ST / SLT / SLT + FASCIA
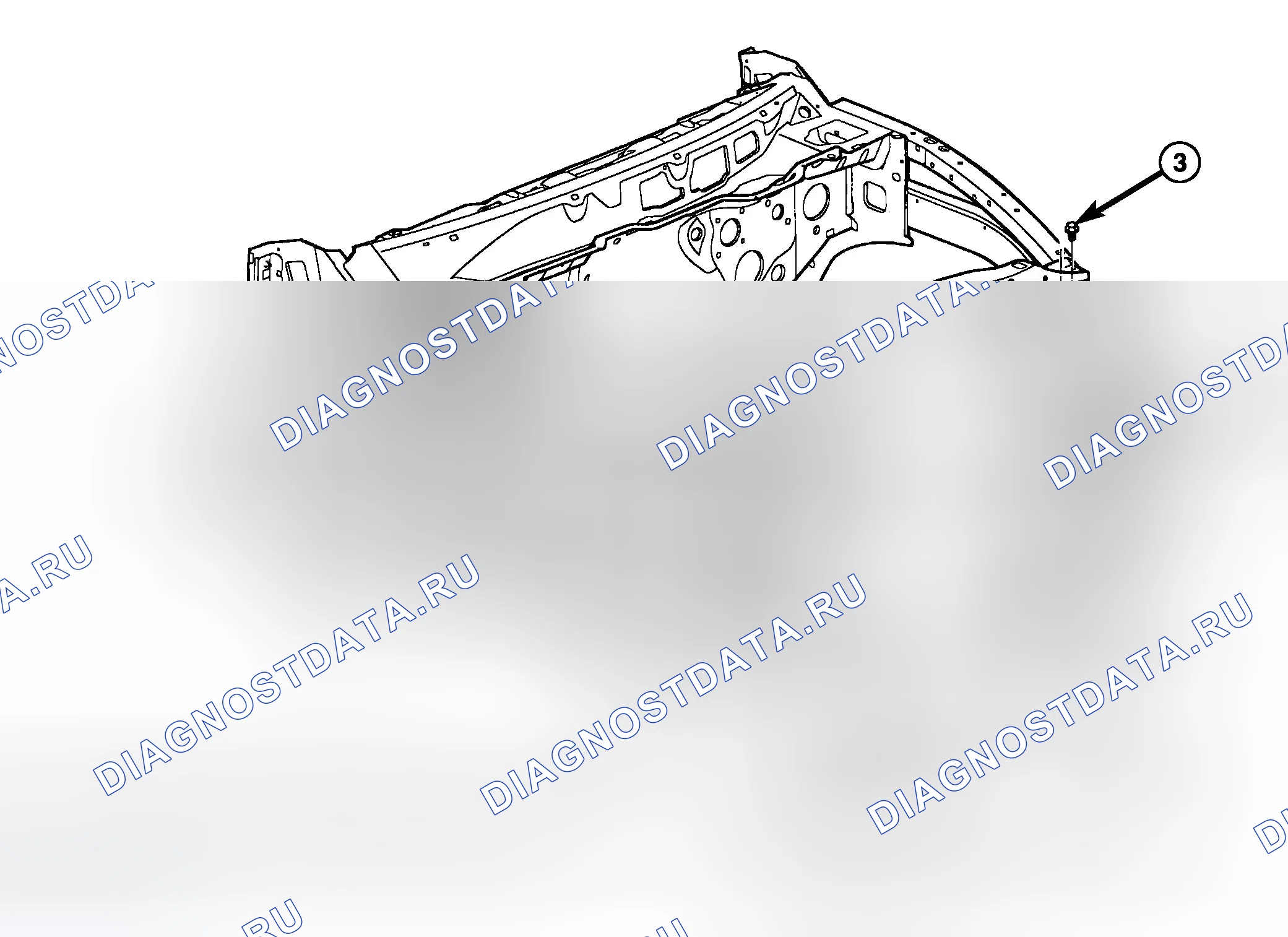
- Отверните два винта на каждой задней кромке приборной панели. (Рисунок 3)
- С помощью трим-стика C-4755 или аналогичного осторожно отпустите шесть нижних зажимов и снимите закрывающую панель.
- Используя трим-стик C-4755 или аналогичный, осторожно снимите ступенчатую площадку.
- Снимите и утилизируйте четыре крепежных элемента с выталкивающими штифтами и удалите навесную панель.
Спортивная фасция
- Поднимите и поддержите транспортное средство. (См. " ПОДЪЕМ И ПОДЪЕМ ") (ref-167761-S39295835552004102100000)
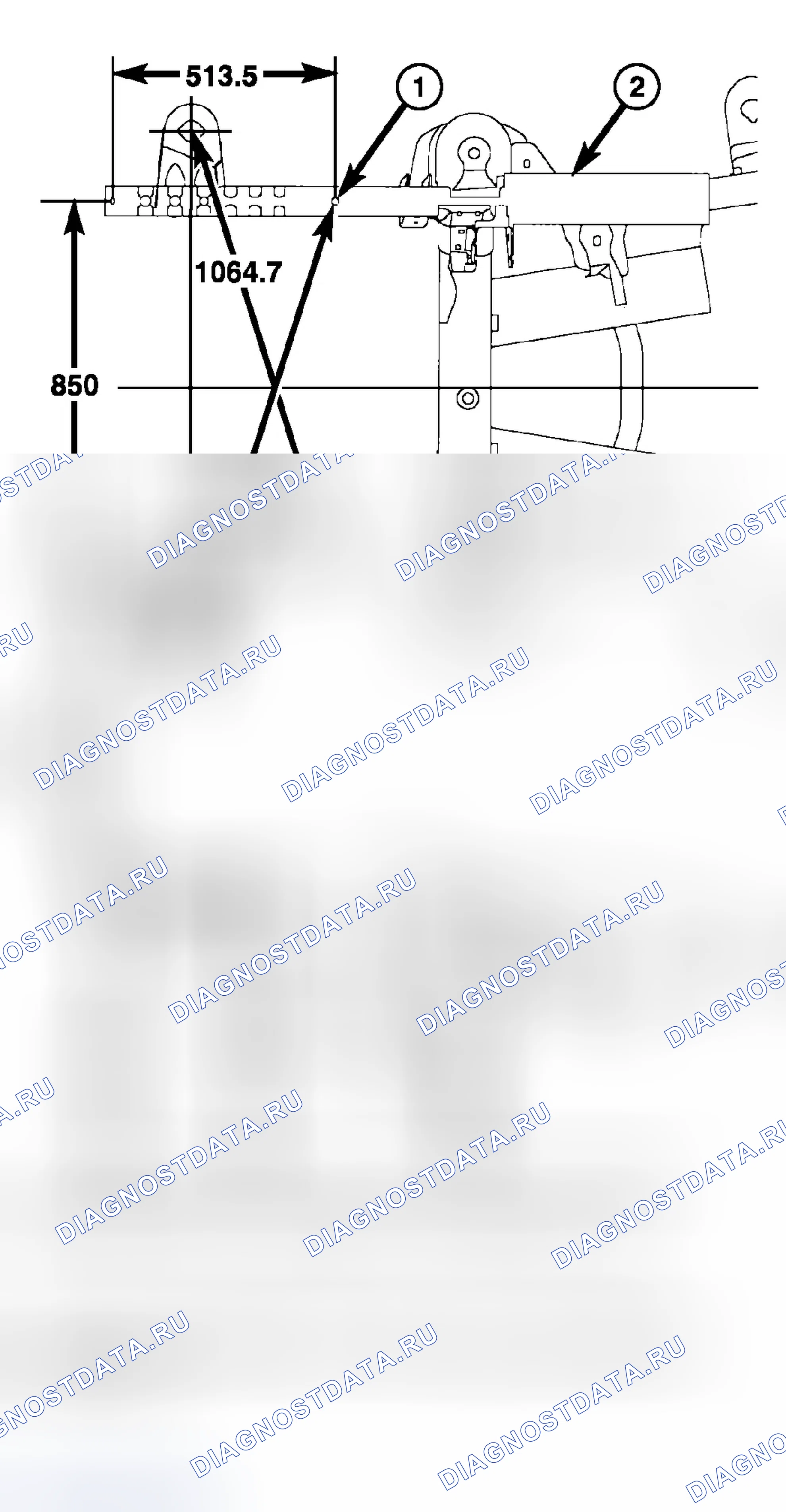
- Отверните три винта на каждой задней кромке приборной панели. (Рисунок 4)
- Отверните пять нижних винтов.
- Снимите и утилизируйте четыре верхних толкающих штифта.
- С помощью трим-стика C-4755 или аналогичного осторожно отпустите шесть нижних зажимов и снимите закрывающую панель.
- Используя трим-стик C-4755 или аналогичный, осторожно снимите ступенчатую площадку.
- Расстелите бордюрную рейку на колесах и снимите с автомобиля.
- Установите приборную панель.
- Установите закрывающую панель и полностью установите 6 нижних зажимов.
- Установите четыре новых верхних крепежных элемента толкающего штифта.
- Поместите ступенчатую площадку на приборную панель и полностью установите крепежные зажимы.
- Выровняйте рабочую панель относительно крыла с зазором 19 мм (0,75 дюйма) и установите два винта на каждую заднюю кромку рабочей панели.
- Установите бордюрную рейку на бампер.
- Поместите ступенчатую площадку на приборную панель и полностью установите крепежные зажимы.
- Установите четыре новых верхних крепежных элемента толкающего штифта.
- Установите пять нижних винтов.
- Установите три винта на каждую заднюю кромку приборной панели.
Схема №5
- Поднимите и поддержите транспортное средство. (См. " ПОДЪЕМ И ПОДЪЕМ ") (ref-167761-S39295835552004102100000)
- Снимите номерной знак.
- Отверните болты за пластиной.
- Отсоедините электрические разъемы освещения номерного знака.
- Отсоедините электрическое соединение разъема фар прицепа, если таковое предусмотрено.
- Отверните два болта по переднему верхнему краю бампера рядом с наконечниками рамы.
