Процедура установки
- Установите служебную рулевую рубку на транспортном средстве с помощью трехмерного измерительного оборудования.
- Зафиксировать рулевую рубку на месте.
- С помощью 7-мм (17/64-дюймового) долота просверлите отверстия для крепления заклепок через служебную рулевую рубку и приборную панель в точном месте, указанном в заводской рулевой рубке.
- Снять служебную рулевую рубку.
- При необходимости просверлите отверстия под сварные пробки диаметром 8 мм (5/16 дюйма) в служебной рулевой рубке в остальных местах, указанных в оригинальной рулевой рубке.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанести 3M® Weld-Thru Coating P/N 05913 или эквивалент на сопрягаемые поверхности пробочного сварного шва.
- Подготовьте места соединения путем зачистки фланцев корпуса и сервисной части до оголенной стали. НЕ повреждайте углы и не разжижайте металл в процессе шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378567 (Canadian P/N 88901675) или эквивалентный.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанести на сопрягаемую поверхность рулевой рубки валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), скрепляющий клей GM P/N 12378567 (канадский P/N 88901675) или эквивалентный ему.
- Установите служебную рулевую рубку на транспортном средстве с помощью трехмерного измерительного оборудования.
- Зафиксировать рулевую рубку на месте.
- Установите заклепки длиной 9 мм (11/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели.
- Удалите излишки клея с площади рулевой рубки.
- Заглушите соответствующим образом остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- Установите опору радиатора в сборе. См. раздел " Замена опоры радиатора ".
- Установите верхнюю направляющую крыла (см. раздел " Замена верхней направляющей ").
- Нанесите герметики и антикоррозионные материалы на отремонтированный участок по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи (Lgd / LZE) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Порядок демонтажа
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (Lgd / LZE) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Снимите опору радиатора. См. раздел " Замена опоры радиатора ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Снимите поврежденный удлинитель фартука.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности
- Установите удлинитель фартука.
- Выполнить пробковый сварной шов соответственно.
- Замените опору радиатора. См. раздел " Замена опоры радиатора ".
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Покрасить и отремонтировать участок. См. " Системы покраски базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи (Lgd / LZE) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
| Предупреждение | См. раздел " Предупреждение о звукоизоляторах пены ". |
|---|
ПримечаниеМодель 2004 года и предыдущие автомобили не изготавливаются с ламинированной сталью перед черточками. Поэтому удлинение передней нижней направляющей может быть сварено металлическим инертным газом (MIG) вместо заклепки и процесса соединения, как указано в этих инструкциях. Передняя часть приборной панели сформирована из ламинированной стали. Эта сталь сконструирована путем скрепления 2 кусков холоднокатаной стали (1) с вязкоупругим слоем клея (2). Сварка слоистой стали MIG не соответствует корпоративным стандартам GM по структурной целостности. В качестве альтернативы все заводские сварные швы будут заменены с использованием метода заклепок и клеевого соединения, описанного в установочной части этой процедуры. Метод клепки и клеевого соединения должен использоваться только на участках, описанных в данной процедуре. Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (Lgd / LZE) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем удлинитель нижней стороны рельса с конструкцией транспортного средства.
- Снимите удлинитель со стороны направляющей.
- Расположите удлинитель стороны служебного рельса к транспортному средству.
- Зажмите рельс на месте.
- Используя 7-мм (17/64-дюймовое) долото, просверлите отверстия для крепления заклепок через удлинитель стороны служебной рейки и панель приборной панели в точных местах, как указано в удлинителе стороны заводской рейки.
- Снимите удлинитель стороны служебного рельса.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в удлинителе стороны вспомогательной направляющей в остальных местах, отмеченных от первоначального удлинителя стороны направляющей.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанести 3M® Weld-Thru Coating P/N 05913 или эквивалент на сопрягаемые поверхности пробочного сварного шва.
- Подготовьте места соединения путем зачистки фланцев корпуса и сервисной части до оголенной стали. НЕ повреждайте углы и не разжижайте металл в процессе шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378567 (Canadian P/N 88901675) или эквивалентный.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанесите на сопрягаемую поверхность удлинителя стороны рабочей направляющей валик из металлической панели диаметром 3-6 мм (от 1/8 до 1/4 дюйма), соединяющий клей GM P/N 12378567 (канадский P/N 88901675) или эквивалентный.
- Расположите удлинитель стороны служебного рельса к транспортному средству с помощью 3-мерного измерительного оборудования.
- Зажмите на месте удлинитель стороны служебного рельса.
- Установите заклепки длиной 9 мм (11/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели.
- Установите заклепки длиной 14 мм (17/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона тире.
- Удалите излишки клея из зоны удлинения стороны сервисной рейки.
- Заглушите соответствующим образом остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на отремонтированный участок по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи (Lgd / LZE) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеХотя может быть произведена полная замена задней наружной рулевой рубки, разработаны процедуры секционирования для использования в тех случаях, когда это позволяет повреждение.
