Меры безопасности и предупреждения
| Предупреждение | Перед выполнением любых сварочных работ следует отключить и изолировать отрицательный (заземляющий) кабель батареи и отсоединить все разъемы жгута проводов от модуля управления подушкой безопасности (acm). Несоблюдение надлежащих мер предосторожности может привести к случайному срабатыванию подушки безопасности и другим возможным повреждениям дополнительных цепей и компонентов удерживающей системы. Используйте средства защиты глаз при шлифовке или сварке металла, это может привести к серьезной травме. Прежде чем приступать к ремонту рамы, связанному со шлифовкой или сваркой, убедитесь, что топливная система транспортного средства не протекает или не соприкасается с ремонтной зоной. |
|---|
| Внимание | Не используйте поврежденный крепеж повторно, качество ремонта будет подозрительным. Отказ от использования только производственного крепежа или крепежа эквивалентной твердости может привести к ослаблению или отказу. Не сверлите отверстия в раме, которые специально не указаны в той или иной процедуре daimlerchrysler, так как это может привести к отказу рамного рельса. |
|---|
Как отремонтировать рельсы отбойника гидроформы
| Внимание | Эта процедура ремонта предполагает повреждение правой или левой направляющей крыла гидроформы. Перед любым ремонтом транспортное средство должно быть установлено на соответствующем оборудовании для ремонта рамы (" рамная стойка "), проверено с помощью трехмерного измерительного оборудования и сделаны необходимые поправки на тягу. Если существует повреждение в направляющей крыла гидроформы или кабине за пределами области, охватываемой этой процедурой обслуживания, после внесения размерных поправок, гидроформа должна быть заменена полностью. См. " СПЕЦИФИКАЦИИ " при замене всей гидроформы. (ref-212848-S31228332202005122700000) |
|---|
| Внимание | Осмотрите узел шинной лебедки на предмет повреждений. При обнаружении одного или нескольких из следующих признаков замените узел лебедки. Признаки трещин или выпучивания пластика. Фланцы корпуса погнуты или треснули. Если лебедка была ослаблена до ремонта. Если головки заклепок каким-либо образом отделены от корпуса. |
|---|
Схема №32
Схема №33
- Прежде чем приступить к этой процедуре ремонта, ознакомьтесь с необходимыми предупреждениями и мерами предосторожности. (См. " ПРЕДУПРЕЖДЕНИЕ ") (ref-212818-S21100775992005122700000)
- Отсоедините и изолируйте отрицательный кабель аккумулятора.
- Снять брызгозащитный экран передней рулевой рубки.
- Снимите крыло.
- При необходимости удалите конденсатор A / C (см. " КОНДЕНСАТОР-A / C "). (ref-212855-S07394227692005122700000)
- При необходимости удалите линии кондиционирования воздуха. Рекомендуемые процедуры см. в разделах " САНТЕХНИКА - СПЕРЕДИ " или " САНТЕХНИКА - СЗАДИ ". (ref-212855)(ref-212856)
- Снимите радиатор в сборе (см. раздел " ОХЛАЖДЕНИЕ "). (ref-212747)
- При необходимости снимите воздухоочиститель и опорный кронштейн.
