Вводная часть
Предмет
В данном документе приводятся необходимые сведения для выполнения качественной точечной контактной электросварки и описывается процедура определения правильных параметров точечной контактной электросварки; В том числе:
- Предварительные регулировки сварочного агрегата с учетом толщины и марок стали свариваемых листов (мягкая сталь, сталь с высоким пределом текучести, с очень высоким пределом текучести и со сверхвысоким пределом текучести).
- Тест разрыва шва.
Только этот тест позволяет убедиться в правильности выбора параметров сварки (силы тока, продолжительности импульса, силы прижатия электродов) и гарантировать качество ремонта.
Это - разрушительный тест, в основу которого положена методика заводских проверок; Результат теста оценивается по диаметру заклепки, полученной при разрыве шва.
ПримечаниеДанная процедура должна применяться перед каждой сваркой в зависимости от характеристик сборки (марки стали и толщины)
Организация
- См. Руководство по ремонту автомобиля: часть II.
- См. графики с методикой определения базовой листовой детали (для сборки из 2 и 3 деталей ): часть III.
- Выполнение теста разрыва шва: части IV и V.
- Оценка результатов: часть VI.
- Устранение отклонений от нормы: часть VII.
- Применение альтернативных решений: часть VIII.
- Тест для проверки на автомобиле: часть IX.
Условия выбора графиков
Выбранные марки стали репрезентативны для большинства используемых при кузовном ремонте сборок деталей. Применяются 3 марки стального листа: мягкая сталь, сталь с высоким пределом текучести, с очень высоким пределом текучести и со сверхвысоким пределом текучести, лист каждой марки имеет два типоразмера толщины и гальваническое покрытие G10/10.
Данные предварительные настройки разработаны для определенных условий:
- электропитание: автоматический выключатель на 32A с задержкой кривая D
- снабжение сжатым воздухом: давление 6,5 бар
Для получения качественного результата, кроме технологических возможностей сварочных агрегатов, необходимо соблюсти следующие условия.
- длина держателя электрода: 120 мм
- диаметр рабочей части электродов: 8 мм
- использование сварочного агрегата по технологии INVERTER
Ознакомление с руководством по ремонту автомобиля
- См. Руководство по ремонту автомобиля для определения марок стали и толщины сборки листовых деталей.
- Определение базового стального листа:
Сборка из двух листовых деталей: деталь сборки наименьшей толщины.
Соединение из трех перекрывающихся листов: при ремонте не сваривайте сразу три листа, сварите между собой два листа. а затем приварите третий.
ПримечаниеДля подтверждения теста выполните точно такие же операции на автомобиле: сварите сначала два листа, затем приварите третий лист.
Пример сборки из трех листовых деталей:
| Позиция | Наименование | Материал | Толщина, мм |
|---|---|---|---|
| (1) | накладки панели порога | Сталь с высоким пределом упругости | 0.85 |
| (2) | усилитель нижней секции боковины кузова | Сталь с высоким пределом упругости | 1.5 |
| (3) | панель порога | Мягкая сталь | 0.75 |
Самый тонкий лист сборки (1) соединение двух первых листов ( (1) и (2) ), затем приварка третьего листа сборки (3).
- Отрегулируйте параметры сварки, соответствующие марке стали и толщине листа, наиболее близким к параметрам базового листа на приведенном ниже графике.
График предварительных регулировок
ПримечаниеДанный график должен быть обязательно проверен в ходе теста разрыва шва согласно приведенной в части IV методике.
