Процедура установки
- Зачистите существующий шов лонжерона до конического шва под углом 45 градусов.
- При необходимости подготовьте все поверхности крепления.
- На все свариваемые поверхности нанести грунтовку «сварка насквозь».
- Установите секцию сервисной рамы на существующую раму и зажмите на месте.
- Непрерывная сварка верхнего и нижнего горизонтальных стыков от угла к углу.
- Непрерывная сварка внутренних и наружных вертикальных соединений от угла к углу.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
Порядок демонтажа
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
Схема №8
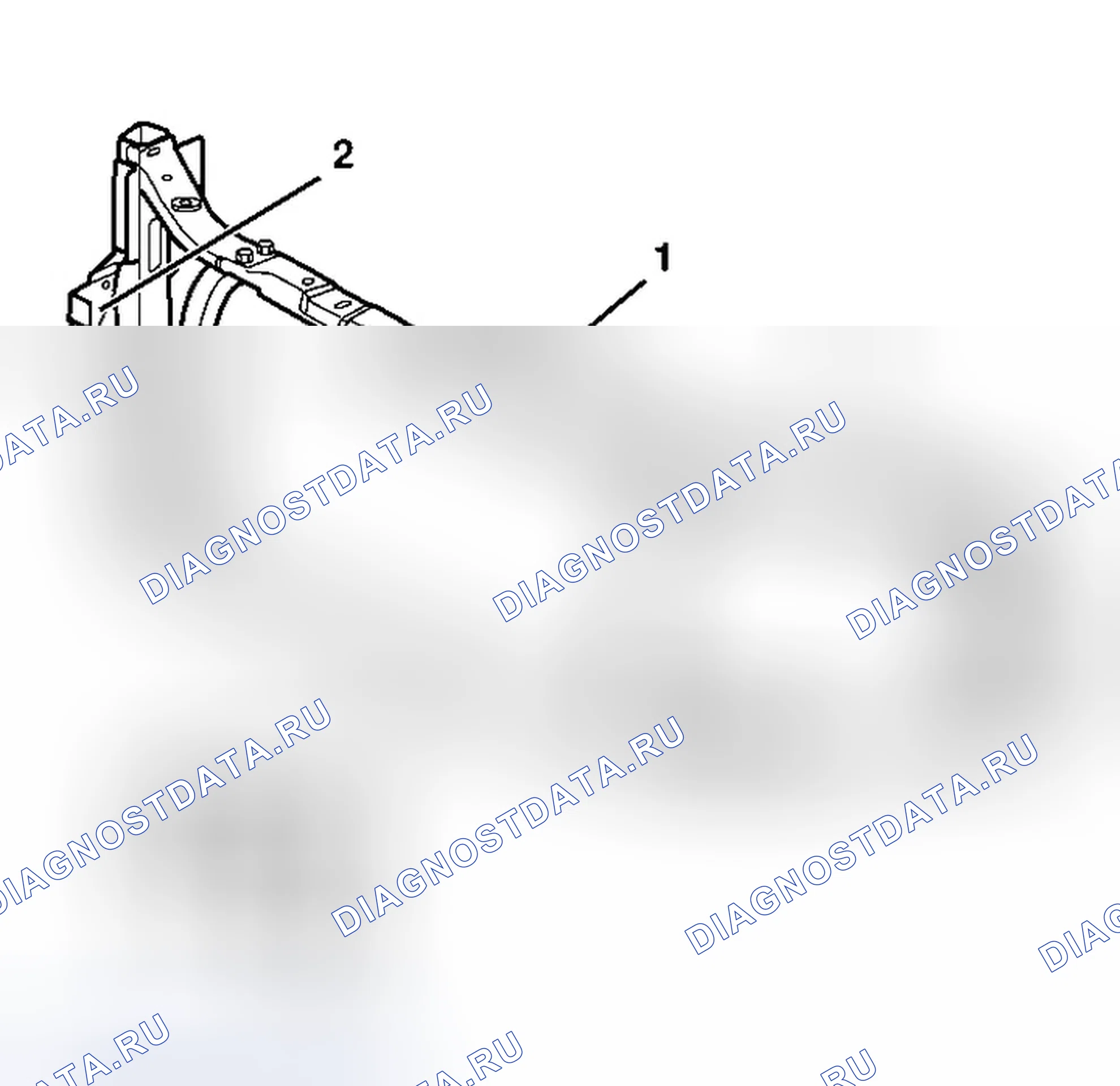
| Важно | Опорный узел радиатора изготовлен только из мягкой стали гидроформованной трубы, которая приварена к передней конструкции. Узел опоры радиатора обслуживается как полный узел. Прикрепленная часть верхней поперечины (1), а также левый и правый опорные кронштейны бордюра (2) являются частью узла радиатора. Если повреждение ограничено этими частями, они могут быть заказаны и заменены по отдельности. Замена узла опоры радиатора требует удаления верхних рельсов крыла. Верхние рельсовые указатели для монтажа (3) включены вместе с радиатором. |
|---|
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений обратно к заводским спецификациям.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Найдите 2 индикатора высечки на верхней направляющей крыла.
