Измерение цилиндра для больших размеров
- Отрегулируйте микрометр до размера немного меньшего, чем размер отверстия. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Вставить датчик J 8087 в микрометр и обнулить шкалу датчика отверстия.
- Используйте калибр J 8087 и измерьте отверстие цилиндра на наличие избыточного размера. Сдвиньте датчик отверстия вверх и вниз по всей длине отверстия цилиндра. Измерьте отверстие, как параллельное, так и перпендикулярное осевой линии коленчатого вала, вверху, в центре и внизу отверстия. Отверстие цилиндра, которое превышает максимальный диаметр, должно обслуживаться поршнем увеличенного размера. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
Порядок бурения
- Измерьте все поршни микрометром, чтобы определить диаметр отверстия цилиндра.
- Прежде чем использовать любой тип борштанги, используйте мелкий напильник и очистите верхнюю часть блока цилиндров, удалив любую грязь или заусенцы. Если не проверять блок цилиндров, возможно, расточная оправка неправильно расположена или наклонена, а расточка отверстия цилиндра может быть выполнена под неправильным углом.
- Тщательно следуйте инструкциям производителя по эксплуатации оборудования.
- При расточке цилиндров убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников коленчатого вала до надлежащего крутящего момента во избежание искажения расточек цилиндров при окончательной сборке.
- Когда вы возьмете окончательный разрез с помощью борштанги, оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования и посадки поршня.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечного зазора крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкосортными камнями. Выполните окончательную хонингование мелкосортным камнем, хонингование цилиндра до надлежащего зазора.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно проверить расточку цилиндра на посадку с выбранным поршнем. Все измерения поршня или отверстия цилиндра должны производиться с компонентами при нормальной комнатной температуре.
- При хонинговании цилиндра для подгонки к негабаритному поршню сначала выполните предварительное хонингование 100-крупнозернистым камнем.
- Выполните окончательное хонингование цилиндра с помощью камня с зернистостью 240 и получите рисунок штриховки с перекрестием 45 градусов. Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
- Финишные отметки должны быть чистыми, но не острыми. Отделочные метки также должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- Измерив выбранный поршень в точке калибровки и добавив среднее значение спецификации зазора, можно определить требуемый окончательный размер хонингования цилиндра.
- После окончательного хонингования и перед проверкой поршня на посадку отверстия цилиндров очистить горячей водой и моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки расточки цилиндра просушите расточку чистой ветошью.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Схема №82
Используя шаровой тип или самоцентрирующийся хонинговальный инструмент, слегка обезжирьте отверстие цилиндра. Дегазацию следует производить только для удаления любых отложений, которые могли образоваться. При выполнении процедуры обезжиривания используйте 240-гранитный камень из карбида кремния или эквивалентного материала.
Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
Процедура очистки
- Очистите коленчатый вал растворителем.
- Тщательно очистите все масляные каналы (2) и осмотрите на наличие ограничений или заусенцев.
- Просушите коленчатый вал сжатым воздухом.
Измерение зазора между основными подшипниками - калибровка пластическим методом
- Снимите крышки подшипников, половинки подшипников и болты. См. Демонтаж коленчатого вала и подшипников.
- Установите калибровочный пластик на шейку коленчатого вала. Установить калибрующий пластик на всю ширину шейки подшипника коленчатого вала.
- Установите крышки подшипников, половинки подшипников и болты. См. Установка коленчатого вала и подшипника.
- Снимите крышки подшипников, половинки подшипников и болты. См. Демонтаж коленчатого вала и подшипников.
- Используя весы, поставляемые с комплектом пластикового измерителя, измерьте калибровочный пластик в его самой широкой области. Если калибровочный пластик показывает неравномерность в шейке, превышающую 0 025 мм (0 001 дюйма), снимите коленчатый вал и измерьте шейку микрометром. Если зазор не может быть доведен до технических характеристик, замените коленчатый вал или блок двигателя в соответствии с требованиями. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
Измерение зазора шатунного подшипника - калибровочный пластический метод
- Снимите крышку подшипника, половину подшипника и болты. См. Демонтаж поршня, шатуна и подшипника.
- Установить калибрующую пластмассу на шейку подшипника шатуна. Установить калибрующий пластик на всю ширину цапфы.
- Установите крышку подшипника, половину подшипника и болты. См. Монтаж поршня, шатуна и подшипника.
