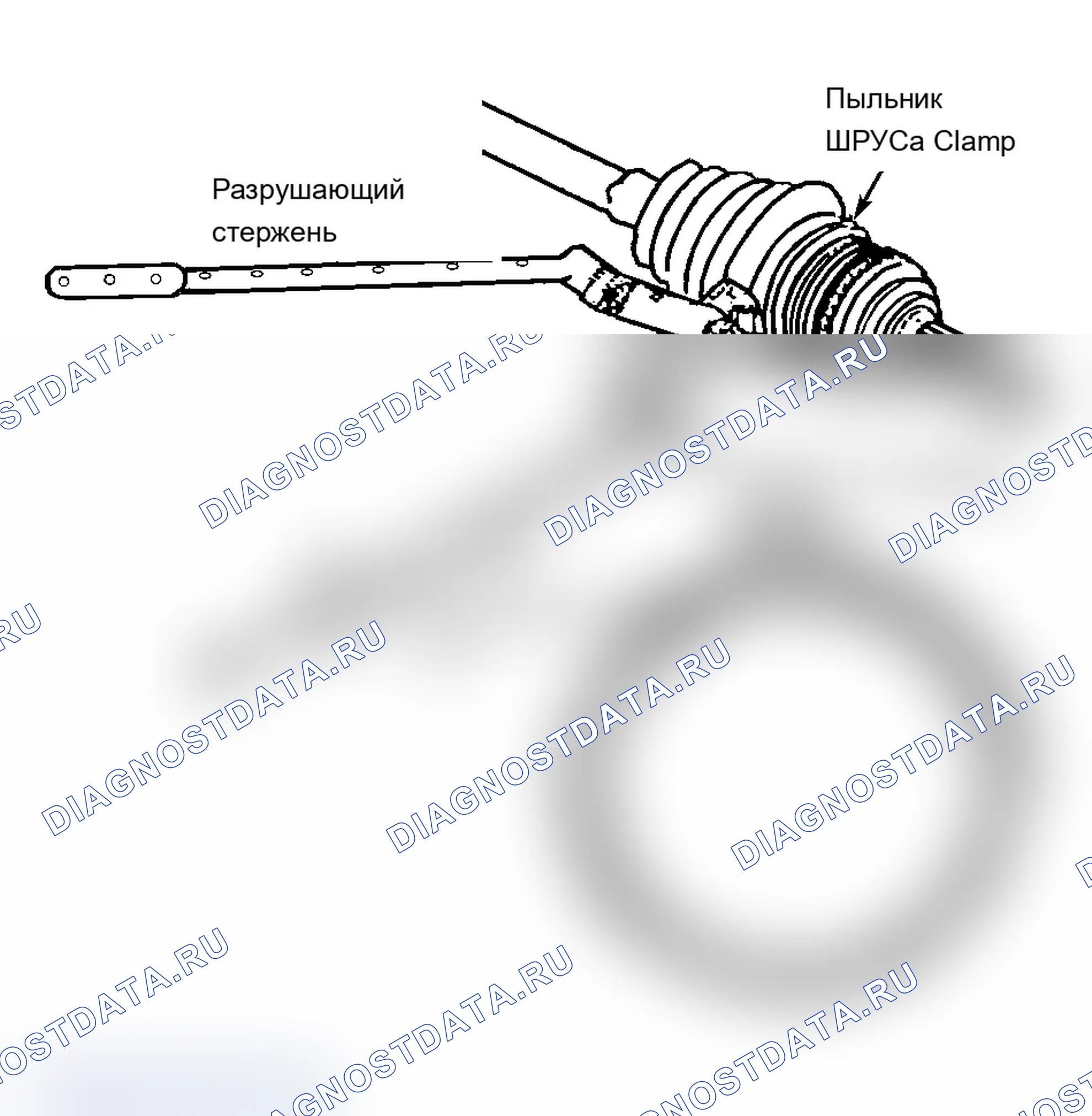
Как разобрать полуось - передние: капитального ремонта
- Отсоедините обжимное кольцо от стержня полувала с помощью ручной шлифовальной машины, чтобы прорезать кольцо. Будьте осторожны, чтобы не повредить стержень полувала. Снимите большой фиксирующий зажим уплотнения с трипотного соединения с боковыми резаками. Выбросьте большой фиксирующий зажим уплотнения.
