Порядок демонтажа
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все заводские сварные швы с наружной поверхности направляющей.
- Снимите кронштейн ударной штанги переднего бампера.
Процедура установки
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите кронштейн ударной штанги на рейке и зажмите на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Эта процедура требует секционирования обеих передних верхних боковых направляющих. Требуются новые верхние боковые направляющие. |
|---|
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- На первом конце стяжной планки измерьте 225 мм (8 7 / 8 дюйма) от центрального переднего отверстия для крепления шарнира капота. Нарисуйте линию.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию по верху, стороне и низу рейки.
- Найдите и просверлите все точечные сварные швы на верхней боковой направляющей перед разметочной линией.
- Отрежьте исходную верхнюю боковую направляющую в указанном месте.
- Снимите переднюю часть верхней боковой направляющей.
- Повторите предыдущие шаги для задней части верхней боковой направляющей.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки стяжки.
- Удалите поврежденную стяжку.
- Измерьте положение линии разреза на сервисной части на расстоянии 200 мм (7 7 / 8 дюйма) (а) от центра монтажного отверстия переднего шарнира капота. Нарисуйте линию.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию по верху, стороне и низу рейки.
- Отрежьте сервисную деталь в отмеченном месте.
- Просверлите два сварных отверстия с заглушками диаметром 8 мм (5 / 16 дюйма) на расстоянии 10 мм (1 / 2 дюйма) назад от края оставшейся части верхней боковой направляющей транспортного средства.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в передней верхней поперечине и в рабочих частях передней верхней направляющей в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Измерьте на расстоянии 25 мм (1 дюйм) вперед от зоны реза. Отметьте место на верхней части рельса.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию по верху, стороне и низу рейки.
- На участках приварного фланца рельса, и на каждом радиусе, обрезать по направлению к размеченной линии. Это поможет в процессе формирования фланца.
- Отогните область выреза направляющей внутрь, чтобы создать фланец с шагом 25 мм (1 дюйм) для сварного соединения.
- С помощью 3-мерного измерительного оборудования расположите переднюю верхнюю поперечину к автомобилю. Зажмите переднюю верхнюю поперечину на месте.
- Выполнить пробковый сварной шов соответственно.
- С помощью 3-мерного измерительного оборудования расположите боковую верхнюю направляющую к транспортному средству. Зажмите направляющую на месте.
- Прошить сварной шов и выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите левую стяжку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите левую стяжку на транспортное средство с помощью 3-мерного измерительного оборудования. Зажмите стяжку на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите правую панель стяжки с автомобиля.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите правую панель стяжки на транспортное средство с помощью 3-мерного измерительного оборудования. Зажмите стяжку на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите кронштейн боковой направляющей с нижней направляющей переднего отсека.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите кронштейн боковой направляющей на нижнюю направляющую переднего отсека и боковую панель поперечины. Зажмите кронштейн на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Схема №28
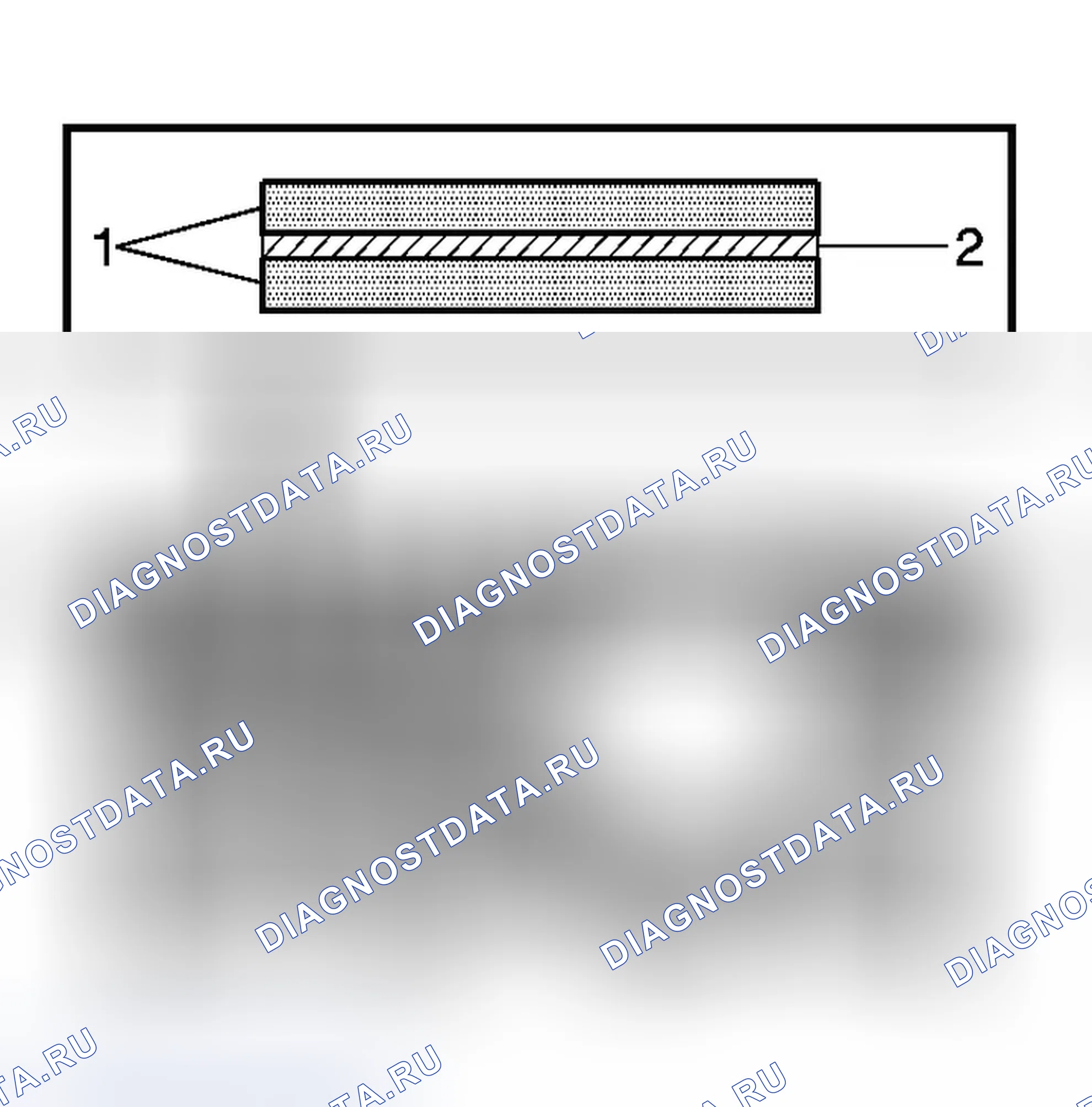
Передняя часть приборной панели и нижняя часть приточной камеры выполнены из ламинированной стали. Эта сталь изготовлена путем склеивания двух кусков холоднокатаной стали с вязкоупругим слоем клея. Слоистая сталь для сварки MIG не соответствует корпоративным стандартам Gm для структурной целостности. В качестве альтернативы все заводские сварные швы могут быть заменены с использованием метода заклепок и клеевых соединений, описанного в части установки этой процедуры. Метод заклепок и клеевых соединений должен использоваться только в областях, описанных в этой процедуре.
| Важно | Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства. |
|---|
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Визуально осмотрите поврежденный участок. Устраните как можно больше повреждений. См. " Размеры - Корпус ".
- Используя съемник точечной сварки 8 мм (5 / 16 дюйма), найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем рулевую рубку с приборной панелью.
- Используя съемник точечной сварки 8 мм (5 / 16 In), найдите и просверлите заводские сварные швы в зоне сварки, которая соединяет верхнюю часть крышки стойки рулевой рубки с нижней камерой.
- Найдите и просверлите все оставшиеся заводские сварные швы.
- Снять переднюю рулевую рубку с транспортного средства.
- Установить рабочую переднюю рулевую рубку в транспортном средстве с помощью трехмерного измерительного оборудования и зафиксировать рулевую рубку на месте.
- С помощью долота 7 мм (17 / 64 дюйма) просверлите отверстия для крепления заклепок через служебную рулевую рубку и приборную панель и нижнюю камеру в местах, указанных в заводской рулевой рубке.
- Снять служебную переднюю рулевую рубку.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных в исходной сборке.
- При необходимости подготовьте сопрягаемые поверхности сварного шва MIG.
- Нанести 3m Weld-Thru Coating P / N 05916 или эквивалент на все сопрягаемые поверхности сварного шва MIG, включая все сварные швы, не прикрепленные к приборной панели или нижней камере.
