Общие сведения об оборудовании
| Общее оборудование |
|---|
| Pro 230 Mig Welder 208-00030 |
| Термообработка индукционного сопротивления точечной сварки 254-00001 |
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
Кузов состоит из следующих
- Строительство Unibody
- Двухдверное купе
- Двухдверный кабриолет
- Легкий стальной материал
- Стальная опора радиатора в сборе
- HSLA (высокопрочные низколегированные), высокопрочные и мягкие стали
- Двухфазная сталь, используемая в выбранных компонентах конструкции кузова и днища
- Алюминиевый колпак
- Болтовые съемные передние крылья, навесные двери и капот
- Передний подрамник в сборе, который вмещает компоненты рулевого управления и подвески и обеспечивает структурную опору
- Стальные крылья
- Стальные двери
- Стальная крышка багажного отделения
- Высокопрочные роликовые накладные балки переднего и заднего бамперов
- Крепление заднего днища кузова на кабриолет обеспечивает дополнительную структурную поддержку
- Конструкционный клей, используемый в боковинах кузова, подкосах, А-образной стойке и днище кузова
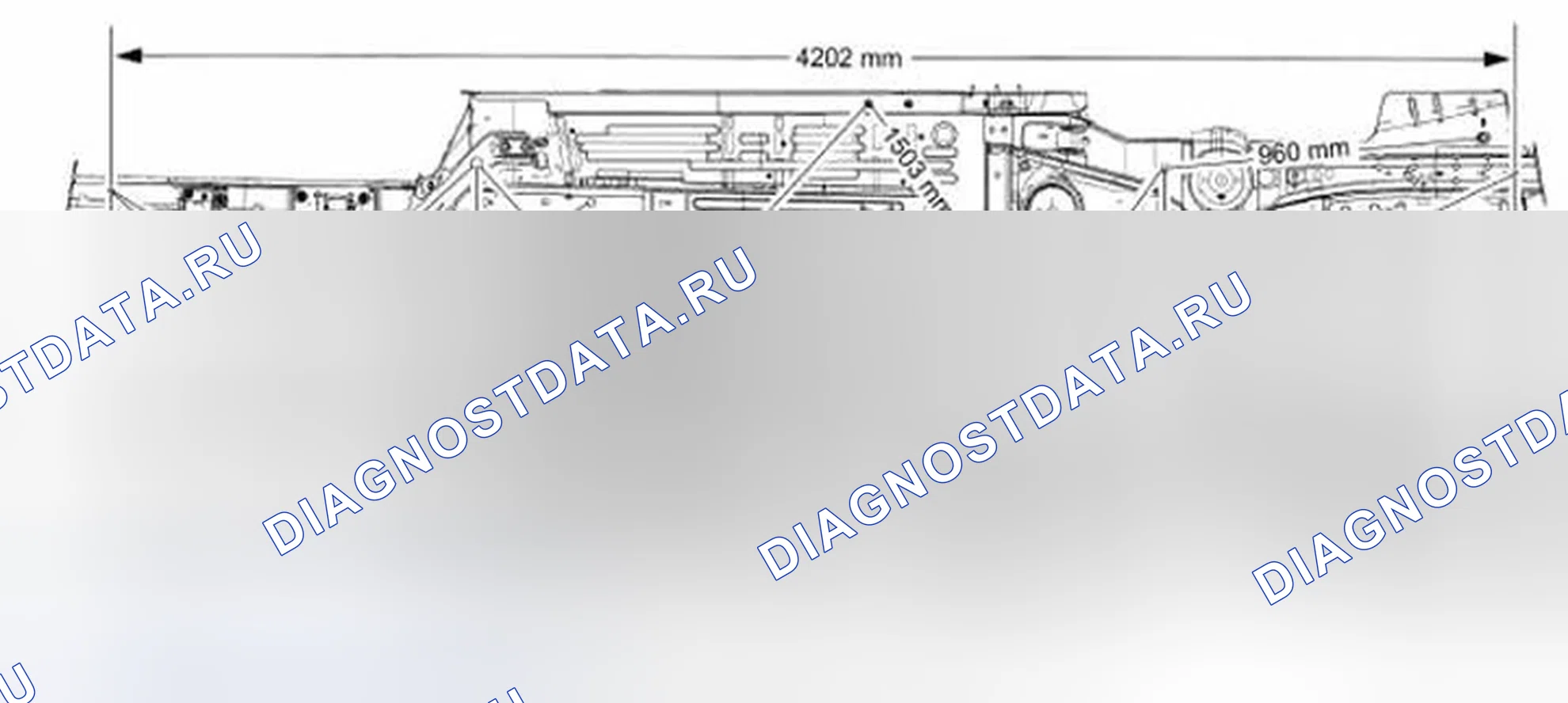
Размерную информацию см. на следующих иллюстрациях
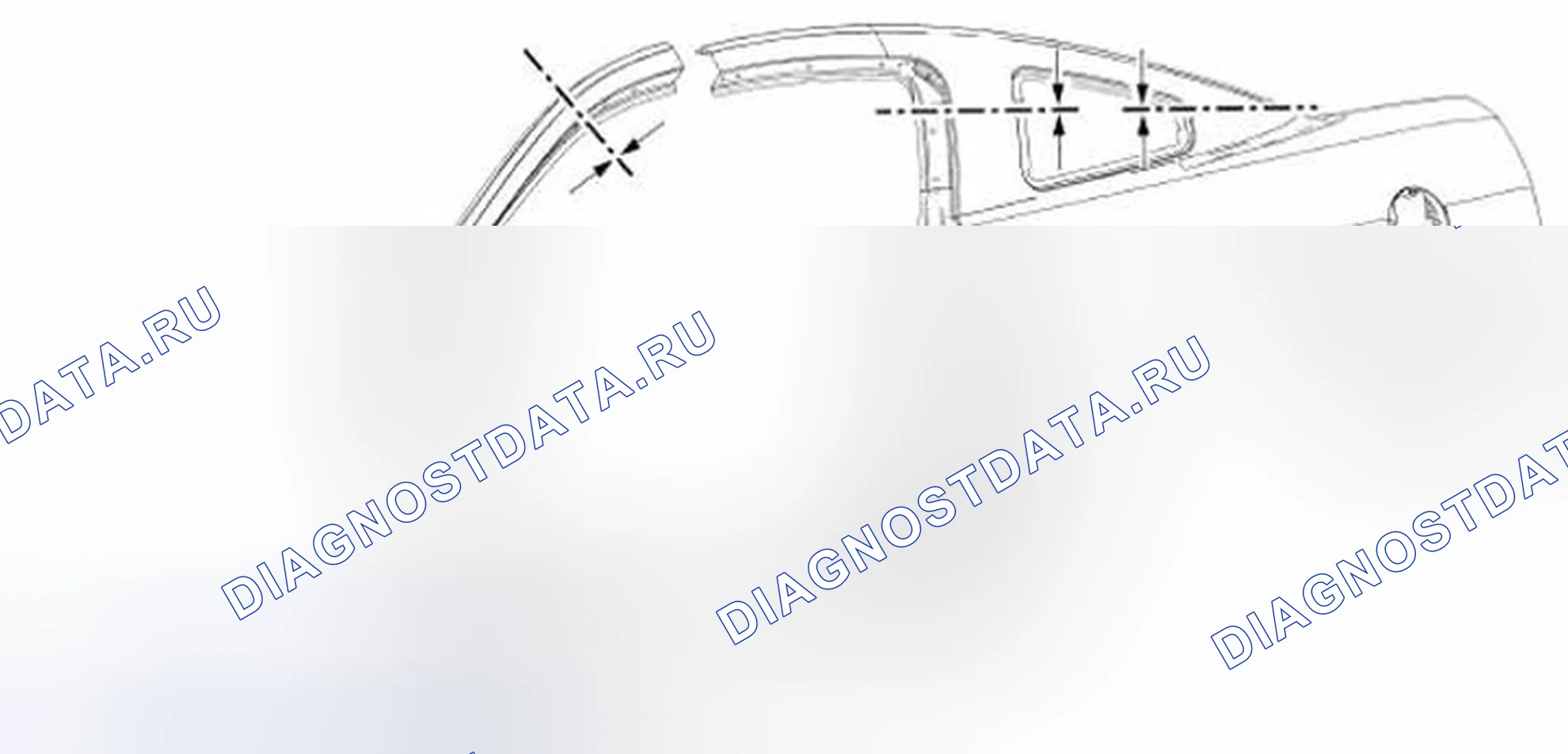
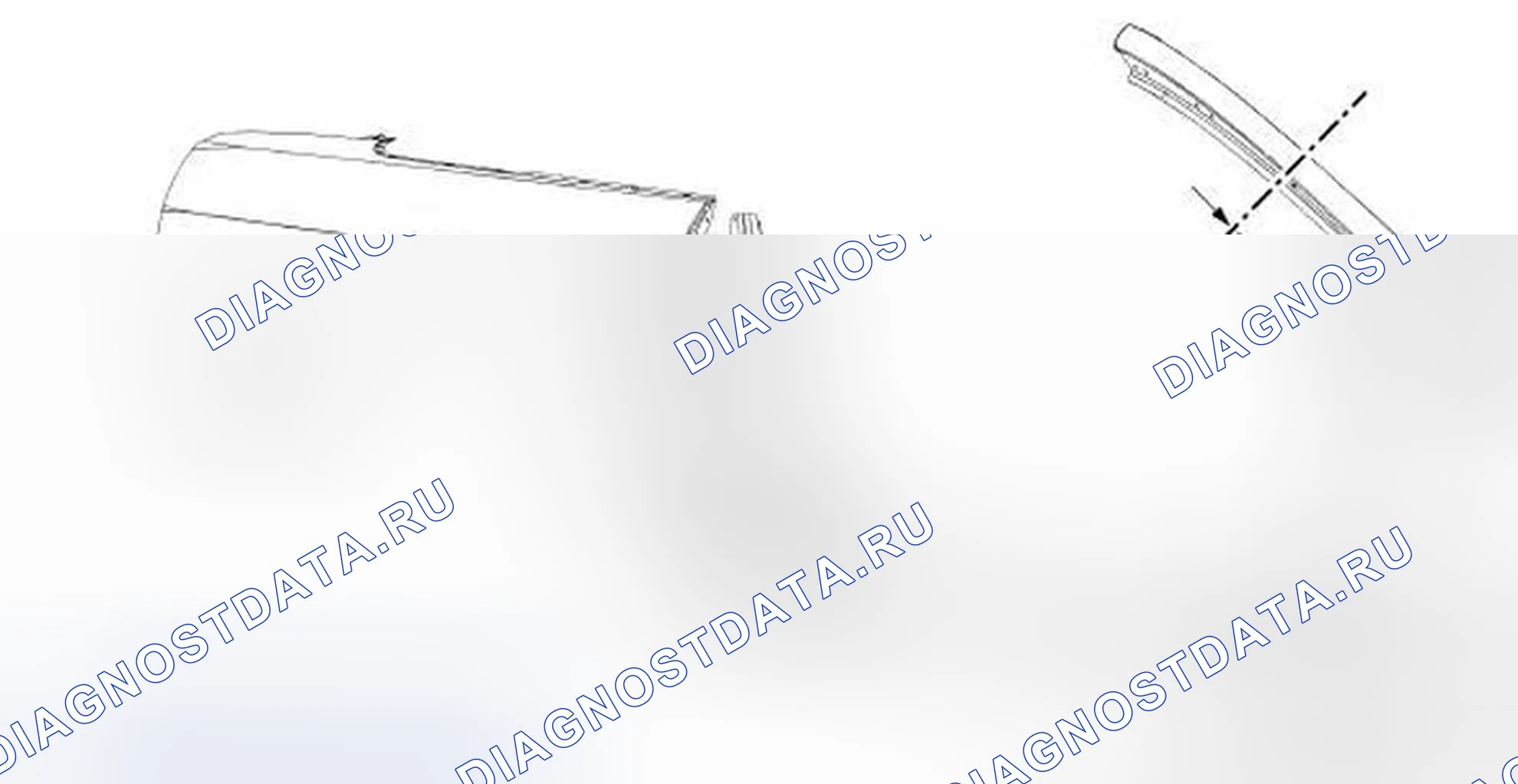
Поля тела
ПримечаниеРазмеры применяются к правой и левой стороне.
ПримечаниеПоказан стиль кузова купе, кабриолет аналогичный.
Определение размеров кузова купе. Схема №14
Определение размеров полей тела. Схема №15
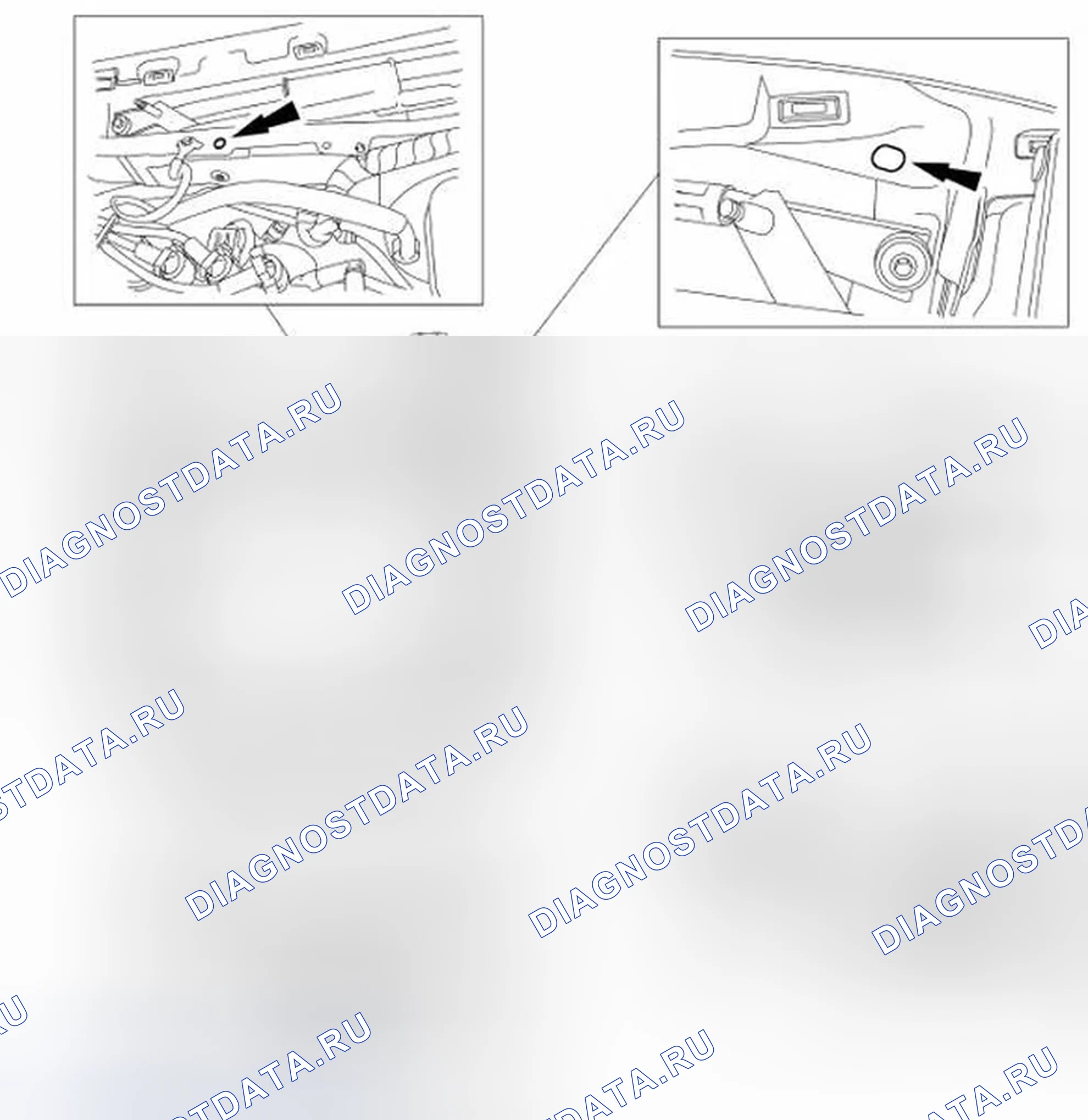
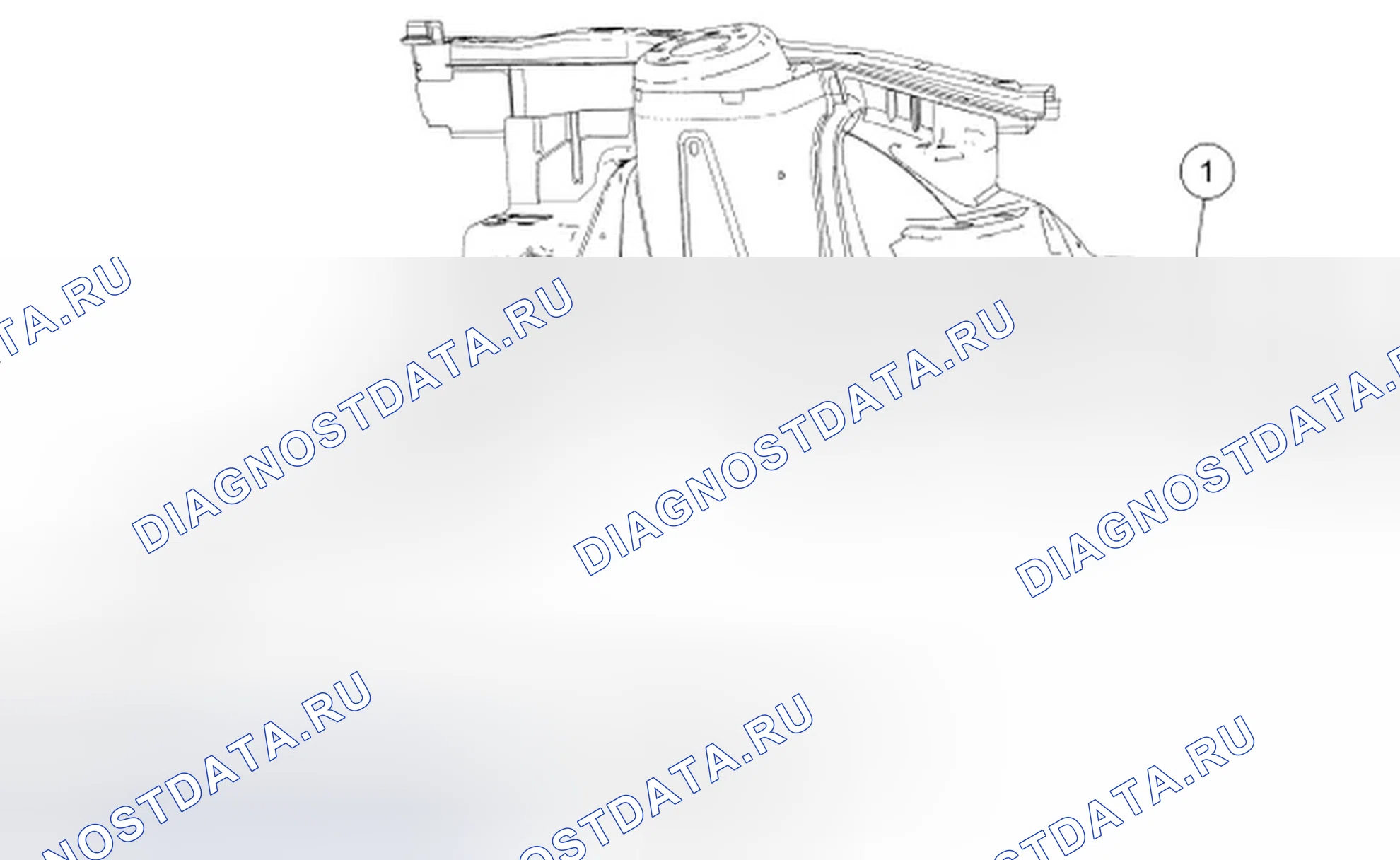
Размеры под капотом
ПримечаниеИзмерения получают по центру, если не указано иное.