- Поддержите бампер подходящим подъемным устройством.
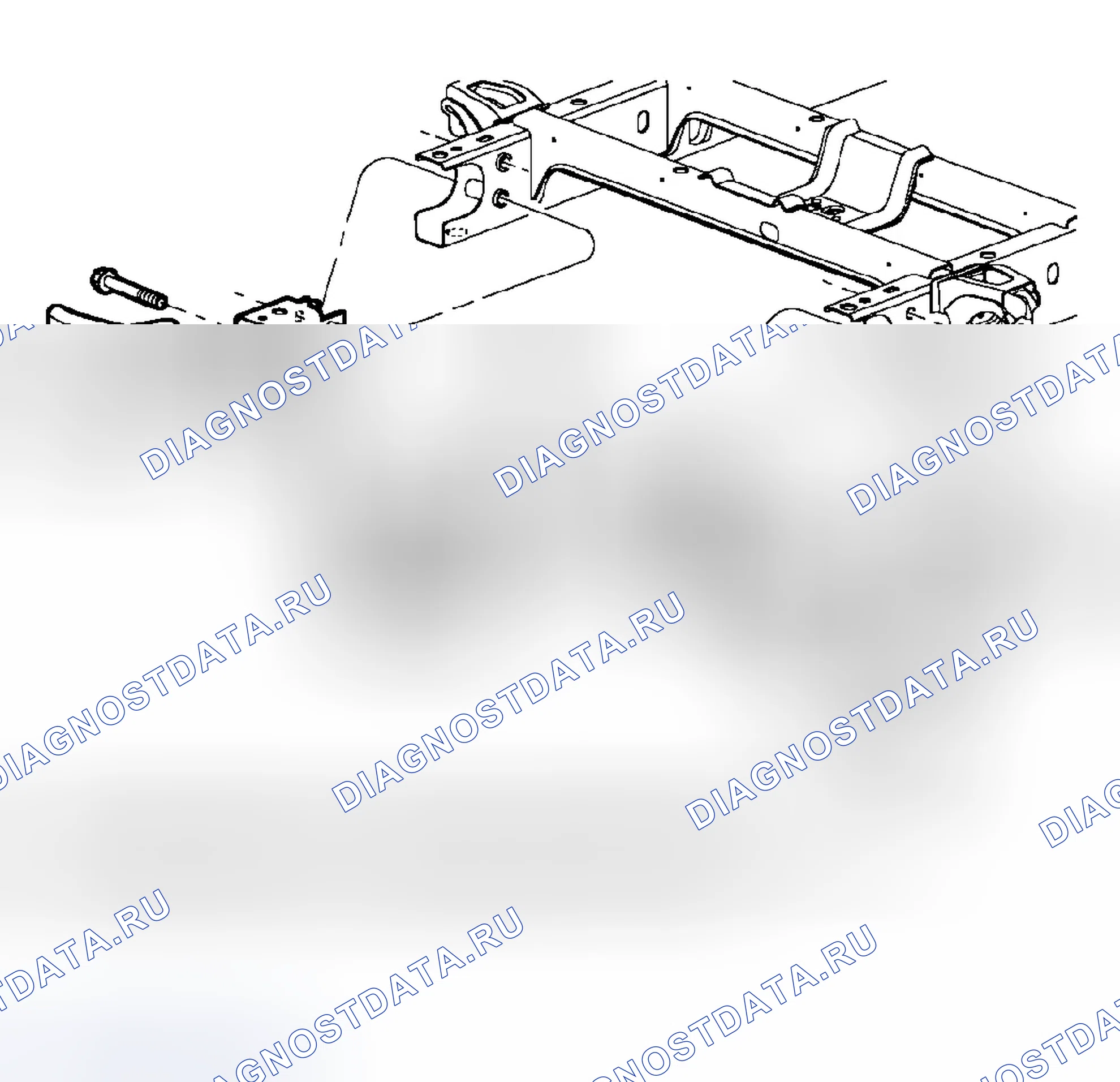
- Отверните болты крепления опорных кронштейнов бампера к сцепке прицепа. (Рисунок 5)
Меры безопасности и предупреждения
| Предупреждение | ИСПОЛЬЗУЙТЕ СРЕДСТВА ЗАЩИТЫ ГЛАЗ ПРИ ШЛИФОВКЕ ИЛИ СВАРКЕ МЕТАЛЛА, РЕЗУЛЬТАТОМ ЧЕГО МОЖЕТ СТАТЬ СЕРЬЕЗНАЯ ТРАВМА ГЛАЗ. |
|---|
- ПРЕЖДЕ ЧЕМ ПРИСТУПИТЬ К РЕМОНТУ РАМЫ, СВЯЗАННОМУ С ШЛИФОВКОЙ ИЛИ СВАРКОЙ, УБЕДИТЕСЬ В ТОМ, ЧТО ТОПЛИВНАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА НЕ ПРОТЕКАЕТ И НЕ СОПРИКАСАЕТСЯ С МЕСТОМ РЕМОНТА, ЧТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ ДОПУСКАЙТЕ ПОПАДАНИЯ ОТКРЫТОГО ПЛАМЕНИ, ТЕПЛА И БРЫЗГ МЕТАЛЛА ОТ ДУГОВОЙ СВАРКИ НА ПЛАСТМАССОВЫЕ ПАНЕЛИ КУЗОВА, В РЕЗУЛЬТАТЕ ЧЕГО МОЖЕТ ВОЗНИКНУТЬ ПОЖАР ИЛИ ВЗРЫВ.
- ПРИ ЗАМЕНЕ ЭЛЕМЕНТОВ СВАРНОЙ РАМЫ ОБЕСПЕЧЬТЕ В ПРОЦЕССЕ МОНТАЖА ПОЛНОЕ ПРОПЛАВЛЕНИЕ СВАРНОГО ШВА, ЧТО В ПРОТИВНОМ СЛУЧАЕ МОЖЕТ ПРИВЕСТИ К ОПАСНЫМ УСЛОВИЯМ ЭКСПЛУАТАЦИИ.
- ВО ВРЕМЯ ОПЕРАЦИЙ ПО ПРАВКЕ РАМЫ НЕ ОСТАВЛЯЙТЕ ТРОСЫ ИЛИ ЦЕПИ НА ТЯГОВОМ ОБОРУДОВАНИИ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ СПУСКАЙТЕСЬ ПОД ПОДЪЕМНОЕ ТРАНСПОРТНОЕ СРЕДСТВО, КОТОРОЕ НЕ ПОДДЕРЖИВАЕТСЯ НА БЕЗОПАСНЫХ СТЕНДАХ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
| Внимание | Dodge Ram Trucks серии 1500 (2002 и более поздние) не предназначены для снегоуборочной техники. Советы по ремонту передних столкновений не должны устанавливаться на любой грузовик, оборудованный снегоочистителем, или даже предназначенный для оснащения снегоочистителем |
|---|
| Внимание | Эта процедура предназначена для замены передних рельсовых наконечников, которые были повреждены в зонах инициатора раздавливания. Перед любой резкой транспортное средство должно быть установлено на соответствующем оборудовании для ремонта рамы (" рамная стойка "), проверено с помощью трехмерного измерительного оборудования и внесены необходимые поправки на тягу. Если повреждение остается в раме за пределами области, охватываемой этой сервисной частью после тяги, рама должна быть заменена полностью |
|---|
| Внимание | Не используйте поврежденные крепления повторно, качество ремонта будет подозреваться. Отказ от использования только производственных крепежей или крепежей эквивалентной твердости может привести к ослаблению или отказу. Не сверлите отверстия в раме, которые специально не указаны в том или ином, daimlerchrysler процедура, так как отказ рамной рейки может привести. При использовании тепла для выпрямления компонентов рамы не превышает 566°C, усталость металла может привести к |
|---|
ПримечаниеПроцедуры для 4x2 и 4x4 являются общими, за исключением того, что отмечено в этой процедуре.
Схема №6
Схема №7
Схема №8
Схема №9
- Отсоедините и изолируйте отрицательный кабель аккумулятора.
- Снять брызгозащитный экран передней рулевой рубки (см. раздел " Брызгозащитный экран передней рулевой рубки "). (ref-189712-S13949459612005091100000)
- Снимите болты и, при необходимости, отведите в сторону электрожгут и масса.