- Наложите маскирующую ленту на место разреза поверх штампов и поперек верхней части верхней направляющей.
- Отрежьте верхнюю рейку крыла по переднему краю линии ленты.
- Найдите и просверлите все заводские сварные швы в верхней направляющей крыла перед местом резки.
- При необходимости используйте долото для того, чтобы отделить удлинитель верхней рейки крыла от опоры радиатора.
- Снимите удлинитель верхней направляющей крыла.
- Найдите и просверлите все заводские сварные швы в зоне верхней рулевой рубки.
- Найдите и просверлите все заводские сварные швы вдоль удлинителя рулевой рубки.
- При необходимости используйте долото для того, чтобы отделить опору радиатора от автомобиля.
- Удалите поврежденную опору радиатора.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Позиционирование и выравнивание опоры радиатора с помощью 3-х мерного измерительного оборудования.
- Сварка пробкой с частыми измерениями для обеспечения правильного позиционирования.
- Расположите и выровняйте удлинитель верхней направляющей крыла с помощью трехмерного измерительного оборудования.
- Сварка пробкой с частыми измерениями для обеспечения правильного позиционирования.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующее: Нанесите звукопоглощающие материалы. Нанесите утвержденную антикоррозионную грунтовку. Нанесите герметики и при необходимости выполните повторную отделку.
- Снимите все соответствующие панели и компоненты. См. раздел " Замена кронштейна направляющей крыла - верхняя часть ".
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы для установки сервисной детали.
- Снимите поврежденную верхнюю направляющую крыла.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- При необходимости подготовьте все поверхности крепления.
- Нанести 3m Weld-Thru Coating, P / N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите верхнюю направляющую крыла.
- Заглушите сварной шов соответствующим образом.
- Установите на место верхний рельсовый кронштейн крыла (см. раздел " Замена верхнего рельсового кронштейна крыла ").
- Установите шарнирный кронштейн капота. См. раздел " Замена шарнирного кронштейна капота направляющей крыла - верхняя часть ".
- Очистить и подготовить все свариваемые поверхности.
- Нанесите звукопоглощающие материалы.
- Нанести утвержденную антикоррозионную грунтовку.
- Нанесите герметики и при необходимости произведите повторную отделку.
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
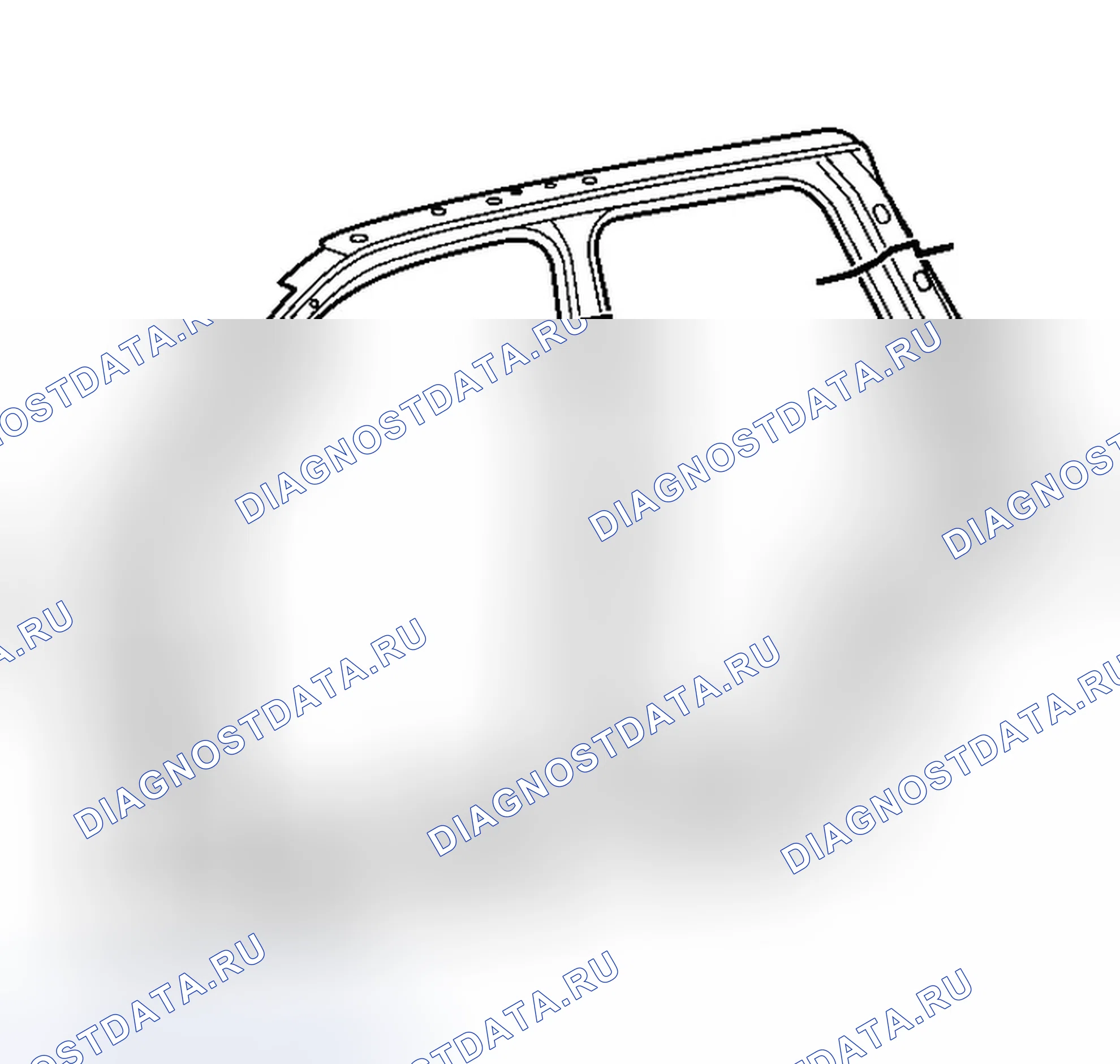
Схема №9
| Важно | Раздел только в указанных областях. Секционирование за пределами этих областей может поставить под угрозу структурную целостность транспортного средства. |
|---|