- Удалите все связанные панели и компоненты, включая четверть панели.
- Визуально осмотрите и восстановите как можно больше повреждений.
- При необходимости удалите следующие материалы: Уплотнители Глушители звука Антикоррозийные материалы
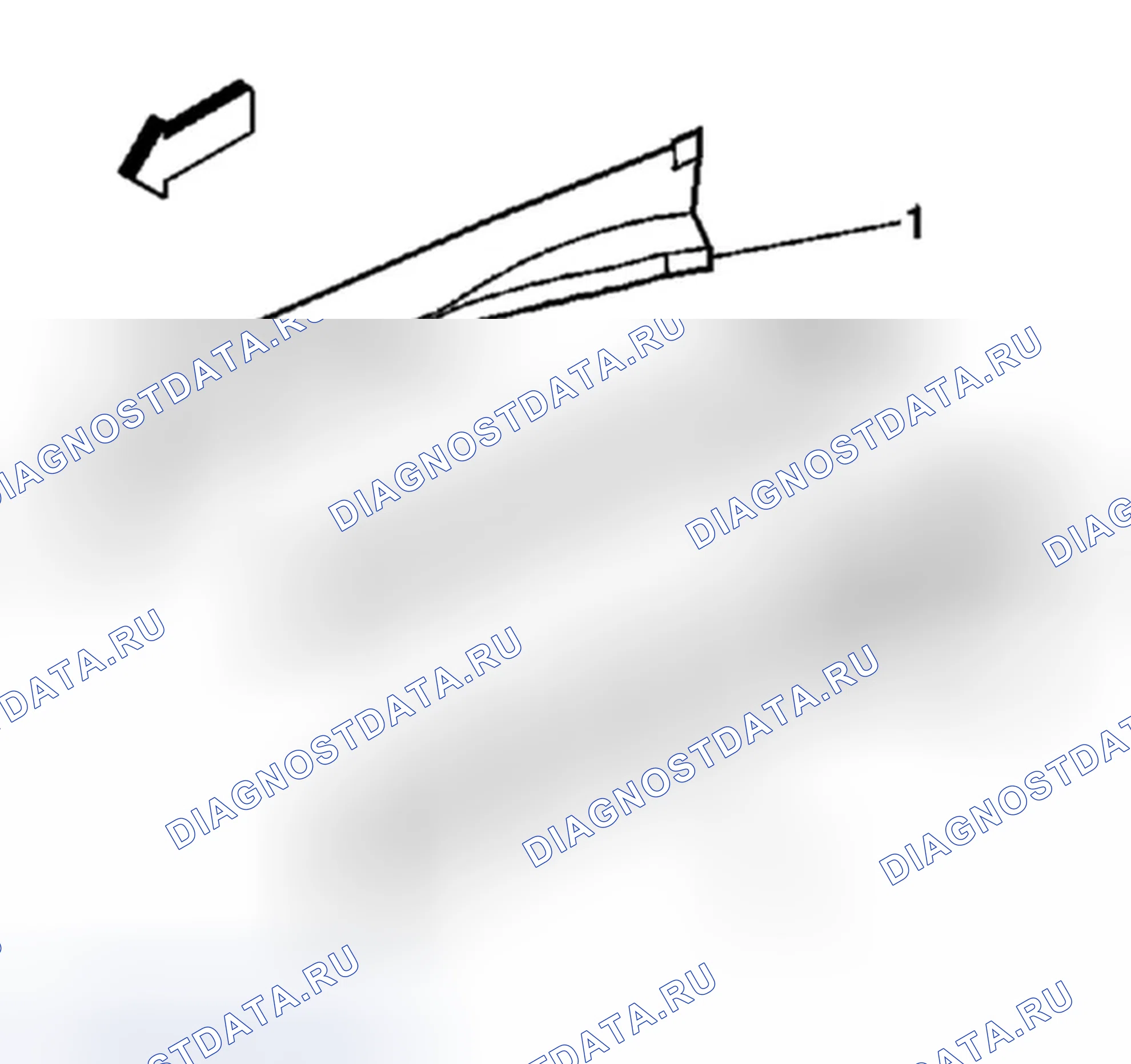
- После снятия четвертной панели найдите, разметьте и просверлите сварные швы, соединяющие усилительную панель (1) с наружной рулевой рубкой и четвертной панелью.
- Вдоль горизонтальной поверхности изгиба рулевой рубки (2) нанесите полосу маскирующей ленты диаметром 25 мм (1 дюйм).
- Отрежьте вдоль внешней стороны маскирующей ленты, чтобы создать фланец (2) 25 мм (1 дюйм).
- Удалите поврежденную секцию рулевой рубки (3).
- Обрежьте рабочую часть рулевой рубки (1) вдоль угла изгиба (2).