- Снимите передний бампер (см. " ПЕРЕДНИЙ БАМПЕР - ДЕМОНТАЖ ") (ref-189686-S42074376052005091100000)
- Ослабьте и опустите крепление стабилизатора и штангу (см. " СТАБИЛИЗАТОР "). (ref-189643-S01507759182005091200000)
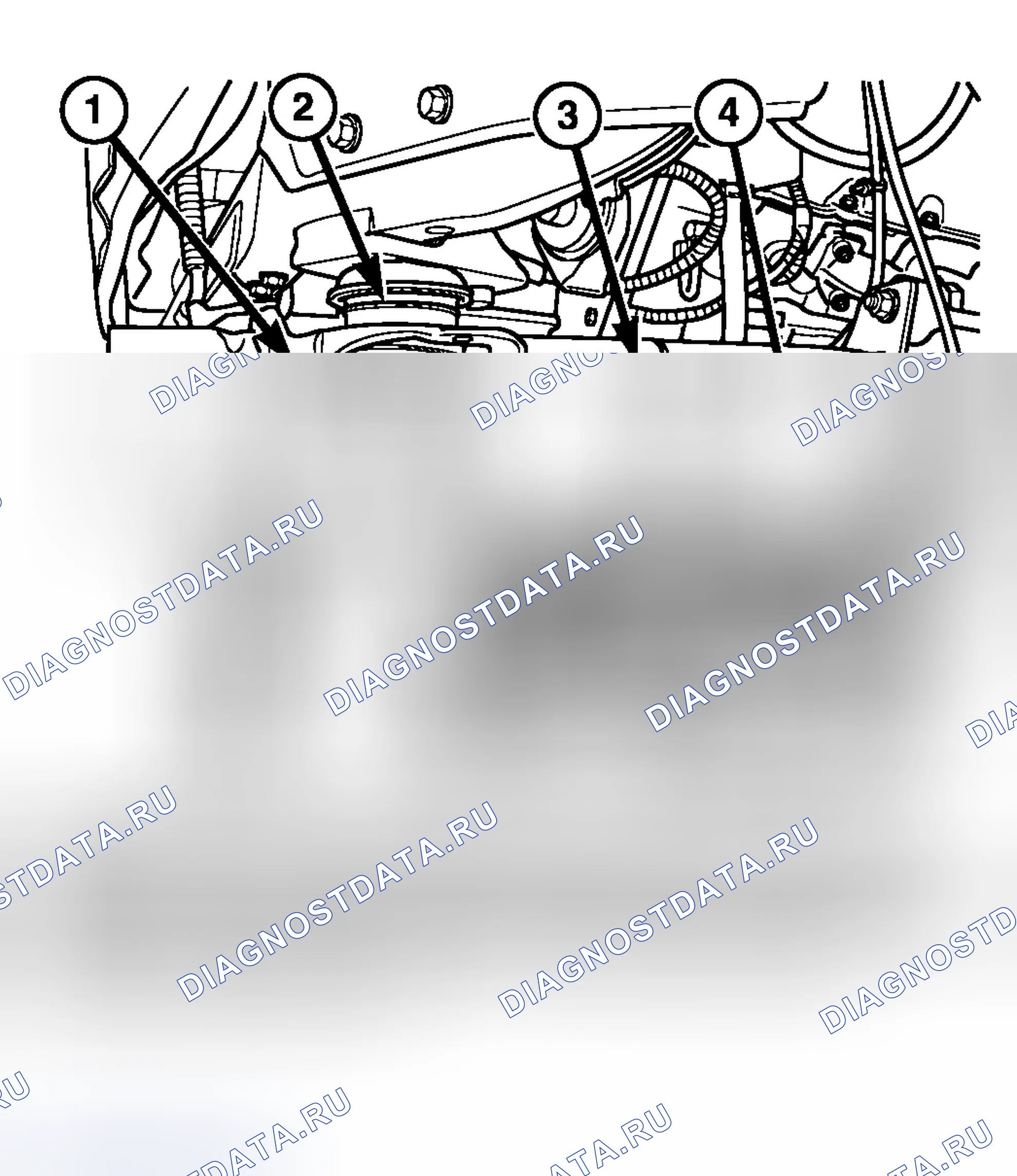
- Снять крепежный болт передней кабины с кронштейном передней панели из листового металла (FESM). (Таблица 6)
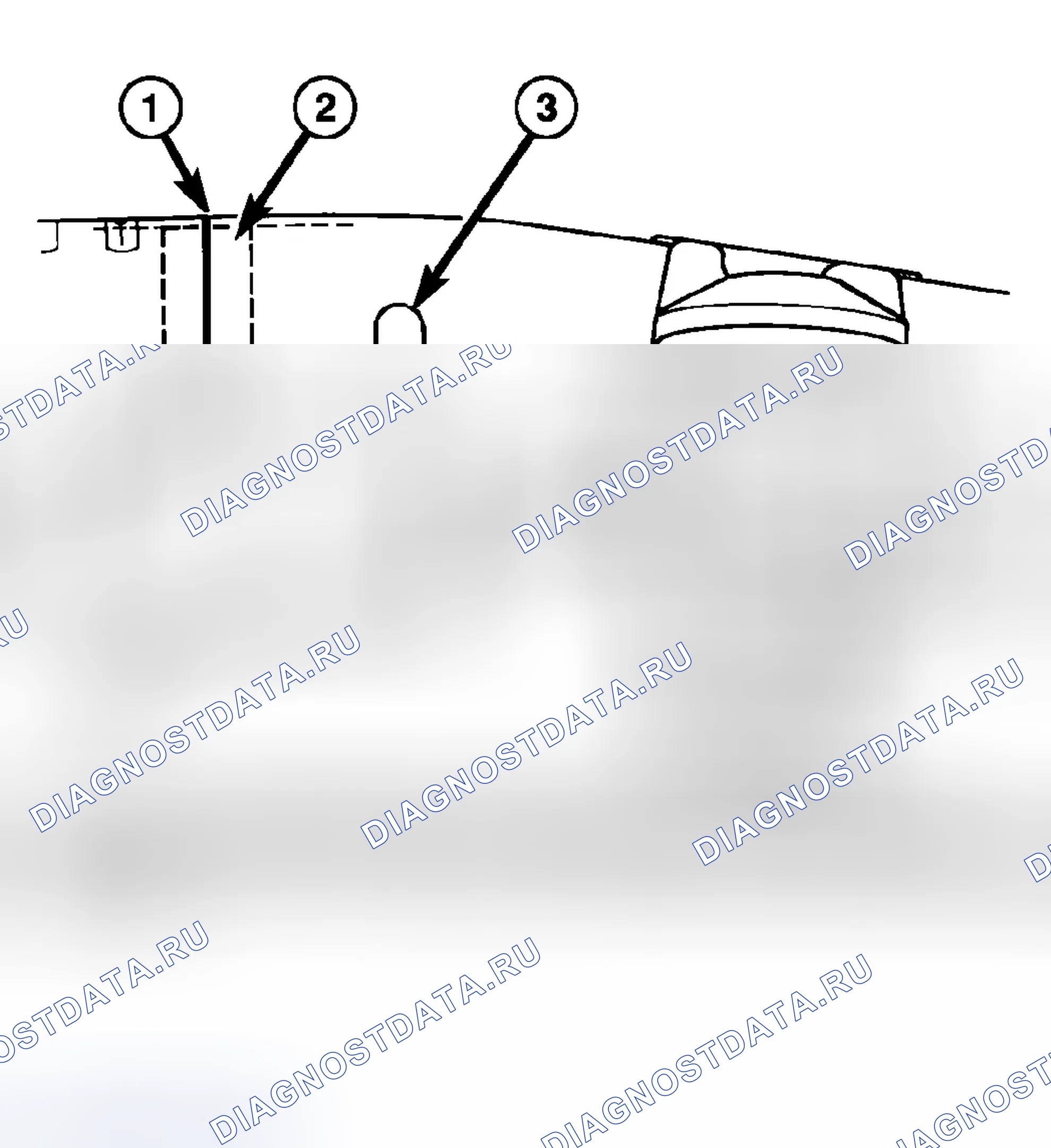
- Сделайте вертикальную отметку на внутренней и внешней грани рамного рельса на расстоянии 112 мм (4,5 дюйма) от переднего края отверстия PLP в боковых сторонах рельса. (Рисунок 7)
- Используя прямую кромку, соедините две линии на верхней и нижней части рельса.
- Используя сервисный наконечник в качестве направляющей, повторно проверьте линии разреза, чтобы убедиться, что сервисный наконечник подойдет при выполнении разреза. ВНИМАНИЕ: Не используйте какое-либо оборудование для пламенной или плазменной резки для резки рамы в этой процедуре. Это связано с неточным характером линии разреза и тем фактом, что высокие температуры, достигнутые во время пламенной или плазменной резки, изменят характеристики металла и могут ослабить раму и / или место ремонта.
- С помощью возвратно-поступательной пилы или аналогичного инструмента аккуратно срезать и удалить поврежденный наконечник рамного рельса. (Рисунок 8)
- Соберите сервисный рукав. См. " СЕРВИСНЫЙ РУКАВ В СБОРЕ " в конце этой процедуры. ПРИМЕЧАНИЕ: Любые обожженные поверхностные покрытия необходимо удалить с рукава до установки и нанесения антикоррозионных покрытий. (ref-189686-S16527211992005091100000)
- Сгладьте и выровняйте обрезанные края исходной рамки. (Рисунок 8)
- Зачистить обрезанную кромку существующей рамы при подготовке к новой законцовке рельса. Просверлить четыре отверстия диаметром 13 мм (0,5 дюйма) в новой законцовке и еще четыре отверстия в существующей раме для размещения кольцевых угловых сварных швов. Отцентрировать эти отверстия на 19 мм (0,75 дюйма) от обрезанных кромок рельса и на 38 мм (1,5 дюйма) от верхней и нижней части рельса. ( 7) Выполнить скос кромок новой законцовки, существующей рамы и кольцевых угловых отверстий 25 ° - 30 °.
- Просушите новую направляющую, чтобы обеспечить выравнивание и подгонку, и внесите необходимые корректировки.
- Удалите все внутреннее и внешнее электронное покрытие OEM в пределах 51 мм (2,0 дюйма) от сварного соединения на сменном наконечнике и существующей рамной рейке. ПРИМЕЧАНИЕ: Любые обожженные поверхностные покрытия необходимо удалить до нанесения антикоррозионных покрытий. ВНИМАНИЕ: Защитите окружающую область и компоненты от воздействия сварочных брызг и тепла.