- Снимите встроенный модуль питания. (См. раздел " ВСТРОЕННЫЙ МОДУЛЬ ПИТАНИЯ ") (ref-212812-S41333585302005122700000)
- Снимите болты и, при необходимости, отведите в сторону электрожгут и масса.
- Снимите верхнюю поперечину радиатора.
- Снимите блок фар. (См. раздел " КОМБИНАЦИЯ ЛАМПА-ПЕРЕДНЯЯ "). (ref-212790-S33202535052005122700000)
- Снимите крепление передней кабины с болта переднего кронштейна из листового металла (FESM).
- Снимите болты, крепящие нижнюю поперечину радиатора к рейке крыла гидроформы. ВНИМАНИЕ: Не используйте никакое оборудование для пламенной или плазменной резки для резки рамы в этой процедуре. Неточные и высокие температуры, достигнутые во время пламенной или плазменной резки, изменят характеристики металла и могут ослабить раму и / или место ремонта.
- Используя возвратно-поступательную пилу или ее эквивалент, отрежьте направляющую крыла и дробовик на прямом и квадратном сечении гидроформы и снимите.
- Гладкие и квадратные края среза.
- Используя поврежденную конструкцию в качестве эталона, вырежьте сервисную деталь в том же месте, что и первый вырез. Выровняйте и выровняйте края выреза. ПРИМЕЧАНИЕ: Ремонтная конструкция должна примыкать к оставшейся конструкции и обеспечивать такую же общую геометрию автомобиля.
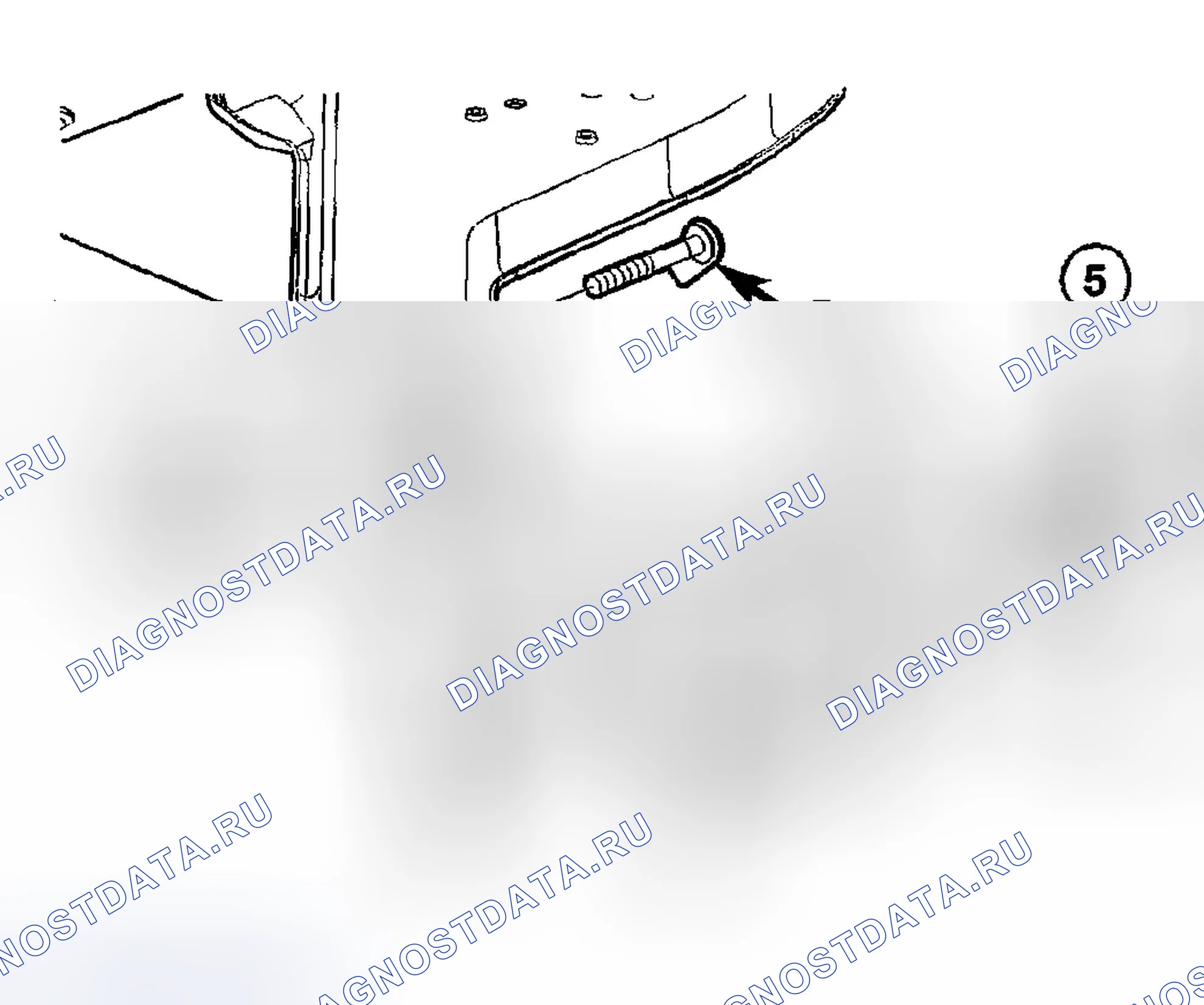
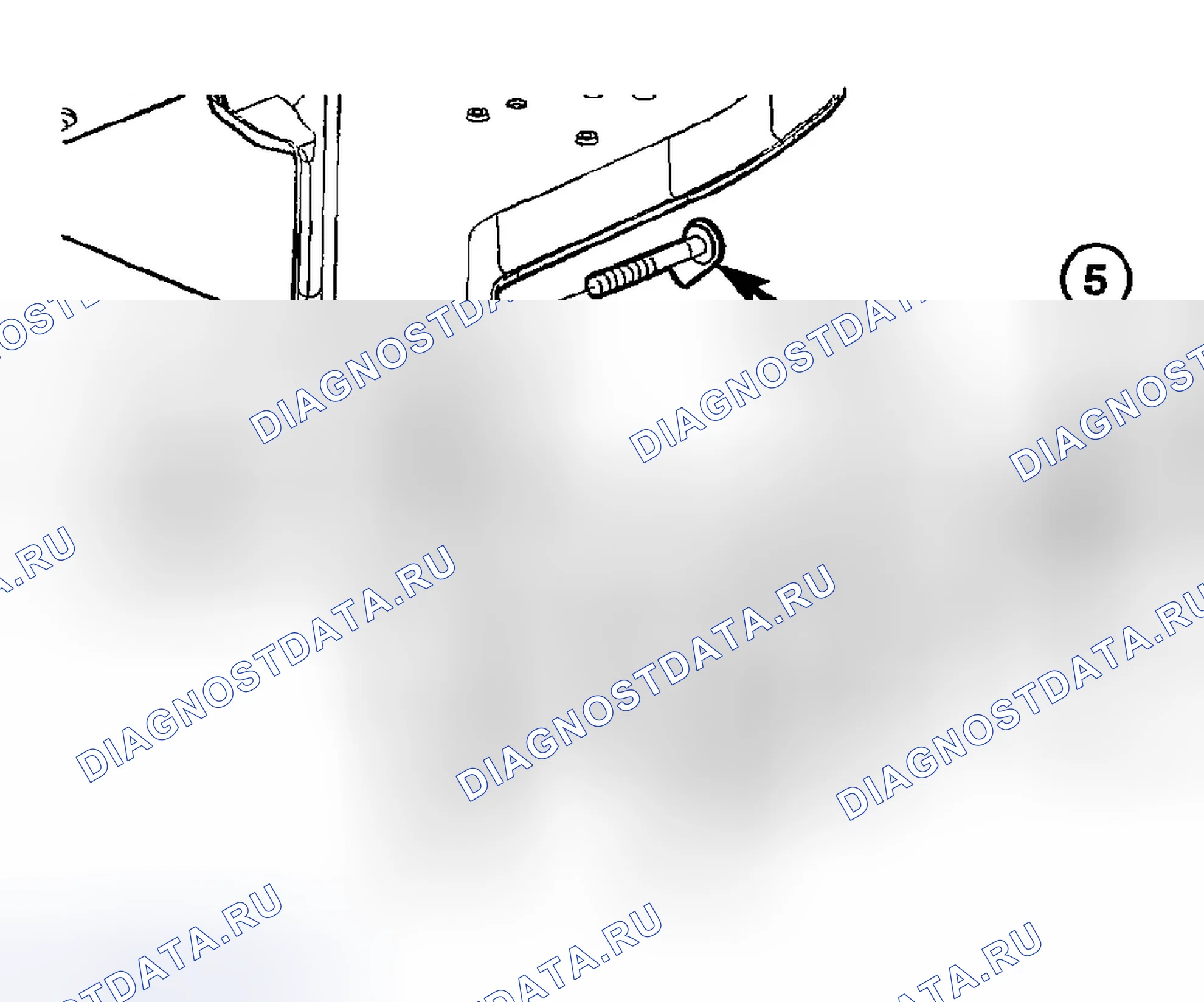
- Изготовить ремонтные вставки (5) длиной 51 мм (2,0 дюйма), используя лом от старой конструкции или сменной части. Необходимо будет разделить вставки с каждой из их четырех сторон, чтобы они вошли в гидроформу.
- Удалите любую краску или электронное покрытие со вставок, а также с внутренней и внешней стороны гидроформы.
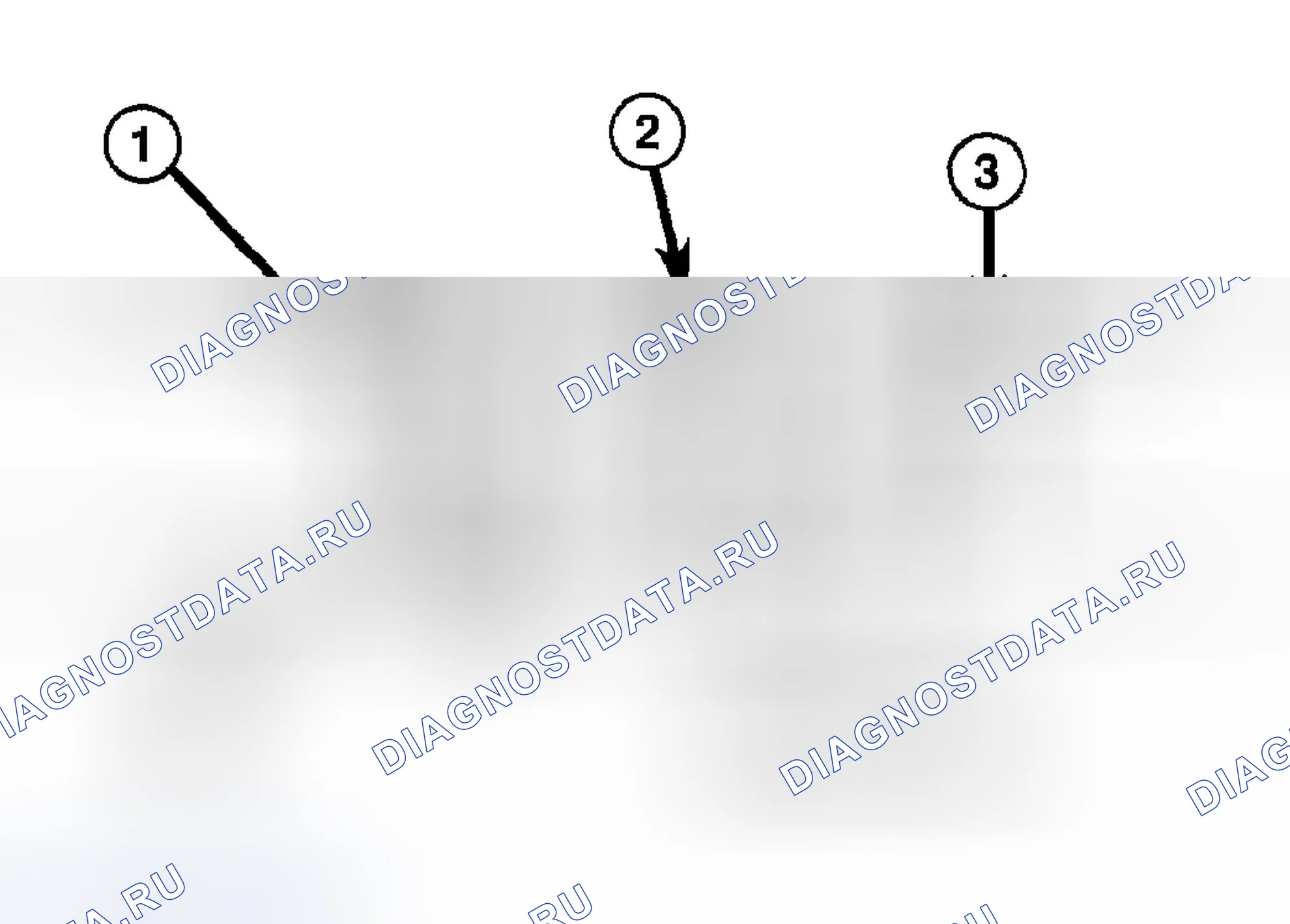
- Вырежьте отверстия под сварной шов (1), как описано ниже. На верхнем рельсе вырежьте одно отверстие 13 мм (0,5 дюйма) (1) на каждой стороне рельса, 25 мм (1,0 дюйма) от стыкового соединения труб (4). На нижнем рельсе вырежьте одно отверстие 13 мм (0,5 дюйма) (1) на верхней и нижней сторонах рельса 25 мм (1,0 дюйма) от стыкового соединения трубы (4). На нижнем рельсе вырежьте два отверстия 13 мм (0,5 дюйма) от стыкового соединения труб (1) на внутренней стороне рельса.
- Установите вставку (2) 1 " в сменную деталь (6) и прихватите ее сваркой (см. " ТЕХНИЧЕСКИЕ УСЛОВИЯ "). (ref-212818-S05337414722005122700000)
- Установите сервисную часть на место и, используя соответствующее измерительное оборудование, проверьте расположение кронштейна передней части из листового металла во всех трех (X, Y и Z) плоскостях пространства.
- Завершите все сварные швы заглушки 360 °. ПРИМЕЧАНИЕ: Перед окончательной сваркой используйте трехмерное измерительное оборудование, чтобы убедиться, что деталь находится в правильном месте. Убедитесь, что экструзия отводной пластины в нижней части вертикальной стойки совпадает с изолятором и отверстием в креплении рамы. Также убедитесь, что нижняя трубка закрытия радиатора прикреплена болтами к передним торцам дробовика.