Определение размеров под капотом. Схема №16
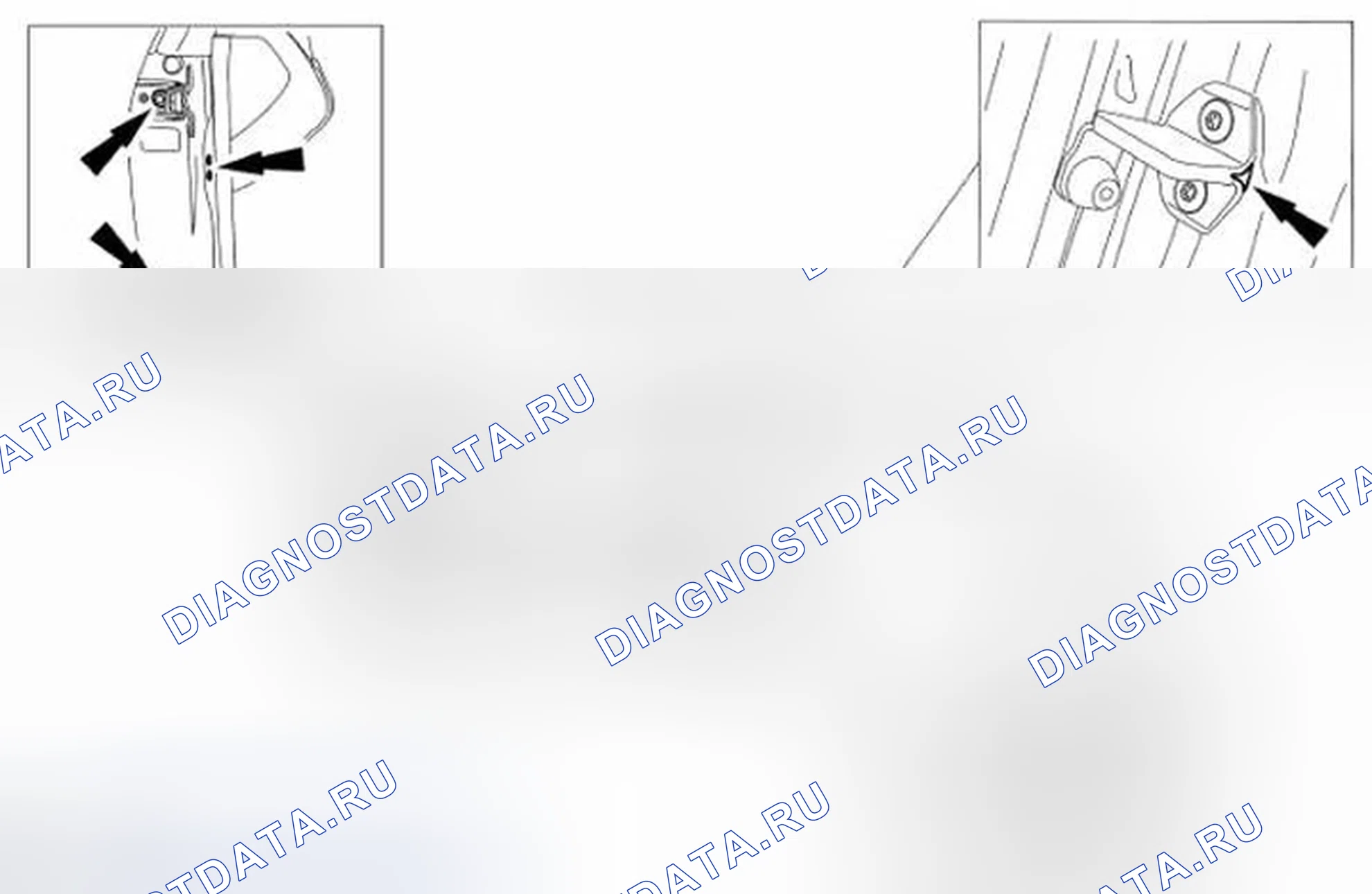
Размеры закрытия со стороны тела
Автомобиль-купе
ПримечаниеИзмерения получают по центру, если не указано иное.
Определение размеров закрытия со стороны тела. Схема №17
Кабриолет
ПримечаниеИзмерения получают по центру, если не указано иное.
Определение размеров складного устройства. Схема №18
Размеры заднего проема
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеРазмеры относятся к купе и кабриолету.
Размещение задних размеров проема (1 из 2). Схема №19
Размещение задних размеров проема (2 из 2). Схема №20
Размеры нижней части кузова
Опорная высота рамы - складная
| Внимание | Для данного транспортного средства может иметься в наличии конструкционный рамный рельс или сервисный комплект unibody. При наличии комплекта обратитесь к прилагаемой инструкции по установке. Если в комплект поставки сервисной части не входит лист-инструкция, то установка сменной секции обязательно должна производиться в том виде, в каком она была поставлена в местах первоначального заводского шва. |
|---|
ПримечаниеЕсли не указано иное, базовая высота определяется по отверстиям и пазам в центре.
ПримечаниеВставные виды, показанные с левой стороны транспортного средства.
Определение базовой высоты рамы - складная конструкция. Схема №21
Опорная высота рамы - купе
ПримечаниеЕсли не указано иное, базовая высота определяется по отверстиям и пазам в центре.
ПримечаниеВставные виды, показанные с левой стороны транспортного средства.
Определение базовой высоты рамы - купе. Схема №22
Размеры нижней части кузова
ПримечаниеИзмерения получают по центру, если не указано иное.
ПримечаниеКупе показано, кабриолет аналогичный.
Определение размеров нижней части тела. Схема №23
Меры предосторожности при сварке - алюминий
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A |
Общие технические характеристики
| Общее оборудование |
|---|
| I4 Инверторный сварочный аппарат 254-00014 |
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
| Сварочный аппарат Compuspot 700F 190-50080 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
При сварке алюминия необходимо использовать правильное оборудование и процедуры очистки. Для сварки алюминия и алюминиевых сплавов используются газ-металл-дуговая сварка (GMAW) или металлический инертный газ (MIG) и газ-вольфрам-дуговая сварка (GTAW) или вольфрамовый газ-вставка (TIG).
- Всегда следует носить правильную защитную одежду.
- Во избежание скопления ядовитых газов должна быть обеспечена правильная вентиляция.
- Отсоедините кабель массы аккумуляторной батареи от аккумуляторной батареи (см. раздел " АККУМУЛЯТОРНАЯ БАТАРЕЯ, МОНТАЖ И КАБЕЛИ "). (ref-256496)
- Отсоедините бортовые модули, прилегающие к месту сварки, и защитите их от возможных тепловых повреждений и электрических токов при сварке.
- Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали.
- Оксид алюминия является естественным покрытием, которое образуется на оголенном алюминии для защиты алюминия от коррозии.
- Оксид алюминия должен быть удален перед выполнением процедур сварки, так как он имеет температуру плавления, отличную от температуры плавления основного металла, приблизительно 2 050°C, в то время как основной металл плавится при температуре около 650°C.
- Убедитесь, что поверхность чистая и не содержит посторонних материалов.
- Используйте обезжиривающие средства, не содержащие углеводородов.
- Избегайте прикосновения к соединяемым поверхностям голыми руками, так как грязь или масла на коже могут загрязнить поверхности.
- Не используйте проволочную щетку, которая была использована на нержавеющей или углеродистой стали.
- Следуйте предписанным производителем оборудования процедурам, так как алюминий и алюминиевые сплавы имеют более высокую теплопроводность и более низкую температуру плавления, что может привести к более легкому прожогу.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Предварительный нагрев алюминиевой заготовки может помочь предотвратить растрескивание сварного шва. Температура предварительного нагрева не должна превышать 110°C.
- Для предотвращения перегрева используйте индикатор температуры.
- Контролировать тепловыделение с помощью временной или постоянной опорной плиты и теплоотводящих составов.
- Закрепите зажим массы как можно ближе к рабочей зоне.
- Типы присадочных стержней для использования при сварке TIG алюминия: Алюминиево-кремниевый сплав Алюминиево-магниевый сплав
- Для обеспечения правильной работы оборудования необходимо использовать соответствующий источник питания.
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт без покрытия металла. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
Меры предосторожности при сварке - сталь
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A |
Общие технические характеристики
| Общее оборудование |
|---|
| Pro 230 MIG Welder 208-00030 |
| Термообработка индукционного сопротивления точечной сварки 254-00001 |
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
При сварке милд- или высокопрочной стали необходимо использовать правильное оборудование и настройки. Инертный газ металла (MIG) и резистивная точечная сварка типа сжатия (STRW) являются предпочтительными способами. Поверхности должны быть чистыми и свободными от посторонних материалов.
- Всегда следует носить правильную защитную одежду.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва.
- Используйте шлифовальные диски и проволочные щетки, предназначенные для типа свариваемого материала.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва. Для сварки стали МИГ обычно используют ER70S-2 или ER70S-6 проволоку.
- Отсоедините кабель массы аккумулятора от батареи.
- Компоненты, изготовленные из высокопрочной стали, не следует нагревать для выпрямления или ремонта. Сильно изогнутые или перекрученные компоненты следует заменить новыми.
- Заводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт без покрытия металла. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
Меры предосторожности при сварке - двухфазная сталь
При сварке двухфазной стали необходимо использовать соответствующее оборудование и настройки. MIG и точечная сварка сопротивлением являются рекомендуемыми методами. Поверхности должны быть чистыми и свободными от посторонних материалов.
ER70-S-6 является рекомендуемой спецификацией проволоки для использования при сварке двухфазных стальных деталей.
Рекомендуемые газовые смеси включают СО2, 92Ar8C02, 84Arl6C02 и 77Ar23C02.
Компоненты, изготовленные из двухфазной стали, не следует нагревать для выпрямления или ремонта. Сильно изогнутые или перекрученные компоненты следует заменить новыми.
Не используйте оборудование Oxyacetylene для сварки двухфазной стали.
- Всегда следует носить правильную защитную одежду.
- Во избежание накопления ядовитых газов должна быть обеспечена соответствующая вентиляция.
- Используйте шлифовальные диски и проволочные щетки, предназначенные для типа свариваемого материала.
- Испытательный сварной шов всегда должен выполняться на испытываемом образце.
- Следуйте инструкциям производителя оборудования и настройкам оборудования для используемого типа сварного шва.
- Отсоедините кабель массы аккумулятора от батареи.
- Отключить бортовые модули и защитить их от возможных тепловых повреждений и электрических токов при сварке.
- Заводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда проводится ремонт без покрытия металла. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
Определение локатора кода краски транспортного средства. Схема №24
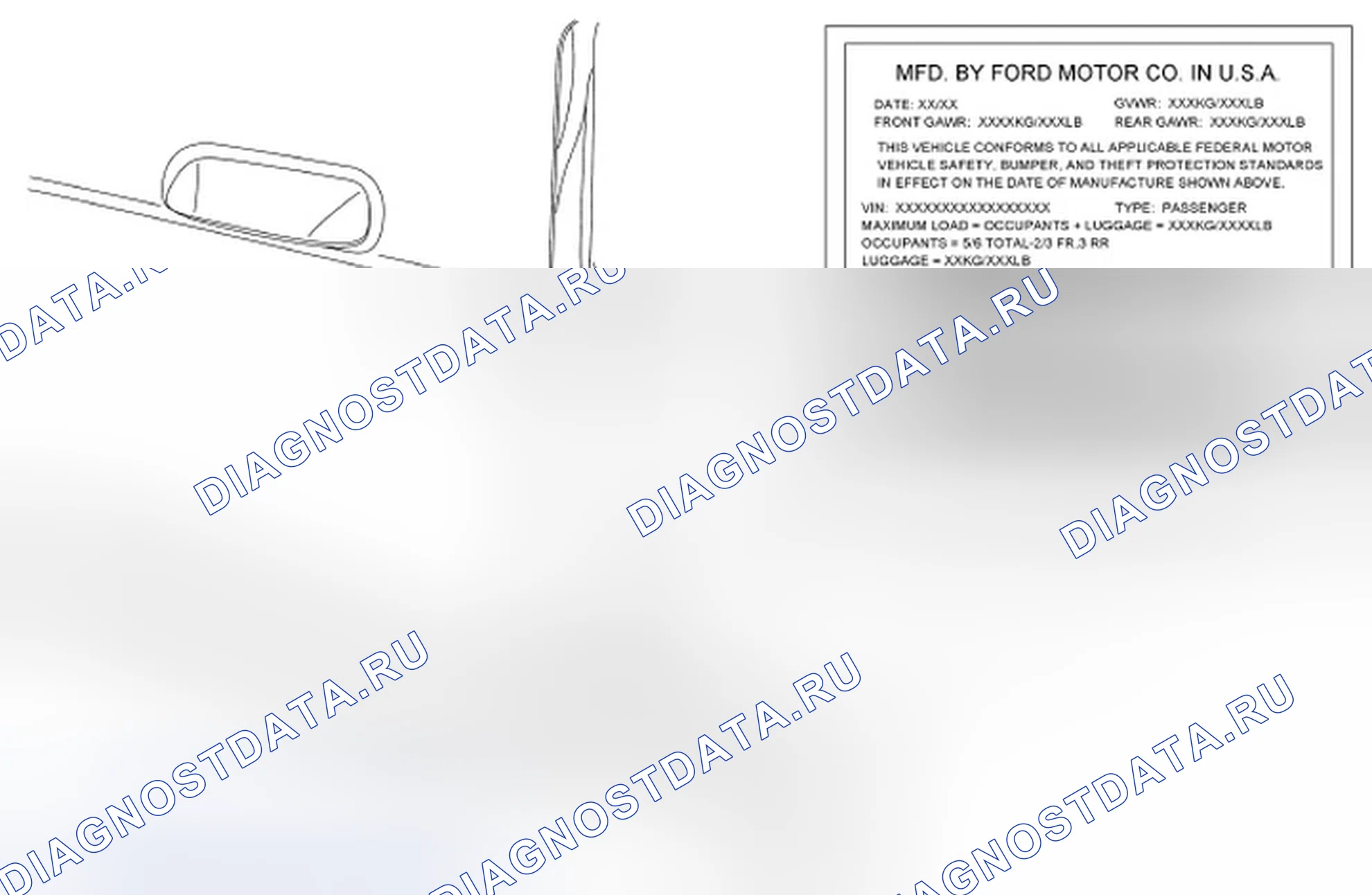
Идентификация кода краски. Схема №25
Коды краски перечислены в виде двухкомпонентного кода. Первый набор перечисленных символов идентифицирует основной цвет краски транспортного средства. Второй набор перечисленных символов (если применимо) идентифицирует акцент транспортного средства или двухцветный цвет. Все цвета являются базовым покрытием / прозрачным покрытием.
Коды основных цветов
- D3 - Колорадо Ред
- D6 - Кричащий желтый
- G2 - Красный огонь
- G9 - Vista Синий
- HP - высокопроизводительный белый
- Pi - Известковое золото
- P3 - Windveil Blue
- T8 - Вольфрам Серый
- Tl - атласное серебро
- UA - Эбони
Охотники на тюленей
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Правильная герметизация соединений имеет важное значение для правильного ремонта транспортного средства. Герметики используются для предотвращения шума ветра, протечек воды, выхлопных газов и пыли. Они также обеспечивают антикоррозионные барьеры. Герметики применяются в таких областях, как кромочные фланцы дверей и задних отсеков, рулевая рубка, внешняя четверть, пол, капот, крыша и другие точки крепления панели к панели. Следующие герметики рекомендуется использовать в зависимости от применения.
- Щеточный шовный герметик - герметик, предназначенный для восстановления первоначального вида матового шва. Применяется для герметизации нахлесточных соединений в листовом металле, которые свариваются точечной сваркой (например, напольные и капоты).
- Укупорочное устройство для канавы крыши - Самоустанавливающееся укупорочное устройство, используемое для капельных рельсов, швов крыши, четвертных панелей до задней палубы и для протечек воды.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на стоячих косметических швах, швах кровати грузовика, швах обшивки двери с инструментами и поддонах пола.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Герметики должны оставаться гибкими после отверждения и должны быть окрашиваемыми. Следуйте инструкциям производителя для правильного применения этих материалов.
Любое повреждение первоначально герметичных соединений должно быть устранено путем повторной герметизации. Наряду с точками крепления новых панелей открытые стыки, которые требуют перемычки герметизатора для закрытия зазора, следует уплотнять с помощью утяжеленного герметизатора.
Пластыри
| Пункт | Характеристика |
|---|---|
| Прозрачная силиконовая резина TA-32 | ESB-M4G92-A |
| Облицовка и адгезив Уплотнитель TA-14 | |
| Клей для склеивания пластмасс TA-9 | |
| Клей для склеивания металла TA-1 | |
| Клей для металлической коммутационной панели TA-3 | |
| Очиститель поверхности металла для автомобилей ZC-21 | WSE-M5B392-A |
| Подготовка поверхности металла для мотоциклов ZC-31 | |
| Герметизатор шва TA-2 | |
| Ремонт гибкой пены TA-4 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Клеи используются в различных областях применения. Типичные области применения клеев включают кровельные панели, дверные обшивки и четвертные панели. Области применения отделки включают боковые формовки кузова, эмблемы, стационарное стекло и снятие атмосферных воздействий. Также используются комбинированные герметики/клеи. Подготовка поверхности имеет решающее значение для высококачественного ремонта. Крайне важно следовать инструкциям на этикетке продукта.
Работа в хорошо проветриваемом помещении и защита прилегающих поверхностей при работе с клеями. Применение средств защиты глаз и защитной одежды рекомендуется и при работе с клеями. Провести пробную подгонку, разметить и выровнять поверхности перед склеиванием материалов между собой.
Герметики шва и защита от коррозии могут быть необходимы после отверждения клея (ов), в зависимости от применения. Ниже приведен список клеев, рекомендуемых для определенных типов применений.
- Клей для склеивания металла - для склеивания холоднокатаной стали, оцинкованной стали, алюминия и правильно подготовленного E-покрытия. Он используется для замены дверной обшивки и кровельной панели и замены конструкционного клея OEM.
- Клей для склеивания пластмасс - для склеивания различных пластмасс с пластмассами и пластмасс с загрунтованными, окрашенными или покрытыми Е металлами. Также для соединения компонентов отделки общего назначения.
- Шовный герметик - Тяжелый, не провисающий клей/герметик для использования на: стоячих косметических швах, швах для кровати грузовика, швах для дверной обшивки и поддонах для пола.
- Отделка и клей Уплотнитель - для использования на формовке со стороны кузова, эмблемах, отделке, ударных полосах бампера и ковровом покрытии.
- Прозрачная силиконовая резина - используется для герметизации протечек воды, шумовых проблем, перемонтажа отделки и ремонта разорванной защиты от атмосферных воздействий.
Конструкционный клей
| Внимание | При выполнении ремонта листового металла соблюдайте предписанные процедуры сварки. Дополнительную информацию см. в разделе " СВАРКА " данной статьи. (ref-256527-S27949064522007061500000) |
|---|
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеПрежде чем приступать к замене усиливающей панели, удалите листовой металл из внешнего корпуса. См. " РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ СЕЧЕНИЙ " в этой статье. (ref-256527-S09738649942007061500000)
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford.
Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии.
Возврат автомобиля в предаварийное состояние может быть обеспечен только в том случае, если ремонтные процедуры выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов.
Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеНа следующих иллюстрациях обозначены места расположения конструкционного клея.
Размещение арматуры стойки А. Схема №26
ПримечаниеПравая сторона показана, левая - аналогично.
Расположение стойки стойки A справа и слева. Схема №27
Размещение верхнего армирования колонны А. Схема №28
Размещение армирования стойки А / внутреннего крыла. Схема №29
ПримечаниеПравая сторона показана, левая - аналогично.
Размещение бокового элемента пола. Схема №30
ПримечаниеПравая сторона показана, левая - аналогично.
Размещение арматуры коромысла. Схема №31
ПримечаниеПоказана правая сторона, вид с внутреннего края.
Поиск ракетного усиления - кабриолет. Схема №32
ПримечаниеПравая сторона показана, левая - аналогично.
Размещение задней рулевой рубки под кузовом. Схема №33
ПримечаниеПравая сторона показана, левая - аналогично.
Расположение заднего фланца нижней части кузова. Схема №34
Расположение усилений плана заднего этажа. Схема №35
Расположение заголовка лобового стекла - кабриолет. Схема №36
Расположение передней / задней оконной рамы - купе. Схема №37
Рекомендации по секционированию
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ (S) Pro 230 Mig Welder 208-00030 Термообработка индукционная стойкая точечная сварка 254-00001
Схема №38
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Клей для склеивания металла TA-1 | |
| Клей для металлической коммутационной панели TA-3 | |
| Очиститель поверхности металла для автомобилей ZC-21 | WSE-M5B392-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Автомобиль-купе
| Внимание | Ремонт секции со стороны кузова не должен выполняться в зонах лазерных сварных швов, точек крепления дверных петель или бойков или вблизи точек крепления ограничителей. Не разрезайте и не шлифуйте компоненты со стороны кузова в пределах 50 мм (1,96 дюйма) от точек крепления ограничителей. Дополнительные сведения о месте крепления ограничителей см. в разделе " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ ". Точки разреза, показанные на иллюстрациях, являются приблизительными. (ref-256526) |
|---|
| Внимание | При проведении ремонтных работ по листовому металлу четвертей панели Lh заводской герметик между четвертью панели и отверстием заливной горловины должен быть снят и загерметизирован с помощью Flexible Foam Ta-4 для обеспечения правильного уплотнения. |
|---|
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford. Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии. Возврат автомобиля в предаварийное состояние может быть обеспечен только в том случае, если ремонтные процедуры выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов. Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеПри выполнении любого ремонта боковой части кузова соблюдайте предписанные процедуры сварки. Дополнительную информацию см. в разделе " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ " в данной статье. (ref-256527-S07841969802007061500000)
ПримечаниеПри необходимости выполнения сварочных работ руководствуйтесь указаниями раздела " СВАРКА " данного изделия. (ref-256527-S27949064522007061500000)
Идентификация складных устройств. Схема №39
- Антикоррозионная защита должна быть восстановлена всякий раз, когда необходимо произвести пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, а также при выполнении ремонта без покрытия. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
Восстановление антикоррозионной защиты после ремонта
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Подготовка поверхности металла для мотоциклов ZC-31 | |
| Устройство для герметизации кюветов крыши TA-15 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеЗащита от коррозии должна быть восстановлена всякий раз, когда необходимо выполнить пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, или когда выполняется ремонт оголенного металла.
ПримечаниеИзбегайте нанесения антикоррозионной защиты на механические и электрические детали, электродвигатели, динамики, дверные замки и сливные отверстия.
- Поверхность должна быть полностью свободна от масла, грязи и других посторонних материалов. Тщательно очистите и обезжирьте металлические поверхности с помощью хорошего воска и средства для удаления смазки. Адгезия будет улучшена путем легкого истирания поверхности. Нанесите антикоррозионное покрытие кистью (только естественная волосяная кисть) или валиком. Материал также может быть нанесен путем распыления. Встряхните продукт до тех пор, пока все частицы не будут взвешены. Профильтруйте материал в чашку пистолета-распылителя и разбавьте до 10% водой. Нанесите материал с помощью распылителя / очистителя.
- При сварке перекрывающихся поверхностей или подложек перед сваркой нанесите защиту от коррозии между поверхностями. После сварки поверхностей нанесите антикоррозионную защиту на наружные поверхности или подложки.
- При обработке открытых швов применяйте соответствующий шовный герметик, следуя указаниям продукта. Грунтовка и покраска в соответствии с предписанными изготовителем красок процедурами.
Повторная отделка - экологический ущерб
| Пункт | Характеристика |
|---|---|
| Мойка деталей мотоцикла ZC-3-A | |
| Нейтрализатор кислоты ZC-l-A для автомобилей | |
| Щелочной нейтрализатор для автомобилей ZC-2-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Оксид железа (рельсовая пыль) или кислотная очистка от дождя
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При шлифовании или шлифовании всегда используйте защитные средства, включая средства защиты глаз с боковыми щитками и пылезащитную маску. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | В крайних случаях загрязнения автомобиль может потребовать повторной отделки. Во избежание выхода из строя лакокрасочного покрытия перед выполнением какой-либо процедуры повторной отделки панели следует соблюдать соответствующую процедуру обеззараживания. |
|---|
ПримечаниеЗагрязнение оксидом железа проявляется в виде крошечных пятен ржавчины на горизонтальных поверхностях и в тяжелых случаях может ощущаться. Этот ущерб, как правило, возникает в результате железнодорожных перевозок, хранения вблизи железнодорожных путей или выпадения из промышленных производственных объектов.
ПримечаниеКислотное загрязнение дождем может быть идентифицировано как пятнистость воды и в тяжелых случаях окрашивание внутри пятен воды.
| Внимание | Никогда не наносите краску на частицы железа, так как снова появятся пятна ржавчины. Используйте только рекомендованную процедуру дезактивации, подробно описанную ниже. |
|---|
- Смойте любую пыль, грязь и посторонний материал с кузова автомобиля холодной водой. Промыть обильно.
- Приготовьте нейтрализатор кислоты, смешав 8 частей воды с 1 частью нейтрализатора в ведре. ВНИМАНИЕ: Во избежание выхода из строя краски не допускайте высыхания продукта на транспортном средстве. ПРИМЕЧАНИЕ: Используйте отдельный митт для каждого продукта, нанесенного на транспортное средство.
- Работая быстро и начиная с верхней части автомобиля и работая в стороны, нанесите смесь нейтрализатора кислоты на весь автомобиль. Смочите носитель раствором и слегка перемешайте в течение 5-7 минут. Продолжайте движение вокруг автомобиля от 4 до 5 раз. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- ВНИМАНИЕ: Во избежание повреждения лакокрасочной поверхности не наносите щелочной нейтрализатор непосредственно на пластиковую отделку автомобиля. ПРИМЕЧАНИЕ: Для каждого продукта, наносимого на автомобиль, используйте отдельный смывной митт. ПРИМЕЧАНИЕ: Щелочной нейтрализатор - готовый к употреблению продукт. Не смешивайте с водой.
- Налейте щелочной нейтрализатор в бутыль для брызг и нанесите раствор на чистую промывочную митту. ВНИМАНИЕ: Во избежание выхода из строя краски не допускайте высыхания щелочного нейтрализатора на транспортном средстве.
- Нанесите продукт на носитель, сохраняя раствор влажным, и слегка перемешивайте в течение 5-7 минут. Для тяжелых условий работайте изделие до 8 минут.
- Полностью промойте транспортное средство холодной водой для удаления продукта.
- Готовят детальную промывку путем смешивания 29,5 мл (1 унция) с 3.78L воды.
- Используя чистую промывочную митту, вымойте шампунем весь автомобиль и промойте холодной водой. Полностью высушите транспортное средство.
- Визуально проверьте поверхность краски на наличие оставшихся следов частиц черного металла. При необходимости повторите процедуру.
Отделка поверхности после обеззараживания
| Внимание | При попытке повлиять на ремонт полировкой, полировкой или цветным шлифованием, не удаляйте избыток 0,3 контрольная лампа неисправности (проверить двигатель) лакокрасочной пленки или потребуется повторная отделка. |
|---|
ПримечаниеКислотный дождь обесцвечивание или травление может потребовать цветного шлифования в дополнение к полировки и полировки. В крайних случаях может потребоваться повторная обработка, если следующая процедура не восстанавливает отделку автомобиля.
ПримечаниеНе смешивайте полирующие продукты. Используйте только продукт одного производителя.
ПримечаниеВсегда следуйте последовательности использования продукта производителя. Используйте соответствующую полировку или полировальник при рекомендуемой скорости полировки, указанной производителем продукта.
- Нанесите на поверхность автомобиля трущийся состав в соответствии с рекомендациями производителя продукции.
- Нанести машинную глазурь на поверхность автомобиля в соответствии с рекомендациями производителя продукции.
- Используйте смесь спирта и воды (1 к 1), чтобы очистить отшлифованные и полированные участки. Проверьте удаление царапин и завитков перед нанесением окончательного лака.
- Нанесите окончательный полировальный материал вручную, с помощью шлифовального станка двойного действия и пенной подушки или с помощью орбитального полировальника и соответствующего полировального колпака.
- Промойте и просушите автомобиль.
Исправление - производственный ущерб
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Мойка деталей мотоцикла ZC-3-A |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При шлифовании или шлифовании всегда используйте защитные средства, включая средства защиты глаз с боковыми щитками и пылезащитную маску. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Внимание | Во избежание повреждения соседних панелей из-за распыления защитите соседние области/подложки при подготовке к повторной отделке и во время нее. |
|---|
ПримечаниеПроблемы отслаивания/расслаивания могут быть описаны как отсутствие адгезии либо между подложкой и верхними покрытиями, либо между отдельными покрытиями краски.
- Промойте ремонтный участок рН-нейтральным мылом и водой.
- Удалите все элементы отделки, эмблемы и оборудование с участка, подлежащего ремонту. ПРИМЕЧАНИЕ: Все расслоения должны быть удалены.
- Песок или среда взрывают поврежденную поверхность, сохраняя зону ремонта как можно меньшей.
- Обработайте любую оголенную металлическую поверхность, чтобы предотвратить мгновенную коррозию, и при необходимости загрунтуйте и замкните песок перед повторной обработкой.
- Маскируйте соседние панели для защиты от распыления.
- При необходимости произведите точечный ремонт основного покрытия в соответствии с предписанными изготовителем красок процедурами.
- Следуя предписанной изготовителем краски процедуре, нанесите прозрачное покрытие на всю панель.
Сварное соединение
| Сварочный аппарат Compuspot 700F 190-50080 |
|---|
| 3 устройство точечной сварки с инвертором фаз 254-00002 |
| 14 Инверторный сварочный аппарат 254-00014 |
| Инверторный сварочный аппарат со сварочным аппаратом MIG 254-00015 |
ОБЩЕЕ ОБОРУДОВАНИЕ
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Клей для склеивания металла TA-1 | |
| Герметизатор шва TA-2 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Сварное соединение - метод точечной сварки под давлением (STRSW)
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford.
Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии.
При возврате транспортного средства в предаварийное состояние убедитесь, что процедуры ремонта выполняются квалифицированными техническими специалистами с использованием оригинальных деталей Ford Motor Company и утвержденных методов.
Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия металла. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сваривать обшивки дверей не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеСварное соединение - это метод, используемый для соединения металлов с использованием контактной точечной сварки под давлением (STRSW) или сварки металла инертным газом (MIG) и структурного клея. Шаги, перечисленные в данной процедуре, относятся к обоим видам сварки. STRSW является предпочтительным способом. Сварку в среде инертного газа следует использовать только в тех случаях, когда к свариваемым участкам невозможно получить доступ с помощью оборудования типа STRSW.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Убедиться в правильности размеров транспортного средства на рамной машине. При необходимости выпрямить.
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали.
- Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- Подготовить поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- Зачистите сопрягаемую поверхность оригинальных фланцев не более чем на 25 мм (0,98 дюйма) в месте нанесения металлического связующего клея. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Установите и зажмите сменные сервисные детали для проверки правильности посадки. Удалите сервисную деталь после проверки правильности посадки и центровки. ПРИМЕЧАНИЕ: Концы сварочных зажимов должны быть изолированы по концам с помощью ленты или аналогичного материала, когда выполняется сварка.
- Следуйте предписанным производителем процедурам сварки и настройкам. Для получения дополнительной информации обратитесь к разделу " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ " в этой статье. (ref-256527-S07841969802007061500000)
- Подготовить клей. Время отверждения в два раза + -17°C ° из картриджа, чтобы убедиться в равномерном течении обоих компонентов. Присоединить смесительный наконечник и дозировать длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси. ПРИМЕЧАНИЕ: Сварку можно выполнять в любое время в процессе отверждения клея или после того, как клей полностью отвержден. Сварочный аппарат будет варьироваться при сварке через влажный клей по сравнению со сваркой через полностью отвержденный клей. См. Рекомендуемые производителем сварочного аппарата настройки для сварки через полностью отвержденный клей.
- Создайте тестовый образец. Приготовьте металл и клей, как описано. Нанести валик клея 6-9 мм (0,23-0,35 дюйма) и приварить образец. Поместите сваренный образец в тиски и проведите разрушающие испытания сварного шва путем отслаивания металлолома с помощью больших плоскогубцев замкового типа. Измерьте сварное соединение, чтобы убедиться, что оно соответствует требованиям к сварным соединениям Ford. Если сварное соединение не соответствует требуемому размеру, отрегулируйте настройки сварщика до тех пор, пока не будет достигнут правильный размер сварного соединения. При достижении правильного размера сварной точки сервисная деталь может быть соединена сваркой. ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ Контрольная толщина металла (в миллиметрах) Размер сварных соединений 0,7 + 0,7 4,3 мм (0,16 дюйма) 0,7 + 0,7 + 0,7 4,3 мм (0,16 дюйма) 0,9 + 0,9 4,7 мм (0,18 дюйма) 0,9 + 0,9 + 0,9 4,7 мм (0,18 дюйма) 1,0 + 1,0 5,2 мм (0,2 дюйма) 1,0 + 1,0 + 1,0 5,2 мм (0,2 дюйма) 2,0 + 2,0 7,1 мм (0,27 дюйма) 2,0 + 2,0 + 2,0 7,1 мм (0,27 дюйма) 3,0 + 3,0 8,7 мм (0,34 дюйма) 3,0 + 3,0 + 3,0 8,7 мм (0,34 дюйма) 3,0 + 0,7 4,3 мм (0,16 дюйма) 0,7 + 3,0 + 1,0 5,2 мм (0,2 дюйма) 2,0 + 2,0 + 0,7 4,3 мм (0,16 дюйма) 0,9 + 0,9 + 2,0 4,7 мм (0,18 дюйма) 2,0 + 0,9 + 1,0 5,2 мм (0,2 дюйма) 1,0 + 3,0 + 1,0 5,2 мм (0,2 дюйма) 3,0 + 1,0 + 2,0 7,1 мм (0,27 дюйма) 0,9 + 0,7 + 0,9 4,3 мм (0,16 дюйма)
- Нанесите на подготовленную поверхность фланца транспортного средства валик металлического связующего клея толщиной 6-9 мм (0,23-0,35 дюйма).
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не вытаскивайте компонент из транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента. ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, перед снятием зажимов подождите не менее 1,5-2 часов времени отверждения клея при 21°C. Время отверждения при более низких температурах должно быть увеличено. Зажимы могут быть удалены сразу после сварки компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, после отверждения клея, нанести обычный наполнитель кузова и блок-песок участок.
- Залейте любые оголенные металлические участки антикоррозийным покрытием. Нанесите 2-3 слоя толщиной 2,5 мил, позволяя ему высохнуть между слоями.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями производителя краски.
- Смешать и нанести прозрачное покрытие в соответствии с рекомендациями производителя краски. Материалы для повторной отделки могут быть высушены под давлением в соответствии с рекомендациями изготовителя краски.
Сварное соединение - метод сварки MIG
| Предупреждение | Невидимые ультрафиолетовые и инфракрасные лучи, испускаемые при сварке, могут травмировать незащищенные глаза и кожу. Всегда используйте защиту, такую как шлем сварщика с темными фильтровальными линзами правильной плотности. Электросварка будет производить интенсивное излучение, поэтому рекомендуются линзы фильтровальной плиты самого глубокого оттенка, обеспечивающие адекватную видимость. Настоятельно рекомендуется, чтобы лица, работающие в зоне сварки, носили защитные очки. Также надевайте защитную одежду. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | При обращении с химическими реагентами и ношении защитного оборудования в соответствии с указаниями необходимо всегда обращаться к Паспорту безопасности материала (MSDS). Примеры могут включать, но не ограничиваются ими, респираторы и химически стойкие перчатки. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
| Предупреждение | Всегда надевайте защитные средства, включая средства защиты глаз с боковыми щитками, и маску от пыли при шлифовании или шлифовании. Несоблюдение этих инструкций может привести к серьезным травмам. |
|---|
ПримечаниеСварка металлическим инертным газом (MIG) может быть заменена точечной сваркой сопротивлением типа сжатия (STRSW). Он может использоваться только для сварки участков, недоступных для оборудования STRSW. Однако при доступности STRSW является предпочтительным способом.
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо провести шлифование окрашенных поверхностей или E-coat, или когда выполняется ремонт без покрытия металла. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
ПримечаниеНа дверных оболочках, которые изготавливаются только с использованием конструкционных клеев, сварка дверных обшивок не рекомендуется. Следует использовать только клей для склеивания металла.
ПримечаниеЗаводские точечные сварные швы должны быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
- Удалите поврежденные панели воздушной пилой или воздушным долотом. Удалите только большие части поврежденной панели. Избегайте врезания в ответные фланцы или смежные детали. Высверлите точечные сварные швы с помощью соответствующего инструмента для точечной сварки и удалите оставшиеся части панели для замены.
- После удаления поврежденной панели (панелей) из листового металла восстановите поврежденные фланцы на транспортном средстве с помощью молотка и тележки.
- С помощью соответствующей шлифовальной машины тщательно отшлифуйте всю зону приемного фланца, следуя первоначальным сварным швам. Обязательно удалите все Е-покрытие, краску или оцинкованное покрытие с сопрягаемых поверхностей соединения. Обязательно удалите оцинковку на металле. Металл должен иметь блестящий внешний вид. Будьте осторожны, чтобы не повредить углы и не утончить металл. E-покрытие также должно быть удалено с противоположной стороны фланца только там, где должны быть размещены точечные сварные швы.
- Повторите процедуру с шага 3 на сопрягаемой поверхности сменной сервисной детали (деталей).
- Подготовьте новую сервисную панель для сварных пробок. Используя исходную панель в качестве привязки, просверлите или пробейте отверстия диаметром 8 мм (0,31 дюйма) точно в таком же количестве, как и исходные точечные сварные швы. Отверстия должны быть расположены как можно ближе к исходным местам точечной сварки, без выравнивания точно поверх исходного места точечной сварки. Чтобы убедиться в правильности выполнения сварного шва, зачистите ближайший периметр сварного отверстия пробки. Зачистить только в зоне сварного шва пробки, это сведет коррозию к минимуму.
- Выполните сухую посадку и зажмите запасные сервисные детали для проверки правильности посадки и центровки. Извлеките сервисную часть после проверки правильности посадки и центровки.
- Подготовленные фланцевые участки транспортного средства, на которых будут находиться сварные швы, должны быть свободны от клея. Нанесите ленту 25 мм (0,98 дюйма) на места сварного шва пробки для предотвращения загрязнения от клея.
