Как разобрать полуось - передние: капитального ремонта
ПримечаниеНеобходимые инструменты: Щипцы зажима уплотнения ведущей оси (J-35910), обжимной инструмент зажима ведущей оси (J-36652) и обжимной инструмент оси (J-36652-98).
- Используйте ручную шлифовальную машину, чтобы прорезать обжимное кольцо. Снимите корпус трипота с полувала. Протрите смазку с корпуса. Тщательно обезжирьте корпус трипота. Дайте корпусу трипота высохнуть перед сборкой.
- Используя боковые резаки, снимите небольшой зажим для удержания ботинка. Снимите распорное кольцо, крестовину трипота в сборе и ботинок трипота со штанги полувала.
- Очистите стержень полуоси. Используйте проволочную щетку, чтобы удалить ржавчину в зоне установки уплотнения (канавки). Осмотрите игольчатые ролики, игольчатые подшипники и цапфы. Осмотрите корпус трипота на предмет необычного износа, трещин или других повреждений. Замените любые поврежденные детали соответствующим сервисным комплектом.
Повторная сборка
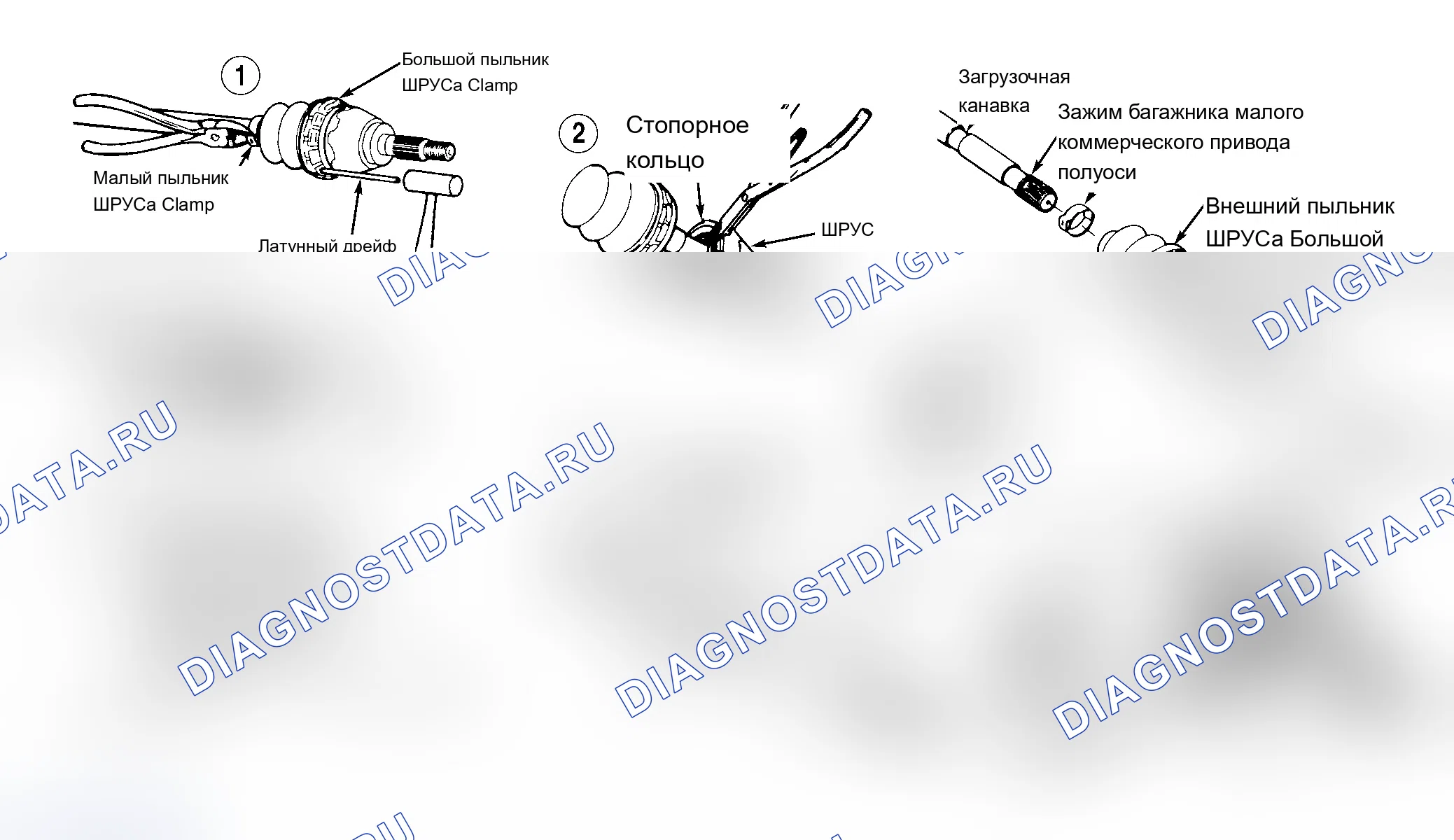
- Поместите новый зажим малого уплотнения на малый конец уплотнения соединения. Сожмите уплотнение соединения и зажим малого уплотнения на стержне полувала. Поместите малый конец уплотнения соединения в канавку уплотнения соединения на стержне полувала. (Рисунок 10)
- Закрепите небольшой уплотнительный зажим с помощью плоскогубцев для зажима уплотнения ведущей оси или эквивалентного устройства, прерывателя и динамометрического ключа. Затяните небольшой уплотнительный зажим в соответствии с техническими требованиями. См. " ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КРУТЯЩЕМУ МОМЕНТУ ". Проверьте размер зазора на проушине зажима. Продолжайте затяжку до тех пор, пока не будет достигнут размер зазора. Размер зазора составляет 0 085 " (2,15 мм). (Рис. 11)
- Соберите трипот-шарнир с фиксатором свертки в правильном положении, как показано на рисунке. (Рисунок 12) Установите инструмент фиксатора свертки на внутреннее уплотнение шарнира, обязательно зафиксировав следующие свертки: 2-5 для модели 1500 (за исключением 1500 HD). 2-4 для 1500 HD, 2500, 3500.
