ВниманиеПеред выполнением любых работ на автомобиле, оборудованном системой запуска и остановки двигателя, примите меры по соблюдению правил техники безопасности (см. Автомобиль)
ПримечаниеНиже изложена методика ремонта, общая для всех автомобилей с однотипной конструкцией данной детали. Перед ознакомлением с общими сведениями убедитесь в отсутствии особенностей для данного автомобиля. Такие особенности, если они есть, указаны в других частях этой главы по данной детали.
ПримечаниеПодробные указания по особенностям соединения см. (см. Руководство по ремонту 400).
Конструкция детали кузова
Данная деталь снимается с помощью разрезов всей боковой стороны кузова. Данная деталь выполняет основную функцию панели порога. Она может быть частично заменена с помощью показанных ниже разрезов.
Место разреза для полной замены
Линии (1), (2) и (3) обозначают область разрезов для полной замены панели порога.
Место разреза для частичной замены
Линии (1) и (4) обозначают области частичной замены передней части панели порога.
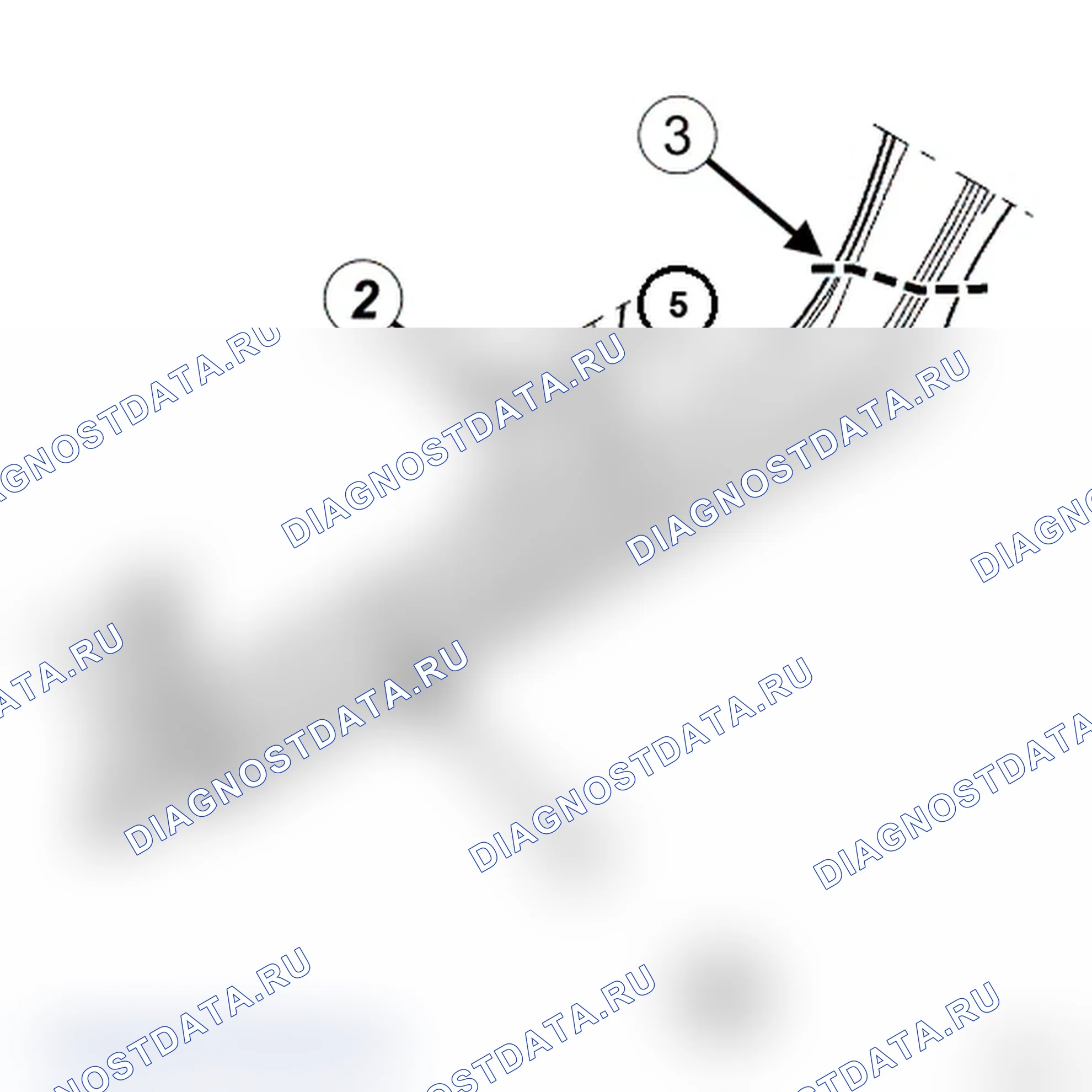
Линии (3) и (5) обозначают области разреза для частичной замены задней части панели порога.
Линии (4) и (8) обозначают области разреза для частичной замены части панели порога, находящейся под дверью.
Предыдущие разрезы можно использовать для выполнения частичной замены большего количества деталей:
- частичная замена передней части, разрез (1), (2) и (5)
- Частичная замена задней части, разрез, (2), (3) и (4).
Данные операции позволяют получить доступ внутрь скрытой полости детали кузова для правки.
Способ соединения при частичной замене
Указаны только соединения, характерные для частичной замены с разрезкой детали.
ВниманиеЕсли доступ к соединяемым поверхностям затруднен, вместо контактной электросварки выполните сварку электрозаклепками в среде защитного газа (см. (см. Руководство по ремонту 400) ).
Возможности замены для других условий доступа к соединяемым поверхностям описаны в основных положениях по ремонту кузова (см. (см. Руководство по ремонту 400) ).
Линиями (1), (2) и (5) на рисунке показан стыковой прерывистый шов, выполненный дуговой электросваркой в среде защитного газа.
Все сварные соединения, описанные в данной процедуре, идентичны.