- Демонтировать и утилизировать неиспользуемую секцию рулевой рубки.
- На сервисной части через каждые 40 мм (11 / 2 дюйма) вдоль среза просверлите сварные отверстия с заглушками диаметром 8 мм (5 / 16 дюйма).
- При необходимости подготовьте сопрягаемые поверхности, проверьте правильность прилегания сервисной части.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Проверьте правильность посадки и заварите соответствующим образом (2). Будьте осторожны, чтобы не деформировать или не исказить металл.
- При необходимости отремонтировать или заменить внешнее усиление рулевой рубки.
- Расположите арматурную панель в соответствии с исходным расположением панели.
- Выполнить пробковый сварной шов соответственно.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Удалите все связанные панели и компоненты.
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- Найдите, разметьте и просверлите все заводские сварные швы. Запишите количество и расположение сварных швов для установки сервисной сборки.
- Удалите поврежденный опорный узел радиатора.
- При необходимости подготовьте сопрягаемые поверхности, проверьте правильность прилегания сервисной части.
- Проверьте правильность посадки сервисной сборки.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных в исходной сборке.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите сервисную сборку с помощью 3-х мерного измерительного оборудования.
- Сварка пробкой с частыми измерениями для обеспечения правильной посадки и выравнивания.
- Очистить и подготовить все свариваемые поверхности.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозийные материалы. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
Схема №24
ПримечаниеПередний верхний рельс обслуживается как 2 компонента: внутренняя (1) и внешняя (3) панели. Внешняя панель обслуживается как подузел и включает внутреннее усиление (2). После того, как внешний рельс был удален, внутренний рельс полностью доступен и может обслуживаться на заводских швах.
ПримечаниеСекционирование передних верхних рельсов не рекомендуется.
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозийные материалы.
- Найдите, разметьте и просверлите все заводские сварные швы, соединяющие внешнюю направляющую.
- Снимите поврежденную наружную рейку (3).
- Найдите, разметьте и просверлите сварные швы, соединяющие внутреннюю направляющую (1).
- Удалите поврежденную внутреннюю направляющую.
- При необходимости подготовьте сопрягаемые поверхности, проверьте правильность прилегания сервисной части.
- При необходимости просверлите отверстия для сварного шва заглушки диаметром 8 мм (5 / 16 дюйма) в местах, указанных на оригинальных панелях. ПРИМЕЧАНИЕ: Если исходные места сварки заглушки не могут быть определены, расположите отверстия для сварки заглушки на расстоянии 40 мм (11 / 2 дюйма) друг от друга.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Временно расположите внутреннюю (1) и внешнюю (3) рейки на транспортном средстве.
- С помощью трехмерного измерения найдите и разметьте отверстия под крепежные болты переднего крыла на внешней направляющей (2).
- Просверлите отверстия 5,5 мм (7 / 32 дюйма) под самонарезающие болты, как указано.
- Когда сервисные панели правильно расположены, снимите наружную панель и при необходимости приварите внутреннюю.
- Переставьте внешнюю направляющую с частыми измерениями, чтобы обеспечить правильную подгонку и выравнивание.
- Выполнить пробковый сварной шов соответственно.
- Очистите и подготовьте все свариваемые поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
Схема №25
| Внимание | Секционирование должно происходить только в местах, рекомендованных в сервисных инструкциях. Несоблюдение этих инструкций может поставить под угрозу структурную целостность транспортного средства. |
|---|
ПримечаниеПроцедуры секционирования были разработаны для упрощения ремонта нижних рельсов, при условии, что большая часть повреждений может быть возвращена к заводским спецификациям. Это позволяет заменить поврежденную переднюю секцию без выполнения полной замены рельса. Рельсы изготавливаются с diemarks (1) внутри и снаружи, чтобы указать место для соединения секционирования.
ПримечаниеЕсли повреждение превышает рекомендуемую площадь для секционирования и рельс не может быть выпрямлен, необходимо заменить весь рельс.
- Поддержка силового агрегата в сборе.
- Отверните 4 болта люльки двигателя.
- Отвести люльку от рельса. ПРИМЕЧАНИЕ: Нет необходимости полностью снимать трансмиссию или люльку двигателя для секционирования рельса.
- Снимите все панели и компоненты, необходимые для доступа, включая стойку и оси в сборе.
- При необходимости удалите герметики и антикоррозийные материалы.
- Найдите отметки в направляющей.
- Используйте прямой край, чтобы разметить линии вокруг рельса.
- Отметьте и разрежьте поврежденный рельс на отметках.
- Удалите поврежденный участок рельса.
- Измерьте от diemarks для добавления 20 мм (3 / 4 дюйма) в длину к части обслуживания.
- Совместите метки с прямым краем и нарисуйте линию для разреза.
- Обрежьте сервисную часть по отмеченным линиям.
- Оставьте 20 мм (3 / 4 дюйма) добавленных длин для сервисной детали для секционирования внахлест.
