Меры безопасности и предупреждения
| Предупреждение | ПРИ ВЫПОЛНЕНИИ ЛЮБЫХ СВАРОЧНЫХ РАБОТ НЕ ДОПУСКАЕТСЯ ПОПАДАНИЕ НА КОРПУС АВТОМОБИЛЯ ПОСТОРОННИХ ПРЕДМЕТОВ. ПОВРЕЖДЕНИЯ, ВЫЗВАННЫЕ ПОВРЕЖДЕНИЕМ РАМЫ, МОГУТ ПРИВЕСТИ К ПОВРЕЖДЕНИЮ КОРПУСА ИЛИ К ПОВРЕЖДЕНИЮ АККУМУЛЯТОРНОЙ БАТАРЕИ, А ТАКЖЕ ОТСОЕДИНЕНИЮ ВСЕХ СОЕДИНИТЕЛЬНЫХ ПРОВОДОВ ОТ МОДУЛЯ УПРАВЛЕНИЯ ПОДУШКОЙ БЕЗОПАСНОСТИ. НЕСОБЛЮДЕНИЕ НАДЛЕЖАЩИХ МЕР ПРЕДОСТОРОЖНОСТИ МОЖЕТ ПРИВЕСТИ К АВАРИЙНОМУ СРАБАТЫВАНИЮ ПОДУШКИ БЕЗОПАСНОСТИ И ДРУГИХ ПОВРЕЖДЕНИЙ. |
|---|
| Внимание | Не используйте поврежденный крепеж повторно, качество ремонта будет подозрительным. Отказ от использования только производственного крепежа или крепежа эквивалентной твердости может привести к ослаблению или отказу. Не сверлите отверстия в раме, которые специально не указаны в той или иной процедуре daimlerchrysler, так как это может привести к отказу рамного рельса. |
|---|
Процесс сварки
| Внимание | Все сварные швы должны соответствовать стандарту процесса проектирования транспортных средств daimlerchrysler " ps 9472 ". |
|---|
| ПРОЦЕСС СВАРКИ | ДУГА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | ГАЗОВАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (MIG) * | ЭКРАНИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ДУГА (ПАЛОЧКА) |
|---|---|---|---|
| Толщина материала | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм | От 3,7 мм до 4,2 мм |
| Тип электрода | Lincoln электрооборудование Co. Продукт #: NR-211 Mp (не заменять) | AWS ER70S-3 (без замены) | * * AWS E 7018 |
| Размер электродов в дюймах | .045 Трубчатый | .035 Сплошной | 3 / 32 " |
| Выбег электрода | 3 / 8 " - 1 / 2 " | 1 / 2 " - 5 / 8 " | Н/Д |
| Полярность | Электрод " - " Заготовка " + " | Электрод " + " Заготовка " - " | Электрод " + " Заготовка " - " |
| Защитный газ | Самоэкранированный | 75% Ar 25% CO2 | Самоэкранированный |
| Расход газа | Н/Д | 25-35 CFM | Н/Д |
| Скорость подачи проволоки (дюймы в минуту) | 110-130 Вертикально вниз 70-90 Плоский и накладной | 245-250 Вертикально вниз 210-225 Плоские и накладные расходы | Н/Д |
| Приблизительная сила тока | |||
| Вертикальный | 110 - 130 | 175 | 85 (диаметр 3 / 32 ") |
| Плоские и накладные расходы | 70 - 90 | 155 | 90 (диаметр 3 / 32 ") |
| Напряжение | 15 - 18 | 19 - 20 | Н/Д |
| Направление сварки | |||
| Вертикальный | Вертикально вниз по склону (только для) | Вертикально вниз по склону (только для) | Вертикально - вверх по склону (только для) |
| Плоские и накладные расходы | Плоский - проталкивание или перетаскивание | Плоский - проталкивание или перетаскивание | Плоский - Перетаскивание |
ПАРАМЕТРЫ СВАРКИ
* Первый выбор - процесс дуговой сварки газового металла: Стыковые соединения - нанести два слоя (прохода) металла сварного шва. Первый проход должен заполнять только приблизительно 1 / 2 толщины. Сварные швы в вертикальном положении - поддерживать электродную проволоку на переднем крае сварочной ванны во время движения вниз по склону, чтобы обеспечить максимальное проникновение в рукав. Эти методы также работают для FCAW.