- Приготовьте клей. Дозируйте небольшое количество металлического связующего клея из картриджа, чтобы убедиться в равномерном потоке обоих компонентов. Прикрепите смесительный наконечник и дозируйте длину смесительного наконечника клея, чтобы убедиться в правильном соотношении смеси. ПРИМЕЧАНИЕ: Время работы клея составляет 40-50 минут при 21°C. Для каждых -7°C выше 21°C, уменьшите время работы на половину для каждых -70 ° C ° F (-7°C) ниже 21 °.
- Нанести на подготовленную поверхность фланца транспортного средства валик клея толщиной 6-9 мм (0,23-0,35 дюйма). Снимите ленту с мест сварки пробок.
- Установите сервисную (ые) часть (и) в правильное положение на транспортном средстве. При установке не оттягивайте компонент от транспортного средства. Если необходимо изменить положение, сдвиньте сервисную деталь (детали). Это позволит убедиться в правильном контакте компонентов и клея.
- Зажим равномерно и плотно. Клей содержит стеклянные шарики, которые предотвращают чрезмерное зажатие компонента. ПРИМЕЧАНИЕ: Сварку можно выполнять в любое время в процессе отверждения клея или после полного отверждения клея. ПРИМЕЧАНИЕ: Если сварка не будет выполнена немедленно, перед снятием зажимов следует предусмотреть время отверждения клея минимум от 1,5 до 2 часов при 21°C. Время отверждения при более низких температурах должно быть увеличено. Зажимы могут быть удалены сразу после сварки компонента.
- Излишки клея вытрите с панели до ее отверждения.
- Отделка любых швов косметического сечения наполнителем тела, заполненным волокном. Грубый песок наполнитель, нанести обычный наполнитель тела после отверждения клея и блок-песок области.
- Залейте любые оголенные металлические участки антикоррозийным покрытием. Нанесите 2-3 слоя толщиной 2,5 мил, позволяя ему высохнуть между слоями.
- Используйте шовный герметик везде, где требуется косметический шовный герметик.
- Смешайте и нанесите грунтовку в соответствии с рекомендациями производителя краски.
- Смешайте и нанесите базовое покрытие в соответствии с рекомендациями производителя краски.
- Смешать и нанести прозрачное покрытие в соответствии с рекомендациями производителя краски. Материалы для повторной отделки могут быть высушены под давлением в соответствии с рекомендациями изготовителя краски.
Элементы рамы
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ (Ы) Pro 230 Mig Welder 208-00030
| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Очиститель поверхности металла для автомобилей ZC-21 | WSE-M5B392-A |
| Подготовка поверхности металла для мотоциклов ZC-31 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
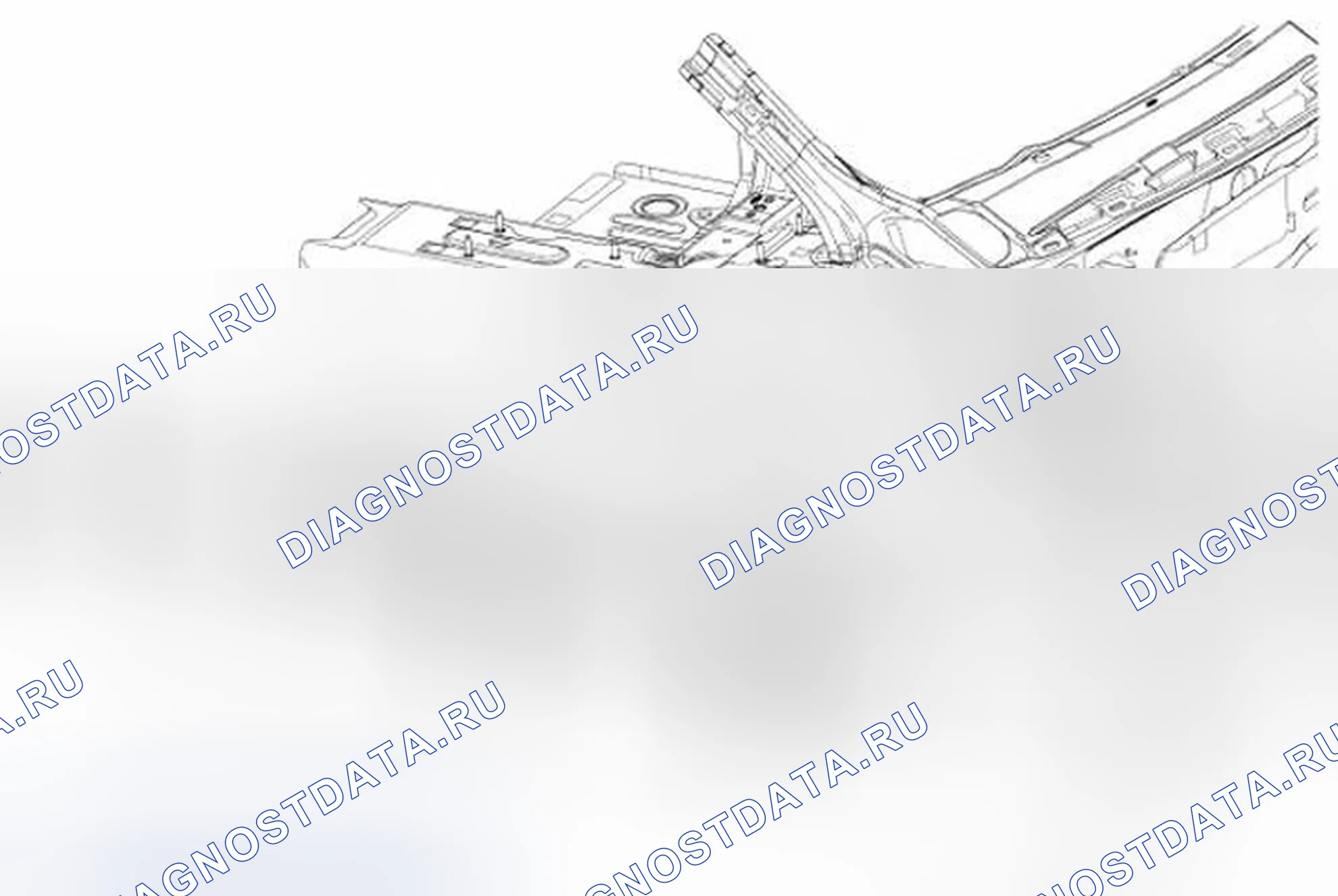
Передняя рамная направляющая
ПримечаниеЛевая сторона показана, правая - аналогично.
ПримечаниеЛиния реза, показанная на иллюстрации, является приблизительной, обратитесь к следующей процедуре для конкретных мест реза.
Набор для определения секционирования рамной направляющей. Схема №40
| Внимание | Эта процедура секционирования рекомендуется только тогда, когда повреждение при столкновении не распространяется на область передней ударной башни. Для более серьезных повреждений при столкновении ремонт должен быть выполнен в оригинальном заводском шве и местах стыка. |
|---|
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford.
Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии.
Возврат автомобиля в предаварийное состояние может быть обеспечен только в том случае, если ремонтные процедуры выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов.
Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
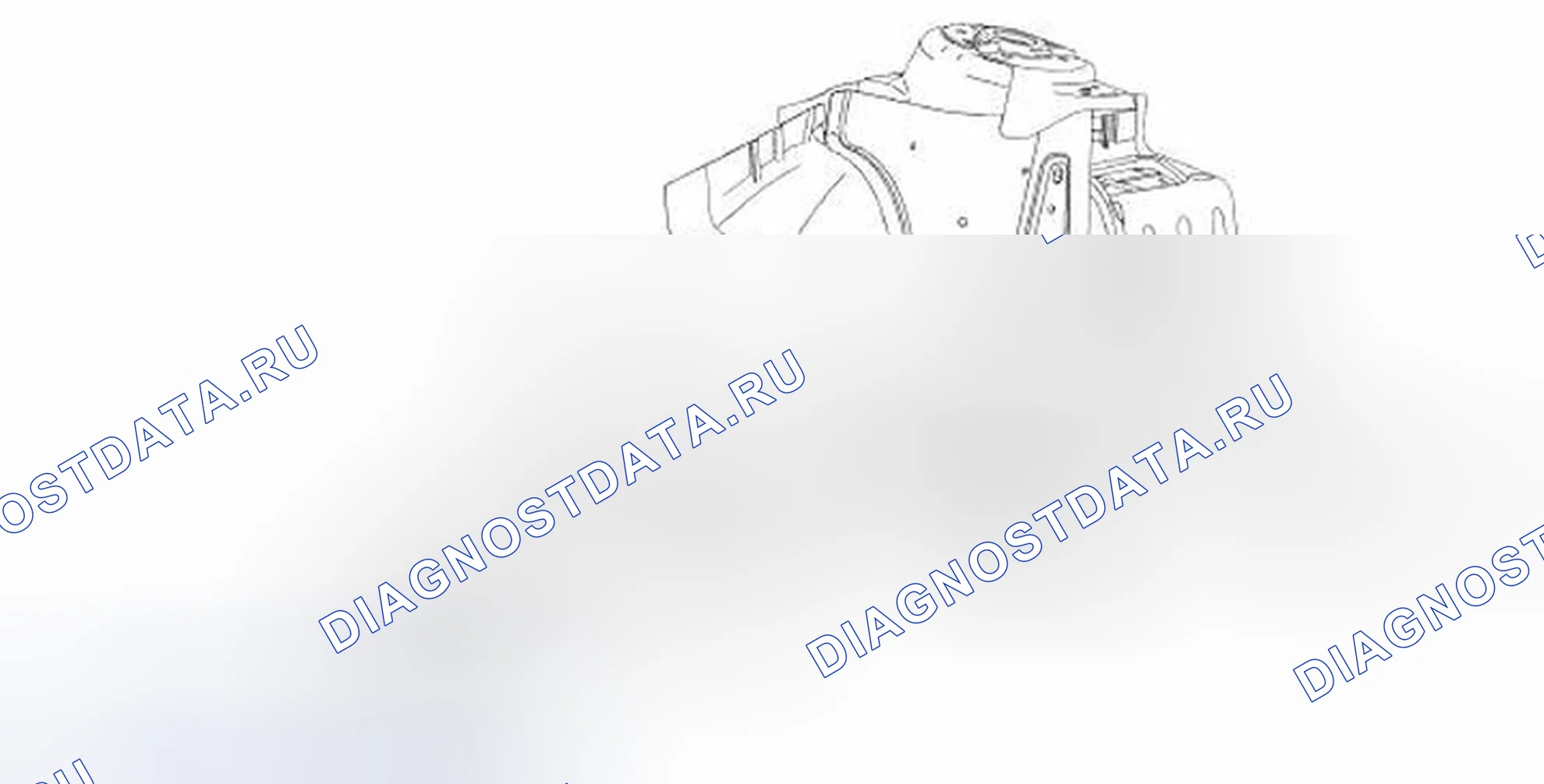
ПримечаниеСледующая процедура ремонта иллюстрирует секционирование переднего бокового элемента и компонентов усиления крыла. В ситуациях, когда повреждение при столкновении менее серьезное, процедура секционирования для ремонта только этих поврежденных компонентов может быть определена из этих процедур.
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо произвести пескоструйную обработку или шлифовку окрашенных поверхностей или E-coat, а также при выполнении ремонта без покрытия. См. " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
ПримечаниеПри выполнении любого ремонта корпуса / рамы соблюдайте предписанные процедуры сварки. Для получения дополнительной информации обратитесь к разделу " МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ СВАРКЕ - СТАЛЬ " в этой статье. (ref-256527-S07841969802007061500000)
Схема №41
Схема №42
Схема №43
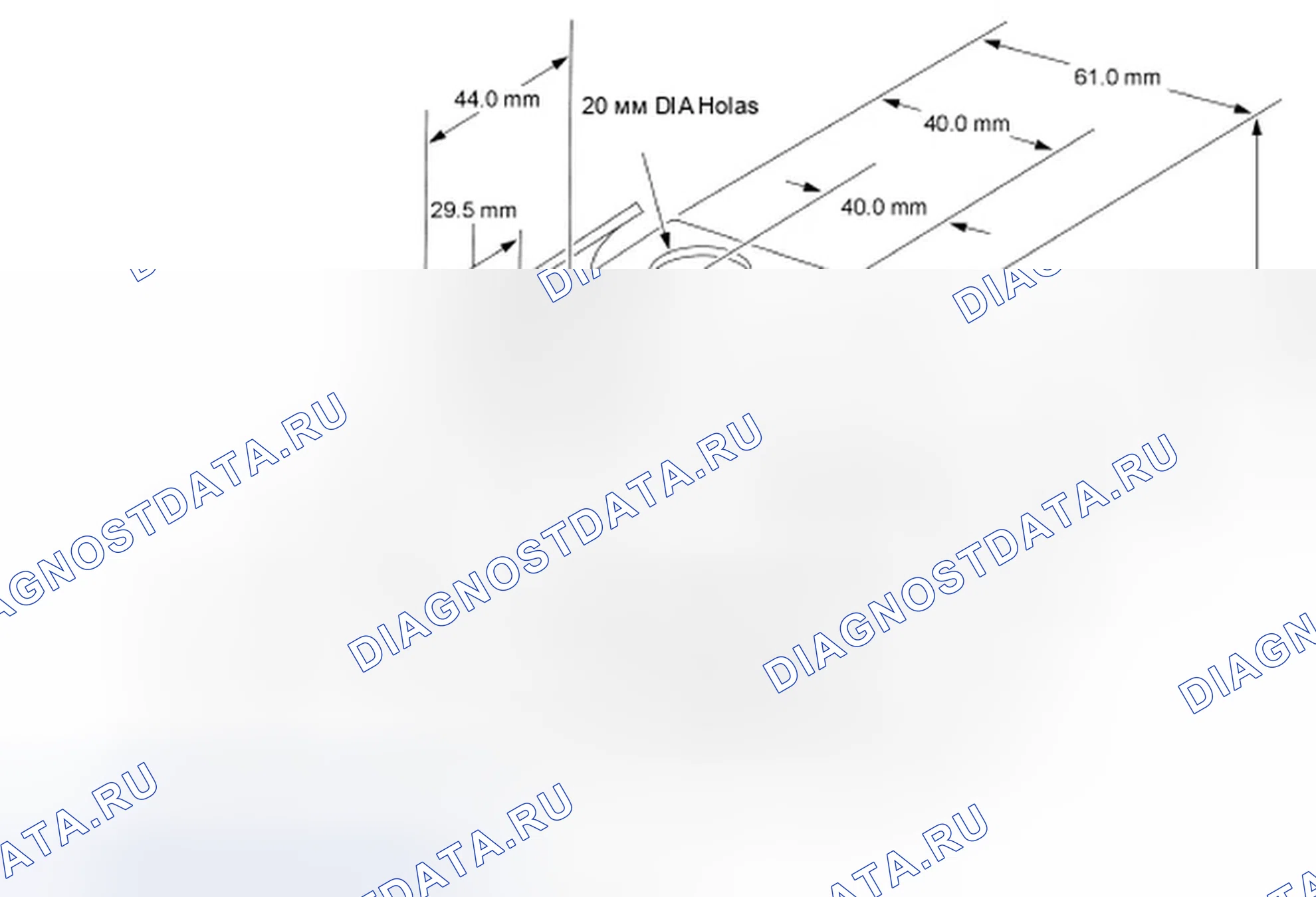
Схема №44
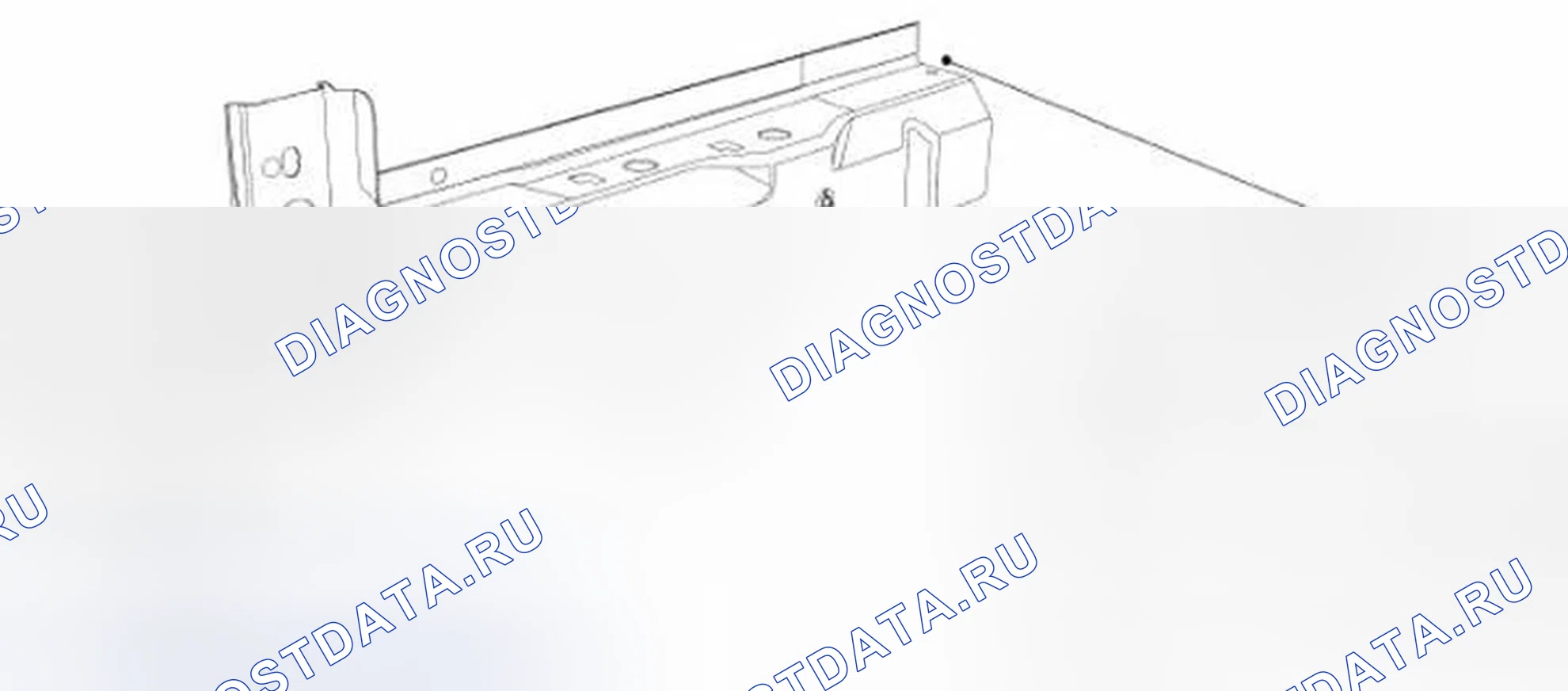
Схема №45
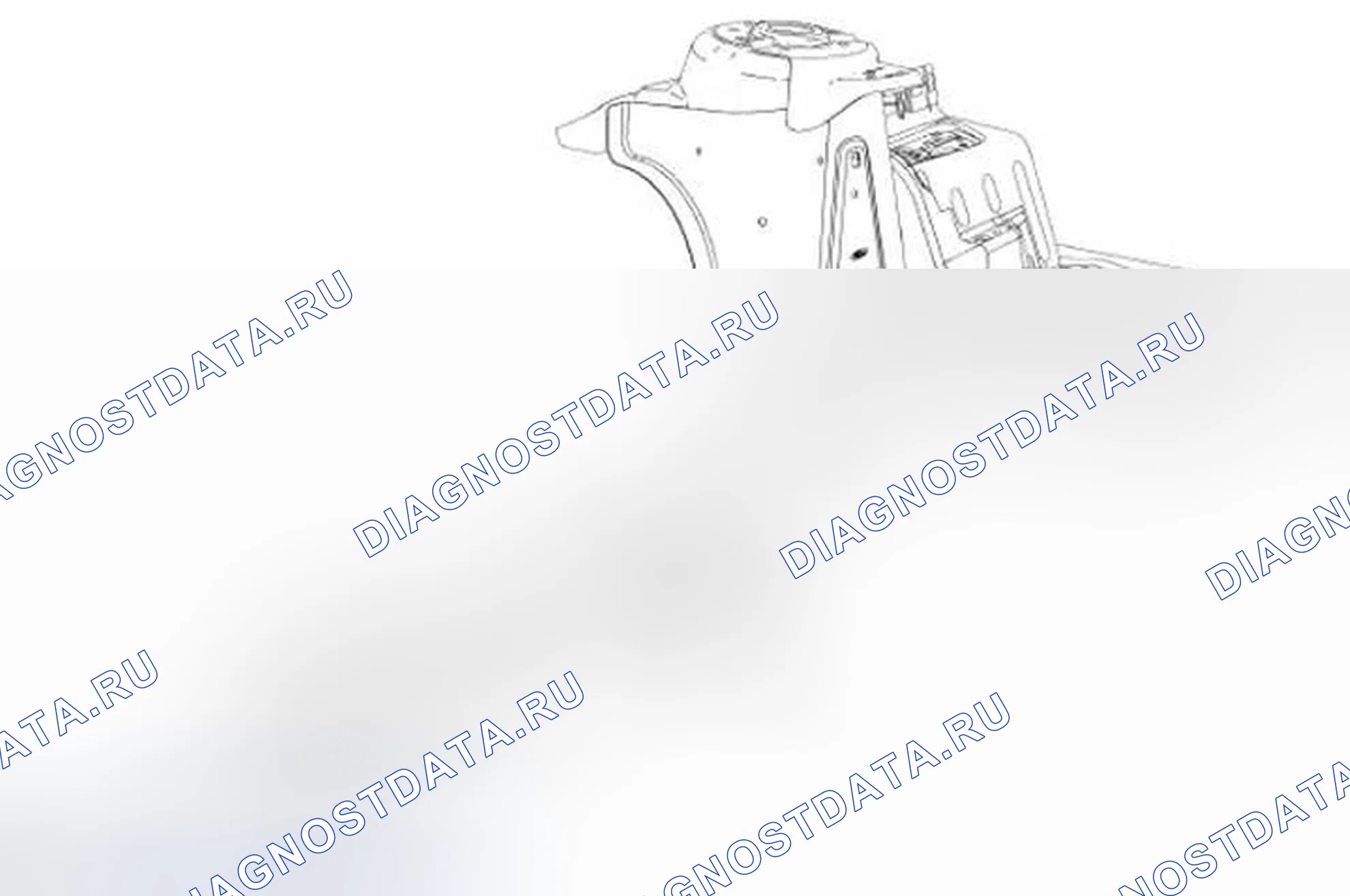
Схема №46
- Установите транспортное средство на стойку для ремонта рамы в соответствии с рекомендациями изготовителя. Измерьте транспортное средство, чтобы определить, требует ли кузов выпрямления и выравнивания. Обратитесь к разделу " КУЗОВ " в этой статье для получения информации о размерах. Снимите передний бампер. Для получения дополнительной информации обратитесь к разделу " БАМПЕРЫ ". (ref-256527-S17524991002007061500000)(ref-256519)
- Снимите двигатель согласно " ОБЩЕЙ ИНФОРМАЦИИ О СИСТЕМЕ ДВИГАТЕЛЯ ". (ref-256466)
- Снимите компоненты подвески. Для получения дополнительной информации обратитесь к разделу " ПЕРЕДНЯЯ ПОДВЕСКА ". ВНИМАНИЕ: Набор инструкций по секционированию лонжерона содержит конкретные инструкции по обслуживанию для замены комплекта секционирования лонжерона. Обязательно, чтобы сменная секция была установлена в соответствии с рекомендациями по установке. Компонент обслуживания лонжерона должен быть расположен так, чтобы сохранить первоначальные заводские размеры. Для получения дополнительной информации обратитесь к разделу " КУЗОВ " в этой статье для получения правильной информации о размерах днища кузова. (ref-256456)(ref-256527-S17524991002007061500000)
- Снимите опору радиатора в сборе.
