 121 или эквивалент; получить локально | | |
| Клей для склеивания металла | TA-1 | | |
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Герметизатор шва | TA-2 | | |
| Укупорочное устройство кювета крыши | Fusor ® 122EZ или аналог, получают локально | | |
Схема №181
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7850202 -а | Наружная панель крыши | | Мягкая сталь | Зеленый / желтый |
| 2 | 7841302 | Задняя панель коллектора | | HSLA | Красный / зеленый |
| 3 | 7851269 | Лук кровельный | | Мягкая сталь | Зеленый / желтый |
| 4 | | Рама буровой вышки (часть 7850202 -a) | | Мягкая сталь | Зеленый / желтый |
| 5 | 7803410 | Панель заголовков лобового стекла | | HSLA | Красный / зеленый |
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Клей для склеивания металла | TA-1 | | |
| Подготовка поверхности металла Motorcraft ® | ZC-31-A | | |
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Герметизатор шва | TA-2 | | |
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут повредить незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темно-цветными фильтрующими линзами правильной плотности. Электрическая сварка будет производить интенсивное излучение, поэтому рекомендуется использовать линзы с фильтровальной пластиной самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также носить защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам персонала. Всегда носите защитное оборудование, включая средства защиты глаз, с боковыми щитками, и пылью. |