Проем дверной рамы представляет собой уникальную конструкцию с лазерной сваркой, включающую в себя несколько толщин металла для обеспечения структурной целостности транспортного средства. Дверная рама может быть заменена на заводских швах, но требует удаления верхней направляющей крыла, лобового стекла, панели крыши и четверти панели. Процедуры секционирования были разработаны как более экономичная альтернатива для завершения замены. Конкретная область, подлежащая секционированию, определяется степенью повреждения транспортного средства.
- Удалите все связанные панели и компоненты. См. следующие процедуры: " Секционирование внешней панели стойки блокировки кузова " " Секционирование внешней панели качалки " " Секционирование стойки - задняя часть " Секционирование стойки - центр
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: " Секционирование внешней панели стойки замка кузова " " Секционирование внешней панели коромысла " " Секционирование стойки - задняя часть " Секционирование стойки - центр
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденный участок.
- Отрежьте сменную переднюю стойку в соответствующих местах, чтобы соответствовать оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 1,5 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) из неиспользованной части сервисной детали. Обрезайте опорную пластину по мере необходимости, чтобы она подходила за соединение секционирования.
- Выполните дополнительные процедуры секционирования. См. следующие процедуры: " Секционирование внешней панели качалки " " Секционирование стойки - задняя часть " " Секционирование стойки - центр " Секционирование внешней панели стойки замка кузова
- Просверлите сварные отверстия 8 мм (0,3 дюйма) вдоль разреза на оставшейся оригинальной детали. Найдите эти отверстия на расстоянии 13 мм (0,5 дюйма) (а) от края и на расстоянии 40 мм (1,6 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (0,3 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите и выровняйте переднюю стойку по соседним панелям с помощью трехмерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную панель крыши.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите панель крыши.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие материалы: Звукопоглощающие материалы, одобренную антикоррозионную грунтовку, герметики и при необходимости выполните повторную отделку.
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Проем дверной рамы представляет собой уникальную конструкцию с лазерной сваркой, включающую в себя несколько толщин металла для обеспечения структурной целостности транспортного средства. Дверная рама может быть заменена на заводских швах, но требует удаления верхней направляющей крыла, лобового стекла, панели крыши и четверти панели. Процедуры секционирования были разработаны как более экономичная альтернатива для завершения замены. Конкретная область, подлежащая секционированию, определяется степенью повреждения транспортного средства. Определите, какие панели и компоненты необходимо удалить.