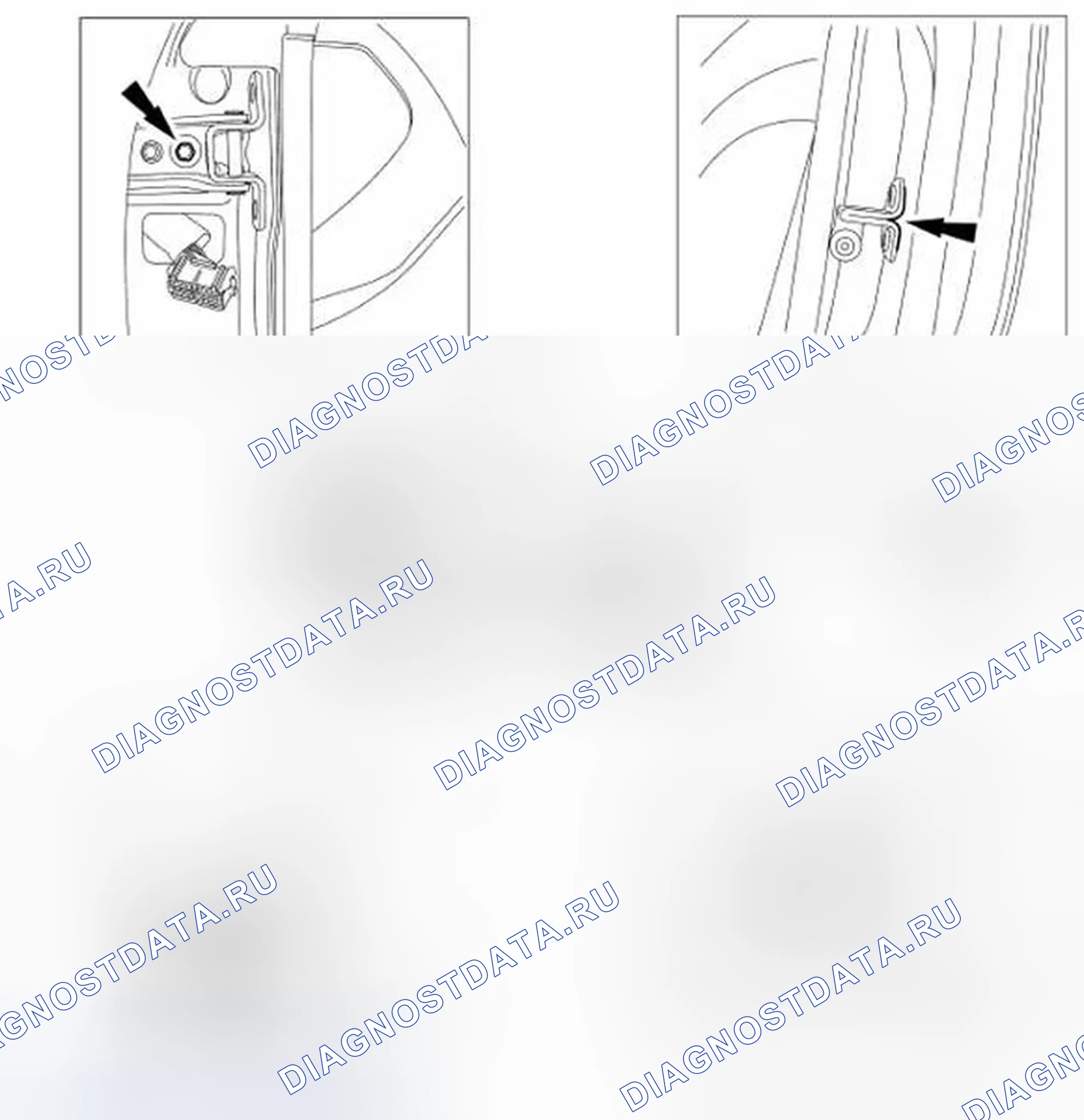
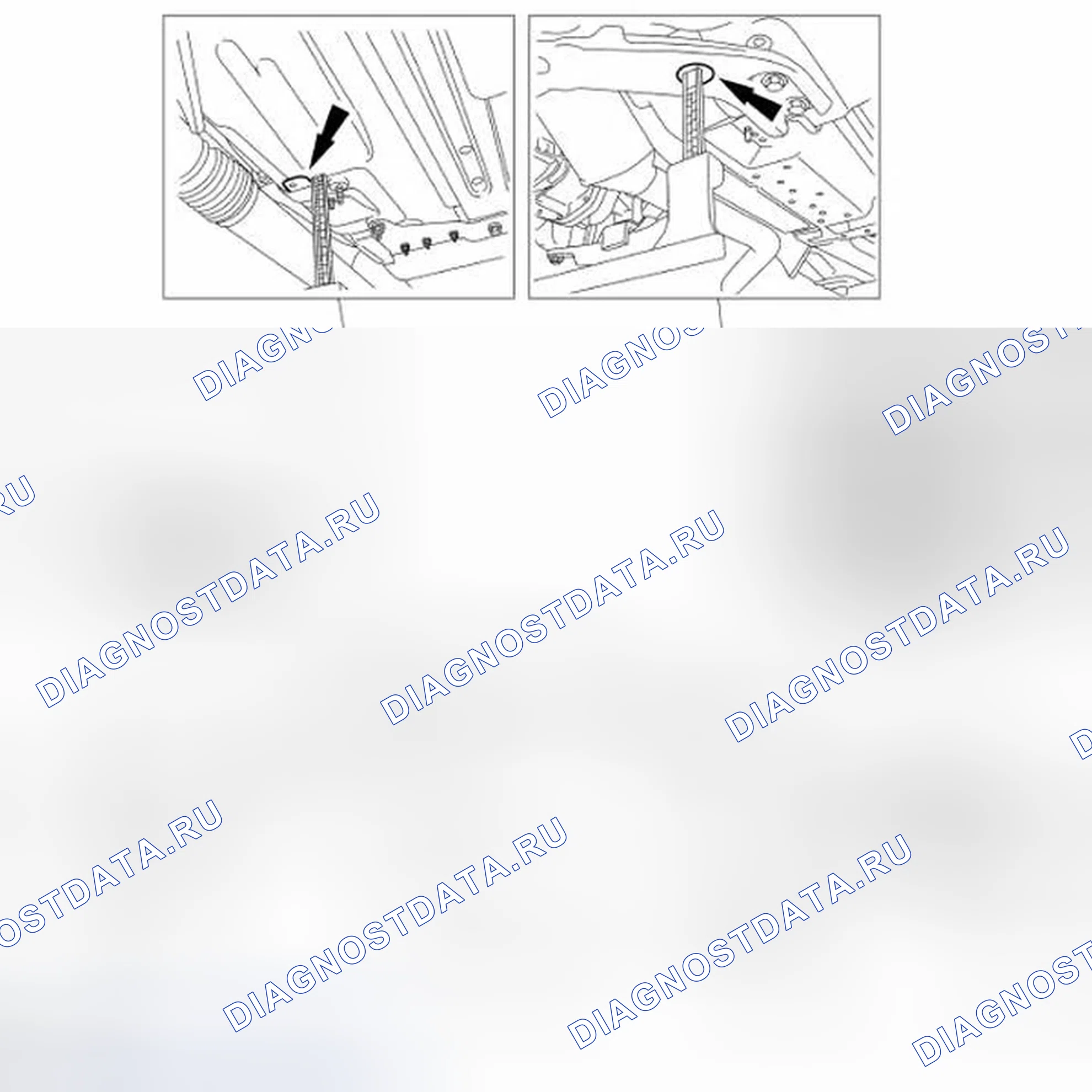
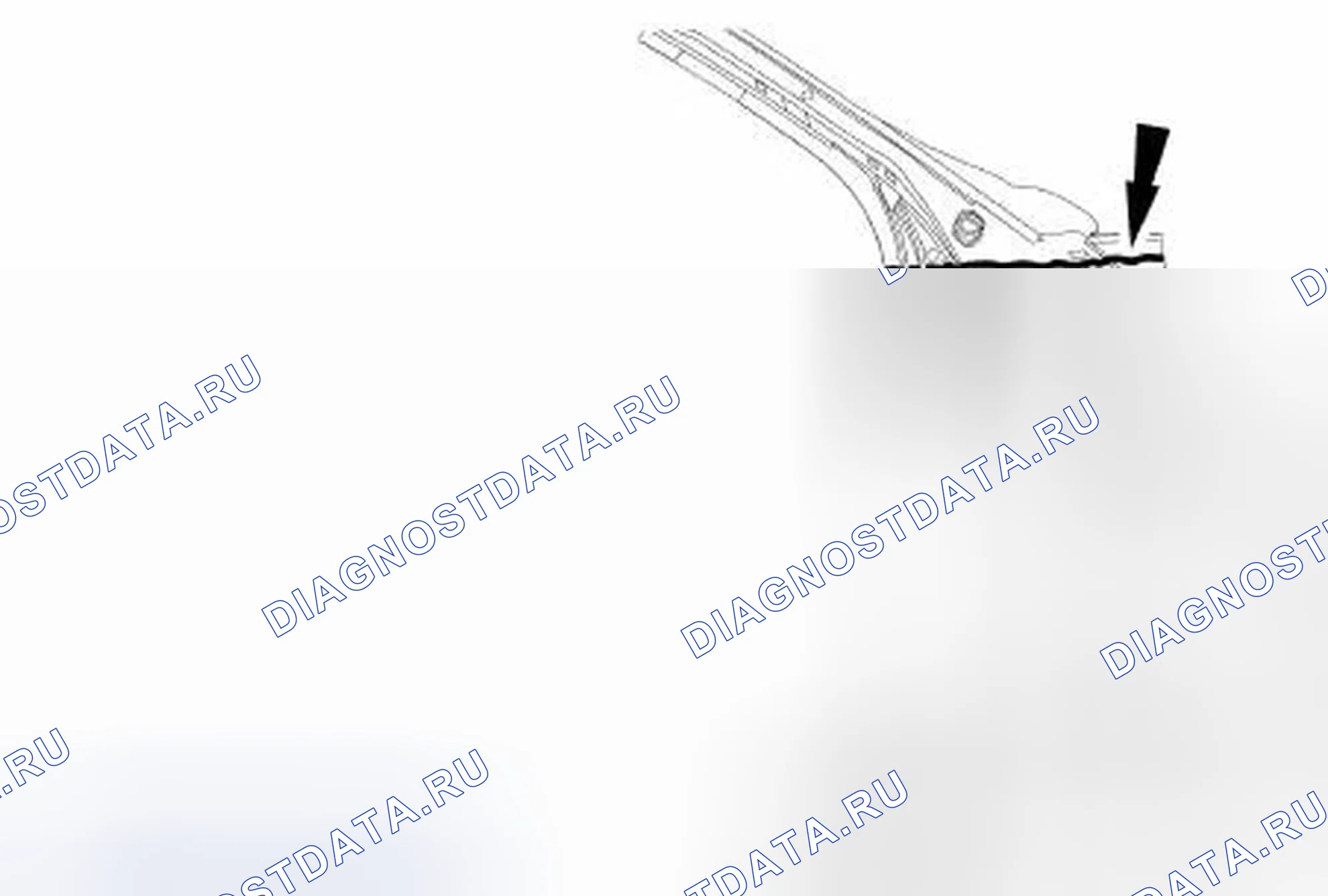
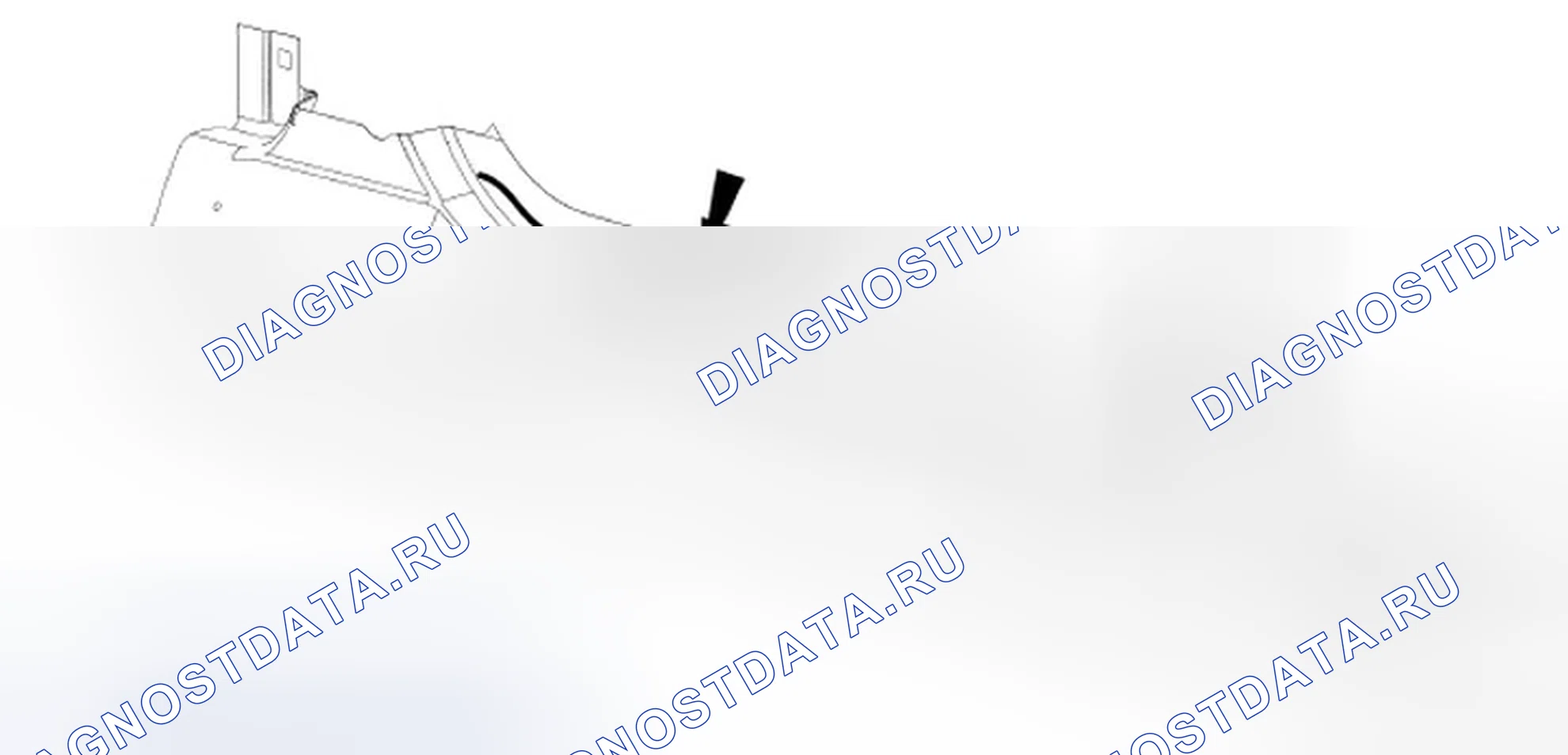
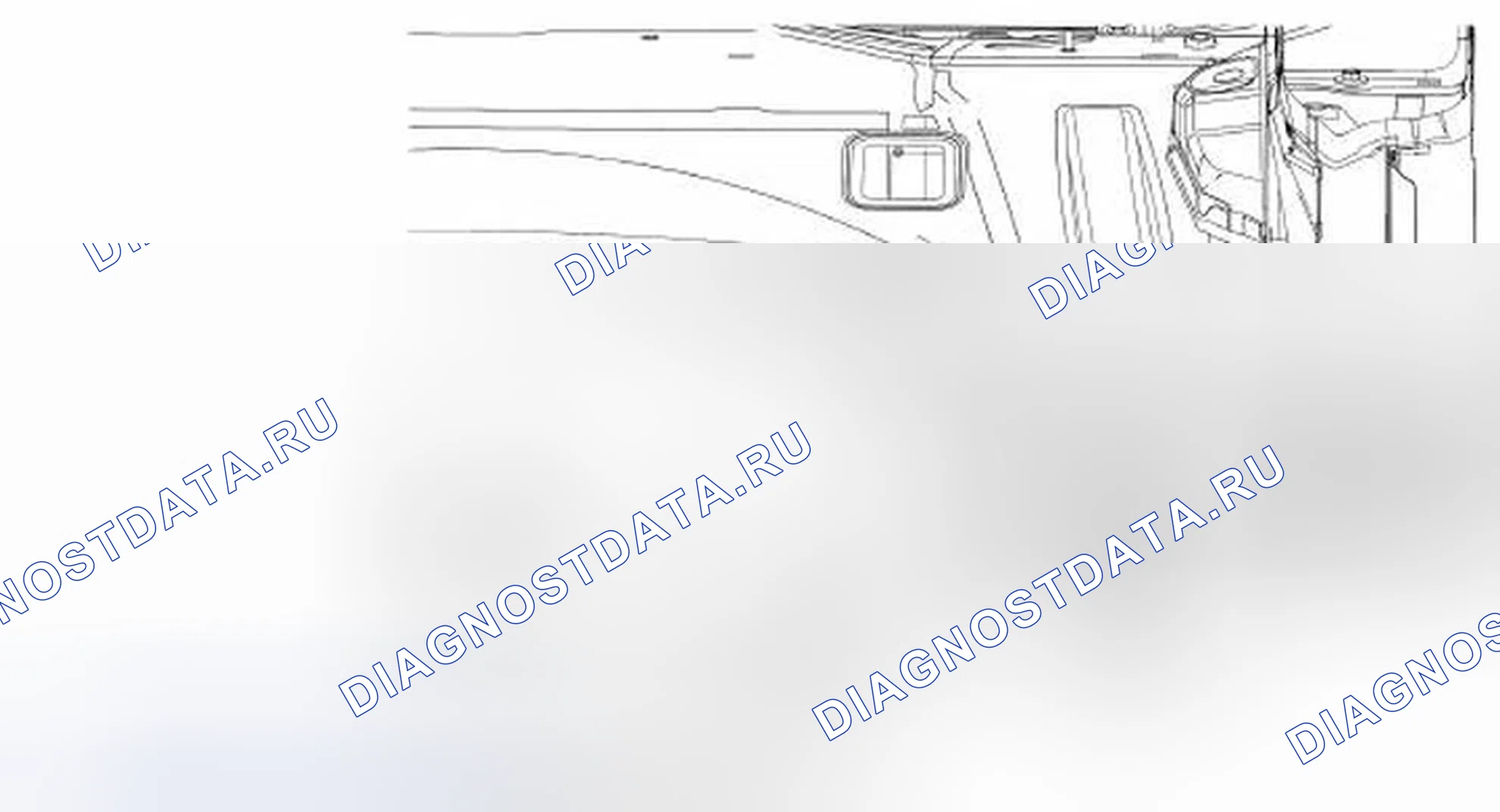
- Отрезать передний фартук от основной части фартука, на 80,5 мм (3,16 дюйма) перед прорезью 14 мм (0,55 дюйма) x 20 мм (0,78 дюйма), и удалить оставшуюся часть фартука. (Рис. 28): Определение элементов сварного шва Размер ПРИМЕЧАНИЕ: Заводские точечные сварные швы могут быть заменены либо точечными сварными швами сопротивления, либо пробочными сварными швами MIG. Точечные / пробочные сварные швы должны быть равны заводским сварным швам как в месте, так и в количестве.
