Использование тепла при ремонте
| Предупреждение | Chrysler LLC инженерная позиция по использованию тепла во время ремонта столкновения, очевидно, заключается в следующем: Любая поврежденная панель кузова или компонент рамы, который подлежит ремонту и повторному использованию, должен быть отремонтирован с использованием метода " холодной правки ". Никакая теплота не может быть использована в процессе правки. Во время грубой правки перед заменой панели, поврежденные панели или компоненты рамы могут быть нагреты, чтобы помочь в совмещении кузова / рамы. Применение тепла должно быть ограничено деталями, которые будут заменены, и не допускается повторное использование каких-либо других компонентов. |
|---|
Предупреждения
| Предупреждение | Перед выполнением любых операций по сварке следует отключить и изолировать отрицательный кабель батареи (массы). Отсоедините все соединители жгута проводов от контроллера удерживания водителя и пассажиров (ORC). Несоблюдение надлежащих мер предосторожности может привести к случайному срабатыванию подушки безопасности и другим возможным повреждениям дополнительных цепей и компонентов удерживающей системы. Несоблюдение этих инструкций может привести к возможной серьезной или смертельной травме. Используйте защиту глаз при шлифовке или сварке металла, может привести к серьезной травме глаз. Прежде чем приступить к ремонту рамы, включая шлифовку или сварку, убедитесь, что топливная система не протекает. |
|---|
| Внимание | Не используйте поврежденные крепления повторно, качество ремонта будет подозрительным. Отказ от использования только производственных креплений или креплений эквивалентной твердости может привести к ослаблению или отказу. Не сверлите какие-либо отверстия в раме, которые специально не указаны в этой или других процедурах Chrysler, так как это может привести к отказу рамного рельса. |
|---|
Схема №77
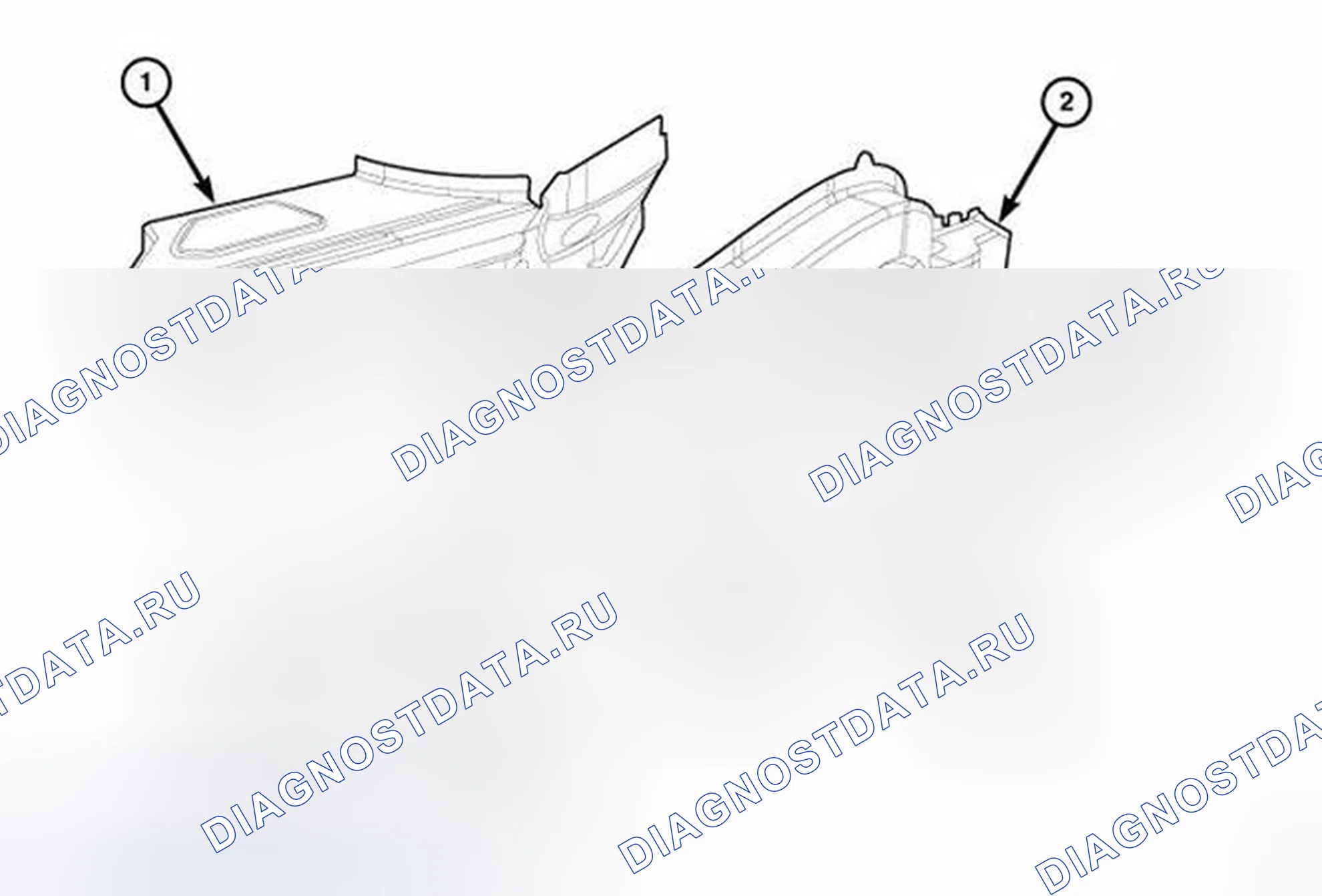
| 1 - НАКЛАДКА |
|---|
| 2 - РЕЛЬС, ЗАДНИЙ, НАРУЖНЫЙ |