- На моделях 4x4 используйте сервисную муфту в качестве шаблона для сверления отверстия в наконечнике рамы для размещения крепежного болта качающегося рычага. (Таблица 12)
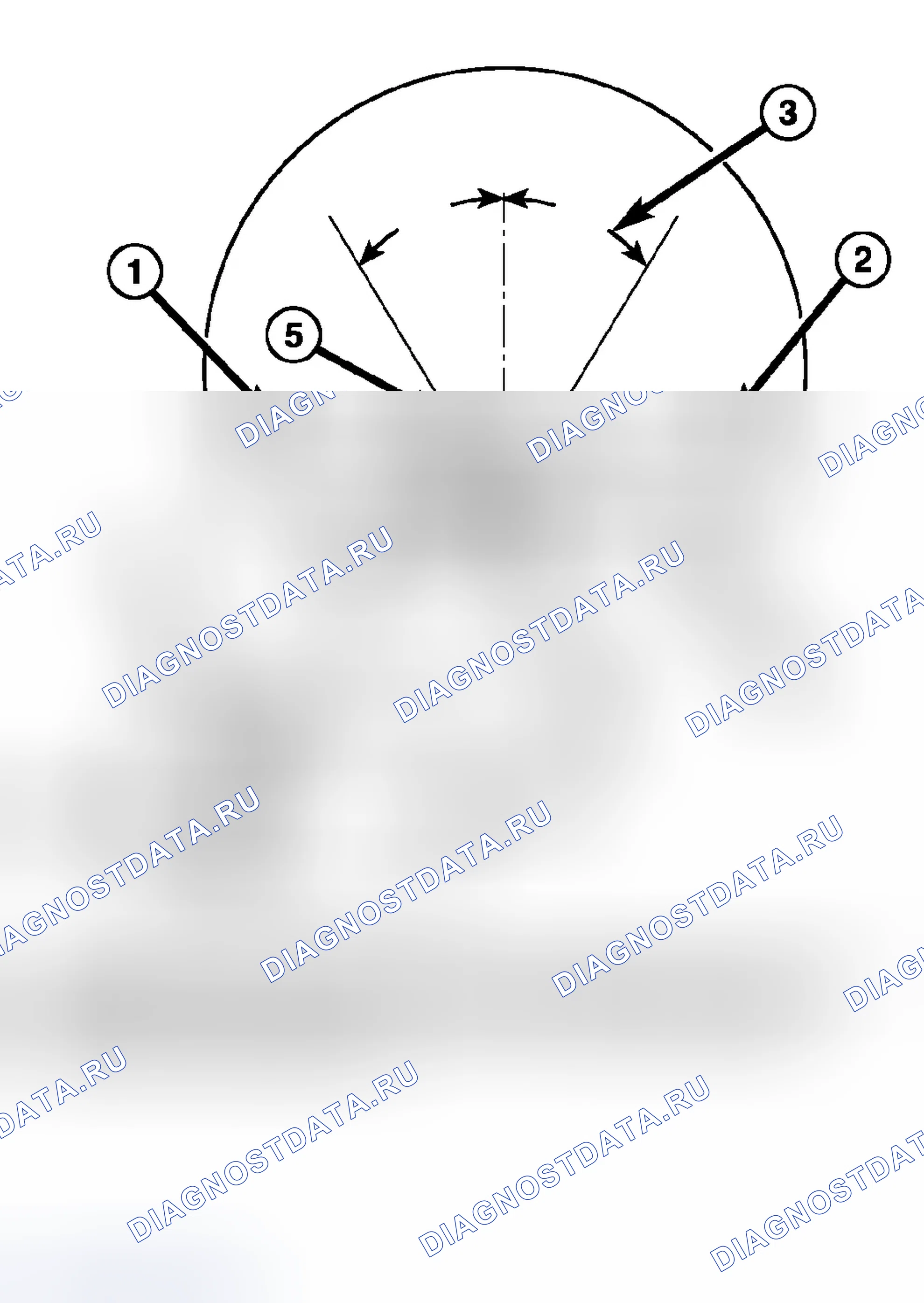
- Вставьте сервисную муфту в наконечник сменной рамы и выровняйте ее относительно осевой линии на расстоянии 2 мм (0,08 дюйма), ранее выполненной во время сборки муфты, и прихватите кольцевые угловые сварные швы для удержания их на месте. (Таблица 10) (Таблица 11) (Таблица 12) (Таблица 13)
- На моделях 4x4 установить отбойник и закрепить прихваточными швами. (Рис. 12) (Рис. 13)
- Нанести кольцевые угловые сварные швы в отверстия под кольцевые угловые сварные швы на наконечнике сменной рамы, используя таблицу " Технические характеристики сварочного процесса ". (Таблица 14)
- Установить верхний изолятор FESM на сменный наконечник и установить сервисную муфту / сменный наконечник в существующий рамный рельс.
- Свободно установите нижний изолятор FESM и монтажный болт кабины.
- Используя соответствующее измерительное оборудование, проверьте положение кронштейна переднего конца из листового металла во всех трех (X, Y и Z) плоскостях пространства и, при необходимости, отрегулируйте. (Примечание 15) ВНИМАНИЕ: Защитите окружающую область и компоненты от воздействия сварочных брызг и тепла.
- При правильной установке и установлении зазора между сварными швами от 4 мм минимум до 6 мм максимум (0,16 дюйма - 0,24 дюйма) прихватите кольцевые угловые сварные швы для удержания наконечника на месте, затем завершите кольцевые угловые сварные швы. ПРИМЕЧАНИЕ: Кольцевые угловые сварные швы могут быть заполнены сварочным материалом, если требуется улучшенный косметический внешний вид.
- Проверить центровку наконечника заменяемого лонжерона. (Рисунок 15)
- Окончательная сварка должна выполняться методом пропуска (стежка) для сведения к минимуму нарастания тепла и деформации рамы, используя технические условия на процесс сварки в конце этого раздела. Предпочтительным методом является GMAW (MIG). Сварные швы корневого шва наносятся на корневое соединение по одному квадранту за раз, переключаясь на противоположную сторону рамы для каждого квадранта. (Таблица 9) Очистите швы от любого флюса и других примесей, как описано выше.
- Проверить центровку наконечника заменяемого лонжерона. (Рисунок 15) ПРИМЕЧАНИЕ: Перед нанесением антикоррозионных покрытий необходимо удалить все обгоревшие поверхностные покрытия.
- Одеть сварной участок и нанести коррозионно-стойкие покрытия внутри и снаружи. Нанести травление-грунтовку на внутреннюю сторону участка ремонта рамного рельса. Внутри рельса ввести состав на основе ползучего воска, ингибитор ржавчины, через существующие отверстия в раме, обеспечив 100% покрытие, включая пространство между оригинальным рамным рельсом и усиливающей втулкой. Нанести долговечное верхнее покрытие снаружи участка ремонта.
- Затяните крепежный болт передней кабины на кронштейне FESM до 81 Н · м (60 футов / фунт).
- Установить планку стабилизатора (см. " ПЛАНКА СТАБИЛИЗАТОРА ") (ref-189643-S01507759182005091200000)
- Установите передний бампер (см. " ПЕРЕДНИЙ БАМПЕР - МОНТАЖ ") (ref-189686-S17481453912005091100000)
- Установите жгут проводов и заземляющую перемычку, если они были ранее сняты, и установите болт, при необходимости повторно просверлите и приклейте отверстие для крепления заземляющей перемычки
- Установить брызгозащитный экран передней рулевой рубки (см. " Брызгозащитный экран передней рулевой рубки "). (ref-189712-S13949459612005091100000)
| Внимание | Все сварные швы должны соответствовать стандарту технологического процесса транспортного средства daimlerchrysler " PS 9472 " |
|---|
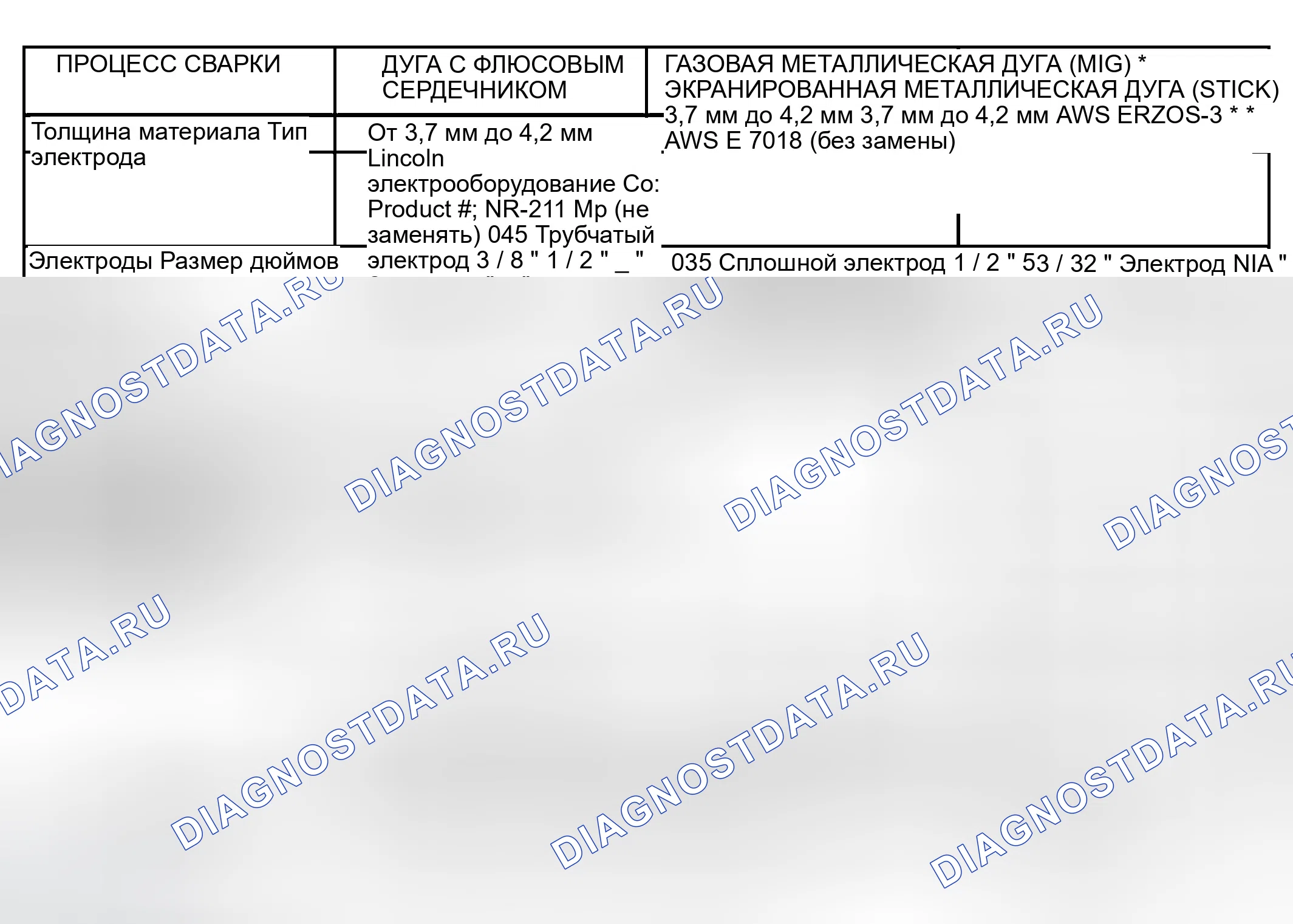
| ПРОЦЕСС СВАРКИ | ДУГА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (MIG) (1) | ЭКРАНИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (ПАЛОЧКА) |
|---|
| Толщина материала | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм |
| Тип электрода | Lincoln электрооборудование Co. Продукт #: NR-211 Mp (не заменять) | AWS ER70S-3 (без замены) | (2) АРМ E7018 |
| Размер электродов в дюймах | 0 045 Трубчатый | 0 035 Твердое вещество | 3 / 32 " |
| Выбег электрода | 3 / 8 " - 1 / 2 " | 1 / 2 " - 5 / 8 " | Н/Д |
| Полярность | Электрод " - " Заготовка " + " | Электрод " + " Заготовка " - " | Электрод " + " Заготовка " - " |
| Защитный газ | Самоэкранированный | 75% Ar 25% CO2 | Самоэкранированный |
| Расход газа | Н/Д | 25-35 CFM | Н/Д |
| Скорость подачи проволоки (дюймы в минуту) | 110-130 Вертикаль Вниз 70-90 Квартира и накладные расходы | 245-250 Вертикально вниз 210-225 Квартиры и накладные расходы | Н/Д |
| Приблизительная сила тока вертикальная плоская и накладная | 110 - 130 70-90 | 175 155 | 85 (диаметр 3 / 32 ") 90 (диаметр 3 / 32 ") |
| Напряжение | 15 - 18 | 19-20 | Н/Д |
| Направление сварки вертикальных плоских и накладных | Вертикально вниз по холму (только) Плоский - нажать или перетащить | Вертикально вниз по холму (только) Плоский - нажать или перетащить | Вертикальное - Вверх по холму (только) Плоское - Перетаскивание |
| (1) Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Сварные швы в вертикальном положении - поддерживать электродную проволоку на переднем крае сварочной ванны при движении вниз по склону, чтобы обеспечить максимальное проникновение в рукав. Эти методы также работают для FCAW. |
| (2) E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя. |
| (1) | Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Сварные швы в вертикальном положении - поддерживать электродную проволоку на переднем крае сварочной ванны при движении вниз по склону, чтобы обеспечить максимальное проникновение в рукав. Эти методы также работают для FCAW. |
