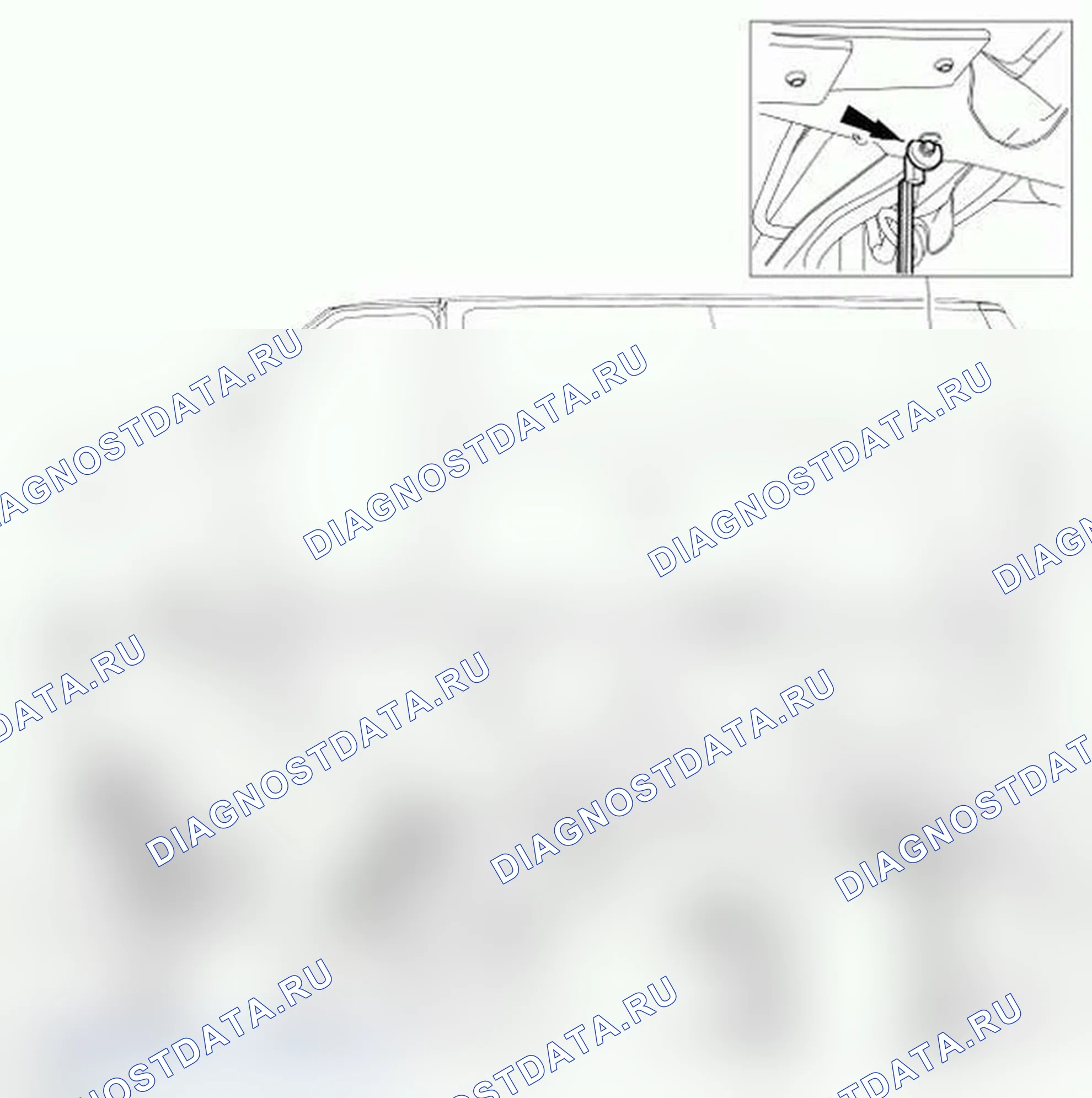
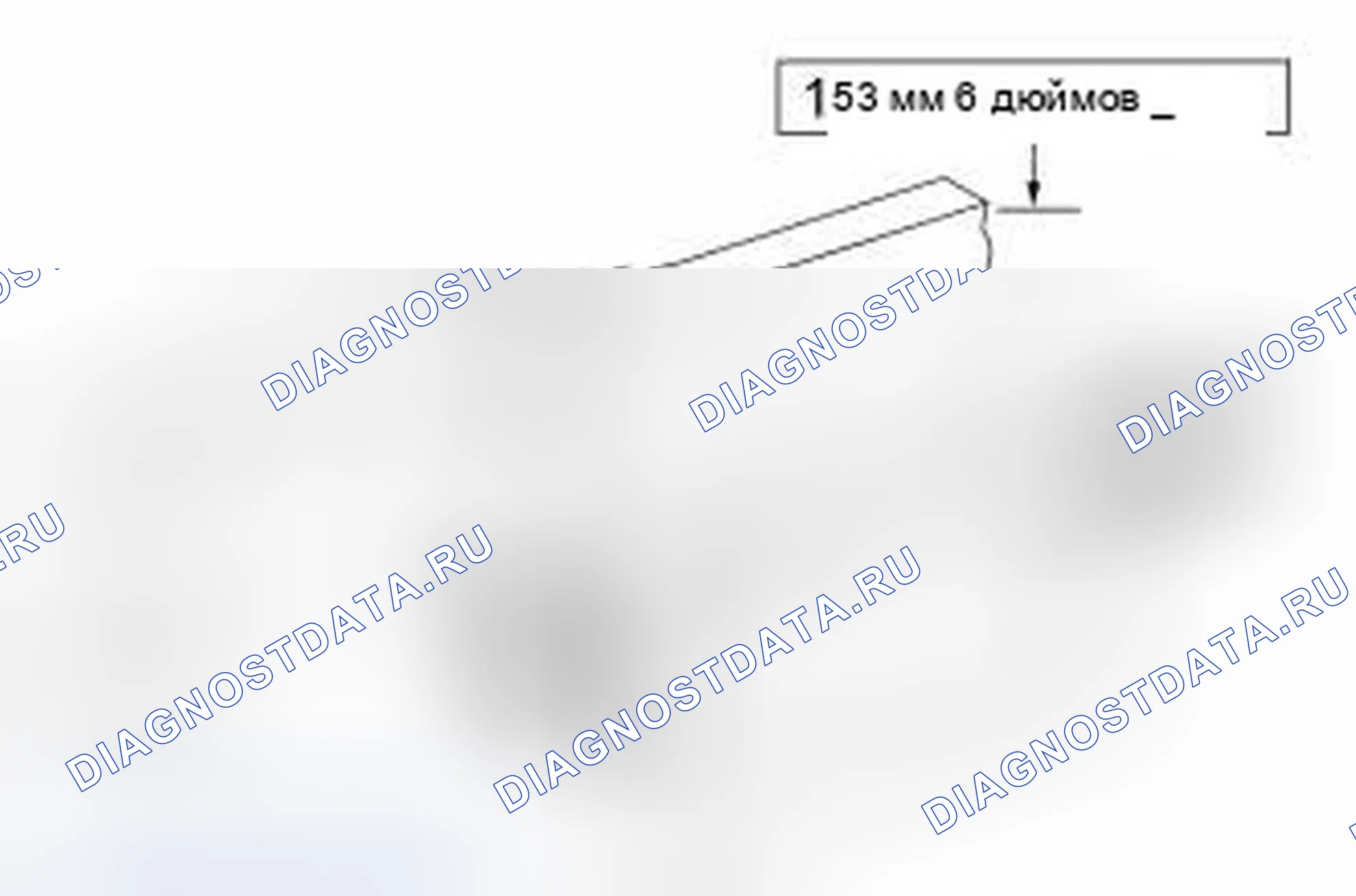
Высота опорного элемента рамы
ПримечаниеКолесная база 3502 мм (138 дюймов).