- Вырежьте и снимите приблизительно 20 мм (3/4 дюйма) внешних и повернутых вниз фланцев сервисной части.
- Вырежьте вдоль углов сервисной части прорези шириной 5 мм (3 / 16 дюйма) и длиной 20 мм (3 / 4 дюйма), чтобы создать язычки на четырех сторонах рельса.
- Отогните верхнюю, нижнюю и боковые лапки внутрь, чтобы обеспечить размещение сервисной детали внутри исходной направляющей.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Сваривает лепестки (1) вместе по углам сервисной детали.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в верхней, нижней и боковых частях оригинала приблизительно на расстоянии 10 мм (3/8 дюйма) от секционирующего выреза.
- Очистите и подготовьте сопрягаемые поверхности по мере необходимости.
- Расположите ступенчатые лапки модифицированной сервисной детали внутри оригинальной рейки. Допускайте 20 мм (3 / 4 дюйма) нахлеста.
- Выровняйте и проверьте соответствие с помощью трехмерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Регулярно проверяйте результаты измерений, чтобы обеспечить надлежащую подгонку и центровку.
- Прошить сварной шов по всему стыку секционирования.
- Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальными тепловыми искажениями.
- Зачистить и подготовить свариваемые поверхности.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
| Предупреждение | См. раздел " Предупреждение о звукоизоляторах пены ". |
|---|
ПримечаниеМодель 2004 года и предыдущие автомобили не изготавливаются с ламинированной сталью перед черточками. Следовательно, передняя нижняя направляющая может быть сварена металлическим инертным газом (MIG) вместо заклепки и процесса соединения, как указано в этих инструкциях. Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства. Передняя часть приборной панели сформирована из ламинированной стали. Эта сталь сконструирована путем скрепления 2 кусков холоднокатаной стали (1) с вязкоупругим слоем клея (2). Сварка слоистой стали MIG не соответствует корпоративным стандартам GM по структурной целостности. В качестве альтернативы все заводские сварные швы будут заменены с использованием метода заклепок и клеевого соединения, описанного в установочной части этой процедуры. Метод клепки и клеевого соединения должен использоваться только на участках, описанных в данной процедуре.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель аккумулятора. См. " Отсоединение и подключение отрицательного кабеля аккумулятора (Lgd / LZE) ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Снять переднюю рулевую рубку в сборе. См. раздел " Замена передней панели рулевой рубки ".
- Снимите опору радиатора в сборе. См. раздел " Замена верхней направляющей ".
- Снимите удлинитель передней направляющей. См. раздел " Замена удлинителя задней направляющей переднего отсека ".
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю направляющую с приборной панелью.
- Из пассажирского салона найдите и просверлите оставшийся заводской сварной шов.
- Снимите полную направляющую.
- Просверлите отверстия под сварной шов 8 мм (5/16 дюйма) в арматуре нижнего рельса рабочей передней части в месте, указанном на исходной направляющей.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанести 3M® Weld-Thru Coating P/N 05913 или эквивалент на сопрягаемые поверхности пробочного сварного шва.
- Расположите переднюю нижнюю рельсовую арматуру.
- Заварите отверстия соответствующим образом.
- Установите служебный рельс на транспортное средство с помощью 3-мерного измерительного оборудования.
- Зажмите рельс на месте.
- С помощью 7-мм (17/64-дюймового) долота просверлите отверстия для крепления заклепок через рейку обслуживания и панель приборной панели в точных местах, как отмечено с заводской рейки.
- Снимите рейку обслуживания.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанести 3M® Weld-Thru Coating P/N 05913 или эквивалент на сопрягаемые поверхности пробочного сварного шва.
- Подготовьте места соединения путем зачистки фланцев корпуса и сервисной части до оголенной стали. НЕ повреждайте углы и не разжижайте металл в процессе шлифования.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378567 (Canadian P/N 88901675) или эквивалентный.
- С помощью небольшой кислотной кисти нанесите слой клея на обе сопрягаемые поверхности. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Нанесите на стыкуемую поверхность рабочей направляющей валик клея GM P/N 12378567 (канадский P/N 88901675) толщиной 3-6 мм (1/8-1/4 дюйма) или эквивалентный.
- Установите служебный рельс на транспортное средство с помощью 3-мерного измерительного оборудования.
- Зажмите рельс на месте.
- Установите заклепки длиной 9 мм (11/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели.
- Установите заклепку длиной 14 мм (17/32 дюйма) так, чтобы головка заклепки соприкасалась со стороной пассажирского салона приборной панели, проходя через переднюю направляющую и через удлинение стороны направляющей.
- Удалите излишки клея с участка рельса.
- Заглушите, соответственно, остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- Установить переднюю рулевую рубку в сборе. См. раздел " Замена передней панели рулевой рубки ".
- Установите удлинитель передней направляющей. См. раздел " Замена удлинителя задней направляющей переднего отсека ".