- Удалите все соответствующие панели и компоненты. Обратитесь к следующим процедурам: " Секционирование внешней панели коромысла " " Секционирование стойки - задняя " " Секционирование стойки - центр " Секционирование внешней рамы ветрового стекла
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Отмерьте 60 мм (2,4 дюйма) (А) вниз от отверстия большого жгута проводов и нарисуйте горизонтальную линию поперек.
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: " Секционирование внешней панели коромысла " " Секционирование стойки - задняя часть " " Секционирование стойки - центр " Секционирование внешней рамы ветрового стекла
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию задней стойки.
- Вырежьте соответствующие места сменной секции колонны, чтобы соответствовать оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 1,5 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную плиту 50 мм (2 дюйма) (А) из неиспользуемой части сервисной части. При необходимости отрежьте опорную плиту, чтобы она поместилась за секционирующим соединением.
- Выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: " Секционирование стойки - задняя " " Секционирование внешней панели коромысла " " Секционирование стойки - центр " Секционирование внешней рамы ветрового стекла
- Просверлите сварные отверстия 8 мм (0,3 дюйма) вдоль секционирующего разреза на оставшейся оригинальной детали. Расположите эти отверстия на расстоянии 13 мм (0,5 дюйма) (А) от края и на расстоянии 40 мм (11 / 2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (0,3 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите и выровняйте нижнюю колонну по соседним панелям с помощью 3-мерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
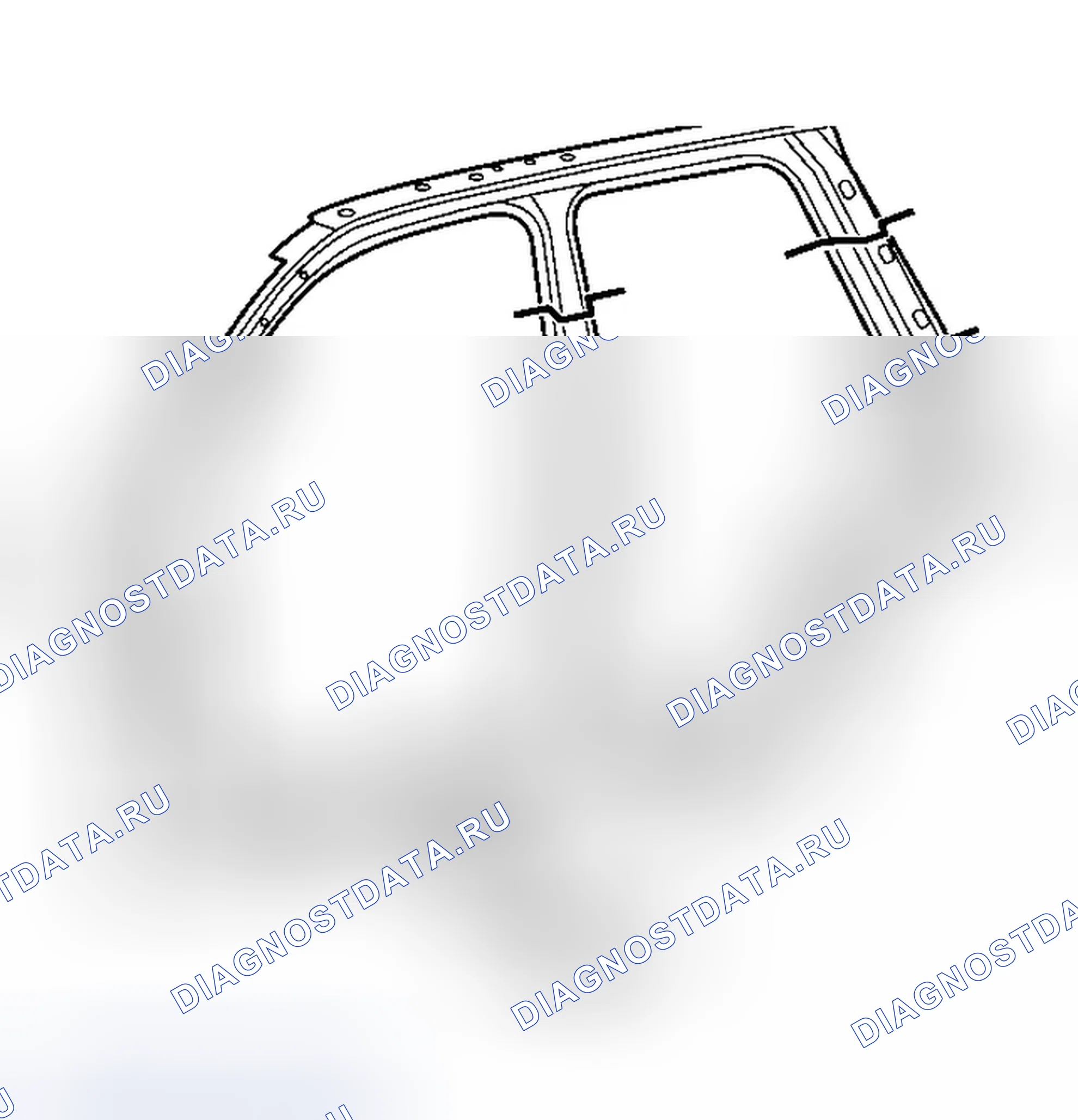
Схема №10
| Важно | Раздел только в указанных областях. Секционирование за пределами этих областей может поставить под угрозу структурную целостность транспортного средства. |
|---|
Проем дверной рамы представляет собой уникальную конструкцию с лазерной сваркой, включающую несколько металлических секций для обеспечения структурной целостности транспортного средства. Дверная рама может быть заменена на заводских швах, но требует удаления верхней направляющей рамы крыла, ветрового стекла, панели крыши и четверти панели. Процедуры секционирования были разработаны в качестве более экономически эффективной альтернативы для завершения замены. Конкретная область, которая должна быть секционирована, определяется степенью повреждения транспортного средства. См. " Секционирование стойки - центр ", " Наружная панель стойки кузова - секционирование ".
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие компоненты по мере необходимости: Герметики. Глушители звука. Антикоррозийные материалы.
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Выполните дополнительные процедуры секционирования. Обратитесь к следующим процедурам: " Секционирование внешней панели стойки блокировки кузова " " Секционирование стойки - задняя часть " " Секционирование стойки - центр " Секционирование внешней рамы ветрового стекла
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию коромысла.