- Завершите сварку, выполнив стыковой сварной шов на 360 ° вокруг перил крыла.
- Отделка металлом открытых сварных швов на гидроформах.
- Одеть сварной участок и нанести коррозионно-стойкие покрытия внутри и снаружи. Внутри рельса впрыснуть внутрь гидроформы состав на основе ползучего воска, ингибитор ржавчины, обеспечивающий 100% покрытие, включая ответную поверхность между секциями рельса крыла, и вставить так, чтобы во внутренней полости восстановилась защита от коррозии. Нанести долговечное верхнее покрытие на внешнюю сторону ремонтного участка.
- Установите болт крепления передней кабины, если он был снят ранее, и затяните его до 81 Н · м (60 футов / фунт).
- Установите болты нижней поперечины радиатора и затяните до 28 Н · м (21 фут / фунт).
- Установите блок фар (см. раздел " КОМБИНАЦИЯ ЛАМПА-ПЕРЕДНЯЯ "). (ref-212790-S33202535052005122700000)
- Установите верхнюю поперечину радиатора.
- Установите электрожгут и заземлите ранее снятые и вверните болты.
- Установите встроенный модуль питания, если он был снят ранее. (См. раздел " ВСТРОЕННЫЙ МОДУЛЬ ПИТАНИЯ ") (ref-212812-S41333585302005122700000)
- Установите кронштейн воздухоочистителя и воздухоочиститель, если он был предварительно снят.
- Установить радиатор в сборе. (См. ОХЛАЖДЕНИЕ
- Установите линии кондиционирования воздуха, если они были ранее удалены. Рекомендуемые процедуры см. в разделах " САНТЕХНИКА - СПЕРЕДИ " или " САНТЕХНИКА - СЗАДИ ". (ref-212855)(ref-212856)
- Установите конденсатор A / C, если он был ранее снят. (См. " КОНДЕНСАТОР-A / C ") (ref-212855-S07394227692005122700000)
- Установите крыло.
- Установить брызговик передней рулевой рубки.
- Снова подключите масса батареи.
Процесс сварки
| Внимание | Все сварные швы должны соответствовать стандарту процесса проектирования транспортных средств daimlerchrysler " ps 9472 ". |
|---|
| ПРОЦЕСС СВАРКИ | ДУГА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (MIG) (1) | ЭКРАНИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (ПАЛОЧКА) |
|---|
| Толщина материала | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм |
| Тип электрода | Lincoln электрооборудование Co. Продукт #: NR-211 Mp (не заменять) | AWS ER70S-3 (без замены) | (2) АРМ E7018 |
| Размер электродов в дюймах | .045 Трубчатый | .035 Сплошной | 3 / 32 " |
| Выбег электрода | 3 / 8 " - 1 / 2 " | 1 / 2 " - 5 / 8 " | Н/Д |