- Снимите крышку подшипника, половину подшипника и болты. См. Демонтаж поршня, шатуна и подшипника.
- Используя весы, поставляемые с комплектом пластикового измерителя, измерьте калибровочный пластик в его самой широкой области. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
Измерение зазора шатунного подшипника - с помощью J 43690/J 43690-100
J 43690 Инструмент для проверки подшипников штока и J 43690-100 Инструмент для проверки подшипников штока - комплект адаптера были разработаны как более точный метод измерения зазоров подшипников шатуна. Приведенные ниже инструкции дают общее представление о настройке и использовании инструментов. Для получения более подробной информации обратитесь к листам инструкций по работе с инструментом, предоставленным производителем инструмента.
Схема №83
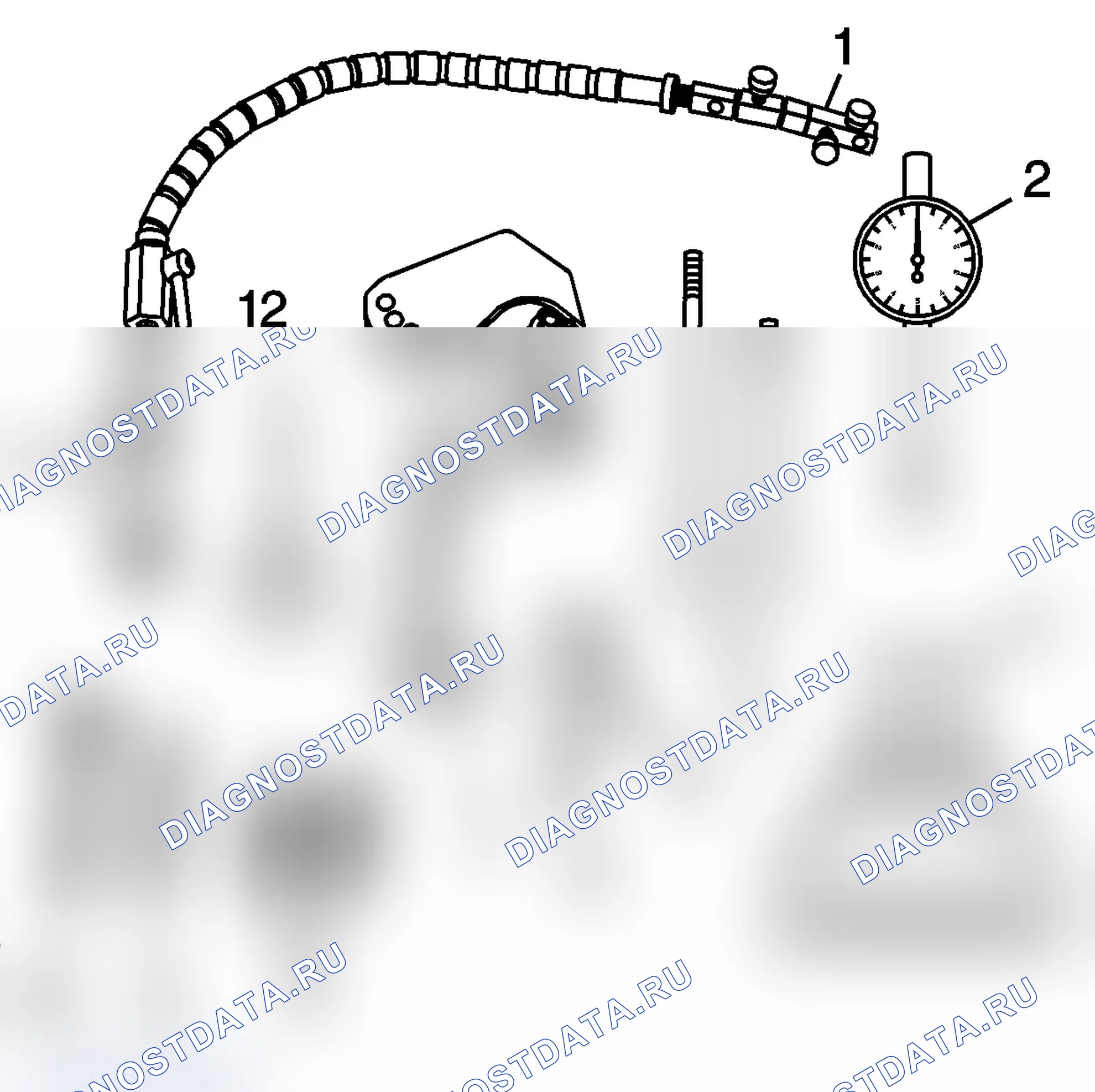
J 43690 Инструмент для проверки подшипников штанги