| 3 - РЕЛЬС, ЗАДНИЙ, ВНУТРЕННИЙ |
| 4 - АРМИРОВАНИЕ, ВНУТРЕННИЙ ЗАДНИЙ РЕЛЬС, ЗАДНИЙ |
" Рельс, задний, внешний " (2) - эта часть заднего рельса в сборе не видна, так как она находится в перчатках внутри " рельса, заднего, внутреннего " (3) и " накладки, удлинения заднего рельса " (1). Этот рельс не может быть секционирован!
" Усиление, задний рельс внутренний задний " (4) - приваривается внутри " рельса, заднего, внутреннего " (3) и простирается от конца этого рельса до " панели, палубного проема нижнего ".
Схема №78
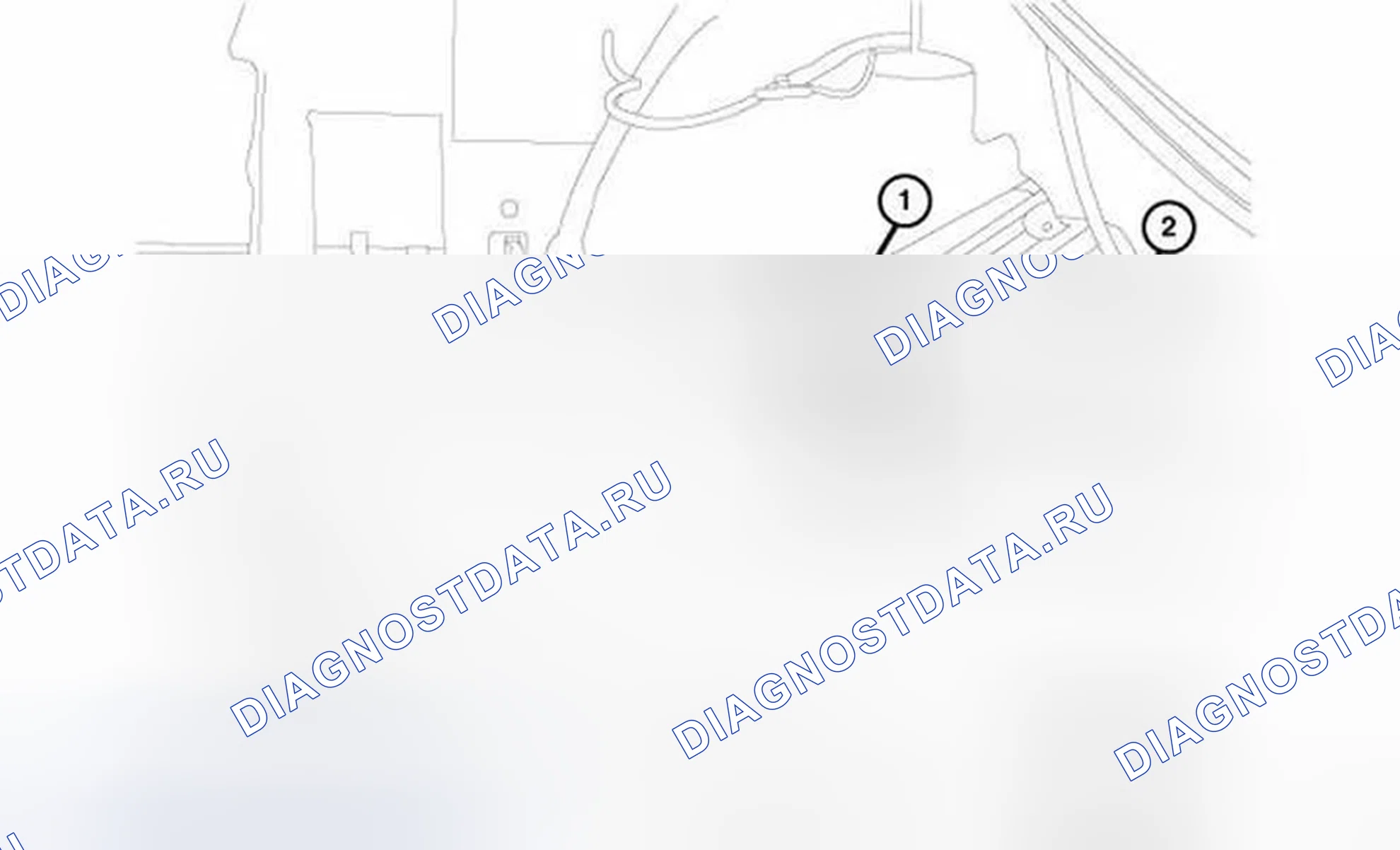
" Рельс, задний внутренний " может быть секционирован в этом месте (1), что значительно снижает сбои в работе транспортного средства и затраты на ремонт.
Эта процедура частичной замены предполагает, что все повреждения " рельса, заднего внутреннего " находятся в задней части поперечины (2).
Схема №79
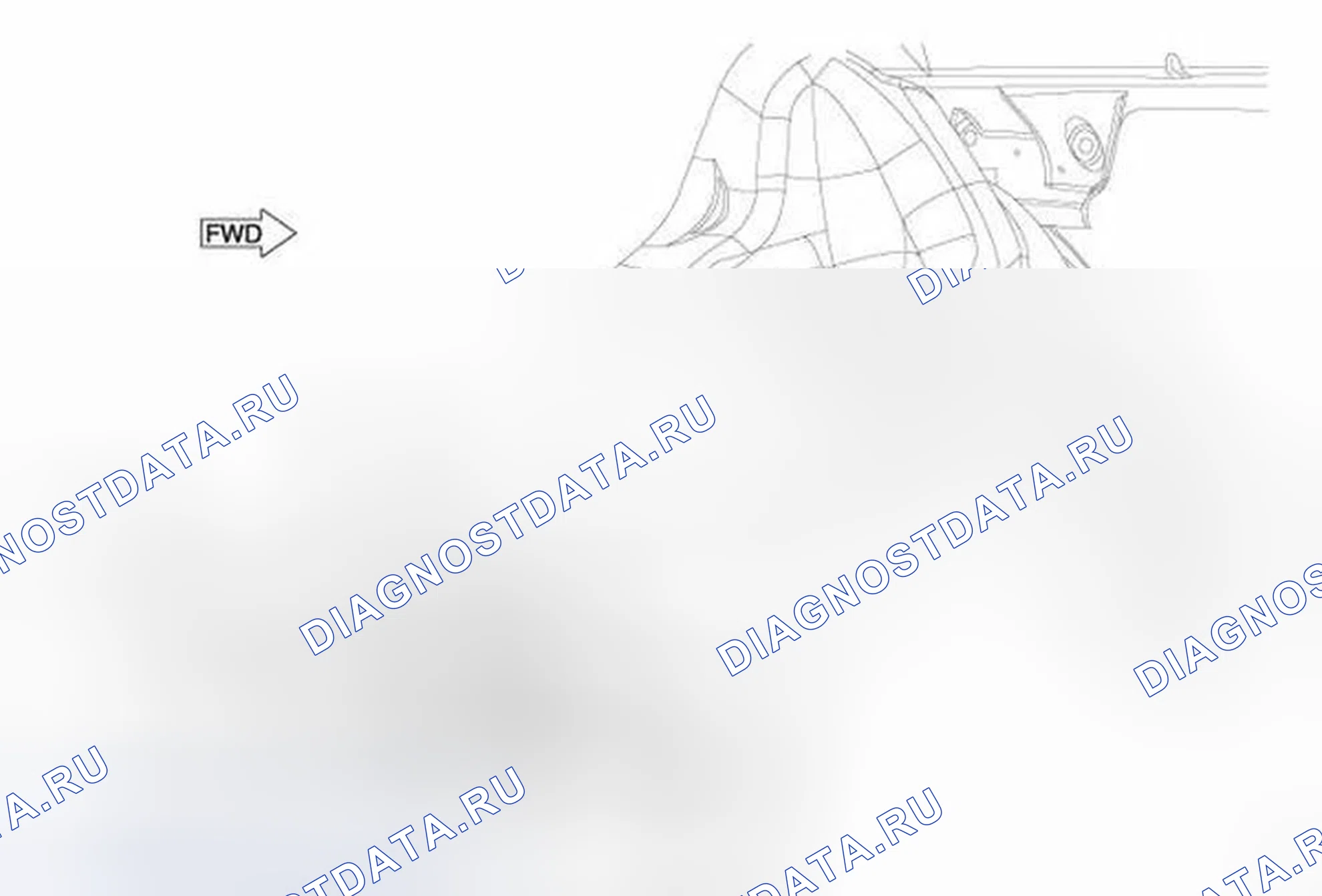
| 1 - ОТВЕРСТИЕ |
|---|
| 2-100 мм (4 дюйма) |