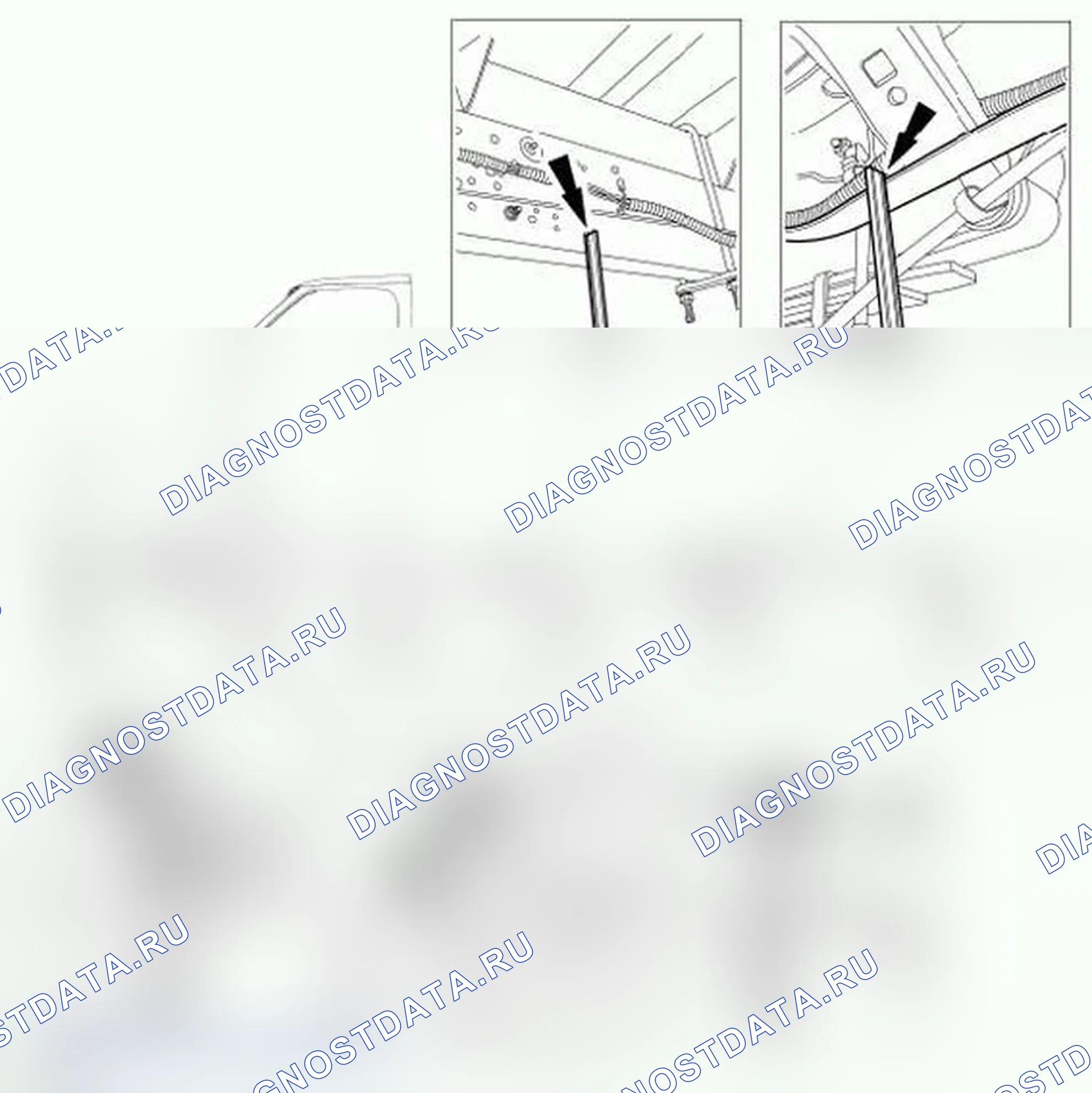
Схема №36
ПримечаниеВырез 4014 мм (158 дюймов) и 4470 мм (176 дюймов) колесной базы.