- J 43690-20 Поворотное основание (1)
- J 43690-19 Индикатор набора номера (2)
- J 43690-2 Основание (3)
- J 43690-5, J 43690-6 Ручка (4)
- J 43690-10, J 43690-11 Фут (5)
- 280307 Винт (6)
- J 43690-1 Поворотный кронштейн в сборе (7)
- J 43690-3, J 43690-7, J 43690-8 Винты (8)
- 280319 Винт (9)
- 280311 Винт (10)
- J 43690-17, J 43690-18 переходник (11)
- 280310 Контакт (12)
Схема №84
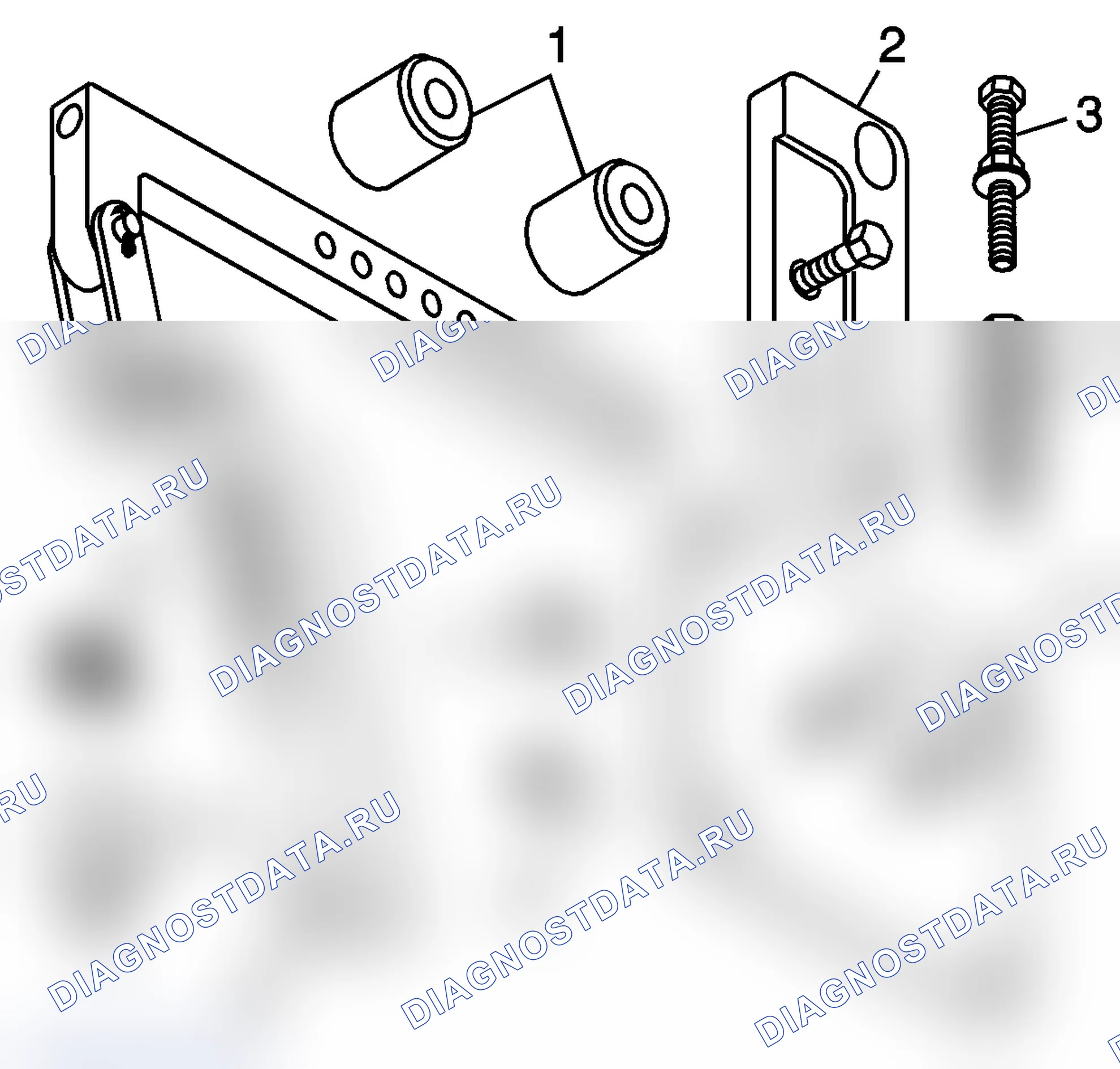
J 43690-100 Инструмент для проверки подшипников штанги - комплект адаптера
- J 43690-104 Проставка (1)
- J 43690-105 Фиксирующая пластина (2)
- 505478 Болт (3)
- 511341 Болт (4)
- J 43690-106 Фиксирующая пластина (5)
- J 43690-107 Крышка (6)
- J 43690-102 Фут (7)
- J 43690-101 Поворотный кронштейн в сборе (8)
- Переходник J 43690-103 (9)
- 505439 Адаптер (10)
- Проверните коленчатый вал до тех пор, пока измеряемая шейка/шатун не окажется в положении на 12 часов.