- Отделите внутреннее уплотнение от трехлепестковой втулки трипота на большом диаметре. Сдвиньте уплотнение от соединения вдоль стержня полувала.
- Снимите корпус с крестовины трипотного шарнира и штанги полуоси. Расправьте распорное кольцо, узел крестовины и ботинок трипота с помощью плоскогубцев (J-8059). Ботинок и кольца утилизируйте.
- Очистите стержень полувала. Используйте проволочную щетку, чтобы удалить ржавчину в зоне установки багажника (канавки).
- Осмотрите игольчатые ролики, игольчатые подшипники и цапфу. Проверьте корпус трипота на предмет необычного износа, трещин или других повреждений. Любые поврежденные детали замените соответствующим комплектом.
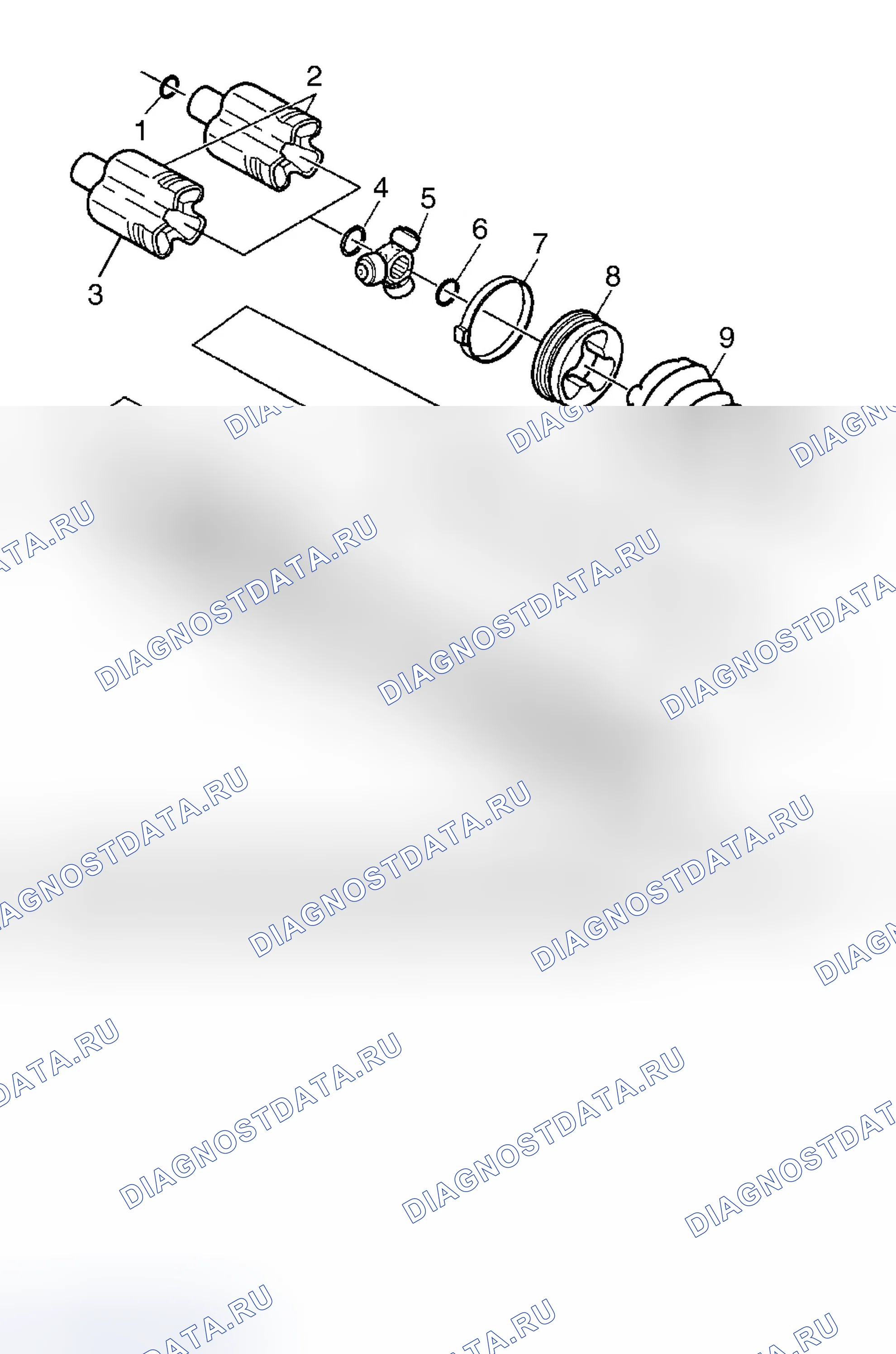
Схема №4
Как собрать полуось - передние: капитального ремонта
- Поместите НОВОЕ маленькое обжимное кольцо на маленький конец уплотнения соединения. Сдвиньте уплотнение соединения и маленькое обжимное кольцо на стержень полувала. Поместите маленький конец уплотнения соединения в канавку уплотнения соединения на стержне полувала.