| Полярность | Электрод " - " Заготовка " + " | Электрод " + " Заготовка " - " | Электрод " + " Заготовка " - " |
| Защитный газ | Самоэкранированный | 75% Ar 25% CO2 | Самоэкранированный |
| Расход газа | Н/Д | 25-35 CFM | Н/Д |
| Скорость подачи проволоки (дюймы в минуту) | 110-130 Вертикально вниз 70-90 Плоский и накладной | 245-250 Вертикально вниз 210-225 Плоский и накладной | Н/Д |
| Приблизительная сила тока вертикальная плоская и накладная | 110-130 70-90 | 175 155 | 85 (диаметр 3 / 32 ") 90 (диаметр 3 / 32 ") |
| Напряжение | 15-18 | 19-20 | Н/Д |
| Направление сварки вертикальных плоских и накладных | Вертикально вниз по холму (только) Плоский - нажать или перетащить | Вертикально вниз по холму (только) Плоский - нажать или перетащить | Вертикальное - Вверх по холму (только) Плоское - Перетаскивание |
| (1) Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Вертикальные сварные швы - поддерживать электродную проволоку на переднем крае сварочной ванны при движении вниз по склону для обеспечения максимального проникновения в рукав. Эти методы также работают для FCAW. (2) E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя. |
| (1) | Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Сварные швы в вертикальном положении - поддерживать электродную проволоку на переднем крае сварочной ванны при движении вниз по склону, чтобы обеспечить максимальное проникновение в рукав. Эти методы также работают для FCAW. |
|---|
| (2) | E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя. |
|---|
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРОЦЕСС СВАРКИ
Схема №34
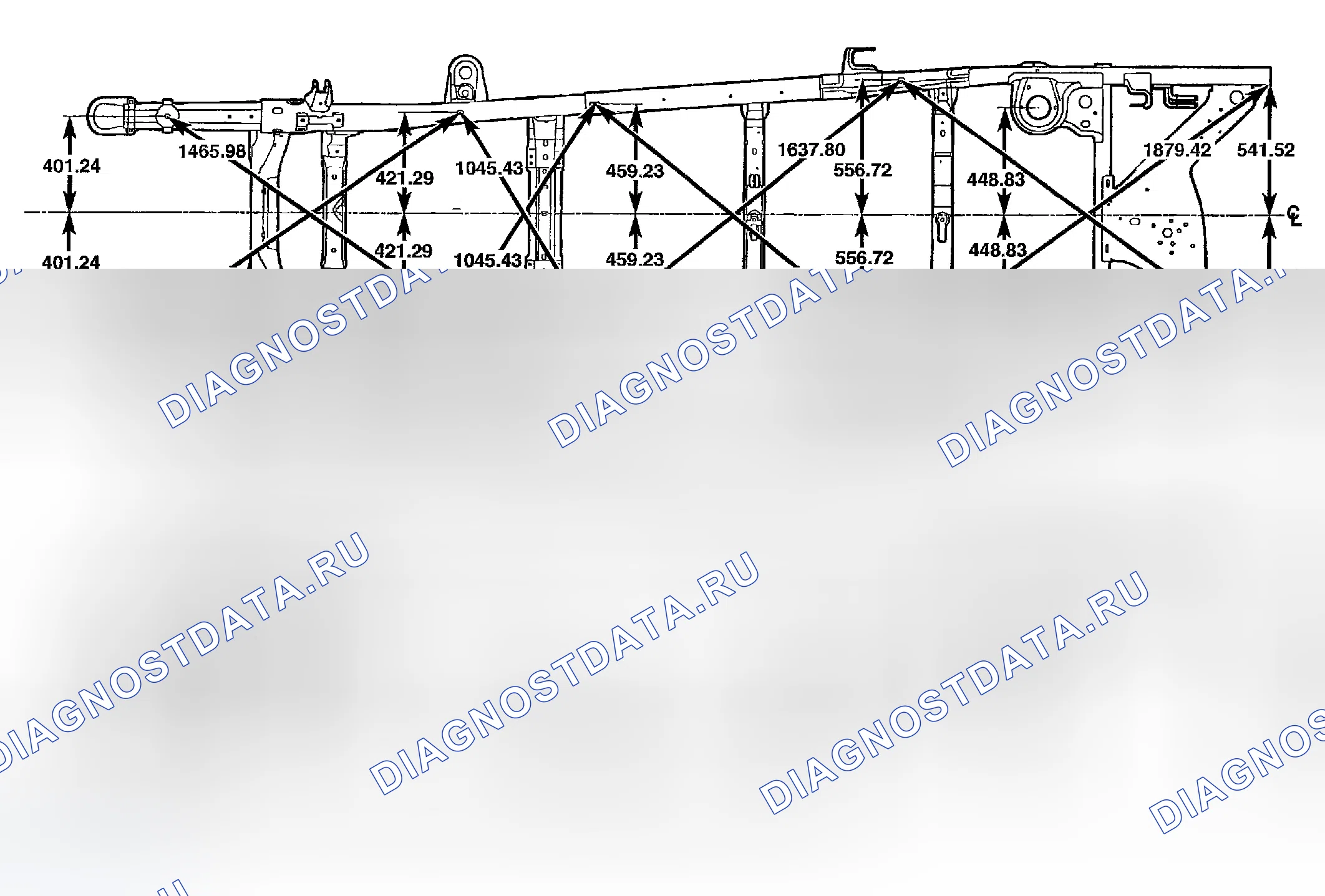
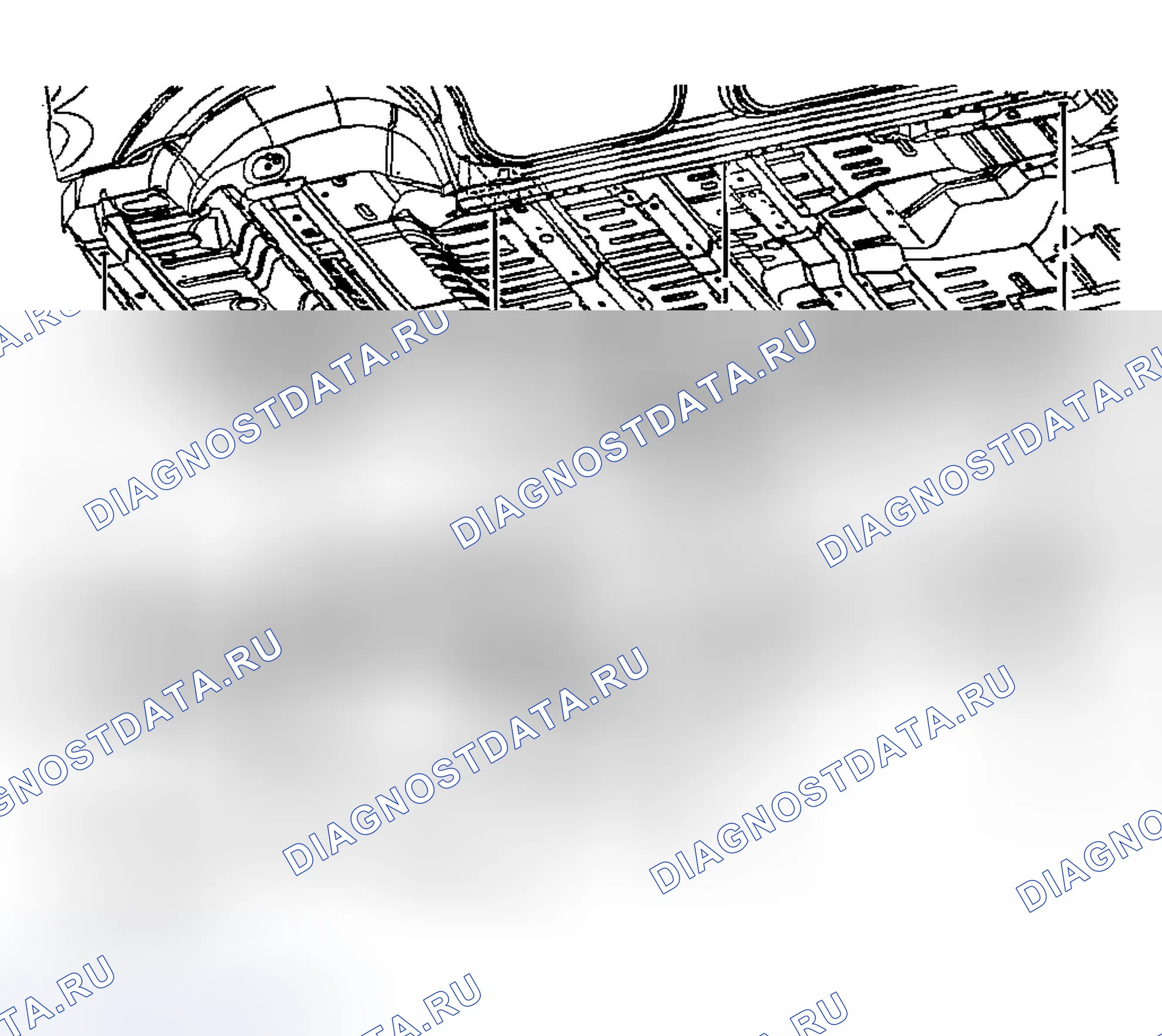
Размеры рамы указаны в метрической шкале. Все размеры - от центра к центру главной точки расположения (PLP) или от центра к центру расположения PLP и крепежа.
Подготовка транспортного средства
Разместите транспортное средство на стойке для выравнивания рамы в соответствии с инструкциями, прилагаемыми к используемому оборудованию. Отрегулируйте высоту PLP транспортного средства до указанного размера над рабочей поверхностью (опорной линией). Вертикальные размеры могут быть взяты от опорной линии до указанных мест, которые были применимы.
Схема №35
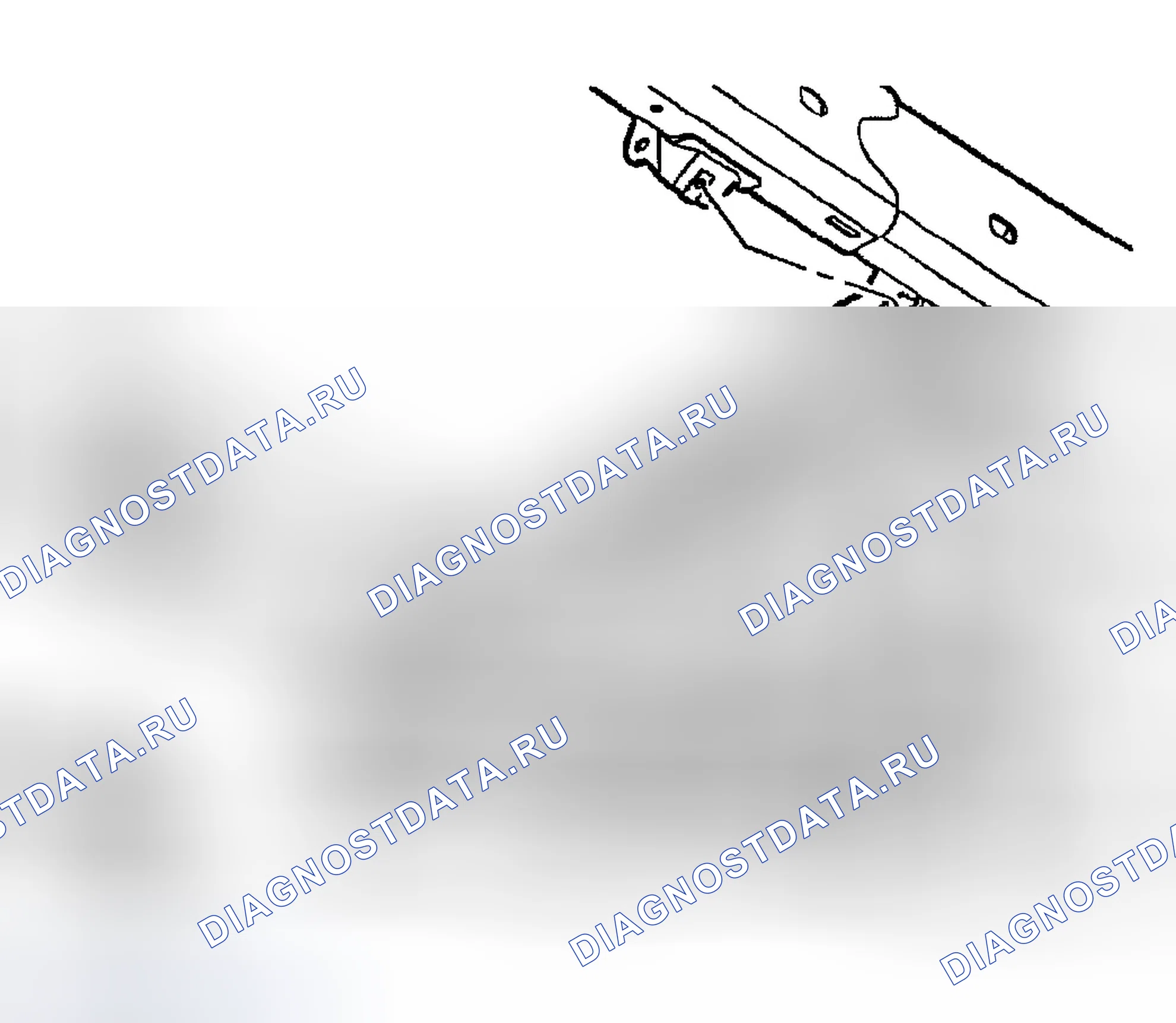
- Поднимите и поддержите транспортное средство.