| 3 - АРМИРОВАНИЕ, ВНУТРЕННИЙ ЗАДНИЙ РЕЛЬС, ЗАДНИЙ |
| 4 - МЕСТО РЕЗА 125 мм (5 дюймов) |
" Армирование, внутренняя часть задней направляющей, задняя часть " (3) заканчивается на расстоянии 100 мм (4 дюйма) (2) перед круглым отверстием (1) на внутренней поверхности " направляющей, внутренняя часть задней части " - рекомендуемое место разреза находится на расстоянии 125 мм (5 дюймов) (4) от переднего края отверстия (1).
Схема №80
| 1-125 мм (5 дюймов) |
|---|
| 2 - ОТВЕРСТИЕ |
| 3 - МЕСТО РЕЗА 150 мм (6 дюймов) |
| 4 - АРМИРОВАНИЕ, ВНУТРЕННИЙ ЗАДНИЙ РЕЛЬС, ЗАДНИЙ |
" Армирование, внутренний задний рельс " (4) заканчивается на расстоянии 125 мм (5 дюймов) (1) перед круглым отверстием (2) на внутренней поверхности " рельса, внутренний задний " - рекомендуемое место разреза (3) находится на расстоянии 150 мм (6 дюймов) от переднего края отверстия (2).
Следующая процедура подробно описывает ключевые моменты ремонта. Предполагается обучение I-CAR, и его следует соблюдать для лучших процедур ремонта.