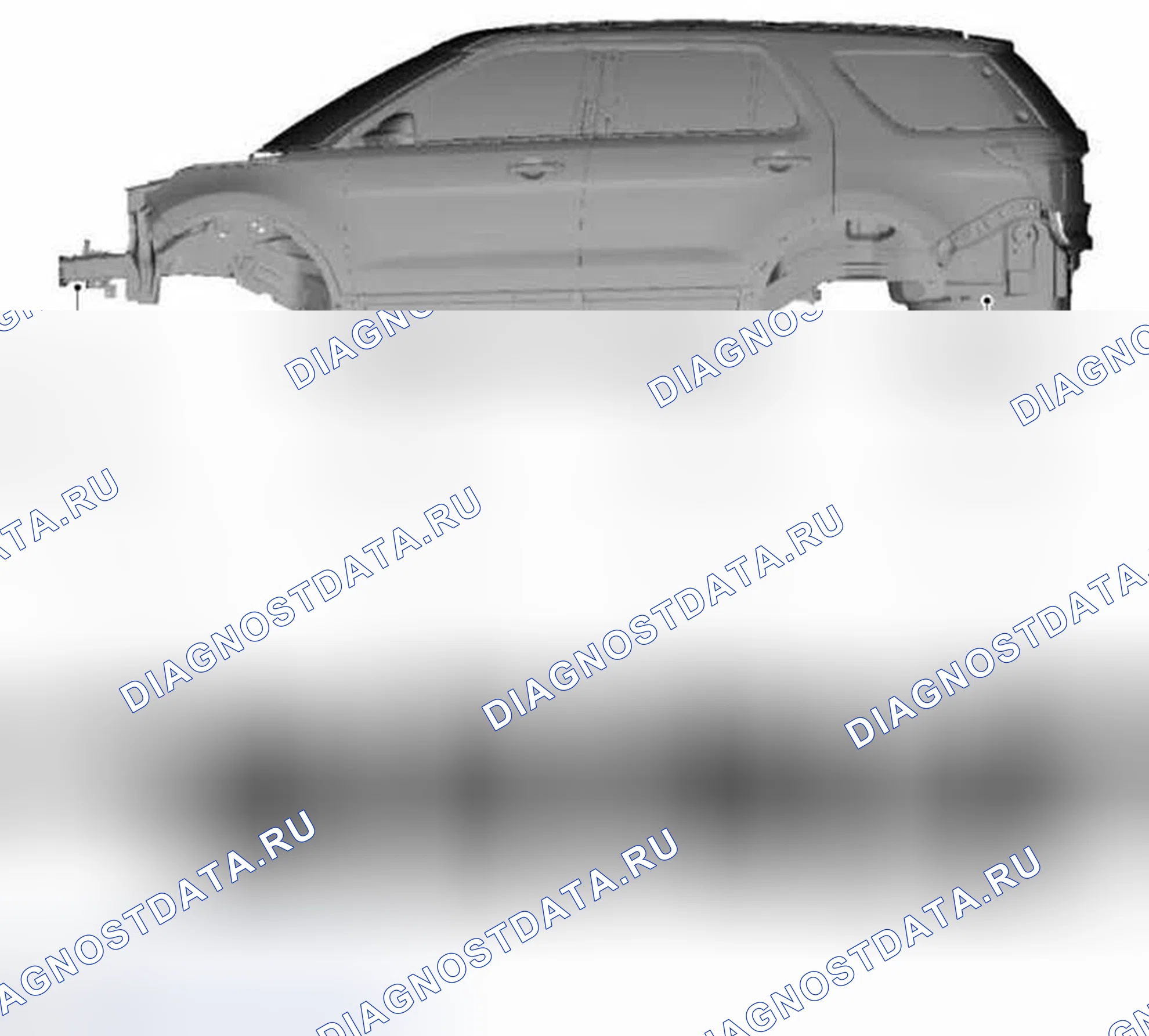
|---|
ПримечаниеПроцедуры секционирования могут быть выполнены только на внешней боковой панели кузова. Ремонт секционирования не может быть выполнен на внутренних усиливающих панелях кузова. Несоблюдение этих инструкций может поставить под угрозу структурную целостность конструкции кузова. СМ. " Рекомендации по секционированию ". (ref-517623-S33055564552012121200000)
ПримечаниеСм. Рекомендуемую Ford матрицу ремонтопригодности стали. СМ. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для правильных требований к сварке. (ref-517623-S05026544052012121200000)
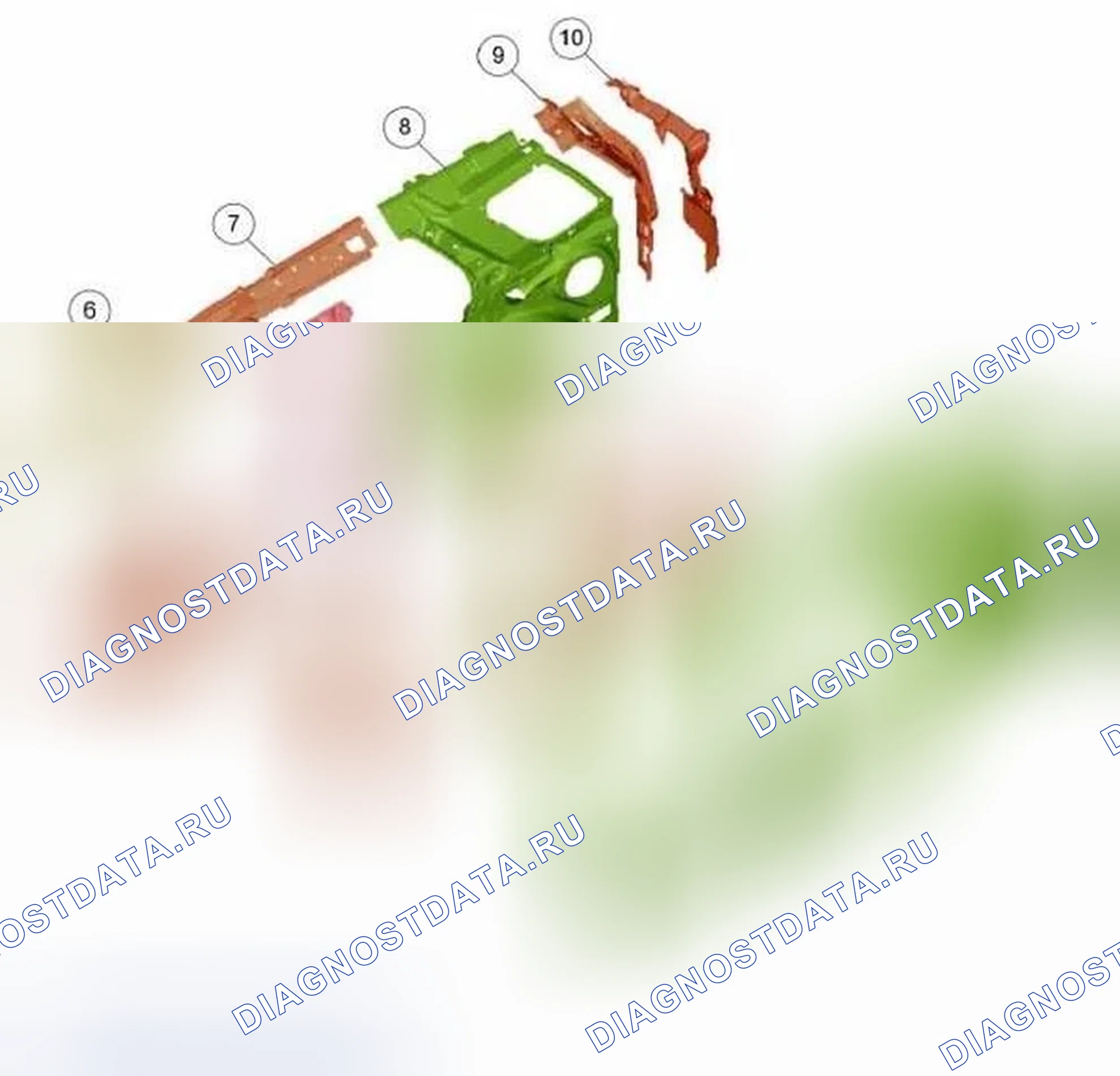
Схема №182
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 78211A10 прав / 78211A11 лев | Рама наружной двери | | Мягкая сталь | Зеленый / желтый |
| 2 | 7824382 прав. / 7824383 лев. | Армирование стойки В | | UHSS | Оранжевый / зеленый |
| 3 | 7824358 прав / 7824359 лев | B-образная колонна в сборе | | DP | Розовый / оранжевый |
| 4 | 7802554 прав. / 7802555 лев. | Армирование стойки А | | HSLA | Красный / зеленый |
| 5 | 78203A56 прав / 78203A57 лев | А-колонна внутренняя | | HSLA | Красный / зеленый |