- Установите крестовину трипота в сборе на стержень полувала. Установите распорное кольцо в канавку на конце стержня полувала. Упакуйте уплотнение трипота и корпус трипота с помощью смазки, поставляемой в комплекте. Количество смазки, поставляемой в этом комплекте, было предварительно измерено для этого применения.
- Соберите корпус трипота и уплотнение трипота, используя следующую процедуру: Слегка защемите обжимное кольцо рукой, чтобы исказить его в овальную форму. Сдвиньте деформированное обжимное кольцо по большому диаметру уплотнения. Поместите корпус трипота на крестовину в сборе. Установите уплотнение на корпус трипота. Выровняйте уплотнение трипота, установив обжимное кольцо на место, над плоской областью на корпусе трипота.
- Для моделей 1500 (кроме 1500 HD), соберите болты и опорную пластину к основанию инструмента для обжима ведущей оси и закрепите основание в тисках. Для моделей 1500 HD, 2500, 3500 соберите болты и опорную пластину к основанию инструмента для обжатия оси и закрепите основание в тисках.
- Установите внутренний конец (конец трипота) половинного вала в сборе в основание инструмента для обжатия зажима ведущей оси для 1500 моделей (кроме 1500 HD) или инструмента для обжатия оси для 1500 HD, 2500, 3500. Установите верхнюю половину инструмента для обжатия зажима ведущей оси для 1500 моделей (кроме 1500 HD) или инструмента для обжатия оси для 1500 HD, 2500, 3500.
- Совместите обжимное кольцо и зажим обжимного кольца. Вставьте болты. Вручную затяните болты до плотного прилегания болтов. Во время этой процедуры выровняйте следующее: Ботинок трипота. Корпус трипота. Обжимное кольцо. Затяните каждый болт на 180 градусов за один раз. Чередуйте болты, пока обе стороны верхней половины инструмента не коснутся нижней половины. Ослабьте болты и снимите сборку полувала с инструмента.