- Снимите крышку подшипника и болты (1).
- Снимите половину подшипника 2.
- Вставьте кусок запаса бумажной карты на шейку коленчатого вала.
- Установите половину подшипника 2 и колпачок и болты 1. См. Технические условия на затяжку крепежных деталей.
- Установить: J 43690-2 (5) J 43690-3 (4) J 43690-101 (2) 280310 (3) J 43690-5 (1)
- Установите поворотное основание 1 и циферблатный индикатор 2.
- Отрегулируйте по инструкции завода-изготовителя и замерьте зазор шатунного подшипника. Чрезмерным считается шатун с зазором, превышающим 0 076 мм (0 003 дюйма). Сервисные компоненты, по мере необходимости.
Поршневые, штифтовые и поршневые кольца
- Очистите лак и углерод с поршня (107) с помощью чистящего растворителя.
- Просушите компоненты сжатым воздухом.
- Очистите канавки поршневого кольца с помощью подходящего инструмента для очистки кольцевых канавок.
- Прочистите смазочные отверстия и прорези.
- Осмотрите поршень на наличие следующих условий: Трещины в площадках поршневого кольца, юбке поршня или бобышках пальца Канавки поршневого кольца на наличие забоин, заусенцев или коробления, которые могут привести к связыванию поршневого кольца НЕЗНАЧИТЕЛЬНЫЕ дефекты можно удалить с поршня мелким напильником. Эрозионные зоны в верхней части поршня (1) Потертости или поврежденные юбки (2) Задиры в отверстии поршневого пальца (3) или поршневого пальца
- Вставить кромку поршневого кольца в канавку поршневого кольца. Полностью обкатать поршневое кольцо вокруг поршня. Если связывание вызвано искаженной кольцевой канавкой, НЕЗНАЧИТЕЛЬНЫЕ дефекты могут быть удалены с помощью мелкого файла. Если связывание вызвано деформированным поршневым кольцом, замените кольца, как требуется.
- Измерьте щупом боковой зазор поршневого кольца. Если боковой зазор не соответствует спецификациям, попробуйте другое поршневое кольцо. Если надлежащий зазор между кольцом и канавкой не может быть получен, замените поршень и палец в сборе. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте микрометр и измерьте наружный диаметр поршневого пальца (OD).
- Чтобы определить зазор между поршневым пальцем и отверстием, используйте внутренний микрометр и измерьте внутренний диаметр отверстия поршневого пальца.
- Вычесть измерение наружного диаметра поршневого пальца из измерения внутреннего диаметра отверстия поршневого пальца для определения зазора между поршневым пальцем и отверстием. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G)
Измерение торцевого зазора поршневого кольца
- Поместите поршневое кольцо в отверстие цилиндра на 6,5 мм (0,25 дюйма) ниже верхней части зоны перемещения кольца. Оба кольца следует устанавливать так, чтобы ориентирующие метки были обращены к верхней части поршня.
- Вставить щуп и измерить торцевой зазор поршневого кольца. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
Шатун и подшипники
- Очистите шатун (105) и колпачок (103) в растворителе.
- Просушите компоненты сжатым воздухом.