- Высверлить точечные сварные швы в арматуре фартука переднего крыла.
- Просверлите точечные сварные швы, прикрепляющие ударную башню к панели фартука, а фартук к нижней направляющей. Оденьте все поверхности точечной сварки.
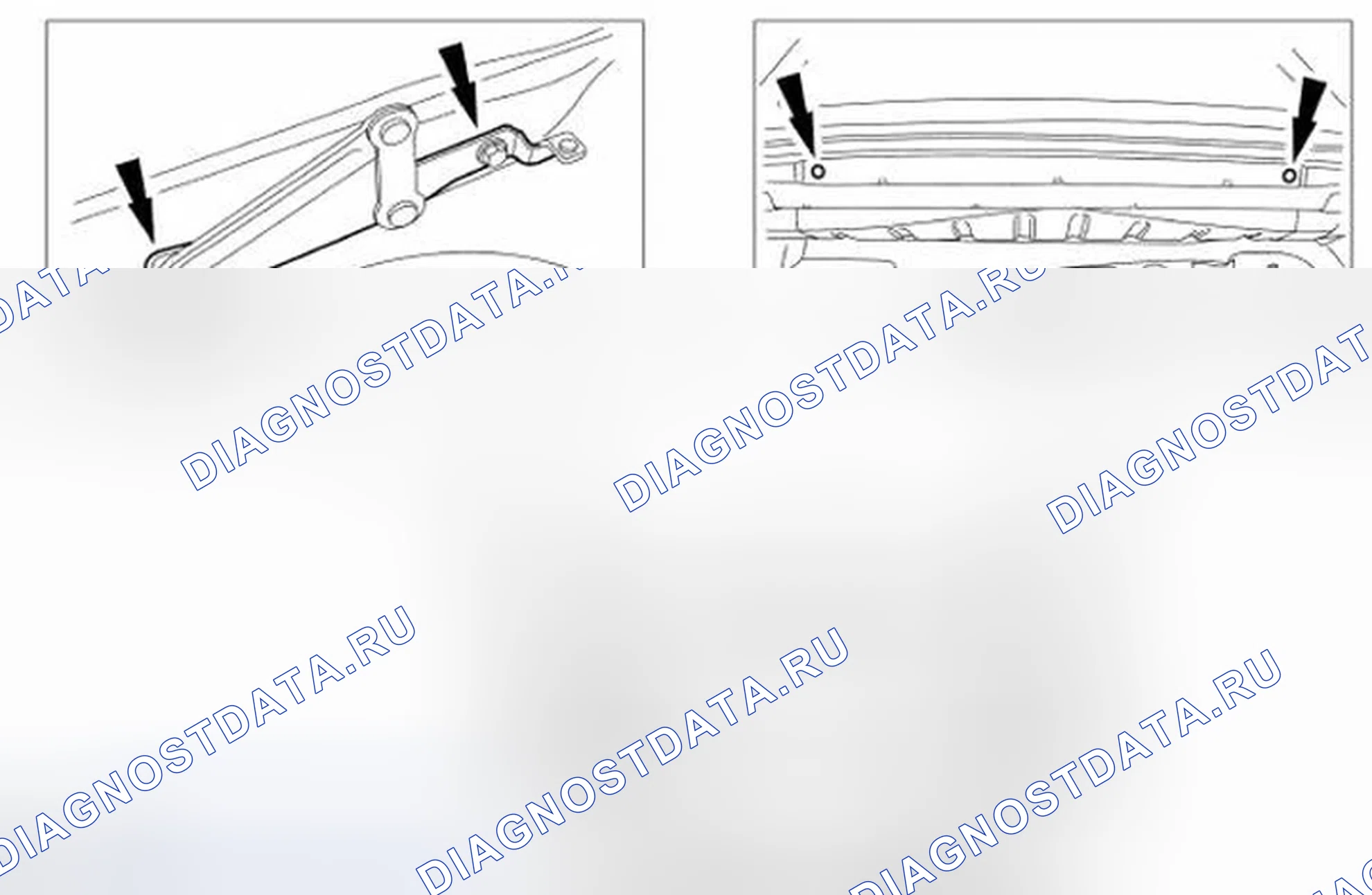
- Снятие фасок на внутренних и внешних поверхностях боковых элементов для улучшения поверхностей стыкового сварного шва.
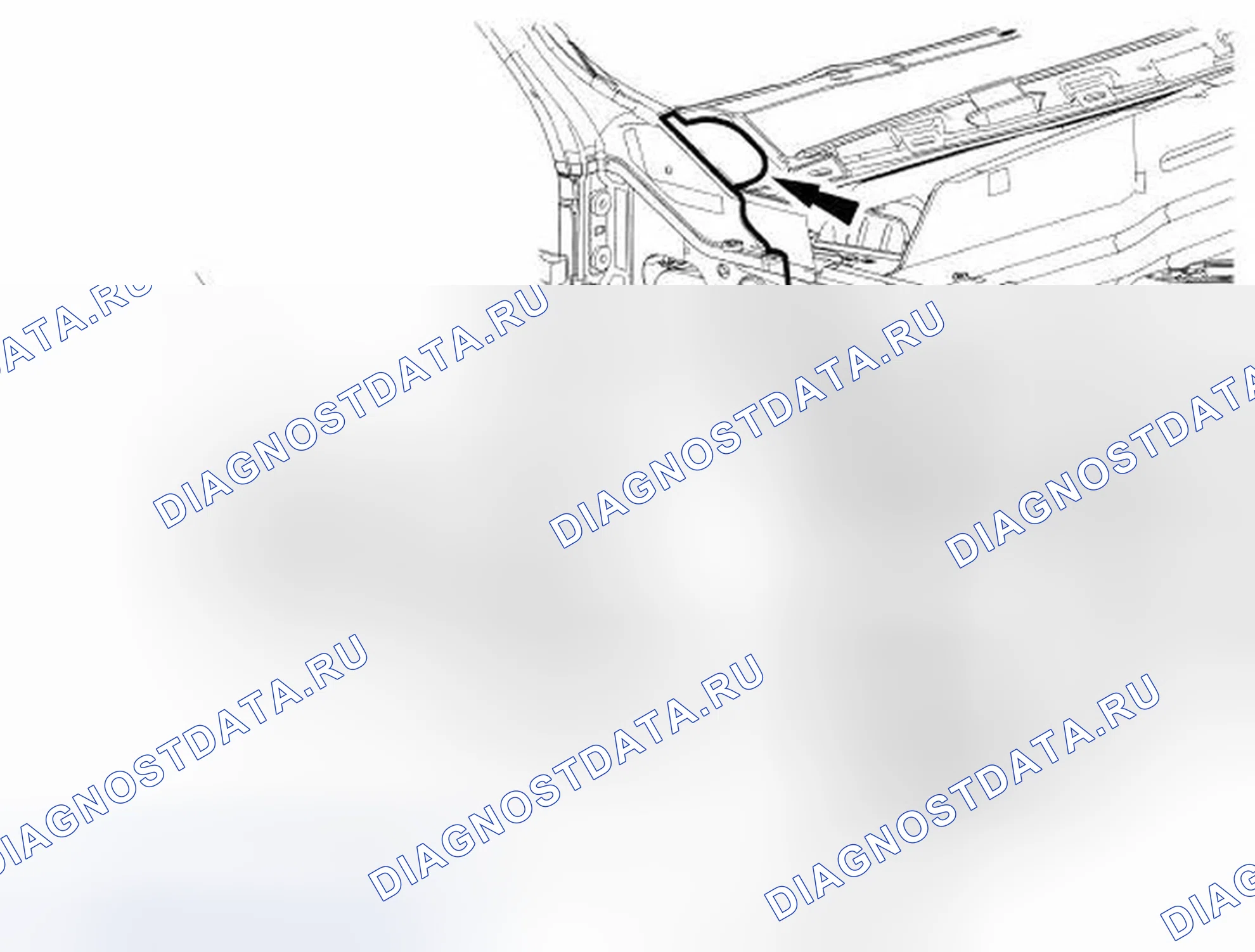
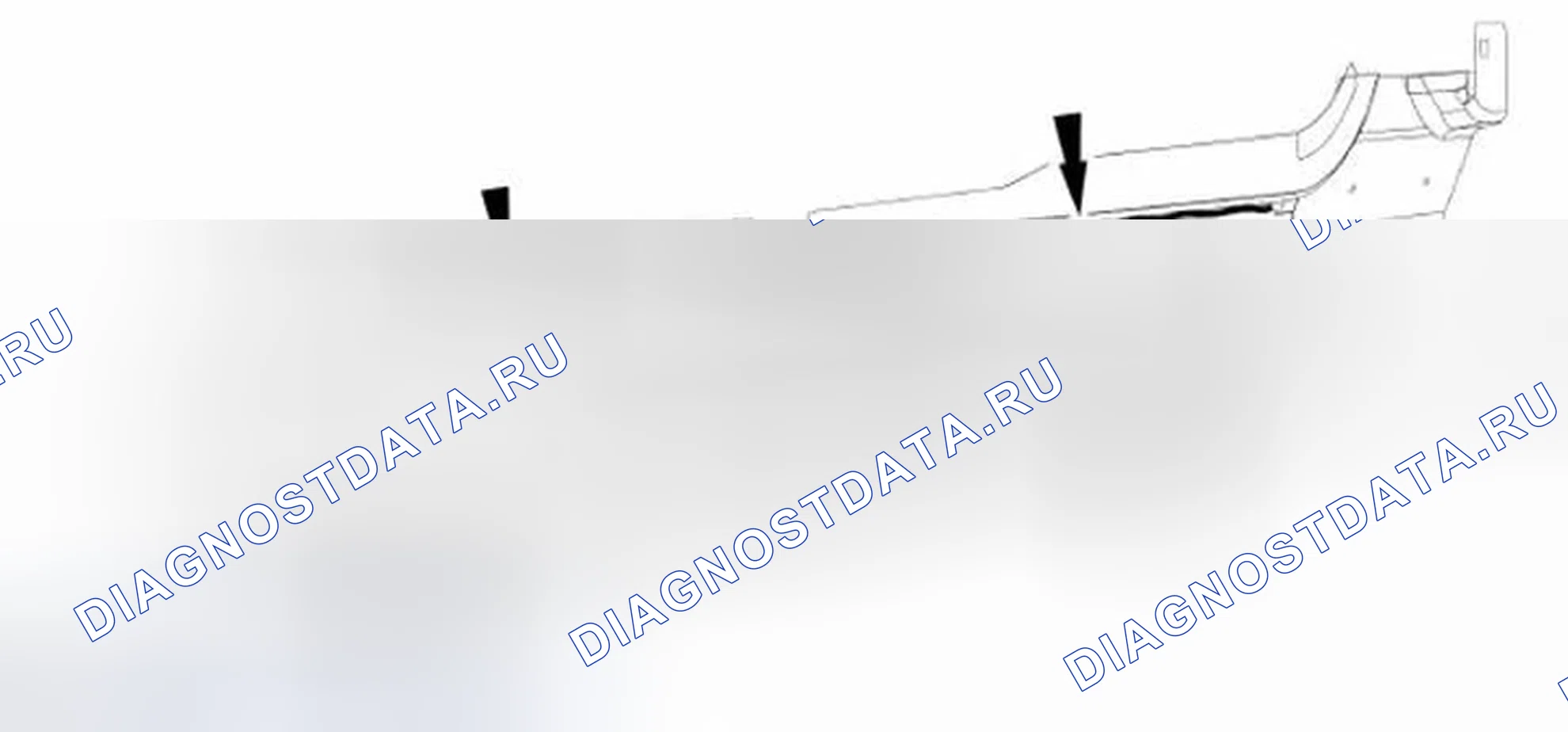
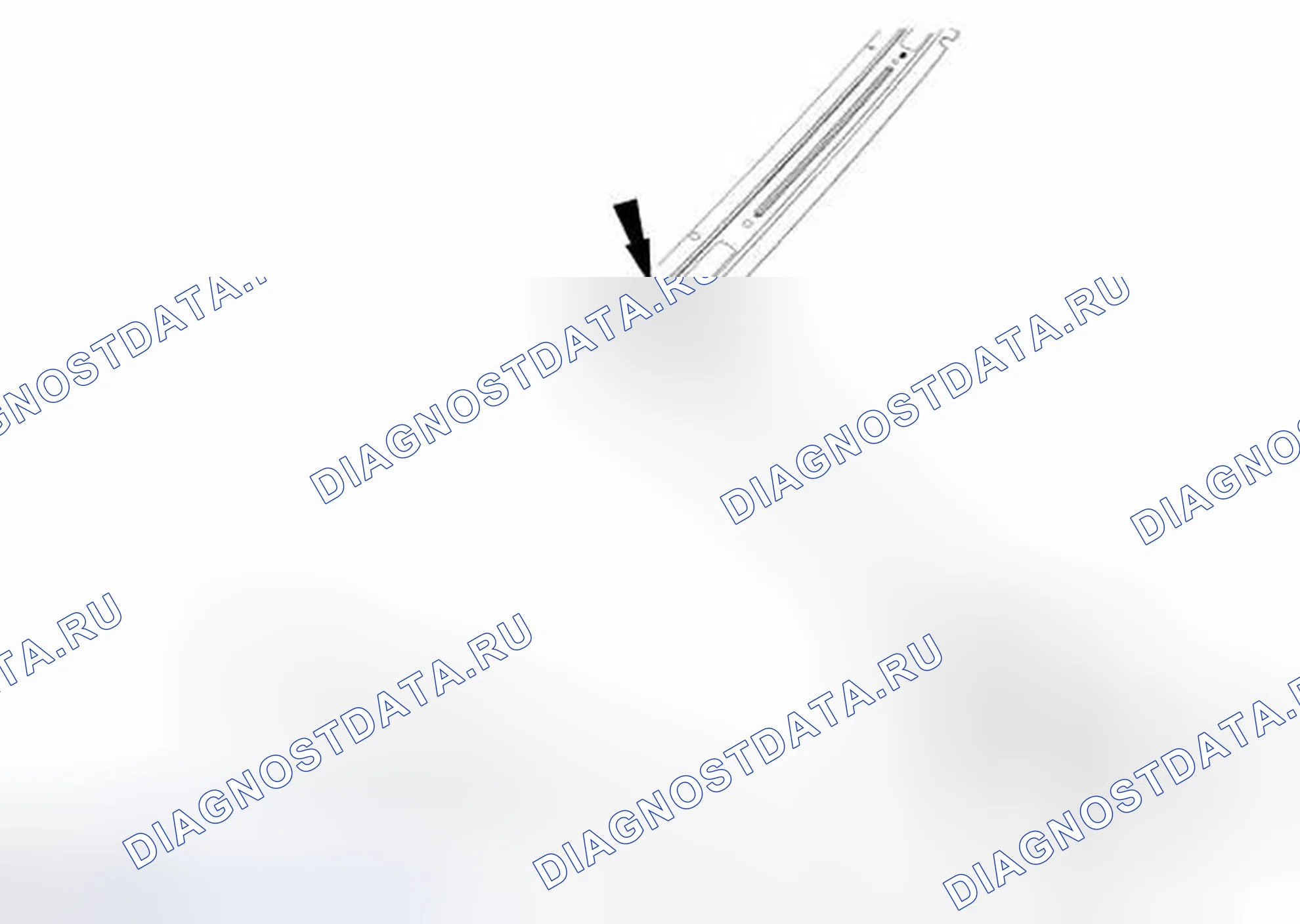
- Измерьте 12,5 мм (0,49 дюйма) назад от линии реза нижней направляющей. Просверлите семь отверстий 8 мм (0,31 дюйма) во фланце зоны перекрытия вставки. (Рис. 29): Определение размера линии реза нижней направляющей
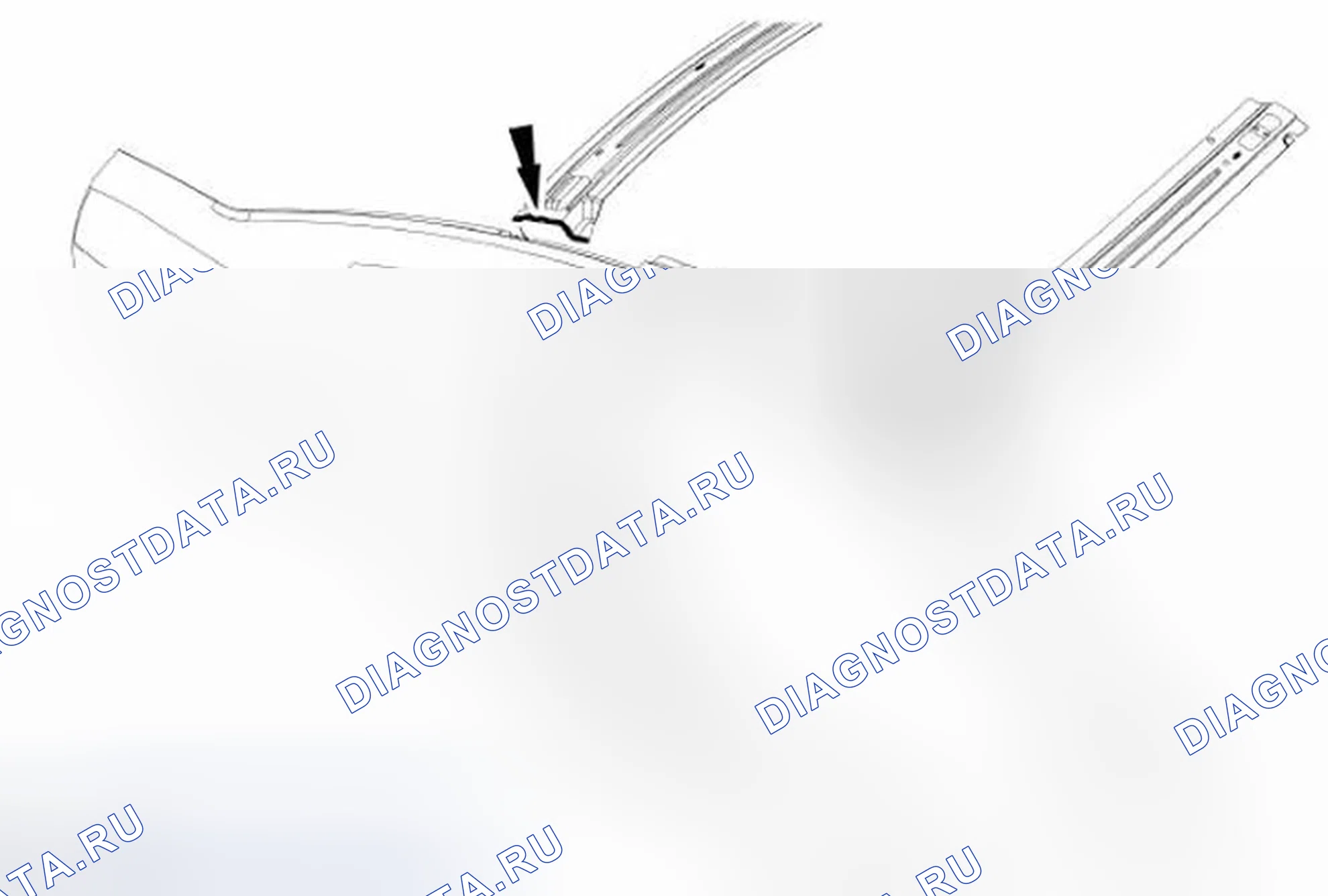
- Транскрибируйте линию реза внутреннего переднего бокового элемента к новому нижнему боковому элементу, отрежьте по длине и скошите торец для улучшения поверхности сварного шва.
