Необходимые инструменты
- J 24270 Расширитель Ridge с цилиндрическим отверстием
- J 41556 Направляющая шатуна. См. " Специальные инструменты ".
Измерение цилиндра для больших размеров
- Отрегулировать микрометр до размера, немного меньшего, чем размер отверстия. См. " Механические спецификации двигателя (RPO LY5 VIN J) ", " Механические спецификации двигателя (RPO LC9 VIN 3) " или " Механические спецификации двигателя (RPO LY2 VIN C) ", " Механические спецификации двигателя (RPO LH6 VIN M) ". LY6 L76
- Вставить датчик J 8087: в микрометр и обнулить круглую шкалу датчика отверстия.
- Технические характеристики двигателя VXPO ".TXPO ".TXPO ".TXPO ".TXPO ".TXPO ".TXPO ".tx ".TXPO ".tx ".txx ".tx ".tx ".tx ".tx ".tx (Rx).tx. LY5 LC9 LY2 LH6 LY6 L76
Порядок бурения
- Измерьте все поршни микрометром, чтобы определить диаметр отверстия цилиндра.
- Прежде чем использовать любой тип борштанги, используйте мелкий напильник и очистите верхнюю часть блока цилиндров, удалив любую грязь или заусенцы. Если не проверять блок цилиндров, возможно, расточная оправка неправильно расположена или наклонена, а расточка отверстия цилиндра может быть выполнена под неправильным углом.
- Тщательно следуйте инструкциям производителя по эксплуатации оборудования.
- При расточке цилиндров убедитесь, что все крышки подшипников коленчатого вала на месте. Затяните крышки подшипников коленчатого вала до надлежащего крутящего момента во избежание искажения расточек цилиндров при окончательной сборке.
- Когда вы возьмете окончательный разрез с помощью борштанги, оставьте 0,03 мм (0 001 дюйма) на диаметре отверстия цилиндра для чистового хонингования и посадки поршня.
Процедура хонингования
- При хонинговании цилиндров следуйте рекомендациям производителя по использованию оборудования, очистке и смазке. Используйте только чистые, острые камни надлежащего сорта на то количество материала, которое вы удаляете. Тусклые, грязные камни режутся неравномерно и выделяют избыточное тепло. Не оттачивайте до конечного зазора крупнозернистым или среднезернистым камнем. Оставьте достаточное количество металла, чтобы все каменные следы можно было удалить мелкосортными камнями. Выполните окончательную хонингование мелкосортным камнем, хонингование цилиндра до надлежащего зазора.
- Во время операции хонингования тщательно очистите расточку цилиндра. Повторно проверить расточку цилиндра на посадку с выбранным поршнем. Все измерения поршня или отверстия цилиндра должны производиться с компонентами при нормальной комнатной температуре.
- При хонинговании цилиндра для подгонки к негабаритному поршню сначала выполните предварительное хонингование 100-крупнозернистым камнем.
- Выполните окончательное хонингование цилиндра с помощью камня с зернистостью 240 и получите рисунок штриховки с перекрестием 45 градусов. Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
- Финишные отметки должны быть чистыми, но не острыми. Отделочные метки также должны быть свободны от внедренных частиц и разорванного или сложенного металла.
- Измерив выбранный поршень в точке калибровки и добавив среднее значение спецификации зазора, можно определить требуемый окончательный размер хонингования цилиндра.
- После окончательного хонингования и перед проверкой поршня на посадку отверстия цилиндров очистить горячей водой и моющим средством. Протрите отверстия жесткой щетинной щеткой и тщательно промойте отверстия горячей водой. Не допускайте попадания абразивного материала в отверстия цилиндров. Этот абразивный материал может вызвать преждевременный износ новых поршневых колец и отверстий цилиндров. Абразивный материал также загрязняет моторное масло и может вызвать преждевременный износ подшипников. После промывки расточки цилиндра просушите расточку чистой ветошью.
- Выполните окончательные измерения поршня и расточки цилиндра.
- Постоянно маркировать верхнюю часть поршня для конкретного цилиндра, на котором он установлен.
- Нанесите чистое моторное масло на каждое отверстие цилиндра, чтобы предотвратить ржавление.