- Проверьте шатун на наличие следующих условий: Скручивание (1) Правильная посадка сопрягаемых поверхностей шатуна и крышки (2) Забоины или выбоины в отверстии подшипника (3) Повреждение установочных пазов подшипника (4)
- Измерить отверстие подшипника шатуна для некруглого состояния. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G)
- Чтобы определить зазор между поршневым пальцем и отверстием шатуна, используйте микрометр и измерьте наружный диаметр поршневого пальца.
- Для определения зазора между поршневым пальцем и отверстием шатуна измерьте микрометром внутренний диаметр отверстия шатунного пальца (1).
- Вычесть измерение наружного диаметра поршневого пальца из измерения внутреннего диаметра отверстия шатунного пальца для определения зазора между поршневым пальцем и отверстием. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Осмотрите шатунные подшипники на наличие кратеров или карманов. Сплющенные участки на половинах подшипника указывают на усталость.
- Осмотрите шатунные подшипники на предмет чрезмерного задирания или обесцвечивания.
- Осмотрите шатунные подшипники на предмет попадания грязи или мусора в материал подшипника.
- Осмотрите шатунные подшипники на предмет неправильной посадки, на которую указывают яркие, полированные участки поверхности подшипника.
- Замерьте шатунные подшипники на наличие избыточного зазора между шейками шатунных подшипников и коленчатого вала. См. Очистка и осмотр коленчатого вала и подшипников.
Информация об использовании инструмента
Информация о приводах подшипников, расширителей и расширителей
- Инструмент состоит из направляющего конуса (1), ведущих шайб (2 или 3), приводов подшипников расширителя (4-8), приводных штанг (9 или 10), губок расширителя (11), втулки расширителя (12), конуса расширителя (13), вала расширителя (14) и узла расширителя (15).
- Детандер в сборе (15) используется в качестве привода для подшипника, когда внутренний диаметр составляет 28 575-37 465 мм (1 125-1 475 дюйма), и используется с малой шайбой.
- Внутренний диаметр привода подшипника детандера номер 1 составляет 37 465-43,18 мм (1 475-1,7 дюйма) и используется с детандером в сборе (15) и малой шайбой.
- Внутренний диаметр привода подшипника детандера номер 2 составляет 43,18-48 895 мм (1,7-1 925 дюйма) и используется с детандером в сборе (15) и большой шайбой.
- Внутренний диаметр привода подшипника детандера номер 3 составляет 48 895-54,61 мм (1 925-2,15 дюйма) и используется с детандером в сборе (15) и большой шайбой.
- Внутренний диаметр привода подшипника расширителя номер 4 составляет 54,61-60 325 мм (2 150-2 375 дюйма) и используется с узлом расширителя (15) и большой шайбой.
- Внутренний диаметр привода 5 подшипника детандера составляет 60 325-68 326 мм (2 375-2,69 дюйма) и используется с детандером в сборе (15) и большой шайбой.
Сборка и эксплуатация инструмента
- Выберите правильный расширяющий драйвер и шайбу из информации о расширяющем драйвере и шайбе.
- Поместите расширяющийся драйвер на узел расширителя.
- Убедитесь, что линии разделения между сегментами расширяющегося привода выровнены с линиями разделения узла расширителя.
- Небольшим концом конуса, обращенным к приводному узлу, поместите направляющий конус над ведущей планкой.
- Установите ведущую шайбу на резьбовую часть расширителя в сборе.
- Навинтите узел расширителя с ведущей шайбой на ведущий стержень. Для снятия внутренних подшипников может потребоваться установка удлинителя приводной штанги.
- Вставьте инструмент (1) во внутренний подшипник распределительного вала и затяните до плотного прилегания. Работайте инструментом спереди или сзади блока двигателя. На некоторых блоках двигателя гайка на узле расширителя недоступна, кроме как с любого конца. В этом случае необходимо использовать гнездо и удлинитель для увеличения и уменьшения узла расширителя.
- Вставьте нейлоновый конус (2) в передний или задний подшипник распределительного вала. Это позволит правильно выровнять инструмент.
- Выведите подшипник из блока двигателя или в него.
- Повторите процедуру для дополнительных внутренних подшипников.
- Для концевых подшипников, передних, позиция номер 1, и задних, позиция номер 5, снимите нейлоновый конус и удлинитель приводной штанги.
- Выведите подшипники из блока двигателя или введите их в блок.