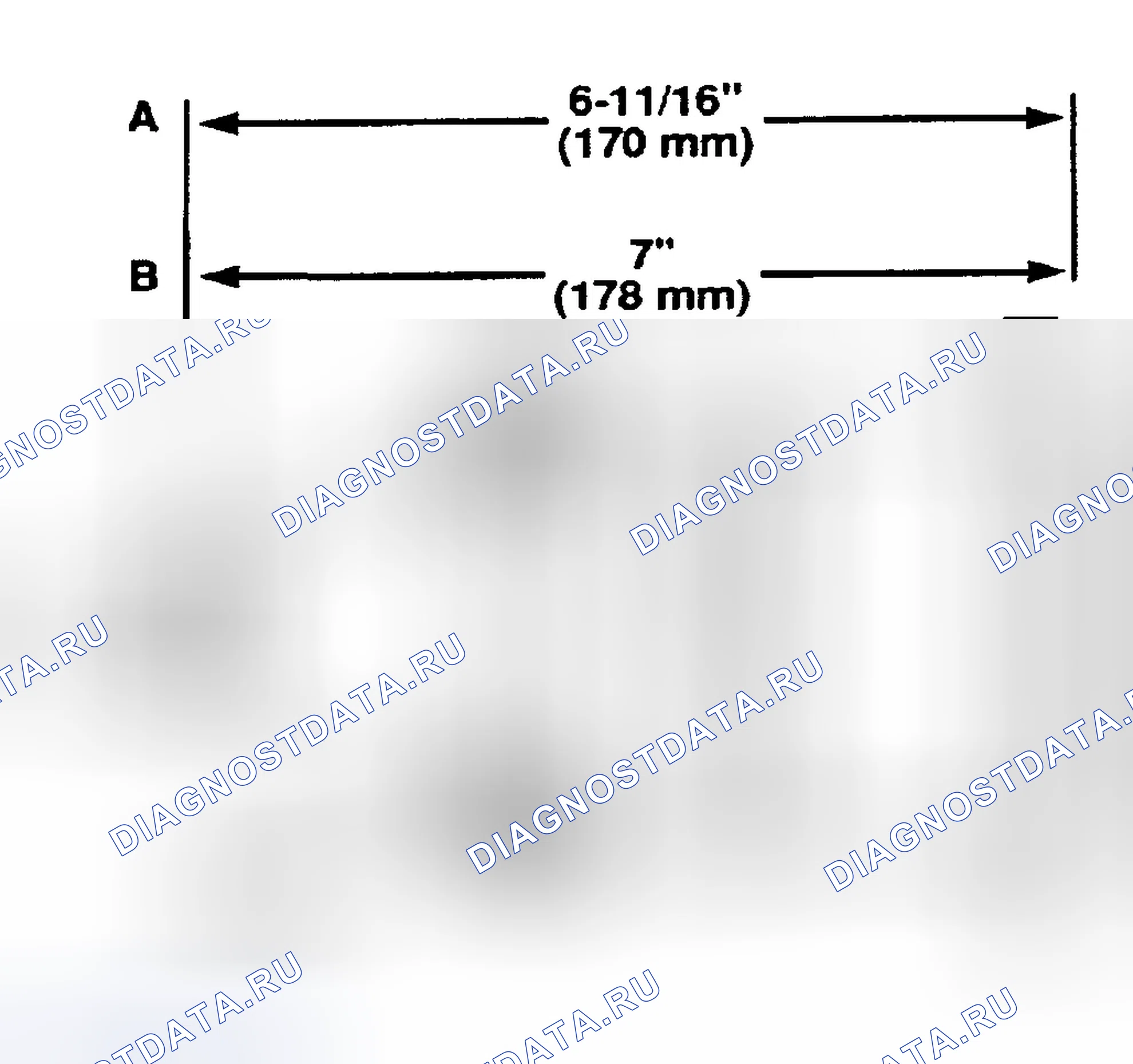
- Осмотрите положение внутреннего хода. (Рисунок 13) Используйте измерение A для 1500 моделей (кроме 1500 HD). Используйте измерение B для 1500 HD, 2500, 3500.
- Извлеките инструмент фиксатора конволюта из ботинка.