Схема №37
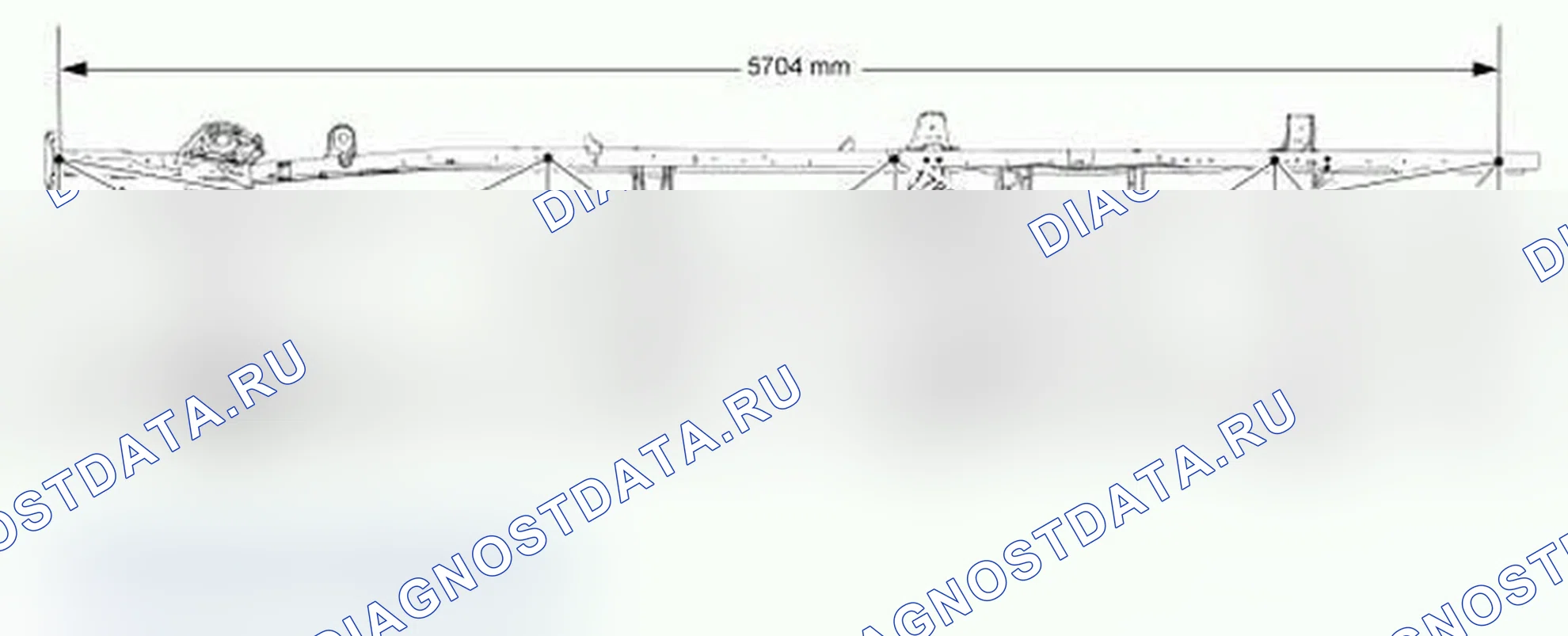
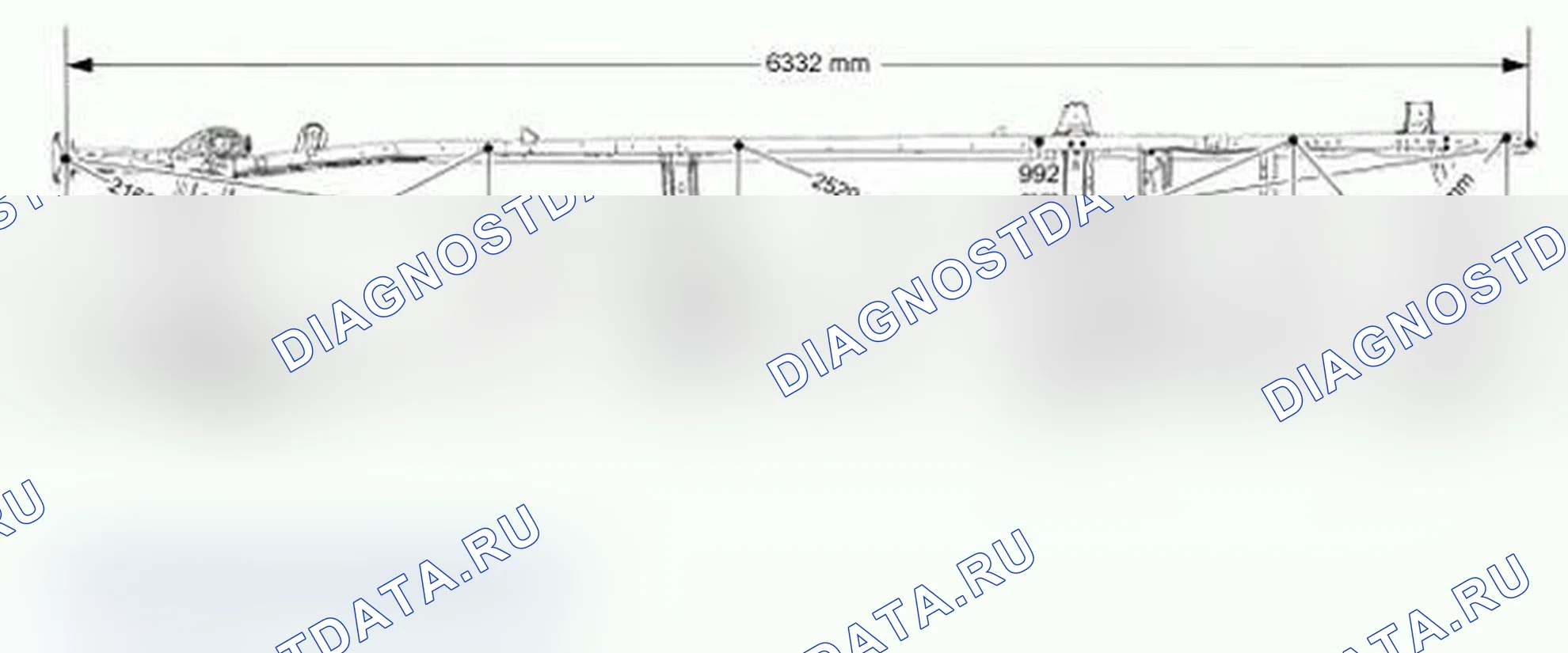
Размеры рамы - 3502 мм (138 дюймов) Колесная база
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №38
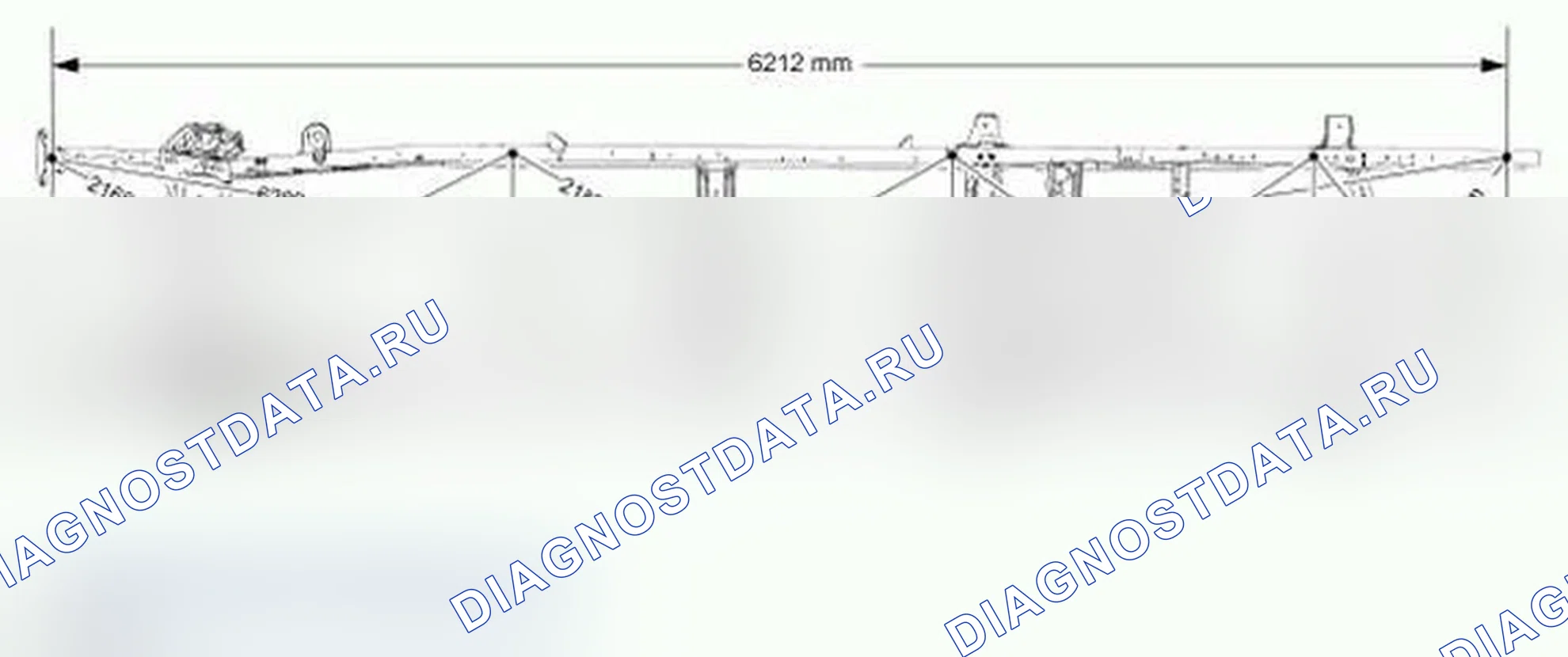
Размеры рамы - 4014 мм (158 дюймов) Колесная база
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №39
Размеры рамы - 4470 мм (176 дюймов) Колесная база
ПримечаниеИзмерения получают по центру, если не указано иное.