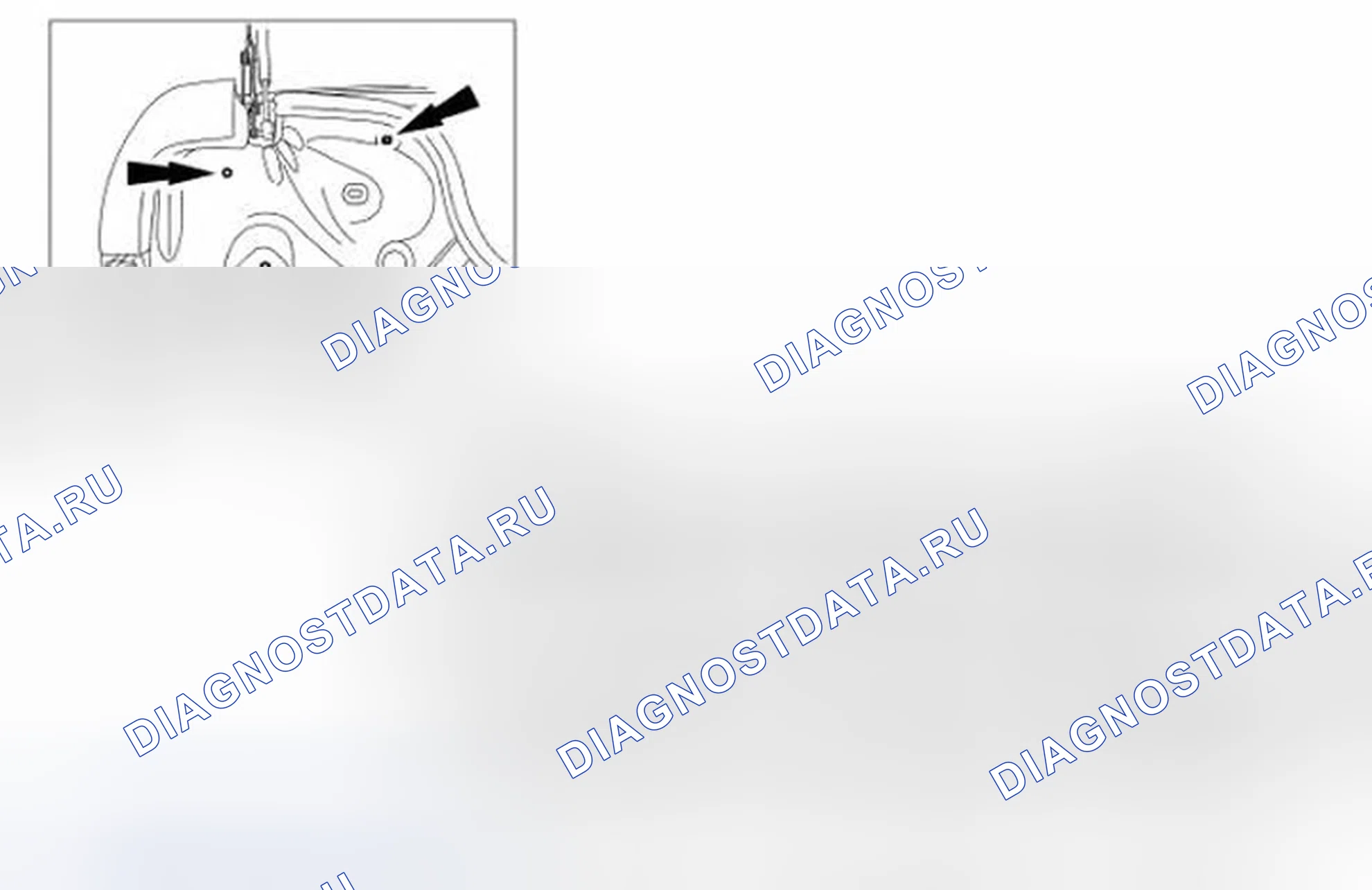
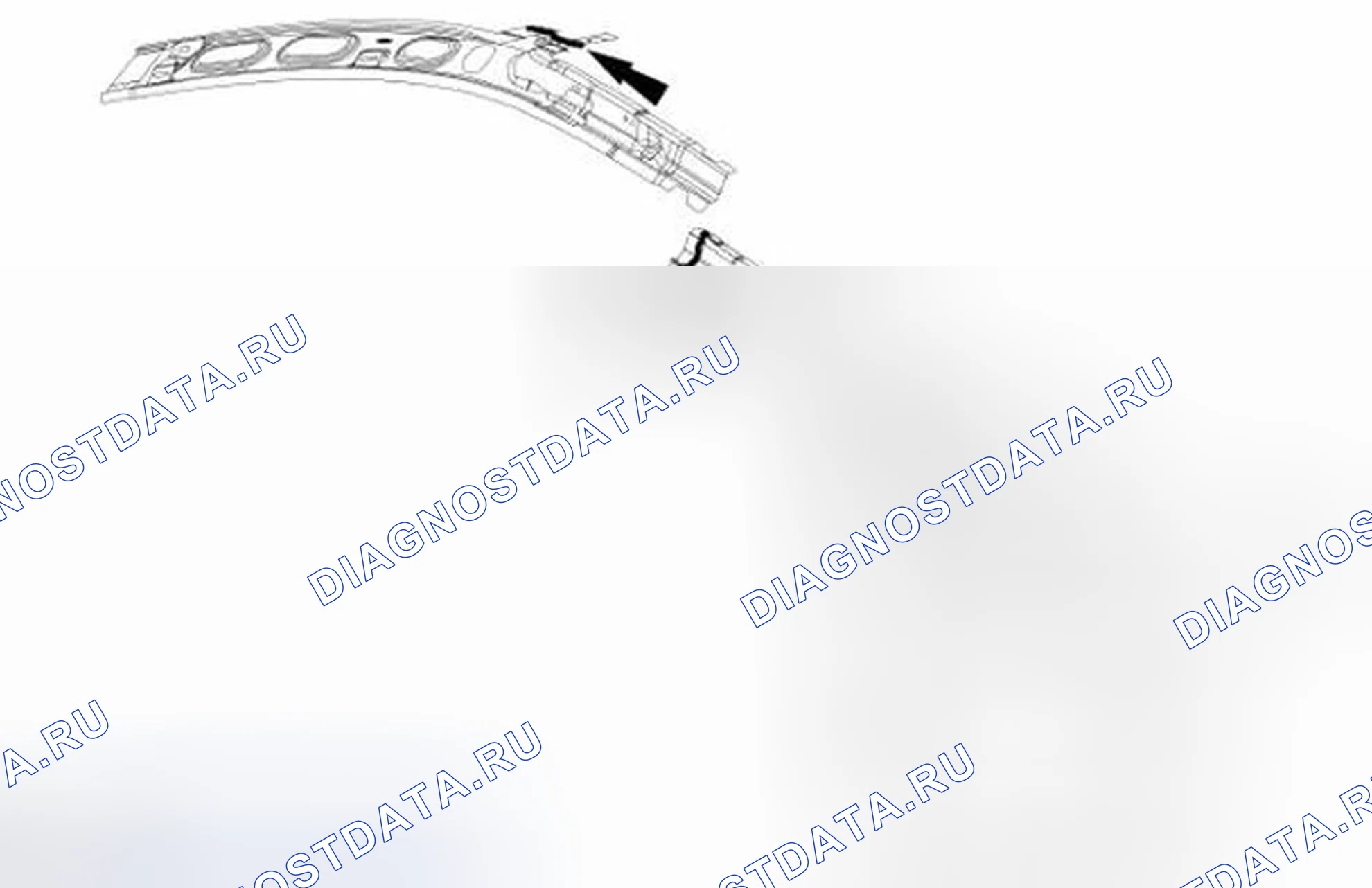
- Построить вставку из неиспользованного материала внутреннего бокового элемента. (Рисунок 30): Определение размера материала внутреннего бокового элемента
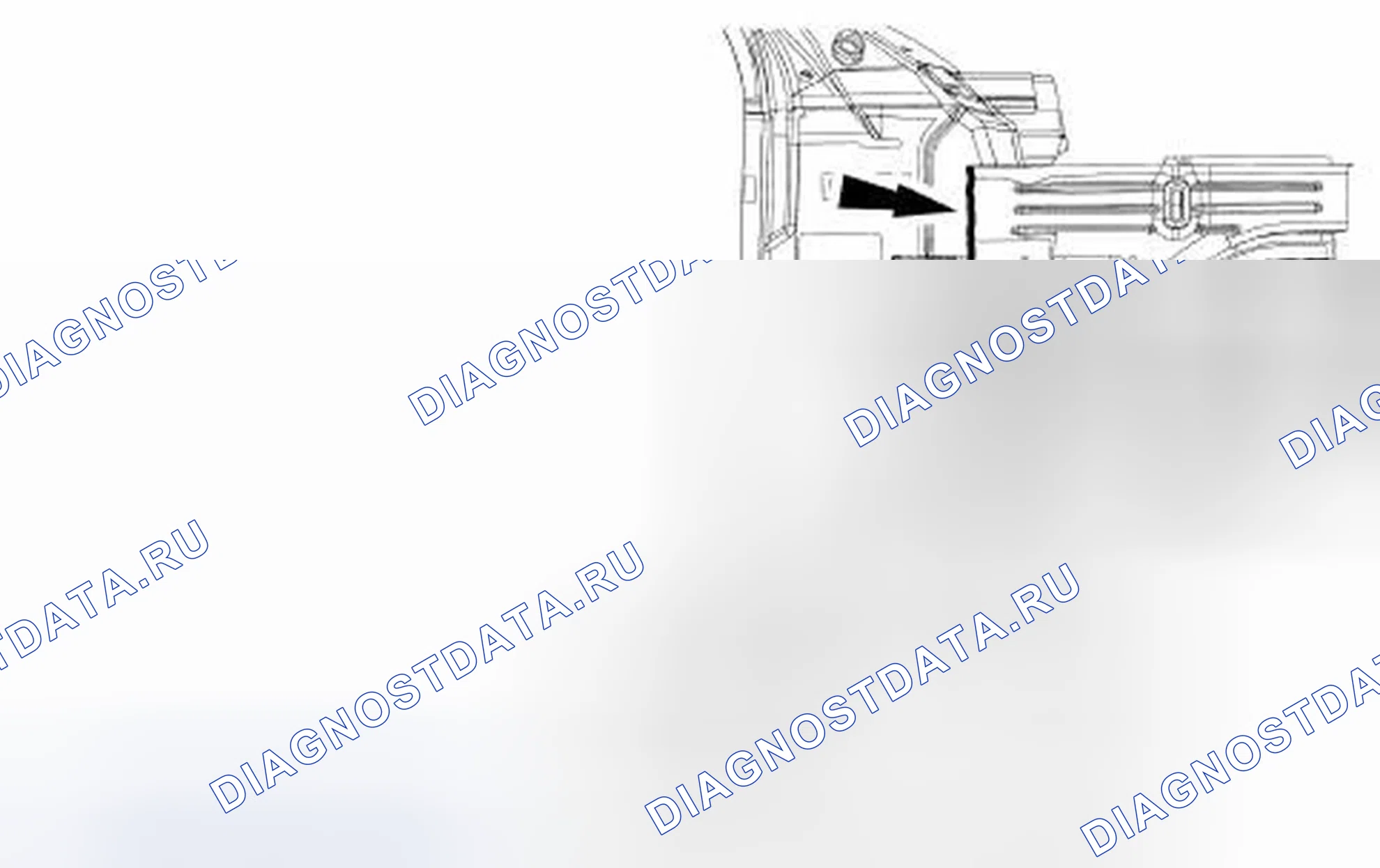
- Измерьте 12,5 мм (0,49 дюйма) вперед от линии реза нижней направляющей. Просверлите девять отверстий 8 мм (0,31 дюйма) в новом нижнем боковом элементе для крепления вставки. (Таблица 31): Определение размера линии реза нижней направляющей
- Нанести антикоррозионную защиту на ремонтные участки на автомобиле и сервисные детали.
