Сводная таблица сварных швов
| Испытательная толщина металла (мм) | Размер самородка |
|---|---|
| 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 0.9 + 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 2.0 + 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 + 2.0 | 4,7 мм (0,18 дюйма) |
| 2.0 + 0.9 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 3.0 + 1.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 0.9 + 0.7 + 0.9 | 4,3 мм (0,16 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
Ford Рекомендуемая матрица ремонтопригодности стали
| Сорт | Торговые описания | Способ сварки | Холодный ремонт | Использование тепла для ремонта | Температурный диапазон | Максимальная теплота | ||
|---|---|---|---|---|---|---|---|---|
| Металлический инертный газ (MIG) | Сжатие - точечная сварка сопротивлением (STRW) | MIG Braze | ||||||
| Мягкая сталь | Умеренный | Да | Да | NA3 | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Ламинированная сталь | Бесшумная сталь | Нет | Да | Нет | Да (1) | NA | ||
| Испечь закаленный | Bh 180, Bh 210, Bh 250, Bh 280 | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Твердый раствор усиленный | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 | |
| Высокопрочный низколегированный сплав (HSLA) | HSLA 250, HSLA 350, HSLA 550 | Да | Да | Да (2) | Да (1) | Да | До 650°C | 90 сек. x 2 |
| Двухфазный = 600 МПа Предел прочности при растяжении (UTS) | DP 500, DP 600 | Да | Да | Да (2) | Да (1) | Нет | NA | NA |
| Двухфазный = 600 МП а предел прочности при растяжении (UTS), в частности, для марок 780 и 980) (4) | DP 700, DP 780, DP 900 | Да (3) | Да | Да (2) | Нет | Нет | NA | NA |
| Сверхвысокопрочная сталь (UHSS) (мартенситная, бороновая) (5) | Бор | Да (1) | Да | Да | Нет | Нет | NA | NA |
| Трансформационная сталь с индуцированной пластичностью (TRIP) | TRIP 590, TRIP 780, TRIP 980 | NA | NA | NA | NA | NA | NA | NA |
| (1) Холодный ремонт может быть выполнен, если повреждение исключает изломы. Раздел Может только, если утвержденная процедура в соответствующей сервисной информации (2) Пайка MIG разрешена только для неструктурных применений (3) Двухфазные стали DP 700, DP 780 и DP 980 должны быть заменены в заводских соединениях, без секционирования, если утвержденная процедура в соответствующей сервисной информации (4) Для DP 980, использовать только сварку заглушек MIG, без стежной сварки (5) Компоненты Boron должны быть заменены в заводских соединениях, секционирования | ||||||||
| (1) | Холодный ремонт может быть выполнен, если повреждение исключает изломы. Раздел может быть выполнен только в случае утверждения процедуры в соответствующей служебной информации |
|---|
| (2) | Твердый припой MIG допускается только для неструктурных применений |
|---|
| (3) | Двухфазные стали DP 700, DP 780 и DP 980 должны быть заменены в заводских соединениях, без секционирования, если только не утверждена процедура в соответствующей сервисной информации |
|---|
| (4) | Для DP 980 используйте только сварку заглушки MIG, без стежковой сварки |
|---|
| (5) | Компоненты бора должны быть заменены в заводских соединениях, секционирование не допускается |
|---|
РЕКОМЕНДУЕМАЯ FORD МАТРИЦА РЕМОНТОПРИГОДНОСТИ СТАЛИ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
Кузов состоит из следующих
- Строительство Unibody
- Двухдверное купе
- Двухдверный кабриолет
- Легкий стальной материал
- Стальная опора радиатора в сборе
- Высокопрочные низколегированные (HSLA), высокопрочные и мягкие стали
- Алюминиевый колпак
- Болтовые съемные передние крылья, навесные двери и капот
- Передний подрамник в сборе, который вмещает компоненты рулевого управления и подвески и обеспечивает структурную опору
- Стальные крылья
- Стальные двери
- Стальная крышка багажного отделения
- Сверхвысокопрочная сталь (UHSS), профилированная, передняя и задняя балки бампера
- Крепление заднего днища кузова на кабриолет обеспечивает дополнительную структурную поддержку
- Конструкционный клей, используемый в боковинах кузова, подкосах, А-образной стойке и днище кузова
- Материал глушителя звука, используемый на поддоне пола
Размерную информацию см. на следующих иллюстрациях
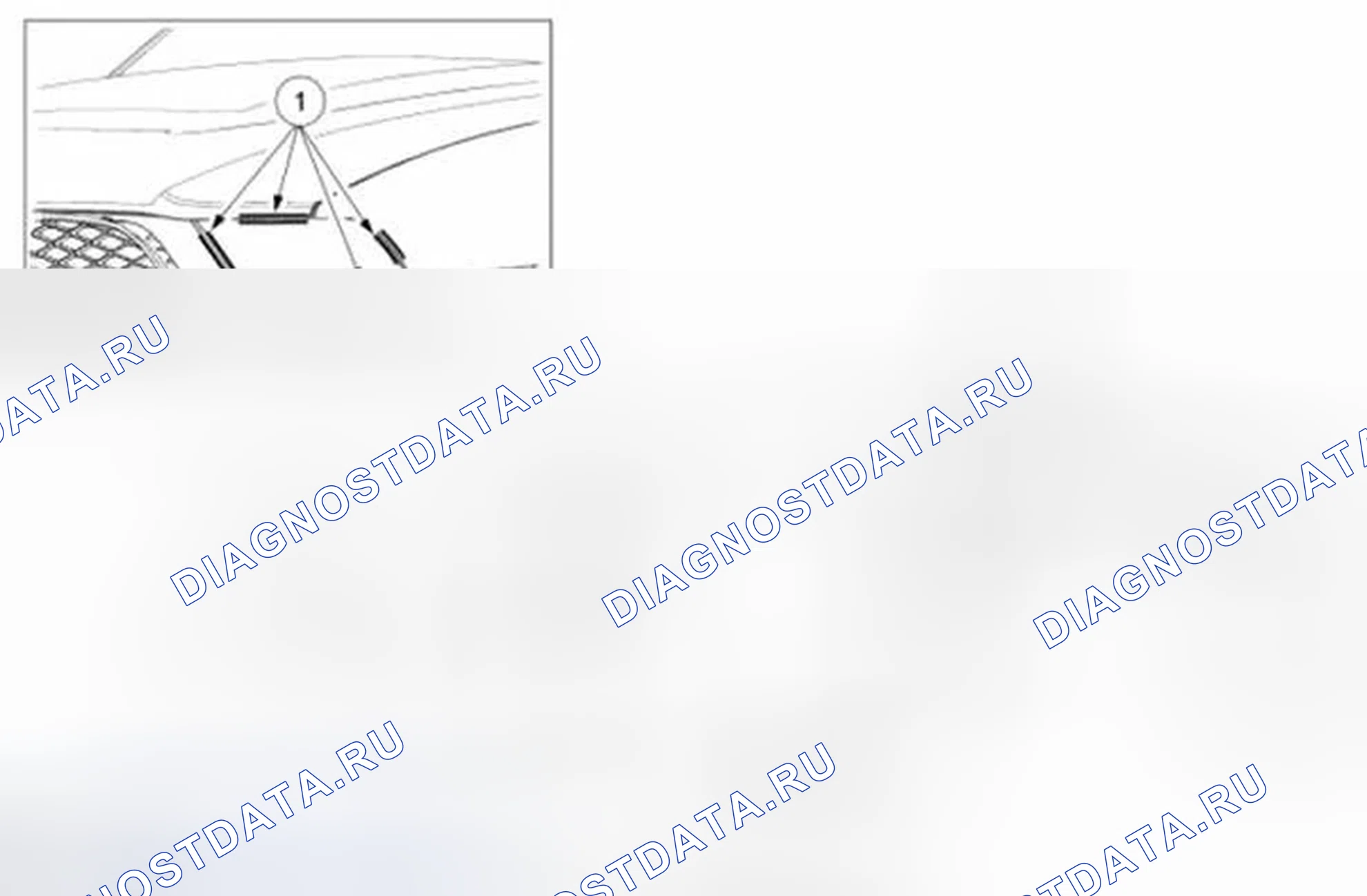
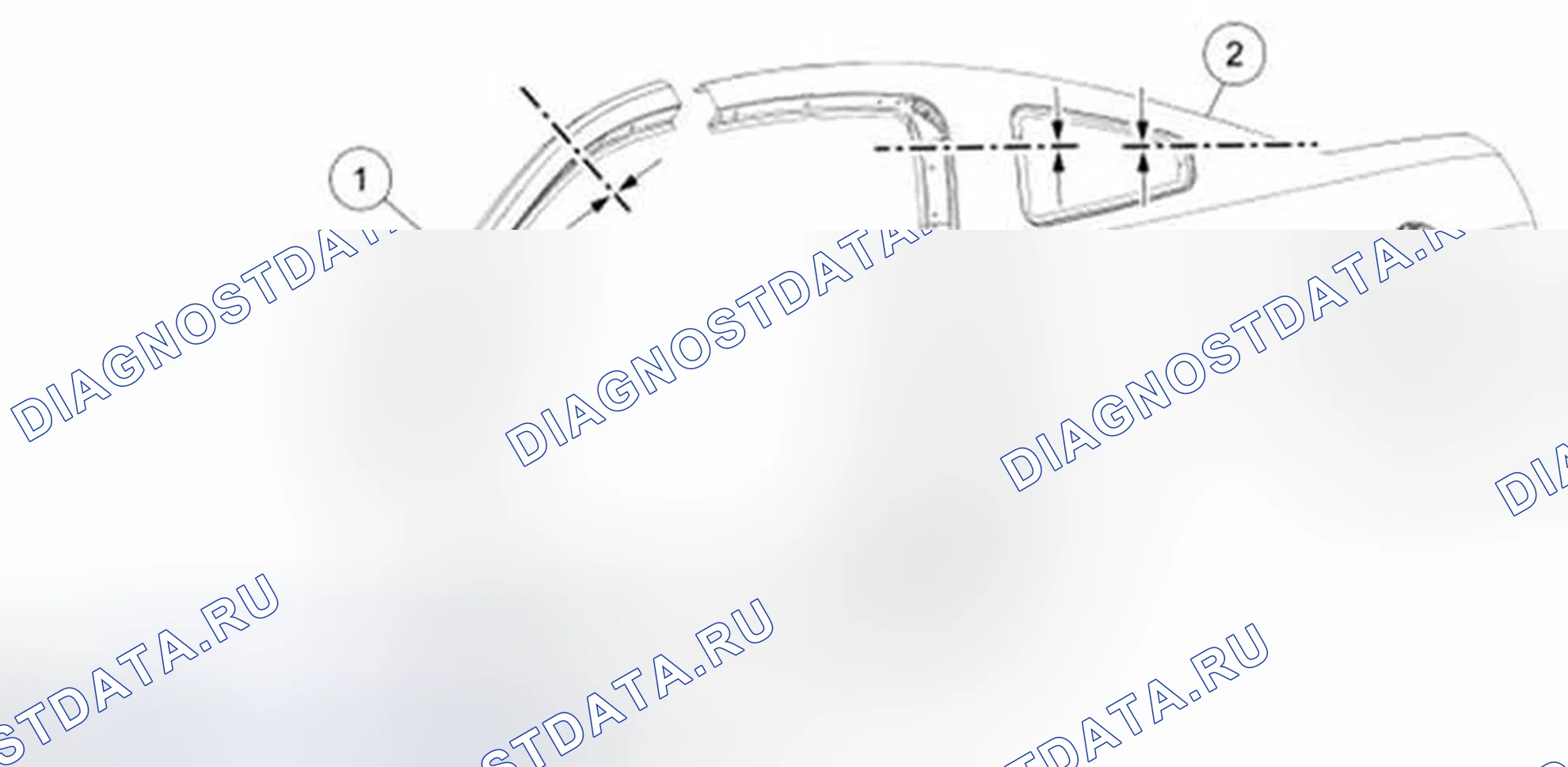
Поля тела
ПримечаниеРазмеры применяются к правой и левой стороне.
ПримечаниеСтиль кузова купе, показанный на иллюстрации, кабриолет аналогичный.
Схема №35
| Пункт | Описание | Характеристика | Технические условия на промывку |
|---|---|---|---|
| 1 | Фара на навесную панель, крыло и капот | 2,7 мм (0 106 дюйма) ± 2,0 мм (0 078 дюйма) | |
| 2 | Капот к крылу | 3,6 мм (0 141 дюйма) ± 1,5 мм (0 059 дюйма) | 0,75 мм (-0 029 дюйма) ± 1,5 мм (0 059 дюйма) |
| 3 | Кранец к стойке А | 3,0 мм (0 118 дюйма) ± 1,5 мм (0 059 дюйма) | |
| 4 | Дверь в крыло | 4,0 мм (0,15 дюйма) ± 1,5 мм (0 059 дюйма) | 0,5 мм (0 019 дюйма) ± 1,5 мм (0 059 дюйма) |
| 5 | Молдинг коромысла к двери | 6,0 мм (0 236 дюйма) ± 2,0 мм (0 078 дюйма) | |
| 6 | Дверь в четверть панели | 4,0 мм (0 157 дюйма) ± 1,5 мм (0 059 дюйма) | 0,0 мм (дюйм) ± 1,5 мм (0 059 дюйма) |