| 6 | 78513A52 прав / 78513A53 лев | A-стойка внешняя | | UHSS | Оранжевый / зеленый |
| 6 | 78513A56 прав / 78513A57 лев | А-колонна внутренняя | | HSLA 350 | Красный / зеленый |
| 7 | 78513K30 прав / 78513K31 лев | Наружное армирование кровельного рельса | | HSLA | Красный / зеленый |
| 8 | 7827790 прав / 7827791 лев | Четверть панели внутренней | | Мягкая сталь | Зеленый / желтый |
| 9 | 7441020 прав / 7441021 лев | Армирование рельсов покрытия | | HSLA | Красный / зеленый |
| 10 | 7845114 прав. / 7845115 лев. | Сливной желоб багажного отделения | | HSLA | Красный / зеленый |
| 7828408 прав / 7828409 лев | Армирование C-образной колонны | | HSLA | Красный / зеленый |
Схема №183
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 16154 прав. / 16155 лев. | Фартук переднего крыла в сборе | | HSLA | Красный / зеленый |
| 2 | 16138 | Опора радиатора | | RRIM | |
| 3 | | Внутреннее армирование (часть армирования 10008 А-колонны) | | DP 780 | Розовый / оранжевый |
| 4 | 7801610 | Панель приборная в сборе | | Мягкая сталь | Зеленый / желтый |
| 5 | 16A200 | Подкос стойки | | HSLA | Красный / зеленый |
| 6 | | Наружное армирование (часть армирования 10008 колонны А) | | DP 780 | Розовый / оранжевый |
| 7 | 16B044 прав / 16B045 лев | Армирование внутреннего крыла | | HSLA | Красный / зеленый |
| 8 | 16D118 прав / 16D119 лев | Опора кронштейна крыла | | HSLA | Красный / зеленый |