Схема №40
Меры предосторожности при сварке - сталь
| Пункт | Характеристика |
|---|---|
| Грунтовка для автомобилей премиум класса PM-25-A (или эквивалентная) | |
| Аэрозоль PM-24-A (или аналог) |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Пункт | Характеристика |
|---|---|
| Пробка сварного отверстия | 8 мм (0,31 дюйма) |
| Сварочная проволока ER70S-2 или аналог | 0,9-1,1 мм (0 035-0 045 дюйма) |
Общие технические характеристики
| Общее оборудование |
|---|
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
| Сварочный аппарат Compuspot 700F 190-50080 |
| I4 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеПри необходимости выполнения процедур " СВАРКА-СВАРКА " обратитесь к разделу " СВАРКА-СВАРКА ". (ref-494992-S09280717132012081700000)(ref-494992-S09280717132012081700000)
При сварке мягкой или высокопрочной стали необходимо использовать правильное оборудование и настройки. Инертный газ металла (MIG) и резистивная точечная сварка под давлением (STRW) являются предпочтительными методами. Поверхности должны быть чистыми и свободными от посторонних материалов. При проведении контрольных сварных швов с использованием методов пробковой сварки MIG или точечной сварки см. " Таблицу сварных соединений " в спецификациях. (ref-494992-S41161606262012081700000)
- Не используйте газосварочное оборудование.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Испытательный сварной шов всегда должен выполняться на испытательном образце. См. " Таблицу сварных соединений " в Технических условиях на утвержденную компанией Ford информацию о сварных соединениях. (ref-494992-S41161606262012081700000)
- Используйте чистящие щетки и абразивные шлифовальные круги, предназначенные для типа свариваемых материалов.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварочного аппарата. Для сварки стали МИГ обычно используют ER70S-2 или ER70S-6 проволоку.
- Отсоедините батарею (и). См. " БАТАРЕЯ, МОНТАЖ И КАБЕЛИ ". (ref-494950)
- Отсоедините электронные модули и соответствующую проводку, которая может быть подвержена воздействию зоны сварки, и защитите их от возможных тепловых повреждений и электрических токов при сварке.
- По возможности замените компоненты точечной сваркой.
- Антикоррозионная защита должна быть восстановлена при выполнении ремонта открытым металлом. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА ". (ref-494992-S27244457032012081700000)
- Для обеспечения правильной работы оборудования необходимо использовать соответствующий источник питания.
- Заводские точечные сварные швы могут быть заменены сварными швами типа STRW или MIG. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Компоненты, изготовленные из высокопрочной стали, не следует нагревать для выпрямления или ремонта. Если компоненты сильно изогнуты или перегнуты, следует установить новые компоненты.
При использовании компонентов MIG или рамы для дуговой сварки необходимо соблюдать следующие указания
ПримечаниеПри сварке боковых рельсов из низкоуглеродистой стали (предел текучести 35 000 фунт / кв. дюйм) особое внимание следует уделить методам сварки, чтобы избежать чрезмерных зон термического влияния, которые могут отрицательно повлиять на рабочие напряжения рамы. При сварке в пределах 100 мм (3,93 дюйма) от любой поперечины, содержащей заклепки, снимите заклепки и установите новые болты / гайки SAE класса 8.
ПримечаниеЗапрещается сваривать арматуру. При креплении любого компонента к каркасу в зоне усиления используйте крепеж компрессионного типа.
- Во избежание перегрева и ослабления металла следует использовать температуру, указывающую на карандаш, откалиброванный ниже 650 ° C (1, 93°C).
- Закрепите зажим массы как можно ближе к рабочей зоне.
- Выбирайте сварочные электроды в соответствии с типом стали, толщиной и полярностью аппарата дуговой сварки переменным или постоянным током.
- Не используйте воду или сжатый воздух для охлаждения сварки. Это может привести к тому, что металл станет хрупким и слабым.
- Если восковое покрытие рамы и Е-покрытие кронштейна были удалены, нанесите антикоррозионное покрытие на все затронутые поверхности рамы, кронштейна и места сварки.
- Зачистите свариваемые места проволочной щеткой.
- Для окончательной очистки мест сварки используйте смывку воском и смазкой или аналогичное средство.
Охотники на тюленей
Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, требующие перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного шовного герметизатора.
Меры предосторожности при сварке
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВсякий раз, когда производственное E-покрытие было удалено шлифованием, шлифованием или выжиганием сварного шва, антикоррозионная защита должна быть восстановлена.
- Если необходимо выполнить сварку на раме, убедитесь, что выполнены следующие требования: Подготовьте транспортное средство к сварке. Для получения дополнительной информации обратитесь к разделу " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ " в разделе " Описание и операции " этой информации. Не сваривайте с помощью газового сварочного оборудования. Используйте указывающий температуру карандаш, чтобы убедиться, что температура не превышает 750 ° C (1 204°C). Установите новые компоненты точечной сваркой, где это возможно. Если точечная сварка невозможна, используйте сварочную пробку. (ref-494992-S24459985542012081700000)
Выпрямление рамы
| Предупреждение | Зоны дробления рамного рельса поглощают энергию удара и должны быть заменены в случае повреждения. Перед заменой зон дробления рамного рельса выправьте поврежденные рамные рельсы для исправления размеров рамы. Несоблюдение этих инструкций может отрицательно повлиять на характеристики зоны дробления рамного рельса и может привести к серьезным травмам пассажиров транспортного средства при столкновении. |
|---|
ПримечаниеПравка сильно изогнутых или перекрученных компонентов рамы запрещается. Однако перед удалением этих компонентов восстановите размерное состояние до столкновения. Несоблюдение этих инструкций может поставить под угрозу структурную целостность транспортного средства.