| 7 | От четверти стекла до четверти панели | 3,0 мм (0 118 дюйма) ± 1,5 мм (0 059 дюйма) | 3,0 мм (0 118 дюйма) ± 1,7 мм (0 066 дюйма) |
| 8 | Decklid в четверть панели | 4,0 мм (0 157 дюйма) ± 1,5 мм (0 059 дюйма) | 1,0 мм (-0 039 дюйма) ± 1,5 мм (0 059 дюйма) |
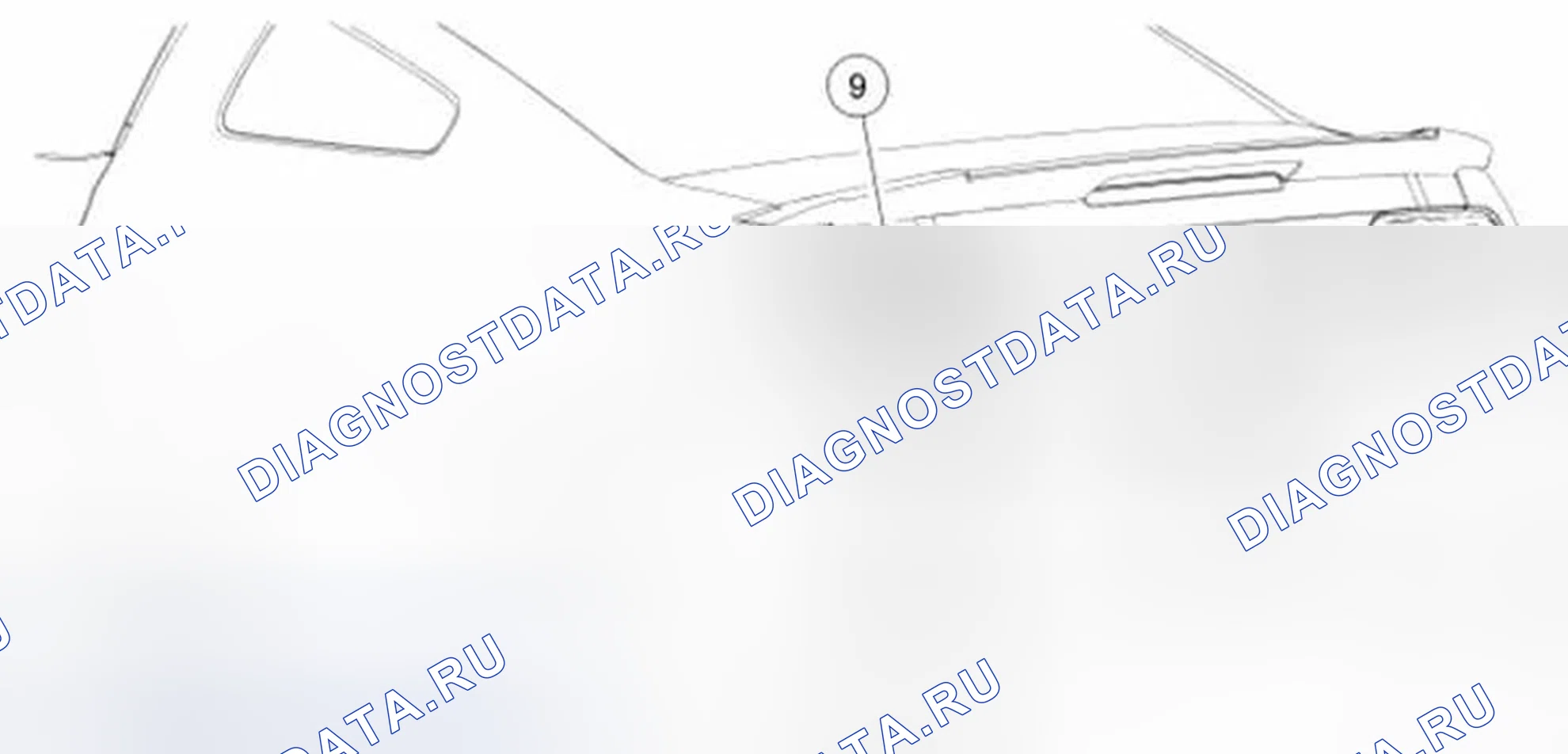
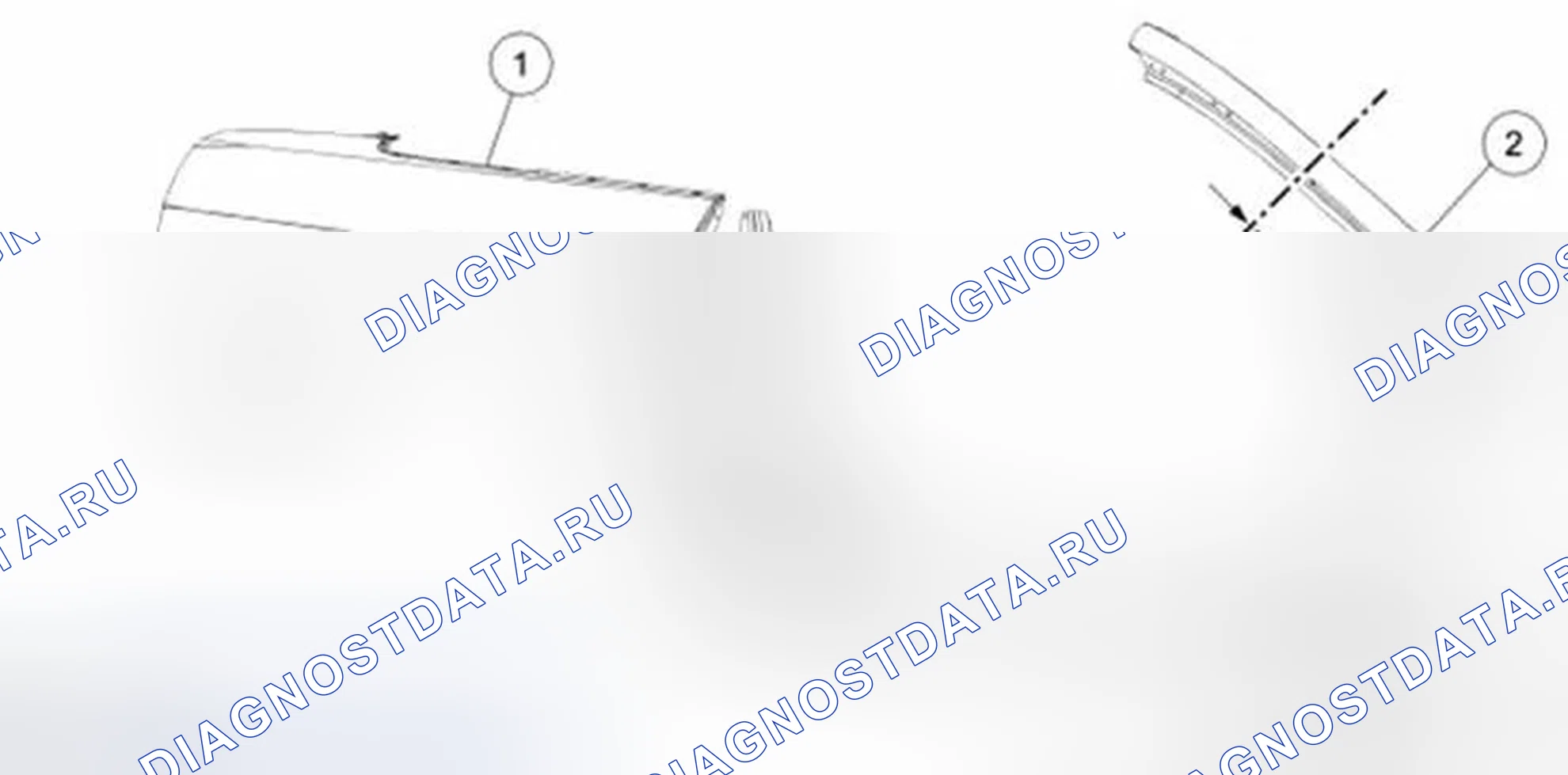
СПЕЦИФИКАЦИИ НА ПОЛЯ КУЗОВА
Схема №36
| Пункт | Описание | Характеристика | Технические условия на промывку |
|---|---|---|---|
| 9 | Задняя лампа в сборе с крышкой палубы | 4,0 мм (0,15 дюйма) ± 1,5 мм (0 059 дюйма) | 0,0 мм (дюйм) ± 1,5 мм (0 059 дюйма) |
| 10 | Задняя лампа в сборе с приборной доской | 3,0 мм (0 118 дюйма) ± 2,5 мм (0 098 дюйма) | |
| 11 | Хвостовая труба к приборной панели | 25,0 мм (0 984 дюйма) | |
| 12 | Крышка палубы к навесной панели | 6,0 мм (0 236 дюйма) ± 2,5 мм (0 098 дюйма) | |
| 13 | Палубная крышка к задней лампе в сборе | 4,0 мм (0,15 дюйма) ± 2,5 мм (0 098 дюйма) |
СПЕЦИФИКАЦИИ НА ПОЛЯ КУЗОВА
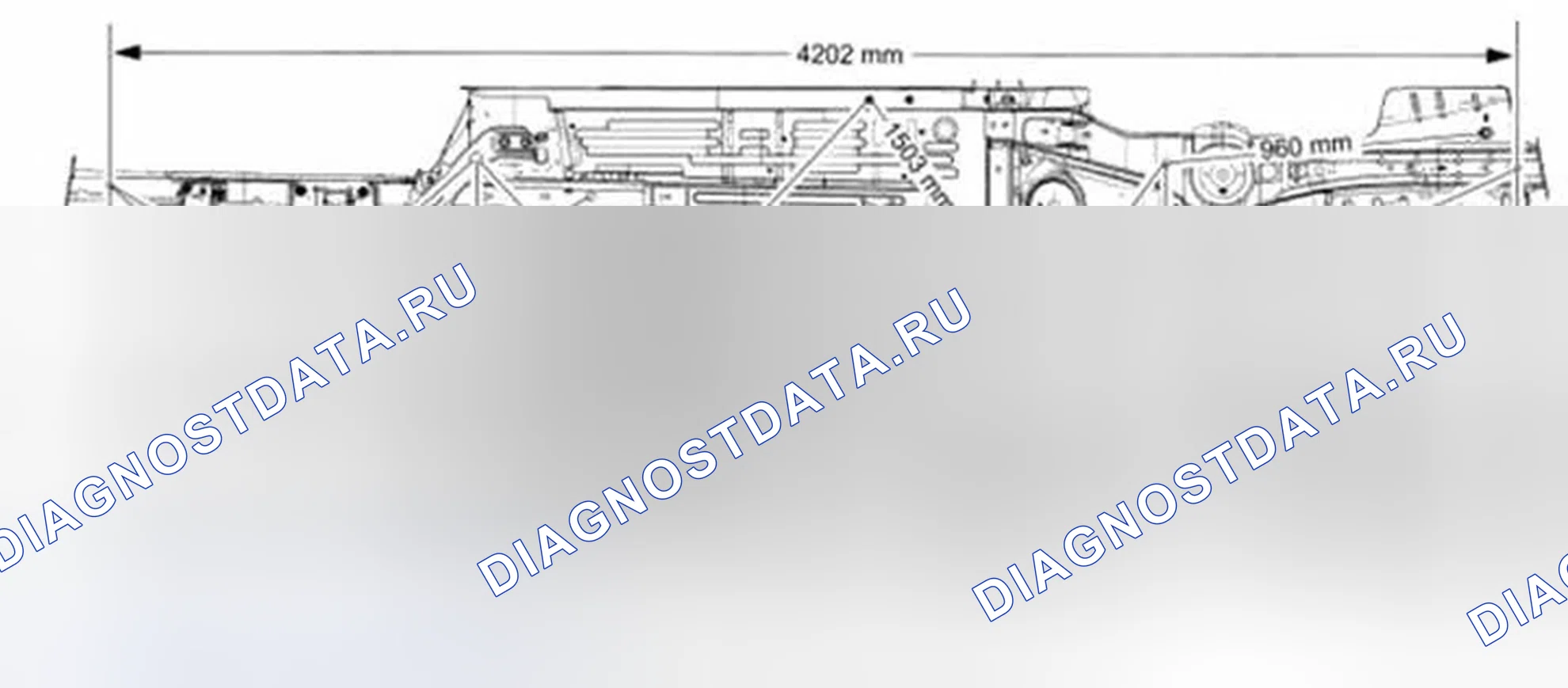
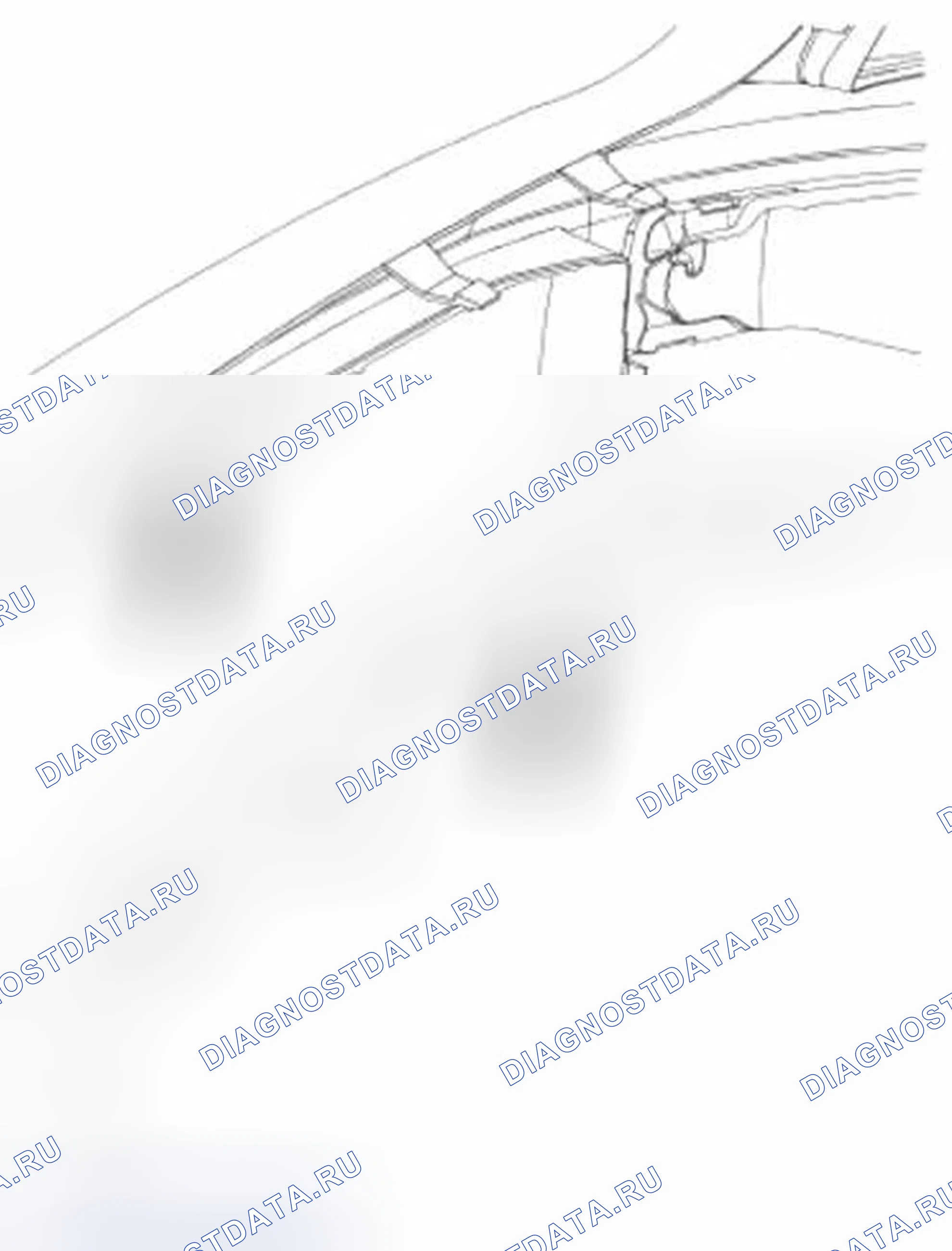
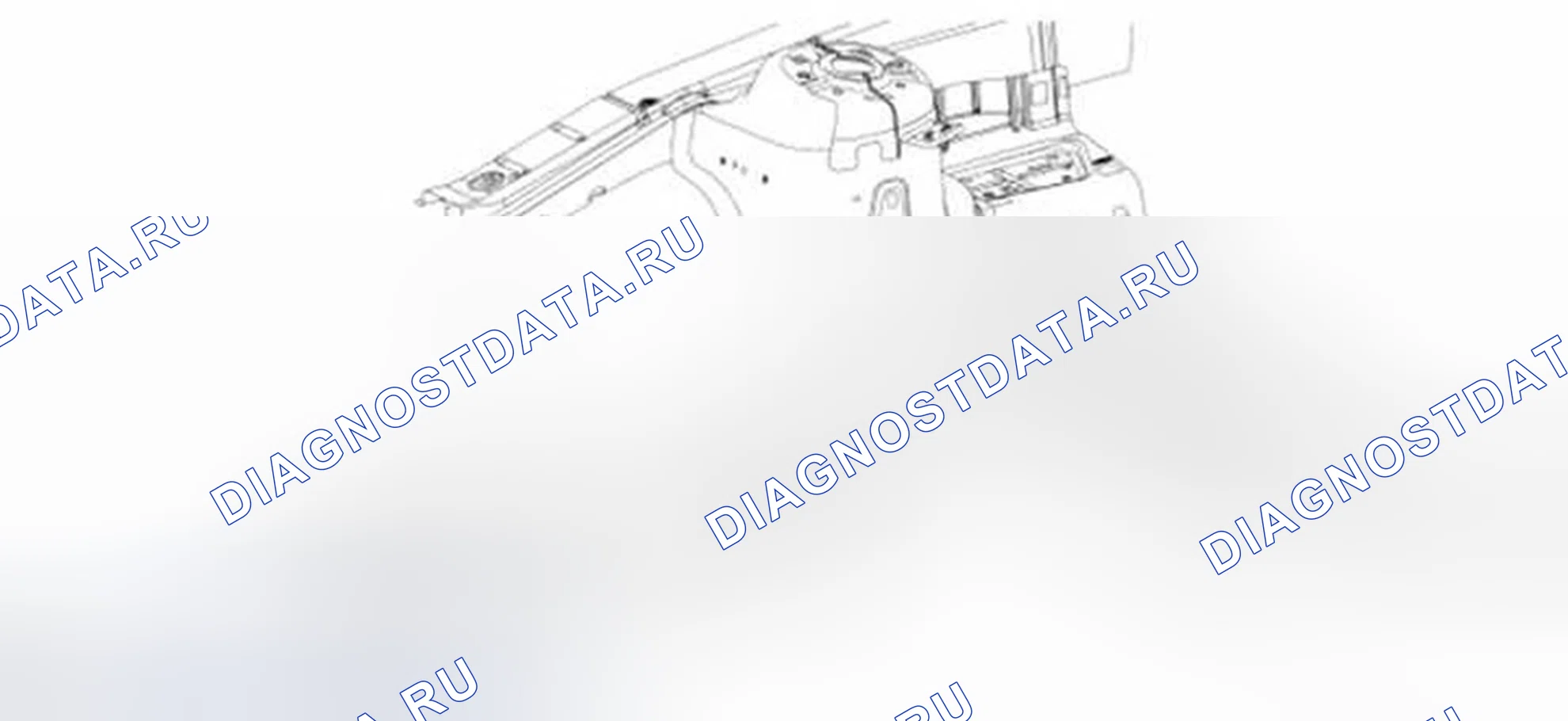
Размеры под капотом
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №37
Автомобиль-купе
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №38
Кабриолет
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №39
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеРазмеры относятся к купе и кабриолету.
Схема №40
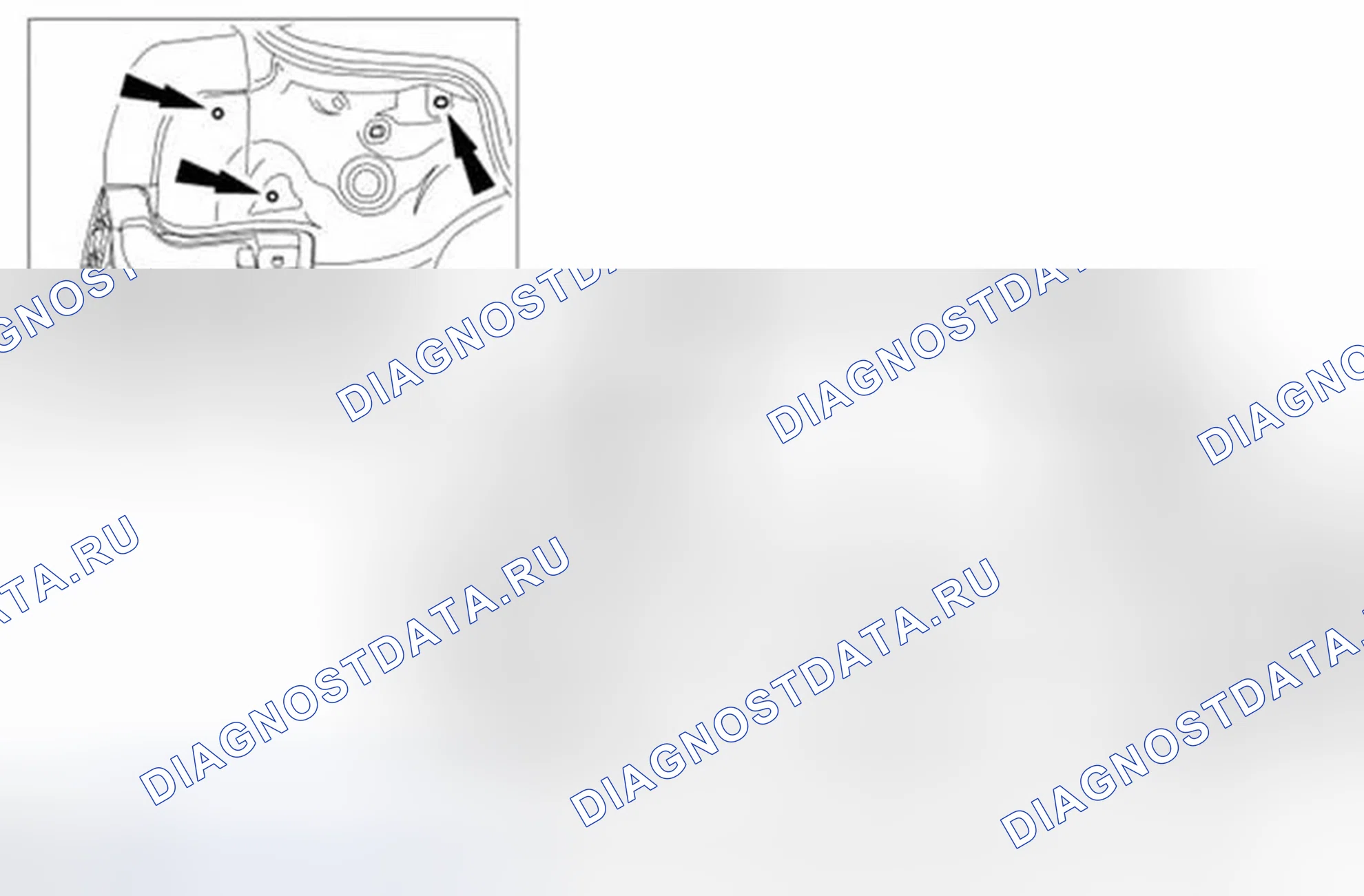
Схема №41
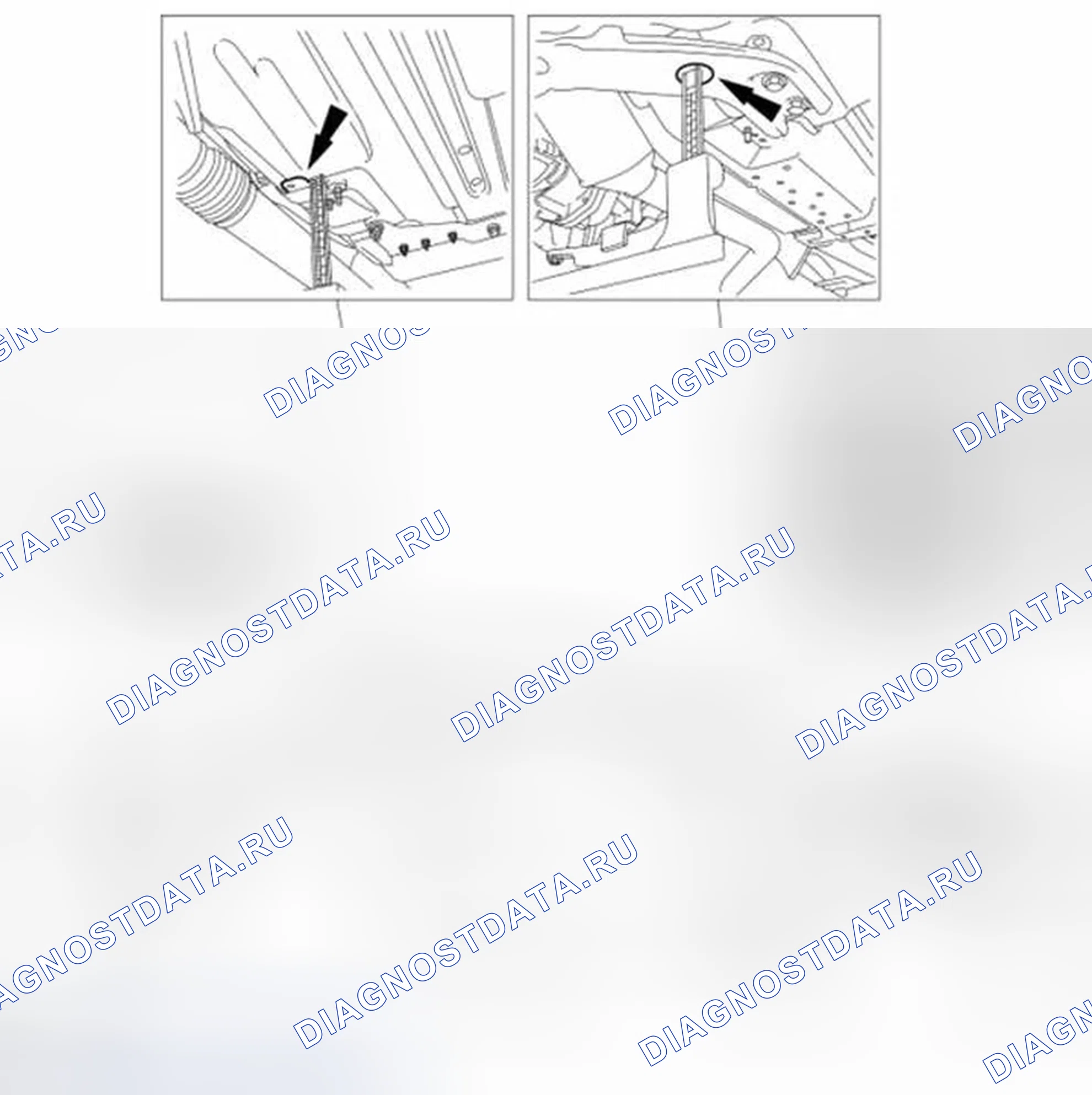
Опорная высота рамы - складная
| Предупреждение | Зоны смятия рамного рельса поглощают энергию удара во время столкновения и должны быть заменены в случае повреждения. Выправьте поврежденные рельсы рамы для исправления размеров рамы перед секционированием элемента рамы. Несоблюдение этих инструкций может отрицательно сказаться на эксплуатационных характеристиках рамного рельса и привести к серьезным травмам водителя и пассажиров транспортного средства. |
|---|
ПримечаниеЕсли не указано иное, базовая высота определяется по отверстиям и пазам в центре.
ПримечаниеВставные виды, показанные с левой стороны транспортного средства.
Схема №42
Опорная высота рамы - купе
ПримечаниеЕсли не указано иное, базовая высота определяется по отверстиям и пазам в центре.
ПримечаниеВставные виды, показанные с левой стороны транспортного средства.
Схема №43
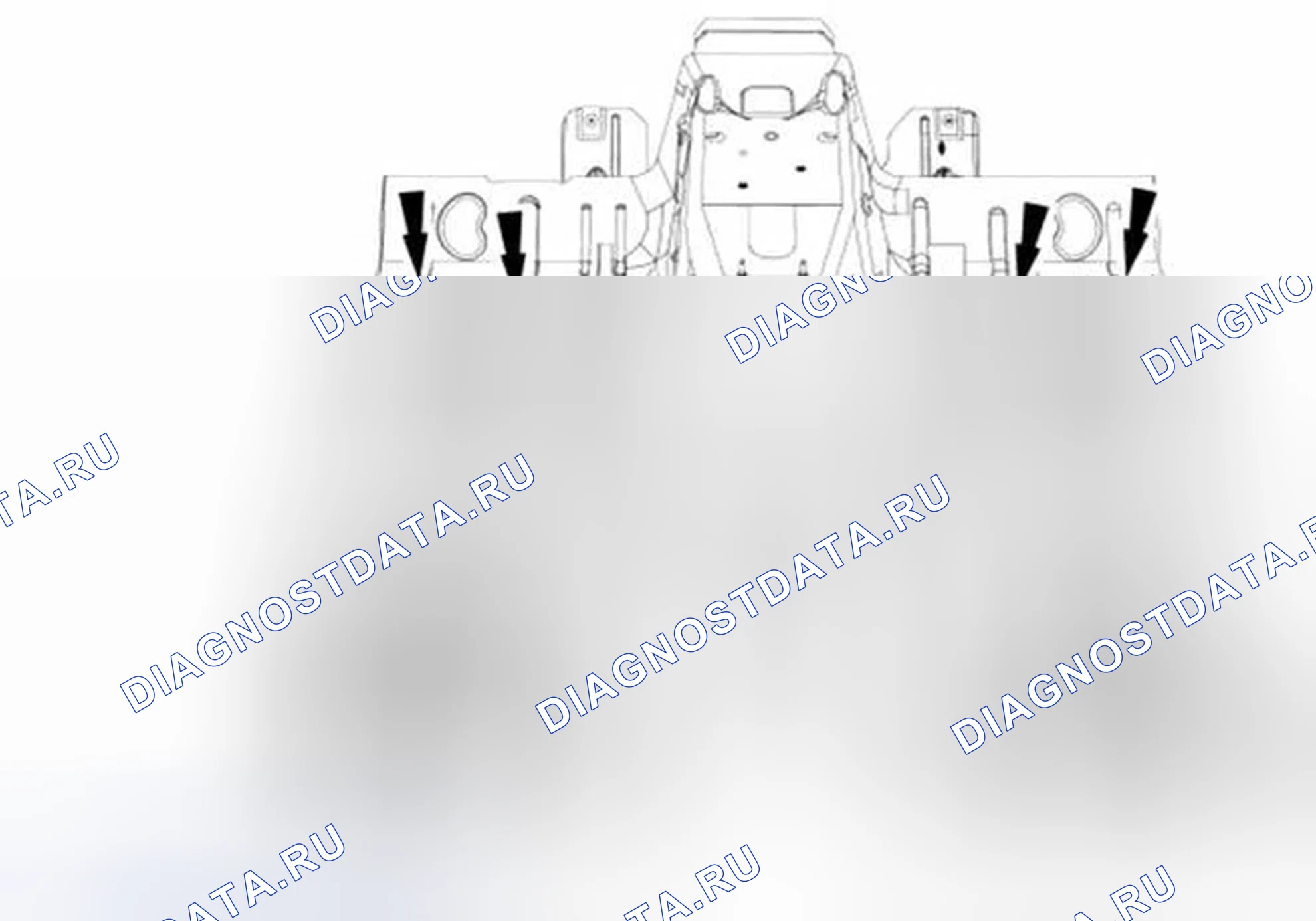
Размеры нижней части кузова
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеКупе показано на иллюстрации, кабриолет аналогичный.
Схема №44
Материал
| Пункт | Характеристика |
|---|---|
| Грунтовка Motorcraft® Premium PM-25-A | |
| Аэрозоль с ингибитором ржавчины Motorcraft ® PM-24-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Общее оборудование |
|---|
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Испытательная толщина металла (мм) | Размер самородка |
|---|---|
| 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 0.7 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 0.9 + 0.9 + 0.9 | 4,7 мм (0,18 дюйма) |
| 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 1.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 2.0 + 2.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 3.0 + 3.0 | 8,7 мм (0,34 дюйма) |
| 3.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.7 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 2.0 + 2.0 + 0.7 | 4,3 мм (0,16 дюйма) |
| 0.9 + 0.9 + 2.0 | 4,7 мм (0,18 дюйма) |
| 2.0 + 0.9 + 1.0 | 5,2 мм (0,2 дюйма) |
| 1.0 + 3.0 + 1.0 | 5,2 мм (0,2 дюйма) |
| 3.0 + 1.0 + 2.0 | 7,1 мм (0,27 дюйма) |
| 0.9 + 0.7 + 0.9 | 4,3 мм (0,16 дюйма) |
СВОДНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
При сварке мягкой или высокопрочной стали необходимо использовать правильное оборудование и настройки. Инертный газ по металлу (MIG) и резистивная точечная сварка под давлением (STRW) являются предпочтительными способами. Поверхности должны быть чистыми и свободными от посторонних материалов.
- Всегда следует носить правильную защитную одежду.
- Должна быть надета правильная защита глаз.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Пенные герметики и звукопоглотители, расположенные рядом с местом сварки, должны быть удалены или защищены от воздействия тепла, так как они огнеопасны.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Следуйте предписанным производителем оборудования процедурам и настройкам оборудования для типа выполняемого сварного шва.
- Используйте шлифовальные диски и проволочные щетки, предназначенные для типа свариваемого материала.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва. Для сварки стали МИГ обычно используют ER70S-2 или ER70S-6 проволоку.
- Отсоедините кабель массы аккумуляторной батареи от аккумуляторной батареи (см. статью " АККУМУЛЯТОРНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ "). (ref-439815)
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Компоненты, изготовленные из высокопрочной стали, не следует нагревать для выпрямления или ремонта. Сильно изогнутые или перекрученные компоненты следует заменить новыми.
- Заводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо зашкурить или отшлифовать окрашенные поверхности или E-покрытие, или когда выполняется ремонт без покрытия. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой сервисной информации. (ref-439853-S35111512722011120900000)
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
- Щеточный шовный герметик - герметик, предназначенный для восстановления первоначального вида матового шва. Применяется для герметизации нахлесточных соединений в листовом металле, которые свариваются точечной сваркой (например, напольные и капоты). Используйте продукт, полученный на месте.
- Укупорочное устройство для канавы крыши - Самоустанавливающееся укупорочное устройство, используемое для капельных рельсов, швов крыши, четвертных панелей до задней палубы и для протечек воды.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на стоячих косметических швах, швах кровати грузовика, швах обшивки двери с инструментами и поддонах пола.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, которые требуют перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного герметизатора.
Наружные пластмассы - окрашенные
ПримечаниеПриведенные ниже иллюстрации не включают все доступные уровни отделки. Фактический уровень отделки автомобиля определит жизнеспособность проведения ремонта пластика.
Схема №45

| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 17D957 | Крышка бампера (передняя) - термопластичный олефин (TPO) |
| 2 | 10155 LH/10154 прав. | Отливка панели коромысла - TPO |
| 3 | 17K835 | Крышка бампера (задняя) - ТПО |
| 4 | 41602 | Спойлер Decklid - акрилонитрилбутадиенстирол (ABS) |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Несколько соображений будут определять жизнеспособность процедуры (процедур) пластического ремонта
- Является ли повреждение косметическим или структурным?
- Можно ли проводить ремонт на транспортном средстве?
- Деталь легко доступна?
- Является ли ремонт компонентов наиболее экономически эффективным методом?
- Можно ли экономически восстановить компонент до первоначальной прочности и внешнего вида?
- Будет ли ремонт предусматривать максимально быстрый и качественный ремонт?
Для применения в автомобилях используется несколько типов пластика. Однако все пластмассы будут относиться к 2 основным категориям термопластичных или термореактивных пластмасс.
Термореактивный пластик
Обычно термореактивные пластмассы изготавливают из 2-х частей термореактивных смол. При смешивании выделяется тепло, что приводит к необратимому отверждению. Из-за этого термореактивные пластмассы потребуют использования для ремонта клея, состоящего из 2 частей.
Листовой формованный состав
Sheet-Molded Composite (SMC) - это тип термореактивного пластика, в котором используются стекловолокна или нейлоновые волокна в сочетании с термореактивными полиэфирными смолами. Когда полностью отвержденный SMC является прочным и жестким.
SMC аналогичен, но не идентичен стекловолокну. Ford Motor Company использует SMC в таких компонентах, как крылья, капоты и подъемные ворота.
Термопластичные соединения
Термопластичные соединения получают способом, который является обратимым. Термопласты могут повторно формоваться путем повторного нагрева. Эта характеристика термопластов делает сварку пластмасс возможной ремонтной альтернативой. Ремонт термопластичных соединений по-прежнему возможен благодаря использованию 2-компонентных материалов для ремонта адгезивов и наполнителей и усилений по мере необходимости. Термопластики широко используются в компонентах внутренней отделки, колесных вспышках, обшивке боковых сторон кузова и крышках бамперов.
Полиолефин
Полиолефины относятся к семейству термопластов с одной уникальной характеристикой: маслянистое или восковое ощущение материала при шлифовании или шлифовании. Полиолефин очень хорошо поддается переплавке за счет использования тепла. Из-за этого компоненты, изготовленные из этого материала, хорошо поддаются возможности сварки пластика. Большинство адгезивных ремонтных материалов и краски не будут приклеиваться к поверхности полиолефина, если только усилитель адгезии, специально разработанный для пластика, не будет сначала нанесен на открытую сырьевую поверхность. В противном случае полиолефины являются типичными для ремонта.
Правильная идентификация различных типов пластика необходима для выбора соответствующего метода (ов) ремонта для выполнения высококачественного ремонта пластика. См. " ИДЕНТИФИКАЦИЯ ПЛАСТИКА " в этой сервисной информации. (ref-439853-S20694426752011120900000)
Гасители звука и изоляторы
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеМастика изготавливается из горючего материала и должна быть удалена до проведения сварочных процедур на участок. Зоны нагрева от сварки вблизи мастики могут вызвать горение материала мастики.
ПримечаниеАнтикоррозионная защита должна быть восстановлена на участке ПОСЛЕ нанесения мастичного материала. Средства защиты от коррозии могут быть на основе воска, и может произойти потеря адгезии.
ПримечаниеСледующие иллюстрации служат в качестве ссылки для указания мест расположения мастичных пластырей (бутиловых накладок). Помимо указанных на иллюстрации используются дополнительные изоляторы и гасители звука.
ПримечаниеЧтобы восстановить конструкцию транспортного средства, отсутствующие или поврежденные глушители звука и изоляторы должны быть заменены на правильный компонент для замены. Иллюстрация указывает на перекачиваемый мастичный материал, нанесенный, как указано.
Схема №46
- Всякий раз, когда проводится замена существующего мастичного изолятора, поверхность должна быть тщательно очищена, чтобы убедиться, что произойдет правильное сцепление. Перед нанесением мастики поверхность должна быть не ниже 10°C. Использование тепловой пушки для нагрева поверхности металла будет способствовать адгезии.
Пластыри
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Клей для склеивания металла TA-1 | |
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Клей для склеивания пластмасс TA-9 | |
| Герметизатор шва TA-2 | |
| Облицовка и адгезив Уплотнитель TA-14-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Клеи используются в различных областях применения. Типичные области применения клеев включают кровельные панели, дверные обшивки и четвертные панели. Области применения отделки включают боковые формовки кузова, эмблемы, стационарное стекло и снятие атмосферных воздействий. Также используются комбинированные герметики/клеи. Подготовка поверхности имеет решающее значение для высококачественного ремонта. Крайне важно следовать инструкциям на этикетке продукта.
Работа в хорошо проветриваемом помещении и защита прилегающих поверхностей при работе с клеями. Применение средств защиты глаз и защитной одежды рекомендуется и при работе с клеями. Провести пробную подгонку, разметить и выровнять поверхности перед склеиванием материалов между собой.
Герметики шва и защита от коррозии могут быть необходимы после отверждения клея (ов), в зависимости от применения. Ниже приведен список клеев, рекомендуемых для определенных типов применений.
- Клей для склеивания металла - для склеивания холоднокатаной стали, оцинкованной стали, алюминия и правильно подготовленного E-покрытия. Он используется для замены дверной обшивки и кровельной панели и замены конструкционного клея OEM.
- Клей для склеивания пластмасс - для склеивания различных пластмасс с пластмассами и пластмасс с загрунтованными, окрашенными или покрытыми Е металлами. Также для соединения компонентов отделки общего назначения.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на: стоячих косметических швах, швах для кровати грузовика, швах для дверной обшивки и поддонах для пола.
- Отделка и клей Уплотнитель - для использования на формовке со стороны кузова, эмблемах, отделке, ударных полосах бампера и ковровом покрытии.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Конструкционный клей
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford.
Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии.
При возврате транспортного средства в предаварийное состояние убедитесь, что процедуры ремонта выполняются квалифицированными техническими специалистами с использованием оригинальных деталей Ford Motor Company и утвержденных методов.
Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеЗаводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами из инертного газа (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеПеред выполнением замены усиливающей панели удалите листовой металл из внешнего корпуса. См. раздел " РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ СЕЧЕНИЙ " в настоящей сервисной информации. (ref-439853-S15376779312011120900000)
ПримечаниеНа следующих иллюстрациях обозначены места расположения конструкционного клея.
Схема №47
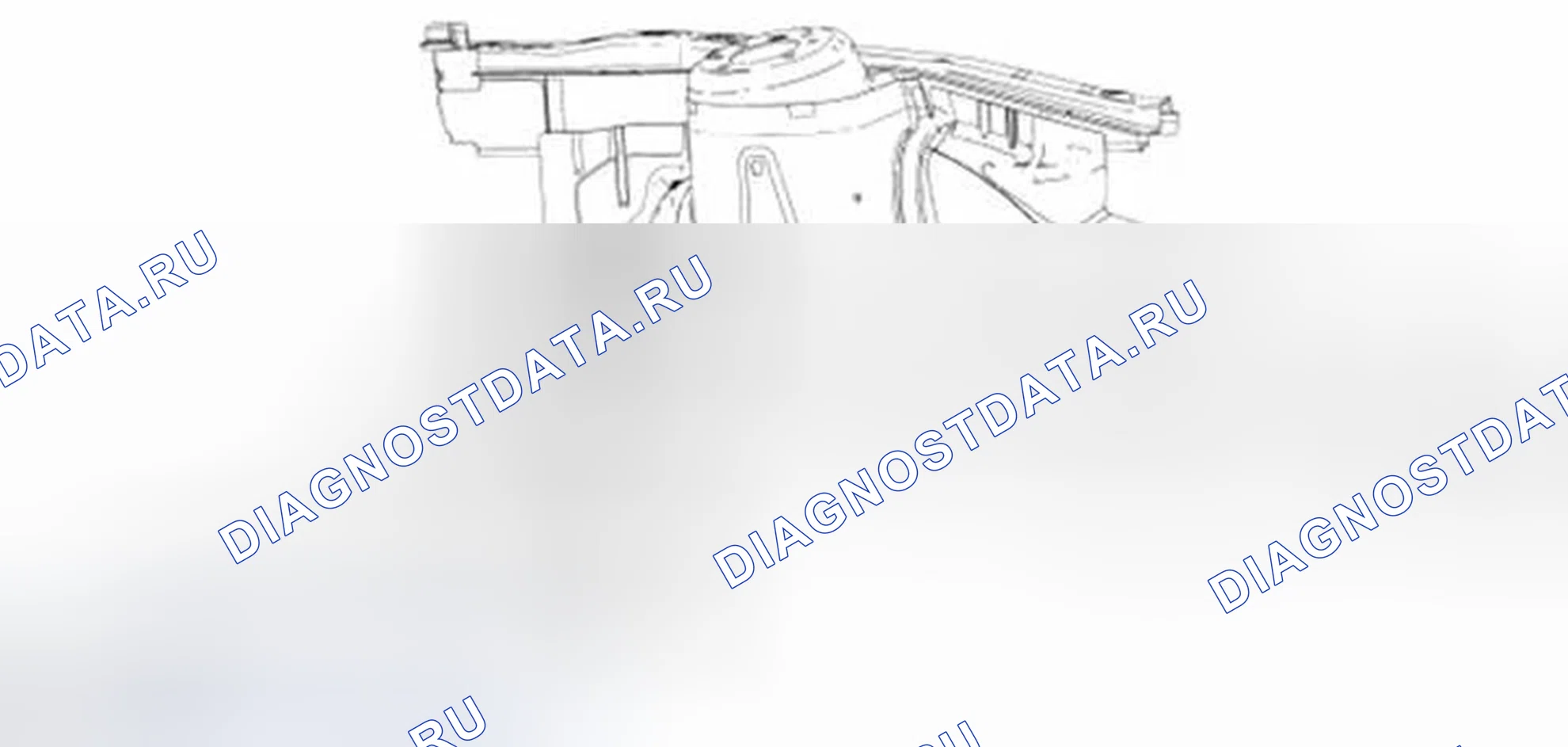
Схема №48
Передние стойки
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
Схема №49
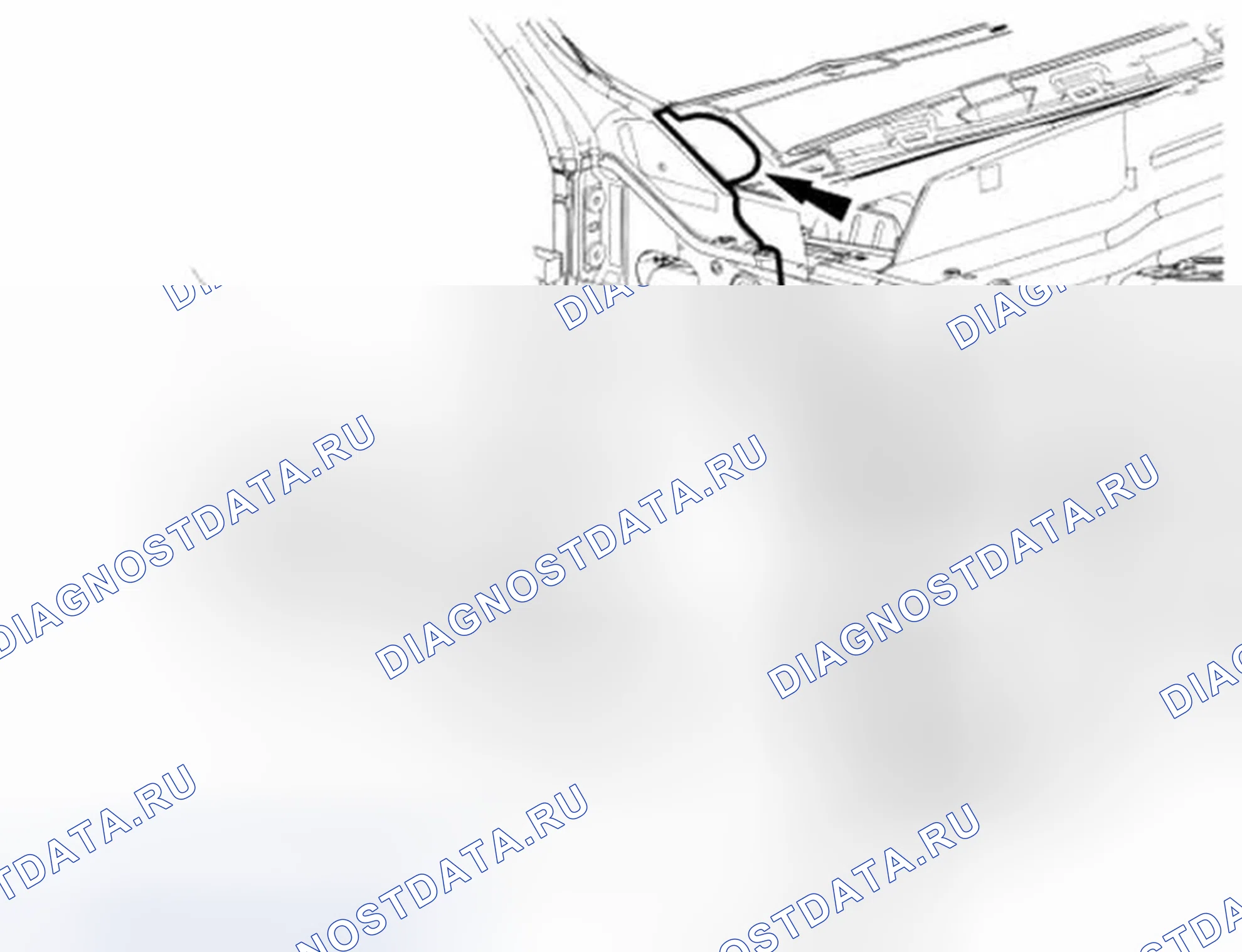
Схема №50
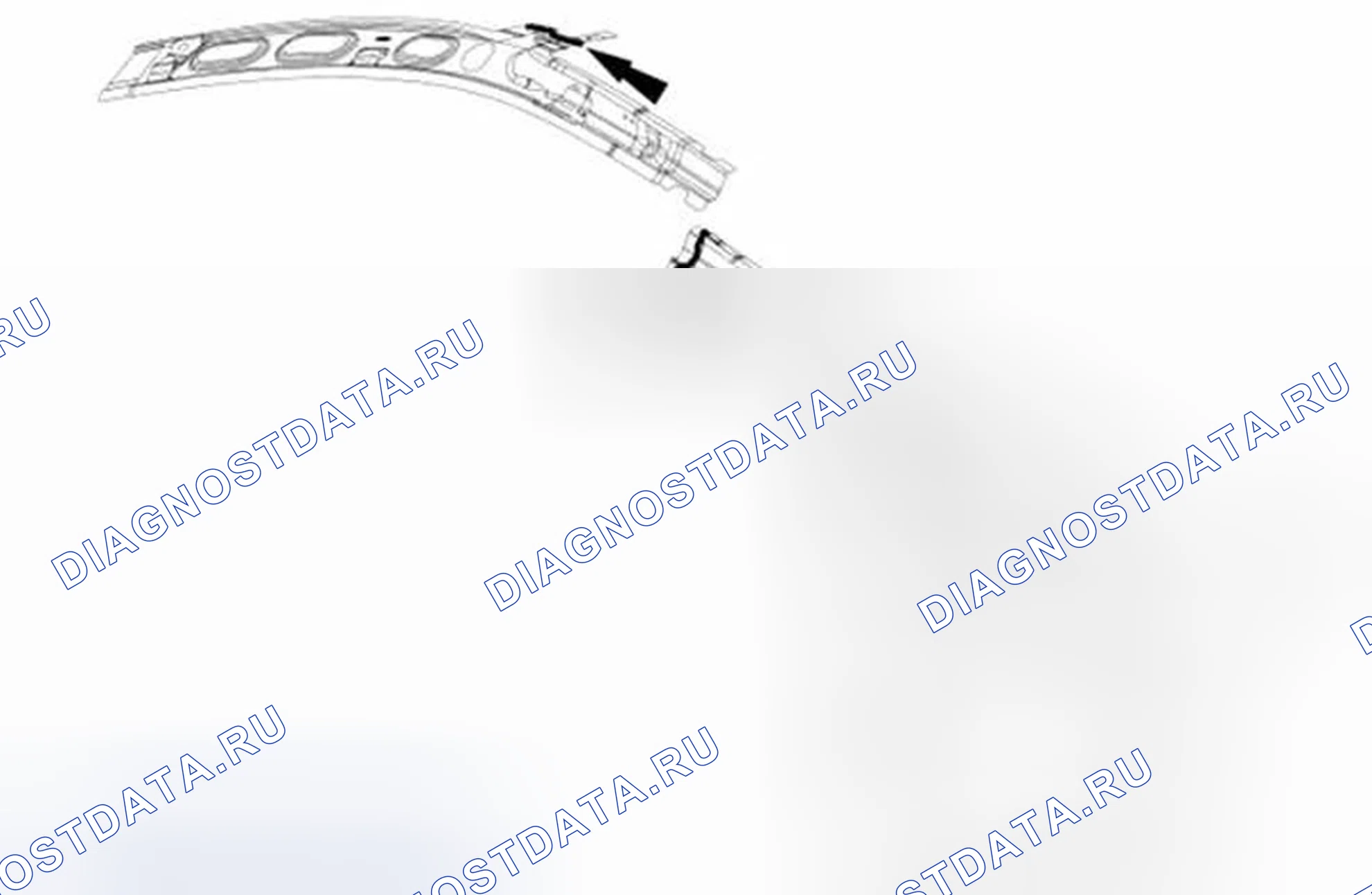
Схема №51
Элемент стороны пола
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
Схема №52
Подкрепление коромысла - купе
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
Схема №53
Усиление коромысла - кабриолет
ПримечаниеПравая сторона, показанная на иллюстрации, если смотреть с внутреннего края.