- Установите опору радиатора в сборе. См. раздел " Замена верхней направляющей ".
- Нанесите герметики и антикоррозионные материалы на отремонтированный участок по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи (Lgd / LZE) ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеЗапрещается разрезать смежные панели.
ПримечаниеСоблюдайте общее секционирование для внешней качающейся панели. Секционирование должно выполняться только в затененных областях. На внешней качающейся панели есть ключевые структурные области, где секционирование не должно выполняться. Секционирование в этих областях может поставить под угрозу структурную целостность транспортного средства.
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- Удалите все связанные панели и компоненты.
- Расположите всю проводку в стороне, чтобы предотвратить повреждение и обеспечить лучший доступ к автомобилю.
- При необходимости удалите все герметики и антикоррозионные материалы.
- На оригинальной наружной дверной раме (1) измерьте расстояние 35 мм (1 3 / 8 дюйма) от большого отверстия для жгута проводов в стойке и отметьте горизонтальную линию (4).
- Обрежьте внешнюю дверную раму по этой линии для секционирования.
- При необходимости выполните дополнительные процедуры секционирования для удаления поврежденных участков проема дверной рамы.
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- При необходимости просверлите все заводские сварные швы. ПРИМЕЧАНИЕ: Обратите внимание на расположение звукопоглощающей пены для монтажа.
- Удалите поврежденный участок проема наружной дверной рамы (2).
- На сервисной части (2) отметьте горизонтальную линию, чтобы оставить зазор, в 1 1 / 2 раза превышающий толщину металла на стыке секций.
- Обрежьте сервисную панель по этой линии.
- Просверлите отверстия 8 мм (5 / 16 мм) под пробковую сварку в сервисной части в местах, отмеченных с оригинальной панели.
- Просверлите отверстия для сварки пробок вдоль секционирующего выреза на сервисной детали. Расположите эти отверстия приблизительно на расстоянии 13 мм (1 / 2 дюйма) от края секционирующего выреза.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Используйте внутреннюю арматуру (3) в качестве подкладки.
- Прошить сварной шов по всему стыку швами 25 мм (1 дюйм) по швам с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальными тепловыми искажениями.
- При необходимости выполните все остальные процедуры сварки и секционирования.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с двухкомпонентной катализированной грунтовкой. ПРИМЕЧАНИЕ: Необходимо нанести звукопоглощающую пену в местах, указанных при удалении.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- Удалите все связанные панели и компоненты.
- Расположите всю проводку в стороне, чтобы предотвратить повреждение и обеспечить лучший доступ к автомобилю.
- При необходимости удалите все герметики и антикоррозионные материалы.
- На оригинальных усилительных панелях (1) измерьте 90 мм (3 9 / 16 дюйма) от большого отверстия для жгута проводов в столбе и отметьте горизонтальную линию.
- Отрежьте внутреннюю арматуру по этой линии для секционирования.
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- При необходимости просверлите все заводские сварные швы.
- Удалите поврежденный участок внутренней арматуры (2).
- Отрежьте и снимите 30 мм (1 3 / 16 дюйма) с фланцев по обе стороны от остальной секции исходной шарнирной стойки, чтобы создать фланец 30 мм (1 3 / 16 дюйма).
- Вырезать в нижних углах зазоры шириной 5 мм (3 / 16 дюйма).
- Наденьте лапки внутрь, чтобы позволить рабочей секции внутренней арматуры дверной рамы поместиться поверх исходной внутренней арматуры.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Приварите лепестки друг к другу вдоль кромок (1).
- На сервисной части (1) отмерьте 60 мм (2 3 / 8 дюйма) вниз от большого отверстия для жгута проводов в шарнирной стойке и отметьте горизонтальную линию.
- Разрежьте шарнирный столб по этой линии.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Просверлите отверстия под приварку заглушки вдоль секционирующего выреза сервисной детали (2).
- При необходимости подготовьте сопрягаемые поверхности. Установите сервисную секцию (2) на ступенчатый язычок на оригинальной внутренней арматуре (1).
- Проверьте и убедитесь, что отверстия для болтов дверных петель правильно расположены.
- Выполнить пробковый сварной шов соответственно.
- Прошейте сварной шов по всему стыку (1).
- Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальными тепловыми искажениями.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с двухкомпонентной катализированной грунтовкой. ПРИМЕЧАНИЕ: Важно повторно нанести звукопоглощающую пену в местах, отмеченных в процессе удаления.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Удалите все связанные панели и компоненты.
- Визуально осмотрите и восстановите как можно больше повреждений.
- При необходимости удалите герметики и антикоррозийные материалы.
- Отрежьте панель усиления (3) на 250 мм (13 3 / 4 дюйма) от нижнего края дверного проема (1).
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной сборки.
- Высверлить все заводские сварные швы.