ПримечаниеВсякий раз, когда производственное E-покрытие было удалено шлифованием, шлифованием или выжиганием сварного шва, антикоррозионная защита должна быть восстановлена.
- Если тепло необходимо для выпрямления элемента рамы, поддерживайте температуру ниже 650 ° C (1, 93°C) (тусклое красное свечение). Чувствительный к температуре термический карандаш с правильной калибровкой температуры должен использоваться для мониторинга накопления тепла. Тепло должно быть сведено к минимуму, чтобы не повлиять на твердость и прочность металла. Выпрямление должно быть сделано только на рамах, которые не соответствуют спецификациям, или где повреждение очевидно. Выпрямление должно быть ограничено деталями, которые не отсоединяются или не перегибаются.
Как проверить несоосность нижней части тела
ПримечаниеНесоосность днища может быть результатом повреждения или ослабления компонентов рамы. Он может повлиять на выравнивание передних и задних колес и стать причиной неправильной эксплуатации и ненормального износа шин и деталей шасси.
- Осмотрите раму на наличие повреждений и незакрепленных деталей перед проверкой центровки рамы. Осмотрите все поперечины на наличие трещин, скручиваний или изгибов. Проверьте все сварные соединения на наличие трещин. Проверьте все опорные кронштейны на наличие ослабления.
Схема №41
- После выпрямления изогнутого элемента рамы тщательно осмотрите элемент рамы на наличие трещин. При обнаружении каких-либо трещин повреждения должны быть заварены и, при необходимости, усилены.
- Следующие шаги детализируют рекомендуемую процедуру ремонта трещины рамы: Остановите сверление трещины (трещин) в конце. V-образная зачистка трещины (трещин) при подготовке к сварке. Заварите трещину (трещины). Излишки сварного шва зачистить. При необходимости добавьте усиливающую пластину. Упрочняющая пластина должна быть изготовлена из плоской или угловой заготовки из того же материала и той же толщины, что и упрочняемый элемент каркаса, и должна простираться до любой стороны трещины. В идеале арматура будет вырезана из соответствующей области аналогичного каркаса. Полностью сварить усиливающую пластину, используя метод скипового шва, чтобы уменьшить потенциальное накопление тепла от концентрации в какой-либо одной конкретной области во время ремонта.
Восстановление антикоррозионной защиты после ремонта
КАРТА СПЕЦИАЛЬНЫХ ИНСТРУМЕНТОВ Комплект установки ингибитора коррозии 286-00002 Пистолет-распылитель грунтовки 286-00001
Схема №42
Схема №43
| Пункт | Характеристика |
|---|---|
| Подготовка поверхности металла Motorcraft® ZC-31-A | |
| Премиум Грунтовка valugard VG101, VG101A (аэрозоль) | |
| Ингибитор ржавчины valugard VG104, VG104A (аэрозоль) |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСверление отверстий для доступа в кузовных панелях не рекомендуется. Сверление отверстий нарушит первоначальную лакокрасочную отделку и будет способствовать коррозии.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИнструкции по подготовке и обращению см. на этикетке продукта.
- На поверхностях не должно быть масла, грязи и других посторонних материалов. Процесс проводите в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Прикрепите канистру с ингибитором ржавчины к установочному комплекту 286-00002. Ингибитор ржавчины следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Уставка давления воздуха для пистолета-аппликатора составляет 448-517 кПа (65-75 фунт/кв. дюйм). Используйте длинную палочку при опрыскивании закрытых зон. Распылительная насадка обеспечивает 360-градусную картину распыления. Вставьте палочку как можно дальше в отверстие для доступа, нажмите на курок и подождите 2-3 секунды и медленно вытяните палочку из отверстия для доступа. Короткий, крючкообразный жезл распыляется в одном направлении и должен быть повернут для обеспечения полного охвата. Нанесите материал в светлых туманообразных покрытиях. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола. ПРИМЕЧАНИЕ: На следующих иллюстрациях представлены типичные области применения швов кузова и фланцев точечной сварки, и они не являются специфическими для транспортного средства.
- Нанесите ингибитор ржавчины, как показано на иллюстрации, на внутреннюю поверхность дверной коробки на всех внутренних металлических поверхностях, используя наиболее подходящую палочку аппликатора. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии. Держите дверные дренажные отверстия чистыми, чтобы предотвратить накопление влаги.
- Нанесите ингибитор коррозии на закрытую канальную часть фланцевых участков точечной сварки с помощью короткого крючкообразного переходника. Нанесите материал на открытые края после проведения процесса сварки. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
- Нанесите ингибитор коррозии на закрытую канальную часть фланцевых участков точечной сварки с помощью короткого крючкообразного переходника. Убедитесь, что горизонтальные поверхности хорошо защищены, так как они более подвержены коррозии.