| 9 | 16154 прав. / 16154 лев. | Армирование наружного крыла | | HSLA | Красный / зеленый |
Схема №184
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7810142 прав / 7810143 лев | Наружная боковая арматура кузова | | HSLA | Красный / зеленый |
| 2 | 78243B12 прав / 78243B13 лев | Противорежущая пластина панели коромысла | | DP 780 | Розовый / оранжевый |
| 3 | 78101B04 прав / 78101B05 лев | Внутренняя боковая арматура кузова | | HSLA | Красный / зеленый |
| 4 | 7811135 | Узел поддона переднего пола | | Мягкая сталь | Зеленый / желтый |
| 5 | | Туннель для поддона переднего пола (часть 7811135) | | HSLA | Красный / зеленый |
| 6 | | Усиление туннеля передней панели (часть 7811135) | | HSLA | Красный / зеленый |
| 7 | 7410776 | Поперечина передней панели | | HSLA | Красный / зеленый |
| 8 | 7811160 | Сборка центрального поддона пола | | Мягкая сталь | Зеленый / желтый |
| 9 | 74101C16 | Поперечина центрального поддона пола | | HSLA | Красный / зеленый |
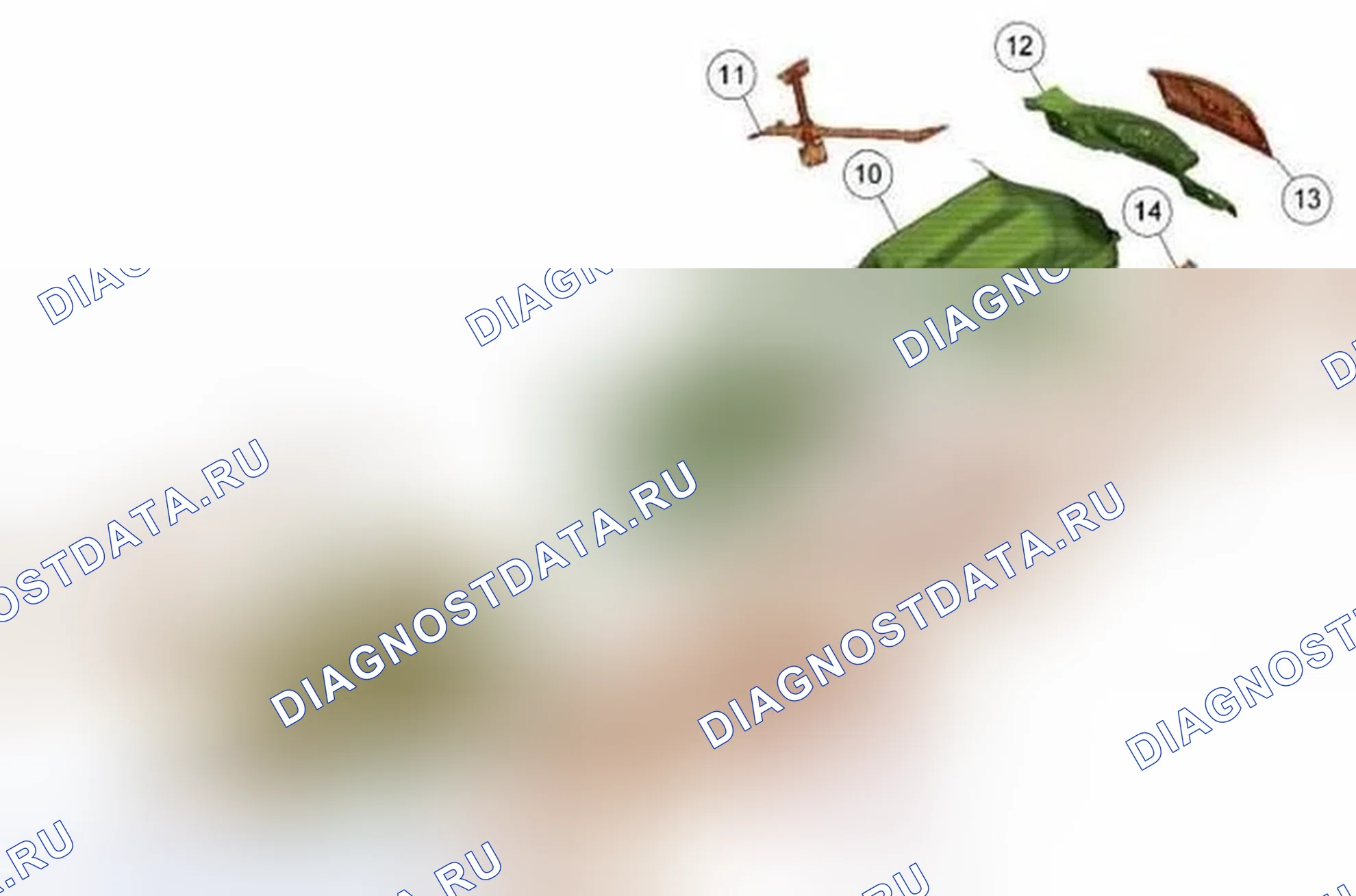
| 10 | 7811215 | Задний пол в сборе | | Мягкая сталь | Зеленый / желтый |
| 11 | 8A837410531A | Поперечная скоба заднего поддона в сборе (только для полицейской упаковки) | | HSLA | Красный / зеленый |
| 12 | 7810928 | Поперечина задней панели | | Мягкая сталь | Зеленый / желтый |