Измерение подъема кулачка распределительного вала
- С помощью индикатора J 8520 измерьте подъем кулачка распределительного вала.
- Снимите коромысла клапанов и болты.
- Вставьте установочную шпильку циферблатного индикатора в отверстие болта коромысла клапана.
- Соберите компоненты индикатора J 8520 и установите их на шпильку.
- Установите вал циферблатного индикатора на конец штанги толкателя.
- Поверните лицевую сторону циферблатного индикатора на ноль.
- Медленно вращайте коленчатый вал по часовой стрелке, пока циферблатный индикатор не получит свои самые высокие и самые низкие показания.
- Сравните итог со спецификациями. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G). Общий подъем лепестка - это разница между наибольшим и наименьшим показаниями.
Подъемники клапанов
- Очистите компоненты в чистящем растворителе.
- Просушите компоненты сжатым воздухом.
- Проверьте подъемники клапанов на наличие следующих условий: Изогнутый или сломанный зажим (1) Изношенное гнездо толкателя (2) Потертости или изношенные стороны (3) Если подъемник клапана показывает износ, проверьте отверстия подъемника блока двигателя на предмет износа или повреждения. Плоские пятна на ролике (4) Ослабленный или поврежденный штифт (5) Закупоренное масляное отверстие (6) Изношенный или поврежденный роликовый подшипник Ролик должен вращаться свободно без привязки или шероховатости.
Направляющие клапана
Проверить направляющие подъемника клапана на наличие следующих условий
- Трещины или повреждения
- Чрезмерный износ монтажных отверстий подъемника
Развертка направляющих втулок клапанов, притирки клапанов и седел
Специальный инструмент
J 8001 Набор индикаторов набора номера
Аналогичные региональные инструменты см. в разделе Специальные инструменты.
Расширение направляющей части клапана
- С помощью циферблатного индикатора J 8001 измерьте зазор между штоком и направляющей клапана. Расположите кончик циферблатного индикатора в верхней части направляющей клапана. Зазор между штоком клапана и направляющей может быть также получен путем использования микрометра для измерения диаметра штока клапана и измерительного прибора шарового типа для измерения направляющего отверстия.
- Если измерение зазора между штоком клапана (1) и направляющей (2) не соответствует техническим требованиям, клапан и/или головка цилиндра должны быть заменены. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Осмотрите штоки клапанов на предмет чрезмерного задирания, износа или коробления. Шток клапана, имеющий чрезмерные задиры (3 или 4) или износ (4 или 6), подлежит замене. Если направляющая клапана изношена или имеет чрезмерный зазор между штоком и направляющей, головку цилиндра следует заменить.
- Измерить диаметр штока клапана. Если диаметр штока клапана не соответствует спецификации, клапан необходимо заменить. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G). Если диаметр штока клапана соответствует техническим требованиям, а зазор между штоком и направляющей чрезмерен, головку цилиндров необходимо заменить.
Притирка седла и клапана
- Проверьте клапан на наличие следующих условий: Обгоревшие или эродированные участки (1) Изношенный запас (2) Изогнутый шток (3) Изношенный или забитый шток (4) Изношенная шпоночная канавка (5) Изношенный наконечник штока (6)
- Проверить поверхность клапана на наличие следующих условий: Износ или отсутствие запаса (1 или 4) Точечные поверхности (2) Обгоревшие или эродированные участки (3)
- Осмотрите запас клапана. Выпускной клапан может быть заменен, если запас находится в пределах спецификации до шлифования. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Заменить выпускные клапаны с точечной коррозией на соответствующей машине для замены клапанов.
- Замените клапан, если запас не соответствует спецификации после шлифовки. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Если торец клапана отшлифован, измерьте высоту установки пружины клапана после повторной сборки головки цилиндров. Клапан и/или головка цилиндра должны быть заменены, если установленная высота пружины клапана не соответствует техническим требованиям. См. Сборка головки цилиндров.
- Проверьте наличие свободного седла клапана в головке цилиндров. Седло клапана имеет посадку с натягом на головку цилиндров.
- Очистите направляющие отверстия клапана подходящим инструментом. Удалите весь углерод или грязь из отверстий. Для получения надлежащих результатов направляющая клапана должна быть чистой для инструмента для шлифования седла.