Схема №54
Задняя подфюзеляжная рулевая рубка
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
Схема №55
Задний фланец нижней части кузова
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
Схема №56
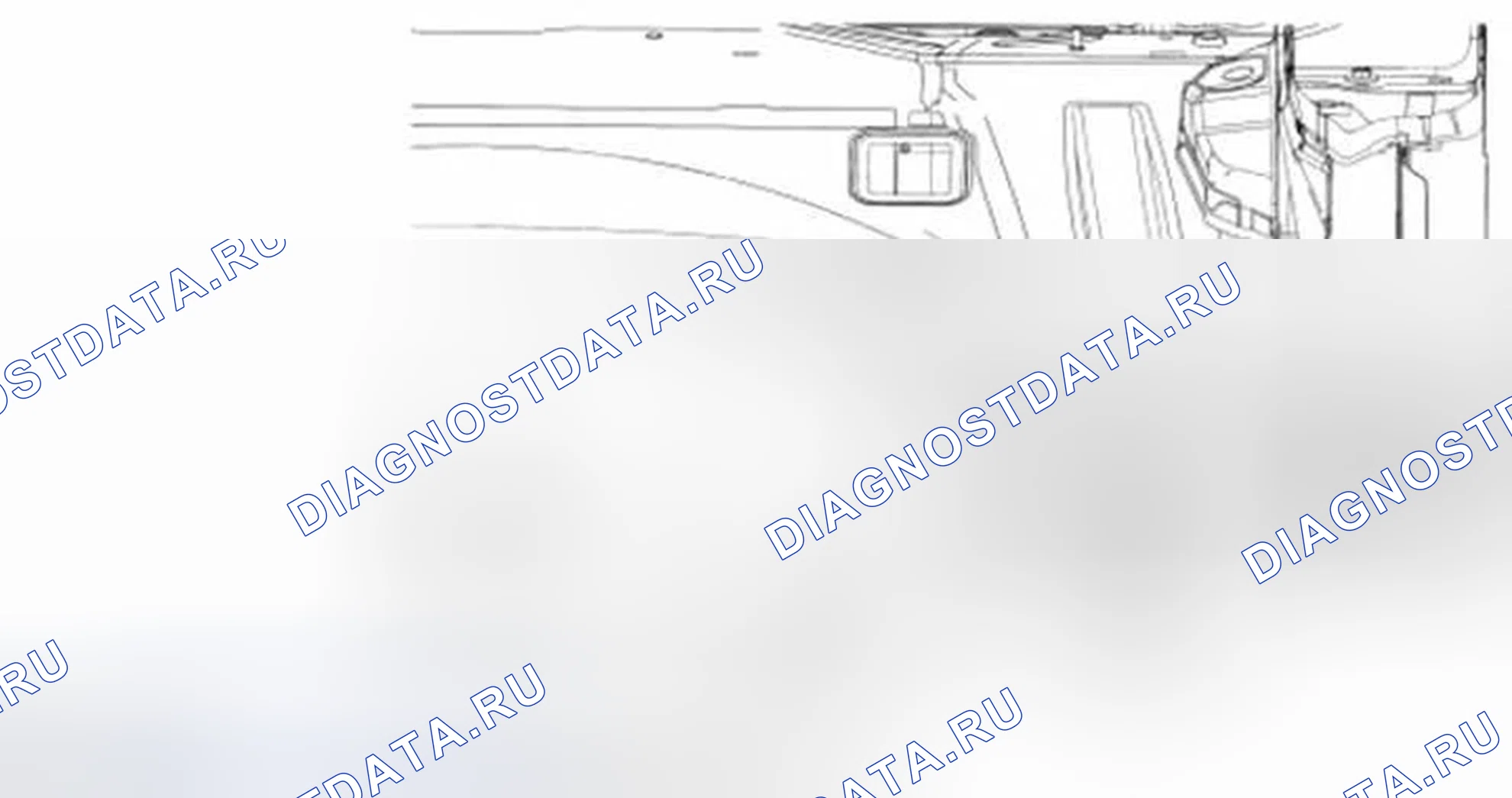
Схема №57
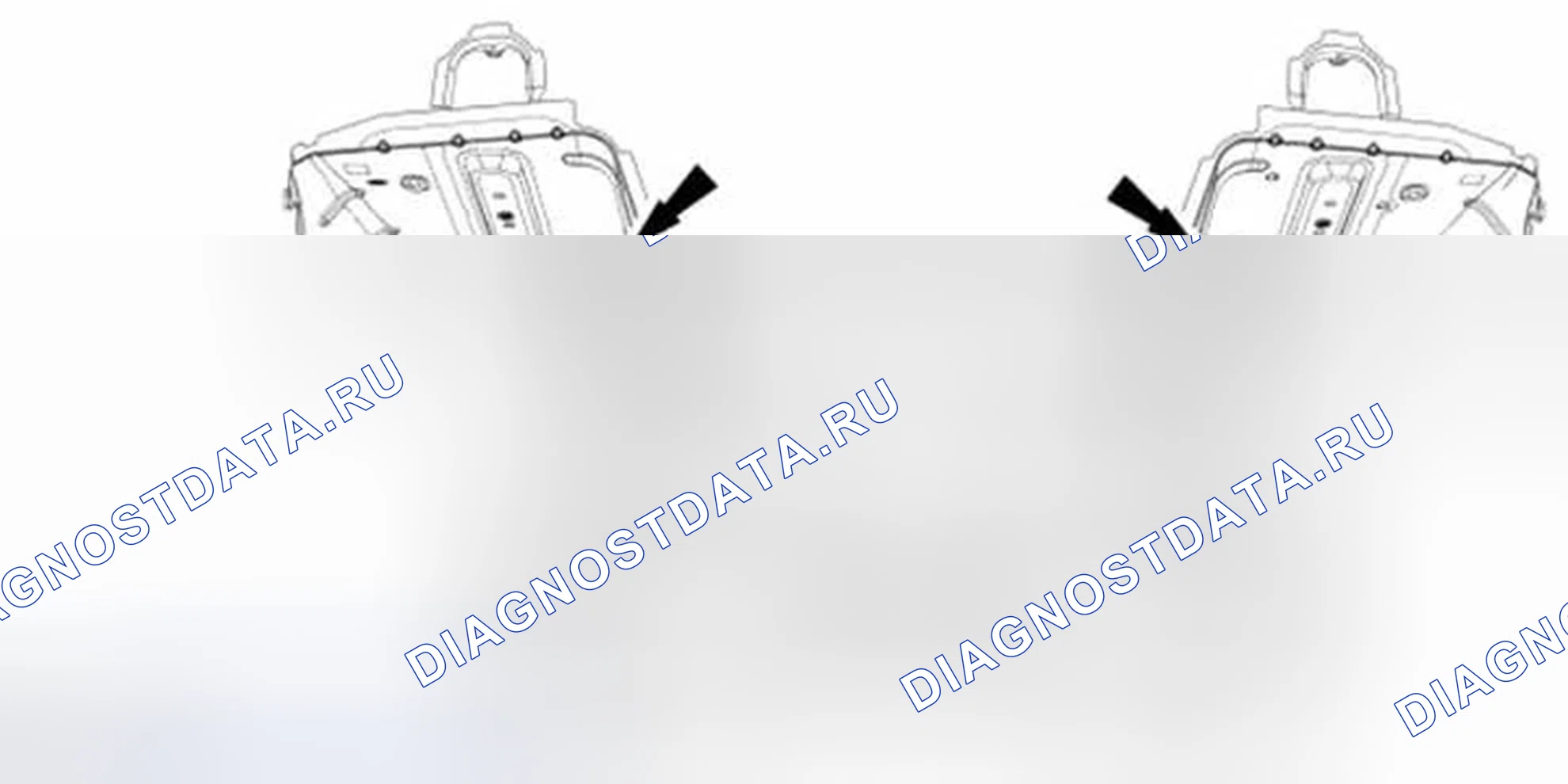
Схема №58
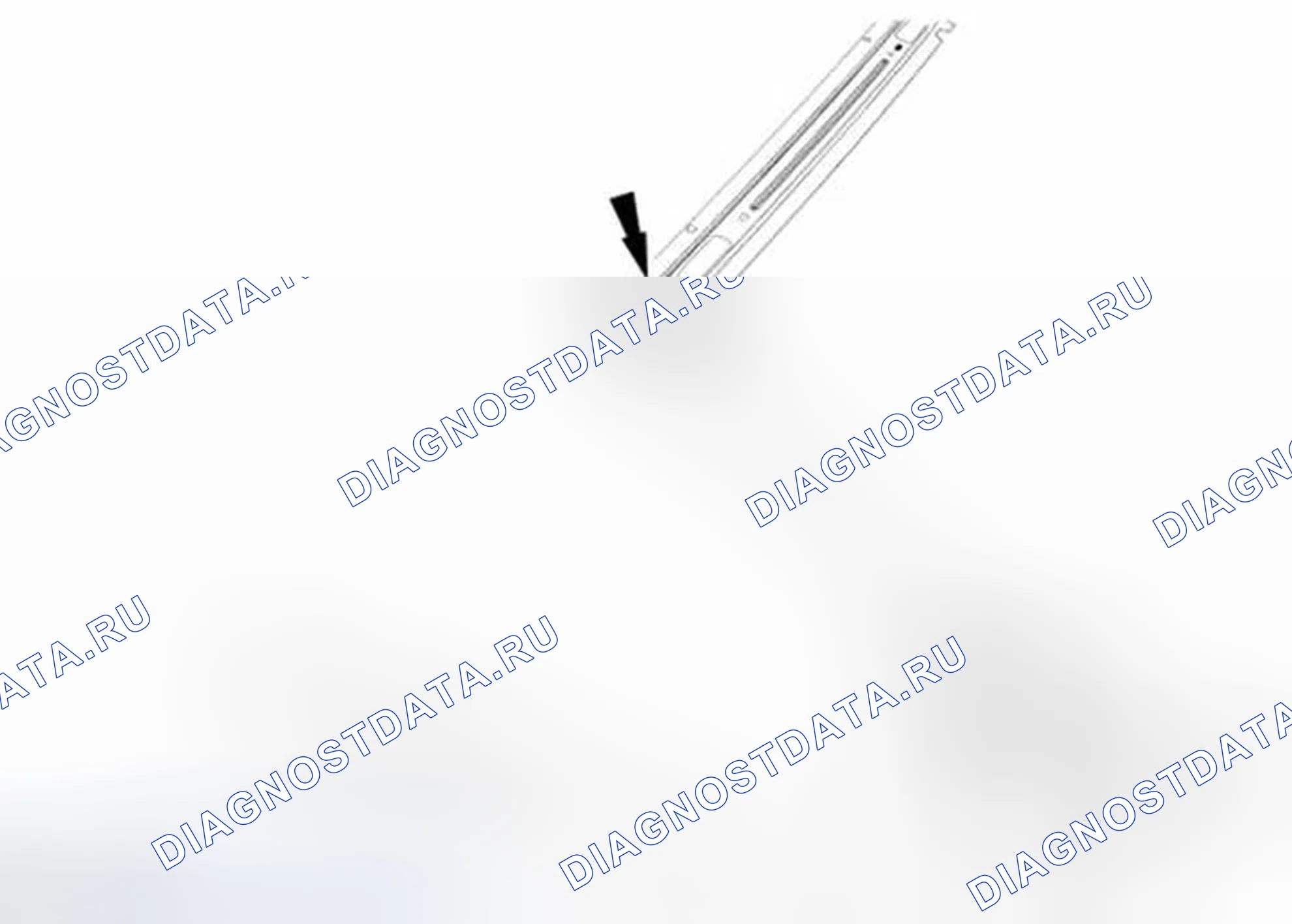
Схема №59
Общее оборудование
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Аэрозольный PM-24-A или его аналог | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Схема №60
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 211A11 лев. / 211A10 прав. | Дверная рама - мягкая сталь |
| 2 | 27841 LH/27840 прав. | Боковая панель кузова - мягкая сталь |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Схема №61
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 27841 LH/27840 прав. | Боковая панель кузова - мягкая сталь |
| 2 | 211A1 лев. / 211A10 прав. | Дверная рама - мягкая сталь |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | На транспортных средствах, оснащенных опциями Safety Canopy ®, перед выполнением любого секционирующего ремонта вблизи линии крыши или участков панели паруса транспортного средства снимите модуль Safety Canopy ® и связанные с ним компоненты. Несоблюдение этого требования может привести к случайному развертыванию или повреждению Safety Canopy ®. См. " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам техника или водителя (ов) транспортного средства. (ref-439813) |
|---|
| Предупреждение | Запрещается обрезать или зачищать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в статье " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и статье " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. (ref-439855)(ref-439813) |
|---|
ПримечаниеЭлектронные модули и соответствующая проводка могут быть повреждены при воздействии тепла от сварочных процедур. Осторожно отсоедините и снимите или расположите вдали от участков, подверженных тепловому воздействию.
ПримечаниеПри проведении ремонтных работ по листовому листу четвертной панели левого борта необходимо снять заводской герметик между четвертной панелью и отверстием для заливки топлива и герметизировать его эластичной пеной (местного производства), для обеспечения правильной герметизации.
ПримечаниеЗаводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами из инертного газа (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеЕсли необходимо выполнить сварку, обратитесь к разделу " СВАРКА " в настоящей сервисной информации. (ref-439853-S38801944412011120900000)
- Высверлите точечные сварные швы поврежденной панели, подлежащей секционированию. Используя отрезное колесо, возвратно-поступательную пилу или плазменный резак, прорезать только поврежденный участок наружной панели и удалить заменяемый участок.
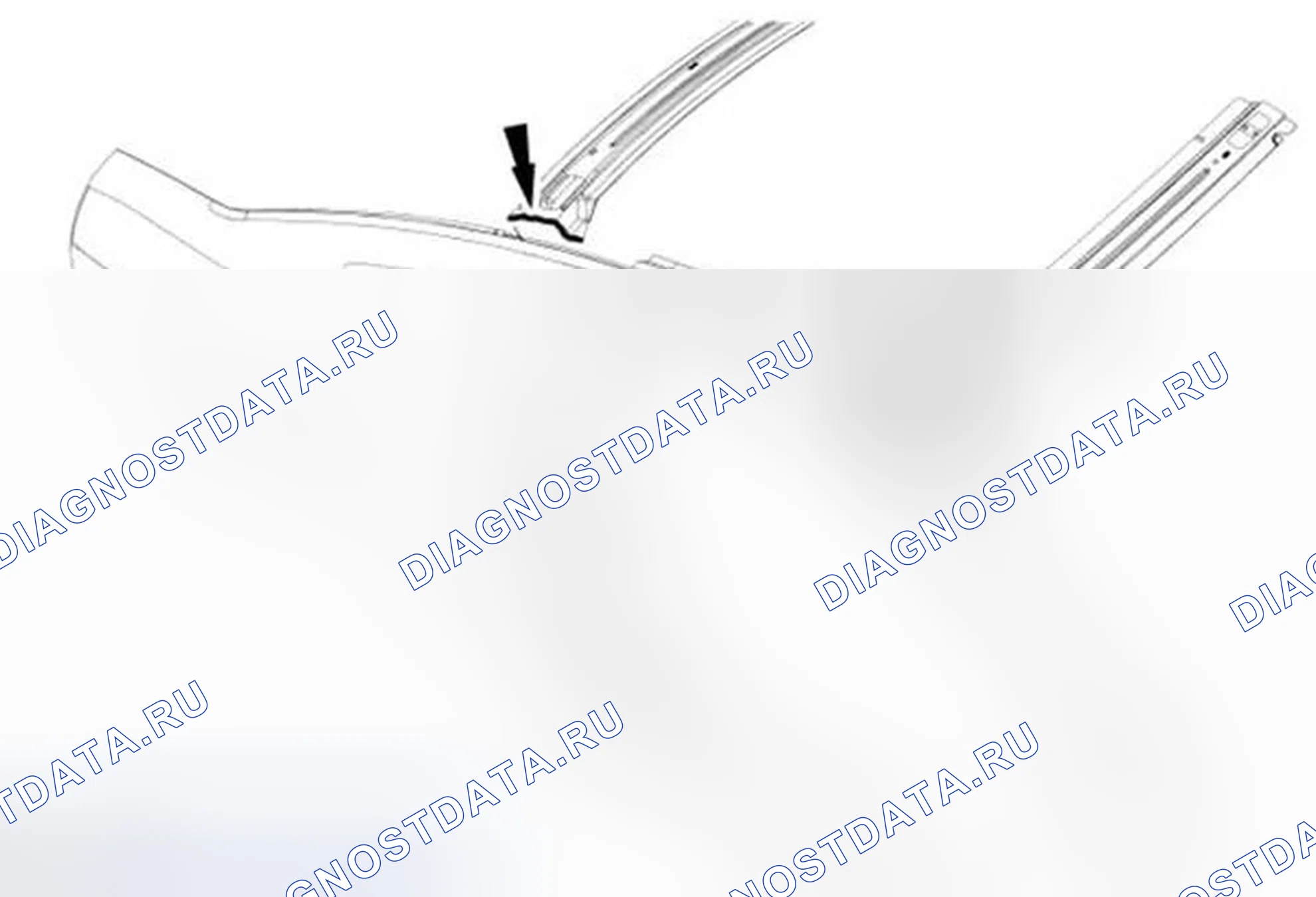
- При сварке внахлестку поверхностей или подложек перед сваркой между поверхностями следует нанести грунтовку, обеспечивающую сквозное сваривание.
- Убедитесь, что горизонтальные стыки и фланцы правильно уплотнены шовным герметиком для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные стыки, и коррозия, как правило, происходит более быстро в этих областях. Перед нанесением шовного герметика металлические поверхности должны быть чистыми и сухими.
- Продолжайте процесс повторной отделки в соответствии с рекомендациями по покраске, одобренными Ford. Нанесите антикоррозионный материал на наружные поверхности или подложки после повторной отделки.
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Система Quart для нанесения грунтовочного покрытия Motorcraft® Premium PM-25-B или эквивалентная | |
| Аэрозольный PM-24-A или его аналог | |
| Motorcraftr ® Rust Inhibitor Quart PM-24-B или аналог |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСверление отверстий для доступа в кузовных панелях не рекомендуется. Сверление отверстий нарушит первоначальную лакокрасочную отделку и будет способствовать коррозии.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИнструкции по подготовке и обращению см. на этикетке продукта.
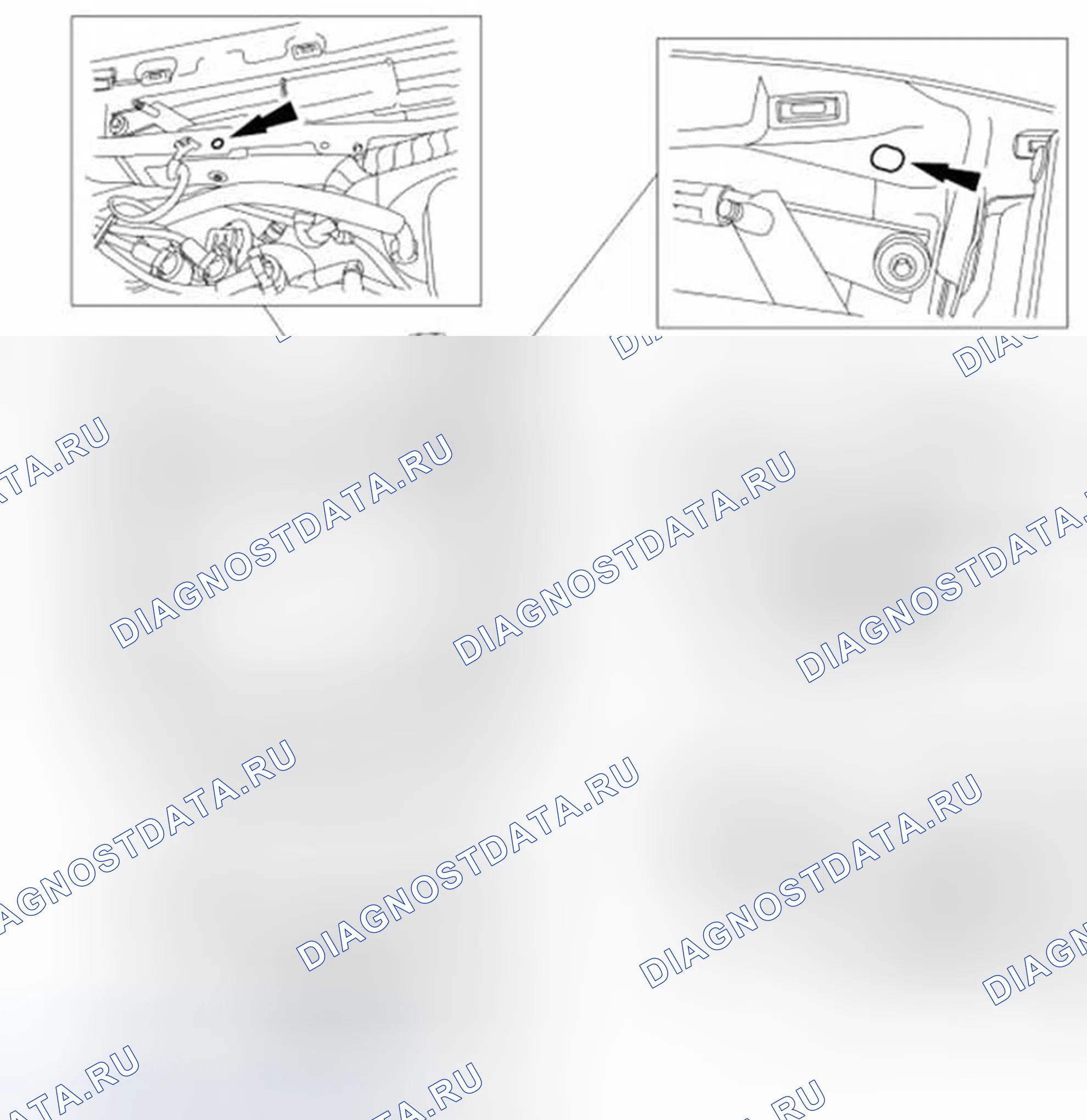
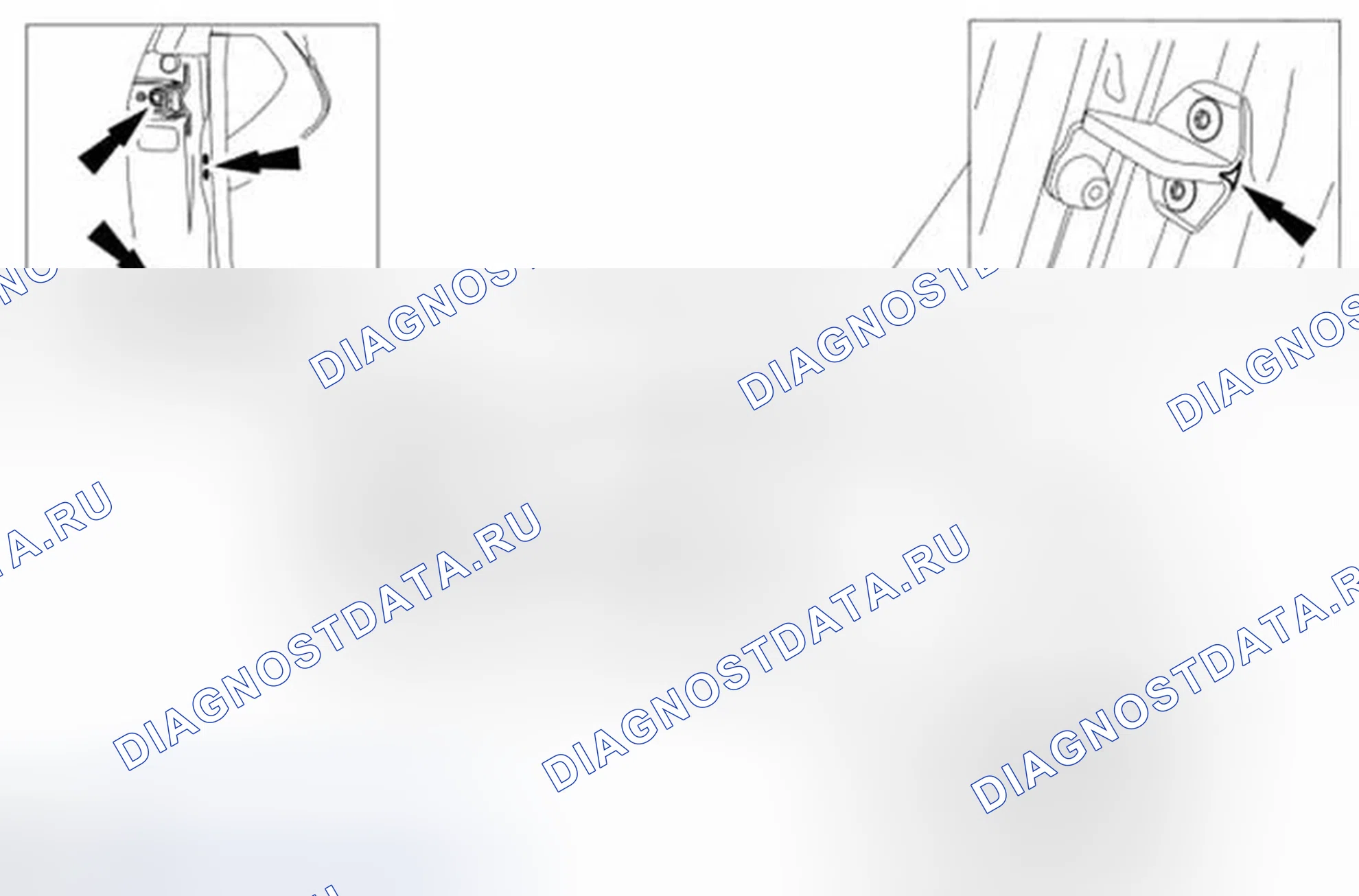
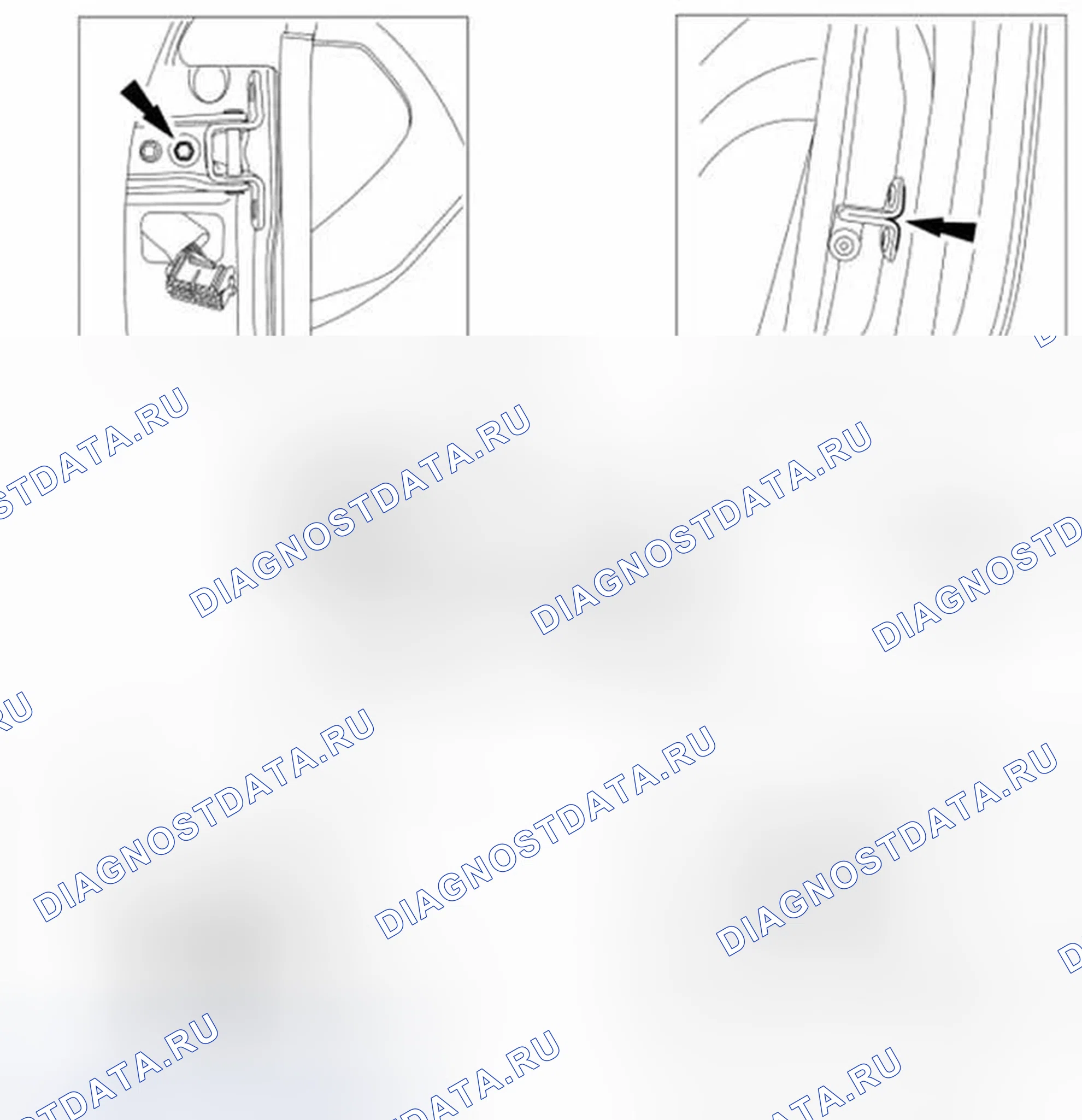
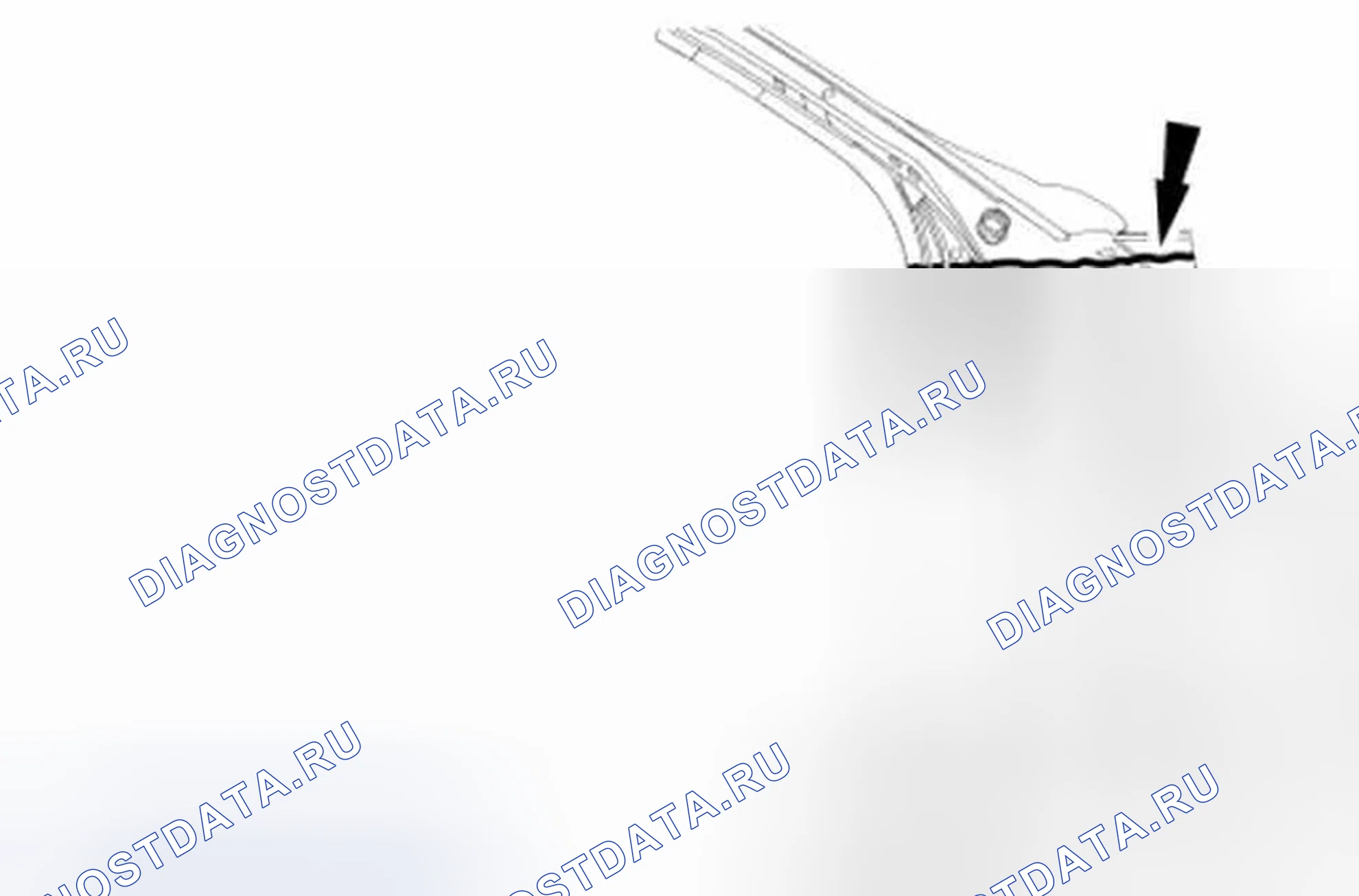
- На поверхностях не должно быть масла, грязи и других посторонних материалов. Процесс проводите в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Прикрепите канистру с ингибитором ржавчины к установочному комплекту 286-00002. Ингибитор ржавчины следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Уставка давления воздуха для пистолета-аппликатора составляет 448-517 кПа (65-75 фунт/кв. дюйм). Используйте длинную палочку при опрыскивании закрытых зон. Распылительная насадка обеспечивает 360-градусную картину распыления. Вставьте палочку как можно дальше в отверстие для доступа, нажмите на курок и подождите 2-3 секунды и медленно вытяните палочку из отверстия для доступа. Короткий, крючкообразный жезл распыляется в одном направлении и должен быть повернут для обеспечения полного охвата. Нанесите материал в светлых туманообразных покрытиях. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола. ПРИМЕЧАНИЕ: На следующих иллюстрациях представлены типичные области применения швов кузова и фланцев точечной сварки, и они не являются специфическими для транспортного средства.