Грунтовка кузова и рамы
- Протрите участок проволочной щеткой и убедитесь, что на поверхностях нет масла, грязи и других посторонних материалов. Процесс нанесения грунтовки осуществляют в следующей последовательности. Тщательно очистить и обезжирить металлические поверхности с помощью подготовки металлической поверхности для удаления воска и смазки. Для достижения наилучших результатов транспортное средство должно находиться при комнатной температуре. Канистра крепится непосредственно к раздаточному пистолету. Прикрепите емкость с грунтовочным покрытием к пистолету-распылителю 286-00001. Грунтовку следует наносить после сварки и повторной отделки. Продукт не может быть сварен насквозь. Давление воздуха для пистолета-аппликатора составляет 552-621 кПа (80-90 фунт/кв. дюйм). Нанесите легкие аэрозольные покрытия, аппликаторные спреи в виде тумана. Материал вытесняет влагу. Очистите любое разбрызгивание с помощью мягкого растворителя, такого как уайт-спирит или жук и смола.
- Нанести грунтовочный материал на наружные открытые кромки после выполнения процесса сварки и повторной отделки.
- Нанесите ингибитор ржавчины на внутренние поверхности рельса после проведения сварочного процесса. Используйте длинную палочку и вставьте, насколько это возможно, нажмите спусковой крючок и подождите 2-3 секунды и медленно потяните палочку, чтобы убедиться, что область полностью затуманена.
- На открытые поверхности после проведения сварочного процесса нанести грунтовочный материал. Убедитесь, что полностью покрыты любые голые металлические участки.
Схема №44
Повторная отделка - экологический ущерб
| Пункт | Характеристика |
|---|---|
| Нейтрализатор кислоты Motorcraft ® ZC-1-A | |
| Щелочной нейтрализатор для автомобилей ZC-2-A | |
| 3m Perfect-It Show Car Liquid Wax 39026 | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Оксид железа (рельсовая пыль) или кислотная очистка от дождя
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания.
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и, в тяжелых случаях, окрашивание внутри пятен воды.
- Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Подготовить нейтрализатор кислоты путем смешивания 8 частей воды с нейтрализатором 1 части в ведре.
- Работая быстро и начиная с верхней части автомобиля и работая в стороны, нанесите смесь нейтрализатора кислоты на весь автомобиль. Смочите носитель раствором и слегка перемешайте в течение 5-7 минут. Продолжайте движение вокруг автомобиля от 4 до 5 раз. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Сушите только горизонтальные поверхности автомобиля, не сушите стекло в это время.
- Налейте щелочной нейтрализатор в бутылку для сквирта и нанесите раствор на чистую промывочную митту.
- Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Готовят детальную промывку путем смешивания 29,5 мл (1 унция) с 3.78L воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
Отделка поверхности после обеззараживания
- Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
Исправление - производственный ущерб
| Пункт | Характеристика |
|---|---|
| 3m Perfect-It Show Car Liquid Wax 39026 | |
| Промывка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВо избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее.
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
- Промойте место ремонта детальной промывкой или рН-нейтральным мылом и водой.
- Удалите всю отделку, эмблемы и оборудование из области, подлежащей ремонту.
- Песок или среда взрывают поврежденную поверхность, сохраняя зону ремонта как можно меньшей.
- Обработайте любую оголенную металлическую поверхность, чтобы предотвратить мгновенную коррозию, и при необходимости загрунтуйте и замкните песок перед повторной обработкой.
- Маскируйте соседние панели для защиты от распыления.
- При необходимости произведите точечный ремонт основного покрытия в соответствии с предписанными изготовителем красок процедурами.
- Следуя предписанной изготовителем краски процедуре, нанесите прозрачное покрытие на всю панель.
Сварное соединение
КАРТА СПЕЦИАЛЬНЫХ ИНСТРУМЕНТОВ Термообработка Индукционная резистивная точечная сварка 254-00001 Pro 230 Сварщик MIG 208-00030
Схема №45

Схема №46

| Пункт | Характеристика |
|---|---|
| Клей для склеивания металла TA-1 | |
| Премиум Грунтовка valugard VG101, VG101A (аэрозоль) | |
| Ингибитор ржавчины valugard VG104, VG104A (аэрозоль) | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Сварное соединение - метод контактной точечной сварки под давлением (STRW)
| Предупреждение | Ремонт повреждения при столкновении должен соответствовать инструкциям, содержащимся в этой информации. Сменные компоненты должны быть новыми, подлинными деталями Ford Motor Company. Переработанные, спасенные, послепродажные или восстановленные детали (включая детали кузова, колеса или компоненты предохранительного удерживающего устройства) не разрешены Ford. Отход от инструкций, представленных в этой информации, включая альтернативные методы ремонта или использование заменяющих компонентов, рискует поставить под угрозу безопасность при столкновении. Несоблюдение этих инструкций может отрицательно повлиять на целостность конструкции и безопасность при столкновении, что может привести к серьезным травмам водителя и пассажиров транспортного средства в результате аварии. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеВ дополнение к защите от коррозии на открытые соединения необходимо нанести соответствующий герметик, особенно на горизонтальные поверхности, где собирается и мигрирует влага. Открытые швы и соединения могут преждевременно корродировать, если герметик не применяется правильно. Для получения дополнительной информации см. " ГЕРМЕТИКИ ". (ref-494992-S06155935412012081700000)
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-494992-S27244457032012081700000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с конструктивными клеями, сварное соединение дверных обшивок не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварное соединение - это метод, используемый для соединения металлов с использованием точечной сварки под давлением (STRW) или сварки металлическим инертным газом (MIG) и структурного клея. Шаги, перечисленные в данной процедуре, относятся к обоим видам сварки. STRW является предпочтительным способом. Сварку в среде инертного газа следует использовать только в тех случаях, когда к свариваемым участкам невозможно получить доступ с помощью машин типа STRW.