- Установить обжимной инструмент (J-41048) в зажимное приспособление и выполнить следующие действия: Установить внутренний конец узла полувала в обжимной инструмент. Выровнять верхнюю часть шейки уплотнения на нижнем штампе с помощью индикатора. Установить верхнюю половину обжимного инструмента на нижнюю половину обжимного инструмента. Прежде чем продолжить, убедитесь, что на внутреннем уплотнении полувала нет точек защемления. Это может привести к повреждению уплотнения полувала. Вставить болты вручную. Затянуть болты.
- Выровняйте внутреннее уплотнение полувала, стержень полувала и обжимное кольцо. Затяните каждый болт обжимного инструмента на 180 градусов за один раз с помощью храпового ключа. Чередуйте каждый болт, пока обе стороны не опустятся.
- Установите распорное кольцо в канавку стержня полувала с помощью плоскогубцев с фиксирующими кольцами (параллельная губка) (J-8059).
- Сдвиньте крестовину трипотного соединения по направлению к распорному кольцу до упора в штангу полувала. Установите распорное кольцо в паз плоскогубцев стопорного кольца штанги полувала (параллельный зажим).
- Поместите приблизительно половину смазки из сервисного комплекта в внутреннее уплотнение полувала. Оставшуюся часть смазки используйте для повторной упаковки корпуса.
- Установите НОВУЮ трехлепестковую втулку трипота в корпус. Установите больший фиксирующий зажим НОВОГО уплотнения на внутреннее уплотнение полуоси. (Рис. 5) Надвиньте корпус на крестовину трипотного соединения в сборе на штанге полуоси.
- Сдвиньте большой диаметр внутреннего уплотнения полувала с большим зажимом на место, поверх внешней стороны втулки трилобального трипота, и расположите кромку уплотнения в канавке. ПРИМЕЧАНИЕ: Внутреннее уплотнение полувала не должно иметь вмятин, растягиваться или не иметь форму. Если внутреннее уплотнение полувала имеет неправильную форму, осторожно вставьте тонкий плоский тупой инструмент, без острых кромок, между отверстием большого уплотнения и втулкой трипота, чтобы должным образом снять давление.
- Установите узел соединения на транспортном средстве соответствующего размера 5 " (125,7 мм).
- Выровнять внутреннее уплотнение полуоси, корпус трипота и фиксирующий зажим большого уплотнения. Затянуть Обжать фиксирующий зажим уплотнения с помощью плоскогубцев зажима уплотнения ведущей оси (J-35910) в соответствии со спецификацией. См. " СПЕЦИФИКАЦИИ КРУТЯЩЕГО МОМЕНТА ". При необходимости добавить стержень прерывателя и динамометрический ключ к плоскогубцам зажима уплотнения ведущей оси. Проверить размер зазора (а) на ушке зажима. (<unk> <unk> <unk> <unk> <unk> 6) Если размер зазора больше, чем указан, продолжать затяжку до тех пор, пока зазор не достигнет 0,60 мм (<unk>).