- На сервисной части (5) разметьте горизонтальную линию, чтобы оставить зазор, в 1 1 / 2 раза превышающий толщину металла (6) на стыке секционирования.
- Обрежьте по этой линии панель служебной арматуры.
- Отрежьте кусок 50 мм (2 дюйма) от неиспользованной части сервисной части (5) для опорной пластины.
- Снимите фланец с каждой стороны опорной пластины (4), чтобы он поместился за секционирующим соединением (6).
- Просверлите отверстия 8 мм (5 / 16 дюйма) для сварки заглушек в сервисной части в месте, указанном на оригинальной панели.
- Просверлите отверстия для сварки заглушек вдоль секционирующих вырезов как на сервисной части (5), так и на оригинальной панели (3).
- Расположите эти отверстия примерно на расстоянии 13 мм (1 / 2 дюйма) от края разрезов.
- При необходимости подготовьте сопрягаемые поверхности. Поместите опорную пластину так, чтобы 25 мм (1 дюйм) опорной пластины были открыты. Установите сервисную часть (5) так, чтобы она перекрывала открытую опорную пластину.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Выполнить сварные швы 25 мм (1 дюйм) вдоль швов с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальным тепловым искажением.
- Выполните все остальные сварные швы по мере необходимости.
- Зачистить и подготовить свариваемые поверхности.
- Праймер с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- Удалите все связанные панели и компоненты.
- Расположите всю проводку в стороне, чтобы предотвратить повреждение.
- При необходимости удалите герметики и антикоррозийные материалы.
- На оригинальной наружной дверной раме (2) отмерьте вниз от нижнего края (1) дверного проема 200 мм (8 дюймов) и отметьте горизонтальную линию.
- Вырезать внешнюю дверную раму вдоль этой линии для секционирования. Не врезать во внутреннюю арматуру.
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисного участка.
- При необходимости просверлите все заводские сварные швы.
- Выполните дополнительные процедуры секционирования по мере необходимости, чтобы снять стойку центрального замка.
- Удалите поврежденный участок проема дверной коробки (4).
- На сервисной части (4) отметьте горизонтальную линию, чтобы оставить зазор, в 11 / 2 раза превышающий толщину металла (5) на стыке секционирования.
- Обрежьте сервисную панель по этой линии.
- Просверлите отверстия 8 мм (5 / 16 дюйма) для сварки заглушек в сервисной части (4) в местах, указанных на оригинальной панели.
- Просверлите отверстия для пробковой сварки вдоль секционирующих вырезов на сервисной части.
- Расположите эти отверстия приблизительно на расстоянии 13 мм (17 / 32 дюйма) от края разрезов.
- Подготовьте сопрягаемые поверхности по мере необходимости. Позиционируйте сервисную часть с помощью трехмерного измерительного оборудования.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Выполнить пробковый сварной шов соответственно.
- Используйте внутреннюю арматуру (3) в качестве подкладки и пришейте сварной шов вдоль всего секционирующего соединения.
- Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальными тепловыми искажениями.
- При необходимости выполните все остальные процедуры сварки и секционирования.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Визуально осмотрите и восстановите как можно больше повреждений.
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозийные материалы.
- Вырежьте панель в областях, где должно выполняться секционирование. Секционирование должно выполняться только в заштрихованных областях. ПРИМЕЧАНИЕ: Соблюдайте осторожность, чтобы не разрезать внутреннее усиление при вырезании рамы наружного дверного проема.
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной сборки.
- Высверлить все заводские сварные швы.
- Удалите поврежденную раму наружного дверного проема.
Схема №26
ПримечаниеСекционирование в местах расположения коромысел требует использования опорной пластины 100 мм (4 дюйма).
- На сервисной части отметьте линию, чтобы оставить зазор, в полтора раза превышающий толщину металла на стыке секционирования (2).
- Обрежьте по этой линии сервисную часть открывания наружной дверной рамы.
- Отрезать кусок (1) размером 100 мм (4 дюйма) от неиспользуемой части сервисного компонента для опорной пластины при секционировании в зонах качания проема дверной рамы.
- Для секционирования в стойках A, B или C проема внешней дверной рамы требуется опорная пластина 50 мм (2 дюйма).
- Вырежьте кусок (1) толщиной 50 мм (2 дюйма) из неиспользованной части сервисной детали для опорной пластины, оставив зазор, в 11 / 2 раза превышающий толщину металла (2).
- Просверлите отверстия 8 мм (5/16 дюйма) для приварки заглушек в сервисной части в местах, указанных на оригинальной панели.
- Просверлите отверстия для сварки пробок вдоль секционирующих вырезов как на сервисной детали, так и на исходной панели.
- Подготовьте сопрягаемые поверхности по мере необходимости. Поместите опорные пластины на корпус так, чтобы 50 процентов опорной пластины были открыты.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Выполнить пробковый сварной шов соответственно.
- Расположите сервисную часть так, чтобы она перекрывала открытые 50 процентов опорной плиты.