- Подготовить места стыковки путем зачистки до оголенной стали поверхности стыковки кузова и фланцев рулевой рубки.
- Нанести 3-6 мм (1 / 8-1 / 4 дюйма) валик металлической панели, соединяющей клей P / N 12378567 (канадский P / N 88901675) или эквивалент, на сопрягаемые поверхности приборной панели и нижней камеры, а также на рабочую панель рулевой рубки.
- С помощью небольшой кислотной щетки нанесите на сопрягаемые поверхности покрытие из клея. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Установить служебную переднюю рулевую рубку на транспортном средстве с помощью трехмерного измерительного оборудования и зафиксировать переднюю рулевую рубку на месте.
- Установить заклепки длиной 9 мм (11 / 32 дюйма) так, чтобы головка заклепки соприкасалась с нижней стороной колпака рулевой рубки.
- Установите заклепки длиной 9 мм (11 / 32 дюйма) так, чтобы головка заклепки соприкасалась с приборной панелью.
- Удалите излишки клея из зоны заклепок передней рулевой рубки.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите удлинитель передней рулевой рубки.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установить удлинитель передней рулевой рубки на транспортном средстве с помощью трехмерного измерительного оборудования. Зажмите удлинитель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки переднего верхнего рельса.
- Удалите поврежденную переднюю верхнюю рейку.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите переднюю верхнюю направляющую на транспортном средстве с помощью 3-мерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Измерить спереди 225 мм (8 7 / 8 дюйма) (а) от центра отверстия болта крепления передней петли капота. Отметить место.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию на верхнюю, боковую и нижнюю части рельса.
- Отрежьте боковую верхнюю рейку в отмеченном месте.
- Снимите переднюю часть боковой верхней направляющей.
- Просверлите два сварных отверстия с заглушками диаметром 8 мм (5 / 16 дюйма) на расстоянии 10 мм (1 / 2 дюйма) назад от края верхней, нижней и внешней сторон передней кромки оставшейся части верхней боковой направляющей транспортного средства.
- Замерьте на сервисной части 200 мм (7 7 / 8 дюйма) (а) перед местом расположения отверстия болта крепления петли капота. Разметьте сечение.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию на верхнюю, боковую и нижнюю части рельса.
- Отрежьте сервисную деталь в отмеченном месте.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Измерьте 25 мм (1 дюйм) вперед от области разреза. Отметьте место на верхней части рельса.
- Используя в качестве начальной точки отметку, сделанную на предыдущем шаге, с помощью скользящего квадрата перенесите линию на верхнюю, боковую и нижнюю части рельса.
- На участках приварных фланцев рельса и на каждом радиусе обрезать по направлению к указанной линии. Это поможет в процессе формирования фланца.
- Отогните область выреза направляющей внутрь, чтобы создать фланец с шагом 25 мм (1 дюйм) для сварного соединения.
- Установите верхнюю боковую направляющую на транспортное средство с помощью 3-мерного измерительного оборудования. Зажмите направляющую на месте.
- Прошить и заглушить соответствующим образом.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Схема №29
| Важно | Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства. |
|---|
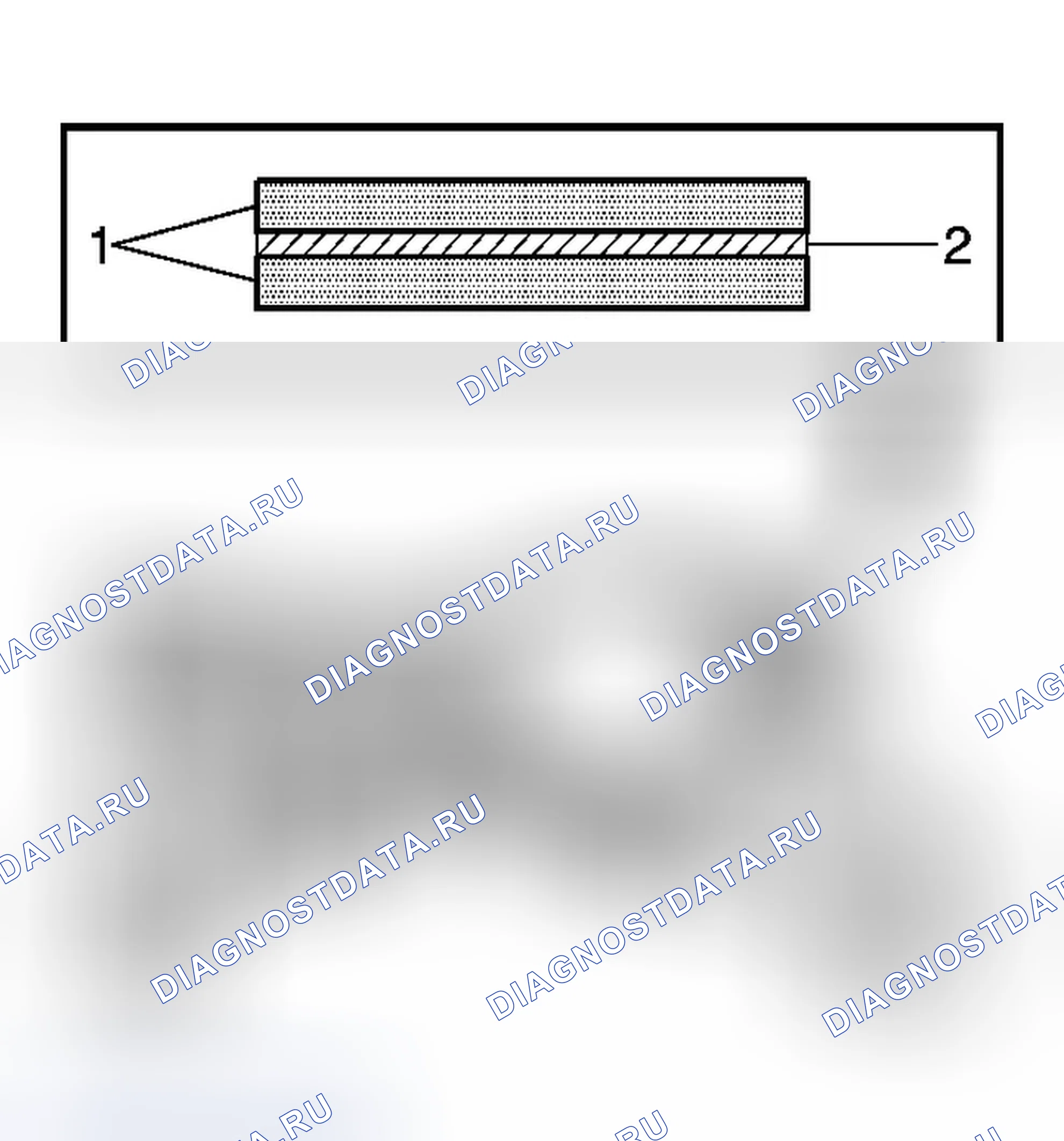
Передняя часть приборной панели и нижняя часть приточной камеры изготовлены из ламинированной стали. Эта сталь изготавливается путем соединения 2 кусков холоднокатаной стали (1) с вязкоупругим слоем клея (2). Сварка ламинированной стали MIG не соответствует корпоративным стандартам Gm по структурной целостности. В качестве альтернативы все заводские сварные швы будут заменены с использованием метода заклепок и клеевых соединений, описанного в части этой процедуры. Метод заклепок и клеевых соединений должен использоваться только в областях, описанных в этой процедуре.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Используя съемник точечной сварки 8 мм (5 / 16 дюйма), найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю внутреннюю направляющую с приборной панелью.
- С помощью съемника точечной сварки 8 мм (5 / 16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю наружную направляющую с приборной панелью.
- Используя съемник точечной сварки 8 мм (5 / 16 дюйма), найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю направляющую с внешней панелью приборной панели.
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем нижнюю направляющую с приборной панелью.
- Найдите и просверлите оставшиеся заводские сварные швы на направляющей.
- Удалите участок рамы, прикладывая тепло. Приоткройте клей по поверхности склеивания.
- Удалите полностью поврежденную направляющую.
- Установите служебный рельс на транспортное средство с помощью 3-мерного измерительного оборудования.
- Зажмите сервисную рейку на месте.
- С помощью 7-мм (17 / 64-дюймового) долота просверлите отверстия для крепления заклепок через нижнюю внутреннюю направляющую и приборную панель в точных местах, указанных на заводской направляющей.