|---|
| (2) | E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя. |
|---|
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРОЦЕСС СВАРКИ
| Предупреждение | ИСПОЛЬЗУЙТЕ СРЕДСТВА ЗАЩИТЫ ГЛАЗ ПРИ ШЛИФОВКЕ ИЛИ СВАРКЕ МЕТАЛЛА, РЕЗУЛЬТАТОМ ЧЕГО МОЖЕТ СТАТЬ СЕРЬЕЗНАЯ ТРАВМА ГЛАЗ. |
|---|
- ПРЕЖДЕ ЧЕМ ПРИСТУПИТЬ К РЕМОНТУ РАМЫ, СВЯЗАННОМУ С ШЛИФОВКОЙ ИЛИ СВАРКОЙ, УБЕДИТЕСЬ В ТОМ, ЧТО ТОПЛИВНАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА НЕ ПРОТЕКАЕТ И НЕ СОПРИКАСАЕТСЯ С МЕСТОМ РЕМОНТА, ЧТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ ДОПУСКАЙТЕ ПОПАДАНИЯ ОТКРЫТОГО ПЛАМЕНИ, ТЕПЛА И БРЫЗГ МЕТАЛЛА ОТ ДУГОВОЙ СВАРКИ НА ПЛАСТМАССОВЫЕ ПАНЕЛИ КУЗОВА, В РЕЗУЛЬТАТЕ ЧЕГО МОЖЕТ ВОЗНИКНУТЬ ПОЖАР ИЛИ ВЗРЫВ.
- ПРИ ЗАМЕНЕ ЭЛЕМЕНТОВ СВАРНОЙ РАМЫ ОБЕСПЕЧЬТЕ В ПРОЦЕССЕ МОНТАЖА ПОЛНОЕ ПРОПЛАВЛЕНИЕ СВАРНОГО ШВА, ЧТО В ПРОТИВНОМ СЛУЧАЕ МОЖЕТ ПРИВЕСТИ К ОПАСНЫМ УСЛОВИЯМ ЭКСПЛУАТАЦИИ.
- ВО ВРЕМЯ ОПЕРАЦИЙ ПО ПРАВКЕ РАМЫ НЕ ОСТАВЛЯЙТЕ ТРОСЫ ИЛИ ЦЕПИ НА ТЯГОВОМ ОБОРУДОВАНИИ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ СПУСКАЙТЕСЬ ПОД ПОДЪЕМНОЕ ТРАНСПОРТНОЕ СРЕДСТВО, КОТОРОЕ НЕ ПОДДЕРЖИВАЕТСЯ НА БЕЗОПАСНЫХ СТЕНДАХ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
| Внимание | Не используйте повторно поврежденные крепежные элементы, качество ремонта было бы подозрительным. Отказ использовать только производственные крепежные элементы или крепежные элементы эквивалентной твердости может привести к ослаблению или отказу. Не просверливайте отверстия в верхней или нижней полках рамного рельса, может привести к отказу рамного рельса. При использовании тепла для выпрямления компонентов рамы не превышайте 566°C, может возникнуть усталость металла |
|---|
| Внимание | Данная процедура ремонта предполагает повреждение правой или левой направляющей крыла гидроформы (Рис. 19). Перед любым ремонтом транспортное средство должно быть установлено на соответствующем оборудовании для ремонта рамы (" рамная стойка "), проверено с помощью трехмерного измерительного оборудования и сделаны необходимые поправки на тягу. Если повреждение существует в направляющей крыла гидроформы или кабине за пределами области, охватываемой данной процедурой обслуживания после внесения размерных поправок, гидроформа должна быть заменена полностью. См. " МЕСТА СВАРКИ ", при замене всей гидроформы. (ref-189720-S34899063932005091100000) |
|---|
Схема №10
- Отсоедините и изолируйте отрицательный кабель аккумулятора.
- Снять брызгозащитный экран передней рулевой рубки (см. раздел " Брызгозащитный экран передней рулевой рубки "). (ref-189712-S13949459612005091100000)
- Снимите крыло (см. " ПЕРЕДНЕЕ КРЫЛО "). (ref-189712-S01109526142005091100000)
- При необходимости удалите конденсатор A / C (см. " КОНДЕНСАТОР A / C "). (ref-189725-S37314472812005091100000)
- При необходимости удалите линии кондиционирования воздуха. Рекомендуемые процедуры см. в разделе " Отопление и кондиционирование воздуха " руководства.
- Снимите радиатор в сборе (см. раздел " ДЕМОНТАЖ РАДИАТОРА "). (ref-189656-S22402735342005091200000)
- При необходимости снимите воздухоочиститель и опорный кронштейн.
- Снимите встроенный модуль питания (см. раздел " ВСТРОЕННЫЙ МОДУЛЬ ПИТАНИЯ ").
- Снимите болты и, при необходимости, отведите в сторону электрожгут и масса.
- Снимите верхнюю поперечину радиатора (см. " ВЕРХНЯЯ ПОПЕРЕЧИНА РАДИАТОРА "). (ref-189712-S04834608382005091100000)
- Снимите фару (см. раздел " ФАРА "). (ref-189664-S27881971662005091200000)
- Снимите крепление передней кабины с болта переднего кронштейна из листового металла (FESM).
- Снимите болты, крепящие нижнюю поперечину радиатора к направляющей крыла гидроформы. (Примечание 19) ВНИМАНИЕ: Не используйте никакое оборудование для пламенной или плазменной резки для резки рамы в этой процедуре. Неточные и высокие температуры, достигнутые во время пламенной или плазменной резки, изменят характеристики металла и могут ослабить раму и / или место ремонта
- Используя возвратно-поступательную пилу или ее эквивалент, отрежьте направляющую крыла и дробовик на прямом и квадратном сечении гидроформы и снимите.
- Гладкие и квадратные края среза.
- Используя поврежденную конструкцию в качестве эталона, вырежьте сервисную деталь в том же месте, что и первый вырез. Выровняйте и выровняйте края выреза. ПРИМЕЧАНИЕ: Ремонтная конструкция должна примыкать к оставшейся конструкции и обеспечивать такую же общую геометрию автомобиля.
- Изготовить ремонтные вставки длиной 51 мм (2,0 дюйма), используя лом от старой конструкции или сменной части. Необходимо будет разделить вставки на каждой из их четырех сторон, чтобы вписаться в гидроформу.
- Удалите любую краску или электронное покрытие со вставок, а также с внутренней и внешней стороны гидроформы.
- Вырежьте отверстия для сварного шва заглушки, как описано ниже. На верхнем рельсе вырежьте одно отверстие 13 мм (0,5 дюйма) с каждой стороны рельса, 25 мм (1,0 дюйма) от стыкового соединения труб. На нижнем рельсе вырежьте одно отверстие 13 мм (0,5 дюйма) на верхней и нижней сторонах рельса 25 мм (1,0 дюйма) от стыкового соединения трубы. На нижнем рельсе вырежьте два отверстия 13 мм (0,5 дюйма) с внутренней и внешней сторон рельса 25 мм (1,0 дюйма) от зоны стыка и стыка с наружной стороны стыка 25 мм (1,0 дюйма) от зоны стыка и стыка с наружной поверхности стыка 25 мм (25 мм) от стыка и стыка с наружной поверхности стыка с наружной поверхности стыка с наружной поверхности стыка 25 мм (
- Установите вставку 1 " в сменную деталь и прихватите на место сварным швом.