График для больших значений силы тока и короткой продолжительности импульса
В оптимальных условиях предпочтение отдается сварке с короткой продолжительностью импульса (большое значение сила тока; короткая продолжительность импульса).
| Марки стали | Толщина базового листа | Сила тока, A | Продолжительность, мкс | Сила прижатия, даН |
|---|---|---|---|---|
| Мягкая сталь | 0,7 мм | 11000 | 200 | 450 |
| 1 мм | 11500 | 200 | 450 | |
| Сталь с высоким пределом текучести | 0,85 мм | 11500 | 250 | 450 |
| 1,5 мм | 12000 | 250 | 450 | |
| Сталь с очень высоким пределом текучести/со сверхвысоким пределом текучести | 1 мм | 12000 | 300 | 450 |
| 2,5 мм | 12500 | 300 | 450 |
Тест разрыва сварного шва сборки из двух листовых деталей
ВниманиеИспользуемые для теста тиски должны быть надежно прикреплены к рабочему столу, а стол прикреплен к полу, Во время разрыва шва запрещается стоять напротив приспособления, так как точка сварки может резко оторваться или захват приспособления может соскользнуть с проверяемого образца.
Выбирайте образцы с маркой стали и толщиной листа, соответствующими листам тестируемой сборки (см. Руководство по ремонту автомобиля), а также приспособление для разрыва шва Приспособление для проверки сварных швов. (77 11 381 779) или комплекты запасных образцов.
Выполните подготовку образцов по той же методике, что и автомобиль.
Установите образцы стального листа, сдвинув их относительно друг друга на (1) = 20 мм.
Удерживайте соединение ручными тисками с изолированными губками.
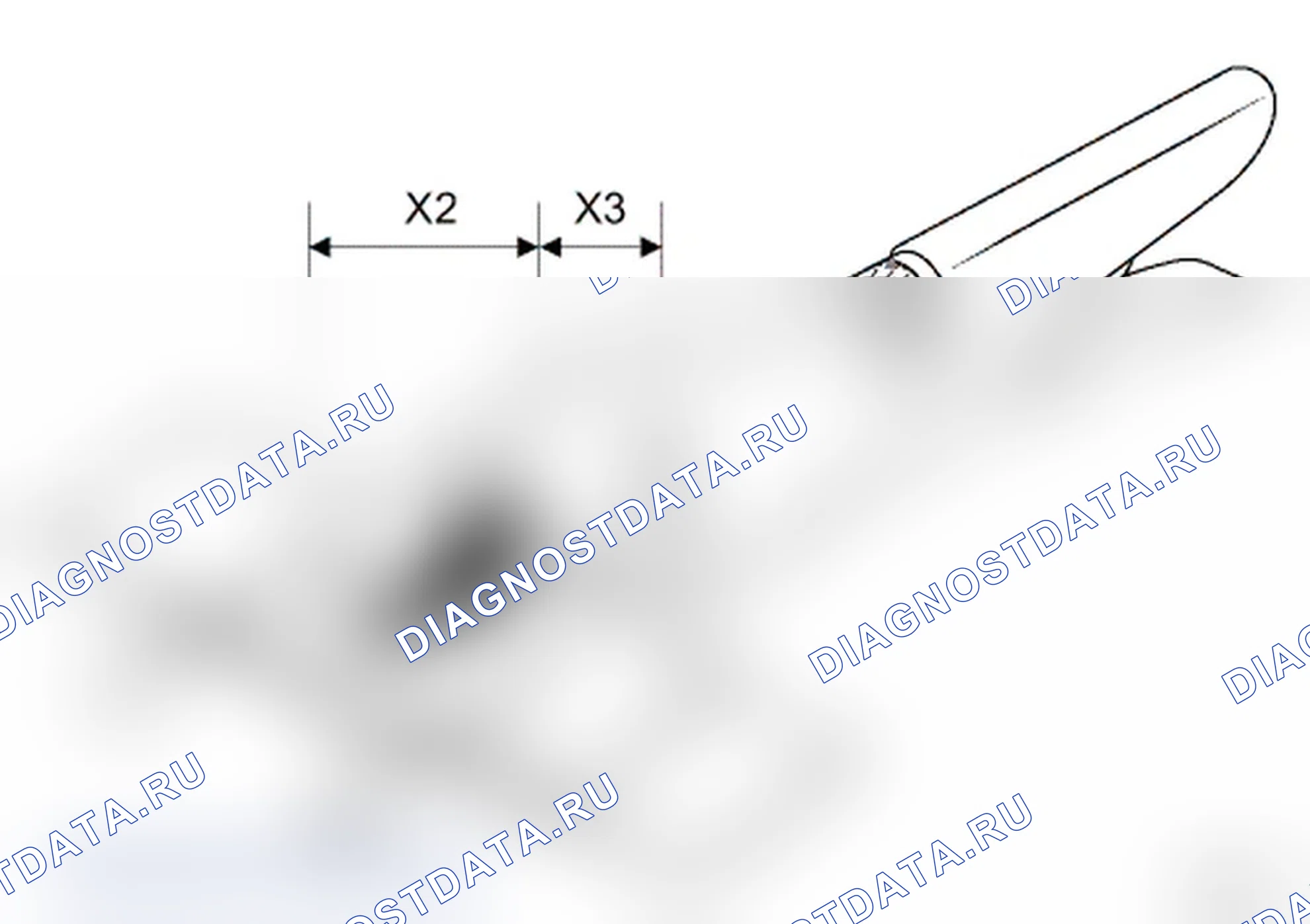
Отметьте на образце расположение двух точек контактной электросварки (1) и (2) с соблюдением приведенных размеров:
- (2) = 40 мм
- (3) = 20 мм