- Используя 7-мм (17 / 64-дюймовое) долото, просверлите отверстия для крепления заклепок через нижнюю внешнюю направляющую и приборную панель в точных местах, как указано на заводской направляющей.
- Используя 7-мм (17 / 64-дюймовое) долото, просверлите отверстия для крепления заклепок через нижнюю направляющую и приборную панель в точных местах, как указано на заводской направляющей.
- Снимите рейку обслуживания.
- При необходимости просверлите отверстия под приварку заглушки 8 мм (5 / 16 дюйма) в рейке обслуживания в остальных местах, отмеченных от исходной рейки.
- При необходимости подготовьте сопрягаемые поверхности сварного шва пробки.
- Нанести 3M® Weld-Thru Coating P/N 05913 или эквивалент на сопрягаемые поверхности пробочного сварного шва.
- Подготовьте зоны соединения, зачистив до оголенной стали нижнюю внутреннюю направляющую и сопрягаемые поверхности приборной панели. НЕ повреждайте углы и не разжижайте металл в процессе зачистки.
- Подготовьте места соединения, зачистив до оголенной стали нижнюю наружную направляющую и сопрягаемые поверхности приборной панели. НЕ повреждайте углы и не разжижайте металл в процессе зачистки.
- Подготовьте места соединения путем зачистки до оголенной стали поверхности нижней направляющей и сопрягаемых поверхностей приборной панели. НЕ повреждайте углы и не разжижайте металл в процессе зачистки.
- Подготовьте места соединения путем шлифовки, чтобы оголить стальную нижнюю направляющую и сопрягаемые поверхности панели пола. НЕ повреждайте углы и не разжижайте металл в процессе шлифовки.
- Очистите сопрягаемые поверхности.
- Нанесите 3-6 мм (1/8-1/4 дюйма) валик клея для склеивания металлических панелей GM P/N 12378567 (Canadian P/N 88901675) или его эквивалент на обе сопрягаемые поверхности.
- Нанести на нижнюю внутреннюю направляющую и сопрягаемые поверхности приборной панели валик металлической панели диаметром 3-6 мм (1 / 8-1 / 4 дюйма), скрепляющий клей Gm P / N 12378567 (канадский P / N 88901675) или эквивалентный.
- Нанести на нижнюю наружную направляющую и сопрягаемые поверхности приборной панели валик из металлической панели диаметром 3-6 мм (1 / 8-1 / 4 дюйма), скрепляющий клей Gm P / N 12378567 (Канадский P / N 88901675) или аналог.
- Нанесите 3-6 мм (1 / 8-1 / 4 дюйма) валик металлической панели, соединяющей клей Gm P / N 12378567 (канадский P / N 88901675) или эквивалент, на сопрягаемые поверхности нижней направляющей и панели пола.
- Используя небольшую кислотную щетку, нанесите слой клея на нижнюю внутреннюю направляющую и сопрягаемые поверхности приборной панели. Покройте весь голый металл, чтобы обеспечить защиту от коррозии.
- С помощью небольшой кислотной щетки нанесите слой клея на нижнюю наружную направляющую и сопрягаемые поверхности приборной панели. Покройте весь голый металл, чтобы обеспечить защиту от коррозии.
- С помощью небольшой кислотной щетки нанесите слой клея на нижнюю направляющую и сопрягаемые поверхности приборной панели. Покройте весь голый металл, чтобы обеспечить защиту от коррозии.
- Установите служебный рельс на транспортное средство с помощью 3-мерного измерительного оборудования.
- Зажмите рельс на месте.
- Установите заклепки длиной 9 мм (11 / 32 дюйма) (1) и заклепки длиной 14 мм (17 / 32 дюйма) (2) на нижнюю внутреннюю и наружную рейку так, чтобы головка заклепки контактировала со стороной пассажирского салона приборной панели.
- Установите заклепки длиной 9 мм (11 / 32 дюйма) (1) и заклепки длиной 14 мм (17 / 32 дюйма) (2) на нижнюю внутреннюю и наружную приборные панели таким образом, чтобы головка заклепки соприкасалась со стороной рельса.
- Установите заклепки длиной 9 мм (11 / 32 дюйма) (1) и заклепки длиной 14 мм (17 / 32 дюйма) (2) на нижнюю направляющую и приборную панель так, чтобы головка заклепки контактировала со стороной пассажирского салона приборной панели.
- Удалите излишки клея с участка рельса.
- Заглушите соответствующим образом остальные отверстия.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на отремонтированный участок. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Окрасить отремонтированный участок в соответствии с документом " Системы лакокрасочного покрытия " в разделе " Лакокрасочные покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Сервисная часть разрабатывается из полной сборки и потребует удаления точечной сварки в среднем соединении рельса. Нижняя часть рельсового пути поставляется в виде полного переднего рельсового узла, включая все кронштейны и подкрепления. |
|---|
- Поддерживайте двигатель и трансмиссию с помощью подходящего оборудования. См. " Крепление опоры двигателя " в разделе " Механический двигатель 2.2L ".
- Снимите крепеж к двигателю и трансмиссии.
- При необходимости удалите все другие соответствующие панели и компоненты, включая подвеску и поперечину.
- Визуально осмотрите поврежденный участок. Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите область, где передний отсек будет отделен от направляющей.
- Найдите и просверлите заводские сварные швы вдоль полок рельса, только до среднего стыка рельса и включая его непосредственно перед приборной панелью.
- Просверлите заводские сварные швы.
- Откройте наружный слой рельса на среднем стыке переднего рельса, чтобы можно было снять передний участок рельса с транспортного средства.
- Удалите поврежденную переднюю нижнюю направляющую.
- Просверлите заводские сварные швы на среднем стыке вспомогательной направляющей в сборе.
- Снимите переднюю часть передней направляющей в сборе на среднем стыке.
- При необходимости подготовьте сопрягаемые поверхности.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите направляющую на транспортное средство.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Установить поперечину подвески. См. " Замена рамы " в разделе " Рама и днище кузова ". Затянуть: Затянуть крепеж до 100 Н.м (74 фунта фута) + 180 градусов.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Устраните как можно больше повреждений в соответствии с заводскими спецификациями. См. " Размеры - Корпус ".
- Найдите метки матрицы на внутренней и внешней половинах передней направляющей.
- Измерьте перед прямой линией, показанной на метках матрицы, 7 мм (1 / 4 дюйма). Отметьте рельс в обоих местах метки матрицы.
- На отметках, сделанных перед метками штампа, выровняйте скользящий квадрат или аналогичный инструмент с нижней стороной передней направляющей. Нарисуйте линию 360 градусов вокруг рамной направляющей, на 7 мм (1 / 4 дюйма) перед метками штампа.
- Отрежьте рельс в отмеченном месте.
- Удалите поврежденный компонент из транспортного средства.
- На прямой линии на штампе совместите скользящий квадрат или аналогичный инструмент с этой линией и нижней стороной передней нижней направляющей. Нарисуйте линию полностью вокруг рамной направляющей.
- Вырежьте верхний и нижний внутренние и внешние углы рамного рельса. Вырежьте в начале и в конце радиуса в каждом углу назад на 7 мм (1 / 4 дюйма) к линии скрайбирования.
- Согните каждую сторону рельса внутрь, совместив инструмент для отбортовки тисков или аналогичный инструмент с линией разметки. Слегка согните фланец 7 мм (1 / 4 дюйма) внутрь. Этот фланец является подкладкой для сварки.
- При необходимости подготовьте к сварке область шва секционирования.
- Найдите метки матрицы на передней направляющей сервисной части.
- Нарисуйте линию, полностью окружающую служебный рельс, на линии в штампе путем выравнивания скользящего квадрата или аналогичного инструмента к нижнему краю передней части рельса.
- Отрежьте в отмеченном месте. Снимите переднюю часть рельса.
- Подготовьте обрезанную кромку участка переднего рельса к сварке.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите переднюю секцию рельса с помощью 3-мерного измерительного оборудования. Зажмите сервисную деталь на месте.
- Прихватить деталь на место.
- Осмотрите рейку обслуживания на правильность размеров с помощью 3-х мерного измерительного оборудования.
- Прошить сварной шов по всему стыку секционирования. Выполнить сварные швы 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между ними.
- Завершите шовный шов.