- Установите сервисную часть на место и, используя соответствующее измерительное оборудование, проверьте расположение кронштейна передней части из листового металла во всех трех (X, Y и Z) плоскостях пространства. (Таблица 20)
- Завершите все сварные швы заглушки 360 °. ПРИМЕЧАНИЕ: Перед окончательной сваркой используйте трехмерное измерительное оборудование, чтобы убедиться, что деталь находится в правильном месте. Убедитесь, что экструзия отводной пластины в нижней части вертикальной стойки совпадает с изолятором и отверстием в креплении рамы. Также убедитесь, что нижняя трубка закрытия радиатора прикреплена болтами к передним торцам дробовика.
- Завершите сварку, выполнив стыковой сварной шов на 360 ° вокруг перил крыла.
- Отделка металлом открытых сварных швов на гидроформах.
- Одеть сварной участок и нанести коррозионно-стойкие покрытия внутри и снаружи. Внутри рельса впрыснуть внутрь гидроформы состав на основе ползучего воска, ингибитор ржавчины, обеспечивающий 100% покрытие, включая ответную поверхность между секциями рельса крыла, и вставить так, чтобы во внутренней полости восстановилась защита от коррозии. Нанести долговечное верхнее покрытие на внешнюю сторону ремонтного участка.
- Установите болт крепления передней кабины, если он был снят ранее, и затяните его до 81 Н · м (60 футов / фунт).
- Установите болты нижней поперечины радиатора и затяните до 28 Н · м (21 фут / фунт).
- Установите блок фары (см. " ФАРА "). (ref-189664-S27881971662005091200000)
- Установить верхнюю траверсу радиатора (см. " ВЕРХНЯЯ ТРАВЕРСА РАДИАТОРА "). (ref-189712-S04834608382005091100000)
- Установите электрожгут и заземлите ранее снятые и вверните болты.
- Установите встроенный модуль питания, если он был ранее демонтирован. (См. раздел " ВСТРОЕННЫЙ МОДУЛЬ ПИТАНИЯ ")
- Установите кронштейн воздухоочистителя и воздухоочиститель, если он был предварительно снят.
- Установите радиатор в сборе. (См. раздел " УСТАНОВКА РАДИАТОРА ") (ref-189656-S22676704102005091200000)
- Установите линии кондиционирования воздуха, если они были ранее удалены. Рекомендуемые процедуры см. в разделе " Отопление и кондиционирование воздуха " руководства.
- Установить конденсатор A / C, если он был снят ранее. (См. " КОНДЕНСАТОР A / C ") (ref-189725-S37314472812005091100000)
- Установить крыло (см. " ПЕРЕДНЕЕ КРЫЛО "). (ref-189712-S01109526142005091100000)
- Установить брызгозащитный экран передней рулевой рубки (см. " Брызгозащитный экран передней рулевой рубки "). (ref-189712-S13949459612005091100000)
- Снова подключите масса батареи.
| Предупреждение | ИСПОЛЬЗУЙТЕ СРЕДСТВА ЗАЩИТЫ ГЛАЗ ПРИ ШЛИФОВКЕ ИЛИ СВАРКЕ МЕТАЛЛА, РЕЗУЛЬТАТОМ ЧЕГО МОЖЕТ СТАТЬ СЕРЬЕЗНАЯ ТРАВМА ГЛАЗ. |
|---|
- ПРЕЖДЕ ЧЕМ ПРИСТУПИТЬ К РЕМОНТУ РАМЫ, СВЯЗАННОМУ С ШЛИФОВКОЙ ИЛИ СВАРКОЙ, УБЕДИТЕСЬ В ТОМ, ЧТО ТОПЛИВНАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА НЕ ПРОТЕКАЕТ И НЕ СОПРИКАСАЕТСЯ С МЕСТОМ РЕМОНТА, ЧТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ ДОПУСКАЙТЕ ПОПАДАНИЯ ОТКРЫТОГО ПЛАМЕНИ, ТЕПЛА И БРЫЗГ МЕТАЛЛА ОТ ДУГОВОЙ СВАРКИ НА ПЛАСТМАССОВЫЕ ПАНЕЛИ КУЗОВА, В РЕЗУЛЬТАТЕ ЧЕГО МОЖЕТ ВОЗНИКНУТЬ ПОЖАР ИЛИ ВЗРЫВ.
- ПРИ ЗАМЕНЕ ЭЛЕМЕНТОВ СВАРНОЙ РАМЫ ОБЕСПЕЧЬТЕ В ПРОЦЕССЕ МОНТАЖА ПОЛНОЕ ПРОПЛАВЛЕНИЕ СВАРНОГО ШВА, ЧТО В ПРОТИВНОМ СЛУЧАЕ МОЖЕТ ПРИВЕСТИ К ОПАСНЫМ УСЛОВИЯМ ЭКСПЛУАТАЦИИ.
- ВО ВРЕМЯ ОПЕРАЦИЙ ПО ПРАВКЕ РАМЫ НЕ ОСТАВЛЯЙТЕ ТРОСЫ ИЛИ ЦЕПИ НА ТЯГОВОМ ОБОРУДОВАНИИ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
- НЕ СПУСКАЙТЕСЬ ПОД ПОДЪЕМНОЕ ТРАНСПОРТНОЕ СРЕДСТВО, КОТОРОЕ НЕ ПОДДЕРЖИВАЕТСЯ НА БЕЗОПАСНЫХ СТЕНДАХ, ЭТО МОЖЕТ ПРИВЕСТИ К ТРАВМАМ.
| Внимание | Не используйте повторно поврежденные крепежные детали, качество ремонта будет подозреваться. Отказ использовать только производственные крепежные детали или крепежные детали эквивалентной твердости может привести к ослаблению или отказу. Не просверливайте отверстия в верхней или нижней полках рамных рельсов, может возникнуть отказ рамных рельсов. При использовании тепла для выпрямления компонентов рамы не превышайте 566°C может возникнуть усталость металла |
|---|
| Внимание | Эта процедура предназначена для замены Н-образной секции / опоры запасного колеса, расположенной в задней части узла рамы. Перед любой резкой транспортное средство должно быть установлено на соответствующее оборудование для ремонта рамы (" стойка рамы "), проверено с помощью трехмерного измерительного оборудования и сделаны необходимые поправки на тягу. Если после тяги в раме остаются повреждения за пределами области, охватываемой этой сервисной частью, рама должна быть заменена полностью |
|---|
- Отсоедините и изолируйте отрицательный кабель аккумулятора.
- Снимите грузовой ящик (см. " ГРУЗОВОЙ ЯЩИК "). (ref-189712-S06230635772005091100000)
- Снимите сцепку прицепа (см. " СНЯТИЕ СЦЕПКИ ПРИЦЕПА ") (ref-189686-S24909082112005091100000)
- Поднимите и поддержите раму так, чтобы шины оказались вне пола.
- Снимите амортизаторы (см. " ЗАДНИЙ УДАР ") (ref-189645-S22586299442005091200000)
- Отверните болты скобы задней листовой рессоры и дайте оси упереться в землю. (Рисунок 21)
- Снимите запасное колесо.
- Снимите зажим и снимите трубку запасного колеса лебедки. (Рисунок 22)
- Отверните болты и снимите лебедку запасного колеса. (Рисунок 23)
- Расположите жгут проводов перед рабочей областью. ВНИМАНИЕ: Не используйте какое-либо оборудование для пламенной или плазменной резки для резки рамы в этой процедуре. Неточные и высокие температуры, достигнутые во время пламенной или плазменной резки, изменят характеристики металла и могут ослабить раму и / или место ремонта
- Осторожно удалите сварные швы двутаврового сечения с помощью шлифовальной машины или эквивалентного инструмента.
- Снимите двутавровое сечение и очистите раму от оставшихся сварных швов.
- Пробная подгонка сменной детали.
- Удалите все электронное покрытие с 25 мм (1,0 дюйма) от зоны сварки.
- Используя соответствующее измерительное оборудование, расположите сменную деталь и проверьте правильность расположения во всех трех (X, Y и Z) плоскостях пространства. (См. " РАЗМЕРЫ РАМЫ ") ВНИМАНИЕ: Защитите окружающую область и компоненты от воздействия сварочных брызг и тепла (ref-189686-S26180505702005091100000)
- Сварка сменной двутавровой секции на месте. Сварка должна выполняться методом пропуска (стежка), чтобы свести к минимуму накопление тепла после сварочных процедур I-CAR или Американского сварочного общества и с использованием спецификаций процесса в конце этого раздела. См. Спецификации сварочного процесса ниже.
- Одеть сварной участок и нанести коррозионно-стойкие покрытия внутри и снаружи. Внутри рельса через имеющиеся отверстия в раме впрыснуть состав на основе ползучего воска на основе ингибитора ржавчины, обеспечив 100% покрытие, включая ответную поверхность между рамой и сменной Н-образной секцией. Нанести долговечное верхнее покрытие на наружную сторону ремонтного участка.
- Поместите жгут проводов обратно.
- Установить лебедку запасного колеса и установить болты. (Рисунок 23)
- Затяните болты до 41 Н · м (30 футов / фунт).
- Установить трубку лебедки запасного колеса и установить зажим. (Рисунок 22)
- Установите запасное колесо.
- Поднять ось на место и установить задние болты серьги. (Рисунок 21)
- Затяните болты до 163 Н.м (120 фут-фунтов).
- Установите болты нижнего амортизатора (см. " ЗАДНИЙ УДАР ") (ref-189645-S22586299442005091200000)
- Установите сцепку прицепа (см. " СЦЕПКА ПРИЦЕПА - УСТАНОВКА "). (ref-189686-S05904557712005091100000)
- Установите грузовой ящик (см. " ГРУЗОВОЙ ЯЩИК "). (ref-189712-S06230635772005091100000)
- Снова подключите масса батареи.
| Внимание | Все сварные швы должны соответствовать стандарту процесса проектирования транспортных средств daimlerchrysler " ps 9472 " |
|---|
Схема №11
* Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Сварные швы в вертикальном положении - поддерживать электродную проволоку на переднем крае сварочной ванны во время движения вниз по склону, чтобы обеспечить максимальное проникновение в рукав. Эти методы также работают для FCAW.
* * E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя.