- Отрежьте сменную сервисную деталь в соответствующих местах, чтобы она подходила к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 11 / 2 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную пластину 100 мм (4 дюйма) (а) из неиспользованной части сервисной детали. Обрезайте опорную пластину по мере необходимости, чтобы она поместилась за секционирующим соединением.
- Выполните дополнительные процедуры секционирования. См. следующие процедуры: " Секционирование стойки - центр " " Секционирование внешней панели стойки блокировки кузова " " Секционирование стойки - задняя часть " Секционирование внешней стойки рамы ветрового стекла
- Просверлите сварные отверстия 8 мм (5 / 16 дюйма) вдоль разреза на оставшейся оригинальной детали. Расположите эти отверстия на расстоянии 25 мм (1 дюйм) от края и на расстоянии 40 мм (1,5 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите и выровняйте секцию коромысла по соседним панелям с помощью 3-х мерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- Применяйте следующие продукты по мере необходимости: Звукопоглощающие материалы Утвержденная антикоррозионная грунтовка Герметики и при необходимости повторная отделка
- Установите все соответствующие панели и компоненты.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель батареи. Обратитесь к разделу " Отсоединение и подключение отрицательного кабеля батареи ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Кузов (trailblazer, Envoy, Rainier) ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Снимите дверцу в сборе (см. раздел " Замена передней двери ").
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов в верхней оконной раме и места расположения зеркал.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального диска зачистите поверхность обечайки двери, сопрягая фланцы с голой сталью.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск Е-покрытия.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378566/7 (Canadian P/N 88901674/5) или эквивалентный.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- Используя молоток, повторно подшить фланцы вокруг оболочки двери. Продолжайте молотить поэтапно по фланцам подшивки.
- Используя более тонкий лак, удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите внешнюю панель двери на предмет правильной центровки. Отрегулируйте центровку по мере необходимости.
- С помощью инертного газа (MIG) приварите внешнюю панель двери к дверной раме в местах, указанных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P / N 121 / 124 или эквивалент, в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите дверцу в сборе (см. раздел " Замена передней дверцы ").
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
- Отсоедините отрицательный кабель батареи. Обратитесь к разделу " Отсоединение и подключение отрицательного кабеля батареи ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Кузов (trailblazer, Envoy, Rainier) ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости. См. " Антикоррозионная обработка и ремонт ".
- Снимите дверцу в сборе (см. раздел " Замена передней двери ").