- Зачистить и подготовить свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите внешнюю направляющую с транспортного средства.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите внешнюю направляющую на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите внешнюю направляющую на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите опору передней подвески.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите опору передней подвески к автомобилю с помощью 3-мерного измерительного оборудования. Зажмите опору на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите задний удлинитель.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите задний удлинитель к автомобилю с помощью 3-мерного измерительного оборудования. Зажмите опору на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снять арматуру каркаса лобового стекла.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите усиление рамы лобового стекла к автомобилю.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Важно | Несоблюдение этой процедуры приведет к нарушению структурной целостности транспортного средства. |
|---|
Передняя часть приборной панели и нижняя часть приточной камеры изготовлены из ламинированной стали. Эта сталь изготовлена путем склеивания 2 кусков холоднокатаной стали со слоем клея. Слоистая сталь для сварки MIG не соответствует корпоративным стандартам Gm для структурной целостности. В качестве альтернативы все заводские сварные швы могут быть заменены с использованием метода заклепок и клеевых соединений, описанного в установочной части этой процедуры. Метод заклепок и клеевых соединений должен использоваться только в областях, описанных в этой процедуре.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Визуально осмотрите поврежденный участок. Устраните как можно больше повреждений. См. " Размеры - Корпус ".
- С помощью съемника точечной сварки 8 мм (5/16 дюйма) найдите и просверлите заводские сварные швы на фланце сварного шва, соединяющем переднюю внутреннюю стойку петли с приборной панелью.
- Найдите и просверлите все оставшиеся заводские сварные швы.
- Снимите переднюю внутреннюю стойку петли с автомобиля.
- Установите сервисную переднюю внутреннюю стойку петли в транспортное средство с помощью трехмерного измерительного оборудования. Зажмите переднюю внутреннюю стойку петли на месте.
- Используя долото диаметром 7 мм (17 / 64 дюйма), просверлите отверстия для крепления заклепок через тире и удлинитель нижней направляющей в местах, указанных на заводской передней внутренней стойке петли.
- Снимите сервисную переднюю внутреннюю стойку петли.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в местах, указанных в исходной сборке.
- При необходимости подготовьте сопрягаемые поверхности сварного шва MIG.
- Нанести 3m Weld-Thru Coating P / N 05916 или эквивалент на все сопрягаемые поверхности сварного шва MIG.
- Подготовьте места стыковки путем зачистки до оголенной стали поверхности приборной панели и удлинителя рельса к фланцам рабочей передней внутренней стойки петли.
- Нанести 3-6 мм (1 / 8-1 / 4 дюйма) валик металлической панели, соединяющей адгезив P / N 12378567 (канадский P / N 88901675) или эквивалент, на сопрягаемые поверхности приборной панели и удлинителя рельса, а также на переднюю внутреннюю панель обслуживания стойки петли.
- С помощью небольшой кислотной щетки нанесите на сопрягаемые поверхности покрытие из клея. Закройте все оголенные металлические поверхности для обеспечения защиты от коррозии.
- Установите сервисную переднюю внутреннюю стойку петли на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите переднюю внутреннюю стойку петли на месте.
- Установите заклепки длиной 14 мм (17 / 32 дюйма) так, чтобы головка заклепки соприкасалась с удлинителем рейки.
- Установите заклепки длиной 9 мм (11 / 32 дюйма) так, чтобы головка заклепки соприкасалась с приборной панелью.
- Удалите излишки клея из зоны соединения заклепок передней внутренней стойки петли.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Нанесите герметики и антикоррозионные материалы на место ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Окрасить отремонтированный участок в соответствии с документом " Системы лакокрасочного покрытия " в разделе " Лакокрасочные покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Внимание | Секционирование следует выполнять только в рекомендуемых зонах. Несоблюдение этого требования может поставить под угрозу структурную целостность транспортного средства и привести к травмам в случае столкновения транспортного средства. |
|---|
Схема №30
Внешняя панель боковины кузова седана доступна как цельная сборка. Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения автомобиля. Секционирование должно происходить только в определенных областях. Держитесь подальше от зон радиуса дверного и оконного проемов. Сечение только в прямых областях проемов.
Схема №31
Внешняя панель со стороны кузова купе доступна только в виде цельной панели. Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения транспортного средства. Секционирование должно выполняться только в определенных областях. Держитесь подальше от зон радиуса дверного и оконного проемов. Разрез только в прямых областях проемов.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите на панели область, в которой будет выполнено секционирование.
- Измерение от любого отверстия крепления обрезки в пределах рекомендуемых областей сечения. Разметить место для разрезки секций на автомобиле в местах расположения передней стойки и панели коромысла.
- Найдите и просверлите все заводские сварные швы.
- Вырежьте панель в месте, выложенном на предыдущих шагах.
- Удалите поврежденную шарнирную стойку.
- Найдите область на панели обслуживания, в которой будет выполняться секционирование.
- Измерьте и отметьте место линии разреза на сервисной части в том же месте, что и на макете автомобиля.
- Отрежьте внешнюю переднюю стойку петли в соответствующих местах, чтобы подогнать оставшуюся оригинальную панель. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Создайте опорную пластину толщиной 50 мм (2 дюйма) из неиспользованной части сервисного компонента для области ветрового стекла.
- Создайте опорную пластину 100 мм (4 дюйма) из неиспользованной части сервисного компонента для области коромысла.
- При необходимости выполните обрезку опорных пластин для установки за панелью в месте соединения секций.
- Просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) вдоль области секционирования в сервисной части и в местах, указанных на исходной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорные пластины на полпути в секционирующие соединения, 25 мм (1 дюйм) на передней стойке и 50 мм (2 дюйма) на участках качающейся панели. Зажать пластины на месте и приварить пробкой к стыку секций
- Установите внешнюю переднюю стойку на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите столб на месте.
- Выполнить пробковый сварной шов соответственно.
- Выполнить пробковый сварной шов соответственно.
- Сшить места стыкового сварного шва.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Обратите внимание на размеры зазоров по периметру панели крыши до коллекторов, стекла и дверей.
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Используйте небольшое пламя от кислородно-ацетиленовой горелки, чтобы помочь в освобождении соединения панели крыши со структурным клеем.
- Отделите клей, удерживающий панель крыши, от автомобиля. Обратите внимание на расположение клея для установки сервисной панели крыши.
- Удалите поврежденную панель крыши.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) вдоль переднего и заднего края сервисной детали в соответствующих местах, указанных на оригинальной панели.
- Чтобы найти центральную линию (1) на панели крыши, измерьте переднюю и заднюю часть панели на небольшом расстоянии от переднего и заднего краев панели. Отметьте центральную линию карандашом или другим непостоянным инструментом для маркировки.
- На оригинальной панели измерьте назад или вперед вдоль центральной линии панели к центру отверстия. Обратите внимание на измерения.
- Измерьте назад или вперед вдоль центральной линии сервисной панели расстояние, отмеченное на оригинальной панели. Отметьте место карандашом или другим непостоянным инструментом для маркировки.
- Проверьте измерения и конфигурацию отверстия.
- Просверлить отверстия a = 16,5 мм (21 / 32 дюйма) b = 5,5 мм (7 / 32 дюйма) c = 5,5 мм (7 / 32 дюйма) d = 16,5 мм (21 / 32 дюйма)
- Зачистите поверхность сопрягаемых фланцев кузова в том же месте, что и исходный конструкционный клей, до оголенной стали.
- Зачистите ответные фланцы сервисной панели, чтобы удалить е-покрытие. Не повреждайте углы и не разжижайте металл в процессе зачистки.
- Очистите сопрягаемые поверхности.
- Нанесите шарик металлического связующего клея на все области, отмеченные ранее как имеющие структурный клей. Используйте Gm P / N 12378566 / 7 (Canadian P / N 88901674 / 5) или эквивалент толщины 3-6 мм (1 / 8-1 / 4 дюйма) на обе сопрягаемые поверхности.
- Используйте небольшую кислотную щетку, чтобы нанести слой клея для покрытия всех оголенных металлических поверхностей, чтобы обеспечить защиту от коррозии.
- Установите сервисную панель на автомобиль.
- Проверьте прилегание панели крыши к переднему краю передней панели коллектора и к заднему краю задней панели коллектора.
- Проверьте прилегание панели крыши в зазоре вдоль верхней части дверной рамы к панели крыши. При необходимости отрегулируйте панель. Зажмите панель на месте.
- Подготовьте все сопрягаемые поверхности для сварки по мере необходимости
- Нанести 3m Weld-Thru Coating P / N 05916 или эквивалент только на все сварные сопрягаемые поверхности.
- Для удаления излишков клея с участка панели используйте более тонкий лак.
- Дайте клею достаточное время отверждения.
- Снимите хомуты.
- Сварка пробкой, соответственно, вдоль переднего и заднего фланца сварного шва.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Обратите внимание на размеры зазоров по периметру панели крыши до коллекторов, стекла и дверей.
