Сервисная муфта в сборе
ПримечаниеДве половины рукава включены в каждый комплект. Изменения, как показано ниже, необходимы для создания правильного рукава в сборе для каждого применения.
Схема №4
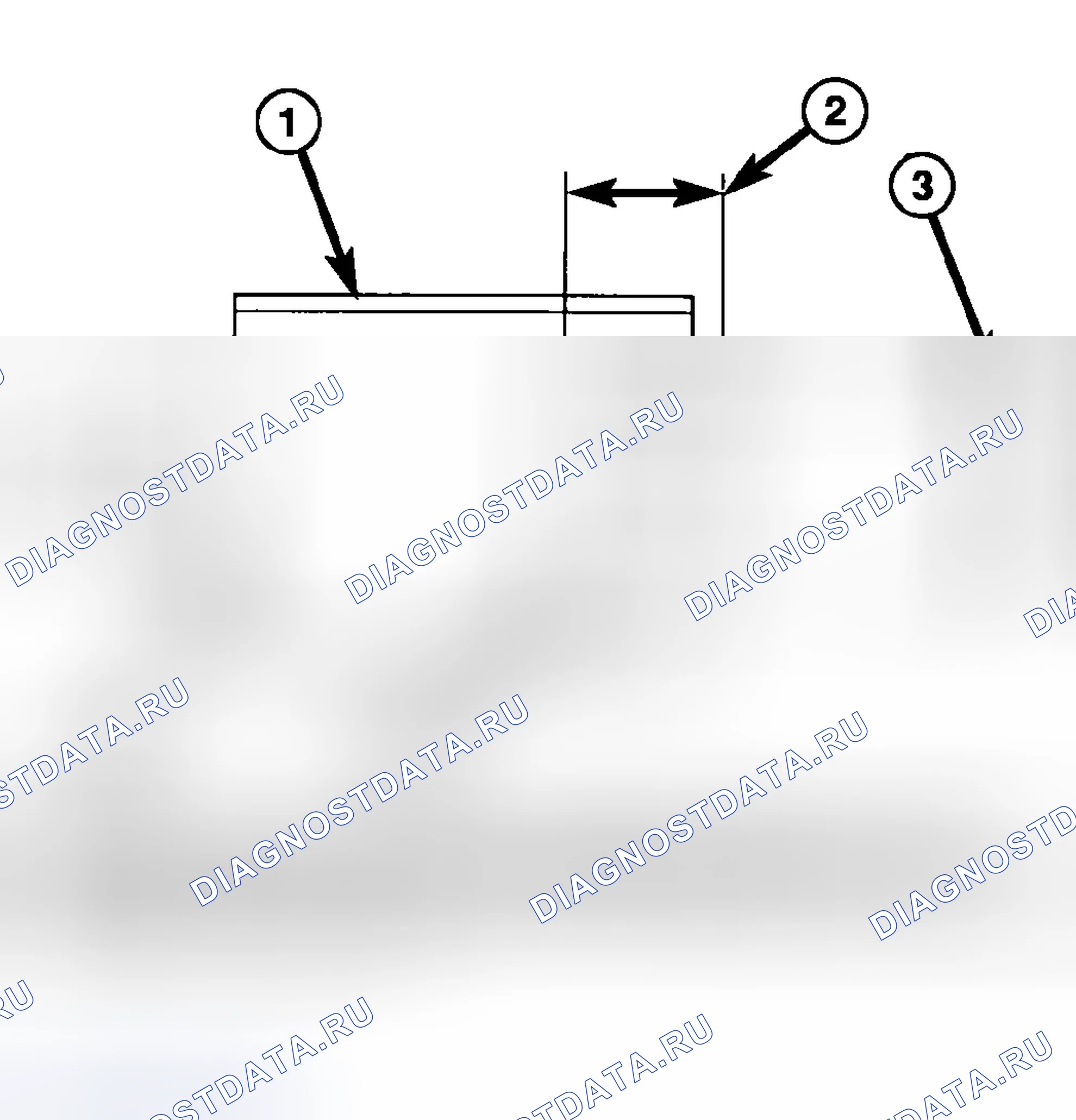
- На моделях 4x2 " нижняя " муфта изготавливается путем отрезания язычка и вырезания выреза в нижней части муфты. Скруглить углы выреза для предотвращения образования трещин под напряжением. На моделях 4x4 используется " нижняя " муфта, как предусмотрено. (Таблица 16)
- Модели 4x2 и 4x4 обрезают переднюю лапку на верхней части муфты. (Рисунок 17)
- Половинки втулки отгружаются немного большего размера, чтобы обеспечить возможность подгонки по заказу к каждому сменному наконечнику рамного рельса. Необходимо отшлифовать сопрягаемые поверхности для достижения желаемой плотной посадки в сменный наконечник (рельсовая трубка имеет увеличивающуюся высоту позади линии реза). После того, как две половинки втулки подогнаны, скошите края под углом 25 ° - 30 °. ПРИМЕЧАНИЕ: Скрайбирование линии на расстоянии 2 мм от края реза и затем шлифовка до метки упростят процесс создания скоса и точности.
- Удалите все заусенцы на скошенных кромках.
- Используя таблицу Спецификации процесса сварки, сварить две половины ремонтной втулки вместе. (Таблица 18)
- Очистите сварные швы от любого флюса и других примесей и гладко зачистите, прежде чем приступать к установке втулки.
- Найдите осевую линию муфты и нарисуйте метку осевой линии. Отметьте две дополнительные линии 2 мм (0,08 дюйма) с каждой стороны от метки осевой линии, чтобы обеспечить требуемый зазор 4 мм - 6 мм (0,16-0,24 дюйма) между корнями сварных швов. (Таблица 18)