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов в верхней оконной раме и места расположения зеркал.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального диска зачистите поверхность обечайки двери, сопрягая фланцы с голой сталью.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите сварные отверстия с заглушками диаметром 8 мм (5/16 дюйма) в местах, указанных на исходной панели.
- Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378566/7 (Canadian P/N 88901674/5) или эквивалентный.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- Используя молоток, повторно подшить фланцы вокруг оболочки двери. Продолжайте молотить поэтапно по фланцам подшивки.
- Используя более тонкий лак, удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите внешнюю панель двери на предмет правильной центровки. Отрегулируйте центровку по мере необходимости.
- С помощью инертного газа (MIG) приварите наружную панель двери к дверной раме в местах, указанных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P / N 121 / 124 или эквивалент, в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт ".
- Окрасить отремонтированный участок согласно " Системам базового покрытия / прозрачного покрытия ".
- Установите дверцу в сборе (см. раздел " Замена передней дверцы ").
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель батареи. См. " Отсоединение и подключение отрицательного кабеля батареи ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение SIR ".
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все соответствующие панели и компоненты. См. " Замена внешней панели крыши (trailblazer, Envoy, Rainier) ".
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную четверть панели.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите четверть панели.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все соответствующие панели и компоненты. См. " Замена внешней панели крыши (trailblazer, Envoy, Rainier) ".
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную четверть панели.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите четверть панели.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все соответствующие панели и компоненты, включая наполнитель нижней четверти.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную четверть панели.
Четверть панели может быть обслужена как полная панель в случае, если панель крыши должна быть заменена. Процедуры секционирования были разработаны, чтобы упростить ремонт. Сервисная часть может быть заменена путем секционирования вырезов на оконных столбах.
- Отрежьте сменную четверть панели в соответствующих местах, чтобы соответствовать оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 1,5 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (а) из неиспользованной части сервисной детали. При необходимости отрежьте опорную пластину, чтобы она поместилась за секционирующим соединением.
- Просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) вдоль секционирующего выреза на оставшейся оригинальной детали. Расположите эти отверстия на расстоянии 13 мм (0,5 дюйма) от края и на расстоянии 40 мм (1,6 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (0,3 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите четверть панели к автомобилю.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденный наполнитель четверти.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите четверть нижнего наполнителя.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Просверлите только кронштейн крыла.
- Найдите и просверлите все заводские сварные швы для установки сервисной детали.
- Снимите верхний кронштейн крыла.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите верхний кронштейн крыла.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие материалы: Звукопоглощающие материалы, одобренную антикоррозионную грунтовку, герметики и при необходимости выполните повторную отделку.
- Установите все соответствующие панели и компоненты.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновениях ". |
|---|
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы для установки сервисной детали.
- Снимите поврежденный кронштейн петли капота.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите шарнирный кронштейн.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие материалы: Звукопоглощающие материалы, одобренную антикоррозионную грунтовку, герметики и при необходимости выполните повторную отделку.
- Установите все соответствующие панели и компоненты.
- Удалите все соответствующие панели и компоненты, включая секцию открытия задней двери и внешнюю четверть панели. См. " Замена четверти панели - внешняя (Chevrolet) ", " Замена четверти панели - внешняя (GMC) " или " Секционирование четверти панели - внешняя (trailblazer, Envoy, Rainier) ".
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы, удерживающие дефлектор на колесной нише, и удалите их.
- Найдите и просверлите все заводские сварные швы, прикрепляющие панель колесной ниши. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию рулевой рубки.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- При необходимости подготовьте все поверхности крепления.
- Нанести грунтовку с проплавлением на все оголенные металлические поверхности.
- Расположите внешнюю колесную нишу спереди.
- Выполнить пробковый сварной шов соответственно.
- Установите перегородку на колесную нишу.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
- Удалите все связанные панели и компоненты, включая наполнитель нижней четверти. Обратитесь к следующим процедурам: " Секционирование стойки - задняя " " Замена панели четверти - внешняя (Chevrolet) " или " Замена панели четверти - внешняя (GMC) " Замена наполнителя четверти - нижняя
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную колесную нишу.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- При необходимости подготовьте все поверхности крепления.
- Нанести грунтовку с проплавлением на все оголенные металлические поверхности.
- Расположите рулевую рубку.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.