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Используйте небольшое пламя от кислородно-ацетиленовой горелки, чтобы помочь в освобождении соединения панели крыши со структурным клеем.
- Отделите клей, удерживающий панель крыши, от автомобиля. Обратите внимание на расположение клея для установки сервисной панели крыши.
- Удалите поврежденную панель крыши.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) вдоль переднего и заднего края сервисной детали в соответствующих местах, указанных на оригинальной панели.
- Зачистите поверхность сопрягаемых фланцев кузова в том же месте, что и исходный конструкционный клей, до оголенной стали.
- Зачистите ответные фланцы сервисной панели, чтобы удалить е-покрытие. Не повреждайте углы и не разжижайте металл в процессе зачистки.
- Очистите сопрягаемые поверхности.
- Нанесите валик металлического связующего клея на все участки, отмеченные ранее как имеющие структурный клей. Используйте Gm P / N 12378566 / 7 (канадский P / N 88901674 / 5) или эквивалент толщины 3-6 мм (1 / 8-1 / 4 дюйма) на обе сопрягаемые поверхности.
- Используйте небольшую кислотную щетку, чтобы нанести слой клея для покрытия всех оголенных металлических поверхностей, чтобы обеспечить защиту от коррозии.
- Установите сервисную панель на автомобиль.
- Проверьте прилегание панели крыши к переднему краю передней панели коллектора и к заднему краю задней панели коллектора.
- Проверьте прилегание панели крыши в зазоре вдоль верхней части дверной рамы к панели крыши. При необходимости отрегулируйте панель. Зажмите панель на месте.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3m Weld-Thru Coating P / N 05916 или эквивалент только на все сварные сопрягаемые поверхности.
- Для удаления излишков клея с участка панели используйте более тонкий лак.
- Дайте клею достаточное время отверждения.
- Снимите хомуты.
- Сварка пробкой, соответственно, вдоль переднего и заднего фланца сварного шва.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите панель заголовка.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите панель заголовка на транспортное средство с помощью трехмерного измерительного оборудования. Закрепите переднюю панель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите панель заголовка рамы заднего окна.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите заднюю панель оконной рамы на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите заднюю панель коллектора на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите внутреннюю панель коромысла.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Расположите внутреннюю панель коромысла и зажмите панель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Этот узел доступен как часть узла нижней части задней боковой направляющей. Если требуется только внутренний удлинитель панели коромысла, удалите удлинитель из полного узла перед установкой.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите удлинитель внутренней панели коромысла.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M® Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите удлинитель внутренней панели коромысла.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Внешняя панель со стороны кузова представляет собой цельную сборку. Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения транспортного средства. Секционирование должно выполняться только в определенных областях. Удалите все связанные панели и компоненты.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости, и отметьте их расположение. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- В верхней части центральной стойки отметьте линию (а), проходящую через центр второго отверстия для крепления внешней отделки.
- Измерьте расстояние 50 мм (2 дюйма) (b) от метки, созданной на предыдущем шаге. Отметьте местоположение.
- При необходимости создайте линии разреза на качающейся панели в утвержденных местах секционирования.
- Измерение от любого ключевого признака в панели. Разметьте расположение линии разреза на боковой панели кузова.
- Обрежьте панель у центральной стойки, где предварительно была сформирована линия раскладки.
- Обрежьте панель в области панели балансира, где должно выполняться секционирование, только в пределах прямых секций.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную центральную стойку.
- Вырежьте внешнюю центральную стойку в соответствующих местах для подгонки к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Во всех зонах качающейся панели создайте опорную пластину 100 мм (4 дюйма) из неиспользованной части сервисной части. При необходимости подрежьте опорные пластины, чтобы они разместились за секционированным соединением.
- В области верхней центральной стойки при необходимости отрежьте опорную пластину толщиной 50 мм (4 дюйма) от неиспользуемой части обрезки исходной детали.
- Просверлите отверстия 8 мм (5 / 16 дюйма) вдоль области секционирования на сервисной и оригинальной детали. Найдите эти отверстия на расстоянии 13 мм (1 / 2 дюйма) от края.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Создайте опорные пластины 50 мм (2 дюйма) для верхней центральной стойки и 100 мм (4 дюйма) для качающейся панели. Создайте опорные пластины из неиспользованной части сервисной детали.
- При необходимости выполните обрезку опорных пластин для установки за панелью в местах стыков секционирования.
- Зажмите опорные пластины на месте. Приваривайте заглушками опорные пластины к транспортному средству.
- Установите внешнюю центральную стойку на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите столб на месте.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости наносите звукопоглощающие материалы.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Удалите поврежденную переднюю стойку.
- При необходимости просверлите отверстия под сварной шов 8 мм (5 / 16 дюйма) в рабочей арматуре в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M® Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите сервисную часть на автомобиле с помощью 3-х мерного измерительного оборудования. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Для стойки седана выполните следующие шаги: На армировании центральной стойки найдите и отметьте центр третьего прижимного верха пятого овального отверстия вверх снизу. Измерьте вниз от центра этого отверстия 100 мм (4 дюйма). Это линия разреза. ВАЖНО: Не повреждайте внутренние усиления. Отрежьте панель по ранее сделанной отметке.
- Для стойки купе выполните следующие шаги: Измерьте вниз от отверстия в переднем нижнем углу окна задней четверти 125 мм (45 дюймов). Это линия разреза. Отметьте место линии разреза. ВАЖНО: Не повреждайте внутренние усиления. Отрежьте панель по ранее сделанной отметке.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную центральную стойку.
- Для стойки седана выполните следующие действия: Отметьте линию через центр второго отверстия вниз сверху на сервисной части усиления центральной стойки. Измерьте 75 мм (3 дюйма) вниз от ранее сделанной метки. Это линия разреза для сервисной части.
- Для стойки купе измерьте 100 мм (4 дюйма) от отверстия в переднем нижнем углу окна четверти панели. Отметьте место линии разреза (b) для сервисной части.
- Отрежьте сменную сервисную деталь у отмеченной линии.
- В зоне разреза сервисной части сделайте надрез на участках фланца сварного шва вниз на 25 мм (1 дюйм). Седан показан; купе аналогично.
- Просверлите сварные отверстия 8 мм (5 / 16 дюйма) вдоль секционирующего среза на исходной арматуре. Найдите эти отверстия на расстоянии 10 мм (1 / 2 дюйма) от кромки.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Сдвиньте верхнее секционирующее соединение вместе, сдвинув сервисный компонент под исходный компонент в области секционирования.
- Расположите сервисную часть на автомобиле с помощью 3-х мерного измерительного оборудования. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, прошейте швы 25 мм (1 дюйм) вдоль стыка секционирования с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите внутренний столб.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите переднюю дверь замка внутренней стойки на автомобиль. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Внутренняя панель со стороны кузова доступна в виде одной детали. Секционирование должно выполняться только в указанных областях. Удалите все связанные панели и компоненты.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите герметики и антикоррозионные материалы из зоны ремонта, по мере необходимости, и отметьте их расположение. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- В центральной стойке найдите отверстия для крепления верхнего плечевого ремня (а).
- Найдите центральную точку между отверстиями для гайки анкерного кронштейна плечевого ремня. Нарисуйте линию. Это линия разреза.
- Разметьте линии реза в зонах панели коромысла.
- Разрежьте панель, на которой была нанесена линия разметки.
- Обрежьте панель в области панели балансира, где должно выполняться секционирование, только в пределах прямых секций.
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов для установки сервисной части.
- Удалите поврежденную центральную стойку.
- Вырежьте внешнюю центральную стойку в соответствующих местах для подгонки к оставшейся оригинальной панели. Секционирующее соединение должно быть обрезано, чтобы обеспечить зазор в 11/2 толщины металла в секционирующем соединении.
- Во всех зонах качающейся панели создайте опорную пластину 100 мм (4 дюйма) из неиспользованной части сервисной части. При необходимости подрежьте опорные пластины, чтобы они разместились за секционированным соединением.
- В верхней зоне внутренней центральной стойки при необходимости отрежьте опорную пластину толщиной 50 мм (4 дюйма) от неиспользованной части обрезки сервисного компонента.
- Просверлите 8 мм (5/16 дюйма) вдоль секционирующих вырезов на оставшейся исходной детали. Расположите эти отверстия на расстоянии 13 мм (1/2 дюйма) от края детали и на расстоянии 40 мм (11/2 дюйма) друг от друга.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорные пластины в секционирующие соединения на следующие расстояния: 100 мм (4 дюйма) для качающейся секции 50 мм (2 дюйма) для центральной секции стойки
- Закрепите опорные пластины на месте. Привяжите опорные пластины к транспортному средству на полпути внутри половины секционирующего соединения.