| 13 | 7810608 | Задняя панель | | HSLA | Красный / зеленый |
| 14 | 74106A94 прав / 74106A95 лев | Удлинение бокового элемента заднего пола | | HSLA | Красный / зеленый |
| 15 | 7810456 прав / 7810457 лев | Задний рамный рельс | | HSLA | Красный / зеленый |
Наружная панель двери - передняя
| Предупреждение | Перед началом любой процедуры обслуживания в этой сервисной информации, СМ. " ПРЕДУПРЕЖДЕНИЯ О БЕЗОПАСНОСТИ ". Несоблюдение этой инструкции может привести к серьезным травмам. (ref-517526-S34296494722012121200000) |
|---|
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Гибкий ремонт пены | Fusor ® 121 или эквивалент; получить локально | | |
| Клей для склеивания металла | TA-1 | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Герметизатор шва | TA-2 | | |
| Предупреждение | Ни при каких обстоятельствах не допускается использование запасных частей или восстановленных деталей, если таковые имеются. В случае Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения, Повреждения. |
|---|
ПримечаниеСм. Матрицу рекомендуемой ремонтопригодности Ford. СМ. " Общие технические условия " для правильных требований к сварке. (ref-517623-S19606817282012121200000)
ПримечаниеДверь изготавливается с открытым кромочным нижним фланцем, чтобы обеспечить правильное нанесение термоотверждаемого клея и электронного покрытия на заводе. Фланец закрывается при обслуживании в поле, используя стандартные методы ремонта.