- Установите поврежденное транспортное средство на стенд для правки конструкций и проверьте / исправьте любое смещение кузова с помощью трехмерного измерительного оборудования.
- Удалить все компоненты в зоне ремонта, обеспечивая беспрепятственный доступ для резки и сварки.
- Пол багажника должен быть удален при замене, или необходимые сварные швы должны быть освобождены, а приварной фланец загнут внутрь, чтобы обеспечить доступ к рельсу для стыкового соединения.
- Используя круглое отверстие в " Rail, задний, Inner " в качестве точки отсчета, измерьте 125 мм (5 дюймов) вперед для левого рельса или 150 мм (6 дюймов) вперед для правого рельса и нарисуйте вертикальную линию на рельс.
- С вертикальной линией, только что сделанной в качестве опорной, обрежьте поврежденную " Рельс, задний, внутренний ", стараясь не повредить " Рельс, задний, внешний ", используя возвратно-поступательную пилу или отрезное колесо, и удалите поврежденную часть.
- Используйте тот же процесс измерения и резки, что и выше, чтобы удалить заменяющую часть из сервисной части.
- С помощью диска для подготовки поверхности удалите все электронное покрытие в пределах 25 мм (1 дюйм) от места среза и удалите заусенцы с края среза.
- Если " Rail, задний, Outer " был поврежден во время операции резки, MIG-сварите повреждение и зачистите сварной шов.
- Изготовьте 19 мм (0,75 дюйма) сварные подкладки из поврежденного компонента или остатков сервисного компонента и закрепите на месте на новой секции рельса в месте стыкового соединения.
- Установите и зажмите заменяемую направляющую и убедитесь в правильном положении с помощью измерительного оборудования.
- Сварите сервисную деталь на месте, используя процесс пропуска-стежка.
- Завершите оставшиеся ремонтные работы на поврежденном участке.
- Очистить и одеть все сварные участки.
- Нанести эпоксидную грунтовку на наружную поверхность рельса в месте ремонта.
- Нанесите качественный герметик на все области, ранее запечатанные, чтобы продублировать первоначальный внешний вид. Обратите внимание, что дополнительный герметик может быть применен для лучшей защиты наружных открытых швов от брызг от дороги.
- Выполните повторную отделку всех открытых поверхностей в багажнике и на днище с использованием качественных материалов для повторной отделки.
- Нанесите антикоррозионную защиту внутренней панели, такую как Mopar # 05093981AA или эквивалент, на участки внутренней полости рельса в двух применениях с 30-минутным периодом вспышки между применениями. Обратите особое внимание на участки, которые были сварены.
- Повторная сборка транспортного средства и полный ремонт.
Дополнительная информация
Соблюдайте все предостережения и предупреждения в соответствии с сервисной информацией Chrysler. См. " Рама и бамперы / Рама - Предупреждение ". (ref-354027-S28849132712010011300000)
См. технологическую карту сварки Chrysler. См. " Рама и бамперы / рама - Технические характеристики ". (ref-354027-S28312885062010011300000)
Стыковое соединение должно быть отделано металлом без утончения основного материала рельса или сварной конструкции. Это косметический процесс отделки, чтобы скрыть ремонт, а также должно быть дублировано поверхностное покрытие (краска).
Восстановите защиту от коррозии, когда в комплекте со всеми сварочными работами.