Схема №149
Используя шаровой тип или самоцентрирующийся хонинговальный инструмент, слегка обезжирьте отверстие цилиндра. Дегазацию следует производить только для удаления любых отложений, которые могли образоваться. При выполнении процедуры обезжиривания используйте 240-гранитный камень из карбида кремния или эквивалентного материала.
Для окончательного хонингования предпочтителен камень с зернистостью 240. Если камень с зернистостью 240 отсутствует, то в качестве заменителя можно использовать камень с зернистостью 220.
Процедура очистки
- Очистите коленчатый вал растворителем.
- Тщательно очистите все масляные каналы (2) и осмотрите на наличие ограничений или заусенцев.
- Просушите коленчатый вал сжатым воздухом.
Измерение зазора между основными подшипниками - калибровка пластическим методом
- Снимите крышки подшипников, половинки подшипников и болты (см. раздел " Снятие коленчатого вала и подшипников ").
- Установите калибровочный пластик на шейку коленчатого вала. Установить калибрующий пластик на всю ширину шейки подшипника коленчатого вала.
- Установите крышки подшипников, половинки подшипников и болты (см. раздел " Установка коленчатого вала и подшипников ").
- Снимите крышки подшипников, половинки подшипников и болты (см. раздел " Снятие коленчатого вала и подшипников ").
- Технические характеристики двигателя VXTPO ", Технические характеристики двигателя VXTPO ", Технические характеристики двигателя VXTPO ", Технические характеристики двигателя VXTPO ", Механические характеристики двигателя VXTPO ", Механические характеристики двигателя Vxtx0 ", Механические характеристики двигателя VXTPO ", Механические характеристики двигателя Vxtx0 ", Технические характеристики двигателя (RPO) ", Механические LY5 LC9 LY2 LH6 LY6 L76
Измерение зазора шатунного подшипника - калибровочный пластический метод
- Снимите крышку подшипника, половину подшипника и болты. См. " Демонтаж поршня, шатуна и подшипника ".
- Установить калибрующую пластмассу на шейку подшипника шатуна. Установить калибрующий пластик на всю ширину цапфы.
- Установите крышку подшипника, половину подшипника и болты. См. " Установка поршня, шатуна и подшипника ".
- Снимите крышку подшипника, половину подшипника и болты. См. " Демонтаж поршня, шатуна и подшипника ".
- Используя весы, поставляемые с пластиковым комплектом для измерения, измерьте калибровочный пластик в его самой широкой области. См. " Механические характеристики двигателя (RPO LY5 VIN J) ", " Механические характеристики двигателя (RPO LC9 VIN 3) ", " Механические характеристики двигателя (RPO LY2 VIN C) ", " Механические характеристики двигателя (RPO RTAG3) ". LH6 LY6 L76
Измерение зазора шатунного подшипника - с помощью J 43690/J 43690-100
J 43690: инструмент и J 43690-100: набор были разработаны как более точный метод измерения зазоров подшипников шатуна. Приведенные ниже инструкции дают общее представление о настройке и использовании инструментов. Для получения более подробной информации обратитесь к листам инструкций по работе с инструментом, предоставленным производителем инструмента.