- Проверьте посадку с помощью 3-х мерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Прошить сварной шов по всему стыку секционирования.
- Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальными тепловыми искажениями.
- При необходимости выполните все остальные процедуры сварки и секционирования.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- Удалите все соответствующие панели и компоненты, необходимые для доступа к сварным швам, соединяющим сборку крыши с транспортным средством.
- Визуально осмотрите и восстановите как можно больше повреждений.
- При необходимости удалите герметики и антикоррозийные материалы.
- Найдите, отметьте и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисного узла. ПРИМЕЧАНИЕ: Может потребоваться второй человек для безопасного снятия узла крыши и предотвращения повреждения транспортного средства.
- Удалите поврежденный узел панели крыши.
- Очистите и подготовьте сопрягаемые поверхности по мере необходимости.
- Расположите панель крыши на транспортном средстве.
- Проверьте посадку и центровку.
- Правильно расположите сервисную сборку и выполните пробковый сварной шов соответствующим образом.
- Очистить и подготовить все свариваемые поверхности.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозийные материалы. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеЧетверть панели обслуживается как боковая сервисная сборка кузова, которая включает в себя внешний дверной проем и нижнюю заднюю четверть закрывающей панели. Замена четверти панели требует удаления четверти стекла и заднего стекла. Для улучшения удобства обслуживания была разработана специальная процедура секционирования.
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозийные материалы.
- Разметить линию разреза в области верхней четверти.
- Нарисуйте линию разреза в области панели коромысла.
- Вырезать поврежденный участок в отмеченных местах.
- Найдите и отметьте все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной сборки.
- Просверлите все заводские сварные швы. ПРИМЕЧАНИЕ: Обратите внимание на расположение звукопоглощающей пены для установки.
- Удалите поврежденную четверть панели.
- При необходимости подготовьте сопрягаемые поверхности.
- На сервисной части найдите, где вырезать верхнюю четверть и области коромысла. Оставьте дополнительную длину в этих областях для обрезки.
- Обратитесь к общим разделам для соответствующего использования опорных пластин.
- Отрежьте четверть панели, чтобы оставить зазор, в полтора раза превышающий толщину металла на стыках секционирования.
- Проверьте правильность посадки и центровки.
- Сварка пробкой соответственно. ПРИМЕЧАНИЕ: Область склеивания стекла должна быть ТОЛЬКО грунтовочной поверхностью, а НЕ послепродажной поверхностью с верхним покрытием (краской или цветным покрытием).
- Очистите и подготовьте все сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендации производителя краски.
- Грунтовка с двухкомпонентной катализированной грунтовкой. ПРИМЕЧАНИЕ: Важно наносить звукопоглощающую пену в местах, отмеченных при удалении.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
ПримечаниеПолная замена рельса потребует демонтажа либо поперечины, либо внутренней рулевой рубки в сборе. Если секционирование разрешено, установите разделительную марку (3) на нижней поверхности рельса.
- Снимите все соответствующие панели и компоненты, включая заднюю подвеску и сиденье.
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- При необходимости удалите следующее: Герметики Глушители звука Антикоррозийные материалы
- Найдите, отметьте и просверлите все заводские сварные швы крепления монтажного кронштейна рычага управления (1) и задней направляющей (4) к транспортному средству.
- Заводские сварные швы, соединяющие фланец (6) монтажного кронштейна рычага управления с внутренней панелью коромысла, должны быть высверлены изнутри транспортного средства. ПРИМЕЧАНИЕ: Угол панели пола над этой областью необходимо расположить в стороне (6).
- Найдите, разметьте и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для монтажа сервисной сборки.
- Удалите поврежденную заднюю направляющую в сборе.
- Очистите и подготовьте сопрягаемые поверхности.
- Проверьте правильность установки задней направляющей в сборе.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) на сервисной сборке в местах, указанных в исходной сборке.
- Расположите сервисную сборку.
- Проверить посадку с помощью 3-х мерного измерительного оборудования.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Сварка пробками с частыми измерениями для обеспечения правильной посадки.
- Приварить фланец (6) монтажного кронштейна рычага управления к внутреннему коромыслу.
- Переместите панель пола в исходное положение.
- При необходимости выполните сварку. ПРИМЕЧАНИЕ: Отверстия монтажного кронштейна бампера (2) должны быть правильно расположены и просверлены. Используйте 3-х мерное измерительное оборудование.
- Очистите и подготовьте все сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Применение звукопоглощающих материалов для восстановления качества звукопоглощения при изготовлении.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
Процедуры секционирования могут быть использованы для ремонта задней направляющей, если повреждена только часть позади поперечины. Уникальные сервисные детали доступны для секционирования. Подузел состоит из внешней панели направляющей с прикрепленными монтажными кронштейнами бампера.
ПримечаниеЕсли повреждения превышают рекомендуемую площадь для секционирования и рельс не может быть выпрямлен, необходимо заменить весь рельс.