Процесс сварки
| Внимание | Все сварные швы должны соответствовать стандарту технологического процесса проектирования транспортных средств PS 9472 компании Chrysler LLC. |
|---|
| СОСТАВНЫЕ ЧАСТИ | РАМА ГРУЗОВОГО АВТОМОБИЛЯ | НАРУЖНЫЕ И ПОДФЮЗЕЛЯЖНЫЕ ПАНЕЛИ BODYSHELL | ||||
|---|---|---|---|---|---|---|
| Chrysler MS 6000 (покрытые цинком и цинковым железным сплавом листовые стали) | ||||||
| ПРОЦЕСС СВАРКИ | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (Примечание: 1) | ДУГА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (Примечание: 1) | MIG BRAZE (Примечание: 2) | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (Примечание: 1) | ДУГА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ |
| Вид материала | Chrysler MS 264 (высокопрочные и конструкционные стали, которые включают материалы HSLA, мартенситные и двухфазные материалы) | |||||
| Диапазон толщины материала | 2 мм - 4 мм | 0,6 мм - 1,02 мм | > 1,02 мм - 3,0 мм | |||
| ТИП ЭЛЕКТРОДА (СПЕЦИФИКАЦИЯ AWS A5.18) | КЛАСС АРМ. ER70S-6 | КЛАСС АРМ. E71T-11 (Примечание 3) | КЛАСС АРМ. ER70S-6 | КЛАСС AWS. ercusi - Кремниевая бронза | КЛАСС АРМ. ER70S-6 | КЛАСС АРМ. E71T-11 (Примечание 3) |
| РАЗМЕР ЭЛЕКТРОДА | 0.035 | 0.045 | 0.023 - 0.025 | 0.035 | 0.035 | 0.045 |
| ИЗГОТОВИТЕЛЬ ЭЛЕКТРОДОВ | Линкольн ® | Линкольн ® NR-211-Mp | Линкольн ® | Линкольн ® | Линкольн ® NR-211-Mp | |
| СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ (дюйм / мин) | 245-250 Вертикально вниз | 110 Вертикально вниз | 95-115 Все сварные швы | 150-155 Плоский и горизонтальный | 245-250 Вертикально вниз | 110 Вертикально вниз |
| 70-90 Плоский и горизонтальный | 70-90 Плоский и горизонтальный | 70-90 Плоский и горизонтальный | 70-90 Плоский и горизонтальный | |||
| СКОРОСТЬ ХОДА (в / мин) | 10 | |||||
| НАПРЯЖЕНИЕ | 19-20 | 15-18 | 16-19 | 18-19 | 19-20 | 15-18 |
| ПОЛЯРНОСТЬ | DCEP | DCEN | DCEP | DCEP | DCEP | DCEN |
| РАСХОД ГАЗА (куб. фут / ч) | 25-35 | Н/Д | 25-35 | 25-35 | 25-35 | Н/Д |
| ЭЛЕКТРИЧЕСКАЯ ЗАГЛУШКА (дюймы) | 1/2 - 5/8 | 3/8 - 1/2 | 1/2 - 5/8 | 5/8 - 3/4 | 1/2- 5/8 | 3/8 - 1/2 |
| ТИП ГАЗА | 75% Ar | Н/Д | 75% Ar | 100% Ar | 75% Ar | Н/Д |
| 25% CO2 | 25% CO2 | 25% CO2 | ||||
| ТИП ПЕРЕДАЧИ ДУГИ | Короткое замыкание | Короткое замыкание | Брызги | Короткое замыкание | ||
Данные технические требования к процедурам соответствуют дате публикации 8 / 1 / 2007. Процедуры могут быть заменены новыми техническими требованиями на более позднем этапе.
Всегда обрабатывайте до более тонкой толщины материала (TMT)
Все лица, выполняющие сварку, должны быть квалифицированы для сварки во всех положениях.
ПримечаниеНеобходимо удалить цинковое покрытие с обеих сторон металла в зоне сварки. Процесс сварки MIG Solze требует использования сварочного аппарата Pulse Arc ® или STT ®. Необходимо использовать продукт Lincoln ®, так как продукт E 71T-11 отличается от других поставщиков.