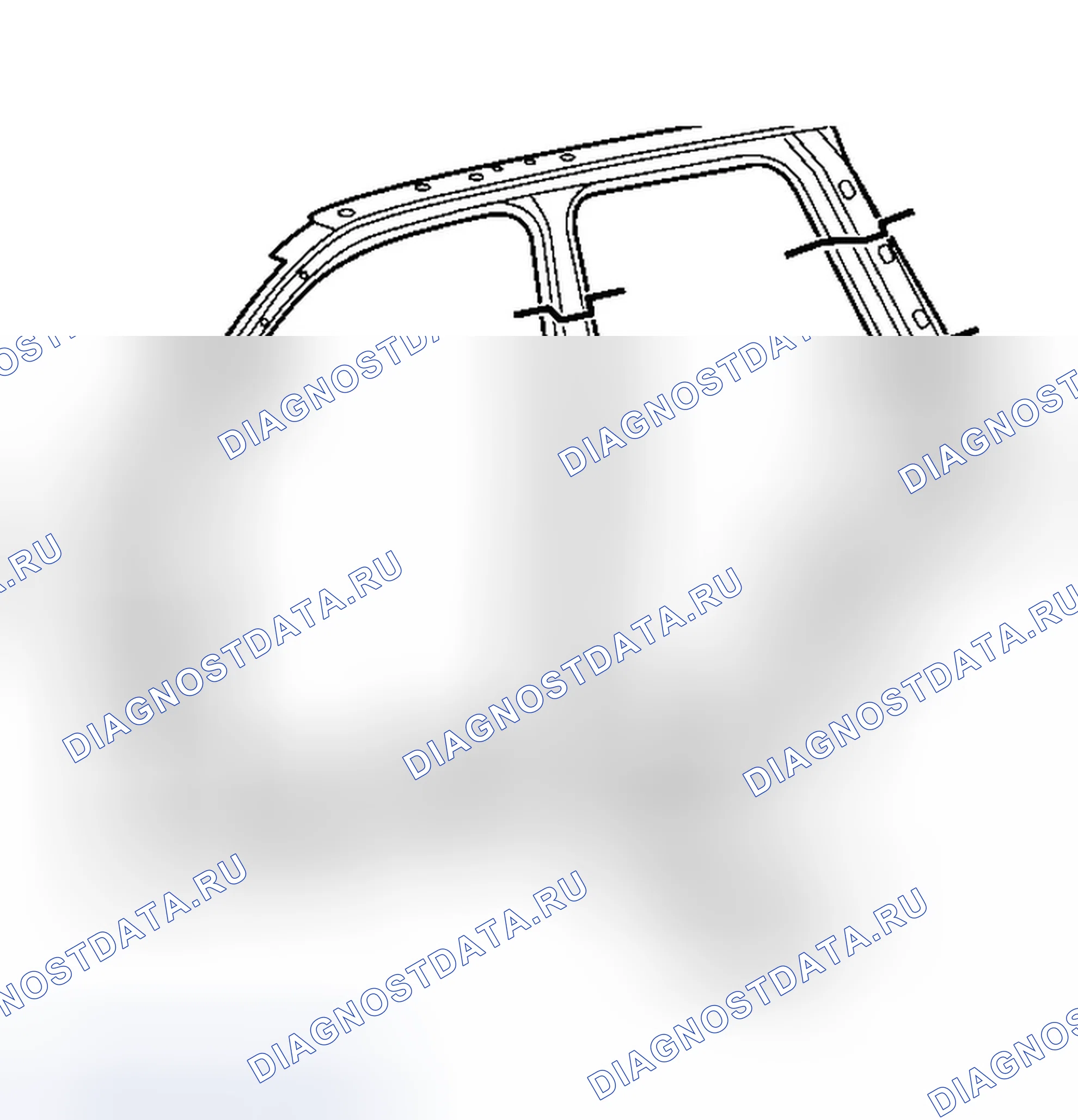
Схема №11
| Важно | Раздел только в указанных областях. Секционирование за пределами этих областей может поставить под угрозу структурную целостность транспортного средства. |
|---|
Проем дверной рамы представляет собой уникальную конструкцию с лазерной сваркой, включающую в себя несколько металлических толщин для обеспечения структурной целостности транспортного средства. Дверная рама может быть заменена при заводских швах, но требует удаления верхней направляющей крыла, ветрового стекла, панели крыши и четверти панели. Процедуры секционирования были разработаны в качестве более экономически эффективной альтернативы для завершения замены. Конкретная область, подлежащая секционированию, определяется степенью повреждения транспортного средства. См. " Внешняя панель секционирования стойки защитной рамы ветрового стекла ", качающая панель.
- Удалите все связанные панели и компоненты.