Схема №27
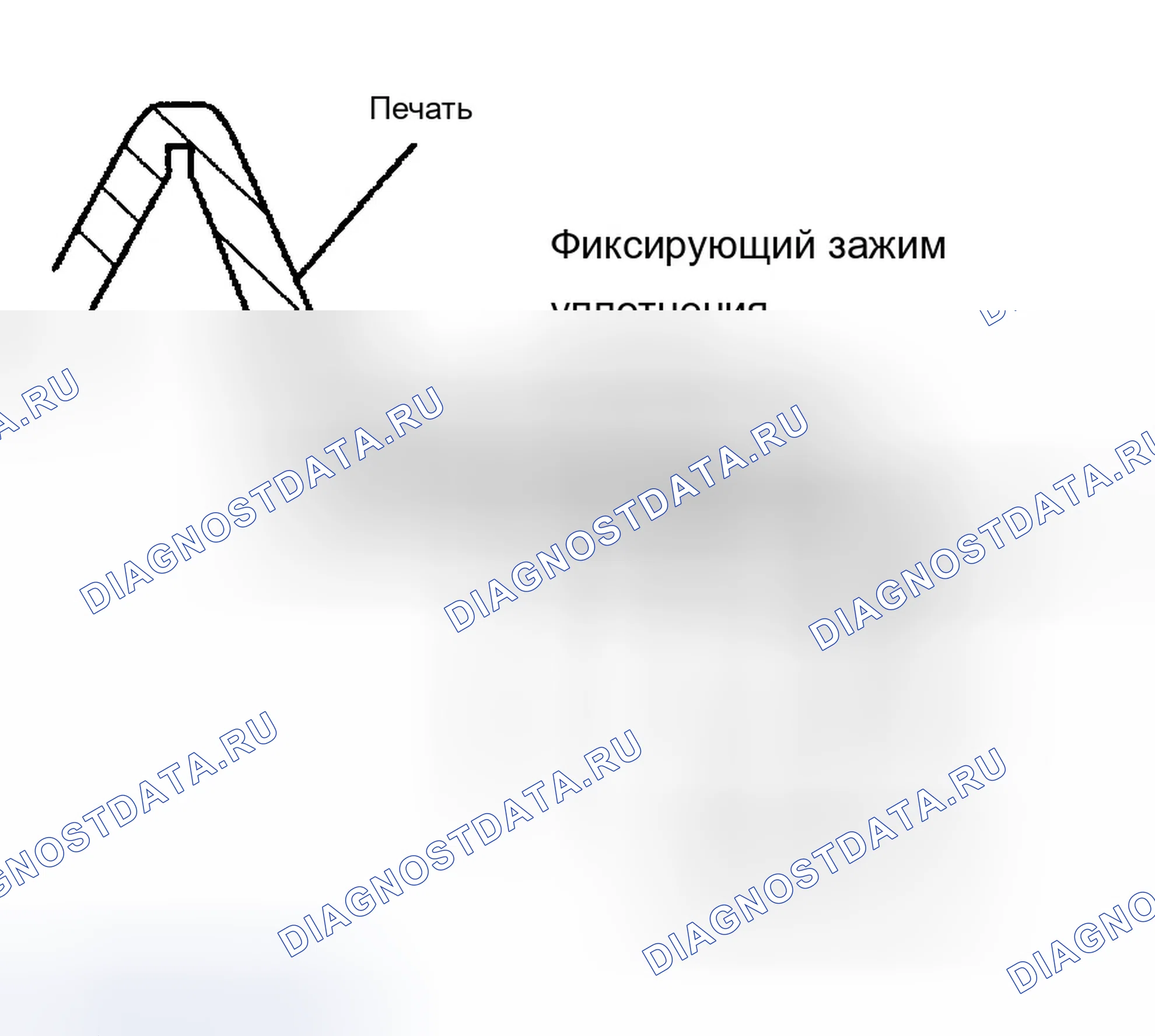
Схема №28
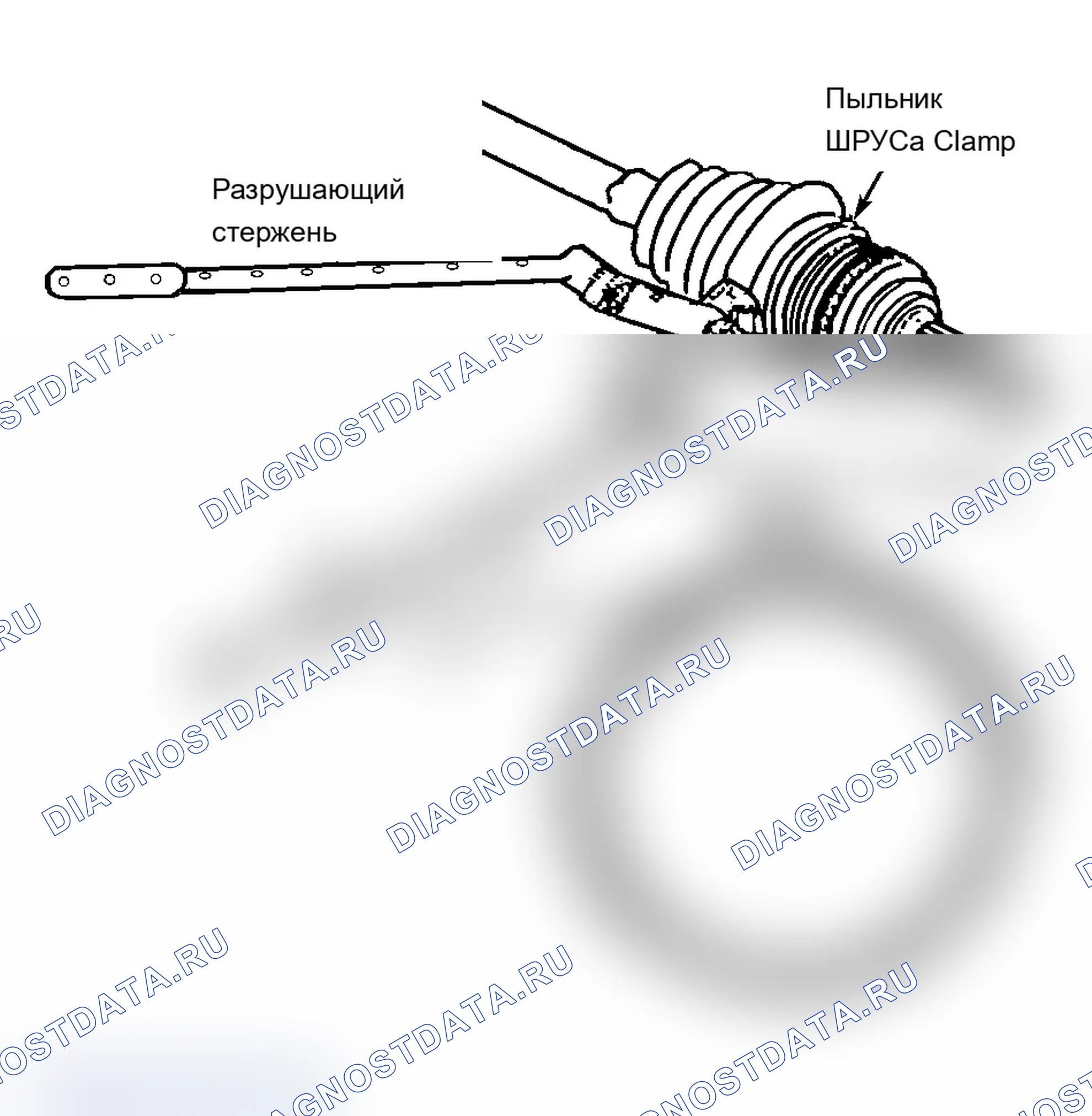
Схема №29
Схема №30
ПримечаниеНеобходимые инструменты: Щипцы для зажима уплотнения ведущей оси (J-35910), обжимной инструмент для зажима ведущей оси (J-36652) и щипцы для стопорного кольца (J-8059).
- Используйте ручную шлифовальную машину, чтобы прорезать обжимное кольцо. Используйте боковые резаки, чтобы отрезать небольшой зажим ботинка. Сдвиньте ботинок вниз по штанге полувала и в сторону от внешней обоймы шарнира Cv. Протрите всю смазку от поверхности шарнира Cv. Найдите стопорное кольцо штанги полувала, которое находится во внутренней обойме.
- Раздвиньте проушины стопорного кольца с помощью плоскогубцев (или эквивалентных). Вытащите шарнир Cv и кожух шарнира Cv из стержня полувала. Выбросьте старый кожух шарнира Cv. (Рисунок 14)
- Поместите латунный шунт напротив клетки шарнира Cv. Осторожно коснитесь латунного штока молотком, чтобы наклонить клетку. Удалите первый шарик из хромового сплава, когда клетка шарнира Cv наклоняется. Наклоните клетку шарнира Cv в противоположном направлении, чтобы удалить противоположный шарик из хромового сплава. (Таблица 14) Повторите этот процесс, чтобы удалить все шесть шариков.