Согласно заданным регулировкам и в соответствии с графиками части III.
Выполните прихватывающую электрозаклепку (1),
Выполните подлежащую разрыву электрозаклепку (2).

Закрепите образцы в тисках, соблюдая размер (4) = 15 мм, указанный на рисунке, чтобы не повредить точку сварки в ходе следующего этапа.
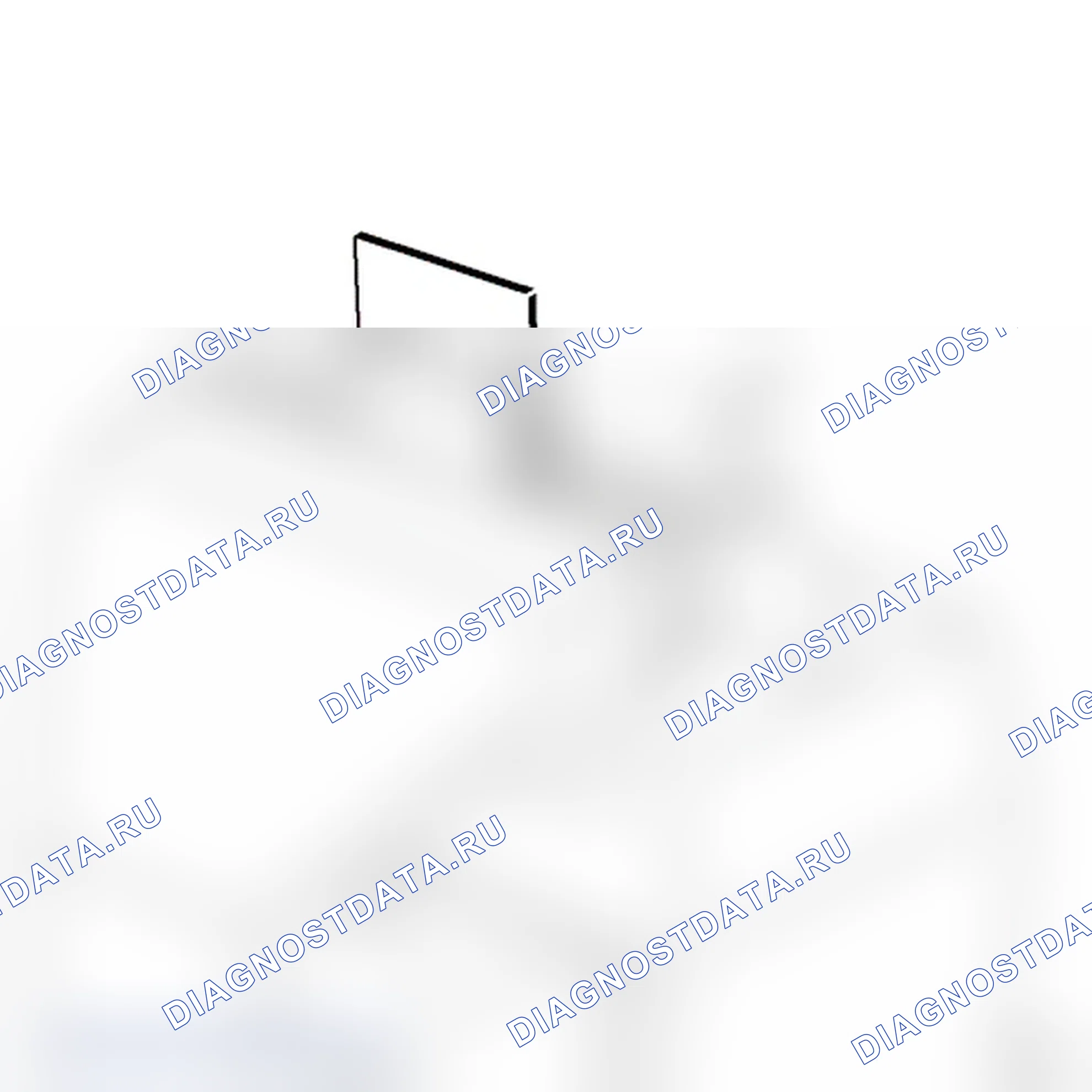
Загните оба листовых образца.

Снова закрепите образцы в тисках, как показано на рисунке.
Закрепите захват приспособления для разрыва шва.
ВниманиеВо избежание несчастных случаев закрепите зацеп приспособления, чтобы он не сорвался при разрыве сварного шва.
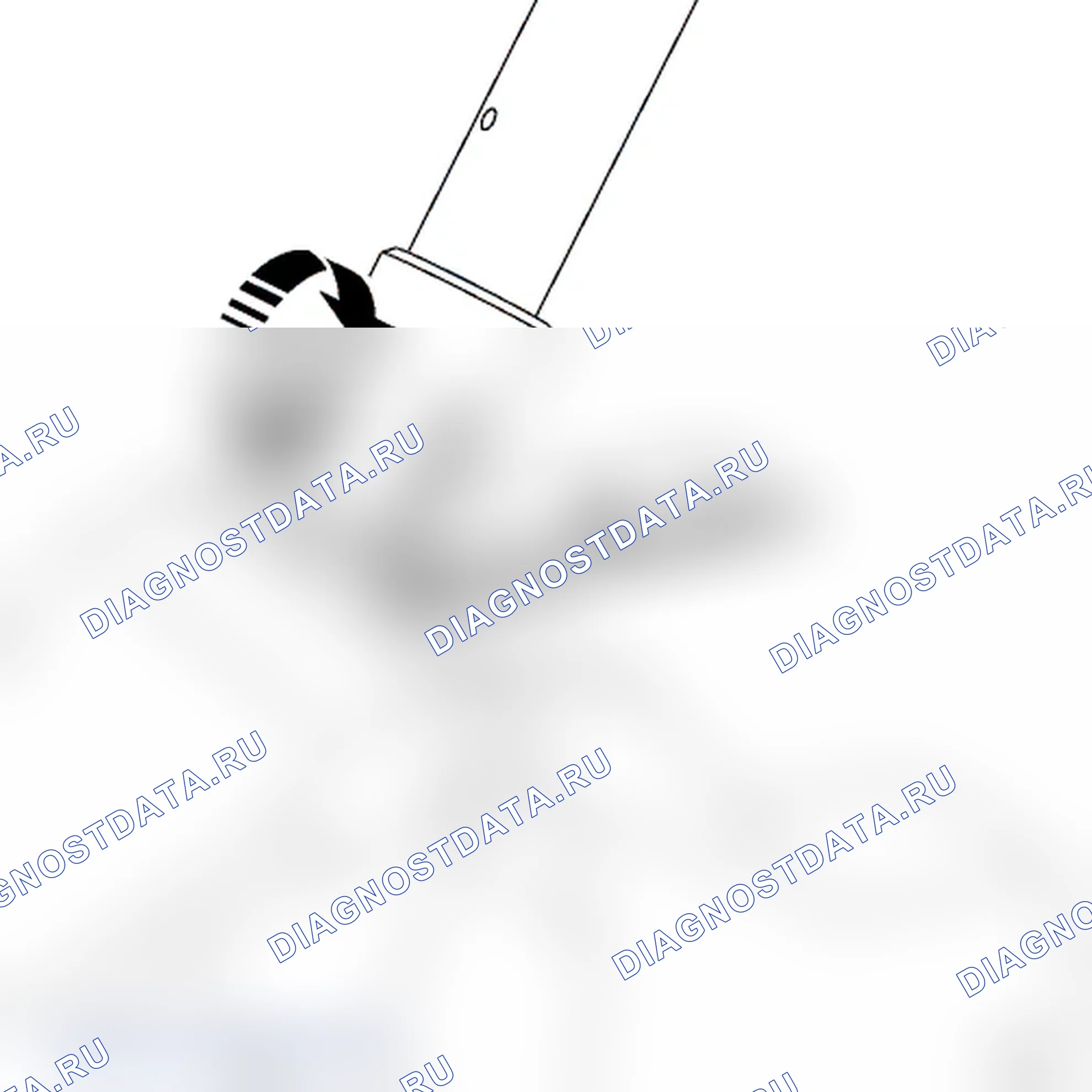
Плавно нарастающим усилием разорвите разорвите точечное сварное соединение.
Оцените полученный результат: часть VI.
Тест разрыва шва сборки из трех листовых деталей
ПримечаниеДля подтверждения теста выполните точно такие же операции на автомобиле: сварите сначала два листа, затем приварите третий лист.
После проверки настроек для первых двух листов согласно методике "ТЕСТ РАЗРЫВА СВАРНОГО ШВА СБОРКИ ИЗ ДВУХ ЛИСТОВЫХ ДЕТАЛЕЙ".
Приготовьте два образца, соответствующие двум первым листам сборки, соблюдая расстояние между точками сварки и обеспечив полное перекрытие образцами друг друга.
Расстояния между точками сварки:
- (6) = 20 мм,
- (5) = не менее 40 мм.
Поставьте прихватывающую электрозаклепку (1).
Поставьте подлежащую разрыву электрозаклепку (2), соблюдая предусмотренные регулировки.

Установите третий лист, соблюдая параметры листа сборки (толщина/марка стали).
Сдвиньте его на (7) = 20 мм.
Удерживайте сборку ручными тисками с изолированными губками.
Выполните точки сварки (1) и (2), располагая их по имеющимся на первых двух листах точкам сварки.