- Нанесите ингибитор ржавчины, как показано на иллюстрации, на внутреннюю поверхность дверной коробки на всех внутренних металлических поверхностях, используя наиболее подходящую палочку аппликатора. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Держите дверные дренажные отверстия чистыми, чтобы предотвратить накопление влаги.
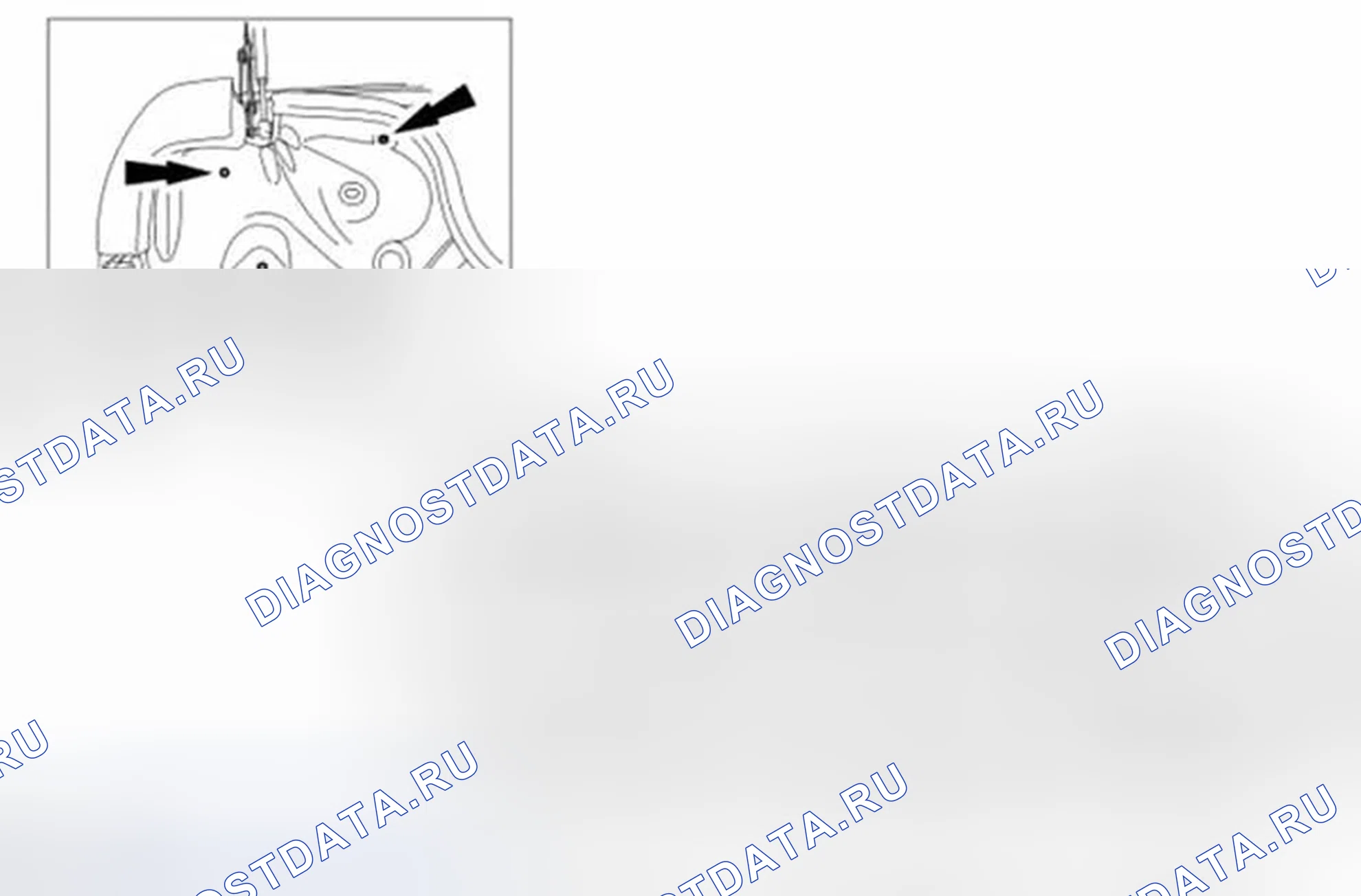
- Нанесите ингибитор коррозии на закрытую канальную часть фланцевых участков точечной сварки с помощью короткого крючкообразного жезла. Нанесите материал на открытые края после выполнения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- Нанесите ингибитор ржавчины на закрытую часть канала на участках фланца точечной сварки с помощью короткого крючкообразного переходника. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
Грунтовка кузова и рамы
- Протрите участок проволочной щеткой и убедитесь, что на поверхностях нет масла, грязи и других посторонних материалов. Процесс нанесения грунтовки осуществляют в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Канистра крепится непосредственно к раздаточному пистолету. Прикрепите емкость с грунтовочным покрытием к пистолету-распылителю 286-00001. Грунтовку следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Давление воздуха для пистолета-аппликатора составляет 552-621 кПа (80-90 фунт/кв. дюйм). Нанесите легкие аэрозольные покрытия, аппликаторные спреи в виде тумана. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
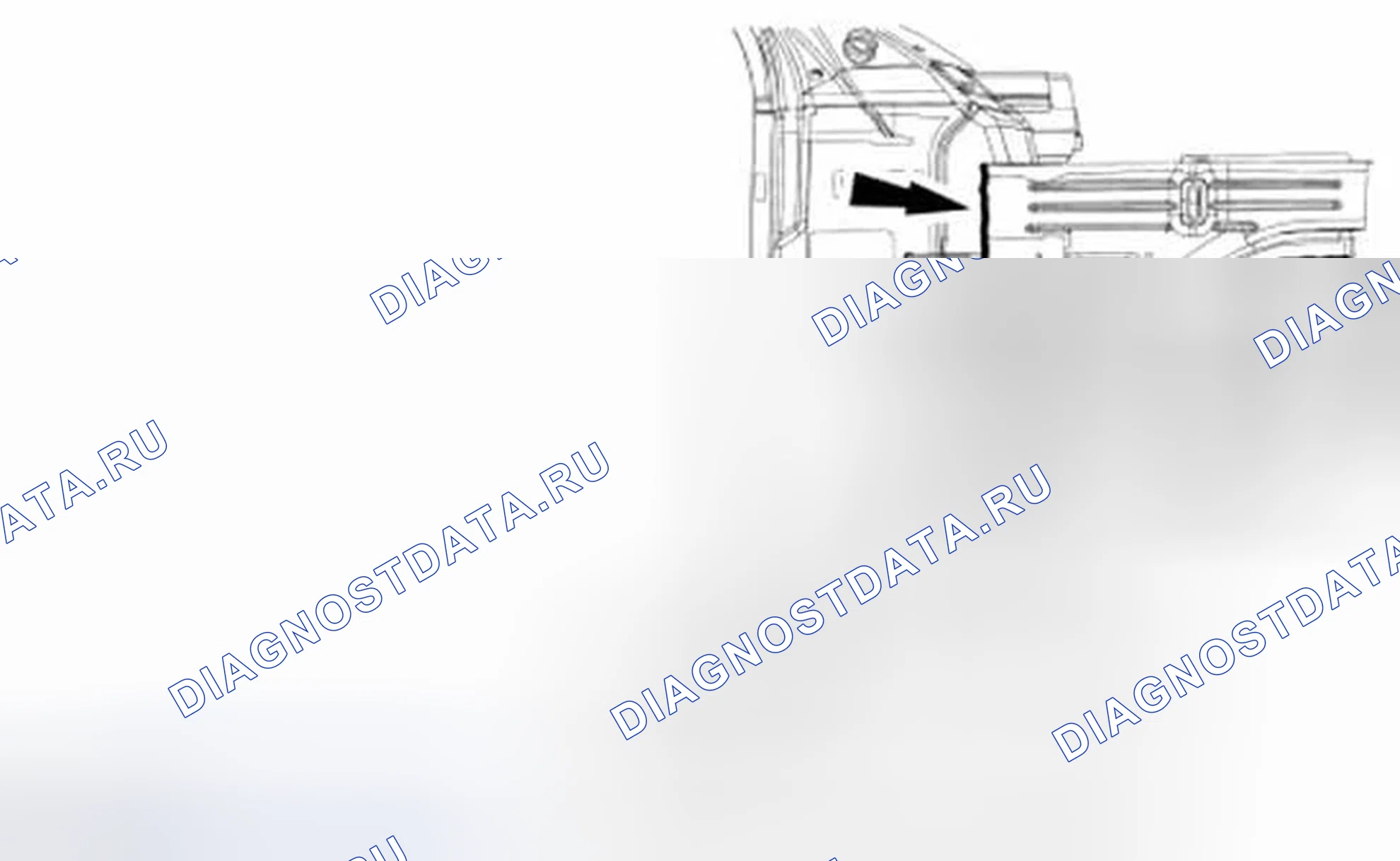
- Нанести грунтовочный материал на наружные открытые кромки после выполнения процесса сварки и повторной отделки.
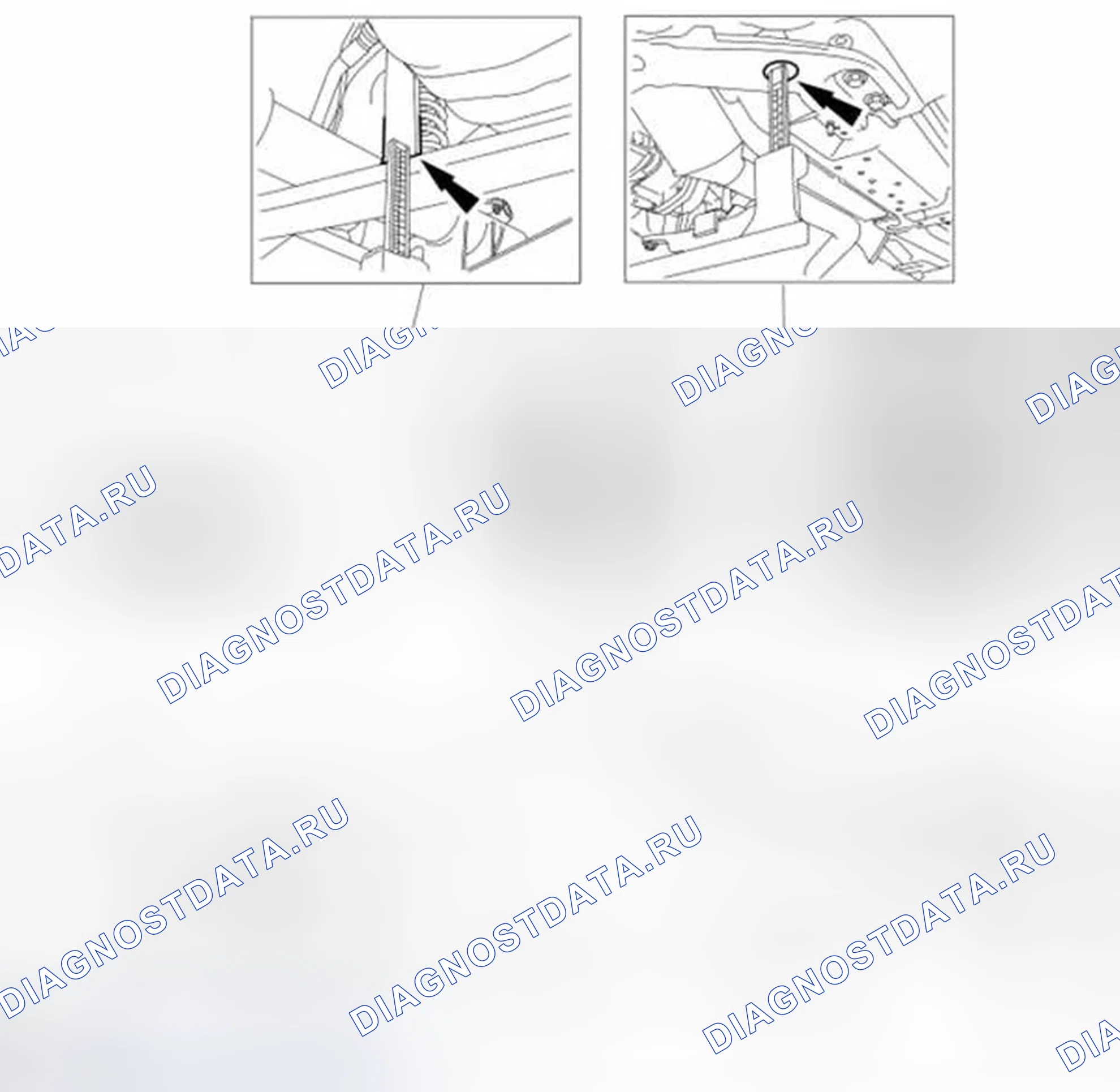
- Нанесите ингибитор ржавчины на внутренние поверхности рельса после проведения сварочного процесса. Используйте длинную палочку и вставьте, насколько это возможно, нажмите спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью затуманена.
- На открытые поверхности после проведения сварочного процесса нанести грунтовочный материал. Убедитесь, что полностью покрыты любые голые металлические участки.
| Пункт | Характеристика |
|---|---|
| Нейтрализатор кислоты Motorcraft ® ZC-1-A | |
| Щелочной нейтрализатор для автомобилей ZC-2-A | |
| 3M™ Perfect It™ Show Car Liquid Wax 39026 или аналог; получить локально | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Оксид железа (рельсовая пыль) или кислотная очистка от дождя
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания.
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и, в тяжелых случаях, окрашивание внутри пятен воды.
- Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Подготовить нейтрализатор кислоты путем смешивания 8 частей воды с нейтрализатором 1 части в ведре.
- Работая быстро и начиная с верхней части автомобиля и работая в стороны, нанесите смесь нейтрализатора кислоты на весь автомобиль. Смочите носитель раствором и слегка перемешайте в течение 5-7 минут. Продолжайте движение вокруг автомобиля от 4 до 5 раз. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Сушите только горизонтальные поверхности автомобиля, не сушите стекло в это время.
- Налейте щелочной нейтрализатор в бутылку для сквирта и нанесите раствор на чистую промывочную митту.
- Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Готовят детальную промывку путем смешивания 29,5 мл (1 унция) с 3.78L воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
Отделка поверхности после обеззараживания
- Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
| Пункт | Характеристика |
|---|---|
| 3M™ Perfect It™ Show Car Liquid Wax 39026 или аналог; получить локально | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВо избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее.
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
- Промойте место ремонта детальной промывкой или рН-нейтральным мылом и водой.
- Удалите всю отделку, эмблемы и оборудование из области, подлежащей ремонту.
- Песок или среда взрывают поврежденную поверхность, сохраняя зону ремонта как можно меньшей.
- Обработайте любую оголенную металлическую поверхность, чтобы предотвратить мгновенную коррозию, и при необходимости загрунтуйте и замкните песок перед повторной обработкой.
- Маскируйте соседние панели для защиты от распыления.
- При необходимости произведите точечный ремонт основного покрытия в соответствии с предписанными изготовителем красок процедурами.
- Следуя предписанной изготовителем краски процедуре, нанесите прозрачное покрытие на всю панель.
Переработка пластмасс
Все компоненты
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Не окрашивайте крышки модуля подушек безопасности и дверцы развертывания. Краска может привести к неправильному развертыванию подушки безопасности. Несоблюдение этой инструкции может увеличить риск серьезных травм или смерти в результате аварии. |
|---|
ПримечаниеПри использовании любого одобренного Ford продукта для повторной отделки рекомендуется оставаться в рамках одной и той же системы покраски на протяжении всего процесса. Например, не используйте грунтовки одного производителя и верхние покрытия другого производителя.
- Первым шагом для любой процедуры ремонта или повторной отделки является определение типа пластика. Это термореактивный или термопластичный, зернистый или гладкий? Это определит, как его следует очистить и подготовить для повторной отделки. Для получения дополнительной информации обратитесь к разделу " ИДЕНТИФИКАЦИЯ ПЛАСТИКА " в этой сервисной информации. Важно, чтобы использовался правильный очиститель, в зависимости от того, какая система покраски используется, на основе растворителя или на водной основе. Очистите деталь теплой водой / мягким моющим средством, затем очиститель пластика для удаления воска, силикона и другие загрязнения. (ref-439853-S20694426752011120900000)
- Для новых деталей может потребоваться обжиг в распылительной камере или нагревание с помощью нагревательных ламп, чтобы высвободить захваченные растворители или смазки для форм, используемые в производственных процессах. Незернистые компоненты
- После очистки слегка посыпьте песком 600-зернистую или более мелкую наждачную бумагу. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Зернистые компоненты
- После очистки допускается легкое использование серой подушечки при условии, что зернистость не будет сплющена. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Все компоненты
- Нанести пластиковый активатор адгезии на любую обнаженную пластиковую деталь в соответствии с рекомендациями изготовителя. На протяжении всей процедуры повторной отделки, каждый раз, когда обнаженный пластик подвергается воздействию по какой-либо причине, важно, чтобы промотор адгезии был повторно нанесен на эту область.
- Для предотвращения сморщивания и подъема верхнего покрытия перед выполнением процедуры повторной отделки может потребоваться герметик.
- Гибкие и негибкие компоненты должны подвергаться повторной отделке отдельно, поскольку при повторной отделке гибких деталей может потребоваться гибкая добавка (см. Рекомендацию производителя краски).
- Рекомендуется проводить повторную отделку наружных компонентов на транспортном средстве (после врезки) для контроля соответствия цвета и сопряжения со смежными панелями.
- Продолжайте процесс повторной отделки и следуйте процедурам системы покраски, одобренным Ford. Шаги могут различаться у разных производителей красок.
| Пункт | Характеристика |
|---|---|
| Клей для склеивания пластмасс TA-9 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- Выберите правильный метод ремонта, определив тип ремонтируемого пластика. Для получения дополнительной информации обратитесь к разделу " ИДЕНТИФИКАЦИЯ ПЛАСТИКА " в этой сервисной информации, чтобы определить тип ремонтируемого пластика. (ref-439853-S20694426752011120900000)
- Определите, нужен ли кусок арматуры в качестве подкладки при большом ремонте. Изготовьте кусок арматуры из лома того типа пластика, который ремонтируется, и следуйте указаниям изготовителя на этикетке для типа используемой системы. При ремонте листового формованного композита (SMC) армирующий элемент может быть изготовлен с использованием нескольких слоев стеклоткани, пропитанной смолой или структурным клеем. Переплетение ткани или сетки должно быть достаточно рыхлым, чтобы позволить смоле тщательно проникать. Армирование должно охватывать всю площадь повреждения и выходить наружу за область повреждения или стыка.