- Удалите все связанные панели и компоненты.
- Визуально осмотрите и восстановите как можно большую часть повреждений до заводских спецификаций.
- При необходимости удалите герметики и антикоррозийные материалы.
- Найдите, разметьте и просверлите все заводские сварные швы. Запишите количество и расположение сварных швов для установки сервисной сборки.
- Используйте прямой край, чтобы разметить линию вокруг рельса.
- Обрежьте поврежденный рельс (1).
- Удалите поврежденный участок рельса.
- Измерьте 30 мм (1 3 / 16 дюйма) на сервисной детали и отметьте линии разреза.
- Отрежьте и снимите 30 мм (1 3/16 дюйма) с фланцев с каждой стороны (1) вспомогательной направляющей (3), чтобы создать лапки 30 мм (1 3/16 дюйма).
- Вырежьте зазоры шириной 5 мм (3 / 16 дюйма) в нижних углах (2).
- Отогните лапки внутрь (1), чтобы обеспечить установку сервисной детали (2) внутри исходной направляющей.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Приварите лепестки друг к другу вдоль кромок (1).
- Очистите и подготовьте сопрягаемые поверхности.
- Разместите сервисную деталь.
- Проверить посадку с помощью 3-х мерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Прошить сварной шов по всему стыку (2).
- Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Вернитесь назад и завершите шовный шов. Это создаст прочное соединение с минимальным тепловым искажением. ПРИМЕЧАНИЕ: Монтажные отверстия бампера должны быть правильно расположены и просверлены. Используйте 3-х мерное измерительное оборудование.
- Очистите и подготовьте сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Грунтовка с 2-х частичным катализируемым праймером.
- При необходимости нанесите герметики и антикоррозионные материалы.
- Установите все соответствующие панели и компоненты.
| Предупреждение | Обратитесь к разделу " Одобренное оборудование для предупреждения о ремонте при столкновении ". |
|---|
- При необходимости удалите все связанные панели и компоненты, включая следующие: Задняя торцевая панель Четвертные панели Четвертные расширения панелей
- Визуально осмотрите и восстановите как можно больше повреждений.
- При необходимости удалите следующее: Уплотнители Глушители звука Антикоррозионные материалы
- Найдите и отметьте все заводские сварные швы позади задней поперечины, включая швы вдоль нижнего края рулевой рубки.
- Обратите внимание на количество и расположение сварных швов для монтажа напольного сервисного узла.
- Просверлите все заводские сварные швы. ПРИМЕЧАНИЕ: Просверлите заводские сварные швы только позади поперечины. Не высверливайте сварные швы, прикрепляющие пол к поперечине.
- Обрежьте поврежденный пол по заднему краю поперечины.
- Не повредите: Задние рельсы Поперечина Рулевая рубка
- Удалите поврежденный участок пола.
- Отмерьте 960 мм (37 3 / 4 дюйма) вперед от заднего края сервисного узла заднего этажа, отметьте место и отрежьте соответствующим образом.
- При необходимости подготовьте сопрягаемые поверхности.
- Проверьте правильность посадки.
- Позвольте узлу обслуживания пола (3) перекрыть исходный пол поверх задней поперечины (2).
- Разметьте расположение заднего рельса и фланцев ригеля на дне напольного сервисного узла.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5 / 16 дюйма) в местах, указанных в исходной сборке пола (3).
- Просверлите отверстия на расстоянии приблизительно 40 мм (1 дюйм) друг от друга, где новая секция пола прикрепляется к задней направляющей и фланцам поперечины.
- Расположите сервисный узел и проверьте правильность посадки.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Заварите соответствующим образом (1).
- Очистите и подготовьте все сварные поверхности. ПРИМЕЧАНИЕ: Перед повторной отделкой обратитесь к Руководству по повторной отделке Gm 4901MD-99 для рекомендуемых продуктов. Не объединяйте системы покраски. Обратитесь к рекомендациям производителя краски.
- Нанесите катализированную грунтовку из 2-х частей. ПРИМЕЧАНИЕ: Области задней поперечины должны быть должным образом уплотнены от влаги и грязи, чтобы герметизировать как переднюю и заднюю кромки поперечины, так и внутренние швы.
- При необходимости нанесите следующие материалы: Герметики Глушители звука Антикоррозийные материалы
- Установите все соответствующие панели и компоненты.
Схема №27
Внешняя дверная рама может быть заменена как полная сервисная часть или различные сегменты могут быть секционированы. Полная замена сервисной части требует удаления панели крыши. Секционирование внешней дверной рамы и усиление внутренней дверной рамы обычно намного быстрее и экономичнее. Поскольку внешняя дверная рама изготавливается как единый компонент, сервисные части для секционирования должны быть вырезаны из сервисной панели и модифицированы по мере необходимости. Секционирование должно происходить только в затененных областях.