- Зачистите седло клапана. Для получения надлежащих результатов следует тщательно следовать рекомендациям производителя оборудования. Независимо от типа используемого оборудования, важно, чтобы направляющие отверстия клапана были свободны от углерода или грязи, чтобы обеспечить надлежащее центрирование направляющего инструмента в направляющей.
- Осмотрите седла клапанов. Седла клапанов должны быть концентричны осевой линии направляющей, измерить биение седла клапана. Общее значение биения индикатора должно быть в пределах спецификации. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G). Если седло клапана было отшлифовано, измерьте установленную высоту пружины клапана после повторной сборки головки цилиндров. Головка цилиндра и/или клапан должны быть заменены, если установленная высота пружины клапана не соответствует техническим требованиям после шлифовки седла. См. Сборка головки цилиндров.
- Снимите и утилизируйте прокладки 514 от впускного коллектора до головки цилиндров.
- Снимите датчик абсолютного давления (MAP) (абсолютное давление во впускном коллекторе) (абсолютное давление во впускном коллекторе). См. Демонтаж впускного коллектора.
- Извлеките электромагнитный клапан продувки канистры EVAP, трубки EVAP и топливную рейку с форсунками (500). См. Демонтаж топливной направляющей и форсунок.
- Снимите корпус дросселя и прокладку. См. Демонтаж корпуса дроссельной заслонки в сборе.
- Очистите впускной коллектор в растворителе.
- Просушите впускной коллектор сжатым воздухом.
Как отремонтировать резьбу
Специальный инструмент
- J 42385-100 Головка/Комплект для ремонта резьбы основного болта
- J 42385-200 Общий комплект для ремонта резьбы
- J 42385-300 Приспособления и комплект оборудования
Схема №85
Процесс ремонта резьбы предполагает использование цельной, тонкостенной, самозапирающейся, углеродистой стали, вкладыша втулочного типа (1). В процессе установки втулки приводной инструмент расширяет нижнюю наружную резьбу вставки в основной материал (2). Это действие механически фиксирует вставку на месте. Кроме того, при установке на соответствующую глубину фланец вставки будет упираться в расточку ремонтируемого отверстия.
- Просверлите резьбу поврежденного отверстия (1). Для вкладышей M6 требуется минимальная глубина сверления 15 мм (0,59 дюйма). Для вкладышей M8 требуется минимальная глубина сверления 20 мм (0,79 дюйма). Для вкладышей M10 требуется минимальная глубина сверления 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Рассверлить отверстие на всю глубину, допускаемую инструментом (1).
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка (2) постучите по резьбе просверленного отверстия. Для вставок M6 требуется минимальная глубина врезки 15 мм (0,59 дюйма). Вставки M8 требуют минимальной глубины врезки 20 мм (0,79 дюйма). Вставки M10 требуют минимальной глубины врезки 23,5 мм (0,93 дюйма).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш 2. Установите вкладыш до соприкосновения фланца вкладыша с цекованной поверхностью. Продолжайте вращать установочное приспособление (1) через вставку. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
- Осмотрите вставку на правильность установки в отверстие. Правильно установленная вставка (1) будет либо заподлицо, либо немного ниже заподлицо с поверхностью основного материала (2).
Как отремонтировать резьбу отверстия под болт головок цилиндров
- Комплект для ремонта резьбы болта головки цилиндров состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Втулка (4) Центровочный штифт (5) Втулка (6) Болты (7) Крепежная пластина (8)
- Установите крепежную пластину 3, болты 1 и втулку 2 на палубу блока двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту (4).
- Вставьте центрирующий штифт (1) через втулку в отверстие.
- Вставьте центрирующий штифт в требуемое отверстие и затяните крепежные болты (2).
- Извлеките центрирующий штифт из отверстия.
- Установите стакан 2 на сверло 1.
- Просверлите резьбу поврежденного отверстия. Просверлите отверстие до соприкосновения стопорного бурта сверла или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия.
- Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка (1) на метчике не совместится с верхней частью втулки сверла (3).
- Снимите крепежную пластину (2), втулку (3) и болты.
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139, GM P/N 12377981 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Установите в отверстие вкладыш и драйвер 1. Вращать инструмент привода до совмещения метки на инструменте с поверхностью деки блока двигателя. Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Как отремонтировать резьбу отверстия болта главной крышки
- Комплект для ремонта резьбы основного болта колпачка состоит из следующих элементов: Сверло (1) Метчик (2) Монтажник (3) Крепежная пластина (4) Длинные болты (5) Короткие болты (6) Центровочный штифт (7) Втулка (8)
- Установите крепежную пластину, болт и втулку на блок двигателя. Поместите крепежную пластину и втулку над отверстием, подлежащим ремонту.