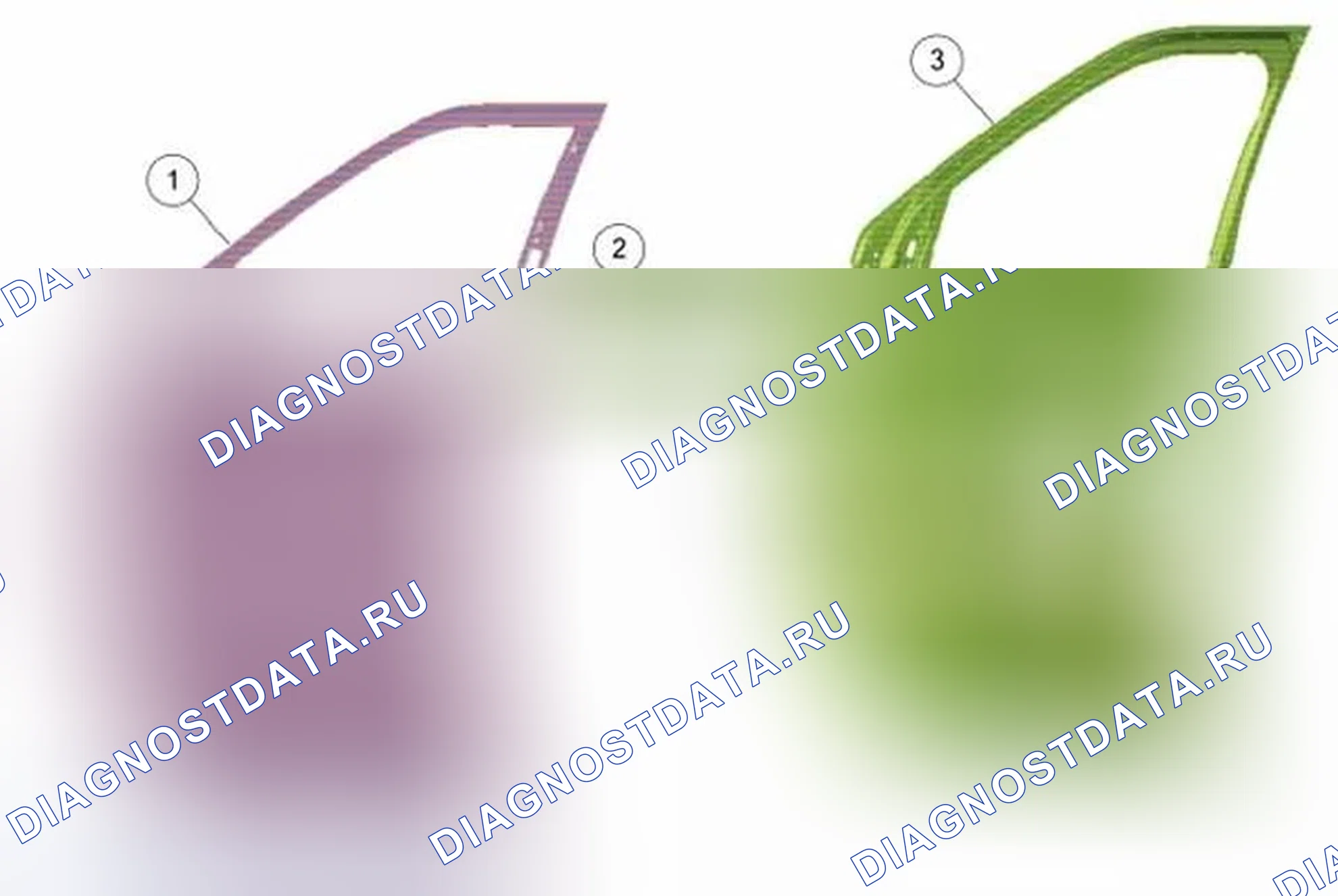
Схема №185
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7820200 прав. / 7820201 лев. | Наружная панель двери | | Bh 210 | Синий / красный |
| 2 | | Усиление дверной панели (часть 7820124 / 7820125) | | Мягкая сталь | Зеленый / желтый |
| 3 | 7820124 прав. / 7820125 лев. | Внутренняя дверь в сборе | | Мягкая сталь | Зеленый / желтый |
| 4 | | Антифлаттерная балка (часть 7820124 / 7820125) | | Мягкая сталь | Зеленый / желтый |
| 5 | | Луч вторжения (часть 7820124 / 7820125) | | UHSS - Бор | Оранжевый / зеленый |
Схема №186
Схема №187
- Осмотрите дверные петли перед заменой панели. При необходимости установите новую или восстановите.
- Снимите оконное стекло двери, СМ. " ОКОННОЕ СТЕКЛО - ПЕРЕДНЯЯ ДВЕРЬ ". (ref-517617-S18220373312012121200000)
- Снимите дверь СОГЛАСНО разделу " ДВЕРЬ - ПЕРЕДНЯЯ ". (ref-517610-S33662828212012121200000)
- Снимите зеркало бокового обзора, СМОТРИ " НАРУЖНОЕ ЗЕРКАЛО ". (ref-517613-S13969929342012121200000)
- Снимите дверную аппликацию и сенсорную панель (если она оборудована). СМ. " KEYLESS ENTRY KEYPAD ". (ref-517619-S34246759542012121200000)
- Снимите наружную дверную ручку в сборе. СМ. " НАРУЖНАЯ ДВЕРНАЯ РУЧКА ". (ref-517619-S29552242702012121200000)
- Снимите погодную планку двери.