* * E7018 новые электроды могут подвергаться воздействию атмосферы до десяти часов без вредного воздействия. Графики восстановления должны поступать от производителя.
Размеры рамы
Размеры рамы указаны в метрической шкале. Все размеры - от центра к центру главной точки расположения (PLP) или от центра к центру расположения PLP и крепежа.
Подготовка транспортного средства
Разместите транспортное средство на стойке для выравнивания рамы в соответствии с инструкциями, прилагаемыми к используемому оборудованию. Отрегулируйте высоту PLP транспортного средства до указанного размера над рабочей поверхностью (опорной линией). Вертикальные размеры могут быть взяты от опорной линии до указанных мест, которые были применимы.
| Описание | ИЛЛЮСТРАЦИЯ |
|---|---|
| Nd 33 ВИД СВЕРХУ - (4 X 2) | Step (Шаг 13). |
| Nd 33 ВИД СЛЕВА (4 X 2) | Ступенька (Ступенька 14). |
| Nd 33 ВИД СВЕРХУ - (4 X 4) | Шаг (Шаг 15). |
| Nd 33 ВИД СЛЕВА (4 X 4) | Step (Шаг 16). |
| Nd 84 ВИД СВЕРХУ - (4 X 2) | Ступенька (Ступенька 17). |
| Nd 84 ВИД СЛЕВА (4 X 2) | Шаг (Шаг 18). |
| Nd 84 ВИД СВЕРХУ - (4 X 4) | Шаг (Шаг 19). |