Как отремонтировать панели из листового формованного композита (SMC)
ПримечаниеСледующий порядок применяется при ремонте структурных трещин и больших борозд. Если повреждение является косметическим, использование армирующей ткани может не потребоваться.
- Панели, подлежащие ремонту, должны быть сухими и находиться при комнатной температуре от 18°C до 24°C до проведения ремонта. Обе стороны панели перед шлифовкой или шлифованием должны быть тщательно очищены.
- Закройте разрыв в SMC (спереди и сзади) маскирующей лентой. Это защищает поврежденный участок от поглощения очистителем препарата и исключает затекание очистителя через волокна в КдПМ.
- Удалите все воски, силиконы, грязь и дорожные масла с участка, окружающего обе стороны поврежденного участка, с помощью пластикового воска и средства для удаления жира. Удалите ленту и зашкурите заднюю часть ремонтного участка с помощью угловой шлифовальной машины, шлифовальной машины двойного действия (D / A) или вручную с помощью 80-крупнозернистой наждачной бумаги. Удалите всю пыль с помощью вакуума и липкой ткани.
- Создайте упрочняющую накладку, используя кусок лома SMC, который хорошо соответствует задней части поврежденного участка, или сформируйте накладку из стеклоткани. Обрежьте участок ткани, достаточно большой, чтобы покрыть зону ремонта, плюс 25,4 мм (1 дюйм) вокруг зоны ремонта. Отрежьте участок подложки из пластиковой пленки приблизительно на 25,4 мм (1 дюйм) больше, чем ткань. Уложите пластик на гладкую, ровную поверхность, где он будет использоваться для создания пирамидальной накладки.
- Следуйте инструкциям производителя и нанесите пластиковый ремонтный клей на подложку из пластиковой пленки и смажьте пластиковым распределителем до рекомендуемой толщины. Поместите предварительно нарезанную стеклоткань на пластиковую пленку с клеевым покрытием. Покройте тряпку слоем ремонтного клея и расправьте до рекомендуемой толщины.
- Нанесите подготовленный пластырь на обратную сторону панели и сожмите. Следуйте инструкциям производителя для отверждения клея. Снимите пластиковую пленку после отверждения клея и песок по мере необходимости для удаления шероховатостей.
- Удалите маскирующую ленту с передней стороны поврежденного участка и зачистите до опорной накладки. Используйте угловую шлифовальную машину с 30-40-зернистым колесом. Сделайте постепенное сужение в области, это предотвратит бычьи глаза или чтение в готовом ремонте. Зона, подготовленная песком с помощью шлифовального станка D/A или ручным песком с помощью наждачной бумаги с зернистостью 80.
- Постройте пирамидальную заплату, используя стеклоткань или эквивалент и пластичный ремонтный клей. Следуя инструкциям производителя, нанесите заплатку на поврежденный участок.
- Участок грубой зачистки для удаления излишков клея. Зона ремонта песка наждачной бумагой с зернистостью 80, не забывая вырезать немного ниже готовой поверхности SMC. Это позволит получить финишное покрытие из пластикового материала для ремонта кузова.
- Нанести отделочное покрытие из пластичного ремонтного присадочного материала в соответствии с указаниями производителя.
- Отделочный песок, грунтовка и верхнее покрытие с использованием систем покраски, одобренных Ford.
- При принятии решения о восстановлении или установке нового компонента следуйте приведенным ниже рекомендациям. Доступна ли деталь? Можно ли экономически вернуть поврежденной детали первоначальную прочность и внешний вид, или трудозатраты превысят стоимость нового компонента? Обеспечит ли ремонт максимально быстрый и качественный ремонт?
- Тщательно очистите поврежденный участок с помощью воска и средства для удаления жира, разработанного для использования с пластмассами.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Для небольшого ремонта на поврежденный участок можно нанести пластиковый клеевой наполнитель. Следуйте инструкциям производителя и создайте слои, чтобы сформировать толщину над поврежденным участком. Это позволит отшлифовать участок гладким.
- Чтобы отремонтировать большие отверстия или трещины, измерьте и отрежьте кусок стеклоткани или эквивалентный 25,4 мм (1 дюйм) больше, чем трещина или отверстие. Нанесите пластиковый ремонтный клей на поврежденный участок и немедленно нанесите стеклоткань в пластиковый клей для усиления. Нанесите дополнительный пластиковый ремонтный клей для прочности и формы, как требуется.
- Контур и форма ремонта по мере необходимости с помощью D / A-шлифовальной машины. Избегайте шлифования через ремонт.
- Отделка участка и выполнение всех необходимых покрасочных работ с использованием систем покраски, одобренных Ford.
Схема №62
- Снимите поврежденный бампер, для получения дополнительной информации см. статью " СИСТЕМА БАМПЕРА ". (ref-439834)
- Очистите сломанную лапку (и) с помощью пластикового воска и средства для удаления жира.
- Обработайте вручную участок ремонта шлифовальной шкуркой с зернистостью 80 и удалите любые инородные материалы сжатым воздухом.
- Нанесите пластиковый активатор адгезии в соответствии с указаниями на этикетке в зону ремонта.
- Отмерьте и отрежьте кусок стеклоткани или ее эквивалент, достаточно большой, чтобы сформировать переднюю часть язычка, затем отогните назад в форме клина примерно на 51 мм (2 дюйма) от исходного язычка.
- Подготовьте заплату из ремонтной клеевой ткани в соответствии с инструкциями производителя и нанесите на пораженный участок. Немедленно расположите пластырь из пластикового ремонтного материала, чтобы сформировать форму язычка.
- Обеспечьте соответствующее время отверждения и форму ремонтного язычка с помощью шлифовального станка с малым углом. Используйте крайнюю осторожность, чтобы не песок через внешнюю поверхность.
- Выполните все необходимые операции по ремонту лакокрасочного покрытия бампера с использованием систем покраски, одобренных Ford.
- Вновь соберите и установите крышку бампера, дополнительную информацию см. в статье " СИСТЕМА БАМПЕРА ". (ref-439834)
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Аэрозольный PM-24-A или его аналог | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Сварное соединение - метод контактной точечной сварки под давлением (STRW)
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо провести шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой сервисной информации. (ref-439853-S35111512722011120900000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварное соединение - это метод, используемый для соединения металлов с использованием контактной точечной сварки типа сжатия (STRW) или металлического инертного газа (MIG) и структурного клея. Шаги, перечисленные в данной процедуре, относятся к обоим видам сварки. STRW является предпочтительным способом. Сварку в среде инертного газа следует использовать только в тех случаях, когда к свариваемым участкам невозможно получить доступ с помощью машин типа STRW.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и подушки.
- Зачистите сопрягаемую поверхность оригинальных фланцев не более чем на 25 мм (0,98 дюйма) в месте нанесения металлического связующего клея. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Концы сварочных зажимов должны быть изолированы на концах с помощью ленты или аналогичного материала при выполнении сварки. Следуйте предписанным производителем процедурам сварки и настройкам.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Создайте испытательный образец. Подготовьте металл и клей, как описано. Нанесите валик клея 6-9 мм (0,23-0,35 дюйма) и приварите образец. Поместите сварной образец в тиски и выполните разрушающие испытания сварного шва, удалив металлический лом с помощью больших сварочных клещей. Измерьте сварной шов, чтобы определить, что сварной шов соответствует требованиям сварного шва Ford. Если сварной шов не соответствует требуемому размеру, отрегулируйте настройки сварщика до тех пор, пока не будет достигнут правильный размер сварного шва. (ref-439853-S05759736282011120900000)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6-9 мм (0,23-0,35 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, после отверждения клея, нанести обычный наполнитель кузова и блок-песок участок.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочный поверхностный слой в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
Сварное соединение - метод сварки металлическим инертным газом (MIG)
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСварное соединение MIG может быть заменено в качестве альтернативы методу STRW. Его можно использовать только для сварки областей, недоступных для оборудования STRW. Однако, когда доступный метод STRW является предпочтительным.
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо провести шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой сервисной информации. (ref-439853-S35111512722011120900000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сварка дверных обшивок не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Повторите процедуру с шага 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок. Используя исходную панель в качестве привязки, просверлите или пробейте отверстия диаметром 8 мм (0,31 дюйма) точно в таком же количестве, как и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварки, зачистите непосредственный периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки, это сведет коррозию к минимуму.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,98 дюйма) на места сварного шва пробки для предотвращения загрязнения от клея.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Нанести на подготовленную поверхность фланца транспортного средства валик клея толщиной 6-9 мм (0,23-0,35 дюйма). Снимите ленту с мест сварки пробок.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочный поверхностный слой в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями по краске, одобренными Ford.
- Смешайте и нанесите прозрачное покрытие в соответствии с рекомендациями по краске, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Аэрозольный PM-24-A или его аналог |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
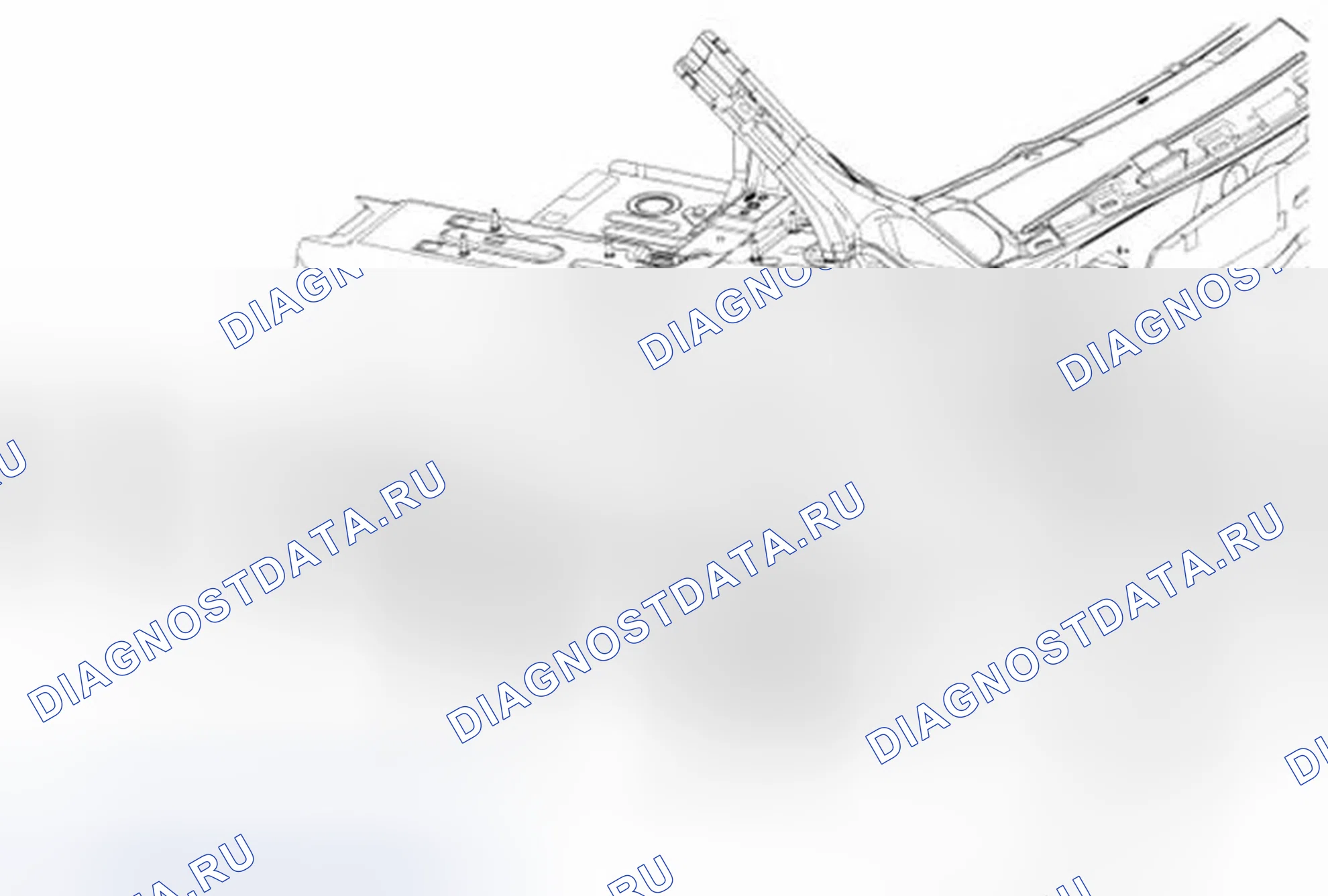
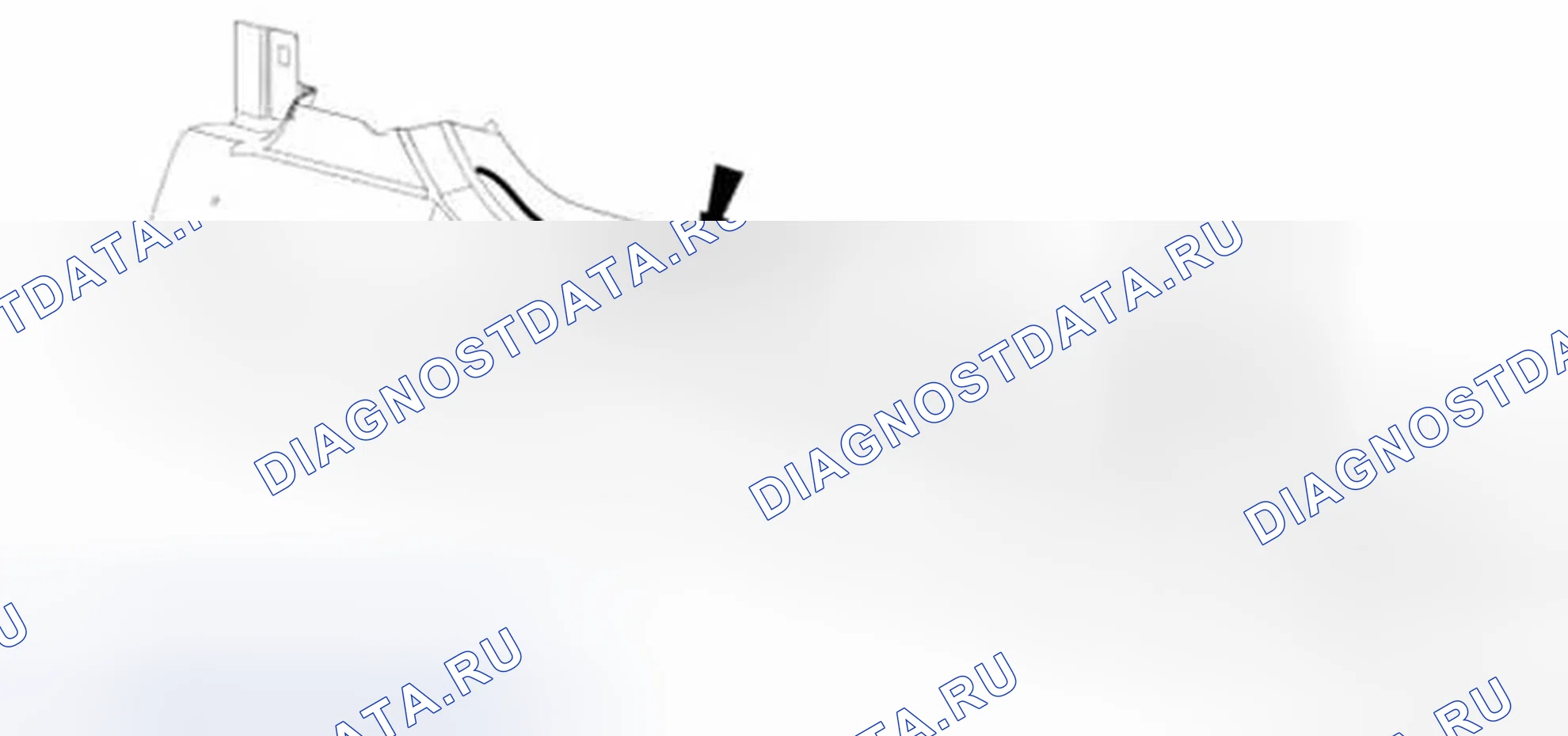
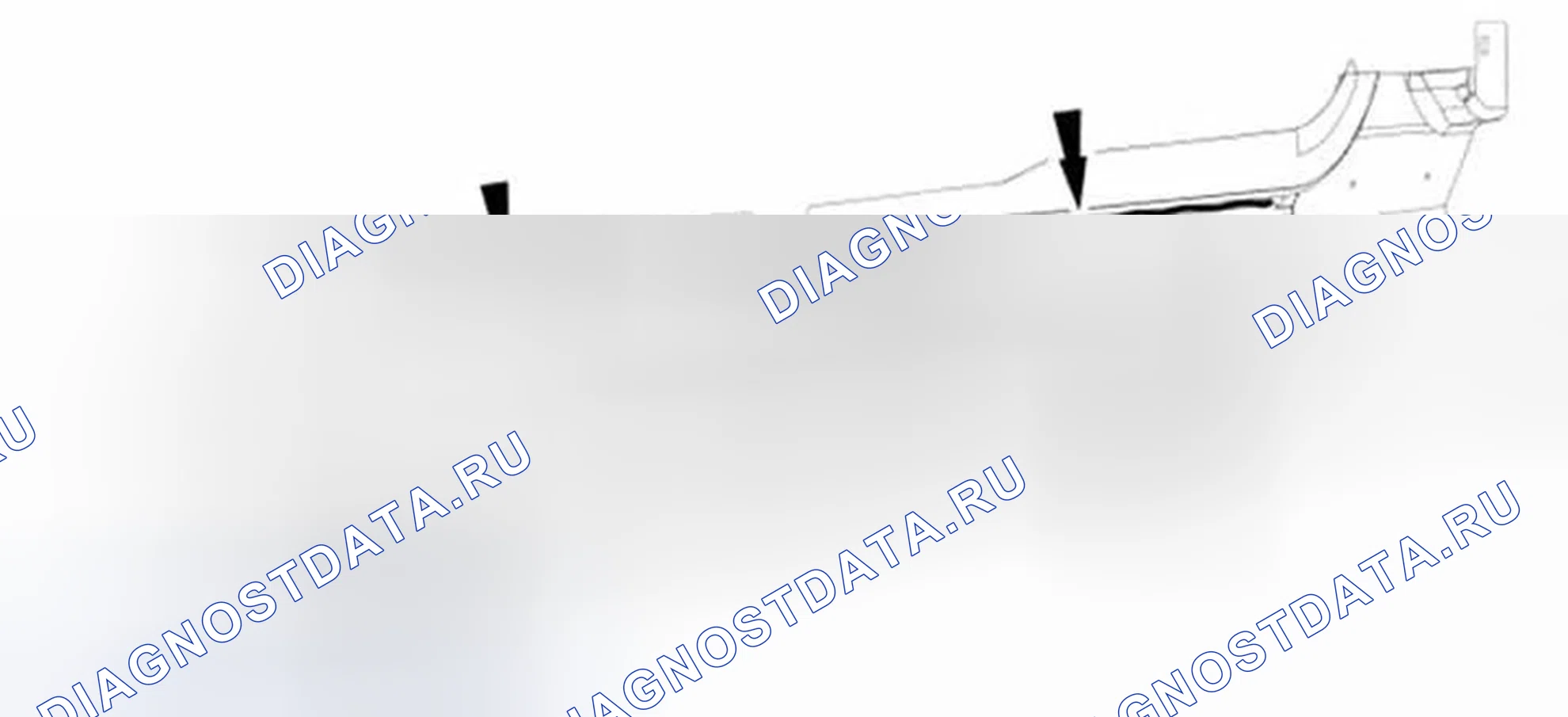
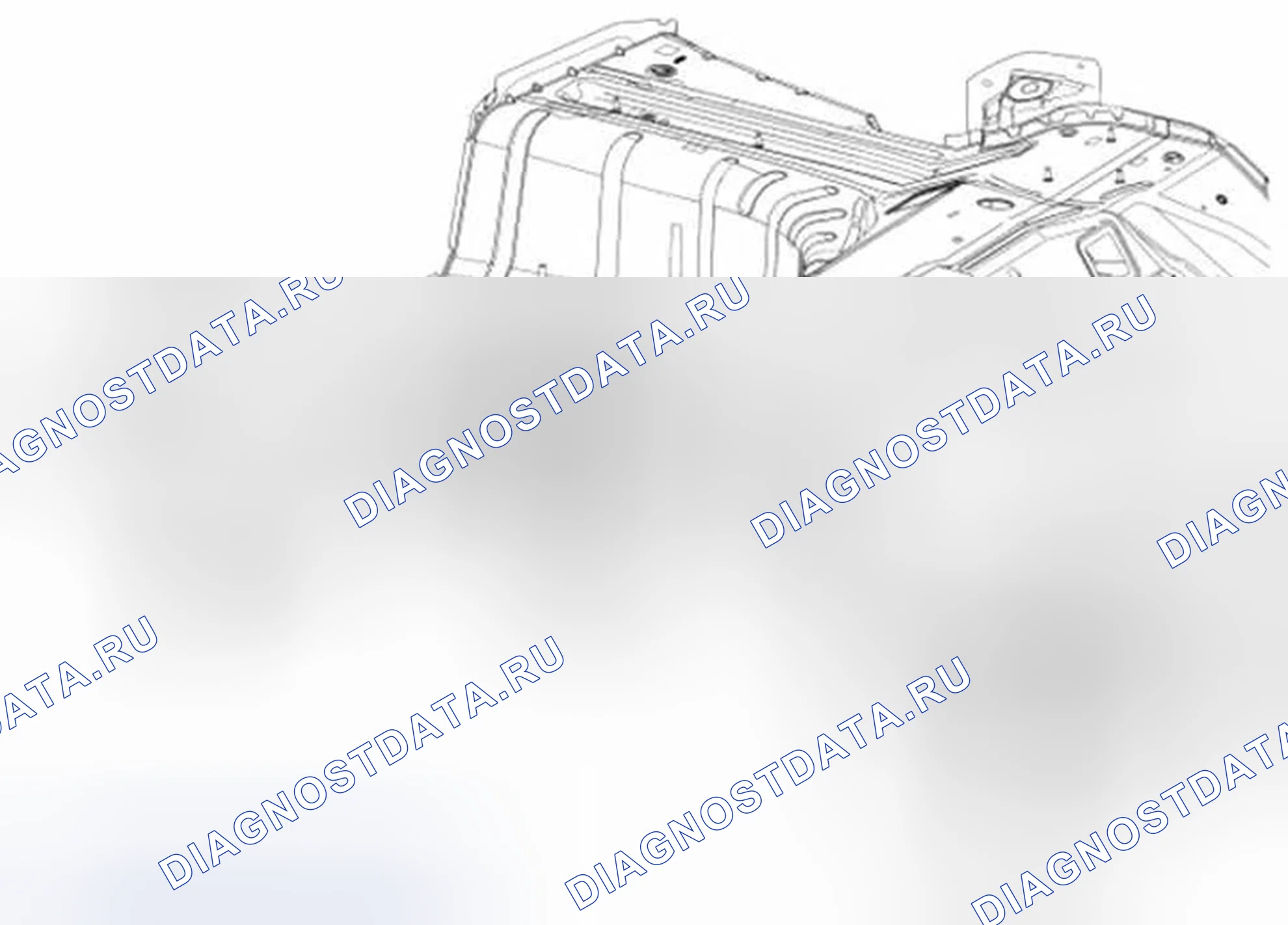
Передняя рамная направляющая
| Предупреждение | Зоны смятия рамного рельса поглощают энергию удара во время столкновения и должны быть заменены в случае повреждения. Выправьте поврежденные рельсы рамы для исправления размеров рамы перед секционированием элемента рамы. Несоблюдение этих инструкций может отрицательно сказаться на эксплуатационных характеристиках рамного рельса и привести к серьезным травмам водителя и пассажиров транспортного средства. |
|---|
ПримечаниеПравая сторона показана на иллюстрации, левая - аналогично.