- Поверните обойму сочленения РКТ и внутреннюю обойму на 90 градусов к оси симметрии наружной обоймы, одновременно совместив окна обоймы с площадками наружной обоймы, и выньте обойму и внутреннюю обойму. (Рисунок 14)
- Удалите внутреннюю обойму из обоймы, вращая внутреннюю обойму вверх. Тщательно очистите внутреннюю и внешнюю обоймы, обойму соединения Cv и шарики из хромового сплава чистящим растворителем. Удалите все следы старой смазки и любые загрязнения.
- Просушите все детали. Проверьте узел соединения Cv на предмет необычного износа, трещин или других повреждений. Замените любые поврежденные детали. Очистите стержень полувала. Используйте проволочную щетку, чтобы удалить ржавчину в зоне монтажа уплотнения (канавки).
Схема №31
- Осмотрите все детали на предмет необычного износа, трещин или других повреждений. При необходимости замените узел соединения Cv. Нанесите легкий слой рекомендуемой смазки на внутреннюю и наружную канавки обоймы. (Таблица 14)
- Удерживая внутреннюю обойму под углом 90 градусов к оси обоймы, совместите площадки внутренней обоймы с окнами обоймы и введите внутреннюю обойму в обойму, вращая внутреннюю обойму вниз. (Рисунок 14)
- Вставьте обойму и внутреннюю обойму в наружную обойму. Поместите латунный дрейф против обоймы шарнира Cv. Осторожно коснитесь латунного дрейфа молотком, чтобы наклонить обойму. Установите первый шарик из хромового сплава, когда обойма шарнира Cv наклоняется. Наклоните обойму шарнира Cv в противоположном направлении, чтобы установить противоположный шарик из хромового сплава. Повторите этот процесс, чтобы установить все шесть шариков.
- Упакуйте кожух шарнира Cv и узел шарнира Cv с помощью консистентной смазки, поставляемой в комплекте. Количество консистентной смазки, поставляемой в этом комплекте, было предварительно измерено для этого применения. Поместите новый небольшой зажим кожуха на уплотнение шарнира Cv. Сдвиньте кожух шарнира Cv на стержень полувала. Поместите небольшой конец кожуха шарнира Cv в канавку шарнира на стержне полувала.
- Закрепите зажим с помощью плоскогубцев для зажима уплотнения ведущей оси (или эквивалентного устройства), прерывателя и динамометрического ключа. Затяните зажим в соответствии с техническими требованиями. См. " ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КРУТЯЩЕМУ МОМЕНТУ ". (Приложение 11) Проверьте размер зазора на проушине зажима. Продолжайте затяжку до тех пор, пока не будет достигнут размер зазора. Размер зазора составляет 0 085 " (2,15 мм).
- Слегка защемите новое обжимное кольцо рукой, чтобы деформировать его в овальную форму. Сдвиньте деформированное обжимное кольцо по большому диаметру ботинка. Потяните сочленение Cv, чтобы проверить зацепление. Сдвиньте большой диаметр сочленения Cv, с большим обжимным кольцом на месте, над внешним краем наружной обоймы сочленения Cv.
- Плотно прижмите соединительную муфту Cv к наружному кольцу соединительной муфты Cv с помощью большого обжимного кольца, используя следующую процедуру: Установите основание инструмента для обжатия соединительной муфты ведущей оси в зажимное приспособление. Поместите конец соединительной муфты Cv (наружный конец) полуоси в нижней половине инструмента для обжатия соединительной муфты ведущей оси. Выровняйте соединительную муфту Cv, узел соединительной муфты Cv и кольцо для обжатия во время этой процедуры.
- Установите верхнюю половину насадки зажима ведущей оси на нижнюю половину насадки, поверх болтов сочленения Cv и узла зажима Cv. Выровняйте обжимное кольцо и зажим обжимного кольца. Вставьте болты в насадку зажима ведущей оси. Затяните болты вручную до тех пор, пока болты не заедают. Затягивайте каждый болт по 180 градусов за раз. Чередуйте болты до тех пор, пока обе стороны верхней половины насадки зажима ведущей оси не отвинткнут и насаживайте насадку.