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Слегка зачистите сопрягаемую поверхность оригинальных фланцев не более 25 мм (0,98 дюйма) в месте нанесения металлического связующего клея. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- При сварке в среде инертного газа необходимо руководствоваться документом " СВАРКА - СПОСОБ СВАРКИ В СРЕДЕ ИНЕРТНОГО ГАЗА ". (ref-494992-S28921046512012081700000)
- Следуйте предписанным производителем процедурам сварки и настройкам и подготовьте сварщика.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Создайте испытательный образец. Подготовьте металл и клей, как описано. Нанесите валик клея диаметром 6-9 мм (0,23-0,35 дюйма) и приварите образец. Поместите сваренный образец в тиски и проведите разрушающие испытания сварного шва путем отслаивания металлического лома с помощью больших сварочных клещей. Измерьте сварной шов, чтобы определить, что сварной шов отвечает требованиям Ford. Отрегулируйте настройки сварочного аппарата до тех пор, пока не будет достигнут правильный размер сварного шва. При получении дополнительной информации для сервисной детали. (ref-494992-S41161606262012081700000)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6-9 мм (0,23-0,35 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, после отверждения клея, нанести обычный наполнитель кузова и блок-песок участок.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочную поверхность согласно рекомендациям производителя.
- Смешайте и нанесите краску и прозрачное покрытие в соответствии с рекомендациями, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
Сварное соединение - метод сварки металлическим инертным газом (MIG)
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСварное соединение MIG может быть заменено на STRW. Он может использоваться только для сварки участков, недоступных для оборудования STRW. Однако при доступности предпочтительным способом является STRW.
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации см. " ВОССТАНОВЛЕНИЕ ЗАЩИТЫ ОТ КОРРОЗИИ ПОСЛЕ РЕМОНТА ". (ref-494992-S27244457032012081700000)
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Не допускайте зачистки над площадью сопрягаемой поверхности во избежание возможности образования коррозии в дальнейшем.
- Повторите процедуру с шага 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок. Используя исходную панель в качестве привязки, просверлите или пробейте отверстия диаметром 8 мм (0,31 дюйма) точно в таком же количестве, как и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварки, зачистите непосредственный периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки, это сведет коррозию к минимуму.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,98 дюйма) на места сварного шва пробки для предотвращения загрязнения от клея.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси.
- Нанести на подготовленную поверхность фланца транспортного средства валик клея толщиной 6-9 мм (0,23-0,35 дюйма). Снимите ленту с мест сварки пробок.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвратят пережим компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешать и нанести грунтовочную поверхность согласно рекомендациям производителя.
- Смешайте и нанесите краску и прозрачное покрытие в соответствии с рекомендациями, одобренными Ford. Материалы для повторной отделки могут подвергаться принудительной сушке в соответствии с рекомендациями изготовителя краски.
- При необходимости нанесите антикоррозионную защиту на место ремонта.
Переработка пластмасс
Все компоненты
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Не окрашивайте крышки модуля подушек безопасности и дверцы развертывания. Краска может привести к неправильному развертыванию подушки безопасности. Несоблюдение этой инструкции может увеличить риск серьезных травм или смерти в результате аварии. |
|---|
ПримечаниеПри использовании любого одобренного Ford продукта для повторной отделки рекомендуется оставаться в рамках одной и той же системы покраски на протяжении всего процесса. Например, не используйте грунтовки одного производителя и верхние покрытия другого производителя.
- Первым шагом для любой процедуры ремонта или повторной отделки является идентификация типа пластика. Это термореактивный или термопластичный, зернистый или гладкий? Это определит, как его следует очистить и подготовить для повторной отделки. Для получения дополнительной информации обратитесь к разделу " ИДЕНТИФИКАЦИЯ ПЛАСТИКА ". Важно, чтобы использовался правильный очиститель, в зависимости от того, какая система покраски используется, на основе растворителя или воды. Очистите деталь теплой водой / мягким моющим средством, затем с помощью пластикового очистителя, чтобы удалить воск, силикон и другие загрязнения. (ref-494992-S40047152462012081700000)
- Для новых деталей может потребоваться обжиг в распылительной камере или нагревание с помощью нагревательных ламп, чтобы высвободить захваченные растворители или смазки для форм, используемые в производственных процессах. Незернистые компоненты
- После очистки слегка посыпьте песком 600-зернистую или более мелкую наждачную бумагу. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Зернистые компоненты
- После очистки допускается легкое использование серой подушечки при условии, что зернистость не будет сплющена. Удалите остатки шлифовки пластиковым очистителем и протрите насухо. Все компоненты
- Нанести пластиковый активатор адгезии на любую обнаженную пластиковую деталь в соответствии с рекомендациями изготовителя. На протяжении всей процедуры повторной отделки, каждый раз, когда обнаженный пластик подвергается воздействию по какой-либо причине, важно, чтобы промотор адгезии был повторно нанесен на эту область.
- Для предотвращения сморщивания и подъема верхнего покрытия перед выполнением процедуры повторной отделки может потребоваться герметик.
- Гибкие и неэластичные компоненты должны подвергаться повторной отделке отдельно, поскольку при повторной отделке гибких деталей может потребоваться гибкая добавка (обратитесь к рекомендации производителя краски).
- Рекомендуется проводить повторную отделку наружных компонентов на транспортном средстве (после врезки) для контроля соответствия цвета и сопряжения со смежными панелями.
- Продолжайте процесс повторной отделки и следуйте процедурам системы покраски, одобренным Ford. Шаги могут различаться у разных производителей красок.