- Снимите наружную обшивку двери. СМ. " НАРУЖНАЯ ОТДЕЛКА - РАЗНЕСЕННЫЙ ВИД ". (ref-517612-S31648610842012121200000)
- ПРИМЕЧАНИЕ: Соблюдайте осторожность, чтобы не разрезать внутреннюю дверную панель. Несоблюдение этого направления приведет к полной замене двери. Вырежьте внешнюю дверную панель по линии ремня.
- ПРИМЕЧАНИЕ: Чтобы предотвратить повреждение сопрягаемых поверхностей дверного узла, соблюдайте предельную осторожность, чтобы не врезаться в дверную обшивку. Используя подходящую шлифовальную машину, отшлифуйте по периметру внешней дверной панели, чтобы отделить края кромки, как указано.
- ПРИМЕЧАНИЕ: Использование тепловой пушки может потребоваться для смягчения клея дверной панели. Перед снятием внешней дверной панели используйте острый нож или широкоугольный скребок, чтобы разрезать клей между дверной оболочкой, внешней дверной панелью и балкой вторжения. Используя плосколопастное долото или эквивалент, удалите внешнюю дверную панель. Используя острый нож или широкоугольный скребок, удалите оставшуюся часть выступающего фланца внешней дверной панели с дверной оболочки. Удалите любой оставшийся клей с соединительного фланца дверной оболочки.
Схема №188
Схема №189
- Подготовьте узел обечайки двери, зачистите все сопрягаемые поверхности.
- Подготовьте сменную наружную дверную панель. Обрежьте новую наружную дверную панель точно встык с существующей оконной рамой. Очистите песком все сопрягаемые поверхности сменной панели, чтобы обеспечить правильное нанесение клея дверной панели.
- ПРИМЕЧАНИЕ: Подрезка и выравнивание должны быть завершены до того, как клей начнет отверждаться. Нанесите металлический связующий клей на фланец фланца сменной панели и расположите на обшивке двери и начните процесс подрезки. Используя инструмент для установки дверной панели или метод молотка и тележки, закройте фланец фланца двери по всему периметру двери и сгладьте любой остаточный клей в соединениях.
- Установите дверь в сборе на транспортное средство и обеспечьте правильное выравнивание с прилегающими панелями.
- Снимите дверь в сборе с автомобиля.
- ПРЕДУПРЕЖДЕНИЕ: Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут повредить незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электрическая сварка будет производить интенсивное излучение, поэтому рекомендуется сваривать пластинчатые линзы самого глубокого оттенка, обеспечивая адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также носить защитную одежду. Несоблюдение этих инструкций может привести к нанесению серьезных травм.
- ПРИМЕЧАНИЕ: Внешняя дверная панель удалена для ясности. Нанесите гибкий пенный ремонтный материал между внешней дверной панелью, флаттерной балкой и интрузионной балкой.
- Отделка зоны сварного шва с использованием стандартных техник ремонта кузова.
- Выполните пескоструйную обработку и грунтовку участков сварного шва фланца и стыка и нанесите непрерывный валик шовного герметика по всему периметру отбортованного фланца двери.
- Залейте и покрасьте область дверного фланца, используя систему покраски, одобренную Ford.
- Нанесите ингибитор ржавчины на внутреннюю поверхность двери в сборе на всех участках фланцевых отбортовок. СМ. " Восстановление антикоррозионной защиты после ремонта ". (ref-517623-S35767474912012121200000)
- Установите дверь на автомобиль. СМ. " ДВЕРЬ - ПЕРЕДНЯЯ ". (ref-517610-S33662828212012121200000)
- Повторная отделка с использованием одобренной Ford системы окраски.