- Установите внутреннюю центральную стойку на автомобиль с помощью 3-мерного измерительного оборудования. Зафиксируйте стойку на месте.
- Выполнить пробковый сварной шов соответственно.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снять арматуру заднего окна.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите усиление заднего окна и зажим на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите панель заднего окна.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите заднюю панель окна.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите заднюю арматуру с задней панели окна.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Расположите заднее крепление к панели заднего окна.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите заднюю дверь замка внутренней стойки.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Просверлить 8-мм (5 / 16-дюймовые) отверстия под пробку в рабочей части фланца крепления к наружной стороне задней рулевой рубки, располагая отверстия через каждые 20 мм (13 / 16-дюймовые) друг от друга.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите заднюю дверь замка внутренней стойки. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Графика в этой процедуре показывает седан. Процедуры для купе аналогичны.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- На седане конструкционный клей присутствует в области " собачьей ноги " четверти панели. Нагрейте четверть панели в местах, показанных небольшим пламенем от кислородно-ацетиленового факела, чтобы освободить связь с четвертью панели.
- Снимите внешнюю боковую панель корпуса.
- В местах расположения конструкционного клея внутренней арматуры лапы собачки зачистить поверхность до оголенной стали.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Зачистите зону сопряжения внешней боковой панели кузова с усилением лапы собачки для удаления Е-покрытия.
- Очистите сопрягаемые поверхности.
- На обе сопрягаемые поверхности нанести валик клея для склеивания металлических панелей Gm P / N 12378566 / 7 (Canadian P / N 88901674 / 5) или эквивалентного на толщину 3-6 мм (1 / 8-1 / 4 дюйма).
- Используя небольшую кислотную щетку (3), нанесите слой клея, чтобы покрыть все оголенные металлические поверхности для обеспечения защиты от коррозии. ВАЖНО: Нанесите клей достаточно толстым, чтобы обеспечить контакт панели между внутренним усилением ноги собаки и внешней панелью со стороны тела в области четверти панели.
- Установите внешнюю боковую панель кузова на транспортное средство с помощью 3-мерного измерительного оборудования. Зажмите панель на месте.
- Для удаления излишков клея с участка панели используйте более тонкий лак.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- Найдите задний край поперечины № 5 из-под автомобиля.
- Сверлить несколько 1/8 в отверстиях в поддоне пола только по заднему краю заднего приварного фланца поперечины № 5. Это поможет идентифицировать местоположение с верхней стороны поддона пола.
- Нанесите кусок маскирующей ленты на верхнюю поверхность панели заднего отсека по отверстиям, просверленным в поддоне пола.
- Слегка обрежьте ленту назад по отверстиям, просверленным в поддоне пола. Позже панель пола будет отшлифована заподлицо с задним краем фланца сварного шва.
- Высверлить все точечные сварные швы вдоль рельсов и рулевых рубок позади линии разреза и снять панель пола заднего отсека. Обратите внимание на количество и расположение сварных швов для монтажа сервисной сборки.
- Обрежьте и зачистите заподлицо оригинальную панель панели заднего отсека у заднего края поперечины # 5.
- На сервисной части панели пола заднего отсека найдите переходную область от поддона пола к раскрывающейся области, которая поддерживает нижнюю половину заднего сиденья.
- Поместите кусок маскирующей ленты вдоль верхнего радиуса в пределах этой переходной области поперек панели
- Обрежьте вдоль переднего края ленты край, который был бы ближе всего к заднему сиденью, и удалите заднюю часть панели.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Выложить и просверлить 2 дополнительных ряда сварных отверстий с заглушками 8 мм (5 / 16 дюйма) поверх сварных фланцев # 5 бар.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите заднюю панель на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Сварить шов по передней обрезанной кромке сервисной части панели Для создания сплошного шва по передней части сервисной части с минимальным тепловым искажением выполнить стежковый шов по шву с зазорами 25 мм (1 дюйм) между каждым швом.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости наносите звукопоглощающие материалы.
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снять заднюю внутреннюю рулевую рубку.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установить заднюю внутреннюю рулевую рубку в транспортное средство. Зажмите деталь на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Схема №32
| Важно | Фланец проема колеса должен загибаться вверх. Не ремонтируйте это нормальное состояние. Обратите внимание на форму фланца для установки. Не сплющивайте фланец. |
|---|
| Важно | Когда повреждение остальной части панели минимально, отремонтируйте наружную заднюю рулевую рубку путем секционирования. Прежде чем снять поврежденную секцию панели с транспортного средства, подготовьте сервисный узел, чтобы ознакомиться с процедурой, точно знать, где разрезать поврежденную панель для лучшего прилегания новой секции. |
|---|
- Накладывают полосу маскирующей ленты, которая располагается на расстоянии 20 мм (3 / 4 дюйма) вдоль вертикальной поверхности радиуса рулевой рубки, образуя сварочный фланец.
- На сервисной части вырезать по внутреннему краю места расположения ленты (б).
- Удалите лишнюю часть рулевой рубки.
- Удалите все связанные панели и компоненты.
- Визуально осмотрите повреждения.
- При необходимости удалите следующие компоненты: Герметики, глушители звука, антикоррозионные материалы.
- Нанесите полосу 20-мм (3 / 4 дюйма) маскирующей ленты вдоль горизонтальной поверхности радиуса рулевой рубки.
- На транспортном средстве обрежьте по внешней стороне маскирующую ленту (а), чтобы создать ушко для фланца сварного шва на новой секции рулевой рубки.
- Удалите поврежденную секцию рулевой рубки.
- Отметьте отверстия под сварной шов заглушки через каждые 40 мм (11 / 2 дюйма) вдоль фланца сварного шва на сервисной части.
- Разместите сервисную деталь.
- Временно выровняйте винт из листового металла по четверти внутренней части внутренней боковой панели корпуса.
- Установите внешнюю четверть панели. Установите панель на автомобиль с помощью 3-мерного измерительного оборудования. Зажмите панель на месте.
- Проверьте посадку панелей. Отрегулируйте панели по мере необходимости. Временно завинтите панель на месте.
- Снимите четверть внешней панели.
- Удалите сервисную часть.
- Просверлите 8 мм (5 / 16 дюйма) вдоль фланца сварного шва на сервисной части.
- Подготовьте сопрягаемые поверхности под сварку, по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установить наружную панель рулевой рубки в надлежащее положение, как это было проверено на предыдущих этапах.
- Заварите соответствующим образом рулевую рубку снаружи транспортного средства.
- При необходимости наносите звукопоглощающие материалы.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Внимание | Секционирование следует выполнять только в рекомендуемых зонах. Несоблюдение этого требования может поставить под угрозу структурную целостность транспортного средства и привести к травмам в случае столкновения транспортного средства. |
|---|
| Важно | Процедуры для купе и седана аналогичны. Тем не менее, седан имеет усиление заднего фиксатора, которое конструктивно связано с внешней боковой панелью кузова в области собачьей ноги четверти панели. |
|---|
Вы можете выполнить любую из этих процедур замены отдельно или в любой комбинации, в зависимости от степени повреждения транспортного средства. Секционирование должно происходить только в определенных областях. Держитесь подальше от зон радиуса дверного и оконного проемов. Разрез только в прямых областях проемов.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите глушители звука. Обратите внимание на их расположение.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Для седана, секционирование может быть выполнено в любом из следующих мест: ВАЖНО: Избегайте зон в радиусных углах для мест крепления заднего коллектора. (а) - Стыковое соединение и спайка сварного шва, расположенные на любой прямой зоне вдоль верхней части проема задней двери спереди от панели коллектора и сзади от радиуса центральной колонны. Используйте 100-мм (4-х дюймовую) сварочную спайку. (б) - Нахлест и пробочное сварное соединение. Это соединение будет нахлестом.
- Для купе: 3 - Использовать подкладку для сварки 50 мм (2 дюйма). 4 - Использовать подкладку для сварки 50 мм (2 дюйма). 5 - Использовать подкладку для сварки 100 мм (4 дюйма).
- В пределах рекомендуемых зон секционирования отметьте местоположение линий разреза секционирования на транспортном средстве.
- Найдите и просверлите все заводские сварные швы.
- Вырежьте панель в соответствии с выбранным и выложенным на предыдущих шагах местом.