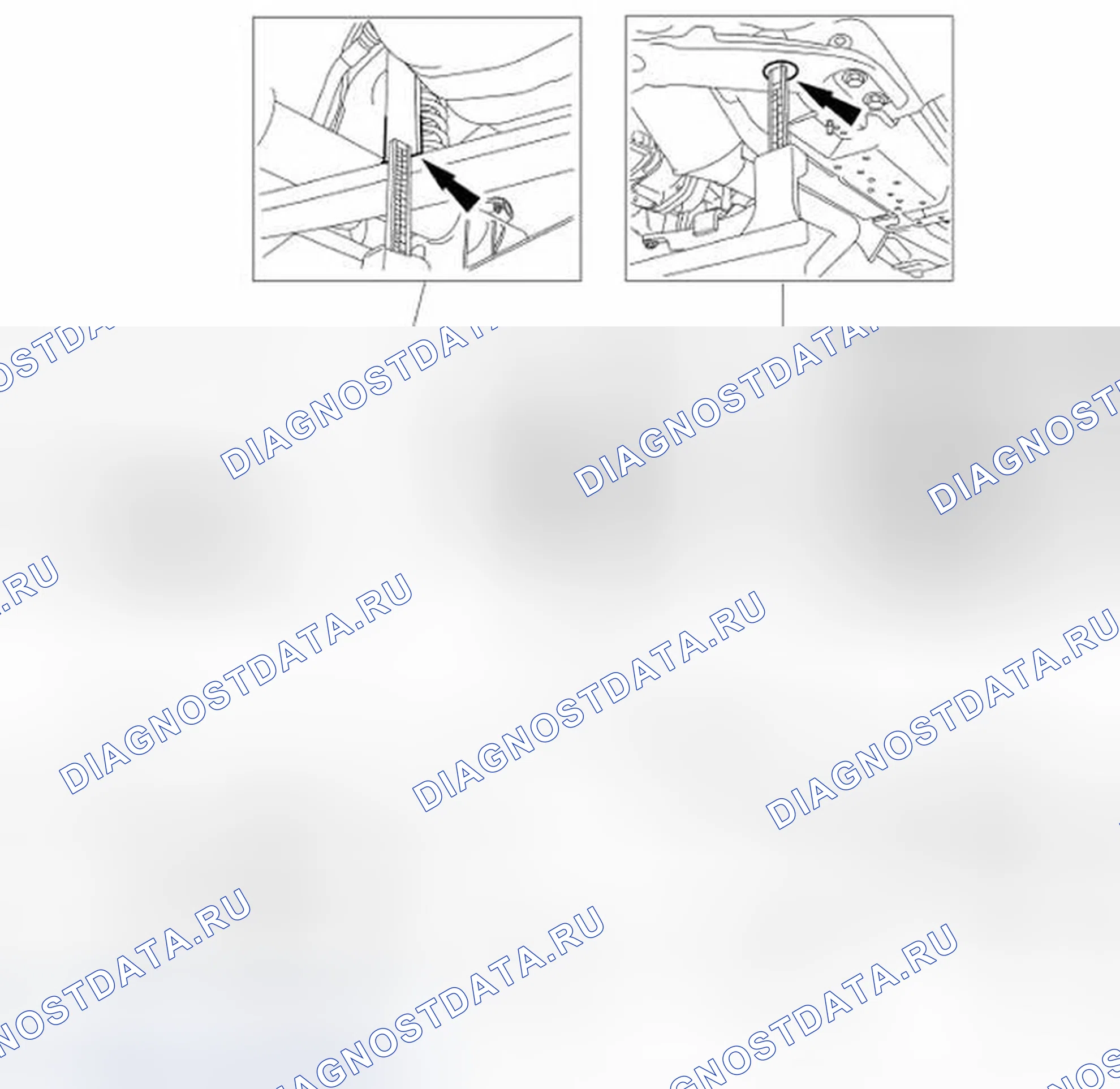
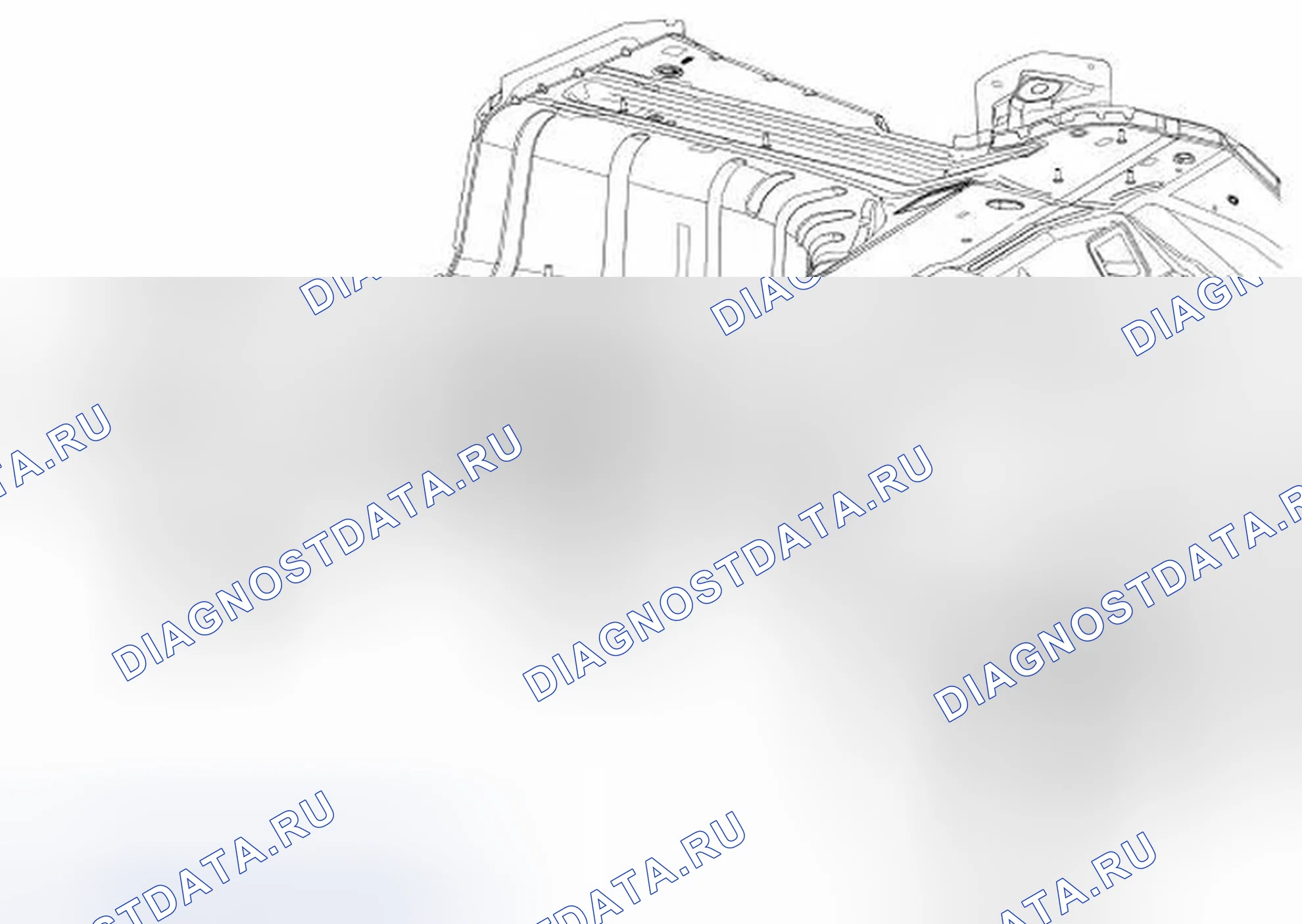
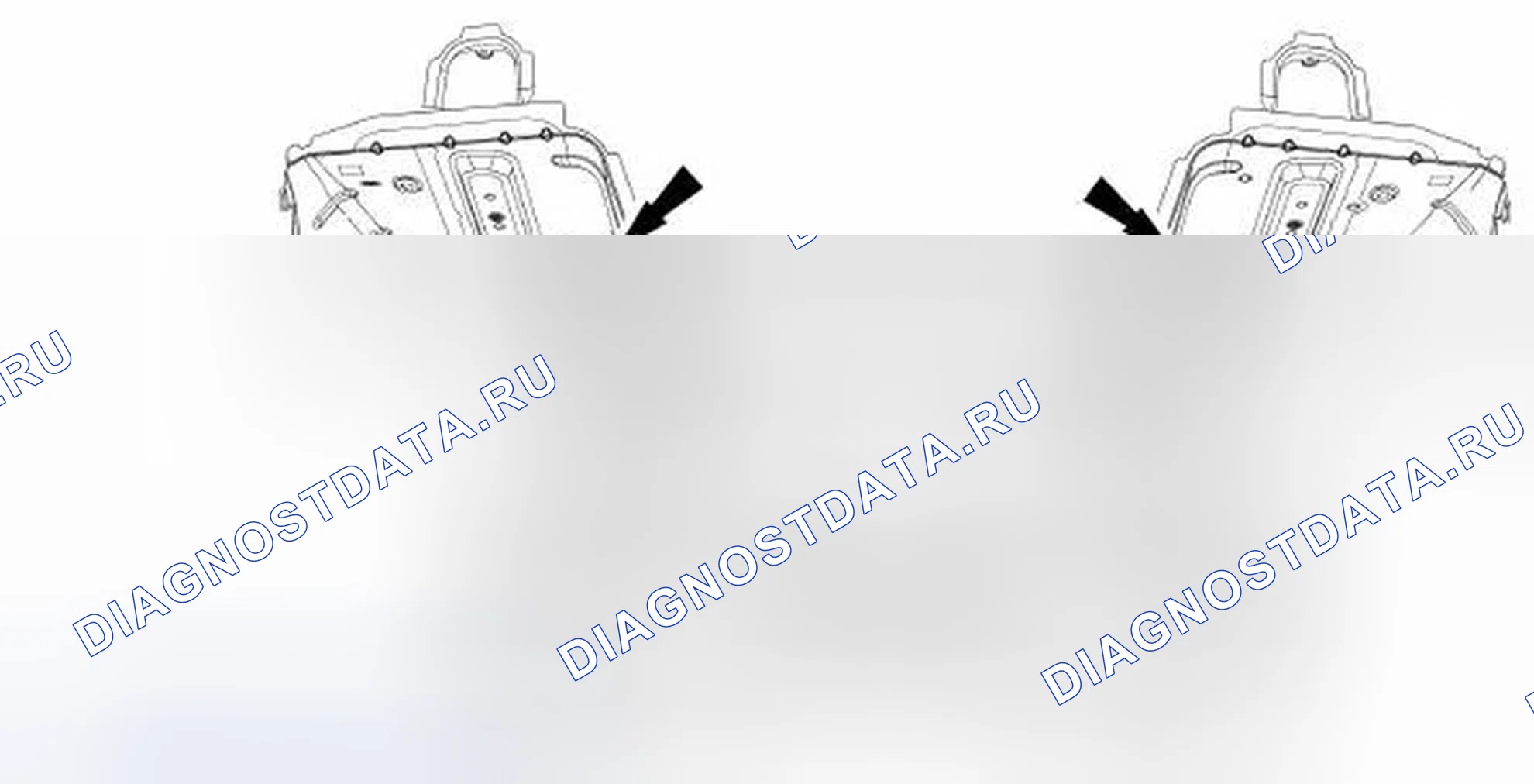
- Установите вставку на новый нижний боковой элемент, зажим и пробку MIG, приварите 9 отверстий. (Таблица 32): Расположение зажима нижнего бокового элемента и пробку MIG, приварите отверстия
- Установите новую опору радиатора в сборе, панель фартука, рельс в сборе, нижнее усиление переднего крыла и верхнее усиление переднего крыла. Заглушка MIG приварит все отверстия. (Рисунок 33): Расположение отверстий для приварки заглушки MIG
- Сплавлением привариваем верхнюю и нижнюю арматуры переднего крыла к фартуку переднего крыла, фартук переднего крыла к опоре радиатора и шву между старым и новым лонжеронами. Одеваем все сварные швы.
Внутренние усиливающие панели кузова
СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ (S) Pro 230 Mig Welder 208-00030 Термообработка индукционная стойкая точечная сварка 254-00001
Схема №47

| Пункт | Характеристика |
|---|---|
| Низкотемпературное антикоррозионное покрытие PM-12-A | |
| Клей для склеивания металла TA-1 | |
| Очиститель поверхности металла для автомобилей ZC-21 | WSE-M5B392-A |
| Герметизатор шва TA-2 | |
| Ремонт гибкой пены TA-4 |
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛЫ
Автомобиль-купе
| Внимание | Ремонт секции со стороны кузова не должен выполняться в зонах лазерных сварных швов, точек крепления дверных петель или бойков или вблизи точек крепления ограничителей. Не разрезайте и не шлифуйте компоненты со стороны кузова в пределах 50 мм (1,96 дюйма) от точек крепления ограничителей. Дополнительные сведения о месте крепления ограничителей см. в разделе " СИСТЕМА РЕМНЕЙ БЕЗОПАСНОСТИ ". Точки разреза, показанные на иллюстрациях, являются приблизительными. (ref-256526) |
|---|
| Внимание | При проведении ремонтных работ по листовому металлу четвертей панели Lh заводской герметик между четвертью панели и отверстием заливной горловины должен быть снят и загерметизирован с помощью Flexible Foam Ta-4 для обеспечения правильного уплотнения. |
|---|
ПримечаниеFord Motor Company не утверждает и не признает процедуры ремонта конструкций с использованием чего-либо, кроме подлинных деталей Ford. Структурные ремонты (рамы, рельсы, фартуки и панели кузова), проводимые с использованием деталей, отличных от деталей Ford Motor Company, не испытывались. Кроме того, невозможно обеспечить эквивалентность конструкции и защиту от коррозии. Возврат автомобиля в предаварийное состояние может быть обеспечен только в том случае, если ремонтные процедуры выполняются квалифицированными техниками с использованием оригинальных деталей Ford Motor Company и утвержденных методов. Процедуры ремонта структурных компонентов, утвержденные Ford с использованием оригинальных деталей, были подтверждены путем тестирования инженерами Ford Motor Company. В случае использования альтернативных процедур ремонта конструктивных элементов и/или деталей ремонтники должны знать о потенциальной ответственности, которую они несут.
ПримечаниеЗаводская точечная сварка может быть заменена либо точечной сваркой сопротивлением, либо пробковой сваркой МИГ. Точечные/пробочные сварные швы должны быть равны заводским сварным швам как по расположению, так и по количеству. Не размещайте новый точечный сварной шов непосредственно над исходным местом сварки. Отверстие под сварной шов пробки должно быть диаметром 8 мм (0,31 дюйма).
ПримечаниеПри выполнении любого ремонта боковой части кузова соблюдайте предписанные процедуры сварки. Дополнительную информацию см. в разделе " СВАРКА " в данной статье. (ref-256527-S27949064522007061500000)
ПримечаниеАнтикоррозионная защита должна быть восстановлена всякий раз, когда необходимо зашкурить или отшлифовать окрашенные поверхности или E-coat, или когда выполняется ремонт без покрытия. Для получения дополнительной информации обратитесь к разделу " ВОССТАНОВЛЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ПОСЛЕ РЕМОНТА " в этой статье. (ref-256527-S06750129762007061500000)
Схема №48
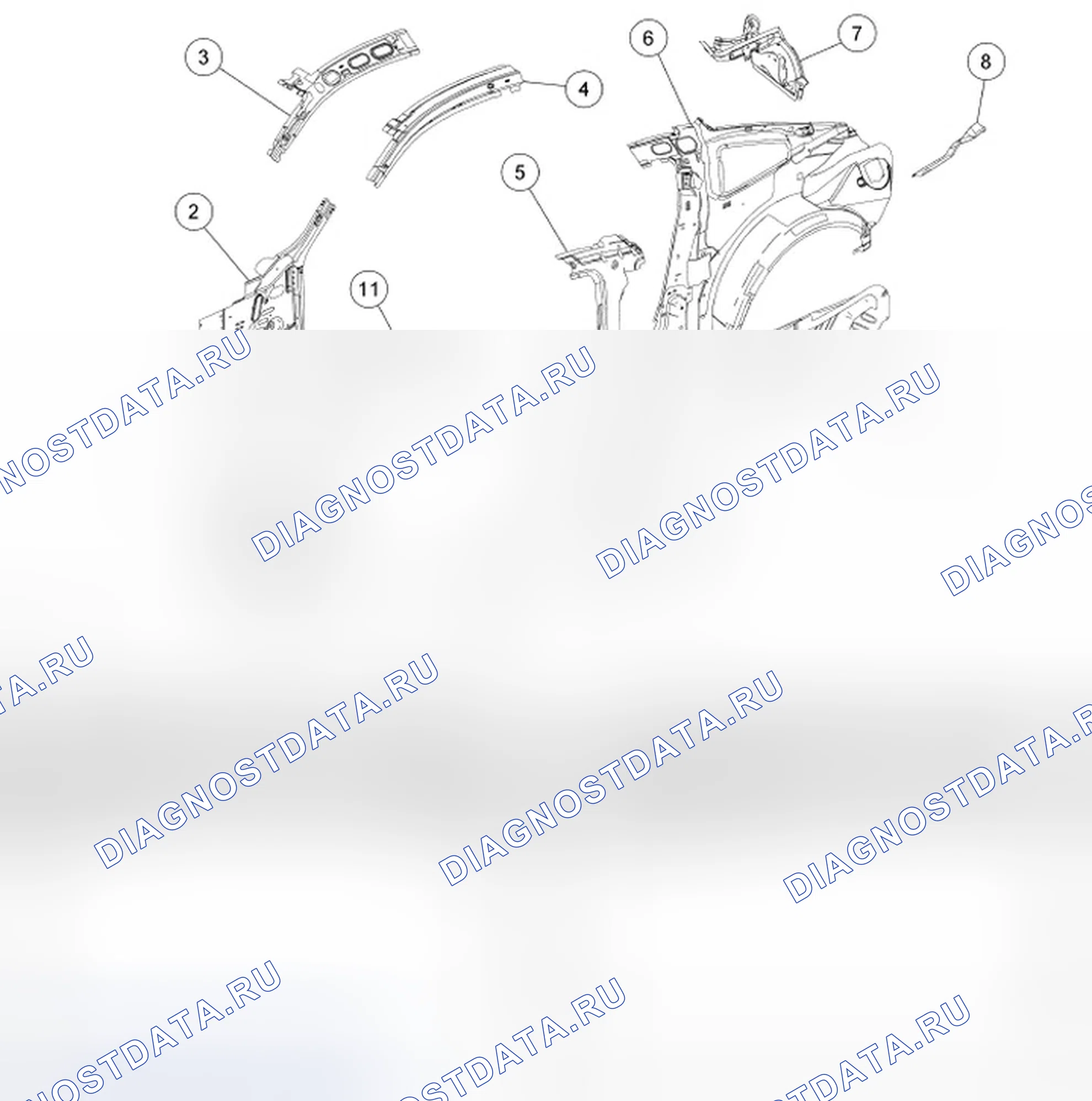
Схема №49
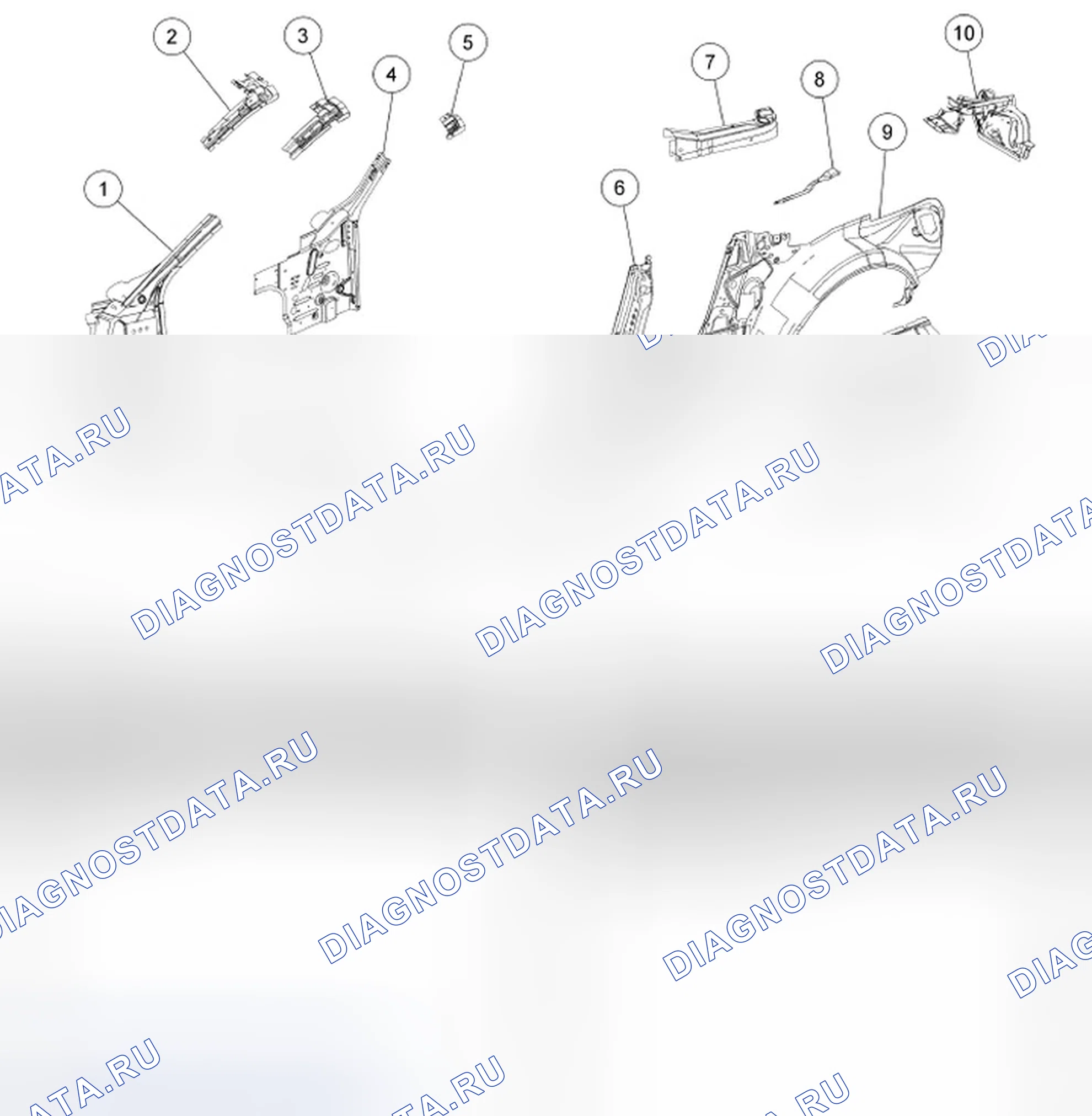
- Перед выполнением любой замены усиливающей панели удалите листовой металл с внешнего корпуса. Для получения дополнительной информации см. " РЕКОМЕНДАЦИИ ПО СЕКЦИОНИРОВАНИЮ " в этой статье. (ref-256527-S09738649942007061500000)