- Установить наружную дверную ручку в сборе. СМ. " НАРУЖНАЯ ДВЕРНАЯ РУЧКА ". (ref-517619-S29552242702012121200000)
- Установите оконное стекло двери, СМ. " ОКОННОЕ СТЕКЛО - ПЕРЕДНЯЯ ДВЕРЬ ". (ref-517617-S18220373312012121200000)
- Установить зеркало бокового обзора согласно " НАРУЖНОМУ ЗЕРКАЛУ ". (ref-517613-S13969929342012121200000)
- Установите дверную аппликацию и сенсорную панель (если она оборудована). СМ. " KEYLESS ENTRY KEYPAD ". (ref-517619-S34246759542012121200000)
- Установите наружную облицовку двери. СМ. " НАРУЖНАЯ ОТДЕЛКА - РАЗНЕСЕННЫЙ ВИД ". (ref-517612-S31648610842012121200000)
- Отрегулируйте дверь по мере необходимости. СМ. " ВЫРАВНИВАНИЕ ДВЕРИ - СПЕРЕДИ ". (ref-517610-S24904689592012121200000)
Наружная панель двери - задняя
| Предупреждение | Перед началом любой процедуры обслуживания в этой сервисной информации, СМ. " ПРЕДУПРЕЖДЕНИЯ О БЕЗОПАСНОСТИ ". Несоблюдение этой инструкции может привести к серьезным травмам. (ref-517526-S34296494722012121200000) |
|---|
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Гибкий ремонт пены | Fusor ® 121 или эквивалент; получить локально | | |
| Клей для склеивания металла | TA-1 | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Герметизатор шва | TA-2 | | |
Схема №190
| Пункт | Номер сервисной детали | Описание | Момент затяжки | Наименование материала | Примечания |
|---|
| 1 | 7824700 прав / 7824701 лев | Наружная панель двери | | Bh 210 | Синий / красный |
| 2 | 7826086 | Армирование дверных панелей | | Мягкая сталь | Зеленый / желтый |
| 3 | 7824630 прав / 7824631 лев | Внутренняя дверная панель в сборе | | Мягкая сталь | Зеленый / желтый |
| 4 | | Анти-флаттер луч (часть 7824630 / 7824631 | | Мягкая сталь | Зеленый / желтый |
| 5 | | Луч вторжения (часть 7824630 / 7824631 | | UHSS - Бор | Оранжевый / зеленый |
| Имя | Номер детали | Спецификация Ford | Заправочная емкость / количество |
|---|
| Грунтовка Premium | Valugard TM; VG101, VG101A (аэрозоль) | | |
| Ингибитор ржавчины | Valugard TM; VG104, VG104A (аэрозоль) | | |
| Герметизатор шва | TA-2 | | |
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Запрещается выполнять ремонт бокового сечения кузова в местах лазерных сварных швов. Заводская лазерная сварка не может быть продублирована с помощью обычного сварочного оборудования, и структурная целостность может быть поставлена под угрозу. Несоблюдение этой инструкции может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
| Предупреждение | Запрещается резать или шлифовать боковые элементы кузова в пределах 50 мм (1,9685 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,9685 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в разделах " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя (пассажиров) транспортного средства. (ref-517527)(ref-517622) |
|---|
| Предупреждение | Не выполняйте ремонт бокового сечения кузова в местах крепления дверной петли или фиксатора. Сварка в пределах 50 мм (1,9685 дюйма) от мест расположения дверной петли или фиксатора может нарушить структурную целостность во время столкновения. Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажира транспортного средства. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением каких-либо ремонтных работ вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или пассажира (ов) транспортного средства. (ref-517622) |
|---|
| Предупреждение | Не допускается установка использованных или восстановленных частей кузова (как указано ниже). К таким деталям не предъявляются требования по безопасности, не допускается использование оригинальных, поврежденных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары не Ford для завершения ремонта. Ford Motor Company не одобряет и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо еще, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров Ford. Использование таких деталей может привести к серьезным травмам. |
|---|
ПримечаниеБоковое сечение кузова не допускается в пределах 50 мм (2 дюйма) от точек крепления удерживающего устройства, анкерного крепления двери или защелкивания двери. Несоблюдение этого направления может повлиять на структурную целостность транспортного средства.
ПримечаниеСм. Рекомендуемую Ford матрицу ремонтопригодности стали. СМ. " ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ " для правильных требований к сварке. (ref-517623-S05026544052012121200000)
ПримечаниеПри выполнении ремонта соблюдайте предписанные процедуры сварки. СМ. " Меры предосторожности при сварке - сталь ". (ref-517623-S08925033172012121200000)
ПримечаниеЕсли необходимо выполнить сварку, ОБРАТИТЕСЬ к разделу " Сварка ". (ref-517623-S07686499142012121200000)