ПримечаниеЛиния реза, показанная на иллюстрации, является приблизительной, обратитесь к следующей процедуре для конкретных мест реза.
Схема №63
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 16055 LH/16054 прав. | Комплект для секционирования лонжеронов |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеЭта процедура секционирования рекомендуется только в том случае, если повреждение при столкновении не распространяется на область передней ударной вышки. Для более серьезного повреждения при столкновении ремонт должен быть выполнен в оригинальном заводском шве и местах стыка. Несоблюдение этих инструкций может поставить под угрозу структурную целостность транспортного средства.
ПримечаниеСледующая процедура ремонта иллюстрирует секционирование переднего бокового элемента и компонентов усиления крыла. В ситуациях, когда повреждение при столкновении менее серьезное, процедура секционирования для ремонта только этих поврежденных компонентов может быть определена из этих процедур.
Схема №64
Схема №65
Схема №66
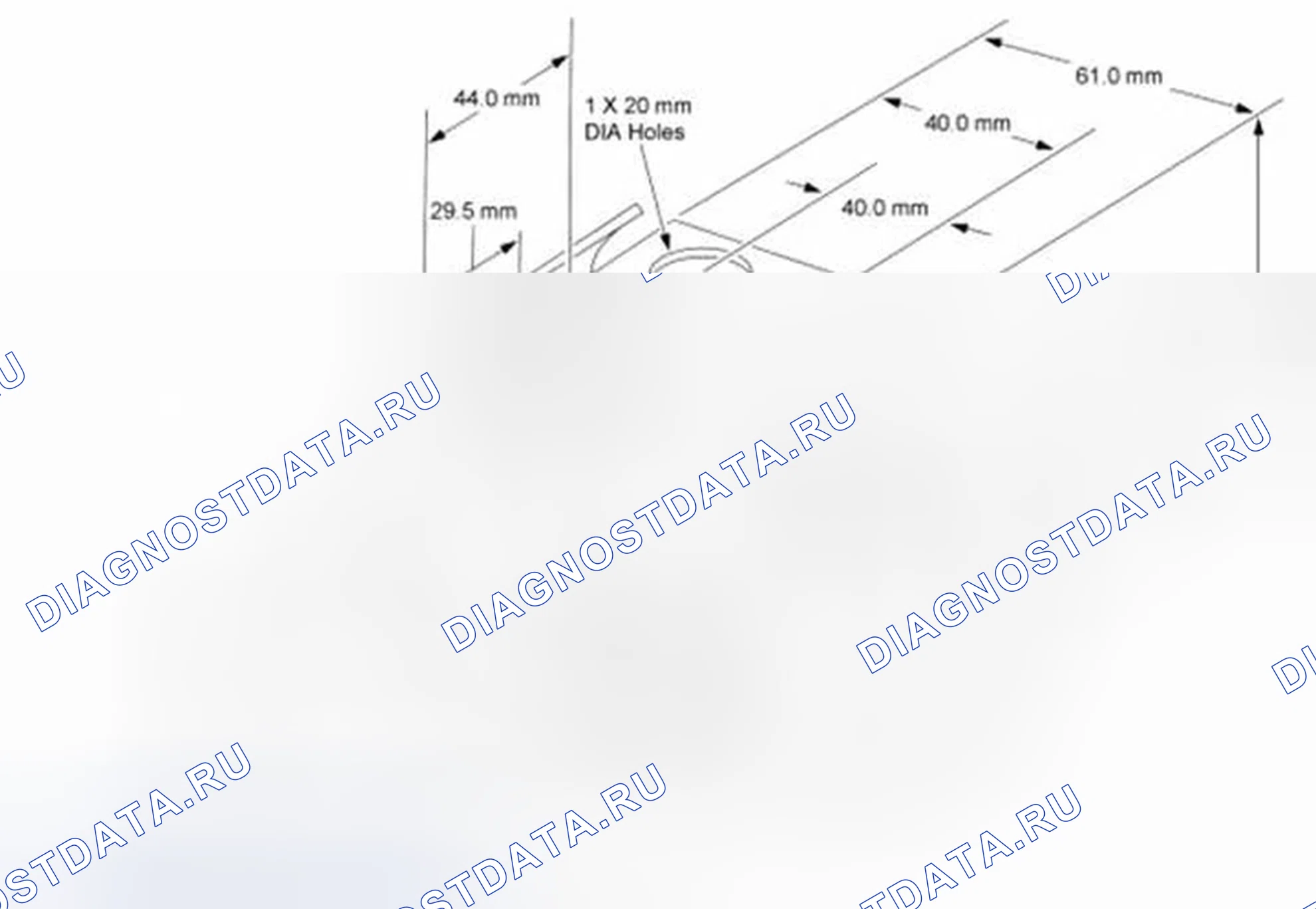
Схема №67
Схема №68
Схема №69
- Установите транспортное средство на стойку для ремонта рамы в соответствии с рекомендациями изготовителя. Измерьте транспортное средство, чтобы определить, требует ли кузов выпрямления и выравнивания. Для получения дополнительной информации обратитесь к разделу " КУЗОВ " в этой сервисной информации. Снимите передний бампер. Для получения дополнительной информации обратитесь к статье " БАМПЕРНАЯ СИСТЕМА ". (ref-439853-S33131994332011120900000)(ref-439834)
- Снимите двигатель, дополнительную информацию см. в статье " МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ - ОБЩИЕ СВЕДЕНИЯ ". (ref-439783)
- Снимите составные части подвески, дополнительные сведения приведены в статье " ПЕРЕДНЯЯ ПОДВЕСКА ". (ref-439791)
- Снимите опору радиатора в сборе.
- Отрежьте передний фартук от основной части фартука, на 80,5 мм (3,16 дюйма) перед прорезью 14 мм (0,55 дюйма) x 20 мм (0,78 дюйма), и удалите оставшуюся часть фартука.
- Высверлить точечные сварные швы в арматуре фартука переднего крыла.
- Просверлите точечные сварные швы, прикрепляющие ударную башню к панели фартука, а фартук к нижней направляющей. Оденьте все поверхности точечной сварки.
- Снятие фасок на внутренних и внешних поверхностях боковых элементов для улучшения поверхностей стыкового сварного шва.
- Измерьте 12,5 мм (0,49 дюйма) назад от линии реза нижней направляющей. Просверлите семь отверстий 8 мм (0,31 дюйма) во фланце зоны перекрытия вставки.
- Транскрибируйте линию реза внутреннего переднего бокового элемента к новому нижнему боковому элементу, отрежьте по длине и скошите торец для улучшения поверхности сварного шва.
- Создайте вставку из неиспользованного материала внутреннего бокового элемента.
- Измерьте 12,5 мм (0,49 дюйма) вперед от линии реза нижней направляющей. Просверлите девять отверстий 8 мм (0,31 дюйма) в новом нижнем боковине для крепления вставки.
- Нанести антикоррозионную защиту на ремонтные участки на автомобиле и сервисные детали.
- Установите вставку на новый нижний боковой элемент, зажмите и проверьте посадку и центровку. Заглушка MIG приварит 9 отверстий.
- Измерьте нижнюю часть тела для проверки правильных размеров. Для получения дополнительной информации обратитесь к разделу " ТЕЛО " в этой служебной информации для получения информации о размерах. (ref-439853-S33131994332011120900000)
- Расположите новый опорный узел радиатора, панель фартука, рельсовый узел, нижнее усиление переднего крыла и верхнее усиление переднего крыла. Заглушка MIG сваривает все отверстия.
- Сплавлением привариваем верхнюю и нижнюю арматуры переднего крыла к фартуку переднего крыла, фартук переднего крыла к опоре радиатора и шву между старым и новым лонжеронами. Одеваем все сварные швы.
- Произведите монтаж двигателя, дополнительная информация приведена в статье " МЕХАНИЧЕСКАЯ СИСТЕМА ДВИГАТЕЛЯ - ОБЩИЕ СВЕДЕНИЯ ". (ref-439783)
- Установите компоненты подвески, дополнительную информацию см. в статье " ПЕРЕДНЯЯ ПОДВЕСКА ". (ref-439791)
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторно-точечная сварка 254-000014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Аэрозольный PM-24-A или его аналог |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Схема №70
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10457 LH/10456 прав. | Боковина заднего пола - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | Днище в сборе из мягкой и высокопрочной стали (HSS) | |
| 3 | 17A751 | Монтажный кронштейн заднего бампера - сталь HSLA 350 |
| 4 | W711097 | Болт заднего бампера (требуется 6) |
| 5 | 17906 | Задний бампер - борная сталь |
| 6 | 17A750 | Монтажный кронштейн заднего бампера - сталь HSLA 350 |
СХЕМА ОПИСАНИЯ ДЕТАЛЕЙ ЭЛЕМЕНТОВ РАМЫ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеОбратитесь к инструкциям производителя сварочного оборудования для правильной настройки машины.
Схема №71
- Измерьте транспортное средство, чтобы определить, требует ли кузов выпрямления и выравнивания. Транспортное средство должно быть восстановлено до его правильных габаритных размеров до начала этой процедуры. Для получения информации о размерах кузова см. " КУЗОВ " в этой служебной информации. Закрепите транспортное средство на рамной стойке в соответствии с инструкциями изготовителя оборудования. (ref-439853-S33131994332011120900000)
- Снимите задний бампер в сборе, дополнительную информацию см. в статье " БАМПЕРНАЯ СИСТЕМА ". (ref-439834)
- Удалите контейнер с испарительными выбросами (EVAP), расположенный на днище. Для получения дополнительной информации обратитесь к статье " СИСТЕМА ИСПАРИТЕЛЬНЫХ ВЫБРОСОВ (EVAP) ". (ref-439833)
- Отведите в сторону, заглушите и закройте все открытые линии пара.
- Снимите глушитель (глушители) с поврежденной стороны. Для получения дополнительной информации см. статью " ВЫХЛОПНАЯ СИСТЕМА ". (ref-439784)
- Найдите сливное отверстие на 4-й выпуклости на рамной направляющей, отмерьте и разметьте от 90 мм (3 543 дюйма) до 100 мм (3 937 дюйма) назад от центра сливного отверстия и нарисуйте линию разреза.
- С помощью штампа-шлифовального станка аккуратно подрезать только рамный рельс, по разметочной метке.
- Высверлите точечные сварные швы, соединяющие направляющую рамы с нижней частью кузова, с помощью инструмента для точечной сварки или аналогичного инструмента и удалите поврежденный участок.
Схема №72
Схема №73
- Используя в качестве направляющей оригинальную секцию рамы, измерьте и отрежьте секцию замены до нужной длины.
- Расположите приварные гайки на исходной направляющей рамы, установите сменные вкладыши гаек в тех же местах на сменной направляющей рамы и прихватите сварной шов на месте.
- Подготовьте все поверхности для сварки металлическим инертным газом (MIG). Зачистите все кусочки точечного сварного шва на поддоне пола. Просверлите или пробейте отверстия под сварной шов в заменяемом рамном рельсе. Снимите фаски с сопрягаемых поверхностей оригинального рамного рельса и заменяемого участка. Удалите Э-покрытие с участка непосредственного сварного шва на рамном рельсе транспортного средства и участка заменяемого рельса. Очистите поверхности с помощью подготовки металлической поверхности или эквивалентного материала. Нанесите коммерчески доступную грунтовку для сквозного сварного шва только на участок непосредственного сварного шва, на всех сопрягаемых поверхностей.
- Создать опорную втулку из подходящей части материала лонжерона длиной приблизительно 60 мм (2 362 дюйма) для вставки между сварным соединением заменяемой секции рамы и исходной направляющей рамы. Просверлить или пробить сварные отверстия в опорной втулке и заменяемой секции рельса, а также приварить втулку к заменяемой направляющей MIG.
- Установите и закрепите сменную секцию рамного рельса на транспортном средстве. Проверьте правильность центровки и размеров. Для получения дополнительной информации обратитесь к разделу " КУЗОВ " в этой сервисной информации. (ref-439853-S33131994332011120900000)
- Заглушка MIG приваривает сменную секцию рельса к исходному рельсу рамы и сваривает вокруг всего соединения проволокой ER70S-3 диаметром от 0,9 мм (0 035 дюйма) до 1,1 мм (0 043 дюйма).
- Используйте краситель, чтобы определить, есть ли трещины или пустоты в сварном соединении. Если трещины или другие дефекты существуют, зачистите дефект и устраните до тех пор, пока сварной шов не будет свободен от дефектов.
- Расположите и установите новый кронштейн (кронштейны) бампера.
- Нанесите ингибитор коррозии на внутреннюю поверхность ремонтного участка. Дополнительную информацию см. в разделе " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в настоящей сервисной информации. (ref-439853-S35111512722011120900000)
- Нанесите грунтовку на наружную поверхность лонжерона и нижнюю часть кузова.
- Переустановите компоненты глушителя, дополнительную информацию см. в статье " ВЫХЛОПНАЯ СИСТЕМА ". (ref-439784)
- Переустановите бампер в сборе, дополнительная информация приведена в статье " БАМПЕРНАЯ СИСТЕМА ". (ref-439834)
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Грунтовка Motorcraft® Premium PM-25-A или аналог | |
| Аэрозольный PM-24-A или его аналог | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Запрещается обрезать или зачищать боковые элементы кузова в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств. Сварка в пределах 50 мм (1,96 дюйма) от точек крепления удерживающих устройств может привести к неправильному срабатыванию удерживающих устройств. Дополнительную информацию о месте крепления удерживающих устройств см. в статье " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ " и статье " ДОПОЛНИТЕЛЬНАЯ УДЕРЖИВАЮЩАЯ СИСТЕМА ". Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. (ref-439855)(ref-439813) |
|---|
| Предупреждение | Запрещается выполнять ремонт бокового сечения кузова в местах лазерных сварных швов. Заводская лазерная сварка не может быть продублирована с помощью обычного сварочного оборудования, и структурная целостность может быть поставлена под угрозу. Несоблюдение этой инструкции может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
| Предупреждение | Запрещается производить ремонт бокового сечения кузова в местах крепления дверной петли или ударника. Сварка в пределах 50 мм (1,96 дюйма) от мест расположения дверных петель или бойков может нарушить структурную целостность во время столкновения. Несоблюдение этих инструкций может привести к серьезным травмам водителя или пассажиров транспортного средства. |
|---|
Схема №74
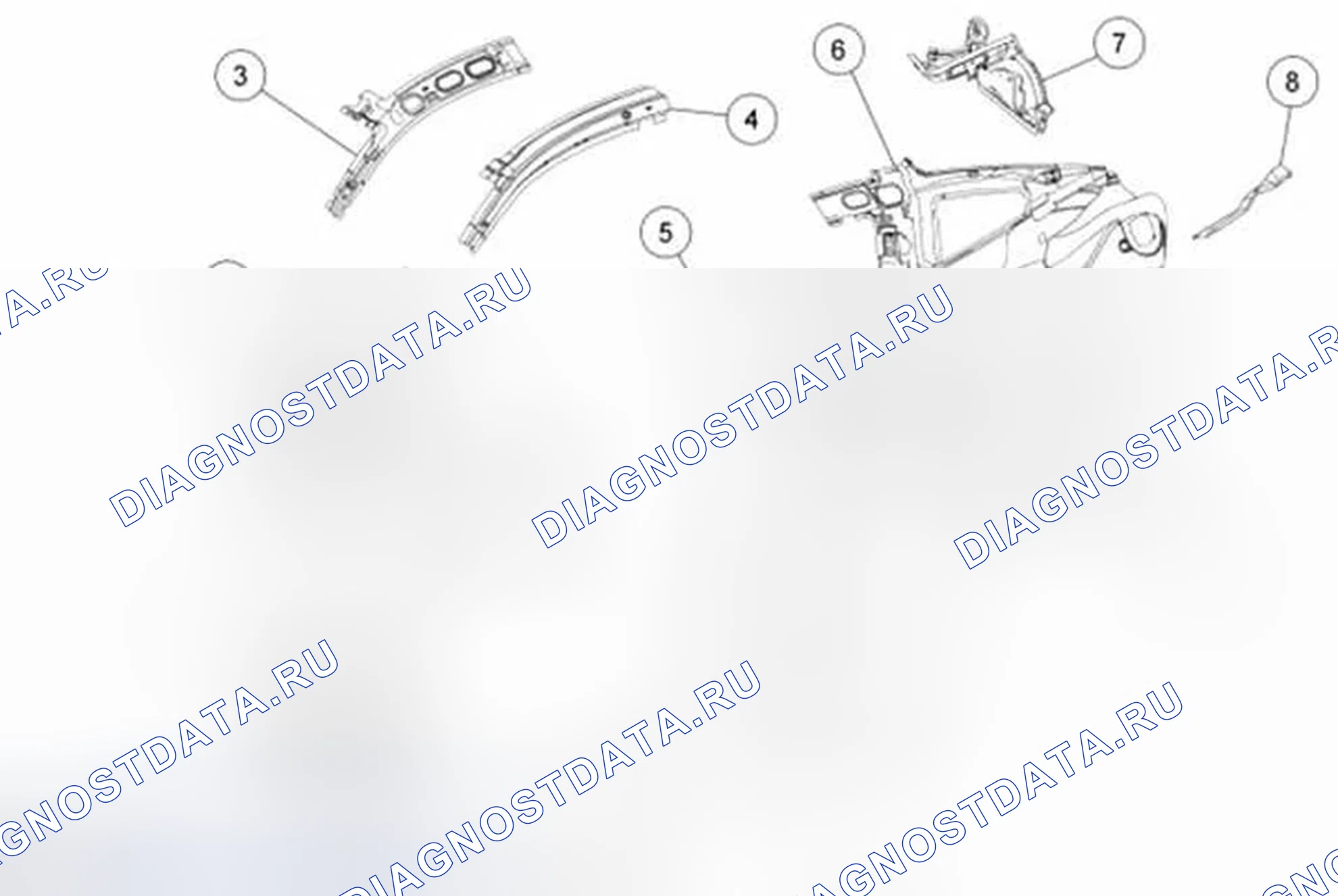
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 02501 LH/02500 прав. | A-стойка в сборе - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | 02039B лев. / 02038B прав. | Боковая панель капота - сталь HSLA 350 |
| 3 | 02509 LH/02508 прав. | Армирование стойки А - сталь HSLA 350 |
| 4 | 02505 LH/02504 прав. | А-стойка внутренняя - сталь HSLA 350 |
| 5 | 24301 LH/24300 прав. | B-образная внутренняя стойка - сталь HSLA 350 (часть 27791 LH/27790 Rh) |
| 6 | 27791 LH/27790 прав. | Внутренняя четверть панели - мягкая сталь |
| 7 | 28061 LH/28060 прав. | Четверть панели верхний задний выпуск - мягкая сталь |
| 8 | 28059 LH/28058 прав. | Нижнее удлинение четверти панели - мягкая сталь |
| 9 | Внутренняя панель рулевой рубки - мягкая сталь (часть 27791 LH/27790 Rh) | |
| 10 | 02B67 лев. / 02B66 прав. | Усиление панели коромысла - сталь HSLA 350 |
| 11 | 02733 LH/02732 прав. | Косынка - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Схема №75
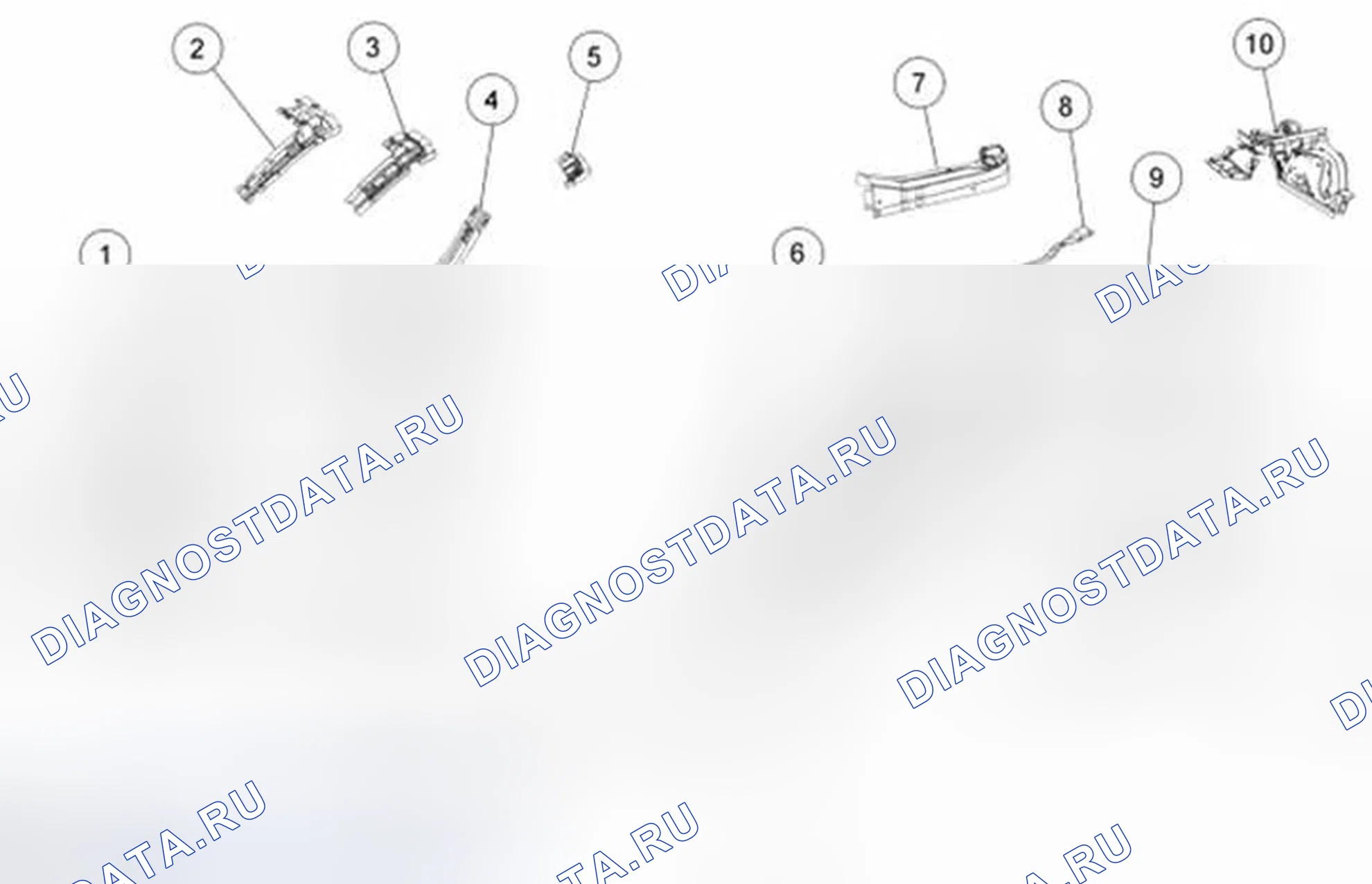
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 02501 LH/02500 прав. | A-стойка в сборе - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | 02509 LH/02508 прав. | Армирование стойки А - сталь HSLA 350 |
| 3 | 02505 LH/02504 прав. | Внутренняя панель стойки A - сталь HSLA 350 |
| 4 | 02039B лев. / 02038B прав. | Боковая панель капота - сталь HSLA 350 |
| 5 | 025B33 лев. / 025B32 прав. | Кронштейн - сталь HSLA 350 |
| 6 | 24301 LH/24300 прав. | B-образная арматура стойки - сталь HSLA 350 (часть 27791 LH/27790 Rh) |
| 7 | 280C99 лев. / 280C98 прав. | Армирование C-образной колонны - мягкая сталь |
| 8 | 28059 LH/28058 прав. | Нижняя задняя четверть панели - мягкая сталь |
| 9 | 27791 LH/27790 прав. | Внутренняя четверть панели - мягкая сталь |
| 10 | 28061 LH/28060 прав. | Четверть панели верхний задний выпуск - мягкая сталь |
| 11 | 28153 LH/28152 прав. | Верхняя наружная панель четверти - мягкая сталь |
| 12 | Внутренняя панель рулевой рубки - мягкая сталь (часть 27791 LH/27790 Rh) | |
| 13 | 02B67 лев. / 02B66 прав. | Усиление панели коромысла - сталь HSLA 350 |
| 14 | 02733 LH/02732 прав. | Кронштейн - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Фронтальная структура
ПримечаниеВид фартука левого крыла и лонжерона, показанный на иллюстрации, аналогичен правому.