- На седане конструкционный клей присутствует в области " собачьей ноги " четверти панели. Нагрейте четверть панели в местах, показанных небольшим пламенем от кислородно-ацетиленового факела, чтобы освободить связь с четвертью панели.
- Удалите поврежденную четверть панели.
- Найдите область на панели обслуживания, в которой будет выполняться секционирование.
- Измерить и отметить место линии реза на сервисной детали, согласно выбранному и выложенному в предыдущей Процедуре демонтажа месту.
- Зачистить поверхность внутренней арматуры лапы собачки до оголенной стали в местах расположения конструкционного клея.
- Зачистить зону сопряжения четверти панели с усилением лапы собачки для удаления Е-покрытия.
- Очистите сопрягаемые поверхности.
- На обе сопрягаемые поверхности нанести валик клея для склеивания металлических панелей Gm P / N 12378566 / 7 (Canadian P / N 88901674 / 5) или эквивалентного на толщину 3-6 мм (1 / 8-1 / 4 дюйма).
- С помощью небольшой кислотной щетки нанесите слой клея для покрытия всех оголенных металлических поверхностей, чтобы обеспечить защиту от коррозии. ВАЖНО: Нанесите клей достаточно толстым, чтобы обеспечить контакт панели между внутренним усилением ноги собаки и четвертью панели.
- Установите четверть панели на автомобиль. Зажмите четверть панели в нужном положении.
- Вырезать сервисную панель в соответствующих местах, чтобы соответствовать оставшейся оригинальной панели. Обрезать стыковое соединение секционирования, чтобы обеспечить зазор, в 11 / 2 раза превышающий толщину металла в соединении секционирования.
- Из неиспользованной части сервисной детали создайте подкладки ранее указанной длины.
- При необходимости выполните обрезку опорных пластин для установки за панелью в местах стыков секционирования.
- Просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) вдоль участков секционирования в сервисной части. Сварные отверстия с заглушками просверлите на расстоянии 15 мм (5 / 8 дюйма) от кромок.
- Просверлить сварные отверстия с заглушками диаметром 8 мм (5 / 16 дюйма) в местах, указанных на исходной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите опорные пластины наполовину в секционирующие соединения на транспортном средстве. Закрепите пластины на месте и приварите их к секционному соединению.
- Приварить отверстия под сварные пробки к половине опорных плит транспортного средства.
- Расположите сервисную часть четверти панели к автомобилю с помощью 3-мерного измерительного оборудования. Зажмите четверть панели на месте.
- Выполнить пробковый сварной шов соответственно.
- Отогните приварной фланец колесного проема вверх, как указано во время процедуры демонтажа.
- Чтобы создать сплошной сварной шов с минимальным тепловым искажением, выполните стежковый шов 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм). Вернитесь назад и завершите шовный шов.
- Очистить и подготовить все свариваемые поверхности.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Четверть внутренней панели заменяется секционированием панели на транспортном средстве и создается из полного сервисного узла внутренней панели со стороны кузова. |
|---|
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- Обратите внимание на расположение и удалите герметики и антикоррозионные материалы из зоны ремонта по мере необходимости. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Отрежьте верхнее секционирующее соединение (а).
- Вырежьте нижнее секционирующее соединение в области панели балансира в пределах показанных зон.
- Найдите и просверлите все необходимые заводские сварные швы только в зонах внутренней панели четверти. Обратите внимание на количество и расположение сварных швов для установки сборки внутренней четверти.
- Удалите поврежденную четверть в сборе.
- Для седана отрежьте сервисную панель в верхней части четверти внутренней панели сервисной части (b). Область задней панели седана использовала сварочную заднюю панель 100 мм (4 дюйма).
- Для купе обрежьте сервисную панель в соответствующих местах, как на оригинальной панели. В местах 3 и 4 используется сварочная подкладка 50 мм (2 дюйма).
- В точке 5 используется подкладка для сварного шва 50 мм (2 дюйма). В точке 6 в зонах качающейся панели используется подкладка для сварного шва 100 мм (4 дюйма).
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Расположите узел внутренней четверти на транспортном средстве. Зажмите узел на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите поперечину.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите поперечину. Зажмите поперечину на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите поперечину # 4.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите поперечину # 4.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите поперечину # 4.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите поперечину # 4.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите поперечину # 5.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите поперечину # 5.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите удлинитель # 5 бар.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите удлинитель планки # 5.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите заднюю рейку.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Если удлинительная панель не требуется, высверлите точечные сварные швы.
- При необходимости снимите выносную панель.
- Установите заднюю направляющую на транспортное средство с помощью трехмерного измерительного оборудования. Зажмите рельс на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- Найдите метку матрицы на внешней нижней поверхности задней направляющей, позади планки # 5.
- Совместите скользящий квадрат или аналогичный инструмент с линией на кончике стрелки в марке матрицы. Нарисуйте линию поперек рельса.
- Используйте тот же инструмент для переноса этой линии на стороны и сварные фланцы рельса.
- Вырезать в отмеченном месте.
- Удалите поврежденный компонент из транспортного средства.
- На каждой из 2 8 сторон задней направляющей просверлите сварные отверстия с заглушками диаметром 5/16 мм (3 дюйма). Расположите центр отверстий на расстоянии 10 мм (3/8 дюйма) от края выреза.
- Найдите метки матрицы на задней направляющей сервисной части.
- Совместите скользящий квадрат или аналогичный инструмент с линией на конце стрелки в метке матрицы и нарисуйте линию поперек рельса.
- Используйте тот же инструмент для переноса этой линии на стороны и сварные фланцы рельса.
- Поместите метку вперед, в направлении к задней части стрелки, на расстоянии 25 мм (1 дюйм) от указанной линии со всех 3 сторон служебной направляющей.
- С помощью инструмента разметить линию со всех 3-х сторон и приварить фланцы рейки.
- Вырезать у линии писца в задней части стрелки.
- Снимите заднюю часть рейки.
- Отрежьте верхние внешние фланцы задней части задней направляющей сервисной части. Отрежьте фланцы обратно к первой линии разметки и удалите язычки.
- Вырежьте углы нижнего радиуса сервисной детали обратно к первой линии скрайбирования и удалите небольшие углы.
- Слегка согните нижнюю сторону сервисной детали в месте секционирования внутрь, совместив инструмент для отбортовки тисков или аналогичный инструмент на первой линии разметки.
- Подготовьте к сварке зону секционирования заднего рельса.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Расположите заднюю секцию рельса с помощью 3-мерного измерительного оборудования. Зажмите секцию рельса на месте.
- Прихватить деталь на место.
- Осмотрите служебный задний рельс на предмет надлежащих размеров, используя 3-х мерное измерительное оборудование.
- Сварной шов в месте каждого отверстия под сварной шов 8 мм.
- Прошить сварной шов по всему стыку секционирования. Выполнить сварные швы по шву с зазорами 25 мм (1 дюйм) между ними. Приварить зазоры.
- Зачистить и подготовить свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите ластовицу днища кузова с задней направляющей.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите подфюзеляжную косынку на заднюю направляющую.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите подкорпусную арматуру заднего рельса.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите подкорпусную арматуру на заднюю направляющую и зафиксируйте ее на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите анкерную плиту.
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5 / 16 дюйма) в сервисной части в соответствующих местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите анкерную плиту на заднюю направляющую.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Как заменить задний торцевой панель кузова
Эта процедура ремонта дает вам возможность использовать процедуру установки для сварки металлическим инертным газом (MIG) или склеивания. См. " Склеивание металлической панели ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите заднюю торцевую панель.
Процедура монтажа (сварка металл-инертный газ (MIG))
- При необходимости просверлите сварные отверстия с заглушками 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести покрытие 3M® Weld-Thru P/N 05916 или аналогичное на все сопрягаемые поверхности.
- Установите заднюю торцевую панель на автомобиль. Для осмотра панели используйте 3-х мерное измерительное оборудование.
- Зажмите панель на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
Процедура установки (склеивание)
- Зачистите поверхность ответных фланцев корпуса (1) до оголенной стали.
- Зачистите ответные фланцы задней торцевой панели кузова (1), чтобы удалить Е-покрытие. Будьте осторожны, чтобы не повредить углы и не истереть металл во время операции шлифования.
- Очистите сопрягаемые поверхности. ВАЖНО: Клей имеет время работы 40-50 минут. Не позволяйте клею полностью отвердеть от автомобиля, так как правильное выравнивание панели с кузовом будет затруднено.
- Нанесите валик клея для склеивания металлической панели (2) Gm P / N 12378566 / 7 (Canadian P / N 88901674 / 5) или эквивалентного до толщины 3-6 мм (1 / 8-1 / 4 дюйма) на обе сопрягаемые поверхности.