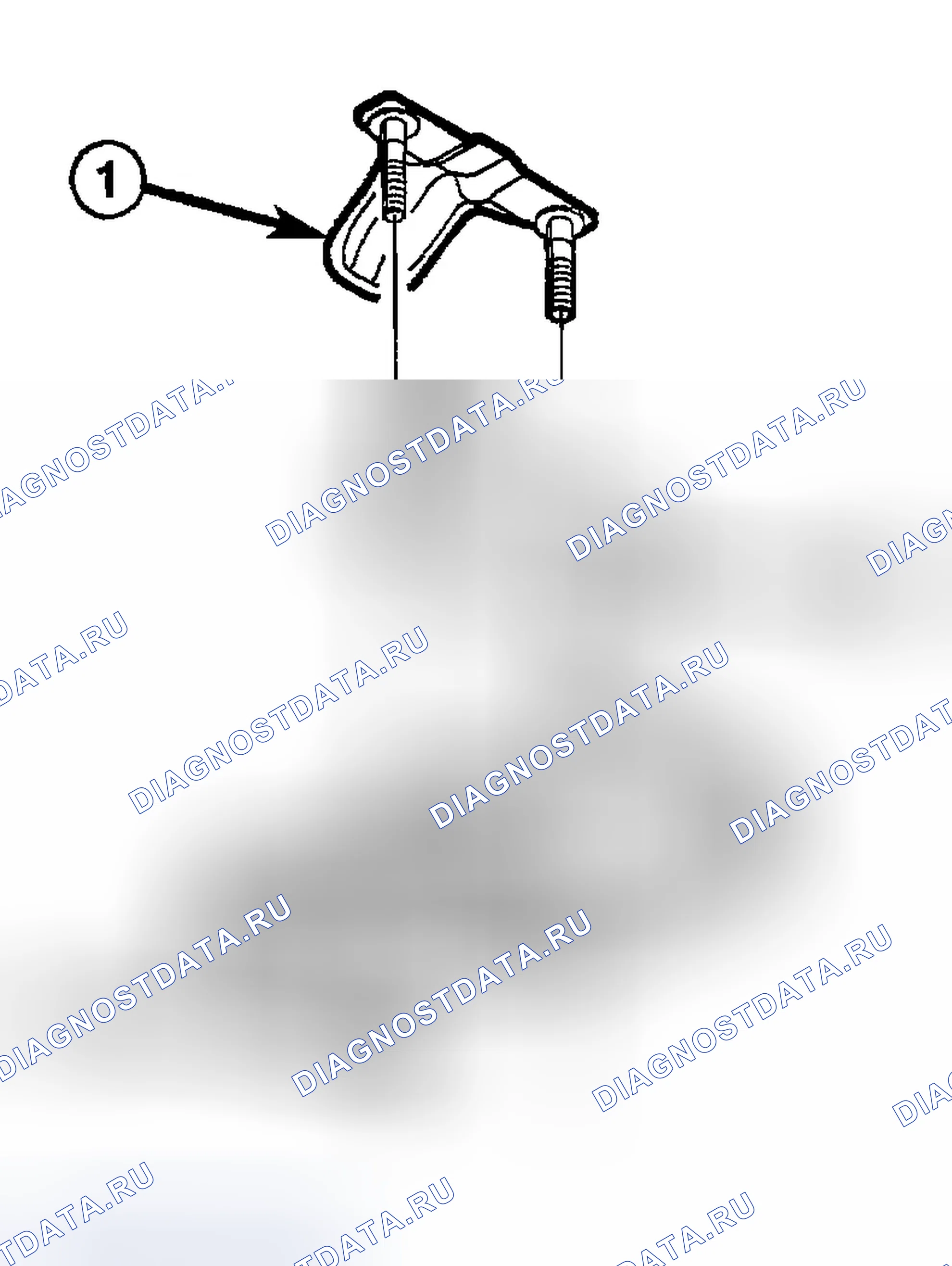
- Отверните болты 1 и гайки 3 и снимите траверсу 2.
Схема №36
- Установите траверсу 2.
- Установите болты 1 и гайки 3.
- Затяните болты и гайки на 102 Н.м (75 футов / фунт).
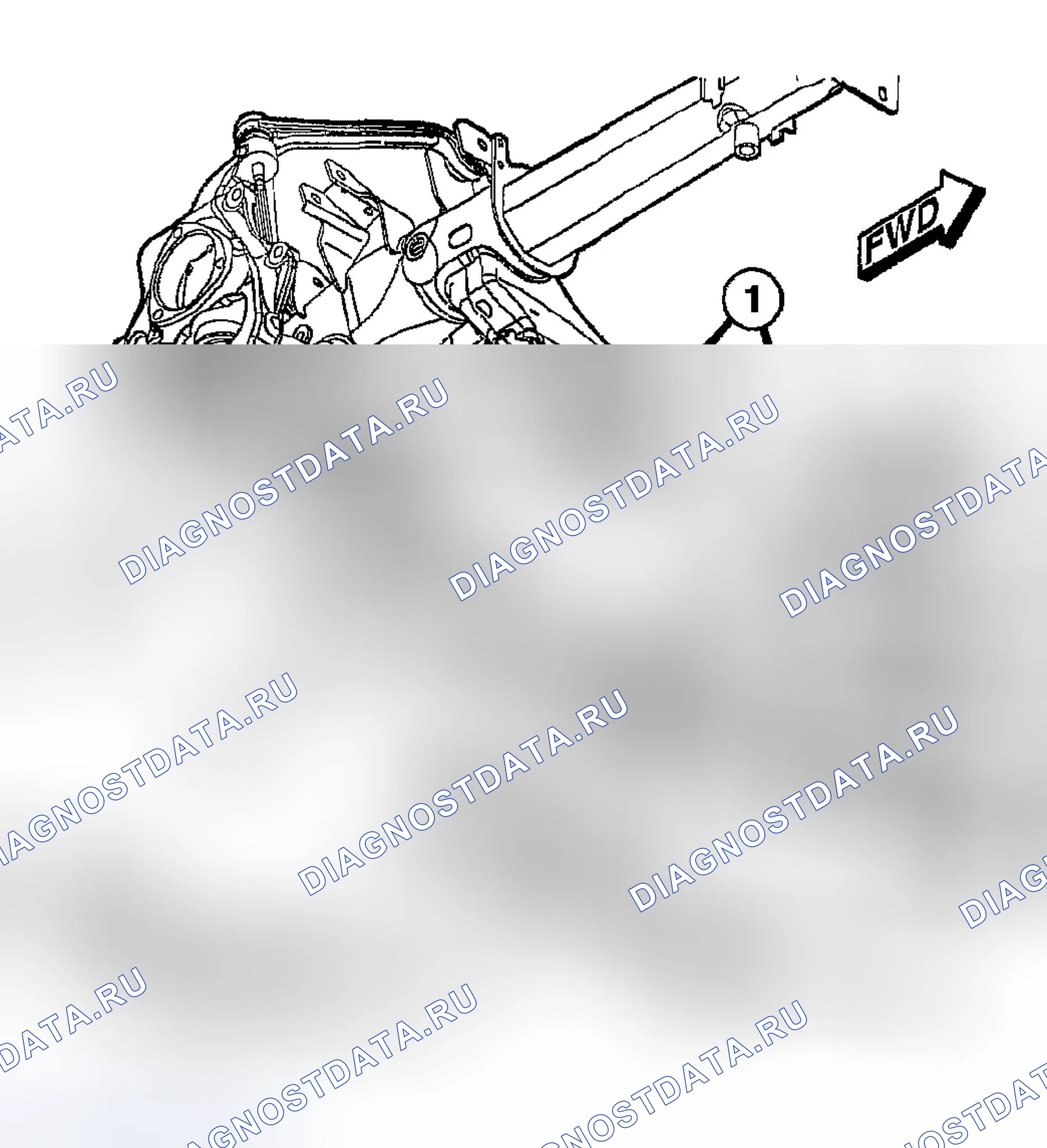
Схема №37
Схема №38
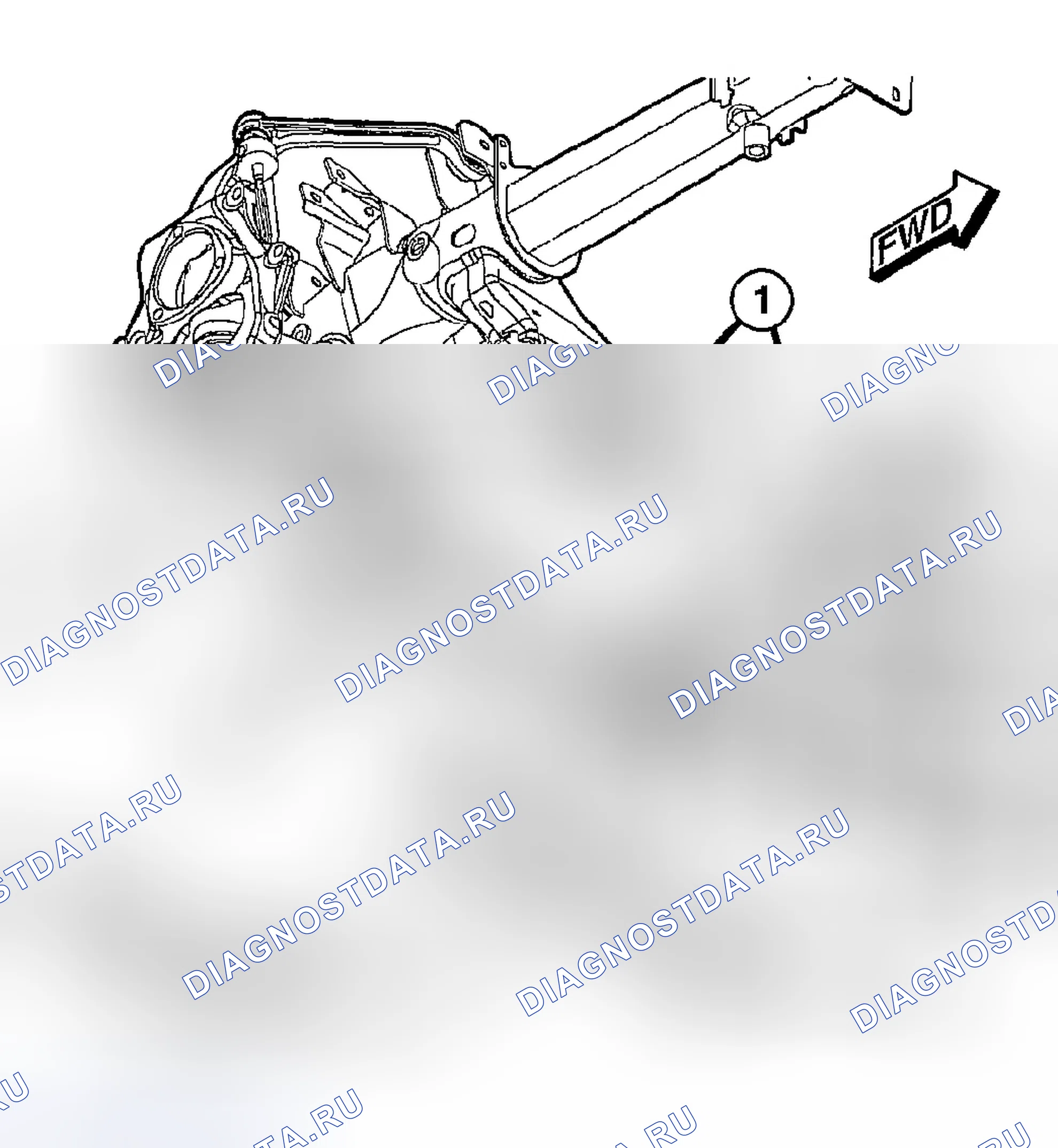
- Снимите болт крепления передней части корпуса (1).