- Поместите центрирующий штифт в нужное отверстие и затяните крепежные болты приспособления.
- Просверлите поврежденное отверстие. Наружные болтовые отверстия 11-20 имеют более мелкие расточки. Используйте с дрелью стакан J 42385-316. Сверлить до соприкосновения стопорного бурта бурового долота или втулки с втулкой.
- Используя сжатый воздух, зачистите любую стружку.
- С помощью воротка постучите по резьбе просверленного отверстия. Для того чтобы нарезать новую резьбу на нужную глубину, поверните метчик в отверстие до тех пор, пока метка на метчике не совместится с верхней частью втулки. Для более глубоких основных отверстий колпачка 1-10 вращайте кран до тех пор, пока верхняя метка (4) на кране не совместится с верхней частью втулки (3). Для более мелких отверстий 11-20 основного колпачка вращайте метку до тех пор, пока нижняя метка (1) на метке не совместится с верхней частью втулки (3).
- Используя сжатый воздух, зачистите любую стружку.
- Распылительный очиститель GM P/N 12346139 (канадский P/N 10953463) или аналогичный в отверстие.
- Используя сжатый воздух, очистите отверстие от масла и стружки.
- Смажьте резьбу инструмента монтажника (2) водительским маслом (1).
- Установите вставку (2) на привод (1).
- Нанесите LOCTITE™ 277, J 42385-109 (1) или аналогичный на резьбу наружного диаметра вставки (2).
- Вставьте вставку и привод (1) через крепежную пластину и втулку в отверстие. Вращайте приводной инструмент до тех пор, пока метка на инструменте (3) не совместится с верхней частью втулки (2). Инструмент установщика затянется до полного вкручивания через вставку. Это приемлемо. Вы формуете нижнюю резьбу вставки и механически фиксируете вставку к резьбе основного материала.
Подбор поршня
- С помощью микрометра под прямым углом измерьте наружный диаметр поршня (ОД). Измерьте диаметр 43 мм (1,69 дюйма) от верхней части поршня. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G).
- Запишите наружный диаметр поршня.
- Настройте микрометр на записанный наружный диаметр поршня.
- Вставить датчик диаметра J 8087 в микрометр и обнулить шкалу датчика.
- Измерьте внутренний диаметр отверстия цилиндра с помощью датчика J 8087. Измерить в точке на расстоянии 64 мм (2,5 дюйма) от верхней части цилиндра.
- Запишите внутренний диаметр отверстия цилиндра.
- Вычесть наружный диаметр поршня из внутреннего диаметра канала цилиндра для определения зазора между поршнем и каналом. См. Механические характеристики двигателя (RPO LMF VIN 4), Механические характеристики двигателя (RPO L20 VIN A) 39917370362013060300000), Механические характеристики двигателя (RPO LC8 VIN B), Механические характеристики двигателя (RPO L96 VIN G)
- Если надлежащий зазор не может быть получен, выберите другой узел поршня и пальца и измерьте зазоры снова. Если надлежащая посадка не может быть достигнута, может потребоваться хонингование отверстия цилиндра для поршня большего размера.
Предварительная смазка двигателя
Специальный инструмент
J 45299 Предлюбер двигателя
Аналогичные региональные инструменты см. в разделе Специальные инструменты
- Снимите фильтр моторного масла и залейте чистое моторное масло.
- Установите масляный фильтр и затяните до 30 Н.м (22 фунта на фут).
- Найдите заглушку левой передней масляной галереи блока двигателя (116).
- Установите адаптер M16 x 1.5 No детали 509375.
- Установите гибкий шланг на переходник и откройте кран.
- Прокачайте ручку на предлюбере J 45299, чтобы подать минимум 1-1,9 литра (1-2 кварты) моторного масла. Наблюдайте за потоком моторного масла через гибкий шланг и в узел двигателя.
- Закройте вентиль и снимите гибкий шланг и переходник с двигателя.
- Установить заглушку галереи на двигатель и затянуть до 60 Н.м (44 фунта фута).
- Долейте моторное масло до нужного уровня.