Схема №150
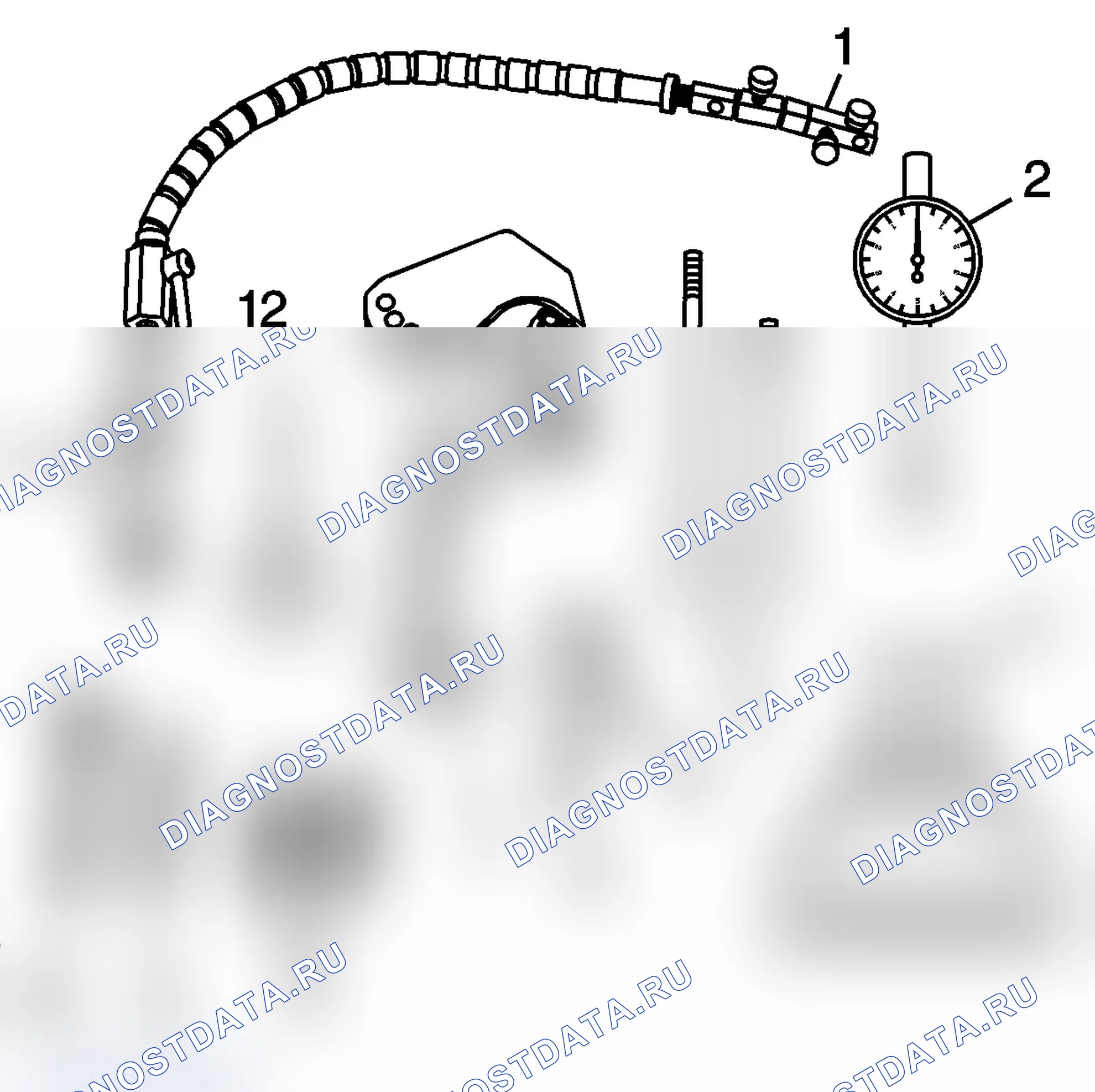
J 43690: инструмент
- J 43690-20 Поворотное основание (1)
- J 43690-19 Индикатор набора номера (2)
- J 43690-2 Основание (3)
- J 43690-5, J 43690-6 Ручка (4)
- J 43690-10, J 43690-11 Фут (5)
- 280307 Винт (6)
- J 43690-1 Поворотный кронштейн в сборе (7)
- J 43690-3, J 43690-7, J 43690-8 Винты (8)
- 280319 Винт (9)
- 280311 Винт (10)
- J 43690-17, J 43690-18 переходник (11)
- 280310 Контакт (12)
Схема №151
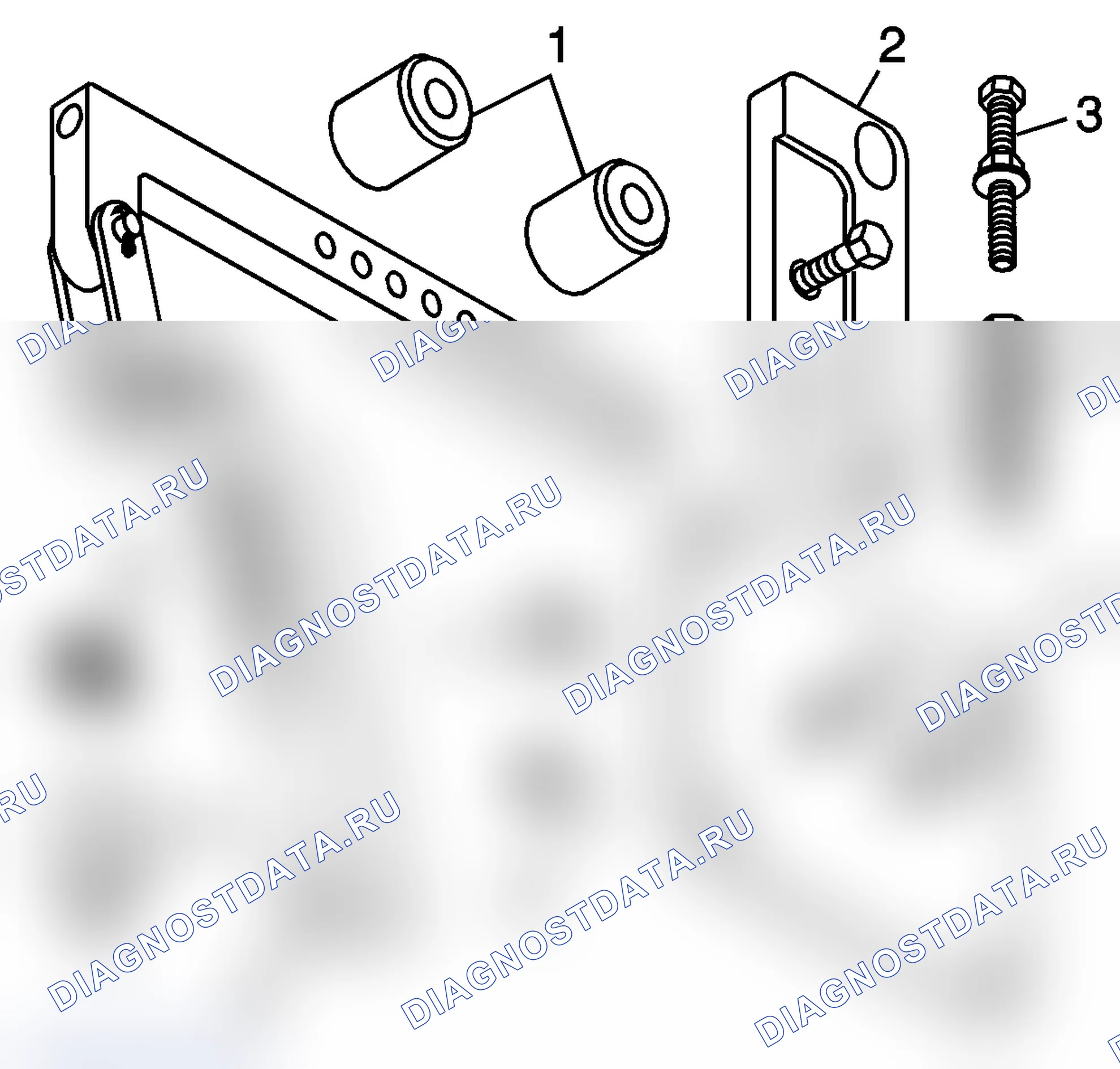
J 43690: Инструмент для проверки подшипников штока
- J 43690-104 Проставка (1)
- J 43690-105 Фиксирующая пластина (2)
- 505478 Болт (3)
- 511341 Болт (4)
- J 43690-106 Фиксирующая пластина (5)
- J 43690-107 Крышка (6)
- J 43690-102 Фут (7)
- J 43690-101 Поворотный кронштейн в сборе (8)
- Переходник J 43690-103 (9)
- 505439 Адаптер (10)
- Проверните коленчатый вал до тех пор, пока измеряемая шейка/шатун не окажется в положении на 12 часов.
- Снимите крышку подшипника и болты (1).
- Снимите половину подшипника 2.
- Вставьте кусок запаса бумажной карты на шейку коленчатого вала.
- Установите половину подшипника (2), крышку и болты (1) согласно " Техническим условиям на затяжку крепежа ".
- Установить: J 43690-2 (5) J 43690-3 (4) J 43690-101 (2) 280310 (3) J 43690-5 (1)
- Установите поворотное основание 1 и циферблатный индикатор 2.
- Отрегулируйте по инструкции завода-изготовителя и замерьте зазор шатунного подшипника. Чрезмерным считается шатун с зазором, превышающим 0 076 мм (0 003 дюйма). Сервисные компоненты, по мере необходимости.