- Отверните гайки 3 и снимите буксирный крюк.
Схема №39
Схема №40
- Установите опорные кронштейны и наверните опорные гайки бампера 3.
- Затяните гайки (3) до 109 Н.м (80 фут-фунтов).
- Установите болт крепления передней части корпуса (1) и затяните его до 81 Н · м (60 футов / фунт).
- Установите гайки (3) опорного кронштейна (2) и затяните их до 109 Н · м (80 футов / фунт).
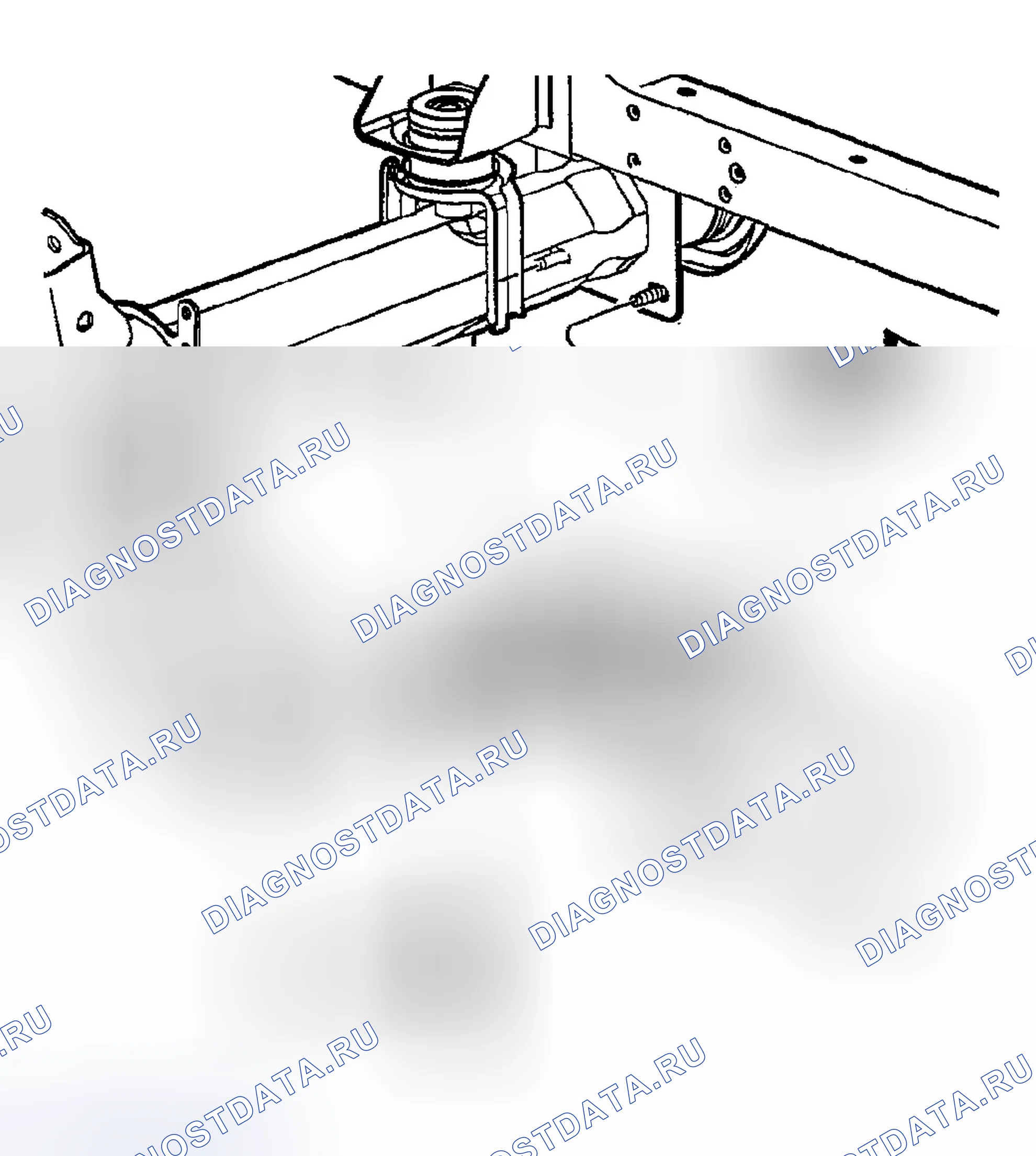
Схема №41
- Поднимите и поддержите транспортное средство.
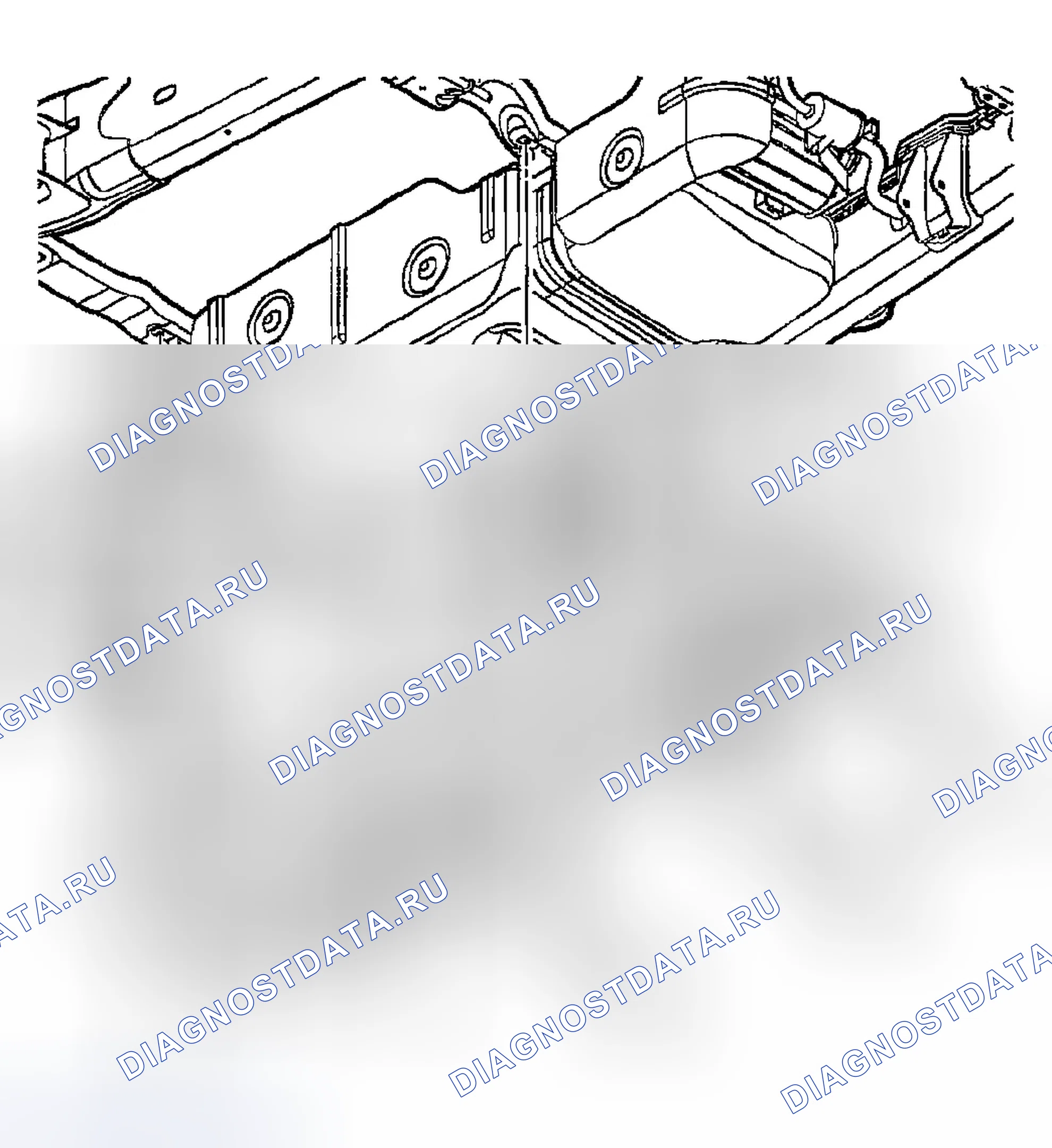
- Поддержите опорную плиту подходящим подъемным устройством.