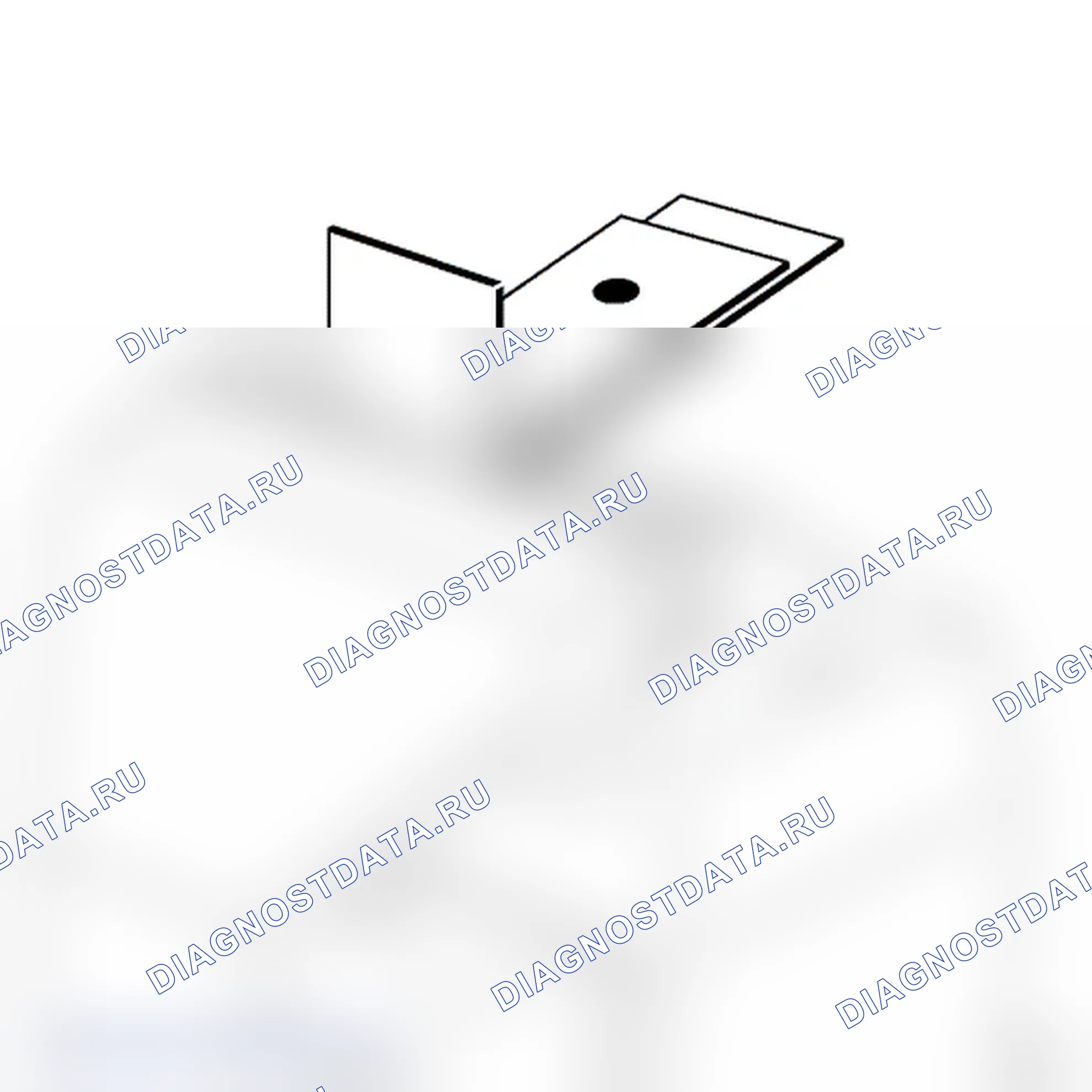
закрепите образцы в тисках, соблюдая размер (8) = 15 мм.
Отогните образцы, как показано на рисунке.
Закрепите образцы в тисках.
Закрепите захват приспособления для разрыва шва.
ВниманиеВо избежание несчастных случаев закрепите зацеп приспособления, чтобы он не сорвался при разрыве сварного шва.
Плавно нарастающим усилием разорвите разорвите точечное сварное соединение.

Снова зажмите образцы в тисках (5) = 15 мм.

Отогните образцы, как показано на рисунке.
Закрепите образцы в тисках.
Закрепите захват приспособления для разрыва шва.
ВниманиеВо избежание несчастных случаев закрепите зацеп приспособления, чтобы он не сорвался при разрыве сварного шва.
Плавно нарастающим усилием разорвите точку сварки первого соединения.
Оцените полученный результат: часть VI.
ПримечаниеВ сборках из трехлистовых деталей следует учитывать толщину самого тонкого листа с каждой стороны сборки для определения приемлемости полнотелой заклепки.