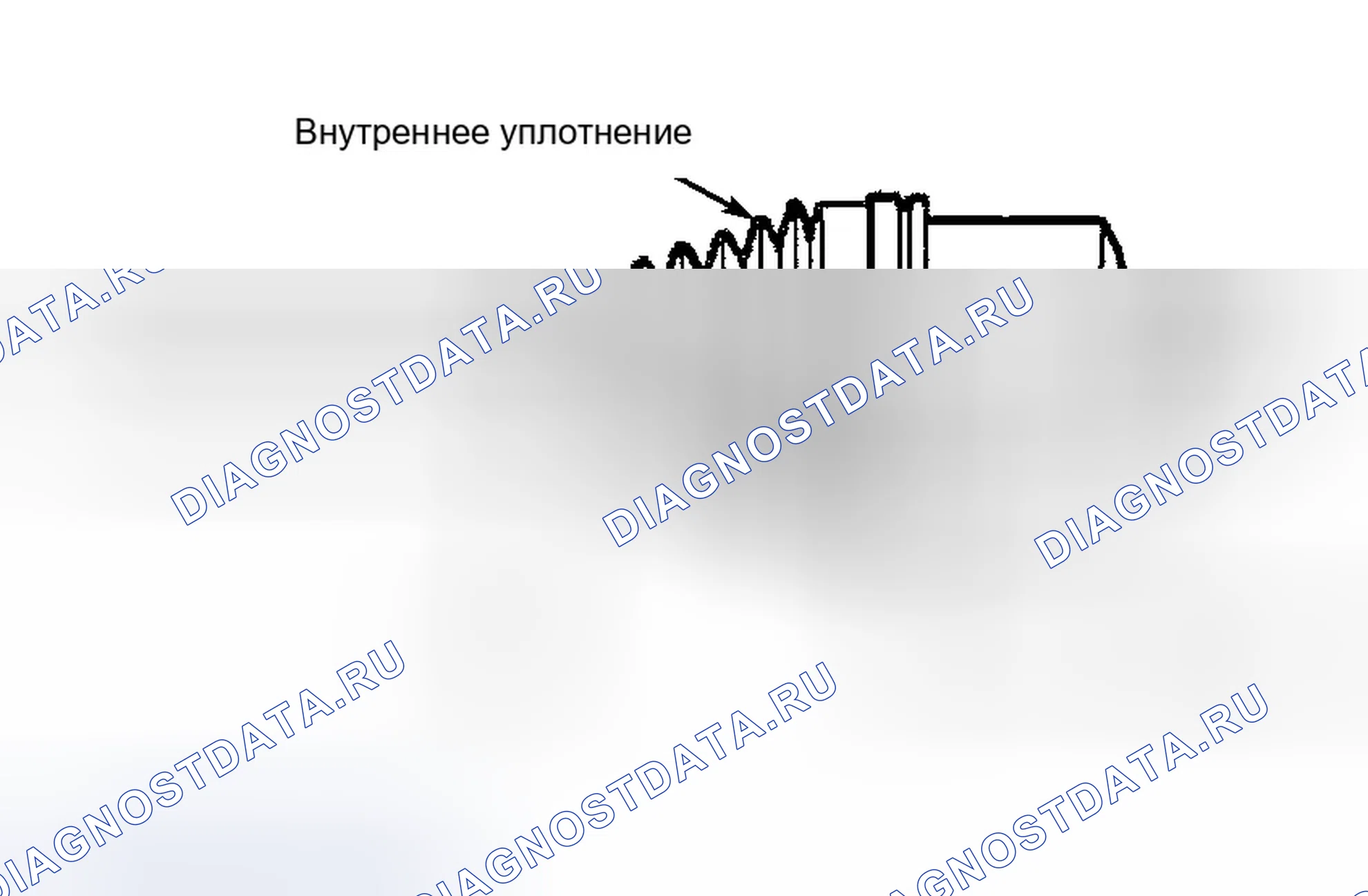
Схема №5
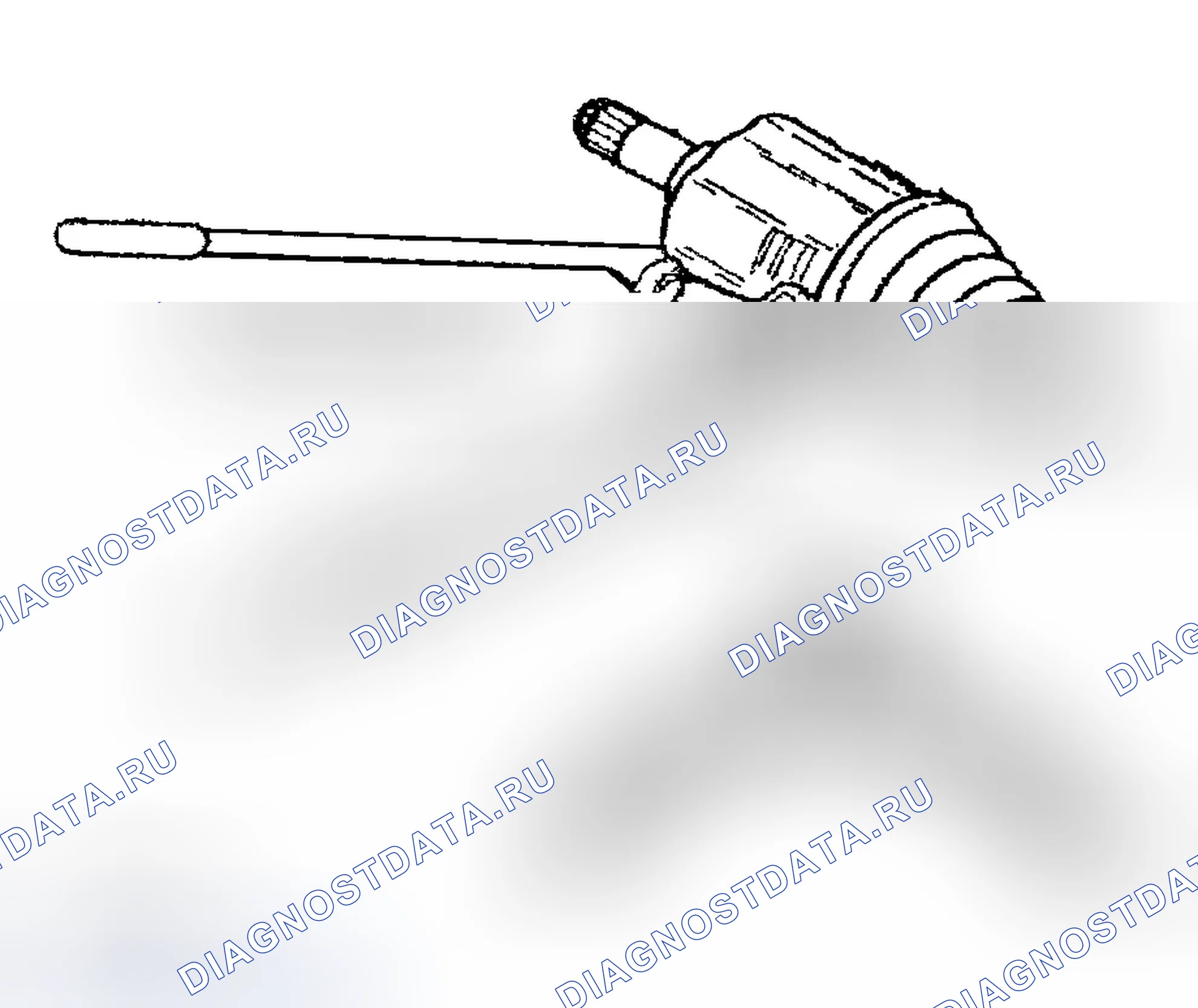
Схема №6
- Снимите фиксирующий зажим большого уплотнения с сочленения РК боковым резаком. Стопорный зажим уплотнения утилизировать.
- С помощью ручной шлифовальной машины прорезать обжимное кольцо, чтобы удалить обжимное кольцо. Отделить наружное уплотнение полуоси от наружного кольца шарнира Cv на большом диаметре. Сдвинуть уплотнение от шарнира вдоль штанги полуоси.
- Протрите смазку с торца внутренней обоймы шарнира Cv. Расправьте ушки на стопорном кольце обоймы с помощью плоскогубцев (J-8059). Снимите узел шарнира Cv со штанги полуоси. Снимите наружное уплотнение полуоси со штанги полуоси. Старое наружное уплотнение утилизируйте.