- Отверните внутренние болты 4.
- Отверните болты (3) крепления плиты скольжения к раме: боковому рельсу и снимите плиту скольжения.
Схема №42
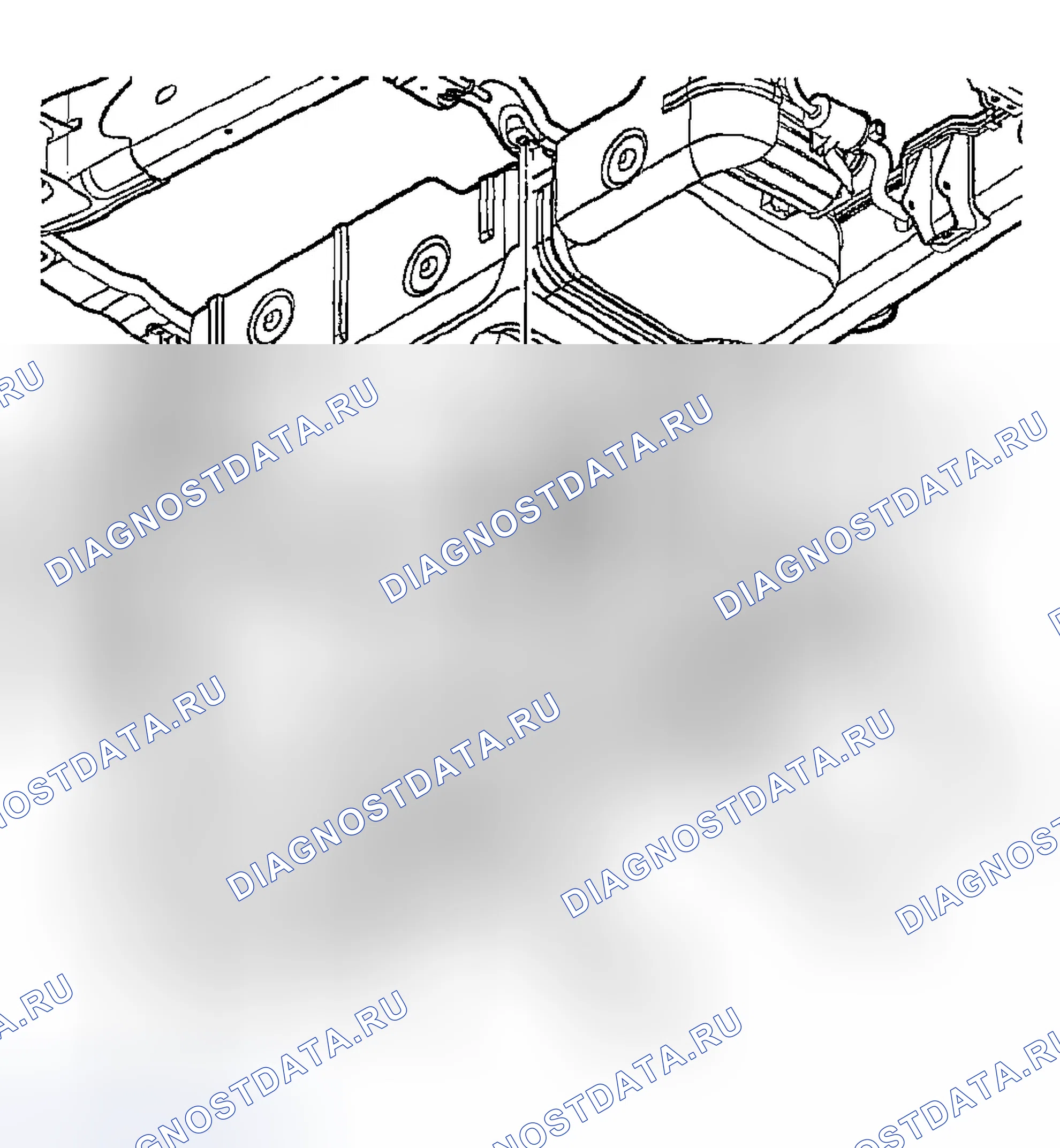
- Установите и поддержите опорную плиту под топливным баком.
- Установить внутренние болты и затянуть до 41 Н.м (30 футов / фунт).
- Установить болты, крепящие опорную плиту к боковому рельсу рамы, и затянуть до 37 Н · м (27 фут-фунтов).
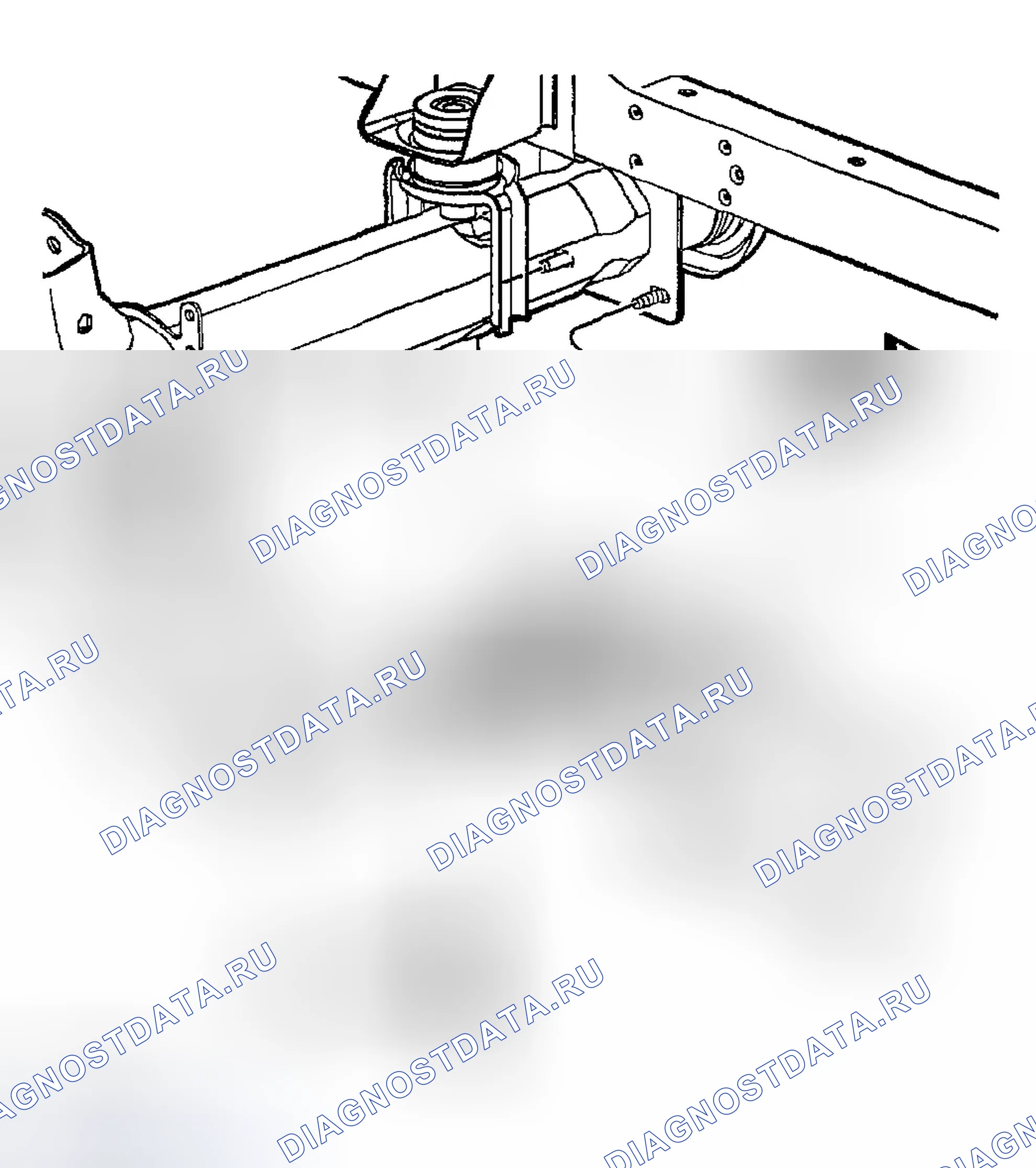
Схема №43
Схема №44
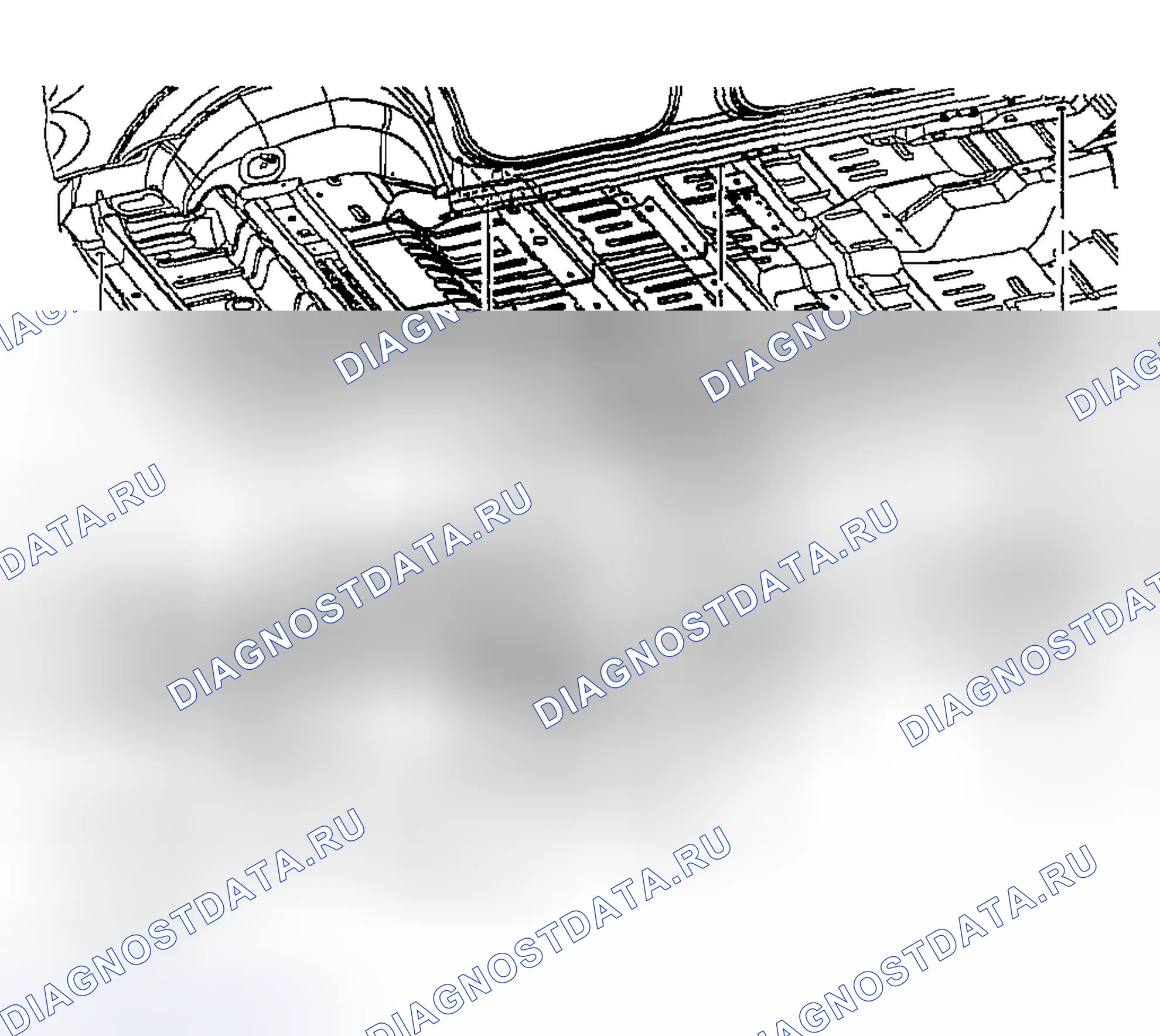
- Снимите задний бампер (см. " ДЕМОНТАЖ ") (ref-212818-S08913457002005122700000)
- Снимите заднюю кабину с болтами рамы (3) и подушками отскока (2), чтобы снять передний болт сцепки.
- Поддерживайте сцепку прицепа на подходящем подъемном устройстве.
- Отсоедините электрический соединитель электропроводки прицепа.