Подготовка транспортного средства
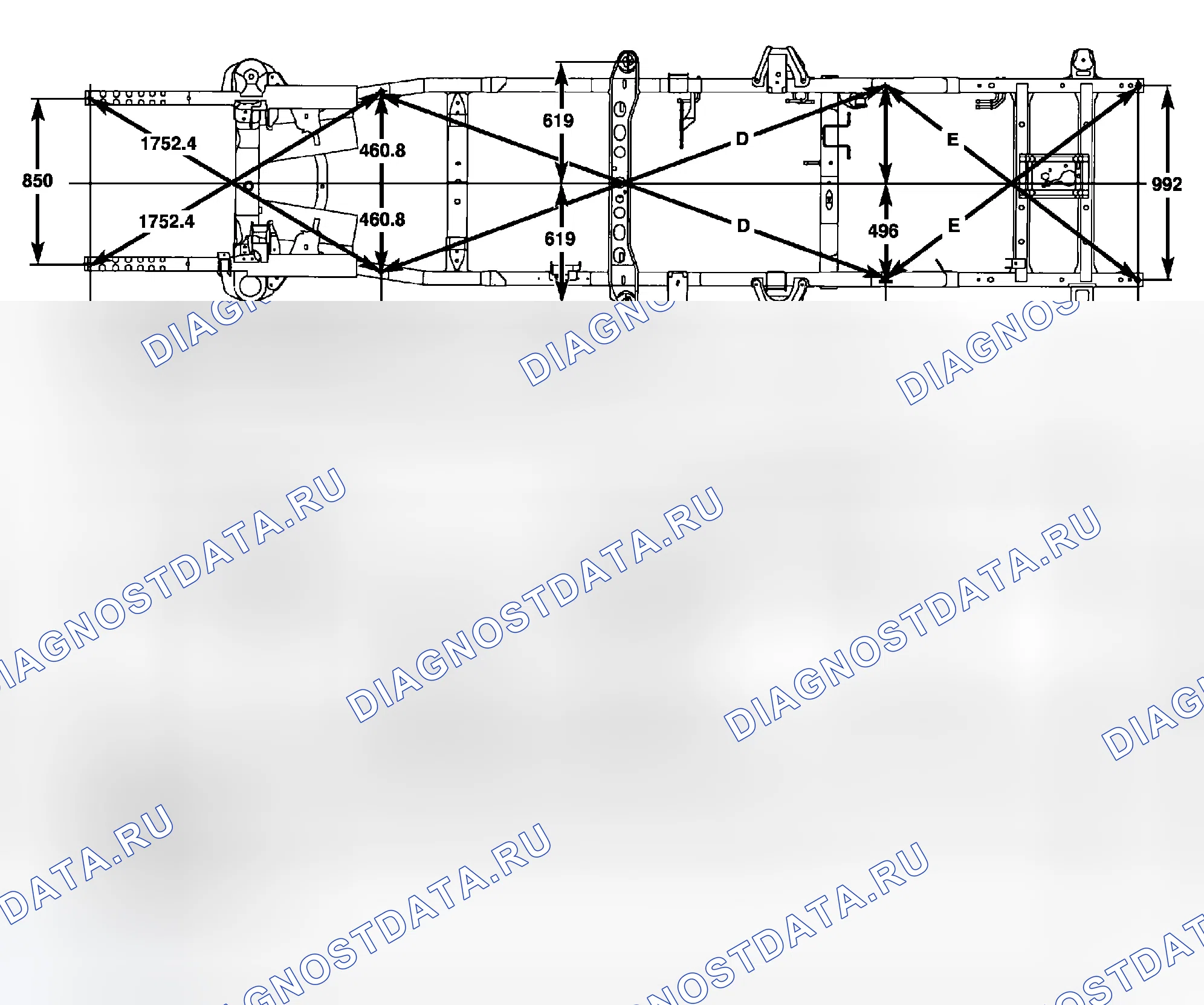
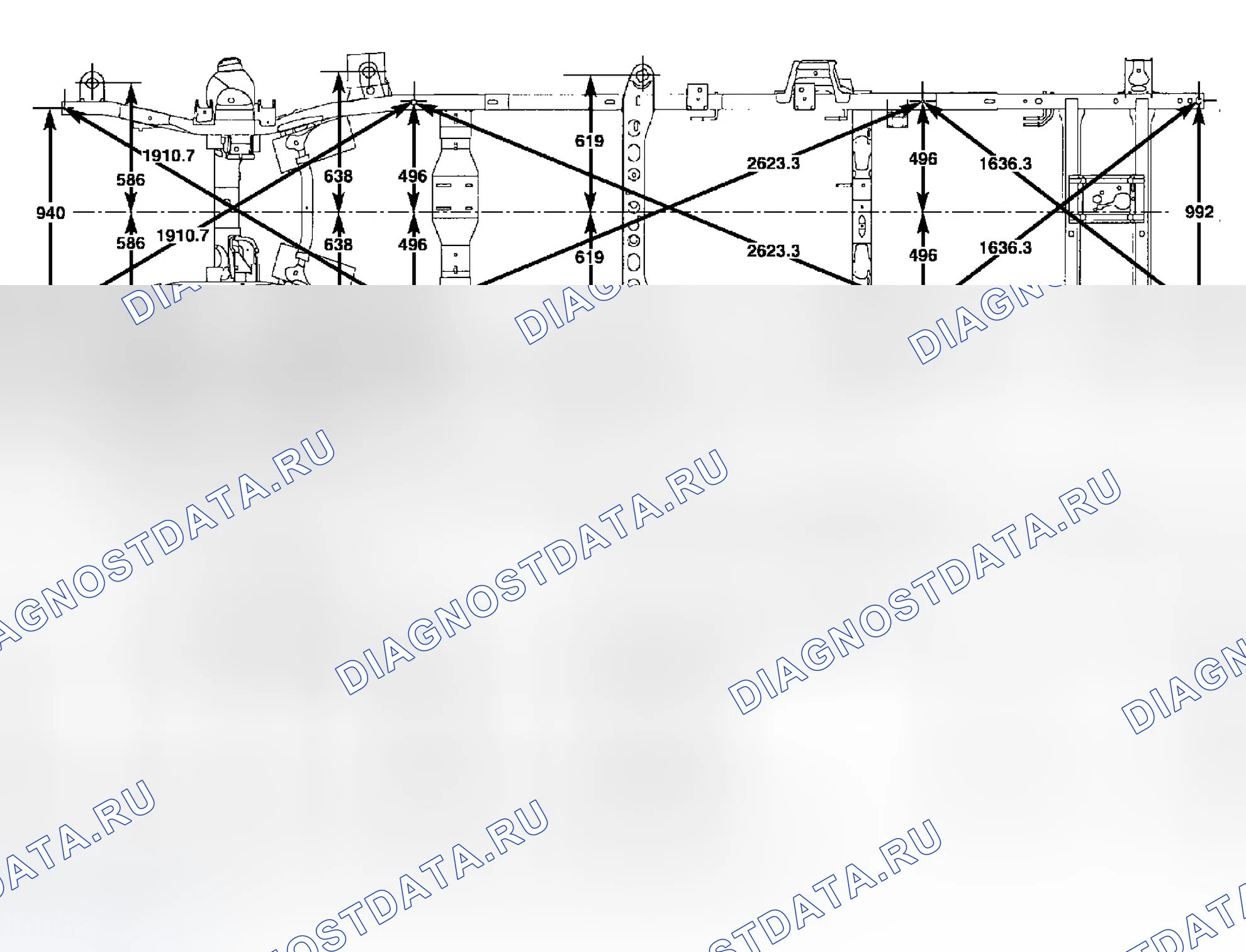
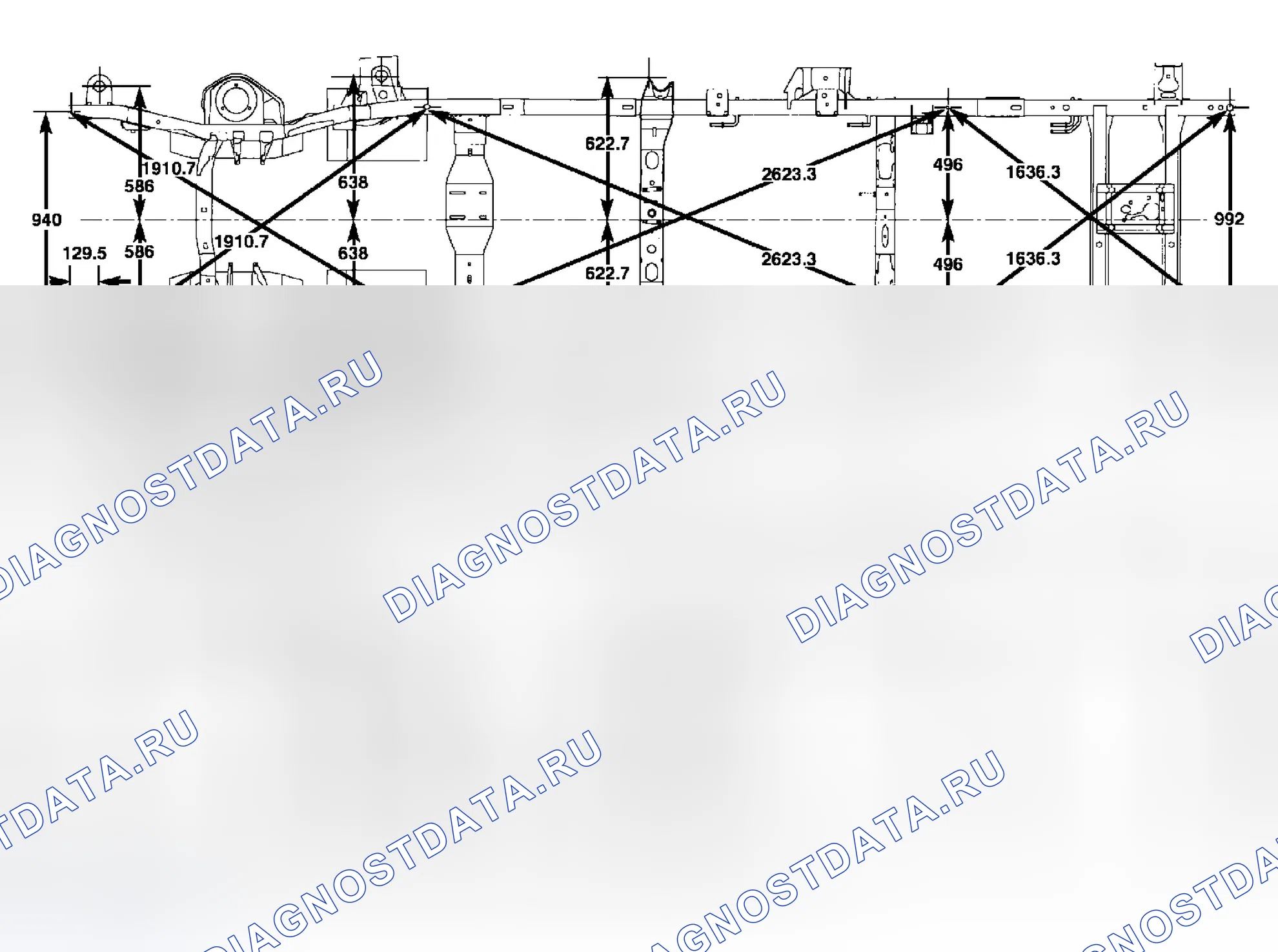
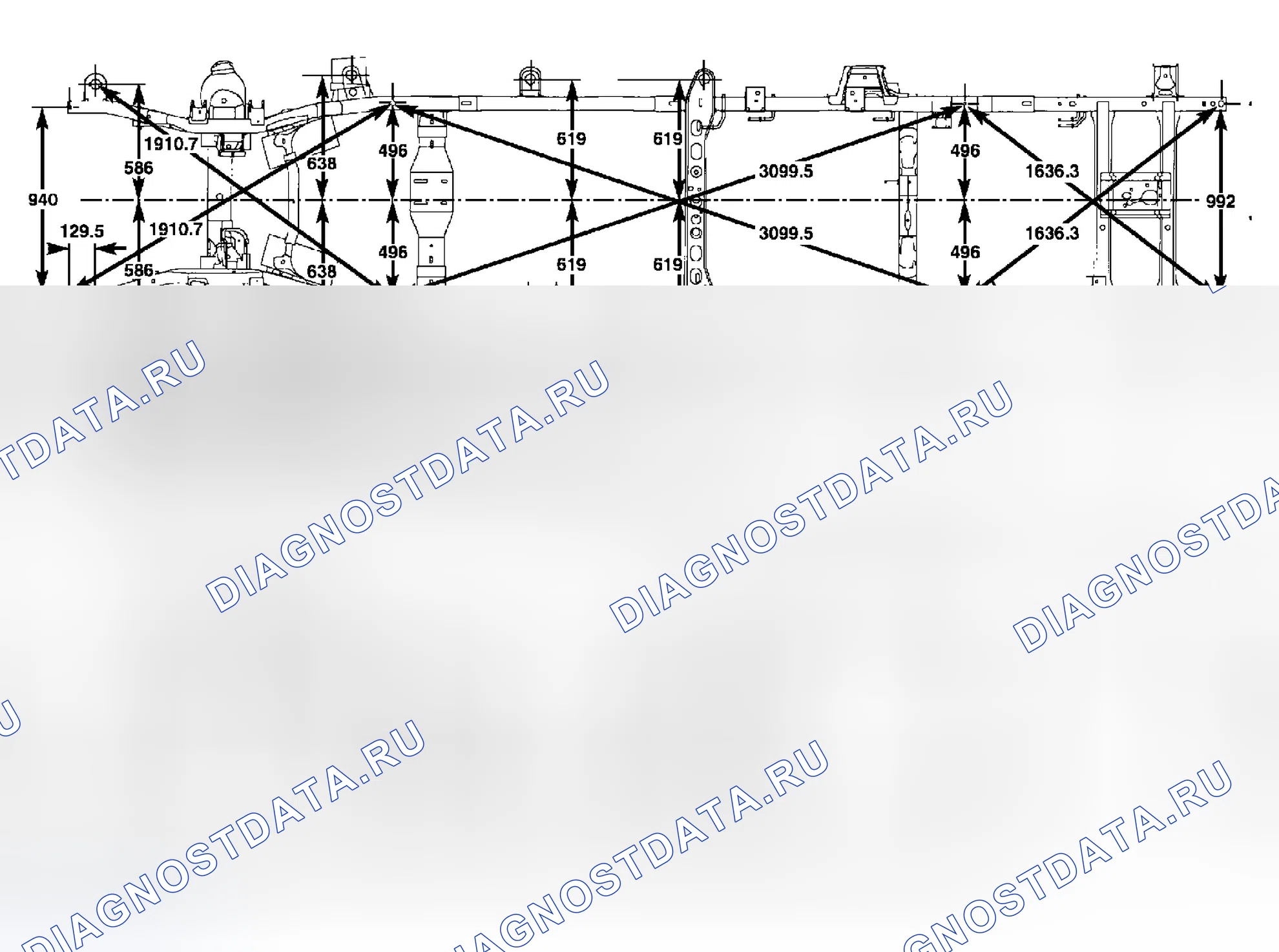
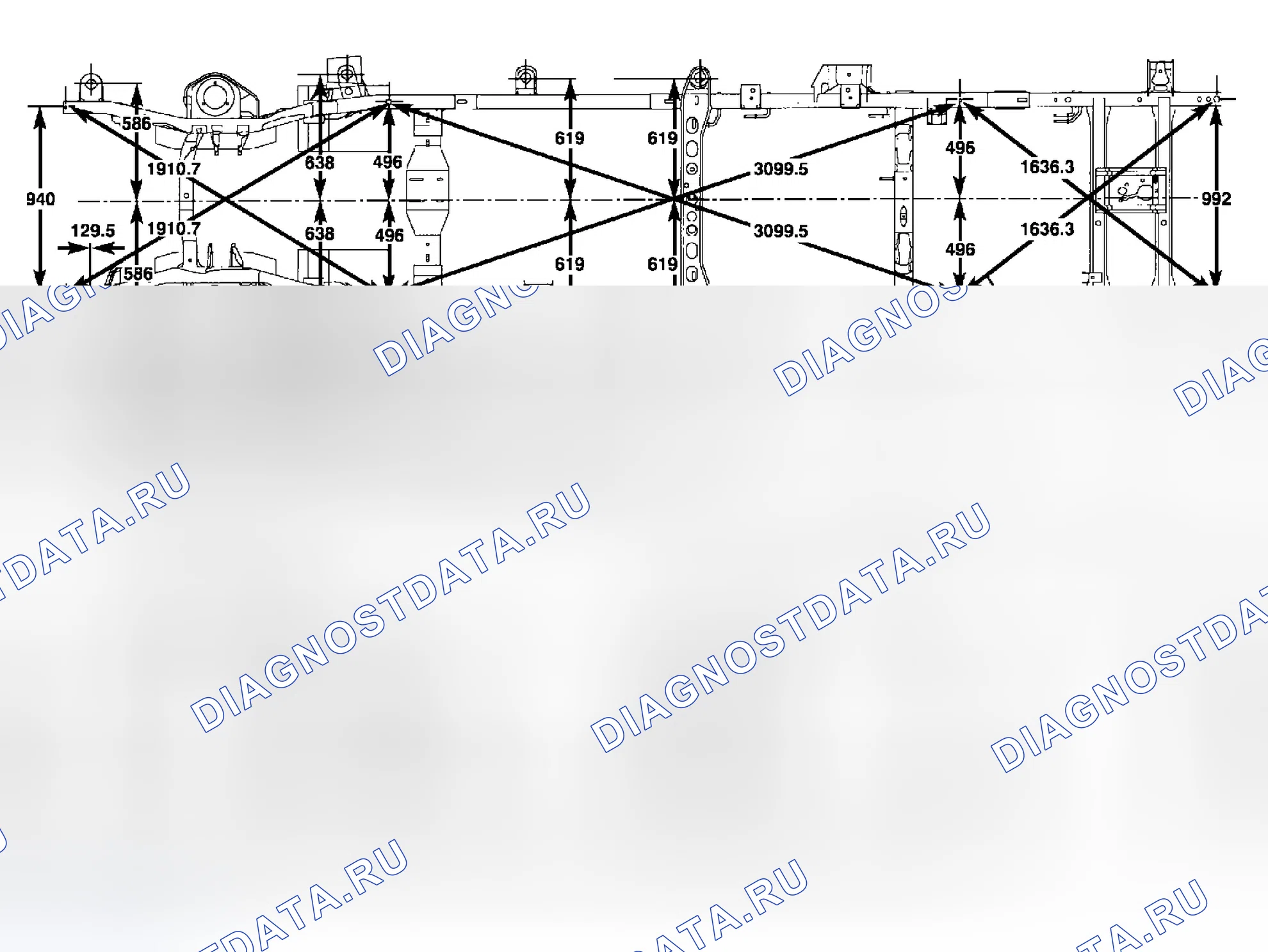
Расположите автомобиль на ровной рабочей поверхности. С помощью винтовых или бутылочных домкратов отрегулируйте высоту PLP транспортного средства до указанного размера над ровной рабочей поверхностью. Вертикальные размеры могут быть взяты от рабочей поверхности до указанных мест, которые были применимы.
| Описание | ИЛЛЮСТРАЦИЯ |
|---|
| Размерная графика кадра, вид сбоку и сверху | 24 |
| 140,5 In Wheelbase - Heavy DUTY - Привод на 2 колеса | 25 |
| 140,5 In Wheelbase - Сверхмощный - Привод на 4 колеса | 26 |
| 160,5 In Wheelbase - Heavy DUTY - привод на 2 колеса | 27 |
| 160.5 В колесной базе - Для тяжелых условий эксплуатации - Привод на 4 колеса | 28 |
Схема №12
Схема №13
Схема №14
Схема №15
Схема №16