Результаты: оценка
Оценка результатов в тесте базируется на наличии или отсутствии корпуса заклепки после разрыва точки сварки.
Возможные результаты
ПримечаниеНа листах из стали большой толщины с очень высоким пределом текучести и со сверхвысоким пределом текучести большой толщины полнотелая заклепка может отсутствовать, но происходит вырывание металла на границе соприкосновения листов; такая точка сварки также является приемлемой, замерьте ее диаметр и сравните с данными таблицы
Проверьте, что диаметр полнотелой заклепки соответствует требованиям приведенной ниже таблицы с учетом базовой толщины.
| Базовая толщина (наиболее тонкий лист) | Необходимый минимальный диаметр |
|---|---|
| от 0,77 мм до включительно 1,2 мм | 4 мм |
| от 1,2 мм до включительно 2 мм | 6 мм |
| от 2 мм до включительно 3 мм | 8 мм |
Положительный результат:
- Примените параметры для выполнения соединения на автомобиле.
- Выполните контрольные проверки автомобиля: часть IX.
Отрицательный результат (точка сварки не отделилась, слишком небольшая полнотелая заклепка):
- Устранение отклонений от нормы: часть VII
Устранение отклонений от нормы
Обстоятельства получения отрицательного результата:
- Параметры электропитания и подачи воздуха не соответствуют норме.
- Сварочный агрегат не может обеспечить требуемые характеристики.
- Замена держателей электродов.
Изменение регулировок
Если невозможно обеспечить необходимое усилие прижатия электродов: увеличьте продолжительность импульса и уменьшите силу тока.
Если невозможно обеспечить необходимую силу тока: увеличьте продолжительность импульса и уменьшите усилие прижатия электродов.
Проверка изменений
ПримечаниеПосле изменения регулировок точка электросварки должна быть предварительно проверена на пробном образце в ходе теста разрыва шва, указанного в части IV.
Положительный результат:
- Примените данные параметры для ремонта автомобиля,
- Выполните контрольные проверки автомобиля: часть IX.
Отрицательный результат (точка сварки не отделилась, слишком небольшая полнотелая заклепка):
- Применение альтернативных решений: часть VIII.
Альтернативные решения
График продолжительности импульсов
Если изменения параметров не дали хорошего результата, используйте следующий график только для наружных деталей и в некоторых случаях для несущих деталей кузова:
| Марки стали | Толщина базового листа | Сила тока, A | Продолжительность, мкс | Сила прижатия, даН |
|---|---|---|---|---|
| Мягкая сталь | 0,7 мм | 7000 | 600 | 250 |
| 1 мм | 7400 | 600 | 250 | |
| Сталь с высоким пределом текучести | 0,85 мм | 7600 | 600 | 250 |
| 1,5 мм | 8000 | 600 | 250 | |
| Сталь с очень высоким пределом текучести/со сверхвысоким пределом текучести | 1,5 мм | 8600 | 700 | 250 |
| 2,5 мм | 8600 | 900 | 250 |
ПримечаниеРечь идет об отдельном случае, который не следует распространять на все ремонтные операции. Точки контактной электросварки так же, как и точки контактной электросварки, определенные по первому графику, должны быть предварительно проверены на пробном образце в ходе теста разрыва шва, указанного в части IV.
Точки сварки электрозаклепками
Если изменение параметров сварки не дало хорошего результата или если доступ к месту сварки затруднен, используйте в строгом соответствием с инструкцией для всех видов сборки электродуговую сварку в среде защитного газа, выполняя соединение электрозаклепками.
ПримечаниеРечь идет об отдельном случае, который не следует распространять на все ремонтные операции. Точка электрозаклепки также и точки электросварки должна быть предварительно проверена на пробном образце в ходе теста разрыва шва, указанного в части IV.
Контрольные проверки на автомобиле
Проверьте внешний вид точки сварки на автомобиле, что он соответствует внешнему виду точке сварке на пробном образце.
Вставьте плоское зубило между двумя точками сварки и проверьте их надежность фиксации.