- Отверните болты (3 и 5) и гайки (2) крепления прицепа (4) к рамным рельсам (1).
- Прицепное устройство (4) отделено от транспортного средства.
Схема №45
Схема №46
- Установите сцепку прицепа на транспортное средство.
- Установите болты и гайки (2, 3 и 5), крепящие сцепку прицепа к рамному рельсу, и затяните до 183 Н.м (135 фут-фунтов).
- Подсоедините электрический соединитель проводки прицепа.
- Установите задние подушки отскока кузова (2) и крепежные болты кабины (3) и затяните до 81 Н.м (60 футов фунтов).
- Установите задний бампер (см. " МОНТАЖ ") (ref-212818-S39895702482005122700000)
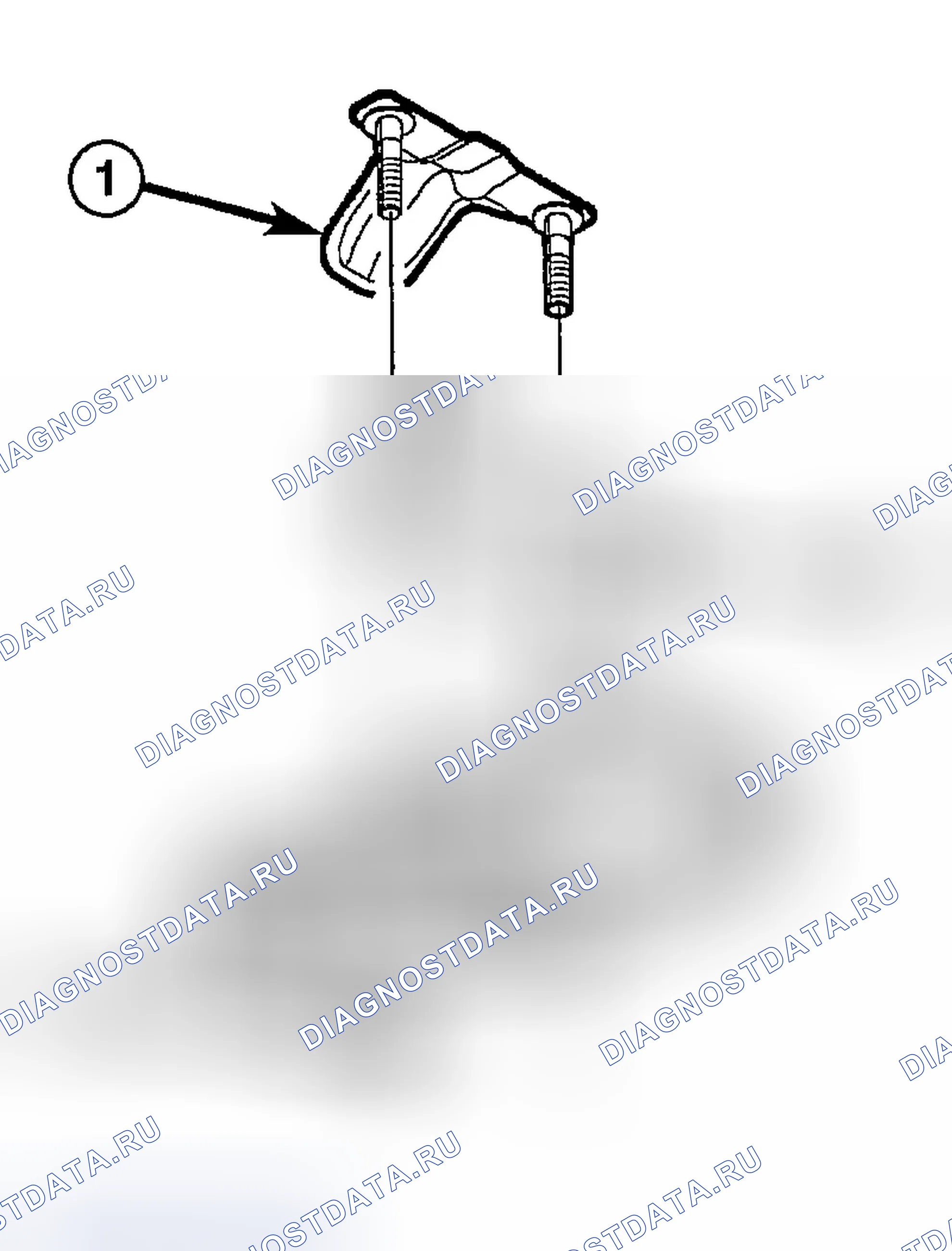
Схема №47
- Отверните болты (1) и снимите опорную плиту (2).
Схема №48
- Установите опорную плиту (2) на транспортное средство.
- Установите болты (1) и затяните до 23 Н.м (17 футов / фунт).