- Используя небольшую кислотную щетку (3), нанесите слой клея, чтобы покрыть все оголенные металлические поверхности, чтобы обеспечить защиту от коррозии.
- Установите заднюю торцевую панель кузова на автомобиль.
- Зафиксируйте заднюю торцевую панель кузова в требуемом положении.
- Используя разбавитель лака, удалите излишки клея с участка панели.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить зону ремонта согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Установите все соответствующие панели и компоненты.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Важно | Перед началом ремонта обратитесь к разделу " Металлизация металлических панелей " для получения надлежащей подготовки клеевого аппликатора и общей информации. |
|---|
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Снимите дверь с транспортного средства. См. раздел " Замена двери - боковая передняя часть " в разделе " Двери ".
- Снимите наружную дверную ручку. Обратитесь к разделу " Замена дверной ручки - спереди снаружи " в разделе " Двери ".
- Снимите внешнее зеркало заднего вида. Обратитесь к разделу " Замена зеркала (питание) " или " Замена зеркала (вручную) " в разделе " Двери ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов в местах верхней оконной рамы и зеркала.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального диска зачистите поверхность сопрягаемых фланцев обечайки двери до голой стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите отверстия под сварной шов 8 мм (5 / 16 дюйма) в местах, указанных на оригинальной панели. Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1/8-1/4 дюйма), соединяющий клей GM P/N 12378566/7 (Canadian P/N 88901674/5) или эквивалентный.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности для обеспечения защиты от коррозии. ВАЖНО: НЕ тяните панели друг от друга после соединения. Сдвиньте панели друг к другу, чтобы выровнять панели.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- Используя молоток, повторно подшить фланцы вокруг оболочки двери. Продолжайте молотить поэтапно по фланцам подшивки.
- С помощью разбавителя лака удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите наружную панель двери на предмет правильной центровки. Отрегулируйте центровку в соответствии с требованиями. См. " Замена двери - боковая передняя часть " в разделе " Двери ".
- Металл-инертный газ (MIG) приваривает внешнюю панель двери к дверной раме в местах, отмеченных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P/N 121/124, или эквивалент, в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Окрасить отремонтированный участок в соответствии с документом " Системы лакокрасочного покрытия " в разделе " Лакокрасочные покрытия ".
- Установите наружную дверную ручку. Обратитесь к разделу " Замена дверной ручки - спереди снаружи " в разделе " Двери ".
- Установите внешнее зеркало заднего вида. См. раздел " Замена зеркала (питание) " или " Замена зеркала (вручную) " в разделе " Двери ".
- Установите дверь на автомобиль. См. " Замена двери - боковая передняя часть " в разделе " Двери ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
| Внимание | Чтобы избежать травм при воздействии сварочных вспышек или оцинкованных (оксид цинка) токсичных паров металла при шлифовании/резке любого типа металла или листового формованного компаунда, вы должны работать в надлежащим образом проветриваемом помещении, надев одобренный респиратор, средства защиты глаз, беруши, сварочные перчатки и защитную одежду. |
|---|
| Важно | Перед началом ремонта обратитесь к разделу " Металлизация металлических панелей " для получения надлежащей подготовки клеевого аппликатора и общей информации. |
|---|
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Снимите дверь с транспортного средства. См. раздел " Замена двери - боковая задняя часть " в разделе " Двери ".
- Снимите наружную дверную ручку. См. " Замена дверной ручки - задняя снаружи " в разделе " Двери ".
- Найдите и просверлите все заводские сварные швы. Обратите внимание на количество и расположение сварных швов.
- Зачистите края наружной панели двери, чтобы отделить наружную панель двери от обшивки двери.
- Снимите наружную дверную панель.
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Выпрямить края дверной оболочки.
- С помощью шлифовального круга зачистите поверхность сопрягаемых фланцев обечайки двери до оголенной стали.
- Натрите противолежащие сопрягаемые поверхности наружной панели двери, чтобы удалить блеск E-Coat.
- При необходимости просверлите отверстия под сварной шов 8 мм (5 / 16 дюйма) в местах, указанных на оригинальной панели. Очистите сопрягаемые поверхности.
- Нанесите на обе сопрягаемые поверхности валик из металлической панели диаметром 3-6 мм (1 / 8-1 / 4 дюйма), скрепляющий клей Gm P / N 12378566 / 7 (канадский P / N 88901674 / 5) или эквивалентный.
- Используя небольшую кислотную щетку, нанесите слой клея, чтобы покрыть все оголенные металлические поверхности для обеспечения защиты от коррозии. ВАЖНО: НЕ тяните панели друг от друга после соединения. Сдвиньте панели друг к другу, чтобы выровнять панели.
- Установите внешнюю панель двери на оболочку двери.
- Зажмите внешнюю панель двери в требуемом положении.
- Используя молоток, повторно подшить фланцы вокруг оболочки двери. Продолжайте молотить поэтапно по фланцам подшивки.
- Используя более тонкий лак, удалите излишки клея с площади дверной панели.
- Установите дверь на автомобиль. Осмотрите внешнюю панель двери на предмет правильности выравнивания. Отрегулируйте выравнивание, как требуется.
- Металл-инертный газ (MIG) приваривает внешнюю панель двери к дверной раме в местах, отмеченных на верхней дверной раме.
- Очистить и подготовить все свариваемые поверхности.
- Применить Fusor супер гибкий анти-флаттер пены-быстрый набор, Fusor P/N 121/124 или эквивалент в 4-5 равномерно расположенных местах между внешней панелью двери и внутренней балкой безопасности.
- При необходимости нанесите на место ремонта герметики и антикоррозионные материалы. См. " Антикоррозионная обработка и ремонт " в разделе " Краски / покрытия ".
- Окрасить отремонтированный участок в соответствии с документом " Системы лакокрасочного покрытия " в разделе " Лакокрасочные покрытия ".
- Установите наружную дверную ручку. См. " Замена дверной ручки - задняя снаружи " в разделе " Двери ".
- Установите дверь на автомобиль. См. раздел " Замена двери - боковая задняя часть " в разделе " Двери ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Устраните как можно больше повреждений. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- Снимите карман хвостовой лампы.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Установите карман задней лампы на транспортное средство. Зажмите карман задней лампы на месте.
- Убедитесь в том, что хвостовая лампа в сборе прилегает к соседним компонентам, установите ее в нужное положение и зажмите.
- Как только будет выполнена надлежащая подгонка, удалите и соседние компоненты.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
| Внимание | См. " Одобренное оборудование для предупреждения о столкновении " в разделе " Предостережения и уведомления ". |
|---|
- Отключите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.
- Отсоедините отрицательный кабель аккумуляторной батареи. Обратитесь к " Процедуре отсоединения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Удалите все связанные панели и компоненты.
- Отремонтируйте как можно больше поврежденного участка. Обратитесь к разделу " Размеры - Корпус ".
- При необходимости удалите герметики и антикоррозионные материалы из зоны ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Найдите и просверлите все необходимые заводские сварные швы.
- На седане конструкционный клей присутствует в соединении между поддоном аккумулятора и задней панелью пола. Нагрейте четверть панели в местах, показанных небольшим пламенем от кислородно-ацетиленового факела, чтобы освободить связь с четвертью панели.
- Снимите батарейный лоток.
- При необходимости просверлите сварные отверстия 8 мм (5/16 дюйма) в сервисной части в местах, указанных на оригинальной панели.
- Подготовьте все сопрягаемые поверхности под сварку по мере необходимости.
- Нанести 3M Weld-Thru Coating P/N 05916 или эквивалент на все сопрягаемые поверхности.
- Поместите лоток для аккумуляторов в транспортное средство. Зажмите батарейный лоток на месте.
- Выполнить пробковый сварной шов соответственно.
- Очистить и подготовить все свариваемые поверхности.
- Установите все соответствующие панели и компоненты.
- При необходимости нанесите герметики и антикоррозионные материалы на место ремонта. См. " Антикоррозионная обработка и ремонт " в разделе " Краски и покрытия ".
- Покрасить отремонтированный участок согласно " Системам лакокрасочного покрытия " в разделе " Лакокрасочные материалы и покрытия ".
- Подключите отрицательный кабель аккумуляторной батареи. Обратитесь к разделу " Процедура отключения / подключения отрицательного кабеля аккумуляторной батареи " в разделе " Электрооборудование двигателя ".
- Включите систему SIR. Обратитесь к разделу " Отключение и включение зон SIR " в SIR.