Схема №76
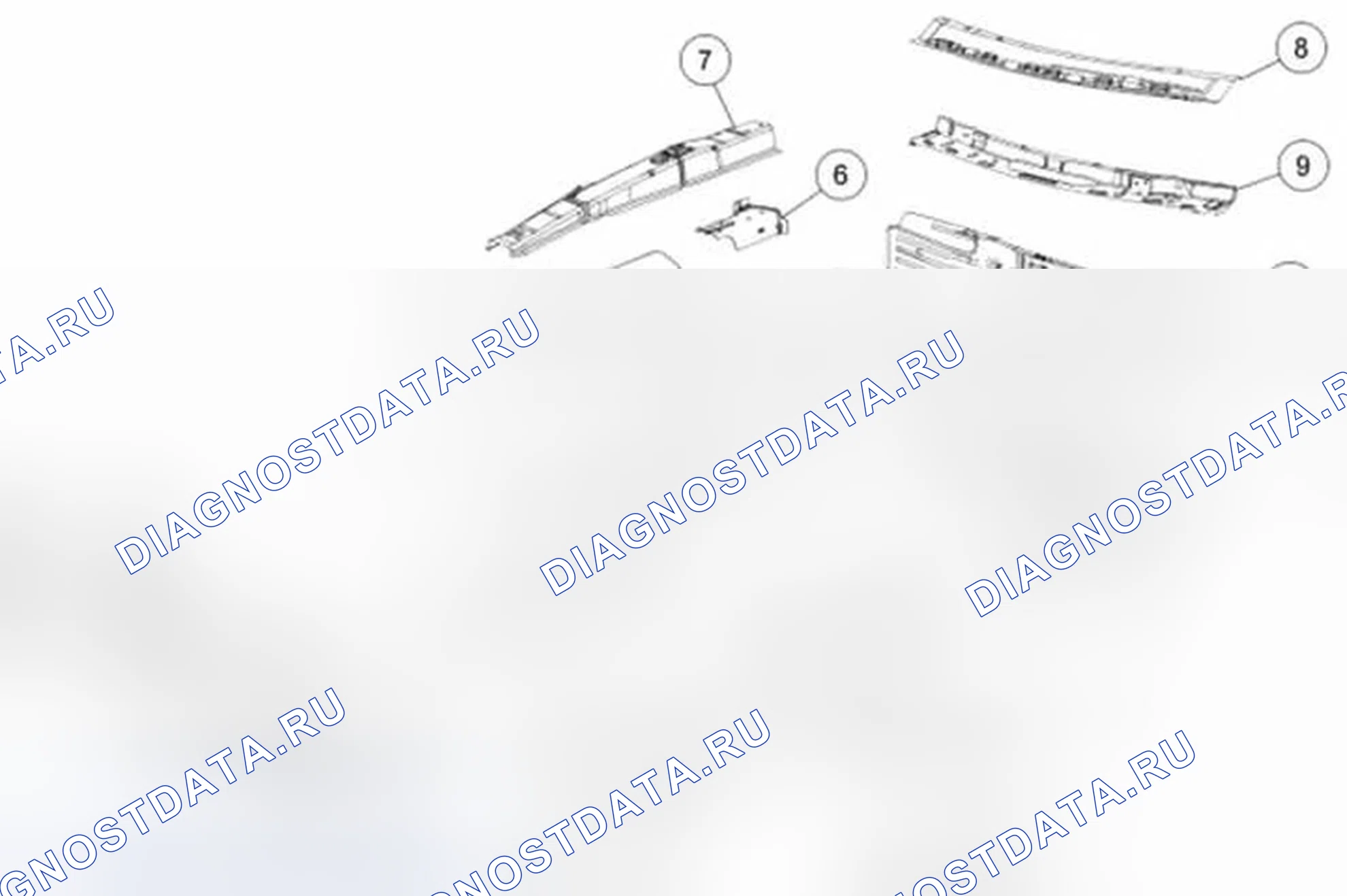
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 16138 | Опора радиатора - мягкая сталь |
| 2 | 16055 LH/16054 прав. | Фартук в сборе - мягкая сталь |
| 3 | 16061 LH/16060 прав. | Внутреннее крыло нижнее - мягкая сталь |
| 4 | 16D157 лев. / 16D156 прав. | Внутренняя арматура крыла - мягкая сталь |
| 5 | 02733 LH/02732 прав. | Клин - высокопрочная низколегированная (HSLA) сталь 350 |
| 6 | 16D041 лев. / 16D040 прав. | Внутренняя арматура крыла - мягкая сталь |
| 7 | 16155 LH/16154 прав. | Внутреннее крыло верхнее - мягкая сталь |
| 8 | 302015 | Верхняя наружная панель капота - мягкая сталь |
| 9 | 302030 | Верхняя внутренняя панель капота - мягкая сталь |
| 10 | Центр приборной панели - мягкая сталь | |
| 11 | 1605 | Нижняя панель приборной панели - мягкая сталь |
| 12 | 10463 LH/10462 прав. | Боковина в сборе - сталь HSLA 350 |
| 13 | Арматура (часть 160554 LH/16054 Rh) - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Схема №77
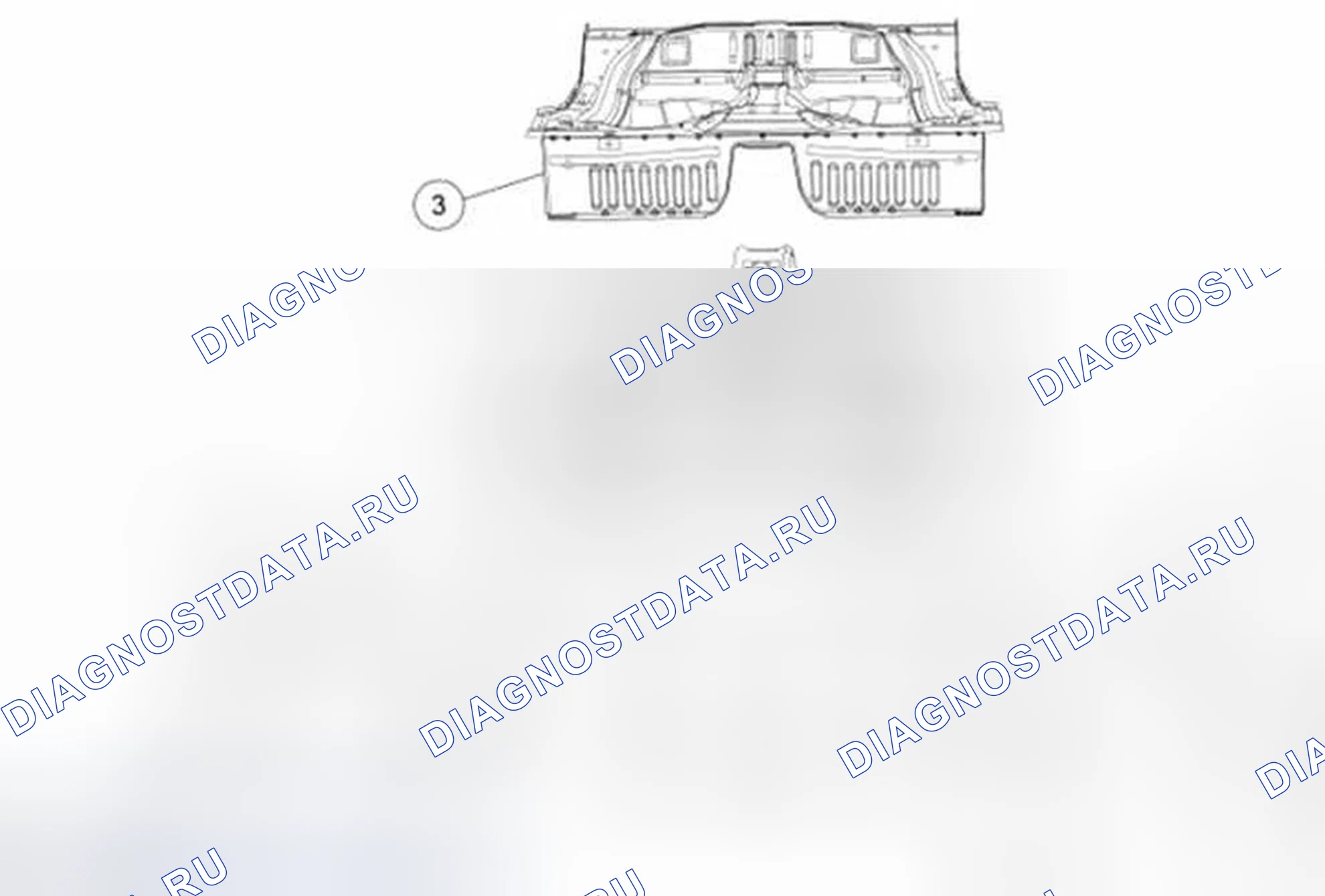
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10116 | Узел бокового элемента пола (Rh) - высокопрочная низколегированная сталь (HSLA) 350 |
| 2 | 11135 | Узел поддона пола - мягкая сталь |
| 3 | 11160 | Узел поддона пола - мягкая сталь |
| 4 | 11644 | Поперечина - мягкая сталь |
| 5 | 10117 | Боковина пола в сборе (левая) - сталь HSLA 350 |
| 6 | 10535 | Боковина пола в сборе (левая) - сталь HSLA 350 |
| 7 | 10063 | Удлинитель лонжерона (лев.) - сталь HSLA 350 |
| 8 | 10062 | Удлинение лонжерона (правое) - сталь HSLA 350 |
| 9 | 10534 | Боковина пола в сборе (правая) - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Схема №78
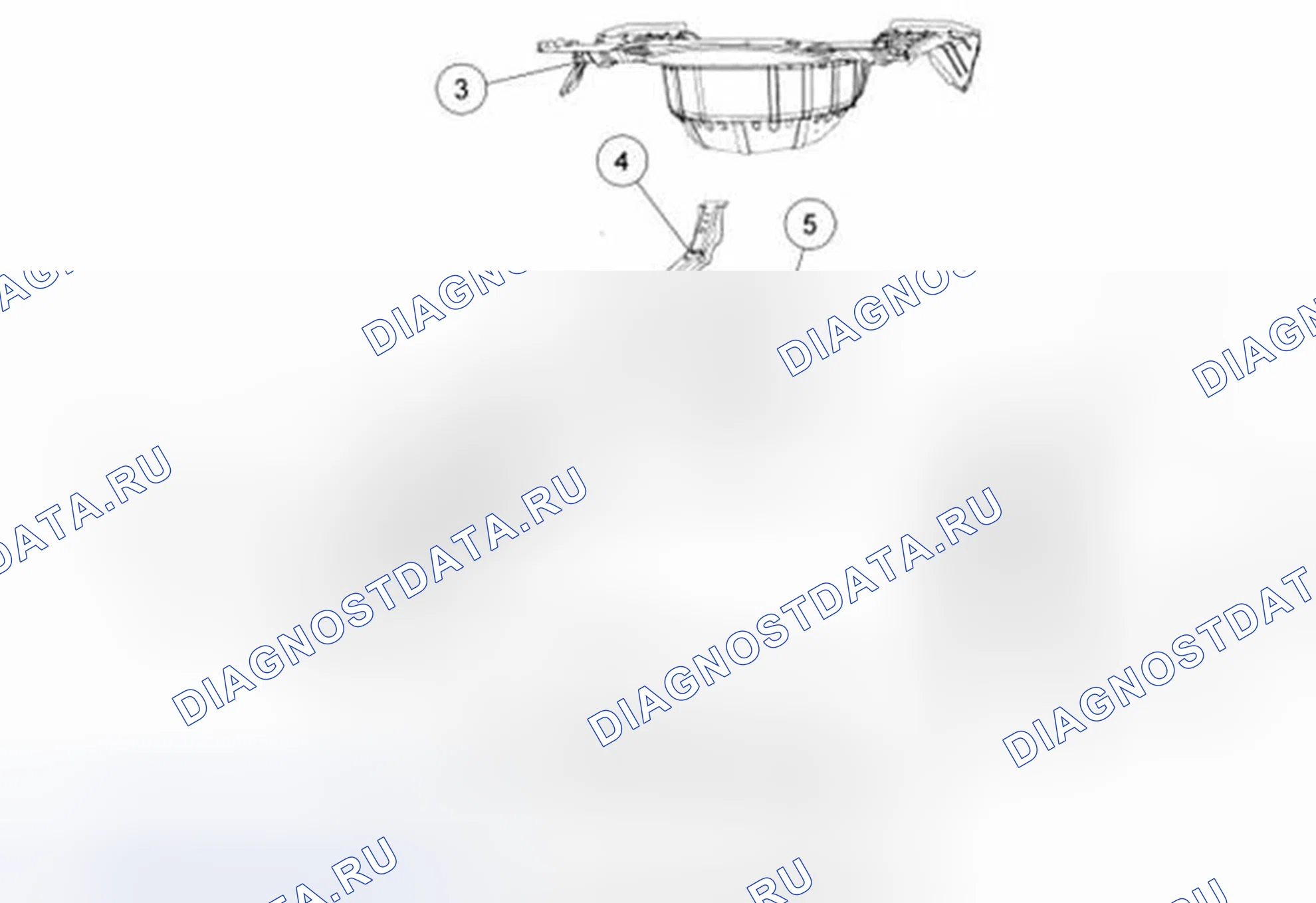
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10456 | Боковой элемент в сборе (Rh) - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | 280C06 | Опора (правая) - сталь HSLA 350 |
| 3 | 11215 | Узел поддона пола - мягкая сталь |
| 4 | 111K48 | Арматура - сталь HSLA 350 |
| 5 | 10780 | Задняя поперечина - сталь HSLA 350 |
| 6 | 102A24 | Центральная поперечина - сталь HSLA 350 |
| 7 | 10457 | Боковина в сборе (левая) - сталь HSLA 350 |
| 8 | 280C07 | Опора (левая) - сталь HSLA 350 |
| 9 | 44502 | Поперечина - сталь HSLA 350 |
| 10 | 11644 | Поперечина - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
Схема №79
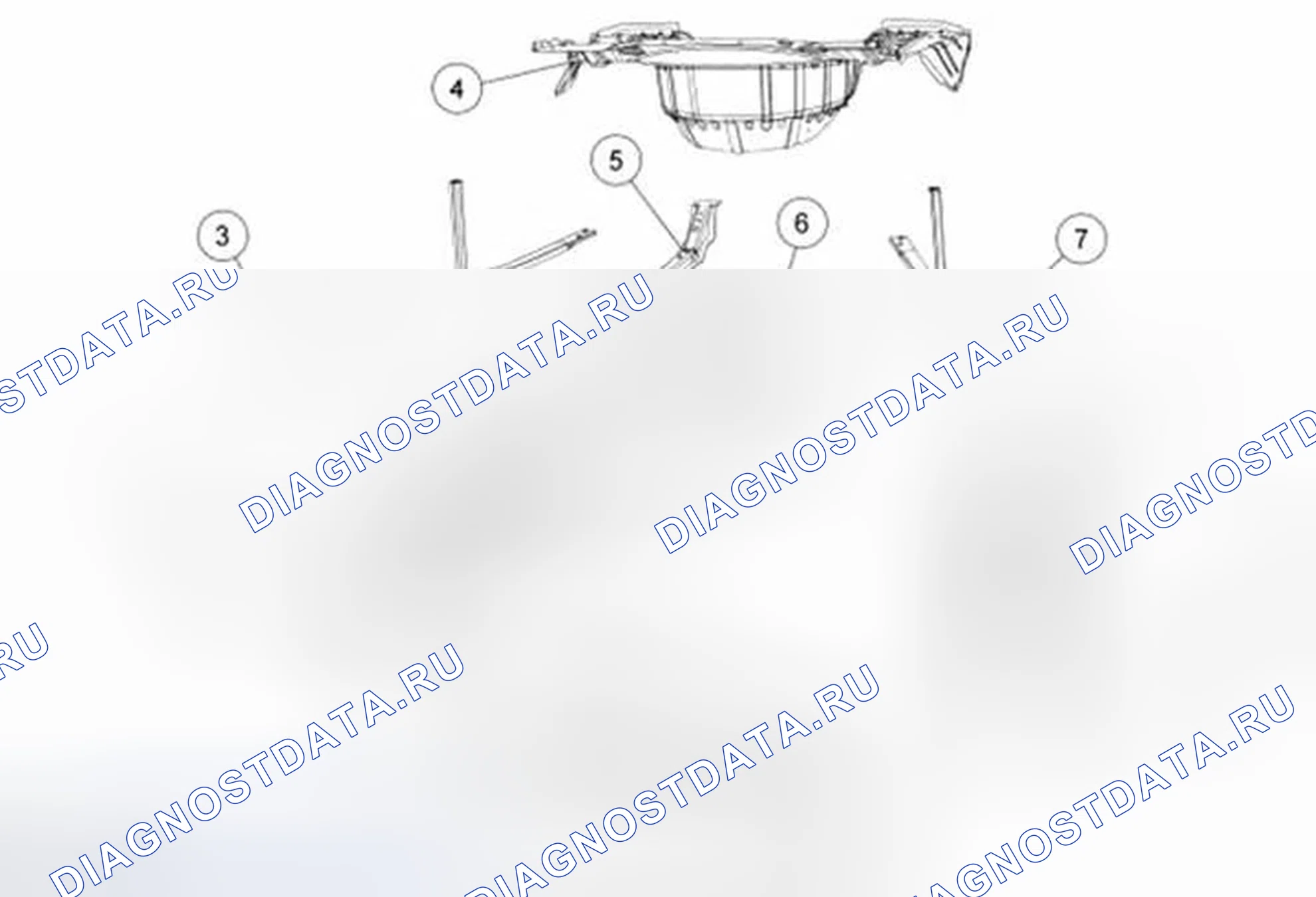
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 10456 | Боковой элемент в сборе (Rh) - высокопрочная низколегированная (HSLA) сталь 350 |
| 2 | 280C06 | Опора (правая) - сталь HSLA 350 |
| 3 | 102B54 | Скоба (правая) - мягкая сталь |
| 4 | 11215 | Узел поддона пола - мягкая сталь |
| 5 | 11K48 | Арматура - сталь HSLA 350 |
| 6 | 10780 | Задняя поперечина - сталь HSLA 350 |
| 7 | 102B55 | Скоба (левая) - мягкая сталь |
| 8 | 102A24 | Центральная поперечина - сталь HSLA 350 |
| 9 | 10457 | Боковина в сборе (левая) - сталь HSLA 350 |
| 10 | 280C07 | Опора (левая) - сталь HSLA 350 |
| 11 | 116A34 | Арматура - мягкая сталь |
| 12 | 44502 | Поперечина - сталь HSLA 350 |
| 13 | 11644 | Поперечина - сталь HSLA 350 |
ТАБЛИЦА ОПИСАНИЯ ДЕТАЛЕЙ
| Предупреждение | Никогда не устанавливайте использованные или восстановленные детали (как указано ниже) с ранее принадлежащих, спасенных или поврежденных транспортных средств. Использование таких деталей может привести к серьезным травмам. Никогда не используйте детали или аксессуары, не относящиеся к Ford, для завершения ремонта. Ford Motor Company не утверждает и не признает процедуры ремонта кузова и конструкций, инструменты, детали или что-либо, кроме нового подлинного оборудования Ford. Ford не может подтвердить безопасность, качество, долговечность или законность деталей или аксессуаров, не принадлежащих Ford. Использование таких деталей может привести к серьезным травмам, поскольку они могут содержать невидимые повреждения. Ford не одобряет использование следующего: Восстановленные или бывшие в употреблении детали Основные зажимы кузова или узлы из спасательных транспортных средств Компоненты конструкции или кузова Aftermarket Восстановленные или восстановленные колеса Используемая дополнительная удерживающая система (SRS) компоненты пневматические подушки модули системы безопасности ремни безопасности, пряжки или втягивающие датчики столкновения Возвращение транспортного средства в предаварийное состояние может быть обеспечено только в том случае, если процедуры ремонта выполняются квалифицированными техническими специалистами с использованием новых оригинальных деталей Ford и одобренных Ford методов. Процедуры ремонта конструктивных компонентов, утвержденные Ford, с использованием оригинальных деталей Ford, были проверены инженерами Ford Motor Company. Ford Motor Company не одобряет, не может подтвердить и не делает никаких заявлений относительно ремонта конструкций (рам, рельсов, фартуков и кузовных панелей), выполняемого с использованием неподлинных деталей Ford Motor Company или не одобренных Ford методов. В частности, Ford не делает никаких заявлений о том, что автомобиль будет соответствовать каким-либо требованиям к безопасности при столкновении или антикоррозионным характеристикам. Такие детали и методы не были протестированы Ford, и могут не соответствовать требованиям Ford к безопасности, производительности, прочности, качеству, долговечности и защите от коррозии. Ford Motor Company не несет никакой ответственности, если ремонт выполняется с использованием альтернативных процедур и/или деталей. |
|---|
ПримечаниеЗаводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами из инертного газа (MIG). Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеСледующие шаги обеспечивают общее руководство по замене компонентов конструкции кузова. Обратитесь к разнесенным видам для получения информации о конкретных компонентах и сборках.
- Прежде чем приступать к замене усиливающей панели, удалите листовой металл из внешнего корпуса. Для получения дополнительной информации обратитесь к разделу " РЕКОМЕНДАЦИИ ПО СЕКЦИОНИРОВАНИЮ " в настоящей сервисной информации. (ref-439853-S15376779312011120900000)
- По возможности создайте элемент подкладки, используя часть старой панели. Это создаст более прочное соединение.
- При сварке перекрывающихся поверхностей или подложек между ними перед сваркой следует нанести грунтовку. После сварки поверхностей нанесите антикоррозионный материал на наружные поверхности или подложки. Убедитесь, что горизонтальные соединения и фланцы правильно уплотнены герметиком для предотвращения проникновения влаги. Вода и влага мигрируют в горизонтальные соединения, и коррозия имеет тенденцию происходить быстрее. Металлические поверхности должны быть чистыми и сухими перед нанесением герметика.
- Выполните процедуры повторной очистки в соответствии с рекомендациями по покраске, одобренными Ford. Нанесите антикоррозионную защиту на ремонтный участок в соответствии с требованиями.
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Аэрозольный PM-24-A или его аналог | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
|---|
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Схема №80
| Пункт | Номер детали | Описание |
|---|---|---|
| 1 | 303410 | Панель коллектора лобового стекла - мягкая сталь |
| 2 | 50202 | Панель крыши - мягкая сталь |
| 3 | 42220 | Рама заднего окна - высокопрочная низколегированная (HSLA) сталь 350 |
КАРТА ОПИСАНИЯ ДЕТАЛЕЙ КРОВЛИ