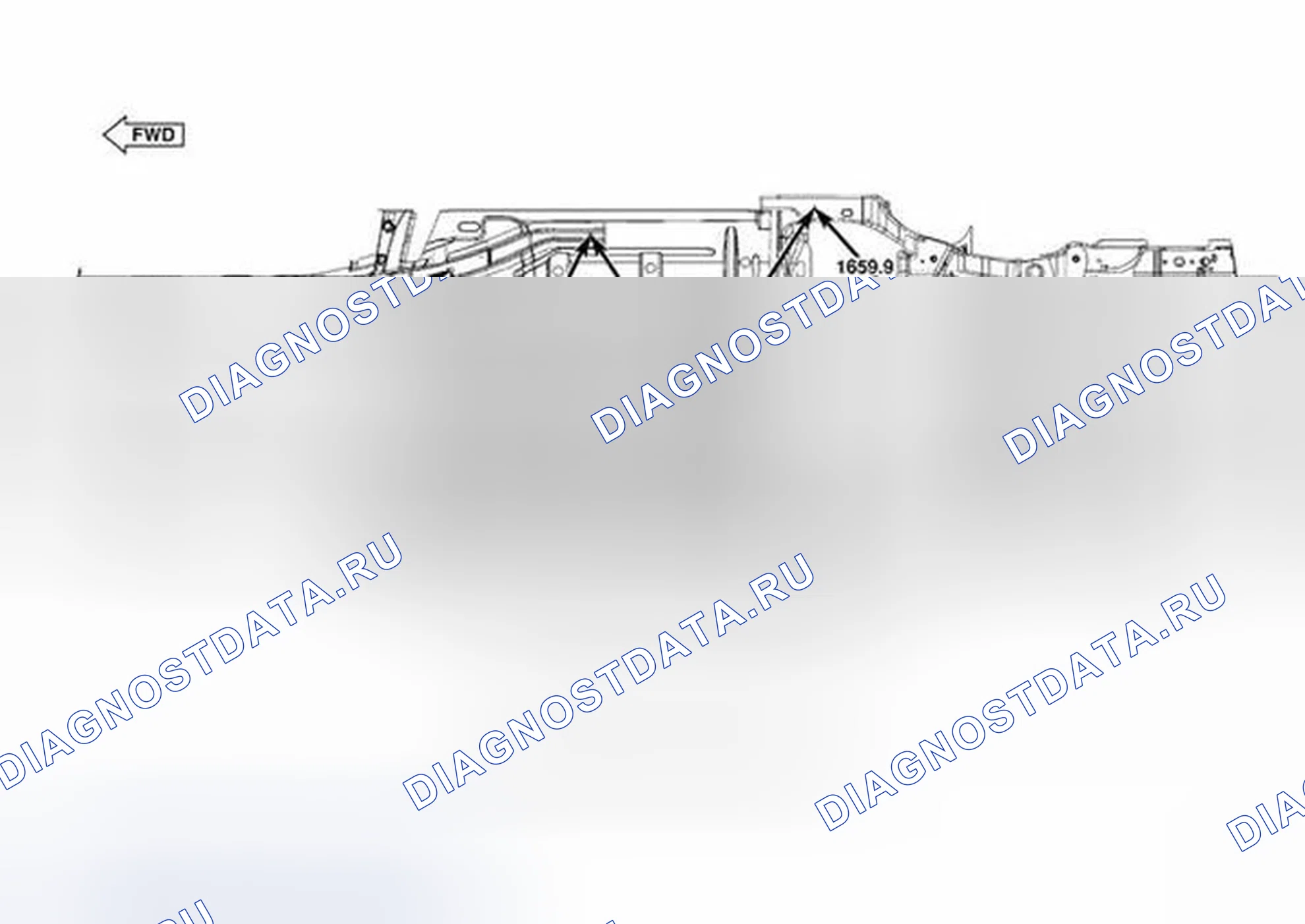
Размеры рамы
Размеры рамы указаны в метрической шкале, а затем преобразованы в дюймовую шкалу, указанную в скобках. Все размеры указаны от центра до центра Главной установочной точки (PLP), или от центра до центра расположения PLP и крепежа. Вертикальные размеры могут быть взяты от рабочей поверхности до указанных мест.
| Описание | ИЛЛЮСТРАЦИЯ |
|---|---|
| РАЗМЕРЫ РАМЫ - ВИД СНИЗУ | (Схема №81) |
| РАЗМЕРЫ РАМЫ - ВИД СБОКУ | (Схема №82) |
Оглавление