| Nd 84 ВИД СЛЕВА (4 X 4) | Шаг (Шаг 20). |
Схема №10
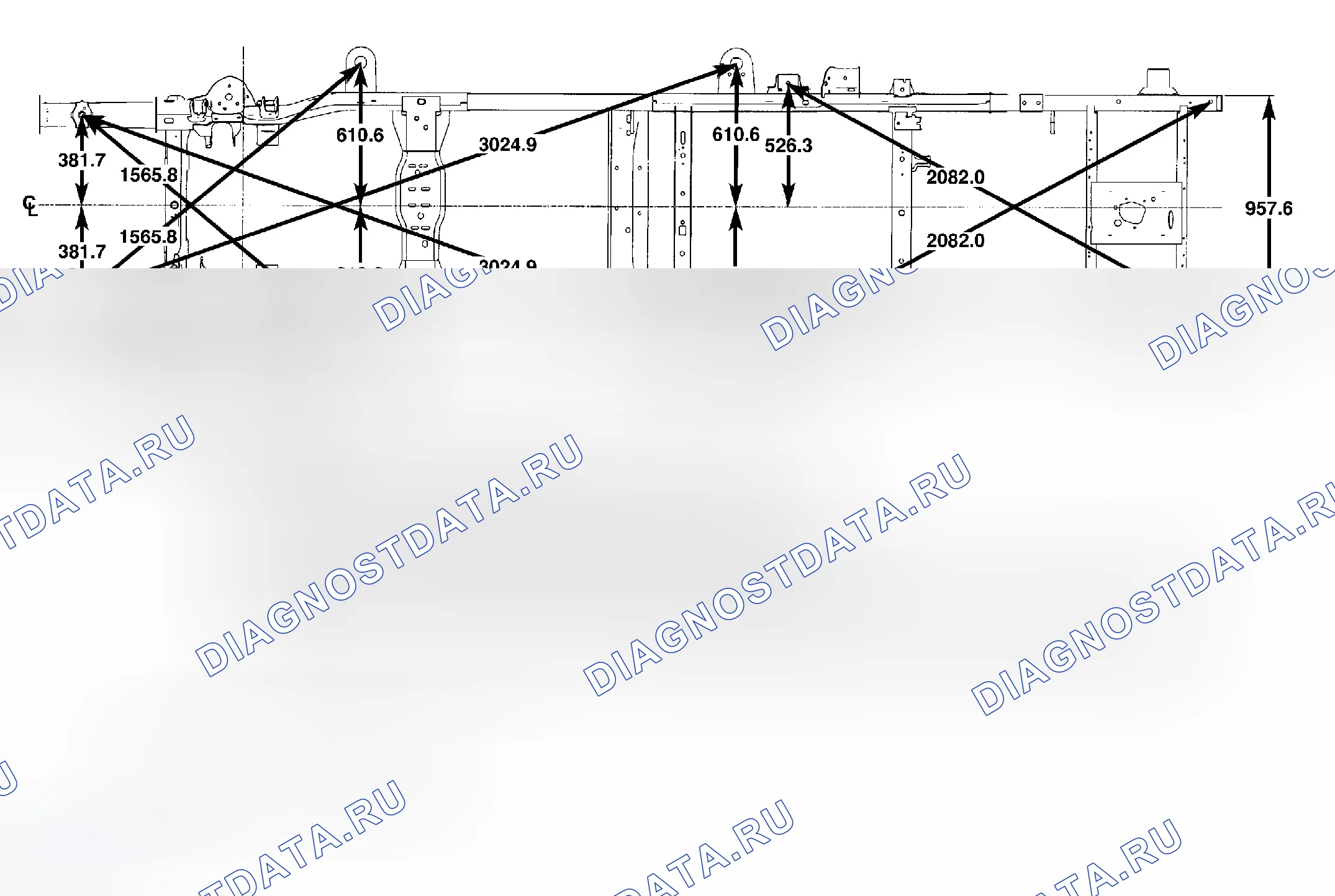
Схема №11
Схема №12
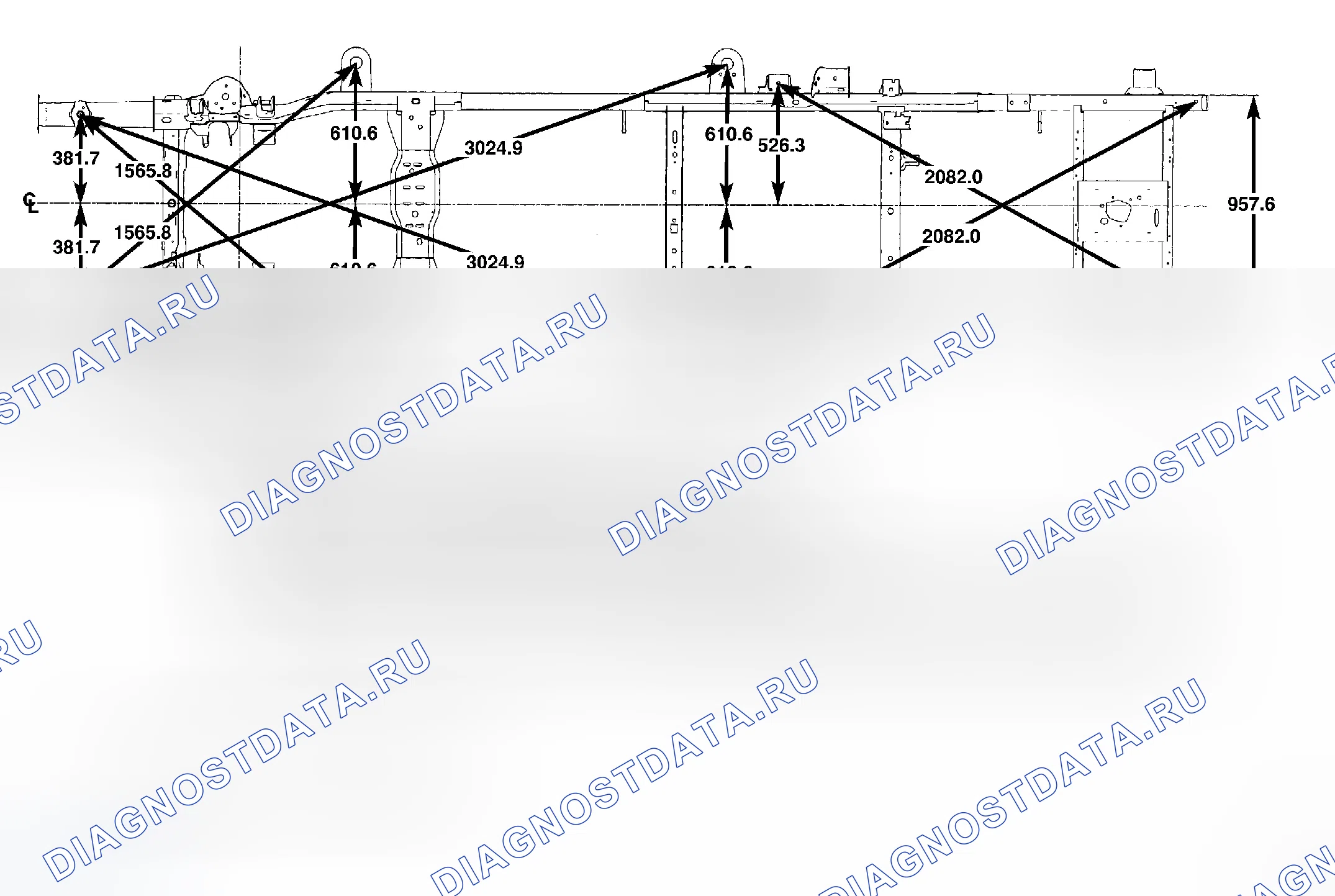
Схема №13
Схема №14
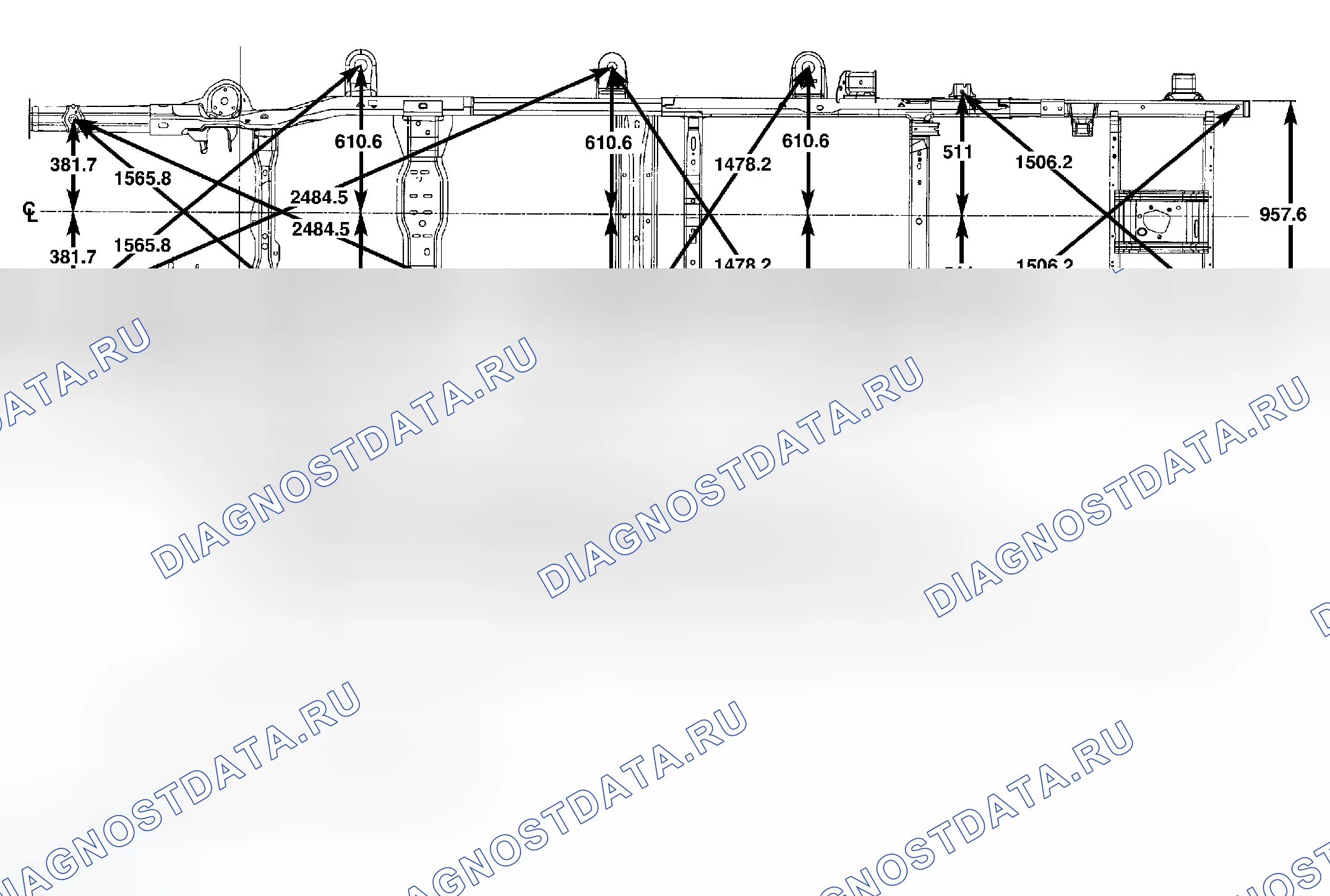
Схема №15
Схема №16
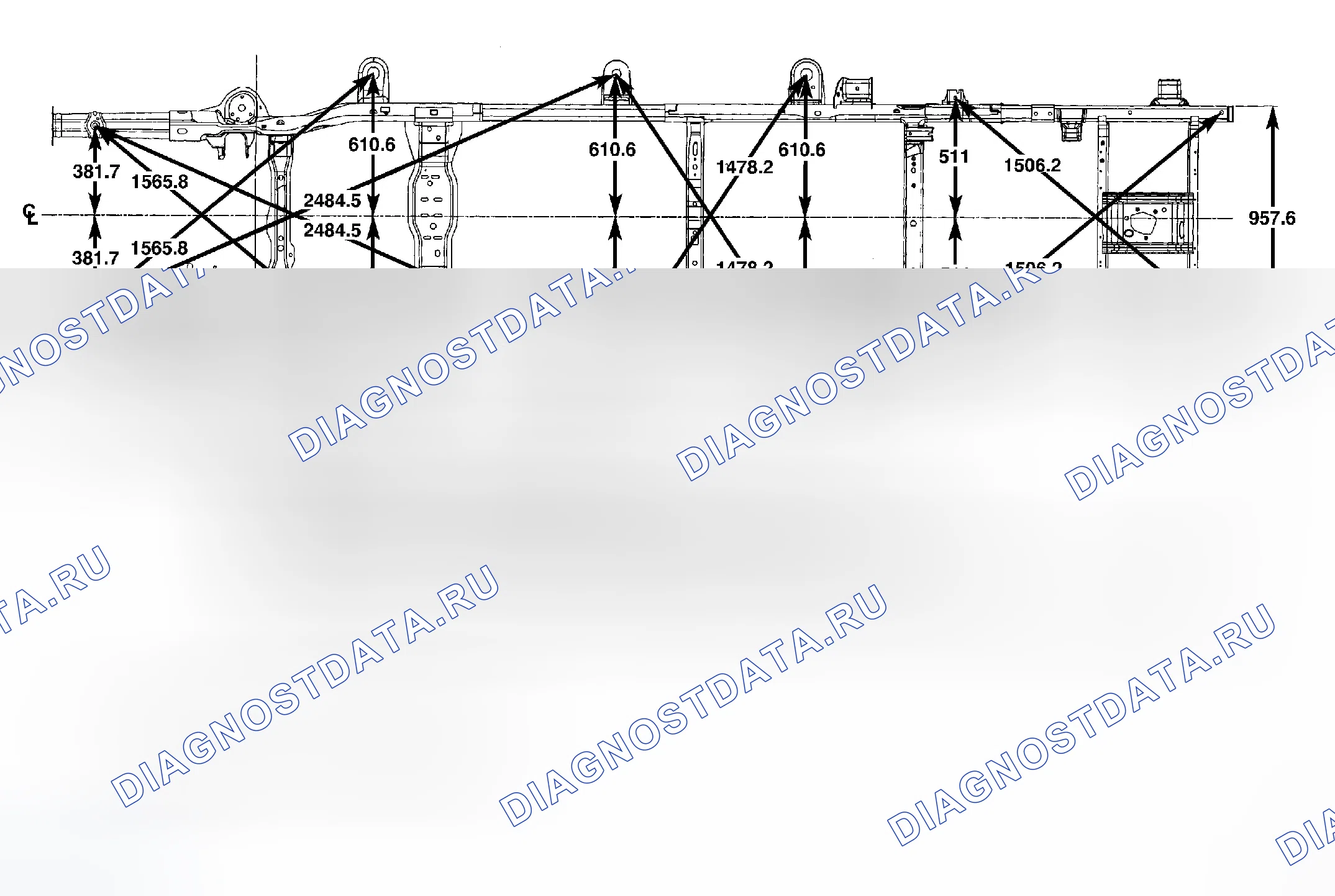
Схема №17
Схема №18
- Поднимите и поддержите автомобиль.
- Отверните четыре болта (2) и гайки (1) и снимите поперечину.