- Установите латунный шунт напротив обоймы шарнира Cv. (Рис. 7) Осторожно коснитесь латунного шпуля молотком, чтобы наклонить обойму. Удалите первый шарик из хромового сплава, когда обойма шарнира Cv наклоняется. Наклоните обойму шарнира Cv в противоположном направлении, чтобы удалить противоположный шарик из хромового сплава. Повторите этот процесс, чтобы удалить все шесть шариков.
- Поверните обойму шарнира РКВ и внутреннюю обойму на 90 градусов к оси симметрии наружной обоймы, одновременно совместив окна обоймы с площадками наружной обоймы, приподнимите обойму и внутреннюю обойму.
- Удалите внутреннюю обойму из обоймы, вращая внутреннюю обойму вверх. Тщательно очистите внутреннюю и внешнюю обоймы, обойму шарнира Cv и шарики из хромового сплава чистящим растворителем. Удалите все следы старой смазки и любые загрязнения.
- Просушите все детали. Проверьте узел соединения Cv на предмет необычного износа, трещин и повреждений. Замените любые поврежденные детали. Очистите стержень полувала. Используйте проволочную щетку, чтобы удалить ржавчину в зоне монтажа уплотнения (канавки).
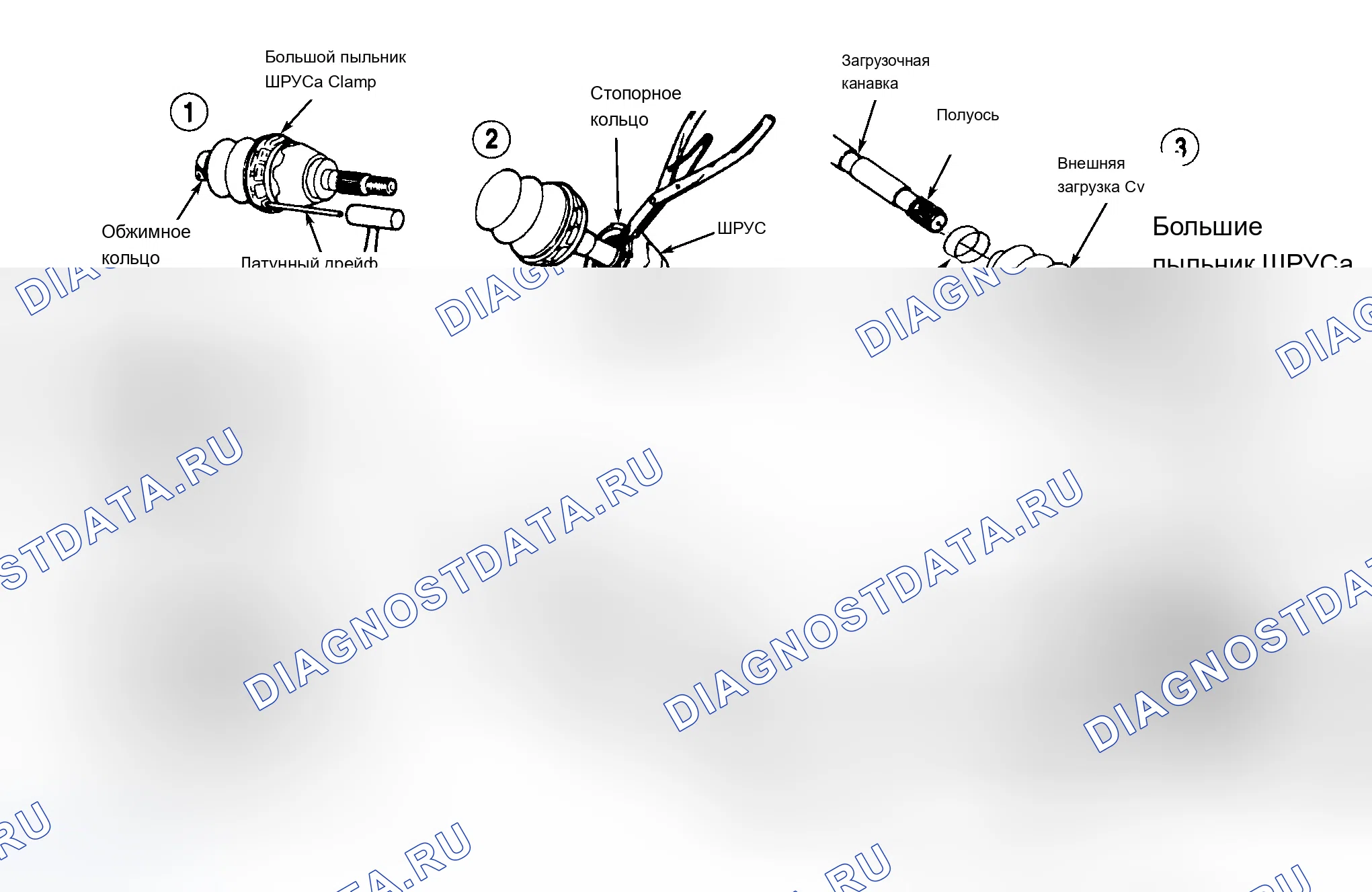
Схема №7
- Установите НОВОЕ обжимное кольцо на горловину забортного уплотнения. НЕ ОБЖИМАЙТЕ. Надвиньте забортное уплотнение на стержень полувала и поместите горловину забортного уплотнения в канавку уплотнения на стержне полувала. Самой большой канавкой ниже смотровой канавки на стержне полувала является канавка уплотнения.
- Обжимное кольцо обжимается с помощью нажимных болтов (J-41048) на каждой из сторон зажимного кольца ведущего моста. Зажим зажимного кольца обжимного кольца затягивается до тех пор, пока наружный конец узла полуоси не будет зажат обжимным кольцом ведущего моста. Выровняйте обжимное кольцо. Поместите верхнюю половину зажима на нижнюю половину. Выровняйте наружное уплотнение, стержень полуоси и обжимное кольцо во время этой процедуры. ВНИМАНИЕ: Не прорезайте внутреннее уплотнение ведущего вала во время обслуживания.