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и при необходимости удалите следующее: Герметики Звукопоглотители Антикоррозийные материалы
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Выполните дополнительные процедуры секционирования. См. следующее: " Секционирование внешней рамы ветрового стекла " " Секционирование внешней панели коромысла " " Секционирование внешней панели стойки замка кузова " Секционирование стойки - задняя часть
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию центральной стойки.
- Отрежьте сменную сервисную деталь в соответствующих местах, чтобы она подходила к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 11 / 2 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (а) из неиспользованной части сервисной детали. При необходимости отрежьте опорную пластину, чтобы она поместилась за секционирующим соединением.
- Выполните дополнительные процедуры секционирования. См. " Секционирование внешней рамы ветрового стекла ", " Секционирование внешней панели качалки ", " Секционирование внешней панели стойки замка кузова " и " Секционирование стойки - задняя часть ".
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль секционирующего разреза на оставшейся исходной части. Расположите эти отверстия на расстоянии 13 мм (1/2 дюйма) от края и на расстоянии 40 мм (11/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на исходной панели и вдоль разреза.
- При необходимости подготовьте все поверхности крепления.
- Нанести грунтовку с проплавлением на все оголенные металлические поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и привяжите к автомобилю.
- Расположите и выровняйте центральную стойку по соседним панелям с помощью трехмерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, сделайте швы стежками 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие материалы: Звукопоглощающие материалы, одобренную антикоррозионную грунтовку, герметики и при необходимости выполните повторную отделку.
- Установите все соответствующие панели и компоненты.
- Проем дверной рамы представляет собой уникальную конструкцию с лазерной сваркой, включающую в себя несколько металлических толщин для обеспечения структурной целостности транспортного средства. Дверная рама может быть заменена на заводских швах, но требует удаления верхней направляющей крыла, лобового стекла, панели крыши и четверти панели. Процедуры секционирования были разработаны как более экономичная альтернатива для завершения замены. Конкретная область, подлежащая секционированию, определяется степенью повреждения транспортного средства. Определите, какие секции и панели необходимо удалить.
- Удалите все связанные панели и компоненты. Обратитесь к следующим процедурам: " Секционирование внешней панели коромысла " " Секционирование стойки - центр " " Секционирование внешней стойки рамы ветрового стекла " Секционирование внешней панели стойки блокировки кузова
- Восстановите как можно большую часть повреждений до заводских спецификаций.
- Обратите внимание на расположение и удалите следующие материалы по мере необходимости: Герметики Звукоизоляционные материалы Антикоррозийные материалы
- Вырежьте панель, на которой необходимо выполнить секционирование.
- Выполните дополнительные процедуры секционирования. См. следующие процедуры: " Секционирование внешней панели коромысла " " Секционирование стойки - центр " " Секционирование внешней стойки рамы ветрового стекла " Секционирование внешней панели стойки блокировки кузова
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную секцию задней стойки.
- Отрежьте сменную сервисную деталь в соответствующих местах, чтобы она подходила к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы в 1,5 раза увеличить толщину металла в секционирующем соединении.
- Создайте опорную пластину 50 мм (2 дюйма) (а) из неиспользованной части сервисной детали. Обрезайте опорную пластину по мере необходимости, чтобы она поместилась за секционирующим соединением.
- Выполните дополнительные процедуры секционирования. См. следующие процедуры: " Секционирование внешней панели коромысла " " Секционирование стойки - центр " " Секционирование внешней стойки рамы ветрового стекла " Секционирование внешней панели стойки блокировки кузова
- Просверлите сварные отверстия с заглушками 8 мм (0,3 дюйма) вдоль секционирующего выреза на оставшейся оригинальной детали. Расположите эти отверстия на расстоянии 13 мм (0,5 дюйма) от края и на расстоянии 40 мм (1,6 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия 8 мм (0,3 дюйма) в сервисной детали в местах, указанных на исходной панели и вдоль разреза.
- При необходимости подготовьте все поверхности крепления.
- Нанести грунтовку с проплавлением на все оголенные металлические поверхности.
- Установите опорную плиту на полпути в секционирующее соединение, зажмите и приварите пробку к транспортному средству. Поместите сварные швы на расстоянии 13 мм (0,5 дюйма) (а) от нижнего края существующей детали.
- Расположите и выровняйте заднюю стойку замка по соседним панелям с помощью 3-мерного измерительного оборудования.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните швы стежка 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними. Затем вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите следующие продукты: Звукопоглощающие материалы Одобренная антикоррозийная грунтовка Герметики и при необходимости выполните повторную отделку
- Установите все соответствующие панели и компоненты.