- Ослабьте болты и отделите матрицы. Проверьте обжимное кольцо на наличие деформаций " губы ". Если есть, поместите кольцо обратно в зажим обжимного кольца ведущей оси, убедившись, что кольцо покрывает всю зону обжатия. Затем повторно обжмите кольцо.
- Нанесите легкий слой смазки из сервисного комплекта на шариковые канавки внутренней обоймы и наружной обоймы, удерживая внутреннюю обойму под углом 90 градусов к оси обоймы, при этом площадки внутренней обоймы будут совмещены с окнами обоймы, и вставьте внутреннюю обойму в обойму.
- Удерживайте обойму и внутреннюю обойму под углом 90 градусов к осевой линии наружной обоймы и совместите окна обоймы с площадками наружной обоймы.
- Поместите обойму и внутреннюю обойму в наружную обойму так, чтобы сторона стопорного кольца внутренней обоймы была обращена к стержню полувала.
- Вставьте первый хромированный шарик, затем наклоните обойму в противоположном направлении, чтобы вставить противоположный шарик. Повторите этот процесс, пока все 6 шариков не будут на месте. Поместите примерно половину смазки из сервисного комплекта внутрь забортного уплотнения и упакуйте соединение Cv с оставшейся смазкой.
- Надавите на шарнир Cv на стержне полуоси до тех пор, пока стопорное кольцо не установится в канавку на стержне полуоси.
- Сдвиньте наружный уплотнитель на больший диаметр с большим фиксирующим зажимом уплотнителя на наружную поверхность наружного кольца соединения Cv и поместите кромку уплотнителя в канавку на наружном кольце соединения Cv. Наружный уплотнитель ни в коем случае не должен иметь вмятин, не должен быть растянут и не должен иметь неправильной формы. Если наружный уплотнитель имеет неправильную форму, выровняйте давление в наружном уплотнителе и придайте ему правильную форму вручную.
- Обжать фиксирующий зажим уплотнения с помощью щипцов зажима уплотнения ведущей оси (J-35910). Обжать зажим в соответствии со спецификацией. См. " СПЕЦИФИКАЦИИ КРУТЯЩЕГО МОМЕНТА ". (Таблица 8) Проверить размер зазора на проушине зажима. Продолжать затяжку до достижения размера зазора 3 / 32 " (2,3 мм).
Схема №8